Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 22
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
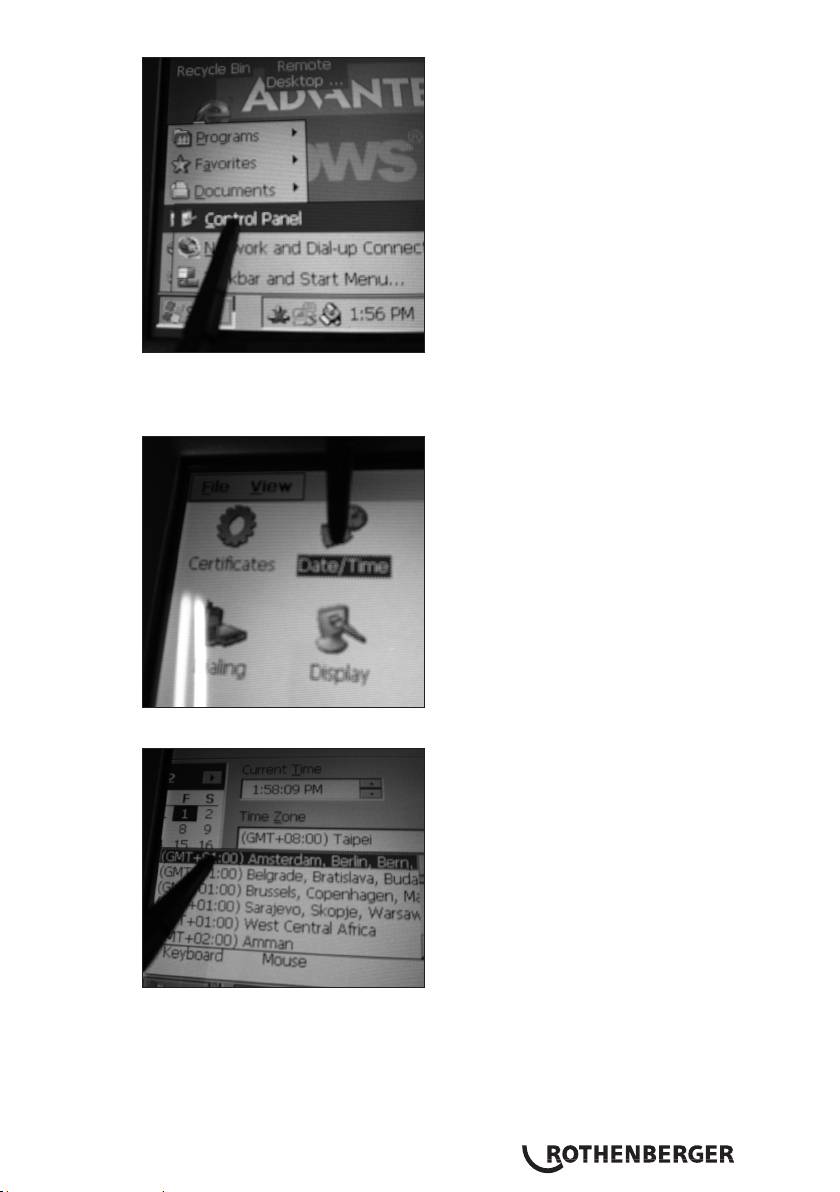
Натиснете Start, Setting и накрая Control Panel.
Лентата на старт менюто е скрита и може да бъде извикана чрез натискане в горния
ляв ъгъл.
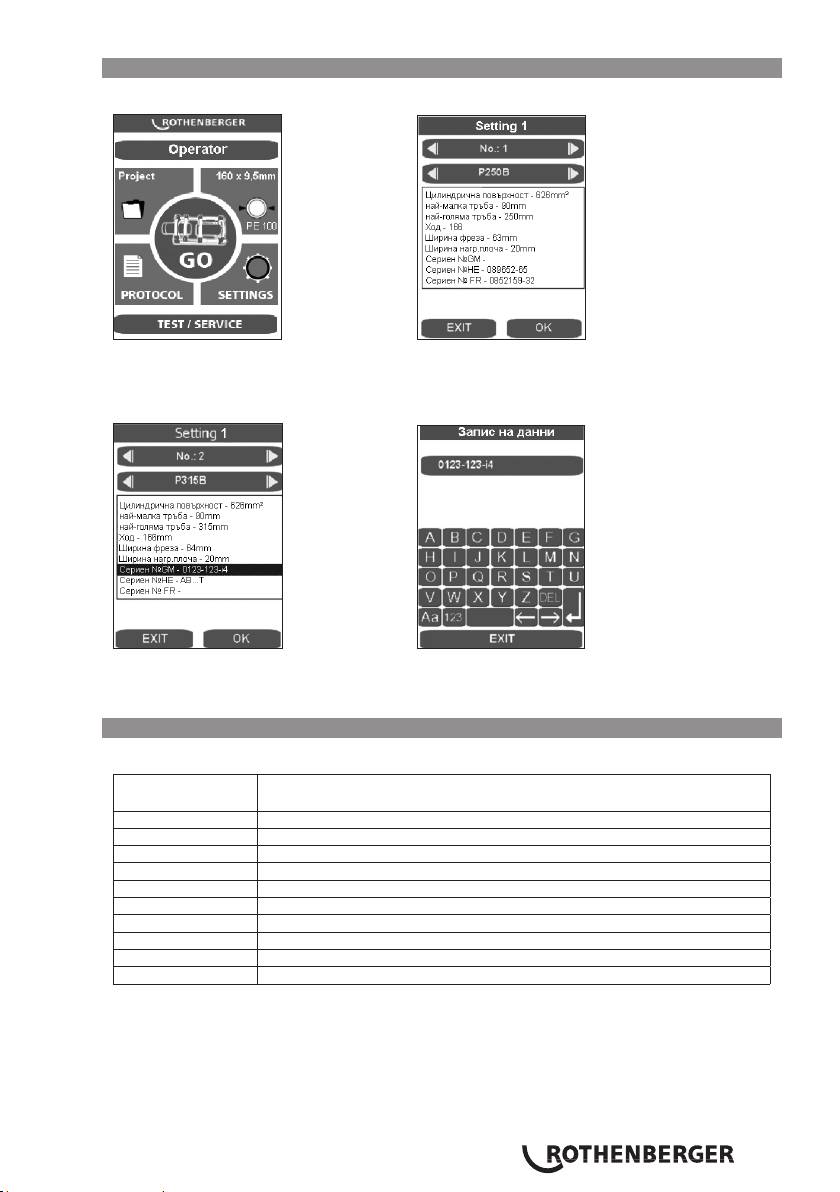
Кликнете върху Date/Time
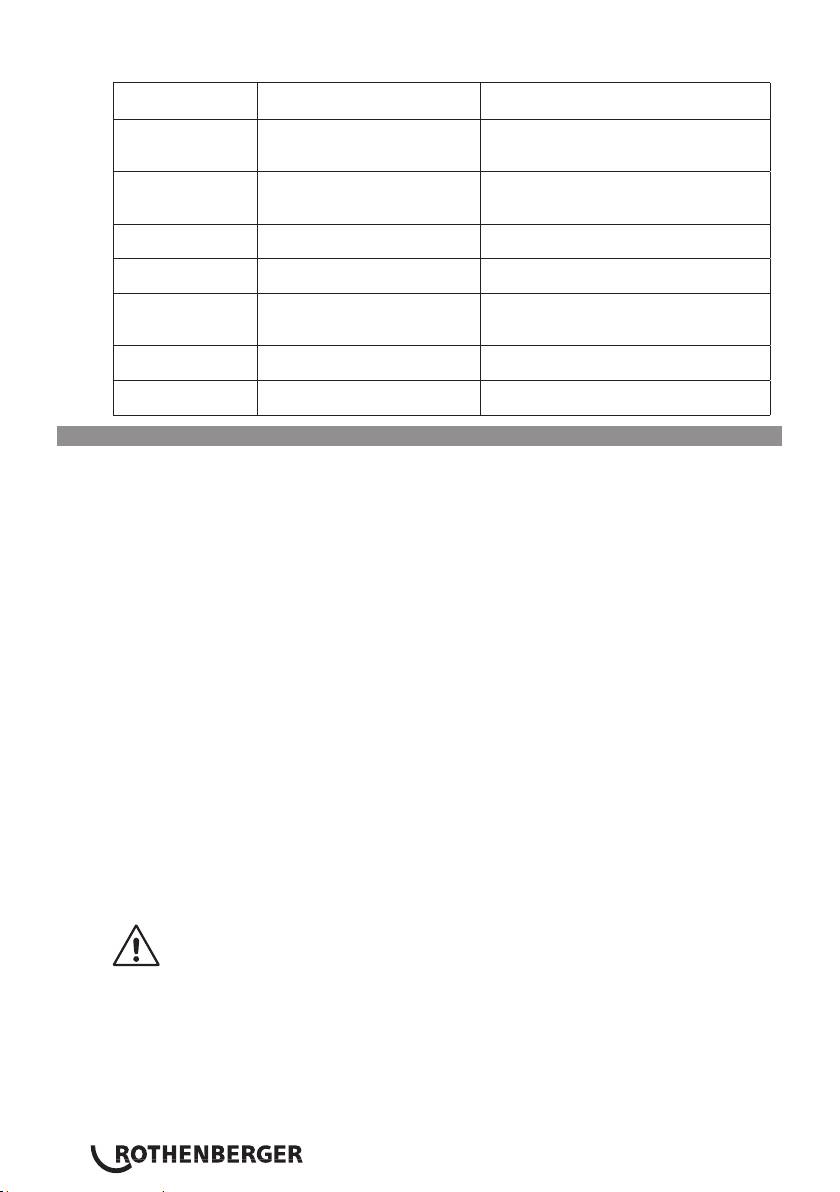
Настройте маската за въвеждане чрез докосване и преместване на лентата Date/
Time. Изберете съответната времева зона или въведете часово време Current Time.
Внимание! Спазвайте AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
БЪЛГАРСКИ
419

Потвърдете с „Apply“ и „OK“. Затворете контролния панел с Х.
Натиснете бутоните „Start“ и „Run“.
Напишете reboot с появилата се клавиатура и натиснете „ОК“, компютърът се
рестартира.
420
БЪЛГАРСКИ
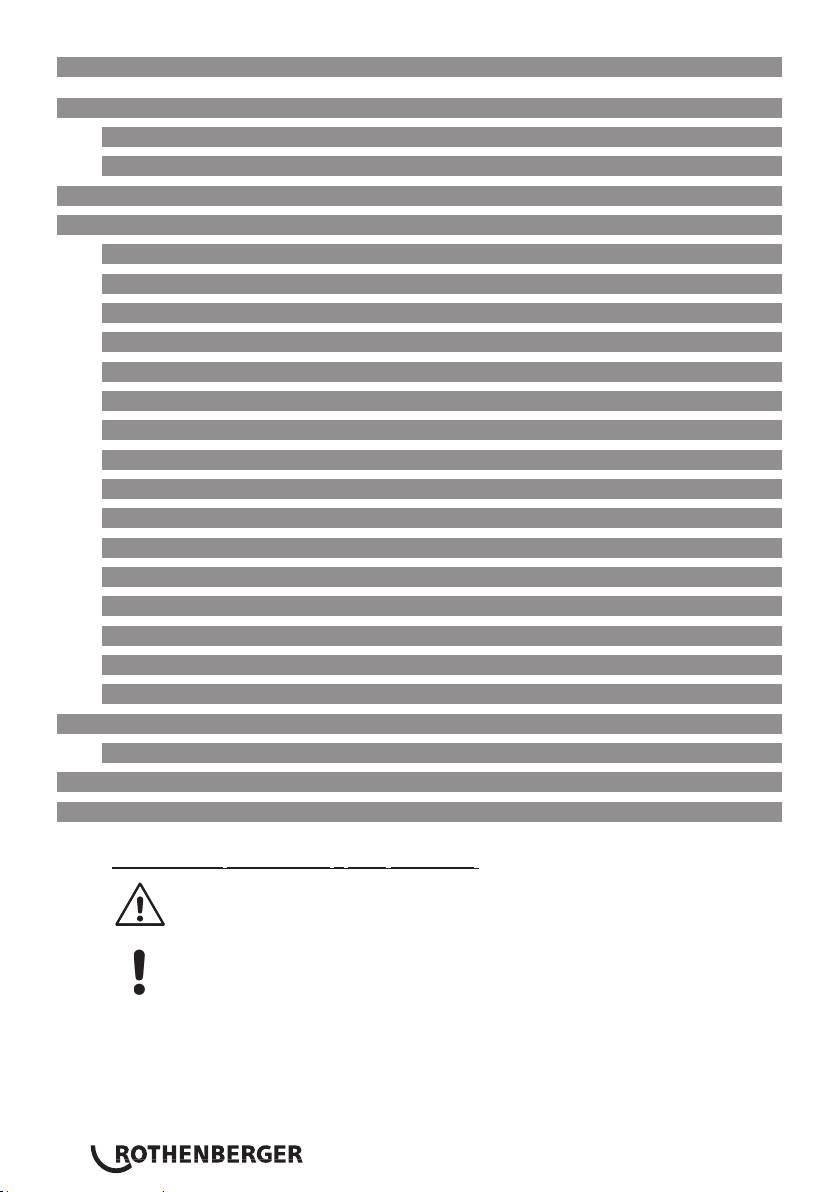
3.7 Създаване и избор на конфигурации от машини
За да изберете или създадете конфигурации от машини, натиснете бутона SETTINGS.
С бутоните със стрелки може да бъде избрана желаната конфигурация от машини.
За да създадете нова конфигурация, натиснете бутона със стрелка надясно, за
започнете от следващия номер, напр. 2.
Чрез натискане върху съответното поле с показания се появява полето за въвеждане.
Данните могат да бъдат изтрити с DEL и да бъдат въведени нови, тези данни се
записват по-късно в протокола.
3.8 Съобщения за грешка
Сензорен екран и протокол:
Съобщение за
Име
грешка
Код 1 Твърде голямо налягане за изравняване
Код 2 Твърде малко налягане за изравняване
Код 4 Твърде голямо налягане за нагряване
Код 64 Твърде дълго време за превключване
Код 128 Твърде дълго време за повишаване на налягане
Код 256 Твърде голямо налягане за присъединяване
Код 512 Твърде малко налягане за присъединяване
Код 2048 Твърде студен нагревателен елемент
Код 4096 Прекъсване от оператор
Код 131072 Твърде топъл нагревателен елемент
БЪЛГАРСКИ
421
Управление:
Съобщение за
Име Отстраняване на повреда
грешка
SER
Достигната дата за техническо
Изпълнете техническо обслужване
обслужване, настъпил е срок
за техническо обслужване
ERR1
Абсолютното налягане не е
Проверете нивото на маслото, проверете
достигнато
сензора за налягане, дефектни вентили,
дефектен двигател
PE-2
Сензор за налягане -24V е
Сменете сензора за налягане
дефектен
ERR5
Температура на маслото
Изчакайте, докато температурата на
70°C – Стоп!
маслото спадне под 50°C
HE-1
Нагревателният елемент не
Сменете датчика
е присъединен, повреда на
датчик
HE-0
Твърде горещ нагревателен
Измерете температурата, контролирайте
елемент
настройката, сменете датчика
HE-2
Твърде студен
Измерете температурата, контролирайте
нагревателен елемент
настройката, сменете датчика
4 Обслужване и техническа поддръжка
За да се запази функционалността на машината, трябва да се спазват следните точки:
• Направляващите колони трябва да се поддържат чисти. При повреди по
повърхността направляващите колони трябва да се сменят, тъй като това може
евент. да доведе до загуба на налягане.
• За да бъдат получени безупречни резултати от заваряването, е необходимо
нагревателният елемент да бъде поддържан чист. При дефекти по повърхността,
покритието на нагревателния елемент трябва да бъде подновено или той да
бъде сменен. Остатъците от материал върху нагряващата повърхност, намаляват
противозалепващите свойства и те трябва да бъдат отстранявани с кърпа без
власинки и спирт (само при студен нагревателен елемент!).
• Хидравличното масло (HLP – 46, арт.№: 53649) трябва да се сменя на всеки
12 месеца.
• За да се избегнат смущения във функциите, херметичността на хидравличния
агрегат, стабилността на винтовите съединения, както и безупречното състояние на
електрокабела трябва редовно да се проверяват.
• Хидравличният бърз куплунг на хидравличния агрегат и на пакета маркучи трябва
да се пазят от замърсявания. При замърсяване те трябва да се почистят преди
свързване.
• Фрезата е снабдена с два двустранно заточени ножа. При намаляваща
продуктивност на рязане ножовете може да бъдат използвани или сменени с нови.
• Винаги трябва да се внимава за това, краищата на тръбите или заготовките, които
трябва да бъдат обработени, особено челните повърхности да не са замърсени, тъй
като в противен случай се намалява продължителността на живота на ножовете.
Трябва да се провежда ежегодна проверка на заваръчната машина
в съответствие с DVS 2208, от производителя или упълномощен от него
сервиз. При машини с натоварване над средното цикълът на проверките
трябва да бъде съкратен.
422
БЪЛГАРСКИ

4.1 Обслужване на машини и инструменти
(Спазвайте правилата за техническа поддръжка в точка 4!)
Острите и чисти инструменти дават по-добри резултати при работа и са по-безопасни.
Изтъпени, счупени или загубени елементи трябва незабавно да се сменят. Проверете,
дали принадлежностите са свързани безопасно с машината.
При техническа поддръжка използвайте само оригинални резервни части. Ремонтите
трябва да се извършват само от специално квалифициран за целта персонал.
При неспазване, преди работи по обслужване и техническа поддръжка и преди смяна на
компоненти, изключете машината от електрическата мрежа.
Преди повторно включване в електрическата мрежа трябва да се уверите, че машината
и инструмента са изключени.
При употреба на удължаващи кабели, трябва да се провери надеждността
и функционалността им. За употреба на открито трябва да се използват само
допустимите кабели.
Не трябва да се използват инструменти и машини, ако корпусът или ръкохватките,
особено такива от пластмаса, са скъсани или изкривени.
Мръсотията и влагата в такива пукнатини провеждат електрически ток. Това може да
доведе до токов удар, в случай че в инструмента или в машината се появи повреда
в изолацията.
Забележка: По-долу ще ви запознаем с правилата на техниката за безопасност.
5 Принадлежности
Подходящи принадлежности и формуляр за поддръжка откриете от страница 451
6 Отстраняване на отпадъци
Някои от частите на устройството са рециклируеми материали и могат да бъдат
рециклирани отново. За целта на разположение са одобрени и сертифицирани за
рециклиране компании. За екологично обезвреждане на нерециклируемите части
(напр. електронни отпадъци), моля, свържете се с местната институция, отговорна за
отпадъците.
Само за държавите от ЕС:
Не изхвърляйте електроинструменти при домакинските отпадъци! Съгласно
Европейската директива 2012/19/EО относно отпадъците от електрическо
и електронно оборудване и нейното приложение в националното
законодателство, негодните за употреба електроинструменти трябва да се
събират разделно и да бъдат извозвани за природосъобразно рециклиране.
БЪЛГАРСКИ
423
Содержание стр.
1 Указания по обеспечению безопасности 425
1.1 Надлежащее использование 425
1.2 Общие указания по технике безопасности 425
2 Технические характеристики, см. Рукоятку „технические характеристики“
3 Функции аппарата 427
3.1 Описание приборов 427
3.1.1 Базовая машина (рис. A) 427
3.1.2 Гидравлический агрегат (рис. B) 427
3.2 Руководство по эксплуатации 428
3.2.1 Ввод в эксплуатацию 428
3.2.2 Меры для подготовки к сварке 431
3.2.3 Процесс сварки 435
3.2.4 Сварка в режиме Premium 438
3.2.4.1 Процесс сварки в режиме Premium 440
3.2.5 Вывод из эксплуатации 444
3.3 Общие требования 444
3.4 Важные указания по параметрам сварки 444
3.5 Настройка параметров 445
3.6 Настроить дату и время 446
3.7 Создание/выбор конфигураций машины 448
3.8 Сообщения об ошибке 449
4 Уход и техническое обслуживание 449
4.1 Уход за машиной и инструментами 450
5 Принадлежности 450
6 Утилизация 450
Специальные обозначения в этом документе:
Опасность!
Этот знак предупреждает о возможной травмоопасности.
Внимание!
Этот знак предупреждает о травмоопасности или опасности для окру-
жающей среды.
Необходимость действия
424
PУCCKИЙ
1 Указания по обеспечению безопасности
1.1 Надлежащее использование
Аппарат ROWELD P250-630/8-24B Plus Premium CNC предназначен исключительно
для соединения сваркой полиэтиленовых (ПЭ) и полипропиленовых (ПП) труб в
соответствии с техническими параметрами.
1.2 Общие указания по технике безопасности
Внимание! При использовании электроинструментов для защиты от удара
электрическим током, риска получения травм и возникновения пожара
необходимо соблюдать следующие основные правила техники безопасности
Перед использованием данного электроинструмента необходимо прочесть все
данные указания и сохранить правила техники безопасности в хорошем месте.
Техническое обслуживание и ремонт:
1 Регулярная очистка, техническое обслуживание и смазка. Перед проведением
любых работ по регулировке, наладке или ремонту инструмента необходимо вынуть
из розетки сетевой штепсель.
2 Аппарат разрешается ремонтировать только квалифицированному персоналу
и только с использованием оригинальных запасных деталей. Таким образом
гарантируется неизменная безопасность аппарата.
Безопасность проведения работ:
1 Рабочее место необходимо содержать в порядке. Беспорядок на рабочем месте
может стать причиной несчастного случая.
2 Учитывать влияние окружающей среды. Не допускать попадания
электроинструмента под дождь. Не использовать электроинструменты во влажной
или мокрой среде. Необходимо обеспечить хорошее освещение рабочей зоны.
Не использовать электроинструменты там, где существует опасность пожара или
взрыва.
3 Необходимо защитить себя от опасности удара электрическим током. Избегать
соприкосновения частей тела с заземленными деталями (например, трубами,
радиаторами, электрическими плитами, холодильниками).
4 Запретить доступ для других лиц. Необходимо запретить посторонним лицам, в
особенности детям, прикасаться к электроинструменту или кабелю. Не позволять им
входить в рабочую зону.
5 Хранить не используемые электроинструменты в безопасном месте. Не
используемые электроинструменты необходимо хранить в высоко расположенном
или закрытом месте вне досягаемости детей.
6 Запрещается превышать нагрузку на электроинструмент. Работа в указанном
диапазоне нагрузки является более безопасной и эффективной.
7 Использовать правильный электроинструмент. Не использовать маломощные
станки для выполнения тяжелых работ. Не использовать электроинструмент в целях,
для которых он не предназначен. Не использовать, например, ручную дисковую пилу
для резки ветвей дерева или поленьев.
8 Надевать подходящую одежду. Не надевать свободную одежду или украшения,
так как их может затянуть в подвижные детали. При работе вне помещений
рекомендуется надевать обувь с нескользящей подошвой. Длинные волосы
необходимо прятать под сетку.
9 Использовать средства индивидуальной защиты. Надевать защитные очки. Если
во время проведения работ образуется пыль, надевать респиратор.
10 Подключить устройство аспирации. Если станок оснащен разъемами для
подключения устройства аспирации и устройства улавливания, необходимо
PУCCKИЙ
425

убедиться, что данные устройства подключены и правильно используются.
11 Не использовать кабель в целях, для которых он не предназначен. Не тянуть за
кабель, чтобы вынуть штепсель из розетки. Беречь кабель от высокой температуры,
от попадания масла и от острых краев.
12 Зафиксировать заготовку. Для фиксации заготовки необходимо использовать
зажимные приспособления или струбцину. В этом случае она удерживается более
надежно, чем вручную.
13 Избегать нахождения в неправильной позе. Всегда выполняйте работы,
удерживая тело в надежном положении и соблюдая равновесие.
14 Необходимо тщательно ухаживать за инструментом. Чтобы повысить качество
и безопасность работы, необходимо содержать режущие инструменты острыми и
чистыми. Соблюдать указания по смазке и смене инструмента. Регулярно проверять
соединительный кабель электроинструмента, при его повреждении поручить его
замену компетентному специалисту. Регулярно проверять удлинительный кабель
и заменять его в случае повреждения. Содержать рукоятки сухими и чистыми, без
слоя смазки и масла.
15 Вынимать штепсель из розетки. Если электроинструмент не используется, перед
проведением работ по техническому обслуживанию и при смене инструмента,
например, полотна пилы, сверла, фрезы.
16 Запрещается оставлять в инструменте ключи. Перед включением
электроприбора необходимо убедиться, что из него вынуты ключи и регулировочный
инструмент.
17 Избегать самопроизвольного запуска. Убедиться, что во время вставки штепселя
в розетку выключен выключатель прибора.
18 Для работы вне помещения использовать удлинительный кабель.
При использовании вне помещений необходимо использовать допустимый
удлинительный кабель с соответствующей маркировкой.
19 Соблюдать осторожность. Необходимо следить за своими действиями. Подходить
к работе ответственно. Оператору запрещается использовать инструмент, если он не
может сконцентрироваться.
20 Проверять электроинструмент на наличие возможных повреждений. Перед
последующим использованием электроинструмента
необходимо тщательно
проверить защитные приспособления или незначительно поврежденные детали на
предмет безупречного и надлежащего функционирования. Убедиться, что подвижные
детали безупречно функционируют, не заедают и не повреждены. Все детали
должны быть правильно смонтированы и выполнять все условия для обеспечения
безупречного функционирования электроинструмента.
Поврежденные защитные приспособления и детали необходимо передать на ремонт
компетентному специалисту или заменить, если в руководстве по эксплуатации не
указано иначе. Поврежденные выключатели необходимо заменять в мастерской
центра по обслуживанию клиентов.
Запрещается использовать электроинструменты, выключатель которых не позволяет
выполнить их включение и выключение.
21 Внимание. Использование посторонних вставных инструментов и аксессуаров
может представлять опасность получения травм.
22 Ремонт электроинструмента необходимо поручать компетентным
электрикам. Данный электроинструмент соответствует применимым положениям
по технике безопасности. ремонт инструмента разрешается выполнять только
профессиональному электрику с использованием оригинальных запасных частей, в
противном случае с оператором может произойти несчастный случай.
2 Технические характеристики, см. Рукоятку „технические характеристики“
426
PУCCKИЙ
3 Функции аппарата
3.1 Описание приборов
ROWELD P250-630/8-24B Plus Premium CNC – компактные переносные машины для
стыковой сварки с нагревательным элементом и модулем CNC для управления, соблюдения
и сохранения параметров сварки согласно директиве Немецкого общества сварки (DVS),
а также переноса протоколов через USB, разработанные специально для использования в
области строительства, в том числе в траншеях для укладки труб. Разумеется, возможно
применение машин на заводах.
Благодаря многостороннему применению сварочных машин типа ROWELD во всех отраслях их
использования можно надежно выполнять следующие сварные соединения ПЭ и ПП и ПВДФ
труб с толщиной стенки 90 – 630 мм/ 5-24“:
I. Труба – труба
II. Труба – колено трубы
III. Труба – тройник
IV. Труба – привариваемый торец ниппеля
Основными компонентами машины являются:
базовая машина, редукционные вставки, гидравлический агрегат с CNC записи, фрезерный
агрегат, нагревательный элемент, установочный кожух.
Во время сварки привариваемого торца ниппеля необходимо использовать
четырехкулачковый зажимный диск, доступный в качестве принадлежности.
ROWELD 250/8B: При сварке колен трубопровода с небольшим радиусом относительно
макс. диаметра машины необходимо использовать ограниченную верхнюю часть зажимного
инструмента, доступную в качестве принадлежности.
ROWELD P500-630/18-24B Plus: для установки и снятия фрезерного и нагревательного
элементов можно использовать электрическое приспособление, входящее в комплект
поставки.
3.1.1 Базовая машина (рис. A)
1
Подвижные зажимные элементы
3
Подложка с фиксирующими пазами
2
Смещаемый зажимный элемент
4
Вытягивающее устройство нагревательного элемента
3.1.2 Гидравлический агрегат (рис. B)
1
Клавиша автоматики
12
Клавиша таймера (время)
2
Индикатор давления
13
Штепсельный разъем фрезерного устройства
3
Клавиша сброса давления
14
Муфта быстроразъемного соединения
4
Ручка настройки
15
Штекер быстроразъемного соединения
5
Клавиша фрезерования
16
Штепсельный разъем нагревательного
элемента
6
Клавиша вкл/выкл
17
Сетевой штекер
7
Клавиша нагревания
18
Аварийная остановка
8
«Подъем» машины
19
Сенсорный ПК
9
Индикатор температуры
20
Маслоналивная горловина со стержневым
и времени
указателем
10
Клавиша деблокирования
21
USB-разъем
11
«Подача» машины
22
Сетевой штекер базовой машины
Гидравлический агрегат позволяет управлять машиной способами, которые обозначены
следующими символами:
Клавиша включения/выключения гидравлического агрегата
Включить нагревательный элемент нажатием клавиши «Нагрев». Настроить нужную
температуру нагревательного элемента нажатием клавиши «Нагрев» и поворотом
ручки, значение отображается в индикации температуры, затем снова отображается
фактическое значение.
PУCCKИЙ
427
При помощи ручки настроить давление фрезерования, компенсации,
нагревания и стыковки, значение отображается в индикации
«Давление». Через 3 сек. после настройки отображается фактическое
значение. При нажатии кнопки отображаются и настраиваются
сервисные параметры.
Для сведения зажимных элементов нажать клавишу деблокирования и подачи
машины.
Клавиша сброса давления
Для разведения зажимных элементов нажать клавишу деблокирования и подъема
машины.
Нажать кнопку деблокирования и кнопку фрезерования для включения разъема
фрезерного устройства, автоматически устанавливается давление 10 бар, которое
можно повысить макс. до 20 при помощи кнопки. (в случае особого применения,
напр., в висячем положении, можно установить макс. 50 бар, изменяя P004)
Активировать таймер однократным нажатием клавиши. Нажатием
клавиши и поворотом ручки можно настроить время t1 в секундах.
Удерживание клавиши нажатой переключает на t4. Нажатием клавиши
и поворотом ручки можно настроить время t4 в минутах. Краткое
нажатие клавиши таймера при горящем индикаторе таймера t1 или t2
запускает таймер вручную.
Нажатием клавиши автоматики установленное давление контролируется и при
необходимости регулируется во время нагревания (таймер t1 активен) и процесса
стыковки (таймер t4 активен).
Кнопка деблокирования для подтверждения сервисных параметров
3.2 Руководство по эксплуатации
К управлению сварочной машиной допускаются только авторизованные
специалисты с соответствующей квалификацией согласно DVS 2212, часть 1!
Машину разрешается использовать только квалифицированным и
авторизованным операторам!
3.2.1 Ввод в эксплуатацию
Перед вводом в эксплуатацию машины для стыковой сварки необходимо
внимательно прочесть руководство по эксплуатации и правила техники
безопасности!
Не использовать нагревательный элемент во взрывоопасной среде и не
допускать его контакта с легковоспламеняющимися веществами
.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить в
рабочую зону.
Перед каждым вводом в эксплуатацию проверять уровень масла
гидравлического агрегата, уровень должен находиться между мин. и макс.
маркировкой стержневого указателя (20), при необходимости добавить
гидравлическое масло HLP 46.
Гидравлический агрегат перемещать и ставить на землю только горизонтально,
при перекосе масло выходит из вентиляционных заглушек со стержневым
указателем.
В случае опасности нажать переключатель аварийной остановки (18). Перед
каждым вводом в эксплуатацию убедиться, что аварийная остановка не
включена!
428
PУCCKИЙ
Оба гидравлических шланга базовой машины соединить при помощи
быстроразъемного соединения (14,15) на гидравлическом агрегате.
Защитить быстроразъемные соединения от загрязнений. Немедленно
заменить негерметичные муфты!
Подключить сетевой штекер фрезерного устройства к розетке (13), штекер
нагревательного элемента – к штепсельному разъему (16) и штекер базовой машины
к штепсельному разъему (22).
Подключить сетевой штекер гидравлического агрегата (17) к источнику
электропитания в соответствии с данными на типовой табличке. Если стартовый
экран не появляется, деблокировать аварийную остановку, раздастся звуковой
сигнал и на индикаторе (2) загорится точка.
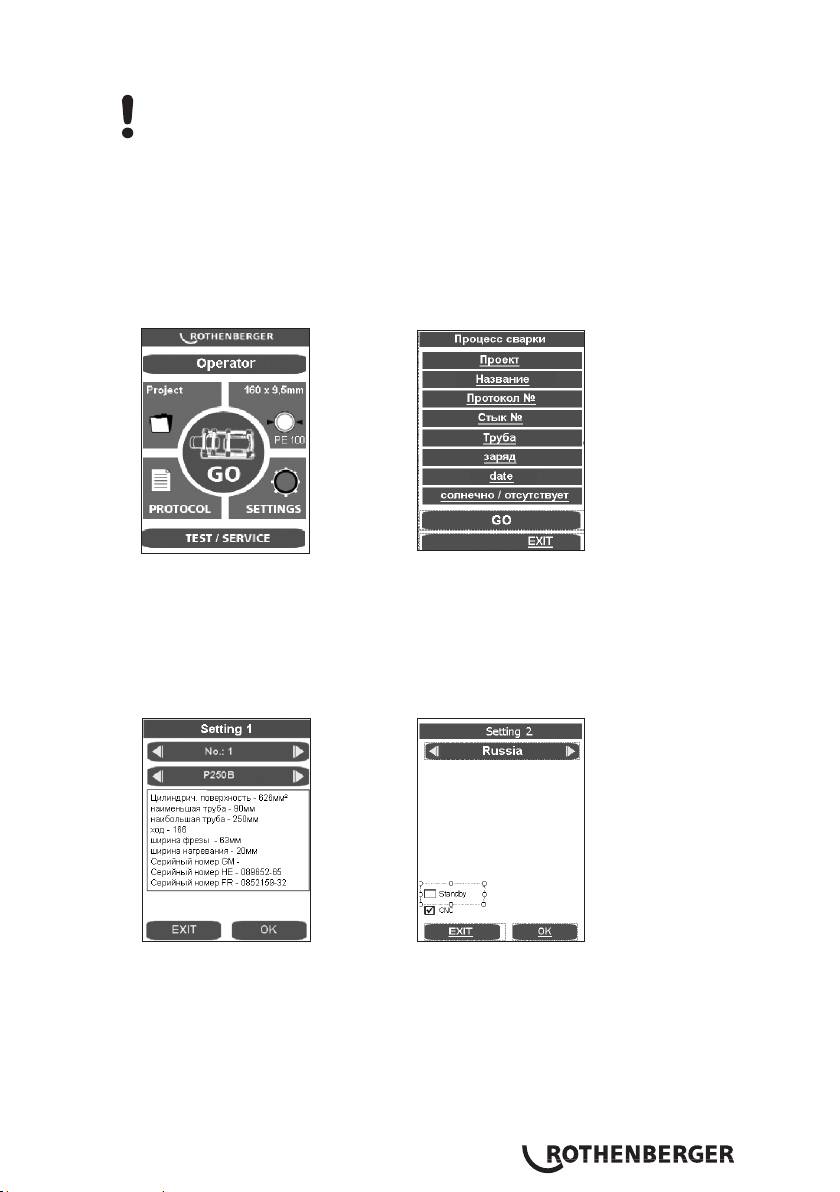
При первом вводе в эксплуатацию проверить дату и время. Для этого нажать
клавишу GO. (Для изменения см. пункт 3.6). Для закрытия меню нажать EXIT.
Если клавиша GO была нажата, а базовая машина не подключена, появляется
следующее собщение:
„Внимание! Базовая машина не найдена. Подключить базовую машину“
Если сообщение об ошибке появляется и после подключения, связь неисправна;
возможна сварка и протоколирование в режиме Premium (см. 3.2.4).
При первом вводе в эксплуатацию настроить язык, в заводских настройках
установлен немецкий. Для изменения нажать Settings и при помощи OK выбрать
Setting 2.
Выбранный язык сохраняется после первого процесса сварки.
Можно переключить экран в режим ожидания, заставка экрана активна, если
гидравлика выключается клавишей (6).
Включить гидравлический агрегат (нажать клавишу (6)).
После включения нагревательный элемент нагревается.
На индикации (9) отображается актуальная температура. Регулирование активно,
если на индикаторе горит точка. При достижении установленной температура
загораются оба светодиода actual & set). Через 10 минут после этого нагревательный
элемент готов к работе. Температуру необходимо проверить с помощью прибора для
PУCCKИЙ
429
измерения температуры.
Компенсацию температуры нагревательного элемента см. в пункте 3.5.
Опасность ожога! Температура нагревательного элемента может достигать
300 °C, поэтому сразу же после использования его необходимо помещать
назад в специально предназначенный кожух!
Долгое нажатие клавиши (7) выключает нагревание, точка в индикации (9) гаснет,
повторное нажатие снова включает нагревание.
Hydraulik ROWELD P500-630/18-24B Plus: Проверить направление вращения!
В заводских настройках машины установлены на вращение вправо. Сводить или
разводить базовую машину с гидравлическим агрегатом в случае неподвижности,
фазовращатель необходимо переключить при помощи подходящего инструмента.
Указание: Не включать гидравлику при неверном направлении вращения (опасность
разрушения)
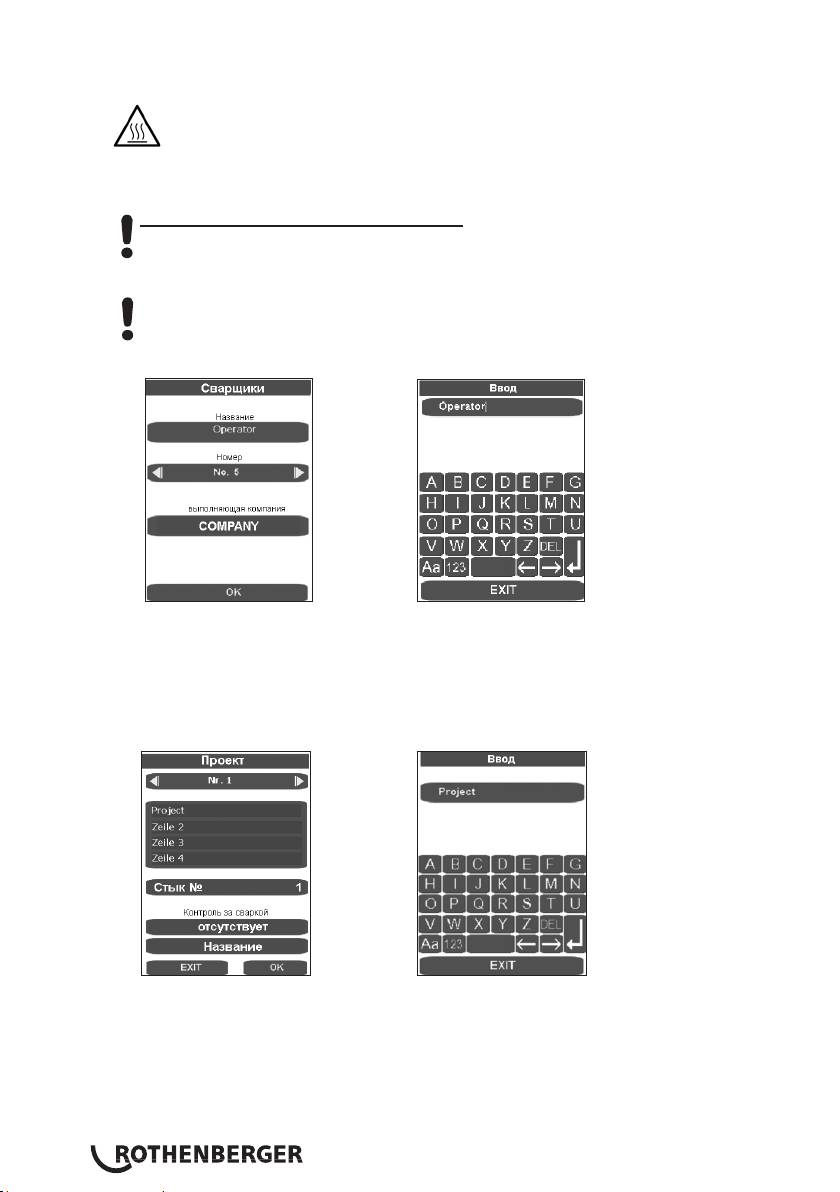
Ввести или выбрать имя сварщика «Оператор».
При помощи шаблона ввода можно выбрать сохраненных сварщиков, ввести новые
имена сварщиков или удалить имеющиеся, используя DEL, и ввести новые. Все
шаблоны ввода подтверждаются и сохраняются клавишами ENTER или ОК, после
чего программа переходит к следующему шагу. Клавиша EXIT закрывает шаблон
ввода без сохранения.
Создать или выбрать проект.
При помощи шаблона ввода можно выбрать сохраненные проекты и ввести новые
названия проектов. Закрыть и сохранить клавишей ENTER.
Выбрать трубу.
430
PУCCKИЙ
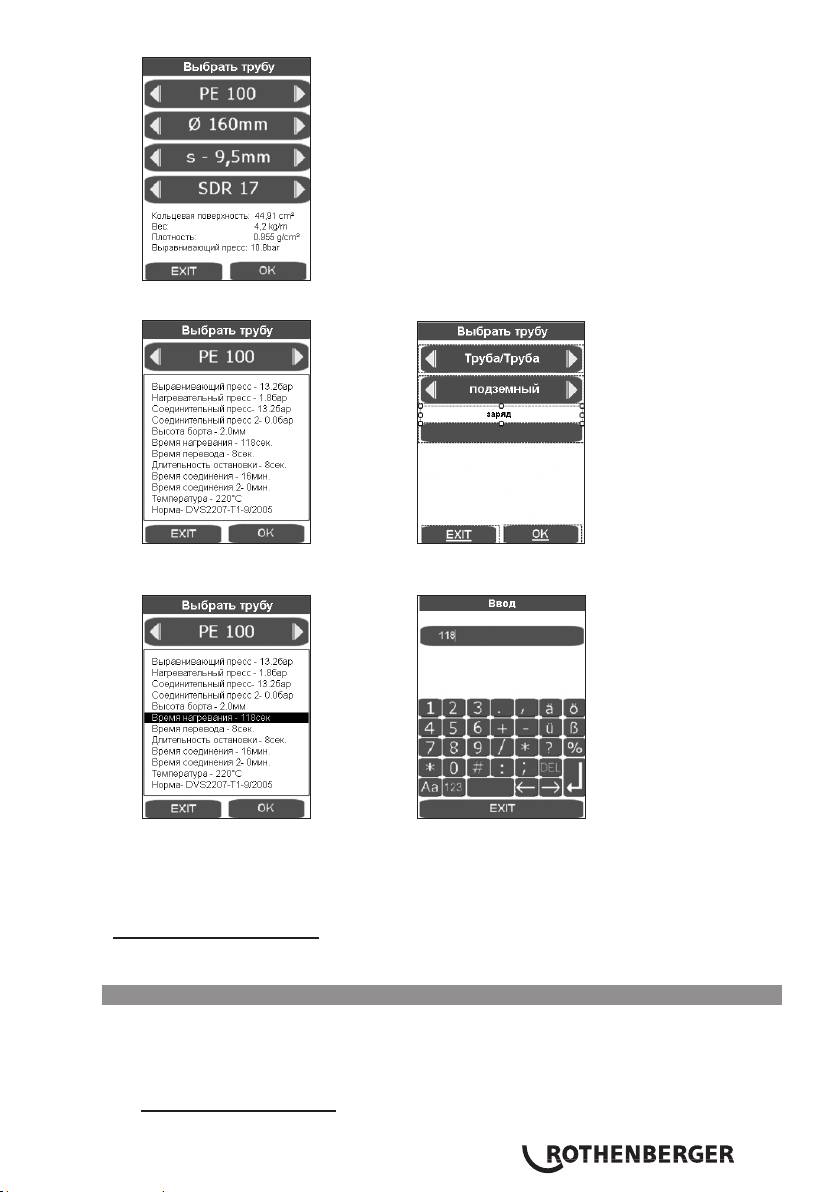
Клавишами со стрелками выбрать нужную трубу и подтвердить нажатием OK.
В заключительном обзоре параметров трубы данные отображаются согласно
директиве DVS, ОК вызывает окно свариваемых частей и вида проводки.
Нажатием соответствующего поля индикации можно ввести отличающиеся от
нормы значения и сохранить при помощи ENTER. В пункте «Норма» изменяется
обозначение, которое позже перед распечаткой протокола с ПК ввести в поле
«Примечание». После подтверждения и сохранения данных трубы при помощи ОК
появляется главное меню.
Для P500-630/18-24B Plus: Для подъема фрезерного устройства и нагревательного
элемента использовать подъемное приспособление арт. № 53410 (P500/18B) или 53323
(P630/24B-Plus), или подходящий инструмент.
3.2.2 Меры для подготовки к сварке
При сварке труб, диаметр которых меньше макс. сварного диаметра машины,
необходимо с помощью винтов со внутренним шестигранником (входят
в ассортимент принадлежностей) смонтировать редукционные вставки
в соответствии с диаметром трубы.
ROWELD P250-355/8-12B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой
плоскостью зажима
PУCCKИЙ
431
ROWELD P500-630/18-24B Plus: до диаметра 450 мм состоящие из 6 полумуфт
с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт
с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима
вставляются в оба внешних нижних основных зажимных элемента. Только для
соединения «труба/колено трубы» они вставляются в левый основной зажимный
элемент снизу и сверху.
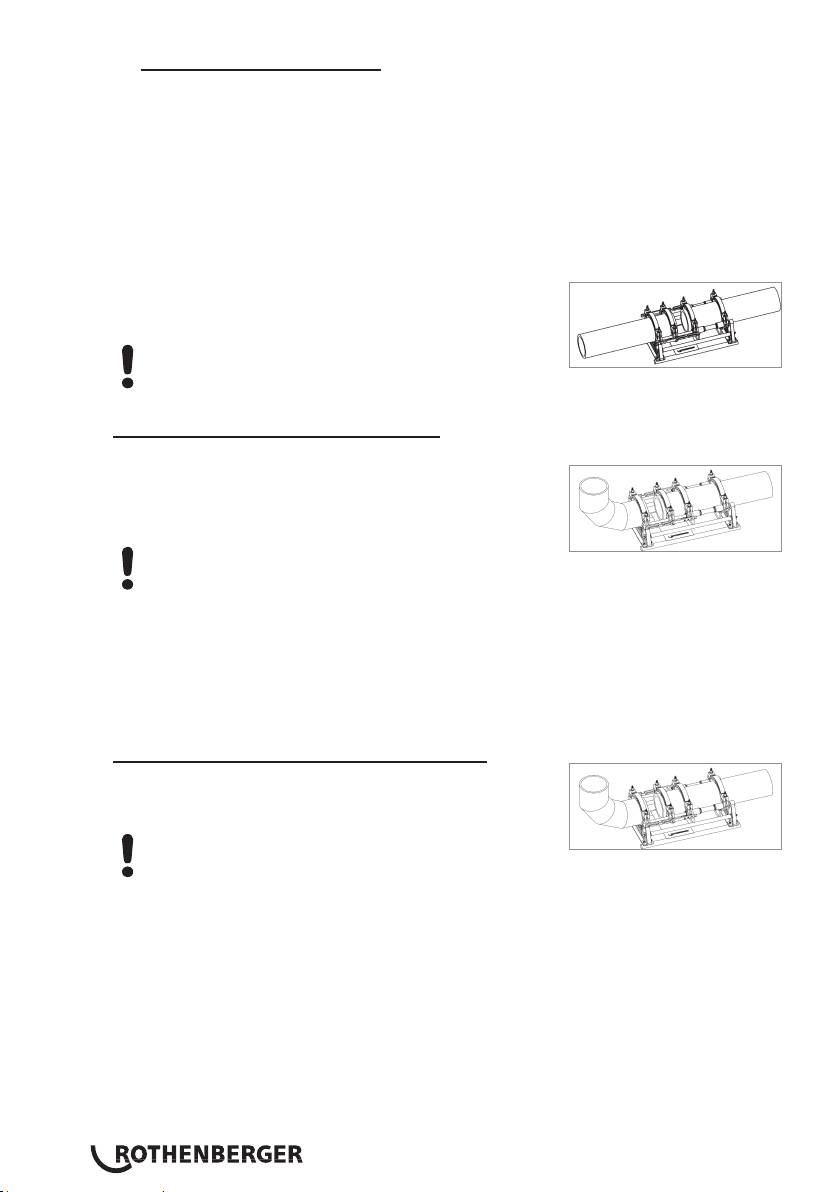
Вложить обе подлежащие сварке пластиковые трубы или фасонные детали
в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры)
и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы
можно выровнять путем затяжки или ослабления латунных гаек.
При соединениях «труба/труба» в оба левых зажимных
элемента необходимо вставить подложки до слышимой
фиксации (условие поставки).
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.
Трубы/фасонные детали P250-355/8-12B:
При соединениях «труба/фасонная деталь» в оба
средних зажимных элемента необходимо до слышимой
фиксации вставить подложки и вытягивающее
устройство нагревательного элемента подвесить
в левые зажимные элементы.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
При обработке фасонной детали в определенном положении, например,
горизонтальной дуги или привариваемого торца, необходимо удалять вытягивающее
устройство нагревательного элемента.
Трубы/фасонные детали P500-630/18-24B Plus:
При соединении «труба/фасонная деталь» необходимо
вставить подложки в перевернутом виде в средний
зажимный элемент до слышимой фиксации.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
Процесс сварки запускается при помощи GO.
432
PУCCKИЙ
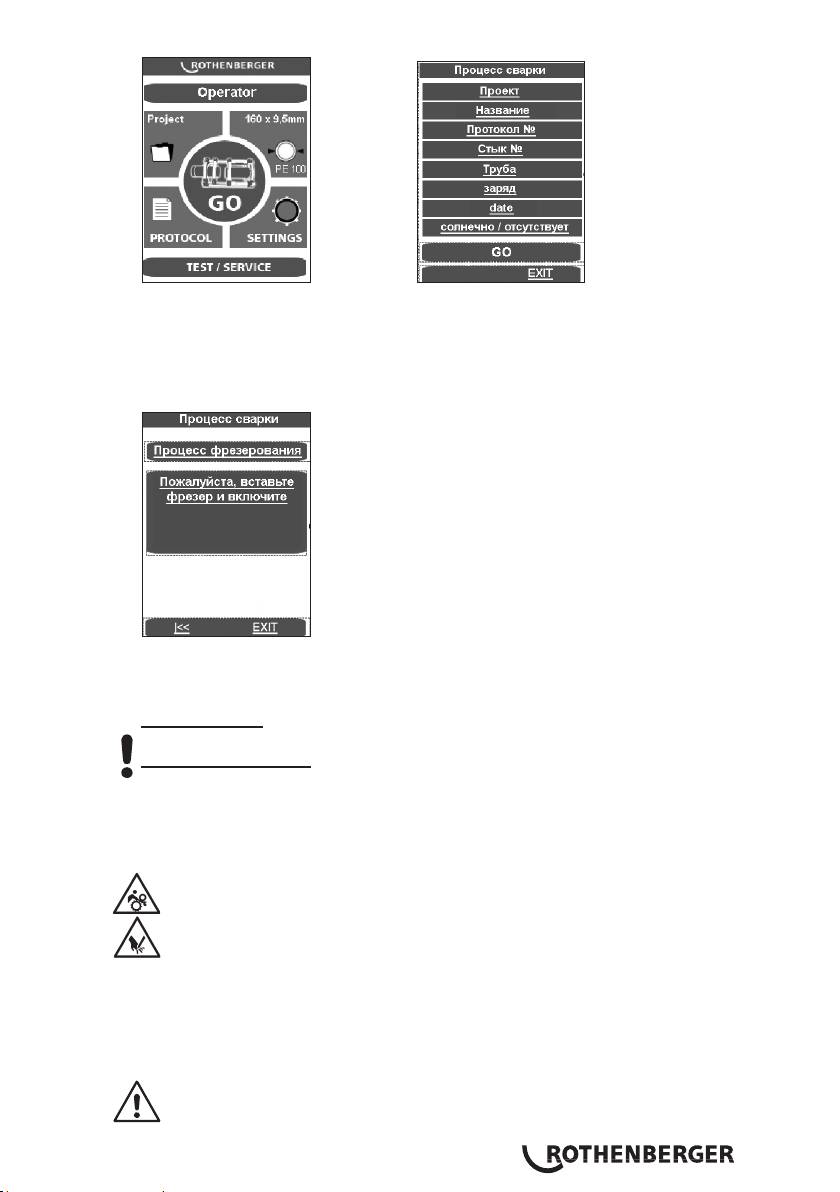
В заключительном обзоре можно внести последние изменения щелчком мыши на
соответствующий подпункт, подтвердить при помощи GO.
В режиме CNC управление осуществляется при помощи сенсорного ПК. Все
функции, кроме сенсорного ПК, блокированы, клавиши Вкл/выкл (6). Процесс сварки
можно прервать клавишей Вкл/выкл или EXIT; блокировка клавиатуры отменяется, и
на дисплее появляется соответствующее сообщение.
При помощи клавиш со стрелками машина поднимается, EXIT переключает
программу без сохранения в главное меню.
Установить электрическое фрезерного устройство между свариваемыми деталями.
P250-355/8-12B: Включить фрезерный двигатель и зафиксировать переключатель.
P500-630/18-24B Plus: Проверить направление вращения! В заводских
настройках машины установлены на вращение вправо.
Включить фрезерное устройство нажатием текстового поля. Резцовые диски должны
двигаться в направлении резания, иначе фазовращатель необходимо переключить
при помощи подходящего инструмента.
Опасность получения травм! Во время работы фрезерного устройства
соблюдать безопасное расстояние до машины и не вставлять конечности во
вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном
состоянии (в рабочем положении), а затем ее необходимо вложить в специально
предназначенный установочный кожух. Предохранительный выключатель на
фрезерном агрегате всегда должен оставаться работоспособным, чтобы
предотвратить случайный запуск агрегата вне машины.
Зажимные элементы автоматически сдвигаются. Давление фрезерования
можно повысить при помощи ручки (4). Стандартный предел – 20 бар, давление
фрезерования можно повысить до 50 бар, см. пункт 3.5.
Слишком высокое давление фрезерования может привести к перегреву и
повреждению привода фрезы. В случае перегрузки или в состоянии покоя
необходимо поднять машину и снизить давление (см. пункт 3.5).
PУCCKИЙ
433
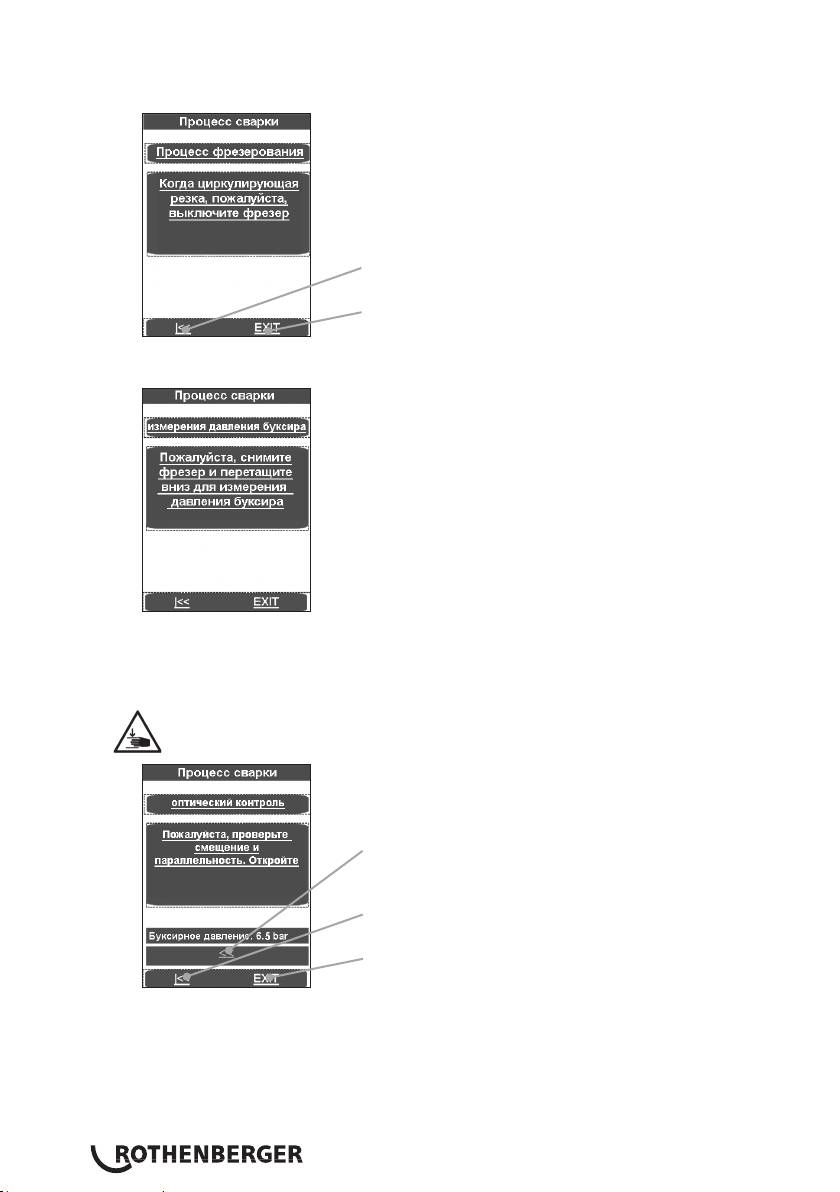
После того как из фрезерного агрегата непрерывно начнет поступать стружка
толщиной < = 0,2 мм, нажать текстовое поле; фрезерное устройство выключается и
зажимные элементы поднимаются.
При помощи клавиш со стрелками программа
возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения
возвращается в главное меню
Подождать остановки дискового скребка. Вынуть фрезерный агрегат из базового
станка и вложить в установочный кожух.
Нажать текстовое поле; детали сдвигаются и измеряется давление вынужденного
потока.
Измеренное давление вынужденного потока автоматически прибавляется
к давлению компенсации, нагревания и стыковки.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить
в рабочую зону.
При помощи клавиш со стрелками программа
возвращается к «Измерение давления
вынужденного потока»
При помощи клавиш со стрелками программа
возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения
возвращается в главное меню
Убедиться, что детали хорошо закреплены в зажимных элементах, и что свариваемые
поверхности являются плоскими, параллельными и совпадают по осям.
Если это не так, необходимо повторить процесс фрезерования. Осевое смещение
между концами заготовок не должно (согласно DVS) превышать 10 % от толщины
стенки, а зазор между торцевыми поверхностями не должен быть больше 0,5 мм.
Если внутрь трубы попали стружки, удалить их чистым инструментом (например,
кистью).
434
PУCCKИЙ
Важно помнить! К обработанным фрезой, подготовленным к сварке поверхностям
запрещается прикасаться руками, и на них не должно быть никаких загрязнений!
3.2.3 Процесс сварки
Опасность защемления! При сведении зажимных инструментов и труб
необходимо соблюдать безопасное расстояние до машины. Запрещается
стоять внутри машины!
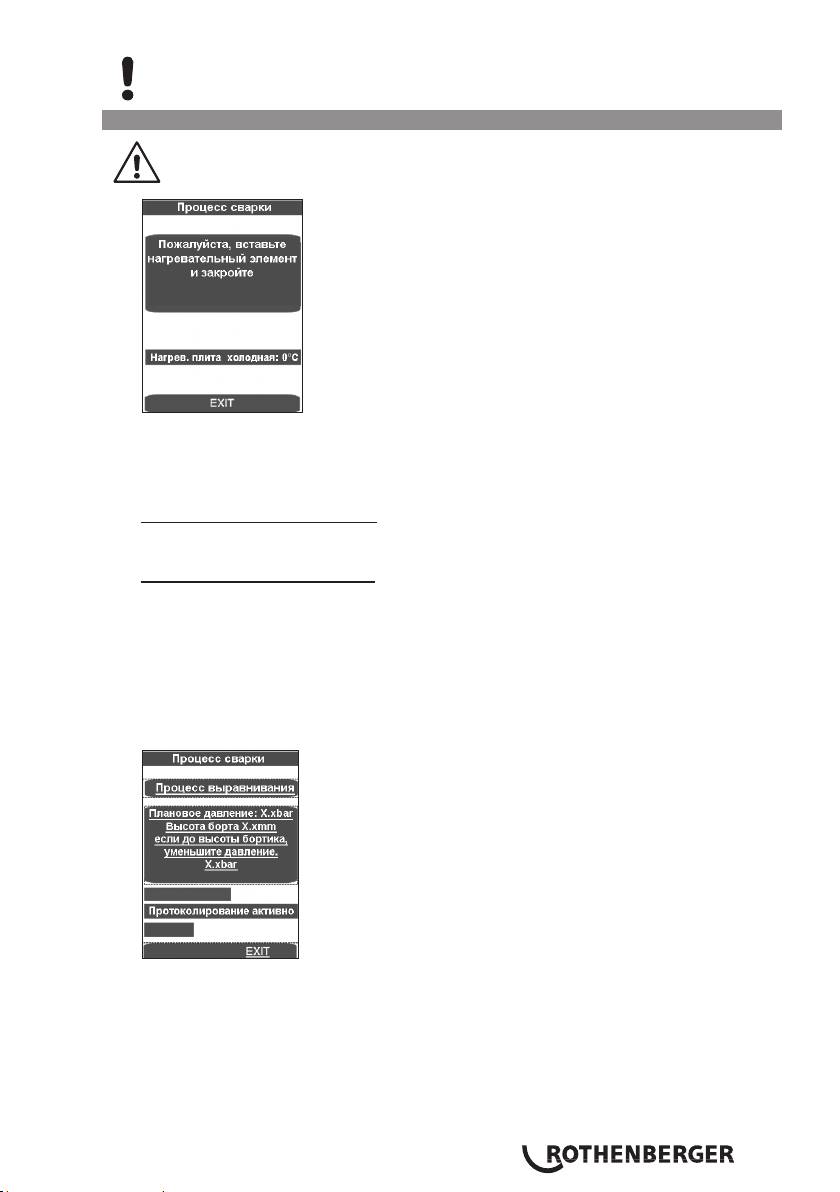
В шаблоне отображается температура нагревательной пластины.
При недостаточной температуре появляется синяя полоса индикатора, при слишком
высокой – красная, при нормальной – зеленая.
Возможна подача машины только в зеленом диапазоне.
Нагревательный элемент SA: Установить нагревательный элемент между
деталями в базовой машине и следить, чтобы опоры нагревательной пластины
находились в пазах вытягивающего устройства.
Нагревательный элемент VA:
Установить нагревательный элемент на оба зажимных
устройства базовой машины и вставить нагревательную пластину между трубами.
Свести машину нажатием текстового поля, давление компенсации устанавливается
автоматически и удерживается.
Все параметры сварки сохранены, протоколирование активировано.
При остановке процесса сварки нажатием EXIT (ВЫХОД) появляется уведомление
«Прервано пользователем», давление сбрасывается и параметры сварки
сохраняются. Подтвердить уведомление нажатием ОК; открывается главное меню
программы.
Верхний индикатор выполнения показывает, находится ли давление в правильной
области (зеленой), допустимой (желтой) или недопустимой (красной). Фактическое
давление отображается на индикаторе (2).
Как только на концах обеих труб достигнута равномерная высота обода по всей
окружности, давление автоматически сбрасывается и начинается процесс нагревания.
PУCCKИЙ
435
Давление настраивается таким образом, чтобы обеспечить еще один соразмерный
контакт деталей у нагревательного элемента почти без давления.
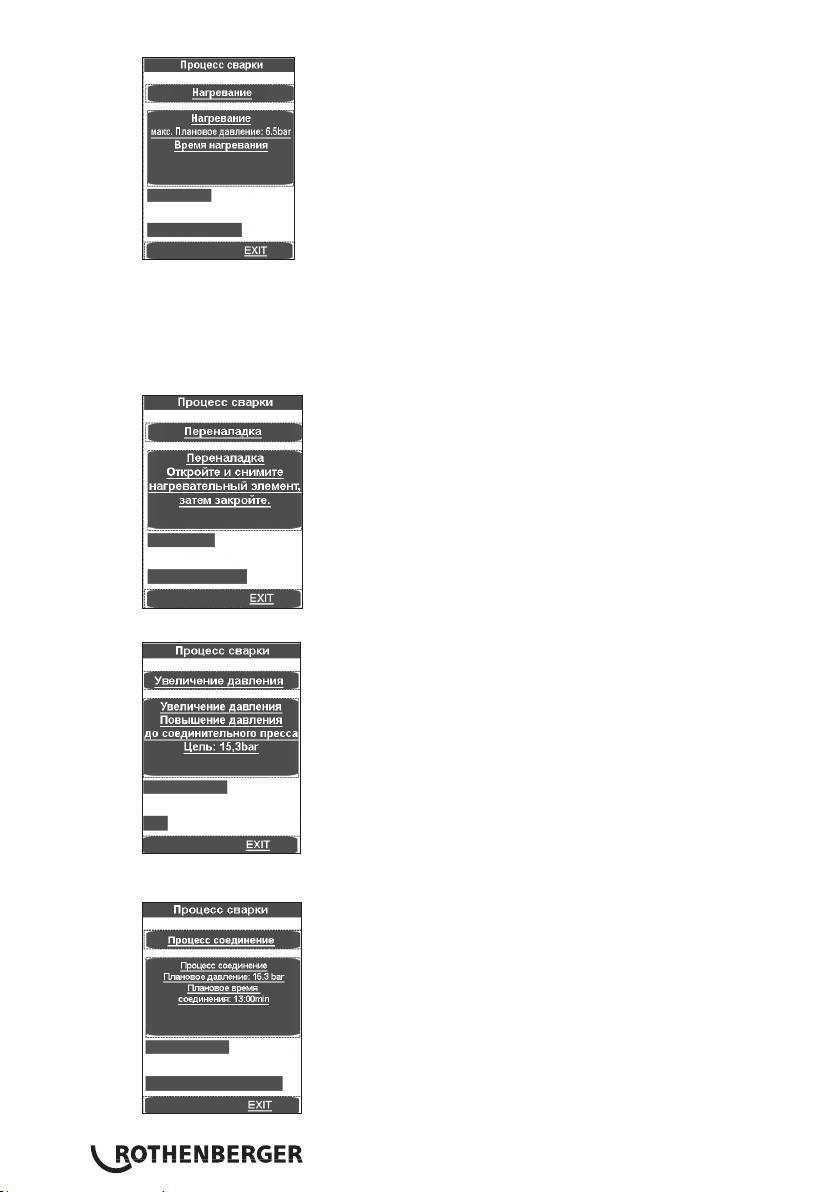
Незадолго до окончания времени звучит сигнал.
После окончания времени нагревания детали автоматически размыкаются,
нагревательный элемент SA необходимо извлечь; нагревательный элемент VA
автоматически выводится из рабочего положения и концы деталей сводятся.
Давление линейно повышается до соответствующего давления стыковки.
По достижении давления стыковки программа автоматически переходит к процессу
стыковки, и запускается таймер t4.
436
PУCCKИЙ
Верхний индикатор выполнения показывает, находится ли давление в правильной
области (зеленой), допустимой (желтой) или недопустимой (красной). Нижний
показывает отсчет времени. Фактическое давление отображается на индикаторе (2),
оставшееся время стыковки t4 – на индикаторе (9).
Давление автоматические контролируется и регулируется. При слишком частом
подкачивании (более высокая потеря давления) проверять гидравлическую систему.
Вернуть нагревательный элемент обратно в установочный кожух
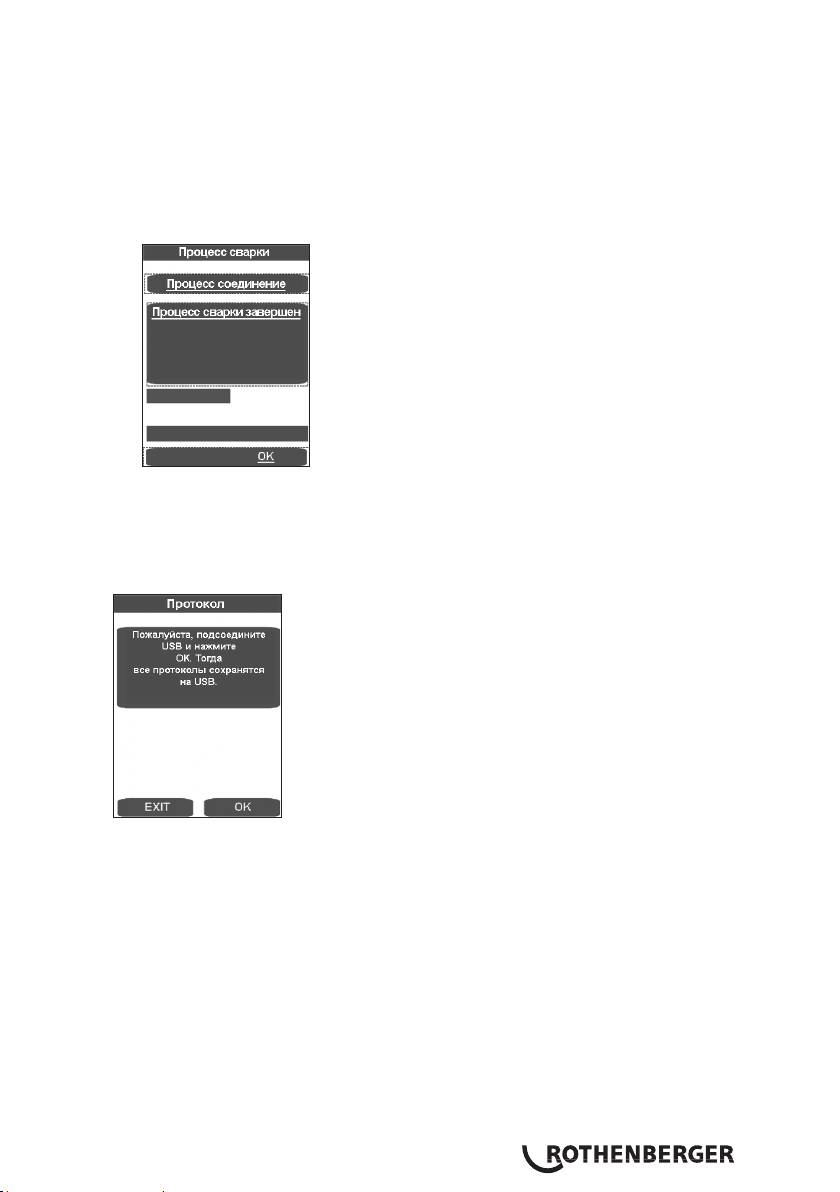
По истечении времени охлаждения процесс сварки заканчивается и сохраняется,
раздается сигнал и давление автоматически сбрасывается.
Закрыть меню сварки нажатием ОК.
Полностью сбросить давление при помощи клавиши (3).
Разжать и извлечь сваренные детали.
Раздвинуть базовую машину. Машина готова к следующему циклу сварки.
Перенос протокола:
В пункте меню протокола можно записать данные при помощи ОК при подключенном
USB-накопителе. Окно закрывается автоматически.
Данный файл протокола обрабатывать при помощи ПК и программного обеспечения
ROTHENBERGER Dataline 2.
Все параметры сварки содержатся в приложенных таблицах сварки.
PУCCKИЙ
437
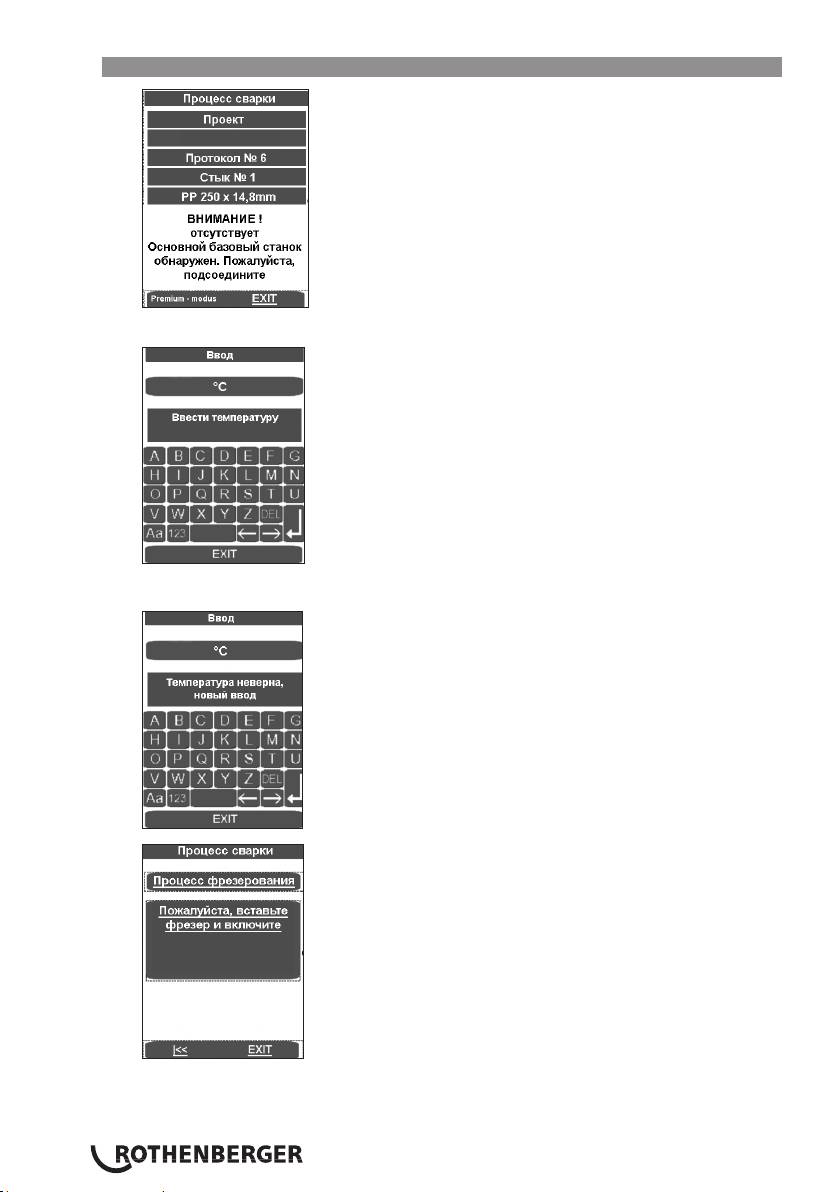
3.2.4 Сварка в режиме Premium
Нажать клавишу режима Premium.
Задать температуру и подтвердить клавишей Enter. Если температура задана
неверно, появляется следующее:
При помощи клавиш со стрелками машина поднимается, EXIT переключает
программу без сохранения в главное меню.
Установить электрическое фрезерного устройство между свариваемыми деталями.
438
PУCCKИЙ
