Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 15
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
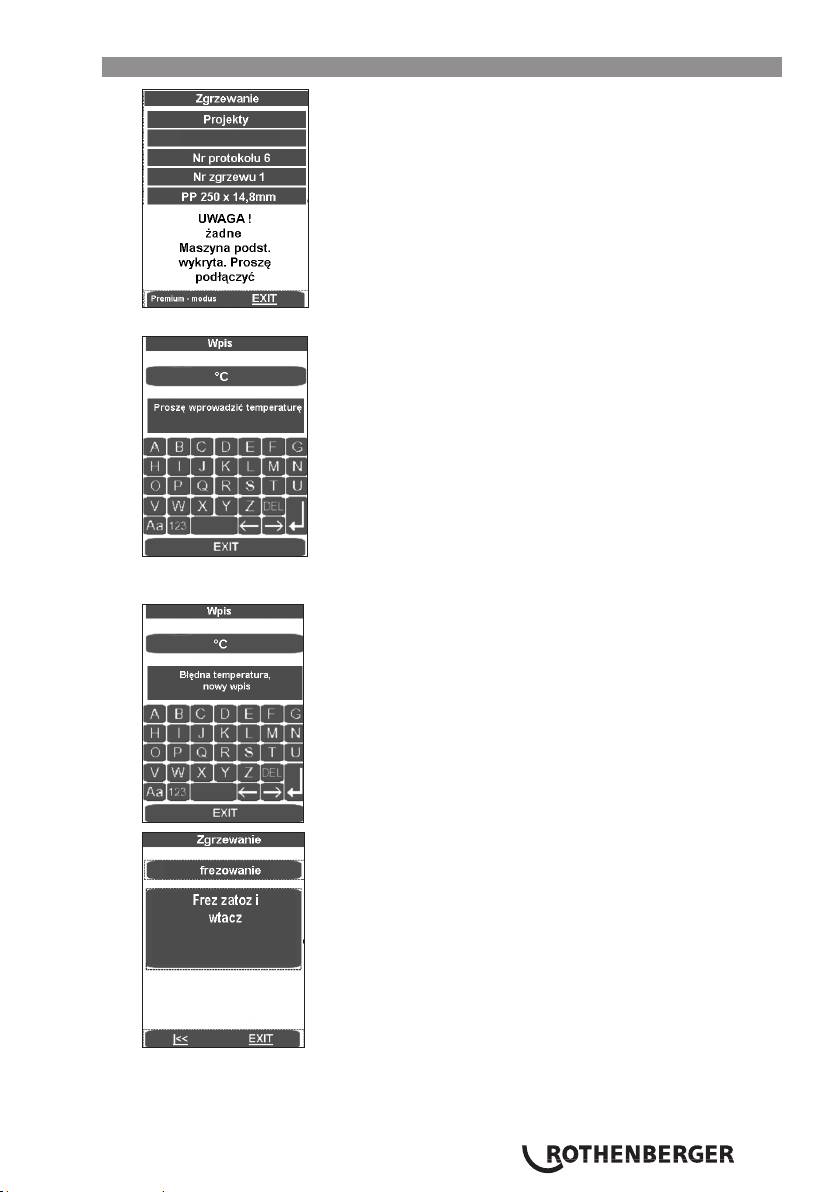
3.2.4 Zgrzewanie w trybie premium
Nacisnąć przycisk trybu premium.
Wprowadzić i potwierdzić temperaturę przyciskiem Enter. Jeśli temperatura zostanie
wprowadzona błędnie, wyświetli się komunikat:
Naciskanie przycisków strzałek powoduje przemieszczanie maszyny, a naciśnięcie EXIT
powoduje przejście programu do menu głównego bez zapisywania danych.
Ustawić elektryczne urządzenie frezujące pomiędzy dwoma obrabianymi elementami do
zgrzania.
POLSKI 279
P250-355/8-12B: włączyć silnik frezarki i zablokować przełącznik.
P500-630/18-24B Plus: Sprawdzić kierunek obrotu! Urządzenie jest fabrycznie
podłączone prawoskrętnie.
Włączyć urządzenie frezujące; nacisnąć przyciski (10) i (5) w agregacie hydraulicznym.
Tarcze tnące muszą poruszać się w kierunku cięcia, w przeciwnym wypadku przestawić
przełącznik faz we wtyczce sieciowej odpowiednim narzędziem.
Niebezpieczeństwo zranienia! Podczas użytkowania należy zachować bezpieczny
odstęp od maszyny i nie chwytać obracających się ostrzy. Głowicę uruchomić
tylko wtedy, gdy jest ona osadzona w maszynie (pozycja robocza), a następnie
ulokować ją do przeznaczonej do tego celu skrzyni do przechowywania osprzętu.
Niezbędne jest zagwarantowanie zdolność funkcjonowania wyłącznika
bezpieczeństwa głowicy frezującej, aby uniknąć niezamierzonego włączenia go
poza maszyną.
Zbliżyć do siebie mocowane elementy (nacisnąć przycisk 10 + 11). Ustawić ciśnienie
(docisk) frezowania pokrętłem (4) . Standardowo można ustawić do 20 barów, ciśnienie
(docisk) frezowania można podnieść do 40 barów, patrz punkt 3.5.
Zbyt wysokie ciśnienie frezowania może prowadzić do przegrzania i uszkodzenia
napędu frezarki. W przypadku przeciążenia lub utknięcia napędu frezu należy
podnieść maszynę i zniejszyć ciśnienie (p. pt. 3.5).
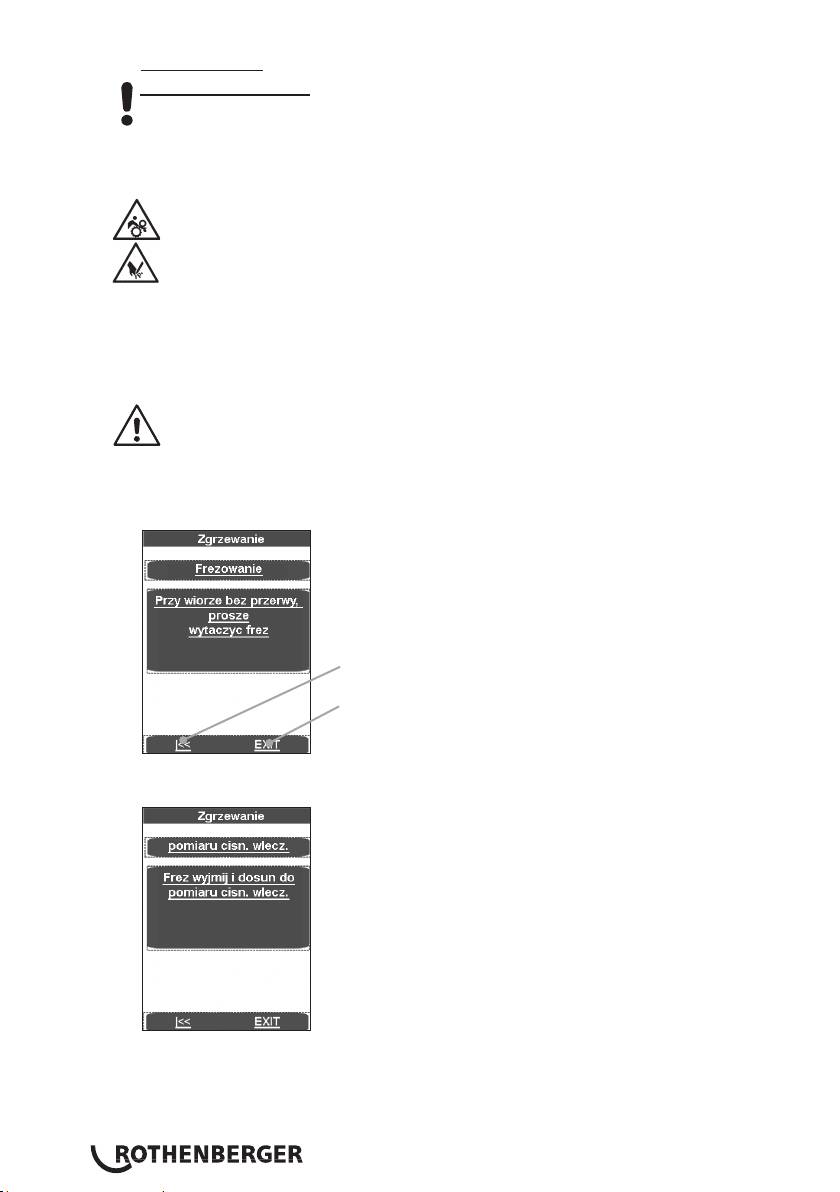
Po tym jak strużyny o grubości < = 0,2 mm zaczną wychodzić nieprzerwane z urządzenia
do frezowania , nacisnąć przycisk frezowania (5) i odsunąć od siebie mocowane elementy
(nacisnąć przycisk 10 + 8).
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Poczekać, aż tarcze tnące się zatrzymają. Wyjąć urządzenie do frezowania z maszyny
głównej i odstawić na stojak.
Zbliżyć do siebie obrabiane elementy z niewielkim ciśnieniem (nacisnąć przycisk 10 + 11)
i ustawić ciśnienie płynięcia pokrętłem (4).
POLSKI280
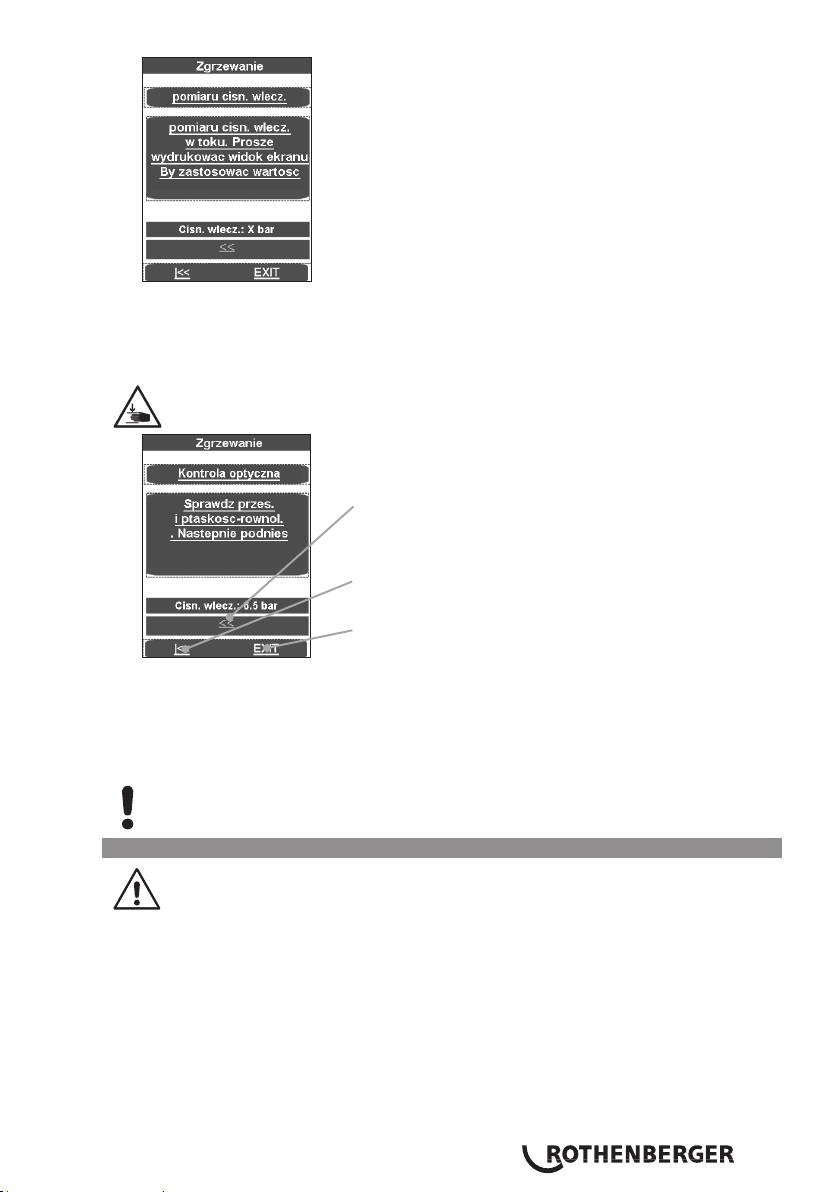
Kiedy maszyna porusza się z niewielką prędkością, nacisnąć ekran. Zmierzone ciśnienie
płynięcia zostanie automatycznie dodane do ciśnienia dopasowania, rozgrzewania
i łączenia.
Zsunąć mocowane elementy, ustawić ciśnienie odpowiednie dla rury i sprawdzić, czy
obrabiane elementy są dobrze zamocowane w uchwytach do mocowania.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przy pomocy przycisków program cofa się do „pomiaru
ciśn. wlecz.“
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Sprawdzić, czy powierzchnie zgrzewane są płaskie, ustawione równolegle i w osi.
Jeżeli tak nie jest, to należy powtórzyć proces frezowania. Przesunięcie osiowe pomiędzy
częściami obrabianymi nie może być większe niż 10% grubości ściany (według DVS) a
maksymalna szczelina pomiędzy płaskimi powierzchniami nie większa niż 0,5 mm. Przy
pomocy czystych narzędzi (np. pędzla) należy usunąć wióry znajdujące się ewentualnie w
rurze.
Uwaga! Wyfrezowane i przygotowane do zgrzewania powierzchnie nie mogą być w żaden
sposób zabrudzone i nie wolno ich dotykać rękami!
3.2.4.1 Proces zgrzewania w trybie premium
Niebezpieczeństwo zmiażdżenia! Przy zsuwaniu się narzędzi mocujących i rur
należy zachować z zasady bezpieczny odstęp od maszyny. Nigdy nie wchodzić w
obręb działania maszyny!
POLSKI 281
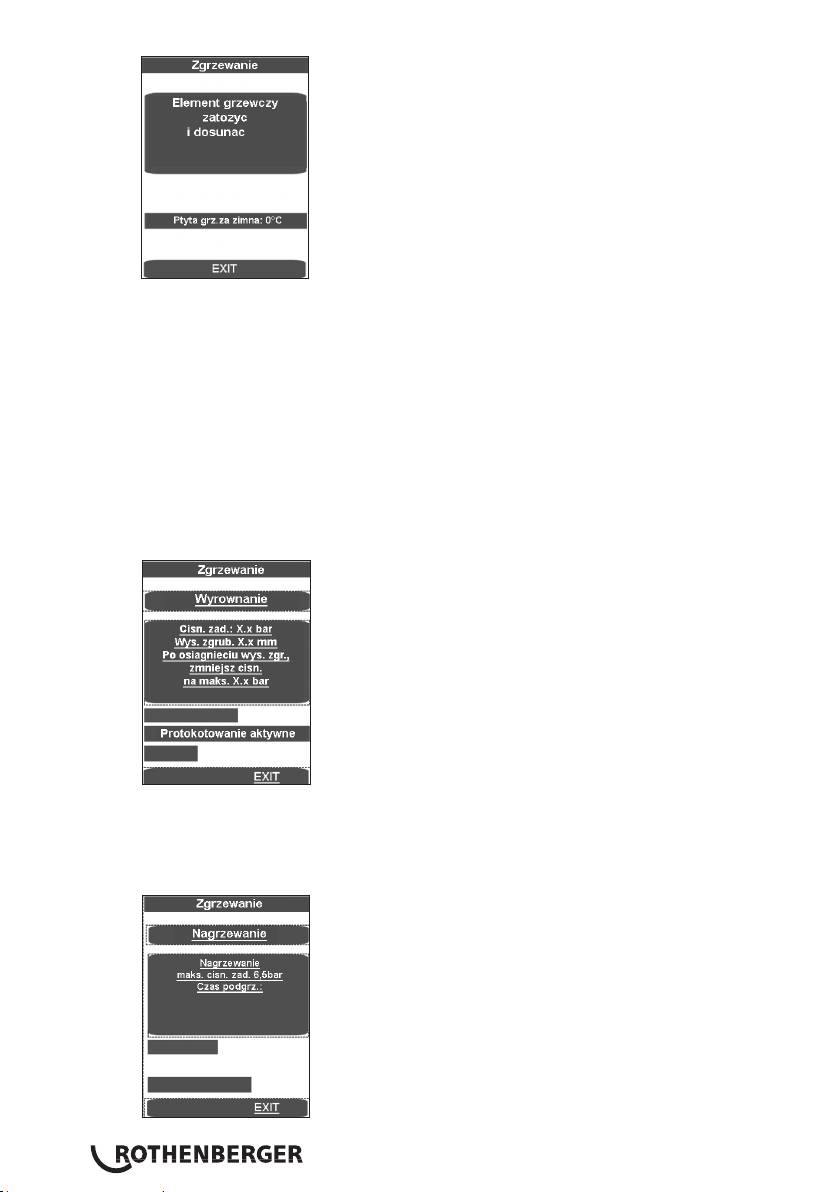
Okno przedstawia temperaturę elementu (płytki) grzejnego.
Gdy temperatura jest za niska, wskaźnik paskowy jest wyświetlany na niebiesko, gdy
temperatura jest za wysoka, na czerwono, a gdy temperatura jest w żądanym zakresie, na
zielono.
Wstawić element grzejny pomiędzy oba obrabiane elementy w maszynie głównej
i uważać, aby powierzchnie przylegania elementu grzejnego znajdowały się w nacięciach
mechanizmu spustowego.
Zsunąć maszynę, ciśnienie dopasowania zostanie automatycznie ustawione i będzie
utrzymywane .
Teraz wszystkie parametry zgrzewania zostaną zapisane, a rejestracja uruchomiona.
Jeśli proces zgrzewania zostanie przerwany przy pomocy EXIT, wyświetli się komunikat
„Abbruch durch Bediener“ (Przerwanie przez użytkownika), ciśnienie zostanie
spuszczone, a parametry zgrzewania zostaną zapisane. Komunikat należy potwierdzić za
pomocą OK, po czym program przejdzie do głównego menu.
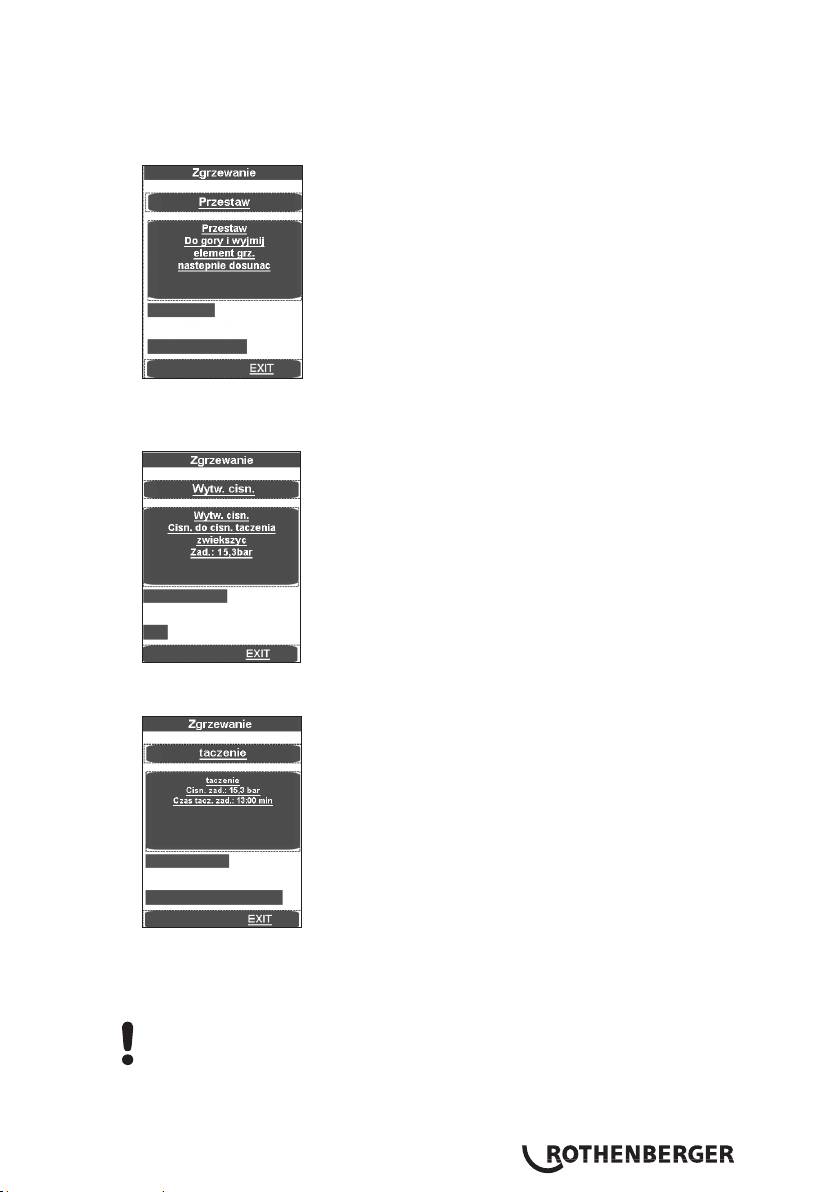
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Rzeczywiste ciśnienie jest pokazane na wskaźniku (2).
Po uzyskaniu żądanej wysokości zgrubienia na całym obwodzie obu rur, zwolnić ciśnienie
przyciskiem automatyki (1). Rozpocznie się bieg czasu nadgrzewania t1.
POLSKI282
Ciśnienie ustawić w taki sposób, aby zagwarantować równomierne przyleganie
obrabianych elementów do elementu grzejnego prawie bez docisku.
Krótko przed zakończeniem czasu rozgrzewania włączy się sygnał dźwiękowy.
Po upływie czasu rozgrzewania odsunąć od siebie obrabiane elementy, usunąć element
grzejny i zsunąć obrabiane elementy.
Na chwilę przez zetknięciem się końców obrabianego elementu (około 1 cm), zatrzymać
zbliżanie poprzez zwolnienie przycisku, po czym natychmiast nacisnąć go ponownie.
Ciśnienie (docisk) będzie liniowo zwiększane do odpowiedniego ciśnienia połączenia.
Po osiągnięciu ciśnienia zgrzewania program automatycznie przejdzie do procesu
zgrzewania i uruchomi się timer t4.
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Dolny wskaźnik pokazuje upływ czasu. Rzeczywiste ciśnienie jest pokazane
na wskaźniku (2) , pozostały czas zgrzewania t4 na jest pokazany na wskaźniku (9).
Uwaga: Trzymać wciśnięte przyciski zatwierdzania(10) i maszyny (11), aż do osiągnięcia
ciśnienia zgrzewania. Następnie hydraulika wyłączy się i przyciski można zwolnić.
Po czym ciśnienie będzie kontrolowane i automatycznie korygowane. Przy nadmiernej
częstości dopompowywania (wysokich stratach ciśnienia) należy sprawdzić układ
hydrauliczny.
POLSKI 283
Odstawić element grzejny do specjalnego stojaka
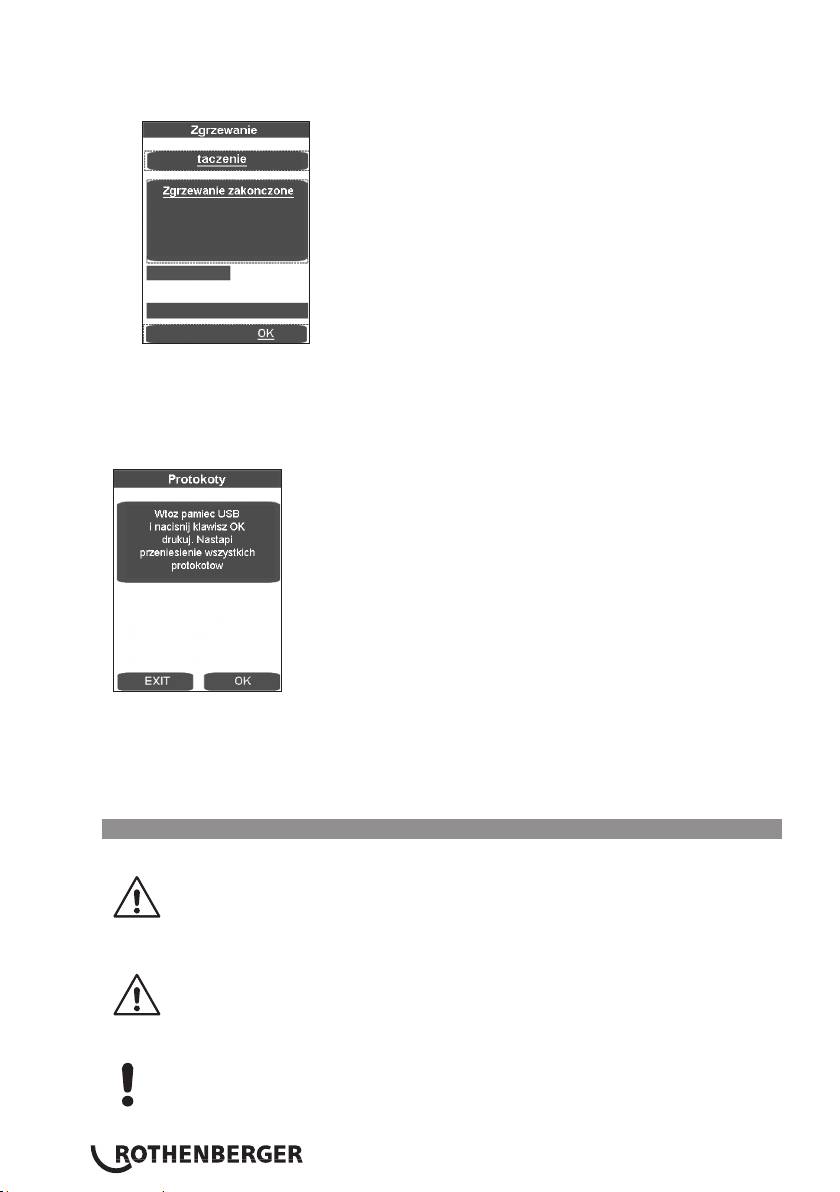
Po upływie czasu chłodzenia proces zgrzewania zostaje zakończony, zapisany, włącza się
sygnał dźwiękowy i ciśnienie zostaje automatycznie spuszczone.
Zamknąć menu zgrzewania przy użyciu OK.
Całkowicie spuścić ciśnienie przyciskiem (3).
Odblokować i wyjąć zgrzane obrabiane elementy.
Rozsunąć maszynę główną. Maszyna jest gotowa do następnego cyklu zgrzewania.
Przenoszenie protokołów:
W pozycji menu Protokoły można zapisywać protokoły przyciskiem OK, pod warunkiem, że
podłączona jest pamięć USB. Następnie okno zamknie się automatycznie.
Te pliki protokołu należy przetwarzać przy pomocy oprogramowania ROTHENBERGER
Dataline 2 i komputera.
Wszystkie parametry zgrzewania znajdują się w załączonych tabelach zgrzewania.
3.2.5 Wyłączenie maszyny
Wyłączyć agregat hydrauliczny przyciskiem (6).
Poczekać, aż element grzewczy ostygnie, lub umieścić go w taki sposób, aby
wykluczyć możliwość zapłonu otaczających go materiałów!
Wyciągnąć z gniazda wtyczkę sieciową głowicy frezującej, elementu grzewczego i
agregatu hydraulicznego oraz nawinąć kabel.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu!
Odłączyć i nawinąć giętkie przewody hydrauliczne.
Uwaga! Chronić sprzęgła przed zabrudzeniem!
POLSKI284
3.3 Ogólne wymagania
Ponieważ warunki atmosferyczne i sytuacyjne w znacznym stopniu wpływają na proces
zgrzewania, dlatego też należy koniecznie przestrzegać odpowiednich wiążących zaleceń
znajdujących się w dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec
obowiązują odpowiednie dyrektywy danego państwa.
(Prace zgrzewarskie muszą być zawsze nadzorowane!)
3.4 Ważne wskazówki dotyczące parametrów zgrzewania
Wszystkie niezbędne parametry zgrzewania jak temperatura, ciśnienie i czas znajdują się w
dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec obowiązują odpowiednie
dyrektywy danego państwa.
Możliwość nabycia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
W poszczególnych przypadkach niezbędne jest uzyskanie parametrów obróbki dotyczących
danego materiału od producenta rur!
Parametry zgrzewania podane w załączonych tabelach zgrzewania są tylko wartościami
przybliżonymi, za które rma ROTHENBERGER nie przejmuje żadnej odpowiedzialności!
Podane w tabeli zgrzewania wartości dla ciśnienia naciągu wstępnego i potrzebnego
obliczone zostały na podstawie następującego wzoru:
powierzchnia zgrzewania A [mm²] x współczynnik zgrzewania SF [N/mm²]
Ciśnienie P [bar] =
powierzchnia cylindra Az [cm²] x 10
Współczynnik zgrzewania (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Całkowita powierzchnia cylindra urządzenia ROWELD P 250/8 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 355/12 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 500/18 B i P 630/24 B wynosi 14, 13 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 630/24 B Plus wynosi 3, 53 cm²)
3.5 Ustawianie parametrów
Ustawianie parametrów z poziomem uprawnień „Operator“ (Spawacz):
Naciskać długo pokrętło (4) (ok. 3 s), aż na górnym wskaźniku będzie migać P001(2).
Przy pomocy pokrętła (4) wybrać żądane parametry od P001 do P009. Jeśli ta wartość
ma zostać przestawiona lub wyświetlona, krótko nacisnąć pokrętło(4), po czym wartość
(domyślna) zacznie migać na dolnym wskaźniku (9).
Ustawić wartość pokrętłem (4) i ponownie krótko nacisnąć pokrętło (4), po czym ponownie
parametr będzie migać na górnym wskaźniku (2).
Aby wyłączyć menu, nacisnąć przycisk zatwierdzania (10), po czym wartości zostaną
zapisane.
Ustawianie parametrów z poziomem uprawnień „Mistrz“
Naciskać długo pokrętło (4) (ok. 6 s): najpierw parametr P001 zacznie migać na górnym
wskaźniku (2), następnie miga „CodE“, a na dolnym wskaźniku (9) na pierwszej pozycji
miga kreska.
Wprowadzić kod pokrętłem (4) i nacisnąć krótko pokrętło (4) (kod = 8001 – przy pierwszym
uruchomieniu poprzez parametr P100 można dowolnie zmieniać kod).
Przy pomocy pokrętła (4) wybrać żądane parametry od P101 do P114. Jeśli ta wartość
ma zostać przestawiona lub wyświetlona, krótko nacisnąć pokrętło(4), po czym wartość
(domyślna) zacznie migać na dolnym wskaźniku (9).
Ustawić wartość pokrętłem (4) i ponownie krótko nacisnąć pokrętło (4), po czym ponownie
parametr będzie migać na górnym wskaźniku (2).
Aby wyłączyć menu, nacisnąć przycisk zatwierdzania (10), po czym wartości zostaną
zapisane.
POLSKI 285
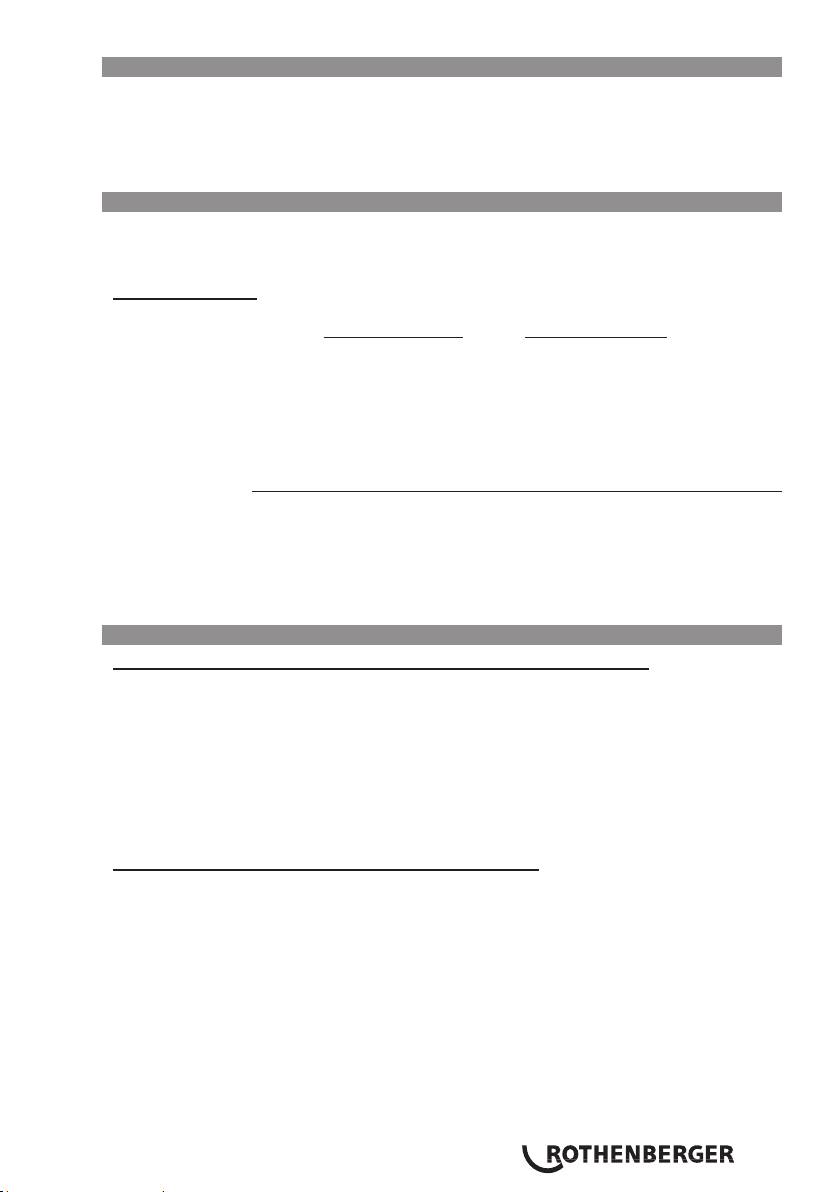
Nazwa pa-
Opis wartość
Jednostka min. maks. Uprawnienia
rametru
domyślna
P001 Czas oczekiwania funkcji
99 min 0 99 Operator
oszczędzania energii
P002* Funkcja oszczędzania energii
0 0 3 Operator
włączona
P003 Przesunięcie temperatury
5 °C -25 25 Operator
elementu grzejnego
P004 Maks. ciśnienie okrawania 20 bar 10 50 Operator
P005 Ciśnienie zadane 1/10 bara Operator
P006 Zadana temperatura 210 °C P103 P104 Operator
P007 Wartość zadana timera T1 45 sekundy 1 1500 Operator
P008 Wartość zadana timera T4 6 min 1 99 Operator
P009 Początkowe ciśnienie
10 bar 0 P004 Operator
okrawania
P101 Odchylenie do dopompowania 5 % 1 50 Mistrz
P102 Czas rozsuwania po
10 1/10 s 0 100 Mistrz
okrawaniu
P103 Ustawienie temperatury (min.) 160 °C 0 300 Mistrz
P104 Ustawienie temperatury
270 °C 0 300 Mistrz
(maks.)
P105 Zablokowanie przycisków (tak/
5 s 0 50 Mistrz
nie)
P106 Ciśnienie wsuwania 135 bara 10 160 Mistrz
P107 Czas przebiegu do włączenia
50 1/10 s 0 200 Mistrz
brzęczyka
P100 Zmiana kodu 8001 Mistrz
* P002 - Funkcja oszczędzania energii:
0 - brak,
1 – gdy frezarka pracuje, element grzejny zostaje wyłączony,
2 – gdy pracuje silnik hydrauliczny, element grzejny zostaje wyłączony,
3 – kiedy pracuje t4, element grzejny zostaje wyłączony.
3.6 Ustawianie daty i godzony
Zamknąć program, klikając w lewym górnym rogu.
POLSKI286
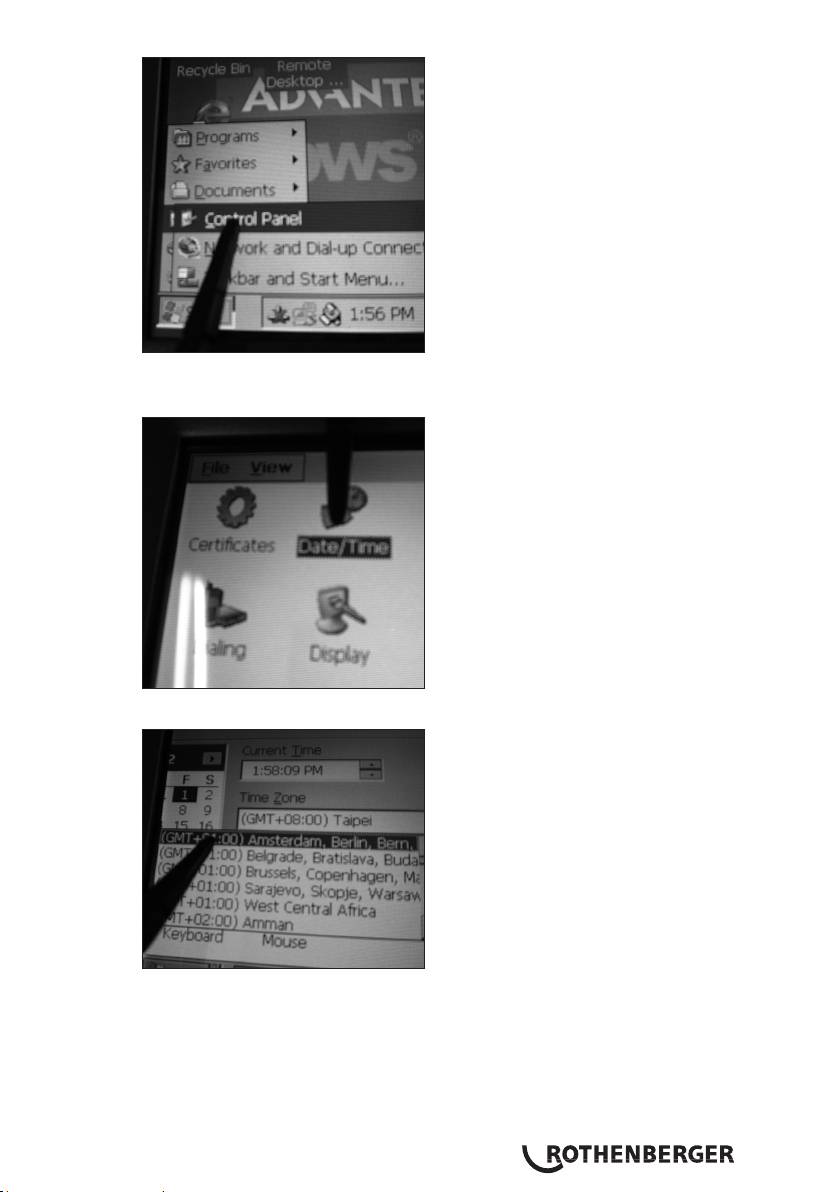
Naciskać po kolei Start, Setting i Control Panel.
Pasek startu jest ukryty i można go wywołać, klikając w lewym dolnym rogu.
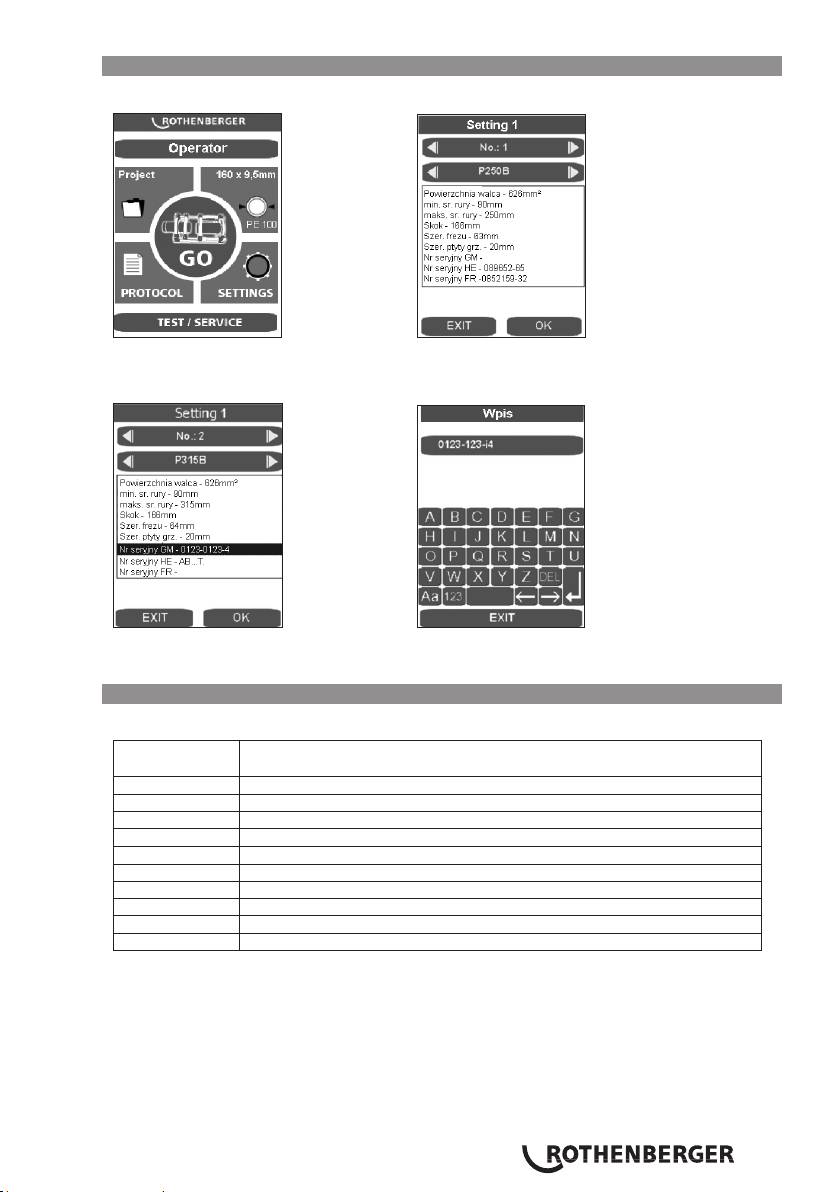
Kliknąć Date/Time
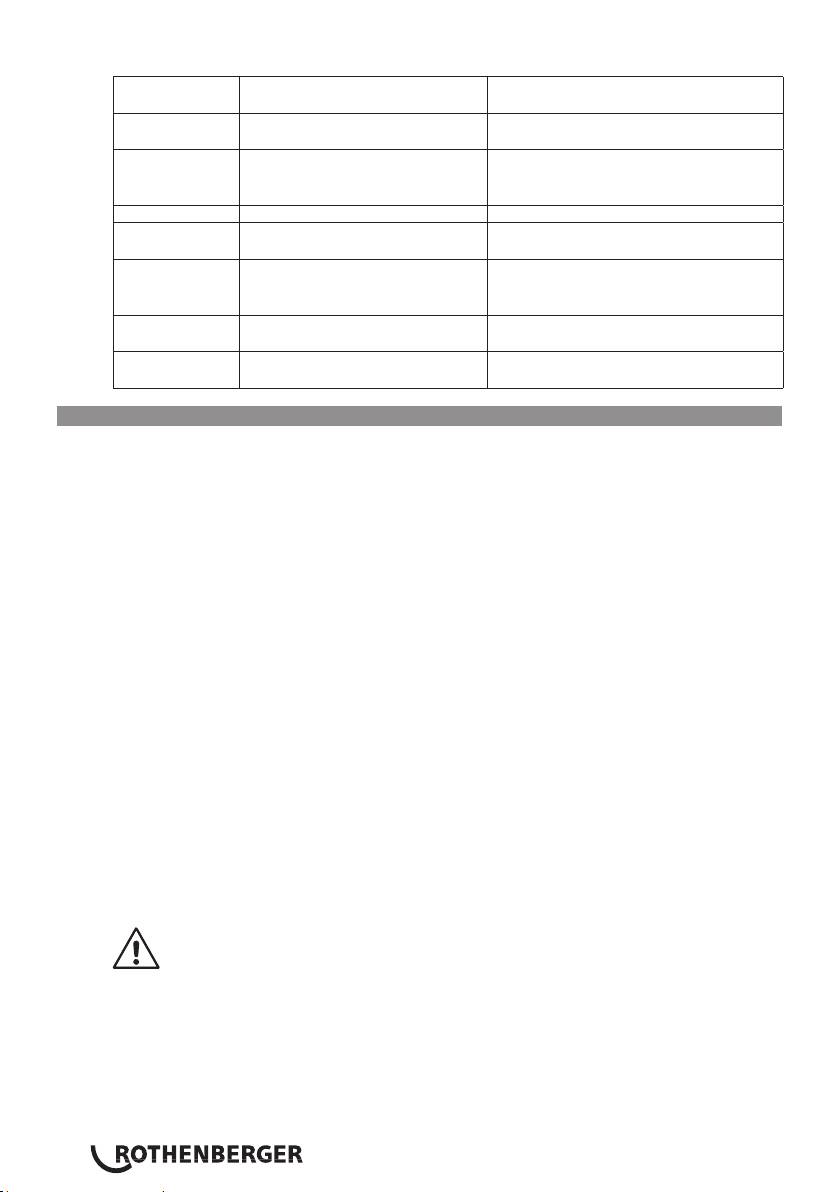
Ustawić okno wprowadzania dotykając i przesuwając pasek Date/Time. Wybrać
odpowiednią strefę czasową i wpisać czas Current Time.
Uwaga! Uważać na wybór odpowiedniego ustawienia: AM (przed południem) lub PM
(po południu)! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
POLSKI 287

Potwierdzić przy pomocy „Apply“ i „OK“. Zamknąć panel sterowania Control Panel, klikając
X.
Nacisnąć przyciski „Start“ i „Run“.
Wpisać „reboot“ przy pomocy wyświetlonej klawiatury i nacisnąć „OK“, aby ponownie
uruchomić komputer.
POLSKI288
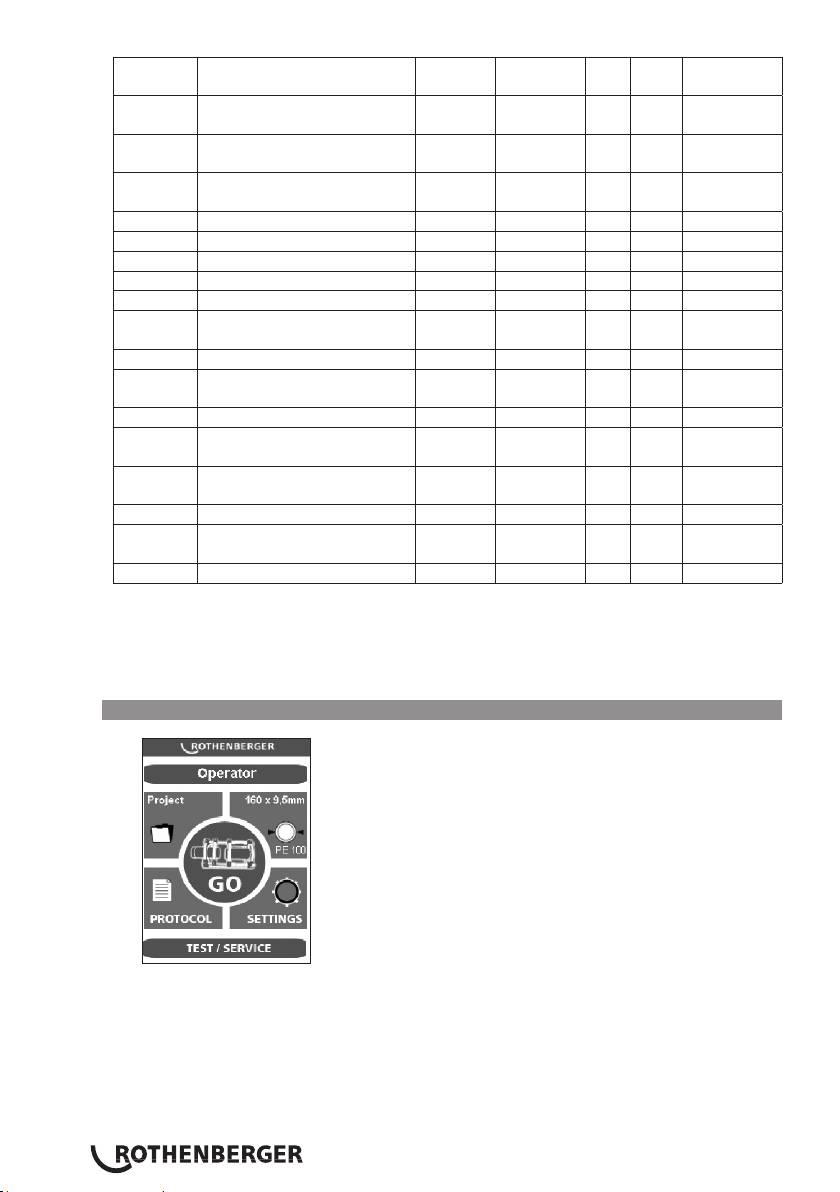
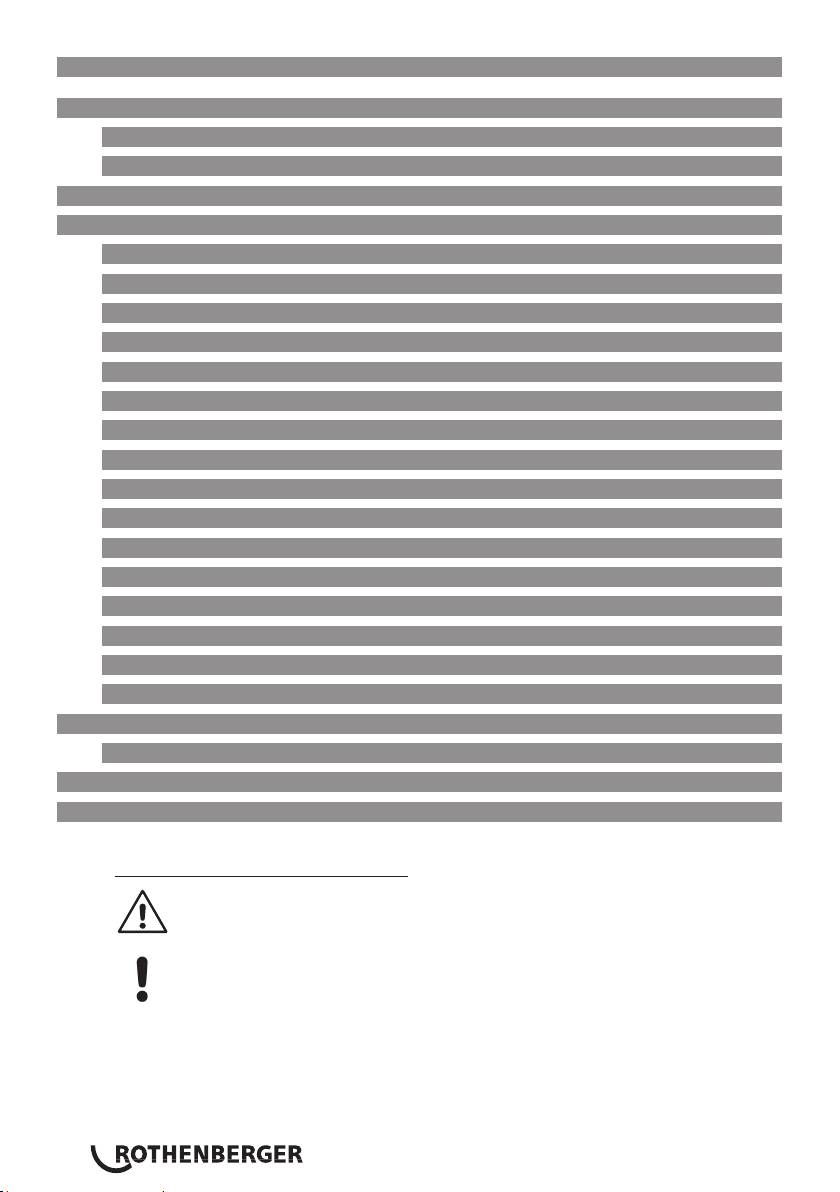
3.7 Tworzenie i wybieranie konguracji maszyny
Aby wybrać lub utworzyć kongurację maszyny, nacisnąć przycisk SETTINGS.
Przy pomocy przycisków strzałek można wybrać żądaną kongurację maszyny.
Aby utworzyć nową kongurację, uruchomić kolejny numer strzałką w prawo, np. 2.
Po naciśnięciu odpowiedniego pola, wyświetli się maska wprowadzania. Dane można usuwać
przy pomocy DEL i wpisywać od nowa; te dane zosaną później przeniesione do protokołu.
3.8 Komunikaty o błędach
Komputer z ekranem dotykowym i protokół:
Komunikat
Opis
o błędzie
Kod 1 Ciśnienie porównawcze zbyt wysokie
Kod 2 Ciśnienie porównawcze zbyt niskie
Kod 4 Ciśnienie rozgrzewania zbyt wysokie
Kod 64
Czas przestawiania zbyt długi
Kod 128
Czas narastania ciśnienia zbyt długi
Kod 256 Ciśnienie spajania zbyt wysokie
Kod 512 Ciśnienie spajania zbyt niskie
Kod 2048 Element grzejny za zimny
Kod 4096 Przerwanie przez użytkownika
Kod 131072 Element grzejny za ciepły
POLSKI 289
Sterowanie:
Komunikat
Opis Usuwanie zakłóceń
o błędzie
SER Osiągnięto datę serwisowania,
Zlecić serwisowanie
konieczny serwis
ERR1 Ciśnienie bezwzględne nie
Sprawdzić stan oleju, sprawdzić
został osiągnięte
czujnik ciśnienia, uszkodzenie
zaworów, uszkodzenie silnika
PE-2 Usterka czujnika ciśnienia -24V Wymienić czujnik ciśnienia
ERR5 Temperatura oleju 70°C – Stop! Poczekać, aż temperatura spadnie
poniżej 50°C
HE-1 Element grzejny nie
Wymienić czujnik
podłączony, uszkodzenie
czujnika
HE-0 Element grzejny za ciepły Zmierzyć temperaturę, sprawdzić
ustawienie, wymienić czujnik
HE-2 Element grzejny za zimny Zmierzyć temperaturę, sprawdzić
ustawienie, wymienić czujnik
4 Utrzymywanie w dobrym stanie i konserwacja
W celu zagwarantowania prawidłowego funkcjonowania maszyny należy przestrzegać
następujących punktów:
• Prowadnice należy utrzymywać w czystości. W przypadku uszkodzeń powierzchni należy
prowadnice wymienić, ponieważ uszkodzenie prowadzić może ewentualnie do utraty
ciśnienia.
• W celu uzyskania bezbłędnych wyników zgrzewania konieczne jest utrzymywanie
elementu grzewczego w czystości. W przypadku uszkodzeń powierzchni element
grzewczy otrzymać musi nową warstwę powlekającą bądź zostać wymieniony.
Pozostałości materiałowe na powierzchni grzejnej redukują właściwości antyadhezyjne i
należy je usunąć przy pomocy papieru niepozostawiającego włókien i spirytusu (element
grzewczy musi być zimny).
• Olej hydrauliczny (HLP – 46, nr. art. 53649) należy zmieniać co 12 miesięcy
• W celu uniknięcia zakłóceń w funkcjonowaniu należy sprawdzać agregat hydrauliczny
pod względem szczelności, ewentualnego poluzowania połączeń śrubowych oraz
nienagannego stanu kabla elektrycznego.
• Złącza szybkiego łączenia przy agregacie hydraulicznym oraz złącza na przewodach
giętkich należy chronić przed zabrudzeniem. W przypadku zabrudzenia należy je przed
podłączeniem wyczyścić.
• Głowica frezująca wyposażone jest w dwa obustronnie wyszlifowane noże. W przypadku
obniżenia się jakości cięcia można noże obrócić bądź wymienić je na nowe.
• Zawsze należy zwracać uwagę na to, aby końcówki przeznaczonych do obróbki rur bądź
części obrabianych, a w szczególności powierzchnia czołowa, nie były zabrudzone, gdyż
nieprzestrzeganie tego przyczyni się do istotnego obniżenia czasu używania noży
Należy przeprowadzać raz w roku kontrolę zgrzewarki przez producenta bądź
przez autoryzowaną przez niego stację serwisową zgodnie z DVS 2208. W
przypadku maszyn z ponadprzeciętnym obciążeniem należy skrócić odstępy
pomiędzy kolejnymi przeglądami.
POLSKI290

4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie
(Należy przestrzegać przepisów dotyczących konserwacji - punkt 4!)
Ostre i czyste narzędzia pozwalają osiągnąć lepsze wyniki w pracy i są bezpieczniejsze w
użyciu.
Tępe, złamane bądź zgubione części należy niezwłocznie wymienić bądź uzupełnić. Należy
sprawdzić, czy osprzęt maszyny jest z nią bezpiecznie połączony.
Podczas prac konserwacyjnych używać tylko oryginalnych części zamiennych. Naprawy
może przeprowadzać tylko fachowo wykwalikowany personel.
W okresie nieużywania, przed pracami konserwacyjnymi oraz przed wymianą części osprzętu
należy maszynę odłączyć od zasilania prądem.
Przed ponownym podłączeniem do zasilania prądem należy się upewnić, że maszyna i
narzędzia osprzętu są wyłączone.
W przypadku używania kabli przedłużających należy skontrolować, czy funkcjonują one
prawidłowo i bezpiecznie. Stosować wolno tylko kable, które przeznaczone są do użytku na
wolnym powietrzu.
Nie wolno używać narzędzi i maszyn, których obudowa bądź uchwyty są pęknięte lub
zdeformowane. Dotyczy to w szczególności części wykonanych z tworzywa sztucznego.
W takich pęknięciach zabrudzenia i wilgoć mogą przewodzić prąd elektryczny. Może to
doprowadzić do porażenia prądem, jeżeli w narzędziu bądź w maszynie wystąpi uszkodzenie
izolacji.
Uwaga: odsyłamy również do przepisów dotyczących zapobiegania wypadkom.
5 Dodatkowe wyposażenie
Odpowiednie akcesoria i formularz zamówień znaleźć można na stronie 451 i następnych.
6 Utylizacja
Części urządzenia są materiałami o wartości utylizacyjnej i można je odprowadzić do
przedsiębiorstw zajmujących się odzyskiem surowców wtórnych i unieszkodliwianiem
pozostało
ści, posiadających wymaganą koncesję i certykaty. O nieszkodliwy dla środowiska
sposób utylizacji części, których nie można odprowadzić do ponownego obiegu (np. odpady
elektroniczne), należy zapytać właściwy urząd zajmujący się sprawami utylizacji.
Tylko dla krajów UE:
Nie należy wyrzucać elektronarzędzi do śmieci domowych! Zgodnie z Dyrektywą
Europejską 2012/19/EU o zużytych przyrządach elektrycznych i elektronicznych i jej
wprowadzeniem do prawa krajowego, niesprawne już elektronarzędzia muszą być
zbierane osobno i doprowadzane do utylizacji zgodnie z zasadami ochrony środowiska.
POLSKI 291
İçindekiler Sayfa
1 Emniyet bilgileri 293
1.1 Usulüne uygun kullanım 293
1.2 Genel güvenlik uyarıları 293
2 Teknik Veriler, bkz. Kitapçık „teknik Veriler“
3 Cihazın işlevi 295
3.1 Cihaz açıklamaları 295
3.1.1 Ana makine (şek. A) 295
3.1.2 Hidrolik güç birimi (şek. B) 295
3.2 Kullanım kılavuzu 296
3.2.1 İşletime alma 296
3.2.2 Kaynak hazırlığı için alınacak önlemler 299
3.2.3 Kaynak işlemi 302
3.2.4 Kaynak işlemi Premium Mode 305
3.2.4.1 Kaynak işlemi 308
3.2.5 İşletimden çıkarma 311
3.3 Genel gereklilikler 311
3.4 Kaynak parametrelerine dair önemli uyarılar 311
3.5 Parametreleri ayarlama 312
3.6 Tarih ve saat ayarlama 313
3.7 Makine yapılandırmalarını oluşturma-seçme 315
3.8 Hata mesajları 316
4 Bakım ve onarım 316
4.1 Makinelerin ve aletlerin bakımı 317
5 Aksam 317
6 Atıklar İçin 317
Dokümantasyonda kullanılan işaretler:
Tehlike!
İnsan sağlığıyla ilgili tehlikelere karşı ikazı.
Dikkat!
Eşyaya ve çevreye zarar verebilecek durumlara karşı ikaz.
Belli davranışlar için çağrı
TÜRKÇE292
1 Emniyet bilgileri
1.1 Usulüne uygun kullanım
ROWELD P250-630/8-24B Plus Premium CNC yalnızca teknik verilere uygun şekilde PE, PP
ve PVDF boruların kaynaklı bağlantılarının yapılması için kullanılmalıdır.
1.2 Genel güvenlik uyarıları
DİKKAT! Elektrikli cihazların kullanımında elektrik çarpması, yaralanma ve yangın
tehlikesine karşı korumak için aşağıdaki temel güvenlik önlemleri dikkate alınmalıdır.
Elektrikli cihazları kullanmadan önce tüm güvenlik uyarılarını dikkatlice okuyun ve ve
bu kılavuzu saklayın.
Bakım ve Onarım:
1 Düzenli temizlik, bakım ve yağlama Tüm ayarlama, bakım veya onarım işlemleri
öncesinde şi prizden çekin.
2 Cihazınızı sadece kaliye uzman personel tarafından ve sadece orijinal yedek
parçalarla tamir ettirin. Böylelikle cihazın güvenliğinin korunması temin edilmektedir.
Güvenli çalışma:
1 Çalışma alanınızı temiz ve düzenli tutun. Çalışma alanındaki düzensizlik kazalara yol
açabilir.
2 Çevresel etkileri dikkate alın. Elektrikli cihazınızı yağmura maruz bırakmayın. Cihazınızı
nemli veya yaş ortamlarda kullanmayın. Çalışma alanının iyi aydınlatılmış olması gerekir.
Yangın ve patlama tehlikesi bulunan alanlarda elektrikli cihazınızı kullanmayın.
3 Elektrik çarpmasından korunun. Boru, kalorifer, fırın ve buzdolabı gibi topraklı yüzeylerle
vücut temasından kaçının.
4 Diğer insanları uzak tutun. Diğer insanları ve özellikle de çocukları cihazdan uzak tutun
ve kablolara dokunmalarına izin vermeyin. Çocukları çalışma alanınızdan uzak tutun.
5 Kullanılmayan elektrikli cihazları güvenli bir şekilde muhafaza edin. Kullanılmayan
elektrikli cihazlar çocukların ulaşamayacağı şekilde kuru, yüksek ve kilitli bir yerde
muhafaza edin.
6 Elektrikli cihazınıza aşırı yük bindirmeyin. Belirtilen kapasite aralığında daha iyi ve
daha güvenli çalışırsınız.
7 Doğru cihazı kullanın. Ağır işler için düşük kapasiteli cihazlar kullanmayın. Cihazı sadece
belirtilen amaçlar ve işler için kullanın. Örneğin, ağaç dallarını veya ağaç parçalarını
kesmek için el devreli testere kullanmayın.
8 Uygun giysiler giyin. Bol kıyafet veya takı kullanmayın, bunlar hareketli parçalara
takılabilir. Açık alanda kullanırken, kaymayan bir ayakkabı giyilmesi önerilir. Saçlarınız
uzun ise, bir saç lesi kullanın.
9 Koruyucu ekipman kullanın. Koruyucu gözlük takın. Toz oluşan işlerde solunum maskesi
kullanın.
10 Toz emici tertibatlatı bağlayın. Toz emici ve toz tutucu takılabiliyorsa, bunların bağlanmış
olduğundan ve doğru kullanıldığından emin olun.
11 Cihazı sadece belirtilen amaçlar ve işler için kullanın. Fişi prizden çekmek için elektrik
kablosunu kullanmayın. Elektrik kablosunu ısıdan ve keskin kenarlardan koruyun.
12 Malzemeyi emniyete alın. Malzemeyi sıkı tutabilmek için germe düzeneğini veya cıvatayı
kullanın. Elle tutmaktan daha güvenli olacaktır.
TÜRKÇE 293

13 Normal dışı beden duruşlarından kaçının. Güvenli bir konuma geçin ve daima dengede
durun.
14 Aletlerinizin temizliğini dikkatli yapın. İyi ve güvenli bir çalışma için aletlerinizi keskin
ve temiz tutun. Yağlama ve alet değiştirme işlemlerinde talimatlara uyun. Elektrikli
cihazınızın bağlantı kablosunu düzenli olarak kontrol edin ve hasar durumunda uzman
kişiler tarafından değiştirilmesini sağlayın. Uzatma kablolarını düzenli olarak kontrol edin
ve hasarlı oldukları durumlarda değiştirin. Özellikle tutamakların kuru, temiz ve yağsız
olmasını sağlayın.
15 Elektrik şini prizden çekin. Elektrikli cihazınızı kullanmadığınızda, bakım işleri
öncesinde ve alet değiştirmelerde şi prizden çekin
16 Takım anahtarlarını takılı bırakmayın. Çalıştırmadan önce anahtarların ve ayar
aletlerinin uzaklaştırılmış olduğunu kontrol edin.
17 Yanlışlıkla çalıştırmaları önleyin. Fişi prize takarken şalterin kapalı olmasına dikkat edin.
18 Dış mekanlar için uzatma kablosu kullanın. Dış mekanlarda sadece onaylı, hasar
görmemiş ve ilgili işaretlere sahip uzatma kabloları kullanın.
19 Çevresel etkileri dikkate alın. Ne yaptığınıza dikkat edin. Çalışırken düşünerek hareket
edin. Konsantre olamadıysanız cihazı kullanmayın.
20 Cihazda hasar olup olmadığını kontrol edin. Kullanmadan önce cihazın emniyet
düzeneğinin ve küçük hasarlı parçaların kusursuzluğunu ve amacına uygun kullanımını
iyice kontrol edin. Hareketli parçaların düzgün çalıştıklarını, sıkışmadıklarını ve parçaların
hasar görmediklerini kontrol edin. Cihazın sorunsuz bir şekilde işletilmesini sağlamak için
tüm parçalar doğru monte edilmiş olmalı ve tüm şartları yerine getirmelidir.
Kullanım kılavuzunda aksi öngörülmemişse, hasarlı parçalar ve hasarlı emniyet düzeneği
uzman yetkili servis tarafından amacına uygun şekilde onarılmalı veya değiştirilmelidir.
Hasarlı şalterler bir müşteri yetkili servisinde değiştirilmelidir.
Şalter üzerinden açılıp kapanabilen elektrikli cihazları kullanın.
21 Dikkat. Başka aparatların ve aksesuarların kullanımı yaralanma tehlikesi oluşturabilir.
22 Cihazınızın onarımını sadece uzman bir yetkili serise yaptırın. Bu cihaz geçerli
güvenlik hükümlerine uygundur. Onarımlar, orijinal yedek parça kullanılarak yetkili bir
elektrikçi tarafından yapılmalıdır, aksi takdirde kazalar oluşabilir.
2 Teknik Veriler, bkz. Kitapçık „teknik Veriler“ ,
TÜRKÇE294
3 Cihazın işlevi
3.1 Cihaz açıklamaları
ROWELD P250-630/8-24B Plus Premium CNC, DVS yönetmeliğine göre kaynak
parametrelerinin tam olarak kontrolü, bunlara uyulması ve saklanması için CNC modülüne,
özellikle şantiyelerde - ve burada özellikle boru çukurlarında - kullanılmak üzere tasarlanmış
USB bağlantısı üzerinden protokol aktarımına sahip, kompakt, taşınır ısıtma elemanlı küt
kaynak makineleridir. Tabii ki makinenin atölye alanında da kullanılması mümkündür.
Dzięki wielostronności zgrzewarki doczołowej „Typ ROWELD“ wykonane mogą zostać w
każdych warunkach użytkowania następujące połączenia zgrzewane rur PE, PP i PVDF o
przekrojach od 90 do 630 mm/5” do 4”:
I. Boru - boru
II. Boru - boru dirseği
III. Boru - T parçası
IV. Boru - kaynak boynu
Makineler esas olarak aşağıdakilerden oluşur:
Ana makine, redüksiyon yaylı parçaları, CNC modülü bulunan hidrolik güç birimi, freze
mekanizması, ısıtıcı, saklama kutusu.
Podczas zgrzewania kołnierzy wpawanych należy używać czteroszczękowej tarczy
mocującej, którą można nabyć jako osprzęt.
ROWELD P250/8B: Podczas zgrzewania łuków rurowych o wąskim promieniu przy
maksymalnej średnicy zgrzewania przez maszynę, należy użyć dostępnego jako osprzęt
górnego skośnego zacisku.
ROWELD P500-630/18-24B Plus: Do wyjęcia bądź włożenia freza i elementu grzewczego
można użyć elektrycznego urządzenia wydźwigowego, które jest do nabycia jako osprzęt.
3.1.1 Ana makine (şek. A)
1 Hareketli yaylı elemanlar 3 Sabitleme delikli ara parçası
2 Kaydırılabilir yaylı eleman 4 Isıtıcı aspiratörü
3.1.2 Hidrolik güç birimi (şek. B)
1 Otomatik düğmesi 12 Timer düğmesi (süre)
2 Basınç göstergesi 13 Freze mekanizması prizi
3 Basıncı serbest bırakma
14 Çabuk bağlantı bileziği
düğmesi
4 Döner düğme 15 Çabuk bağlantı kelepçesi
5 Frezeleme düğmesi 16 Isıtıcı prizi
6 Açma-kapama düğmesi 17 Fiş
7 Isıtma düğmesi 18 Acil kapama
8 Makineyi "aralama" 19 Dokunmatik PC
9 Sıcaklık ve zaman göstergesi 20 Ölçme çubuklu yağ doldurma ağzı
10 Onay düğmesi 21 USB bağlantısı
11 Makineyi "kapama"
22
Soket düzeneği ana makine
Hidrolik güç birimi kaynak makinesinin aşağıdaki sembollerle gösterilen işlevlerine imkan
sağlar:
Hidrolik güç birimi açma ve kapama düğmesi
„Isıtma“ düğmesine basarak ısıtıcıyı çalıştırma. „Isıtma“ düğmesine
basarak ve döner düğme çevrilerek istenen sıcaklığın ayarlanması,
değer sıcaklık göstergesinde gösterilir ardından yeniden anlık değer
gösterilir.
TÜRKÇE 295
Döner düğmeyle frezeleme, hizalama, ısıtma ve ekleme basıncını
ayarlama, değer „basınç“ göstergesinde gösterilir. Ayar yapıldıktan 3
saniye sonra anlık değer gösterilir. Çevirmeli düğmeye basılmasıyla
servis parametreleri gösterilir ve ayarlanır.
Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „kapama“
düğmesine basma.
Basıncı serbest bırakma düğmesi
Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „aralama“
düğmesine basın.
Freze mekanizmasının şini açmak için onay düğmesi ve frezeleme düğmesine
basın, basınç otomatik olarak 10 bar olarak ayarlanır ve döner düğme ile azami
20 bara yükseltilebilir. (özel kullanımlarda örn. eğimli yerlerde P004 değiştirilerek
azami 50bara kadar ayarlanabilir)
Timer düğmesine bir kez basıldığında açılır. Düğmeye basılarak ve
döner düğme çevrilerek t1 zamanı saniye cinsinden ayarlanabilir.
Düğmeye uzun basıldığında t4‘e geçiş yapılır. Düğmeye basılarak ve
döner düğme çevrilerek t1 zamanı dakika cinsinden ayarlanabilir.
Zamanlayıcı göstergesi t1 veya t2 yandığında, zamanlayıcı tuşuna kısa
basılarak zamanlayıcı manuel olarak başlatılır.
Otomatik tuşuna basılarak, ısınma (zamanlayıcı t1 aktif) ve birleştirme işlemi
(zamanlayıcı t4 aktif) sırasında, ayarlanmış basınç denetlenir ve gerekirse
ayarlanır.
Servis parametrelerini onaylamak için onay tuşu
3.2 Kullanım kılavuzu
Kaynak makinesi yalnızca yetkili ve DVS 2212 1. Kısım gereği yeterli kalikasyona
sahip uzman kişiler tarafından kullanılabilir!
Makine yalnızca eğitimli ve yetkili kullanıcılar tarafından kullanılabilir!
3.2.1 İşletime alma
Lütfen alın kaynağı makinesini işletime almadan önce işletim kılavuzu ve
güvenlik uyarılarını dikkatlice okuyun!
Isıtıcı, patlama tehlikesi olan ortamlarda kullanılmamalı ve kolay tutuşan
maddelerle temas etmemelidir.
Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya
uzanmayın. Diğer kişileri çalışma alanından uzak tutun.
İşletime almadan önce her seferinde hidrolik güç biriminin yağ seviyesini kontrol
edin; yağ seviyesi ölçme çubuklu (20) yağ doldurma ağzındaki min. maks.
işaretleri arasında olmalıdır, gerekiyorsa HLP 46 hidrolik yağı ekleyin.
Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda
ölçme çubuklu doldurma ve boşaltma ağzından yağ akar.
Tehlike halinde acil kapama şalterine (18) basın. İşletime almadan önce her
seferinde acil kapama şalterinin kilitli olmadığından emin olun!
TÜRKÇE296
Ana makineye ait hidrolik hortumlarını çabuk bağlantı yardımıyla (14,15) hidrolik güç
birimine bağlayın.
Çabuk bağlantıları kirlenmeye karşı koruyun. Sızdırmaz olmayan bağlantılar derhal
değiştirilmelidir!
Freze düzeneği şini prize (13) , ısıtma elemanı şini soket düzeneğine (16) ve ana
makine şini soket düzeneğine (22) bağlayın.
Hidrolik güç birimi şini (17) tanıtım etiketinde belirtildiği gibi elektrik şebekesine bağlayın.
Başlangıç ekranı görünmezse acil kapama şalterinin kilidini çözüm, bir sinyal sesi duyulur
ve ekranda (2) bir nokta yanar.
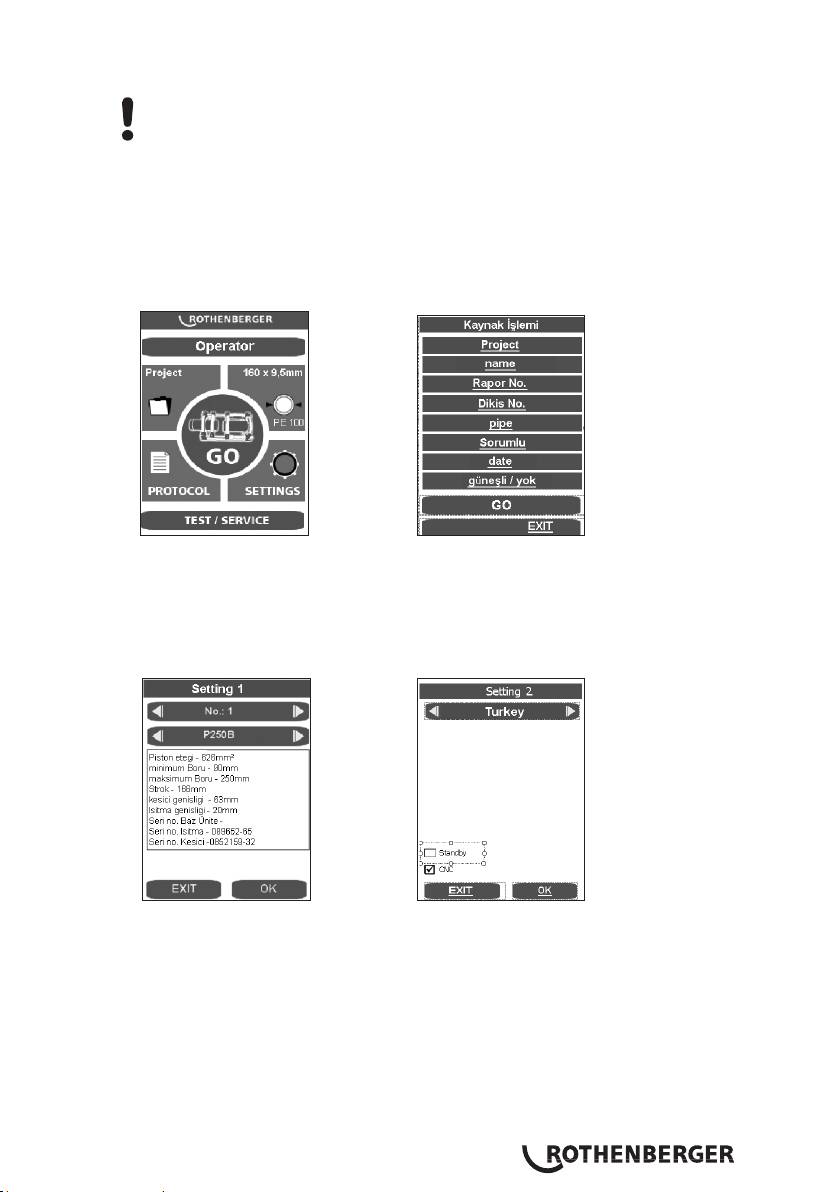
İlk kez işletime alırken tarih ve saat kontrol edilmelidir. Bunun için GO düğmesine basın.
(değiştirmek için bakınız 3.6) . Menüyü kapamak için EXIT düğmesine basın.
GO tuşuna basılırsa ve makine bağlı değilse, aşağıdaki mesaj görünür:
„Dikkat! Ana makine tanınmadı. Lütfen bağlayın“
Bağlantı sonrasında hata mesajı görünmeye devam ediyorsa, o zaman bağlantı bozuktur,
ancak premium modunda kaynak yapma ve protokolleme olanağı bulunur (bkz. 3.2.4).
İlk kez işletime alırken dil ayarlanmalıdır, fabrika ayarı olarak Almanca ayarlanmıştır.
Değiştirmek için Settings düğmesine basın ve OK ile Setting 2‘ye geçin.
Yön tuşlarıyla istediğiniz dili seçin ve OK ile onaylayın. Seçilen dil ilk kaynak işleminden
sonra kaydedilir.
Ekranı standby moduna almak mümkündür, hidrolik (6) düğmesiyle kapatıldığında ekran
koruyucu devreye girer.
Hidrolik güç birimini açın (Taste (6) düğmesine basın).
Açıldıktan sonra ısıtıcı ısınır.
Göstergede (9) o anki sıcaklık gösterilir. Göstergede bir nokta yanıyorsa ayarlama
devrededir. Ayarlanan sıcaklığa ulaşıldığında her iki LED de (actual & set) yanar. 10
dakika daha geçtikten sonra ısıtıcı kullanıma hazırdır. Bir sıcaklık ölçme cihazıyla sıcaklığı
kontrol edin.
TÜRKÇE 297
Isıtıcının sıcaklığını ayarlamak için bakınız 3.5.
Yanma tehlikesi! Isıtıcı 300° C‘ye kadar sıcaklıklara ulaşabilir ve kullanıldıktan
sonra derhal kendi saklama kutusuna geri konmalıdır!
Düğmeye (7) uzun basılarak ısıtıcı kapatılabilir, ekrandaki (9) nokta söner, yeniden
basıldığında ısıtıcı tekrar açılır.
ROWELD P500-630/18-24B Plus hidrolik: Dönüş yönlerini kontrol edin! Makineler
fabrikada sağa dönecek şekilde bağlanmaktadır. Hidrolik güç birimiyle ana makine
açılabilir veya birleştirilebilir, hiçbir hareket olmuyorsa uygun aleti kullanarak şteki faz
değiştiriciyi ayarlayın!
Uyarı: Dönüş yönünün yanlış olması halinde hidroliği ayarlamayın (parçalanma tehlikesi)
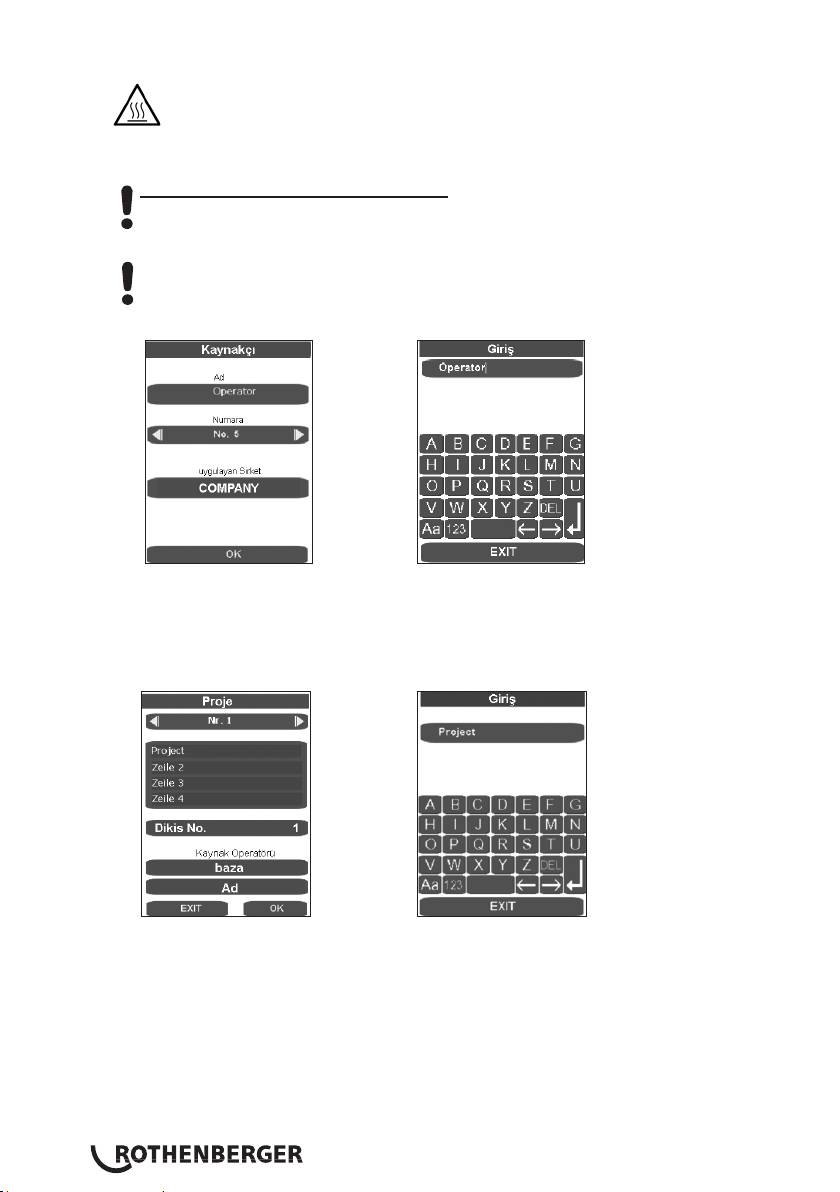
„Operatör“ kaynakçı adı girin veya seçin.
Giriş ekranlarıyla kayıtlı kaynakçılar seçilebilir, yeni kaynakçı isimleri girilebilir veya mevcut
kaynakçı isimleri DEL ile silinebilir ve yeniden girilebilir. Tüm giriş ekranları ENTER
veya OK düğmesiyle onaylanır ve kaydedilir, bir sonraki program adımı çağrılır. EXIT
düğmesiyle değişiklikler kaydedilmeden giriş ekranı kapatılır.
Proje oluşturma veya seçme.
Giriş ekranlarıyla kayıtlı projeler seçilebilir, yeni proje isimleri girilebilir. ENTER düğmesiyle
kapanır ve kaydedilir.
Boru seçme.
TÜRKÇE298
