Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 4
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
Régler la pression de fraisage, l’adaptation, le chauffage et le soudage
avec le bouton rotatif, la valeur s’affiche sous « Pression ». La valeur
effective s’affiche 3 secondes après le réglage. En appuyant sur le bouton
rotatif, vous pourrez visualiser et régler les paramètres de service.
Appuyer sur la touche de validation et la machine « Mise à l’arrêt » pour rapprocher
les éléments de serrage
Touche pour relâcher la pression
Appuyer sur la touche de validation et la machine « Mise en marche » pour étendre
les éléments de serrage
Appuyer sur la touche de validation et la touche Fraisage afin de mettre en marche la
prise du dispositif de fraisage, la pression se règle automatiquement à 10 bars et
peut être augmentée jusqu’à 20 au maximum avec le bouton rotatif. (une modificati-
on du P004 permet de régler jusqu’à 50 bars dans les cas particuliers, par exemple
une inclinaison)
Activer la minuterie en appuyant une fois sur la touche. La durée t1 peut
être réglée en secondes en appuyant sur la touche et en tournant le
bouton rotatif. Un appui prolongé sur la touche fait basculer à t4. La
durée t4 peut être réglée en minutes en appuyant sur la touche et en
tournant le bouton rotatif. Si vous appuyez brièvement sur la touche du
minuteur, lorsque celui-ci affiche t1 ou t2, le minuteur est démarré ma-
nuellement.
En appuyant sur la touche Automatique, la pression réglée pendant le préchauffage
(minuteur t1 actif) et le processus de liaison (minuteur t4 actif) est surveillée et
éventuellement réglée a posteriori.
Touche de validation pour l‘acceptation des paramètres de service
3.2 Mode d’emploi
La soudeuse doit uniquement être utilisée par des spécialistes qualifiés et ayant reçu
les instructions correspondantes, conformément à la directive de contrôle DVS 2212,
ère
1
partie!
Seules des personnes formées à cet effet et autorisées peuvent utiliser la machine !
3.2.1 Mise en service
Veuillez lire attentivement le mode d’emploi et les remarques concernant la
sécurité avant la mise en service de la soudeuse bout à bout !
Ne pas utiliser pas l‘élément thermique en atmosphère explosible et ne pas le
faire entrer en contact avec des substances facilement inflammables.
Garder une bonne distance de sécurité par rapport à la machine. Ne pas se placer
pas dans celle-ci et ne pas y mettre les mains. Tenir les autres personnes à distance
de la zone de travail.
Contrôler le niveau d’huile du groupe hydraulique avant chaque mise en service.
Il doit se situer entre les marques min.et max. du bouchon (20) de remplissage
muni d’une jauge. Le cas échéant, faire l’appoint d’huile HLP 46.
Le groupe hydraulique doit être transporté et stocké à la verticale. Lorsqu’il est
positionné en biais, de l’huile s’échappe au niveau du bouchon de ventilation
muni d’une jauge.
FRANÇAIS 59
En cas de danger, appuyer sur l’interrupteur Arrêt d‘urgence (18). Avant chaque
mise en service, assurez-vous que l’arrêt d‘urgence n’est pas arrêté.
Raccorder les deux tuyaux hydraulique de la machine de base au groupe hydraulique au
moyen des raccords rapides (14,15).
Protéger les raccords rapides des salissures. Les raccords présentant des défauts
d’étanchéité doivent être remplacés immédiatement!
Branchez la prise réseau de l‘installation de fraisage sur la prise (13), branchez celle de
l‘élément de chauffage sur l‘installation enfichable (16) et celle de la machine de base sur
l‘installation enfichable (22).
Brancher la fiche secteur du groupe hydraulique (17) à l’alimentation électrique
conformément aux indications de la plaque signalétique. Si l’écran de démarrage ne s’affiche
pas, déverrouiller l’interrupteur d’arrêt d‘urgence, un signal acoustique retentit et un point
lumineux apparait sur l’affichage (2).
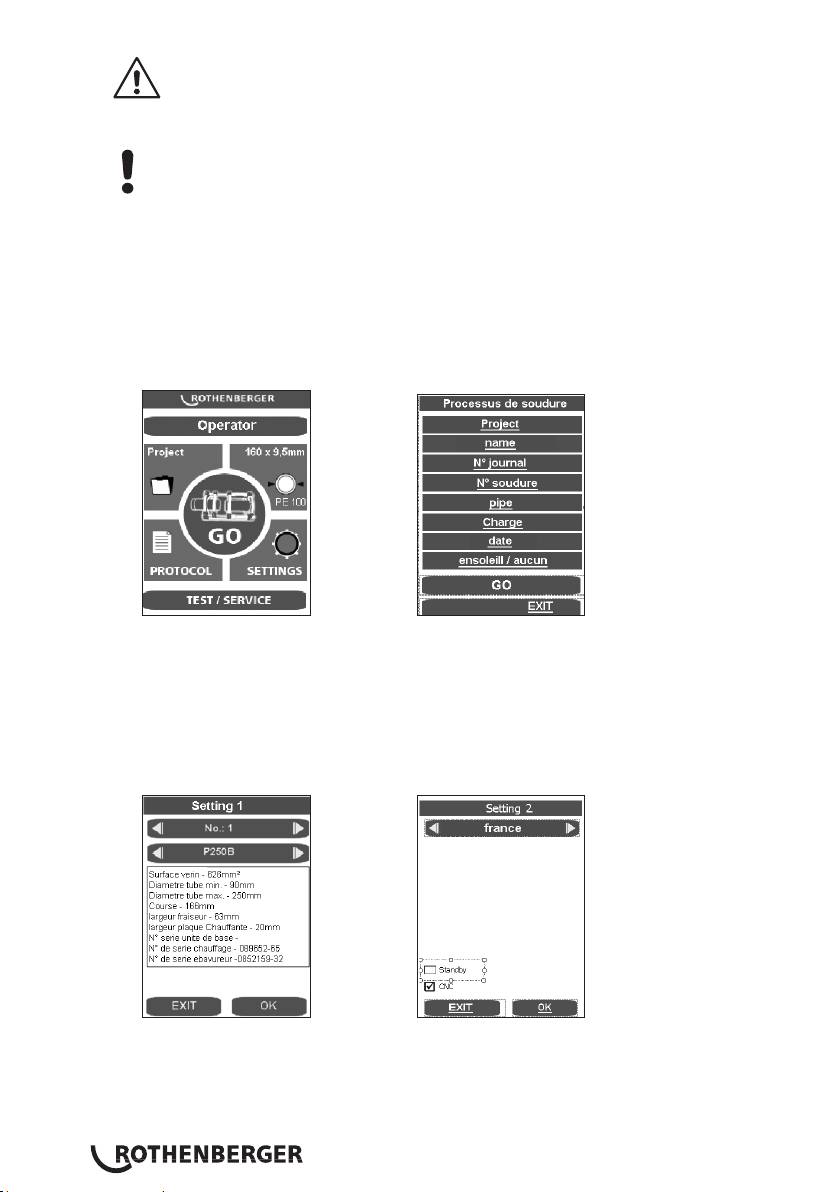
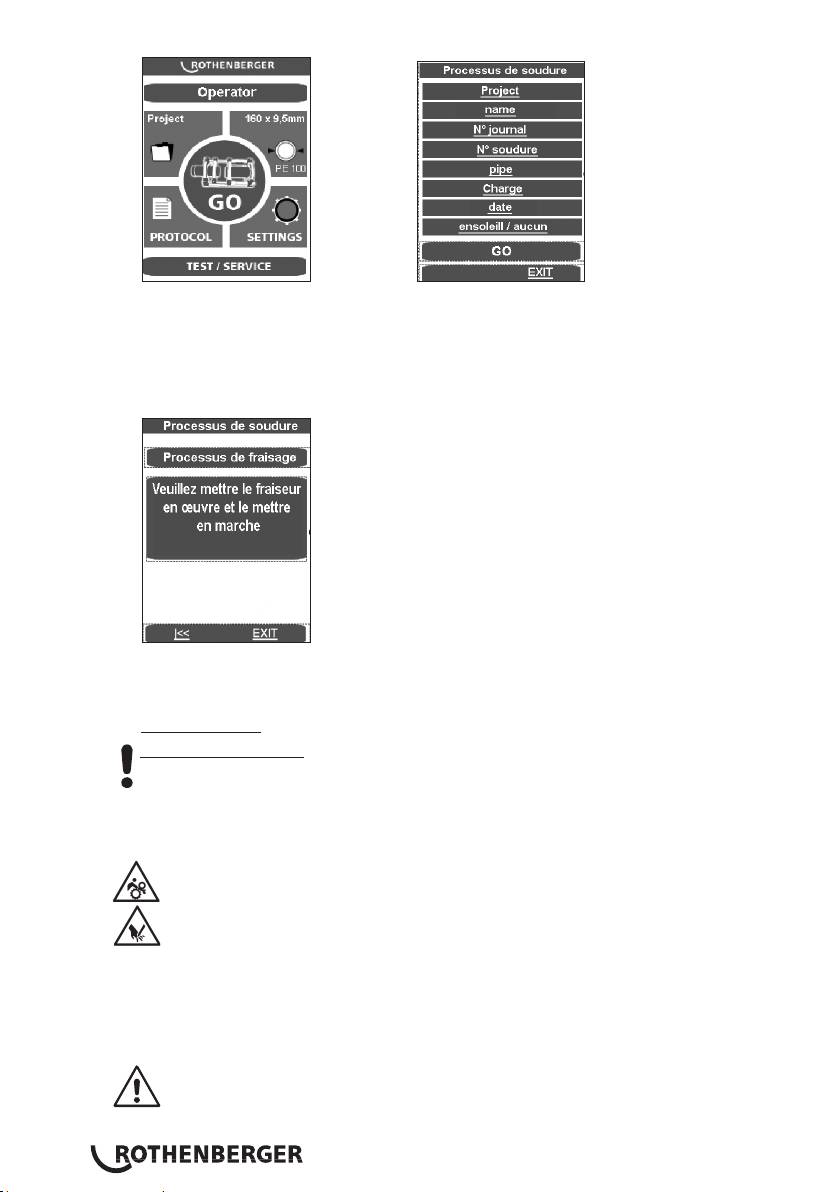
Vérifier la date et l’heure avant la première mise en service. À cet effet, appuyer sur la touche
GO. (Voir point 3.6 pour modifier). Pour fermer, appuyer sur le menu EXIT.
Si vous appuyer sur la touche GO alors qu‘aucune machine ne base n‘est raccordée, vous
verrez apparaître le message suivant :
« Attention ! Aucune machine de base reconnue. Veuillez raccorder. »
Si, après le branchement, le message d‘erreur continue à apparaître, cela signifie que la
connexion est défectueuse. Vous avez toutefois la possibilié de souder en mode Premium et
d‘enregistrer les valeurs dans un journal (voir 3.2.4).
Régler la langue à la première mise en service, la langue par défaut est l’allemand. Pour
modifier, appuyer sur paramètres et passer à paramètre 2 avec OK.
Sélectionner la langue désirée avec la touche fléchée et confirmer avec OK. Après le premier
soudage, la langue sélectionnée est enregistrée.
Il est possible de basculer l’écran en mode veille, l’économiseur d‘écran s’active lorsque
l’hydraulique est arrêtée avec la touche (6).
FRANÇAIS60
Mettre le groupe hydraulique en marche (appuyer sur la touche (6)).
Après la mise en marche, le corps de chauffe chauffe.
La température actuelle s’affiche (9). Lorsqu’un point s’allume sur l’affichage, la régulation
est active. Les deux DEL sont allumées (actuel et réglage) lorsque la température réglée est
atteinte. L’élément de chauffe est prêt à l‘emploi après 10 minutes. Contrôlez la température
avec un instrument de mesure thermométrique.
Pour équilibrer la température de l’élément de chauffe, voir point 3.5.
Risque de brûlure ! L’élément thermique peut atteindre une température de 300°C
et doit être replacé dans le caisson de rangement prévu à cette effet
immédiatement après son utilisation!
Le chauffage peut être arrêté en appuyant un certain temps sur la touche (7) , le point de
l’affichage (9) s’éteint, un nouvel appui remet le chauffage en marche.
Hydraulique ROWELD P500-630/18-24B Plus : vérifier le sens de rotation ! Par défaut,
les machines tournent contre la droite. Mettre en marche et arrêter le groupe hydraulique, si
aucun mouvement ne se produit commuter l’inverseur de phase de la fiche secteur avec l’outil
approprié !
Indication : lorsque l’appareil tourne dans le mauvais sens, l’hydraulique ne se met pas en
marche (risques de détériorations)
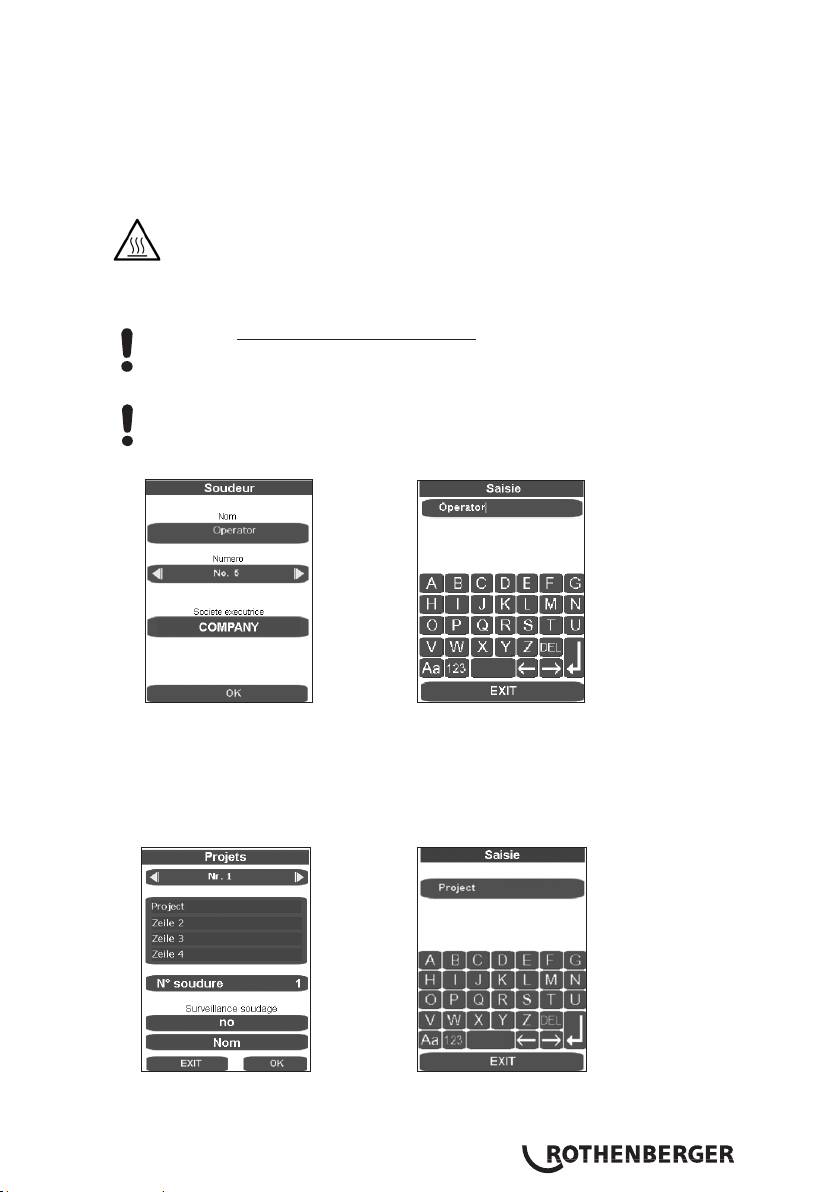
Saisir ou sélectionner le nom du soudeur « opérateur ».
Le masque de saisie permet de sélectionner les soudeurs enregistrés, de saisir les nouveaux
noms de soudeurs ou d’effacer les noms existants avec Entf et de les ressaisir à nouveau. Le
contenu de tous les masques de saisie se confirme ou s’enregistre avec ENTRÉE ou la touche
OK, puis l’étape suivante du programme apparait. La touche EXIT ferme les masques de saisie
sans enregistrer.
Créer ou sélectionner un projet.
Les masques de saisie permettent de sélectionner les projets enregistrés et de saisir de
nouveaux noms de projets. Fermer et enregistrer avec la touche ENTRÉE.
FRANÇAIS 61
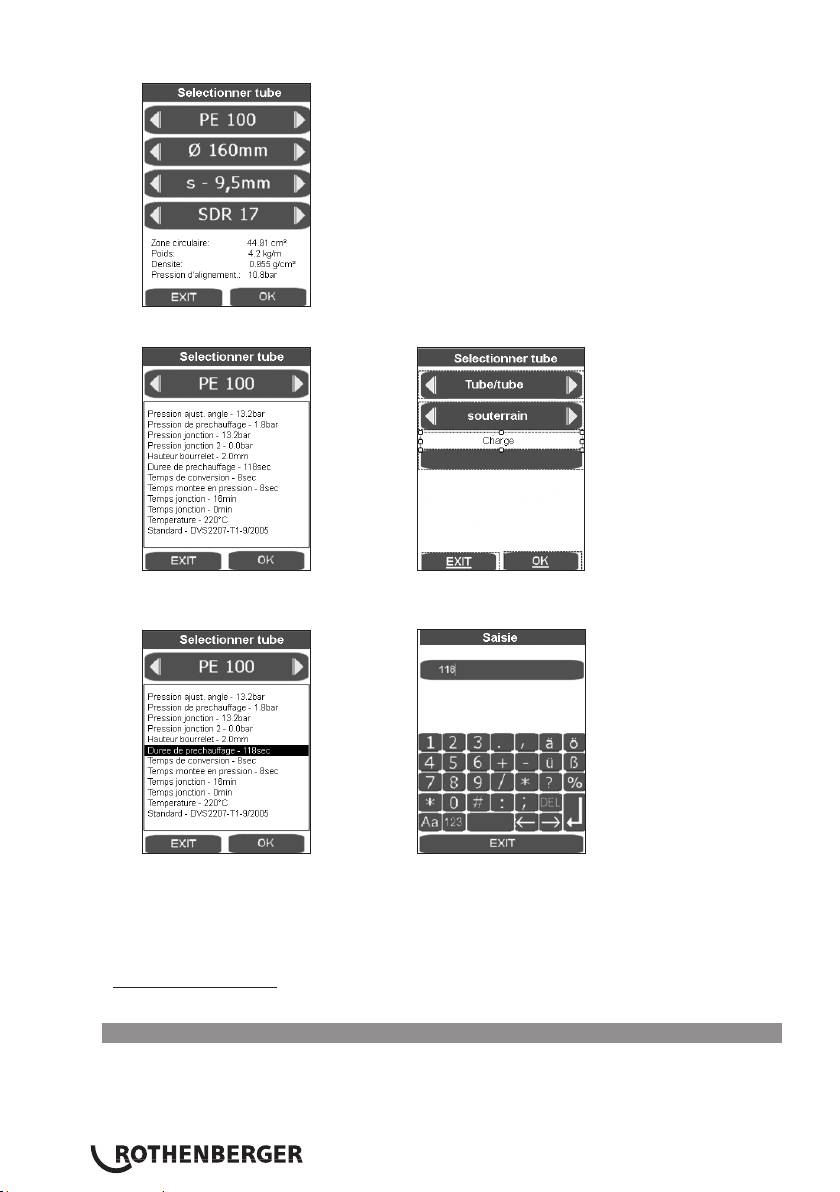
Sélectionnez un tube.
Sélectionner le tube désiré avec la touche fléchée et confirmer avec OK.
Cet aperçu de paramètres de tube affiche les données de tube conformément à la directive
DVS, la fenêtre des pièces à souder et des types de pose s’affiche suite à un appui sur OK.
Une saisie de modifications divergentes de la norme est possible en appuyant sur le
champ d‘affichage correspondant et en enregistrant avec ENTRÉE. La désignation dans
le point norme se modifie, elle pourra être saisie plus tard à l’ordinateur dans le champ
Remarque avant d’imprimer le journal. Le menu principal apparait après la confirmation et
l’enregistrement des données de tubes avec OK.
P500-630/18-24B Plus: Utiliser le dispositif de levage 53410 (P500/18B) ou 53323 (P630/24B
Plus),ou un autre outil adapté, pour soulever l’équipement de fraisage et l’élément thermique.
3.2.2 Mesures de préparation du soudage
Pour les tubes plus petits que le diamètre maxi. à souder de la machine, les inserts de
réduction du diamètre de tube à usiner doivent être montés avec les boulons à six pans creux
fournis avec les accessoires.
FRANÇAIS62

ROWELD P250-355/8-12B: respectivement composés de 6 demi-coquilles à surface de serrage
large et de 2 demi-coquilles à surface de serrage étroite
ROWELD P500-630/18-24B Plus: respectivement composés de 6 demi-coquilles à surface de
serrage large et de 2 demi-coquilles à surface de serrage étroite jusqu’à 450 mm de diamètre
et de 8 demi-coquilles à surface de serrage large à partir de 500 mm
Il faut veiller à ce que les demi-coquilles à surface de serrage étroite soient insérées dans les
deux éléments de serrage de base extérieurs. C’est uniquement dans le cas d’une liaison tube/
coude que ceux-ci sont insérés dans l’élément de serrage de base gauche en haut et en bas.
Mettre les tubes en plastique ou les raccords à souder dans le dispositif de serrage (pour les
tubes longs < 2,5m des chevalets à rouleaux doivent être utilisés) et serrer les écrous en laiton
sur les outils de serrage supérieurs. Des excentricités des tubes peuvent être compensées en
serrant ou en desserrant les écrous en laiton.
Dans le cas de liaisons tube/tube, les entretoises doivent être
engagées dans les deux éléments de serrage situés à gauche
(état de livraison).
Attention : les entretoises ne doivent en aucun cas être
montées en étant décalées en diagonale!
Chaque tube est maintenu par deux éléments de serrage.
Tube/raccord P250-355/8-12B:
Dans le cas de liaisons tube/raccord, les entretoises doivent
être engagées dans les deux éléments de serrage médians et
le dispositif d‘évacuation de l‘élément thermique doit être
accroché dans les éléments de serrage gauche.
Attention : les entretoises ne doivent en aucun cas être montées en étant décalées
en diagonale!
Le tube est inséré dans trois éléments de serrage et le raccord est maintenu en place par un
élément de serrage. Ce faisant, l‘élément de serrage coulissant peut être déplacé sur la barre
en fonction des besoins en espace lors du serrage et du soudage.
Lors du traitement de certains raccords dans des positions précises (p. ex. coude à
l’horizontale, collets de présoudage), il est nécessaire de retirer l’élément thermique du
dispositif d’évacuation.
Tube/raccord P500-630/18-24B Plus:
Dans le cas de liaisons tube/raccord, les entretoises doivent
être retournées et insérées dans l‘élément de serrage médian.
Attention : les entretoises ne doivent en aucun cas être
montées en étant décalées en diagonale!
Le tube est inséré dans trois éléments de serrage et le raccord est maintenu en place par un
élément de serrage. Ce faisant, l‘élément de serrage coulissant peut être déplacé sur la barre
en fonction des besoins en espace lors du serrage et du soudage.
Démarrer le soudage avec GO.
FRANÇAIS 63
Cet aperçu permet d’effectuer les dernières modifications en cliquant sur le sous-menu
correspondant, confirmer avec GO.
Lors du fonctionnement de la CNC, la commande a lieu via le PC tactile. Toutes les fonctions
hors de celle du PC tactile, y compris celle de la touche de marche / arrêt (6), sont bloquées.
Le processus de soudure peut être arrêté à l‘aide de la touche de marche / arrêt ou avec EXIT.
Le blocage de la touche est alors supprimé et le message correspondant apparaît à l‘écran.
La machine démarre à l‘aide des touches fléchées. Avec EXIT, le programme passe au menu
principal sans sauvegarde.
Insérer, la fraise électrique entre les pièces à souder.
P250-355/8-12B: Allumer le moteur de la fraiseuse et bloquer l‘interrupteur.
P500-630/18-24B Plus: Contrôler les sens de rotation! En usine les machines sont
connectées aux bornes pour une rotation à droite.
Mettez le dispositif de fraisage en marche en appuyant sur le champ textuel. Les disques de
rabotages doivent fonctionner dans le sens de coupe, sinon commuter l’inverseur de phase de
la fiche secteur avec l’outil approprié.
Risque de blessure ! Garder une bonne distance de sécurité par rapport à la
l’équipement de fraisage lorsqu’elle fonctionne et ne pas mettre les mains dans
les lames rotatives. N’actionner la fraise qu’après l’avoir rentrée (position de
travail) puis la remettre dans le caisson de rangement prévu à cet effet. Le bon
fonctionnement du commutateur de sécurité dans l’équipement de fraisage doit
être garanti à tout moment, afin d’éviter un démarrage par inadvertance en
dehors de la position de travail.
Les éléments de serrage se rapprochent automatiquement. La pression de fraisage peut être
augmentée à l‘aide du bouton (4). Par défaut, possible jusqu’à 20 bar, la pression de fraisage
peut être augmentée jusqu’à 50 bar, voir point 3.5.
Une pression de fraisage peut engendrer la surchauffe et l’endommagement du
mécanisme de fraisage. En cas de surcharge ou d’arrêt de l’entraînement de
l’équipement de fraisage, mettre en marche la machine et réduire la pression (voir
3.5).
FRANÇAIS64

Une fois qu’un copeau d’une épaisseur < = 0,2mm sort en continu de la fraiseuse, appuyez
sur le champ textuel. La fraiseuse est stoppée et les éléments de serrage se séparent.
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Attendre l’arrêt du disque de rabotage. Retirer la fraise de la machine de base et la placer
dans le boîtier de rangement.
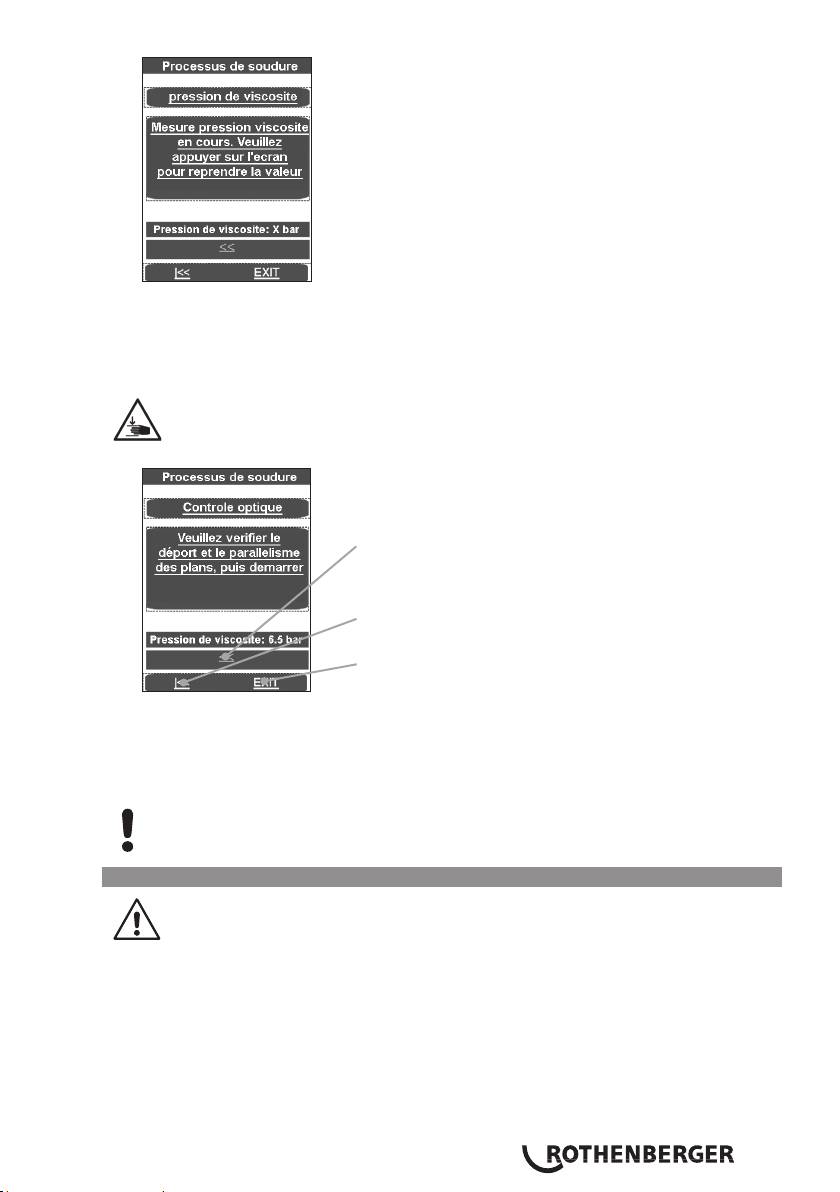
Appuyez sur le champ textuel pour rapprocher les pièces et entraîner la mesure de la pression
de l‘inertie.
La pression de traction mesurée s’additionne automatiquement à la pression d’adaptation, de
chauffage et de soudage.
Garder une bonne distance de sécurité par rapport à la machine. Ne pas se placer
pas dans celle-ci et ne pas y mettre les mains. Tenir les autres personnes à distance
de la zone de travail.
Avec la touche fléchée, le programme retourne
à « Mesure pression viscosité »
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Vérifiez que les tubes sont bien positionnés dans les éléments de serrage, que les surfaces de
soudure aboutent de manière planes, parallèles et axiales.
Le décalage axial entre les extrémités des pièces à usiner ne doit pas (conformément à DVS )
dépasser 10 % de l’épaisseur de paroi et l’interstice maxi. entre les surfaces planes ne doit pas
être supérieur à 0,5 mm. Enlever d’éventuels copeaux dans le tube avec un outil propre (par
ex. pinceau).
FRANÇAIS 65

Attention! Les surfaces fraisées préparées pour le soudage ne doivent pas être touchées avec
les mains et doivent être exemptes de toute impureté!
3.2.3 Soudage
Risque de coincement! Toujours respecter un écart sûr par rapport à la machine
lors du rapprochement des outils de serrage et des tubes. Ne jamais se placer dans
la machine!
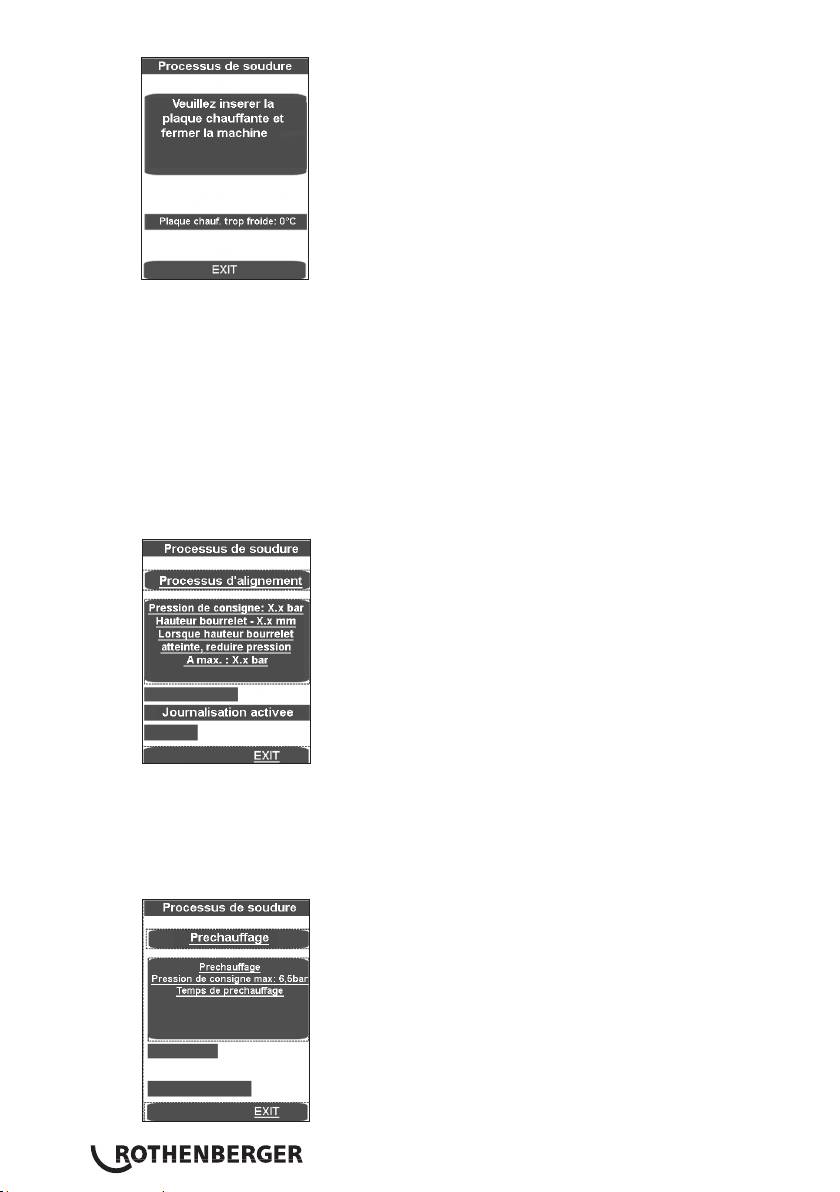
Le masque affiche la température de la plaque chauffante.
La barre d’affichage devient bleue si la température est trop basse et rouge si elle est trop
élevée ; si la température se situe dans la zone de consigne, la barre est verte.
La machine peut uniquement être déplacée dans la zone verte.
Elément thermique SA: Insérer le corps de chauffe dans la machine de base entre les deux
pièces à usiner et vérifier la position correcte de la plaque chauffante dans les encoches du
dispositif d‘extraction.
Elément thermique VA: insérez l‘élément de chauffage sur les deux logements de la
machine de base et rabattez la plaque chauffante entre les tubes.
Rapprochez la machine en appuyant sur le champ textuel. La pression d‘équilibre est
automatiquement réglée et maintenue.
Maintenant les paramètres de soudage sont enregistrés, la journalisation est activée.
Si le processus de soudage est interrompu par EXIT (QUITTER), le message « Interruption
par l‘utilisateur » apparaît. La pression est interrompue et les paramètres de soudage sont
enregistrés. Validez le message par OK. Le programme passe au menu principal.
La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La pression
effective apparait dans l’affichage (2).
Dès que la hauteur nécessaire du cordon est atteinte de manière homogène sur l‘ensemble
de la superficie des deux tubes, la pression est automatiquement relâchée et le processus de
chauffage débute.
FRANÇAIS66
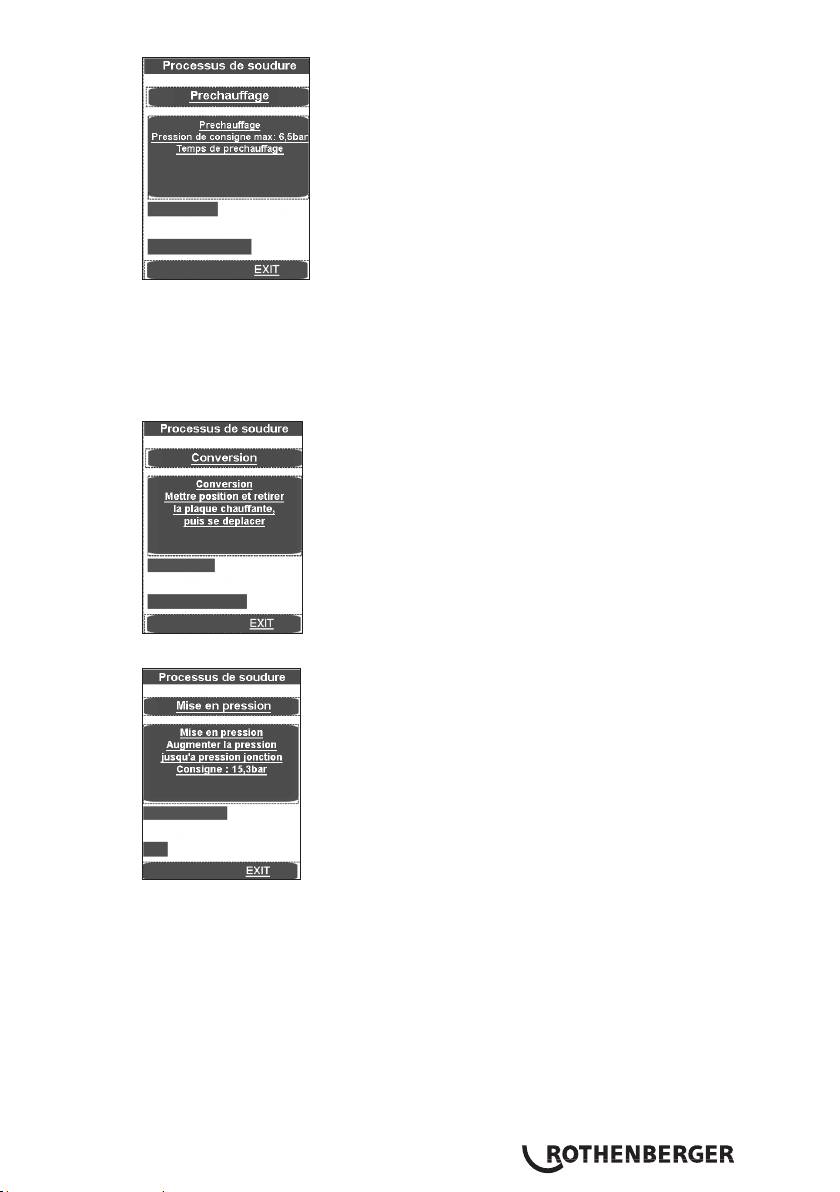
Régler la pression de manière à garantir un appui régulier, presque sans pression des
extrémités des pièces à usiner avec l’élément de chauffe.
Un signal acoustique retentit peu de temps avant la fin de la durée de préchauffage.
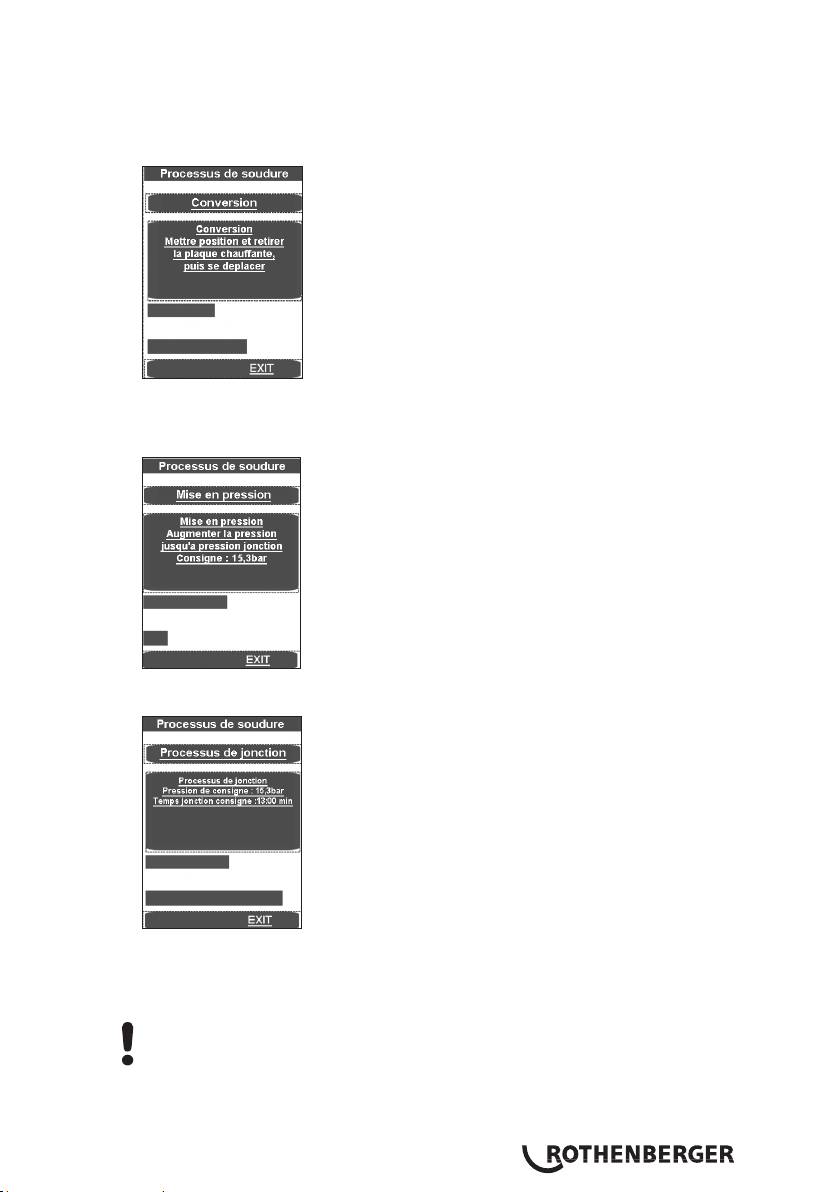
Une fois cette durée écoulée, les pièces se séparent automatiquement, l‘élément de chauffage
SA doit être retiré et / ou l‘élément de chauffage VA est automatiquement basculé vers
l‘extérieur. Les pièces sont rapprochées.
La pression augmente linéairement á la pression de soudage correspondante.
Lorsque la pression de soudage est atteinte, le programme saute automatiquement au
soudage et la minuterie t4 démarre.
FRANÇAIS 67

La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La barre
inférieure affiche la durée. La pression effective apparait dans l’affichage (2) et la durée de
soudage t4 restante dans l’affichage (9).
La pression est automatiquement surveillée et réglée. Faire vérifier le système hydraulique en
cas de pompage ultérieur trop fréquent (perte de pression importante).
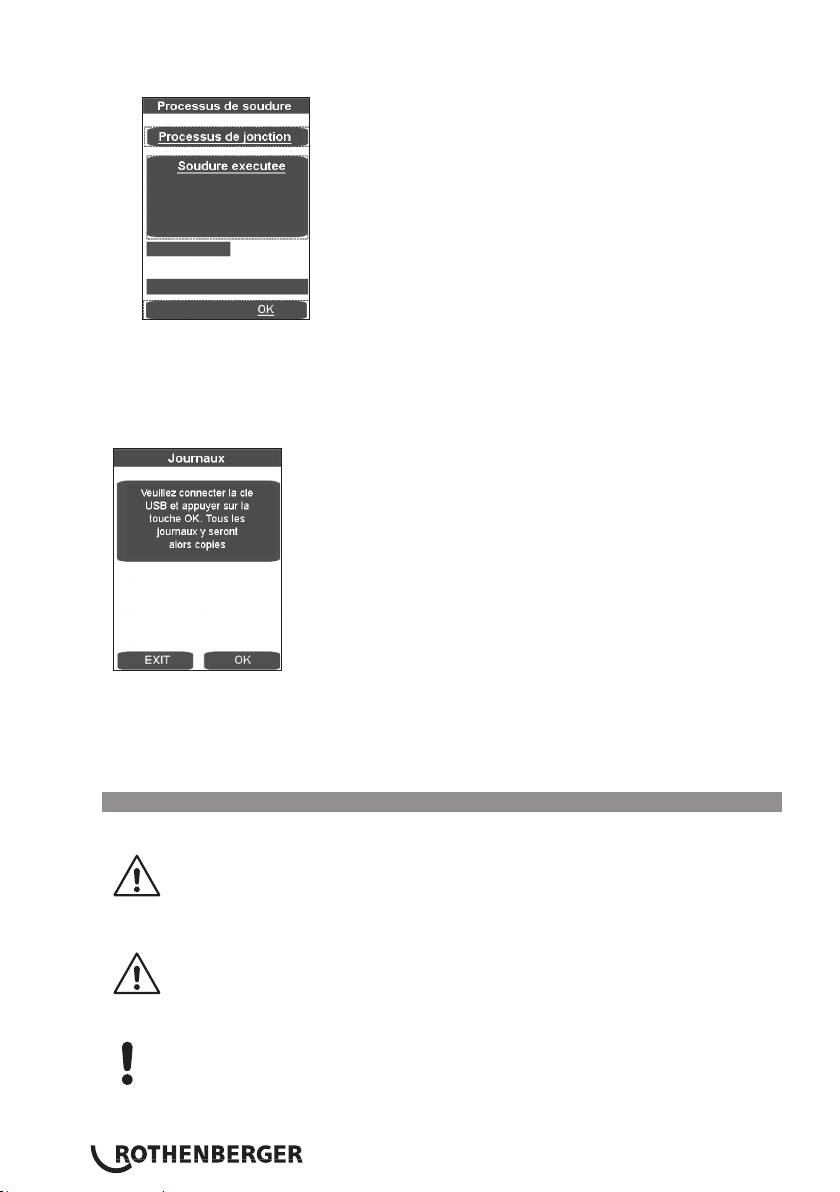
Replacer l’élément de chauffe dans le boîtier de rangement
Une fois la durée du refroidissement écoulée, le processus de soudage est terminé et
enregistré. Un signal sonore retentit et la pression est automatiquement évacuée.
Sortez du menu en appuyant sur OK.
Évacuez complètement la pression avec la touche (3).
Détendre et retirer les pièces à souder.
Séparer la machine de base. La machine est prête pour le cycle de soudage suivant.
Transmission de journal :
il peut être enregistré dans le menu journaux avec OK pour autant qu’une clé USB soit connectée.
Ensuite, la fenêtre se ferme automatiquement.
Ce fichier journal (protocole) doit être traité avec le logiciel ROTHENBERGER Dataline 2 et un
ordinateur.
Tous les paramètres de soudage sont indiqués dans les tableaux de soudage ci-joints.
FRANÇAIS68
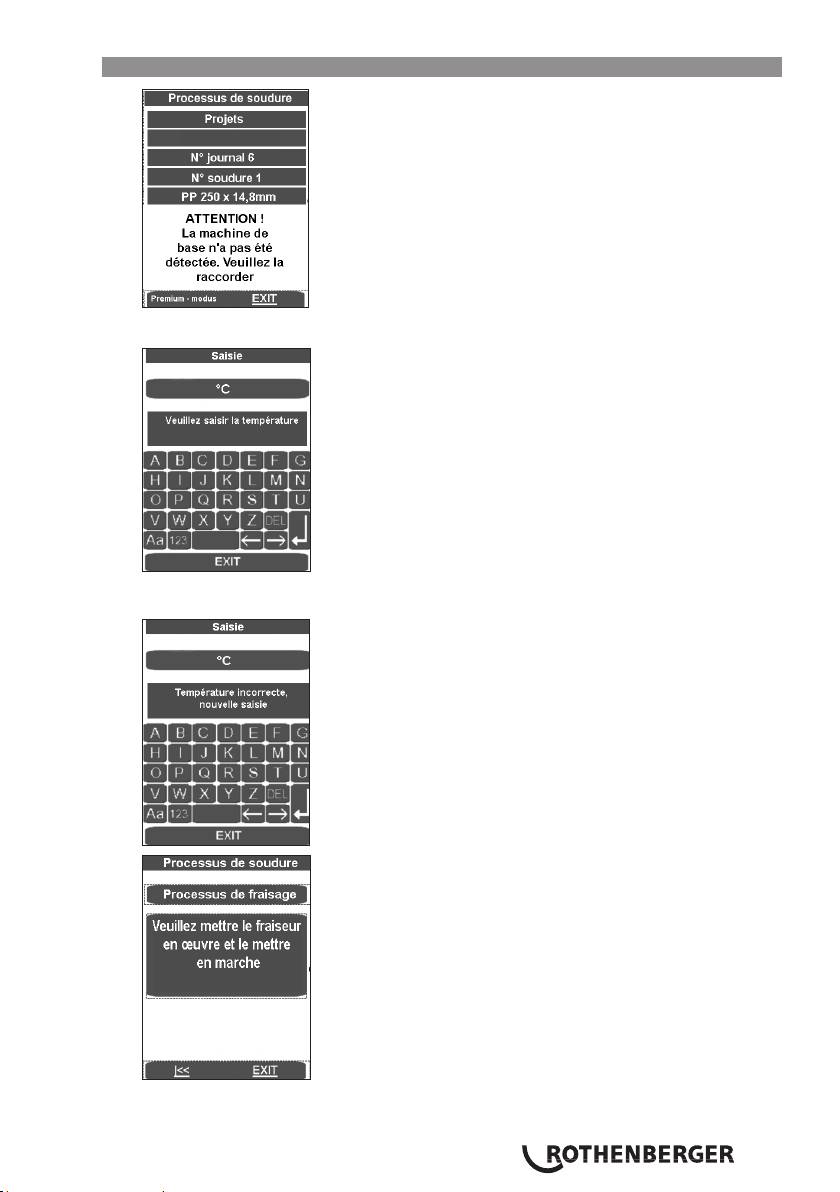
3.2.4 Soudure en mode Premium
Appuyer sur la touche du mode Premium.
Indiquer la température et valider à l’aide de la touche Entrée. Si la température n’a pas été
correctement indiquée, les mentions suivantes apparaissent :
La machine démarre à l‘aide des touches fléchées. Avec EXIT, le programme passe au menu
principal sans sauvegarde.
FRANÇAIS 69

Insérer, la fraise électrique entre les pièces à souder.
P250-355/8-12B: Allumer le moteur de la fraiseuse et bloquer l‘interrupteur.
P500-630/18-24B Plus: Contrôler les sens de rotation! En usine les machines sont
connectées aux bornes pour une rotation à droite.
Mettre la fraise en marche, appuyer les touches (10) et (5) placées sur le groupe hydraulique.
Les disques de rabotages doivent fonctionner dans le sens de coupe, sinon commuter
l’inverseur de phase de la fiche secteur avec l’outil approprié.
Risque de blessure ! Garder une bonne distance de sécurité par rapport à la
l’équipement de fraisage lorsqu’elle fonctionne et ne pas mettre les mains dans
les lames rotatives. N’actionner la fraise qu’après l’avoir rentrée (position de
travail) puis la remettre dans le caisson de rangement prévu à cet effet. Le bon
fonctionnement du commutateur de sécurité dans l’équipement de fraisage doit
être garanti à tout moment, afin d’éviter un démarrage par inadvertance en
dehors de la position de travail.
Rapprocher les éléments de serrage (Appuyer sur les touches 10 + 11). Régler la pression de
fraisage avec le bouton rotatif (4) . Par défaut, possible jusqu’à 20 bar, la pression de fraisage
peut être augmentée jusqu’à 40 bar, voir point 3.5.
Une pression de fraisage peut engendrer la surchauffe et l’endommagement du
mécanisme de fraisage. En cas de surcharge ou d’arrêt de l’entraînement de
l’équipement de fraisage, mettre en marche la machine et réduire la pression (voir
3.5).
Une fois que le copeau atteint une épaisseur constante de < = 0,2 mm, appuyer sur la touche
Fraisage (5), mettre en marche les éléments de serrage (appuyer sur les touches 10 + 8).
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Attendre l’arrêt du disque de rabotage. Retirer la fraise de la machine de base et la placer
dans le boîtier de rangement.
Rapprocher les pièces à usiner avec une faible pression (appuyer sur les touches 10 + 11 et
régler la pression de traction avec le bouton rotatif (4).
FRANÇAIS70
Lorsque la machine se déplace lentement, appuyer sur l’écran. La pression de traction
mesurée s’additionne automatiquement à la pression d’adaptation, de chauffage et de
soudage.
Rapprocher les éléments de serrage, régler la pression adaptée au tube et vérifier le maintien
de la pièce à usiner dans l’outil de serrage.
Garder une bonne distance de sécurité par rapport à la machine. Ne pas se placer
pas dans celle-ci et ne pas y mettre les mains. Tenir les autres personnes à distance
de la zone de travail.
Avec la touche fléchée, le programme retourne
à « Mesure pression viscosité »
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Vérifier que les surfaces de soudage sont planes, parallèles et alignées dans l’axe.
Le décalage axial entre les extrémités des pièces à usiner ne doit pas (conformément à DVS )
dépasser 10 % de l’épaisseur de paroi et l’interstice maxi. entre les surfaces planes ne doit pas
être supérieur à 0,5 mm. Enlever d’éventuels copeaux dans le tube avec un outil propre (par
ex. pinceau).
Attention! Les surfaces fraisées préparées pour le soudage ne doivent pas être touchées avec
les mains et doivent être exemptes de toute impureté!
3.2.4.1 Processus de soudure Premium
Risque de coincement! Toujours respecter un écart sûr par rapport à la machine
lors du rapprochement des outils de serrage et des tubes. Ne jamais se placer dans
la machine!
FRANÇAIS 71
Le masque affiche la température de la plaque chauffante.
La barre d’affichage devient bleue si la température est trop basse et rouge si elle est trop
élevée ; si la température se situe dans la zone de consigne, la barre est verte.
Insérer le corps de chauffe dans la machine de base entre les deux pièces à usiner et vérifier la
position correcte de la plaque chauffante dans les encoches du dispositif d‘extraction.
Rapprocher la machine, la pression d’adaptation de règle automatiquement et maintient la
pression.
Maintenant les paramètres de soudage sont enregistrés, la journalisation est activée.
Si le processus de soudage est interrompu par EXIT (QUITTER), le message « Interruption
par l‘utilisateur » apparaît. La pression est interrompue et les paramètres de soudage sont
enregistrés. Validez le message par OK. Le programme passe au menu principal.
La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La pression
effective apparait dans l’affichage (2).
Dès que la hauteur nécessaire de renflement est atteinte sur l’ensemble de la périphérie
des deux conduites, relâcher la pression à l’aide de la touche Automatique (1). Le temps de
préchauffage t1 commence à s’écouler.
FRANÇAIS72
Régler la pression de manière à garantir un appui régulier, presque sans pression des
extrémités des pièces à usiner avec l’élément de chauffe.
Un signal acoustique retentit peu de temps avant la fin de la durée de préchauffage.
Lorsque la durée de préchauffage s’est écoulée, séparer les pièces à usiner, retirer le corps de
chauffe et rapprocher les extrémités des pièces à usiner.
Juste avant le contact des extrémités des pièces (env. 1 cm), arrêtez le rapprochement
en relâchant les touches et appuyez à nouveau immédiatement. La pression augmente
linéairement á la pression de soudage correspondante.
Lorsque la pression de soudage est atteinte, le programme saute automatiquement au
soudage et la minuterie t4 démarre.
La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La barre
inférieure affiche la durée. La pression effective apparait dans l’affichage (2) et la durée de
soudage t4 restante dans l’affichage (9).
Attention : maintenir la touche validation (10) et machine fermée (11) jusqu’à l’obtention
de la pression de soudage, ensuite l’hydraulique s’éteint et la touche peut être lâchée.
La pression est surveillée et réglée automatiquement. Faire vérifier le système hydraulique en
cas de pompage ultérieur trop fréquent (perte de pression importante).
Replacer l’élément de chauffe dans le boîtier de rangement
FRANÇAIS 73
Une fois la durée du refroidissement écoulée, le processus de soudage est terminé et
enregistré. Un signal sonore retentit et la pression est automatiquement évacuée.
Sortez du menu en appuyant sur OK.
Évacuez complètement la pression avec la touche (3).
Détendre et retirer les pièces à souder.
Séparer la machine de base. La machine est prête pour le cycle de soudage suivant.
Transmission de journal :
il peut être enregistré dans le menu journaux avec OK pour autant qu’une clé USB soit connectée.
Ensuite, la fenêtre se ferme automatiquement.
Ce fichier journal (protocole) doit être traité avec le logiciel ROTHENBERGER Dataline 2 et un
ordinateur..
Tous les paramètres de soudage sont indiqués dans les tableaux de soudage ci-joints.
3.2.5 Mise hors service
Mettre le groupe hydraulique à l’arrêt avec la touche (6).
Laisser refroidir l’élément thermique ou le ranger de manière à ce qu’il ne puisse
enflammer de subtances situées à proximité!
Débrancher l’équipement de fraisage, l’élément thermique et l’unité hydraulique et enrouler
les câbles.
Le groupe hydraulique doit être transporté et stocké uniquement à la verticale.
Lorsqu’il est positionné en biais, de l’huile s’échappe au niveau du bouchon de
ventilation muni d’une jauge!
Détacher les flexibles hydrauliques et les enrouler.
Attention! Protéger les raccords contre les impuretés!
FRANÇAIS74

3.3 Exigences générales
Etant donné que les conditions atmosphériques et ambiantes ont une influence décisive sur
ère
ème
ème
le soudage, les prescriptions correspondantes des directives DVS 2207, 1
, 11
et 15
parties, doivent absolument être respectées. En dehors de l’Allemagne, les directives nationales
correspondantes sont valides.
( Les travaux de soudage doivent être constamment et soigneusement surveillés !)
3.4 Remarques importantes concernant les paramètres de soudage
Tous les paramètres de soudage nécessaires comme la température, la force et la durée sont
ère
ème
ème
indiqués dans les directives DVS 2207, 1
, 11
et 15
parties. En dehors de l’Allemagne, les
directives nationales correspondantes sont valides.
Achat: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Au cas par cas, les paramètres d’usinage spécifiques aux matériaux des fabricants de tubes
devront absolument être demandés.
Les paramètres de soudage mentionnés dans les tableaux de soudage joints sont des valeurs
indicatives pour lesquelles la société ROTHENBERGER décline toute garantie !
Les valeurs pour la pression de compensation et d’assemblage indiquées dans les tableaux de
soudage ont été calculées avec la formule suivante:
Surface soudée A [mm²] x facteur de soudage SF [N/mm²]
Pression P [bar]=
Surface des vérins Az [cm²] x 10
Facteur de soudage (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(La surface totale des vérins de ROWELD P 250/8 B est de 6, 26 cm²)
(La surface totale des vérins de ROWELD P 355/12 B est de 6, 26 cm²)
(La surface totale des vérins de ROWELD P 500/18 B et de P 630/24 B est de 14, 13 cm²)
(La surface totale des vérins de ROWELD P 630/24 B Plus est de 22, 38 cm²)
3.5 Régler les paramètres
Régler les paramètres avec l’autorisation « Soudeur » :
Appuyer env. 3 sec, sur le bouton rotatif (4), jusqu‘à ce que P001 clignote dans l’affichage
supérieur (2).
Sélectionner les paramètres désirés de P001 à P009 avec le bouton rotatif (4). Si cette valeur
doit être modifiée ou affichée, appuyer brièvement sur le bouton rotatif (4), la valeur (par
défaut) clignote dans l’affichage inférieur (9).
Régler la valeur avec le bouton rotatif (4) et appuyer de nouveau brièvement sur le bouton
rotatif (4), ensuite le paramètre reclignote dans l’affichage supérieur(2).
Appuyer sur la touche de validation du menu (10) pour terminer, les valeurs s’enregistrent.
Régler les paramètres avec l’autorisation « Maître » :
Appuyer sur le bouton rotatif env. 6 sec. (4), en premier, le paramètre P001 clignote dans
l’affichage supérieur (2), puis « CodE » apparait et le trait clignote au début de l’affichage
inférieur (9).
Saisir le code avec le bouton rotatif (4) puis appuyer brièvement sur le bouton rotatif (4)
(code = 8001 - lors de la première mise en service, le code peut être modifié à volonté depuis
le paramètre P100).
Sélectionner les paramètres désirés de P101 à P114 avec le bouton rotatif (4). Si cette valeur
doit être modifiée ou affichée, appuyer brièvement sur le bouton rotatif (4), la valeur (par
défaut) clignote dans l’affichage inférieur (9).
Régler la valeur avec le bouton rotatif (4) et appuyer de nouveau brièvement sur le bouton
rotatif (4), ensuite le paramètre reclignote dans l’affichage supérieur(2).
Appuyer sur la touche de validation du menu (10) pour terminer, les valeurs s’enregistrent.
FRANÇAIS 75

Nom des
Désignation Par
Unité min max Autorisation
paramètres
défaut
P001 Fonction économie d’énergie
99 min 0 99 Soudeur
Temps restant
P002* Fonction d’économie de
0 0 3 Soudeur
puissance active
P003 Offset Température de plaque de
5 °C -25 25 Soudeur
chauffe
P004 Pmax de fraisage 20 bar 10 50 Soudeur
P005 Pression de consigne 1/10 bars Soudeur
P006 Température de consigne 210 °C P103 P104 Soudeur
P007 Minuterie T1 valeur de consigne 45 sec 1 1500 Soudeur
P008 Minuterie T4 valeur de consigne 6 min 1 99 Soudeur
P009 Pdém de fraisage 10 bar 0 P004 Soudeur
P101 Divergence avec le pompage
5 % 1 50 Maître
ultérieur
P102 Durée de mise en marche après
10 1/10 sec 0 100 Maître
le fraisage
P103 Température de réglage (min) 160 °C 0 300 Maître
P104 Température de réglage (max) 270 °C 0 300 Maître
P105 Touche verrouillage (oui/non) 5 sec 0 50 Maître
P106 Pression de mise en marche 135 bar 10 160 Maître
P107 Délai de préchauffage pur la
50 1/10 sec 0 200 Maître
mise en marche de la sonnerie
P100 Modifier le code 8001 Maître
* P002 - Fonction d’économie de puissance:
0 - aucune,
1 – lorsque la fraiseuse fonctionne, l‘élément de chauffage est hors service,
2 – lorsque le moteur hydraulique fonctionne, l‘élément de chauffage est hors service,
3 - lorsque t4 fonctionne, l’élément de chauffage est hors service.
3.6 Régler l‘heure et la date
Fermer le programme en cliquant dans le coin supérieur gauche.
FRANÇAIS76

Appuyer sur démarrage, paramètres et ensuite panneau de contrôle.
La barre de démarrage est masquée et peut être affichée en appuyant sur le coin inférieur
gauche.
Cliquer date/heure
Ajuster le masque de saisie en touchant et déplaçant la barre de la date et de l’heure.
Sélectionner le fuseau horaire correspondant ou saisir l’heure actuelle.
Attention ! Vérifiez à AM / PM ! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
FRANÇAIS 77

Confirmer avec « Apply » et « OK ». Fermer le panneau de contrôle avec X.
Appuyer sur les touches « Start » et « Run ».
Saisir reboot sur le clavier et appuyer sur « OK », l’ordinateur redémarre.
3.7 Créer ou sélectionner la configuration de la machine
Appuyer sur la touche PARAMÈTRES pour créer ou sélectionner la configuration de machine.
FRANÇAIS78
