Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 14
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
(Kokonaissylinteripinta koneelle ROWELD P 250/8 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 355/12 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 500/18 B ja P 630/24 B on 14, 13 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 630/24 B Plus on 22, 38 cm²)
3.5 Parametrien asetus
Parametrien asetus oikeutuksilla „Hitsaaja“:
Paina säädintä (4) pitkään (noin 3 s), kunnes P001 ylemmässä näytössä (2) vilkkuu.
Valitse säätimellä (4) haluttu parametri P001 - P009. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
Parametrien asetus oikeutuksilla „Työnjohtaja“:
Paina säädintä (4) pitempään (noin 6 s), jolloin ensin parametri P001 vilkkuu ylemmässä
näytössä (2), sitten „CodE“ ja alemmassa näytössä (9) ensimmäisen kohdan viiva vilkkuu.
Syötä Code säätimellä (4) ja paina sen jälkeen lyhyesti säädintä (4) (Code = 8001 –
ensimmäisellä käytönotolla, parametrilla P100 tämä Code voi muuttaa halutulla tavalla).
Valitse säätimellä (4) haluttu parametri P101 - P114. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
Parametrin
Nimitys default Yksikkö min max Oikeutus
nimi
P001 Energiansäästötoiminto aika
99 min 0 99 Hitsaaja
jäljellä
P002* Tehonsäästötoiminto aktiivinen 0 0 3 Hitsaaja
P003 Offset lämpölevyn lämpötila 5 °C -25 25 Hitsaaja
P004 Pmax jyrsittäessä 20 baari 10 50 Hitsaaja
P005 Tavoitepaine 1/10baari Hitsaaja
P006 Tavoitelämpötila 210 °C P103 P104 Hitsaaja
P007 Ajastin T1 asetusarvo 45 s 1 1500 Hitsaaja
P008 Ajastin T4 asetusarvo 6 min 1 99 Hitsaaja
P009 Pstart jyrsittäessä 10 baari 0 P004 Hitsaaja
P101 Poikkeama jälkipumppaukseen 5 % 1 50 Työnjohtaja
P102 Aukiajoaika jyrsinnän jälkeen 10 1/10s 0 100 Työnjohtaja
P103 Asetuslämpötila (min) 160 °C 0 300 Työnjohtaja
P104 Asetuslämpötila (max) 270 °C 0 300 Työnjohtaja
P105 Painikkeiden lukitus (kyllä/ei) 5 s 0 50 Työnjohtaja
P106 Aukiajon paine 135 baari 10 160 Työnjohtaja
P107 Aika ennen äänimerkin
50 1/10s 0 200 Työnjohtaja
antamista
P100 Muuta Code 8001 Työnjohtaja
P002 - Energiansäästötoiminto:
0 - ei mitään,
1 - kun jyrsin on käynnissä, lämpövastus kytketään pois päältä,
2 - kun hydraulimoottori on käynnissä, lämpövastus kytketään pois päältä,
3 - kun t4 on käynnissä, lämpövastus kytketään pois päältä.
SUOMI 259

3.6 Ajan ja päivämäärän asetus
Sulje ohjelma napauttamalla vasenta yläkulmaa.
Paina Start, Setting ja sen jälkeen Control Panel.
Käynnistyspalkki on piilotettu ja sitä voidaan tuoda esille painamalla vasenta alakulmaa.
Napauta Date/Time
SUOMI260
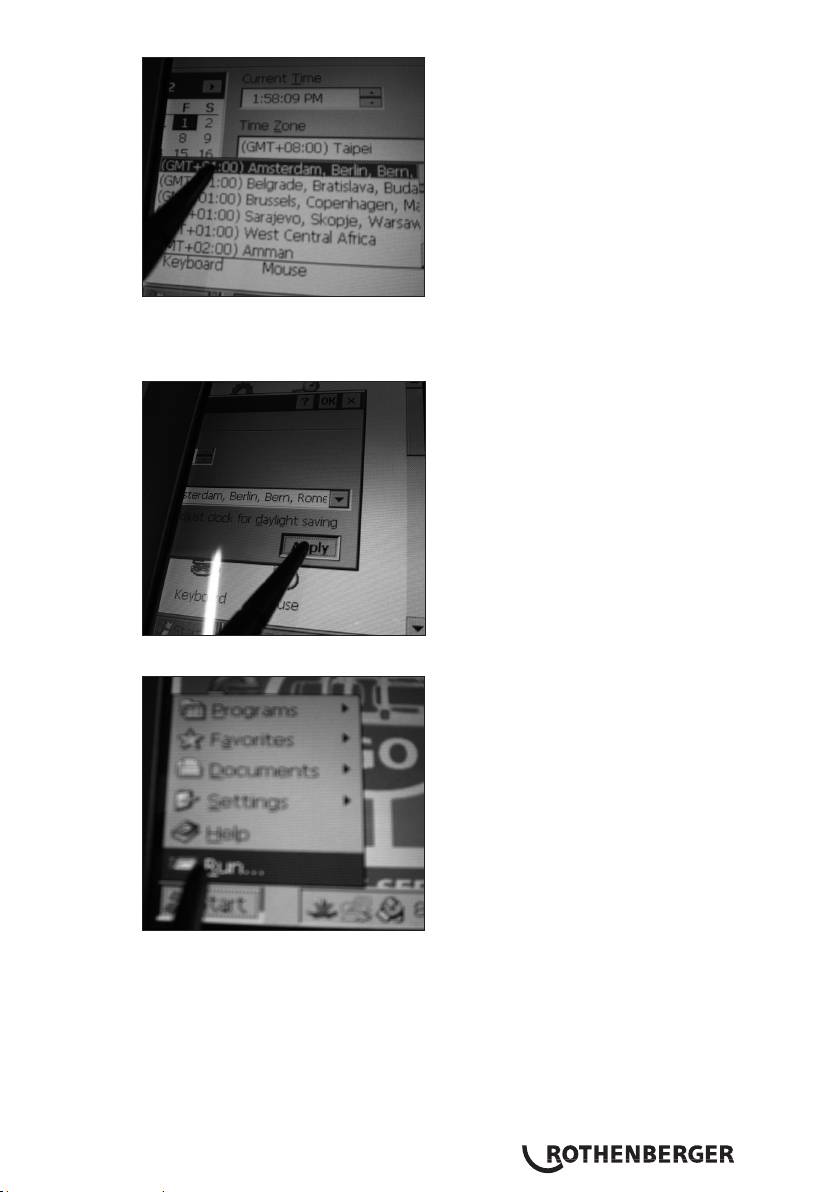
Avaa syöttökenttä koskettamalla ja siirtämällä Date/Time-palkkia. Valitse sinulle oikea
aikavyöhyke tai anna kellonaika Current Time.
Huomio! Ota AM / PM huomioon! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Vahvista painamalla „Apply“ ja „OK“. Sulje Controlpanel painamalla X.
Paina painikkeet „Start“ ja „Run“.
SUOMI 261
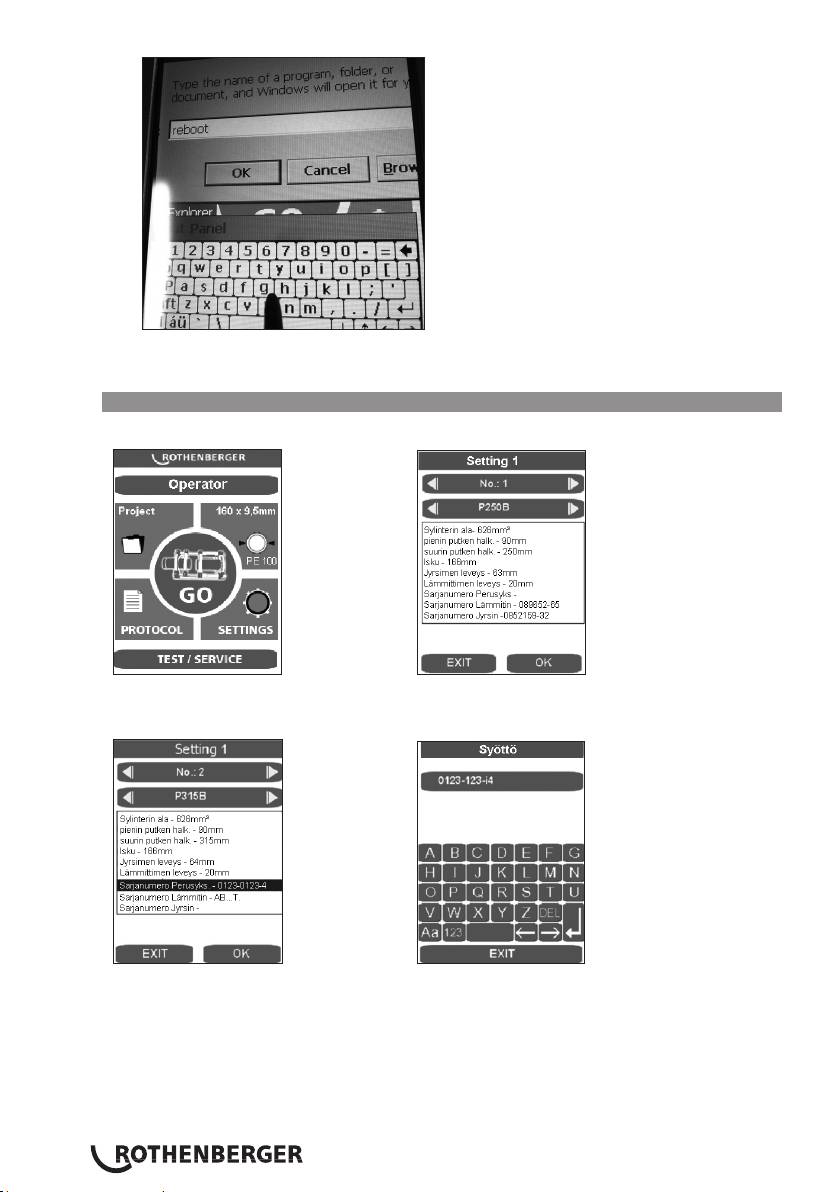
Syötä esiin tulevalle näppäimistölle reboot ja paina „OK“, jonka jälkeen PC käynnistyy
uudelleen.
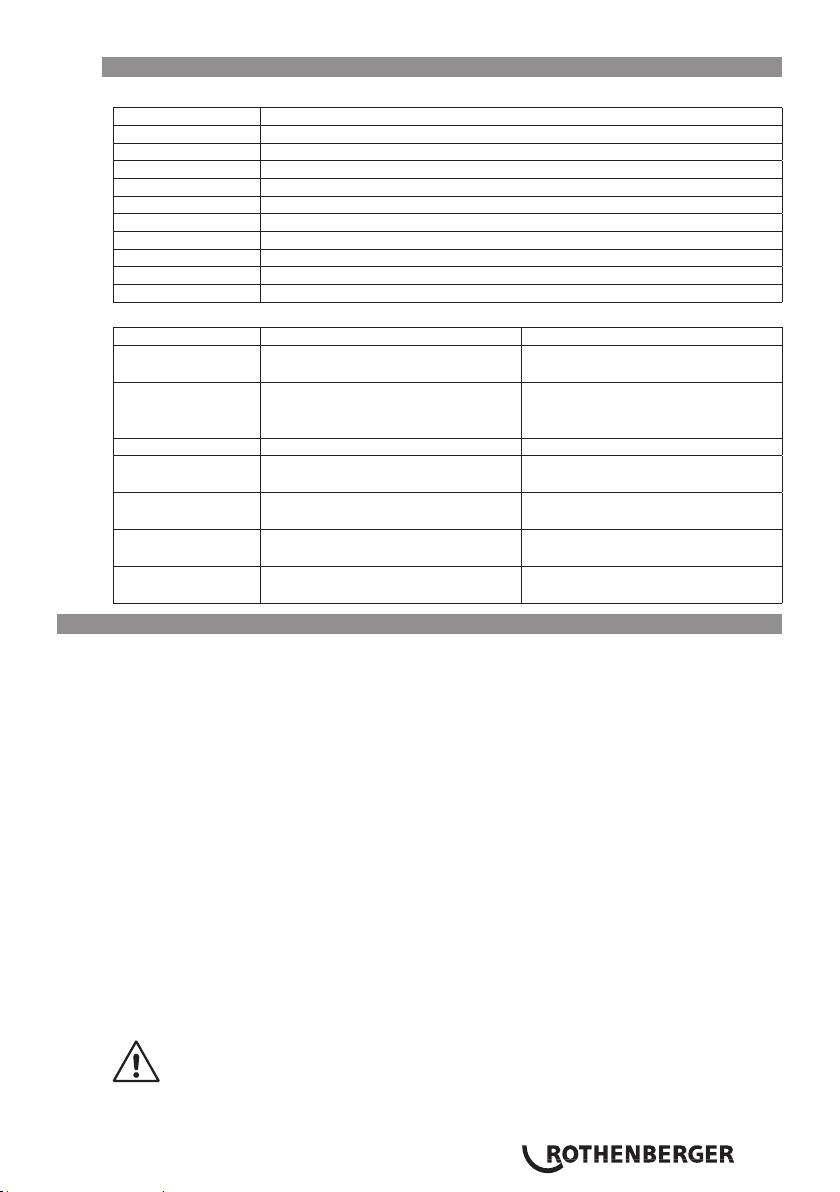
3.7 Konfigurointien luominen ja valitseminen
Paina painiketta SETTINGS luodaksesi tai valitaksesi koneelle konfiguroinnin.
Nuolinäppäimillä haluttu koneen konfigurointi voidaan valita.
Luodaksesi uuden konfiguroinnin, käynnistä nuolinäppäimellä oikealle seuraava numero, esim. 2.
Kun kyseistä näyttökenttää painetaan ilmestyy syöttölomake. Tietoja voi poistaa painamalla DEL ja
sen jälkeen syöttää uusia. Nämä tiedot siirtyvät myöhemmin myös protokollaan.
SUOMI262
3.8 Vikailmoituksia
Touch-PC ja protokolla:
Vikailmoitus Nimitys
Code 1 Sulatuspaine liian korkea
Code 2 Sulatuspaine liian alhainen
Code 4 Jälkilämmityspaine liian korkea
Code 64 Muuntoaika liian pitkä
Code 128 Paineennostoaika liian pitkä
Code 256 Hitsauspaine liian korkea
Code 512 Hitsauspaine liian alhainen
Code 2048 Lämpöelementti liian kylmä
Code 4096 Keskeytys käyttäjän toimesta
Code 131072 Lämpöelementti liian kuuma
Ohjaus
Vikailmoitus Nimitys Häiriön poistaminen
SER Huoltopäivämäärä saavutettu,
Suorita huolto
huoltoa pitää suoritta
ERR1 Absoluuttinen paine ei saavuteta Tarkista öljytaso, tarkista
paineanturi, venttiili viallinen,
moottori viallinen
PE-2 Paineanturi -24V virheellinen Vaihda paineanturi
ERR5 Öljyn lämpötila 70°C – Seis! Odota kunnes öljyn lämpötila on
alle 50°C
HE-1 Lämpöelementti ei ole liitetty,
Vaihda anturi
anturikatkos
HE-0 Lämpöelementti liian kuuma Mittaa lämpötila, takista säädöt,
vaihda anturi
HE-2 Lämpöelementti liian kylmä Mittaa lämpötila, takista säädöt,
vaihda anturi
4 Hoito ja huolto
Koneen toimivuuden säilyttämiseksi täytyy huomioida seuraavat seikat:
• Ohjauskiskot on pidettävä puhtaina. Jos niiden pinta on vahingoittunut ohjauskiskoja täytyy
vaihtaa, koska tämä mahdollisesi voi johtaa paineen vähenemiseen.
• Virheettömän hitsausjäljen saavuttamiseksi, lämpöelementtiä täytyy ehdottomasti pitää
puhtaana. Jos pinnassa on vaurioita, täytyy uusia lämpöelementin pinnoitus tai vaihtaa sitä
uuteen. Materiaalijäämiä lämpöpeilillä huonontavat tarttumattomuusominaisuudet ja niitä
pitäisi poistaa kuiduttomalla paperilla ja etanolilla (kun lämpöelementti on kylmä).
• Hydrauliikkaöljy (HLP – 46, Art. Nr.: 53649) täytyy vaihtaa 12 kuukauden välein.
• Toimintahäiriöiden välttämiseksi täytyy säännöllisesti tarkistaa että hydrauliikkayksikkö on
tiivis, että sen ruuvikiinnitykset ovat kunnolla kiinni ja että sähkökaapeli on kunnossa.
• Hydrauliset pikaliittimet hydrauliikkayksiköllä ja letkuilla täytyy suojata lialta. Jos ne likaantuva
liittimiä täytyy puhdistaa ennen liittämistä.
• Jyrsinyksikkö on varustettu kahdella molemmanpuoleisesti teroitetuilla veitsillä. Jos
leikkausteho vähenee veitset voi kääntää tai vaihtaa uusiin.
• Täytyy aina pitää huolen siitä, että työstettävät putket tai työkappaleiden päädyt, varsinkin
niiden päätypinnat ovat puhtaita, koska veitsien käyttöaika vähenee muussa tapauksessa.
DVS 2208 -ohjeen mukaisesti valmistaja tai valmistajan valtuuttama huoltoliike
täytyy suorittaa vuotuinen hitsauslaitteen tarkistus. Jos koneen kuormitus on
keskimääräistä suurempi, tarkistusvälejä tulisi lyhentää.
SUOMI 263
4.1 Kone- ja työkaluhoito
(Huomioi huolto-ohjeet kohdassa 4!)
Terävillä ja puhtailla työkaluilla saadaan paremmat työtulokset aikaan ja ne ovat turvallisempia.
Vaihda viipymättä tylsiä, rikkinäisiä tai puuttuvia osia uusiin. Tarkista että lisälaite on turvallisesti
yhdistetty koneeseen.
Käytä ainoastaan alkuperäisiä osia huoltotöissä. Vain ammattitaitoinen henkilökunta saa suorittaa
korjaustöitä koneella.
Irrota kone sähköverkosta jos sitä ei käytetä, kun sitä hoidetaan ja huolletaan ja ennen kuin osia
vaihdetaan.
Ennen kuin konetta kytketään sähköverkkoon uudestaan täytyy varmistaa, että kone ja lisälaitteet
ovat pois päältä.
Jos käytetään jatkojohtoja, täytyy tarkistaa näiden turvallisuus ja toiminta. Vain ulkokäyttöön
hyväksyttyjä kaapeleita saa käyttää.
Työkaluja ja koneita ei saa käyttää jos kuoret tai käsinojat, varsinkin muovisia sellaisia, ovat
haljenneet tai irti.
Lika ja kosteus sellaisissa halkeamissa johtaa sähkövirtaa. Tämä voi johtaa sähköiskuun, mikäli
koneen tai työkalun eristyksessä on vika.
Huomautus: Viittaamme edelleen määräyksiin onnettomuuksien ennaltaehkäisemiseksi.
5 Tarvikkeet
Sopivat tarvikkeet ja tilauskaavake löytyvät sivulta 451.
6 Kierrätys
Koneessa on osia, jotka voidaan toimittaa uusiokäyttöön. Tätä varten on hyväksynnän
ja sertifikaatin saaneita kierrätysyrityksiä. Uusiokäyttöön soveltumattomien osien (esim.
elektroniikkaromu) ympäristöystävällisistä jätehuoltomahdollisuuksista saat tietoa paikallisilta
jätehuoltoviranomaisilta.
Koskee vain EU-maita:
Älä heitä sähkötyökaluja sekajätteisiin! Eurooppalaisen sähkö- ja elektroniikkaromusta
annetun direktiivin 2012/19/EY ja sen voimaansaattavien kansallisten säädösten mukaisesti
tulee käytöstä poistetut sähkötyökalut kerätä erikseen uudelleenkäyttöä varten.
SUOMI264
Spis treści Strona
1 Wskazówki dotyczące bezpieczeństwa 266
1.1 Wskazówki dotyczące bezpieczeństwa 266
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń 266
2 Dane techniczne, patrz zeszyt „dane techniczne”
3 Funkcjonowanie urządzenia 268
3.1 Opis urządzenia 268
3.1.1 Maszyna podstawowa (vyobr. A) 268
3.1.2 Agregat hydrauliczny (vyobr. B) 268
3.2 Instrukcja obsługi 269
3.2.1 Rozruch 269
3.2.2 Przygotowania do przeprowadzenia zgrzewania 272
3.2.3 Proces zgrzewania 276
3.2.4 Zgrzewanie w trybie premium 279
3.2.4.1 Proces zgrzewania w trybie premium 281
3.2.5 Wyłączenie maszyny 284
3.3 Ogólne wymagania 285
3.4 Ważne wskazówki dotyczące parametrów zgrzewania 285
3.5 Ustawianie parametrów 285
3.6 Ustawianie daty i godzony 286
3.7 Tworzenie i wybieranie konguracji maszyny 289
3.8 Komunikaty o błędach 289
4 Utrzymywanie w dobrym stanie i konserwacja 290
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie 291
5 Dodatkowe wyposażenie 291
6 Utylizacja 291
Oznakowanie w tym dokumencie:
Niebezpieczeństwo!
Ten znak ostrzega przed zagrożeniem dla ludzi.
Uwaga!
Ten znak ostrzega przed możliwością powstania zagrożenia dla dóbr mate-
rialnych i środowiska naturalnego.
Wezwanie do działania
POLSKI 265
1 Wskazówki dotyczące bezpieczeństwa
1.1 Wskazówki dotyczące bezpieczeństwa
Urządzenia ROWELD P250-630/8-24B Plus Premium CNC należy stosować wyłącznie do
zgrzewania rur PE, PP i PVDF zgodnie z danymi technicznymi.
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń
UWAGA! Podczas użytkowania elektronarzędzi należy, w celu ochrony przed
porażeniem elektrycznym, odniesieniem obrażeń i niebezpieczeństwem spowodowa-
nia pożaru, należy przestrzegać następujących środków bezpieczeństwa.
Przed przystąpieniem do pracy z elektronarzędziami przeczytać wszystkie
zamieszczone tu wskazówki i przetrzymywać instrukcję ze wskazówkami
bezpieczeństwa w bezpiecznym miejscu.
Konserwacja i utrzymanie w dobrym stanie:
1 Regularne czyszczenie, konserwacja i smarowanie. Zawsze przed przystąpieniem do
ustawiania, prac związanych z utrzymaniem w dobrym stanie lub naprawą wyjmij wtyczkę
z gniazdka sieciowego.
2 Naprawę urządzenia powierzać wyłącznie wykwalikowanemu personelowi, a także
do napraw stosować wyłącznie oryginalne części zamienne. W ten sposób można
zapewnić bezpieczeństwo urządzenia.
Bezpieczna praca:
1 Utrzymuj porządek w miejscu pracy. Brak porządku w miejscu pracy może doprowadzić
do wypadków.
2 Zwracaj uwagę na warunki otoczenia. Nie wystawiaj elektronarzędzi na deszcz. Nie
używaj elektronarzędzi w wilgotnym lub mokrym otoczeniu. Zadbaj o dobre oświetlenie w
miejscu pracy. Nie używaj elektronarzędzi gdy występuje zagrożenie wybuchu pożaru lub
eksplozji.
3 Chroń się przed porażeniem prądem elektrycznym. Unikaj kontaktu z uziemionymi
elementami (np. rurami, wentylatorami, piecykami elektrycznymi, urządzeniami
chłodniczymi).
4 Trzymaj z dala inne osoby. Nie zezwalaj na dotykanie elektronarzędzi przez inne osoby,
w szczególności dzieci. Nie dopuszczaj innych osób, w tym dzieci, do obszaru pracy.
5 Nieużywane elektronarzędzia przechowuj w bezpiecznym miejscu. Nieużywane
elektronarzędzia należy przechowywać w suchym, wysoko rozmieszczonym lub
zamkniętym miejscu, z dala od zasięgu dzieci.
6 Nie przeciążaj elektronarzędzi. Pracują one lepiej i bezpiecznie w podanym zakresie
mocy.
7 Używaj właściwych elektronarzędzi do właściwych prac. Nie używaj zbyt słabych
maszyn do trudnych prac. Nie używaj elektronarzędzi do celów, do których nie zostały
one przewidziane. Nie używaj np. ręcznej piły tarczowej do cięcia gałęzi drzew lub drewna
kominkowego.
8 Zakładaj odpowiednią odzież. Nie zakładaj szerokiej odzieży ani biżuterii, gdyż elementy
te mogłyby zostać wciągnięte przez ruchome części. Do prac na wolnym powietrzu zaleca
się zakładanie antypoślizgowego obuwia. Długi włosy zakrywaj specjalną siatką.
9 Korzystaj z wyposażenia ochronnego. Zakładaj okulary ochronne. W pracach
wiążących się z silnym zapyleniem używaj maski oddechowej.
10 Podłącz urządzenie do odsysania pyłu. W razie dostępnych przyłączy do odsysania
pyłu i elementów wyłapujących, sprawdź, czy elementy to zostały podłączone i są
prawidłowo używane.
POLSKI266

11 Nie używaj kabla do celów, do których nie został on przewidziany. Nie ciągnij za
kabel przy wyjmowaniu wtyczki z gniazdka sieciowego. Chroń kabel przed wysokimi
temperaturami, kontaktem z olejem i ostrymi krawędziami.
12 Zabezpiecz przedmiot obrabiany. Użyj urządzeń mocujących lub imadła do
unieruchomienia przedmiotu obrabianego. W ten sposób przedmiot będzie pewniej
przytrzymywany, niż w ręku.
13 Unikaj pracy w nienaturalnej postawie ciała. Podczas pracy stale utrzymuj stabilność i
równowagę.
14 Dbaj o narzędzia. Narzędzia do cięcia powinny być zawsze naostrzone i czyste, co
zagwarantuje ich skuteczniejsze działanie. Przestrzegaj wskazówek dotyczących
smarowania i zmiany narzędzia. Regularnie sprawdzaj stan przewodu przyłączeniowego
elektronarzędzia i w razie jego uszkodzenia zwróć się do autoryzowanego punktu
serwisowego. Regularnie sprawdzaj stan przedłużaczy i w razie uszkodzenia wymień je.
Uchwyty narzędzie muszą być suche, czyste i wolne od smaru i oleju.
15 Wyjmij wtyczkę z gniazdka sieciowego. Gdy nie używasz elektronarzędzia, przed
przystąpieniem do konserwacji i zmiany narzędzi, np. tarczy pilarskiej, wiertła, frezu.
16 Nie zostawiaj założonych kluczy narzędziowych. Przed włączeniem sprawdź, czy klucz
i narzędzie nastawcze zostały zdjęte.
17 Unikaj przypadkowego rozruchu urządzenia. Włącznik przy wkładaniu wtyczki do
gniazdka sieciowego musi być wyłączony.
18 Używaj przedłużaczy przystosowanych do pracy na zewnątrz pomieszczeń. W pracy
na zewnątrz pomieszczeń używaj wyłącznie przystosowanych do tego i odpowiednio
oznakowanych przedłużaczy.
19 Zachowaj ostrożność. Zwracaj uwagę na to, co robisz. Zachowaj rozsądek w pracy. Nie
używaj elektronarzędzia, gdy nie możesz się skoncentrować na pracy.
20 Sprawdź, czy urządzenie nie uległo ewentualnym uszkodzeniom. Przed
przystąpieniem do dalszego użytkowania elektronarzędzia należy sprawdzić, czy
urządzenia ochronne lub nieznacznie uszkodzone elementy zapewniają prawidłowe
działanie. Sprawdź, czy ruchome elementy prawidłowo działają, nie blokują się i nie uległy
uszkodzeniu. Wszystkie części muszą być prawidłowo zamontowane i wszystkie warunki
spełnione, w celu zagwarantowania prawidłowego działania elektronarzędzia.
Uszkodzone urządzenia ochronne i części należy przekazać do naprawy lub wymiany
autoryzowanemu punktowi serwisowemu, o ile nie podano inaczej w instrukcji
użytkowania. Uszkodzone włączniki należy wymieniać w warsztacie klienta.
Nie używaj elektronarzędzi, w których nie można włączać i wyłączać włącznika.
21 Uwaga. Używanie innych narzędzi roboczych i innych akcesoriów może stwarzać
niebezpieczeństwo odniesienia obrażeń.
22 Uszkodzone elektronarzędzie przekaż do naprawy wykwalikowanemu elektrykowi.
Niniejsze elektronarzędzie odpowiada obowiązującym przepisom bezpieczeństwa.
Naprawy mogą być wykonywane wyłącznie przez elektryka z zastosowaniem
oryginalnych części zamiennych; w przeciwnym wypadku użytkownik może być narażony
na niebezpieczeństwo wypadku.
2 Dane techniczne, patrz zeszyt „dane techniczne”
POLSKI 267
3 Funkcjonowanie urządzenia
3.1 Opis urządzenia
ROWELD P250-630/8-24B Plus Premium CNC to kompaktowe i przenośne zgrzewarki
doczołowe wyposażone w element grzejny oraz moduł CNC, pozwalający na przechowywanie
i utrzymywanie parametrów zgrzewania zgodnie z wytycznymi DVS i przenoszenie protokołów
przez złącze USB. Te zgrzewarki są specjalnie zaprojektowane do pracy na placu budowy, a
w szczególności, w wykopach do rurociągów. Możliwe jest rownież używanie tych maszyn w
warsztatach.
Dzięki wielostronności zgrzewarki doczołowej „Typ ROWELD“ wykonane mogą zostać w
każdych warunkach użytkowania następujące połączenia zgrzewane rur PE, PP i PVDF o
przekrojach od 90 do 630 mm/5” do 4”:
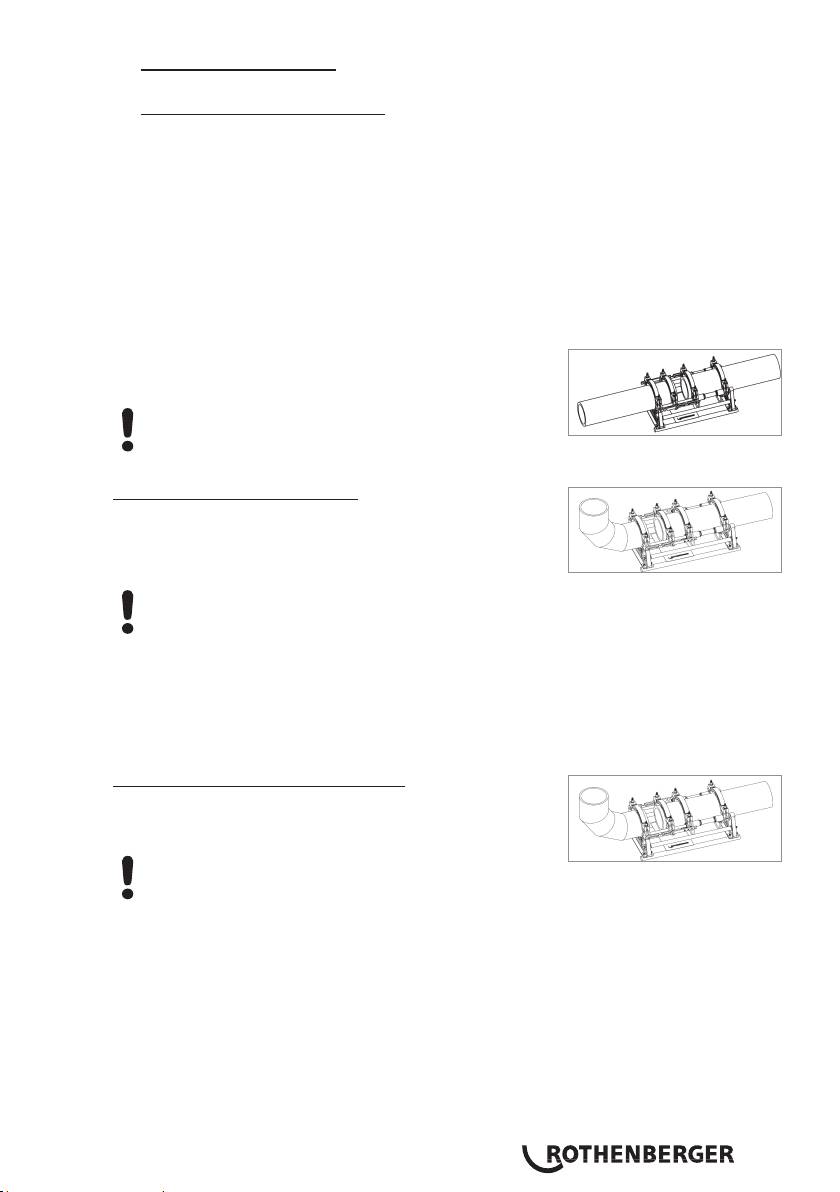
I. Rura - Rura
II. Rura - łuk rurowy
III. Rura - trójnik
IV. Rura - kołnierz wpawany
Głównymi grupami składowymi maszyny są:
maszyny podstawowej, wkładów redukujących, agregatu hydraulicznego z modułem CNC,
głowicy frezującej, elementu grzewczego oraz skrzyni do przechowywania osprzętu.
Podczas zgrzewania kołnierzy wpawanych należy używać czteroszczękowej tarczy
mocującej, którą można nabyć jako osprzęt.
ROWELD P250/8B: Podczas zgrzewania łuków rurowych o wąskim promieniu przy
maksymalnej średnicy zgrzewania przez maszynę, należy użyć dostępnego jako osprzęt
górnego skośnego zacisku.
ROWELD P500-630/18-24B Plus: Do wyjęcia bądź włożenia freza i elementu grzewczego
można użyć elektrycznego urządzenia wydźwigowego, które jest do nabycia jako osprzęt.
3.1.1 Maszyna podstawowa (vyobr. A)
Wkładka odległościowa z nacięciami
1 Ruchome elementy mocujące 3
blokującymi
2 Przesuwalny element mocujący 4 Wyciągacz elementu grzewczego
3.1.2 Agregat hydrauliczny (vyobr. B)
1 Przycisk automatyki 12 Przycisk Timer (czas)
2 Wskaźnik ciśnienia 13 Gniazdo do podłączania urządzenia do
frezowania
3 Przycisk spuszczania ciśnienia 14 Złączka szybkozłącza
4 Pokrętło 15 Wtyczka szybkozłącza
5 Przycisk frezowania 16 Złącze wtykowe elementu grzejnego
6 Przycisk włącznika 17 Wtyczka sieciowa
7 Przycisk grzania 18 Wyłącznik awaryjny
8 "Rozsuwanie" maszyny 19 Komputer dotykowy
9 Wskaźnik temperatury i czasu 20 Wlew oleju z prętowym wskaźnikiem poziomu
10 Przycisk zatwierdzania 21 Złącze USB
11 "Zsuwanie" maszyny
22 Wtyczka maszyny głównej
Agregat hydrauliczny umożliwia obsługę funkcji zgrzewarki oznaczonych następującymi
symbolami:
Przycisk włączania i wyłączania agregatu hydraulicznego
Włączyć element grzejny, naciskając przycisk grzania. Ustawić żądaną
temperaturę elementu grzejnego, naciskając przycisk grzania i obracając
pokrętłem. Wybrana wartość zostanie wyświetlona na wskaźniku tempe-
ratury, po czym wyświetli się z powrotem bieżąca wartość rzeczywista.
POLSKI268
Przy pomocy pokrętła ustawić ciśnienie do frezowania, dopasowywania,
rozgrzewania i łączenia; wartość zostanie pokazana na wskaźniku
ciśnienia. 3 sekundy po zmianie ustawień wyświetlona zostanie wartość
rzeczywista. Parametry robocze wyświetla się i reguluje poprzez
naciśnięcie pokrętła
.
Aby zsunąć łączone elementy, nacisnąć przycisk zatwierdzania i przycisk
„zsuwania“ maszyny.
Przycisk do zwalniania ciśnienia
Aby oddalić od siebie elementy mocujące, nacisnąć przycisk zatwierdzania
i przycisk „rozsuwania“ maszyny.
Nacisnąć przycisk zatwierdzania i przycisk frezowania, aby włączyć gniazdo do
podłączania urządzenia do frezowania. Ciśnienie zostanie automatycznie ustawione
na 10 barów i można je zwiększyć do maksymalnie 20 barów przy pomocy pokrętła.
(W szczególnych przypadkach, np. nachylenia, zmieniając P004 można ustawić
maksymalnie 50 barów)
Włączyć timer, naciskając raz przycisk. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t1 w sekundach. Dłuższe naciśnięcie
przycisku powoduje przełączenie na t4. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t4 w minutach. Krótkie naciśnięcie przy-
cisku timera, kiedy wskaźnik timera t1 lub t2 świeci się, powoduje ręczne
uruchomienie timera.
Naciśnięcie przycisku automatyki powoduje monitorowanie i ewentualne
dostosowanie ustawionego ciśnienia podczas nadgrzewania (timer t1 aktywny) oraz
procesu zgrzewania (timer t4 aktywny)
.
Przycisk zwalniający do potwierdzania parametrów roboczych
3.2 Instrukcja obsługi
Zgrzewarka może być obsługiwana tylko przez upoważniony do tego i dostatecznie
wykwalikowany fachowy personel zgodnie z przepisami DVS 2212 część 1!
Maszyna może być używana tylko przez autoryzowany i wykwalikowany personel
obsługujący!
3.2.1 Rozruch
Przed uruchomieniem zgrzewarki doczołowej należy dokładnie przeczytać
instrukcję obsługi!
Nie używać elementu grzewczego w otoczeniu wybuchowym i nie stykać z
łatwopalnymi materiałami.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przed każdym użyciem należy sprawdzać poziom oleju. Poziom oleju musi
znajdować się pomiędzy oznaczeniem minimalnego poziomu a oznaczeniem
maksymalnego poziomu korka (20) wlewu z prętowym wskaźnikiem poziomu. W
razie potrzeby uzupełnić olejem hydraulicznym HLP 46.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu.
POLSKI 269
W przypadku zagrożenia nacisnąć przycisk zatrzymania awaryjnego (18). Przed
każdym użyciem sprawdzić, czy przycisk zatrzymania awaryjnego nie jest
wyłączony!
Podłączyć oba węże hydrauliczne maszyny głównej do agregatu hydraulicznego przy
pomocy szybkozłącza (14,15) .
Szybkozłącza należy chronić. Nieszczelne złącza należy natychmiast wymienić!
Podłączyć wtyczkę sieciową frezarki do gniazda (13), podłączyć wtyczkę elementu
grzejnego do złącza wtykowego (16) i podłączyć wtyczkę maszyny głównej do złącza
wtykowego (22).
Podłączyć wtyczkę sieciową agregatu hydraulicznego (17) do zasilania, zgodnie z danymi
podanymi na tabliczce znamionowej. Jeśli ekran startowy się nie pojawi, odblokować
przycisk awaryjnego zatrzymania. Włączy się sygnał dźwiękowy, a na ekranie (2) pojawi
się kropka.
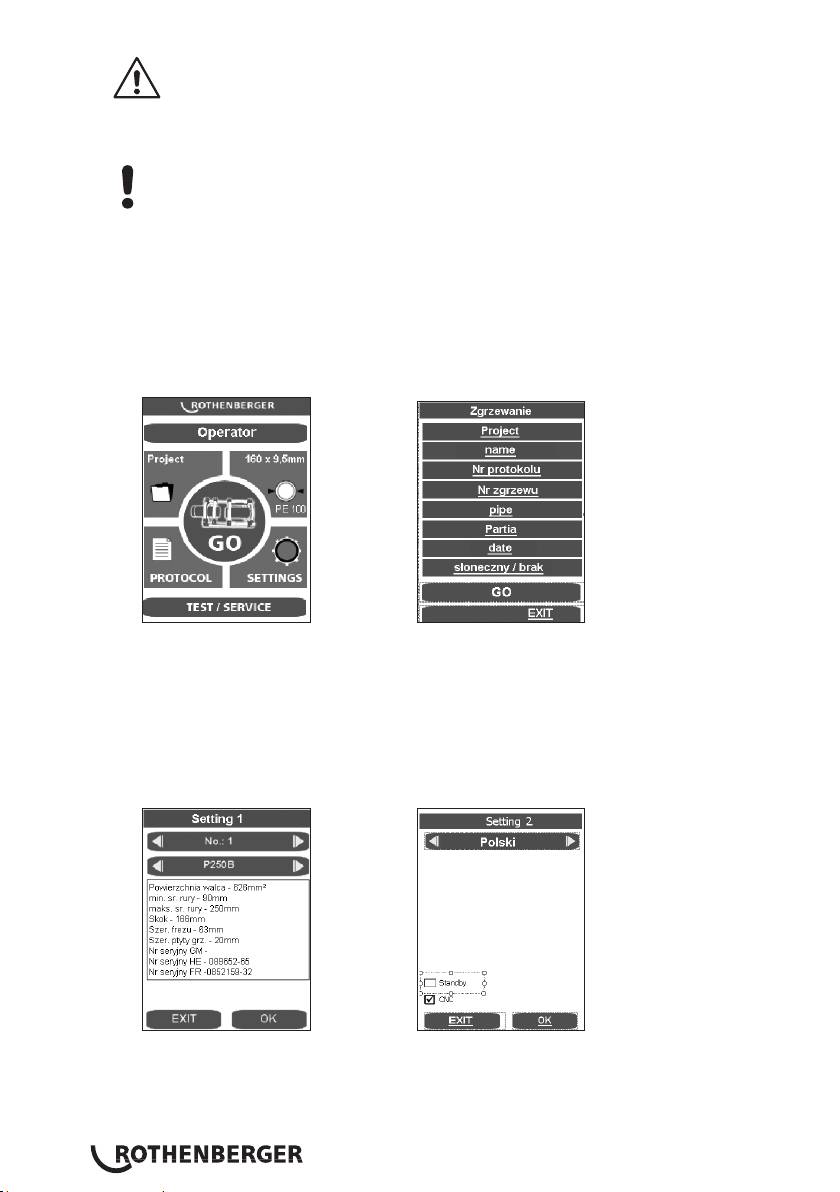
Przy pierwszym uruchomieniu sprawdzić datę i godzinę. W tym celu nacisnąć przycisk
GO. (Aby zmienić, patrz punkt 3.6) . Aby zamknąć menu, nacisnąć EXIT.
Jeśli nie jest podłączona żadna maszyna główna i wciśnięty zostanie przycisk GO,
wyświetli się następujący komunikat:
„Uwaga! Nie rozpoznano maszyny głównej. Proszę podłączyć“
Jeśli po podłączeniu maszyny komunikat o błędzie wyświetla się nadal, oznacza to
wadliwe połączenie, ale nadal możliwe jest zgrzewanie i tworzenie protokołów w trybie
premium (patrz 3.2.4).
Przy pierwszym uruchomieniu ustawić język; domyślnie ustawiony jest język niemiecki.
Aby zmienić, nacisnąć Settings i przełączyć na Setting 2 przy pomocy OK.
Wybrać żądany język przyciskami strzałek i potwierdzić wybór przy pomocy OK. Po
pierwszym zgrzewaniu wybrany język zostanie zapisany.
Ekran można przełączyć w tryb gotowości, przy czym wygaszacz ekranu włączy się, kiedy
hydraulika zostanie wyłączona przyciskiem (6).
POLSKI270
Włączyć agregat hydrauliczny (nacisnąć przycisk (6)).
Po włączeniu element grzejny nagrzewa się.
Na ekranie (9) pokaże się bieżąca temperatura. Regulacja jest aktywna, kiedy na ekranie
świeci kropka. Po osiągnięciu ustawionej temperatury zaświecą obie diody LED (actual
i set) (rzeczywista i ustawiona). Po kolejnych 10 minutach element grzejny jest gotowy do
pracy. Kontrolować temperaturę przy pomocy miernika temperatury.
Aby regulować temperaturę elementu grzejnego, patrz. 3.5.
Niebezpieczeństwo poparzenia! Element grzewczy może osiągnąć temperaturę
do 300°C. Bezpośrednio po użyciu należy włożyć go z powrotem do
przeznaczonej do tego celu skrzyni do przechowywania osprzętu!
Poprzez długie naciśnięcie przycisku (7) można wyłączyć grzanie, po czym kropka na
ekranie zgaśnie (9). Kolejne naciśnięcie powoduje ponowne włączenie grzania.
Hydraulika ROWELD P500-630/18-24B Plus: Sprawdzić kierunek obrotów! Fabrycznie
maszyny są podłączone prawoskrętnie. Zsunąć lub rozsunąć maszynę główną przy
pomocy agregatu hydraulicznego, jeśli maszyna się nie poruszy, przestawić przełącznik
faz przy wtyczce sieciowej odpowiednim narzędziem!
Uwaga: W przypadku błędnego kierunku obrotów nie włączać hydrauliki (ryzyko
zniszczenia)
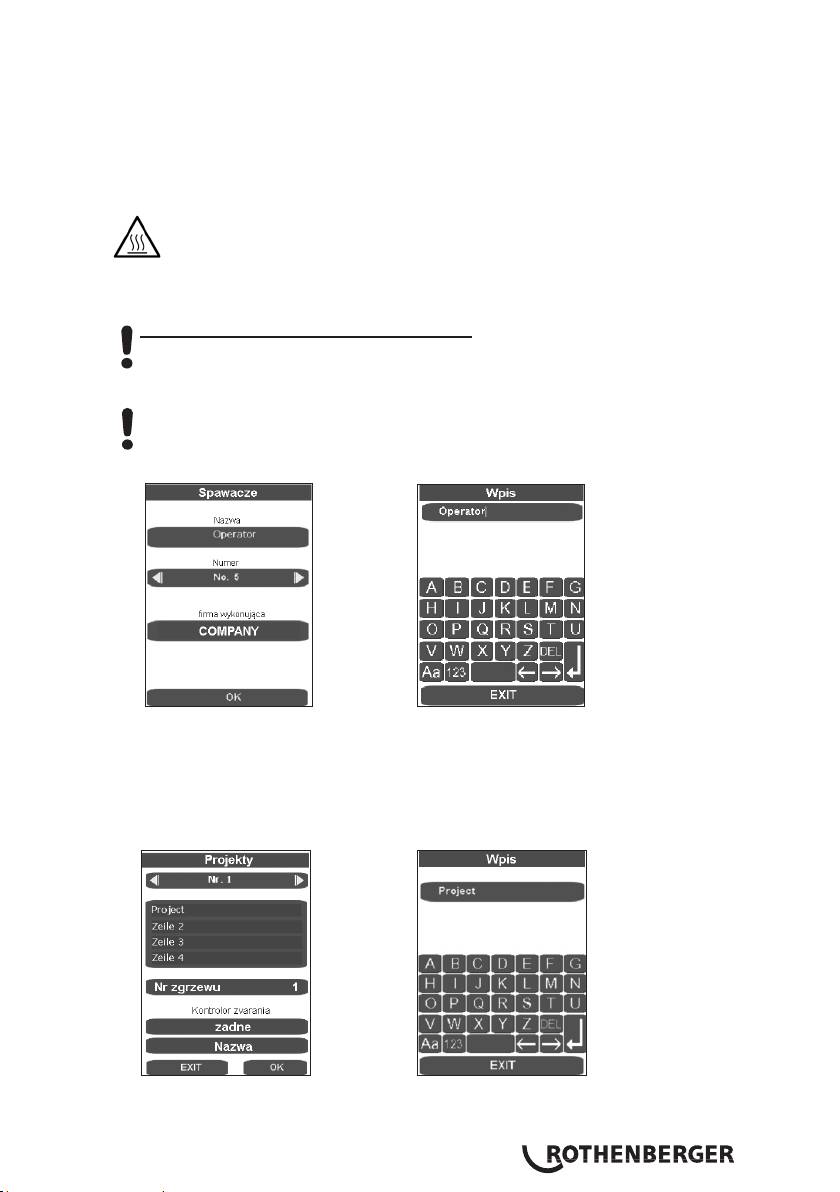
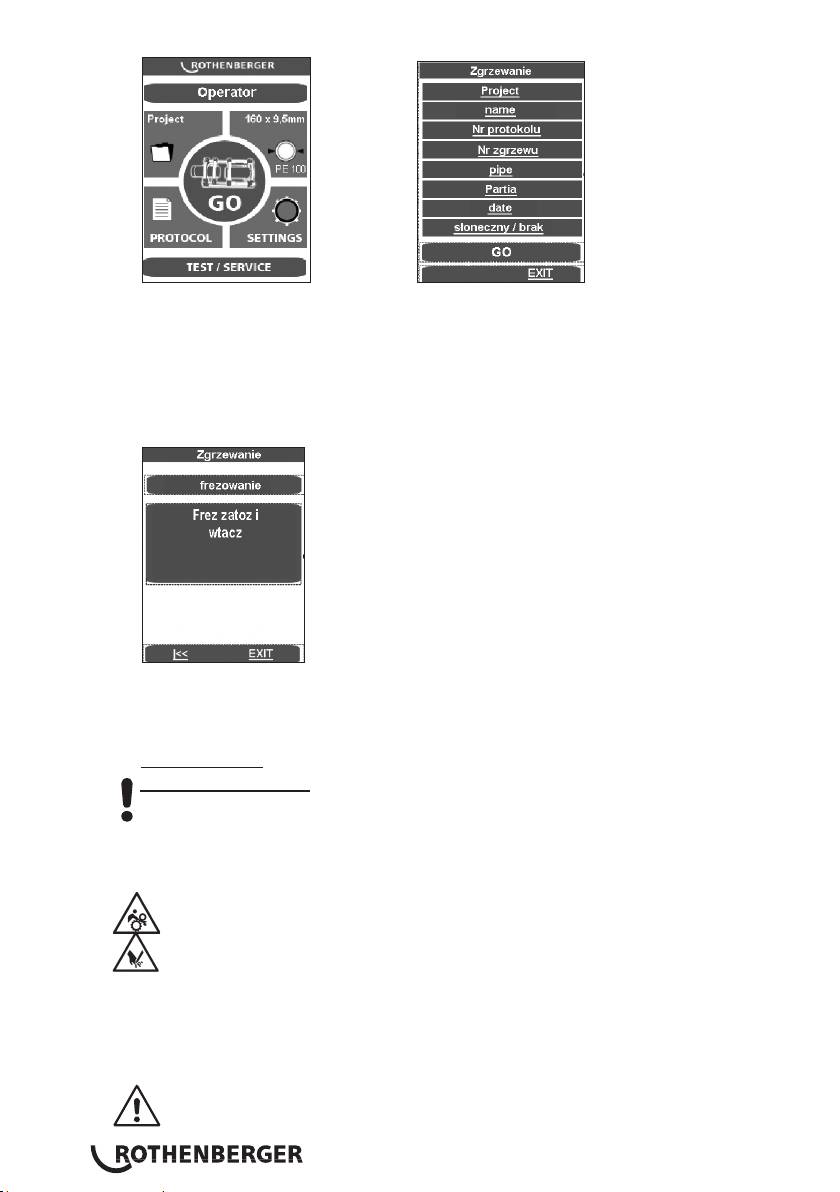
Wpisać nazwę operatora (spawacza) „Operator“ lub wybrać nazwę.
Przy użyciu okien wprowadzania można wybierać zapisanych operatorów, wpisywać
nowe nazwy operatorów (spawaczy) lub też usuwać istniejące nazwy przy użyciu
DEL i wpisywać je na nowo. Wszystkie okna wprowadzania potwierdza się i zapisuje
przyciskiem ENTER lub OK, po czym pojawia się następny krok programu. Po naciśnięciu
przycisku EXIT okno wprowadzania zostanie zamknięte bez zapisywania danych.
Utworzyć lub wybrać projekt.
Przy pomocy okien wprowadzania można wybierać zapisane projekty i wpisywać nowe
nazwy projektów. Zamknąć i zapisać przyciskiem ENTER.
POLSKI 271
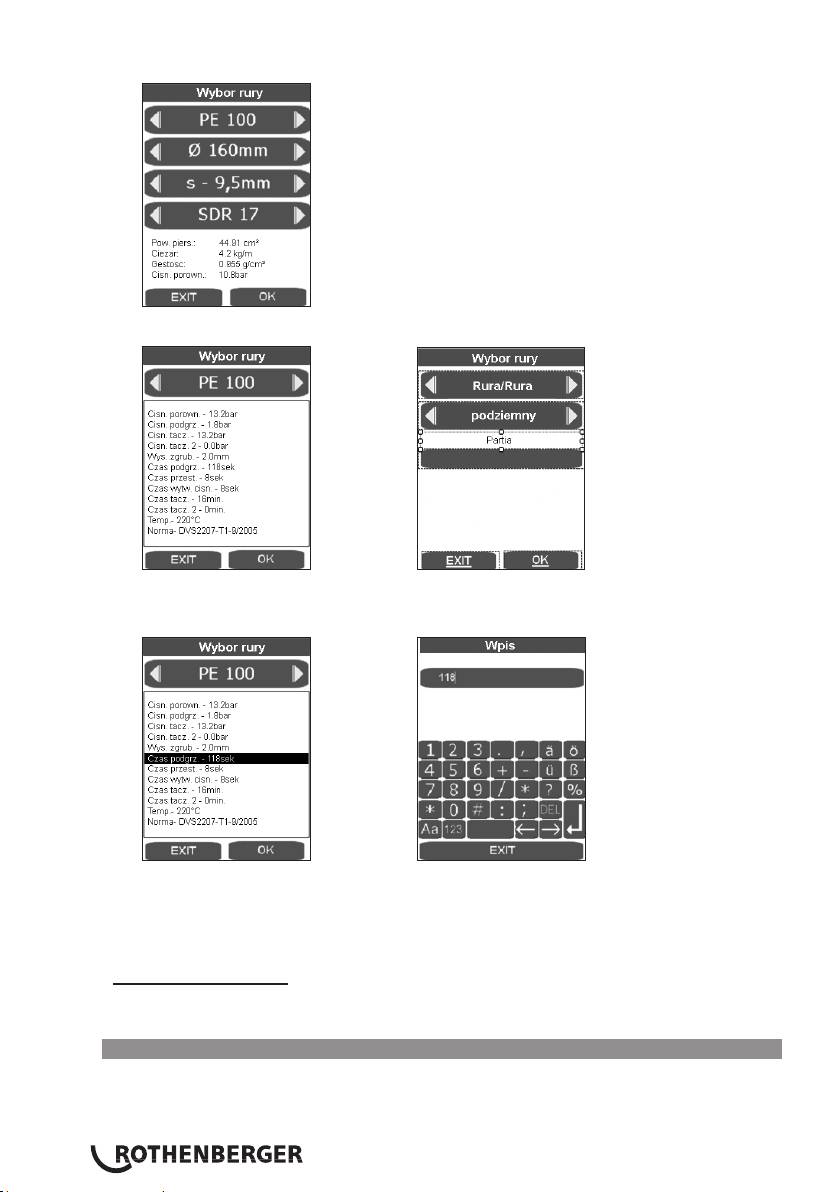
Wybrać rurę.
Wybrać żądaną rurę przyciskami strzałek i potwierdzić wybór przy pomocy OK.
W tym końcowym przeglądzie parametrów rury dane rury są wyświetlane zgodnie
z wytycznymi DVS. Po naciśnięciu OK wyświetli się okno elementów do zgrzewania
i sposobu ułożenia.
Odbiegające od normy zmiany, naciskając odpowiednie pola wprowadzania, można
zaakceptować i zapisać przy pomocy ENTER. Wtedy zmieni się opis w punkcie norma
(Norm), które można później wprowadzić w polu komentarza przed wydrukowaniem
protokołu na komputerze. Po potwierdzeniu danych rury przy pomocy OK i ich zapisaniu
wyświetli się menu główne.
P500-630/18-24B Plus: Do wyciągania frezu i elementu grzewczego należy używać
urządzenia wydźwigowego 53410 (P500/18B) lub 53323 (P630/24B-Plus) lub odpowiedniego
narzędzia.
3.2.2 Przygotowania do przeprowadzenia zgrzewania
W przypadku rur, które są mniejsze niż maksymalna średnica zgrzewania maszyny
należy, przy pomocy znajdujących się w osprzęcie śrub z łbem okrągłym o gnieździe
sześciokątnym, zamontować następujące wkładki redukcyjne średnicy rur obrabianych.
POLSKI272
ROWELD P250-355/8-12B: składa się z 6 półkolistych segmentów o szerokiej powierzchni
mocującej i z 2 o wąskiej powierzchni mocującej
ROWELD P500-630/18-24B Plus: składa się (do średnicy 450 mm) z 6 półkolistych
segmentów o szerokiej powierzchni mocującej i z 2 o wąskiej powierzchni mocującej oraz
(od średnicy 500 mm) z 8 półkolistych segmentów o szerokiej powierzchni mocującej
Należy przy tym zwrócić uwagę na to, że ww. półkoliste segmenty z wąską powierzchnią
mocującą należy wsadzić do obu dolnych, zewnętrznych podstawowych elementów
mocujących. Te segmenty należy wsadzić do obu lewych podstawowych elementów
mocujących tylko w przypadku obróbki połączeń pomiędzy rurą a łukiem rurowym.
Przeznaczone do zgrzewania rury ze sztucznego tworzywa bądź kształtki (przy dłuższych
rurach <2,5m należy używać kozłów na kołach) włożyć do urządzenia mocującego i
dociągnąć nakrętki z mosiądzu znajdujące się na górnych narzędziach mocujących.
Nierówności na rurach można wyrównać poprzez dociąganie bądź poluzowanie
mosiężnych nakrętek.
W przypadku połączeń pomiędzy rurą a łukiem rurowym
wkładki redukcyjne należy włożyć w oba lewe elementy
mocujące (stan po dostawie).
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
W każdym razie rury będą przytrzymywane przez dwa elementy mocujące.
Rura / kształtka P250-355/8-12B:
W przypadku połączeń między rurą a krztałtką wkładki
redukcyjne należy włożyć w oba środkowe elementy
mocujące i zamocować wyciągacz elementu grzewczego w
lewym elemencie mocującym.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Podczas obróbk niektórych kształtek przy pewnych ułożeniach, np. poziomoch łuków,
kołnierzy wpawalnych, zalecamy odłączenie wyciągacza elementu grzewczego.
Rura / kształtka P500-630/18-24B Plus:
W przypadku połączeń między rurą a kształtką wkładki
redukcyjne należy odwrócić i włożyć w środkowy element
mocujący.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Rozpocząć przebieg zgrzewania przy pomocy GO.
POLSKI 273
W tym końcowym przeglądzie można przeprowadzać ostatnie zmiany, klikając na
odpowiednie podpunkty. Następnie zatwierdzić przy pomocy GO.
Podczas trybu CNC sterowanie odbywa się za pomocą komputerowego ekranu
dotykowego. Wszystkie funkcje poza komputerowym ekranem dotykowym, z przycisku
włącznika (6), są zablokowane.
Proces zgrzewania można przerwać przyciskiem włącznika lub przyciskiem EXIT. W takim
przypadku blokada klawiatury zostaje zniesiona, a na ekranie wyświetla się odpowiedni
komunikat
Naciskanie przycisków strzałek powoduje przemieszczanie maszyny, a naciśnięcie EXIT
powoduje przejście programu do menu głównego bez zapisywania danych.
Ustawić elektryczne urządzenie frezujące pomiędzy dwoma obrabianymi elementami do
zgrzania.
P250-355/8-12B: włączyć silnik frezarki i zablokować przełącznik.
P500-630/18-24B Plus: Sprawdzić kierunek obrotu! Urządzenie jest fabrycznie
podłączone prawoskrętnie.
Włączyć frezarkę, naciskając na pole tekstowe. Tarcze tnące muszą poruszać się
w kierunku cięcia, w przeciwnym wypadku przestawić przełącznik faz we wtyczce
sieciowej odpowiednim narzędziem.
Niebezpieczeństwo zranienia! Podczas użytkowania należy zachować bezpieczny
odstęp od maszyny i nie chwytać obracających się ostrzy. Głowicę uruchomić
tylko wtedy, gdy jest ona osadzona w maszynie (pozycja robocza), a następnie
ulokować ją do przeznaczonej do tego celu skrzyni do przechowywania osprzętu.
Niezbędne jest zagwarantowanie zdolność funkcjonowania wyłącznika
bezpieczeństwa głowicy frezującej, aby uniknąć niezamierzonego włączenia go
poza maszyną.
Elementy mocujące zostaną automatycznie zbliżone do siebie. Nacisk frezowania można
zwiększyć pokrętłem (4). Standardowo można ustawić do 20 barów, ciśnienie (docisk)
frezowania można podnieść do 50 barów, patrz punkt 3.5.
Zbyt wysokie ciśnienie frezowania może prowadzić do przegrzania i uszkodzenia
napędu frezarki. W przypadku przeciążenia lub utknięcia napędu frezu należy
podnieść maszynę i zniejszyć ciśnienie (p. pt. 3.5).
POLSKI274
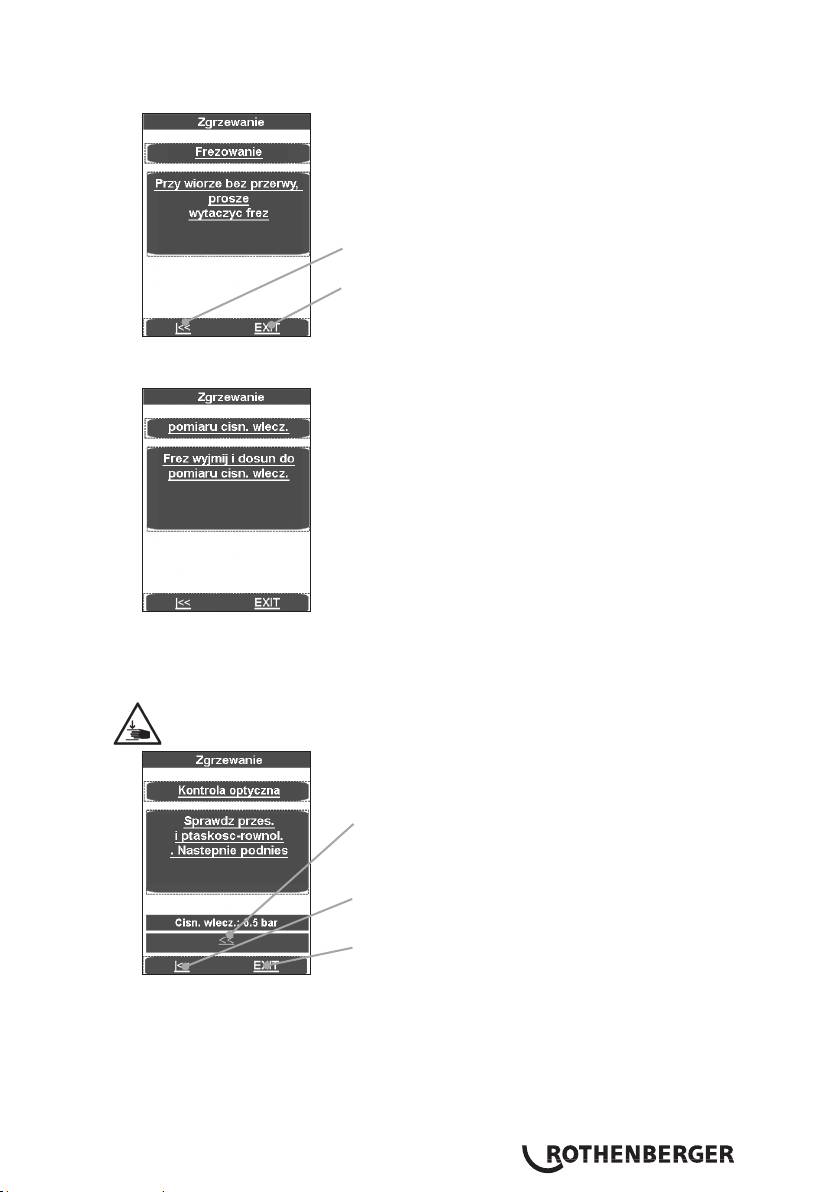
Kiedy z frezarki zaczną wydostawać się nieprzerwane strużyny o grubości < = 0,2mm,
należy nacisnąć pole tekstowe , po czym frezarka zostanie wyłączona, a elementy
mocujące rozsunięte.
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Poczekać, aż tarcze tnące się zatrzymają. Wyjąć urządzenie do frezowania z maszyny
głównej i odstawić na stojak.
Należy nacisnąć pole tekstowe, po czym obrabiane elementy zostaną przysunięte do
siebie, a ciśnienie oporu przepływowego zostanie zmierzone.
Zmierzone ciśnienie płynięcia zostanie automatycznie dodane do ciśnienia dopasowania,
rozgrzewania i łączenia.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przy pomocy przycisków program cofa się do „pomiaru
ciśn. wlecz.“
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Należy sprawdzić, czy rury są dobrze osadzone w elementach mocujących i czy
powierzchnie zgrzewania są płaskie, równoległe i ustawione w jednej osi.
Jeżeli tak nie jest, to należy powtórzyć proces frezowania. Przesunięcie osiowe pomiędzy
częściami obrabianymi nie może być większe niż 10% grubości ściany (według DVS) a
maksymalna szczelina pomiędzy płaskimi powierzchniami nie większa niż 0,5 mm. Przy
pomocy czystych narzędzi (np. pędzla) należy usunąć wióry znajdujące się ewentualnie w
rurze.
POLSKI 275
Uwaga! Wyfrezowane i przygotowane do zgrzewania powierzchnie nie mogą być w żaden
sposób zabrudzone i nie wolno ich dotykać rękami!
3.2.3 Proces zgrzewania
Niebezpieczeństwo zmiażdżenia! Przy zsuwaniu się narzędzi mocujących i rur
należy zachować z zasady bezpieczny odstęp od maszyny. Nigdy nie wchodzić w
obręb działania maszyny!
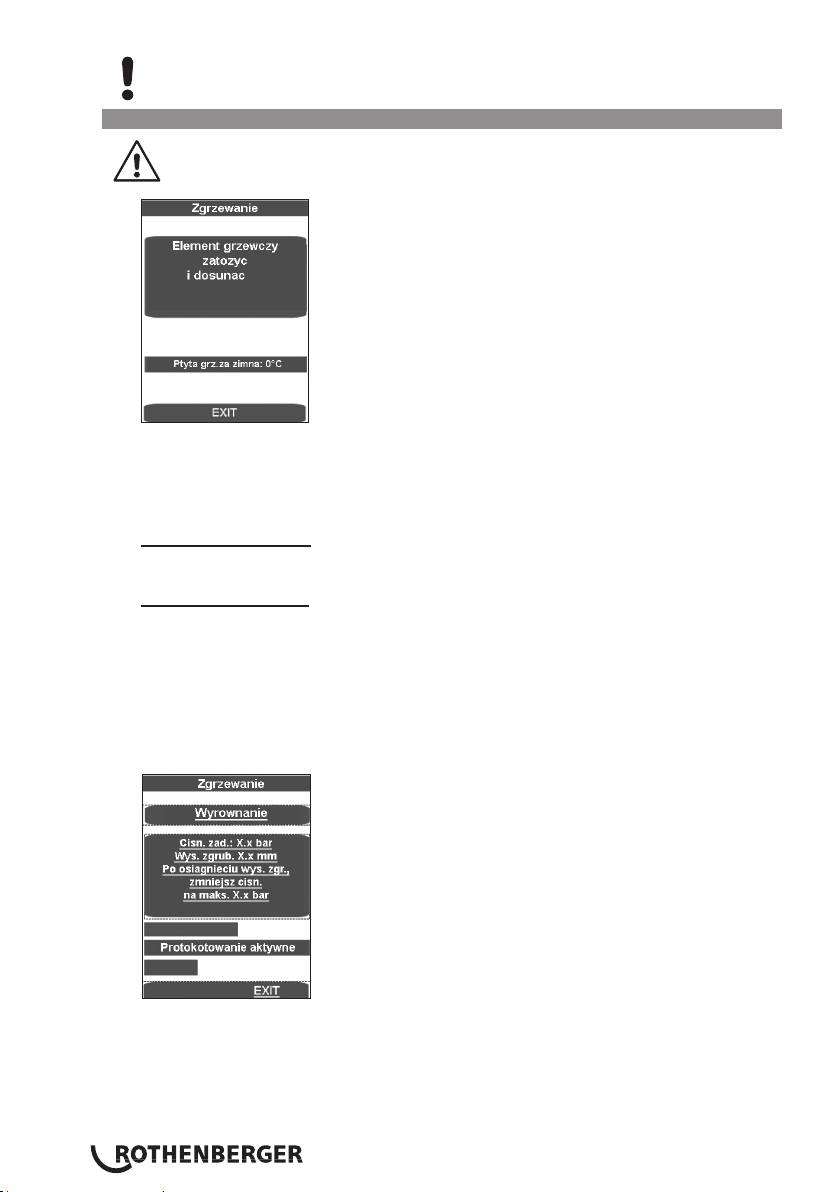
Okno przedstawia temperaturę elementu (płytki) grzejnego.
Gdy temperatura jest za niska, wskaźnik paskowy jest wyświetlany na niebiesko, gdy
temperatura jest za wysoka, na czerwono, a gdy temperatura jest w żądanym zakresie, na
zielono.
Maszynę można przesunąć jedynie w zielony obszar zadany.
Element grzewczy SA: Wstawić element grzejny pomiędzy oba obrabiane elementy
w maszynie głównej i uważać, aby powierzchnie przylegania elementu grzejnego
znajdowały się w nacięciach mechanizmu spustowego.
Element grzewczy VA: Umieścić element grzejny na obu elementach ustalających w
maszynie głównej i umieścić płytkę grzejną pomiędzy rurami.
Zsunąć maszynę, naciskając na pole tekstowe. Ciśnienie wyrównawcze zostanie
automatycznie ustawione i utrzymane.
Teraz wszystkie parametry zgrzewania zostaną zapisane, a rejestracja uruchomiona.
Jeśli proces zgrzewania zostanie przerwany przy pomocy EXIT, wyświetli się komunikat
„Abbruch durch Bediener“ (Przerwanie przez użytkownika), ciśnienie zostanie
spuszczone, a parametry zgrzewania zostaną zapisane. Komunikat należy potwierdzić za
pomocą OK, po czym program przejdzie do głównego menu.
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Rzeczywiste ciśnienie jest pokazane na wskaźniku (2).
Niezwłocznie po uzyskaniu żądanej wysokości zgrubienia równomiernie wokół całego
obwodu obu rur ciśnienie zostanie automatycznie zwolnione, a proces nadgrzewania
rozpocznie się.
POLSKI276
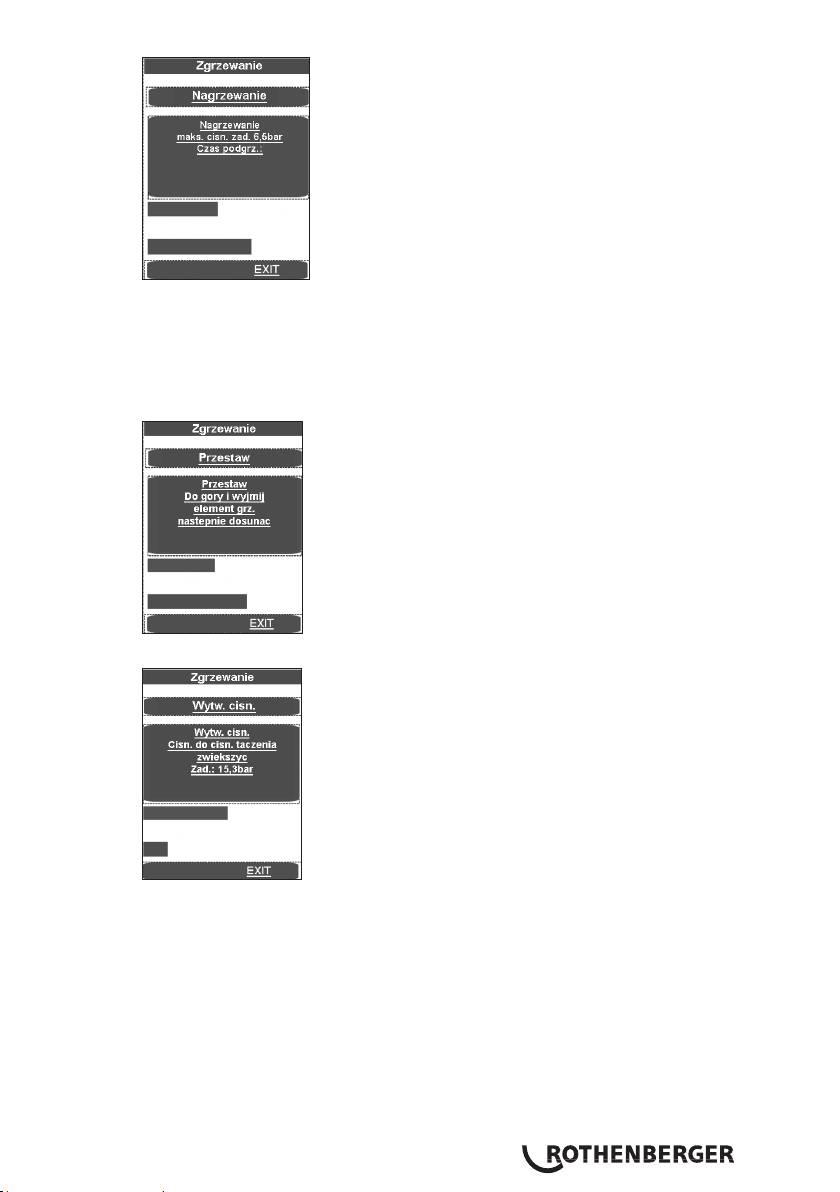
Ciśnienie ustawić w taki sposób, aby zagwarantować równomierne przyleganie
obrabianych elementów do elementu grzejnego prawie bez docisku.
Krótko przed zakończeniem czasu rozgrzewania włączy się sygnał dźwiękowy.
Po upływie czasu nadgrzewania elementy obrabiane zostaną automatycznie rozsunięte.
Element grzejny SA należy wyjąć lub element grzejny VA zostanie automatycznie rozwarty
a końcówki obrabianych elementów zostaną zbliżone.
Ciśnienie (docisk) będzie liniowo zwiększane do odpowiedniego ciśnienia połączenia.
Po osiągnięciu ciśnienia zgrzewania program automatycznie przejdzie do procesu
zgrzewania i uruchomi się timer t4.
POLSKI 277
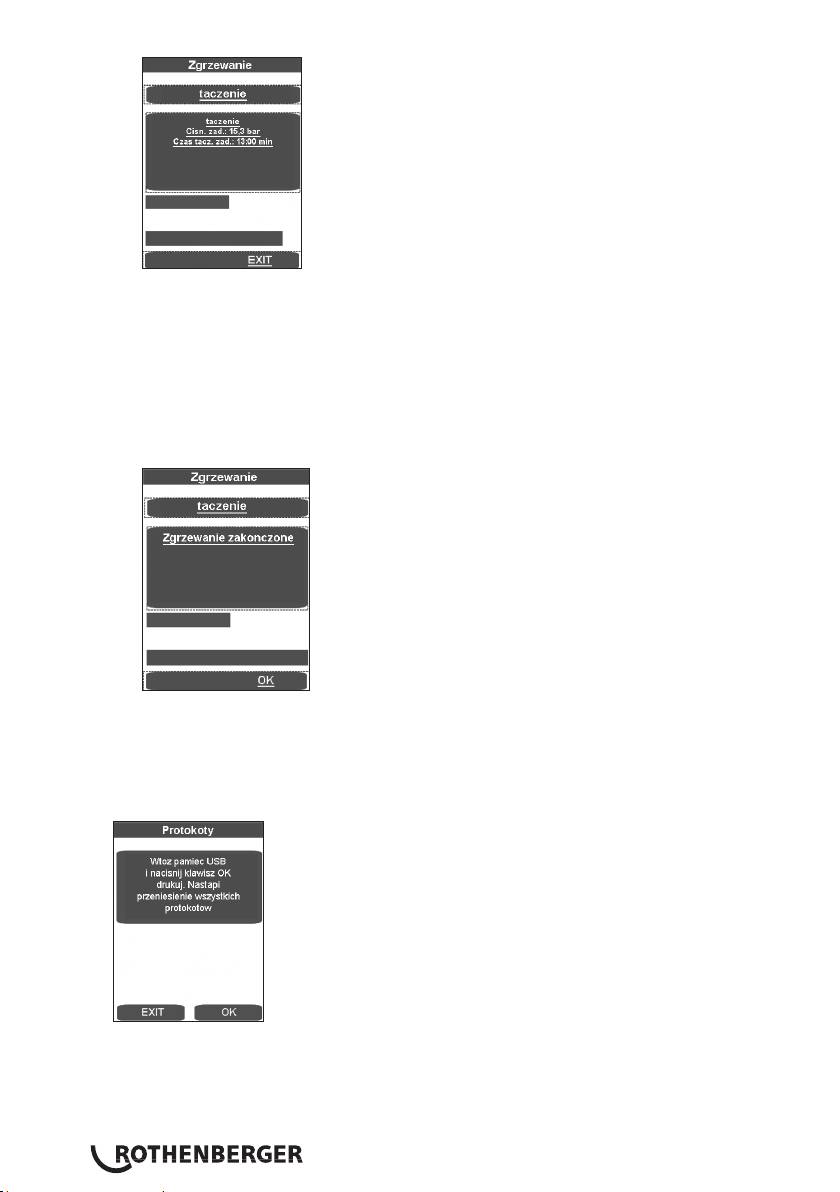
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Dolny wskaźnik pokazuje upływ czasu. Rzeczywiste ciśnienie jest pokazane
na wskaźniku (2) , pozostały czas zgrzewania t4 na jest pokazany na wskaźniku (9).
Ciśnienie jest automatycznie kontrolowane i regulowane. Przy nadmiernej częstości
dopompowywania (wysokich stratach ciśnienia) należy sprawdzić układ hydrauliczny.
Odstawić element grzejny do specjalnego stojaka
Po upływie czasu chłodzenia proces zgrzewania zostaje zakończony, zapisany, włącza się
sygnał dźwiękowy i ciśnienie zostaje automatycznie spuszczone.
Zamknąć menu zgrzewania przy użyciu OK.
Całkowicie spuścić ciśnienie przyciskiem (3).
Odblokować i wyjąć zgrzane obrabiane elementy.
Rozsunąć maszynę główną. Maszyna jest gotowa do następnego cyklu zgrzewania.
Przenoszenie protokołów:
W pozycji menu Protokoły można zapisywać protokoły przyciskiem OK, pod warunkiem, że
podłączona jest pamięć USB. Następnie okno zamknie się automatycznie.
Te pliki protokołu należy przetwarzać przy pomocy oprogramowania ROTHENBERGER
Dataline 2 i komputera.
Wszystkie parametry zgrzewania znajdują się w załączonych tabelach zgrzewania.
POLSKI278
