Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 10
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
Stop kort (ca. 1cm) før emnerne mødes ved at slippe tasterne, og straks trykke på dem igen.
Trykket øges lineært til det tilsvarende sammenføjningstryk.
Når sammenføjningstrykket er nået, springer programmet automatisk til
sammenføjningsprocessen, og timeren t4 starter.
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Den
nederste viser den forløbne tid. Det faktiske tryk vises i displayet (2) og den resterende
sammenføjningstid t4 på displayet(9).
Bemærk: Hold Tasterne Freigabe (frigivelse) (10) og Maschine Zu (maskine til) (11) nede,
indtil sammenføjningstrykket er nået. Derefter kobler hydraulikken fra, og tasterne kan
slippes.
Trykket overvåges og efterreguleres automatisk. Hvis der må efterpumpes for hyppigt (stort
tryktab), skal hydrauliksystenet kontrolleres.
Læg varmeelementet tilbage i opbevaringsboksen
Når afkølingstiden er gået, afsluttes svejseprocessen, den lagres, der lyder et signal, og trykket
udløses automatisk.
DANSK 179
Afslut svejsemenuen med OK.
Udløs trykket fuldstændigt med tasten (3).
De sammensvejste emner spændes løs og tages ud.
Kør basismaskinen fra hinanden. Maskinen er klar til næste svejsecyklus.
Overførsel af protokollerne:
De kan gemmes under menupunktet Protokolle eller i en tilsluttet USB-nøgle ved hjælp af OK.
Derefter lukkes vinduet automatisk.
Denne protokolfil skal bearbejdes med ROTHENBERGER Dataline 2-software og en computer.
Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.5 Standsning
Frakobl hydraulikaggregatet ved hjælp af tasten (6).
Lad varmespejlet køle af og opbevar det sådan at materialer, som står ved siden
af ikke kan blive antændt!
Træk stikket på fræseren, varmespejlet og hydraulikaggregatet ud af stikdåsen og rul kablet
op.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
Løsn hydraulikslangerne og rul dem op.
NB! Beskyt koblingerne mod snavs!
3.3 Generelle krav
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS –
direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale
bestemmelser.
(Svejsningen skal overvåges konstant og omhyggeligt! )
DANSK180
3.4 Vigtige henvisninger vedrørende svejseparametrene
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207 del
1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser.
Reference: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I særlige tilfælde skal rørleverandørens materialespecifikke bearbejdningsparametre bestilles!
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet
ROTHENBERGER påtager sig ingen garanti herfor.
De værdier, der er anført i svejsetabellerne, for udlignings- og sammenføjningstryk blev udregnet
med følgende formel:
Svejseflade A [mm²] x svejsefaktor SF [N/mm²]
Tryk P [bar] =
Cylinderflade Az [cm²] x 10
Svejsefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Den samlede cylinderflade på ROWELD P 250/8 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 355/12 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 500/18 B og P 630/24 B er 14, 13 cm²)
(Den samlede cylinderflade på ROWELD P 630/24 B Plus er 22, 38 cm²)
3.5 Indstilling af parametre
Indstilling af parametre med „Schweißer“ (svejser)-rettigheder:
Tryk på drejeknappen (4) (ca. 3 sek.), til P001 blinker i det øverste display (2).
Vælg ønsket parameter fra P001 til P009 ved hjælp af drejeknappen (4). Hvis denne værdi
skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default)
blinker i det nederste display (9).
Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4).
Derefter blinker parameteren igen i det øverste display (2).
Man lukker menuen ved at trykker på frigivelsestasten (10), som gemmer værdierne.
Indstilling af parametre med „Meister“ (mester)-rettigheder:
Hold drejeknappen (4) nede (i ca. 6 sek.). Først blinker parameteren P001 i øverste display (2),
derefter „CodE“, og i nederste display (9) blinker stregen på den første plads.
Indlæs koden ved hjælp af drejeknappen (4), og tryk kortvarigt på dejeknappen (4) (Code =
8001 – ved første ibrugtagning. Koden kan ændres efter ønske via parameteren P100).
Vælg ønsket parameter fra P101 til P114 ved hjælp af drejeknappen (4). Hvis denne værdi
skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default)
blinker i det nederste display (9).
Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4).
Derefter blinker parameteren igen i det øverste display (2).
Man lukker menuen ved at trykke på frigivelsestasten (10), som gemmer værdierne.
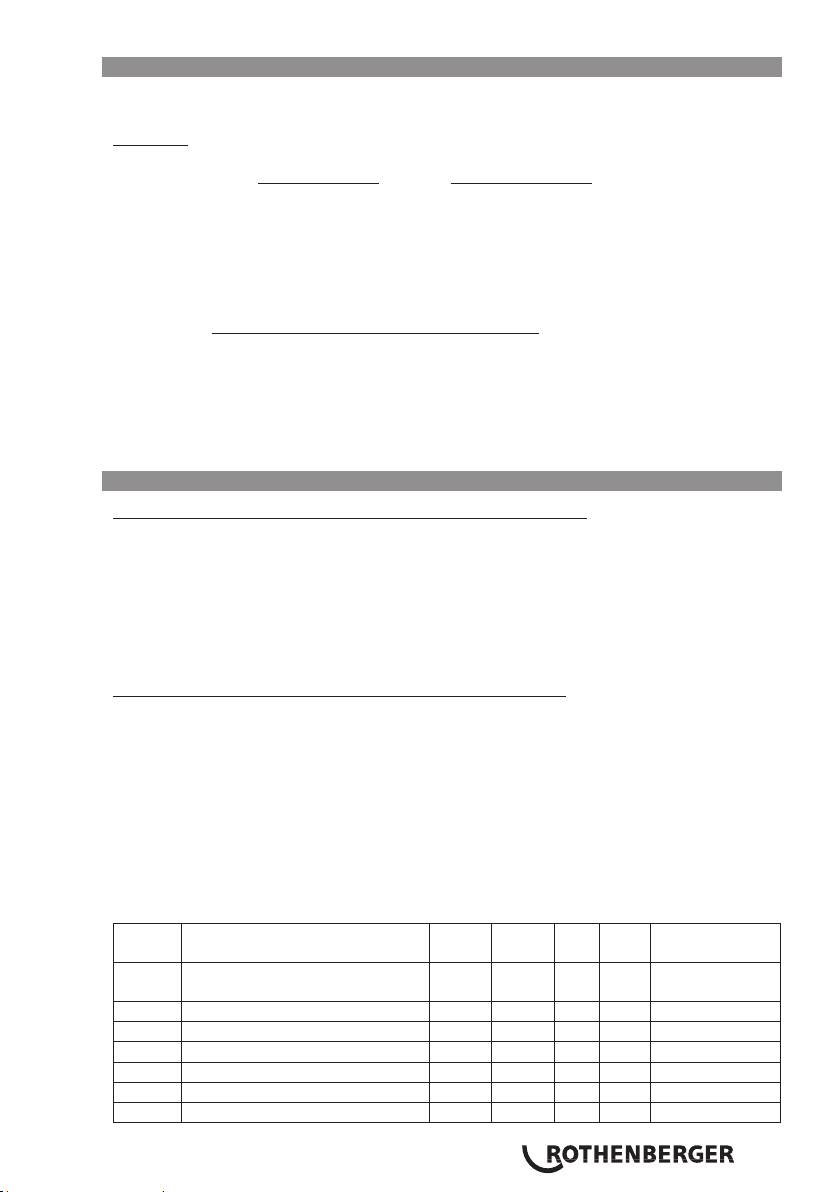
Parame-
Betegnelse default Enhed min. maks. Rettigheder
ternavn
P001 Energisparefunktionen Restzeit
99 min. 0 99 Schweißer (svejser)
(resttid)
P002* Energisparefunktion aktiv 0 0 3 Schweißer (svejser)
P003 Offset varmepladetemperatur 5 °C -25 25 Schweißer (svejser)
P004 Pmax til fræsning 20 bar 10 50 Schweißer (svejser)
P005 Indstillet tryk 1/10 bar Schweißer (svejser)
P006 Indstillet temperatur 210 °C P103 P104 Schweißer (svejser)
P007 Timer T1 indstillet værdi 45 sek. 1 1500 Schweißer (svejser)
DANSK 181
P008 Timer t4 indstillet værdi 6 min. 1 99 Schweißer (svejser)
P009 Pstart til fræsning 10 bar 0 P004 Schweißer (svejser)
P101 Afvigelse, der kræver efterpumpning 5 % 1 50 Meister (mester)
P102 Opkøringstid efter fræsning 10 1/10sek 0 100 Meister (mester)
P103 Indstillingstemperatur (min.) 160 °C 0 300 Meister (mester)
P104 Indstillingstemperatur (maks.) 270 °C 0 300 Meister (mester)
P105 Tastaflåsning (ja/nej) 5 sek 0 50 Meister (mester)
P106 Tryk til opkøring 135 bar 10 160 Meister (mester)
P107 Forløbstid, til summeren tilkobles 50 1/10sek 0 200 Meister (mester)
P100 Skift kode 8001 Meister (mester)
* P002 - Energisparefunktion:
0 - ingen,
1 - når fræseren kører, slås varmeelementet fra,
2 - når hydraulikmotoren kører, slås varmeelementet fra,
3 - når t4 kører, slås varmeelementet fra.
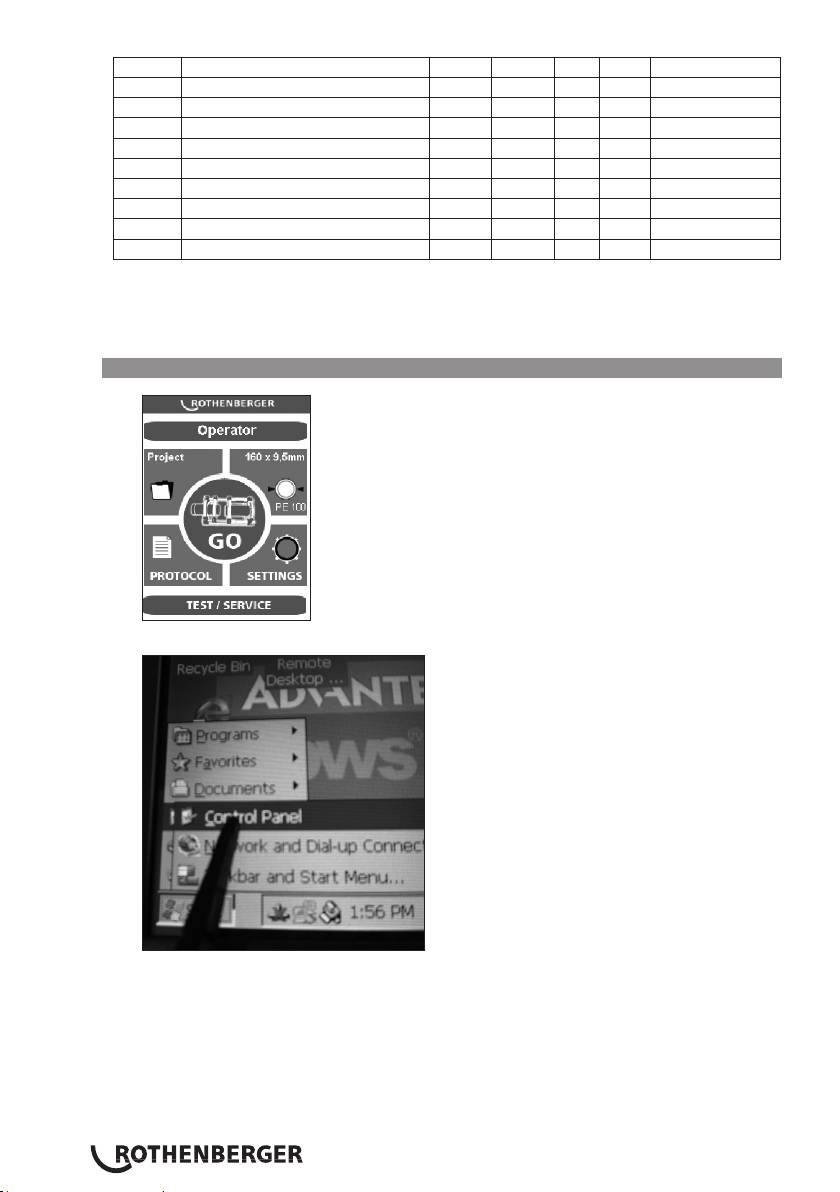
3.6 Indstilling af dato og klokkeslæt
Luk program ved at klikke i øverste, venstre hjørne.
Tryk på Start, Setting og derefter på Control Panel.
Startlinjen er udblændet og kan kaldes op igen ved at trykke på nederste, venstre hjørne.
DANSK182
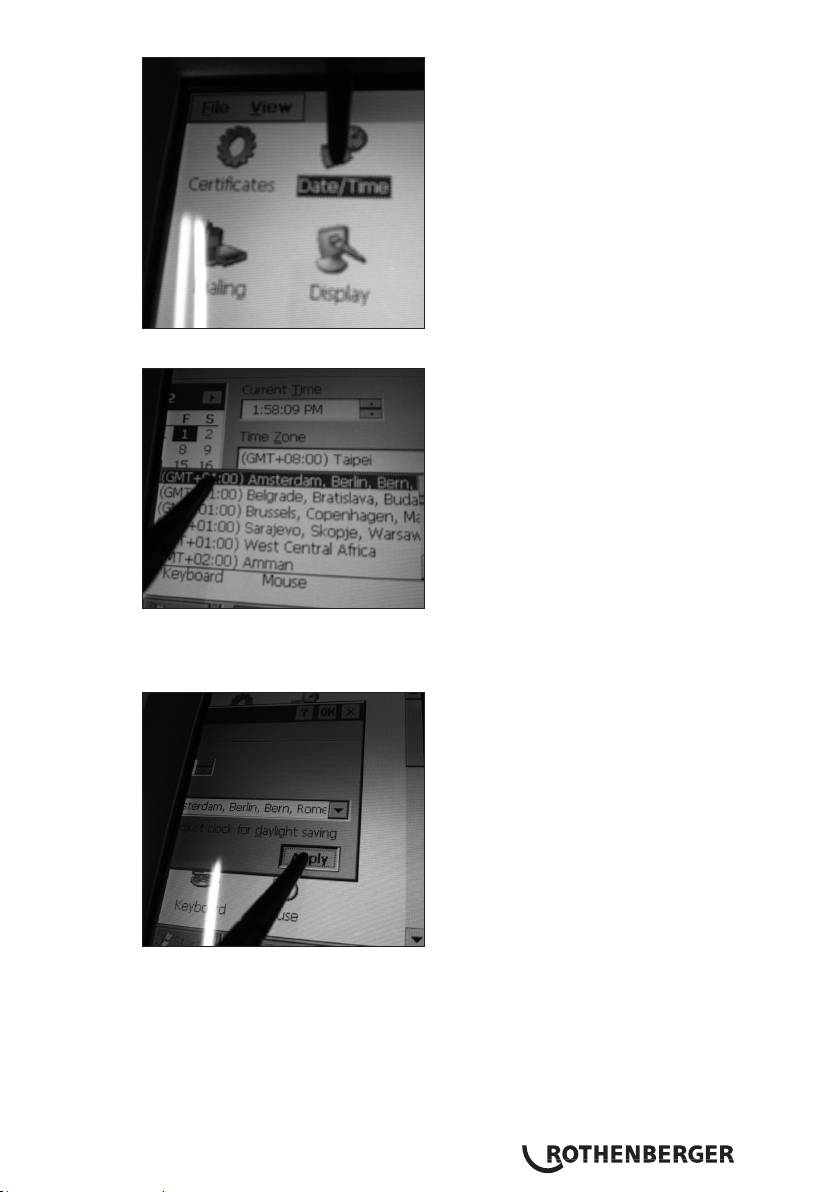
Klik på Date/Time (dato/tid)
Opret indlæsningsmaske ved at berøre og forskyde Date/-time-linjen. Vælg den pågældende
tidszone, eller indlæs klokkeslættet -Current Time.
Bemærk! Vær opmærksom på AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bekræft med „Apply“ og „OK“. Luk kontrolpanelet med X.
DANSK 183
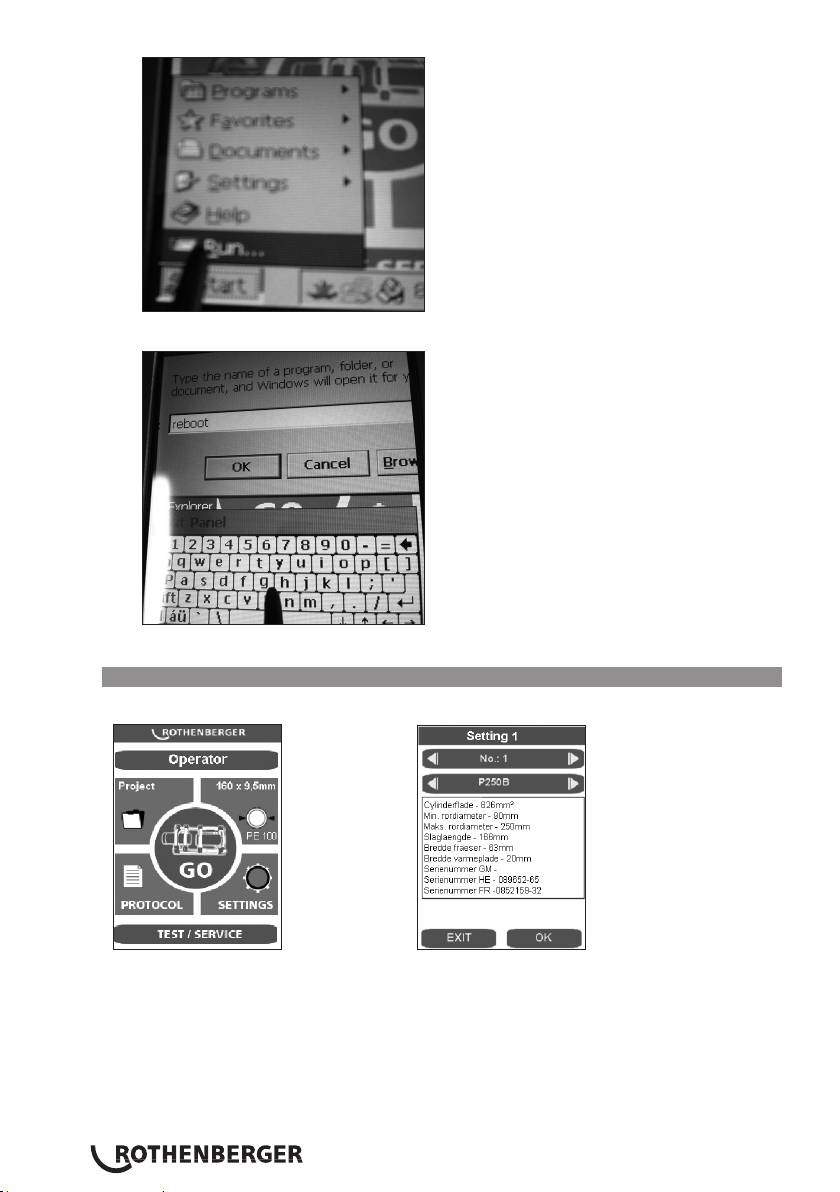
Tryk på tasterne „Start“ og „Run“.
Indtast reboot ved hjælp af det tastatur, der vises, og tryk på „OK“; pc‘en genstarter.
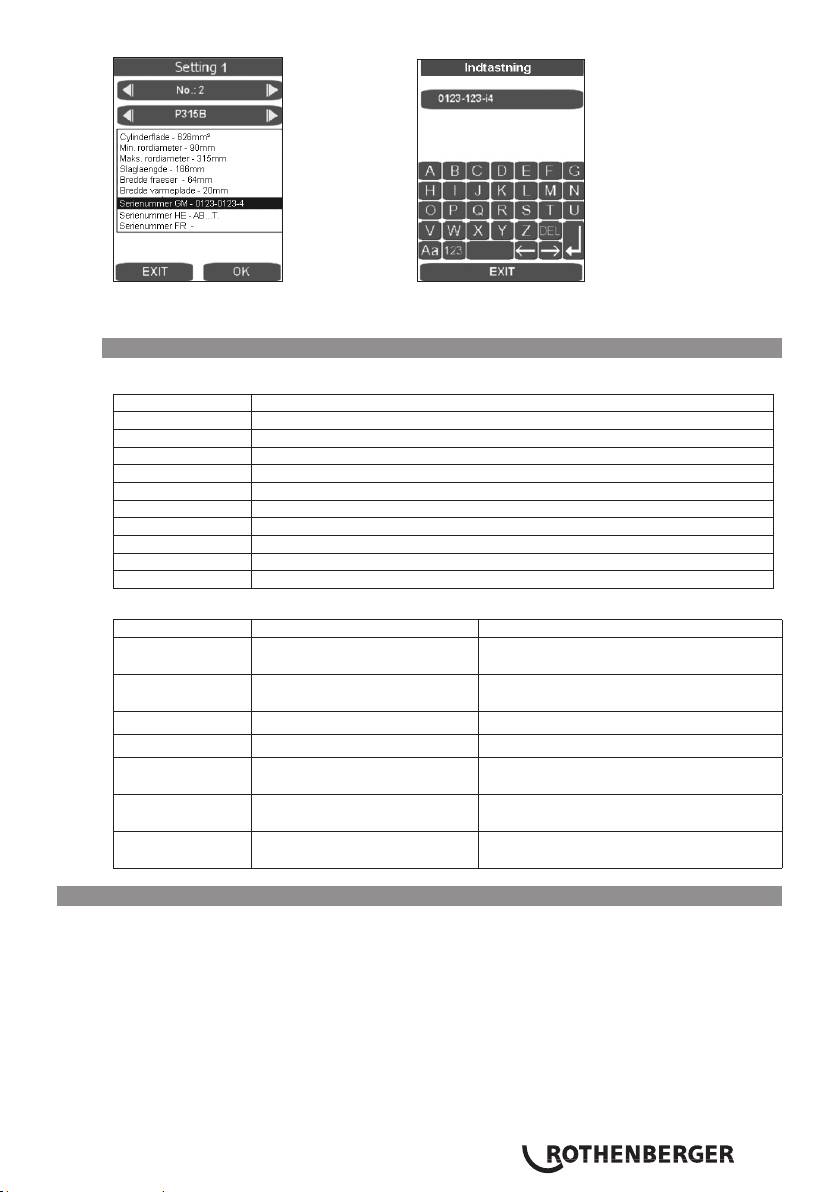
3.7 Opret/vælg maskinkonfigurationer
Tryk på tasten SETTINGS, når der skal vælges eller oprettes maskinkonfigurationer.
Den ønskede maskinkonfiguration kan vælges ved hjælp af piltasterne.
Hvis der skal oprettes en ny konfiguration, starter man det næste nummer, f.eks. 2, ved hjælp af
piltasten mod højre.
DANSK184
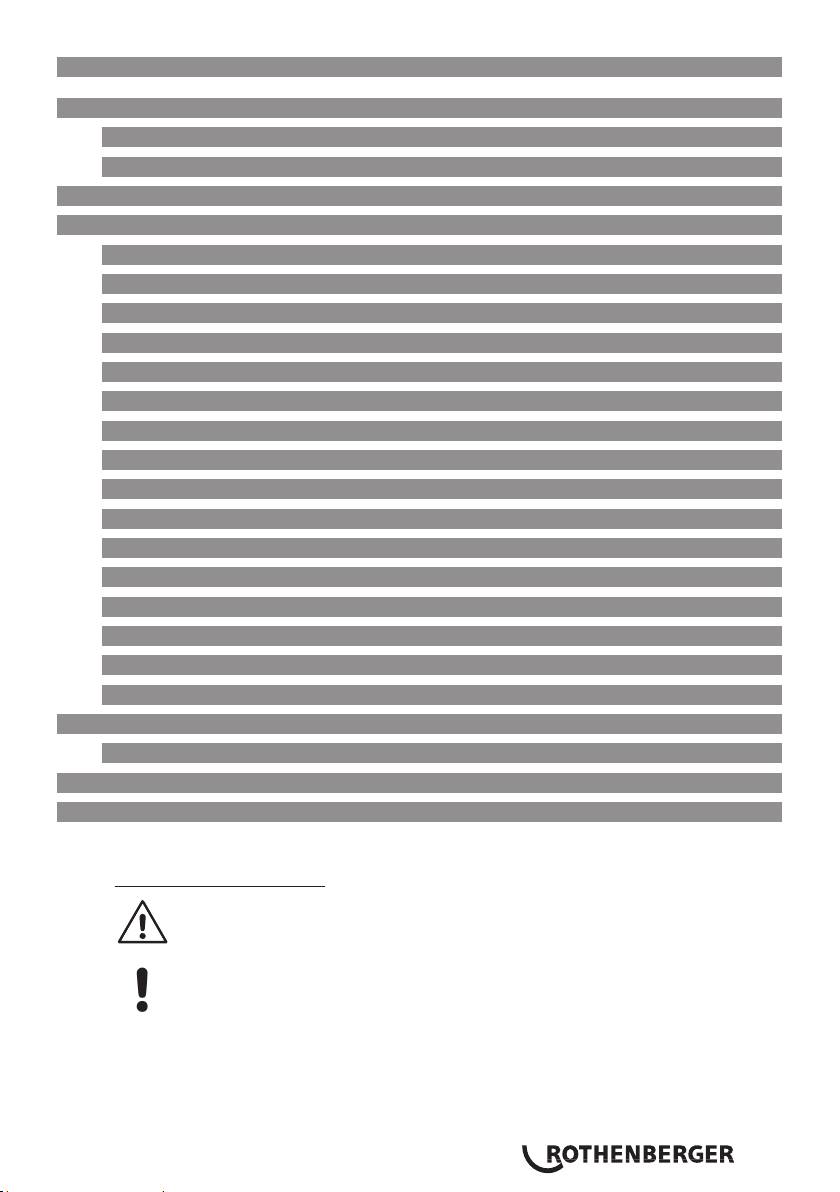
Indlæsningsfeltet vises, når der trykkes på det tilsvarende visningsfelt. Dataene kan slettes ved
hjælp af DEL, og nye kan indtastes; disse data optages senere i protokollen.
3.8 Fejlmeddelelser
Touch-pc og protokol:
Fejlmeddelelse Benævnelse
Code 1 Udligningstryk for stort
Code 2 Udligningstryk for lille
Code 4 Opvarmningstryk for stort
Code 64 Omstillingstid for lang
Code 128 Trykopbygningstid for lang
Code 256 Sammenføjningstryk for stort
Code 512 Sammenføjningstryk for lille
Code 2048 Varmeelement for koldt
Code 4096 Afbrudt af operatør
Code 131072 Varmeelement for varmt
Styring:
Fejlmeddelelse Benævnelse Fejlafhjælpning
SER Servicedato nået; der skal
Få foretaget service
foretages service
ERR1 Absolut tryk opnås ikke Kontroller oliestand, tryksensor, ventiler
defekte, motor defekt
PE-2 Tryksensor -24V defekt Udskift tryksensoren
ERR5 Olietemperatur 70 °C – Stop! Vent, til olietemperaturen er under 50°C
HE-1 Varmeelementet ikke
Udskift føleren
tilsluttet, følerbrud
HE-0 Varmeelement for varmt Kontroller temperaturen, kontroller
indstillingen, udskift føleren
HE-2 Varmeelement for koldt Kontroller temperaturen, kontroller
indstillingen, udskift føleren
4 Pleje og vedligeholdelse
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:
• Styrestængerne skal være fri for urenheder. Er overfladen beskadiget skal styrestængerne
udskiftes, da beskadigelsen evt. kan medføre tryktab.
• For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er
beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på
varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og alkohol
(kun når varmespejlet er koldt!).
• Hydraulikolien (HLP – 46, Art. nr.: 53649) skal udskiftes efter 12 måneder.
• For at undgå funktionsforstyrrelser, skal det regelmæssigt kontrolleres om
hydraulikaggregatet er tæt, forskruningerne sidder fast samt om kablet er i orden.
DANSK 185

• Lynkoblingen på aggregatet samt på slangebundtet skal beskyttes mod snavs. Er de snavsede
skal de rengøres før sammenkoblingen.
• Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten
reduceres, skal knivene vendes eller udskiftes med nye.
• Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes, er
rene, da knivenes levetid i modsat fald reduceres.
Svejsemaskinen skal iht. DVS 2208 kontrolleres en gang om året af fabrikanten
eller et serviceværksted, der er godkendt af fabrikanten. For maskiner med
usædvanlig høj belastning skal kontrolcyklussen forkortes.
4.1 Maskine- og værktøjspleje
(Overhold vedligeholdelsesforskrifterne under pkt. 4!)
Skarpe og rene værktøjer giver bedre resultater og arbejder sikrere.
Stumpe, brudte eller mistede dele skal udskiftes med det samme. Kontroller om tilbehøret sidder
fast på maskinen.
Anvend kun originale reservedele under vedligeholdelsen. Reparationer må kun udføres af fagligt
kvalificeret personale.
Når maskinen ikke anvendes, skal maskinen tages fra strømmen, før pleje- og
vedligeholdelsesarbejder samt før tilbehørsdele udskiftes.
Før maskinen igen tilsluttes til strømmen, skal det sikres, at maskinen og værktøjet er slået fra.
Anvendes der forlængerledninger skal det kontrolleres om disse fungerer korrekt og sikkert. Der
må kun anvendes kabler, der er godkendt til udendørs brug.
Der må ikke anvendes værktøj og maskiner, hvis kabinettet og håndgreb, der er ødelagte eller
bøjede, især hvis de er af plastik.
Snavs og fugt i ridser leder elektriske strøm. Dette kan medføre stød, hvis der opstår
isoleringsskader på værktøjet eller i maskinen.
Bemærk: Der henvises desuden til de gældende forskrifter til forebyggelse af ulykker.
5 Tilbehør
Egnet tilbehør og en bestillingsformular findes fra sida 451.
6 Affaldsbehandling
Dele af apparetet er af brugbart materiale og kann genbruges. Hertil står autoriserede og
certificerede genbrugsvirksomheder til rådighed. Til miljøvenlig affaldsbehandling af ikke brugbart
materiale (f.eks. elektronikaffald) vær venlig at spørg den myndighed, hvorunder det sorterer.
Kun til EU-lande:
Elektrisk værktøj må ikke smides ud med det almindelige affald! I henhold til det
Europæiske Direktiv 2012/19/EF om affald af elektrisk- og. elektronisk udstyr og
gennemførelsen i national lovgivning skal ikke længere brugbart elektrisk værktøj
indsamles separat og tilføres en recyclingsproces.
DANSK186
Innehåll Sida
1 Anvisningar om säkerhet 188
1.1 Avsedd användning 188
1.2 Allmänna säkerhetsanvisningar 188
2 Tekniska data, se broschyren „tekniska data“
3 Apparatens funktion 190
3.1 Beskrivning 190
3.1.1 Basmaskin (bild A) 190
3.1.2 Hydraulaggregat (bild B) 190
3.2 Bruksanvisning 191
3.2.1 Driftsättning 191
3.2.2 Åtgärder för att förbereda svetsen 194
3.2.3 Svetsning 197
3.2.4 Svetsning i premium-läge 200
3.2.4.1 Svetsning i premiumläge 203
3.2.5 Urdrifttagning 206
3.3 Allmänna krav 206
3.4 Viktig information om svetsdata 206
3.5 Inställning av parametrar 207
3.6 Inställning av datum och tid 208
3.7 Maskinkonfigurationer, skapa och välja 210
3.8 Felmeddelanden 211
4 Skötsel och underhåll 211
4.1 Maskin- och verktygsunderhåll 212
5 Tillbehör 212
6 Avfallshantering 212
Symboler i detta dokument:
Fara!
Denna symbol varnar för personskador.
OBS!
Denna symbol varnar för skador på material eller miljö.
Uppmaning till handlande
SVENSKA 187
1 Anvisningar om säkerhet
1.1 Avsedd användning
ROWELD P250-630/8-24B Plus Premium CNC är endast avsedd för produktion av svetsfogar av
PE-, PP- och PVDF-rör enligt de tekniska specifikationerna.
1.2 Allmänna säkerhetsanvisningar
VARNING! När du använder elverktyg ska följande grundläggande säkerhetsåtgärder
följas för att skydda mot elektriska stötar, personskador och brand.
Läs alla dessa anvisningar innan du använder detta verktyg och förvara dem på ett
säkert ställe.
Underhåll och reparation:
1 Regelbunden rengöring, underhåll och smörjning. Dra ut kontakten innan justering,
underhåll eller reparationer utförs.
2 Låt apparaten enbart repareras av kvalificerad fackpersonal som endast använder
originalreservdelar. Därmed säkerställs att apparatens säkerhet bibehålls.
Arbeta säkert:
1 Håll din arbetsplats ren. Avfall och kringliggande delar kan orsaka olyckor.
2 Tänk på miljöfaktorerna. Ställ inte ut elverktyg i regn. Använd inte elektriska verktyg i
fuktiga eller våta miljöer. Sörj för god belysning av arbetsytan. Använd inte elverktyg där
brand- eller explosionsrisk föreligger.
3 Skydda dig mot elektriska stötar. Undvik kroppskontakt med jordade ytor (t.ex. rör,
radiatorer, spisar, kylskåp).
4 Håll obehöriga borta. Låt inga andra personer, särskilt inte barn, komma i kontakt med
elverktyget eller sladden. Håll dem borta från arbetsområdet.
5 Förvara elektriska verktyg på ett säkert sätt. Oanvända elverktyg bör förvaras på en torr,
hög eller låst plats, utom räckhåll för barn.
6 Överbelasta inte dina elverktyg. Gör jobbet bättre och säkrare i angivet driftsområde.
7 Använd rätt elverktyg. Använd inte maskiner med låga prestanda för tungt arbete. Använd
inte verktyget för andra ändamål än de avsedda. Använd till exempel ingen cirkelsåg för att
såga stockar och kubbar.
8 Bär lämplig klädsel. Bär inte löst sittande kläder eller smycken, de kan fastna i rörliga delar.
När du arbetar utomhus är halkfria skor att rekommendera. Använd hårnät om du har långt
hår.
9 Använd skyddsutrustning. Använd skyddsglasögon. Använd dammskyddsmask vid
dammigt arbete.
10 Stäng av dammsugs-funktionen. Om det finns anslutningar för dammutsug och
damminsamlingsenhet, se till att de är anslutna och används på rätt sätt.
11 Använd inte kabeln för andra ändamål än de avsedda. Använd inte kabeln för att dra ut
kontakten ur vägguttaget. Håll sladden borta från värme, olja och skarpa kanter.
12 Säkra verktyget. Använd skruvtving eller skruvstäd för att hålla fast arbetsstycket. Det är
säkrare än att använda handen.
13 Undvik dålig kroppshållning. Se till att du står stadigt och behåller balansen vid alla
tillfällen.
SVENSKA188

14 Underhåll verktygen med omsorg. Håll skärverktyg vassa och rena för bättre och
säkrare arbete. Följ instruktionerna för smörjning och verktygsbyte Kontrollera regelbundet
sladden till verktyget och få den utbytt av en fackman om den är skadad. Kontrollera
förlängningssladdarna med jämna mellanrum och byt ut dem om de är skadade. Håll
handtagen torra, rena och fria från fett och olja.
15 Dra ut stickkontakten ur eluttaget. När du inte använder elverktyget, före service och vid
byte av verktyg såsom knivar, bits, blad.
16 Sätt inte in några skiftnycklar. Kontrollera att nyckeln och monteringsverktyget är
borttagna innan du slår på apparaten.
17 Undvika oavsiktlig start. Se till att strömbrytaren är avstängd när du sätter i kontakten i
uttaget.
18 Använd skyddsmarkerad förlängningssladd för utomhusbruk. Användning utomhus får
endast ske med för avseendet godkänd och skyddsmärkt förlängningssladd.
19 Använd skyddsutrustning. Var försiktig med vad du gör. Använd ditt sunda förnuft i
arbetet. Använd inte elverktyget när du är trött.
20 Kontrollera att maskinen inte är skadad. Innan fortsatt användning av verktyget
måste säkerhetsanordningar eller eventuella skadade delar noggrant undersökas för rätt
handhavande och funktion. Kontrollera att de rörliga delarna fungerar och inte har fastnat
eller att några delar är skadade. Alla delar måste vara korrekt installerade och uppfylla alla
krav för att säkerställa korrekt drift av verktyget.
Skadad säkerhetsutrustning och skadade delar måste repareras eller bytas ut av en
auktoriserad serviceverkstad, om inte annat anges i bruksanvisningen. En skadad strömbrytare
får endast bytas ut av en auktoriserad serviceverkstad.
Använd inte elverktyg där strömbrytaren inte kan slås på och av.
21 Varning! Användning av andra verktyg och tillbehör kan leda till skador för dig.
22 Låt verktyget endast repareras av en behörig elektriker. Detta elverktyg uppfyller
gällande säkerhetsföreskrifter. Reparationer får endast utföras av en behörig elektriker med
hjälp av originalreservdelar, annars kan användaren riskera att råka ut för olyckor
2 Tekniska data, se broschyren „tekniska data“
SVENSKA 189
3 Apparatens funktion
3.1 Beskrivning
ROWELD P250-630/8-24B Plus Premium CNC är en kompakt, bärbar stumsvetsmaskin med
CNC-modul för exakt styrning och lagring av svetsparametrar enligt DVS-anvisningen med
dataöverföring via USB-porten, speciellt avsedd för användning på byggarbetsplatser - och här
speciellt vid arbete på rör/rörschakt. Naturligtvis går det även att använda maskinerna i verkstad.
Svetsmaskinen „ROWELD“ är mångsidig och kan användas för svetsfogar av PE-, PP- och PVDF
rör med ytterdiameter på 90 - 630 mm/ 5-24“ för:
I. rör - rör
II. rör - rörböjar
III. rör - T-stycken
IV. rör - svetsfogar
Maskinen består i huvudsak av:
Basmaskin, reducerade spänninsatser, hydraulisk motor med CNC-modul, fräsenhet, värmare,
isoleringsbox.
Vid svetsning av svetsbuntar kan man använda tillbehöret klämkäft-spännskiva.
ROWELD P250/8B: Vid svetsning av rörböjar med en snäv radie på maskinens maxdiameter finns
ett tillbehör för att använda avsmalnande spännverktygs övre del.
ROWELD P500-630/18-24B Plus: För in- och utlyftning av fräs och värmare kan tillvalet elektrisk
lyftanordning användas.
3.1.1 Basmaskin (bild A)
1 Rörliga spännelement 3 Mellanlägg med spärrar
2 Skjutbart spännelement 4 Uppvärmningsanordning
3.1.2 Hydraulaggregat (bild B)
1 Knapp Automatik 12 Knapp Timer (tid)
2 Visning av tryck 13 Uttag fräs
3 Knapp Släpp ut tryck 14 Snabbkoppling krage
4 Vred 15 Snabbkoppling kontakt
5 Knapp fräs 16 Kontaktanordning värmare
6 Av/på-knapp 17 Stickkontakt
7 Knapp uppvärmning 18 Nödstopp
8 Maskin „höja“ 19 Touch-PC
9 Visar temperatur och tid 20 Oljepåfyllningslock med oljesticka
10 Frigöringsknapp 21 USB-anslutning
11 Maskin „sänka“ 22 Plug-in-enhet basmaskin
Hydraulaggregatet är markerat med följande symboler för användning av svetsmaskinen:
Knapp hydraulaggregat på och av
Genom att trycka på knappen „värme“ (Heizung) slås värmaren på. Öns-
kad temperatur på värmaren fås genom att trycka på „värme“ och vrida
vredet så att det verkliga värdet visas, och där ändra inställningen.
Vid vredet för att justera trycket för skärning, justering, uppvärmning och
sammanfogning, Värdet visas i displayen „Tryck“ (Druck). 3 sekunder
efter inställningsvärdet visas ärvärdet. Genom att trycka på vredet kom-
mer serviceparametrarna att visas och ställas in.
SVENSKA190
För att sammanföra spännementen trycker du på frigöringsknappen och på
maskinens „sänk“.
Knapp för att släppa ut tryck
För utvidgning av spännementen trycker du på frigöringsknappen och på maskinens
„höj“.
Tryck på frigöringsknappen och fräsknappen för att slå på fräsinställningen vid
eluttaget. Trycket ställs automatiskt in på 10 bar och kan ökas med vredet till
max 20. (I särskilda fall, t.ex. vid lutning kan inställning till maximalt 50 bar göras
genom att ändra P004)
Timern aktiveras genom att trycka på knappen en gång. Om du trycker
på knappen och vrider på vredet kan tiden t1 justeras i sekunder. Håller
du ner knappen ändras detta till t4. Om du trycker på knappen och vrider
på vredet kan tiden t4 justeras i minuter. Genom ett kort tryck på Timer-
knappen när timerindikatorn lyser t1 eller t2, kommer timern att startas
manuellt.
Genom att trycka på knappen Automatik kommer det inställda trycket att övervakas
under uppvärmningen (timern t1 aktiv) och sammanfogningsprocessen (timern t4
aktiv) och justeras vid behov.
Släpp knappen för att bekräfta serviceparametrarna
3.2 Bruksanvisning
Svetsmaskinen får endast användas av vederbörligen kvalificerad och lämplig
utbildad personal enligt DVS 2212 del 1!
Maskinen får endast användas av utbildade och auktoriserade operatörer!
3.2.1 Driftsättning
Vänligen läs bruksanvisningen och säkerhetsanvisningarna noga innan du
använder maskinen!
Använd inte värmeelementet i en explosiv miljö och låt det inte komma i kontakt
med brännbart material.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag i
den. Håll andra människor borta från arbetsområdet.
Före varje användning ska oljenivån i den hydrauliska enheten kontrolleras vid
oljepåfyllningslocket med oljestickan (20), så den ligger mellan markeringarna
min.och max. Fyll på vid behov.
Hydraulaggregatet får endast vara i horisontellt läge vid transport och
avställning, vid lutning tränger olja ut från på- och avluftningsenheten med
oljestickan.
Tryck på nödstoppsreglaget (18) vid fara. Kontrollera före varje användning att
nödstoppsreglaget inte är låst!
De bägge hydraulslangarna i basmaskinen ansluts med snabbkoppling (14,15) på den
hydrauliska enheten.
SVENSKA 191
Skydda snabbkopplingarna mot föroreningar. Läckande kopplingar måste bytas
omedelbart!
Anslut nätkontakten för fräsen till fräsuttaget (13), kontakten för värmaren till värmaruttaget
(16) och kontakten för basmaskinen till uttaget för basmaskinen (22).
Anslut hydraulaggregatets nätkontakt (17) till elnätet enligt specifikationen på märkskylten.
Om startskärmen inte visas, släpp nödstoppsknappen, ett pip hörs och skärmen (2) visar en
prick.
Kontrollera datum och tid vid första start. Tryck sedan på GO-knappen. (För att ändra se
avsnitt. 3.6) . För att stänga menyn, tryck på EXIT.
Om GO-knappen har tryckts ner och ingen basmaskin är ansluten visas följande meddelande:
„Varning! Ingen basmaskin hittades. Anslut basmaskin“
Om felmeddelandet fortfarande visas när du ansluter är förbindelsen bruten, men det är i
premiumläget fortfarande möjligt att svetsa och registrera (se 3.2.4).
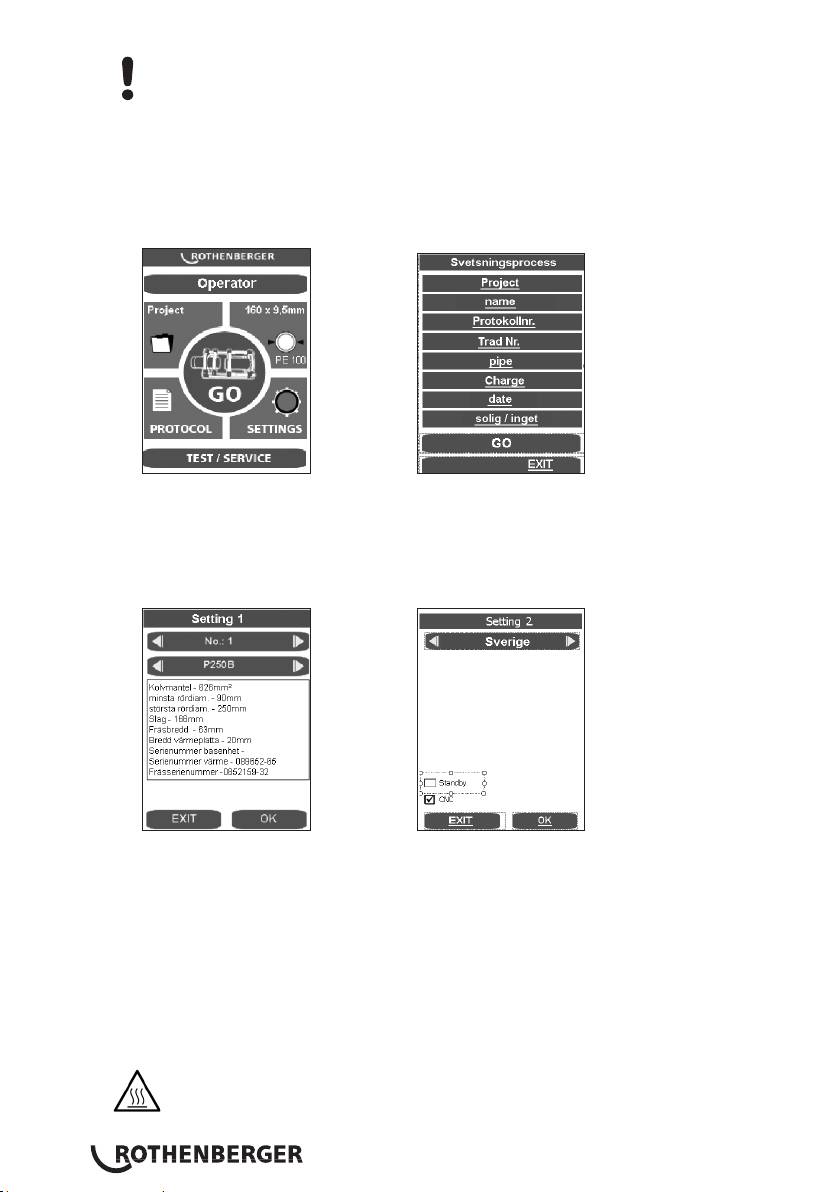
Ställa in språk för inledande drift, grundinställningen är tyska. För att ändra inställningar, tryck
och bekräfta med OK för att växla till inställning 2.
Använd piltangenterna för att välja önskat språk och klicka på OK. Det valda språket sparas
efter den första svetsprocessen.
Det är möjligt att koppla skärmen till viloläge, skärmsläckaren blir aktiv när det hydrauliska
systemet stängs av med knappen (6).
Slå på den hydraulisk enheten (tryck på knapp (6)).
Efter inkoppling värms värmeelementet upp.
På displayen (9) visas den aktuella temperaturen. Reglaget är aktivt när det tänds en punkt
på displayen. När den inställda temperaturen nåtts tänds båda lysdioderna (faktisk och
inställd). Efter ytterligare 10 minuter är värmaren driftsklar. Kontrollera temperaturen med en
termometer.
För att justera temperaturen på värmaren, se avsnitt 3.5.
Risk för brännskador! Värmeelementet kan nå en temperatur på upp till 300 ° C
och ska omedelbart ställas tillbaka efter användning i den därför avsedda
isoleringsboxen!
SVENSKA192
Genom att trycka på knappen (7) länge kommer värmaren stängas av, punkten på displayen
släcks (9), och värmaren kan sättas på igen genom att knappen trycks in på nytt.
Hydraulisk ROWELD P500-630/18-24B Plus: Kontrollera rotation! På fabriken är
maskinerna fastklämda medurs. Basmaskinen med hydraulisk drivenhet på eller av kan köras
när ingen rörelse sker, koppla om fasvändaren på huvudströmbrytaren med lämpliga verktyg!
Obs: Vid fel riktning, är hydrauliken inte på (risk för skador)
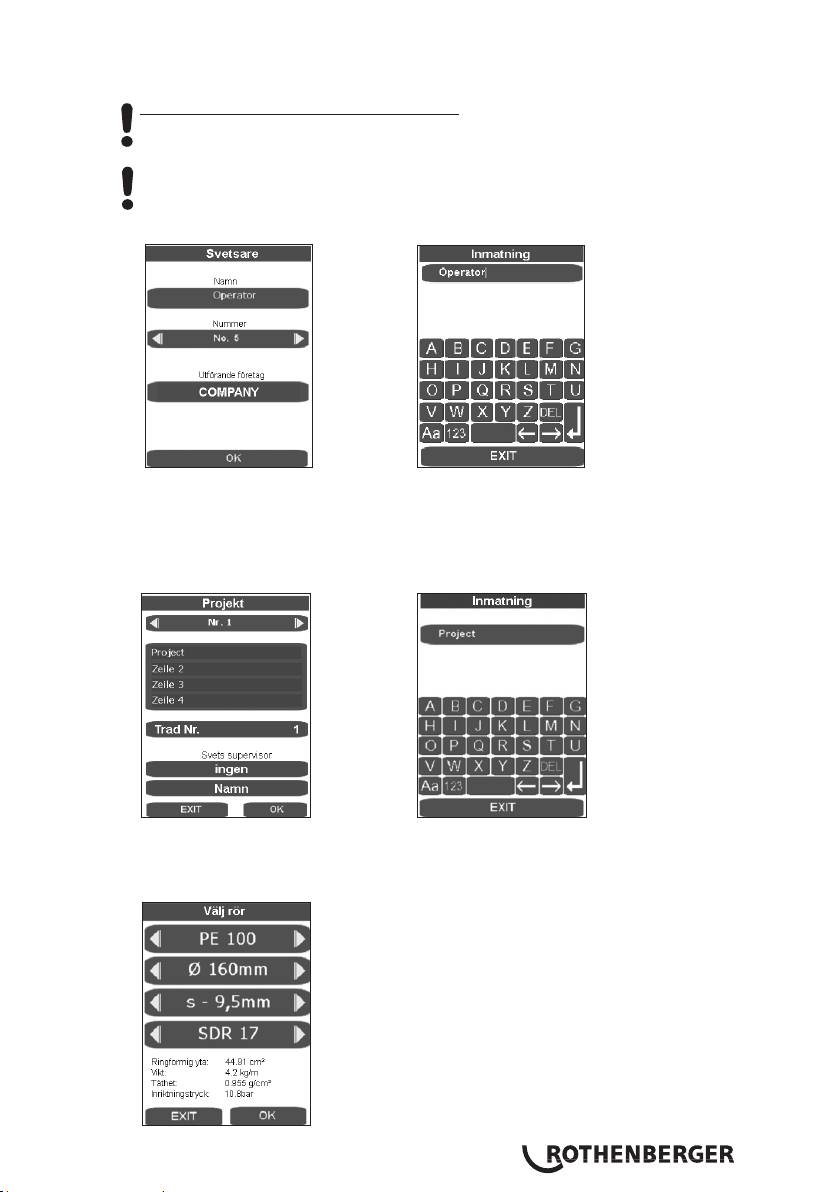
Välj eller ange svetsarnamn „operatör“.
Med inmatningsmasken kan sparade svetsare väljas, nya svetsare läggas till eller så kan
befintliga namn raderas med DEL och nya kan läggas in. Alla inmatningsmasker bekräftas
och sparas med ENTER eller OK, sedan kommer nästa programsteg att visas. EXIT stänger
inmatningsrutan utan att spara.
Välj eller skapa ett projekt.
Med inmatningsmasken kan sparade projekt väljas och nya projektnamn anges. Stäng och
spara med Enter.
Välj rör.
SVENSKA 193
Använd piltangenterna för att välja önskat rör och klicka på OK.
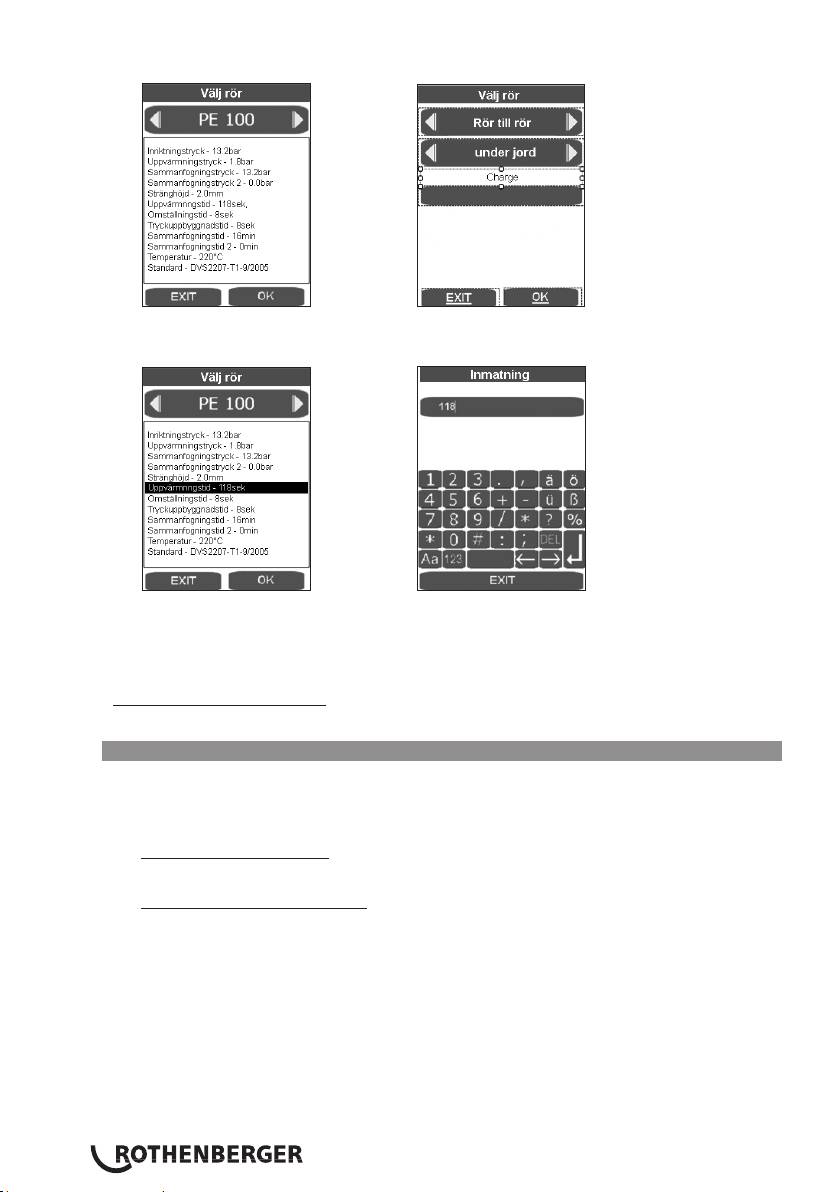
I denna sista översikt av rörparametrarna visas rördatan enligt DVS riktlinjer, med OK visas
fönstret för svetsdel och inläggningstyp.
Olika standardändringar kan göras genom att trycka på motsvarande visningsfält och spara
genom att trycka på ENTER. I punkten Norm ändrar du namnet, detta kan senare anges i
fältet Kommentar på datorn innan utskrift av dataloggen/protokollet. Efter att röruppgifterna
bekräftats med OK och sparats visas huvudmenyn.
Gäller P500-630/18-24B Plus: För lyft av fräsningsenheten och värmare, ska lyftanordning med
art.nr 53410 (P500B) eller 53323 (P630B/P630B Plus) eller lämpligt verktyg användas.
3.2.2 Åtgärder för att förbereda svetsen
För rör som är mindre än den maximala diametern måste enheten förses med
reduceringsinsatser för den rördiameter som ska bearbetas med insexskruvarna som finns i
tillbehören.
ROWELD P250-355/8-12B: bestående av 6 halvskal med bred och 2 halvskal med smal
klämyta
ROWELD P500-630/18-24B Plus: består av till 450 mm diameter på 6 halvskal med bred och
2 halvskal med smal klämyta, från 500 mm 8 halvskal med bred
klämyta.
Det bör noteras att halv-skalen med den smala klämytan ska införas i de två yttre nedre
basspännelementen. Endast för rör/rörböjanslutning som kan sättas in i det vänstra
gripelementet ovanför och nedanför.
Lägg i de plaströr eller beslag som ska svetsas i spännanordningen (vid långa rör över
2,5 m måste rullblock användas) och sätt i mässingsmuttrarna för att dra åt vid det
övre fastspänningsverktyget. Rörens rundhet kan kompenseras genom att dra åt eller
lossamässingsmuttrarna.
SVENSKA194
För rör / rör - föreningar måste distanser användas i de bägge
vänstra spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Rören hålls av två spännelement.
Rör / montering P250-355/8-12B:
Vid rör/monterings - anslutningar,måste distanserna användas
i de bägge mittersta spännelementen och
värmaravsågsinställningen hängas upp i de vänstra
spännelementen.
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett klämelement. Härmed kan det
rörliga klämelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Vid arbete på vissa rördelar på särskilda platser, t.ex. horisontella böjar eller svetsbuntar är det
nödvändigt att ta bort värmaravsågsinställningen.
Rör / montering P500-630/18-24B Plus:
För rör/monterings-föreningar måste distanser snurras och
användas i de bägge mittersta spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett spännelement. Härmed kan det
rörliga spännelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
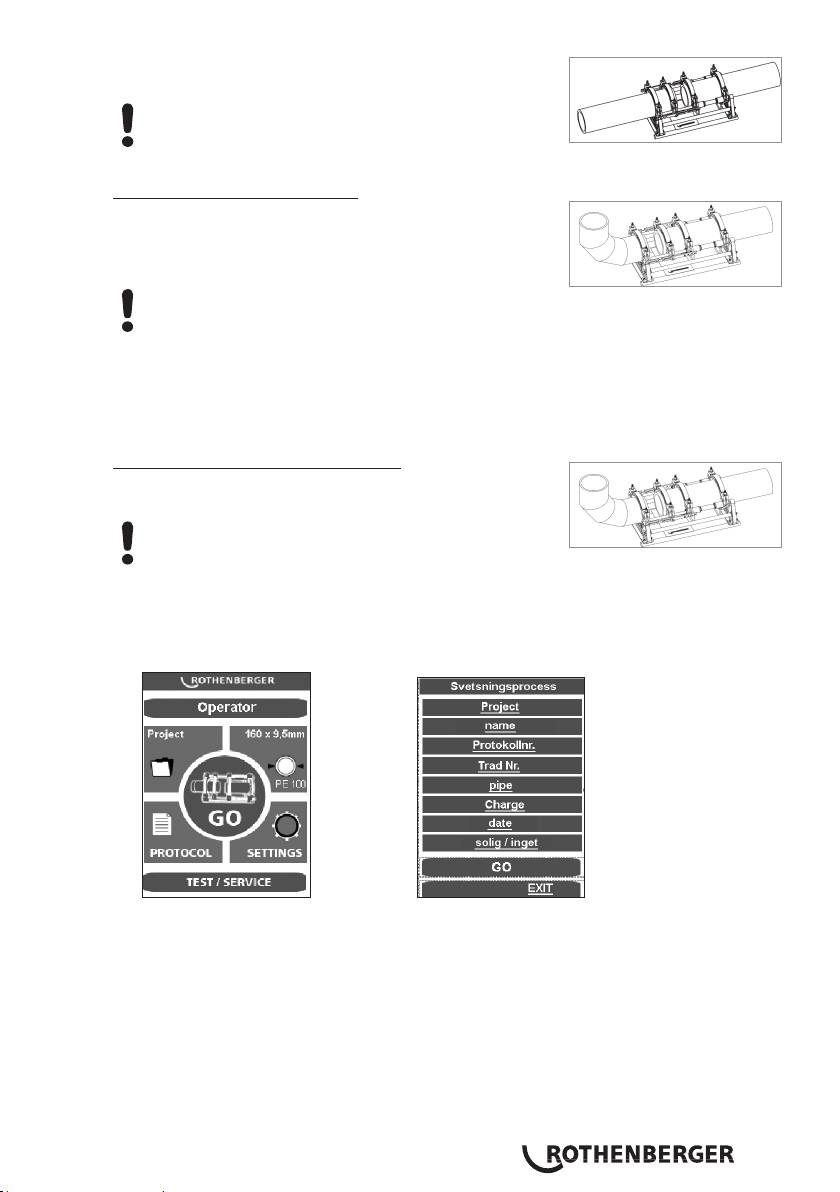
Starta svetsprocessen med GO.
I denna sista översikt kan du göra ändringar i sista minuten genom att klicka på den relevanta
delposten och bekräfta med GO.
Vid CNC-drift utförs styrningen av pekdatorn. Alla funktioner utförs av pekdatorn, då på/av-
knappen (6) är blockerade.
Svetsprocessen kan avbrytas med på/av-knappen eller EXIT-knappen. Låset släpps sedan och
motsvarande meddelande visas på displayen.
SVENSKA 195
Använd pilknapparna så åker maskinen ut, med EXIT hoppar programmet till huvudmenyn
utan att spara.
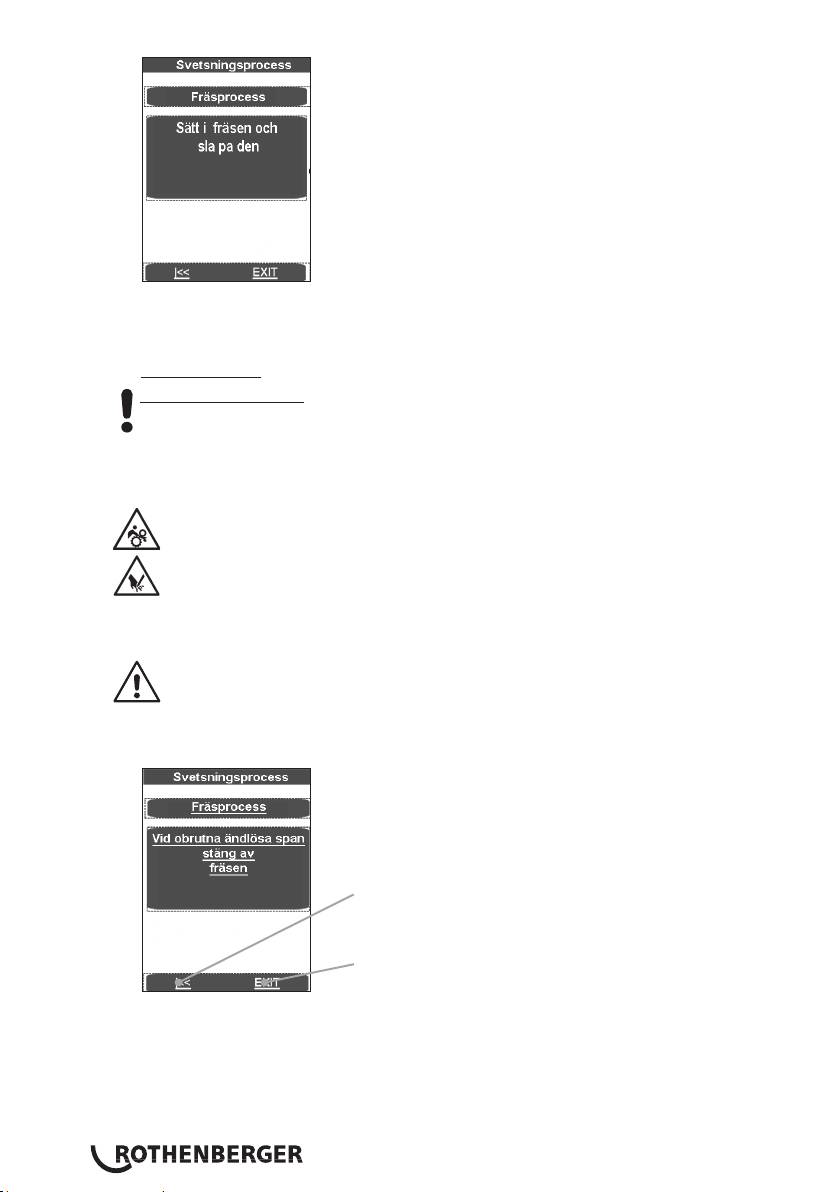
Sätt in elfräsen mellan arbetsstyckena som skall svetsas.
P250-355/8-12B: Slå på fräsermotorn och lås brytaren.
P500-630/18-24B Plus: Kontrollera rotation! På fabriken är maskinerna fastklämda
medurs.
Fräsenheten slås på genom att trycka på textrutan. Hyvlingsskivorna måste köras
i skärriktningen, annars måsta fasvändaren på huvudströmbrytaren kopplas om med ett
lämpligt verktyg.
Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avstånd
från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen
i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda
isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid
kontrolleras för att undvika oavsiktlig start utanför maskinen.
Spännelementen går ihop automatiskt. Frästrycket kan ökas med vredet (4). Som standard
kan upp till 20 bar möjligt frästryck ökas upp till 50 bar, se avsnitt 3.5.
För högt frästryck kan leda till överhettning och skador på skärenheten. Vid
överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas (se
avsnitt 3.5).
Efter det att hyvelspån med en tjocklek på <= 0,2 mm kommer ut ur fräsern, tryck på
textrutan så stängs fräsenheten och spännelementen åker ut.
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och sätt in den
i isoleringsboxen .
SVENSKA196
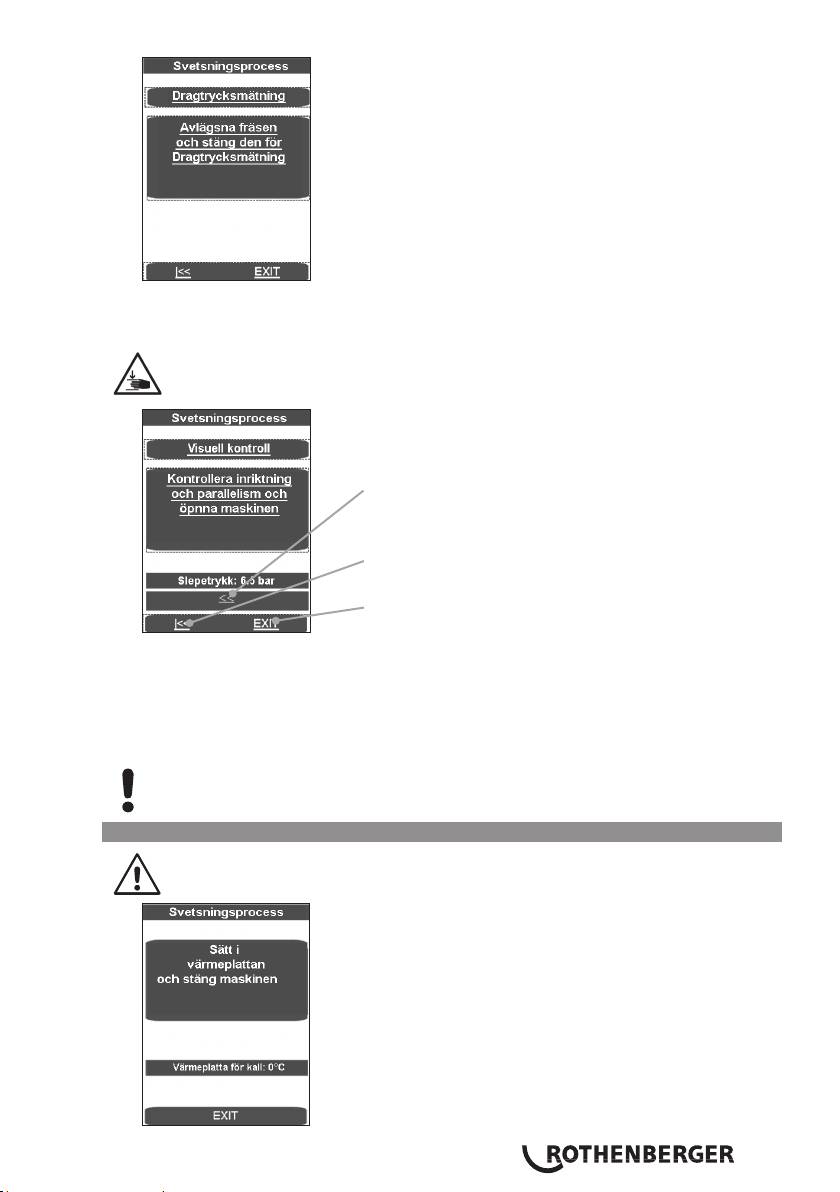
Tryck på textrutan så skjuts arbetsstyckena ihop och dragtrycket mäts.
Den uppmätta bromstrycket läggs automatiskt till matchningstryck, blötläggningstryck och
fogtryck.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag
i den. Håll andra människor borta från arbetsområdet.
Använd pilknapparna så återgår programmet till
"Dragtrycksmätning"
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Kontrollera om rören sitter ordentligt i spännelementen, och att svetsytorna är plana,
parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan
ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max.
avstånd mellan de plana ytorna får inte vara större än 0,5 mm. Använd ett rent verktyg (t.ex.
en borste) och ta bort eventuella spån i röret.
Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med
händerna, och måste vara fri från föroreningar!
3.2.3 Svetsning
Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett
säkert avstånd till maskinen. Stå aldrig i maskinen!
SVENSKA 197
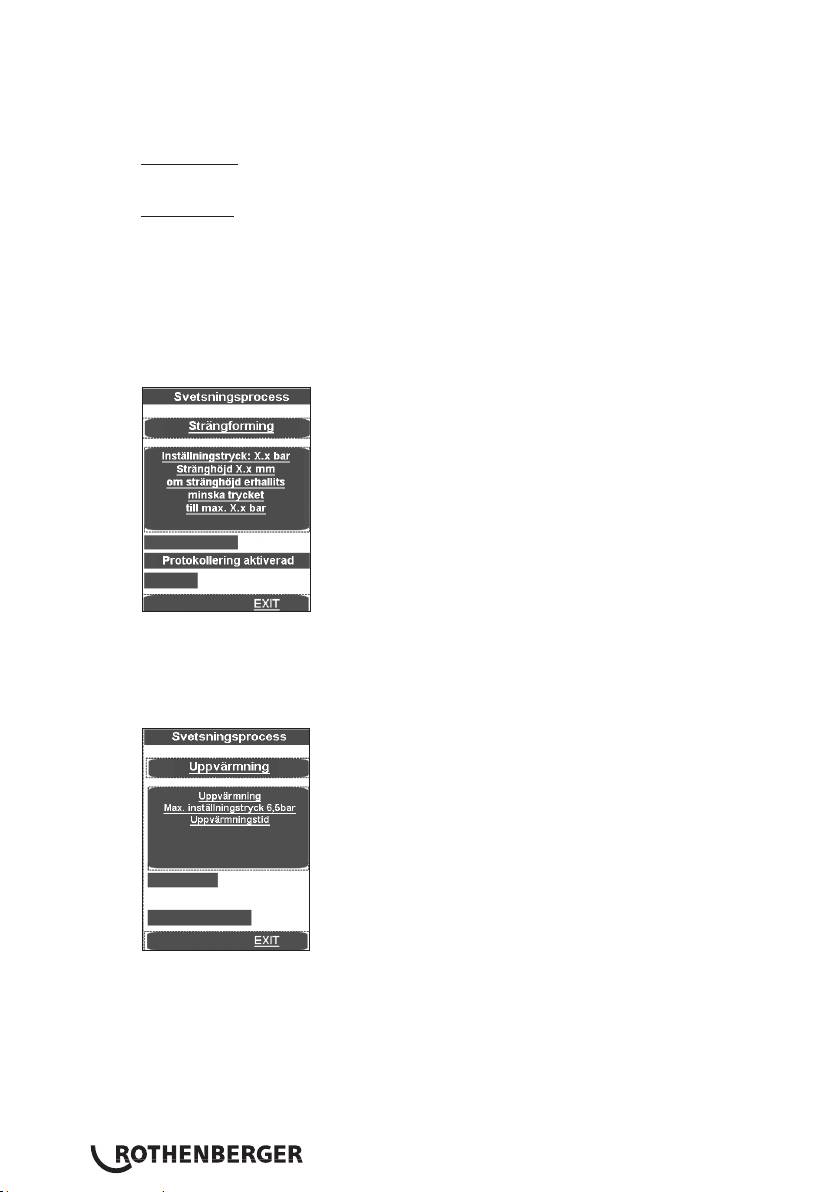
I masken visas värmeplattans temperatur.
Förloppsindikatorn visar när temperaturen är för låg i blått, och när den är för hög i rött och
om den är inom standarden i grönt.
Maskinen kan endast köras tillbaka i det gröna standardområdet.
Värmare SA: Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att
stöden i värmeplattan sitter i skårorna på utsugsmekanismen.
Värmare VA: Sätt in värmeelementet på de bägge stöden i basmaskinen och vrid in
värmeplattan mellan rören.
Skjut ihop maskinen genom att trycka på textrutan, matchningstrycket ställs in automatiskt
och håller trycket.
Nu sparas alla svetsparametrar och loggning aktiveras.
Svetsprocessen avbryts med EXIT, meddelandet „Abbruch durch Bediener“ (avbrutet av
användare) visas, trycket släpps och svetsparametrarna sparas. Bekräfta meddelandet med
OK, så hoppar programmet till huvudmenyn.
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den faktiska trycket visas
i displayen (2).
När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, släpper trycket
automatiskt och uppvärmningsprocessen börjar.
Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot
värmeelementet.
Strax före slutet av uppvärmningen ljuder en signal.
Efter att uppvärmningen är klar åker arbetsstyckena automatiskt isär, och värmaren SA måste
tas bort, värmaren svängs automatiskt in och arbetsstyckena skjuts ihop.
SVENSKA198
