Rothenberger ROWELD P8-24B Plus Premium: инструкция
Раздел: Техника
Тип:
Инструкция к Rothenberger ROWELD P8-24B Plus Premium
ROWELD P250-630/8-24B
Plus Premium
ROWELD P250-630/8-24B
Plus Premium
Bedienungsanleitung
Instructions for use
Instruction d’utilisation
Instrucciones de uso
Gebruiksaanwijzing
Instruções de serviço
Brugsanvisning
Bruksanvisning
Bruksanvisning
Käyttöohje
Instrukcja obslugi
Kullanim kilavuzu
Kezelési útmutató
Navodilo za uporabo
Návod na obsluhu
Инструкция за експлоатация
Инструкция по использованию
www.rothenberger.com
A Basic Unit
ROWELD P 250 B:
ROWELD P 8 B:
2
1
ROWELD P 500-630 B Plus:
ROWELD P 18-24 B Plus:
2
1
1
3
4
ROWELD P 355 B:
ROWELD P 12 B
2
1
1
3
4
3
4
B Hydraulik Unit
20
14 16 18
21
1 2 3 4
17
5
13
15
19
6
1112
10
9
78
Intro
DEUTSCH - Originalbetriebsanleitung! Seite 2
Bedienungsanleitung bitte lesen und aufbewahren! Nicht wegwerfen!
Bei Schäden durch Bedienungsfehler erlischt die Garantie! Technische Änderungen vorbehalten!
ENGLISH page 23
Please read and retain these directions for use. Do not throw them away! The warranty does not cover
damage caused by incorrect use of the equipment! Subject to technical modifications!
FRANÇAIS page 44
Lire attentivement le mode d’emploi et le ranger à un endroit sûr! Ne pas le jeter ! La garantie est
annulée lors de dommages dûs à une manipulation erronée ! Sous réserve de modifications techniques!
ESPAÑOL página 66
¡Por favor, lea y conserve el manual de instrucciones! ¡No lo tire! ¡En caso de daños por errores de
manejo, la garantía queda sin validez! Modificaciones técnicas reservadas!
NEDERLANDS bladzijde 88
Lees de handleiding zorgvuldig door en bewaar haar goed! Niet weggooien! Bij schade door
bedieningsfouten komt de garantieverlening te vervallen! Technische wijzigingen voorbehouden!
PORTUGUES pagina 109
Queiram ler e guardar o manual de instruções! Não deitar fora! Em caso de avarias por utilização
incorrecta, extingue-se a garantia! Reservado o direito de alterações técnicas!
DANSK side 130
Læs betjeningsvejledningen, og gem den til senere brug! Smid den ikke ud! Skader, som måtte opstå som
følge af betjeningsfejl, medfører, at garantien mister sin gyldighed! Ret til tekniske ændringer forbeholdes!
SVENSKA sida 151
Läs igenom bruksanvisningen och förvara den väl! Kasta inte bort den! Garantin upphör om apparaten
har använts eller betjänats på ett felaktigt sätt! Med reservation för tekniska ändringar!
NORSK side 172
Les bruksanvisningen og oppbevar den vel! Ikke kast den! Oppstår skader på grunn av betjeningsfeil
opphører garantiens gyldighet! Tekniske forandringer forbeholdes!
SUOMI sivulta 193
Lue ja säilytä tämä käyttöohje! Älä heitä pois!
Takuu ei kata käyttövirheistä aiheutuvia vahinkoja! Oikeudet teknisiin muutoksiin pidätetään!
POLSKI strony 213
Instrukcjê obslugi prosze przeczytac i przechowac! Nie wyrzucac!
Przy uszkodzeniach wynikajacych z blêdów obslugi wygasa gwarancja! Zmiany techniczne zastrzezone!
TÜRKÇE sayfa 235
Kullanim açiklamalarini lütfen dikkatlice okuyunuz ve bir yerde muhafaza ediniz! Çöpe atmayiniz!
Kullaniminda yapilan hatalar, garantinin silinmesine neden olur! Teknik deðiþiklikler yapma hakkimiz saklidir!
MAGYAR oldaltól 257
Kérjük, olvassa el és őrizze meg a kezelési utasítást! Ne dobja el!
A helytelen kezelésből származó károsodások esetén megszûnik a jótállás! Mûszaki változtatások fenntartva!
SLOVENŠČINA Stran 277
Preberite navodila za uporabo in jih shranite! Ne odvrzite jih!
Ob poškodbah zaradi napak v uporabi preneha veljati garancija! Pridržujemo si pravico do tehničnih sprememb!
SLOVENSKÝ Strana 298
Prečítajte si prosím návod na obsluhu a uschovajte ho! Návod nezahadzujte!
Pri poškodeniach v dôsledku chýb pri obsluhe zaniká záruka! Technické zmeny vyhradené!
БЪЛГАРСКИ Страница 319
Прочетете внимателно и запазете инструкцията за експлоатация! Не я захвърляйте или унищожавайте! При настъпили дефекти вследствие на
неправилно обслужване гаранцията отпада! Технически изменения по уреда са изключително в компетенцията на фирмата производител!
PУCCKИЙ Страница 340
Прочтите инструкцию по эксплуатации и сохраняйте её для дальнейшего использования! B случае поломки инструмента
из-за несоблюдения инструкции клиент теряет право на обслуживание по гарантии! Bозможны технические изменения!
1
1
Inhalt Seite
1 Hinweise zur Sicherheit 3
1.1 Bestimmungsgemäßer Gebrauch 3
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge 3
2 Technische Daten, siehe Heft „technische Daten“
3 Funktion des Gerätes 5
3.1 Gerätebeschreibung 5
3.1.1 Grundmaschine (Abb. A) 5
3.1.2 Hydraulikaggregat (Abb. B) 5
3.2 Bedienungsanleitung 6
3.2.1 Inbetriebnahme 6
3.2.2 Maßnahmen zur Vorbereitung der Schweißung 9
3.2.3 Schweißvorgang 13
3.2.4 Außerbetriebnahme 16
3.3 Allgemeine Anforderungen 16
3.4 Wichtige Hinweise zu den Schweißparametern 17
3.5 Parameter einstellen 17
3.6 Datum und Uhrzeit einstellen 18
3.7 Maschinenkonfigurationen anlegen- auswählen 20
3.8 Fehlermeldungen 21
4 Pflege und Wartung 21
4.1 Maschinen - und Werkzeugpflege 22
5 Zubehör 22
6 Entsorgung 22
Kennzeichnungen in diesem Dokument:
Gefahr!
Dieses Zeichen warnt vor Personenschäden.
Achtung!
Dieses Zeichen warnt vor Sach- oder Umweltschäden.
Aufforderung zu Handlungen
DEUTSCH2
1 Hinweise zur Sicherheit
1.1 Bestimmungsgemäßer Gebrauch
Die ROWELD P250-630/8-24B Plus Premium sind nur für das Herstellen von Schweißverbindun-
gen von PE, PP und PVDF Rohren, gemäß den technischen Daten, zu verwenden.
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge
ACHTUNG! Beim Gebrauch von Elektrowerkzeugen sind zum Schutz gegen elektrischen
Schlag, Verletzungs- und Brandgefahr folgende grundsätzliche Sicherheitsmaßnahmen zu
beachten.
Lesen Sie alle diese Hinweise, bevor Sie dieses Elektrowerkzeug benutzen, und
bewahren Sie die Sicherheitshinweise gut auf!
Wartung und Instandhaltung:
1 Regelmäßige Reinigung, Wartung und Schmierung. Vor jeglicher Einstellung,
Instandhaltung oder Instandsetzung Netzstecker ziehen.
2 Lassen Sie Ihr Gerät nur von qualifiziertem Fachpersonal und nur mit Original-
Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Gerätes erhalten
bleibt.
Sicheres Arbeiten:
1 Halten Sie Ihren Arbeitsbereich in Ordnung. Unordnung im Arbeitsbereich kann Unfälle
zur Folge haben.
2 Berücksichtigen Sie Umgebungseinflüsse. Setzen Sie Elektrowerkzeuge nicht dem Regen
aus. Benützen Sie Elektrowerkzeuge nicht in feuchter oder nasser Umgebung. Sorgen Sie für
gute Beleuchtung des Arbeitsbereichs. Benutzen Sie Elektrowerkzeuge nicht, wo Brand- oder
Explosionsgefahr besteht.
3 Schützen Sie sich vor elektrischem Schlag. Vermeiden Sie Körperberührung mit geerdeten
Teilen (z.B. Rohren, Radiatoren, Elektroherden, Kühlgeräten).
4 Halten Sie andere Personen fern. Lassen Sie andere Personen, insbesondere Kinder, nicht
an das Elektrowerkzeug oder das Kabel berühren. Halten Sie sie von dem Arbeitsbereich fern.
5 Bewahren Sie unbenutzte Elektrowerkzeuge sicher auf. Unbenutzte Elektrowerkzeuge
sollten an einem trockenen, hochgelegenen oder abgeschlossenen Ort, außerhalb der
Reichweite von Kindern, abgelegt werden.
6 Überlasten Sie ihr Elektrowerkzeug nicht. Sie arbeiten besser und sicherer im
angegebenen Leistungsbereich.
7 Benutzen Sie das richtige Elektrowerkzeug. Verwenden sie keine leistungsschwachen
Maschinen für schwere Arbeiten. Benutzen Sie das Elektrowerkzeug nicht für solche Zwecke,
für die es nicht vorgesehen ist. Benutzen Sie z.B. keine Handkreissäge zum Schneiden von
Baumästen oder Holzscheiten.
8 Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder Schmuck, sie
könnten von beweglichen Teilen erfasst werden. Bei Arbeiten im Freien ist rutschfestes
Schuhwerk empfehlenswert. Tragen Sie bei langen Haaren ein Haarnetz.
9 Benutzen Sie Schutzausrüstung. Tragen Sie eine Schutzbrille. Verwenden Sie bei
stauberzeugenden Arbeiten eine Atemmaske.
10 Schließen Sie die Staubabsaug-Einrichtung an. Falls Anschlüsse zur Staubabsaugung
und Auffangeinrichtung vorhanden sind, überzeugen Sie sich, dass diese angeschlossen und
richtig benutzt werden.
DEUTSCH 3
11 Verwenden Sie das Kabel nicht für Zwecke, für die es nicht bestimmt ist. Benützen
Sie das Kabel nicht, um den Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor
Hitze, Öl und scharfen Kanten.
12 Sichern Sie das Werkstück. Benützen Sie Spannvorrichtungen oder einen Schraubstock, um
das Werkstück festzuhalten. Es ist damit sicherer gehalten als mit Ihrer Hand.
13 Vermeiden Sie abnormale Körperhaltung. Sorgen Sie für sicheren Stand und halten Sie
jederzeit das Gleichgewicht.
14 Pflegen Sie Ihre Werkzeuge mit Sorgfalt. Halten Sie die Schneidwerkzeuge scharf
und sauber, um besser und sicherer arbeiten zu können. Befolgen Sie die Hinweise zur
Schmierung und zum Werkzeugwechsel. Kontrollieren Sie regelmäßig die Anschlussleitung
des Elektrowerkzeugs und lassen Sie diese bei Beschädigung von einem anerkannten
Fachmann erneuern. Kontrollieren Sie die Verlängerungsleitungen regelmäßig und ersetzen
Sie diese, wenn sie beschädigt sind. Halten Sie Handgriffe trocken, sauber und frei von Fett
und Öl.
15 Ziehen Sie den Stecker aus der Steckdose. Bei Nichtgebrauch des Elektrowerkzeugs, vor
der Wartung und beim Wechsel von Werkzeugen wie z. B. Sägeblatt, Bohrer, Fräser.
16 Lassen Sie keine Werkzeugschlüssel stecken. Überprüfen Sie vor dem Einschalten, dass
Schlüssel und Einstellwerkzeug entfernt sind.
17 Vermeiden Sie unbeabsichtigten Anlauf. Vergewissern Sie sich, dass der Schalter beim
Einstecken des Steckers in die Steckdose ausgeschaltet ist.
18 Benutzen Sie Verlängerungskabel für den Außenbereich. Verwenden Sie im Freien nur
dafür zugelassene und entsprechend gekennzeichnete Verlängerungskabel.
19 Seien Sie Aufmerksam. Achten Sie darauf, was Sie tun. Gehen Sie mit Vernunft an die
Arbeit. Benutzen Sie das Elektrowerkzeug nicht, wenn Sie unkonzentriert sind.
20 Überprüfen Sie das Elektrowerkzeug auf eventuelle Beschädigungen. Vor weiterem
Gebrauch des Elektrowerkzeugs müssen Schutzvorrichtungen oder leicht beschädigte Teile
sorgfältig auf ihre einwandfreie und bestimmungsgemäße Funktion untersucht werden.
Überprüfen Sie, ob die beweglichen Teile einwandfrei funktionieren und nicht klemmen oder
ob Teile beschädigt sind. Sämtliche Teile müssen richtig montiert sein und alle Bedingungen
erfüllen, um den einwandfreien Betrieb des Elektrowerkzeugs zu gewährleisten.
Beschädigte Schutzvorrichtungen und Teile müssen bestimmungsgemäß durch eine
anerkannte Fachwerkstatt repariert oder ausgewechselt werden, soweit nichts anderes in der
Gebrauchsanweisung angegeben ist. Beschädigte Schalter müssen bei einer Kundenwerkstatt
ersetzt werden.
Benutzen Sie keine Elektrowerkzeuge, bei denen sich der Schalter nicht ein- und ausschalten
lässt.
21 Achtung. Der Gebrauch anderer Einsatzwerkzeuge und anderen Zubehörs kann
Verletzungsgefahr für Sie bedeuten.
22 Lassen Sie ihr Elektrowerkzeug durch eine Elektrofachkraft reparieren. Dieses
Elektrowerkzeug entspricht den einschlägigen Sicherheitsbestimmungen. Reparaturen dürfen
nur von einer Elektrofachkraft ausgeführt werden, indem Original Ersatzteile verwendet
werden; andernfalls können Unfälle für den Benutzer entstehen.
2 Technische Daten, siehe Heft „technische Daten“
DEUTSCH4
3 Funktion des Gerätes
3.1 Gerätebeschreibung
Die ROWELD P250-630/8-24B Plus Premium sind kompakte, transportable Heizelement
Stumpfschweißmaschinen mit Protokollier-Modul zum Speichern der Schweißparameter nach
DVS Richtlinie, Protokollübertragung über USB-Anschluß, die speziell für den Einsatz im Bereich
von Baustellen - und hier speziell in Rohrgräben - konzipiert wurden. Selbstverständlich ist auch
ein Einsatz der Maschinen im Werkstattbereich möglich.
Durch die Vielseitigkeit der Schweißmaschinen „Typ ROWELD“ können in allen Einsatzgebieten
die folgenden Schweißverbindungen von PE, PP und PDF Rohren mit Außendurchmessern von
90-630mm/5-24“ sicher hergestellt werden:
I. Rohr - Rohr
II. Rohr - Rohrbogen
III. Rohr - T - Stück
IV. Rohr - Vorschweißbund
Die Maschinen bestehen im Wesentlichen aus:
Grundmaschine, Reduktionsspanneinsätzen, Hydraulikaggregat mit Protokolliermodul,
Fräseinrichtung, Heizelement, Einstellkasten.
Beim Verschweißen von Vorschweißbunden ist die als Zubehör erhältliche Vierbacken -
Spannscheibe zu verwenden.
ROWELD P250/8B: Beim Verschweißen von Rohrbögen mit engem Radius des max.
Durchmessers der Maschine, ist das als Zubehör erhältliche angeschrägte Spannwerkzeug
Oberteil zu verwenden.
ROWELD P500-630/18-24B Plus: Zum Ein- und Ausheben von Fräser und Heizelement kann die
als Zubehör erhältliche elektrische Aushebevorrichtung verwendet werden.
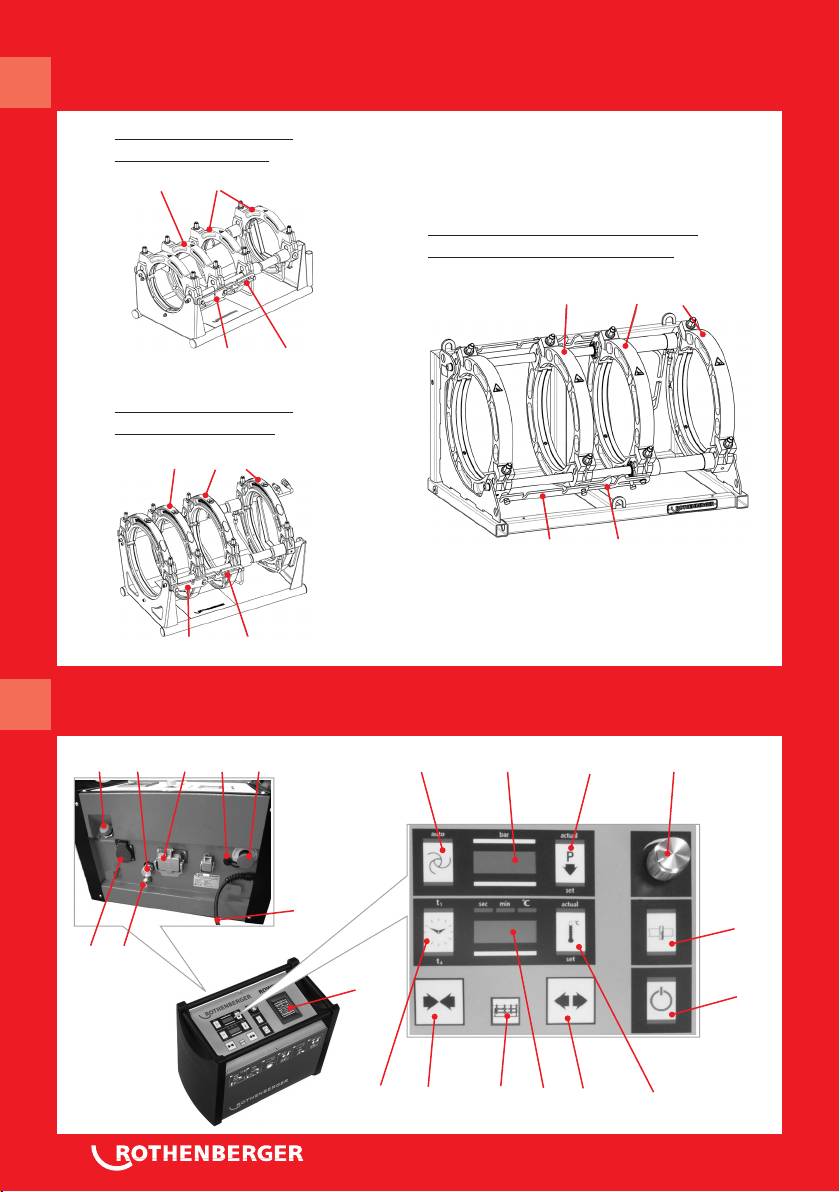
3.1.1 Grundmaschine (Abb. A)
1 Bewegliche Spannelemente 3 Distanzstück mit Arretierungskerben
2 Verschiebbares Spannelement 4 Heizelementabzugsvorrichtung
3.1.2 Hydraulikaggregat (Abb. B)
1 Taste Automatik 12 Taste Timer (Zeit)
2 Anzeige Druck 13 Steckdose Fräseinrichtung
3 Taste Druck ablassen 14 Schnellkupplung Muffe
4 Drehknopf 15 Schnellkupplung Stecker
5 Taste Fräsen 16 Steckvorrichtung Heizelement
6 Taste Ein-Ausschalten 17 Netzstecker
7 Taste Heizung 18 Not-Aus
8 Maschine „Auffahren“ 19 Touch-PC
9 Anzeige Temperatur und Zeit 20 Öleinfüllstutzen mit Peilstab
10 Freigabetaste 21 USB-Anschluss
11 Maschine „Zufahren“
Das Hydraulikaggregat ermöglicht die mit den folgenden Symbolen gekennzeichneten
Bedienungen der Schweißmaschine:
Taste Hydraulikaggregat Ein- und Ausschalten
Durch Drücken der Taste „Heizung“ Heizelement einschalten. Gewünsch-
te Temperatur des Heizelements durch Drücken der Taste „Heizung“ und
Drehen des Drehknopfes einstellen, der Wert wird in der Anzeige Tempe-
ratur angezeigt, danach wird wieder der Istwert angezeigt.
DEUTSCH 5
Am Drehknopf den Druck zum Fräsen, Angleichen, Anwärmen und Fü-
gen einstellen, Wert wird in der Anzeige „Druck“ angezeigt. 3 Sekunden
nach dem Einstellen wird der Istwert angezeigt. Durch Drücken des Dreh-
knopfes werden die Serviceparameter gezeigt und eingestellt.
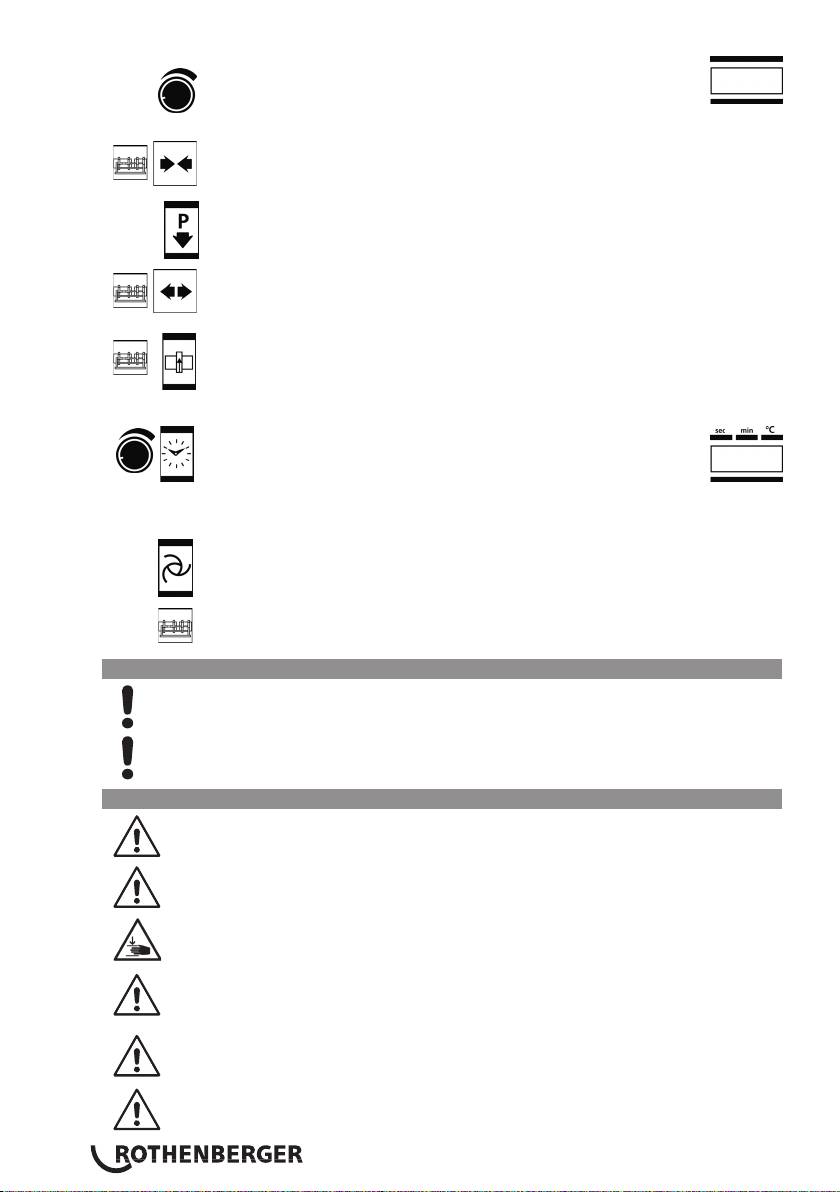
Zum Zusammenfahren der Spannelemente die Freigabetaste und Maschine
„Zufahren“ Drücken.
Taste zum Druck ablassen
Zum Auseinanderfahren der Spannelemente die Freigabetaste und Maschine
„Auffahren“ Drücken.
Die Freigabetaste und Taste Fräsen drücken, um Steckdose Fräseinrichtung einzu-
schalten, Druck wird automatisch auf 10 bar eingestellt und kann mit dem Dreh-
knopf auf maximal 20 erhöht werden. (Im Sonderanwendungsfall z.B Hanglage kann
durch Veränderung des P004 auf maximal 50bar eingestellt werden)
Timer durch einmaliges Drücken der Taste aktivieren. Bei Drücken der
Taste und Drehen des Drehknopfes kann die Zeit t1 in Sekunden einge-
stellt werden. Bei längerem Drücken der Taste wird auf t4 umgeschaltet.
Bei Drücken der Taste und Drehen des Drehknopfes kann die Zeit t4 in
Minuten eingestellt werden. Durch kurzes Drücken der Timertaste, wenn
die Timeranzeige t1 oder t2 leuchtet, wird der Timer manuell gestartet.
Durch Drücken der Taste Automatik wird der eingestellte Druck während des
Anwärmens (Timer t1 aktiv) und Fügevorganges (Timer t4 aktiv) überwacht und
eventuell nachgeregelt.
Freigabetaste für die Bestätigung der Serviceparameter
3.2 Bedienungsanleitung
Die Schweißmaschine darf nur von hierzu berechtigten und angemessen
qualifizierten Fachkräften gemäß DVS 2212 Teil 1 bedient werden!
Die Maschine darf nur von ausgebildeten und autorisierten Bedienern benutzt
werden!
3.2.1 Inbetriebnahme
Bitte lesen Sie die Betriebsanleitung und die Hinweise zur Sicherheit vor der
Inbetriebnahme der Stumpfschweißmaschine aufmerksam durch!
Das Heizelement nicht in explosionsgefährdeter Umgebung verwenden und nicht
mit leicht brennbaren Stoffen in Berührung bringen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Vor jeder Inbetriebnahme Ölstand des Hydraulikaggregats prüfen, der Ölstand
muss zwischen der min. max. Markierung am Öleinfüllstopfen mit Peilstab (20)
liegen, gegebenenfalls Hydrauliköl HLP 46 nachfüllen.
Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei
Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab.
Bei Gefahr Not-Aus Schalter (18) drücken. Vor jeder Inbetriebnahme sicherstellen,
dass der Not-Aus nicht arretiert ist!
DEUTSCH6
Die beiden Hydraulikschläuche der Grundmaschine mittels Schnellkupplung (14,15) am
Hydraulikaggregat verbinden.
Schnellkupplungen vor Verschmutzung schützen. Undichte Kupplungen sind sofort
auszutauschen!
Netzstecker Fräseinrichtung an Steckdose (13) und Stecker Heizelement an Steckvorrichtung
(16) anschließen.
Netzstecker Hydraulikaggregat (17) an die Stromversorgung, entsprechend auf dem
Typenschild angegeben, anschließen. Wenn der Startbildschirm nicht erscheint, Not-Aus
Schalter entriegeln, es ertönt ein Signalton und in der Anzeige (2) leuchtet ein Punkt.
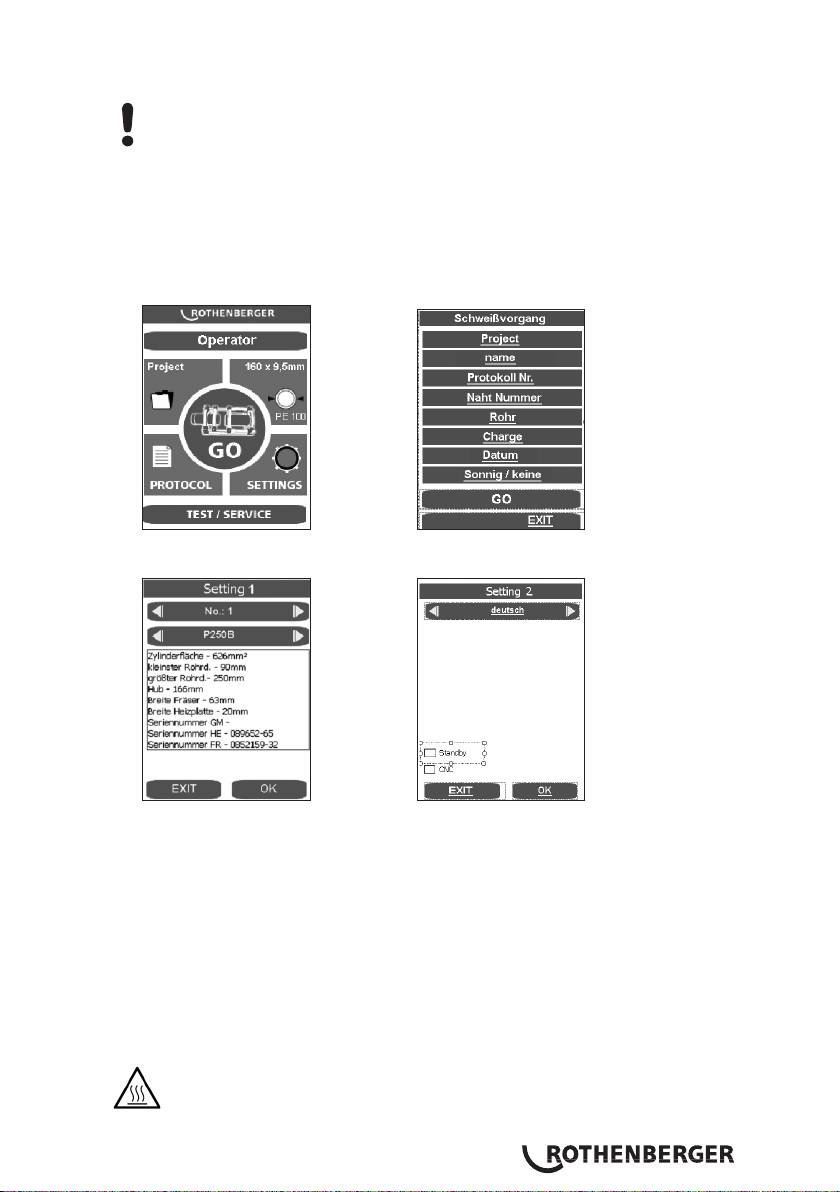
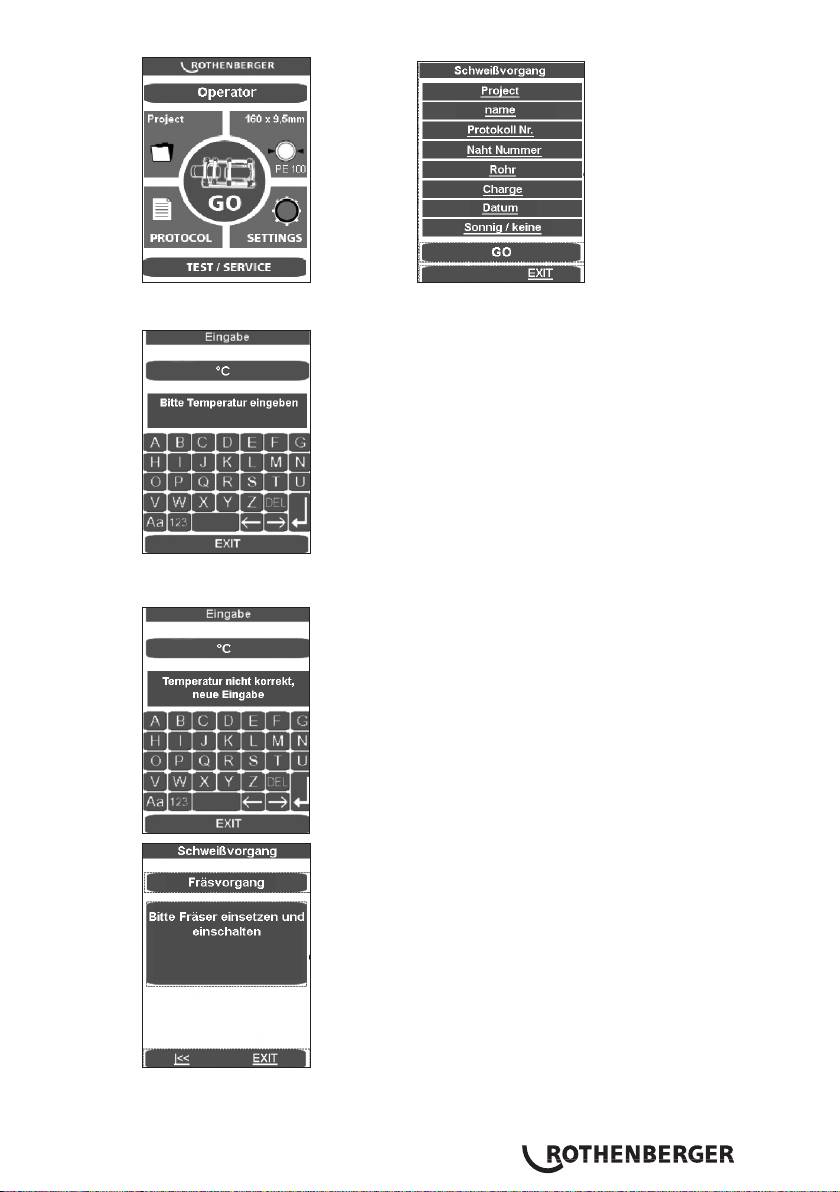
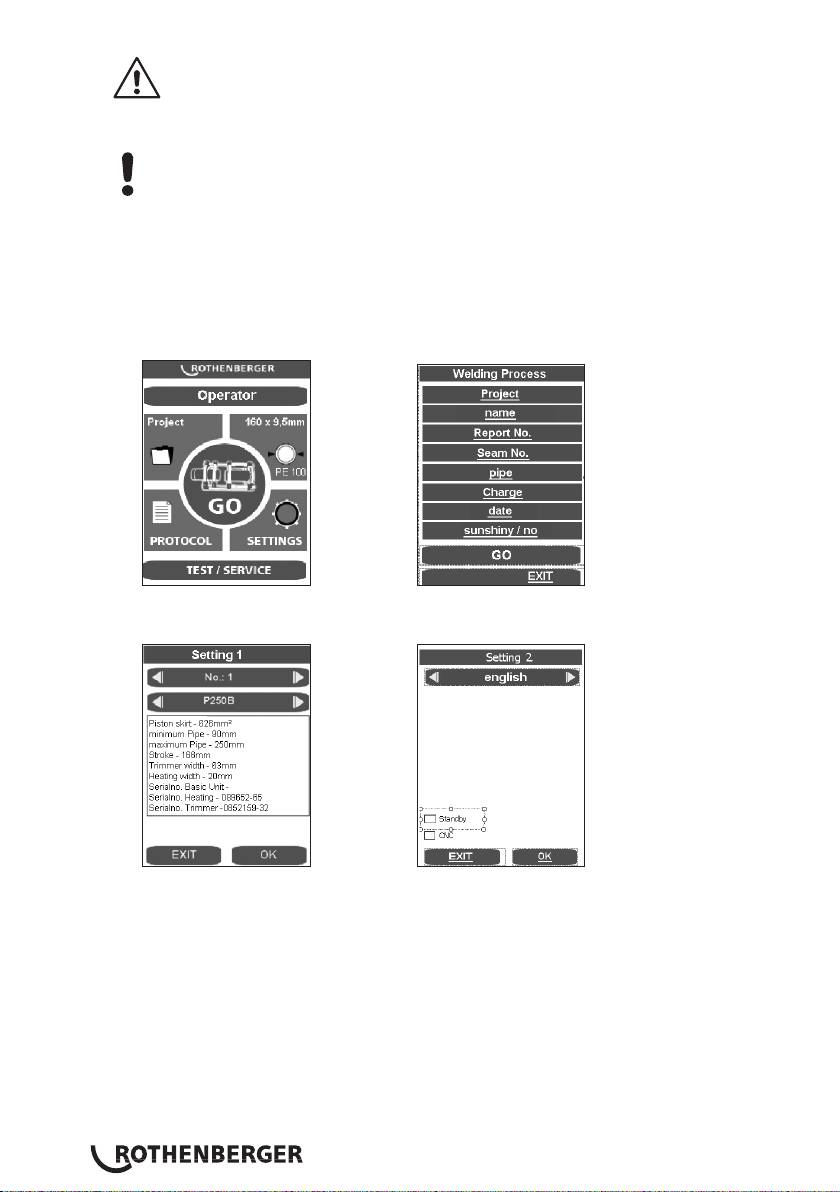
Bei Erstinbetriebnahme Datum und Uhrzeit prüfen. Dazu die Taste GO drücken. (Zum Ändern
siehe Pkt. 3.6) . Zum Schliessen des Menüs EXIT drücken.
Bei Erstinbetriebnahme Sprache einstellen, Werkseitig ist deutsch eingestellt. Zum Ändern
Settings drücken und mit OK in Setting 2 wechseln.
Mit den Pfeiltasten die gewünschte Sprache auswählen und mit OK bestätigen. Die gewählte
Sprache wird nach dem ersten Schweißprozess gespeichert.
Es ist möglich den Bildschirm in einen Standby Modus zu schalten, der Bildschirmschoner wird
aktiv wenn die Hydraulik mit der Taste (6) ausgeschaltet wird.
Hydraulikaggregat einschalten (Taste (6) drücken).
Nach dem Einschalten heizt sich das Heizelement auf.
Auf der Anzeige (9) wird die aktuelle Temperatur angezeigt. Die Regelung ist aktiv wenn in
der Anzeige ein Punkt leuchtet. Bei Erreichen der eingestellten Temperatur leuchten beide
LED’s (actual & set) auf. Nach weiteren 10 Minuten ist das Heizelement einsatzbereit. Die
Temperatur mit einem Temperaturmessgerät kontrollieren.
Um die Temperatur des Heizelementes abzugleichen, siehe Pkt. 3.5.
Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 300° C
erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen
Einstellkasten zurückzustellen!
DEUTSCH 7
Durch längeres Drücken der Taste (7) kann die Heizung ausgeschaltet werden, der Punkt in
der Anzeige (9) erlischt, erneutes Drücken schaltet die Heizung wieder ein.
Hydraulik ROWELD P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die
Maschinen rechtsdrehend angeklemmt. Grundmaschine mit Hydraulikaggregat auf oder zu
fahren, wenn keine Bewegung erfolgt, den Phasenwender am Netzstecker mit geeignetem
Werkzeug umschalten!
Hinweis: Bei falscher Drehrichtung die Hydraulik nicht einschalten (Zerstörungsgefahr)
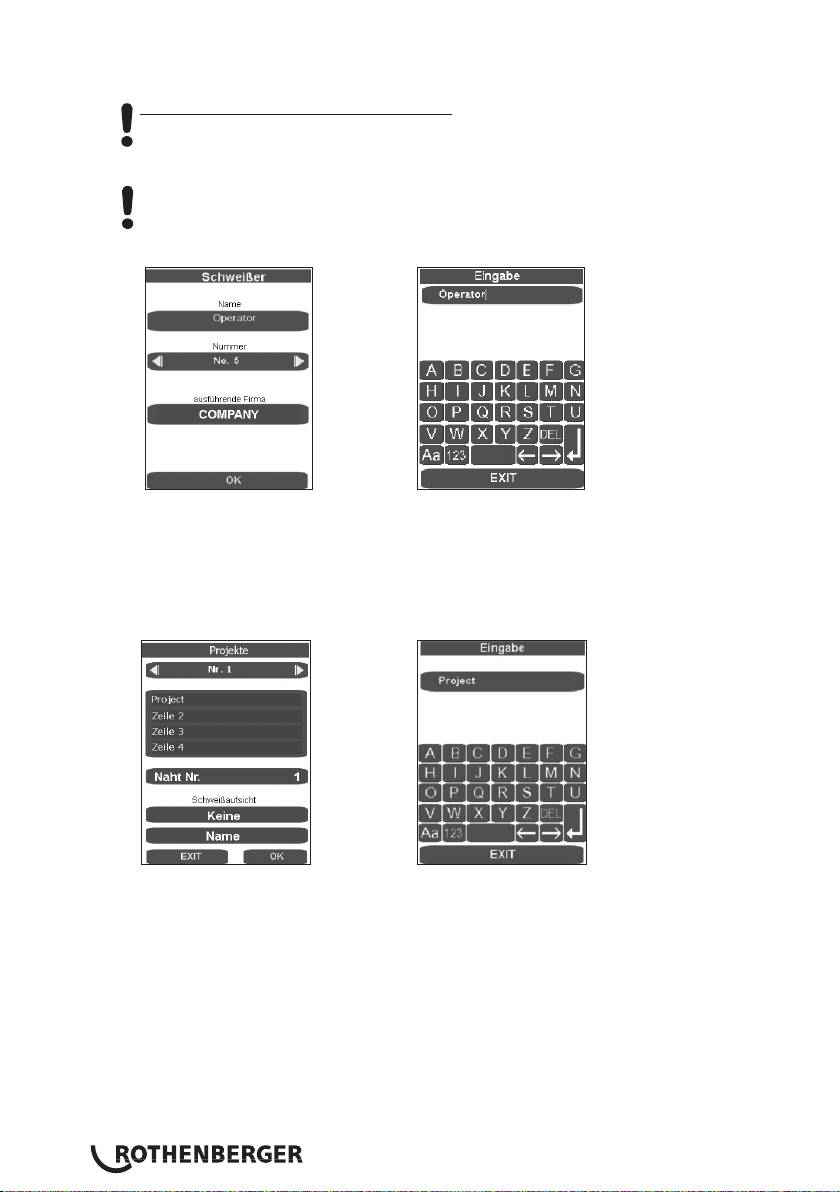
Schweißername „Operator“ eingeben oder auswählen.
Mit den Eingabemasken können gespeicherte Schweißer ausgewählt, neue Schweißernamen
eingegeben oder bestehende mit DEL gelöscht und neu eingegeben werden. Alle
Eingabemasken werden mit der ENTER oder OK-Taste bestätigt und gespeichert, es wird der
nächste Programmschritt aufgerufen. Mit der EXIT Taste wird die Eingabemaske ohne zu
speichern geschlossen.
Projekt anlegen oder auswählen.
Mit den Eingabemasken können gespeicherte Projekte ausgewählt, neue Projektnamen
eingegeben werden. Schliessen und Speichern mit der ENTER-Taste.
Rohr auswählen.
DEUTSCH8
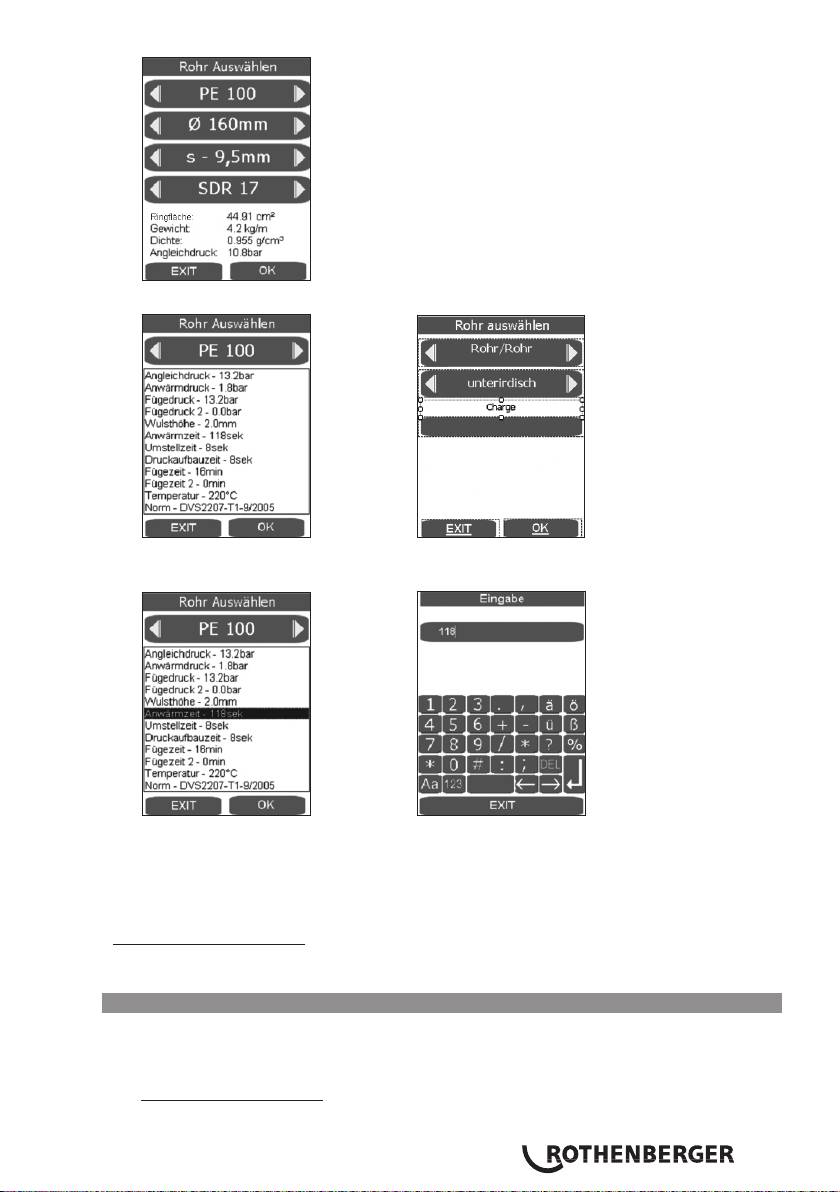
Mit den Pfeiltasten das gewünschte Rohr auswählen und mit OK bestätigen.
In dieser abschließenden Übersicht der Rohrparameter werden die Rohrdaten gemäß DVS-
Richtlinie angezeigt, durch OK wird das Fenster für die Schweißteile und Verlegeart angezeigt.
Es können normabweichende Änderungen, durch Druck auf das entsprechende Anzeigefeld,
vorgenommen und mit ENTER gespeichert werden. Im Punkt Norm ändert sich dann die
Bezeichnung, diese kann später vor Ausdruck des Protokolls am PC im Feld Bemerkung
eingegeben werden. Nachdem die Rohrdaten mit OK bestätigt und gespeichert wurden
erscheint das Hauptmenü.
Bei P500-630/18-24B Plus: Zum Heben von Fräseinrichtung und Heizelement die
Aushebevorrichtung Art.-Nr. 53410 (P500/18B) bzw. 53323 (P630/24B-Plus) oder geeignetes
Werkzeug benutzen.
3.2.2 Maßnahmen zur Vorbereitung der Schweißung
Bei Rohren die kleiner sind als der max. zu verschweißende Durchmesser der Maschine
sind die Reduktionseinsätze des zu verarbeitenden Rohrdurchmessers mit den im Zubehör
befindlichen Innensechskantschrauben zu montieren.
ROWELD P250-355/8-12B: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen mit
schmaler Spannfläche
DEUTSCH 9
ROWELD P500-630/18-24B Plus: bestehend aus, bis Durchmesser 450mm je 6 Halbschalen
mit breiter und 2 Halbschalen mit schmaler Spannfläche, ab 500mm 8 Halbschalen mit breiter
Spannfläche.
Hierbei ist zu beachten, dass die Halbschalen mit der schmalen Spannfläche in die beiden
äußeren unteren Grundspannelemente einzusetzen sind. Nur bei Rohr / Rohrbogen-
Verbindung werden diese in das linke Grundspannelement unten und oben eingesetzt.
Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung
einlegen (bei längeren Rohren über 2,5m müssen Rollenböcke verwendet werden) und die
Messingmuttern an den oberen Spannwerkzeugen festziehen. Unrundheiten der Rohre
können durch Festziehen oder Lösen der Messingmuttern ausgeglichen werden.
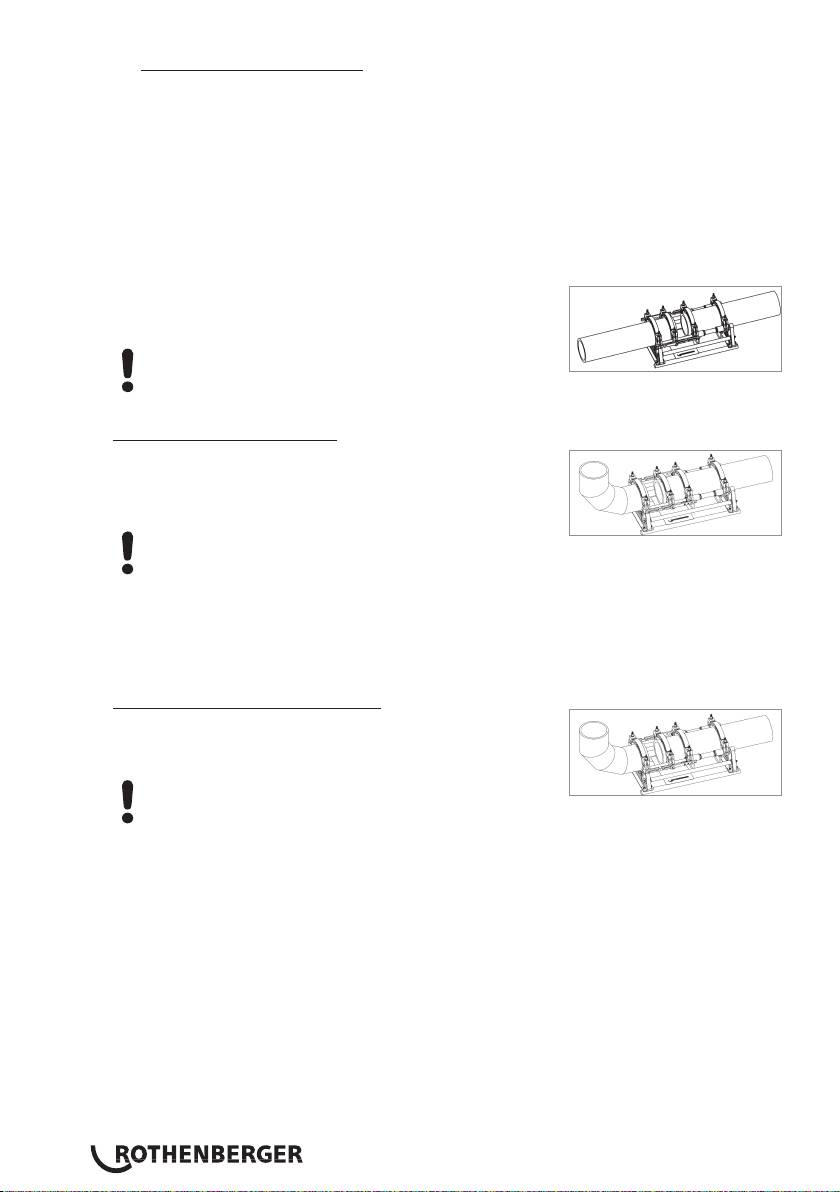
Bei Rohr / Rohr – Verbindungen müssen die Distanzstücke in
die beiden linken Spannelemente eingerastet sein
(Lieferzustand).
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Die Rohre werden jeweils von zwei Spannelementen gehalten.
Rohr / Fitting P250-355/8-12B:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke in
die beiden mittleren Spannelemente eingerastet und die
Heizelementsabzugsvorrichtung in die linken Spannelemente
eingehängt werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Beim Verarbeiten von einigen Fittings in bestimmten Lagen z.B. Bogen waagerecht,
Vorschweißbunden ist es erforderlich die Heizelementsabzugsvorrichtung zu entfernen.
Rohr / Fitting P500-630/18-24B Plus:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke
umgeschwenkt und in das mittlere Spannelement eingerastet
werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Den Schweißvorgang durch GO starten.
DEUTSCH10
In dieser abschließenden Übersicht lassen sich letzte Änderungen durch Klick auf den
jeweiligen Unterpunkt vornehmen, bestätigen mit GO.
Temperatur eingeben und bestätigen mit Enter Taste. Wenn die Temperatur nicht korrekt
eingegeben wurde erscheint:
Mit den Pfeiltasten fährt die Maschine auf, mit EXIT springt das Programm ohne zu speichern
in das Hauptmenü.
DEUTSCH 11
Die elektrische Fräseinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.
P250-355/8-12B: Fräsermotor einschalten und Schalter arretieren.
P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die Maschinen
rechtsdrehend angeklemmt.
Fräseinrichtung einschalten, Tasten (10) und (5) am Hydraulikaggregat drücken. Die
Hobelscheiben müssen in Schneidrichtung laufen, ansonsten den Phasenwender am
Netzstecker mit geeignetem Werkzeug umschalten.
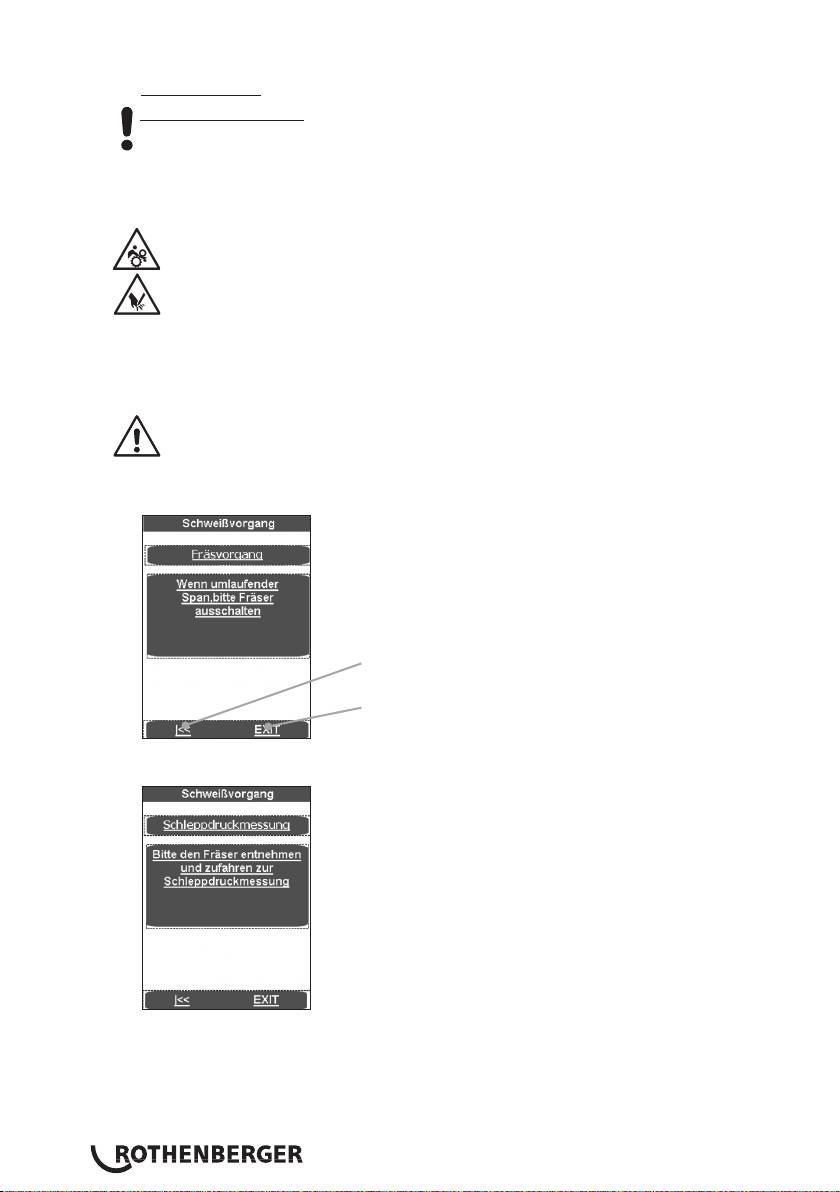
Verletzungsgefahr! Während des Betriebes der Fräseinrichtung sicheren Abstand
zur Maschine halten und nicht in die rotierenden Messer greifen. Fräser nur im
eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür
vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um
ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden.
Spannelemente zusammenfahren (Taste 10 + 11 drücken). Den Fräsdruck mit dem Drehknopf
(4) einstellen. Standardmäßig bis 20bar möglich, der Fräsdruck kann bis 40bar erhöht
werden, siehe Pkt. 3.5.
Zu hoher Fräsdruck kann zur Überhitzung und Beschädigung des Fräserantriebes
führen. Bei Überlastung bzw. Stillstand des Fräserantriebes die Maschine
auffahren und den Druck reduzieren (s. Pkt. 3.5).
Nachdem der Hobelspan mit einer Spandicke < = 0,2mm ununterbrochen aus dem Fräser
austritt Taste Fräsen (5) drücken, die Spannelemente auffahren (Taste 10 + 8 drücken).
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
Warten bis die Hobelscheiben still stehen. Fräseinrichtung aus der Grundmaschine entnehmen
und in den Einstellkasten absetzen.
Werkstücke mit geringem Druck zusammenfahren (Taste 10 + 11 drücken) und Schleppdruck
mit Drehknopf (4) einstellen.
DEUTSCH12
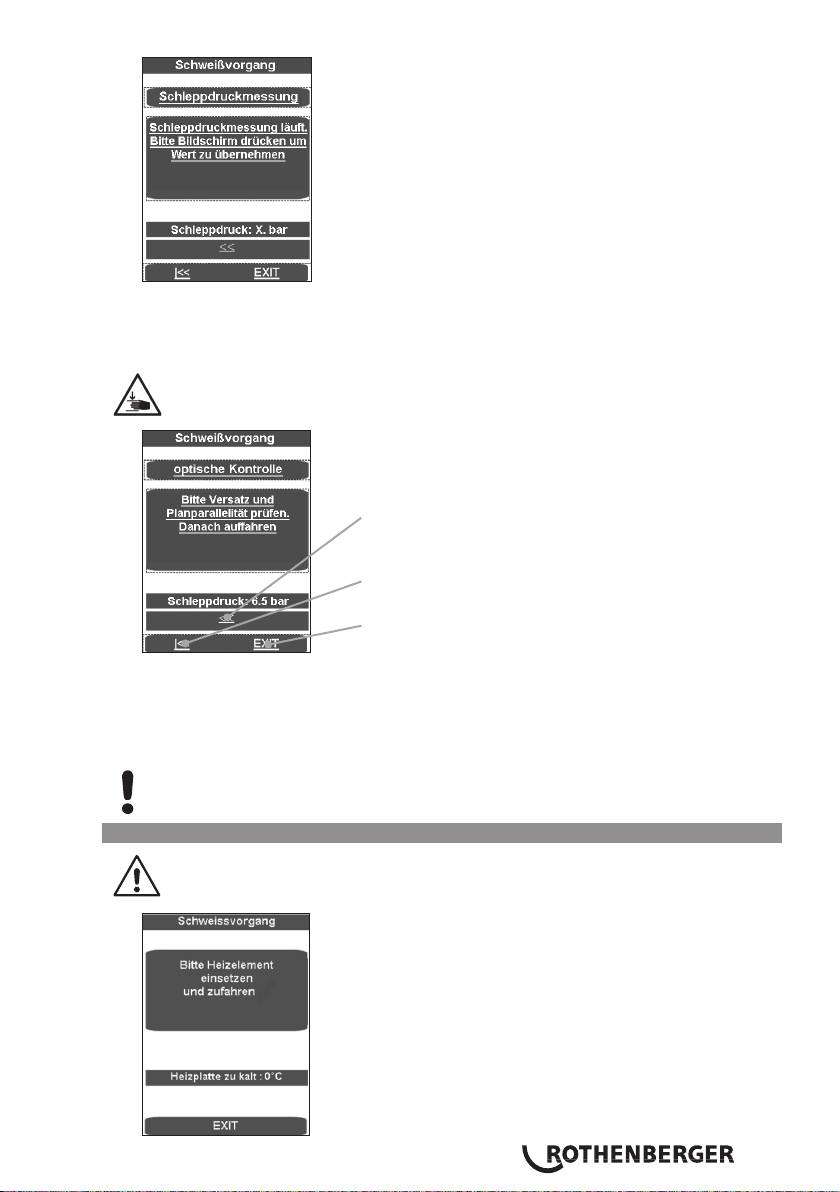
Wenn die Maschine mit langsamer Geschwindigkeit fährt, Bildschirm drücken. Der gemessene
Schleppdruck wird automatisch dem Angleich-, Durchwärm- und Fügedruck zu addiert.
Spannelemente zusammenfahren, dem Rohr entsprechenden Druck einstellen und prüfen ob
die Werkstücke in den Spannwerkzeugen festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Mit den Pfeiltasten springt das Programm zurück
„Schleppdruckmessung“
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten! Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
3.2.3 Schweißvorgang
Quetschgefahr! Beim Zusammenfahren der Spannwerkzeuge und Rohre
grundsätzlich sicheren Abstand zur Maschine halten. Niemals in die Maschine
stellen!
DEUTSCH 13
In der Maske wird die Temperatur der Heizplatte angezeigt.
Der Anzeigebalken erscheint wenn die Temperatur zu niedrig ist in blau, wenn sie zu hoch ist
in rot und wenn sie im Sollbereich ist in grün.
Das Heizelement zwischen die beiden Werkstücke in die Grundmaschine einsetzen und
darauf achten, dass die Auflagen der Heizplatte in den Kerben der Abzugsvorrichtung sitzen.
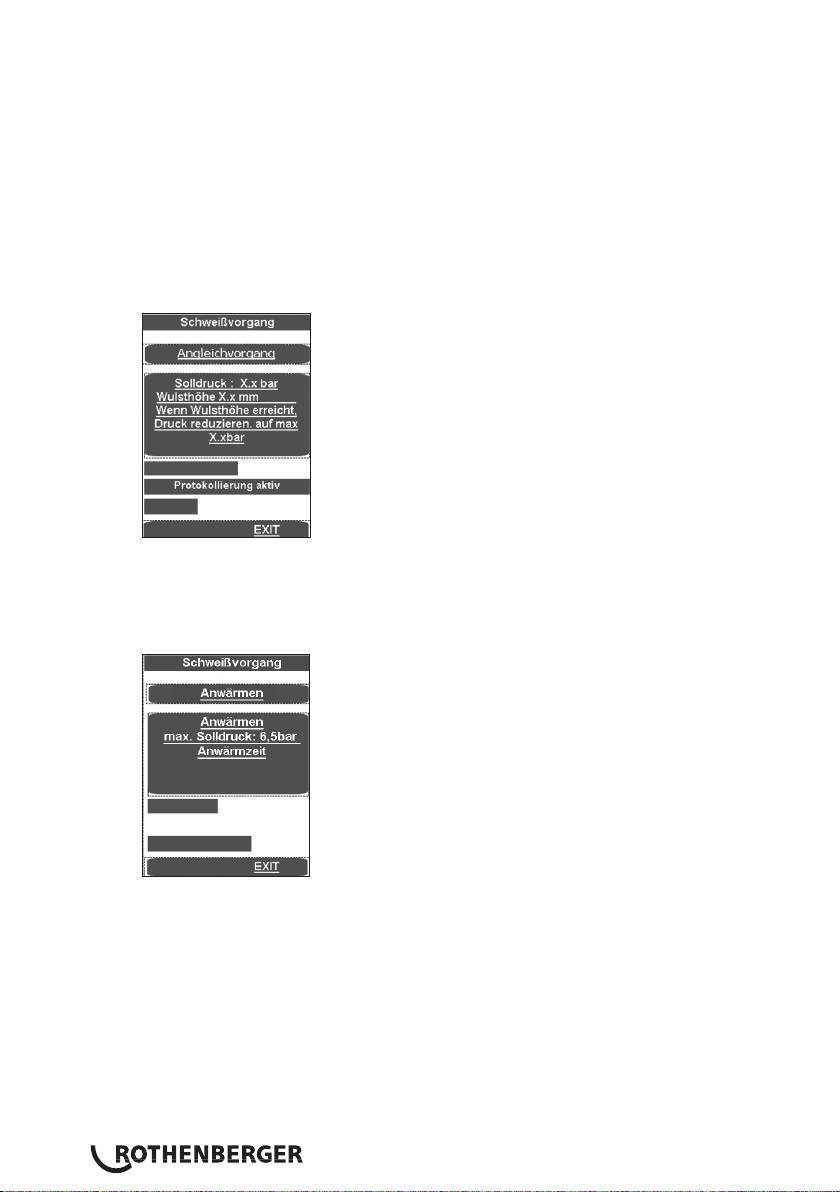
Maschine zusammenfahren, der Angleichdruck wird automatisch eingestellt und Druck
halten.
Jetzt werden alle Schweißparameter gespeichert, Protokollierung aktiviert.
Wird der Schweißprozess mit EXIT abgebrochen, erscheint die Meldung „Abbruch durch
Bediener“, der Druck wird abgelassen und die Schweißparameter gespeichert. Die Meldung
mit OK bestätigen, das Programm springt ins Hauptmenü.
Der obere Laufbalken zeigt an ob der Druck im richtigen Bereich (grün) oder im zulässigen
(gelb) Toleranzbereich oder außerhalb (rot) des Toleranzbereichs liegt. Der tatsächliche Druck
wird in der Anzeige (2) angezeigt.
Sobald die erforderliche Wulsthöhe gleichmäßig am gesamten Umfang beider Rohre erreicht
ist, Druck mit Taste Automatik (1) ablassen. Die Anwärmzeit t1 beginnt zu laufen.
Der Druck wird so eingestellt, dass noch ein gleichmäßiges, nahezu druckloses Anliegen der
Werkstückenden am Heizelement gewährleistet ist.
Kurz vor Ende der Anwärmzeit ertönt ein Signal.
Nach Ablauf der Anwärmzeit Werkstücke auseinanderfahren, das Heizelement entnehmen
und die Werkstückenden zusammenfahren.
DEUTSCH14
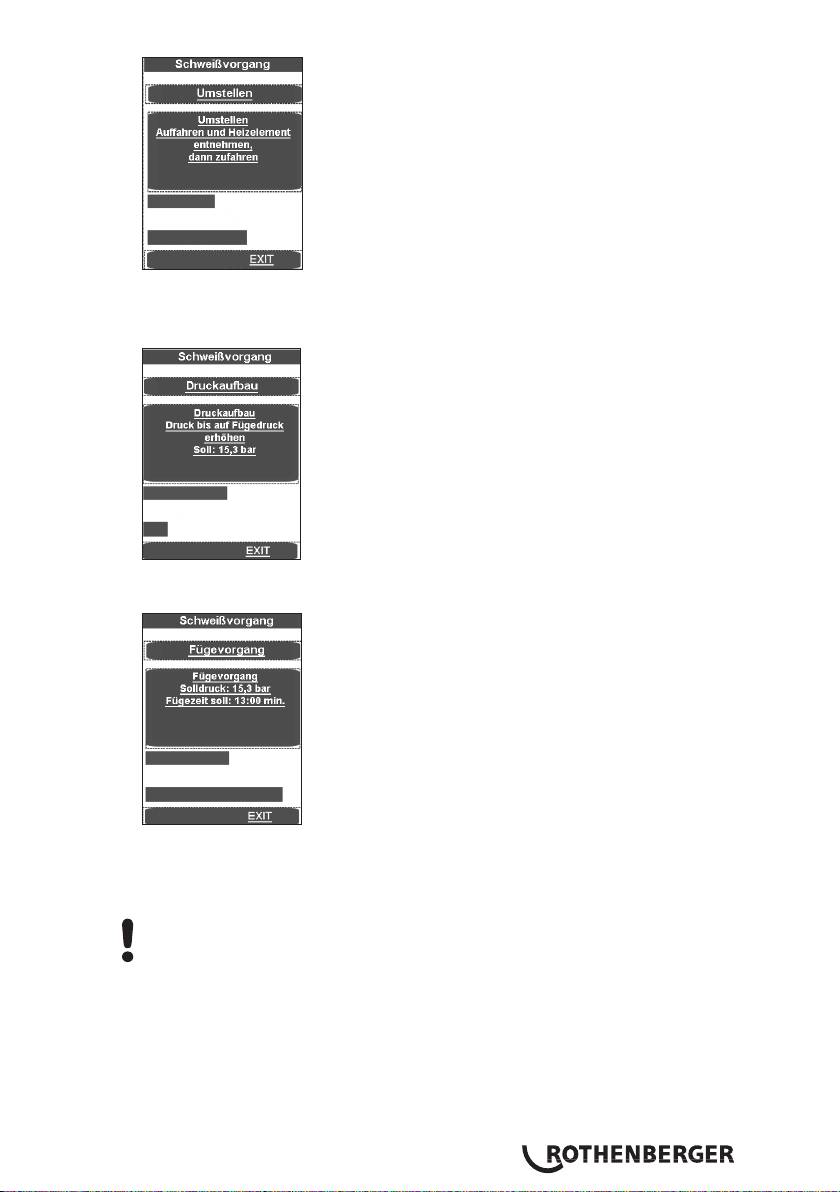
Kurz vor dem Kontakt der Werkstückenden (ca.1cm) das Zusammenfahren durch Loslassen
der Tasten stoppen und sofort wieder drücken. Der Druck wird linear auf den entsprechenden
Fügedruck erhöht.
Bei Erreichen des Fügedruckes springt das Programm automatisch in den Fügevorgang und
der Timer t4 startet.
Der obere Laufbalken zeigt an ob der Druck im richtigen Bereich (grün) oder im zulässigen
(gelb) Toleranzbereich oder außerhalb (rot) des Toleranzbereichs liegt. Der untere zeigt den
Zeitablauf an. Der tatsächliche Druck wird in der Anzeige (2) und die restliche Fügezeit t4 in
der Anzeige (9) angezeigt.
Achtung: Tasten Freigabe (10) und Maschine Zu (11) solange gedrückt halten bis der
Fügedruck erreicht ist, danach schaltet sich die Hydraulik aus und die Tasten können
losgelassen werden.
Der Druck wird überwacht und automatisch nachreguliert. Bei übermäßig häufigem
Nachpumpen (hoher Druckverlust) das Hydrauliksystem überprüfen lassen.
Heizelement in den Einstellkasten zurücksetzen
Nachdem die Abkühlzeit abgelaufen ist wird der Schweißprozess beendet, gespeichert, es
ertönt ein Signal und der Druck wird automatisch abgelassen.
DEUTSCH 15
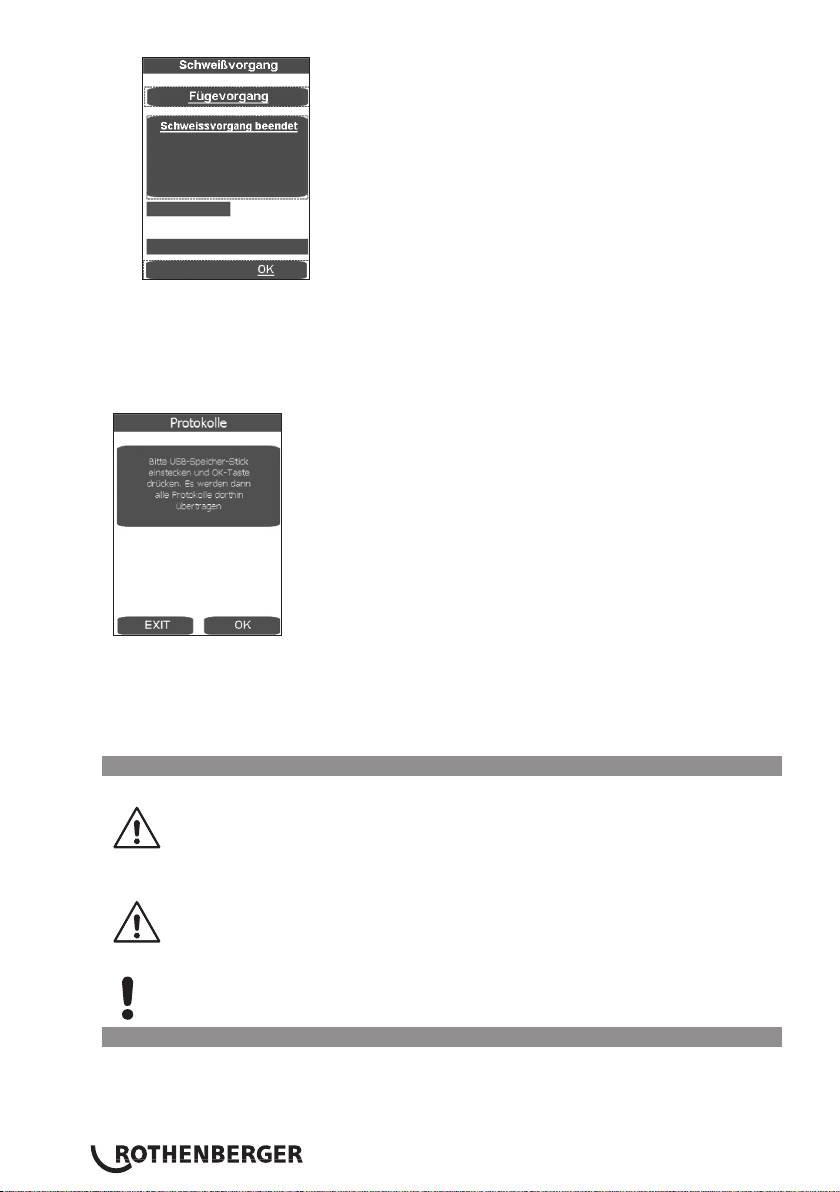
Das Schweißmenü mit OK beenden.
Druck mit Taste (3) vollständig ablassen.
Die verschweißten Werkstücke ausspannen und entnehmen.
Grundmaschine auseinanderfahren. Die Maschine ist bereit für den nächsten Schweißzyklus.
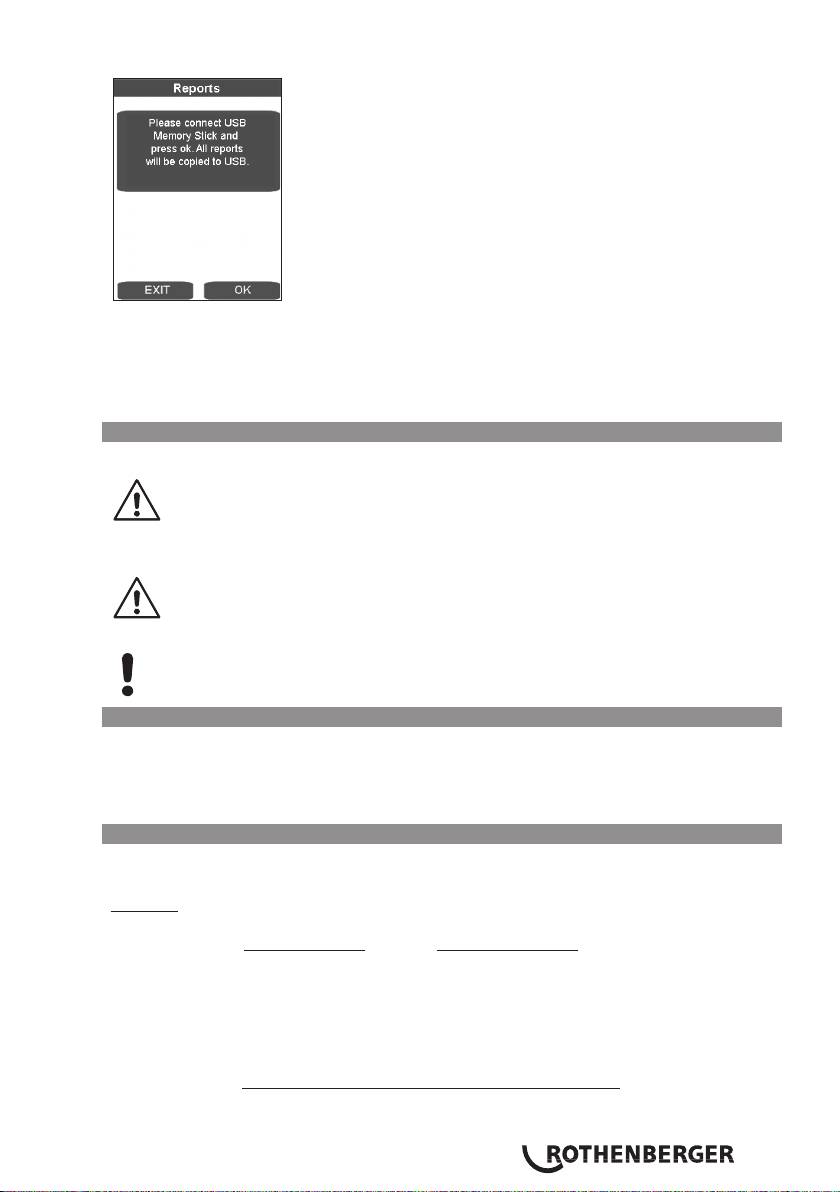
Übertragung der Protokolle:
Im Menüpunkt Protokolle lassen sich diese, sowie ein USB-Stick angeschlossen ist, mit OK
abspeichern. Das Fenster schließt danach automatisch.
Diese Protokolldatei ist mit der ROTHENBERGER Dataline 2-Software und einem Computer zu
bearbeiten.
Die gesamten Schweißparameter können den beiliegenden Schweißtabellen entnommen werden.
3.2.4 Außerbetriebnahme
Hydraulikaggregat mit Taste (6) ausschalten.
Heizelement abkühlen lassen bzw. so verstauen, das keine angrenzenden Stoffe
entzündet werden können!
Stecker von Fräseinrichtung, Heizelement und Hydraulikaggregat aus den Steckdosen ziehen
und Kabel aufwickeln.
Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei
Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab!
Hydraulikschläuche abkuppeln und aufwickeln.
Achtung! Kupplungen vor Schmutz schützen!
3.3 Allgemeine Anforderungen
Da Witterung - und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind
unbedingt die entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15
einzuhalten. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
(Die Schweißarbeiten sind ständig und sorgfältig zu überwachen!)
DEUTSCH16
3.4 Wichtige Hinweise zu den Schweißparametern
Alle erforderlichen Schweißparameter wie Temperatur, Druck und Zeit sind den DVS - Richtlinien
2207 Teil 1, 11 und 15 zu entnehmen. Außerhalb Deutschlands gelten die entsprechenden
nationalen Richtlinien.
Bezug: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Im Einzelfall sind unbedingt die materialspezifischen Bearbeitungsparameter der Rohrhersteller
einzuholen.
Die in beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für die die
Firma ROTHENBERGER keine Gewähr übernimmt!
Die in den Schweißtabellen angegebenen Werte für den Angleich - und Fügedruck wurden nach
folgender Formel berechnet:
Schweißfläche A [mm²] x Schweißfaktor SF [N/mm²]
Schweißdruck P [bar] =
Zylinderfläche Az [cm²] x 10
Schweißfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF= 0,10 N/mm²
(Die Gesamtzylinderfläche der ROWELD P 250/8 B beträgt 6, 26 cm²)
(Die Gesamtzylinderfläche der ROWELD P 355/12 B beträgt 6, 26 cm²)
(Die Gesamtzylinderfläche der ROWELD P 500/18 B und P 630/24 B beträgt 14, 13 cm²)
(Die Gesamtzylinderfläche der ROWELD P 630/24 B Plus beträgt 22, 38 cm²)
3.5 Parameter einstellen
Parameter mit Berechtigung „Schweißer“ einstellen:
Drehknopf (4) lang (ca. 3 Sek.) drücken, bis P001 in oberer Anzeige (2) blinkt.
Mit Drehknopf (4) gewünschten Parameter P001 bis P009 auswählen. Wenn dieser Wert
verstellt bzw. angezeigt werden soll, kurz den Drehknopf (4) drücken, der Wert (default)
blinkt in unterer Anzeige (9).
Wert mit Drehknopf (4) einstellen und Drehknopf (4) wiederum kurz drücken, danach blinkt
wieder der Parameter in der oberen Anzeige (2).
Zum Beenden des Menüs Freigabetaste (10) drücken, Werte werden gespeichert.
Parameter mit Berechtigung „Meister“ einstellen:
Drehknopf (4) länger (ca. 6 Sek.) drücken, erst blinkt der Parameter P001 in oberer Anzeige
(2), dann „CodE“ und in der unteren Anzeige (9) blinkt der Strich in der ersten Stelle.
Mit Drehknopf (4) den Code eingeben und kurz den Drehknopf (4) drücken (Code = 8001 –
bei Erstinbetriebnahme, über Parameter P100 kann der Code beliebig geändert werden).
Mit Drehknopf (4) gewünschten Parameter P101 bis P114 auswählen. Wenn dieser Wert
verstellt bzw. angezeigt werden soll kurz den Drehknopf (4) drücken, der Wert (default) blinkt
in unterer Anzeige (9).
Wert mit Drehknopf (4) einstellen und Drehknopf (4) wiederum kurz drücken, danach blinkt
wieder der Parameter in der oberen Anzeige (2).
Zum Beenden des Menüs Freigabetaste (10) drücken, Werte werden gespeichert.
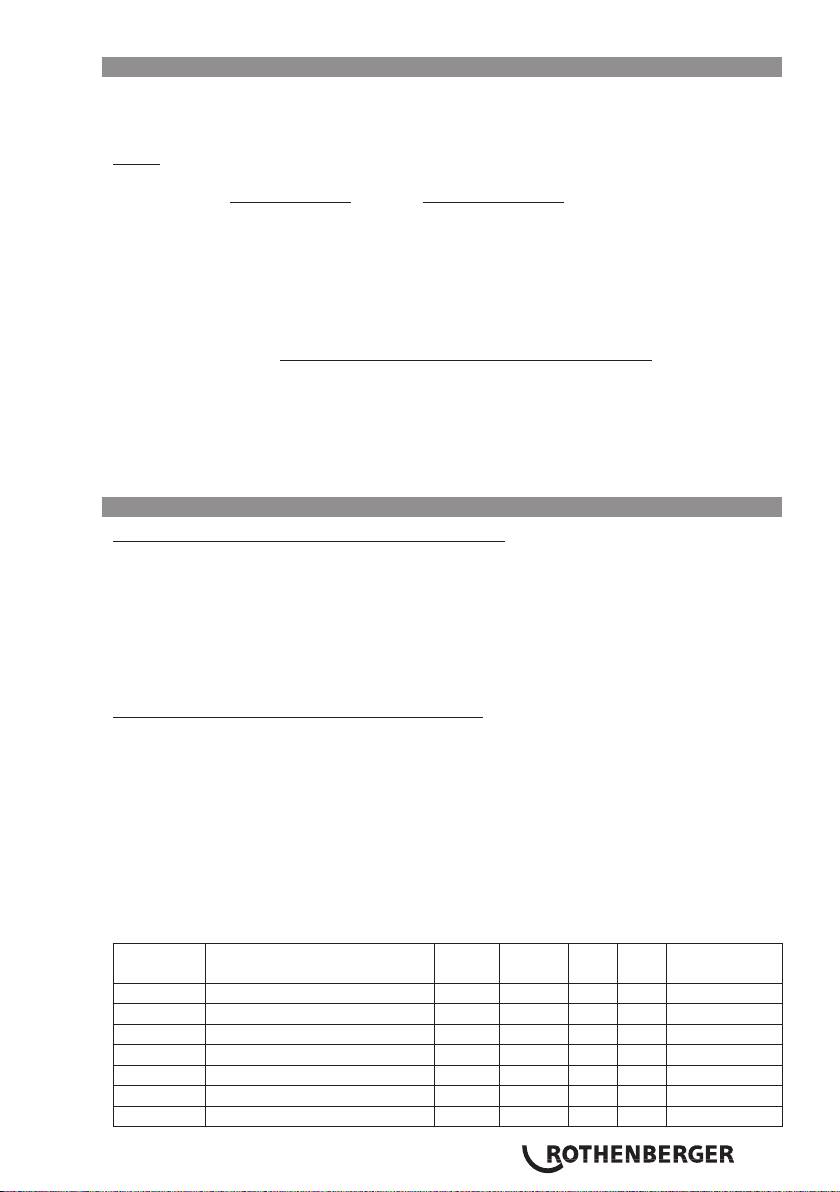
Parameter-
Bezeichnung default Einheit min max Berechtigung
name
P001 Energiesparfunktion Restzeit 99 min 0 99 Schweißer
P002* Leistungssparfunktion aktiv 0 0 3 Schweißer
P003 Offset Heizplattentemperatur 5 °C -25 25 Schweißer
P004 Pmax zum Fräsen 20 bar 10 50 Schweißer
P005 Solldruck 1/10bar Schweißer
P006 Solltemperatur 210 °C P103 P104 Schweißer
P007 Timer T1 Sollwert 45 sek 1 1500 Schweißer
DEUTSCH 17
P008 Timer T4 Sollwert 6 min 1 99 Schweißer
P009 Pstart zum Fräsen 10 bar 0 P004 Schweißer
P101 Abweichung zum Nachpumpen 5 % 1 50 Meister
P102 Auffahrzeit nach Fräsen 10 1/10sek 0 100 Meister
P103 Einstelltemperatur (min) 160 °C 0 300 Meister
P104 Einstelltemperatur (max) 270 °C 0 300 Meister
P105 Taste-Verriegelung (Ja/Nein) 5 sek 0 50 Meister
P106 Druck zum Auffahren 135 10 160 Meister
P107 Vorlaufzeit zum Schalten des
50 1/10sek 0 200 Meister
Summers
P100 Code ändern 8001 Meister
* P002 - Leistungssparfunktion:
0 - keine,
1 - wenn Fräser läuft wird Heizelement ausgeschaltet,
2 - wenn Hydraulikmotor läuft wird Heizelement ausgeschaltet,
3 - wenn t4 läuft wird Heizelement ausgeschaltet.
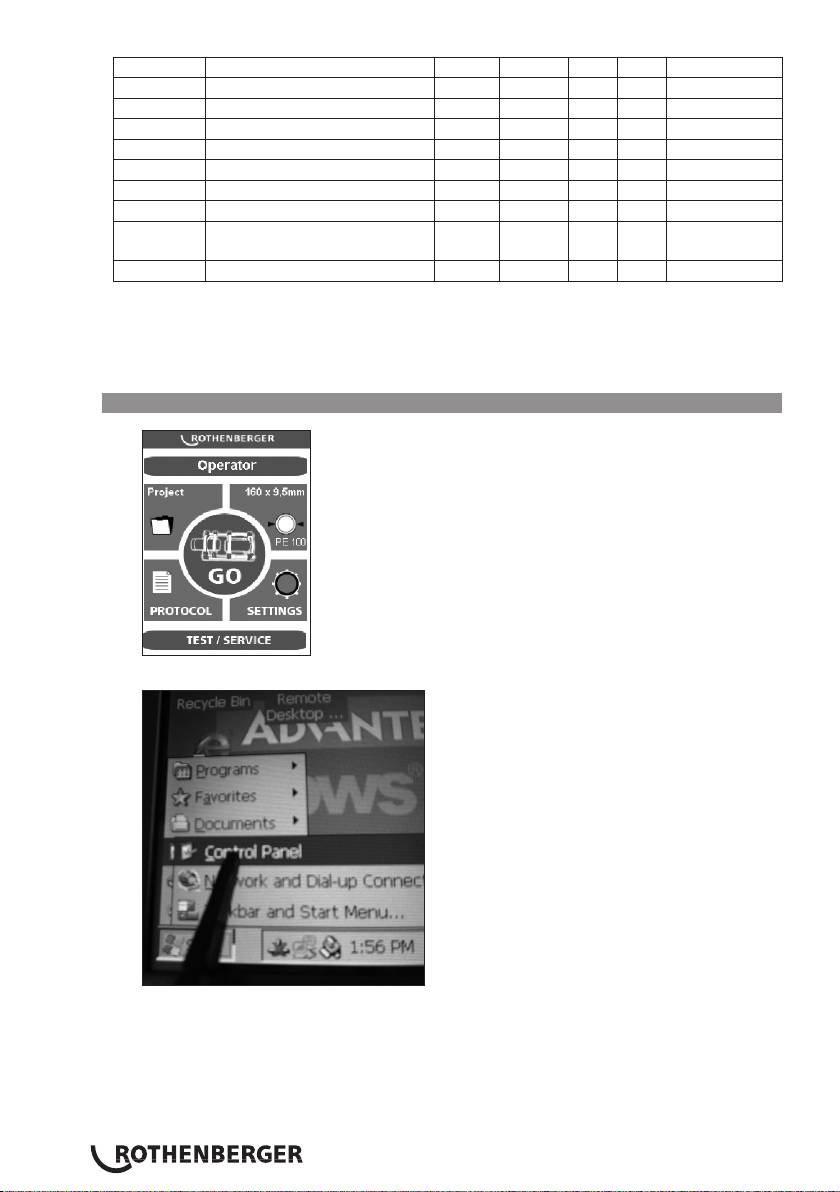
3.6 Datum und Uhrzeit einstellen
Programm durch Klicken in die obere linke Ecke schliessen.
Start, Setting und anschließend Control Panel drücken.
Die Startleiste ist ausgeblendet und kann durch Drücken auf die untere linke Ecke aufgerufen
werden.
DEUTSCH18
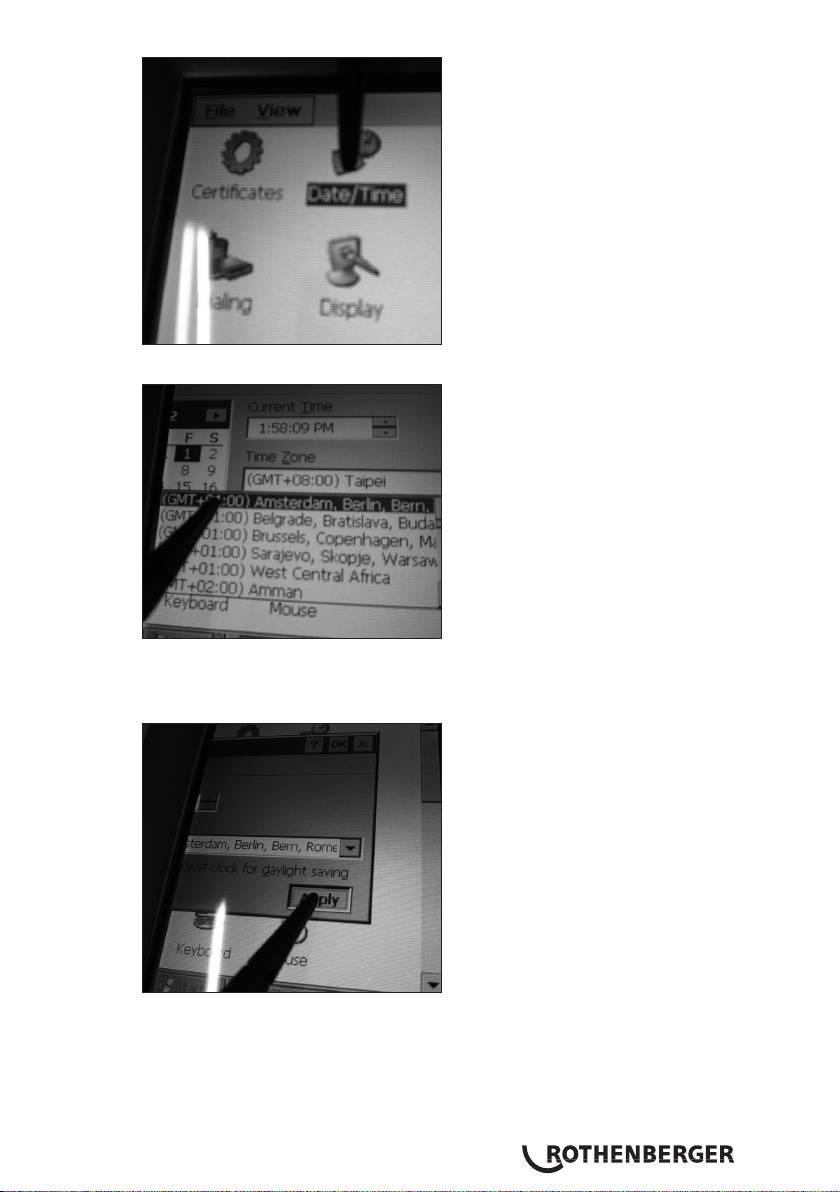
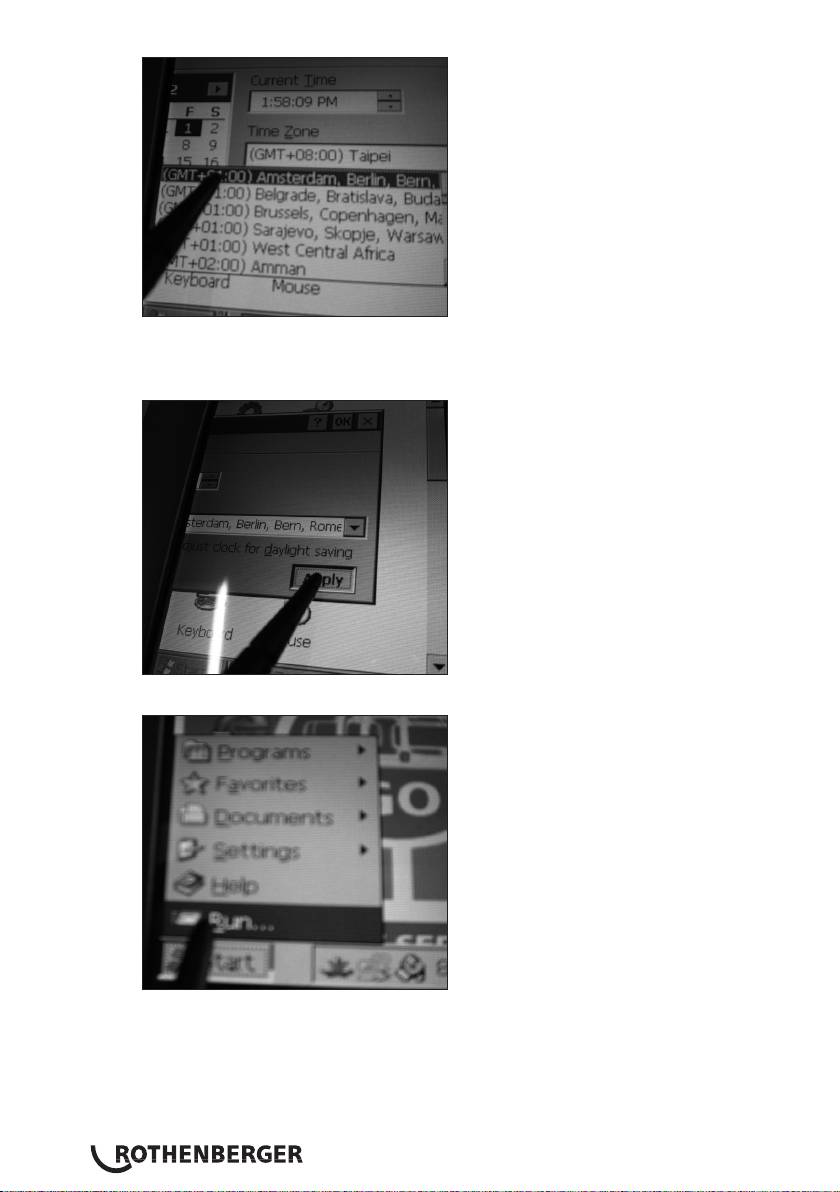
Date/Time klicken
Eingabemaske durch Berühren und Verschieben der Date/Time-Leiste einrichten.
Entsprechende Zeitzone auswählen oder die Uhrzeit Current Time eingeben.
Achtung! AM / PM beachten! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bestätigen mit „Apply“ und „OK“. Controlpanel mit X schliessen.
DEUTSCH 19
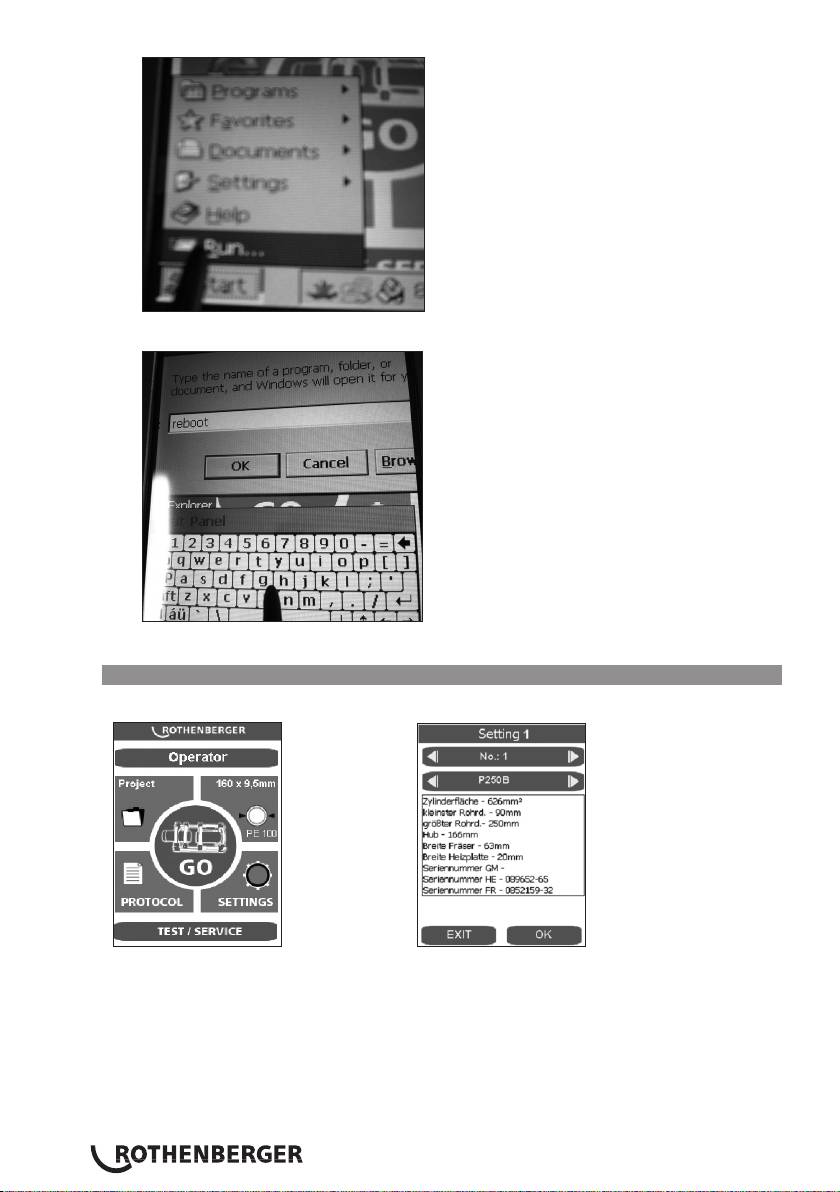
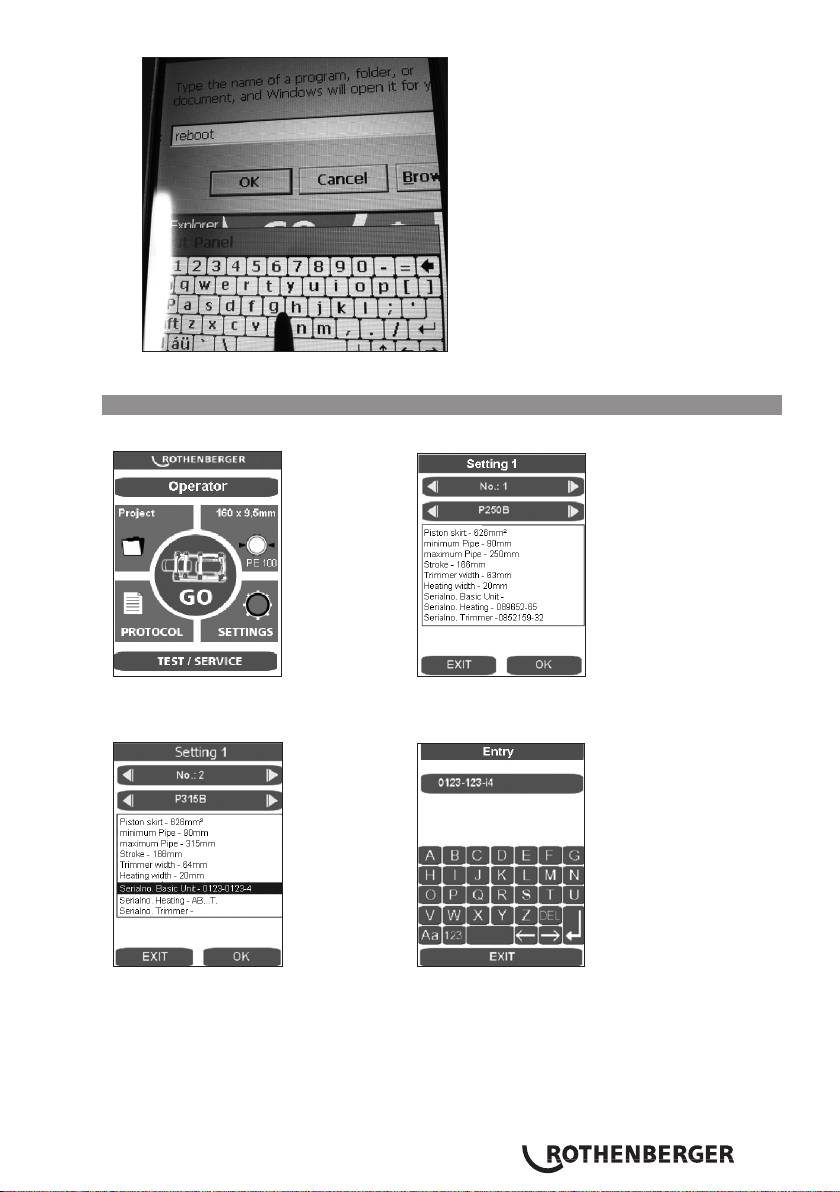
Die Tasten „Start“ und „Run“ drücken.
Auf erscheinender Tastatur reboot eingeben und „OK“ drücken, der PC startet neu.
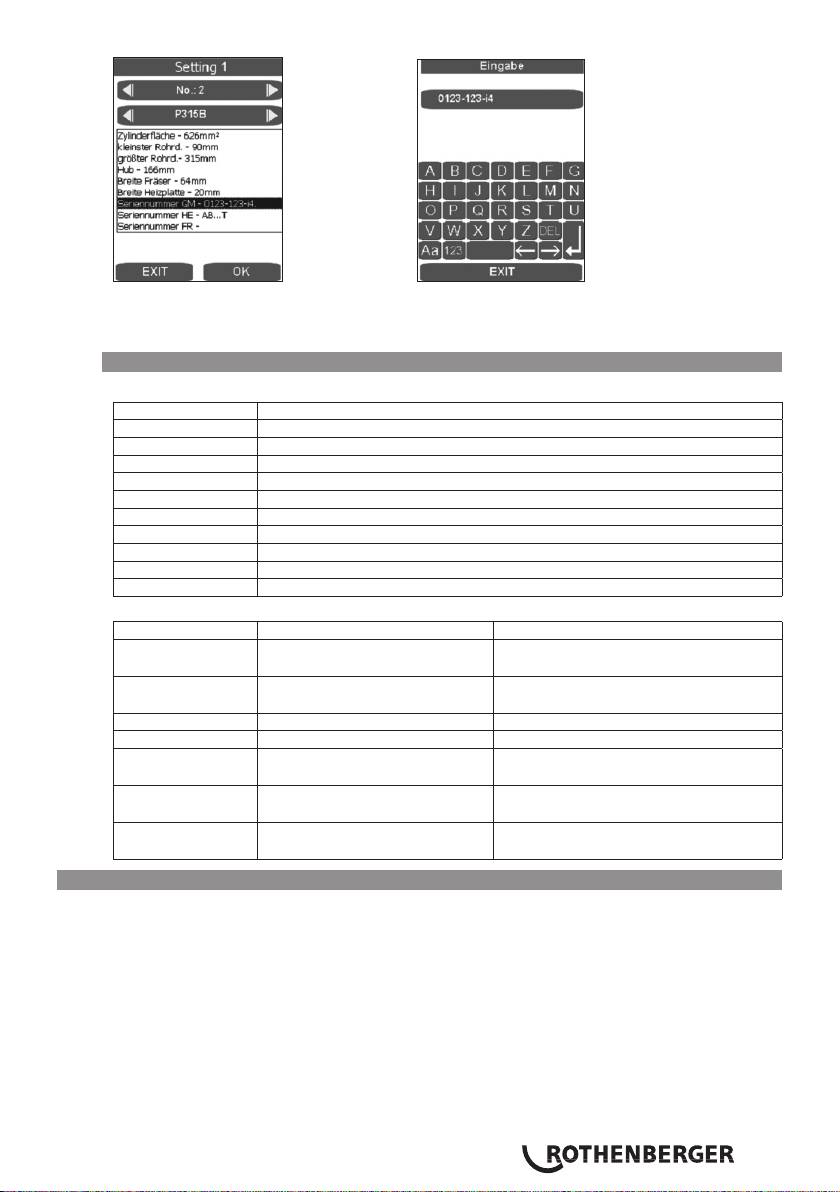
3.7 Maschinenkonfigurationen anlegen- auswählen
Um Maschinenkonfigurationen auszuwählen oder anzulegen die Taste SETTINGS drücken.
Mit den Pfeiltasten kann die gewünschte Maschinenkonfiguration ausgewählt werden.
Um eine neue Konfiguration anzulegen mit der Pfeiltaste nach rechts die nächste No. z.B. 2
starten.
DEUTSCH20
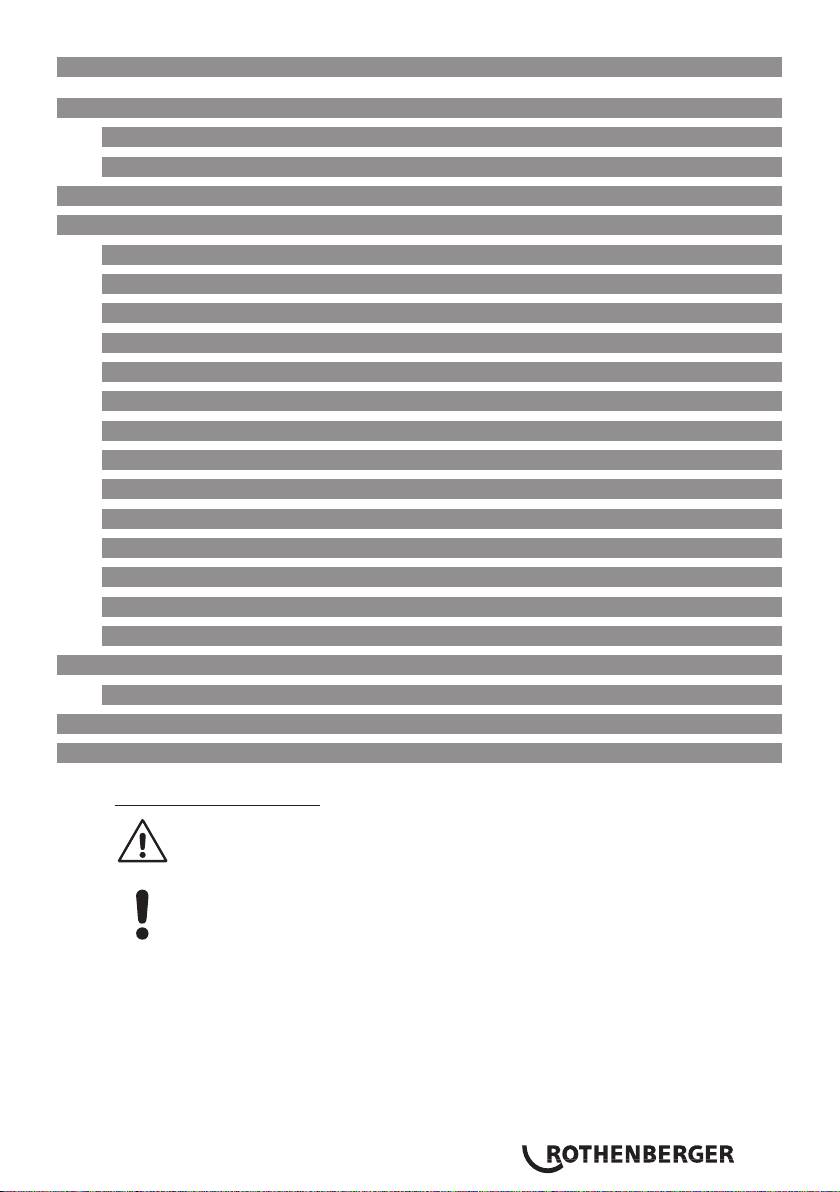
Durch Druck auf das entsprechende Anzeigefeld erscheint die Eingabemaske. Die Daten können
mit DEL gelöscht und neue eingegeben werden, diese Daten werden später in das Protokoll
übernommen.
3.8 Fehlermeldungen
Touch-PC und Protokoll:
Fehlermeldung Benennung
Code 1 Angleichdruck zu gross
Code 2 Angleichdruck zu klein
Code 4 Anwärmdruck zu gross
Code 64 Umstellzeit zu lang
Code 128 Druckaufbauzeit zu lang
Code 256 Fügedruck zu gross
Code 512 Fügedruck zu klein
Code 2048 Heizelement zu kalt
Code 4096 Abbruch durch Bediener
Code 131072 Heizelement zu warm
Steuerung:
Fehlermeldung Benennung Störungsbeseitigung
SER Servicedatum erreicht, Service
Service durchführen lassen
fällig
ERR1 Absoluter Druck wird nicht
Ölstand prüfen, Drucksensor prüfen,
erreicht
Ventile defekt, Motor defekt
PE-2 Drucksensor -24V defekt Drucksensor tauschen
ERR5 Öltemperatur 70°C – Stop! Warten bis Öltemperatur unter 50°C
HE-1 Heizelement nicht
Fühler austauschen
angeschlossen, Fühlerbruch
HE-0 Heizelement zu warm Temperatur nachmessen, Einstellung
kontrollieren, Fühler austauschen
HE-2 Heizelement zu kalt Temperatur nachmessen, Einstellung
kontrollieren, Fühler austauschen
4 Pflege und Wartung
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:
• Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an der
Oberfläche sind die Führungsstangen auszutauschen, da dies evtl. zu Druckverlust führen
kann.
• Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement sauber
zuhalten. Bei Beschädigungen der Oberfläche muss das Heizelement neu beschichtet bzw.
ausgetauscht werden. Materialrückstände auf dem Heizspiegel vermindern die Antihafteigen-
schaften und sollten mit einem nicht fasernden Papier und Spiritus (nur bei kaltem
Heizelement!) entfernt werden.
• Das Hydraulik - Öl (HLP – 46, Art. Nr.: 53649) ist alle 12 Monate zu wechseln.
• Um Funktionsstörungen zu vermeiden, ist das Hydraulikaggregat regelmäßig auf Dichtheit,
DEUTSCH 21

festen Sitz der Verschraubungen sowie einwandfreien Zustand des Elektrokabels zu
überprüfen.
• Die Hydraulikschnellkupplung am Hydraulikaggregat und am Schlauchpaket sind vor
Verschmutzung zu schützen. Bei Verschmutzung sind diese vor dem Anschließen zu reinigen.
• Die Fräseinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei
nachlassender Schnittleistung können die Messer gewendet bzw. durch neue ersetzt werden
• Es ist stets darauf zu achten, dass die zu bearbeitenden Rohr – bzw. Werkstückenden,
insbesondere die Stirnflächen, frei von Verschmutzung sind, da sonst die Lebensdauer der
Messer vermindert wird.
Eine jährliche Überprüfung der Schweißmaschine, ist gemäß DVS 2208, durch den
Hersteller oder einer von Ihm autorisierten Service - Station durchführen zu
lassen. Bei Maschinen mit überdurchschnittlicher Belastung sollte der Prüfzyklus
verkürzt werden.
4.1 Maschinen - und Werkzeugpflege
(Wartungsvorschriften Pkt. 4 beachten!)
Scharfe und saubere Werkzeuge erzeugen bessere Arbeitsergebnisse und sind sicherer.
Stumpfe, zerbrochene oder verlorengegangene Teile unverzüglich auswechseln. Prüfen, ob das
Zubehör sicher mit der Maschine verbunden ist.
Bei Wartungsarbeiten nur Original - Ersatzteile verwenden. Reparaturen dürfen nur durch fachlich
qualifiziertes Personal ausgeführt werden.
Bei Nichtbenutzung, vor Pflege- und Wartungsarbeiten und vor dem Wechseln von
Zubehörteilen, Maschinen vom Stromnetz trennen.
Vor dem Wiederanschluss an das Stromnetz ist sicherzustellen, dass die Maschine und das
Zubehörwerkzeug ausgeschaltet sind.
Bei Verwendung von Verlängerungskabeln sind diese auf ihre Sicherheit und Funktionsfähigkeit
zu prüfen. Es dürfen nur für den Außeneinsatz zugelassene Kabel verwendet werden.
Nicht benutzen darf man Werkzeuge und Maschinen, wenn Gehäuse oder Handgriffe, besonders
solche aus Kunststoff, gerissen bzw. verzogen sind.
Schmutz und Feuchtigkeit in solchen Rissen leiten den elektrischen Strom. Dies kann zu einem
elektrischen Schlag führen, falls im Werkzeug bzw. in der Maschine ein Isolationsschaden auftritt.
Anmerkung: Weiterhin verweisen wir auf die Unfallverhütungsvorschriften.
5 Zubehör
Geeignetes Zubehör und ein Bestellformular finden Sie ab Seite 361.
6 Entsorgung
Teile des Gerätes sind Wertstoffe und können der Wiederverwertung zugeführt werden. Hierfür
stehen zugelassene und zertifizierte Verwerterbetriebe zur Verfügung. Zur umweltverträglichen
Entsorgung der nicht verwertbaren Teile (z.B. Elektronikschrott) befragen Sie bitte Ihre zuständige
Abfallbehörde.
Nur für EU-Länder:
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß der Europäischen Richtlinie
2012/19/EU über Elektro- und Elektronik-Altgeräte und ihrer Umsetzung in nationales
Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt und
einer umweltgerechten Wiederverwertung zugeführt werden.
Nur für Deutschland gültig:
Die Entsorgung Ihres erworbenen ROTHENBERGER Gerätes übernimmt ROTHENBERGER für
Sie - kostenlos! Bitte geben Sie dies bei Ihrem nächsten ROTHENBERGER Service Express Händler
ab. Wer Ihr ROTHENBERGER Service Express Händler in Ihrer Nähe ist, erfahren Sie auf unserer
Homepage unter www.rothenberger.com
DEUTSCH22
Contens Page
1 Safety Instructions 24
1.1 Proper usage 24
1.2 General safety rules 24
2 Technical data, see booklet „technical data“
3 Equipment function 26
3.1 Description 26
3.1.1 Basic unit (fig. A) 26
3.1.2 Hydraulic unit (fig. B) 26
3.2 Operating instructions 27
3.2.1 Putting into operation 27
3.2.2 Welding preparations 30
3.2.3 Welding 34
3.2.4 Putting out of operation 37
3.3 General requirements 37
3.4 Important information on welding parameters 37
3.5 Setting parameters 38
3.6 Set date and time 39
3.7 Setting up or selecting machine configurations 41
3.8 Error messages 42
4 Care and maintenance 42
4.1 Machine and tool care 43
5 Accessories 43
6 Disposal 43
Markings in this document:
Danger!
This sign warns against the danger of personal injuries.
Caution!
This sign warns against the danger of property damage and damage to the
environment.
Call for action
ENGLISH 23
1 Safety Instructions
1.1 Proper usage
ROWELD P250-630/8-24B Plus Premium models are only to be used for producing welded
joints on PE, PP and PVDF tubes according to the technical data.
1.2 General safety rules
ATTENTION! When using electric tools, the following fundamental safety measures must
be taken to prevent electric shock, injury or fire.
Read all of these instructions before you use the electric tool, and store the safety
instructions properly.
Service and maintenance:
1 Regular cleaning, maintenance and lubrication. Always pull the electrical plug before any
adjustment, maintenance or repair.
2 Have your device repaired only by qualified experts and only with original
replacement parts. This ensures the continued safety of the device.
Working safely:
1 Keep your work area orderly. A messy work area can cause accidents.
2 Consider environmental influences. Do not expose electric tools to rain. Do not use
electric tools in damp or wet environments. Keep the work area well lit. Do not use electric
tools where there is a risk of fire or explosion.
3 Protect yourself from electric shock. Avoid physical contact with earthed parts (such as
pipes, radiators, electric stoves or cooling devices).
4 Keep other people away. Do not let other people — especially children — touch the
electric tool or its cable. Keep them clear of the work area.
5 Store electric tools safely when they are not in use. Unused electric tools should be kept
in a dry, high or closed area, out of reach of children.
6 Do not overload your electric tool. Work is better and safer within the performance range
indicated.
7 Use the right electric tool. Don’t use low-performance machines for heavy-duty jobs. Do
not use the electric tool for purposes for which it was not intended. For example, do not use
a portable circular saw for cutting tree branches or logs.
8 Wear proper clothing. Do not wear loose clothing or jewellery, as they can get caught in
moving parts. When working outdoors, wear slip-resistant shoes. Wear a hairnet over long
hair.
9 Use protective gear. Wear safety glasses. Wear a breathing mask during work that creates
dust.
10 Connect the dust extraction equipment. If there are connections to dust extraction and
collection equipment, make sure that they are connected and properly used.
11 Do not use the cable for purposes for which it was not intended. Never use the cable
to pull the plug from the socket. Protect the cable from heat, oil and sharp edges.
12 Secure the work piece. Use clamps or a vice to hold the work piece firmly. They will hold it
more securely than your hand can.
13 Avoid abnormal postures. Make sure to stand securely and always keep your balance.
ENGLISH24

14 Maintain your tools with care. For better and safer work, keep cutting tools sharp and
clean. Follow the instructions for lubrication and changing tools. Regularly inspect the electric
tool’s connection cable, and if it is damaged, have it replaced by an authorized expert.
Regularly check extension cords, and replace them if they are damaged. Keep the handles dry,
clean and free of oil and grease.
15 Pull the plug from the socket. When not using the electric tool, before maintenance or
when changing tools, such as saw blades, drills and cutting bits.
16 Do not leave any tool keys inserted. Before switching on, check to see that keys and
adjustment tools have been removed.
17 Avoid unintentional activation. When plugging the tool in, make sure that the switch is
turned off.
18 Use outdoor extension cords. When outdoors, use only extension cords that are approved
and appropriately marked.
19 Be alert. Pay attention to what you do. Approach your work sensibly. Do not use the electric
tool when you are distracted.
20 Check the electric tool for damage. Before using the electric tool, you must inspect safety
equipment or slightly damaged parts carefully to ensure that they work properly and as
intended. Check to see that the moving parts operate freely and don’t stick, and to make
sure no parts are damaged. All parts must be mounted properly and meet all the conditions
for ensuring trouble-free operation of the electric tool.
Damaged safety equipment and parts must be properly repaired or replaced by a professional
facility, unless otherwise indicated in the user manual. Damaged switches must be replaced
by a customer service facility.
Never use an electric tool whose switch cannot be turned on and off.
21 Caution. Using other insertion tools and accessories may cause injury.
22 Have your tool repaired by an electrical expert. This electric tool meets applicable safety
requirements. Repairs must be made only by an electrical expert using original replacement
parts. Otherwise accidents many occur.
2 Technical data, see booklet „technical data“
ENGLISH 25
3 Equipment function
3.1 Description
The ROWELD P250-630/8-24B Plus Premium series contains compact, transportable heating
element butt welding machines with a logging module for storing welding parameters according
to DVS guidelines. They also allow log files to be transferred through a USB connection specially
designed for use on construction sites, and particularly in pipe trenches. Of course, the tools are
very well suited for use in the workshop.
The versatility of the ROWELD welding machines allows the operator to securely join 90-630 mm/
5-24” (outer dimensions) PE, PP and PVDF pipes for all plumbing and sanitation applications as
listed below:
I. pipe - pipe
II. pipe - pipe bends
III. pipe - T-joints
IV. pipe - welding neck
The essential machine components are:
basic unit, reduction clamp insets, hydraulic unit with logging module, trimmer unit, heating
plate, carrying frame.
When joining welding necks always use the flange adapter (optional accessory, must be ordered
separately).
ROWELD P250/8B: When welding pipe bends with a narrow radius of the maximum diameter of
the machine, this bevelled upper clamping tool should be used as an accessory.
ROWELD P500-630/18-24B Plus: To insert and remove the trimmer and the heating plate we
recommend using the electrical hoist (optional accessory, must be ordered separately).
3.1.1 Basic unit (fig. A)
1 Movable clamps 3 Spacer with locking notch
2 Sliding clamps 4 Heating element take-off device
3.1.2 Hydraulic unit (fig. B)
1 Automatic button 12 Timer button
2 Pressure button 13 Socket for cutting unit
3 Pressure release button 14 Quick coupling for pipe collar
4 Adjusting knob 15 Quick coupling for plug
5 Cutting button 16 Heating element connector
6 ON/OFF button 17 Electrical plug
7 Heating button 18 Emergency OFF
8 "Open" machine 19 Touch screen PC
9 Temperature and time display 20 Oil filling port with dipstick
10 Release button 21 USB connection
11 "Close" machine
The hydraulic unit allows the operator to operate the welding machine and perform the functions
indicated by the following symbols:
Turning the hydraulic assembly on and off
Press the „Heating“ button to turn the heating element on. Set the desi-
red heating element temperature by pressing the „Heating“ button and
turning the adjustment knob. The value will be shown in the temperature
display, and then the current value is again shown.
ENGLISH26
Use the adjustment knob to set the pressure for cutting, aligning, heating
and joining.The value is shown in the „Pressure“ display. Three seconds
after the settings are made, the current value is shown. Pressing the rotary
knob displays and allows changes to be made to the service parameters
.
To bring the clamping elements together, press the release button and „close“ the
machine.
Pressure release button
To separate the clamping elements, press the release button and „open“ the
machine.
Press the release button and the cutting button to turn on the cutting unit socket.
Pressure is automatically set to 10 bar and can be increased to a maximum of 20 bar
using the adjusting knob. (In special situations, such as on slopes, the pressure can
be set to a maximum of 50 bar by changing P004.)
Activate the timer by pressing it once. By pressing the button and turning
the adjusting knob, the t1 time can be set in seconds. Pressing the button
longer switches over to t4. By pressing the button and turning the adju-
sting knob, the t4 time can be set in minutes. The timer is started manu-
ally by shortly pressing on the timer key if the timer indicator lights up
with t1 or t2.
Pressing the Automatic button allows the set pressure to be monitored and
regulated, if necessary, during warming up (timer t1 active) and the joining process
(timer t4 active).
Release button for actuating the service parameter
3.2 Operating instructions
In accordance with national or EU ordinances and guidelines, e. g. DVS 2212,
Section I, only duly qualified and authorised personnel are allowed to operate the
ROWELD welding machines!
Only trained and authorised welders are allowed to operate the machine!
3.2.1 Putting into operation
Please read through the operating instructions and safety instructions attentively
before you put the butt fusion welding machine into operation!
Do not use the heating element in explosive environments or bring it into contact
with easily flammable materials.
Stay a safe distance away from the machine. Do not stand or reach into the
machine. Keep other people away from the work area.
Before every start-up, check the oil level of the hydraulic unit. The oil level must
be between the min. and max. marking on dipstick in the oil filler cap (20). If
necessary, add HLP 46 hydraulic oil.
Transport and set the hydraulic unit only in a horizontal position. If it is set at an
angle, oil escapes from the vented plugs with the dipstick.
ENGLISH 27
If there is a hazard, press the emergency OFF switch (18). Before each start-up,
make sure that the emergency OFF is not locked!
Connect the two hydraulic hoses to the basic machine using the quick coupling (14,15) on
the hydraulic unit.
Protect the quick couplings from contamination. Replace leaky couplings
immediately!
Connect the cutting unit to the socket (13) and the heating element plug to the socket
device (16).
Connect the electrical plug of the hydraulic unit (17) to the power supply according to the
model plate. If the start screen does not appear, unlock the emergency OFF switch. A signal
tone will sound, and a dot will light up on the display (2).
Upon first use, check the date and time. To do this, press the GO button. (To change, see
point 3.6) . To close the menu, press EXIT.
During first use, set the language. German is set by default. To change the settings, press and
change using OK in Setting 2.
Use the arrow keys to select the desired language and press OK to confirm. The selected
language will be saved after the first welding process.
It is possible to switch the screen to standby mode. The screen saver becomes active when
the hydraulic unit is shut off with the button (6).
Turn the hydraulic unit on (press button (6)).
After it is switched on, the heating element warms up.
The current temperature is shown on the display (9). The control is active when a dot
lights up on the display. When the set temperature is reached, the two LEDs (current and
target) light up. After another 10 minutes, the heating element is ready to use. Check the
temperature with a temperature measurement device.
To adjust the temperature of the heating element, see point 3.5.
ENGLISH28
Risk of serious injury! The heating plate can reach temperatures of over 300°C
(575°F)! We highly recommend storing the heating plate in the designated
carrying frame immediately after use!
Pressing longer on the button (7) shuts off the heat. The dot on the display (9) goes off.
Pressing again turns the heat back on.
ROWELD P500-630/18-24B Plus hydraulic unit: Check the direction of rotation! The
machines are clamped to turn clockwise at the factory. Open and close the machine with the
hydraulic unit. If there is no movement, use an appropriate tool to switch the phase inverter
on the electrical plug.
Note: Do not turn the hydraulic unit on if the direction of rotation is wrong (this may destroy
it).
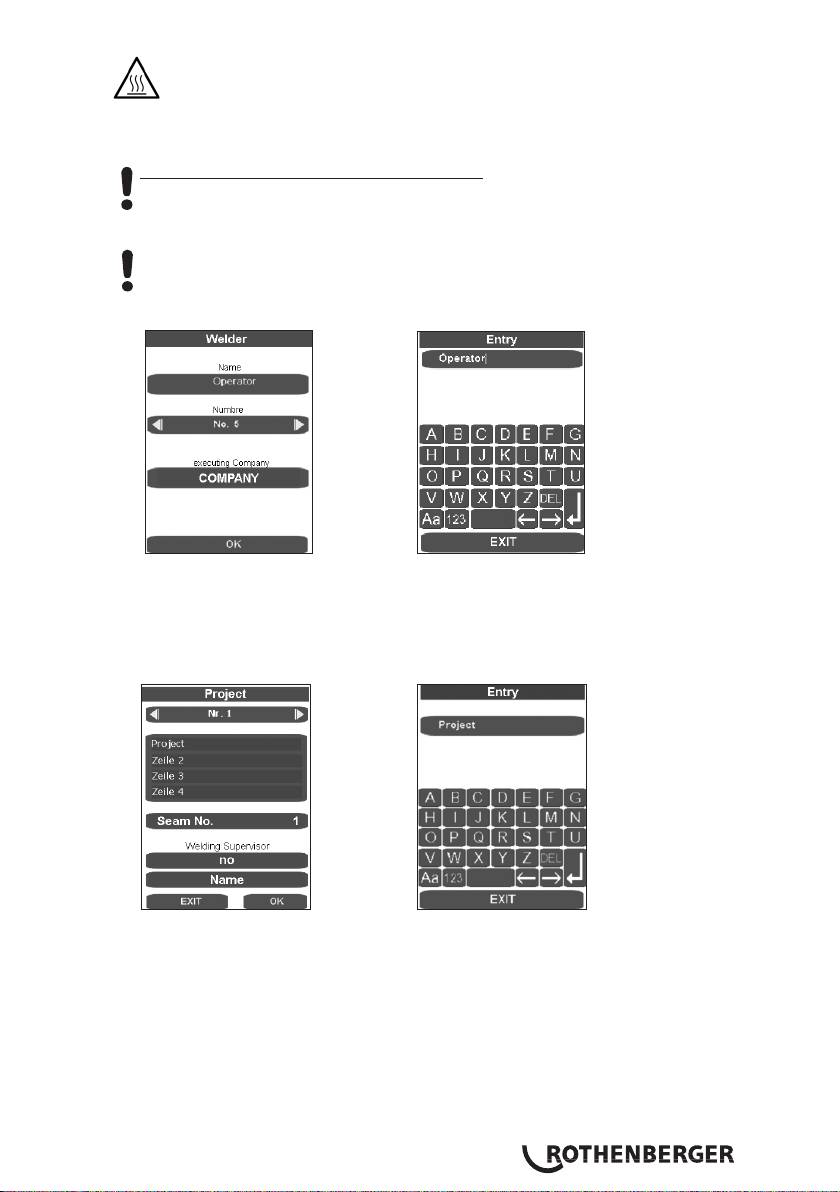
Enter or select the welder name „Operator“.
In the entry form, saved welders can be selected, new welder names can be entered, and
existing welder names can be deleted with DEL and reentered. All entry forms are confirmed
and saved with the ENTER or OK button, and the next program step is called up. The EXIT
button closes the entry form without saving it.
Enter or select a project.
The entry forms can be used to select saved projects or enter new project names. Close and
save using the ENTER key.
Select a pipe.
ENGLISH 29
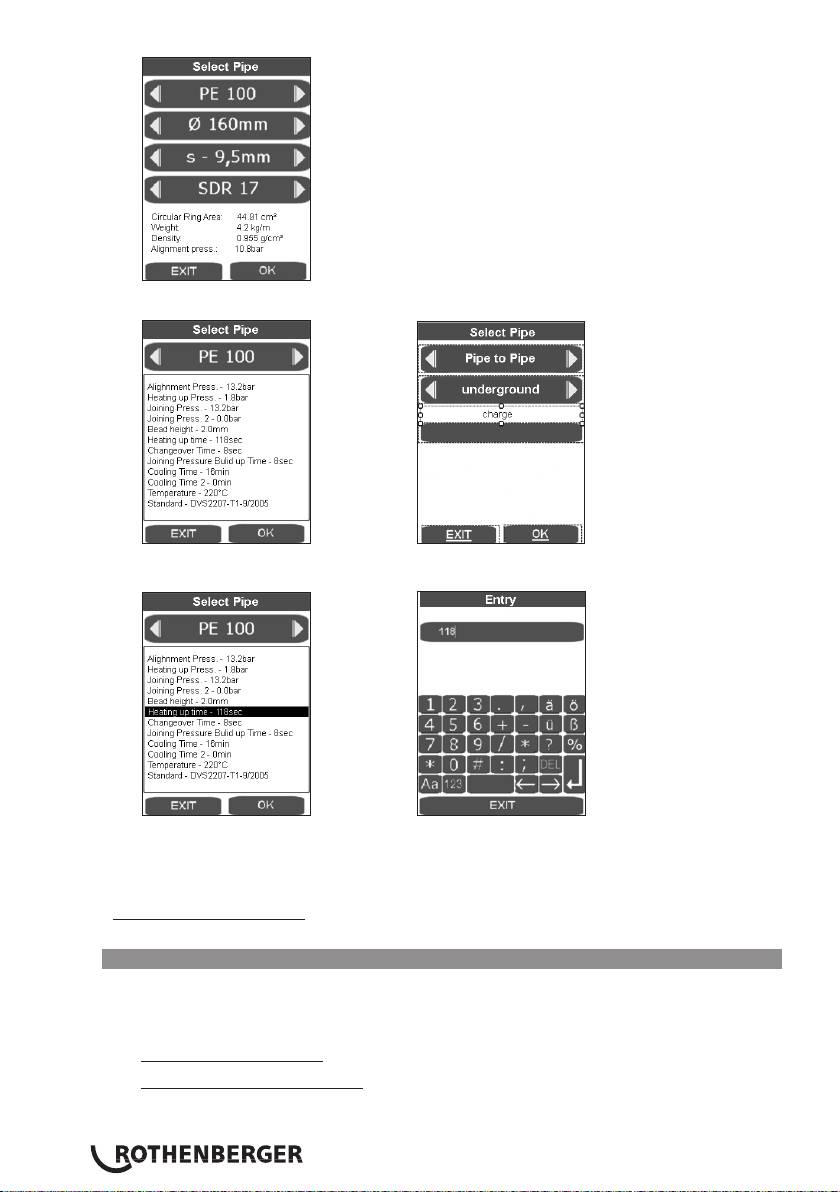
Use the arrow keys to select the desired pipe and press OK to confirm.
In this final overview of the pipe parameters, the pipe data are shown according to DVS
guidelines. Press OK to show the window for the welding parts and laying system.
Non-standard modifications can be made by pressing the relevant display field and pressing
ENTER to save. In the Standard point, the description then changes. This can be entered into
the comments field later before printing out the log on the computer. After the pipe data
have been confirmed and saved by pressing OK, the main menu appears.
For P500-630/18-24B Plus: For lifting the milling equipment and the heating element, use lifting
device 53410 (P500/18B) or 53323 (P630/24B/P630/24B Plus), or a suitable tool.
3.2.2 Welding preparations
Pipes smaller than the maximum welding range (diameter) of the machine, mount the
adapter clamping inserts suited for the pipe diameter with the Allen screws found in the
accessories kit.
ROWELD P250-355/8-12B: consisting of six wide-surface shells and two small-surface shells
ROWELD P500-630/18-24B Plus: consisting of six wide-surface shells and two small-surface
shells (for diameters up to 450 mm) or 8 wide-surface shells (for
diameters >500 mm).
ENGLISH30
In so doing, please observe that the small-surface shells are mounted to the two lower
external main clamps. These are used in the left basic clamping element below and above
only for pipe to pipe bend connections.
Insert the plastic pipe or fitting in the clamping device (use dolly with longer pipe < 2,5m
sections) and tighten brass nut on the upper clamps. Adjust brass nuts (tighten or loosen) to
compensate for any ovalness.
For pipe-to-pipe connections, the two spacers must be
engaged in both left clamping elements (standard
configuration at delivery).
Attention: Under no circumstances should the spacers
be installed diagonally offset!
The pipes are each held by two clamping elements.
Pipe / Fitting P250-355/8-12B:
For pipe-to-fitting connections, the two spacers must be
engaged in both middle clamping elements, and the heating
element take-off device is suspended into the left clamping
elements.
Attention: Under no circumstances should the spacers be installed diagonally offset!
The pipe is inserted into three clamping elements, and the fitting is held by one clamping
element. Thus, the movable clamping element can be shifted on the rod as space
requirements demand during clamping.
When some fittings are being processed in certain positions, such as horizontal bends or
welding necks, it is necessary to remove the heating element take-off device.
Pipe / Fitting P500-630/18-24B Plus:
For pipe-to-fitting connections, the spacers must be swivelled
to the other side and engaged in the middle clamping
elements.
Attention: Under no circumstances should the spacers be installed diagonally offset!
The pipe is inserted into three clamping elements, and the fitting is held by one clamping
element. Thus, the movable clamping element can be shifted on the rod as space
requirements demand during clamping.
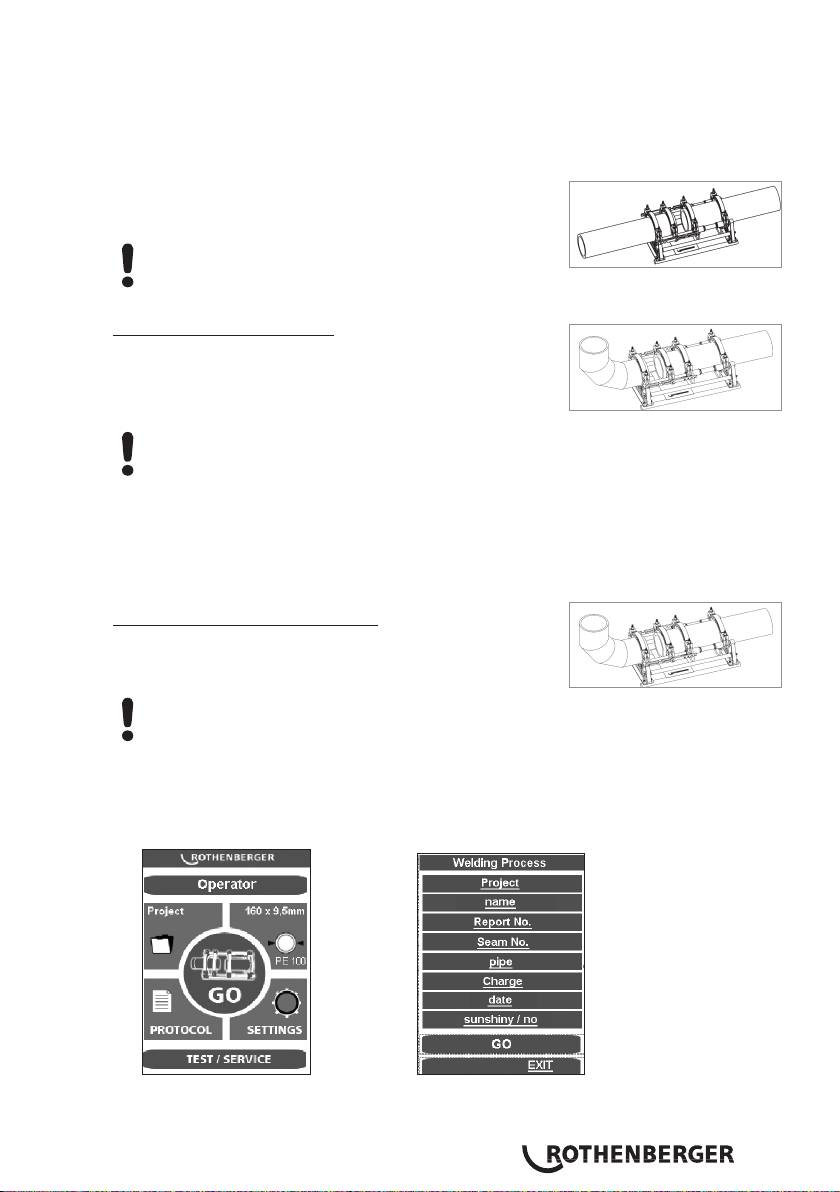
Start the welding process with GO.
In this final overview, the last changes can be made by clicking on the relevant subpoint and
confirming with GO.
ENGLISH 31
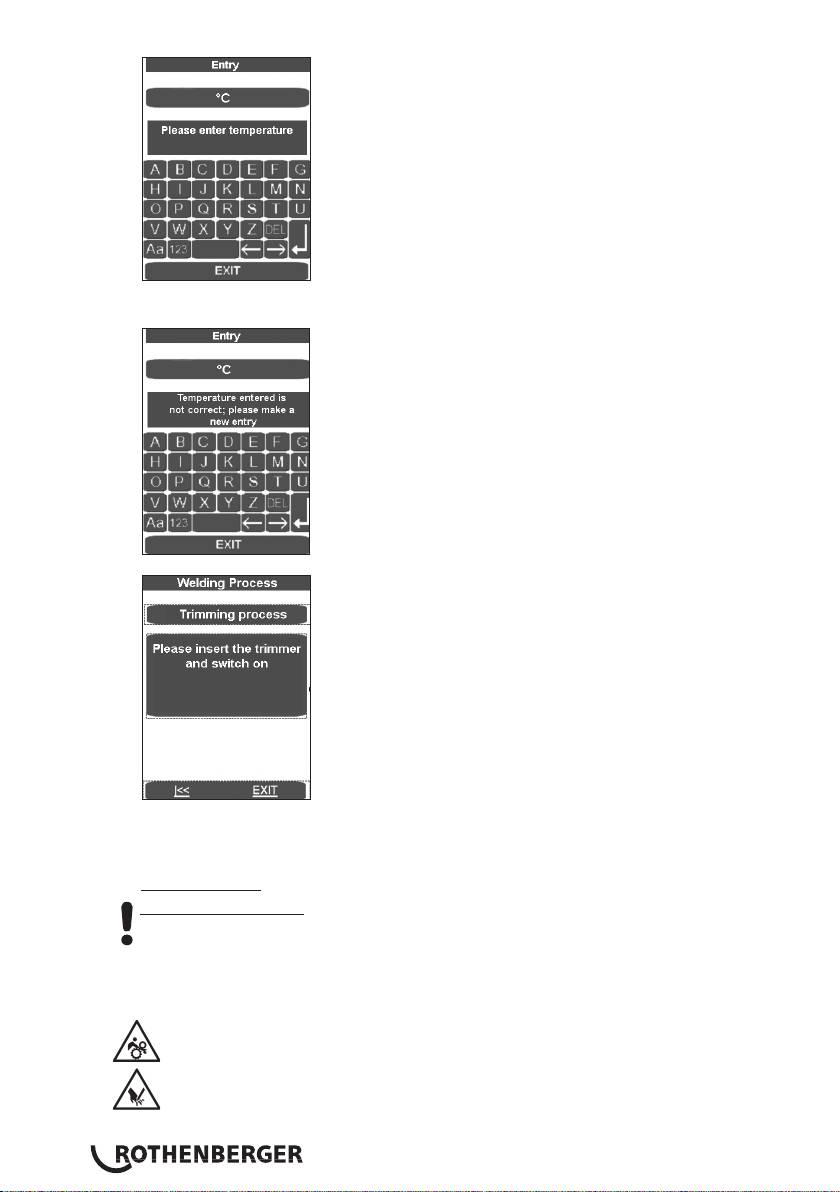
Enter the temperature and press the Enter button. The following appears if the temperature
was not entered correctly:
Pressing the arrow key causes the machine to start up; pressing EXIT causes the programme
to spring into the main menu without saving.
Place the electrical cutting unit between the two work pieces to be welded.
P250-355/8-12B: Switch on the miller motor and lock the switch in place.
P500-630/18-24B Plus: Verify the direction of rotation! The machines were polarised
to turn clockwise before leaving our factory!
Turn on the cutting unit, press buttons (10) and (5) on the hydraulic unit. The cutting disks
must run in the cutting direction. If they don‘t, use an appropriate tool to switch the phase
inverter on the electrical plug.
Risk of serious injury! During operation trimmer unit, stay a safe distance away
from the machine, and do not reach into the rotating knife. Use trimmer in
working position only and return it into the designated carrying frame
immediately after use. Ensure that the safety switch functions properly at all
times to avoid any accidental starting of the trimmer away from the basic
machine.
ENGLISH32
Close the clamping elements (press buttons 10 + 11). Set the cutting pressure with the
adjusting knob (4). Standard cutting pressure is up to 20 bar, but it can be raised to 40 bar,
see point 3.5.
An excessively high milling pressure can lead to overheating and damage to the
miller drive. When the milling drive is overloaded or at rest, raise the machine
and reduce the pressure (s. 3.5).
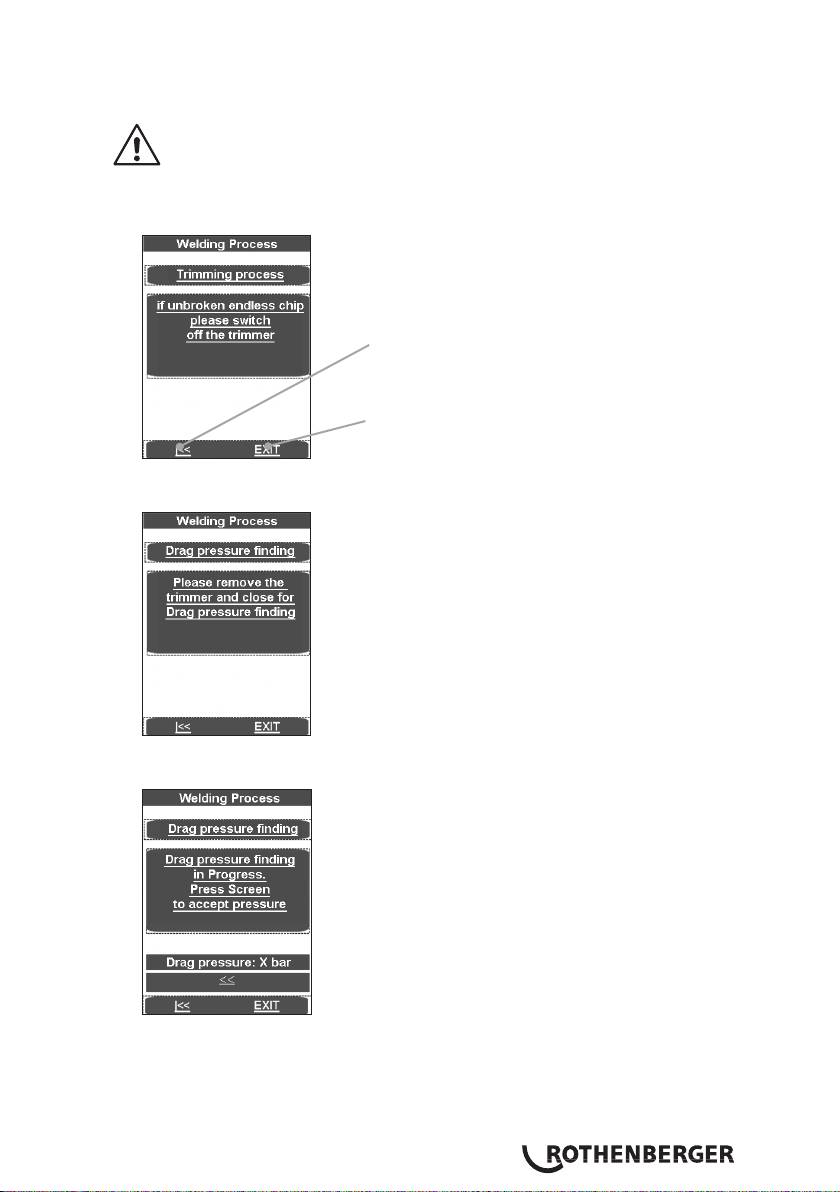
After the cutting shavings continuously exit the cutting bit with a shaving thickness of <=
0.2 mm,press the Cutting button (5) and open the clamping elements (Press buttons 10 + 8).
The arrow keys take the program back to „Please
insert the trimmer...“
EXIT takes the program to the main menu without
saving.
Wait until the cutting disks have stopped. Remove the cutting unit from the basic machine
and put it in the storage case.
Use low pressure to bring the work pieces together (press buttons 10 + 11) and set the drag
pressure with the adjusting knob (4).
When the machine is running at low speed, press the screen. The measured drag pressure will
automatically be added to the equalization, warm-up and cutting pressure.
Close the clamping elements, set the correct pressure for the pipe, and check to see if the
work pieces are firmly held in the clamping tools.
ENGLISH 33
Stay a safe distance away from the machine. Do not stand or reach into the
machine. Keep other people away from the work area.
The arrow keys take the program back to "Drag
pressure finding".
The arrow keys take the program back to "Please insert
the trimmer..."
EXIT takes the program to the main menu without
saving.
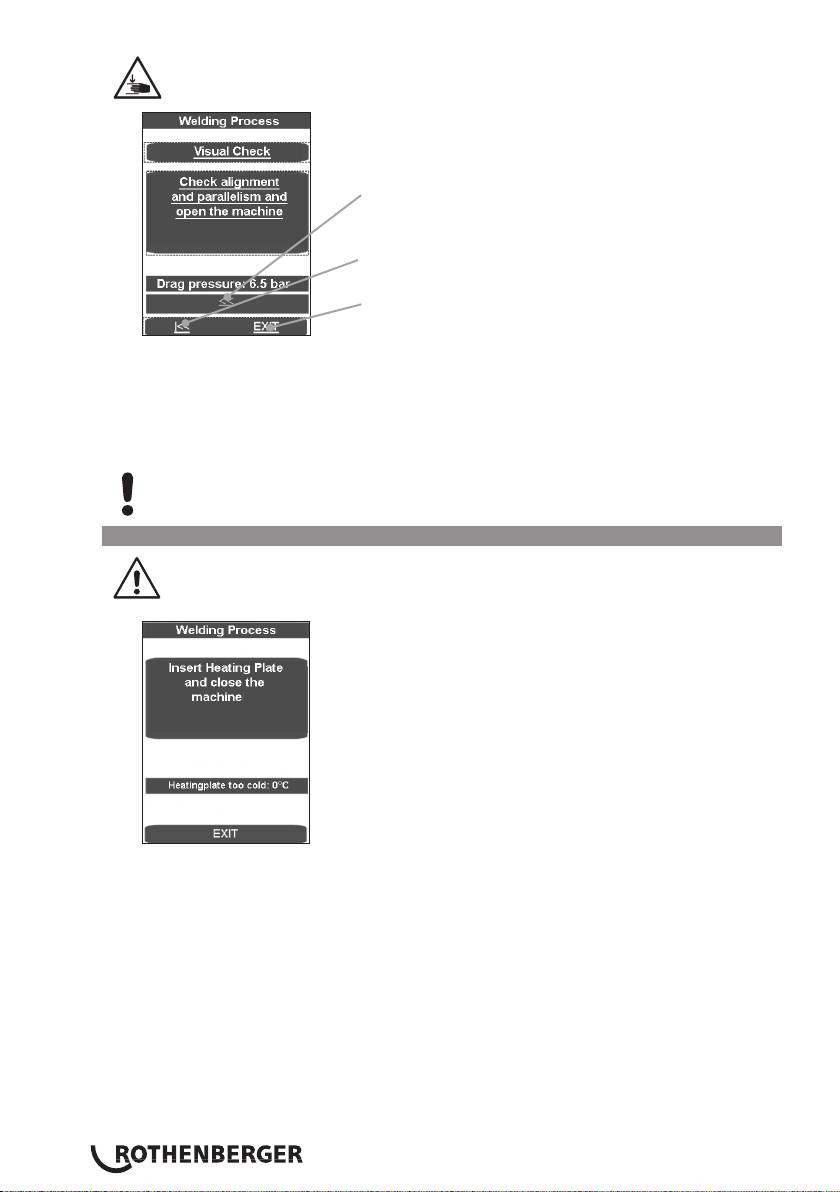
Check to see that the welding surfaces are flat, parallel and axially aligned.
Should the joint surfaces show any misalignment, repeat the trimming procedure. For
best results the workpiece ends should not be mismatched by more than 10% of the wall
thickness and the maximum gap between the joint surfaces no more than 0.5 mm. This
recommendation does not release you from your obligation to observe national welding
guidelines. Clear away any remaining shavings with a clean brush.
CAUTION! Do not touch the trimmed, ready to weld surfaces. Ensure that the
surfaces are free of any and all containments and foreign objects!
3.2.3 Welding
Risk of injury! Keep a safe distance from the machine when mechanically closing
clamps and moving workpieces. Keep hands, limbs and objects such as clothing,
tools etc. away from running machine!
The form shows the temperature of the heating plate.
The display bar shows up in blue if the temperature is too low, and in red when it is too high.
When it is in the target range, it displays as green.
Insert the heating element between the two work pieces in the basic machine, and make sure
that the heating plate supports are seated in the notches of the removal device.
Close the machine. The equalization pressure is automatically set. Hold the pressure.
Now all welding parameters have been stored, and the log activated.
If the welding process is interrupted using EXIT the message “Termination by the operator“
appears, the pressure is dissipated and the welding parameters are stored. Confirm the
message with OK, then the programme jumps to the main menu.
ENGLISH34
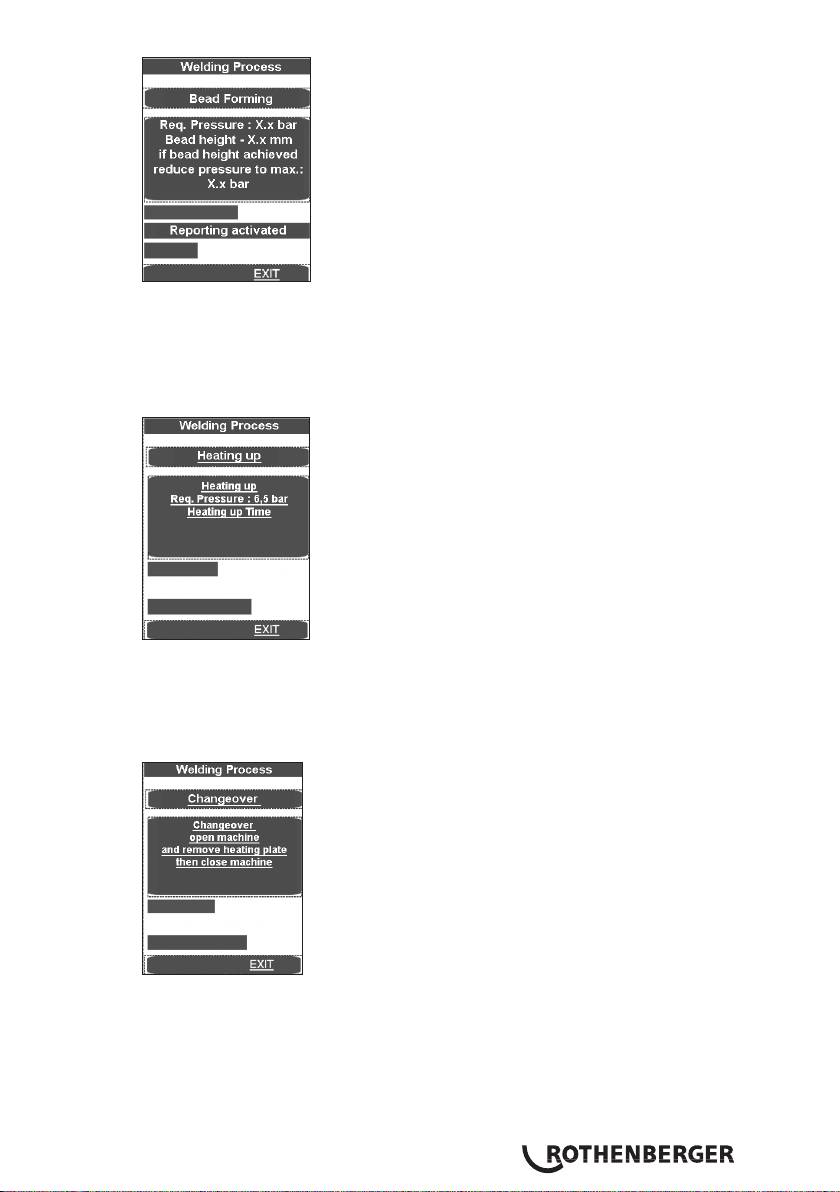
The upper progress bar shows whether the pressure lies within the correct range (green) or
within a permissible (yellow) tolerance range or whether it lies outside (red) the tolerance
range. The actual pressure is shown on the display (2).
Release the pressure using the Automatic button (1) as soon as the required bulge height has
been reached evenly around the whole circumference of both pipes. The warming up time t1
begins to run.
Set the pressure so that the ends of the work pieces can again be lain uniformly and nearly
pressure-free onto the heating element.
A signal sounds shortly before the end of the warm-up time.
After the warm-up time is over, separate the work pieces, remove the heating element and
bring the work pieces back together.
Stop the bringing together process by releasing the buttons shortly before the ends of
the workpieces make contact (about 1 cm.) and press the buttons again immediately. The
pressure is linearly raised to the appropriate joining pressure.
ENGLISH 35
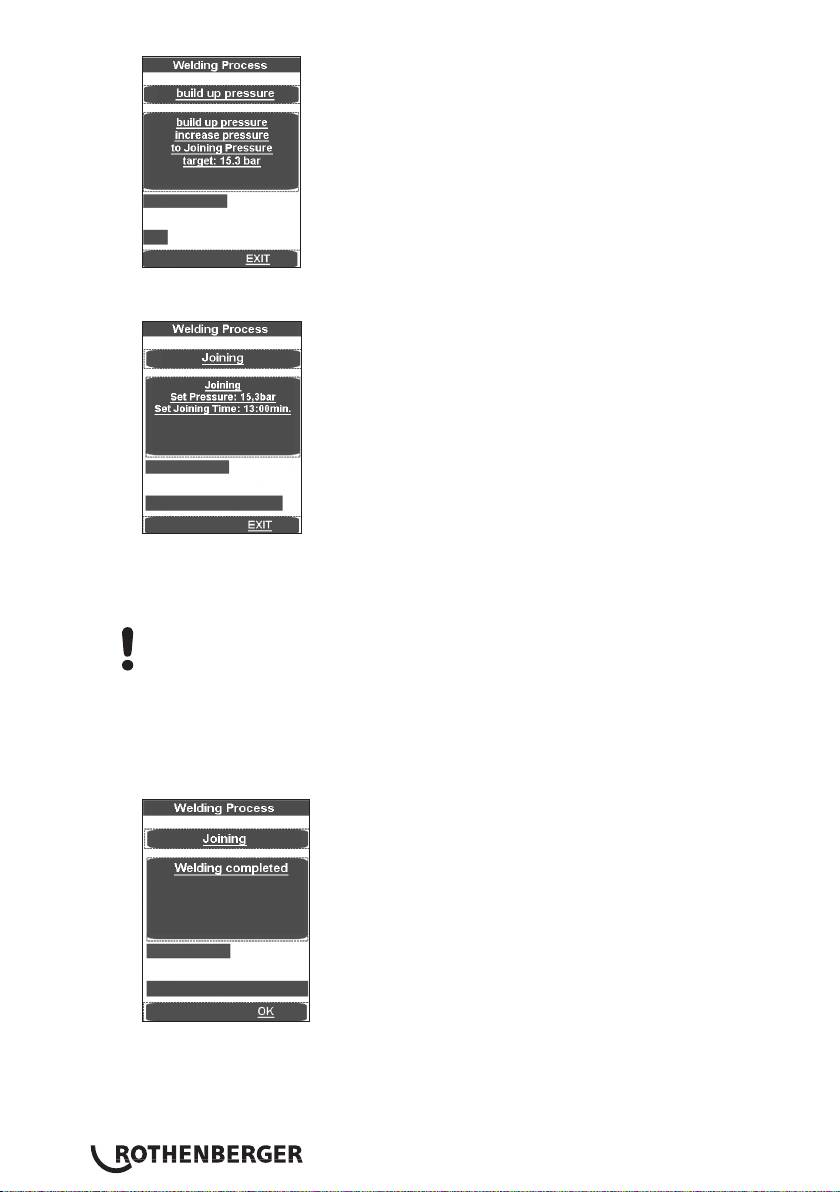
When joining pressure is reached, the program automatically goes to the joining process and
the t4 timer starts.
The upper progress bar shows whether the pressure lies within the correct range (green) or
within a permissible (yellow) tolerance range or whether it lies outside (red) the tolerance
range. The time lapse is shown below. The actual pressure is shown in display (2) and the
remaining joining time in display (9).
Attention: Hold down the Release button (10) and the Close machine button (11) until the
joining pressure is reached. Then the hydraulic unit shuts off and the buttons can be released.
The pressure is monitored and automatically regulated again. If the hydraulic system repumps
too often (meaning there is high pressure loss), have it checked.
Put the heating element back in the storage case.
The welding process is ended after the cooling down time has expired, is stored, a signal
sounds and the pressure is dissipated automatically.
Conclude with use of the welding menu by pressing OK.
Dissipate the pressure completely by pressing the button (3).
Unclamp the welded work pieces and remove them.
Move the basic machine apart. The machine is ready for the next welding cycle.
ENGLISH36
Transferring the log:
In the Log menu item, these can be saved with OK, if a USB stick is connected. The window then
closes automatically.
This report file should be processed using the ROTHENBERGER Dataline 2 software and a
computer.
All welding parameters can be found in the enclosed welding tables.
3.2.4 Putting out of operation
Use the button (6) to turn off the hydraulic unit.
Let the heating element cool or stow it in such a way that no adjacent materials
can be ignited!
Remove trimmer unit, heating plate and hydraulic unit mains plugs from power outlet and roll
up cables.
Transport and set the hydraulic unit only in a horizontal position. If it is set at an
angle, oil escapes from the vented plugs with the dipstick!
Disconnect and roll up hydraulic hoses.
Important! Protect couplings from damage and dirt!
3.3 General requirements
As weather and ambient conditions can seriously effect welding procedures and joints, it is
essential to duly observe national welding guidelines and ordinances, e. g. DVS Guideline 2207,
Sections 1, 11 and 15.
(Welding requires continuous and due supervision and monitoring!)
3.4 Important information on welding parameters
For welding parameters such as temperature, pressure and time, consult your national welding
guidelines and ordinances, e. g. DVS Guideline 2207, Sections 1, 11 and 15.
Ordering: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
In the event of doubt, consult the pipe manufacturer for material-specific welding parameters.
The welding parameters specified in the welding tables are strictly reference values.
ROTHENBERGER cannot assume any liability for their accuracy or completeness!
The compensation and joint pressure values specified in the welding tables were calculated using
the following formula:
pressure P [bar] = welding surface A [mm²] x welding factor SF [N/mm²]
surface of cylinder Az [cm²] x 10
Welding factors (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
ENGLISH 37
(ROWELD P 250/8 B: the total cylinder surface is 6.26 cm²)
(ROWELD P 355/12 B: the total cylinder surface is 6.26 cm²)
(ROWELD P 500/18 B and P 630/24 B: the total cylinder surface is 14.13 cm²)
(ROWELD P 630/24 B Plus the total cylinder surface is 22.38 cm²)
3.5 Setting parameters
To set the parameters with „welder“ rights:
Press the adjusting knob (4) for a long time (about 3 sec.) until P001 blinks in the upper
display (2).
Use the adjusting knob (4) to select the desired parameter P001 to P009. If this value must
be adjusted or displayed, briefly press the adjusting knob (4). The (default) value blinks in the
lower display (9).
Use the adjusting knob (4) to set the value, and press the adjusting knob (4) briefly again.
Then the parameter blinks again in the upper display (2).
To leave the menu, press the release button (10). The values are stored.
How to set parameters with „master“ rights:
Press the adjusting knob (4) for an extended time (about 6 sec.). First the parameter P001
blinks in the upper display (2). Then „CodE“, and the line blinks in the first place in the lower
display (9).
Then use the adjusting knob (4) to enter the code, and briefly press the adjusting knob (4)
(code = 8001 – during first use the code can be changed as desired through parameter P100).
Use the adjusting knob (4) to select the desired parameter, P101 to P114. If this value must
be adjusted or displayed, briefly press the adjusting knob (4). The (default) value blinks in the
lower display (9).
Use the adjusting knob (4) to set the value, and press the adjusting knob (4) briefly again.
Then the parameter blinks again in the upper display (2).
To leave the menu, press the release button (10). The values are stored.
Parameter
Description default Unit min max Rights
name
P001 Remaining energy saver time 99 min 0 99 Welder
P002* Power saving function active 0 0 3 Welder
P003 Heating plate temperature offset 5 °C -25 25 Welder
P004 Pmax for cutting 20 bar 10 50 Welder
P005 Target pressure 1/10 bar Welder
P006 Target temperature 210 °C P103 P104 Welder
P007 Timer T1 target value 45 sec 1 1500 Welder
P008 Timer T4 target value 6 min 1 99 Welder
P009 Pstart for cutting 10 bar 0 P004 Welder
P101 Deviation for repumping 5 % 1 50 Master
P102 Lifting time after cutting 10 1/10 sec 0 100 Master
P103 Set temperature (min) 160 °C 0 300 Master
P104 Set temperature (max) 270 °C 0 300 Master
P105 Button lock (yes/no) 5 sed 0 50 Master
P106 Lifting pressure 135 bar 10 160 Master
P107 Full runtime until buzzer goes on 50 1/10 sec 0 200 Master
P100 Change code 8001 Master
* P002 - Power saving function:
0 - none,
1 - when the miller is running the heating element will be switched off,
2 - when the hydraulic motor is running the heating element will be switched off,
3 - when t4 is running the heating element will be switched off.
ENGLISH38

3.6 Set date and time
Close the program by clicking briefly in the upper left corner.
Press Start, Setting and then Control Panel.
The taskbar is hidden and can be called back up by pressing on the lower left corner.
Click Date/Time.
ENGLISH 39
Set up the entry form by touching and dragging the date/time bar. Select the appropriate
time zone or enter the current time.
Attention! Pay attention to AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Confirm with „Apply“ and „OK“. Close the control panel with X.
Press the „Start“ and „Run“ buttons.
ENGLISH40
On the keyboard that appears, enter reboot and press „OK“. The PC restarts.
3.7 Setting up or selecting machine configurations
To select or set up machine configurations, press the SETTINGS button.
The desired machine configuration can be selected using the arrow keys.
To set up a new configuration, use the right arrow key to start the next number, such as 2.
Pressing on the corresponding display field brings up the entry form. The data can be deleted
with DEL and reentered. These data are later placed into the log.
ENGLISH 41
3.8 Error messages
Touch PC and log:
Error message Description
Code 1 Equalization pressure too high
Code 2 Equalization pressure too low
Code 4 Warm-up pressure too high
Code 64 Changeover time too long
Code 128 Pressure dissipation time too long
Code 256 Joining pressure too high
Code 512 Joining pressure too low
Code 2048 Heating element too cold
Code 4096 Interruption by operator
Code 131072 Heating element too hot
Controls:
Error message Description Troubleshooting
SER Service date reached, service
Have service performed
due
ERR1 Absolute pressure not
Check oil level, check pressure sensor,
reached
defective valve, defective motor
PE-2 Pressure sensor -24V
Replace pressure sensor
defective
ERR5 Oil temperature 70°C – Stop! Wait until the oil temperature is below
50°C
HE-1 Heating element not
Replace the sensor
connected, sensor break
HE-0 Heating element too hot Remeasure temperature, check
settings, replace sensor
HE-2 Heating element too cold Remeasure temperature, check
settings, replace sensor
4 Care and maintenance
To ensure that the welding machine functions properly, observe the following maintenance
recommendations:
• The guide rods must be kept free of dirt and grime. Replace guide rods whenever surface
shows signs of erosion or damage, otherwise hydraulic system may loose pressure.
• To achieve perfect welding results, it is essential to keep the heating plate clean. If the surface
is damaged or shows signs of erosion, the surface must be recoated or replaced. Material
residues on the heating plate surface reduces the non-sticking properties of the coating.
Remove all residues with non-linting paper and alcohol (heating plate must be cool!).
• Change hydraulic oil (HLP – 46, no.: 53649) every twelve months.
• To avoid malfunctions, regularly check the hydraulic unit for leaks, proper fit of connections
as well as the power cable for signs of damage or wear.
• Protect the fast-on couplings on both the hydraulic unit as well as the hydraulic hoses from
dirt and grime. Remove any dirt or foreign objects prior to connecting.
• The trimmer unit is equipped with two bi-directional blades. Rotate or replace blades
whenever trimming performance is no longer up to expectations.
• Always ensure that the pipe and workpiece ends, in particular the butt surfaces are clean.
Dirt or other foreign substances will shorten the serviceable life of the blades considerably
Pursuant to welding guidelines the welding machine must be inspected annually
by the manufacturer or an authorised service workshop. Machines subjected to
above average use or strain should be inspected at shorter intervals.
ENGLISH42

4.1 Machine and tool care
(Follow the maintenance instructions in item 4!)
Sharp and clean tools produce better work results and are safer.
Replace blunt, broken or lost parts immediately. Check whether the accessories are securely
connected to the machine.
Use only original spare parts from the manufacturer for maintenance work. Repairs must be
carried out only by professionally qualified personnel.
Disconnect the machine from the mains when it is not in use, prior to care and maintenance
work and before changing accessory parts.
Prior to reconnection to the mains, it must be ensured that the machine and the accessory tools
are switched off.
When extension cables are used, they must be checked for their safety and operativeness. Only
cables approved for outdoor use must be used.
Tools and machines whose housing or handles, especially those made of plastic, are cracked or
warped must not be used.
Dirt and moisture in such cracks conduct electric current. This can lead to an electric shock if the
insulation is damaged in the tools or in the machine.
Note: Furthermore, we refer to the accident prevention regulations.
5 Accessories
The relevant accessories and an order form can be found from Page 361 onwards.
6 Disposal
Components of the unit are recyclable material and should be put to recycling. For this purpose
registered and certified recycling companies are available. For an environmentalfriendly disposal of
the non-recyclable parts (e.g. electronic waste) please contact your local waste disposal authority.
For EU countries only:
Do not dispose of electric tools with domestic waste. In accordance with European
Directive 2012/19/EC on waste electrical and electronic equipment and its implementation
as national law, electric tools that are no longer serviceable must be collected separately
and utilised for environmentally compatible recycling.
ENGLISH 43
Table des matières Page
1 Consignes de sécurité 45
1.1 Utilisation conforme aux dispositions 45
1.2 Consignes générales de sécurité 45
2 Données techniques, voir le fascicule „données techniques“
3 Fonctionnement de l’appareil 47
3.1 Description de l’appareil 47
3.1.1 Machine de base (fig. A) 47
3.1.2 Unité hydraulique (fig. B) 47
3.2 Mode d’emploi 48
3.2.1 Mise en service 48
3.2.2 Mesures de préparation du soudage 51
3.2.3 Soudage 55
3.2.4 Mise hors service 58
3.3 Exigences générales 59
3.4 Remarques importantes concernant les paramètres de soudage 59
3.5 Régler les paramètres 59
3.6 Régler l‘heure et la date 60
3.7 Créer ou sélectionner la configuration de la machine 63
3.8 Messages d’erreur 63
4 Entretien et maintenance 64
4.1 Entretien de la machine et des outils 65
5 Accessoires 65
6 Elimination des déchets 65
Pictogrammes contenus dans ce document:
Danger!
Ce pictogramme signale un risque de blessure pour les personnes.
Attention!
Ce pictogramme signale un risque de dommage matériel ou de préjudice
pour l’environnement.
Nécessité d’exécuter une action
FRANÇAIS44
1 Consignes de sécurité
1.1 Utilisation conforme aux dispositions
Les ROWELD P250-630/8-24B Plus Premium sont spécialement conçues pour effectuer les
soudures des tuyaux en PE, PP et PVDF selon les données techniques.
1.2 Consignes générales de sécurité
ATTENTION ! Veuillez observer les mesures de sécurité suivantes afin d’éviter les
électrocutions et les dangers de blessures ou d’incendies pendant l’utilisation des outils
électriques.
Veuillez lire ces consignes avant d’utiliser cet outil électrique et conservez-les
soigneusement.
Entretien et maintenance :
1 Nettoyage, entretien et graissage réguliers. Débranchez avant tous les réglages, les
travaux de maintenance ou les réparations.
2 Confiez la réparation de votre appareil uniquement à des personnes qualifiées
utilisant des pièces de rechange d’origine Ceci permet de garantir la sécurité de l’appareil
à long terme.
Travaux sécurisés :
1 Maintenez l’espace de travail en ordre. Le désordre dans l’espace de travail peut
provoquer des accidents.
2 Tenez compte des influences de l’environnement. N’exposez pas votre outil électrique
à la pluie. N’utilisez pas votre outil électrique dans un environnement humide ou mouillé.
Assurez un bon éclairage à votre espace de travail. N’utilisez pas votre outil électrique à des
endroits soumis à des risques d’incendie ou d’explosion.
3 Protégez-vous d’une électrocution. Évitez les contacts corporels avec des parties mises à
terre (par. ex. tubes, radiateurs, cuisinières électriques, appareils de refroidissement).
4 Ne laissez pas d’autres personnes s’approcher. Interdisez à d’autres personnes, aux
enfants en particulier, de toucher l’outil électrique ou le câble. Maintenez-les à distance de
l’espace de travail.
5 Rangez l’outil électrique inutilisé dans un endroit protégé. Les outils électriques
inutilisés doivent être déposés dans un endroit sec, surélevé et fermé, hors de portée des
enfants.
6 Ne surchargez pas votre outil électrique. Le travail est plus sûr et plus facile dans la zone
de puissance.
7 Utilisez l’outil électrique adéquat. N’utilisez pas une machine à faible puissance pour des
travaux lourds. N’utilisez pas l’outil électrique à des fins non prévues pour lui. Par exemple,
n’utilisez pas de scie circulaire manuelle pour couper des troncs d’arbres ou des bûches.
8 Portez des vêtements adéquats. Ne portez pas de vêtements larges ou de bijoux,
ils pourraient être saisis par les pièces mobiles. Des chaussures antidérapantes sont
recommandées pour les travaux effectués en plein air. Mettez vos cheveux dans un filet.
9 Utilisez l’équipement de protection. Portez des lunettes de sécurité. Portez un masque
respiratoire pendant les travaux provoquant de la poussière.
10 Raccordez le dispositif d’aspiration. Au cas où des raccords pour les dispositifs d’aspiration
et de collection sont disponibles, vérifiez qu’ils sont bien branchés et correctement utilisés.
11 N’utilisez pas l’outil électrique à des fins non prévues pour lui. Ne tirez pas sur le
câble pour débrancher l’appareil. Protégez le câble de la chaleur, de l’huile et des arêtes
tranchantes.
12 Assurez la pièce usinée. Utilisez le dispositif de tension ou un étau à vis afin de maintenir la
pièce usinée. Elle est maintenue plus sûrement qu’à la main.
FRANÇAIS 45

13 Évitez les positions corporelles anormales. Veillez à vous assurer une position sûre et
gardez toujours l’équilibre.
14 Soignez minutieusement vos outils. Maintenez les outils de coupes propres et tranchants
afin de vous faciliter le travail. Suivez les consignes pour le graissage et le changement d’outil.
Contrôlez régulièrement les conduites de raccordement des outils électriques et faites les
réparer par un professionnel agréé en cas de détérioration. Contrôlez régulièrement les
rallonges et remplacez-les en cas de détériorations. Maintenez la poignée sèche, propre et
exempte de graisse ou d’huile.
15 Retirez la fiche de la prise de courant. Lorsque vous n’utilisez pas l’outil électrique, avant
l’entretien ou lors du changement d’outils comme la scie, la perceuse, la fraise.
16 Ne laissez pas la clé d’outil à l’intérieur. Vérifiez que la clé et l’outil de réglage soient
retirés avant la mise en marche.
17 Évitez les mises en marche involontaire. Assurez-vous que l’interrupteur est éteint lorsque
vous insérez la fiche dans la prise.
18 Utilisez la rallonge lors de travaux à l’extérieur. Utilisez uniquement des rallonges
homologuées et marquées en conséquence pour les travaux à l’air libre.
19 Soyez attentif. Soyez concentré sur votre travail. Faites preuve de bon sens lorsque vous
travaillez. N’utilisez aucun outil électrique si vous n’êtes pas concentré.
20 Vérifiez le bon état de l’outil électrique. Avant de continuer à utiliser l’outil électrique,
vérifiez soigneusement les dispositifs de sécurité ou les pièces légèrement endommagées
et assurez-vous que le fonctionnement est impeccable et adéquat. Vérifiez que les parties
mobiles fonctionnent de manière impeccable et ne coincent pas ainsi que le parfait état des
pièces. Toutes les pièces doivent être montées correctement et remplir toutes les conditions
afin de garantir un fonctionnement impeccable de l’outil électrique.
Les pièces et les dispositifs de sécurité endommagés doivent être réparés ou changés par
un atelier agréé, à moins que le mode d’emploi donne d’autres consignes. Les interrupteurs
endommagés doivent être remplacés dans un atelier pour notre clientèle.
N’utilisez pas un outil électrique qui ne peut être mis en marche ou arrêté.
21 Attention. L’utilisation d’autres outils et accessoires peut provoquer des blessures.
22 Faites réparer les outils électriques par un électricien qualifié. Cet outil électrique
correspond aux dispositions de sécurités applicables. Les réparations doivent uniquement être
effectuées par un électricien qualifié et avec les pièces de rechange originales ; dans le cas
contraire, cela pourrait provoquer des accidents.
2 Données techniques, voir le fascicule „données techniques“
FRANÇAIS46
3 Fonctionnement de l’appareil
3.1 Description de l’appareil
Les ROWELD P250-630/8-24B Plus Premium sont des corps de chauffe compacts et portatifs
de soudeuses bout à bout équipés d’un module de journalisation pour enregistrer les paramètres
de soudage conformément à la directive DVS, la transmission de journal s’effectue par port
USB, ils sont spécialement conçus pour l’utilisation sur les chantiers, ici spécifiquement pour les
tranchées. Les machines peuvent bien sur egalement etre utilisees dans des ateliers.
Les fonctions multiples des soudeuses de « type ROWELD » permettent de fabriquer de manière
sûre les joints soudés de tubes en PE, PP et en PVDF suivants avec des diamètres extérieurs de 90
à 630 mm/5 à 24“ dans tous les domaines d’utilisation :
I. tube - tube
II. tube - coude de tube
III. tube - pièce en T
IV. tube - collerette à souder
Les machines sont essentiellement composées des éléments suivants :
machine de base, jeux d’inserts de serrage de réduction, unité hydraulique avec module de
journalisation, équipement de fraisage, élément thermique, caisson de rangement.
Pour souder des collerettes à souder, la rondelle de serrage à quatre mâchoires livrable comme
accessoire doit être utilisée.
ROWELD P250/8B: Lors du soudage de tubes coudés à rayon réduit ayant le diamètre maximal
de la machine, il convient d’utiliser l’outil de serrage en biseau (partie supérieure) disponible en
tant qu’accessoire.
ROWELD P500-630/18-24B Plus: pour mettre en place et soulever la fraise et l’élément
thermique, le dispositif de soulèvement électrique livrable comme accessoire peut être utilisé.
3.1.1 Machine de base (fig. A)
1 Eléments de serrage mobiles 3 pièce d’écartement avec entailles d’arrêt
2 Elément de serrage déplaçable 4 Dispositif d’évacuation de l’élément thermique
3.1.2 Unité hydraulique (fig. B)
1 Touche automatique 12 Touche minuterie (durée)
2 Affichage pression 13 Prise dispositif de fraisage
3 Touche relâcher la pression 14 Manchon raccord rapide
4 Bouton rotatif 15 Prise raccord rapide
5 Touche fraisage 16 Prise de courant corps de chauffe
6 Touche marche-arrêt 17 Fiche secteur
7 Touche chauffage 18 Arrêt d'urgence
8 Machine « Mise en marche » 19 PC tactile
9 Affichage température et heure 20 Raccord de remplissage d’huile avec jauge
10 Touche de validation 21 Port USB
11 Machine « Mise à l’arrêt »
L’unité hydraulique permet d’activer les fonctions de la soudeuse désignées par les symboles
suivants :
Touche groupe hydraulique Mise en marche et mise à l’arrêt
Mettre en marche le corps de chauffe en appuyant sur la touche « Chauf-
fage ». Régler la température désirée de l’élément de chauffe en ap-
puyant sur la touche « Chauffage » et tourner le bouton rotatif, la valeur
désirée s’affiche sous température puis est remplacée par la valeur effecti-
ve.
FRANÇAIS 47
Régler la pression de fraisage, l’adaptation, le chauffage et le soudage
avec le bouton rotatif, la valeur s’affiche sous « Pression ». La valeur
effective s’affiche 3 secondes après le réglage. En appuyant sur le bouton
rotatif, vous pourrez visualiser et régler les paramètres de service.
Appuyer sur la touche de validation et la machine « Mise à l’arrêt » pour rapprocher
les éléments de serrage
Touche pour relâcher la pression
Appuyer sur la touche de validation et la machine « Mise en marche » pour étendre
les éléments de serrage
Appuyer sur la touche de validation et la touche Fraisage afin de mettre en marche la
prise du dispositif de fraisage, la pression se règle automatiquement à 10 bars et
peut être augmentée jusqu’à 20 au maximum avec le bouton rotatif. (une modificati-
on du P004 permet de régler jusqu’à 50 bars dans les cas particuliers, par exemple
une inclinaison)
Activer la minuterie en appuyant une fois sur la touche. La durée t1 peut
être réglée en secondes en appuyant sur la touche et en tournant le
bouton rotatif. Un appui prolongé sur la touche fait basculer à t4. La
durée t4 peut être réglée en minutes en appuyant sur la touche et en
tournant le bouton rotatif. Si vous appuyez brièvement sur la touche du
minuteur, lorsque celui-ci affiche t1 ou t2, le minuteur est démarré ma-
nuellement.
En appuyant sur la touche Automatique, la pression réglée pendant le préchauffage
(minuteur t1 actif) et le processus de liaison (minuteur t4 actif) est surveillée et
éventuellement réglée a posteriori.
Touche de validation pour l‘acceptation des paramètres de service
3.2 Mode d’emploi
La soudeuse doit uniquement être utilisée par des spécialistes qualifiés et ayant reçu
les instructions correspondantes, conformément à la directive de contrôle DVS 2212,
ère
1
partie!
Seules des personnes formées à cet effet et autorisées peuvent utiliser la machine !
3.2.1 Mise en service
Veuillez lire attentivement le mode d’emploi et les remarques concernant la
sécurité avant la mise en service de la soudeuse bout à bout !
Ne pas utiliser pas l‘élément thermique en atmosphère explosible et ne pas le
faire entrer en contact avec des substances facilement inflammables.
Garder une bonne distance de sécurité par rapport à la machine. Ne pas se placer
pas dans celle-ci et ne pas y mettre les mains. Tenir les autres personnes à distance
de la zone de travail.
Contrôler le niveau d’huile du groupe hydraulique avant chaque mise en service.
Il doit se situer entre les marques min.et max. du bouchon (20) de remplissage
muni d’une jauge. Le cas échéant, faire l’appoint d’huile HLP 46.
Le groupe hydraulique doit être transporté et stocké à la verticale. Lorsqu’il est
positionné en biais, de l’huile s’échappe au niveau du bouchon de ventilation
muni d’une jauge.
FRANÇAIS48
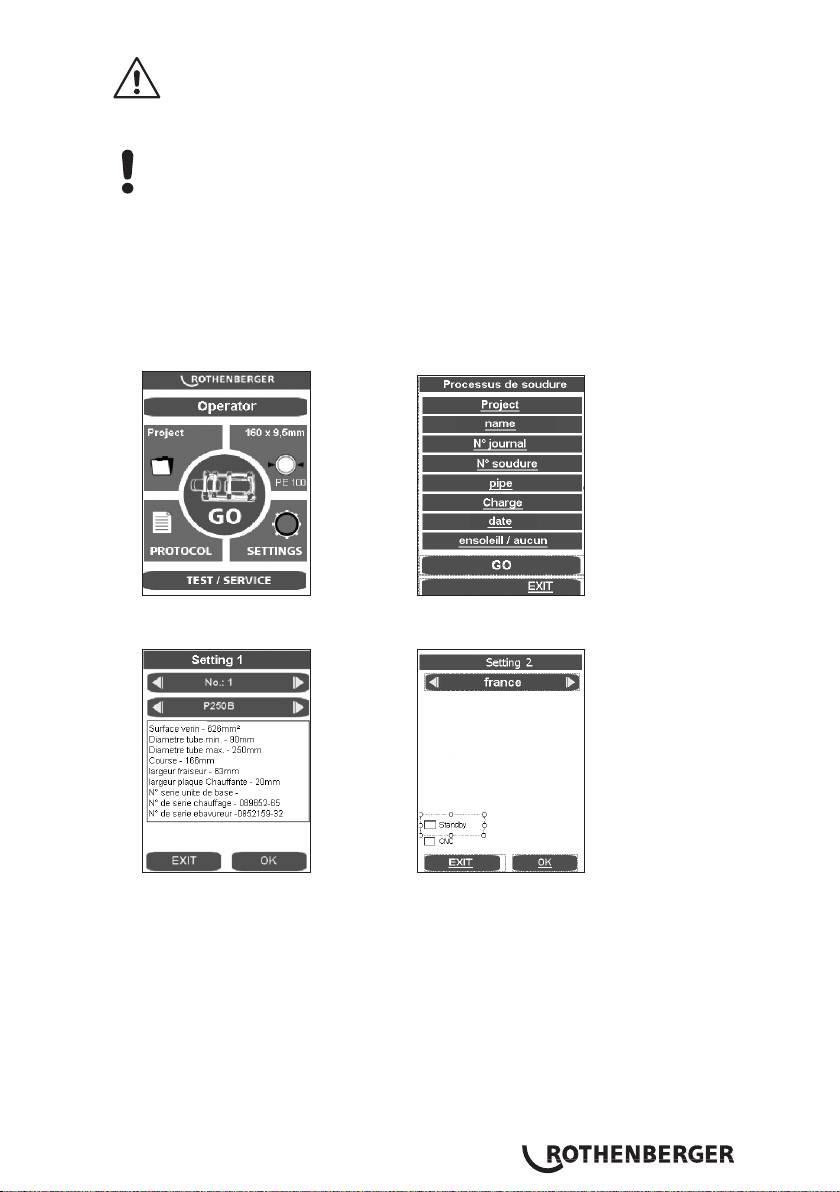
En cas de danger, appuyer sur l’interrupteur Arrêt d‘urgence (18). Avant chaque
mise en service, assurez-vous que l’arrêt d‘urgence n’est pas arrêté.
Raccorder les deux tuyaux hydraulique de la machine de base au groupe hydraulique au
moyen des raccords rapides (14,15).
Protéger les raccords rapides des salissures. Les raccords présentant des défauts
d’étanchéité doivent être remplacés immédiatement!
Raccorder la fiche secteur du dispositif de fraisage à la prise électrique (13) et brancher la
fiche du corps de chauffe à la prise (16).
Brancher la fiche secteur du groupe hydraulique (17) à l’alimentation électrique
conformément aux indications de la plaque signalétique. Si l’écran de démarrage ne s’affiche
pas, déverrouiller l’interrupteur d’arrêt d‘urgence, un signal acoustique retentit et un point
lumineux apparait sur l’affichage (2).
Vérifier la date et l’heure avant la première mise en service. À cet effet, appuyer sur la touche
GO. (Voir point 3.6 pour modifier). Pour fermer, appuyer sur le menu EXIT.
Régler la langue à la première mise en service, la langue par défaut est l’allemand. Pour
modifier, appuyer sur paramètres et passer à paramètre 2 avec OK.
Sélectionner la langue désirée avec la touche fléchée et confirmer avec OK. Après le premier
soudage, la langue sélectionnée est enregistrée.
Il est possible de basculer l’écran en mode veille, l’économiseur d‘écran s’active lorsque
l’hydraulique est arrêtée avec la touche (6).
Mettre le groupe hydraulique en marche (appuyer sur la touche (6) ).
Après la mise en marche, le corps de chauffe chauffe.
La température actuelle s’affiche (9). Lorsqu’un point s’allume sur l’affichage, la régulation
est active. Les deux DEL sont allumées (actuel et réglage) lorsque la température réglée est
atteinte. L’élément de chauffe est prêt à l‘emploi après 10 minutes. Contrôlez la température
avec un instrument de mesure thermométrique.
FRANÇAIS 49
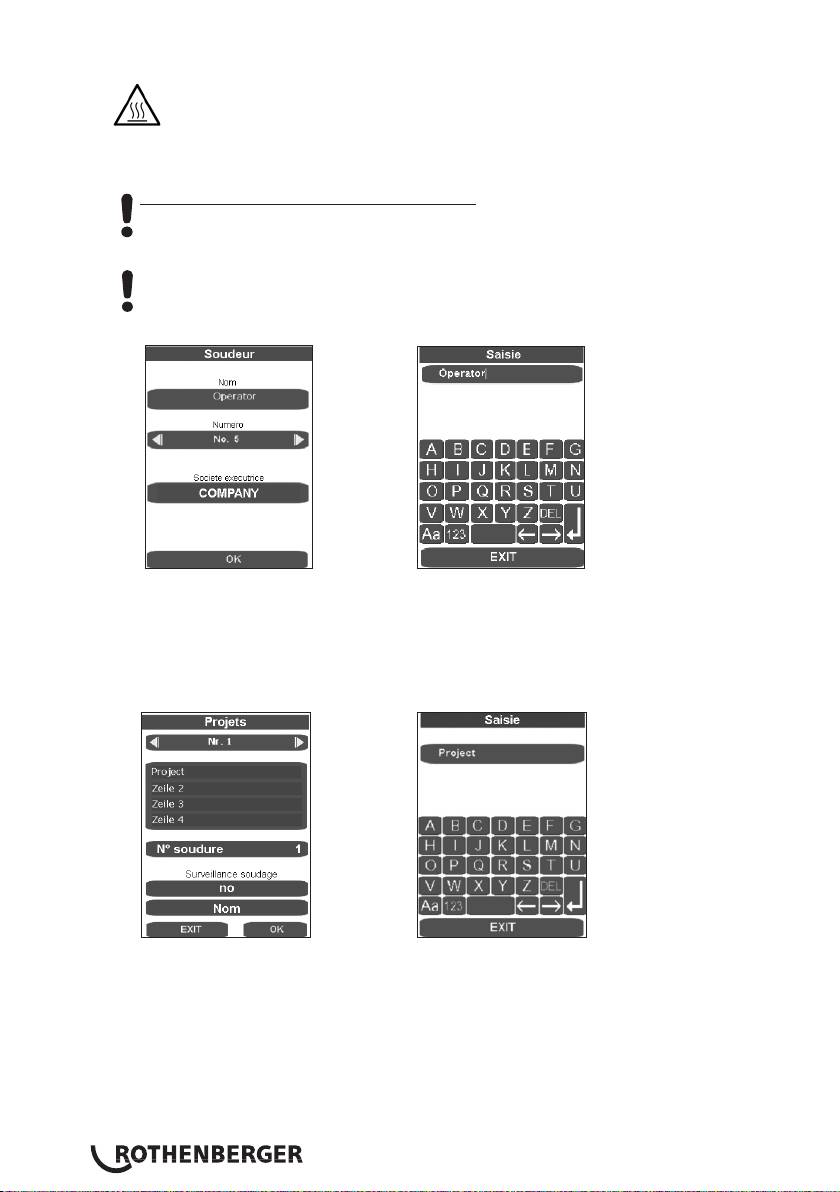
Pour équilibrer la température de l’élément de chauffe, voir point 3.5.
Risque de brûlure ! L’élément thermique peut atteindre une température de 300°C
et doit être replacé dans le caisson de rangement prévu à cette effet
immédiatement après son utilisation!
Le chauffage peut être arrêté en appuyant un certain temps sur la touche (7) , le point de
l’affichage (9) s’éteint, un nouvel appui remet le chauffage en marche.
Hydraulique ROWELD P500-630/18-24B Plus : vérifier le sens de rotation ! Par défaut,
les machines tournent contre la droite. Mettre en marche et arrêter le groupe hydraulique, si
aucun mouvement ne se produit commuter l’inverseur de phase de la fiche secteur avec l’outil
approprié !
Indication : lorsque l’appareil tourne dans le mauvais sens, l’hydraulique ne se met pas en
marche (risques de détériorations)
Saisir ou sélectionner le nom du soudeur « opérateur ».
Le masque de saisie permet de sélectionner les soudeurs enregistrés, de saisir les nouveaux
noms de soudeurs ou d’effacer les noms existants avec Entf et de les ressaisir à nouveau. Le
contenu de tous les masques de saisie se confirme ou s’enregistre avec ENTRÉE ou la touche
OK, puis l’étape suivante du programme apparait. La touche EXIT ferme les masques de saisie
sans enregistrer.
Créer ou sélectionner un projet.
Les masques de saisie permettent de sélectionner les projets enregistrés et de saisir de
nouveaux noms de projets. Fermer et enregistrer avec la touche ENTRÉE.
Sélectionnez un tube.
FRANÇAIS50
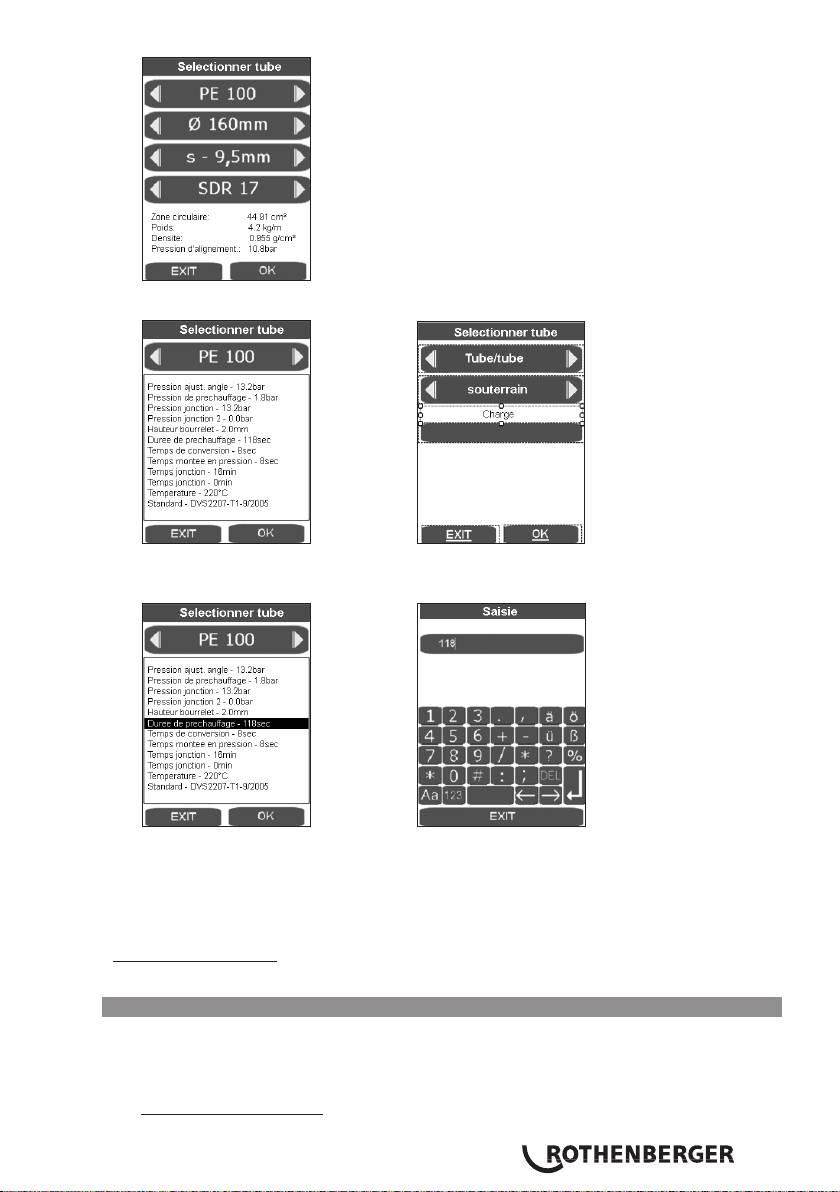
Sélectionner le tube désiré avec la touche fléchée et confirmer avec OK.
Cet aperçu de paramètres de tube affiche les données de tube conformément à la directive
DVS, la fenêtre des pièces à souder et des types de pose s’affiche suite à un appui sur OK.
Une saisie de modifications divergentes de la norme est possible en appuyant sur le
champ d‘affichage correspondant et en enregistrant avec ENTRÉE. La désignation dans
le point norme se modifie, elle pourra être saisie plus tard à l’ordinateur dans le champ
Remarque avant d’imprimer le journal. Le menu principal apparait après la confirmation et
l’enregistrement des données de tubes avec OK.
P500-630/18-24B Plus: Utiliser le dispositif de levage 53410 (P500/18B) ou 53323 (P630/24B
Plus),ou un autre outil adapté, pour soulever l’équipement de fraisage et l’élément thermique.
3.2.2 Mesures de préparation du soudage
Pour les tubes plus petits que le diamètre maxi. à souder de la machine, les inserts de
réduction du diamètre de tube à usiner doivent être montés avec les boulons à six pans creux
fournis avec les accessoires.
ROWELD P250-355/8-12B: respectivement composés de 6 demi-coquilles à surface de serrage
large et de 2 demi-coquilles à surface de serrage étroite
FRANÇAIS 51
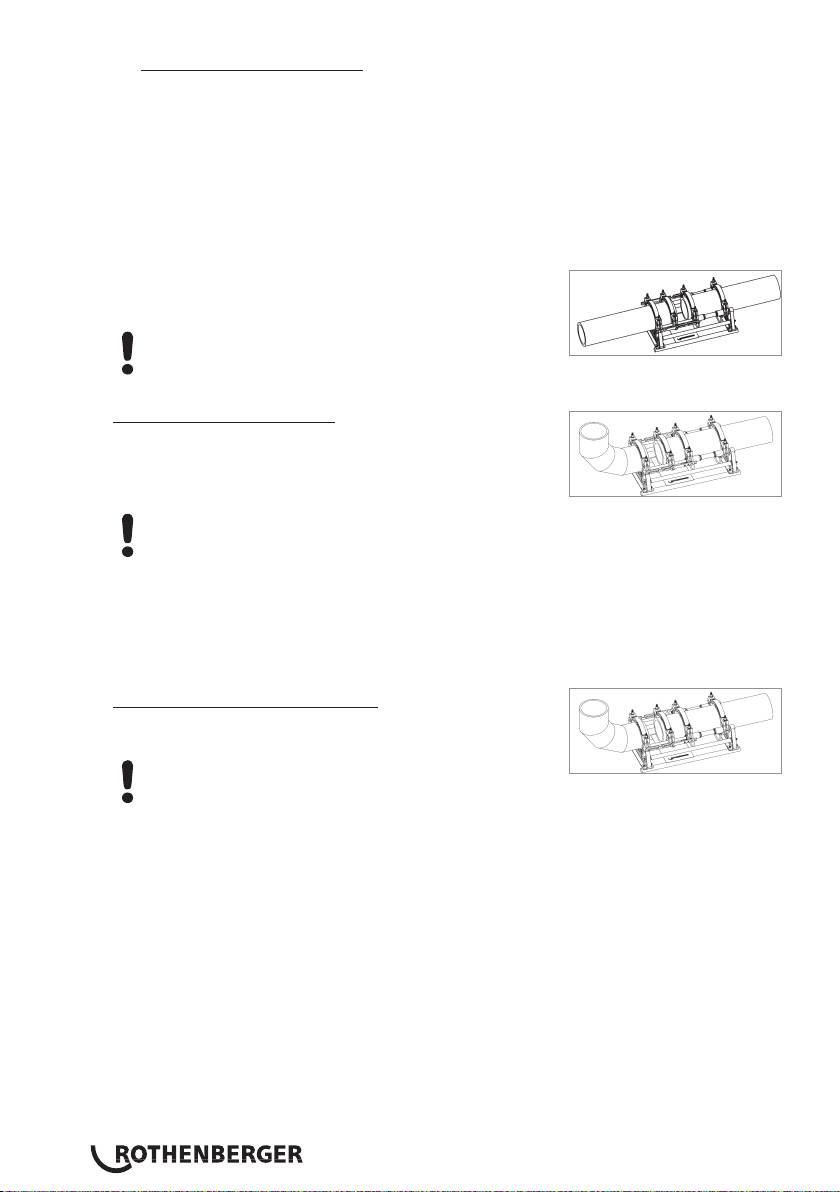
ROWELD P500-630/18-24B Plus: respectivement composés de 6 demi-coquilles à surface de
serrage large et de 2 demi-coquilles à surface de serrage étroite jusqu’à 450 mm de diamètre
et de 8 demi-coquilles à surface de serrage large à partir de 500 mm
Il faut veiller à ce que les demi-coquilles à surface de serrage étroite soient insérées dans les
deux éléments de serrage de base extérieurs. C’est uniquement dans le cas d’une liaison tube/
coude que ceux-ci sont insérés dans l’élément de serrage de base gauche en haut et en bas.
Mettre les tubes en plastique ou les raccords à souder dans le dispositif de serrage (pour les
tubes longs < 2,5m des chevalets à rouleaux doivent être utilisés) et serrer les écrous en laiton
sur les outils de serrage supérieurs. Des excentricités des tubes peuvent être compensées en
serrant ou en desserrant les écrous en laiton.
Dans le cas de liaisons tube/tube, les entretoises doivent être
engagées dans les deux éléments de serrage situés à gauche
(état de livraison).
Attention : les entretoises ne doivent en aucun cas être
montées en étant décalées en diagonale!
Chaque tube est maintenu par deux éléments de serrage.
Tube/raccord P250-355/8-12B:
Dans le cas de liaisons tube/raccord, les entretoises doivent
être engagées dans les deux éléments de serrage médians et
le dispositif d‘évacuation de l‘élément thermique doit être
accroché dans les éléments de serrage gauche.
Attention : les entretoises ne doivent en aucun cas être montées en étant décalées
en diagonale!
Le tube est inséré dans trois éléments de serrage et le raccord est maintenu en place par un
élément de serrage. Ce faisant, l‘élément de serrage coulissant peut être déplacé sur la barre
en fonction des besoins en espace lors du serrage et du soudage.
Lors du traitement de certains raccords dans des positions précises (p. ex. coude à
l’horizontale, collets de présoudage), il est nécessaire de retirer l’élément thermique du
dispositif d’évacuation.
Tube/raccord P500-630/18-24B Plus:
Dans le cas de liaisons tube/raccord, les entretoises doivent
être retournées et insérées dans l‘élément de serrage médian.
Attention : les entretoises ne doivent en aucun cas être
montées en étant décalées en diagonale!
Le tube est inséré dans trois éléments de serrage et le raccord est maintenu en place par un
élément de serrage. Ce faisant, l‘élément de serrage coulissant peut être déplacé sur la barre
en fonction des besoins en espace lors du serrage et du soudage.
Démarrer le soudage avec GO.
FRANÇAIS52
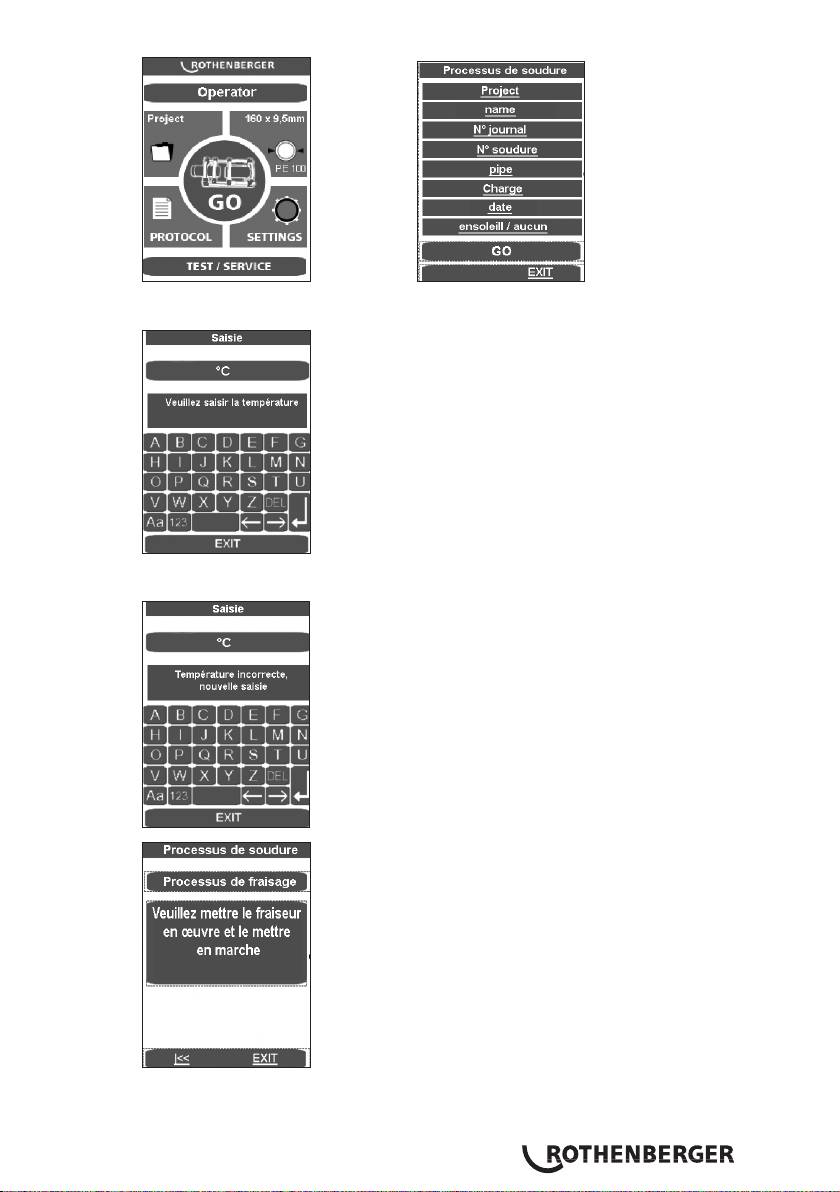
Cet aperçu permet d’effectuer les dernières modifications en cliquant sur le sous-menu
correspondant, confirmer avec GO.
Indiquer la température et valider à l’aide de la touche Entrée. Si la température n’a pas été
correctement indiquée, les mentions suivantes apparaissent :
La machine démarre à l‘aide des touches fléchées. Avec EXIT, le programme passe au menu
principal sans sauvegarde.
Insérer, la fraise électrique entre les pièces à souder.
FRANÇAIS 53
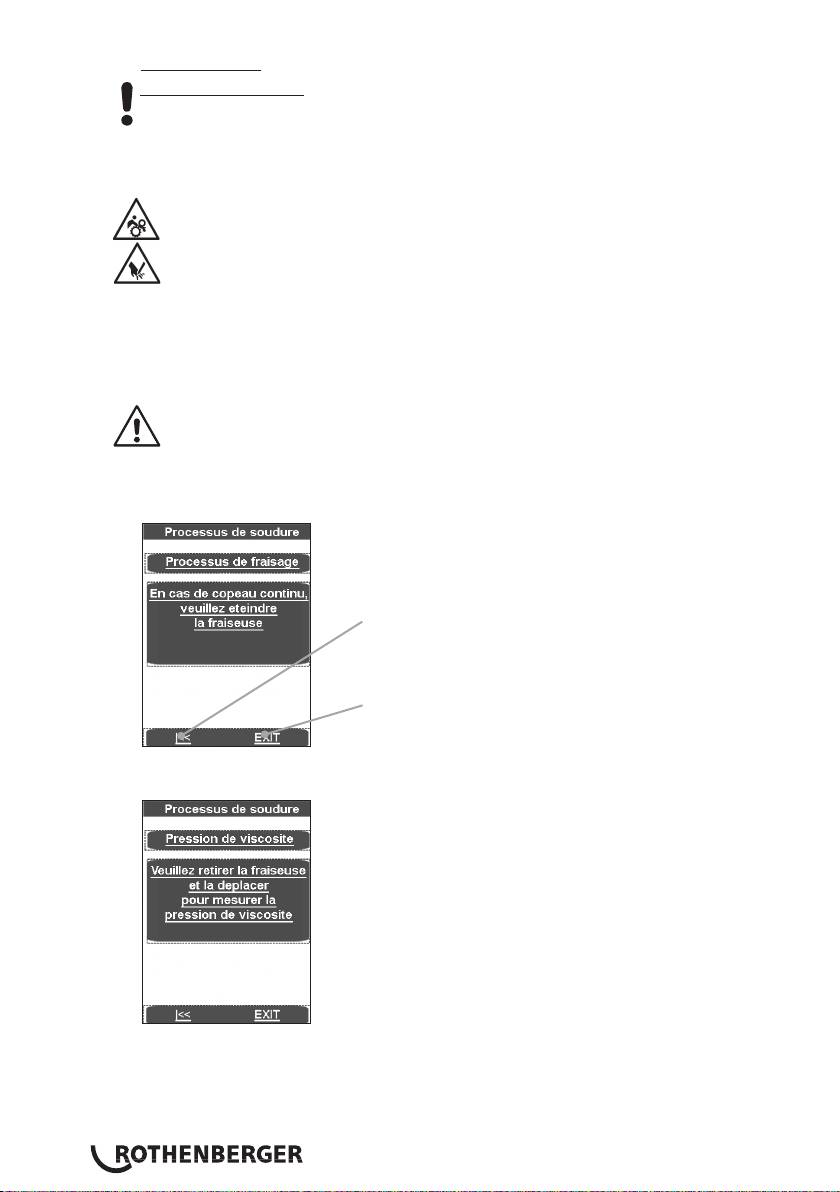
P250-355/8-12B: Allumer le moteur de la fraiseuse et bloquer l‘interrupteur.
P500-630/18-24B Plus: Contrôler les sens de rotation! En usine les machines sont
connectées aux bornes pour une rotation à droite.
Mettre la fraise en marche, appuyer les touches (10) et (5) placées sur le groupe hydraulique.
Les disques de rabotages doivent fonctionner dans le sens de coupe, sinon commuter
l’inverseur de phase de la fiche secteur avec l’outil approprié.
Risque de blessure ! Garder une bonne distance de sécurité par rapport à la
l’équipement de fraisage lorsqu’elle fonctionne et ne pas mettre les mains dans
les lames rotatives. N’actionner la fraise qu’après l’avoir rentrée (position de
travail) puis la remettre dans le caisson de rangement prévu à cet effet. Le bon
fonctionnement du commutateur de sécurité dans l’équipement de fraisage doit
être garanti à tout moment, afin d’éviter un démarrage par inadvertance en
dehors de la position de travail.
Rapprocher les éléments de serrage (Appuyer sur les touches 10 + 11). Régler la pression de
fraisage avec le bouton rotatif (4) . Par défaut, possible jusqu’à 20 bar, la pression de fraisage
peut être augmentée jusqu’à 40 bar, voir point 3.5.
Une pression de fraisage peut engendrer la surchauffe et l’endommagement du
mécanisme de fraisage. En cas de surcharge ou d’arrêt de l’entraînement de
l’équipement de fraisage, mettre en marche la machine et réduire la pression (voir
3.5).
Une fois que le copeau atteint une épaisseur constante de < = 0,2 mm, appuyer sur la touche
Fraisage (5), mettre en marche les éléments de serrage (appuyer sur les touches 10 + 8).
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Attendre l’arrêt du disque de rabotage. Retirer la fraise de la machine de base et la placer
dans le boîtier de rangement.
Rapprocher les pièces à usiner avec une faible pression (appuyer sur les touches 10 + 11 et
régler la pression de traction avec le bouton rotatif (4).
FRANÇAIS54
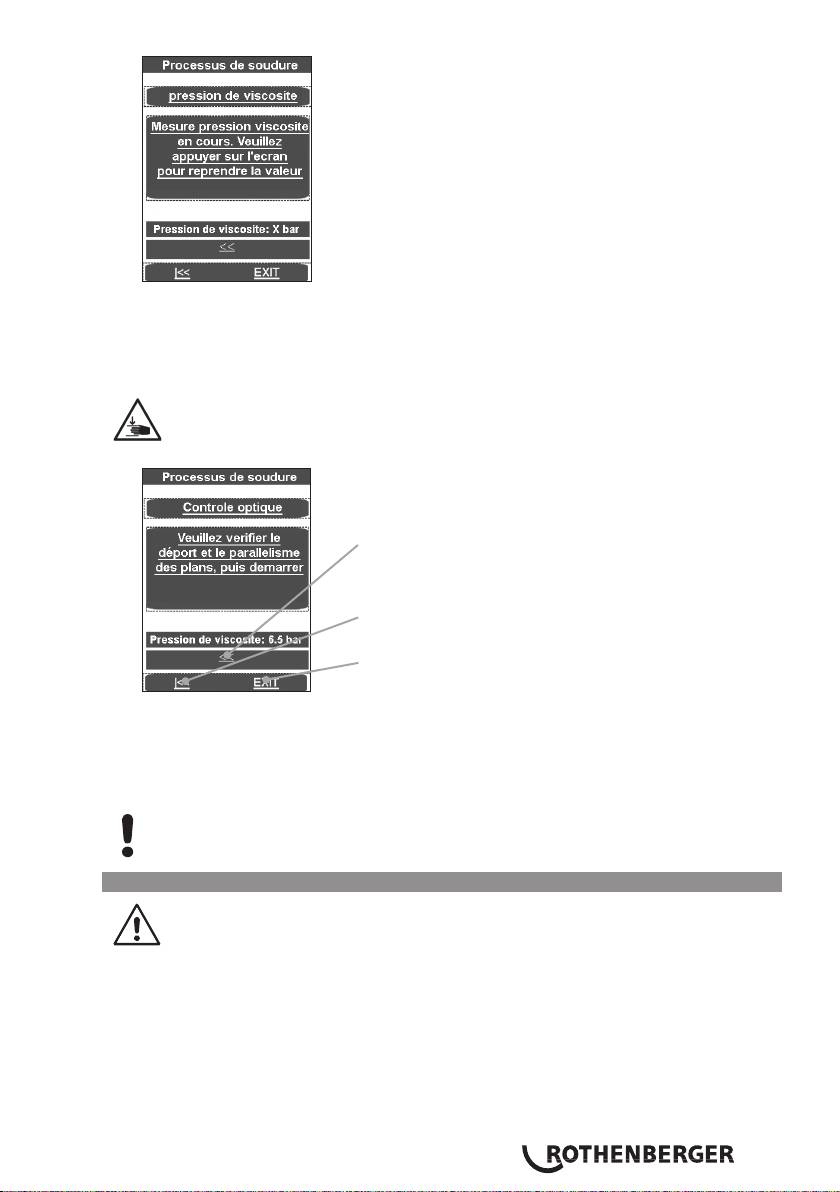
Lorsque la machine se déplace lentement, appuyer sur l’écran. La pression de traction
mesurée s’additionne automatiquement à la pression d’adaptation, de chauffage et de
soudage.
Rapprocher les éléments de serrage, régler la pression adaptée au tube et vérifier le maintien
de la pièce à usiner dans l’outil de serrage.
Garder une bonne distance de sécurité par rapport à la machine. Ne pas se placer
pas dans celle-ci et ne pas y mettre les mains. Tenir les autres personnes à distance
de la zone de travail.
Avec la touche fléchée, le programme retourne
à « Mesure pression viscosité »
Avec la touche fléchée, le programme retourne
à « Veuillez mettre le fraiseur »
Avec EXIT, le programme saute au menu principal sans
enregistrer
Vérifier que les surfaces de soudage sont planes, parallèles et alignées dans l’axe.
Le décalage axial entre les extrémités des pièces à usiner ne doit pas (conformément à DVS )
dépasser 10 % de l’épaisseur de paroi et l’interstice maxi. entre les surfaces planes ne doit pas
être supérieur à 0,5 mm. Enlever d’éventuels copeaux dans le tube avec un outil propre (par
ex. pinceau).
Attention! Les surfaces fraisées préparées pour le soudage ne doivent pas être touchées avec
les mains et doivent être exemptes de toute impureté!
3.2.3 Soudage
Risque de coincement! Toujours respecter un écart sûr par rapport à la machine
lors du rapprochement des outils de serrage et des tubes. Ne jamais se placer dans
la machine!
FRANÇAIS 55
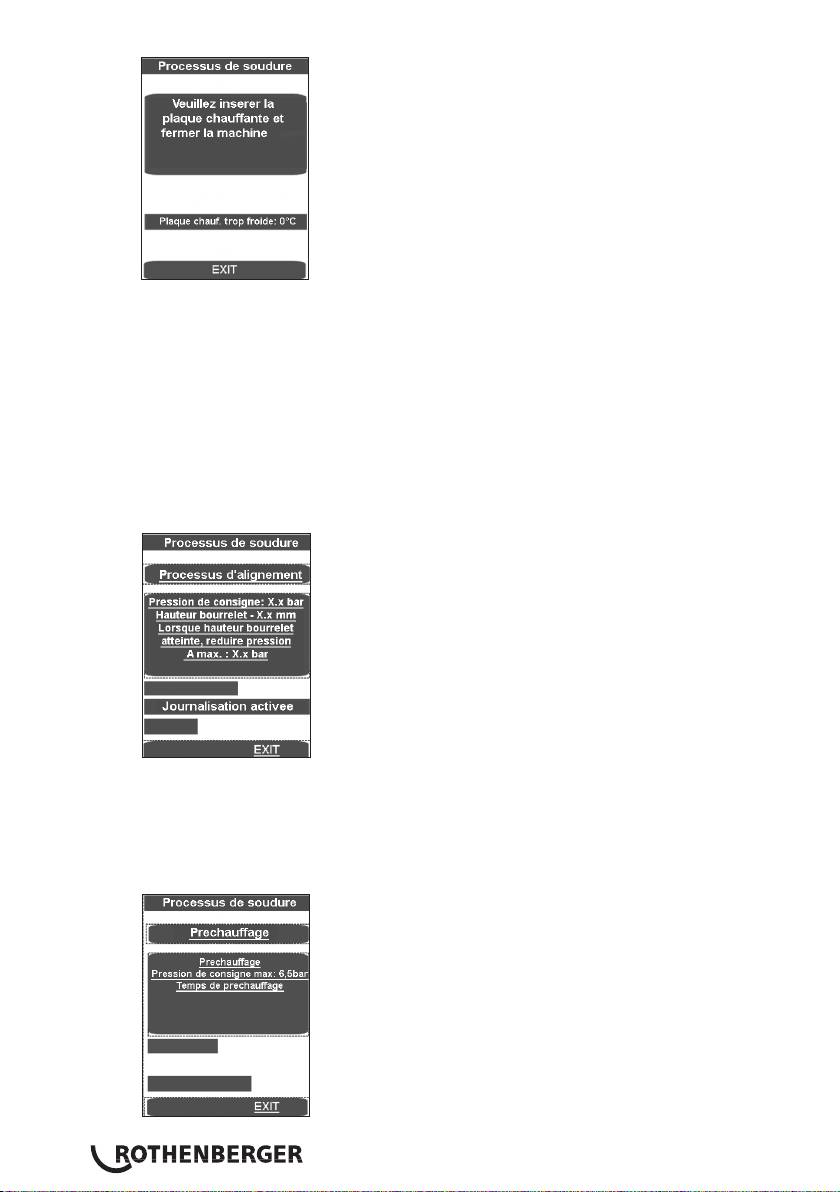
Le masque affiche la température de la plaque chauffante.
La barre d’affichage devient bleue si la température est trop basse et rouge si elle est trop
élevée ; si la température se situe dans la zone de consigne, la barre est verte.
Insérer le corps de chauffe dans la machine de base entre les deux pièces à usiner et vérifier la
position correcte de la plaque chauffante dans les encoches du dispositif d‘extraction.
Rapprocher la machine, la pression d’adaptation de règle automatiquement et maintient la
pression.
Maintenant les paramètres de soudage sont enregistrés, la journalisation est activée.
Si le processus de soudage est interrompu par EXIT (QUITTER), le message « Interruption
par l‘utilisateur » apparaît. La pression est interrompue et les paramètres de soudage sont
enregistrés. Validez le message par OK. Le programme passe au menu principal.
La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La pression
effective apparait dans l’affichage (2).
Dès que la hauteur nécessaire de renflement est atteinte sur l’ensemble de la périphérie
des deux conduites, relâcher la pression à l’aide de la touche Automatique (1). Le temps de
préchauffage t1 commence à s’écouler.
FRANÇAIS56
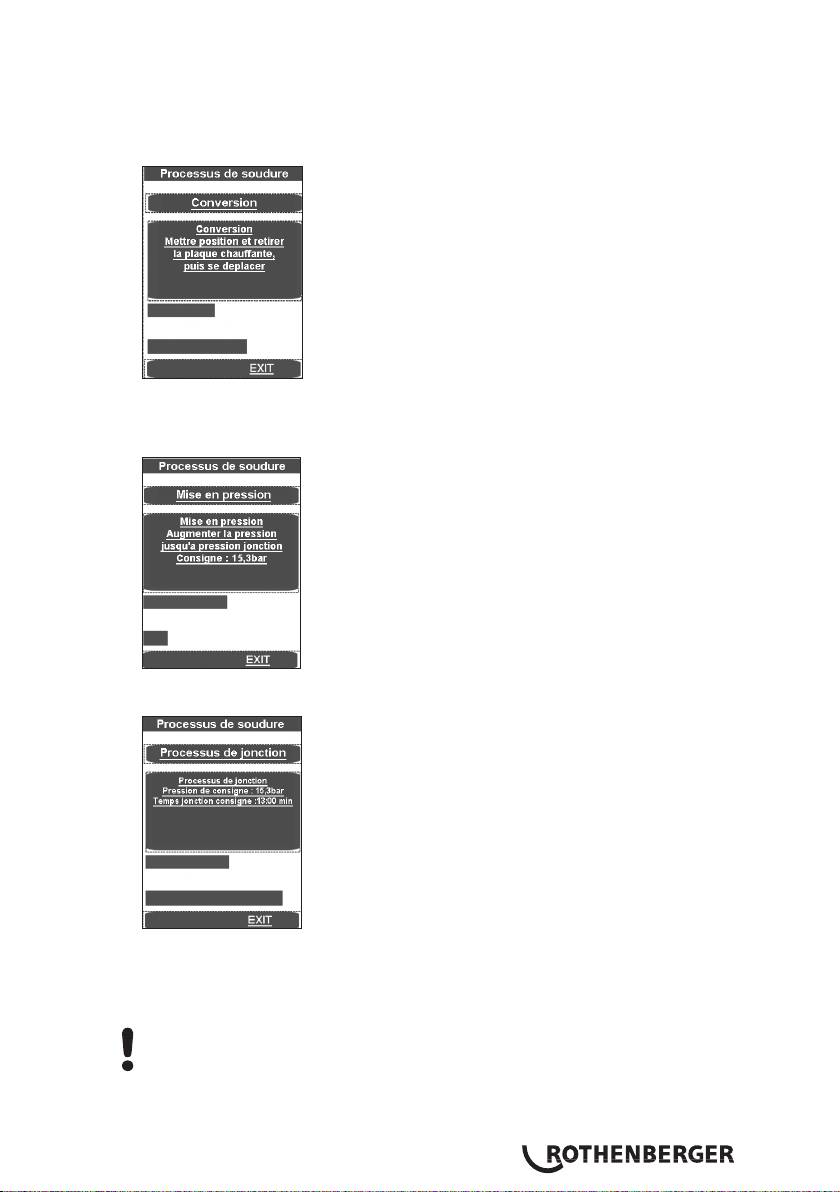
Régler la pression de manière à garantir un appui régulier, presque sans pression des
extrémités des pièces à usiner avec l’élément de chauffe.
Un signal acoustique retentit peu de temps avant la fin de la durée de préchauffage.
Lorsque la durée de préchauffage s’est écoulée, séparer les pièces à usiner, retirer le corps de
chauffe et rapprocher les extrémités des pièces à usiner.
Juste avant le contact des extrémités des pièces (env. 1 cm), arrêtez le rapprochement
en relâchant les touches et appuyez à nouveau immédiatement. La pression augmente
linéairement á la pression de soudage correspondante.
Lorsque la pression de soudage est atteinte, le programme saute automatiquement au
soudage et la minuterie t4 démarre.
La barre de progression supérieure montre si la pression se trouve dans la zone de tolérance
correcte (verte), dans la zone permise (jaune) ou en dehors (rouge) de celle-ci. La barre
inférieure affiche la durée. La pression effective apparait dans l’affichage (2) et la durée de
soudage t4 restante dans l’affichage (9).
Attention : maintenir la touche validation (10) et machine fermée (11) jusqu’à l’obtention
de la pression de soudage, ensuite l’hydraulique s’éteint et la touche peut être lâchée.
La pression est surveillée et réglée automatiquement. Faire vérifier le système hydraulique en
cas de pompage ultérieur trop fréquent (perte de pression importante).
FRANÇAIS 57
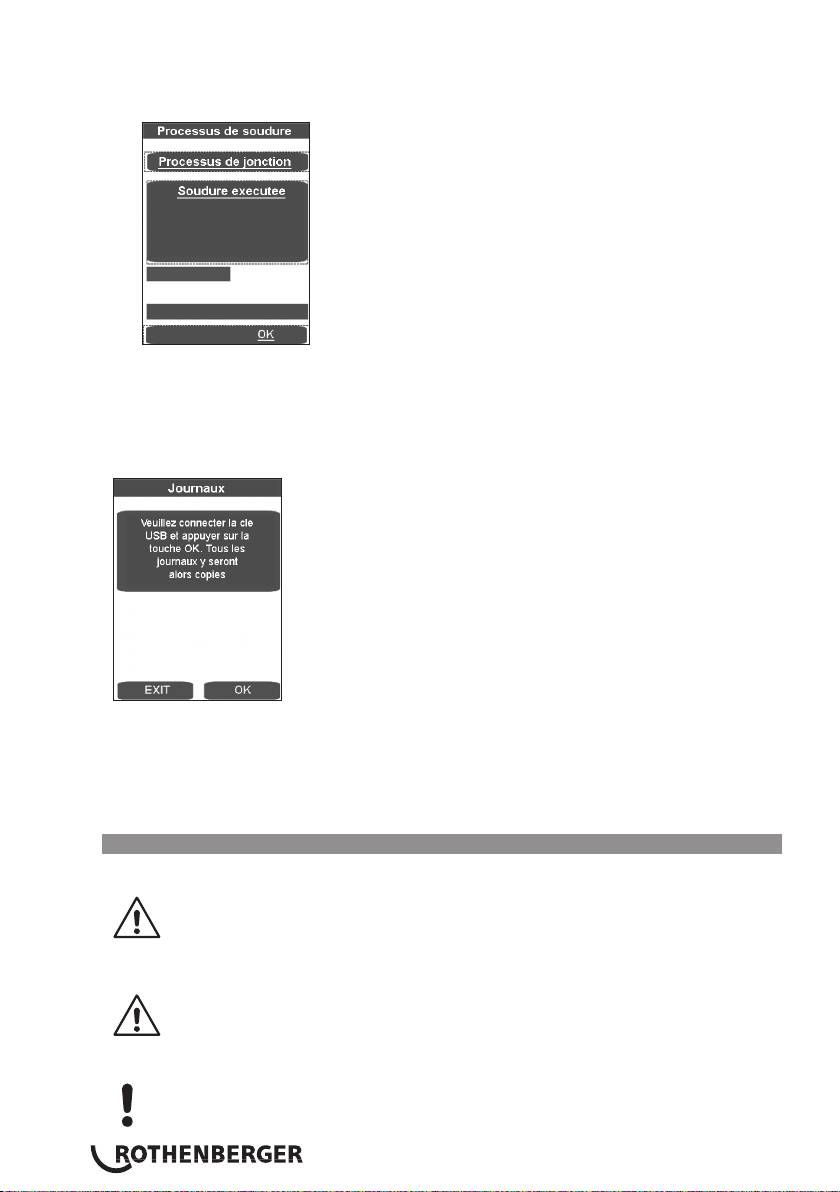
Replacer l’élément de chauffe dans le boîtier de rangement
Une fois la durée du refroidissement écoulée, le processus de soudage est terminé et
enregistré. Un signal sonore retentit et la pression est automatiquement évacuée.
Sortez du menu en appuyant sur OK.
Évacuez complètement la pression avec la touche (3).
Détendre et retirer les pièces à souder.
Séparer la machine de base. La machine est prête pour le cycle de soudage suivant.
Transmission de journal :
il peut être enregistré dans le menu journaux avec OK pour autant qu’une clé USB soit connectée.
Ensuite, la fenêtre se ferme automatiquement.
Ce fichier journal (protocole) doit être traité avec le logiciel ROTHENBERGER Dataline 2 et un
ordinateur.
Tous les paramètres de soudage sont indiqués dans les tableaux de soudage ci-joints.
3.2.4 Mise hors service
Mettre le groupe hydraulique à l’arrêt avec la touche (6).
Laisser refroidir l’élément thermique ou le ranger de manière à ce qu’il ne puisse
enflammer de subtances situées à proximité!
Débrancher l’équipement de fraisage, l’élément thermique et l’unité hydraulique et enrouler
les câbles.
Le groupe hydraulique doit être transporté et stocké uniquement à la verticale.
Lorsqu’il est positionné en biais, de l’huile s’échappe au niveau du bouchon de
ventilation muni d’une jauge!
Détacher les flexibles hydrauliques et les enrouler.
Attention! Protéger les raccords contre les impuretés!
FRANÇAIS58
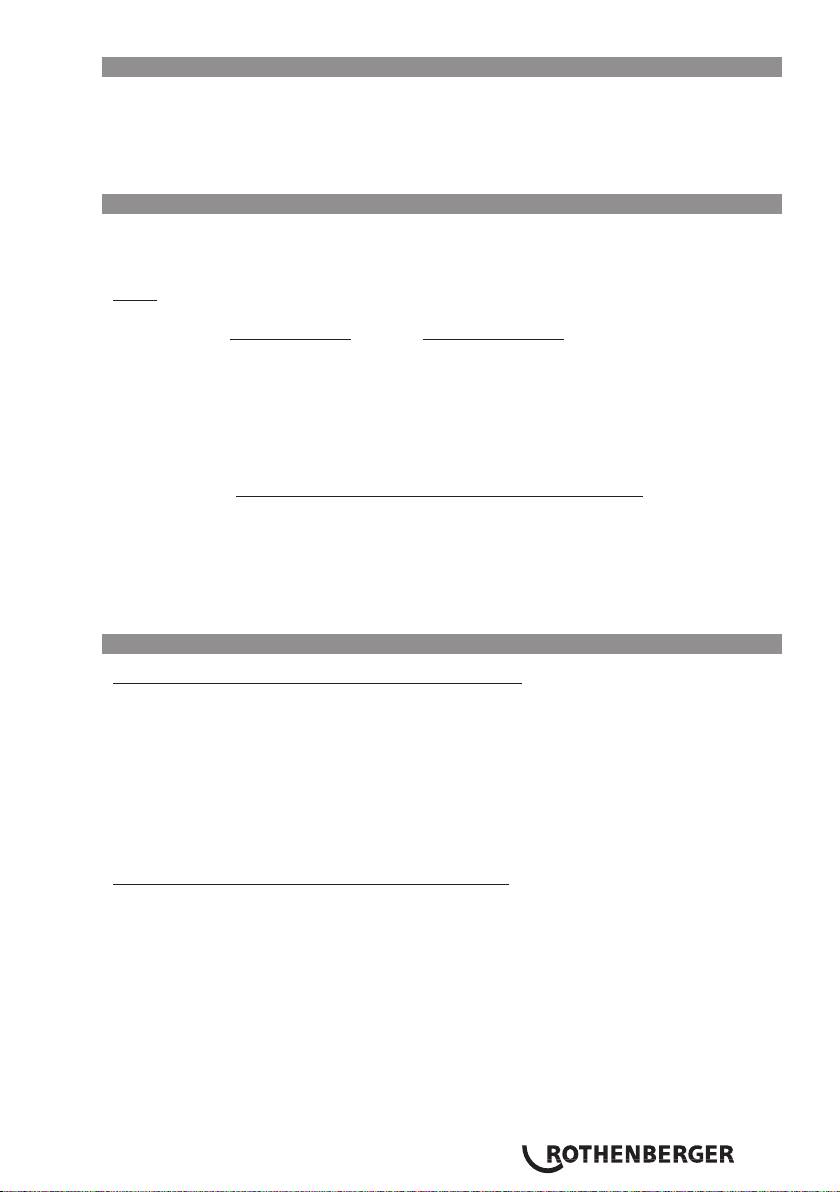
3.3 Exigences générales
Etant donné que les conditions atmosphériques et ambiantes ont une influence décisive sur
ère
ème
ème
le soudage, les prescriptions correspondantes des directives DVS 2207, 1
, 11
et 15
parties, doivent absolument être respectées. En dehors de l’Allemagne, les directives nationales
correspondantes sont valides.
( Les travaux de soudage doivent être constamment et soigneusement surveillés !)
3.4 Remarques importantes concernant les paramètres de soudage
Tous les paramètres de soudage nécessaires comme la température, la force et la durée sont
ère
ème
ème
indiqués dans les directives DVS 2207, 1
, 11
et 15
parties. En dehors de l’Allemagne, les
directives nationales correspondantes sont valides.
Achat: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Au cas par cas, les paramètres d’usinage spécifiques aux matériaux des fabricants de tubes
devront absolument être demandés.
Les paramètres de soudage mentionnés dans les tableaux de soudage joints sont des valeurs
indicatives pour lesquelles la société ROTHENBERGER décline toute garantie !
Les valeurs pour la pression de compensation et d’assemblage indiquées dans les tableaux de
soudage ont été calculées avec la formule suivante:
Surface soudée A [mm²] x facteur de soudage SF [N/mm²]
Pression P [bar]=
Surface des vérins Az [cm²] x 10
Facteur de soudage (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(La surface totale des vérins de ROWELD P 250/8 B est de 6, 26 cm²)
(La surface totale des vérins de ROWELD P 355/12 B est de 6, 26 cm²)
(La surface totale des vérins de ROWELD P 500/18 B et de P 630/24 B est de 14, 13 cm²)
(La surface totale des vérins de ROWELD P 630/24 B Plus est de 22, 38 cm²)
3.5 Régler les paramètres
Régler les paramètres avec l’autorisation « Soudeur » :
Appuyer env. 3 sec, sur le bouton rotatif (4), jusqu‘à ce que P001 clignote dans l’affichage
supérieur (2).
Sélectionner les paramètres désirés de P001 à P009 avec le bouton rotatif (4). Si cette valeur
doit être modifiée ou affichée, appuyer brièvement sur le bouton rotatif (4), la valeur (par
défaut) clignote dans l’affichage inférieur (9).
Régler la valeur avec le bouton rotatif (4) et appuyer de nouveau brièvement sur le bouton
rotatif (4), ensuite le paramètre reclignote dans l’affichage supérieur(2).
Appuyer sur la touche de validation du menu (10) pour terminer, les valeurs s’enregistrent.
Régler les paramètres avec l’autorisation « Maître » :
Appuyer sur le bouton rotatif env. 6 sec. (4), en premier, le paramètre P001 clignote dans
l’affichage supérieur (2), puis « CodE » apparait et le trait clignote au début de l’affichage
inférieur (9).
Saisir le code avec le bouton rotatif (4) puis appuyer brièvement sur le bouton rotatif (4)
(code = 8001 - lors de la première mise en service, le code peut être modifié à volonté depuis
le paramètre P100).
Sélectionner les paramètres désirés de P101 à P114 avec le bouton rotatif (4). Si cette valeur
doit être modifiée ou affichée, appuyer brièvement sur le bouton rotatif (4), la valeur (par
défaut) clignote dans l’affichage inférieur (9).
Régler la valeur avec le bouton rotatif (4) et appuyer de nouveau brièvement sur le bouton
rotatif (4), ensuite le paramètre reclignote dans l’affichage supérieur(2).
FRANÇAIS 59
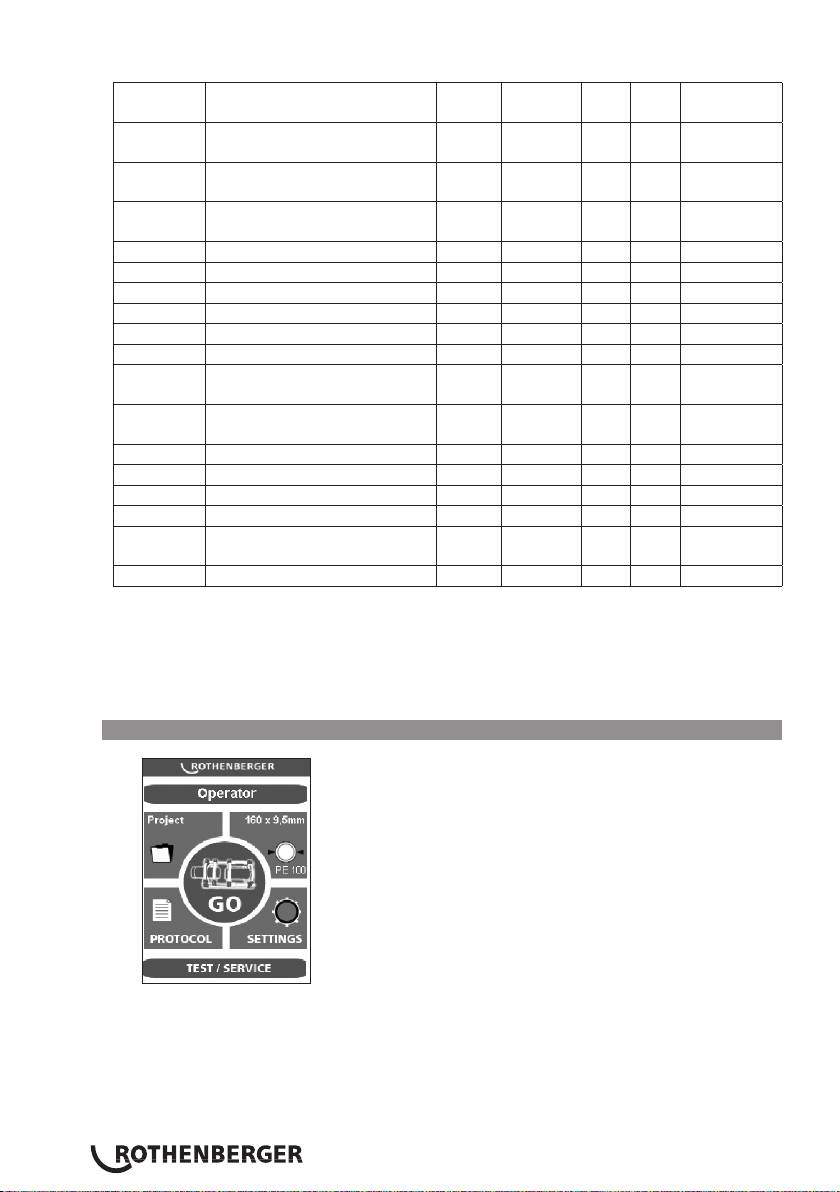
Appuyer sur la touche de validation du menu (10) pour terminer, les valeurs s’enregistrent.
Nom des
Désignation Par
Unité min max Autorisation
paramètres
défaut
P001 Fonction économie d’énergie
99 min 0 99 Soudeur
Temps restant
P002* Fonction d’économie de
0 0 3 Soudeur
puissance active
P003 Offset Température de plaque de
5 °C -25 25 Soudeur
chauffe
P004 Pmax de fraisage 20 bar 10 50 Soudeur
P005 Pression de consigne 1/10 bars Soudeur
P006 Température de consigne 210 °C P103 P104 Soudeur
P007 Minuterie T1 valeur de consigne 45 sec 1 1500 Soudeur
P008 Minuterie T4 valeur de consigne 6 min 1 99 Soudeur
P009 Pdém de fraisage 10 bar 0 P004 Soudeur
P101 Divergence avec le pompage
5 % 1 50 Maître
ultérieur
P102 Durée de mise en marche après
10 1/10 sec 0 100 Maître
le fraisage
P103 Température de réglage (min) 160 °C 0 300 Maître
P104 Température de réglage (max) 270 °C 0 300 Maître
P105 Touche verrouillage (oui/non) 5 sec 0 50 Maître
P106 Pression de mise en marche 135 bar 10 160 Maître
P107 Délai de préchauffage pur la
50 1/10 sec 0 200 Maître
mise en marche de la sonnerie
P100 Modifier le code 8001 Maître
* P002 - Fonction d’économie de puissance:
0 - aucune,
1 – lorsque la fraiseuse fonctionne, l‘élément de chauffage est hors service,
2 – lorsque le moteur hydraulique fonctionne, l‘élément de chauffage est hors service,
3 - lorsque t4 fonctionne, l’élément de chauffage est hors service.
3.6 Régler l‘heure et la date
Fermer le programme en cliquant dans le coin supérieur gauche.
FRANÇAIS60
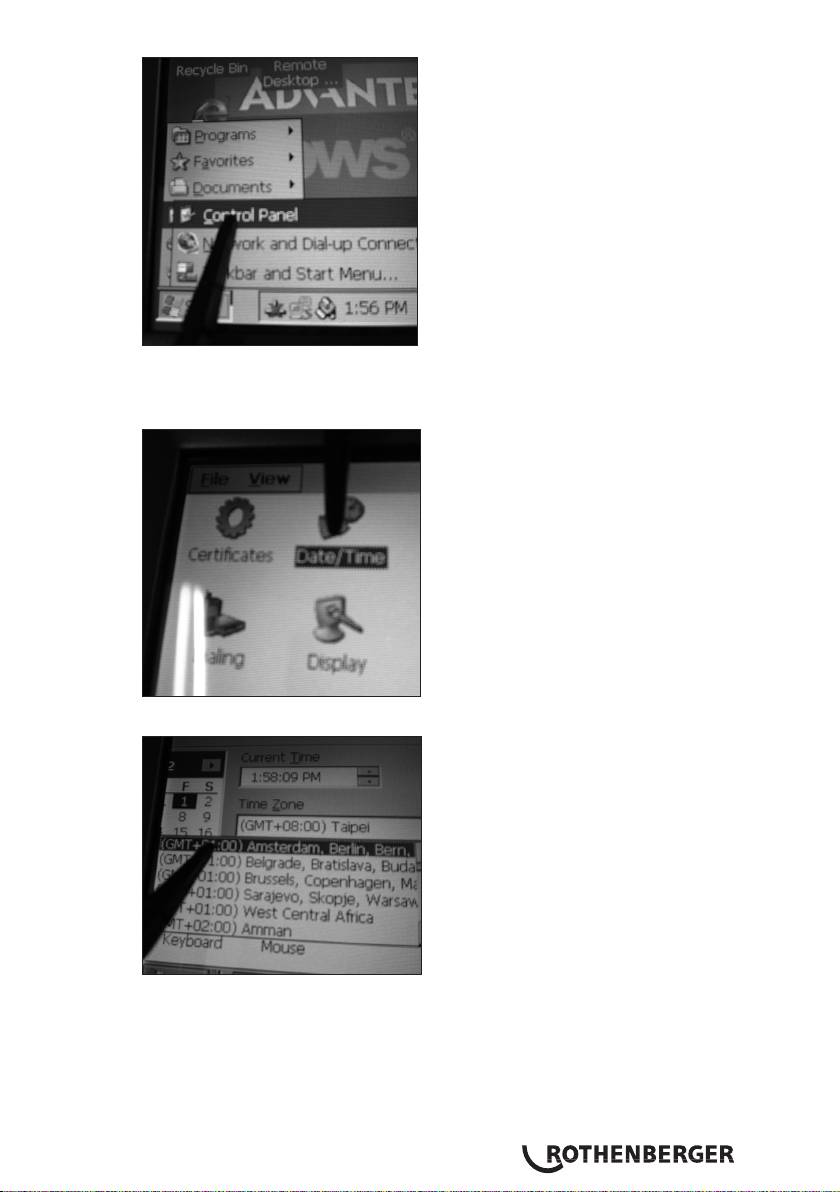
Appuyer sur démarrage, paramètres et ensuite panneau de contrôle.
La barre de démarrage est masquée et peut être affichée en appuyant sur le coin inférieur
gauche.
Cliquer date/heure
Ajuster le masque de saisie en touchant et déplaçant la barre de la date et de l’heure.
Sélectionner le fuseau horaire correspondant ou saisir l’heure actuelle.
Attention ! Vérifiez à AM / PM ! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
FRANÇAIS 61
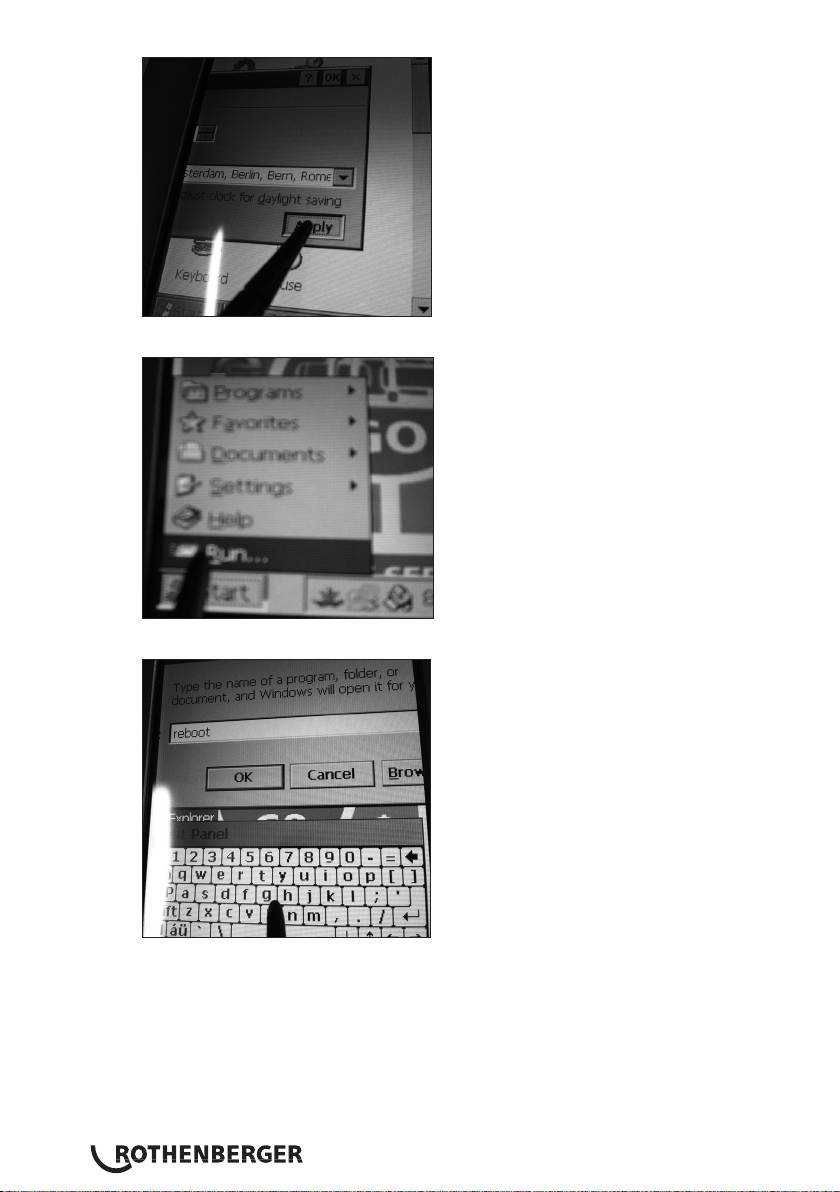
Confirmer avec « Apply » et « OK ». Fermer le panneau de contrôle avec X.
Appuyer sur les touches « Start » et « Run ».
Saisir reboot sur le clavier et appuyer sur « OK », l’ordinateur redémarre.
FRANÇAIS62
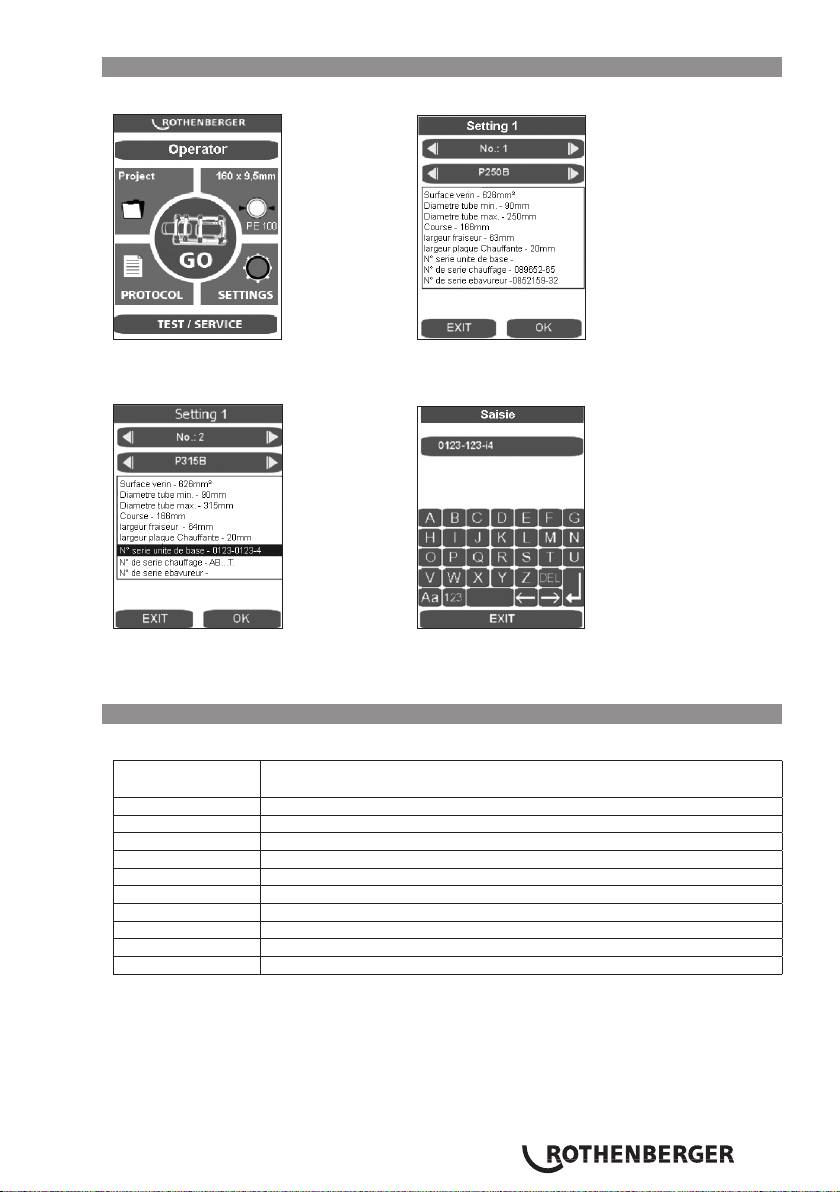
3.7 Créer ou sélectionner la configuration de la machine
Appuyer sur la touche PARAMÈTRES pour créer ou sélectionner la configuration de machine.
La configuration de machine désirée peut être sélectionnée avec la touche fléchée.
o
Démarrer le n
suivant, par ex. 2, pour créer une nouvelle configuration.
Le masque de saisie apparait suite à l’appui sur le champ d‘affichage correspondant. Les données
peuvent être effacées avec Entf et les nouvelles peuvent être à nouveau saisies, ces données
seront reprises plus tard par le journal.
3.8 Messages d’erreur
Ordinateur tactile et protocole :
Message
Dénomination
d’erreur
Code 1 Pression d’adaptation trop élevée
Code 2 Pression d’adaptation trop basse
Code 4 Pression de chauffage trop élevée
Code 64 Durée de conversion trop élevée
Code 128 Durée de montée en pression trop élevée
Code 256 Pression de soudage trop élevée
Code 512 Pression de soudage trop basse
Code 2048 Corps de chauffe trop froid
Code 4096 Annulation par l’opérateur
Code 131072 Corps de chauffe trop chaud
FRANÇAIS 63
Commande :
Message
Dénomination Dépannage
d’erreur
SER Date de service atteinte,
Faire effectuer le service
service échéant
ERR1 La pression absolue n’est pas
Vérifier le niveau d’huile, vérifier
atteinte
le détecteur de pression, soupape
défectueuse, moteur défectueux
PE-2 Détecteur de pression
Remplacer le détecteur de pression
24 V défectueux
ERR5 Température d’huile 70°C –
Attendre jusqu'à ce que la température
Stop !
d’huile descende en-dessous de 50°C
HE-1 Le corps de chauffe n’est pas
Remplacer le capteur
branché, rupture de capteur
HE-0 Corps de chauffe trop chaud Mesurer la température, contrôler le
réglage, remplacer le capteur
HE-2 Corps de chauffe trop froid Mesurer la température, contrôler le
réglage, remplacer le capteur
4 Entretien et maintenance
Les points suivants doivent être respectés pour assurer le bon fonctionnement de la machine:
• Les tiges conductrices doivent être maintenues exemptes d’impuretés. Les tiges conductrices
doivent être remplacées si leur surface est endommagée, étant donné que ceci peut
éventuellement entraîner une perte de pression.
• Pour obtenir des résultats de soudage parfaits, il est nécessaire de maintenir l’élément
thermique propre. Si sa superficie est endommagée, l’élément thermique doit être doté
d’un nouveau revêtement et/ou remplacé. Des résidus de matériaux sur le miroir de chauffe
réduisent les propriétés antiadhésives et doivent être enlevés avec du papier qui ne s’effiloche
pas et de l’alcool à brûler (seulement quand l’élément thermique est froid).
• L’huile hydraulique ( HLP – 46, réf.: 53649 ) doit être vidangée tous les 12 mois.
• Pour éviter des défaillances de fonctionnement, l’unité hydraulique doit être vérifiée
régulièrement afin de s’assurer de son étanchéité, du bon serrage des raccords à vis ainsi que
de l’état parfait du câble électrique.
• Les raccords hydrauliques express de l’unité hydraulique et du paquet de flexibles doivent
être protégés contre les impuretés. S’ils sont sales, ils devront être nettoyés avant d’être
raccordés.
• L’équipement de fraisage est doté de deux lames affûtées des deux côtés. Lorsque la
performance de coupe diminue, les lames peuvent être tournées et/ou remplacées par des
lames neuves.
• Il faut toujours veiller à ce que les extrémités de tubes et/ou de pièces à usiner, en particulier
les surfaces de contact, soient exemptes d’impuretés étant donné que sinon la durée de vie
des lames est fortement raccourcie.
Une vérification annuelle de la soudeuse doit être effectuée par le fabricant ou
par un point de service après-vente homologué, conformément à DVS 2208. Le
cycle de contrôle devrait être raccourci pour les machines soumises à une
sollicitation supérieure à la moyenne.
FRANÇAIS64

4.1 Entretien de la machine et des outils
(Tenir compte des instructions de maintenance du point 4!)
Des outils affûtés et propres donnent de meilleurs résultats de travail et sont plus sûrs.
Remplacer immédiatement des pièces émoussées, cassées ou perdues. Contrôler que les
accessoires sont attachés de manière sûre à la machine.
Utiliser uniquement des pièces de rechange originales lors des travaux de maintenance. Seul du
personnel spécialisé qualifié est autorisé à effectuer des réparations.
Débrancher la machine lorsqu’elle n’est pas utilisée, avant des travaux d’entretien et de
maintenance et avant le remplacement de pièces accessoires.
Avant raccorder à nouveau la machine au réseau électrique, il faut s’assurer que la machine et les
outils accessoires sont bien déconnectés.
Si des câbles de rallonge sont utilisés, leur sécurité et leur bon fonctionnement doivent être
contrôlés. Seule l’utilisation de câbles homologués pour le plein air est autorisée.
Il est interdit d’utiliser des outils et des machines si le bâti ou des poignées, en particulier en
plastique, sont déchirés et/ou déformés.
Des impuretés et de l’humidité dans de telles fissures conduisent le courant électrique. Ceci peut
entraîner une électrocution si un défaut d’isolation survient dans l’outil et/ou dans la machine.
Remarque: nous renvoyons en outre aux prescriptions de prévention des accidents.
5 Accessoires
Vous trouverez les accessoires appropriés et un formulaire de commande page 361 et suivantes.
6 Elimination des déchets
Certaines pièces de l’appareil sont recyclables et peuvent donc faire l’objet d’un traitement
de recyclage. Des entreprises de recyclage agréées et certifées sont disponibles à cet effet.
Renseignez-vous auprès de votre administration de déchets compétente pour l’élimination non
polluante des pièces non recyclables (par ex. déchets électroniques).
Pour les pays européens uniquement:
Ne pas jeter les appareils électriques dans les ordures ménagères ! Conformément à la
directive européenne 2012/19/CE relative aux déchets d‘équipements électriques et
électroniques et sa transposition dans la législation nationale, les appareils électriques
usagés doivent faire l‘objet d‘une collecte sélective ainsi que d‘un recyclage respectueux
de l‘environnement.
FRANÇAIS 65
Índice Página
1 Indicaciones de seguridad 67
1.1 Uso apropiado de la máquina 67
1.2 Indicaciones generales de seguridad 67
2 Datos técnicos, véase el cuaderno „datos técnicos“
3 Funcionamiento del aparato 69
3.1 Descripción del aparato 69
3.1.1 Máquina base (fig. A) 69
3.1.2 Grupo hidráulico (fig. B) 69
3.2 Instrucciones de manejo 70
3.2.1 Puesta en servicio 70
3.2.2 Medidas a tomar para la preparación de la soldadura 73
3.2.3 Soldadura 77
3.2.4 Puesta fuera de servicio 80
3.3 Requisitos generales 80
3.4 Avisos importantes a los parámetros de soldadura 81
3.5 Ajuste de parámetros 81
3.6 Ajuste de la fecha y la hora 82
3.7 Crear y seleccionar configuraciones de la máquina 85
3.8 Mensajes de error 85
4 Limpieza y mantenimiento 86
4.1 Limpieza de máquina y herramienta 87
5 Accesorios 87
6 Eliminación 87
Marcaciones en este documento:
Peligro!
Este símbolo avisa de que el usuario corre peligro de lesionarse.
Atención!
Este símbolo avisa de que hay peligro de causar daños materiales o medioambientales.
Requerimiento de actuar
ESPAÑOL66
1 Indicaciones de seguridad
1.1 Uso apropiado de la máquina
Las máquinas ROWELD P250-630/8-24B Plus Premium se emplearán sólo para la producción de
uniones soldadas de tubos PE, PP y PVDF conforme a los datos técnicos.
1.2 Indicaciones generales de seguridad
¡ATENCIÓN! En la utilización de herramientas eléctricas se observarán las siguientes
medidas básicas de seguridad para evitar la electrocución, lesiones e incendios.
Lea todas las indicaciones antes de utilizar esta herramienta eléctrica y conserve las
advertencias de seguridad en lugar seguro.
Mantenimiento y reparación:
1 Limpieza, mantenimiento y lubricación periódicas. Antes de realizar ajustes y
operaciones de mantenimiento o reparación desconecte el aparato de la corriente eléctrica.
2 Las reparaciones del equipo sólo las ha de realizar personal cualificado y con
recambios originales. Con ello queda garantizada la seguridad del equipo.
Trabajar de forma segura:
1 Mantenga su zona o puesto de trabajo ordenado. El desorden puede ser la causa de un
accidente.
2 Tenga en cuenta las influencias ambientales. No exponga las herramientas eléctricas a
la lluvia. No utilice las herramientas eléctricas en un entorno húmedo o mojado. Procure que
la zona o puesto de trabajo esté bien iluminado. No utilice las herramientas eléctricas donde
exista peligro de incendio o de explosión.
3 Protéjase contra la electrocución. Evite tocar, con cuaquier parte del cuerpo, las piezas
puestas a tierra (p. ej., tubos, radiadores, cocinas eléctricas, frigoríficos).
4 Haga que terceras personas se mantengan alejadas. No permita que terceras personas,
especialmente niños, toquen la herramienta eléctrica o el cable. Haga que se mantengan
alejados de la zona de trabajo.
5 Conserve las herramientas eléctricas que no vaya a utilizar en un lugar seguro. Las
herramientas eléctricas que no se vayan a utilizar deben depositarse en un lugar seco, alto o
que se pueda cerrar con llave, fuera del alcance de los niños.
6 No sobresolicite su herramienta eléctrica. Las herramientas eléctricas ofrecen mejores
prestaciones y son más seguras trabajando dentro de sus márgenes de potencia.
7 Utilice la herramienta eléctrica adecuada. No utilice herramientas de poca potencia para
trabajos que requieran mayor potencia. No utilice la herramienta eléctrica para fines para los
que no ha sido prevista. Utilice, p. ej., una sierra circular de mano para cortar troncos o leña.
8 Lleve ropa adecuada. No se llevará ropa holgada o joyas, podrían quedar atrapadas en las
piezas móviles. Si se trabaja en el exterior se recomienda llevar calzado antideslizante. Si tiene
el pelo largo, llévelo sujeto y cubierto.
9 Utilice los equipos de protección. Lleve gafas de protección. Utilice mascarilla en los
trabajos en los que se genere polvo.
10 Conecte el dispositivo de aspiración. Si existen conexiones a un dispositivo de aspiración o
de recogida de polvo, cerciórese de que están conectados y de que funcionan correctamente.
11 No utilice el cable para fines para los que no se ha previsto. No utilice el cable para
desacoplar el conector de la toma de corriente tirando del mismo. Proteja el cable de altas
temperaturas, del aceite y de bordes cortantes.
ESPAÑOL 67

12 Fije la pieza de trabajo de forma segura. Utilice dispositivos de sujeción o un tornillo de
banco para fijar la pieza de trabajo. De este modo estará más segura que si la sujeta con la
mano.
13 Evite trabajar en una postura corporal forzada. Procure trabajar en posición firme y sin
perder el equilibrio en ningún momento.
14 Conserve la herramienta debidamente. Mantenga sus herramientas de corte afiladas
y limpias, de este modo trabajará mejor y con mayor seguridad. Siga las indicaciones para
la lubricación y el cambio de útil. Compruebe periódicamente el cable de conexión de
la herramienta eléctrica y en caso de detectar daños, haga que la repare un especialista
homologado. Compruebe los cables de prolongación periódicamente y sustitúyalos cuando
resulten dañados. Los mangos y asideros deben estar secos, limpios y sin manchas de aceite o
grasa.
15 Desacople el conector de la toma de corriente. Por ejemplo, cuando no se utilice la
herramienta eléctrica, antes de realizar tareas de mantenimiento y al cambiar útiles, como
pueden ser hojas de corte, brocas o fresas.
16 No deje las llaves de la herramienta puestas. Antes de encender la herramienta
compruebe que haya retirado la llave y el útil de ajuste.
17 Evite el funcionamiento sin supervisión. Asegúrese de que el conmutador está en
posición de apagado al acoplar el conector a la toma de corriente.
18 Utilice un cable de prolongación para trabajar en el exterior. En el exterior utilice sólo
cables homologados y con el distintivo correspondiente para uso en el exterior.
19 Este siempre atento. Concéntrese en lo que está haciendo. Realice los trabajos con sentido
común. No utilice las herramientas eléctricas si no puede concentrarse en el trabajo.
20 Compruebe la herramienta eléctrica con respecto a posibles daños. Antes de utilizar
la herramienta eléctrica se tendrá que comprobar que los dispositivos de protección y
los componentes que estén ligeramente dañados cumplan su función correctamente.
Compruebe que todas las piezas y componentes móviles funcionen correctamente, que
no se atascan y que no estén dañados. Todas las piezas y componentes tienen que estar
correctamente montados y cumplir todos los requisitos que garanticen el funcionamiento
correcto de la herramienta eléctrica.
Los dispositivos de protección y los componentes que presenten daños tienen que ser
sustituidos o reparados pertinentemente en un taller especializado homologado, siempre y
cuando no figure lo contrario en las instrucciones de uso. Los conmutadores o interruptores
dañados tienen que ser sustituidos en un taller del cliente.
No utilice las herramientas eléctricas cuyos conmutadores de encendido y apagado no
funcionen correctamente.
21 Atención. Si se utilizan otras herramientas u otros accesorios se corre el riesgo de sufrir
lesiones.
22 Haga reparar sus herramientas eléctricas en talleres de electricidad o por personal
electricista. Esta herramienta eléctrica cumple con las normas de seguridad pertinentes. Las
reparaciones las debe realizar sólo personal electricista, utilizando recambios originales, de lo
contrario el usuario corre el riesgo de sufrir o provocar un accidente.
2 Datos técnicos, véase el cuaderno „datos técnicos“
ESPAÑOL68
3 Funcionamiento del aparato
3.1 Descripción del aparato
Las ROWELD P250-630/8-24B Plus Premium son máquinas para soldadura a tope con elemento
calefactor, con módulo de registro de protocolos para almacenar los parámetros de soldado según
la directiva de la DVS (asociación alemana de la soldadura y procesos relacionados), transmisión
de protocolos a través de una conexión USB especialmente concebida para su aplicación en obras,
en este caso en zanjas para tuberías. Naturalmente las maquinas tambien se pueden usar en
talleres.
Debido a la versatilidad de las máquinas de soldadura ”tipo ROWELD“ pueden realizarse con
seguridad las siguientes uniones soldadas de tubos de PE, PP y PVDF con diámetros exteriores de
90 - 630mm/5-24“ en todos los campos de aplicación:
I. Tubo - Tubo
II. Tubo - codo de tubo
III. Tubo - Pieza en T
IV. Tubo - cuello de soldadura previa
Las máquinas se componen esencialmente de:
Máquina base, piezas tensoras reductoras, grupo hidráulico con módulo de registro de
protocolos, instalación fresadora, elemento calefactor, caja de ajuste.
Al soldar cuellos de soldadura previa se debe usar el adaptador de bridas a la venta como
accesorio.
ROWELD P250/8B: Al soldar codos de tubo del diámetro máx. de la máquina con curvas
de unión estrechas se deberá utilizar la parte superior de la herramienta de sujeción biselada
adquirible como accesorio.
ROWELD P500-630/18-24B Plus: Para elevar y expulsar la fresadora y el elemento calefactor
puede usarse el dispositivo de elevación eléctrico a la venta como accesorio.
3.1.1 Máquina base (fig. A)
1 Elementos tensores móviles 3 Pieza distanciadora con muescas de anclaje
2 Elemento tensor desplazable 4 Dispositivo de extracción del elemento calefactor
3.1.2 Grupo hidráulico (fig. B)
1 Tecla de modo automático 12 Tecla de temporizador
2 Indicador de presión 13 Tomacorriente del dispositivo de fresado
3 Tecla de bajar presión 14 Manguito de acoplamiento rápido
4 Botón giratorio 15 Enchufe del acoplamiento rápido
5 Tecla de fresado 16 Enchufe del elemento calefactor
6 Tecla de encendido y apagado 17 Clavija de alimentación
7 Tecla de calefacción 18 Parada de emergencia
8 "Abrir" máquina 19 PC táctil
9 Indicador de temperatura
20 Tubuladura de relleno de aceite con varilla de
y tiempo
sonda
10 Tecla de liberación 21 Conexión USB
11 "Cerrar" máquina
El grupo hidráulico permite realizar las operaciones marcadas con los símbolos siguientes de la
máquina soldadora:
Tecla de encendido y apagado del grupo hidráulico
Pulsando la tecla „Calefacción“ se enciende el elemento calefactor. La
temperatura deseada del elemento calefactor se ajusta pulsando la tecla
„Calefacción“ y girando el botón giratorio, el valor se mostrará en el
indicador de temperatura y después se mostrará de nuevo el valor real.
ESPAÑOL 69
En el botón giratorio se ajusta la presión de fresado, adaptación, preca-
lentamiento y ensamblado, el valor se mostrará en el indicador „Presión“.
Tres segundos después del ajuste se mostrará el valor real. Al presionar el
botón giratorio se muestran y ajustan los parámetros de servicio.
Para juntar los elementos de sujeción, pulsar la tecla de liberación y „Cerrar“
máquina
Tecla de bajar presión
Para separar los elementos de sujeción, pulsar la tecla de liberación y „Abrir“
máquina
Para conectar el tomacorriente del dispositivo de fresado pulsar la tecla de liberación
y la tecla de fresado. La presión se ajustará automáticamente a 10 bar y podrá ele-
varse con el botón giratorio hasta un máximo de 20 bar. (En casos especiales de
aplicación como, por ejemplo, con inclinación, es posible ajustar la presión hasta un
máximo de 50 bar modificando P004)
Activar el temporizador pulsando una vez la tecla. Pulsando la tecla y gi-
rando el botón giratorio es posible ajustar el tiempo t1 en segundos.
Pulsando la tecla durante más tiempo se cambia a t4. Pulsando la tecla
y girando el botón giratorio es posible ajustar el tiempo t4 en minutos.
Mediante un pulsado breve del botón de cronómetro, cuando se ilumina
la indicación de cronómetro t1 o t2, el cronómetro se inicia manualmente.
Mediante el pulsado de la tecla “Automático” se controla, y en caso necesario se
regula, la presión ajustada durante el calentamiento (cronómetro t1 activo) y el
proceso de soldadura (cronómetro t4 activo).
Tecla de liberación para la confirmación de los parámetros de servicio
3.2 Instrucciones de manejo
La máquina soldadora sólo debe ser manejada por especialistas debidamente
cualificados e instruidos según DVS 2212 parte 1!
¡La máquina sólo debe ser usada por operarios autorizados e instruidos en ella!
3.2.1 Puesta en servicio
¡Por favor lea detalladamente las instrucciones de servicio y los avisos de
seguridad antes de la puesta en servicio de la máquina de soldar a tope!
No utilizar el elemento calefactor en entornos con peligro de explosión y evitar a
toda costa el contacto con materiales altamente inflamables.
Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la
máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de trabajo.
Antes de cada puesta en marcha se deberá comprobar el nivel de aceite del grupo
hidráulico. El nivel del aceite tiene que estar entre las marcas de nivel máximo y
mínimo de la varilla del tapón de llenado de aceite (20). En caso necesario añadir
aceite hidráulico HLP 46.
El grupo hidráulico sólo se tiene que transportar y colocar en posición horizontal.
¡Si se inclina, saldrá aceite por el tapón de ventilación y de purga con varilla.
ESPAÑOL70
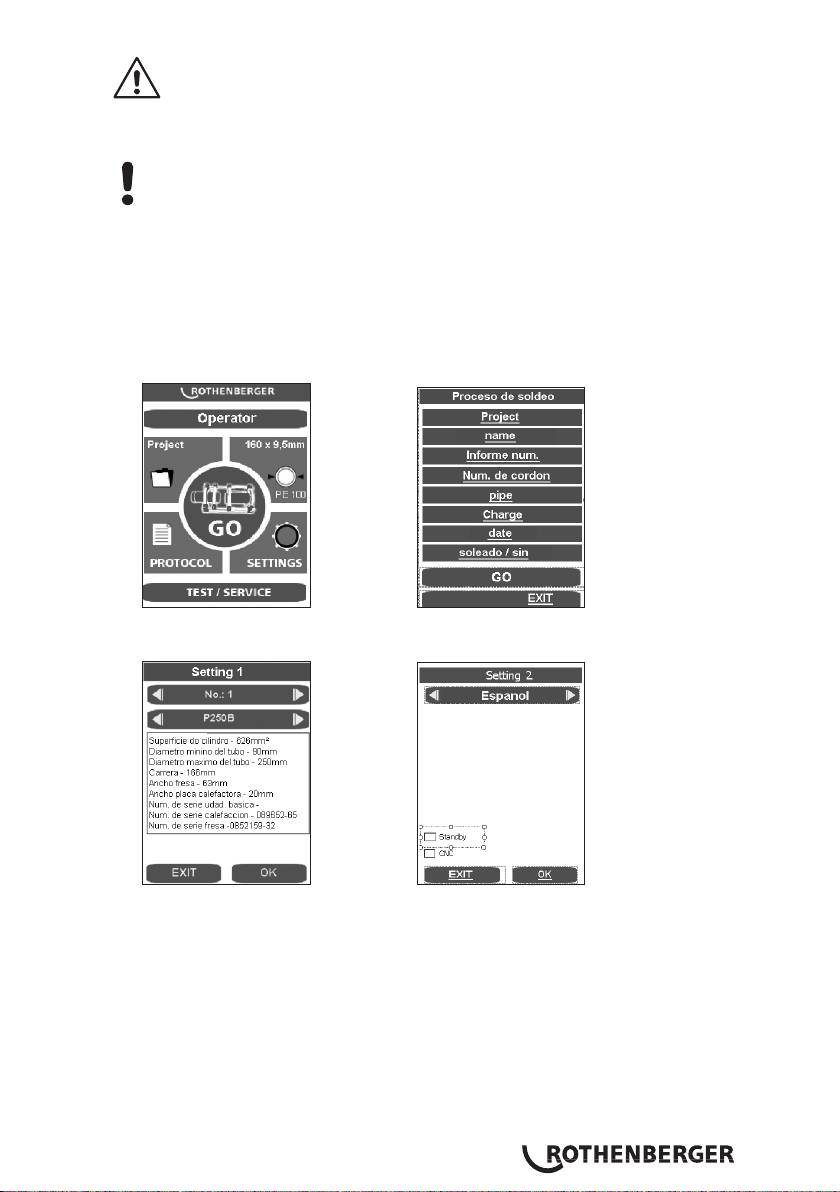
En caso de peligro pulsar el interruptor de parada de emergencia (18). ¡Antes de
toda puesta en servicio, asegurarse de que la parada de emergencia no esté
bloqueada.
Conectar los dos tubos flexibles hidráulicos de la máquina básica al grupo hidráulico
utilizando un acoplamiento rápido (14,15).
Proteger los acoplamientos rápidos de la suciedad. ¡Sustituir inmediatamente los
acoplamientos inestancos!
Conectar la clavija de alimentación del dispositivo de fresado al tomacorriente (13) y el
enchufe del elemento calefactor al enchufe (16).
Conectar la clavija de alimentación del grupo hidráulico (17) a la alimentación de corriente
según lo indicado en la placa de características. Si no aparece la pantalla de inicio,
desbloquear el interruptor de parada de emergencia, a continuación se escuchará una señal
y se encenderá un punto en el indicador (2).
En la primera puesta en servicio comprobar la fecha y la hora. Para ello, pulsar la tecla GO.
(Para realizar modificaciones véase apdo. 3.6). Para cerrar el menú pulsar EXIT.
En la primera puesta en servicio ajustar el idioma. El idioma ajustado por defecto es alemán.
Para realizar modificaciones pulsar „Settings“ y pasar a „Setting 2“ con OK.
Seleccionar el idioma deseado con las teclas de flechas y confirmar con OK. El idioma
seleccionado se guardará después del primer proceso de soldado.
La pantalla puede ponerse en modo de espera (standby), el protector de pantalla se activará
cuando se desconecte el sistema hidráulico con la tecla (6).
Conectar el grupo hidráulico (pulsar la tecla [6]).
Tras la conexión, el elemento calefactor se calentará.
En el indicador (9) se mostrará la temperatura actual. La regulación está activada cuando
se enciende un punto en el indicador. Al alcanzarse la temperatura ajustada se encenderán
ambos LED (actual y ajustada). Después de otros diez minutos el elemento calefactor estará
listo para el servicio. Controlar la temperatura con un termómetro.
ESPAÑOL 71
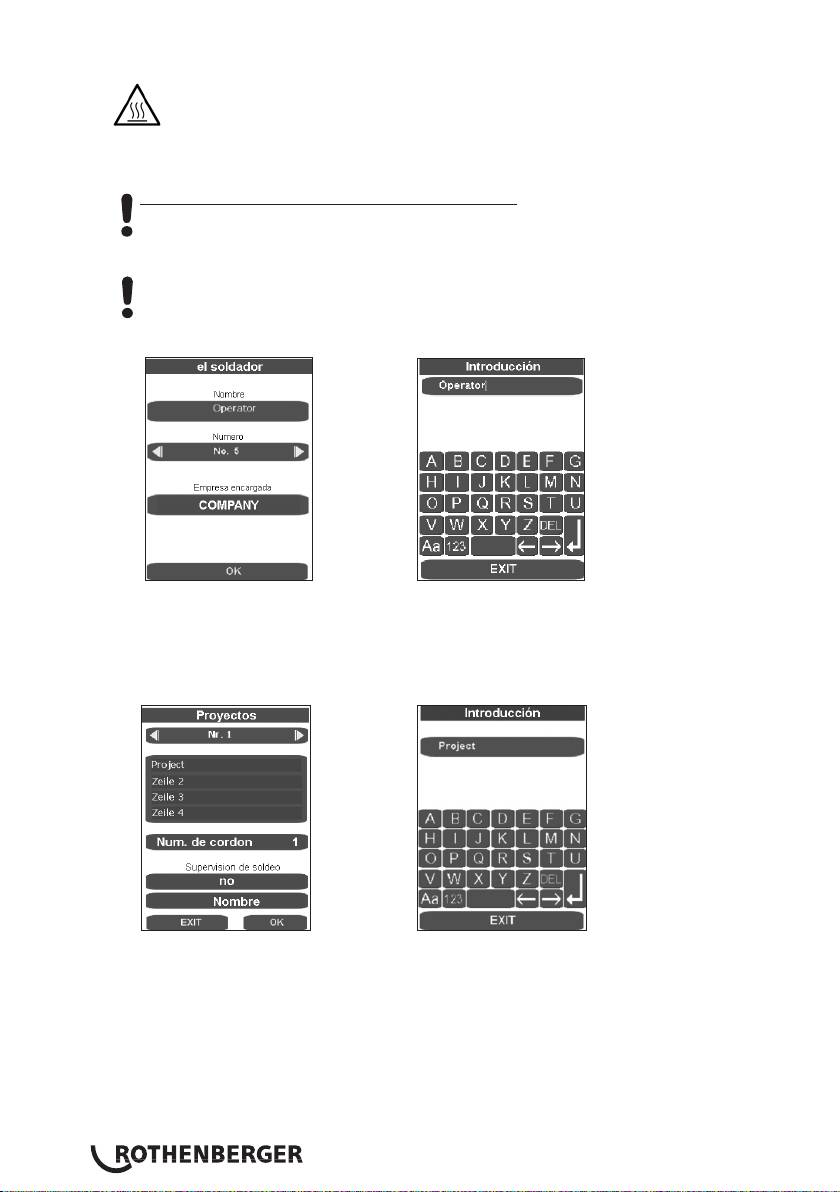
Para ajustar la temperatura del elemento calefactor, véase el apdo. 3.5.
¡Peligro de quemaduras! El elemento calefactor puede alcanzar una temperatura
de hasta 300° C y se debe colocar directamente después del uso en la caja de
ajuste prevista para ello!
Pulsando de forma prolongada la tecla (7) se puede desconectar la calefacción. El punto del
indicador (9) se apagará. Pulsando de nuevo se conectará la calefacción otra vez.
Sistema hidráulico ROWELD P500-630/18-24B Plus: ¡Comprobar la dirección de giro!
De fábrica, las máquinas están fijadas para girar hacia la derecha. Abrir o cerrar la máquina
básica con grupo hidráulico. Si no se produce ningún movimiento, conmutar el inversor de
fase de la clavija de alimentación con las herramientas adecuadas.
Nota: Si la dirección de gro es incorrecta no conectar el sistema hidráulico (riesgo de
destrucción)
Introducir o seleccionar el nombre de soldador „Operator“.
En la máscara de entrada pueden seleccionarse soldadores almacenados, introducirse
nombres nuevos o borrar los existente con DEL e introducir nuevos. En todas las máscaras
de entrada se confirma y guarda con ENTER u OK. Después aparecerá el siguiente paso del
programa. Con la tecla EXIT se cierra la máscara de entrada sin guardar.
Crear o seleccionar un proyecto.
Con las máscaras de entrada pueden seleccionarse proyectos guardados o introducir nuevos
nombres de proyectos. Se cierra y guarda con la tecla ENTER.
Seleccionar tubo.
ESPAÑOL72
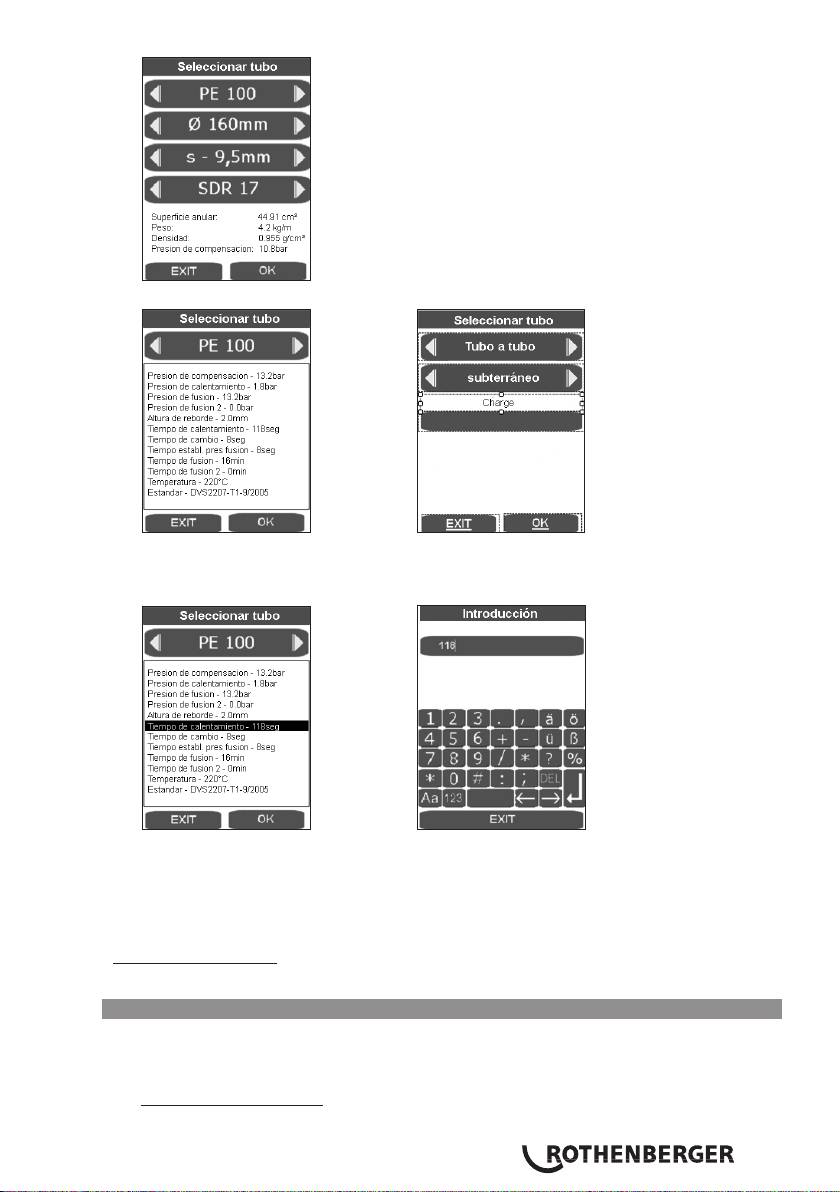
Seleccionar el tubo deseado con las teclas de flechas y confirmar con OK.
En la pantalla final de parámetros del tubo se muestran los datos del tubo según la directiva
de la DVS. Pulsando OK se muestra la ventana de la pieza de soldadura y el método de
colocación.
Pueden realizarse modificaciones respecto al valor predeterminado pulsando el campo
correspondiente y pulsando ENTER para guardarlas. En el apdo. „Norm“ (predeterminado)
cambiará la denominación. Puede introducirse posteriormente desde el PC en el campo de
observaciones, antes de imprimir el protocolo. Después de confirmar y guardar los datos del
tubo con OK, aparecerá el menú principal.
P500-630/18-24B Plus: Para elevar el dispositivo fresador y el elemento calefactor utilizar el
dispositivo de elevación 53410 (P500/18B) ó 53323 (P630/24B Plus) u otro útil adecuado.
3.2.2 Medidas a tomar para la preparación de la soldadura
En tubos que son menores que el diámetro máx. a soldar de la máquina se deben montar
las piezas reductoras, del diámetro de tubo a trabajar con los tornillos hexagonales en los
accesorios.
ROWELD P250-355/8-12B: compuesta de 6 semicarcasas con superficie tensora ancha y 2 con
superficie tensora estrecha.
ESPAÑOL 73
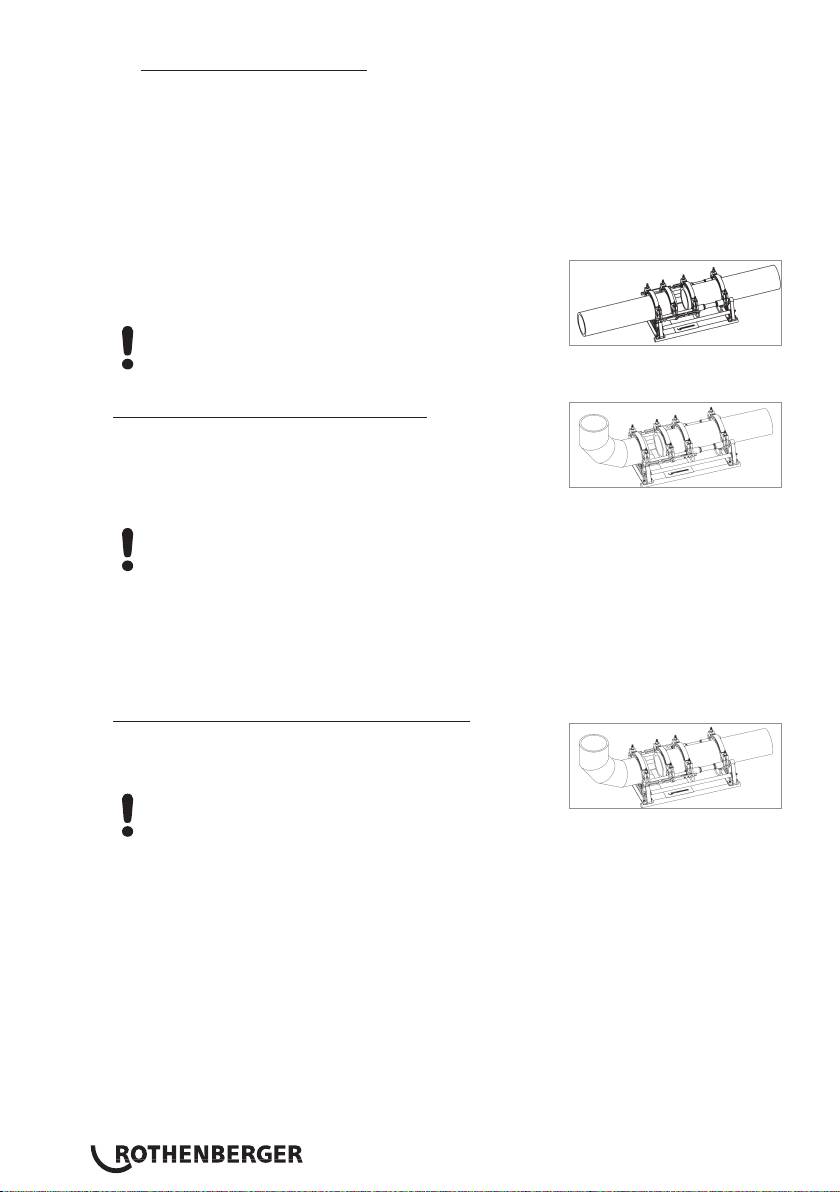
ROWELD P500-630/18-24B Plus: compuesta de, hasta diámetro 450mm 6 semicarcasas
con superficie tensora ancha y 2 con superficie tensora estrecha, a partir de 500mm 8
semicarcasas con superficie tensora ancha
Aquí se debe cuidar de que las semicarcasas estén colocadas con la superficie tensora
estrecha en los dos elementos tensores base extremos inferiores. Sólo en conexiones tubo -
codo de tubo se colocarán éstos arriba y abajo en el elemento tensor básico de la izquierda.
Colocar los tubos de plástico o piezas moldeadas a soldar en el dispositivo tensor (en tubos
<2,5m más largos tienen que usarse caballetes de rodillos) y apretar las tuercas de latón en las
piezas tensoras superiores. Faltas de redondez de los tubos pueden compensarse apretando o
soltando las tuercas de latón.
En conexiones tubo - tubo los elementos distanciadores deben
estar encastrados en ambos elementos tensores de la
izquierda (estado de suministro).
Atención: ¡Los elementos distanciadores no se deben
montar desplazados diagonalmente!
Dos elementos tensores sujetan los tubos.
Tubo / pieza de empalme P250-355/8-12B:
En las conexiones tubo - pieza de empalme los elementos
distanciadores deben estar encastrados en los dos elementos
tensores del centro y el dispositivo de extracción del elemento
calefactor se deberá enganchar en los elementos tensores de
la izquierda.
Atención: ¡Los elementos distanciadores no se deben montar desplazados
diagonalmente!
El tubo se coloca en los tres elementos tensores y el empalme lo sujeta un elemento tensor. El
elemento tensor desplazable se puede mover a lo largo de la barra, según el espacio que se
necesite para tensar y soldar.
Al mecanizar algunos elementos de empalme en ciertas posiciones, p. ej. codo en horizontal
o collarines de soldar, será necesario desmontar el dispositivo de extracción del elemento
calefactor.
Tubo / pieza de empalme P500-630/18-24B Plus:
En conexiones tubo - pieza de empalme los elementos
distanciadores se deberán girar y encastrar en el elemento
tensor del centro.
Atención: ¡Los elementos distanciadores no se deben
montar desplazados diagonalmente!
El tubo se coloca en los tres elementos tensores y el empalme lo sujeta un elemento tensor. El
elemento tensor desplazable se puede mover a lo largo de la barra, según el espacio que se
necesite para tensar y soldar.
Iniciar el proceso de soldadura con GO.
ESPAÑOL74
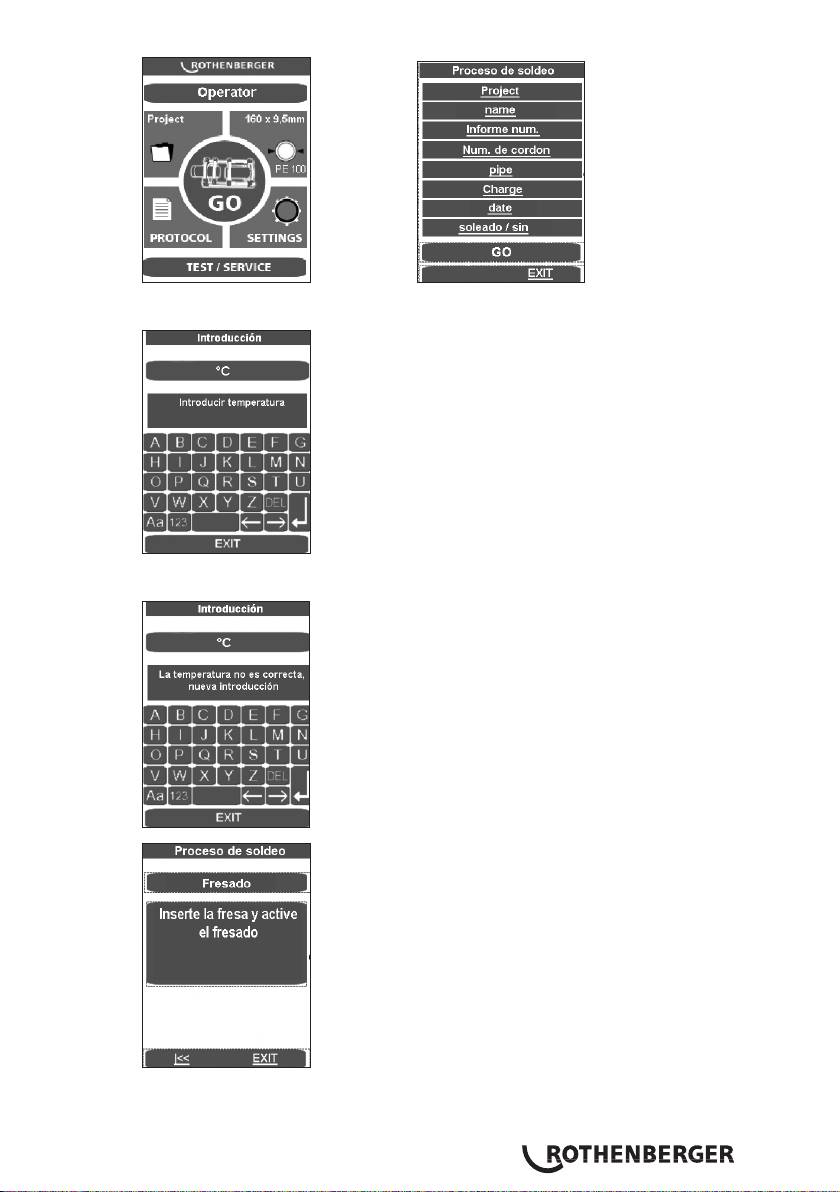
En la pantalla final se pueden realizar las últimas modificaciones haciendo clic sobre los
puntos correspondientes y confirmando con GO.
Introducir la temperatura y confirmar con la tecla Enter. Si no se ha introducido correctamente
la temperatura, aparece:
Con las teclas de flecha, la máquina avanza; con EXIT, el programa salta sin guardar al menú
principal.
Colocar el dispositivo eléctrico de fresado entre las piezas de trabajo a soldar.
ESPAÑOL 75
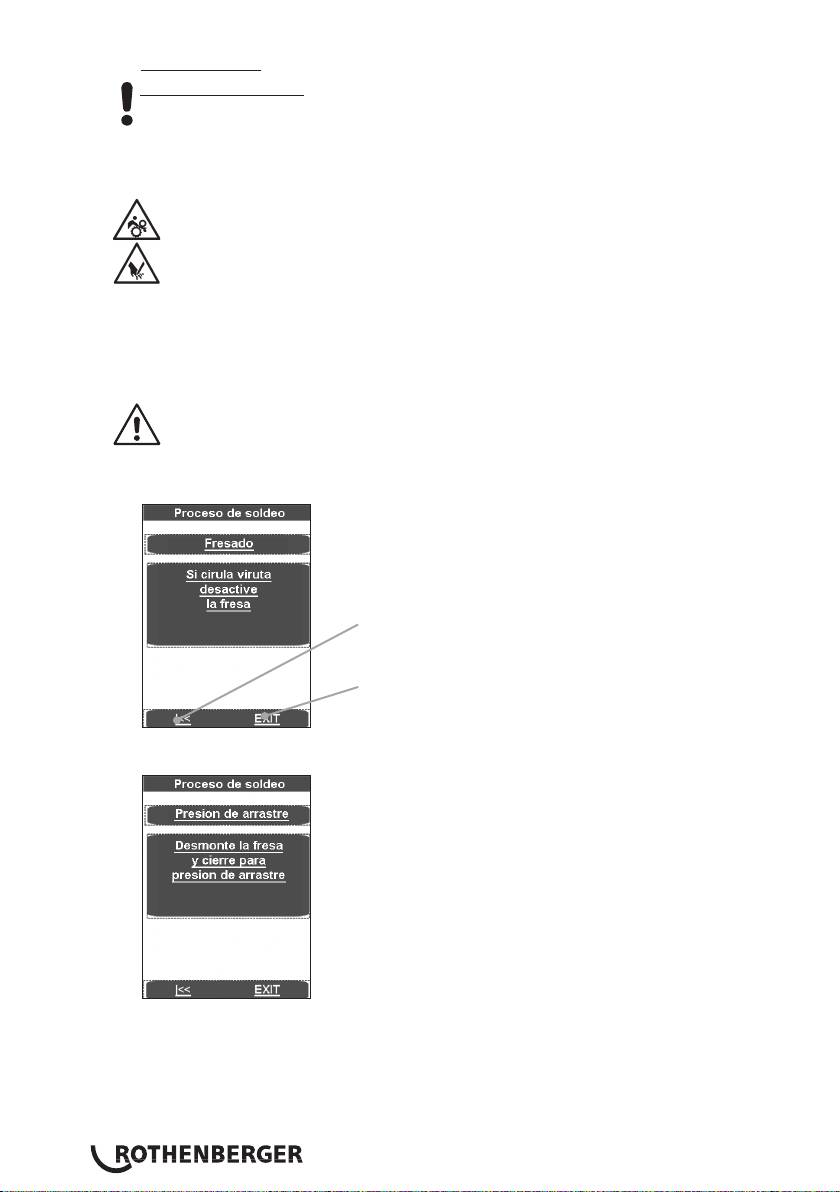
P250-355/8-12B: Conectar el motor de la fresadora y bloquear el interruptor.
P500-630/18-24B Plus: ¡Controlar los sentidos de giro! De fábrica salen las máquinas
conectadas en giro a la derecha.
Conectar el dispositivo de fresado y pulsar las teclas (10) y (5) del grupo hidráulico. Los discos
de la cepilladora deben moverse en la dirección de corte, en caso contrario conmutar el
inversor de fase en la clavija de alimentación con las herramientas adecuadas.
¡Peligro de lesiones! ¡Mantener una distancia de seguridad respecto a la máquina
durante el funcionamiento y no agarrar las cuchillas en rotación. Activar la
fresadora solamente en estado introducido (posic. de trabajo) y a continuación
reponer de nuevo hacia atrás en caja de ajuste prevista para ello. La funcionalidad
del interruptor de seguridad en la instalación fresadora tiene que estar
garantizada en todo momento para evitar un arranque fortuito fuera de la
máquina.
Juntar los elementos de sujeción (pulsar las teclas 10 + 11). Ajustar la presión de fresado con
el botón giratorio (4). La presión de fresado puede ajustarse de forma estándar hasta 20 bar,
aunque puede elevarse hasta 40 bar (véase apdo. 3.5).
Una presión de fresado demasiado alta puede provocar un sobrecalentamiento y
daños en el accionamiento de fresado. En caso de sobrecarga o parada del
accionamiento de la fresa subir la máquina y reducir la presión (v. 3.5).
Una vez que la viruta de acepilladura salga de la fresa sin interrupciones y con un grosor <=
0,2 mm, pulsar la tecla de fresar (5) y cerrar los elementos de sujeción (pulsar teclas 10 + 8).
Con las flechas el programa retrocede hasta "Inserte la
fresa...".
Con EXIT, el programa vuelve al menú principal sin
guardar.
Esperar hasta que los discos de la cepilladora se detengan. Extraer el dispositivo de fresado de
la máquina básica y depositar en la caja de almacenamiento.
Juntar las piezas de trabajo con menos presión (pulsar las teclas 10 + 11) y ajustar la presión
de arrastre con el botón giratorio (4).
ESPAÑOL76
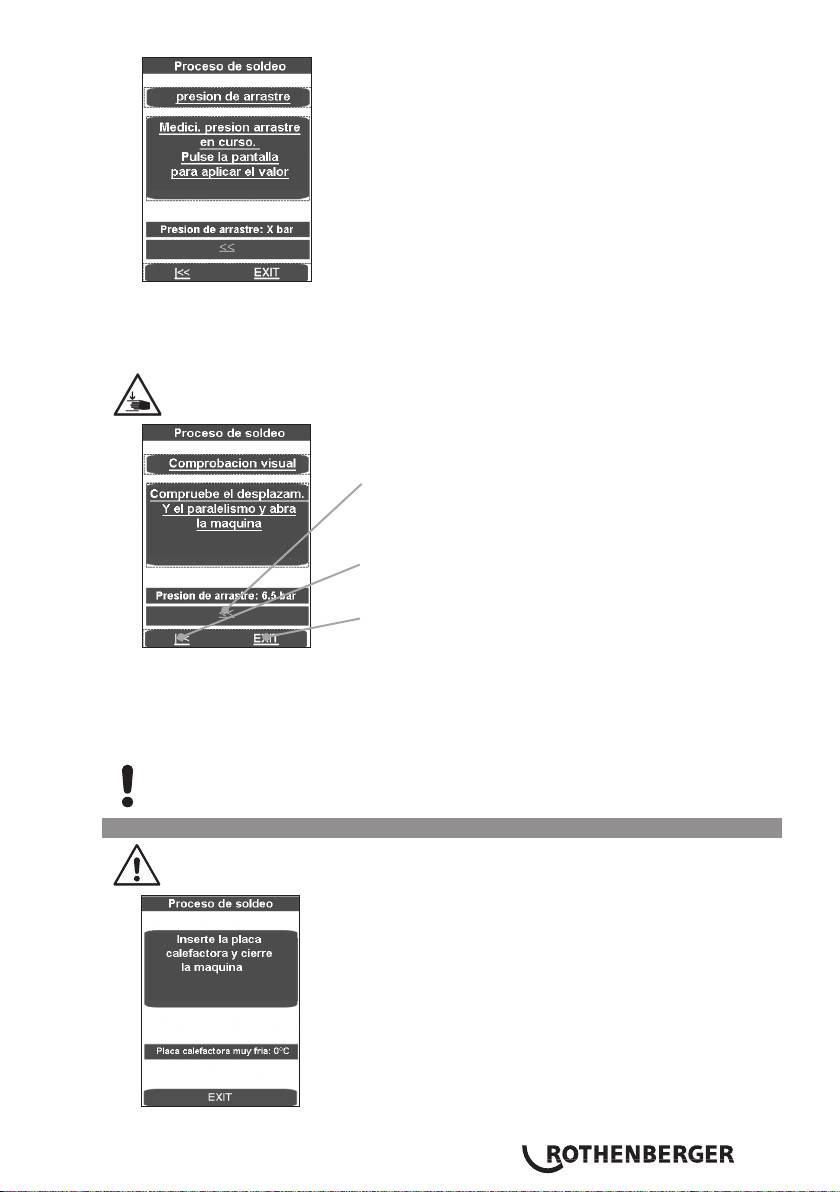
Cuando la máquina se desplaza lentamente, pulsar la pantalla. La presión de arrastre medida
se añadirá automáticamente a la presión de adaptación, calentamiento y ensamblado.
Juntar los elementos de sujeción, ajustar la presión correspondiente para el tubo y comprobar
si las piezas de trabajo están sujetas firmemente en las herramientas de sujeción.
Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la
máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de trabajo.
Con las flechas el programa regresa a "Medici. presión
arrastre"
Con las flechas el programa retrocede hasta "Inserte la
fresa...".
Con EXIT, el programa vuelve al menú principal sin
guardar.
Comprobar alineación en plano, axial y paralela de las superficies soldadas.
Si no fuera así, tiene que repetirse el proceso de fresado. El desvío axial entre los extremos de
las piezas no debe (según DVS) ser mayor del 10% del grosor de pared y la hendidura máx.
entre las superficies planas no superior a 0,5mm. Quitar las posibles virutas en el tubo con
una herramienta limpia (p. ej. pincel).
Observe! Las superficies fresadas, preparadas para la soldadura no deben tocarse con las
manos y tienen que estar completamente limpias!
3.2.3 Soldadura
¡Peligro de aplastamiento! Al juntar las piezas tensoras y los tubos mantener una
separación de seguridad a la máquina. ¡No acercarse demasiado a la máquina!
En esta máscara se muestra la temperatura de la placa de calentamiento.
ESPAÑOL 77
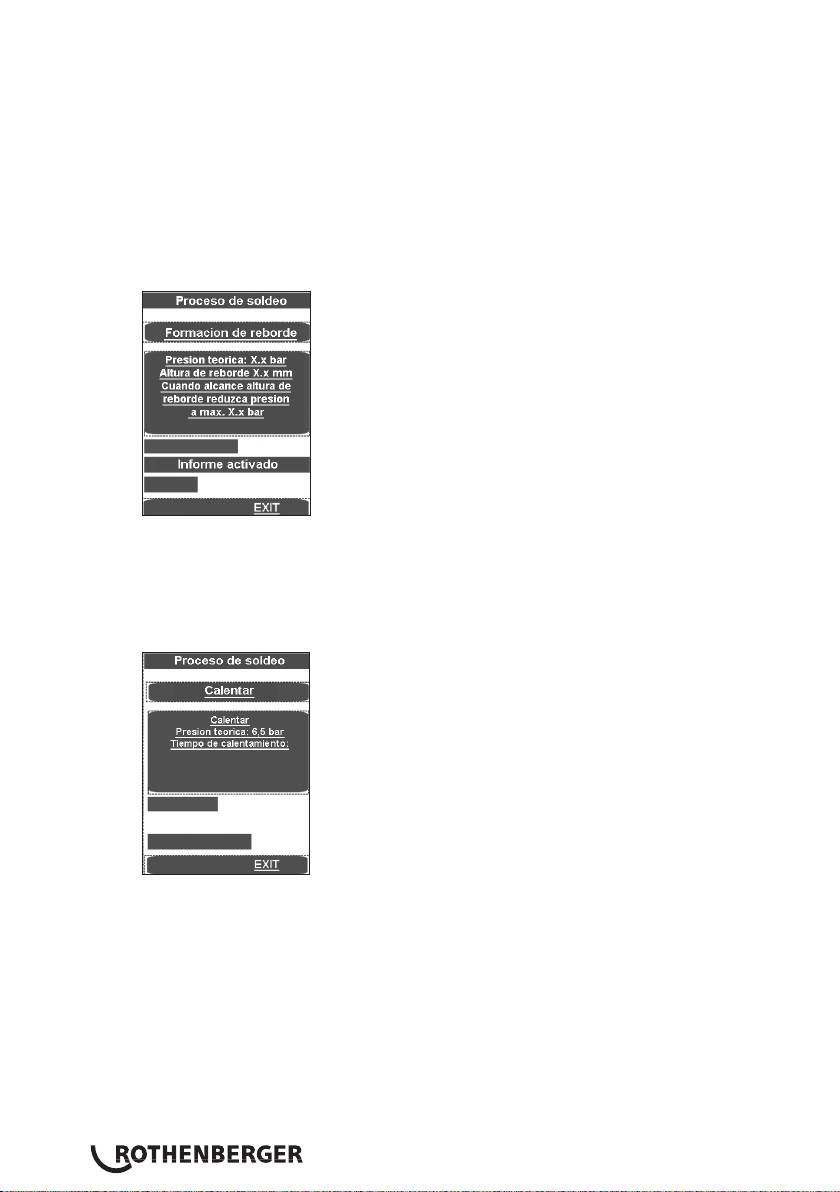
La barra de indicación es de color azul cuando la temperatura es demasiado baja, de color
rojo cuando es demasiado alta y de color verde cuando está en el rango adecuado.
Colocar el elemento calefactor entre las dos piezas de trabajo de la máquina básica
y asegurarse de que los soportes de la placa de calentamiento están en las entalladuras del
dispositivo de extracción.
Cerrar la máquina; la presión de compensación se ajustará automáticamente y la presión se
mantendrá.
Ahora se guardarán todos los parámetros de soldadura y se activará el registro de protocolos.
Si el proceso de soldadura se interrumpe con EXIT, aparece el mensaje „Suspensión por parte
del usuario“, se purga la presión y se guarda el parámetro de soldadura. Confirme el mensaje
con OK, el programa salta al menú principal.
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde)
o en el umbral de tolerancia permitido (amarillo) o fuera del umbral de tolerancia (rojo). La
presión real se muestra en el indicador (2).
En cuanto se haya alcanzado de manera uniforme la altura del reborde en todo el perímetro
de ambos tubos, soltar presión con la tecla “Automático” (1). El tiempo de calentamiento t1
se pone en marcha.
Ajustar la presión de tal manera que esté asegurado todavía un contacto uniforme, casi sin
presión de los extremos de pieza al elemento calefactor.
Poco antes de finalizar el tiempo de calentamiento sonará una señal.
Después de transcurrido el tiempo de calentamiento se separan las piezas de trabajo de
nuevo, se quita el elemento calefactor y se juntan los extremos de pieza.
ESPAÑOL78
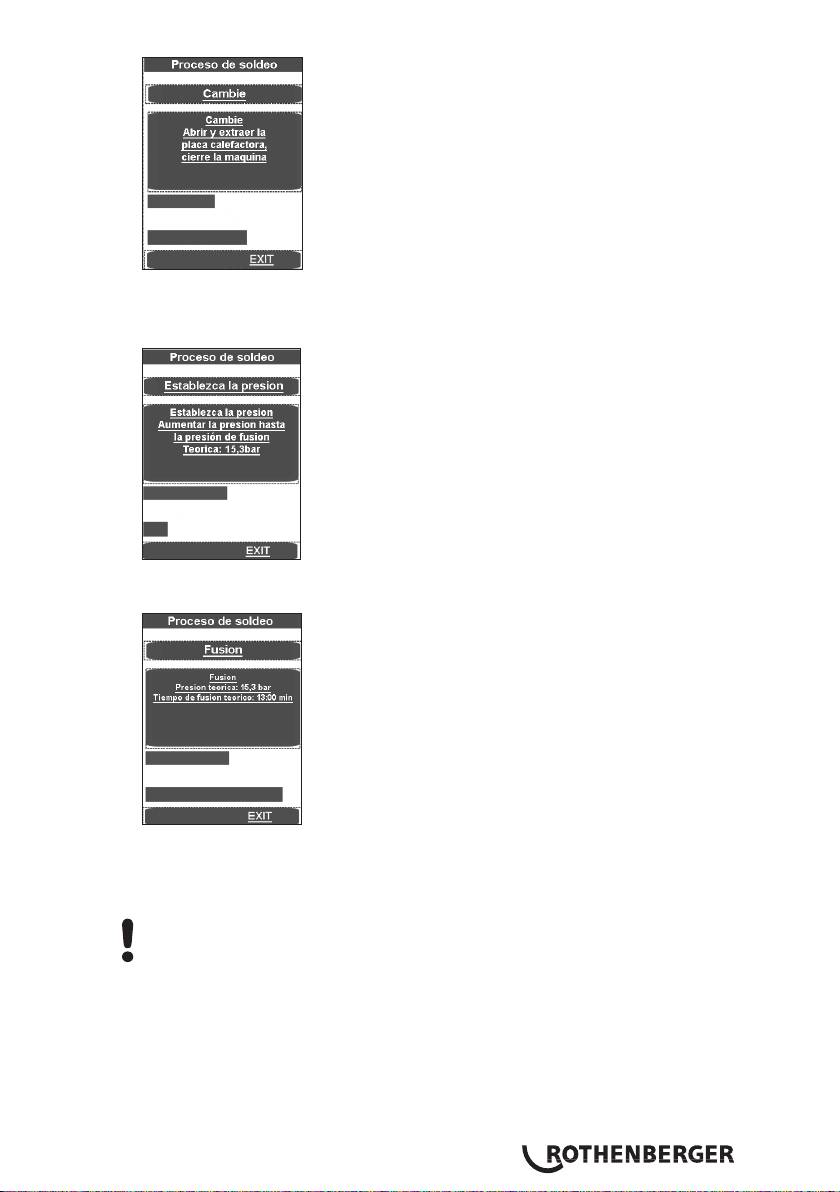
Poco antes del contacto de los extremos de las piezas de trabajo (aprox. 1 cm), pare el choque
soltando la tecla y vuelva a presionar de inmediato. Ahora se debe aumentar la presión de
forma lineal hasta alcanzar la presión de unión.
Al alcanzarse la presión de unión, el programa pasa automáticamente al proceso de unión
y el temporizador t4 se inicia.
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde)
o en el umbral de tolerancia permitido (amarillo) o fuera del umbral de tolerancia (rojo). La
inferior muestra el progreso del tiempo. La presión real se muestra en el indicador (2) y el
tiempo de unión restante en el indicador (9).
Atención: Mantener pulsadas las teclas de „Liberación“ (10) y de „Cerrar máquina“ (11)
hasta que se alcance la presión de unión, a continuación, el sistema hidráulico se
desconectará y se pueden soltar las teclas.
La presión será controlada y reajustada automáticamente. Si es necesario volver a bombear
frecuentemente de forma exagerada (alta pérdida de presión), revisar el sistema hidráulico.
Devolver el elemento calefactor a la caja de almacenamiento
Una vez transcurrido el tiempo de enfriamiento, se termina el proceso de soldadura, suena
una señal y se purga automáticamente la presión.
ESPAÑOL 79
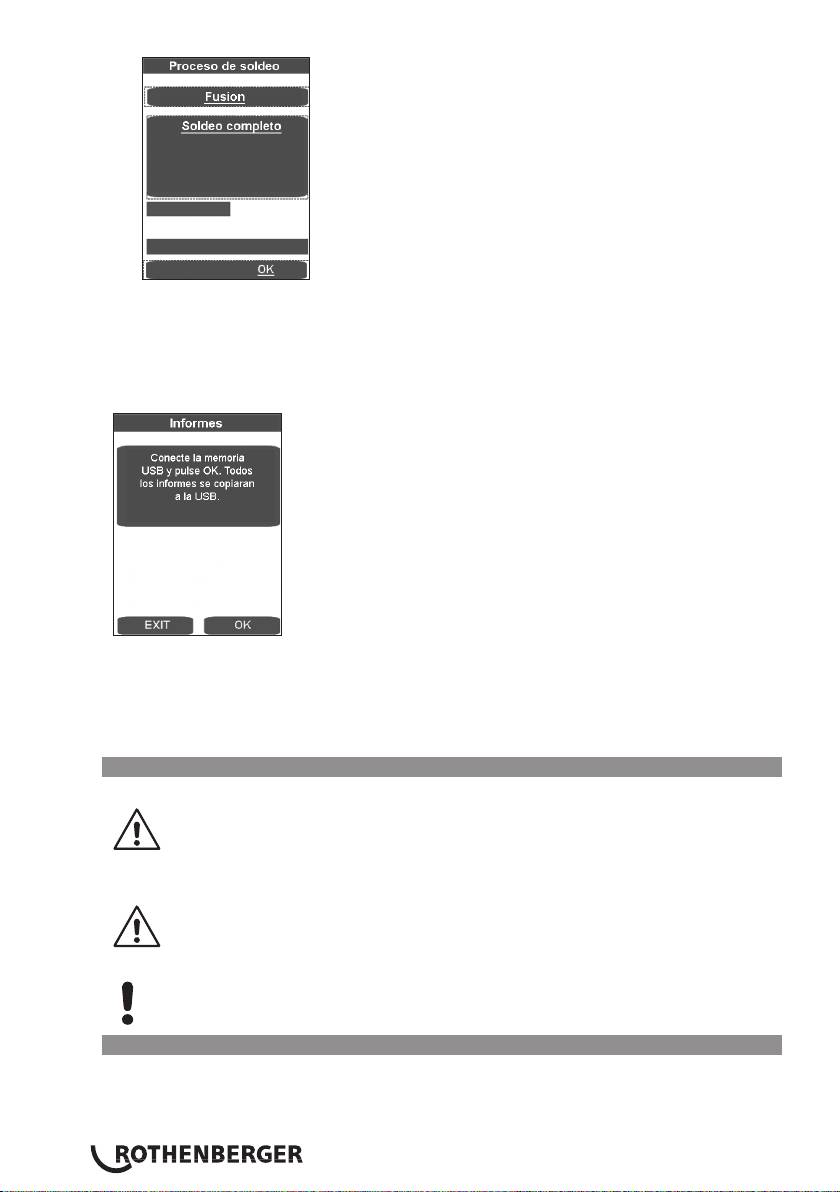
Terminar el menú de soldadura con OK.
Purgar la presión completamente con la tecla (3).
Soltar y extraer las piezas de trabajo soldadas.
Abrir la máquina básica. La máquina está ahora preparada para el siguiente ciclo de soldadura.
Transmisión de protocolos:
En el apdo. „Protocolos“ se pueden guardar si está conectado una memoria USB. A continuación,
la ventana se cierra automáticamente.
Este fichero de protocolo se tiene que procesar con el software Dataline 2 de ROTHENBERGER y
un ordenador.
Todos los parámetros de soldadura pueden leerse en las tablas de soldadura adjuntas.
3.2.4 Puesta fuera de servicio
Desconectar el grupo hidráulico con la tecla (6).
¡Dejar enfriar el elemento calefactor o almacenarlo de manera que no inflame
materiales cercanos!
Sacar el enchufe de red de la instalación fresadora, del elemento calefactor y del grupo
hidráulico de la caja de enchufe y enrollar el cable.
El grupo hidráulico sólo se debe transportar y colocar en posición horizontal. ¡Si
se inclina, saldrá aceite por el tapón de ventilación y de purga con varilla!
Desacoplar las gomas hidráulicas y enrollar.
¡Atención! ¡Proteger los acoplamientos contra la suciedad!
3.3 Requisitos generales
Puesto que los efectos del ambiente y la intemperie influyen decisivamente en la soldadura, se
deben mantener necesariamente las fijaciones previas correspondientes en las directrices DVS
2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices nacionales correspondientes.
ESPAÑOL80
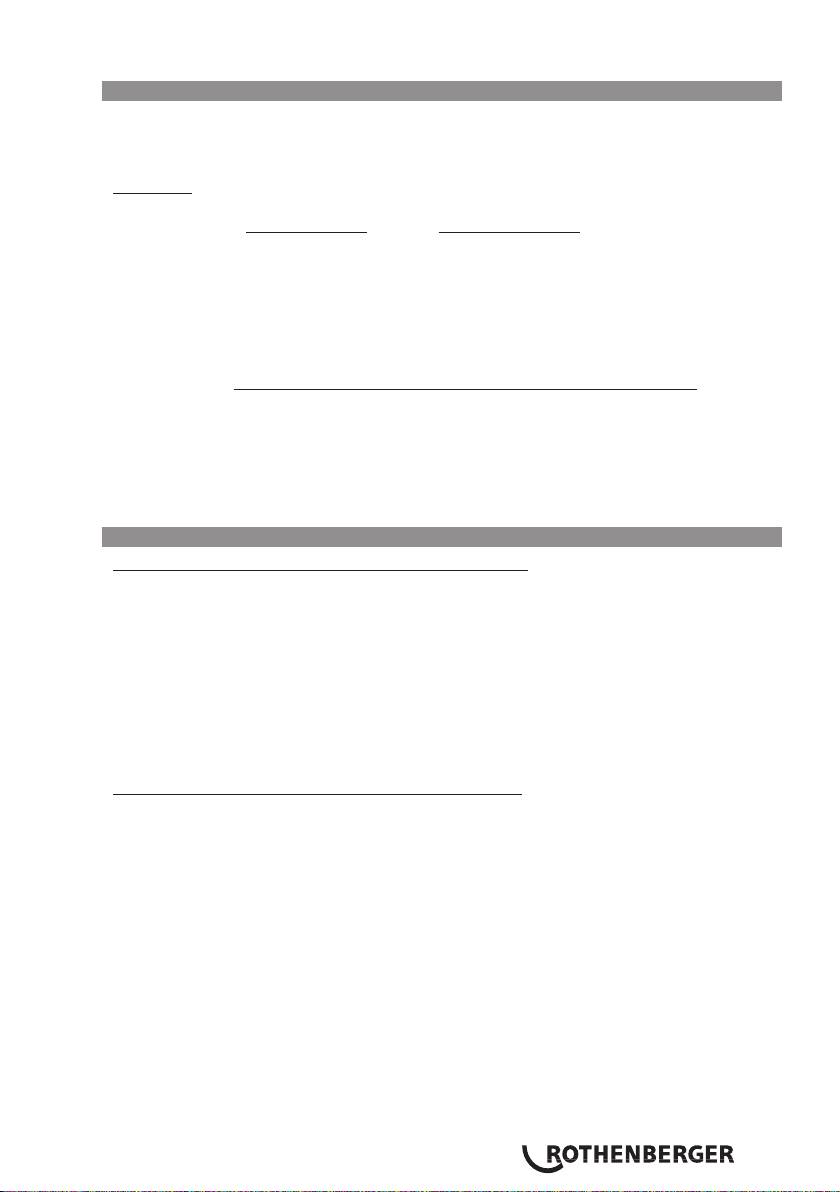
¡ Los trabajos de soldadura se deben supervisar constante y cuidadosamente.
3.4 Avisos importantes a los parámetros de soldadura
Todos los parámetros de soldadura necesarios tales como temperatura, presión y tiempo se
deben leer en las directrices DVS 2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices
nacionales correspondientes.
Referencia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I¡En cada caso especial deben consultarse necesariamente los parámetros específicos de material
del fabricante del tubo!
¡Los parámetros de soldadura mencionados en las tablas adjuntas de soldadura son valores de
referencia, por los que la empresa ROTHENBERGER no asume garantía alguna!
Los valores indicados en las tablas adjuntas de soldadura para la presión de compensación y de
unión se calcularon según la fórmula siguiente:
Superficie de soldadura A [mm²] x factor de soldadura SF [N/mm²]
Presión P [bar] =
Superficie cilíndrica Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(La superficie total cilíndrica de ROWELD P 250/8 B e 6, 26 cm²)
(La superficie total cilíndrica de ROWELD P 355/12 B e 6, 26 cm²)
(La superficie total cilíndrica de ROWELD P 500/18 B y P 630/24 B e 14, 13 cm²)
(La superficie total cilíndrica de ROWELD P 630/24 B Plus e 22, 38 cm²)
3.5 Ajuste de parámetros
Ajustar los parámetros con los permisos de „Soldador“:
Pulsar de forma prolongada el botón giratorio (4) (aprox. 3 seg.), hasta que parpadee P001
en la pantalla superior (2).
Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P009.
Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor
(predeterminado) parpadeará en la pantalla inferior (9).
Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4).
A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
Ajustar los parámetros con los permisos de „Maestro“:
Pulsar el botón giratorio (4) de forma prolongada (aprox. 6 seg.). Primero parpadeará el
parámetro P001 en la pantalla (2), después „CodE“ y en la pantalla inferior (9) parpadeará el
cursor en la primera posición.
Introducir el código con el botón giratorio (4) y pulsar brevemente el botón giratorio (4)
(código = 8001 – en la primera puesta en servicio el código puede modificarse con el
parámetro P100).
Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P114.
Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor
(predeterminado) parpadeará en la pantalla inferior (9).
Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4).
A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
ESPAÑOL 81
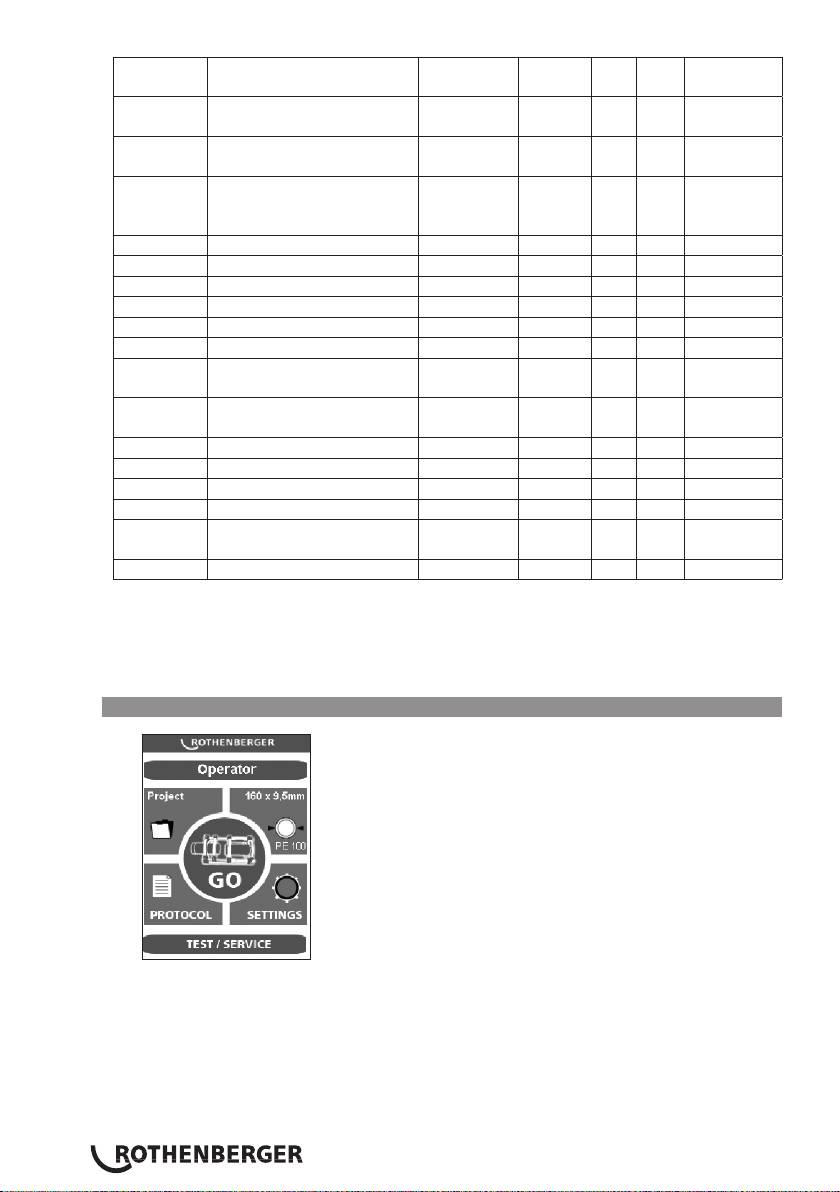
Nombre del
Denominación Predetermi-
Unidad mín. máx. Autoriza-
parámetro
nado
ción
P001 Tiempo restante de la función
99 mín. 0 99 Soldador
de ahorro de energía
P002* Función de ahorro de
0 0 3 Soldador
potencia activada
P003 Desviación de la
5 °C -25 25 Soldador
temperatura de las placas de
calentamiento
P004 Pmáx. para fresar 20 bar 10 50 Soldador
P005 Presión teórica 1/10 bar Soldador
P006 Temperatura teórica 210 °C P103 P104 Soldador
P007 Valor teórico temporizador T1 45 seg. 1 1500 Soldador
P008 Valor teórico temporizador T4 6 mín. 1 99 Soldador
P009 Pinicio para fresar 10 bar 0 P004 Soldador
P101 Desviación para bombeo
5 % 1 50 Maestro
adicional
P102 Tiempo de aumento después
10 1/10 seg. 0 100 Maestro
de fresar
P103 Temperatura de ajuste (mín.) 160 °C 0 300 Maestro
P104 Temperatura de ajuste (máx.) 270 °C 0 300 Maestro
P105 Tecla de bloqueo (sí/no) 5 seg. 0 50 Maestro
P106 Presión para abrir 135 bar 10 160 Maestro
P107 Tiempo de avance para
50 1/10 seg. 0 200 Maestro
conectar el zumbador
P100 Modificar código 8001 Maestro
* P002 - Función de ahorro de potencia:
0 - ninguna,
1 - si la fresa funciona, se desconecta el elemento de calefactor,
2 - si funciona el motor hidráulico, se desconecta el elemento de calefactor,
3 - si funciona el t4, se desconecta el elemento de calefactor.
3.6 Ajuste de la fecha y la hora
Cerrar el programa haciendo clic en la esquina superior izquierda.
ESPAÑOL82
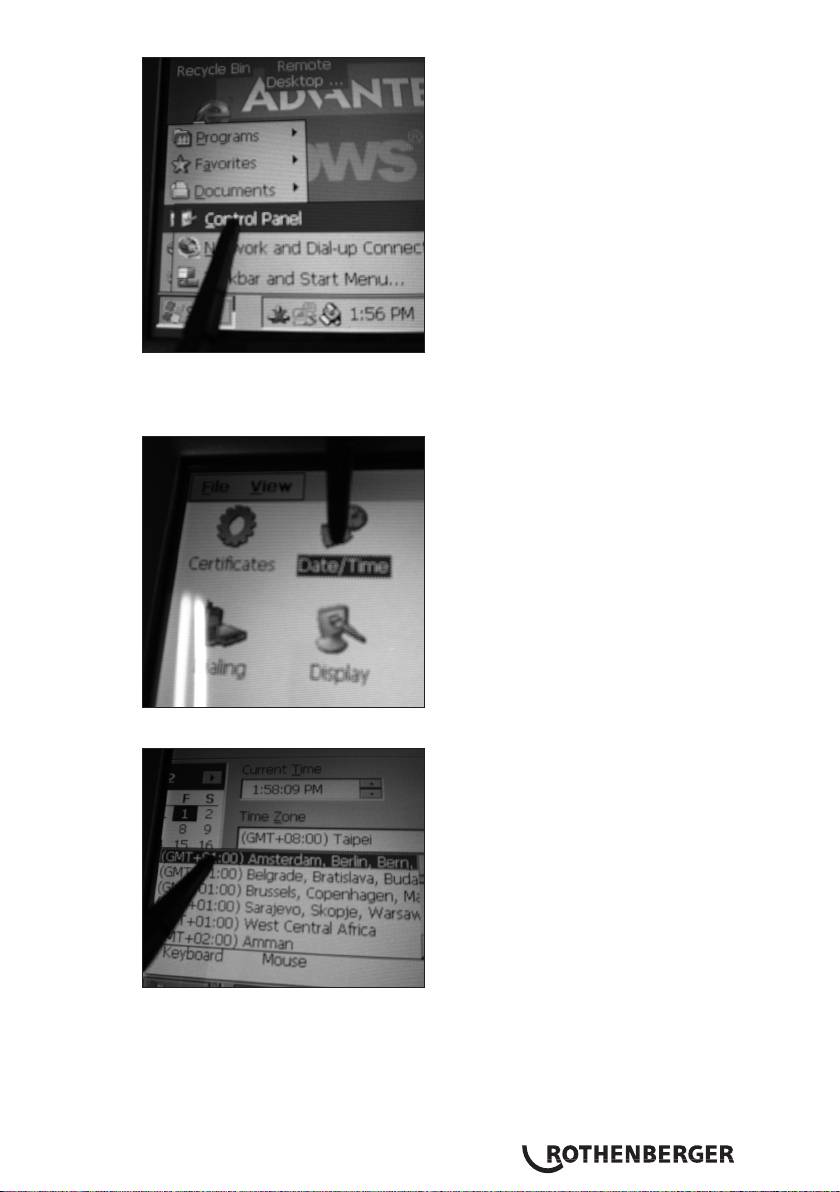
Pulsar „Start“, „Setting“ y después „Control panel“.
Desaparecerá la barra de inicio, aunque puede visualizarse pulsando en la esquina inferior
izquierda.
Hacer clic en „Date/Time“
Ajustar la máscara de entrada tocando y desplazando la barra de „Date/Time“. Seleccionar la
zona horaria o introducir la hora actual en „Current Time“.
¡Atención! ¡Tener en cuenta el formato horario AM/PM! 1:58:09 PM = 13:58:09 /
1:58:09 AM = 01:58:09
ESPAÑOL 83
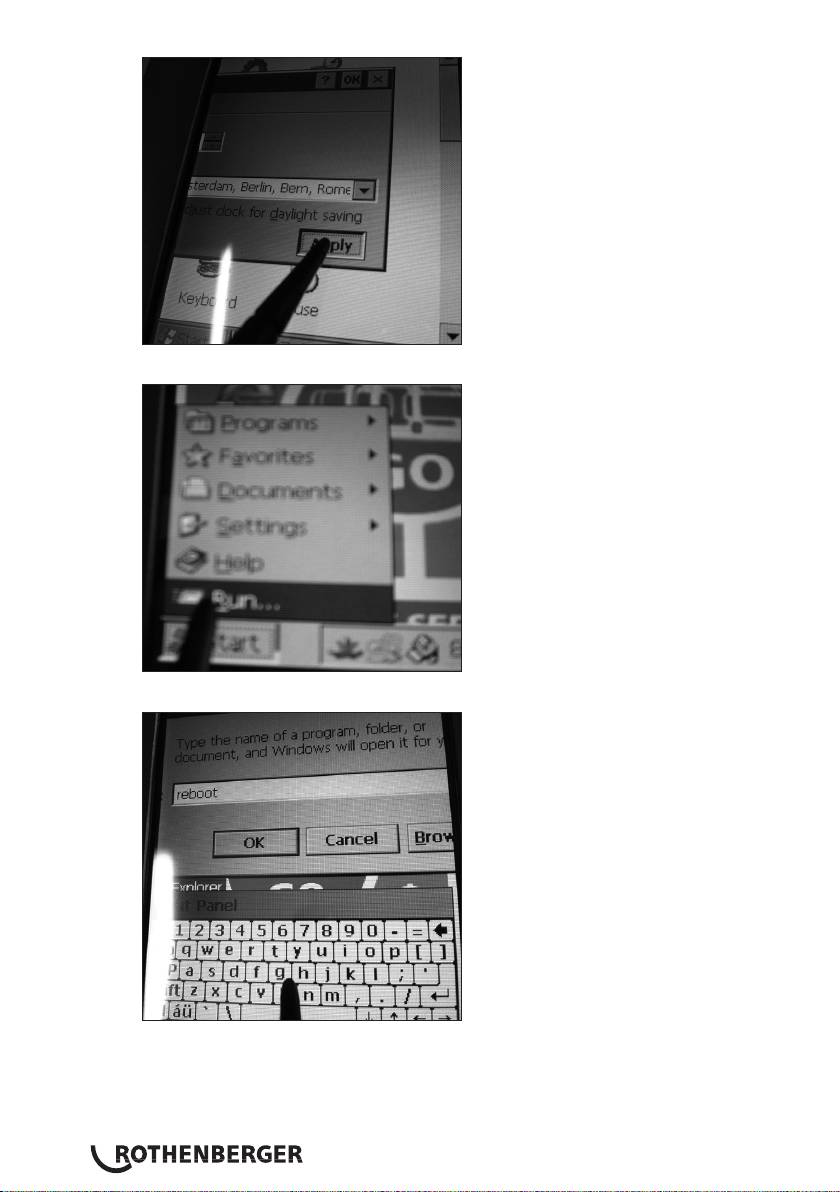
Confirmar con „Apply“ y „OK“. Cerrar el panel de control con X.
Pulsar las teclas „Start“ y „Run“.
Introducir „reboot“ en el teclado que aparecerá y pulsar „OK“, el PC se reiniciará.
ESPAÑOL84
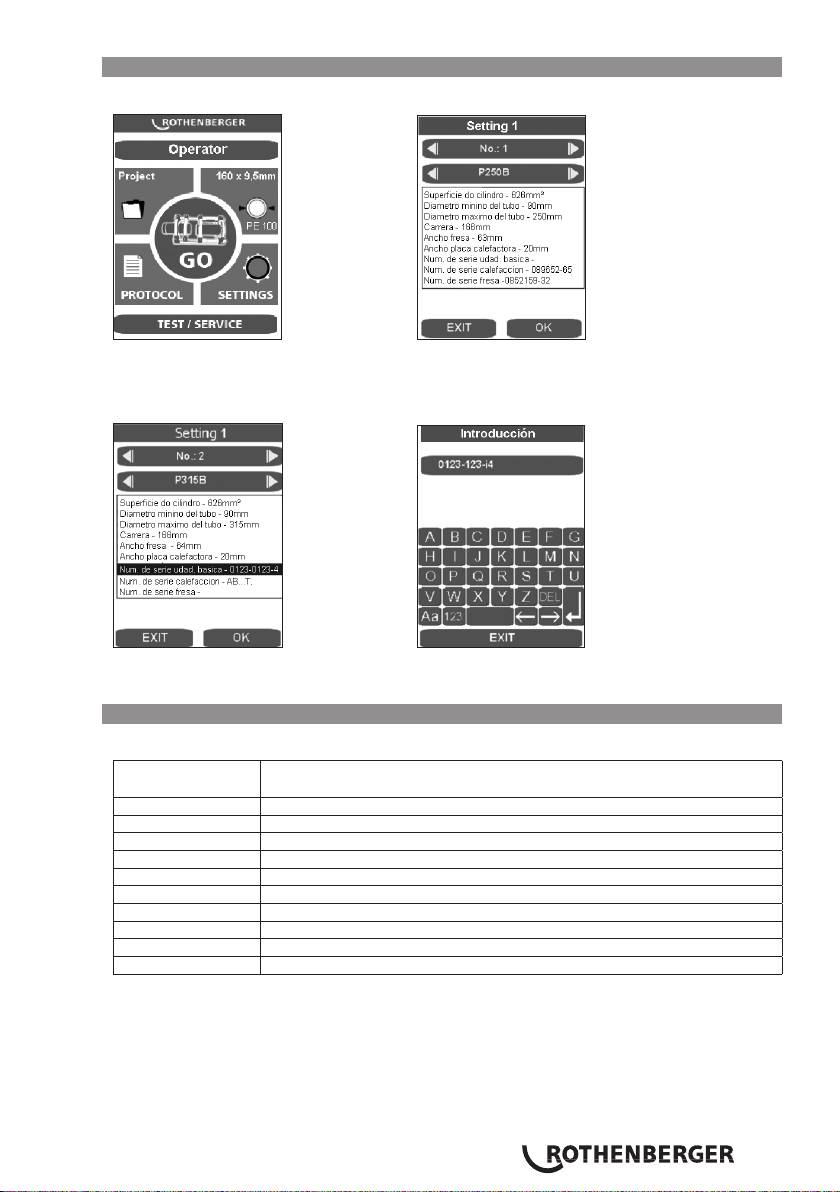
3.7 Crear y seleccionar configuraciones de la máquina
Para seleccionar o crear configuraciones de la máquina pulsar la tecla SETTINGS.
Con las teclas de flecha se puede seleccionar la configuración de máquina deseada.
Para crear una configuración nueva, iniciar la siguiente, por ejemplo la 2, con la flecha hacia la
derecha.
Al pulsar el campo correspondiente aparecerá la máscara de entrada. Los datos pueden borrarse
con DEL y volverse a introducir. Estos datos serán incluidos posteriormente en el protocolo.
3.8 Mensajes de error
PC táctil y protocolo:
Mensaje de
Denominación
error
Código 1 Presión de compensación demasiado alta
Código 2 Presión de compensación demasiado baja
Código 4 Presión de calentamiento demasiado alta
Código 64 Tiempo de cambio demasiado largo
Código 128 Tiempo de creación de presión demasiado largo
Código 256 Presión de unión demasiado alta
Código 512 Presión de unión demasiado baja
Código 2048 Elemento calefactor demasiado frío
Código 4096 Cancelado por el operador
Código 131072 Elemento calefactor demasiado caliente
ESPAÑOL 85
Control:
Mensaje de
Denominación Solución de averías
error
SER Fecha de mantenimiento
Realizar mantenimiento
alcanzada, mantenimiento
necesario
ERR1 No se alcanza la presión
Comprobar nivel de aceite, comprobar
absoluta
sensor de presión, válvulas defectuosas,
motor defectuoso
PE-2 Sensor de presión -24
Sustituir sensor de presión
V defectuoso
ERR5 Temperatura del aceite 70°C
Esperar hasta que la temperatura del
– ¡Parar!
aceite descienda a 50 °C
HE-1 Elemento calefactor no
Sustituir la sonda
conectado, rotura de la
sonda
HE-0 Elemento calefactor
Volver a medir la temperatura,
demasiado caliente
controlar el ajuste, sustituir la sonda
HE-2 Elemento calefactor
Volver a medir la temperatura,
demasiado frío
controlar el ajuste, sustituir la sonda
4 Limpieza y mantenimiento
Para conservar la funcionalidad de la máquina deben respetarse los puntos siguientes:
• Tienen que mantenerse limpias las barras guía. Si se daña la superficie tienen que cambiarse
las barras guía, pues esto podría llevar a una pérdida de presión.
• Para lograr resultados perfectos de soldadura, es necesario mantener limpio el elemento
calefactor. Si se daña la superficie tiene que ponerse un nuevo revestimiento al elemento
calefactor o cambiarse. Los restos de material en el espejo calefactor reducen la propiedad
antiadherente y tienen que quitarse con un papel no fibroso y alcohol (¡sólo con elemento
calefactor frío!).
• Cambiar el aceite hidráulico ( HLP – 46, N° art.: 53649 ) cada 12 meses.
• Para evitar anomalías de funcionamiento, se debe controlar con regularidad la estanqueidad
del grupo hidráulico, el ajuste fijo de las atornilladuras así como el estado perfecto del cable
eléctrico.
• Se deben proteger contra la suciedad el acoplamiento rápido hidráulico en el grupo
hidráulico y en el paquete de gomas. En caso de estar sucios se deben limpiar antes de
conectar.
• La instalación fresadora está equipada con dos cuchillas afiladas a dos lados. Ante una
disminución del corte las cuchillas se pueden invertir o cambiarse por otras nuevas.
• Se debe cuidar siempre de que estén limpios los extremos del tubo o piezas a trabajar,
especialmente las superficies frontales, pues de lo contrario se reduce agravantemente la vida
útil de las cuchillas.
Se debe mandar un control anual de la máquina de soldadura, conforme a DVS
2208, al fabricante o a una estación de servicio autorizada por él. En máquinas con
un esfuerzo excesivo se debería acortar el ciclo de ensayo.
ESPAÑOL86

4.1 Limpieza de máquina y herramienta
(¡Normas de mantenimiento respetar punto 4!)
Las herramientas afiladas y limpias generan mejores resultados de trabajo y son más seguras.
Sustituir inmediatamente las piezas romas, quebradas o perdidas. Controlar si el accesorio está
unido seguro a la máquina.
En los trabajos de mantenimiento utilizar solamente piezas de repuesto originales. Las
reparaciones sólo deben realizarlas personal especialmente calificado.
En caso de no usarla, antes de los trabajos de limpieza y mantenimiento y antes de cambiar los
accesorios, separar la máquina de la red eléctrica.
Antes de la reconexión a la red se ha de asegurar que la máquina y la herramienta accesorio
están desconectas.
Cuando se usen cables de prolongación debe controlarse su seguridad y funcionalidad. Sólo
deben utilizarse cables autorizados para el uso en exteriores.
No se deben usar herramientas y máquinas, si están rotas o torcidas las cajas o mangos,
especialmente los de plástico.
La suciedad y la humedad en tales grietas son conductibles de corriente. Esto puede provocar una
sacudida eléctrica, si se da un daño de aislamiento en la herramienta o en la máquina.
Anotación: Además de ello remitimos a las normas de prevención de accidentes.
5 Accesorios
Encontrará a partir de la página 361 los accesorios apropiados y el formulario de solicitud.
6 Eliminación
Algunas partes del aparato son materiales reciclables. Para su recogida se encuentran a
disposición centros de reciclaje homologados y certificados. Para una eliminación ecológica de las
piezas no reciclables (p.ej. chatarra del sistema electrónico) consulte con su organismo de limpieza
correspondiente.
Sólo para países UE:
No arroje las herramientas eléctricas a los desechos domésticos. Conforme a la directiva
europea 2012/19/CE sobre residuos de aparatos eléctricos y electrónicos y su
transposición a derecho nacional las herramientas eléctricas aptas para el uso no deben ser
más recolectadas por separado y recicladas.
ESPAÑOL 87
Inhoudsopgave Pagina
1 Aanwijzingen betreffende de veiligheid 89
1.1 Gebruik volgens de voorschriften 89
1.2 Algemene veiligheidsaanwijzingen 89
2 Technische gegevens, zie boekje „technische gegevens“
3 Werking van het apparaat 91
3.1 Beschrijving van het apparaat 91
3.1.1 Basismachine (afb. A) 91
3.1.2 Hydraulisch aggregaat (afb. B) 91
3.2 Gebruiksaamwijzing 92
3.2.1 In gebruik nemen 92
3.2.2 Voorbereidende maatregelen voor de lasbewerking 95
3.2.3 Lasbewerking 99
3.2.4 Buitenbedrijfstelling 102
3.3 Algemene vereisten 103
3.4 Belangrijke instructies bij de lasparameters 103
3.5 Parameters instellen 103
3.6 Instellen van datum en tijd 104
3.7 Machineconfiguratie aanmaken, kiezen 106
3.8 Foutmeldingen 107
4 Instandhouding en onderhoud 107
4.1 Machine en gereedschaponderhoud 108
5 Toebehoren 108
6 Afvalverwijdering 108
Gebruikte symbolen en tekens in dit document:
Gevaar!
Dit symbool waarschuwt voor lichamelijk letsel.
Let op!
Dit teken waarschuwt voor materiële schade en schade aan het milieu.
Verzoek te handelen
NEDERLANDS88
1 Aanwijzingen betreffende de veiligheid
1.1 Gebruik volgens de voorschriften
De ROWELD P250-630/8-24B Plus Premium zijn voor de productie van lasverbindingen PE - PP -
PVDF buizen en gebruikt volgens de technische gegevens.
1.2 Algemene veiligheidsaanwijzingen
LET OP! Voor het gebruik van elektrische gereedschappen dient u om elektrische
schokken en gevaar voor verwonding of verbranding te voorkomen, de volgende
fundamentele veiligheidsmaatregelen in acht te nemen.
Lees al deze aanwijzingen voor u het elektrische gereedschap in gebruik neemt, en
bewaar de veiligheidsaanwijzingen goed.
Service en onderhoud:
1 Regelmatige reiniging, onderhoud en smering. Haal altijd de stekker uit het stopcontact
voor u het apparaat instelt, of onderhoud of reparaties uitvoert.
2 Laat het apparaat alleen door een erkende reparateur en met originele onderdelen
repareren. Dan weet u zeker dat de veiligheid van het apparaat behouden blijft.
Veilig werken:
1 Houd uw werkomgeving opgeruimd. Slordigheid op de werkplek kan tot ongelukken
leiden.
2 Houd rekening met omgevingsinvloeden. Plaats elektrische gereedschappen niet in de
regen. Gebruik elektrische gereedschappen niet in een vochtige of natte omgeving. Zorg voor
een goede verlichting van de werkplek. Gebruik elektrische gereedschappen niet op plaatsen
waar brand- of explosiegevaar bestaat.
3 Bescherm uzelf tegen elektrische schokken. Vermijd aanraking met geaarde delen (bv.
buizen, radiatoren, elektrische kachels, koelapparatuur).
4 Houd andere mensen weg van het werkgebied. Laat anderen, met name kinderen,
niet aan het elektrische apparaat of aan de kabel komen. Houd hen op afstand van het
werkgebied.
5 Berg elektrische gereedschappen die niet in gebruik zijn veilig op. Ongebruikte
elektrische gereedschappen moeten bewaard worden op een droge, hoge of afgesloten plek,
buiten het bereik van kinderen.
6 Overbelast het elektrische gereedschap niet. U werkt beter en veiliger binnen het
aangegeven vermogensgebied.
7 Gebruik het juiste elektrische gereedschap. Gebruik geen apparaten met weinig
vermogen voor zware werkzaamheden. Gebruik het elektrische gereedschap niet voor
doeleinden, waarvoor het niet bedoeld is. Gebruik bijvoorbeeld geen handcirkelzaag voor het
zagen van boomtakken of houtblokken.
8 Draag de juiste kleding. Draag geen wijde kleding of sieraden, die kunnen gegrepen
worden door bewegende delen. Bij werk in de buitenlucht is het dragen van schoenen met
antislipzolen aan te bevelen. Draag een haarnet als u lang haar hebt.
9 Maak gebruik van beschermingsmiddelen. Draag een veiligheidsbril. Gebruik bij stoffige
werkzaamheden een beschermingsmasker.
10 Sluit de stofzuig-apparatuur aan. Als er apparatuur aanwezig is voor het afzuigen en
opvangen van stof, zorg er dan voor dat die aangesloten en op de juiste manier gebruikt
wordt.
NEDERLANDS 89

11 Gebruik de kabel niet voor doeleinden, waarvoor hij niet bedoeld is. Gebruik het
netsnoer niet om de stekker uit het stopcontact te trekken. Houd de kabel verwijderd van
hitte, olie en scherpe randen.
12 Zet uw werkstuk goed vast. Maak gebruik van het spangereedschap of een bankschroef,
om het werkstuk op zijn plaats te houden. Zo wordt het beter op zijn plaats gehouden dan
met uw hand.
13 Vermijd een abnormale lichaamshouding. Zorg dat u stevig staat en blijf altijd in
evenwicht.
14 Onderhoud uw gereedschappen zorgvuldig. Houd uw gereedschap scherp en schoon,
zodat u er beter en veiliger mee kunt werken. Volg de aanwijzingen voor het smeren en voor
het wisselen van gereedschap. Controleer regelmatig de aansluitkabel van het elektrische
apparaat en laat hem als hij beschadigd is vervangen door een erkende vakman. Controleer
de verlengsnoeren regelmatig en vervang ze, als ze beschadigd zijn. Houd de handvatten
droog en schoon en zorg dat er geen vet of olie op zit.
15 Trek de stekker uit het stopcontact. Als u het elektrische apparaat niet gebruikt, voor het
onderhoud en bij het verwisselen van gereedschappen zoals bv. zaagbladen, boren, frezen.
16 Verwijder de sleutels. Controleer voor u het apparaat inschakelt of de sleutels en
afstelgereedschappen verwijderd zijn.
17 Voorkom per ongeluk inschakelen. Controleer of de schakelaar in de uit-stand staat als u
de stekker in het stopcontact steekt.
18 Gebruik verlengkabels voor buiten. Gebruik voor toepassing buiten alleen daarvoor
goedgekeurde verlengsnoeren, die de betreffende markering bevatten.
19 Blijf opletten. Houd uw aandacht bij wat u aan het doen bent. Ga verstandig te werk.
Gebruik het elektrische apparaat niet, als u niet geconcentreerd bent.
20 Controleer het elektrische apparaat op eventuele beschadigingen. Voor een
volgend gebruik van het elektrische apparaat moet zorgvuldig gecontroleerd worden of
beschermingsonderdelen of licht beschadigde onderdelen correct en volgens de voorschriften
werken. Controleer of de bewegende delen correct functioneren en niet klemmen, en of
er onderdelen beschadigd zijn. Alle delen moeten op de juiste manier gemonteerd zijn en
aan alle voorwaarden voldoen om een correcte werking van het elektrische apparaat te
garanderen.
Beschadigde beschermingsonderdelen en andere onderdelen moeten op de juiste
manier gerepareerd of vervangen worden door een erkende reparateur, voor zover niet
anders aangegeven in de gebruiksaanwijzing. Beschadigde schakelaars moeten in een
servicecentrum vervangen worden.
Gebruik elektrische apparaten niet, als de aan/uit-schakelaar niet werkt.
21 Let op. Het gebruik van andere onderdelen en andere accessoires kan het risico op
verwondingen opleveren.
22 Laat uw elektrische gereedschap repareren door een vakman. Dit elektrische apparaat
voldoet aan de toepasselijke veiligheidsvoorschriften. Reparaties mogen alleen uitgevoerd
worden door een deskundige en daarbij mogen alleen originele onderdelen gebruikt worden;
anders loopt de gebruiker het risico op ongelukken.
2 Technische gegevens, zie boekje „technische gegevens“
NEDERLANDS90
3 Werking van het apparaat
3.1 Beschrijving van het apparaat
ROWELD P250-630/8-24B Plus Premium is een compacte, verplaatsbare stomplasmachine met
verwarmingselement, rapportagemodule voor het opslaan van de lasparameters volgens de
DVS-richtlijn en rapportoverdracht via USB-aansluiting, die speciaal voor gebruik op bouwplaatsen
- in dit geval vooral in leidingsleuven - is ontworpen. Vanzelfsprekend kunnen de machines ook in
werkplaatsen worden gebruikt.
Door de veelzijdigheid van de lasmachines „Type ROWELD“ kunnen in alle toepassingsgebieden
de volgende lasverbindingen van PE, PP en PVDF-pijpen met een buitendiameter van 90-630 mm/
5-24” zeker tot stand worden gebracht:
I. pijp - pijp
II. pijp - pijpbochtstuk
III. pijp - T - stuk
IV. pijp - lasrand
De machines bestaan in essentie uit:
basismachine, reductie-inzetstukken, hydraulisch aggregaat met rapportagemodule,
freesinrichting, verwarmingselement, opbergkast.
Bij het aan elkaar lassen van lasranden moet de als accessoire verkrijgbare vierklauwenspanschijf
worden gebruikt.
ROWELD P250/8B: Bij het lassen van pijpbochtstukken met een rechte hoek met de maximale
diameter van de machine, dient de als accessoire verkrijgbare bovenzijde voor het spanelement
gebruikt te worden.
ROWELD P500-630/18-24B Plus: Voor het intillen en uitlichten van frees en
verwarmingselement kan de als accessoire verkrijgbare elektrische hefinrichting worden gebruikt.
3.1.1 Basismachine (afb. A)
1 Beweeglijke spanelementen 3 afstandhouder met vastzetkerven
2 Verschuifbaar spanelement 4 Afstandhouder verwarmingselement
3.1.2 Hydraulisch aggregaat (afb. B)
1 Toets automaat 12 Toets timer (tijd)
2 Drukdisplay 13 Stopcontact freesinrichting
3 Toets druk ontlasten 14 Snelkoppeling vrouwtje
4 Draaiknop 15 Snelkoppeling mannetje
5 Toets frezen 16 Stopcontact verwarmingselement
6 Toets in-/uitschakelen 17 Netstekker
7 Toets verwarming 18 Nooduit
8 Machine "Openen" 19 Touch-PC
9 Display temperatuur en tijd 20 Olievulopening met peilstok
10 Vrijgavetoets 21 USB-aansluiting
11 Machine "Sluiten"
Het hydraulisch aggregaat maakt de met de volgende symbolen gekenmerkte bedieningen van de
lasmachine mogelijk:
Toets hydraulisch aggregaat in- en uitschakelen.
Door het indrukken van de toets „Verwarming“ het verwarmingselement
inschakelen. Gewenste temperatuur van het verwarmingselement door
het drukken op de toets „Verwarming“ en het verdraaien van de
draaiknop instellen, de waarde wordt bij op de temperatuurdisplay weer-
gegeven, daarna wordt weer de werkelijke temperatuur weergegeven.
NEDERLANDS 91
Via de draaiknop de druk voor het frezen, compensatie, opwarmen en
voegen instellen, de waarde wordt op de drukdisplay weergegeven. 3
seconden na het instellen wordt de werkelijke waarde weergegeven.
Door het indrukken van de draaiknop worden de serviceparameters
weergegeven en ingesteld.
Voor het sluiten van de spanelementen, de vrijgavetoets en toets machine „Sluiten“
indrukken.
Toets voor drukontlasten
Voor het openen van de spanelementen, de vrijgavetoets en toets machine
„Openen“ indrukken.
De vrijgavetoets en toets Frezen indrukken om het stopcontact voor de freesin-
richting in te schakelen. De druk wordt automatisch ingesteld op 10 bar en kan met
de draaiknop tot maximaal 20 bar worden verhoogd. (Bij speciale toepassingen, bijv.
op hellingen, kan door het wijzigen van P004 ingesteld worden tot max. 50 bar)
Timer door het één keer drukken op de toets activeren. Bij het indrukken
van de toets en verdraaien van de draaiknop kan de tijd t1 in seconden
worden ingesteld. Bij langer drukken op de toets wordt omgeschakeld
naar t4. Bij het indrukken van de toets en verdraaien van de draaiknop
kan de tijd t4 in minuten worden ingesteld. Door het kort drukken op de
timertoets, terwijl de timerindicatie t1 of t2 brandt, wordt de timer hand-
matig ingesteld.
Door het indrukken van de toets automaat wordt de ingestelde druk gedurende het
opwarmen (timer t1 actief) en het voegproces (timer t4 actief) bewaakt en eventueel
bijgeregeld.
Vrijgavetoets voor het bevestigen van de serviceparameters
3.2 Gebruiksaamwijzing
De lasmachine mag alleen door geinstrueerde en gekwalificeerde vaklieden Volgens
DVS 2212 deel 1 bedient worden!
De machine mag uitsluitend door getrainde en bevoegde operators gebruikt
worden!
3.2.1 In gebruik nemen
Deze gebruiksaanwijzing en de richtlijnen voor veiligheid a.u.b. goed doorlezen
voordat u de stomplasmachine in gebruik neemt!
Het verwarmingselement niet gebruiken in een omgeving waar explosiegevaar
aanwezig is en niet in aanraking brengen met licht ontvlambare stoffen.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Controleer voor elk gebruik het oliepeil van het hydraulische aggregaat, het
oliepeil moet tussen de min/max-markeringen op de olievuldop (20) met peilstok
liggen, zo nodig bijvullen met hydraulische olie HLP 46.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok.
NEDERLANDS92
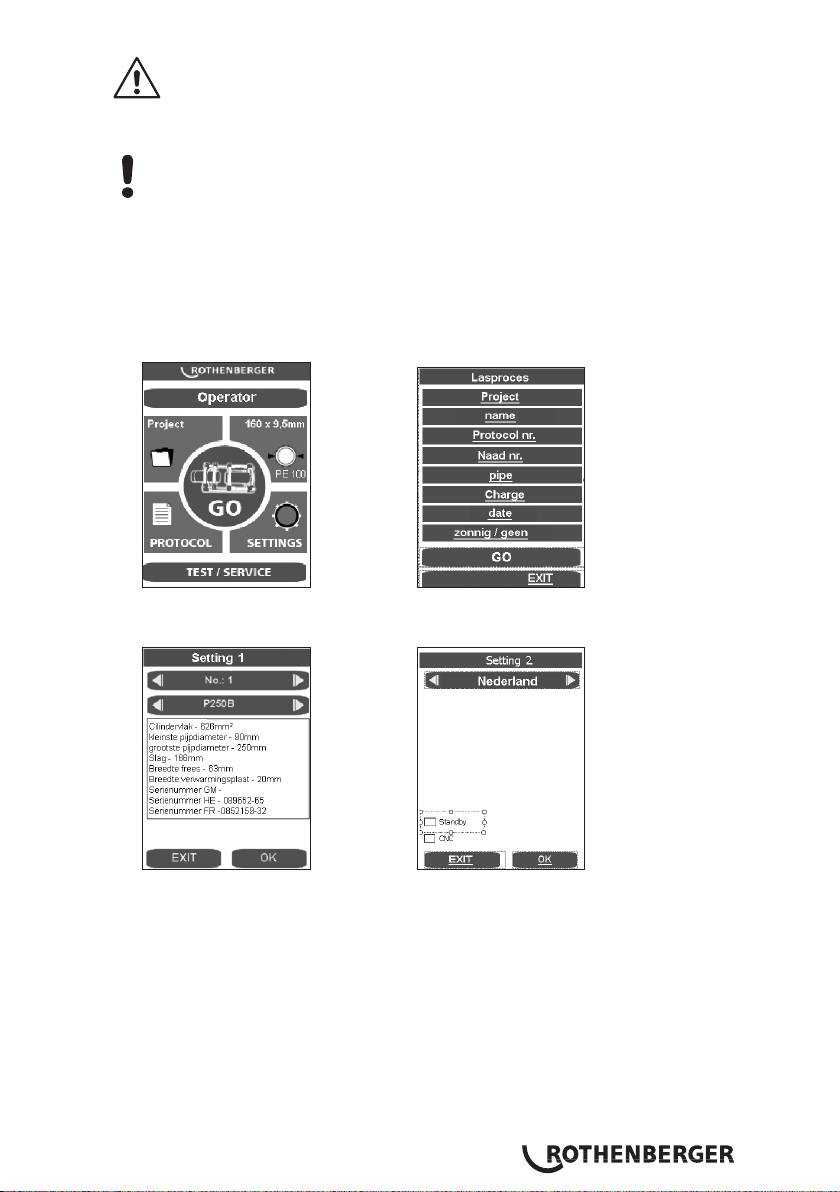
Bij gevaar op de nooduit-schakelaar (18) drukken. Zorg voor aanvang van de
werkzaamheden altijd dat de nooduitknop is ontgrendeld!
De beide hydraulische slangen van de basismachine via de snelkoppelingen (14,15) met het
hydraulisch aggregaat verbinde.
Bescherm de snelkoppelingen tegen vervuiling. Koppelingen die niet goed afsluiten
meteen vervangen!
Netstekker van de freesinrichting (13) en stekker van het verwarmingselement aansluiten op
het stopcontact (16).
Netstekker van het hydraulisch aggregaat (17) aansluiten op de stroombron, volgens
de gegevens op het typeplaatje. Verschijnt het startscherm niet, de nooduit-schakelaar
ontgrendelen, er klinkt een signaal en op de display (2) gaat een punt branden.
Bij het eerste gebruik de datum en tijd controleren. Hiervoor op de toets GO drukken. (Voor
het wijzigen, zie punt 3.6). Voor het sluiten van het menu op EXIT drukken.
Bij het eerste gebruik de taal instellen, vanuit de fabriek is Duits ingesteld. Voor het wijzigen
op Settings drukken en met OK naar Setting 2 omschakelen.
Met de pijltoetsen de gewenste taal kiezen en met OK bevestigen. De gekozen taal wordt na
het eerste lasproces opgeslagen.
Het is mogelijk het beeldscherm naar een standby-modus te schakelen. De schermbeveiliging
wordt actief als de hydrauliek met de toets (6) wordt uitgeschakeld.
Hydraulisch aggregaat inschakelen (toets (6) indrukken).
Na het inschakelen wordt het verwarmingselement verwarmd.
Op het display (9) wordt de actuele temperatuur weergegeven. De regeling is actief als
op de display een punt brandt. Bij het bereiken van de ingestelde temperatuur gaan beide
LED‘s branden (actual & set). Na nog eens 10 minuten is het verwarmingselement klaar voor
gebruik. Controleer de temperatuur met een temperatuurmeetapparaat.
NEDERLANDS 93
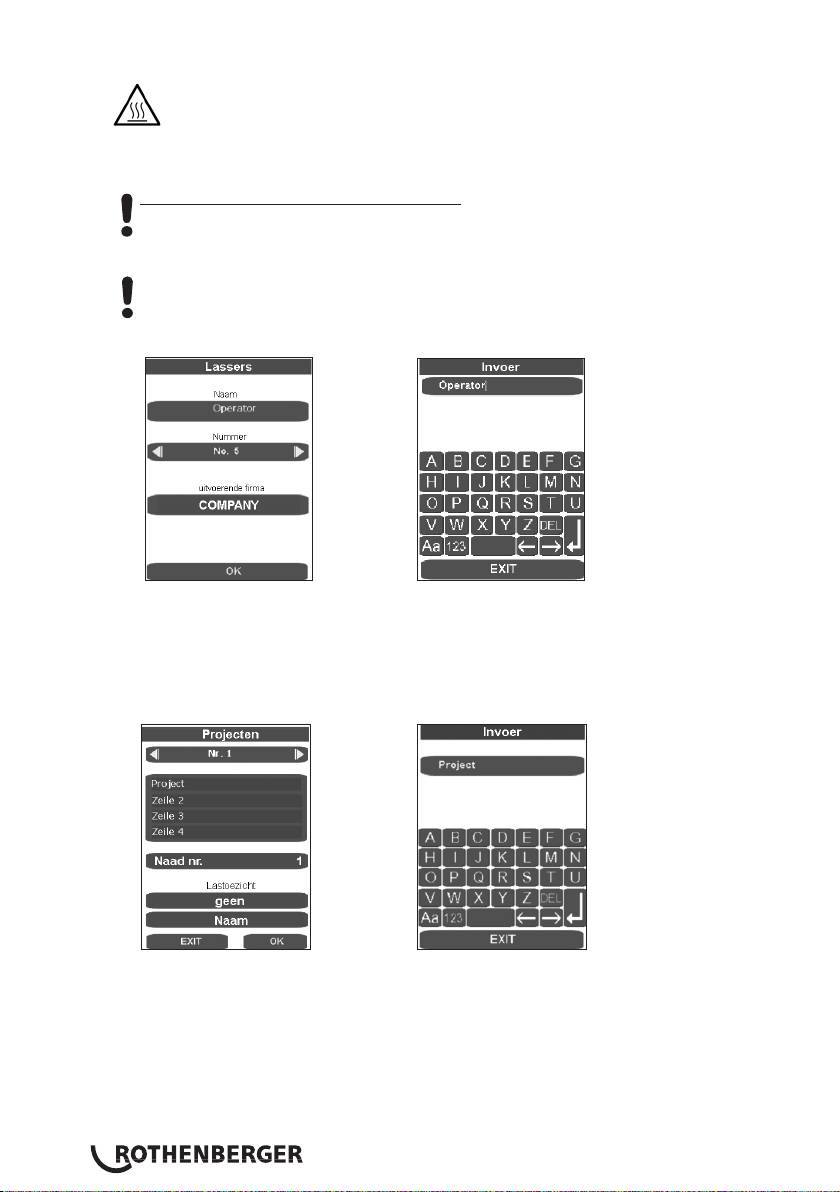
Om de temperatuur van het verwarmingselement te ijken zie punt 3.5.
Waarschuwing, verbrandingsgevaar! Het verwarmingselement kan een
temperatuur tot 300°C bereiken en moet onmiddellijk na het gebruik in de
daartoe voorziene opbergkast worden teruggezet!
Door het langer indrukken van de toets (7) kan de verwarming worden uitgeschakeld, de
punt op de display (9) dooft, bij het opnieuw indrukken schakelt de verwarming weer in.
Hydrauliek ROWELD P500-630/18-24B Plus: Draairichtingen controleren! Vanuit de
fabriek zijn de machines rechtsdraaiend aangesloten. Basismachine met hydraulisch aggregaat
openen of sluiten, volgt geen beweging, de fasewisselaar in de netstekker met een geschikt
gereedschap omschakelen!
Opmerking: Bij een verkeerde draairichting de hydrauliek niet inschakelen (gevaar voor
vernieling)
Lassernaam „Operator“ invoeren of kiezen.
Via de invoerschermen kunnen opgeslagen lassers worden gekozen, nieuwe lassernamen
worden ingevoerd of bestaande met DEL worden gewist en opnieuw worden ingevoerd. Alle
invoerschermen worden met de ENTER of OK-toets bevestigd en opgeslagen en wordt de
volgende programmastap opgeroepen. Met de EXIT toets wordt het invoerscherm zonder
opslaan gesloten.
Project aanmaken of kiezen.
Via de invoerschermen kunnen opgeslagen projecten worden gekozen en nieuwe
projectnamen worden ingevoerd. Sluit het opslaan af met de ENTER toets.
Buis kiezen.
NEDERLANDS94
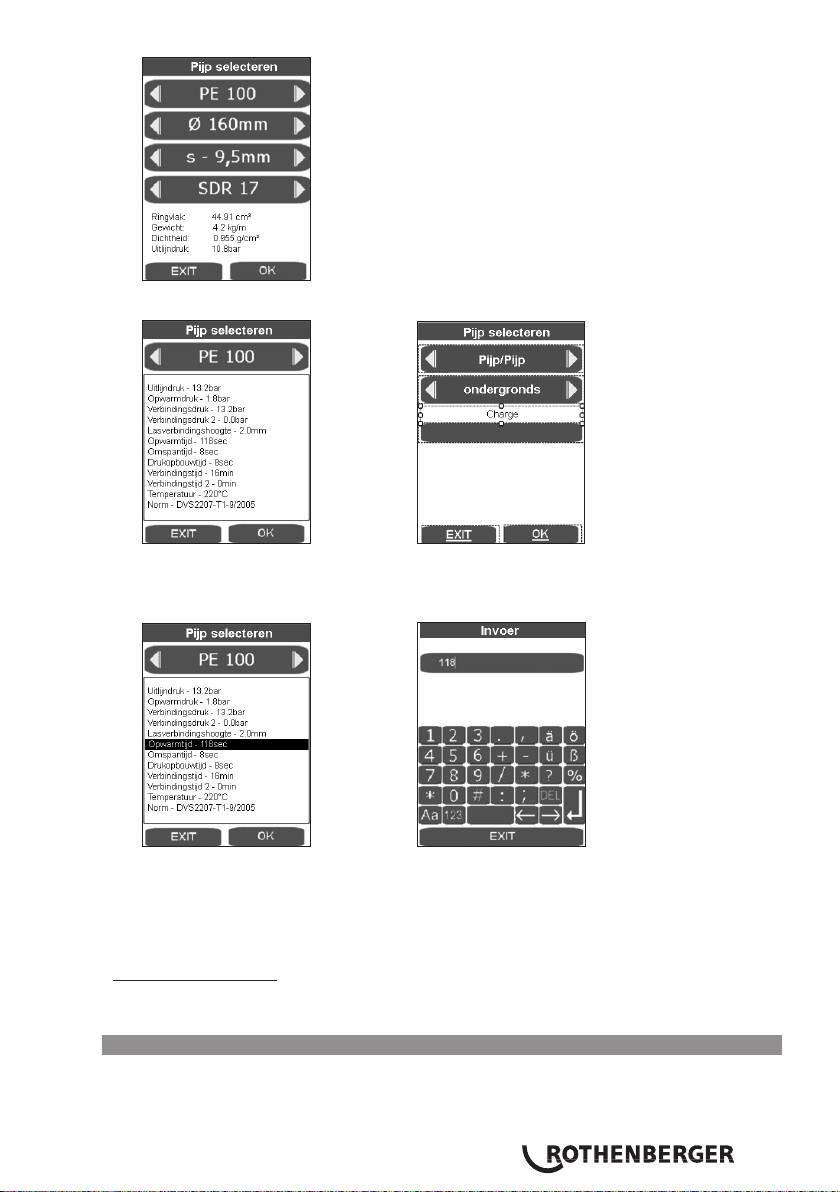
Met de pijltoetsen de gewenste buis kiezen en met OK bevestigen.
In dit afsluitende overzicht van de buisparameters worden de buisgegevens volgens de DVS-
richtlijn weergegeven. Door OK wordt het scherm voor de lasonderdelen en de legmethode
weergegeven.
Wijzigingen die afwijken van de norm kunnen door het drukken op het betreffende
displayveld worden doorgevoerd en met ENTER worden opgeslagen. Bij het punt Norm wordt
dan de aanduiding gewijzigd, deze kan later voor het afdrukken van het rapport op de PC in
het veld Opmerkingen worden ingevoerd. Nadat de buisgegevens met OK zijn bevestigd en
opgeslagen, verschijnt het hoofdmenu.
P500-630/18-24B Plus: Gebruik om de frees en het verwarmingselement uit te nemen
uitneemgereedschap 53410 (P500/18B) resp. 53323 (P630/24B Plus) of ander geschikt
gereedschap.
3.2.2 Voorbereidende maatregelen voor de lasbewerking
Bij buizen die kleiner zijn dan de max. te lassen diameter van de machine moeten de reductie-
inzetstukken van de te verwerken pijpdiameter worden gemonteerd met behulp van de als
toebehoren bijgeleverde inbusschroeven.
NEDERLANDS 95
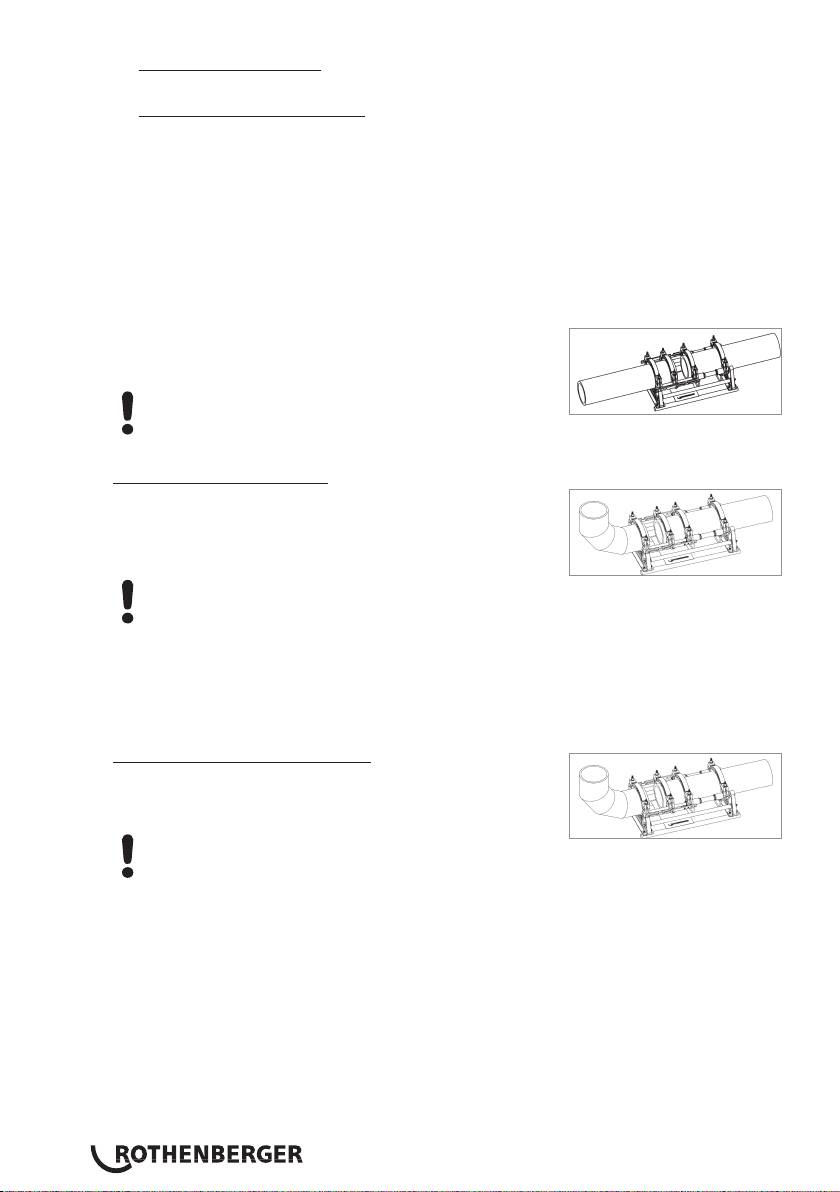
ROWELD P250-355/8-12B: telkens 6 halve schalen met brede en 2 halve schalen met smalle
spanvlakken
ROWELD P500-630/18-24B Plus: tot diameter 450 mm telkens 6 halve schalen met brede en
2 halve schalen met smalle spanvlakken, vanaf 500mm 8 halve
schalen met brede spanvlakken
Hierbij moet men erop letten dat de halve schalen met de smalle spanvlakken in de beide
buitenste onderste basisspanelementen moeten worden ingezet. Alleen bij verbindingen
tussen pijp/pijpbochtstuk worden deze onder en boven in het linker basisspanelement
geplaatst.
De te lassen kunststof buizen of vormstukken in de spaninrichting leggen (bij langere
buizen < 2,5m moeten rolbokken worden gebruikt) en de messing moeren aan de bovenste
spanwerktuigen aandraaien. Onrondheden van de buizen kunnen worden gecompenseerd
door de messing moeren aan of los te draaien.
Bij pijp/pijpverbindingen moeten de afstandhouders in de
beide linker spanelementen bevestigd worden
(fabrieksinstelling).
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijpen worden altijd door twee spanelementen vastgehouden.
Pijp / fitting P250-355/8-12B:
Bij pijp/fittingverbindingen moeten de afstandhouders in de
beide middelste spanelementen bevestigd worden en de
afstandhouder voor het verwarmingselement in het linker
spanelement.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Bij de verwerking van bepaalde fittingen, zoals haakse bochten, of bij het gebruik van een
lasadapter moet de afstandhouder voor het verwarmingselement verwijderd worden.
Pijp / fitting P500-630/18-24B Plus:
Bij pijp/fittingverbindingen moeten de afstandhouders
omgekeerd en in het middelste spanelement bevestigd
worden.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Het lasproces starten met GO.
NEDERLANDS96
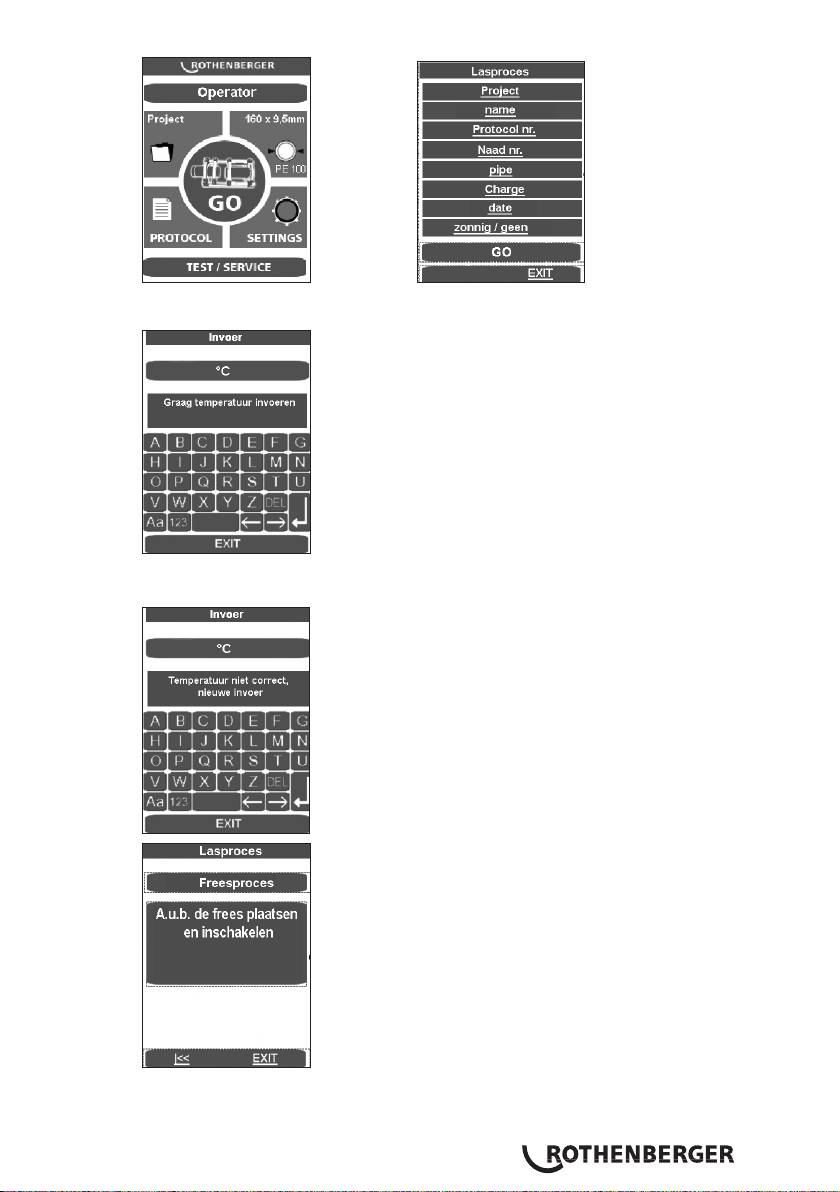
In dit afsluitende overzicht kunnen de laatste wijzigingen door het klikken op het betreffende
subpunt worden doorgevoerd, bevestigen met GO.
Temperatuur invoeren en bevestigen met de enter-toets. Wordt de temperatuur niet correct
ingevoerd, verschijnt:
Met de pijltoetsen start de machine op, met EXIT springt het programma zonder opslaan
terug naar het hoofdmenu.
NEDERLANDS 97
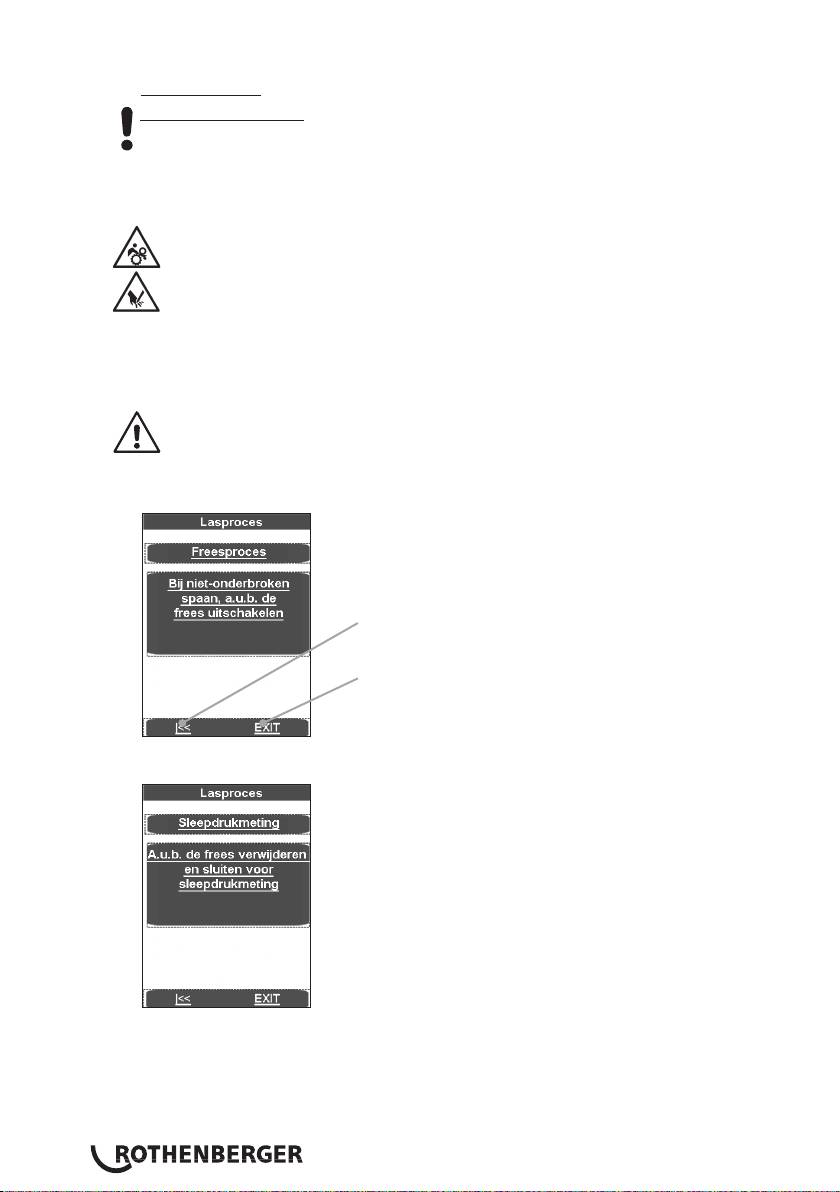
De elektrische freesinrichting tussen de lassen werkstukken plaatsen.
P250-355/8-12B: Freesmotor inschakelen en schakelaar vergrendelen.
P500-630/18-24B Plus: Draairichtingen controleren! Af fabriek zijn de machines
rechtsdraaiend aangesloten.
Freesinrichting inschakelen, toetsen (10) en (5) op het hydraulisch aggregaat indrukken. De
schaafschijven moeten in snijrichting draaien, anders de fasewisselaar in de netstekker met
een geschikt gereedschap omschakelen.
Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand
tot de machine aan en grijp niet in de roterende messen. De frees alleen in
gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe
voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar
in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld
starten van de machine te voorkomen.
Spanelementen sluiten (toets 10 + 11 indrukken). De freesdruk met de draaiknop (4)
instellen. Standaard tot 20 bar mogelijk, de freesdruk kan tot maximaal 40 bar worden
verhoogd, zie punt 3.5.
Een te hoge freesdruk kan tot oververhitting en beschadiging van de
freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de
machine neerzetten en de druk verminderen (z. pt. 3.5).
Nadat de schaafspaan met een spaandikte van < = 0,2 mm ononderbroken uit de frees komt
toets frezen (5) indrukken, de spanelementen openen (toets10 + 8 indrukken).
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Wachten tot de schaafschijven stilstaan. Freesinrichting uit de basismachine halen en in de
instelkast plaatsen.
Werkstukken met een lichte druk samenvoegen (toets 10 en 11 indrukken) en sleepdruk met
draaiknop (4) instellen.
NEDERLANDS98
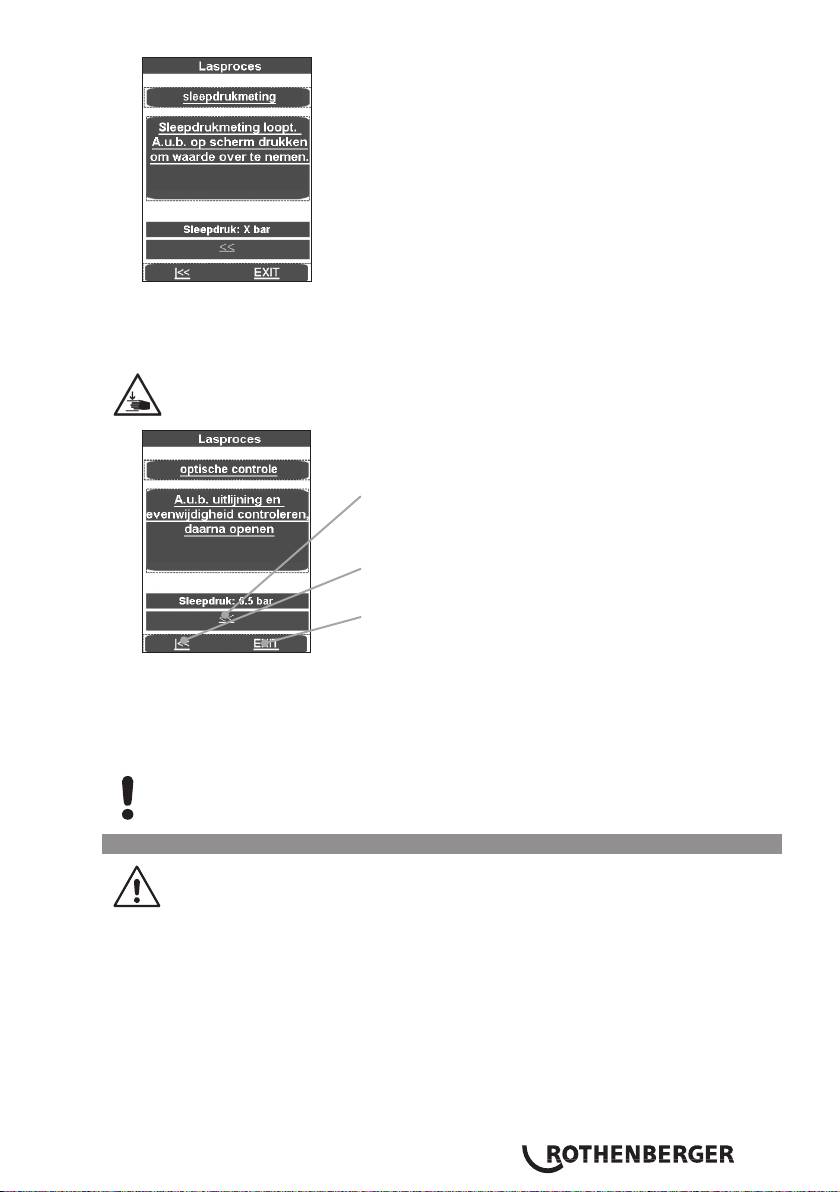
Beweegt de machine met een lage snelheid, op het beeldscherm drukken. De gemeten
sleepdruk wordt automatisch opgeteld bij de compensatie-, doorwarm- en voegdruk.
Spanelementen sluiten, de druk voor de betreffende buis instellen en controleren of de
werkstukken vastzitten in de spangereedschappen.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Met de pijltoetsen springt het programma terug naar
"Sleepdrukmeting".
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Testen of de lasoppervlakken vlak, parallel en centrifugaal lopen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen
de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte
en de max. spleet tussen de eindvlakken niet groter dan 0,5 mm zijn. Met een rein werktuig
(bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijderen.
Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de
handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
3.2.3 Lasbewerking
Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en
pijpen moet absoluut een veilige afstand tot de machine worden gehouden.
Nooit in de machine gaan staan!
NEDERLANDS 99
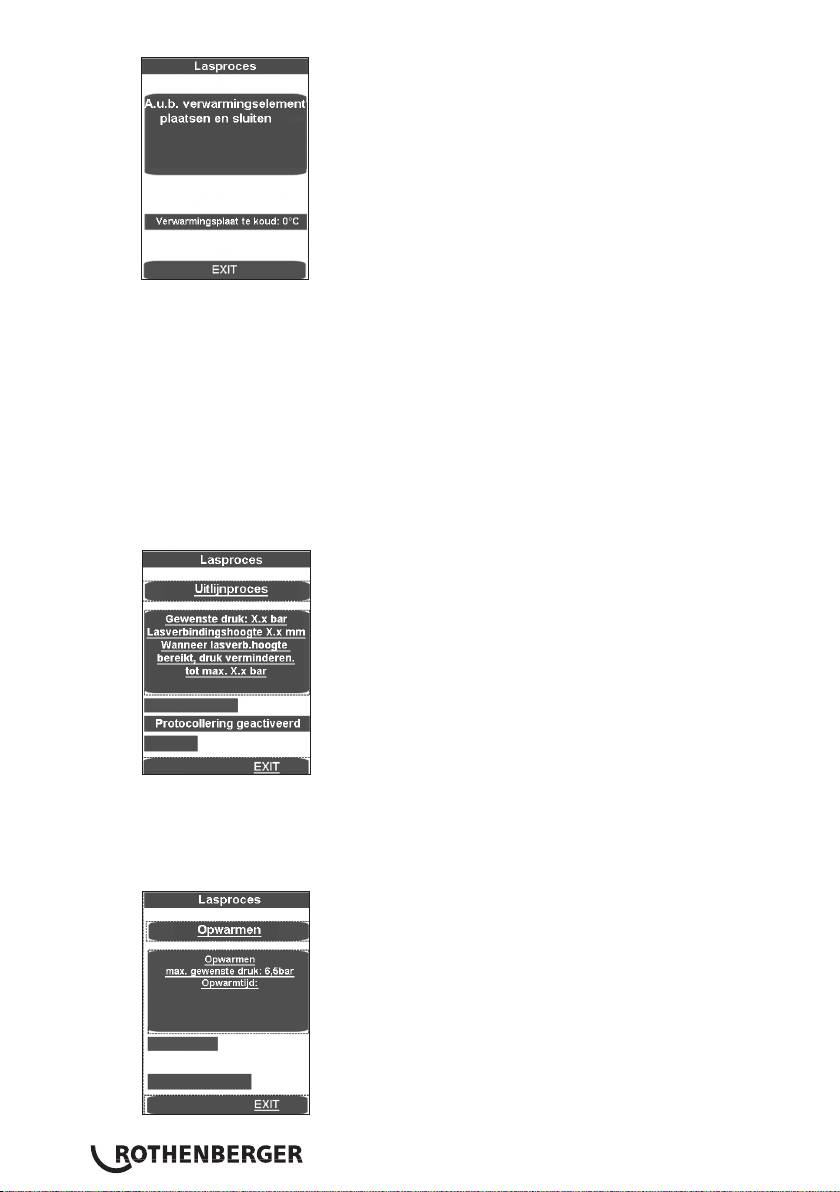
Op het scherm wordt de temperatuur van de verwarmingsplaat weergegeven.
De indicatiebalk kleurt als de temperatuur te laag is blauw, als deze te hoog is rood en groen
als deze binnen het instelbereik ligt.
Het verwarmingselement tussen de beide werkstukken in de basismachine plaatsen en erop
letten dat de steunen van de verwarmingsplaat in de groeven van de aftrekinrichting zitten.
Machine sluiten, de compensatiedruk wordt automatisch ingesteld en de druk wordt
vastgehouden.
Nu worden alle lasparameters opgeslagen en de rapportage geactiveerd.
Wanneer het lasproces met EXIT wordt afgebroken, verschijnt de melding ‚Afgebroken
door gebruiker‘, de druk wordt weggenomen en de lasparameters worden opgeslagen. De
melding met OK bevestigen, het programma gaat naar het hoofdmenu.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De werkelijke druk
wordt op de display (2) weergegeven.
Zodra de gewenste kraag gelijkmatig over de gehele omvang van de beide buizen is bereikt,
de druk met toets automaat (1) ontlasten. De opwarmtijd t1 gaat lopen.
NEDERLANDS100
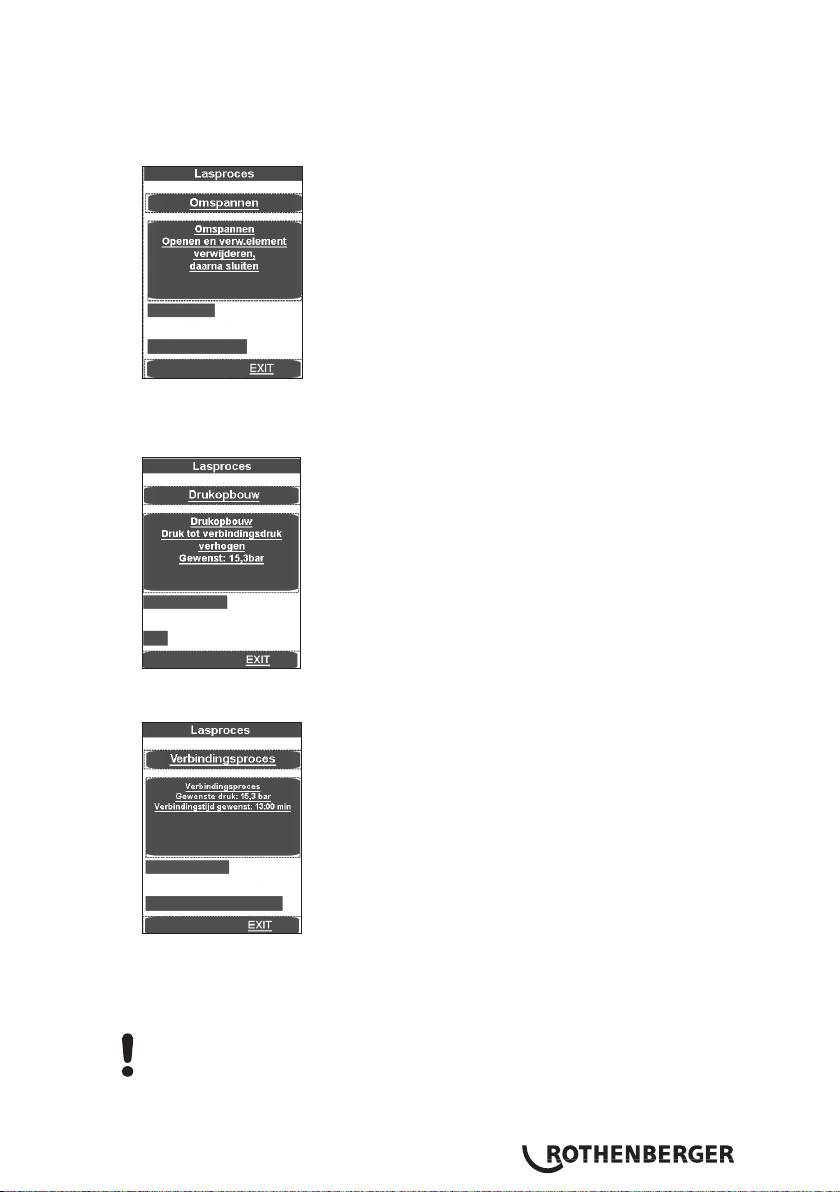
De druk zo instellen, dat een gelijkmatige vrijwel drukloos contact van de werkstukuiteinden
bij het verwarmingselement gewaarborgd is.
Kort voor het einde van de opwarmtijd klinkt een signaal.
Na verstrijken van de opwarmtijd de werkstukken weer uit elkaar bewegen, het
verwarmingselement verwijderen en de werkstukuiteinde samenvoegen.
Kort voor het contact van de werkstukuiteinden (ca. 1cm) het samenbrengen stoppen door
de toetsen los te laten en meteen weer in te drukken. De druk wordt lineair verhoogd naar de
betreffende voegdruk.
Bij het bereiken van de voegdruk springt het programma automatisch naar het voegproces en
start timer t 4.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De onderste toont
het tijdsverloop. De werkelijke druk wordt op de display (2) en de resterende voegtijd t4 op
de display (9) weergegeven.
Let op!: Toetsen Vrijgave (10) en Machine sluiten (11) ingedrukt houden, tot de voegdruk is
bereikt, daarna schakelt de hydrauliek uit en kunnen de toetsen worden losgelaten.
De druk wordt bewaakt en automatisch bijgeregeld. Bij overmatig vaak napompen (hoog
drukverlies) het hydraulisch systeem laten controleren.
NEDERLANDS 101
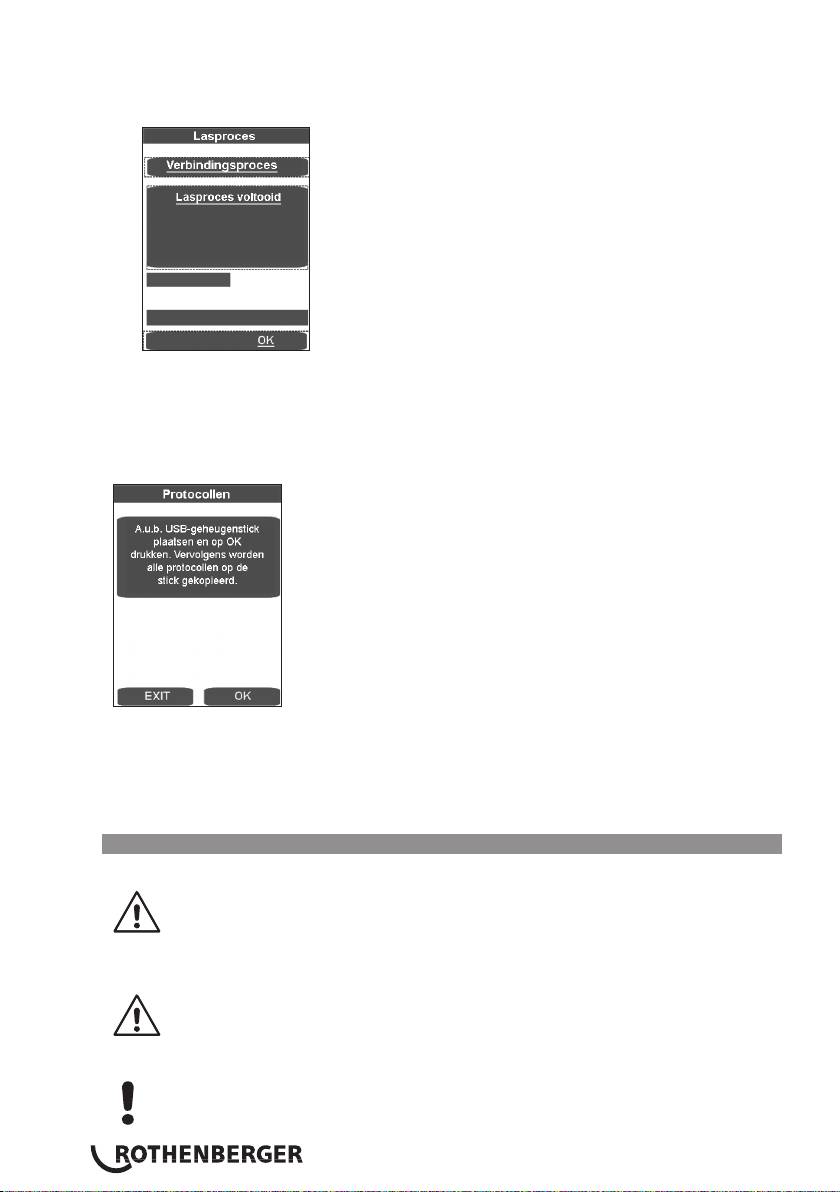
Verwarmingselement terugplaatsen in de instelkast.
Nadat de afkoeltijd is verstreken wordt het lasproces beëindigd en opgeslagen, is er een
signaal te horen en wordt de druk automatisch verminderd.
Het lasmenu met OK verlaten.
Met toets (3) de druk compleet wegnemen.
De gelaste werkstukken losmaken en verwijderen.
Basismachine openen. De machine is gereed voor de volgende lascyclus.
Overdracht van de rapportages:
Bij het menupunt Rapportages kunnen deze na het aansluiten van een USB-stick worden
opgeslagen met OK. Het scherm sluit daarna automatisch.
Dit logbestand kan met de ROTHENBERGER Dataline 2 software en een computer worden
bewerkt.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
3.2.4 Buitenbedrijfstelling
Hydraulisch aggregaat met toets (6) uitschakelen.
Verwarmingselement laten afkoelen resp. zodanig opbergen dat er geen in de
nabijheid aanwezige stoffen in brand kunnen vliegen!
De netstekkers van freesinrichting, verwarmingselement en hydraulisch aggregaat uit de
stopcontacten trekken en de snoeren opwikkelen.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok!
De hydraulische slangen loskoppelen en opwikkelen.
Let op! De koppelingen tegen vuil beschermen!
NEDERLANDS102
3.3 Algemene vereisten
Daar weers- en omgevingsinvloeden de lasbewerking wezenlijk beïnvloeden, moeten de
betreffende bepalingen in de DVS-richtlijn 2207 deel 1, 11 en 15 worden nageleefd. Buiten het
grondgebied van de Bondsrepubliek Duitsland gelden de betreffende nationale richtlijnen.
(Er moet permanent en zorgvuldig op de laswerkzaamheden worden toegezien!)
3.4 Belangrijke instructies bij de lasparameters
Voor alle vereiste lasparameters, zoals temperatuur, druk en tijd, wordt verwezen naar de DVS-
richtlijn 2207 deel 1, 11 en 15. Buiten het grondgebied van de Bondsrepubliek Duitsland gelden
de betreffende nationale richtlijnen.
Referentie: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Per geval moeten de materiaalspecifieke bewerkingsparameters van de buizenfabrikant
onvoorwaardelijk worden aangehouden!
De in de bijgevoegde lastabellen genoemde lasparameters zijn richtwaarden waarvoor de firma
ROTHENBERGER geen garantie verleent!
De in de lastabellen vermelde waarden voor de aanpas- en samenvoegdruk werden volgens de
volgende formule berekend:
lasoppervlak A [mm²] x lasfactor SF [N/mm²]
druk P [bar] =
cilinderoppervlak Az [cm²] x 10
Lasfactor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(De totale cilinderoppervlakte van de ROWELD P 250/8 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 355/12 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 500/18 B en 630/24 B bedraagt 14, 13 cm²)
(De totale cilinderoppervlakte van de ROWELD P 630/24 B Plus bedraagt 22, 38 cm²)
3.5 Parameters instellen
Parameters met rechten „Lasser“ instellen:
Draaiknop (4) lang (ca. 3 sec.) indrukken, tot P001 in het bovenste display (2) knippert.
Met draaiknop (4) de gewenste parameter P001 tot en met P009 kiezen. Moet deze waarde
worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default)
knippert op de onderste display (9).
Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de
parameter weer op de bovenste display (2).
Voor het beëindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden
opgeslagen.
Parameters met rechten „Meester“ instellen:
Draaiknop (4) lang (ca. 6 sec.) indrukken, eerst knippert de parameter P001 op de bovenste
display (2), daarna „CodE“ en op de onderste display (9) knippert de streep op de eerste
positie.
Met de draaiknop (4) de code invoeren en kort op de draaiknop (4) drukken (code = 8001
– bij eerste keer in gebruik nemen, via parameter P100 kan de code naar wens worden
gewijzigd).
Met draaiknop (4) de gewenste parameter P101 tot en met P114 kiezen. Moet deze waarde
worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default)
knippert op de onderste display (9).
Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de
parameter weer op de bovenste display (2).
Voor het beëindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden
opgeslagen.
NEDERLANDS 103
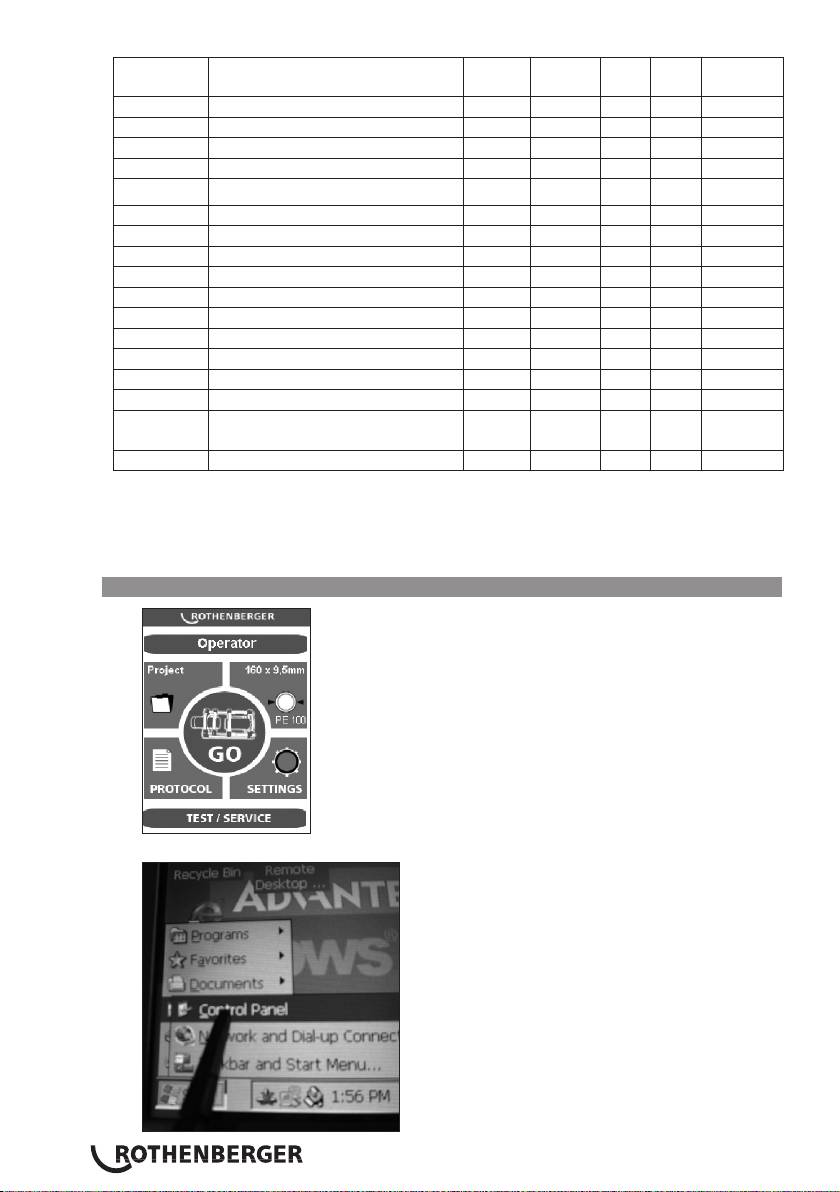
Parameter-
Aanduiding Default Eenheid Min Max Rechten
naam
P001 Energiebesparingsfunctie resttijd 99 Min 0 99 Lasser
P002* Energiebesparingsfunctie actief 0 0 3 Lasser
P003 Offset verwarmingsplaattemperatuur 5 °C -25 25 Lasser
P004 p max voor frezen 20 bar 10 50 Lasser
P005 Insteldruk 1/10bar Lasser
P006 Insteltemperatuur 210 °C P103 P104 Lasser
P007 Timer t1 instelwaarde 45 sec 1 1500 Lasser
P008 Timer t4 instelwaarde 6 Min 1 99 Lasser
P009 pstart voor frezen 10 bar 0 P004 Lasser
P101 Afwijking tot napompen 5 % 1 50 Meester
P102 Openingstijd na frezen 10 1/10 sec 0 100 Meester
P103 Insteltemperatuur (min) 160 °C 0 300 Meester
P104 Insteltemperatuur (max) 270 °C 0 300 Meester
P105 Toetsvergrendeling (ja/nee) 5 sec 0 50 Meester
P106 Druk voor openen 135 bar 10 160 Meester
P107 Naderingstijd voor het schakelen van
50 1/10 sec 0 200 Meester
de zoemer
P100 Code wijzigen 8001 Meester
* P002 - Energiebesparingsfunctie :
0 - geen,
1 - wanneer frees loopt wordt verwarmingselement uitgeschakeld,
2 - wanneer hydraulische motor loopt wordt verwarmingselement uitgeschakeld,
3 - wanneer t4 loopt wordt verwarmingselement uitgeschakeld.
3.6 Instellen van datum en tijd
Programma sluiten door te klikken in de linkerbovenhoek.
NEDERLANDS104
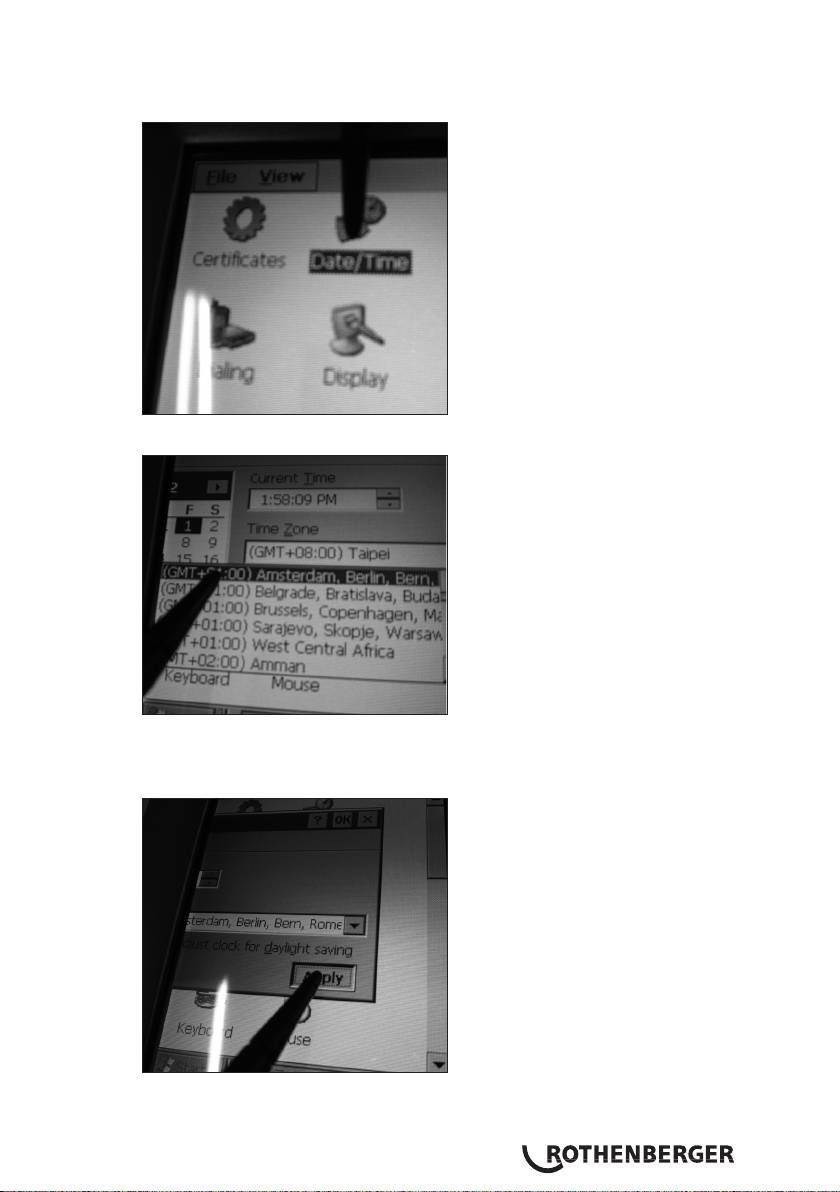
Start, Setting en daarna Control Panel indrukken.
De startbalk is verborgen en kan dor het drukken om de linker onderhoek worden
opgeroepen.
Op Date/Time klikken
Invoerscherm door het aanraken en verschuiven van de Date/Time-balk kiezen. Betreffende
tijdzone kiezen of de huidige tijd invoeren bij Current Time.
Let op! Rekening houden met AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bevestigen met „Apply“en „OK“. Control Panel met X sluiten.
NEDERLANDS 105
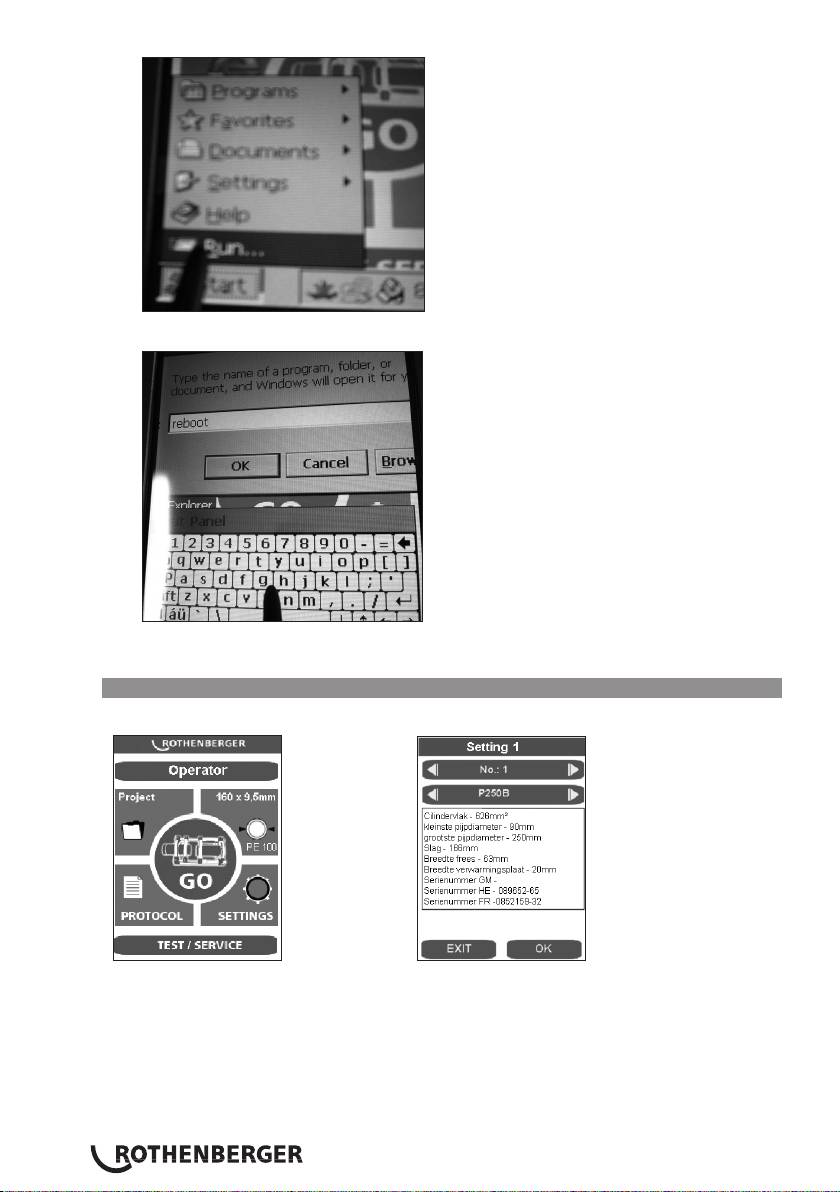
Drukken op de toetsen „Start“en „Run“.
Bij het verschijnen van het toetsenbord reboot typen en op „OK“ drukken, de PC start
opnieuw op.
3.7 Machineconfiguratie aanmaken, kiezen
Druk op de toets SETTINGS om een machineconfiguratie te kiezen of aan te maken.
Met de pijltoetsen kan de gewenste machineconfiguratie worden gekozen.
Om een nieuwe configuratie aan te maken, met de pijltoets naar rechts het volgende nummer,
bijv. 2, starten.
NEDERLANDS106
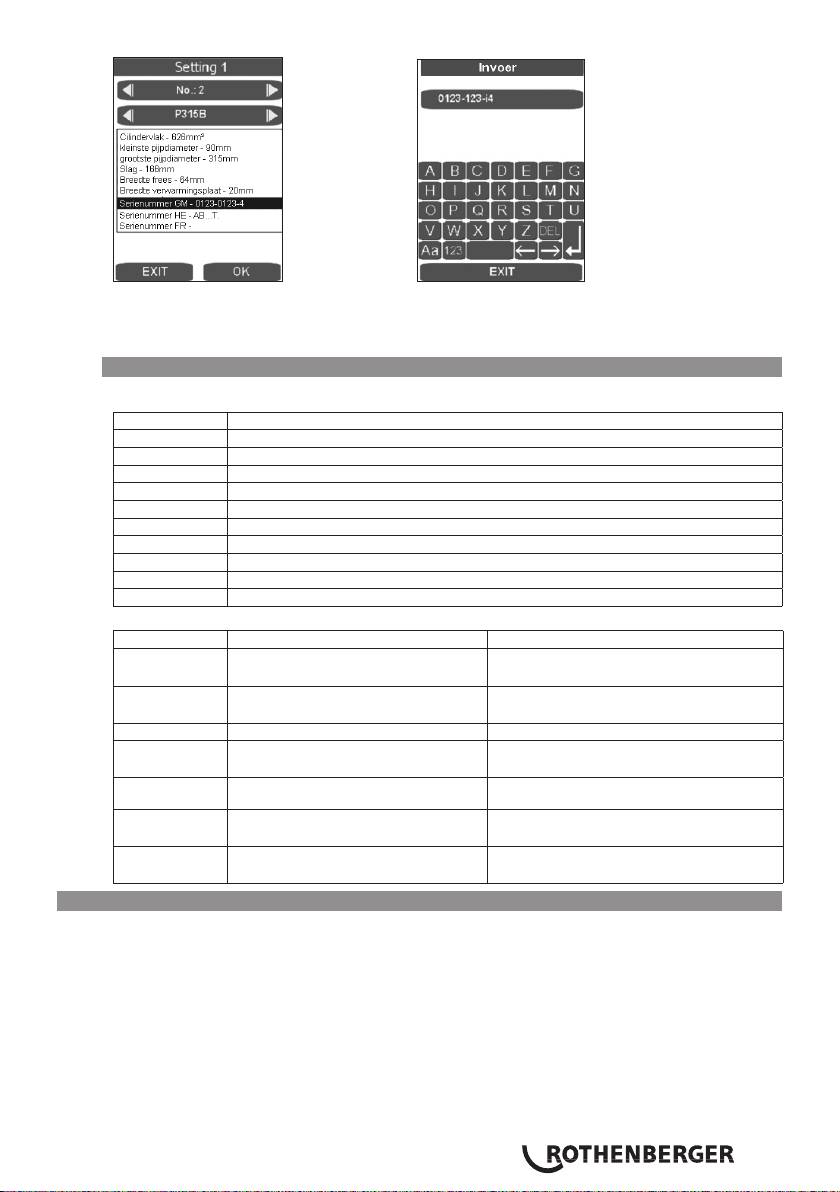
Door het drukken op het betreffende displayveld verschijnt het invoerscherm. De gegevens
kunnen met DEL worden gewist waarna nieuwe gegevens kunnen worden ingevoerd, deze
gegevens worden later in het rapport opgenomen.
3.8 Foutmeldingen
Touch-PC en rapport:
Foutmelding
Omschrijving
Code 1
Compensatiedruk te hoog
Code 2
Compensatiedruk te laag
Code 4
Opwarmdruk te hoog
Code 64
Omspantijd te lang
Code 128
Drukopbouwtijd te lang
Code 256
Opwarmdruk te laag
Code 512
Voegdruk te laag
Code 2048
Verwarmingselement te koud
Code 4096
Afgebroken door bediener
Code 131072
Verwarmingselement te heet
Besturing:
Foutmelding Omschrijving
Oplossing van storing
SER Servicedatum bereikt, servicebeurt
Service laten uitvoeren
nodig
ERR1 Absolute druk wordt niet bereikt
Oliepeil controleren, druksensor
controleren, kleppen defect, motor defect
PE-2 Druksensor -24V defect
Druksensor vervangen
ERR5 Olietemperatuur 70°C – stop!
Wacht tot de olietemperatuur lager is dan
50°C
HE-1 Verwarmingselement niet
Voeler vervangen
aangesloten, voeler kapot
HE-0 Verwarmingselement te heet
Temperatuur nameten, instelling
controleren, voeler vervangen
HE-2 Verwarmingselement te koud
Temperatuur nameten, instelling
controleren, voeler vervangen
4 Instandhouding en onderhoud
Om de functionaliteit van de machine te behouden moeten de volgende punten in acht worden
genomen:
• De geleidestangen moeten vrij van vuil worden gehouden. Bij beschadigingen aan de
oppervlakken moeten de geleidestangen worden vervangen, daar dit evt. tot een drukverlies
kan leiden.
• Om onberispelijke lasresultaten te behalen, is het noodzakelijk het verwarmingselement
rein te houden. Bij beschadigingen van de oppervlakken moet het verwarmingselement
van een nieuwe laag worden voorzien of vervangen worden. Materiaalresten op de
verwarmingsspiegel tasten de antikleefeigenschappen aan en moeten worden verwijderd met
een niet-vezelend papier en spiritus (alleen bij een koud verwarmingselement!).
• De hydraulische olie (HLP – 46, art.-nr.: 53649 ) moet alle 12 maanden worden ververst.
NEDERLANDS 107

• Om functiestoornissen te voorkomen, moet het hydraulisch aggregaat regelmatig worden
gecontroleerd op dichtheid, vaste zitting van de schroefverbindingen en onberispelijke
toestand van de elektrische kabels.
• De hydraulische snelkoppelingen aan het hydraulisch aggregaat en aan het slangenpakket
moeten tegen vervuiling worden beschermd. Bij verontreiniging moeten deze voor het
aansluiten worden gereinigd.
• De freesinrichting is uitgerust met twee dubbelzijdig geslepen messen. Bij een afgenomen
snijvermogen kunnen de messen omgekeerd of door nieuwe vervangen worden.
• Men dient er steeds op te letten dat de te bewerken pijp- of werkstukuiteinden en vooral
de eindvlakken vrij van verontreinigingen zijn, daar anders de levensduur van de messen
beduidend wordt verkort.
Conform DVS 2208 dient men jaarlijks een controle van het lasapparaat te laten
uitvoeren door de fabrikant of een door hem geautoriseerd servicestation. Bij
machines met een meer dan gemiddelde belasting moet de controlecyclus worden
verkort.
4.1 Machine en gereedschaponderhoud
(Onderhoudsvoorschriften Pkt. 4 bekijken!)
Scherpe en schone gereedschappen Leiden tot betere resultaten en zijn veiliger.
Stompe, gebroken en verloren onderdelen direct vervangen. Testen, of het toebehoren veilig met
de machine verbonden is.
Bij onderhoudswerkzaamheden alleen originele reserveonderdelen gebruiken. Reparaties mogen
alleen door Gekwalificeerd personeel uitgevoerd worden.
Bij niet gebruiken, onderhoudswerkzaamheden en voor het wisselen van toebehoren, machine
loskoppelen van het stroomnet.
Voor het opnieuw aansluiten op een stroombron,zich ervan verzekeren dat de machine en
eventueel toebehoren is uitgeschakeld.
Bij gebruik van verlengkabels deze altijd op functionaliteit en veiligheid controleren. Er mogen
alleen kabels voor gebruik buitenshuis gebruikt worden.
Gereedschappen en machines waarvan, behuizingen of handgrepen, speciaal deze uit kunststof,
kapot, gescheurd of gebroken zijn niet gebruiken.
Vuil en vochtigheid in zulke scheuren leiden de elektrische stroom. Dit kan leiden tot een
elektrische schok.
OPMERKING: Verder verwijzen wij naar de ongevallen voorschriften.
5 Toebehoren
Geschikt toebehoren en een bestelformulier vindt u vanaf pagina 361.
6 Afvalverwijdering
Delen van het apparaat zijn recyclebare materialen en kunnen dus opnieuw worden gebruikt.
Hiertoe staan geregistreerde en gecertificeerde recyclebedrijven ter beschikking. Voor de
milieuvriendelijke verwerking van de niet-recyclebare delen (bijv. elektronisch schroot) dient u de
plaatselijk bevoegde afvaldiensten te raadplegen.
Alleen voor de EU-landen:
Werp elektrisch gereedschap niet in het huisvuil! Volgens de Europese richtlijn 2012/19/EG
betreffende uitgediende elektro- en elektronica-apparatuur en haar omzetting in nationaal
recht moet niet meer bruikbaar elektrisch gereedschap afzonderlijk worden verzameld en
milieuvriendelijk voor recycling beschikbaar worden gesteld.
NEDERLANDS108
Índice Página
1 Indicações sobre a segurança 110
1.1 Utilização adequada 110
1.2 Instruções de segurança específicas 110
2 Dados técnicos, ver caderno „dados técnicos“
3 Funcionamento do equipamento 112
3.1 Descrição do equipamento 112
3.1.1 Máquina de base (Imagem A) 112
3.1.2 Unidade hidráulica (Imagem B) 112
3.2 Instruções de serviço 113
3.2.1 Primeiro uso 113
3.2.2 Medidas para preparar a soldadura 116
3.2.3 Soldadura 120
3.2.4 Terminar a utilização 123
3.3 Condições gerais 123
3.4 Informações importantes sobre os parâmetros de soldadura 124
3.5 Ajustar os parâmetros 124
3.6 Ajustar data e hora 125
3.7 Criar-seleccionar configurações da máquina 127
3.8 Mensagens de erro 128
4 Conservação e manutenção 128
4.1 Conservação de máquina e ferramentas 129
5 Acessório 129
6 Eliminação 129
Identificações neste documento:
Perigo!
Este símbolo avisa de danos pessoais.
Atenção!
Este símbolo avisa de danos materiais ou ambientais.
Incentivo para acções
PORTUGUES 109
1 Indicações sobre a segurança
1.1 Utilização adequada
Os equipamentos ROWELD P250-630/8-24B Plus Premium dapenas deve ser utilizado para a
produção de ligações soldadas de tubos PE, PP e PVDF, de acordo com os dados técnicos.
1.2 Instruções de segurança específicas
ATENÇÃO! Durante a utilização de ferramentas eléctricas devem ser cumpridas as
seguintes medidas de segurança básicas para protecção contra choque eléctrico, risco de
lesões e de incêndio.
Leia atentamente todas estas instruções antes de utilizar esta ferramenta eléctrica e
guarde as instruções de segurança num local seguro.
Manutenção e colocação em serviço:
1 Limpeza, manutenção e lubrificação regulares. Antes de cada ajuste, reparação ou
manutenção, retire a ficha da tomada.
2 O equipamento deve ser reparado apenas por técnicos qualificados e apenas com
peças de substituição originais. Desse modo é garantido que a segurança do equipamento
se mantém.
Trabalho em segurança:
1 Mantenha a sua área de trabalho organizada. A desorganização da área de trabalho
pode provocar acidentes.
2 Tenha em consideração as influências ambientais. Não exponha ferramentas eléctricas à
chuva. Não utilize ferramentas eléctricas em ambientes húmidos ou molhados. Certifique-se
de que a área de trabalho se encontra bem iluminada. Não utilize ferramentas eléctricas no
caso de existir risco de incêndio ou explosão.
3 Proteja-se contra eventuais choques eléctricos. Evite o contacto físico com peças ligadas
À terra (por ex.: tubos, radiadores, fogões eléctricos, refrigeradores).
4 Mantenha outras pessoas afastadas. Não permita que outras pessoas, especialmente
crianças, toquem na ferramenta eléctrica ou no cabo. Mantenha-se afastado da área de
trabalho.
5 Guarde as ferramentas eléctricas não utilizadas num local seguro. As ferramentas
eléctricas não utilizadas devem ser colocadas num local seco, alto ou fechado, fora do alcance
das crianças.
6 Não sobrecarregue a sua ferramenta eléctrica. Trabalha melhor e com mais segurança
com a potência indicada.
7 Utilize a ferramenta eléctrica correcta. Não utilize máquinas com fraca potência para
trabalhos pesados. Não utilize a ferramenta eléctrica para propósitos para os quais não foi
concebida. Não utilize serras circulares manuais para cortar postes de construção ou toros de
madeira.
8 Use vestuário apropriado. Não use vestuário largo ou acessórios, pois estes podem ficar
presos pelas peças móveis. Durante os trabalhos ao ar livre, recomenda-se o uso de calçado
anti-derrapante. Se tiver cabelo comprido, use uma rede para o cabelo.
9 Utilize equipamento de protecção. Use óculos de protecção. Utilize uma máscara de
respiração quando realizar trabalhos que provoquem poeira.
10 Feche o dispositivo de aspiração de poeira. Caso se encontrem disponíveis ligações para a
aspiração de poeira e sistema de recolha, certifique-se de que estes estão fecjadps e que são
utilizados correctamente.
PORTUGUES110

11 Não utilize o cabo para fins para os quais não foi concebido. Não utilize o cabo para
remover a ficha da tomada. Proteja o cabo contra calor, óleo e cantos afiados.
12 Proteja a peça de trabalho. Utilize dispositivos de fixação ou um torno de apertar para fixar
a peça de trabalho. Desse modo fica mais segura do que se for apertada manualmente.
13 Evite uma postura anormal. Garanta um estado seguro e mantenha sempre o equilíbrio.
14 Faça a manutenção da ferramenta com a devida precaução. Mantenha a ferramenta de
corte afiada e limpa para poder trabalhar melhor e com mais segurança. Siga as instruções
para lubrificação e substituição da ferramenta. Controle regularmente a ligação de acesso
da ferramenta eléctrica e mande um técnico qualificado substituí-la caso seja danificada.
Verifique regularmente os cabos de extensão e substitua-os caso apresentem danos.
Mantenha as mãos secas, limpas e sem gordura ou óleo.
15 Retire a ficha da tomada. Se a ferramenta eléctrica não for utilizada, antes da manutenção
e aquando da substituição de ferramentas, tais como por exemplo lâminas de serra,
perfuradoras, fresas.
16 Não deixe quaisquer chaves de ferramentas presas. Antes de ligar a ferramenta verifique
se a chave e a ferramenta de ajuste foram removidas.
17 Evite o arranque sem supervisão. Durante a inserção da ficha na tomada certifique-se de
que o interruptor está desligado.
18 Utilize um cabo de extensão para espaços exteriores. Em espaços ao ar livre utilize
apenas cabos de extensão permitidos para esse fim e devidamente identificados.
19 Seja cuidadoso. Esteja atento aquilo que está a fazer. Trabalhe conscientemente. Não utilize
a ferramenta eléctrica se não estiver concentrado.
20 Verifique se a ferramenta eléctrica possui eventuais danos. Antes de continuar a utilizar
a ferramenta eléctrica, os dispositivos de protecção ou as peças ligeiramente danificadas têm
de ser cuidadosamente inspeccionados de modo a garantir que se encontram a funcionar em
perfeitas e correctas condições. Verifique se as peças móveis estão a funcionar correctamente
e se não bloqueiam ou se as peças se encontram danificadas. Todas as peças têm de
ser correctamente montadas e todos os requisitos têm de ser cumpridos para garantir o
funcionamento correcto da ferramenta eléctrica.
Os dispositivos de protecção e as peças danificados têm de ser correctamente reparados ou
substituídos numa oficina certificada, desde que nada seja indicado em contrário no manual
de utilização. Os interruptores danificados têm de ser substituídos numa oficina do cliente.
Não utilize qualquer ferramenta eléctrica na qual os interruptores não liguem ou desliguem.
21 Atenção. A utilização de ferramentas de substituição e acessórios diferentes pode
representar risco de lesão para si.
22 A sua ferramenta eléctrica deve ser reparada por um electricista. Esta ferramenta
eléctrica corresponde às condições de segurança relevantes. As reparações apenas devem
ser realizadas por um electricista, utilizando peças de substituição originais; caso contrário,
podem surgir acidentes para o utilizador.
2 Dados técnicos, ver caderno „dados técnicos“
PORTUGUES 111
3 Funcionamento do equipamento
3.1 Descrição do equipamento
As ROWELD P250-630/8-24B Plus Premium são máquinas de solda de topo com elemento
térmico transportáveis e compactas com módulo de protocolo para gravação dos parâmetros
de solda de acordo com a Directiva DVS, transferência de protocolos através de ligação USB
concebidas especificamente para a aplicação na área de estaleiros - e particularmente em valas de
tubos. Evidentemente, as maquinas tambem podem ser utilizadas na ofi cina.
Devido à versatilidade das máquinas de soldadura do modelo “ROWELD“, é possível efectuar
seguramente em todos os campos de aplicação conexões por soldadura em tubos de PE, PP e
PVDF com diâmetros externos de 90-630mm/5-24”, respectivamente:
I. Tubo - Tubo
II. Tubo - tubo curvo
III. Tubo - T
IV. Tubo - final pré-soldadura
As máquinas consistem basicamente de:
máquina de base, redutores de fixação, unidade hidráulica com módulo de protocolo, fresadora,
elemento térmico e caixa de depósito.
No caso da soldadura de finais pré-soldadura, deve ser utilizado o disco de fixação de quatro
sapatas que pode ser comprado como acessório.
ROWELD P250/8B: Aquando da soldadura de curvas do tubo com um raio estreito do diâmetro
max. da máquina, deve ser utilizado como acessório da parte superior da ferramenta tensora
biselada disponível.
ROWELD P500-630/18-24B Plus: para instalar e retirar a fresadora e o elemento térmico, é
possível utilizar o respectivo dispositivo eléctrico que pode ser comprado como acessório.
3.1.1 Máquina de base (Imagem A)
1 Elementos de fixação móveis 3 distanciador com ranhuras de engate
Dispositivo de extracção do elemento de
2 Elemento de fixação de correr 4
resistência térmica
3.1.2 Unidade hidráulica (Imagem B)
1 Botão do sistema automático 12 Botão do temporizador (tempo)
2 Indicador da pressão 13 Tomada do dispositivo fresador
3 Botão de despressurização 14 Junta de ligação do conector rápido
4 Botão rotativo 15 Ficha do conector rápido
5 Botão para fresar 16 Encaixe do elemento térmico
6 Botão Ligar/desligar 17 Cabo de alimentação
7 Botão Aquecimento 18 Paragem de emergência
8 "Avançar" máquina 19 PC táctil
9 Indicador de temperatura
20 Suportes de enchimento de óleo com indicador
e hora
de nível
10 Botão de desbloqueio 21 Ligação USB
11 "Parar" máquina
A unidade hidráulica permite utilizar as seguintes funções da máquina de soldadura - cada
operação está marcada com o símbolo indicado:
Botão Ligar e desligar fonte de pressão hidráulica
Ligar o elemento térmico premindo o botão „Aquecimento“. Ajustar
a temperatura do elemento térmico pretendida premindo o botão
„Aquecimento“ e rodando o botão rotativo. O valor é indicado no indica-
dor de temperatura, após o qual é novamente indicado o valor efectivo.
PORTUGUES112
Ajustar a pressão para fresar, regular, aquecer e juntar através do botão
rotativo. O valor é indicado no indicador „Pressão“. 3 segundos após
o ajuste é indicado o valor efectivo. Ao premir a cabeça giratória, o parâ-
metro de serviço é indicado e ajustado.
Para deslocar conjuntamente os elementos tensores, premir o botão de desbloqueio
e „Parar“ máquina
Botão para despressurização
Para desacoplar os elementos tensores, premir o botão de desbloqueio e „Avançar“
máquina
Premir o botão de desbloqueio e o botão Fresar para ligar a tomada do dispositivo
fresador. A pressão é automaticamente ligada para 10 bar e pode ser aumentada
através do botão rotativo para um valor máximo de 20 bar. (Em casos de aplicação
específica, por ex.: em declives, é possível ajustar para um valor máximo de 50 bar
através da alteração do P004)
Activar o temporizador premindo o botão repetidamente. Ao premir o botão
e ao rodar o botão rotativo é possível ajustar o tempo t1 em segundos. Ao
manter o botão premido é comutado para t4. Ao premir o botão e ao rodar
o botão rotativo é possível ajustar o tempo t4 em minutos.
Ao premir breve-
mente a tecla do temporizador, se o indicador do temporizador t1 ou t2
acender, o temporizador é iniciado manualmente
.
Ao premir a tecla Automático, a pressão ajustada durante o aquecimento
(temporizador t1 activo) e o processo de montagem (temporizador t4 activo) é
monitorizado e eventualmente reajustado.
Soltar a tecla para a confirmação do parâmetro de serviço
3.2 Instruções de serviço
A máquina de soldadura deve ser operada somente por técnicos qualificados e
instruídos devidamente conforme a directiva alemã DVS 2212 parte 1!
A máquina deve ser utilizada só por operadores formados e autorizados!
3.2.1 Primeiro uso
Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a
máquina de soldadura topo a topo em uso!
Não utilize o elemento de resistência térmica em áreas que apresentem risco de
explosão e não o coloque perto de substâncias facilmente inflamáveis.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Antes de cada colocação em funcionamento, verifique o nível do óleo do
agregado hidráulico. O nível do óleo tem de estar entre a marcação mín. e máx.
na botija de enchimento (20) de óleo com a vareta de detecção, se necessário,
reabasteça com óleo hidráulico HLP 46.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção.
PORTUGUES 113
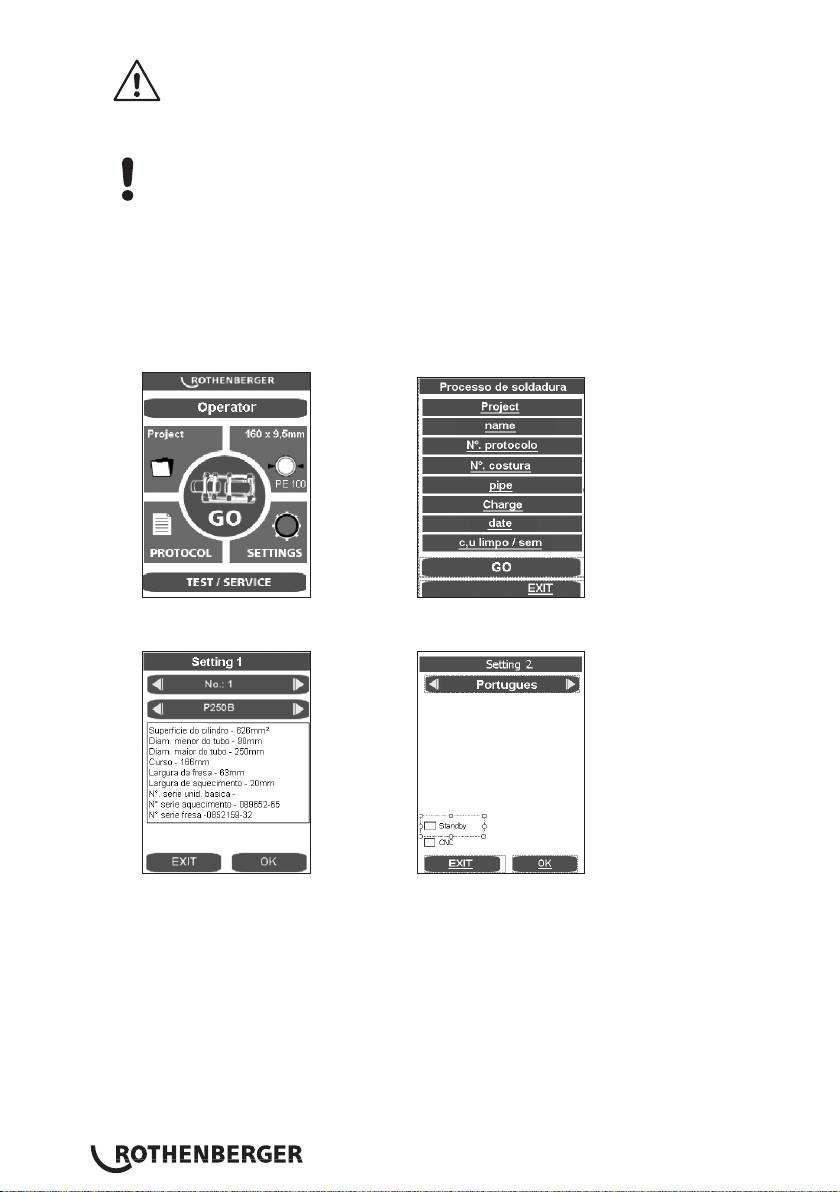
Em caso de perigo, premir o interruptor de paragem de emergência (18). Antes de
cada colocação em funcionamento, certifique-se de que a paragem de emergência
não está bloqueada!
Ligar as duas mangueiras hidráulicas da máquina principal através do conector rápido (14,15)
à fonte de pressão hidráulica.
Proteja os acoplamentos de fecho rápido contra a sujidade. Os acoplamentos não
estanques devem ser imediatamente substituídos!
Ligar o cabo de alimentação do dispositivo fresador à tomada (13) e ligar a ficha do elemento
térmico ao encaixe (16).
Ligar o cabo de alimentação da fonte de pressão hidráulica (17) à corrente eléctrica, de
acordo com o indicado na placa de identificação. Se o ecrã inicial não surgir, desbloqueie
o interruptor de paragem de emergência. Soa um aviso sonoro e no indicador (2) acende-se
um ponto.
Aquando da primeira colocação em funcionamento, verificar a data e a hora. Para isso,
premir o botão GO. (Para mudar, ver ponto 3.6) . Para fechar o menu prima EXIT.
Aquando da primeira colocação em funcionamento, ajustar o idioma. O idioma configurado de
fábrica é o Alemão. Para mudar o idioma, premir Settings e mudar para a Setting 2 com OK
.
Seleccionar o idioma pretendido com as teclas direccionais e confirmar com OK. O idioma
seleccionado é gravado após o primeiro processo de solda.
É possível ligar o ecrã num modo de espera. O protector do ecrã torna-se activo se o sistema
hidráulico tiver sido desligado com o botão (6).
Ligar a fonte de pressão hidráulica (premir o botão (6) ).
Depois de ligado, o elemento térmico aquece.
No indicador (9) é exibida a temperatura actual. A regulação está activa se no indicador
estiver aceso um ponto. Ao atingir a temperatura ajustada, ambos os LEDs (actual e set)
acendem-se. Após mais 10 minutos, o elemento térmico está funcional. Controlar
a temperatura com um medidor de temperatura.
Para ajustar a temperatura do elemento térmico, consulte o ponto 3.5.
PORTUGUES114
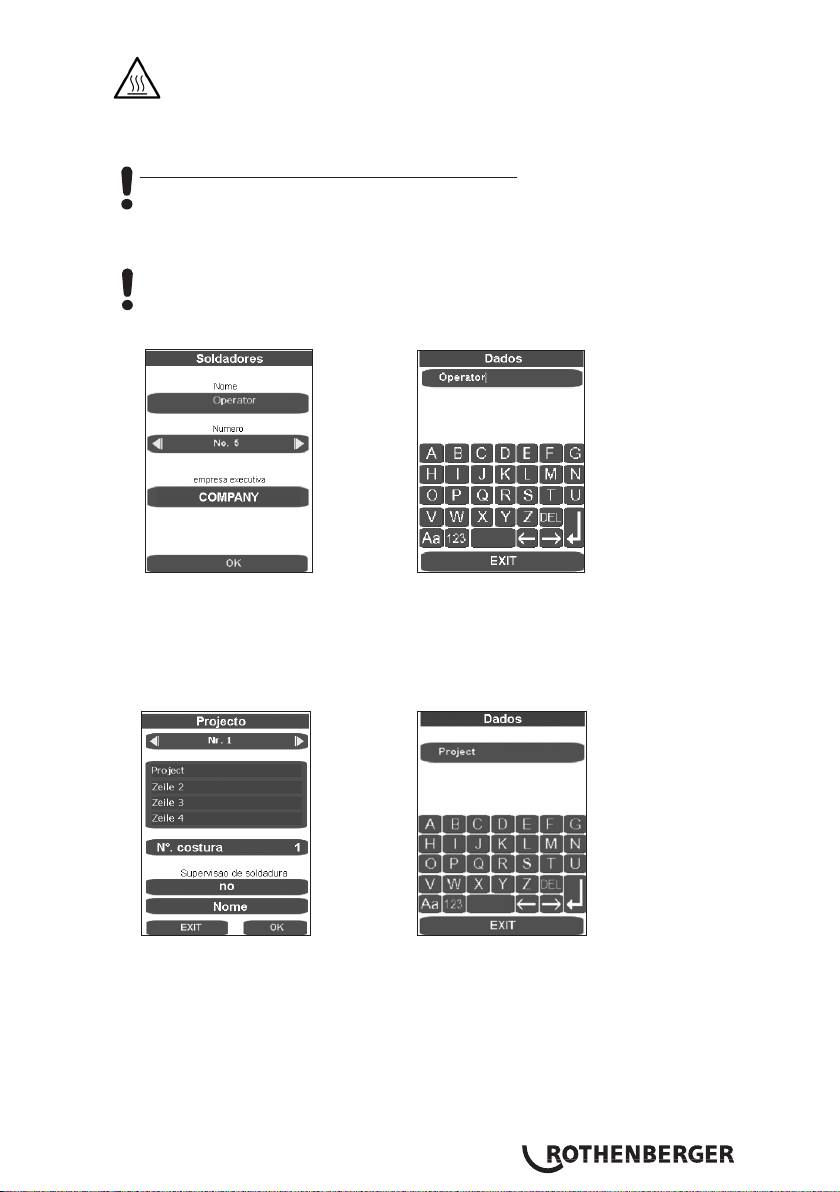
Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até
300° e deve ser devolvido logo após o uso na caixa de depósito prevista para este
fim!
Ao manter premido o botão (7) é possível desligar o aquecimento, o ponto no indicador (9)
apaga-se e ao premir novamente o botão, o aquecimento liga novamente.
Sistema hidráulico ROWELD P500-630/18-24B Plus: Verificar os sentidos rotativos! As
máquinas são escoadas de fábrica com configuração de rotação para a direita. Avançar ou
parar a máquina principal com a fonte de pressão hidráulica. Se não ocorrer qualquer
movimento, comutar o conversor de fases no cabo de alimentação com a ferramenta
apropriada!
Indicação: Caso o sentido de rotação esteja incorrecto, não ligar o sistema hidráulico (risco
de danos)
Inserir ou seleccionar o nome do soldador „operador“.
Com as janelas de entrada é possível seleccionar os soldadores gravados, inserir novos nomes
de soldadores ou eliminar soldadores existentes com a tecla DEL e inseri-los novamente. Todas
as janelas de entrada são confirmadas e gravadas com a tecla ENTER ou OK, acedendo ao
passo seguinte do programa. Com a tecla EXIT, a janela de entrada é fechada sem guardar os
dados.
Criar ou seleccionar projecto.
Com as janelas de entrada é possível seleccionar projectos gravados e inserir novos nomes de
projectos. Fechar e gravar com a tecla ENTER.
Seleccionar o tubo.
PORTUGUES 115
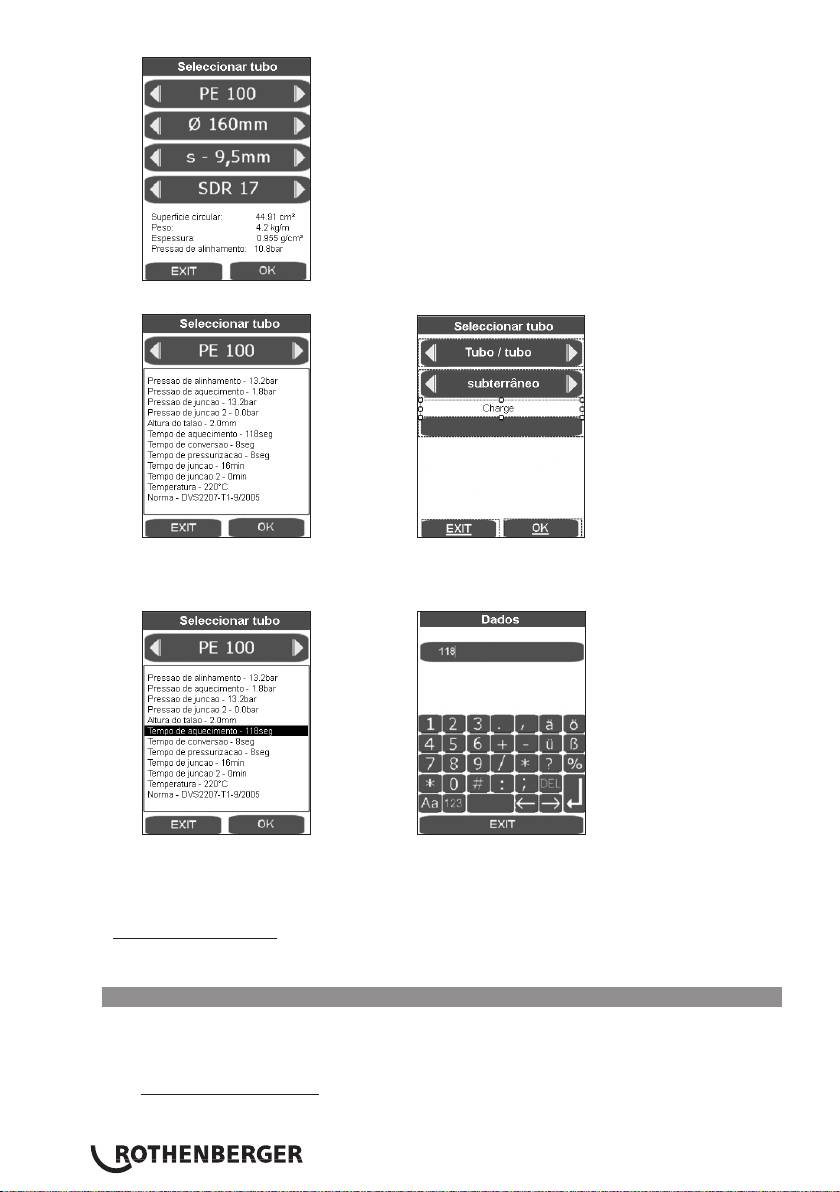
Seleccionar o tubo pretendido com as teclas direccionais e confirmar com OK.
Nesta vista geral final dos parâmetros do tubo são indicados os dados do tubo de acordo com
a Directiva DVS e ao premir a tecla OK é indicada a janela para as peças de soldadura e o tipo
de colocação.
É possível proceder a alterações divergentes premindo o campo indicador correspondente
e gravá-las com a tecla ENTER. No ponto Norma é, assim, alterada a designação, a qual pode
ser posteriormente inserida no PC no campo Observações antes da impressão do protocolo.
Após confirmar e gravar os dados do tubo com OK surge o menu principal.
P500-630/18-24B Plus: Para elevar o dispositivo de fresar e o elemento de resistência térmica,
utilize o dispositivo de escavação 53410 (P500/18B) ou 53323 (P630/24B Plus) ou uma ferramenta
apropriada.
3.2.2 Medidas para preparar a soldadura
No caso de tubos menores do que o diâmetro máximo a ser soldado na máquina, utilizar
os seguintes redutores de fixação estes devem ser montados com os parafusos sextavados
internos que se encontram nos acessórios.
ROWELD P250-355/8-12B: consistindo em 6 redutores semi-redondos com superfície de
fixação larga e 2 redutores semi-redondos com superfície de
fixação fina.
PORTUGUES116
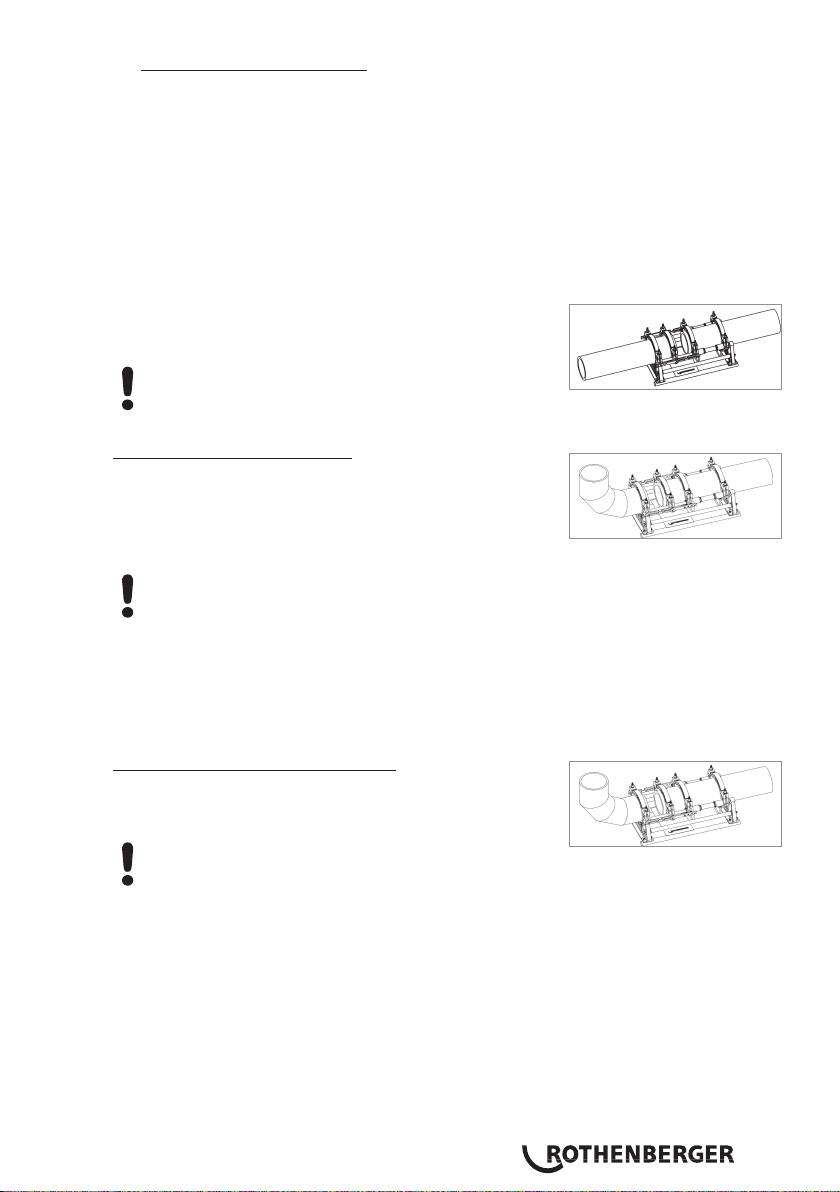
ROWELD P500-630/18-24B Plus: consistindo em 6 redutores semi-redondos com superfície
de fixação larga e 2 redutores semi-redondos com superfície de
fixação fina para diâmetros de até 450mm, e em 8 redutores semi-
redondos com superfície de fixação larga a partir de 500mm.
Neste processo, se deve observar que os redutores com a superfície de fixação fina sejam
inseridos sempre nos dois elementos de fixação externos inferiores. Estes apenas serão
inseridos nas ligações de tubos / curvas de tubos no elemento tensor principal esquerdo na
parte inferior e superior.
Inserir os tubos ou as formas de plástico no dispositivo de fixação (no caso de tubos mais
compridos utilizar apoios de rolo) e apertar as porcas de latão nas ferramentas de fixação
superiores. Irregularidades na forma redonda dos tubos podem ser compensadas apertando
ou soltando as porcas de latão.
No caso de tubos / ligações de tubos, as peças distanciadoras
devem ser engatadas em ambos os elementos tensores
esquerdos (conforme fornecidos).
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
Os tubos são fixados com os dois elementos tensores.
Tubo / Inserção P250-355/8-12B:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas em ambos os elementos
tensores intermédios e o dispositivo de extracção do
elemento de resistência térmica deve ser colocado nos
elementos tensores esquerdos.
Atenção: As peças distanciadoras não devem ser montadas na diagonal em
circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Durante o processamento de algumas inserções em determinadas posições, por exemplo,
curva na horizontal, cintas de pré-soldadura, é necessário remover o dispositivo de extracção
do elemento de resistência térmica.
Tubo / Inserção P500-630/18-24B Plus:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas no lado contrário e no
elemento tensor intermédio.
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Iniciar o processo de solda através de GO.
PORTUGUES 117
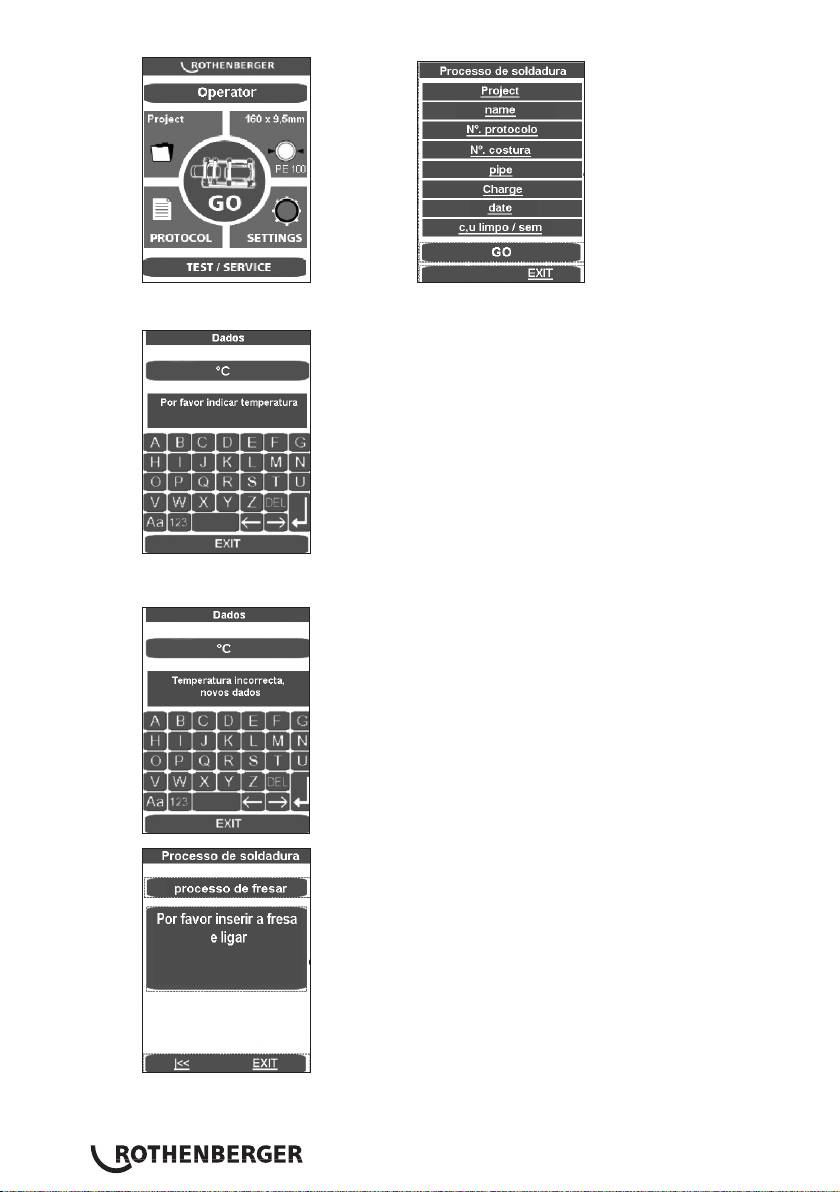
Nesta vista geral final é possível proceder às últimas alterações ao clicar no subitem
correspondente e confirmar com GO.
Indicar a temperatura e confirmar com a tecla Enter. Se a temperatura não tiver sido
correctamente indicada surge:
Através das teclas direccionais a máquina desloca-se, com EXIT o programa salta sem gravar
para o menu principal.
PORTUGUES118
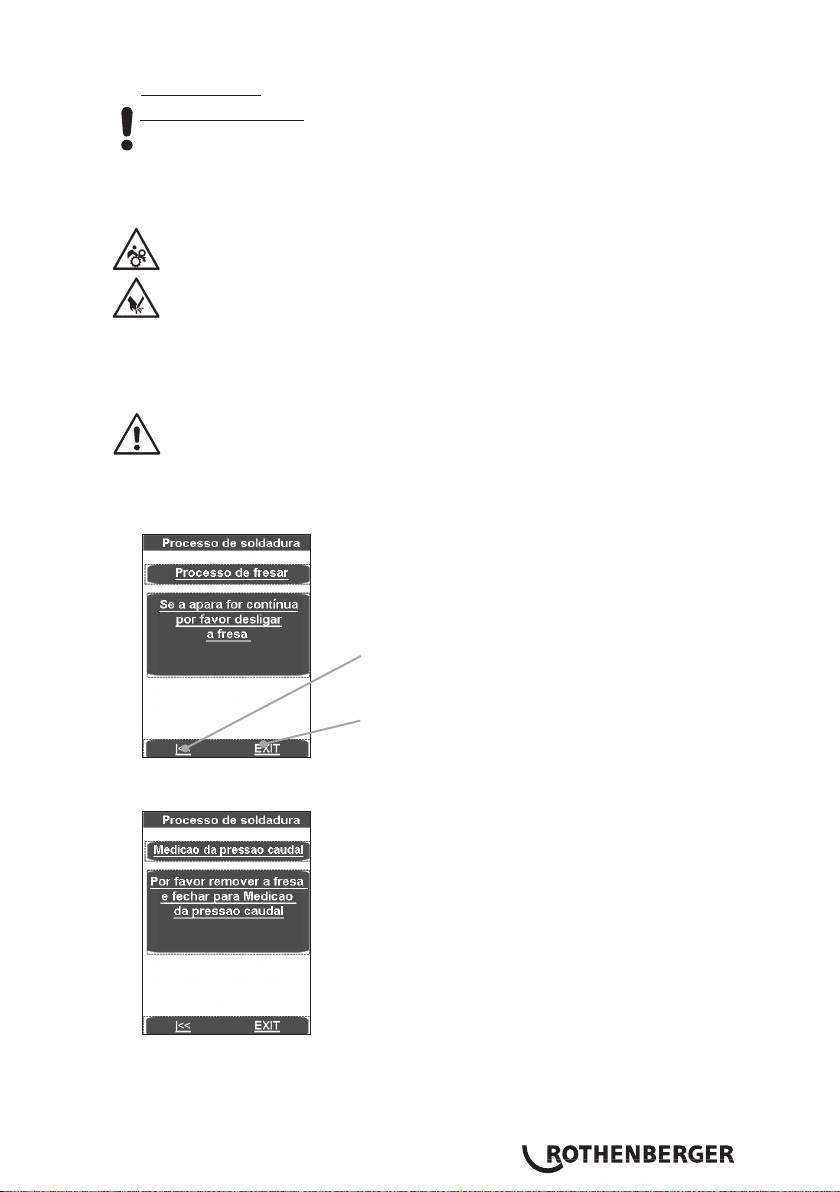
Colocar o dispositivo fresador eléctrico entre as peças de trabalho a soldar.
P250-355/8-12B: ligar o motor da fresa e bloquear o interruptor.
P500-630/18-24B Plus: Controlar os sentidos de rotação! Na fábrica, as maquinas são
conectadas com rotação para a direita.
Ligar o dispositivo fresador, premir as teclas (10) e (5) na fonte de pressão hidráulica. Os
discos da plaina têm de funcionar no sentido do corte, caso contrário, comutar o conversor
de fases no cabo de alimentação com a ferramenta apropriada.
Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura
em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora
só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa
de depósito prevista para este fim. O bom funcionamento do interruptor de
segurança da fresadora deve estar sempre garantido para garantir que a
fresadora não possa ser ligada involuntariamente fora da máquina.
Deslocar conjuntamente os elementos tensores (premir as teclas 10 + 11). Ajustar a pressão
de fresar com o botão rotativo (4) . Por defeito, é possível até 20 bar, a pressão de fresar pode
aumentar até 40bar, consulte o ponto 3.5.
Uma pressão superior da fresa pode causar sobreaquecimento e danos no
acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de
fresar, efectue o arranque da máquina e reduza a pressão (s. pt. 3.5).
Após a apara de aplainamento com uma espessura de tensão < = 0,2mm sair
ininterruptamente da fresa, premir a tecla Fresar (5), avançar os elementos tensores (premir as
teclas 10 + 8).
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Aguardar até os discos da plaina pararem. Remover o dispositivo fresador da máquina
principal e retirar das caixas de ajuste.
Deslocar conjuntamente as peças de trabalho com pressão mínima (premir as teclas 10 + 11)
e ajustar a pressão de caudal com o botão rotativo (4).
PORTUGUES 119
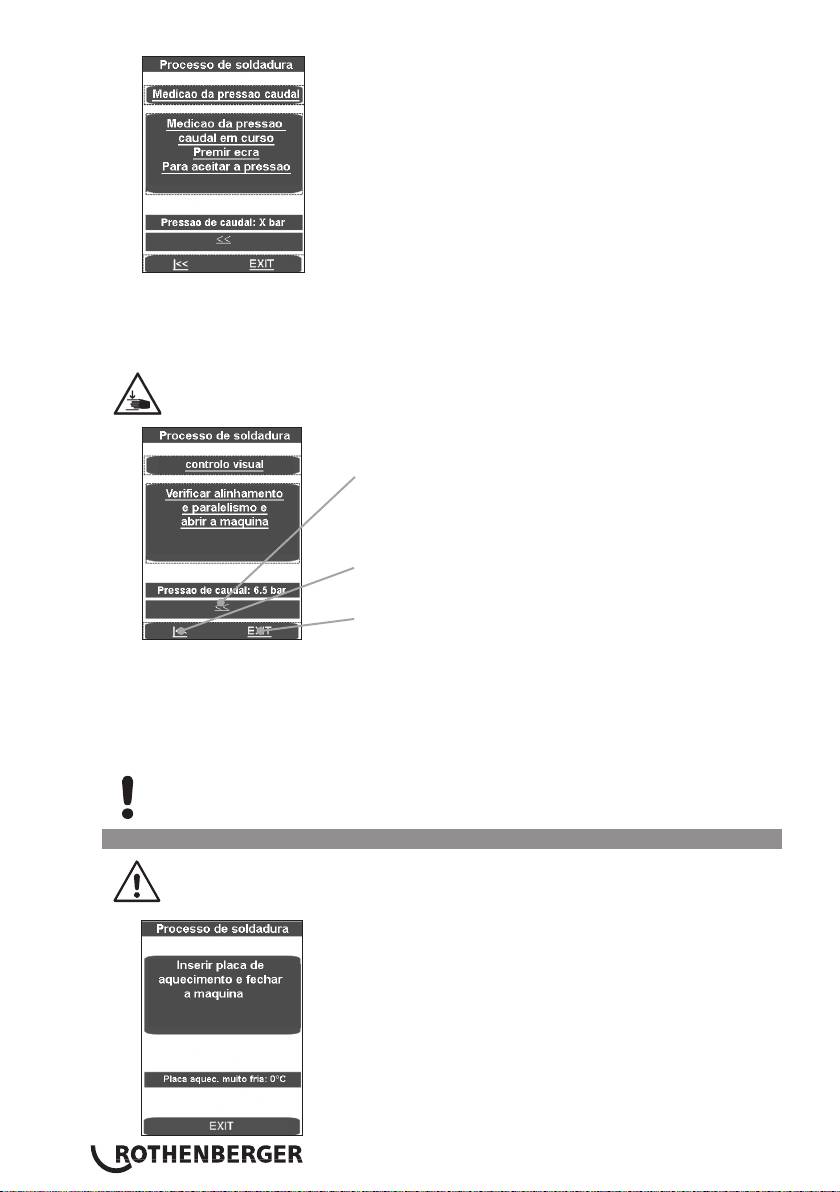
Se a máquina se mover com velocidade lenta, premi o ecrã. A pressão de caudal medida é
automaticamente adicionada à pressão de ajuste, aquecimento e junção.
Deslocar conjuntamente os elementos tensores, ajustar a pressão correspondente ao tubo
e verificar se as peças de trabalho estão fixas às ferramentas de tensão.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Com as teclas direccionais, o programa retrocede para
"Medição da pressão caudal"
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Verifique se as superfícies de soldadura se encontram planas, paralelas e alinhadas
axialmente.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais
das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda
máxima entre as superfícies planas não deve ser maior de 0,5mm. Com uma ferramenta
limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.
Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas
com as mãos e devem estar livres de qualquer sujidade!
3.2.3 Soldadura
Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter
sempre uma distância segura em relação à máquina. Nunca entrar dentro da
máquina!
PORTUGUES120
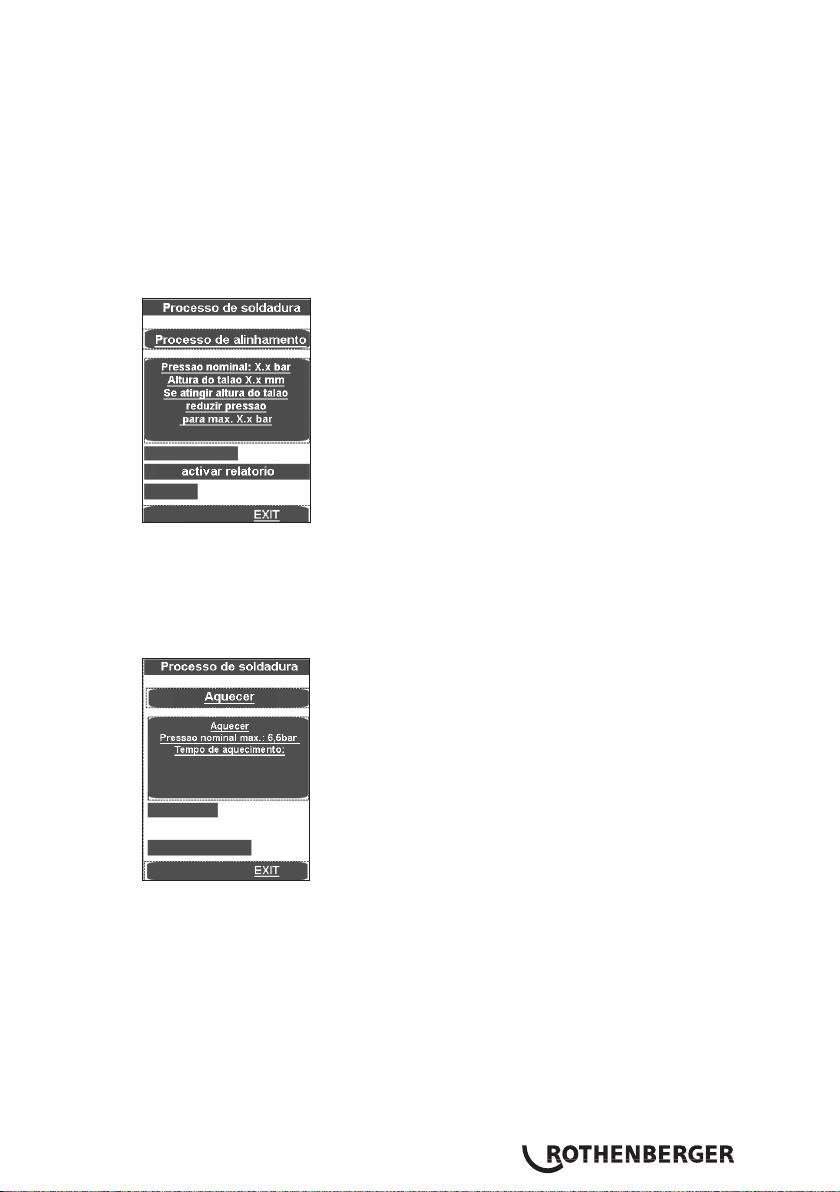
Na imagem é indicada a temperatura da placa térmica.
A barra de indicação surge a azul se a temperatura estiver demasiado baixa, a vermelho se
estiver demasiado alta e a verde se estiver na área nominal.
Inserir o elemento térmico entre as suas peças de trabalho na máquina principal e ter atenção
para que a colocação da placa térmica assente nos entalhes do dispositivo de alimentação.
Deslocar conjuntamente a máquina, a pressão de ajuste é automaticamente regulada
e manter a pressão.
Agora são gravados todos os parâmetros de solda, o protocolo é activado.
Se o processo de soldadura for interrompido com EXIT, surge a mensagem “Cancelado pelo
operador“, a pressão é aliviada e os parâmetros de soldadura são guardados. A mensagem é
confirmada com OK, o programa salta para o menu principal.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de
tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A pressão efectiva é
exibida no indicador (2).
Assim que a altura do friso necessária for atingida uniformemente em toda a abrangência de
ambos os tubos, reduzir a pressão com a tecla Automático (1). O período de aquecimento t1
começa a decorrer.
Ajustar a pressão de forma a que seja assegurada ainda uma ligação uniforme e quase sem
pressão das extremidades das peças de trabalho no elemento térmico.
Um pouco antes do fim do período de aquecimento soa um sinal.
Após o decorrer do período de aquecimento, desacoplar novamente as peças de trabalho,
remover o elemento térmico e deslocar conjuntamente as extremidades das peças de
trabalho.
PORTUGUES 121
Imediatamente antes do contacto das extremidades da peça de trabalho (cerca de 1cm),
parar o deslocamento soltando os botões e premir de novo imediatamente. A pressão
aumenta de forma linear na pressão de junção correspondente.
Ao atingir a pressão de junção, o programa avança automaticamente no processo de junção
e o temporizador t4 arranca.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área
de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de
deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2)
e o restante período de junção t4 é exibido no indicador (9).
Atenção: Manter os botões Desbloqueio (10) e Fechar máquina (11) premidos até a pressão
de junção ser atingida, após a qual o sistema hidráulico desliga e os botões podem ser soltos.
A pressão é monitorizada e automaticamente regulada. Verificar o sistema hidráulico no caso
de bombeamento repetido (perda de pressão superior) excessivamente frequente.
Recolocar o elemento térmico nas caixas de ajuste
Após o período de refrigeração ter decorrido, o processo de soldadura é concluído, guardado,
soa um sinal e a pressão é automaticamente libertada.
PORTUGUES122
Concluir o menu de soldadura com OK.
Aliviar totalmente a pressão com o botão (3).
Soltar e retirar as peças de trabalho soldadas.
Desacoplar a máquina principal. A máquina está pronta para o próximo ciclo de soldadura.
Transferência de protocolos:
No ponto do menu Protocolos é possível gravar estes bem como ligar uma memória USB com
a tecla OK. A janela fecha automaticamente de seguida.
Este ficheiro protocolar deve ser processado com o software ROTHENBERGER Dataline 2 e com
um computador.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.4 Terminar a utilização
Desligar a fonte de pressão hidráulica com o botão (6).
Deixe que o elemento de resistência térmica arrefeça ou assegure que não é
possível a inflamação de quaisquer substâncias contíguas!
Retirar as fichas da rede eléctrica de fresadora, elemento térmico e unidade hidráulica e
enrolar os cabos.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
Desconectar e enrolar tubos hidráulicos.
Atenção! Proteger os acoplamentos contra sujidade!
3.3 Condições gerais
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser
observadas em todos caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora
da Alemanha, valem as respectivas disposições legais nacionais.
(Os trabalhos de soldadura devem ser controlados constantemente e com atenção!)
PORTUGUES 123
3.4 Informações importantes sobre os parâmetros de soldadura
Todos os parâmetros de soldadura necessários como temperatura, pressão e tempo encontram-
se nas directivas DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições
legais nacionais.
Contacto: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Em casos individuais, devem ser observados em todo caso os parâmetros específicos do material
que podem ser informados pelo produtor do tubo!
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação
pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!
Os valores indicados nas tabelas de soldadura para a pressão de ajuste e junção foram calculados
em conformidade com a seguinte fórmula:
Superfície de soldadura A [mm²] x Factor de soldadura SF [N/mm²]
Pressão P [bar] =
Superfície de cilindro Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A superfície total de cilindro da ROWELD P 250/8 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 355/12 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 500/18 B e P 630/24 B é de 14, 13 cm²)
(A superfície total de cilindro da ROWELD P 630/24 B Plus é de 22, 38 cm²)
3.5 Ajustar os parâmetros
Ajustar os parâmetros com autorização de „Soldador“:
Premir a cabeça rotativa (4) demoradamente (aprox. 3 seg.) até o P001 piscar no indicador
superior (2).
Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P009. Se
pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor
(default) pisca no indicador inferior (9).
Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão
rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
Ajustar os parâmetros com autorização de „Técnico“:
Premir o botão rotativo (4) demoradamente (aprox. 6 seg.), o parâmetro P001 pisca
primeiramente no indicador superior (2), de seguida, „CodE“ e no indicador inferior (9) pisca
a barra na primeira posição.
Inserir o código com o botão rotativo (4) e premir brevemente o botão rotativo (4) (código =
8001 – aquando da primeira colocação em funcionamento é possível alterar opcionalmente
o código através do parâmetro P100).
Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P114. Se
pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor
(default) pisca no indicador inferior (9).
Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão
rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
Nome do
Designação default Unidade min. máx. Autorização
parâmetro
P001 Função de poupança energética,
99
min. 0 99
Soldador
tempo de repouso
P002* Função de poupança de potência
0
0 3
Soldador
activa
PORTUGUES124

P003 Desvio da temperatura das placas
5
°C -25 25
Soldador
térmicas
P004 Pmáx para fresar 20
bar 10 50
Soldador
P005 Pressão nominal
1/10bar
Soldador
P006 Temperatura nominal 210
°C P103 P104
Soldador
P007 Valor nominal do temporizador T1 45
seg 1 1500
Soldador
P008 Valor nominal do temporizador T4 6
min. 1 99
Soldador
P009 Piniciar para fresar 10
bar 0 P004
Soldador
P101 Diferenciação para voltar
5
% 1 50
Técnico
a bombear
P102 Tempo de avanço para fresar 10
1/10seg 0 100
Técnico
P103 Temperatura de ajuste (min) 160
°C 0 300
Técnico
P104 Temperatura de ajuste (máx) 270
°C 0 300
Técnico
P105 Bloqueio do botão (sim/não) 5
seg 0 50
Técnico
P106 Pressão para avançar 135
bar 10 160
Técnico
P107 Tempo do processo para ligar
50
1/10seg 0 200
Técnico
o sinal sonoro
P100 Alterar código 8001 Técnico
* P002 - Função de poupança de potência:
0 - nenhuma,
1 - se a fresa estiver a funcionar, o elemento de aquecimento é desligado,
2 – se o motor hidráulico estiver a funcionar, o elemento de aquecimento é desligado,
3 – se t4 estiver a funcionar, o elemento de aquecimento é desligado.
3.6 Ajustar data e hora
Fechar o programa clicando no canto superior esquerdo.
Premir Start, Setting e, de seguida, Control Panel.
PORTUGUES 125
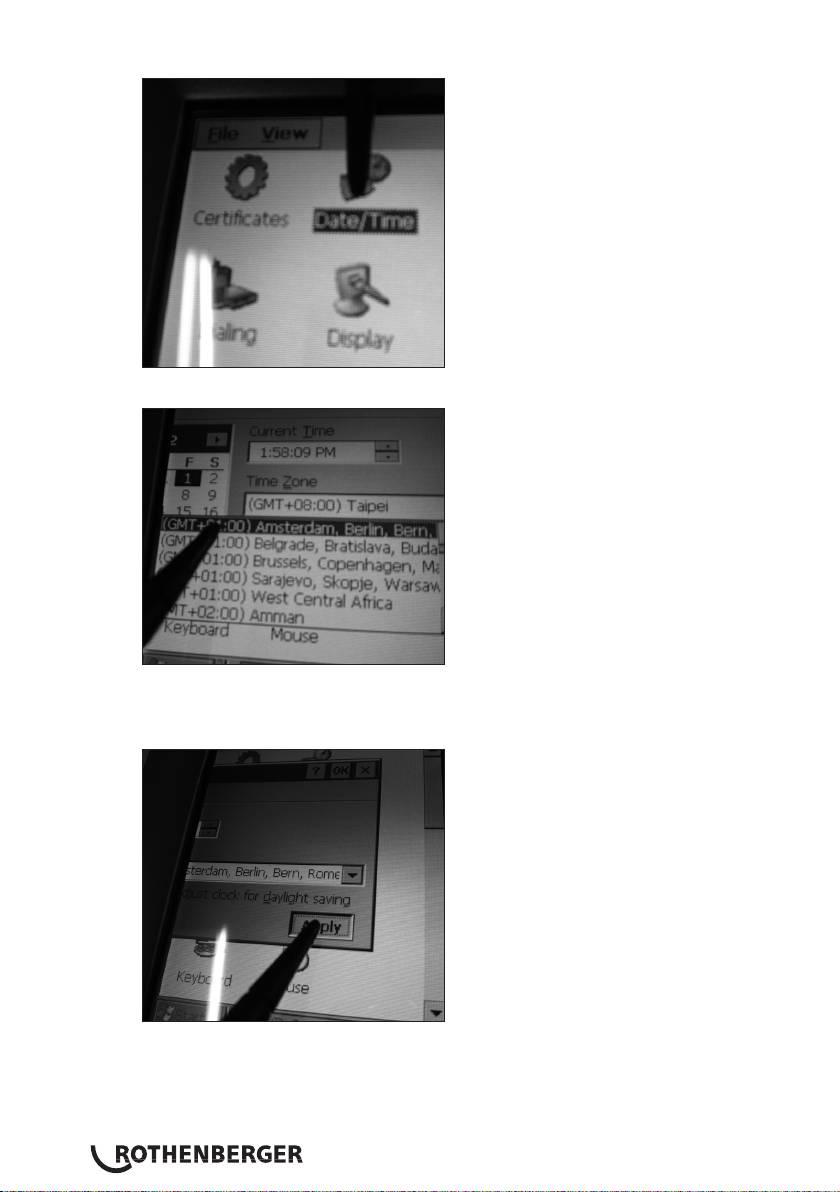
A barra de tarefas fica oculta e pode ser acedida premindo no canto inferior esquerdo.
Clicar em data/hora
Alinhar a janela de entrada clicando e arrastando a barra da data/hora. Seleccionar o fuso
horário correspondente ou inserir a hora Current Time.
Atenção! Observar AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Confirmar com „Apply“ e „OK“. Fechar o painel de controlo com X.
PORTUGUES126

Premir as teclas „Start“ e „Run“.
Inserir reboot no teclado que surge e premir „OK“, reiniciar o PC.
3.7 Criar-seleccionar configurações da máquina
Para seleccionar ou criar as configurações da máquina, premir o botão SETTINGS.
A configuração da máquina pretendida pode ser seleccionada com as teclas direccionais.
Para criar uma nova configuração, começar o número seguinte, por ex.: 2 com a tecla direccional
para a direita.
PORTUGUES 127
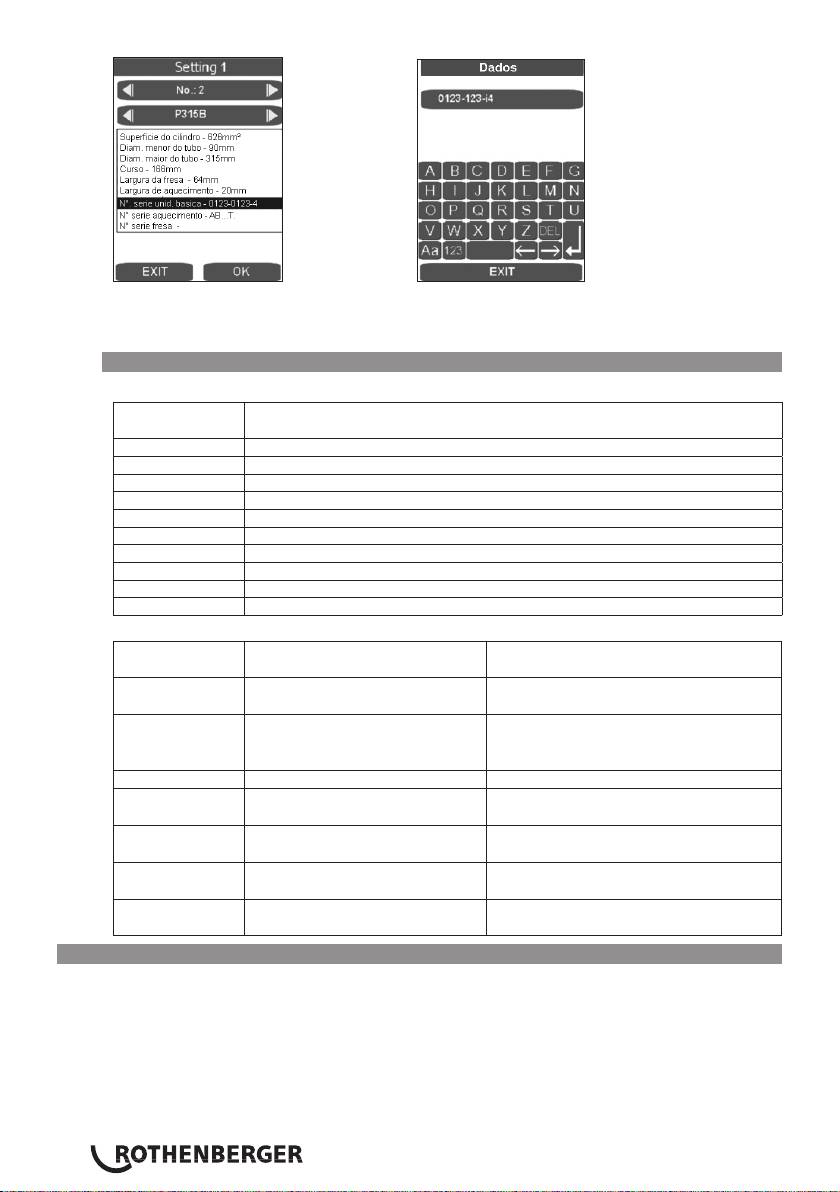
Ao premir o campo indicador correspondente surge a janela de entrada. Os dados podem ser
eliminados com a tecla DEL e ser novamente inseridos, os quais serão posteriormente transferidos
para o protocolo.
3.8 Mensagens de erro
PC táctil e protocolo:
Mensagem de
Denominação
erro
Código 1 Pressão de adaptação demasiado elevada
Código 2 Pressão de adaptação demasiado baixa
Código 4 Pressão de aquecimento demasiado elevada
Código 64 Período de conversão demasiado longo
Código 128 Período de aumento de pressão demasiado longo
Código 256 Pressão de junção demasiado elevada
Código 512 Pressão de junção demasiado baixa
Código 2048 Elemento térmico demasiado frio
Código 4096 Interrupção pelo operador
Código 131072 Elemento térmico demasiado quente
Comando:
Mensagem de
Denominação Eliminação de avaria
erro
SER Data de reparação atingida,
Realizar a reparação
reparação em falta
ERR1 A pressão absoluta não foi
Verificar o nível do óleo, verificar o sensor
atingida
de pressão, válvula anómala, motor
anómalo
PE-2 Sensor de pressão -24V anómalo Substituir o sensor de pressão
ERR5 Temperatura do óleo 70°C –
Aguardar até que a temperatura do óleo
Parar!
se encontre abaixo dos 50°C
HE-1 Elemento térmico não ligado,
Substituir o sensor
avaria do sensor
HE-0 Elemento térmico demasiado
Medir novamente a temperatura,
quente
controlar o ajuste, substituir o sensor
HE-2 Elemento térmico demasiado frio Medir novamente a temperatura,
controlar o ajuste, substituir o sensor
4 Conservação e manutenção
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser
levados em conta:
• As barras de guia devem ser mantidas livres de sujidade. No caso de danos na superfície, as
barras de guia devem ser substituídas sendo que isto pode levar a uma redução da pressão.
• Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico
limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou
substituído. Resíduos de material no espelho térmico reduzem a anti-aderência e devem ser
retirados com um papel sem fibras e álcool etílico (sempre no elemento térmico frio!).
PORTUGUES128
• O óleo hidráulico ( HLP – 46, nº de art.: 53649 ) deve ser trocado a cada 12 meses.
• Para evitar falhas de funcionamento, a estanquidade, a boa fixação das conexões
aparafusadas e o bom estado do cabo eléctrico da unidade hidráulica devem ser
inspeccionados regularmente.
• Os acoplamentos rápidos hidráulicos na unidade hidráulica e no conjunto de tubos devem
ser protegidos contra sujidade. No caso de sujidade, devem ser limpos antes de conectar a
máquina.
• A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem
desafiadas, as facas podem ser viradas ou substituídas por facas novas.
• Os finais das peças ou dos tubos a serem cortados sempre devem estar limpos sendo que isto
influencia a vida útil das facas de modo significativo.
A máquina de soldadura deve ser controlada anualmente de acordo com DVS
2208 pelo produtor ou um serviço por ele autorizado. No caso de máquinas com
condições de uso especialmente pesadas, este intervalo deve ser encurtado.
4.1 Conservação de máquina e ferramentas
(Observar as instruções de manutenção sob o ponto 4!)
Ferramentas limpas e afiadas levam a melhores resultados de trabalho e são mais seguras.
Peças desafiadas, quebradas ou perdidas devem ser imediatamente substituídas. Verifique se os
acessórios estão conectados seguramente à máquina.
Nos trabalhos de manutenção, utilize somente peças de reposição originais. Consertos devem ser
efectuados exclusivamente por técnicos qualificados.
Desligar o equipamento da rede eléctrica quando não for utilizado ou antes de trabalhos de
conservação e manutenção e antes de trocar acessórios.
Antes de conectar o equipamento novamente à rede eléctrica se deve garantir que a máquina e
as ferramentas adicionais estejam desligadas.
Ao utilizar cabos de extensão, se deve verificar se os mesmos funcionam correcta e seguramente.
Utilizar sempre cabos que podem ser utilizados ao ar livre.
Nunca utilizar ferramentas e máquinas cujos invólucros ou punhos, em especial quando são de
plástico, estão rachados ou deformados.
Sujidade e humidade nestas rachaduras transmitem a electricidade. Isto pode causar choques
eléctricos quando houver um dano do isolamento de ferramenta ou máquina.
Observação: Para além disso, fazemos referência às instruções de prevenção de acidentes.
5 Acessório
Informações sobre o acessório adequado e um formulário de encomenda a partir da página 361.
6 Eliminação
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há
empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes não-
recicláveis (p. ex. Sucata electrónica) de modo compatível com o ambiente, por favor, entre em
contacto com a respectiva autoridade de reciclagem local.
Só para países UE:
Não deite ferramentas eléctricas para o lixo doméstico! De acordo com a Directiva
Europeia 2012/19/CE relativa aos resíduos de equipamentos eléctricos e electrónicos e a
sua transposição para Direito nacional é obrigatório recolher separadamente ferramentas
eléctricas fora de uso e conduzi-las à reciclagem.
PORTUGUES 129
Indhold Side
1 Henvisninger til sikkerheden 131
1.1 Korrekt brug 131
1.2 Almene sikkerhedshenvisninger 131
2 Tekniske data, se brochure „tekniske data“
3 Apparatets funktion 133
3.1 Beskrivelse af apparatet 133
3.1.1 Basismaskine (ill. A) 133
3.1.2 Hydraulikaggregat (ill. B) 133
3.2 Betjeningsvejledning 134
3.2.1 Idriftsættelse 134
3.2.2 Klargøring til svejsning 137
3.2.3 Svejsning 141
3.2.4 Standsning 144
3.3 Generelle krav 144
3.4 Vigtige henvisninger vedrørende svejseparametrene 144
3.5 Indstilling af parametre 145
3.6 Indstilling af dato og klokkeslæt 146
3.7 Opret/vælg maskinkonfigurationer 148
3.8 Fejlmeddelelser 149
4 Pleje og vedligeholdelse 149
4.1 Maskine- og værktøjspleje 150
5 Tilbehør 150
6 Affaldsbehandling 150
Symboleri denne dokumentation:
Fare!
Dette tegn advarer mod personskader.
Pas på!
Dette tegn advarer mod ting- eller miljøskader.
Opfordrer til handling
DANSK130
1 Henvisninger til sikkerheden
1.1 Korrekt brug
ROWELD P250-630/8-24B Plus Premium må kun anvendes til fremstilling af svejsninger af PE,
PP og PVDF-rør i henhold til tekniske data.
1.2 Almene sikkerhedshenvisninger
ADVARSEL!
Når man anvender elværktøj, skal man overholde følgende grundlæggende sikkerhedsfo-
ranstaltninger for at undgå elektrisk stød, tilskadekomst og brandfare.
Læs alle disse anvisninger, før dette elværktøj anvendes, og pas godt på
sikkerhedsanvisningerne.
Service og vedligeholdelse:
1 Regelmæssig rengøring, service og smøring. Netstikket skal altid trækkes ud, før der
foretages nogen form for indstilling, vedligeholdelse eller reparation.
2 Lad kun faguddannet personale reparere apparatet og kun med originale
reservedele. Derved sikres det, at produktet vedbliver at være sikkert.
Sådan arbejder man sikkert:
1 Hold orden i det område, hvor der arbejdes. Uorden i arbejdsområdet kan resultere i
uheld.
2 Tag højde for påvirkning fra omgivelserne. Elværktøj må ikke udsættes for regn.
Elværktøj må ikke benyttes i fugtige eller våde omgivelser. Sørg for god belysning i
arbejdsområdet. Elværktøj må ikke benyttes, hvor der er brand- eller eksplosionsfare.
3 Sørg for beskyttelse mod elektrisk stød. Undgå, at kroppen rører ved jordede genstande
(f.eks. rør, radiatorer, elektriske komfurer, køleudstyr).
4 Hold andre mennesker på afstand. Lad ikke andre, især ikke børn, røre ved det elværktøjet
eller kablet. De skal holdes borte fra arbejdsområdet.
5 Elværktøj skal opbevares et sikkert sted, når det ikke er i brug. Ubenyttet elværktøj bør
opbevares tørt og enten højt eller et sted, hvor der er aflåst, uden for børns rækkevidde.
6 Overbelast ikke værktøjet. Man arbejder bedre og sikrere inden for det angivne
effektområde.
7 Benyt det rigtige stykke elværktøj. Små maskiner med lav effekt må ikke anvendes til
tungt arbejde. Undgå at benytte elværktøjet til formål, som det ikke er beregnet til. Brug
f.eks. ikke en håndrundsav til at save i grene eller brændeknuder.
8 Brug egnet beklædning. Løst tøj og smykker er ikke egnet beklædning, fordi bevægelige
dele kan gribe fat i dem. Det kan anbefales at bruge skridsikkert fodtøj, når der arbejdes i det
fri. Brug hårnet til langt hår.
9 Brug beskyttelsesudstyr. Brug beskyttelsesbriller. Brug maske under støvende arbejde.
10 Tilslut støvudsugningsanordningen. Hvis der findes tilslutninger for støvudsugning og
opsamlingsanordninger, skal det kontrolleres, at de er tilsluttet og benyttes korrekt.
11 Kablet må ikke anvendes til formål, som det ikke er beregnet til. Benyt ikke kablet til at
trække stikket ud af stikdåsen. Beskyt kablet mod varme, olie og skarpe kanter.
12 Sæt emnet godt fast. Brug spændeanordninger eller en skruestik til at holde emnet fast
med. Det er sikrere end at holde det i hånden.
13 Undgå unaturlige kropsstillinger. Sørg for at stå fast og hele tiden være i balance.
DANSK 131

14 Plej værktøjet med omhu. Hold skærende værktøj skarpt og rent; så arbejder man bedre
og mere sikkert. Følg anvisningerne vedrørende smøring og udskiftning. Kontroller jævnligt
elværktøjets tilslutningsledning, og lad den udskifte af en autoriseret fagmand, hvis den er
beskadiget. Kontroller forlængerledningerne jævnligt, og udskift dem, hvis de er beskadiget.
Sørg for, at håndtagene er tørre, rene og uden fedt og olie.
15 Træk stikket ud af stikdåsen. Når elværktøjet ikke er i brug, før service og ved udskiftning
af tilbehør som f.eks. savblad, bor, fræser.
16 Sørg for at fjerne alt hjælpeværktøj. Før der tændes for elværktøjet, skal det kontrolleres,
at nøgle og indstillingsredskab er fjernet.
17 Undgå utilsigtet start. Kontroller, at der er slukket på afbryderen, når stikket sættes i
stikdåsen.
18 Benyt forlængerkabler til udendørs brug. Anvend kun forlængerkabler, der er mærket
som godkendt til udendørs brug, når der arbejdes i det fri.
19 Vær koncentreret. Koncentrer Dem om den opgave, der udføres. Grib arbejdet fornuftigt
an. Benyt ikke elværktøjet, når De er ukoncentreret.
20 Kontroller elværktøjet for eventuelle skader. Før man går i gang med at arbejde med
elværktøjet skal det undersøges omhyggeligt, om beskyttelsesanordninger eller dele, der let
beskadiges, fungerer perfekt. Kontroller, om de bevægelige dele fungerer perfekt og ikke
sætter sig fast, og om der er beskadigede dele. Samtlige dele skal være korrekt monteret og
opfylde alle betingelser for, at elværktøjet kan fungere perfekt.
Beskadigede beskyttelsesanordninger og dele skal repareres på et godkendt værksted eller
udskiftes, medmindre andet er angivet i brugsanvisningen. Beskadigede kontakter skal
repareres på et kundeværksted.
Benyt aldrig elværktøj, som ikke kan tændes og slukkes på sin egen kontakt.
21 Bemærk. Brug af andre indsatser og andet tilbehør kan indebære risiko for tilskadekomst.
22 Elværktøj skal repareres af en fagmand. Dette elværktøj opfylder de relevante
sikkerhedsbestemmelser. Reparationer må kun udføres af en fagmand, som anvender
originale reservedele; ellers kan brugeren komme til skade.
2 Tekniske data, se brochure „tekniske data“
DANSK132
3 Apparatets funktion
3.1 Beskrivelse af apparatet
ROWELD P250-630/8-24B Plus Premium er kompakte, transportable stuksvejsemaskiner
med varmeelement med protokolleringsmodul til lagring af svejseparametrene efter DVS-
retningslinierne, protokoloverførsel via USB-tilslutning, som er udviklet specielt til anvendelse
på byggepladser - og her specielt i ledningstunneler. Maskinen kan selvfolgelig ogsa anvendes i
varksteder.
Med de mangesidige funktioner på svejsemaskinen af „typen ROWELD“ kan der fremstilles
følgende svejseforbindelser for PE, PP og PVDF -rør med en udvendig diameter på 90-630mm/5-
24”:
I. Rør - Rør
II. Rør - rørbøjning
III. Rør - T - stykke
IV. Rør - Forsvejsningskrave
Maskinen består af:
Basismaskine, reduktionssæt, hydraulikaggregat med protokolleringsmodul, fræseanordning,
varmespejl, indstillingskasse
Under svejsningen af forsvejsningskraver skal der anvendes fire spændebakker, der fås som
tilbehør.
ROWELD P250/8B: Ved svejsning af rørbøjninger med en snæver radius af maskinens maksimale
diameter skal man bruge det skråtslebne opspændingsværktøjs overdel, som fås som tilbehør.
ROWELD P500-630/18-24B Plus: Til isætning og udtagning af fræser og varmespejl kan der
anvendes et elektrisk udtagningsanlæg, der fås som tilbehør.
3.1.1 Basismaskine (ill. A)
1 Bevægelige fastspændingselementer 3 Afstandsstykke med låsehakker
2 Forskydeligt fastspændingselement 4 Varmespejlsaftræksanordning
3.1.2 Hydraulikaggregat (ill. B)
1 Tasten Automatik 12 Tasten Timer (tid)
2 Displayet tryk 13 Stikdåse for fræseanordning
3 Tasten Druck trykreduktion 14 Lynkoblingsmuffe
4 Drejeknap 15 Lynkoblingsstik
5 Tasten fræsning 16 Stikanordning til varmeelement
6 Tasten tænd/sluk 17 Netstik
7 Tasten "Heizung" (varme) 18 Nødstop
8 "Opkøring" af maskinen 19 Berøringsbetjent pc
9 Displayet temperatur og tid 20 Oliepåfyldningsstuds med pejlestok
10 Frigivelsestast 21 USB-tilslutning
11 "Tilkøring" af maskinen
Det hydrauliske aggregat giver mulighed for betjening af svejsemaskinen, der er markeret med
følgende symboler:
Til/fra-tast for hydraulikaggregatet
Aktiver varmeelementet ved at trykke på tasten „Heizung“. Indstil varme-
elementet til den ønskede temperatur ved at trykke på tasten „Heizung“
og dreje på drejeknappen. Den valgte temperatur vises på temperaturdis-
playet, hvorefter den aktuelle temperatur vises igen.
DANSK 133
Indstil fræse-, udlignings-, forvarmnings- og sammenføjningstryk ved
hjælp af drejeknappen; den ønskede værdi vises på displayet „Druck“
(tryk). 3 sekunder efter indstillingen vises den aktuelle værdi igen.
Serviceparametrene vises og indstilles ved at trykke på drejeknappen.
Når spændeelementerne skal køres sammen, trykkes der på frigivelsestasten og
„Zufahren“ (tilkøring) af maskinen
Trykreduktionstast
Når spændeelementerne skal køres fra hinanden, trykkes der på frigørelsestasten og
„Abfahren“ (frakøring) af maskinen
Når stikdåsen til fræseanordningen skal aktiveres, trykkes der på frigivelsestasten og
tasten „Fräsen“ (fræsning); trykket indstilles automatisk til 10 og øges til maksimalt
20 bar ved hjælp af drejeknappen. (I særlige situationer, f.eks. i hængende position,
kan man ændre P004, så der kan indstilles til maksimalt 50 bar)
Timeren aktiveres ved at trykke en gang på tasten. Ved at trykke på tasten
og dreje på drejeknappen kan tiden t1 indstilles i trin på 1 sekund. Hvis
der trykkes længere på tasten, stilles der om til t4. Ved at trykke på tasten
og dreje på drejeknappen kan tiden t4 indstilles i trin på 1 minut. Timeren
startes manuelt ved at trykke kort på timerdisplay t1 eller t2.
Når der trykkes på tasten Automatik, overvåges det indstillede tryk og efterreguleres
eventuelt under opvarmningen (Timer t1 aktiv) og samleprocessen (Timer t4 aktiv).
Frigivelsestasten benyttes til at bekræfte serviceparametrene
3.2 Betjeningsvejledning
Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret
personale iht. DVS 2212 del 1!
Maskinen må kun anvendes af uddannet og autoriseret brugere!
3.2.1 Idriftsættelse
Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før
stuksvejsemaskinen sættes i drift!
Varmespejlet må ikke bruges i eksplosionstruede omgivelser og ikke, hvor det kan
komme i kontakt med brændbare stoffer.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Kontroller altid oliestanden på hydraulikaggregatet før igangsætning. Oliestan-
den skal ligge på mellem min. maks. markeringen på oliepåfyldningsstudsen (20)
med målepind. Efterfyld evt. med HLP 46 hydraulikolie.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind.
Ved fare trykkes der på Not-Aus (nødstop)-kontakten (18). Hvor gang maskinen
tages i brug, skal det først sikres, at nødstoppet ikke er aktiveret!
DANSK134
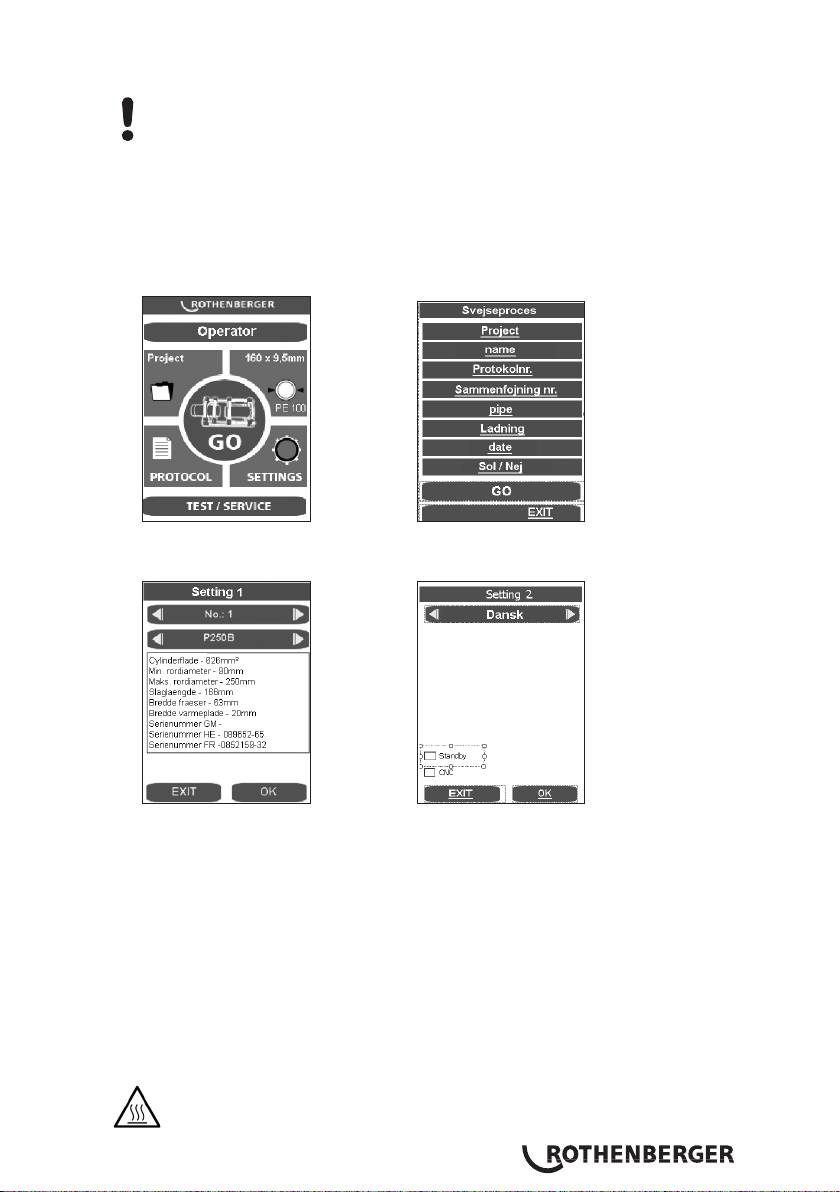
Basismaskinens to hydraulikslanger tilkobles hydraulikaggregatet ved hjælp af en lynkobling
(14,15).
Beskyt lynkoblinger mod snavs. Utætte koblinger skal udskiftes med det samme!
Fræseanordningens netstik sættes i stikdåsen (13), og varmeelementets stik sættes i
konnektoren (16).
Hydraulikaggregatets netstik (17) sættes i en strømforsyning, som svarer til det, der er angivet
på typeskiltet. Hvis startskærmbilledet ikke vises, skal nødstoppet deaktiveres, der lyder en
signaltone, og et punkt lyser på displayet (2).
Kontroller dato og klokkeslæt ved første ibrugtagning. Tryk på tasten GO. (Se pkt. 3.6
vedrørende ændring) . Menuen lukkes ved at trykke på EXIT.
Ved første ibrugtagning skal der vælges sprog; ved leveringen er der valgt tysk. Hvis det
ønskes ændret, trykkes der på Settings, og der skiftes til Setting 2 med OK.
Vælg det ønskede sprog ved hjælp af piltasterne, og bekræft med OK. Det valgte sprog
gemmes efter den første svejseproces.
Det er muligt at sætte skærmbilledet på standby; pausebilledet bliver aktivt, når hydraulikken
kobles fra ved hjælp af tasten (6).
Tilkobl hydraulikaggregatet (tryk på tasten (6)).
Efter tilkoblingen opvarmes varmeelementet.
På displayet (9) vises den aktuelle temperatur. Reguleringen er aktiv, når der er et lysende
punkt på displayet. Når den valgte temperatur er nået, tændes begge lysdioder (actual & set).
Efter endnu 10 minutter er varmeelementet klar til brug. Kontroller temperaturen med en
temperaturmåler.
Justering af varmeelementets temperatur: Se pkt. 3.5.
Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 300° C
og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
DANSK 135
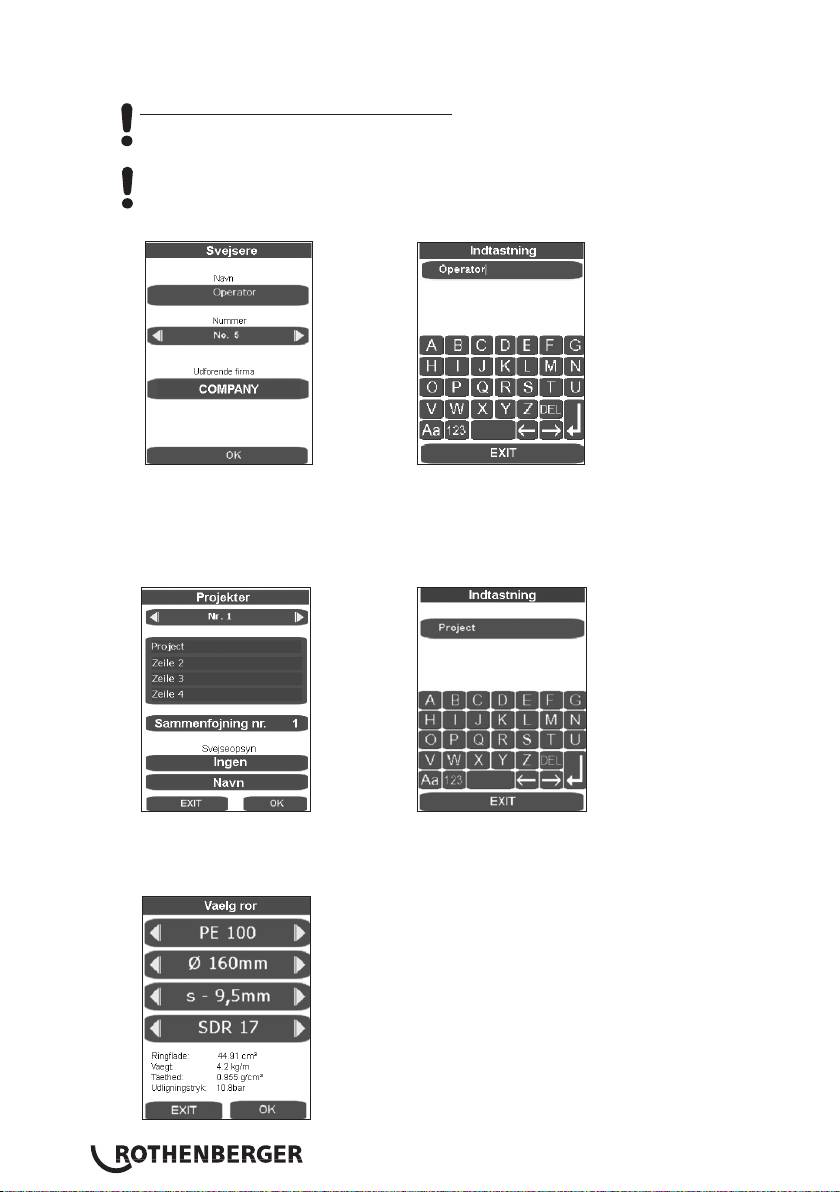
Hvis der trykkes på tasten (7) i længere tid, kan opvarmningen blive frakoblet, og punktet på
displayet (9) slukkes. Der tændes igen, når der trykkes på tasten igen.
Hydraulik ROWELD P500-630/18-24B Plus: Kontroller omdrejningsretningerne! Ved
leveringen drejer maskinerne højre om. Kør basismaskinen med hydraulikaggregat op eller til.
Hvis den ikke bevæger sig, må fasevenderen på netstikket omkobles med passende værktøj!
Tip: Hvis omdrejningsretningen er forkert, må hydraulikken ikke aktiveres (risiko for
ødelæggelse)
Indtast og vælg svejsernavnet „Operator“.
Via indtastningsmaskerne kan man vælge lagrede svejsere, slette eksisterende svejsere med
DEL og indtaste nye svejsernavne. Alle indtastningsmasker bekræftes og gemmes ved hjælp
af ENTER eller OK-tasten, og det næste trin i programmet kaldes op. Indtastningsmasken
lukkes uden at blive gemt ved hjælp af EXIT-tasten.
Opret eller vælg et projekt.
Ved hjælp af indtastningsmaskerne kan man vælge lagrede projekter og indtaste nye
projektnavne. Man lukker og gemmer ved hjælp af ENTER-tasten.
Vælg ledning.
DANSK136
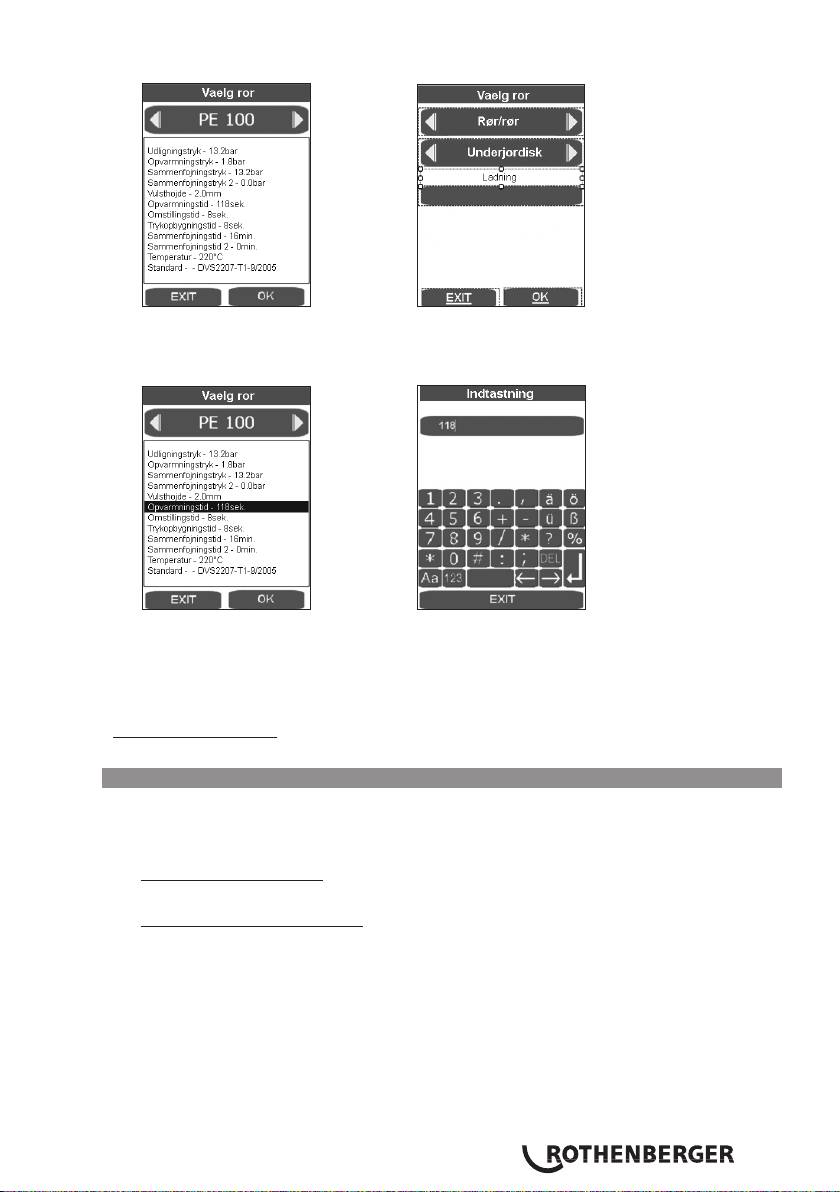
Den ønskede ledning vælges ved hjælp af piltasterne og bekræftes med OK.
I denne afsluttende oversigt over ledningsparametrene vises ledningsdataene i
overensstemmelse med DVS-direktivet, og vinduet for svejsedele og læggemetode vises, når
der trykkes på OK.
Ændringer, der afviger fra standard, kan foretages, når man trykker på det tilsvarende
visningsfelt, og gemmes ved at trykke på ENTER. Det bevirker, at betegnelsen ændrer sig i
punktet Norm, men den kan senere indtastes på pc‘en i feltet Bemerkung (bemærkning),
før protokollen udskrives. Når ledningsdataenedataene er bekræftet med OK, vises
hovedmenuen.
P500-630/18-24B Plus: Når fræseanordningen og varmespejlet skal løftes, skal man bruge hhv.
hæveapparat 53410 (P500/18B) eller 53323 (P630/24B-PLus) eller andet egnet værktøj.
3.2.2 Klargøring til svejsning
Ved rør, der er mindre en maskinens maks. sammensvejsede diameter skal der monteres
reduktionssæt på den rørdiameter, der skal bearbejdes, med en unbrakoskrue, der findes i
tilbehøret.
ROWELD P250-355/8-12B: bestående af hver 6 halvparter med bred og 2 halvparter med
smal spændflade
ROWELD P500-630/18-24B Plus: bestående af hver 6 halvparter med bred 2 halvparter med
smal spændflade ved en diameter op til 450 mm, fra 500 mm 8
halvparter med bred spændflade.
I den forbindelse skal halvparterne med smalle spændflader sættes ind i de to ydre og nedre
fastspændingselementer. Kun ved rør / rørbøjningsforbindelser sættes disse ind i det venstre
basisopspændingselement nede og oppe.
Plastrør eller formstykker, der skal svejses sammen, sættes ind i fastspændingsanordningen
(ved længere rør <2,5m skal der anvendes understøtninger) og messingnoterne spændes fast
på det øverste opspændingsværktøj. Urundheder på rørene kan udlignes ved at fastspænde
eller løsne messingnoterne.
DANSK 137
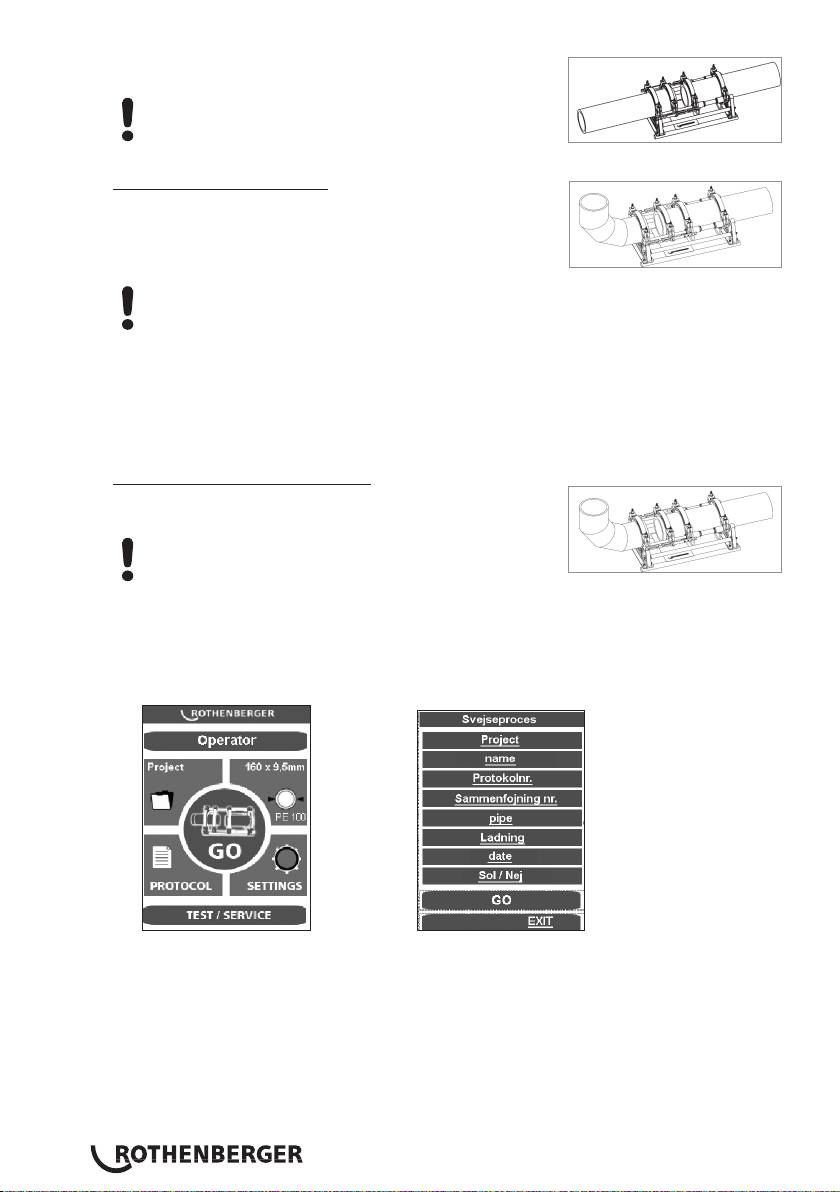
Ved rør / rørforbindelser skal afstandsstykkerne sidde i hak i de
to venstre opspændingselementer (leveringstilstand).
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Rørene holdes af to opspændingselementer.
Rør / Fitting P250-355/8-12B:
Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i
hak i begge de to midterste opspændingselementer og
varmespejlaftræksanordningen hænges i de venstre
opspændingselementer.
Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Ved forarbejdningen af nogle pakninger i bestemte positioner fx vandrette buer eller
svejseringe, tilrådes det at varmespejlsaftræksanordningen fjernes.
Rør / Fitting P500-630/18-24B Plus:
Ved rør / pakningsforbindelser skal afstandsstykkerne svinges
over og sættes i hak det midterste opspændingselement.
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Start svejsningen med GO.
I denne afsluttende oversigt kan man foretage de sidste ændringer, når man klikker på det
pågældende underpunkt; bekræft med GO.
DANSK138
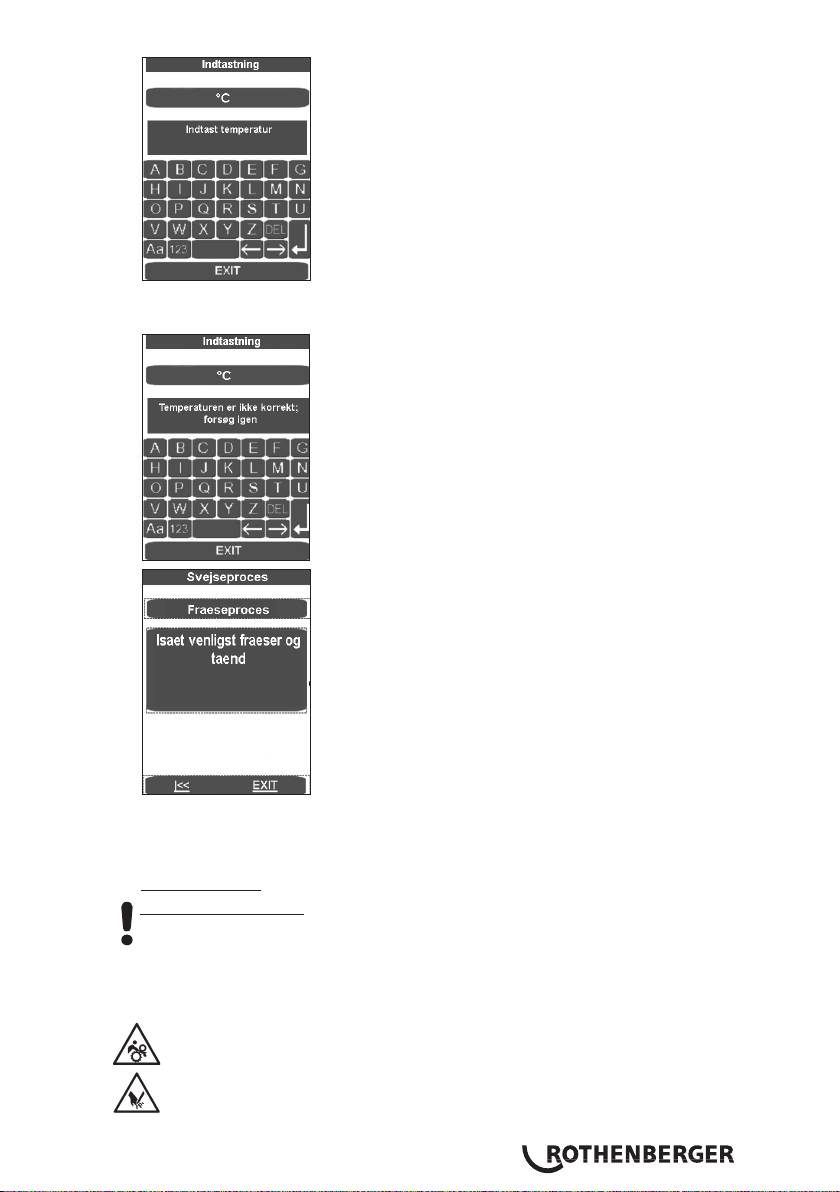
Indtast temperatur, og bekræft ved hjælp af Enter-tasten. Hvis temperaturen ikke er indtastet
korrekt, vises:
Maskinen køres op ved hjælp af piltasterne, og når der trykkes på EXIT, springer programmet
til hovedmenuen uden at gemme.
Sæt den elektriske fræseanordning ind mellem de emner, der skal svejses.
P250-355/8-12B: Kobl fræsemotoren til, og lås afbryderen.
P500-630/18-24B Plus: Kontroller rotationsretningen! Maskinen er indstillet til
højredrejning på fabrikken.
Slå fræseanordningen til, og tryk på tasterne (10) og (5) på hydraulikaggregatet.
Høvleskiverne skal køre i skæreretningen; ellers skal fasevenderen på netstikket omkobles
med egnet værktøj.
Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke
ind i de roterende knive. Tænd kun for fræseren, når den er monteret
(arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse.
Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at
undgå en utilsigtet opstart uden for maskinen.
DANSK 139
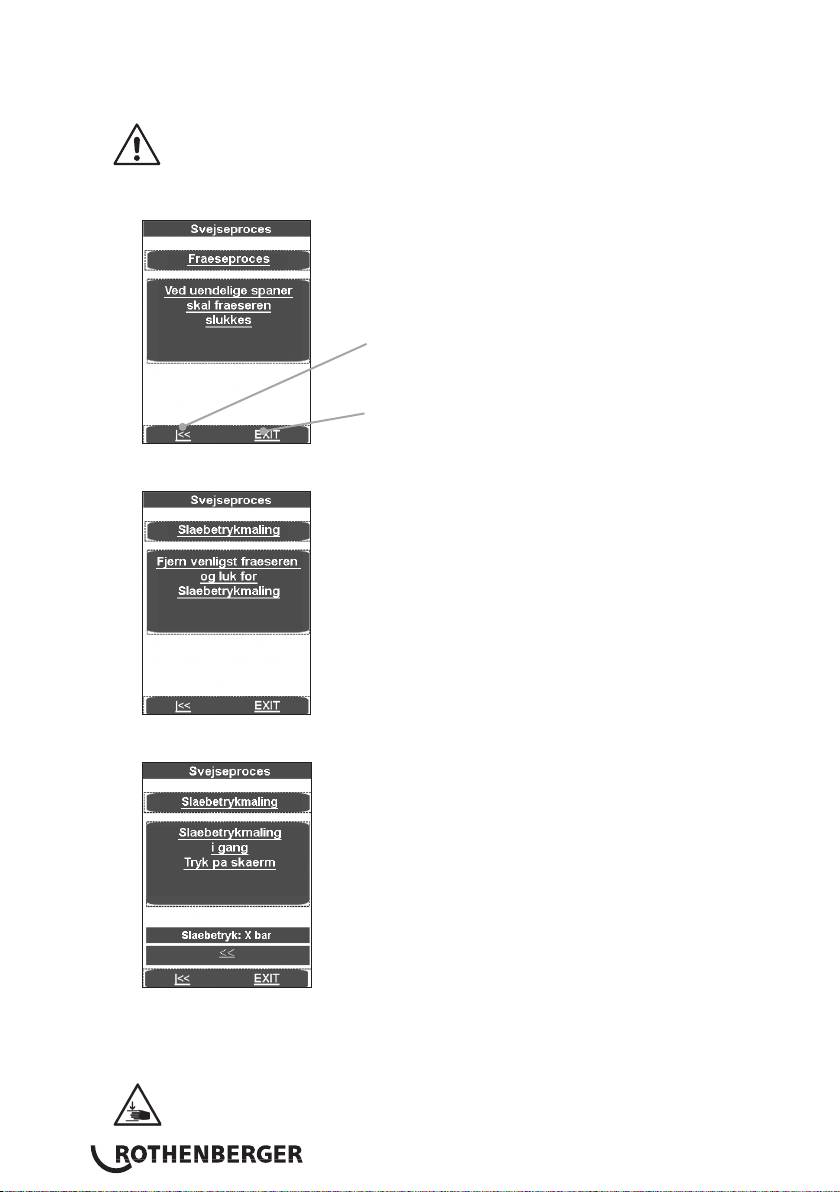
Tryk spændeelementerne sammen (tryk på tast 10 + 11). Indstil fræsetrykket ved hjælp af
drejeknappen (4). Som standard mulighed for op til 20 bar, men dette kan ændres til 40 bar,
se pkt. 3.5.
For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet.
Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og
trykket mindskes (s. pkt. 3.5).
Når høvlspånen kommer ud af fræseren ubrudt og med en spåntykkelse på < = 0,2 mm,
trykkes der på tasten Fräsen (fræsning) (5), spændeelementer køres op (tryk på tast 10 + 8).
Ved hjælp af piltasterne springer man tilbage til „Isæt
venligst fræser...“
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Vent, til høvleskiverne står stille. Tag fræseanordningen ud af basismaskinen, og anbring den i
opbevaringsboksen.
Kør emnerne sammen med lavt tryk (tryk på tast 10 + 11), og indstil slæbetrykket ved hjælp
af drejeknappen (4).
Tryk på skærmbilledet, når maskinen kører med lav hastighed. Det målte slæbetryk lægges til
udlignings-, gennemvarmnings- og sammenføjningstrykket.
Kør spændeelementerne sammen, vælg det tryk, der passer til ledningen, og kontroller, om
emnerne sidder fast i spændeværktøjet.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
DANSK140
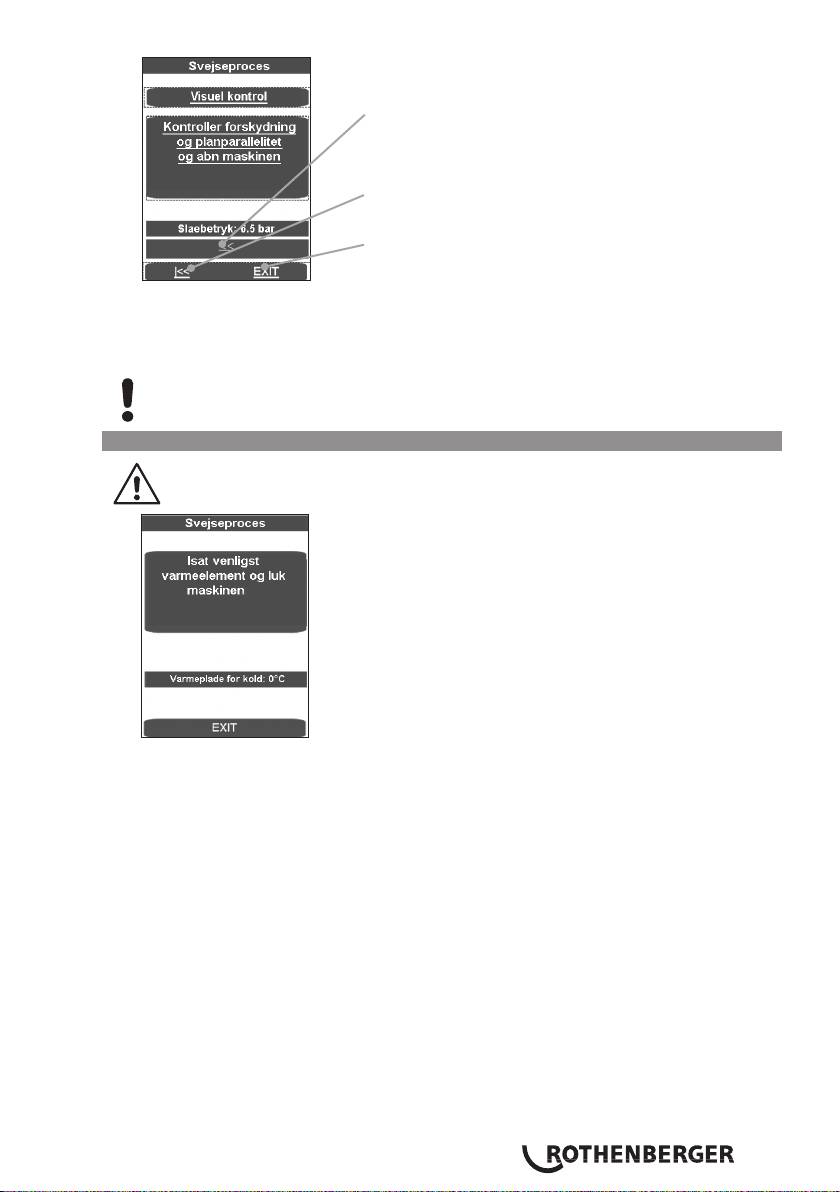
Ved hjælp af piltasterne springer man tilbage til
"Slæbetrykmåling"
Ved hjælp af piltasterne springer man tilbage til "Isæt
venligst fræser..."
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Kontroller om svejseoverfladerne er plane og parallelle og at akserne flugter.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke
være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større
end 0,5 mm (iht. DVS). Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).
OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal
være fri for snavs af enhver art!
3.2.3 Svejsning
Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og
rørene køres sammen. Stil dig ikke ind i maskinen!
I masken vises varmepladens temperatur.
Visningsbjælken vises i blåt, hvis temperaturen er for lav, i rødt, hvis den er for høj, og i grønt,
hvis den er inden for det ønskede område.
Sæt varmeelementet ind mellem de to emner ind i basismaskinen, og pas på, at varmepladens
støtter sidder i aftræksanordningens riller.
Kør maskinen sammen; udligningstrykket indstilles automatisk og holder trykket.
Nu gemmes alle svejseparametre, og protokollering aktiveres.
Hvis svejseprocessen afbrydes med EXIT, vises meddelelsen “Abbruch durch Bediener“
[Afbrudt af operatør], trykket udløses, og svejseparametrene lagres. Bekræft meddelelsen
med OK; programmet springer til hovedmenuen.
DANSK 141
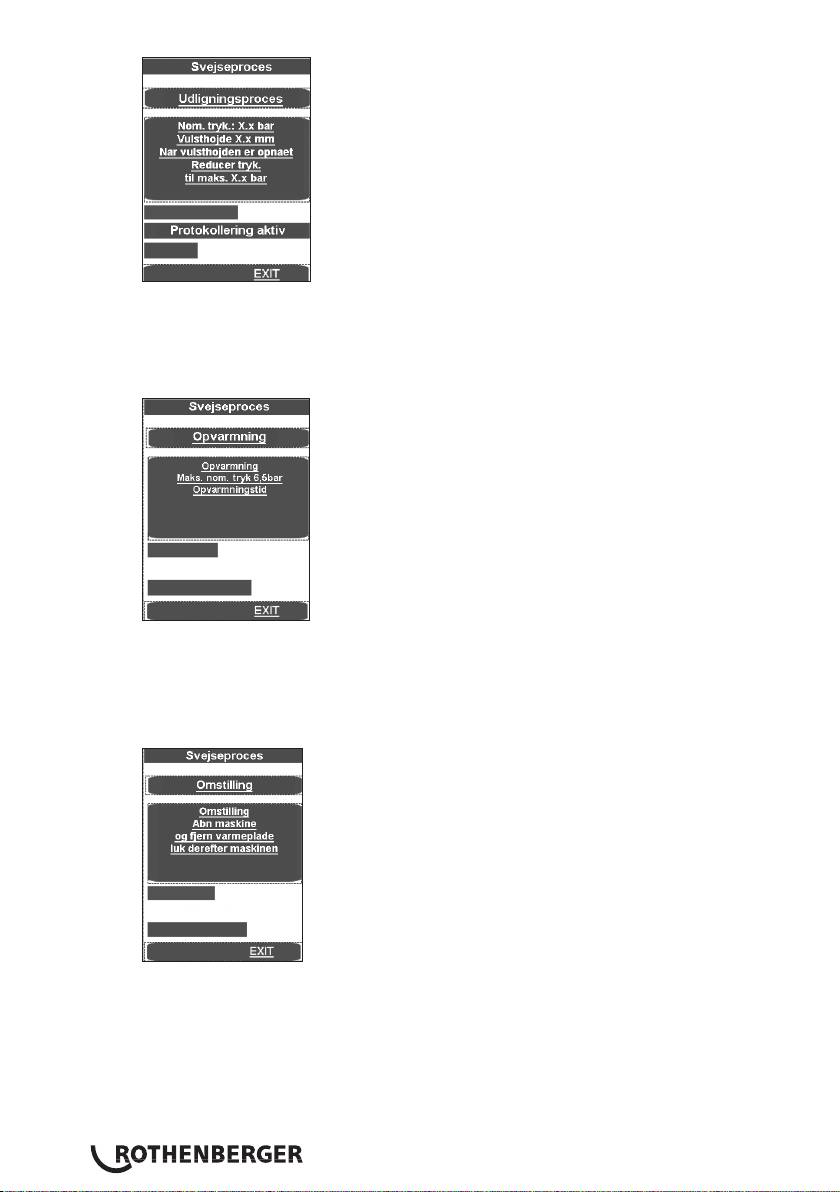
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Det
faktiske tryk vises på displayet (2).
Så snart den nødvendige vulsthøjde er opnået og er regelmæssig på begge rør i hele deres
omkreds, fjernes trykket ved hjælp af knappen Automatik (1). Opvarmningstiden t1 starter.
Indstil trykket således, at emnernes ender stadig næsten uden tryk kan slutte tæt til
varmeelementet.
Kort før opvarmningstiden er slut, lyder der et signal.
Når opvarmningstiden er slut, køres emnerne fra hinanden, varmeelementet tages ud, og
emnernes ender køres sammen.
Stop kort (ca. 1cm) før emnerne mødes ved at slippe tasterne, og straks trykke på dem igen.
Trykket øges lineært til det tilsvarende sammenføjningstryk.
DANSK142
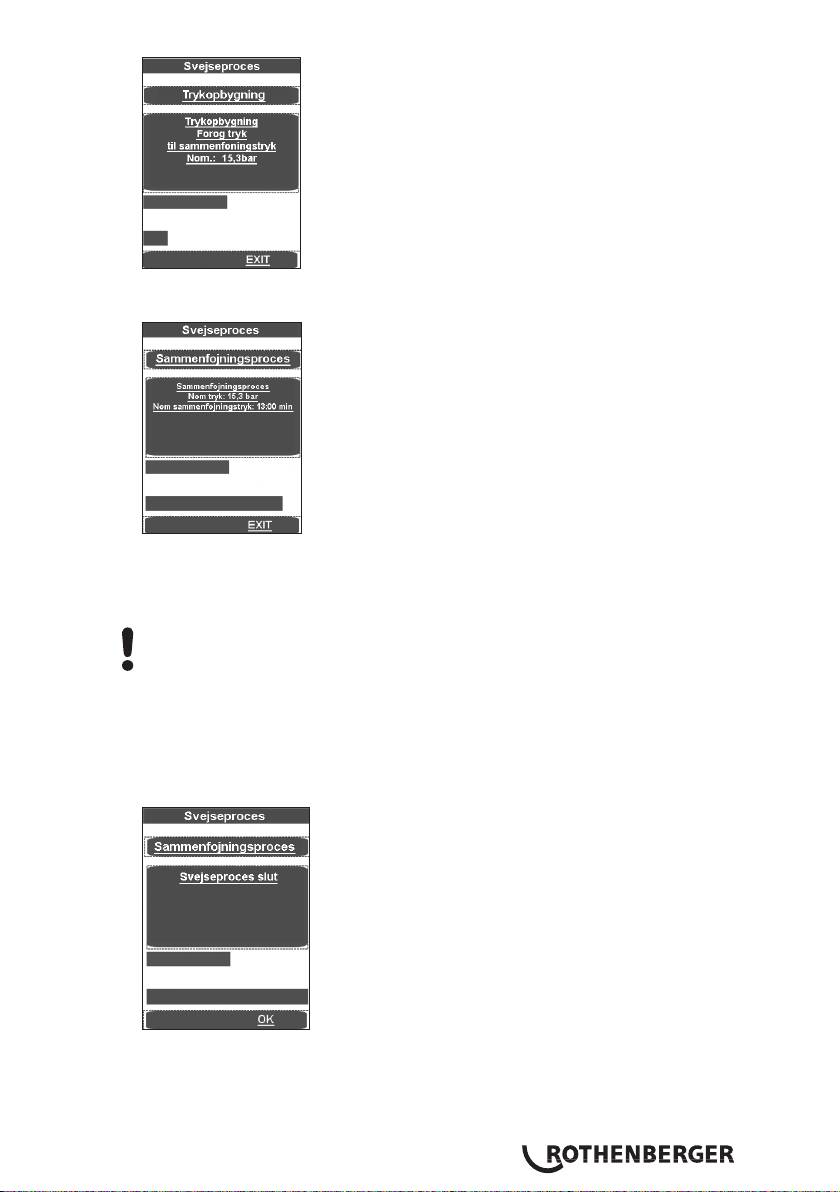
Når sammenføjningstrykket er nået, springer programmet automatisk til
sammenføjningsprocessen, og timeren t4 starter.
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Den
nederste viser den forløbne tid. Det faktiske tryk vises i displayet (2) og den resterende
sammenføjningstid t4 på displayet(9).
Bemærk: Hold Tasterne Freigabe (frigivelse) (10) og Maschine Zu (maskine til) (11) nede,
indtil sammenføjningstrykket er nået. Derefter kobler hydraulikken fra, og tasterne kan
slippes.
Trykket overvåges og efterreguleres automatisk. Hvis der må efterpumpes for hyppigt (stort
tryktab), skal hydrauliksystenet kontrolleres.
Læg varmeelementet tilbage i opbevaringsboksen
Når afkølingstiden er gået, afsluttes svejseprocessen, den lagres, der lyder et signal, og trykket
udløses automatisk.
Afslut svejsemenuen med OK.
Udløs trykket fuldstændigt med tasten (3).
De sammensvejste emner spændes løs og tages ud.
Kør basismaskinen fra hinanden. Maskinen er klar til næste svejsecyklus.
DANSK 143
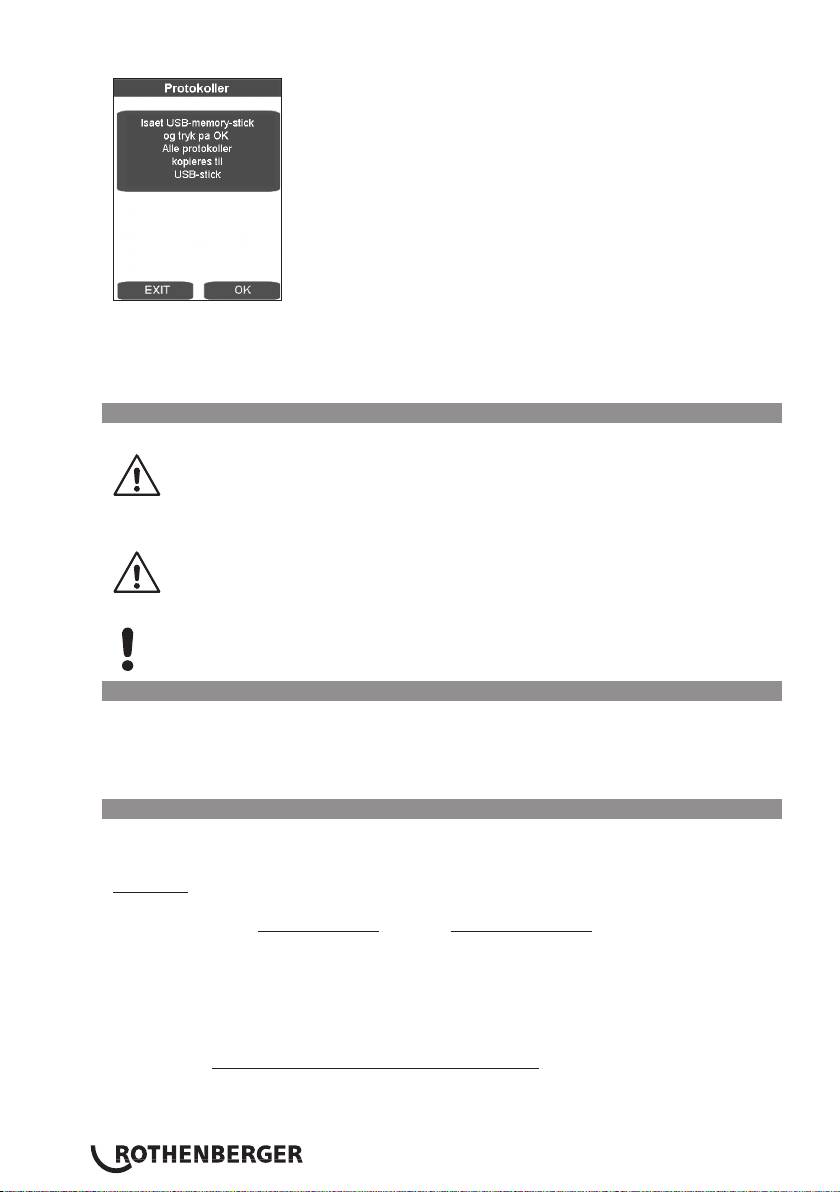
Overførsel af protokollerne:
De kan gemmes under menupunktet Protokolle eller i en tilsluttet USB-nøgle ved hjælp af OK.
Derefter lukkes vinduet automatisk.
Denne protokolfil skal bearbejdes med ROTHENBERGER Dataline 2-software og en computer.
Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.4 Standsning
Frakobl hydraulikaggregatet ved hjælp af tasten (6).
Lad varmespejlet køle af og opbevar det sådan at materialer, som står ved siden
af ikke kan blive antændt!
Træk stikket på fræseren, varmespejlet og hydraulikaggregatet ud af stikdåsen og rul kablet
op.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
Løsn hydraulikslangerne og rul dem op.
NB! Beskyt koblingerne mod snavs!
3.3 Generelle krav
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS –
direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale
bestemmelser.
(Svejsningen skal overvåges konstant og omhyggeligt! )
3.4 Vigtige henvisninger vedrørende svejseparametrene
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207 del
1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser.
Reference: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I særlige tilfælde skal rørleverandørens materialespecifikke bearbejdningsparametre bestilles!
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet
ROTHENBERGER påtager sig ingen garanti herfor.
De værdier, der er anført i svejsetabellerne, for udlignings- og sammenføjningstryk blev udregnet
med følgende formel:
Svejseflade A [mm²] x svejsefaktor SF [N/mm²]
Tryk P [bar] =
Cylinderflade Az [cm²] x 10
Svejsefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
DANSK144
(Den samlede cylinderflade på ROWELD P 250/8 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 355/12 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 500/18 B og P 630/24 B er 14, 13 cm²)
(Den samlede cylinderflade på ROWELD P 630/24 B Plus er 22, 38 cm²)
3.5 Indstilling af parametre
Indstilling af parametre med „Schweißer“ (svejser)-rettigheder:
Tryk på drejeknappen (4) (ca. 3 sek.), til P001 blinker i det øverste display (2).
Vælg ønsket parameter fra P001 til P009 ved hjælp af drejeknappen (4). Hvis denne værdi
skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default)
blinker i det nederste display (9).
Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4).
Derefter blinker parameteren igen i det øverste display (2).
Man lukker menuen ved at trykker på frigivelsestasten (10), som gemmer værdierne.
Indstilling af parametre med „Meister“ (mester)-rettigheder:
Hold drejeknappen (4) nede (i ca. 6 sek.). Først blinker parameteren P001 i øverste display (2),
derefter „CodE“, og i nederste display (9) blinker stregen på den første plads.
Indlæs koden ved hjælp af drejeknappen (4), og tryk kortvarigt på dejeknappen (4) (Code =
8001 – ved første ibrugtagning. Koden kan ændres efter ønske via parameteren P100).
Vælg ønsket parameter fra P101 til P114 ved hjælp af drejeknappen (4). Hvis denne værdi
skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default)
blinker i det nederste display (9).
Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4).
Derefter blinker parameteren igen i det øverste display (2).
Man lukker menuen ved at trykke på frigivelsestasten (10), som gemmer værdierne.
Parame-
Betegnelse default Enhed min. maks. Rettigheder
ternavn
P001 Energisparefunktionen Restzeit
99 min. 0 99 Schweißer (svejser)
(resttid)
P002* Energisparefunktion aktiv 0 0 3 Schweißer (svejser)
P003 Offset varmepladetemperatur 5 °C -25 25 Schweißer (svejser)
P004 Pmax til fræsning 20 bar 10 50 Schweißer (svejser)
P005 Indstillet tryk 1/10 bar Schweißer (svejser)
P006 Indstillet temperatur 210 °C P103 P104 Schweißer (svejser)
P007 Timer T1 indstillet værdi 45 sek. 1 1500 Schweißer (svejser)
P008 Timer t4 indstillet værdi 6 min. 1 99 Schweißer (svejser)
P009 Pstart til fræsning 10 bar 0 P004 Schweißer (svejser)
P101 Afvigelse, der kræver
5 % 1 50 Meister (mester)
efterpumpning
P102 Opkøringstid efter fræsning 10 1/10sek 0 100 Meister (mester)
P103 Indstillingstemperatur (min.) 160 °C 0 300 Meister (mester)
P104 Indstillingstemperatur (maks.) 270 °C 0 300 Meister (mester)
P105 Tastaflåsning (ja/nej) 5 sek 0 50 Meister (mester)
P106 Tryk til opkøring 135 bar 10 160 Meister (mester)
P107 Forløbstid, til summeren tilkobles 50 1/10sek 0 200 Meister (mester)
P100 Skift kode 8001 Meister (mester)
* P002 - Energisparefunktion:
0 - ingen,
1 - når fræseren kører, slås varmeelementet fra,
2 - når hydraulikmotoren kører, slås varmeelementet fra,
3 - når t4 kører, slås varmeelementet fra.
DANSK 145

3.6 Indstilling af dato og klokkeslæt
Luk program ved at klikke i øverste, venstre hjørne.
Tryk på Start, Setting og derefter på Control Panel.
Startlinjen er udblændet og kan kaldes op igen ved at trykke på nederste, venstre hjørne.
Klik på Date/Time (dato/tid)
DANSK146
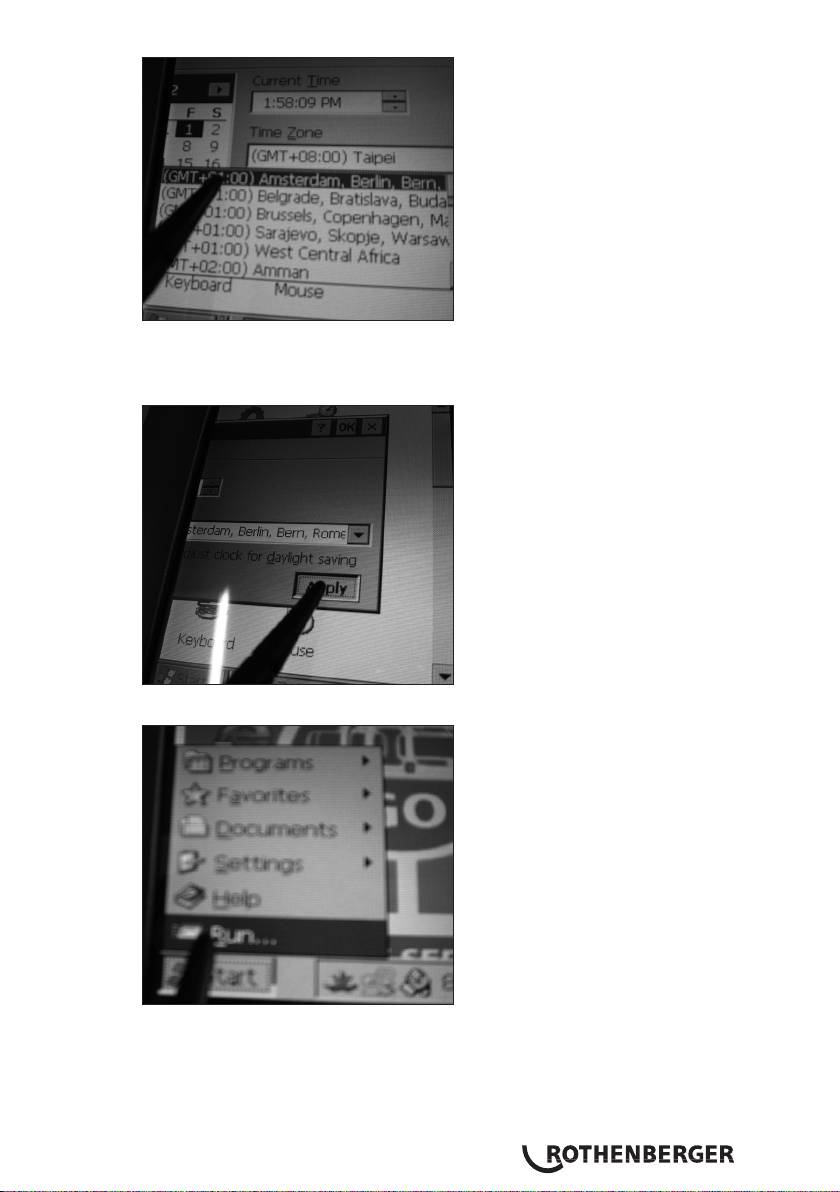
Opret indlæsningsmaske ved at berøre og forskyde Date/-time-linjen. Vælg den pågældende
tidszone, eller indlæs klokkeslættet -Current Time.
Bemærk! Vær opmærksom på AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bekræft med „Apply“ og „OK“. Luk kontrolpanelet med X.
Tryk på tasterne „Start“ og „Run“.
DANSK 147
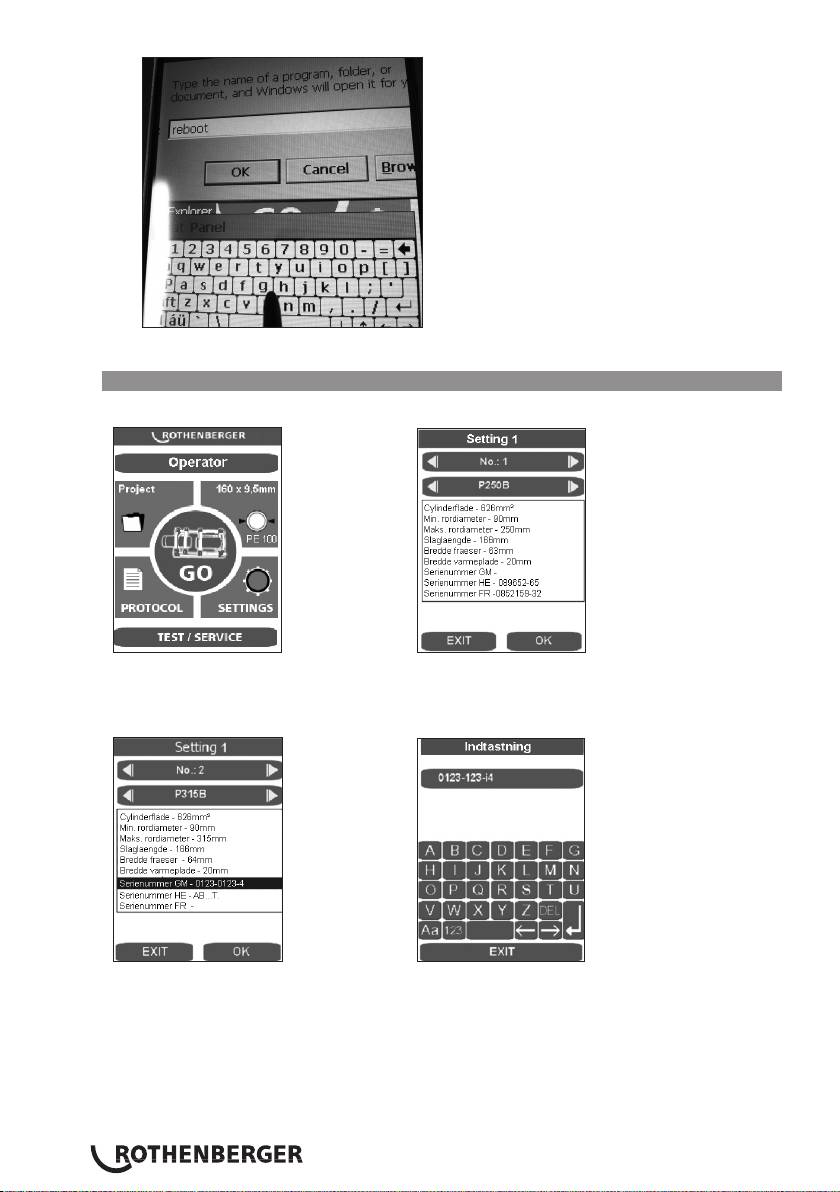
Indtast reboot ved hjælp af det tastatur, der vises, og tryk på „OK“; pc‘en genstarter.
3.7 Opret/vælg maskinkonfigurationer
Tryk på tasten SETTINGS, når der skal vælges eller oprettes maskinkonfigurationer.
Den ønskede maskinkonfiguration kan vælges ved hjælp af piltasterne.
Hvis der skal oprettes en ny konfiguration, starter man det næste nummer, f.eks. 2, ved hjælp af
piltasten mod højre.
Indlæsningsfeltet vises, når der trykkes på det tilsvarende visningsfelt. Dataene kan slettes ved
hjælp af DEL, og nye kan indtastes; disse data optages senere i protokollen.
DANSK148
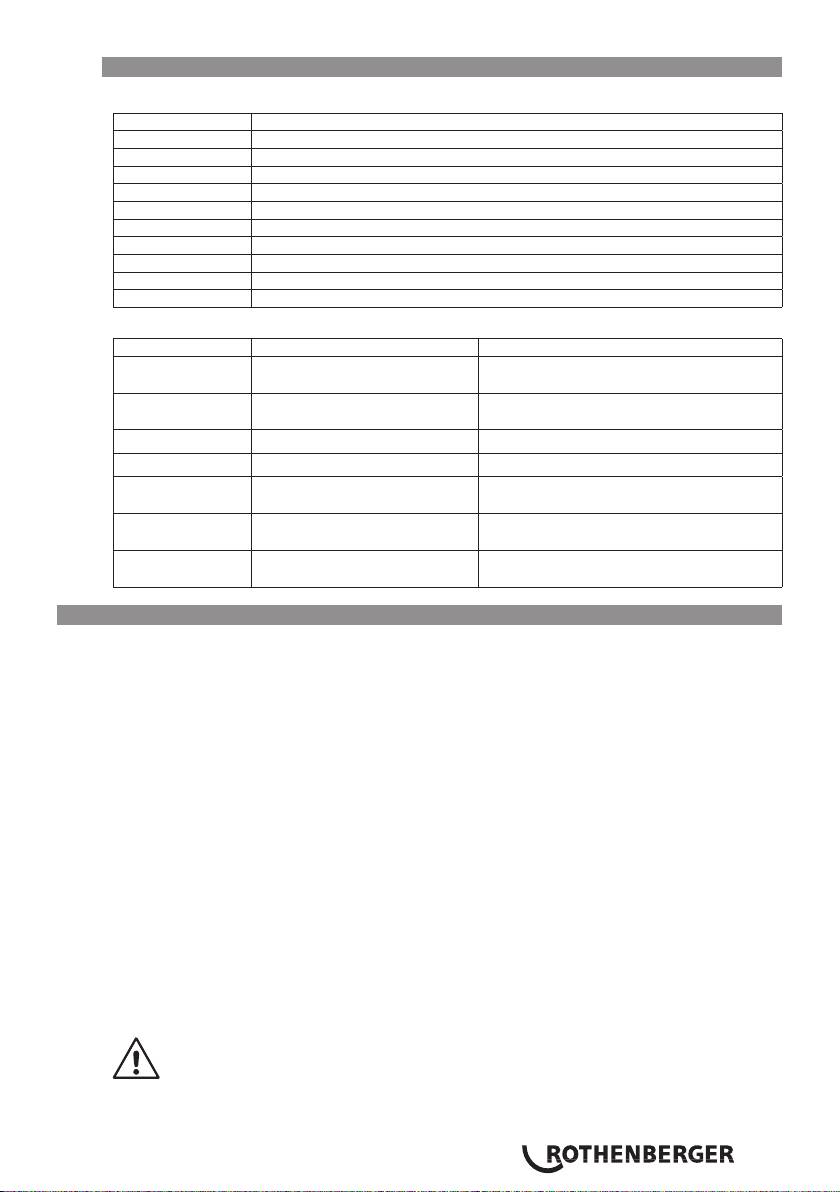
3.8 Fejlmeddelelser
Touch-pc og protokol:
Fejlmeddelelse Benævnelse
Code 1 Udligningstryk for stort
Code 2 Udligningstryk for lille
Code 4 Opvarmningstryk for stort
Code 64 Omstillingstid for lang
Code 128 Trykopbygningstid for lang
Code 256 Sammenføjningstryk for stort
Code 512 Sammenføjningstryk for lille
Code 2048 Varmeelement for koldt
Code 4096 Afbrudt af operatør
Code 131072 Varmeelement for varmt
Styring:
Fejlmeddelelse Benævnelse Fejlafhjælpning
SER Servicedato nået; der skal
Få foretaget service
foretages service
ERR1 Absolut tryk opnås ikke Kontroller oliestand, tryksensor, ventiler
defekte, motor defekt
PE-2 Tryksensor -24V defekt Udskift tryksensoren
ERR5 Olietemperatur 70 °C – Stop! Vent, til olietemperaturen er under 50°C
HE-1 Varmeelementet ikke
Udskift føleren
tilsluttet, følerbrud
HE-0 Varmeelement for varmt Kontroller temperaturen, kontroller
indstillingen, udskift føleren
HE-2 Varmeelement for koldt Kontroller temperaturen, kontroller
indstillingen, udskift føleren
4 Pleje og vedligeholdelse
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:
• Styrestængerne skal være fri for urenheder. Er overfladen beskadiget skal styrestængerne
udskiftes, da beskadigelsen evt. kan medføre tryktab.
• For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er
beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på
varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og alkohol
(kun når varmespejlet er koldt!).
• Hydraulikolien (HLP – 46, Art. nr.: 53649) skal udskiftes efter 12 måneder.
• For at undgå funktionsforstyrrelser, skal det regelmæssigt kontrolleres om
hydraulikaggregatet er tæt, forskruningerne sidder fast samt om kablet er i orden.
• Lynkoblingen på aggregatet samt på slangebundtet skal beskyttes mod snavs. Er de snavsede
skal de rengøres før sammenkoblingen.
• Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten
reduceres, skal knivene vendes eller udskiftes med nye.
• Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes, er
rene, da knivenes levetid i modsat fald reduceres.
Svejsemaskinen skal iht. DVS 2208 kontrolleres en gang om året af fabrikanten
eller et serviceværksted, der er godkendt af fabrikanten. For maskiner med
usædvanlig høj belastning skal kontrolcyklussen forkortes.
DANSK 149

4.1 Maskine- og værktøjspleje
(Overhold vedligeholdelsesforskrifterne under pkt. 4!)
Skarpe og rene værktøjer giver bedre resultater og arbejder sikrere.
Stumpe, brudte eller mistede dele skal udskiftes med det samme. Kontroller om tilbehøret sidder
fast på maskinen.
Anvend kun originale reservedele under vedligeholdelsen. Reparationer må kun udføres af fagligt
kvalificeret personale.
Når maskinen ikke anvendes, skal maskinen tages fra strømmen, før pleje- og
vedligeholdelsesarbejder samt før tilbehørsdele udskiftes.
Før maskinen igen tilsluttes til strømmen, skal det sikres, at maskinen og værktøjet er slået fra.
Anvendes der forlængerledninger skal det kontrolleres om disse fungerer korrekt og sikkert. Der
må kun anvendes kabler, der er godkendt til udendørs brug.
Der må ikke anvendes værktøj og maskiner, hvis kabinettet og håndgreb, der er ødelagte eller
bøjede, især hvis de er af plastik.
Snavs og fugt i ridser leder elektriske strøm. Dette kan medføre stød, hvis der opstår
isoleringsskader på værktøjet eller i maskinen.
Bemærk: Der henvises desuden til de gældende forskrifter til forebyggelse af ulykker.
5 Tilbehør
Egnet tilbehør og en bestillingsformular findes fra sida 361.
6 Affaldsbehandling
Dele af apparetet er af brugbart materiale og kann genbruges. Hertil står autoriserede og
certificerede genbrugsvirksomheder til rådighed. Til miljøvenlig affaldsbehandling af ikke brugbart
materiale (f.eks. elektronikaffald) vær venlig at spørg den myndighed, hvorunder det sorterer.
Kun til EU-lande:
Elektrisk værktøj må ikke smides ud med det almindelige affald! I henhold til det
Europæiske Direktiv 2012/19/EF om affald af elektrisk- og. elektronisk udstyr og
gennemførelsen i national lovgivning skal ikke længere brugbart elektrisk værktøj
indsamles separat og tilføres en recyclingsproces.
DANSK150
Innehåll Sida
1 Anvisningar om säkerhet 152
1.1 Avsedd användning 152
1.2 Allmänna säkerhetsanvisningar 152
2 Tekniska data, se broschyren „tekniska data“
3 Apparatens funktion 154
3.1 Beskrivning 154
3.1.1 Basmaskin (bild A) 154
3.1.2 Hydraulaggregat (bild B) 154
3.2 Bruksanvisning 155
3.2.1 Driftsättning 155
3.2.2 Åtgärder för att förbereda svetsen 158
3.2.3 Svetsning 162
3.2.4 Urdrifttagning 165
3.3 Allmänna krav 165
3.4 Viktig information om svetsdata 165
3.5 Inställning av parametrar 166
3.6 Inställning av datum och tid 167
3.7 Maskinkonfigurationer, skapa och välja 169
3.8 Felmeddelanden 170
4 Skötsel och underhåll 170
4.1 Maskin- och verktygsunderhåll 171
5 Tillbehör 171
6 Avfallshantering 171
Symboler i detta dokument:
Fara!
Denna symbol varnar för personskador.
OBS!
Denna symbol varnar för skador på material eller miljö.
Uppmaning till handlande
SVENSKA 151
1 Anvisningar om säkerhet
1.1 Avsedd användning
ROWELD P250-630/8-24B Plus Premium är endast avsedd för produktion av svetsfogar av PE-,
PP- och PVDF-rör enligt de tekniska specifikationerna.
1.2 Allmänna säkerhetsanvisningar
VARNING! När du använder elverktyg ska följande grundläggande säkerhetsåtgärder
följas för att skydda mot elektriska stötar, personskador och brand.
Läs alla dessa anvisningar innan du använder detta verktyg och förvara dem på ett
säkert ställe.
Underhåll och reparation:
1 Regelbunden rengöring, underhåll och smörjning. Dra ut kontakten innan justering,
underhåll eller reparationer utförs.
2 Låt apparaten enbart repareras av kvalificerad fackpersonal som endast använder
originalreservdelar. Därmed säkerställs att apparatens säkerhet bibehålls.
Arbeta säkert:
1 Håll din arbetsplats ren. Avfall och kringliggande delar kan orsaka olyckor.
2 Tänk på miljöfaktorerna. Ställ inte ut elverktyg i regn. Använd inte elektriska verktyg i
fuktiga eller våta miljöer. Sörj för god belysning av arbetsytan. Använd inte elverktyg där
brand- eller explosionsrisk föreligger.
3 Skydda dig mot elektriska stötar. Undvik kroppskontakt med jordade ytor (t.ex. rör,
radiatorer, spisar, kylskåp).
4 Håll obehöriga borta. Låt inga andra personer, särskilt inte barn, komma i kontakt med
elverktyget eller sladden. Håll dem borta från arbetsområdet.
5 Förvara elektriska verktyg på ett säkert sätt. Oanvända elverktyg bör förvaras på en torr,
hög eller låst plats, utom räckhåll för barn.
6 Överbelasta inte dina elverktyg. Gör jobbet bättre och säkrare i angivet driftsområde.
7 Använd rätt elverktyg. Använd inte maskiner med låga prestanda för tungt arbete. Använd
inte verktyget för andra ändamål än de avsedda. Använd till exempel ingen cirkelsåg för att
såga stockar och kubbar.
8 Bär lämplig klädsel. Bär inte löst sittande kläder eller smycken, de kan fastna i rörliga delar.
När du arbetar utomhus är halkfria skor att rekommendera. Använd hårnät om du har långt
hår.
9 Använd skyddsutrustning. Använd skyddsglasögon. Använd dammskyddsmask vid
dammigt arbete.
10 Stäng av dammsugs-funktionen. Om det finns anslutningar för dammutsug och
damminsamlingsenhet, se till att de är anslutna och används på rätt sätt.
11 Använd inte kabeln för andra ändamål än de avsedda. Använd inte kabeln för att dra ut
kontakten ur vägguttaget. Håll sladden borta från värme, olja och skarpa kanter.
12 Säkra verktyget. Använd skruvtving eller skruvstäd för att hålla fast arbetsstycket. Det är
säkrare än att använda handen.
13 Undvik dålig kroppshållning. Se till att du står stadigt och behåller balansen vid alla
tillfällen.
SVENSKA152

14 Underhåll verktygen med omsorg. Håll skärverktyg vassa och rena för bättre och
säkrare arbete. Följ instruktionerna för smörjning och verktygsbyte Kontrollera regelbundet
sladden till verktyget och få den utbytt av en fackman om den är skadad. Kontrollera
förlängningssladdarna med jämna mellanrum och byt ut dem om de är skadade. Håll
handtagen torra, rena och fria från fett och olja.
15 Dra ut stickkontakten ur eluttaget. När du inte använder elverktyget, före service och vid
byte av verktyg såsom knivar, bits, blad.
16 Sätt inte in några skiftnycklar. Kontrollera att nyckeln och monteringsverktyget är
borttagna innan du slår på apparaten.
17 Undvika oavsiktlig start. Se till att strömbrytaren är avstängd när du sätter i kontakten i
uttaget.
18 Använd skyddsmarkerad förlängningssladd för utomhusbruk. Användning utomhus får
endast ske med för avseendet godkänd och skyddsmärkt förlängningssladd.
19 Använd skyddsutrustning. Var försiktig med vad du gör. Använd ditt sunda förnuft i
arbetet. Använd inte elverktyget när du är trött.
20 Kontrollera att maskinen inte är skadad. Innan fortsatt användning av verktyget
måste säkerhetsanordningar eller eventuella skadade delar noggrant undersökas för rätt
handhavande och funktion. Kontrollera att de rörliga delarna fungerar och inte har fastnat
eller att några delar är skadade. Alla delar måste vara korrekt installerade och uppfylla alla
krav för att säkerställa korrekt drift av verktyget.
Skadad säkerhetsutrustning och skadade delar måste repareras eller bytas ut av en
auktoriserad serviceverkstad, om inte annat anges i bruksanvisningen. En skadad strömbrytare
får endast bytas ut av en auktoriserad serviceverkstad.
Använd inte elverktyg där strömbrytaren inte kan slås på och av.
21 Varning! Användning av andra verktyg och tillbehör kan leda till skador för dig.
22 Låt verktyget endast repareras av en behörig elektriker. Detta elverktyg uppfyller
gällande säkerhetsföreskrifter. Reparationer får endast utföras av en behörig elektriker med
hjälp av originalreservdelar, annars kan användaren riskera att råka ut för olyckor.
2 Tekniska data, se broschyren „tekniska data“
SVENSKA 153

3 Apparatens funktion
3.1 Beskrivning
ROWELD P250-630/8-24B Plus Premium är en kompakt, bärbar, stumsvetsmaskin med
dataloggningsmodul för lagring av svetsparametrar enligt DVS-anvisningen, dataöverföring via
USB-porten, speciellt avsedd för användning på byggarbetsplatser - och här speciellt vid arbete på
rör/rörschakt. Naturligtvis går det även att använda maskinerna i verkstad.
Svetsmaskinen „ROWELD“ är mångsidig och kan användas för svetsfogar av PE-, PP- och PVDF
rör med ytterdiameter på 90 - 630 mm/ 5-24“ för:
I. rör - rör
II. rör - rörböjar
III. rör - T-stycken
IV. rör - svetsfogar
Maskinen består i huvudsak av:
Basmaskin, reducerade spänninsatser, hydraulisk motor med idataloggningsmodul, fräsenhet,
värmare, isoleringsbox.
Vid svetsning av svetsbuntar kan man använda tillbehöret klämkäft-spännskiva.
ROWELD P250/8B: Vid svetsning av rörböjar med en snäv radie på maskinens maxdiameter finns
ett tillbehör för att använda avsmalnande spännverktygs övre del.
ROWELD P500-630/18-24B Plus: För in- och utlyftning av fräs och värmare kan tillvalet elektrisk
lyftanordning användas.
3.1.1 Basmaskin (bild A)
1 Rörliga spännelement 3 Mellanlägg med spärrar
2 Skjutbart spännelement 4 Uppvärmningsanordning
3.1.2 Hydraulaggregat (bild B)
1 Knapp Automatik 12 Knapp Timer (tid)
2 Visning av tryck 13 Uttag fräs
3 Knapp Släpp ut tryck 14 Snabbkoppling krage
4 Vred 15 Snabbkoppling kontakt
5 Knapp fräs 16 Kontaktanordning värmare
6 Av/på-knapp 17 Stickkontakt
7 Knapp uppvärmning 18 Nödstopp
8 Maskin „höja“ 19 Touch-PC
9 Visar temperatur och tid 20 Oljepåfyllningslock med oljesticka
10 Frigöringsknapp 21 USB-anslutning
11 Maskin „sänka“
Hydraulaggregatet är markerat med följande symboler för användning av svetsmaskinen:
Knapp hydraulaggregat på och av
Genom att trycka på knappen „värme“ (Heizung) slås värmaren på. Öns-
kad temperatur på värmaren fås genom att trycka på „värme“ och vrida
vredet så att det verkliga värdet visas, och där ändra inställningen.
Vid vredet för att justera trycket för skärning, justering, uppvärmning och
sammanfogning, Värdet visas i displayen „Tryck“ (Druck). 3 sekunder
efter inställningsvärdet visas ärvärdet. Genom att trycka på vredet kom-
mer serviceparametrarna att visas och ställas in.
SVENSKA154
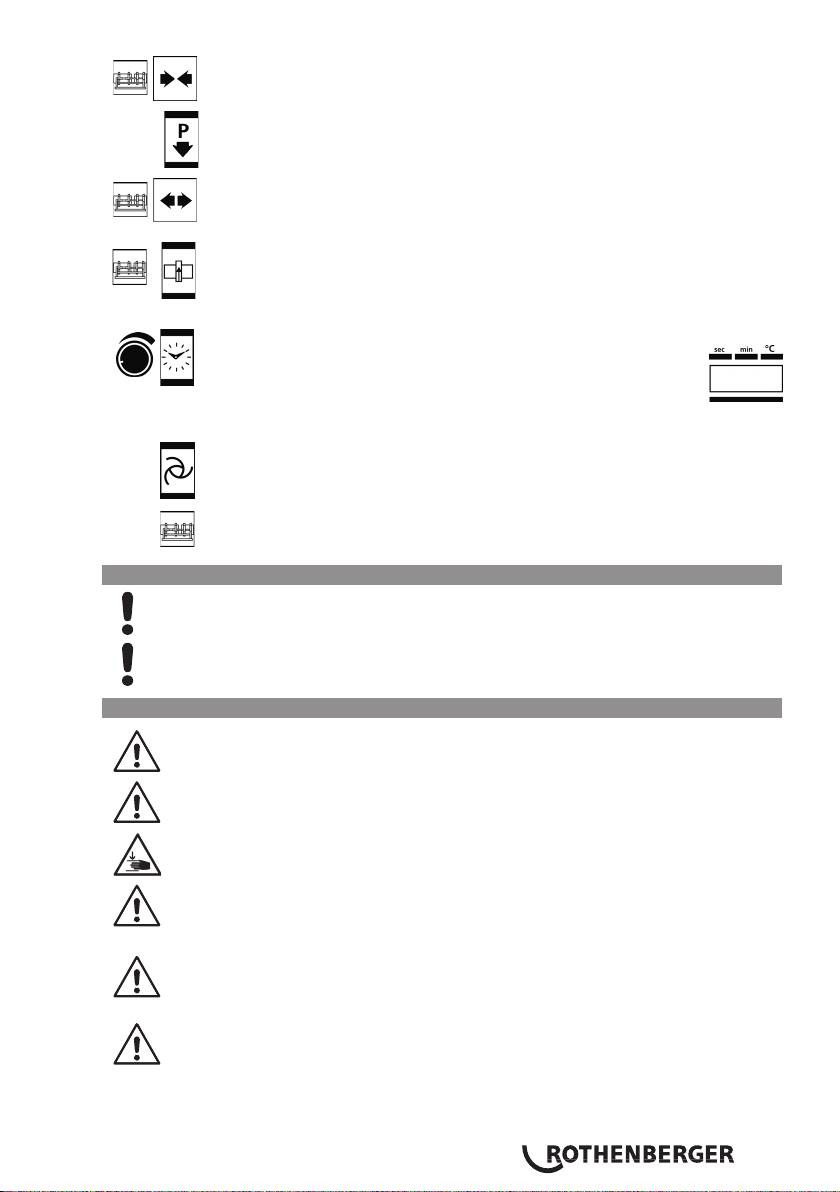
För att sammanföra spännementen trycker du på frigöringsknappen och på
maskinens „sänk“.
Knapp för att släppa ut tryck
För utvidgning av spännementen trycker du på frigöringsknappen och på maskinens
„höj“.
Tryck på frigöringsknappen och fräsknappen för att slå på fräsinställningen vid
eluttaget. Trycket ställs automatiskt in på 10 bar och kan ökas med vredet till
max 20. (I särskilda fall, t.ex. vid lutning kan inställning till maximalt 50 bar göras
genom att ändra P004)
Timern aktiveras genom att trycka på knappen en gång. Om du trycker
på knappen och vrider på vredet kan tiden t1 justeras i sekunder. Håller
du ner knappen ändras detta till t4. Om du trycker på knappen och vrider
på vredet kan tiden t4 justeras i minuter. Genom ett kort tryck på Timer-
knappen när timerindikatorn lyser t1 eller t2, kommer timern att startas
manuellt.
Genom att trycka på knappen Automatik kommer det inställda trycket att övervakas
under uppvärmningen (timern t1 aktiv) och sammanfogningsprocessen (timern t4
aktiv) och justeras vid behov.
Släpp knappen för att bekräfta serviceparametrarna
3.2 Bruksanvisning
Svetsmaskinen får endast användas av vederbörligen kvalificerad och lämplig
utbildad personal enligt DVS 2212 del 1!
Maskinen får endast användas av utbildade och auktoriserade operatörer!
3.2.1 Driftsättning
Vänligen läs bruksanvisningen och säkerhetsanvisningarna noga innan du
använder maskinen!
Använd inte värmeelementet i en explosiv miljö och låt det inte komma i kontakt
med brännbart material.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag i
den. Håll andra människor borta från arbetsområdet.
Före varje användning ska oljenivån i den hydrauliska enheten kontrolleras vid
oljepåfyllningslocket med oljestickan (20), så den ligger mellan markeringarna
min.och max. Fyll på vid behov.
Hydraulaggregatet får endast vara i horisontellt läge vid transport och
avställning, vid lutning tränger olja ut från på- och avluftningsenheten med
oljestickan.
Tryck på nödstoppsreglaget (18) vid fara. Kontrollera före varje användning att
nödstoppsreglaget inte är låst!
De bägge hydraulslangarna i basmaskinen ansluts med snabbkoppling (14,15) på den
hydrauliska enheten.
SVENSKA 155
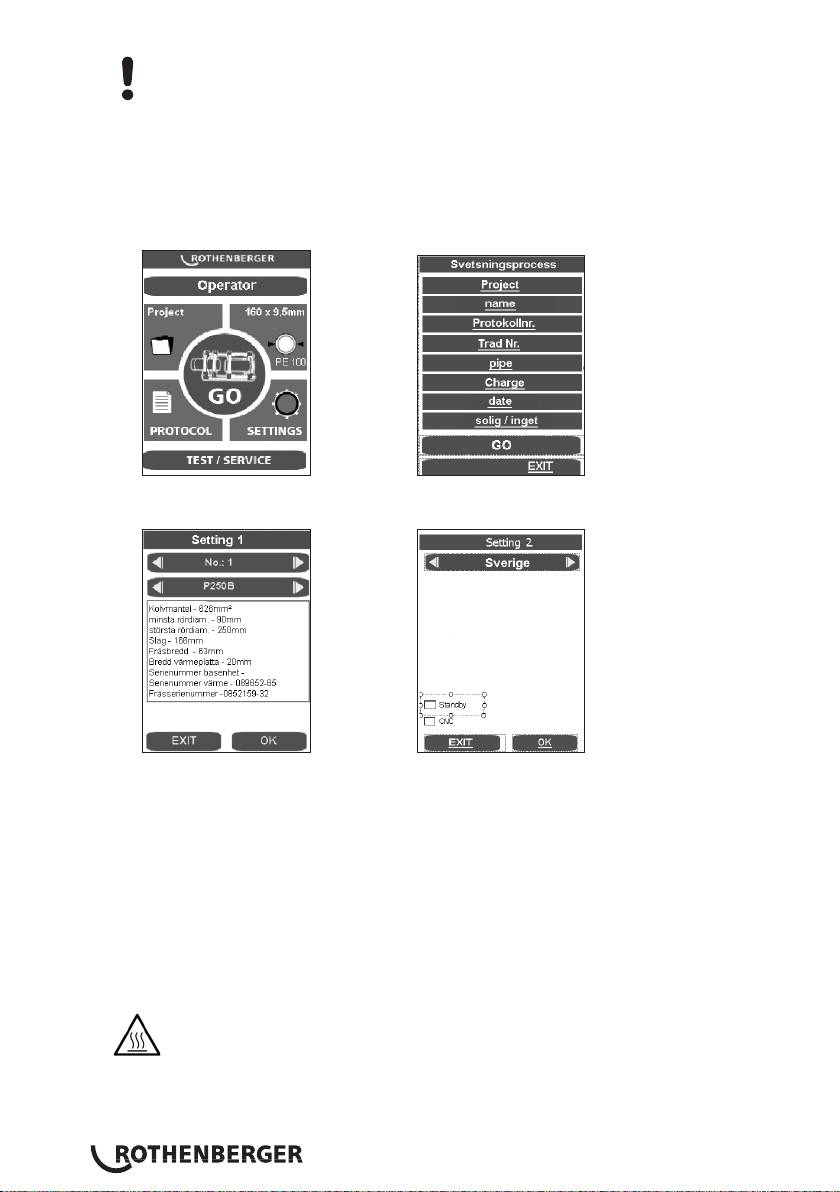
Skydda snabbkopplingarna mot föroreningar. Läckande kopplingar måste bytas
omedelbart!
Anslut fräsenhet till uttaget (13) och anslut värmeaggregatet vid kontaktenheten (16).
Anslut hydraulaggregatets nätkontakt (17) till elnätet enligt specifikationen på märkskylten.
Om startskärmen inte visas, släpp nödstoppsknappen, ett pip hörs och skärmen (2) visar en
prick.
Kontrollera datum och tid vid första start. Tryck sedan på GO-knappen. (För att ändra se
avsnitt. 3.6) . För att stänga menyn, tryck på EXIT.
Ställa in språk för inledande drift, grundinställningen är tyska. För att ändra inställningar, tryck
och bekräfta med OK för att växla till inställning 2.
Använd piltangenterna för att välja önskat språk och klicka på OK. Det valda språket sparas
efter den första svetsprocessen.
Det är möjligt att koppla skärmen till viloläge, skärmsläckaren blir aktiv när det hydrauliska
systemet stängs av med knappen (6).
Slå på den hydraulisk enheten (tryck på knapp (6)).
Efter inkoppling värms värmeelementet upp.
På displayen (9) visas den aktuella temperaturen. Reglaget är aktivt när det tänds en punkt
på displayen. När den inställda temperaturen nåtts tänds båda lysdioderna (faktisk och
inställd). Efter ytterligare 10 minuter är värmaren driftsklar. Kontrollera temperaturen med en
termometer.
För att justera temperaturen på värmaren, se avsnitt 3.5.
Risk för brännskador! Värmeelementet kan nå en temperatur på upp till 300 ° C
och ska omedelbart ställas tillbaka efter användning i den därför avsedda
isoleringsboxen!
Genom att trycka på knappen (7) länge kommer värmaren stängas av, punkten på displayen
släcks (9), och värmaren kan sättas på igen genom att knappen trycks in på nytt.
SVENSKA156
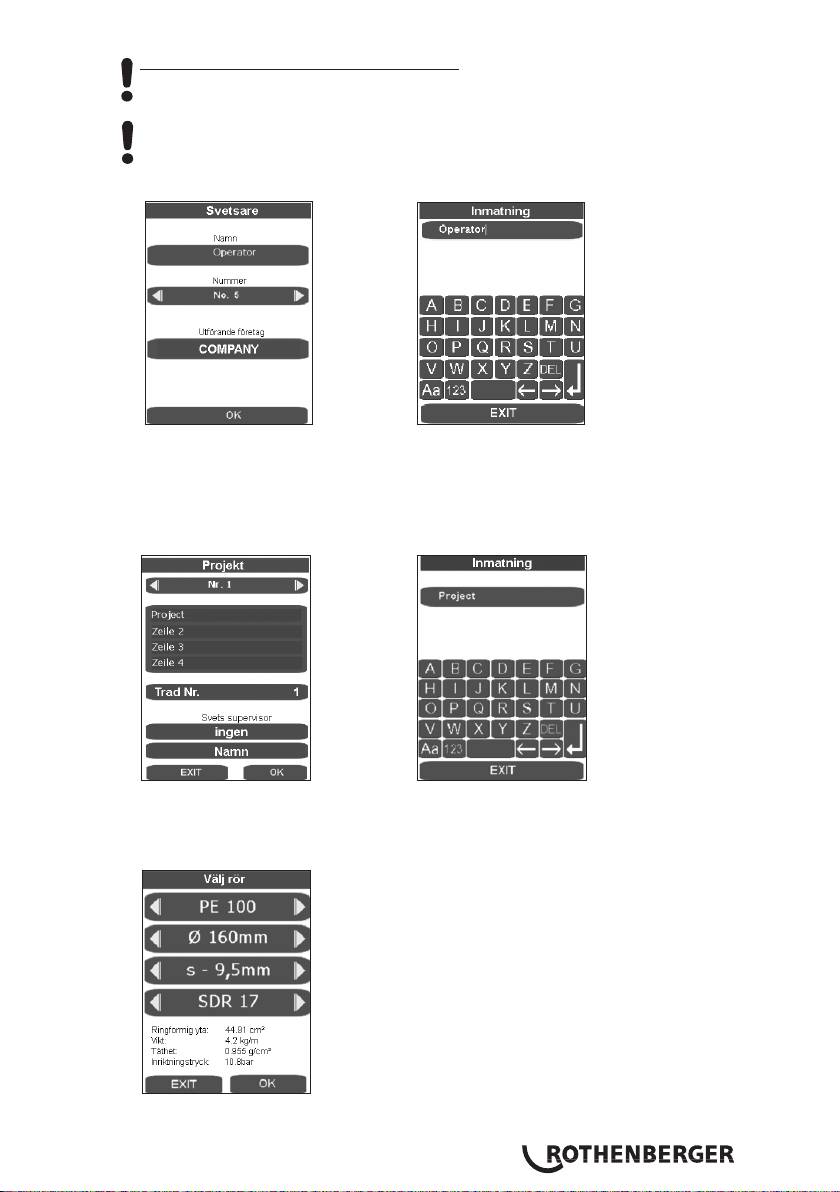
Hydraulisk ROWELD P500-630/18-24B Plus: Kontrollera rotation! På fabriken är
maskinerna fastklämda medurs. Basmaskinen med hydraulisk drivenhet på eller av kan köras
när ingen rörelse sker, koppla om fasvändaren på huvudströmbrytaren med lämpliga verktyg!
Obs: Vid fel riktning, är hydrauliken inte på (risk för skador)
Välj eller ange svetsarnamn „operatör“.
Med inmatningsmasken kan sparade svetsare väljas, nya svetsare läggas till eller så kan
befintliga namn raderas med DEL och nya kan läggas in. Alla inmatningsmasker bekräftas
och sparas med ENTER eller OK, sedan kommer nästa programsteg att visas. EXIT stänger
inmatningsrutan utan att spara.
Välj eller skapa ett projekt.
Med inmatningsmasken kan sparade projekt väljas och nya projektnamn anges. Stäng och
spara med Enter.
Välj rör.
Använd piltangenterna för att välja önskat rör och klicka på OK.
SVENSKA 157
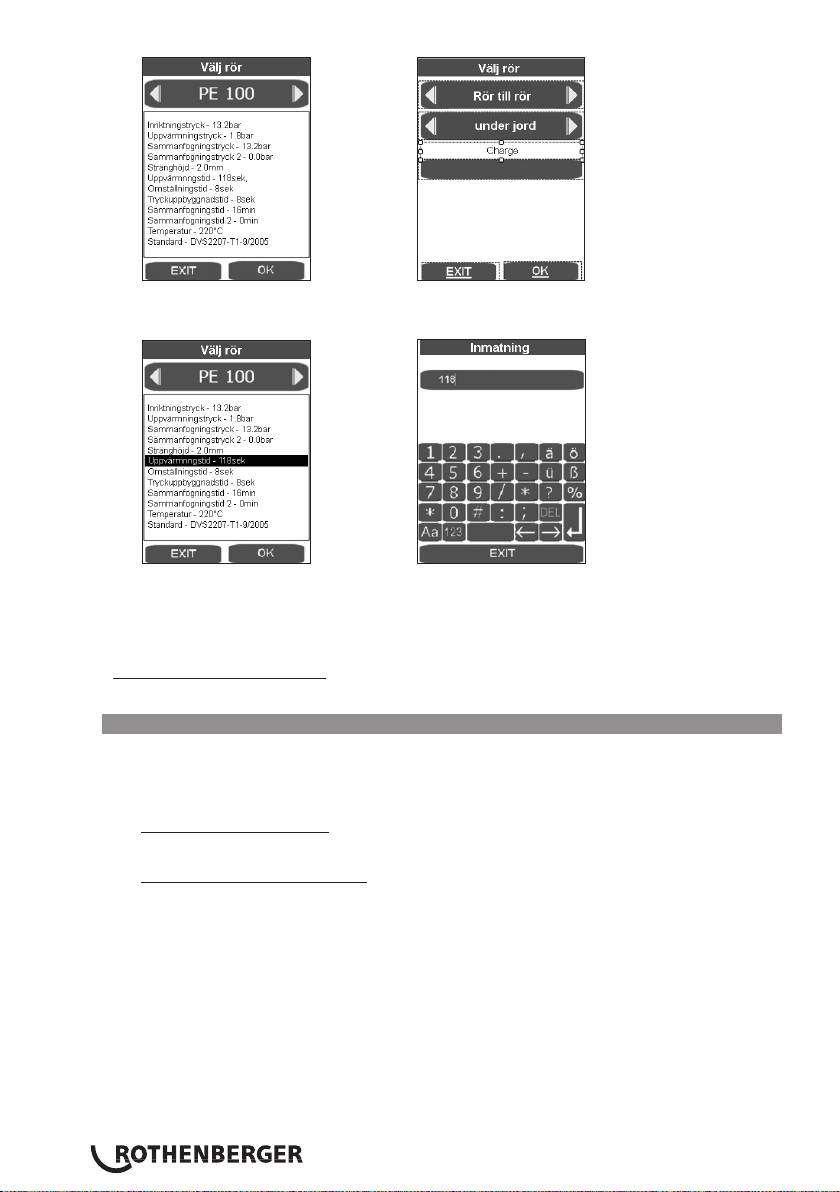
I denna sista översikt av rörparametrarna visas rördatan enligt DVS riktlinjer, med OK visas
fönstret för svetsdel och inläggningstyp.
Olika standardändringar kan göras genom att trycka på motsvarande visningsfält och spara
genom att trycka på ENTER. I punkten Norm ändrar du namnet, detta kan senare anges i
fältet Kommentar på datorn innan utskrift av dataloggen/protokollet. Efter att röruppgifterna
bekräftats med OK och sparats visas huvudmenyn.
Gäller P500-630/18-24B Plus: För lyft av fräsningsenheten och värmare, ska lyftanordning med
art.nr 53410 (P500B) eller 53323 (P630B/P630B Plus) eller lämpligt verktyg användas.
3.2.2 Åtgärder för att förbereda svetsen
För rör som är mindre än den maximala diametern måste enheten förses med
reduceringsinsatser för den rördiameter som ska bearbetas med insexskruvarna som finns i
tillbehören.
ROWELD P250-355/8-12B: bestående av 6 halvskal med bred och 2 halvskal med smal
klämyta
ROWELD P500-630/18-24B Plus: består av till 450 mm diameter på 6 halvskal med bred och
2 halvskal med smal klämyta, från 500 mm 8 halvskal med bred
klämyta.
Det bör noteras att halv-skalen med den smala klämytan ska införas i de två yttre nedre
basspännelementen. Endast för rör/rörböjanslutning som kan sättas in i det vänstra
gripelementet ovanför och nedanför.
Lägg i de plaströr eller beslag som ska svetsas i spännanordningen (vid långa rör över
2,5 m måste rullblock användas) och sätt i mässingsmuttrarna för att dra åt vid det
övre fastspänningsverktyget. Rörens rundhet kan kompenseras genom att dra åt eller
lossamässingsmuttrarna.
SVENSKA158
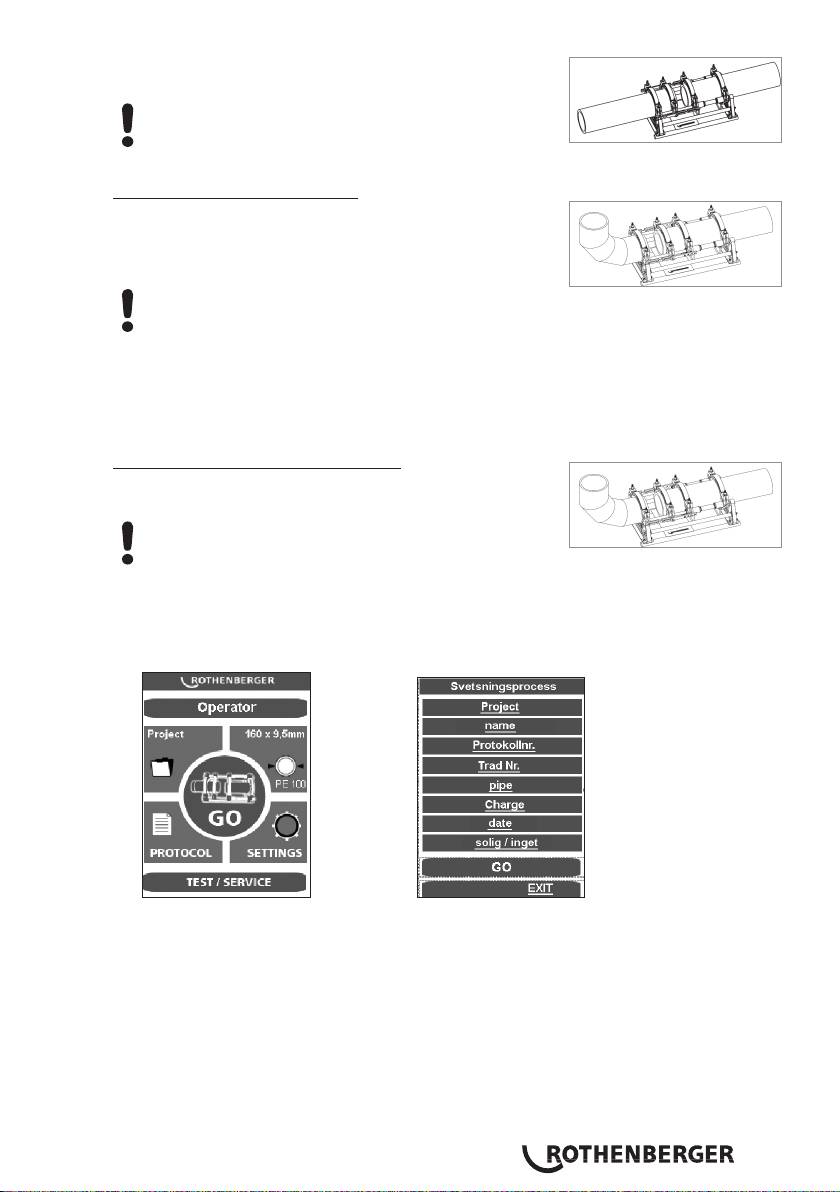
För rör / rör - föreningar måste distanser användas i de bägge
vänstra spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Rören hålls av två spännelement.
Rör / montering P250-355/8-12B:
Vid rör/monterings - anslutningar,måste distanserna användas
i de bägge mittersta spännelementen och
värmaravsågsinställningen hängas upp i de vänstra
spännelementen.
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett klämelement. Härmed kan det
rörliga klämelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Vid arbete på vissa rördelar på särskilda platser, t.ex. horisontella böjar eller svetsbuntar är det
nödvändigt att ta bort värmaravsågsinställningen.
Rör / montering P500-630/18-24B Plus:
För rör/monterings-föreningar måste distanser snurras och
användas i de bägge mittersta spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett spännelement. Härmed kan det
rörliga spännelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Starta svetsprocessen med GO.
I denna sista översikt kan du göra ändringar i sista minuten genom att klicka på den relevanta
delposten och bekräfta med GO.
SVENSKA 159
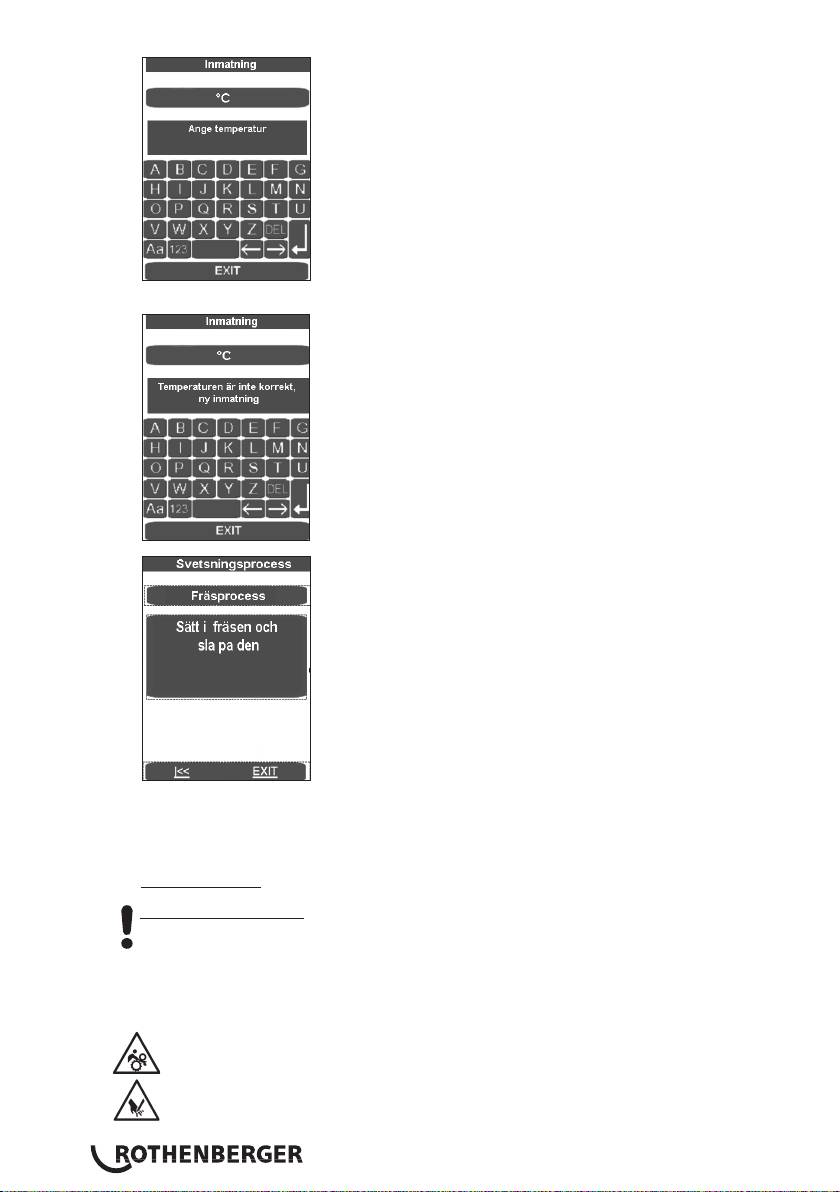
Ange temperatur och tryck Enter. Om temperaturen inte visas korrekt:
Använd pilknapparna så åker maskinen ut, med EXIT hoppar programmet till huvudmenyn
utan att spara.
Sätt in elfräsen mellan arbetsstyckena som skall svetsas.
P250-355/8-12B: Slå på fräsermotorn och lås brytaren.
P500-630/18-24B Plus: Kontrollera rotation! På fabriken är maskinerna fastklämda
medurs.
Slå på fräsenheten, tryck på knapparna (10) och (5) på hydraulaggregatet. Hyvlingsskivorna
måste köras i skärriktningen, annars måsta fasvändaren på huvudströmbrytaren kopplas om
med ett lämpligt verktyg.
Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avstånd
från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen
i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda
isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid
kontrolleras för att undvika oavsiktlig start utanför maskinen.
SVENSKA160
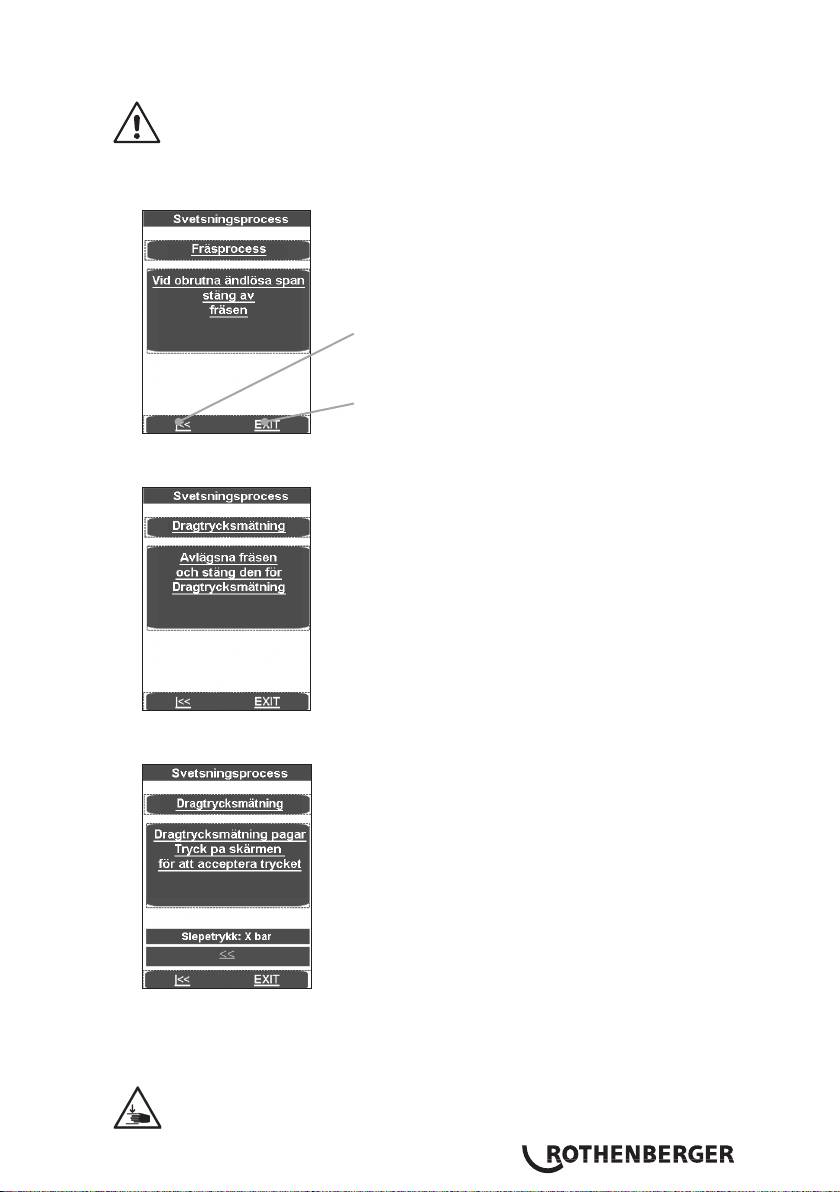
Skjut ihop spännelementen (tryck på 10 + 11). Justera frästrycket med vredet (4) . Som
standard kan upp till 20 bar möjligt frästryck ökas upp till 40 bar, se avsnitt 3.5.
För högt frästryck kan leda till överhettning och skador på skärenheten. Vid
överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas (se
avsnitt 3.5).
Efter det att hyvelspån med en tjocklek på <= 0,2 mm kommer ut ur fräsen, tryck på
fräsknappen (5) och kör ut spännelementen (tryck på knapp 10 + 8 ).
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och sätt in den
i isoleringsboxen .
Skjut samman arbetsstyckena med ett lätt tryck (knapp 10 + 11) och ställ in bromstrycket
med vredet (4) .
Om maskinen rör sig med låg hastighet, tryck på bildskärmen. Den uppmätta bromstrycket
läggs automatiskt till matchningstryck, blötläggningstryck och fogtryck.
Spännelementen slås ihop, röret kontrolleras och justeras för motsvarande tryck och delarna
testas så att de sätter ordentligt fast i spännverktyget.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag
i den. Håll andra människor borta från arbetsområdet.
SVENSKA 161
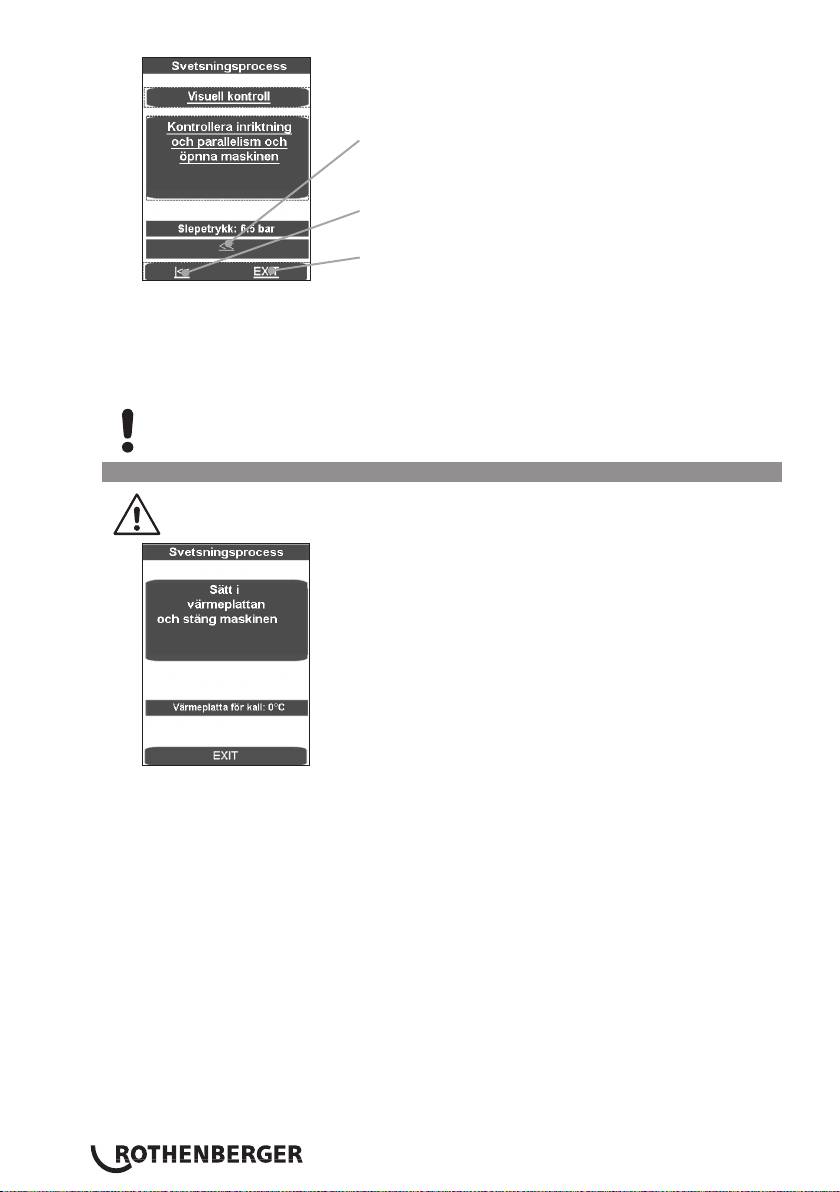
Använd pilknapparna så återgår programmet till
"Dragtrycksmätning"
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Kontrollera att svetsytorna är plana, parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan
ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max.
avstånd mellan de plana ytorna får inte vara större än 0,5 mm. Använd ett rent verktyg (t.ex.
en borste) och ta bort eventuella spån i röret.
Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med
händerna, och måste vara fri från föroreningar!
3.2.3 Svetsning
Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett
säkert avstånd till maskinen. Stå aldrig i maskinen!
I masken visas värmeplattans temperatur.
Förloppsindikatorn visar när temperaturen är för låg i blått, och när den är för hög i rött och
om den är inom standarden i grönt.
Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att stöden
i värmeplattan sitter i skårorna på utsugsmekanismen.
Maskinen går ihop, matchningstrycket stäls automatiskt in och håller trycket.
Nu sparas alla svetsparametrar och loggning aktiveras.
Svetsprocessen avbryts med EXIT, meddelandet „Abbruch durch Bediener“ (avbrutet av
användare) visas, trycket släpps och svetsparametrarna sparas. Bekräfta meddelandet med
OK, så hoppar programmet till huvudmenyn.
SVENSKA162
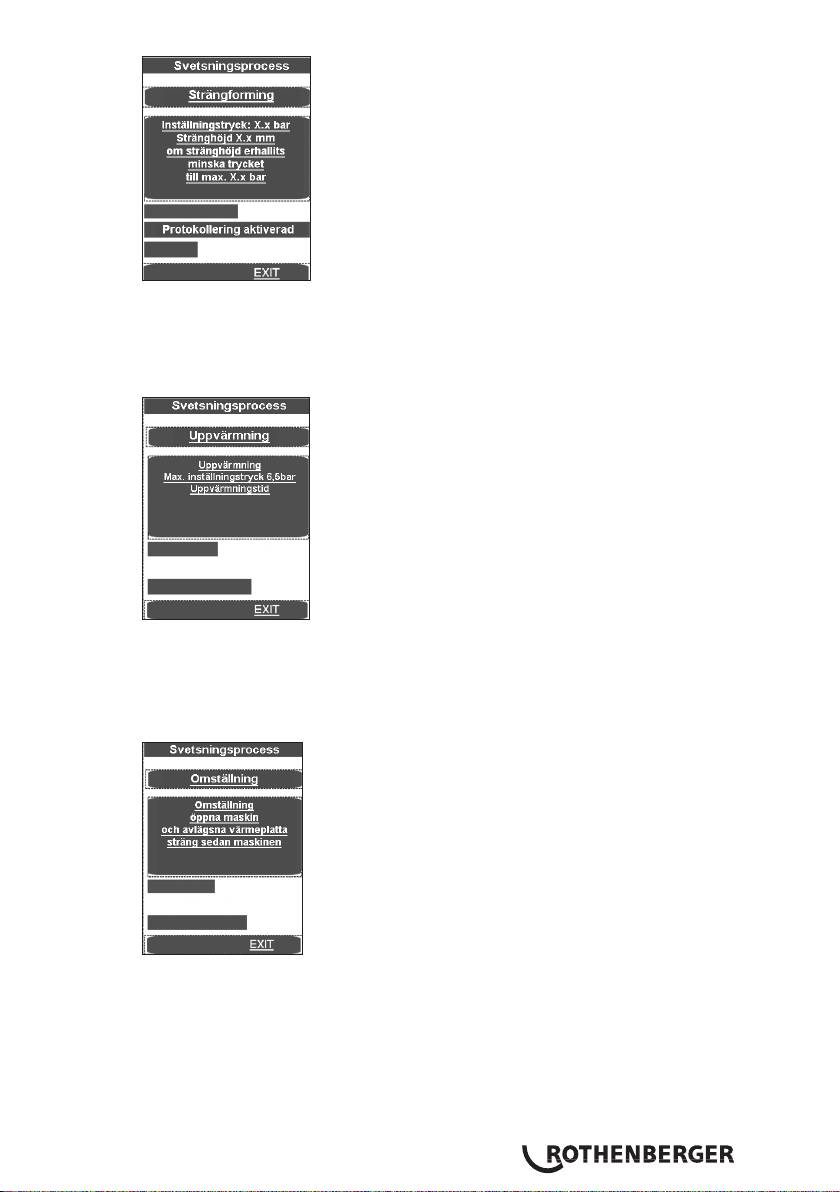
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den faktiska trycket visas
i displayen (2).
När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, släpper du trycket med
Automatik-knappen (1). Upphettningstiden t1 börjar.
Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot
värmeelementet.
Strax före slutet av uppvärmningen ljuder en signal.
Efter uppvärmningstiden glider arbetsstyckena isär igen, ta bort värmaren och kör ihop
ändarna på arbetsstycket.
Precis innan kontakten med arbetsstycket (1cm) avbryter du ihopflyttningen genom
att släppa knappen och trycker omedelbart igen. Trycket ökas linjärt till motsvarande
sammanfogningstryck.
SVENSKA 163
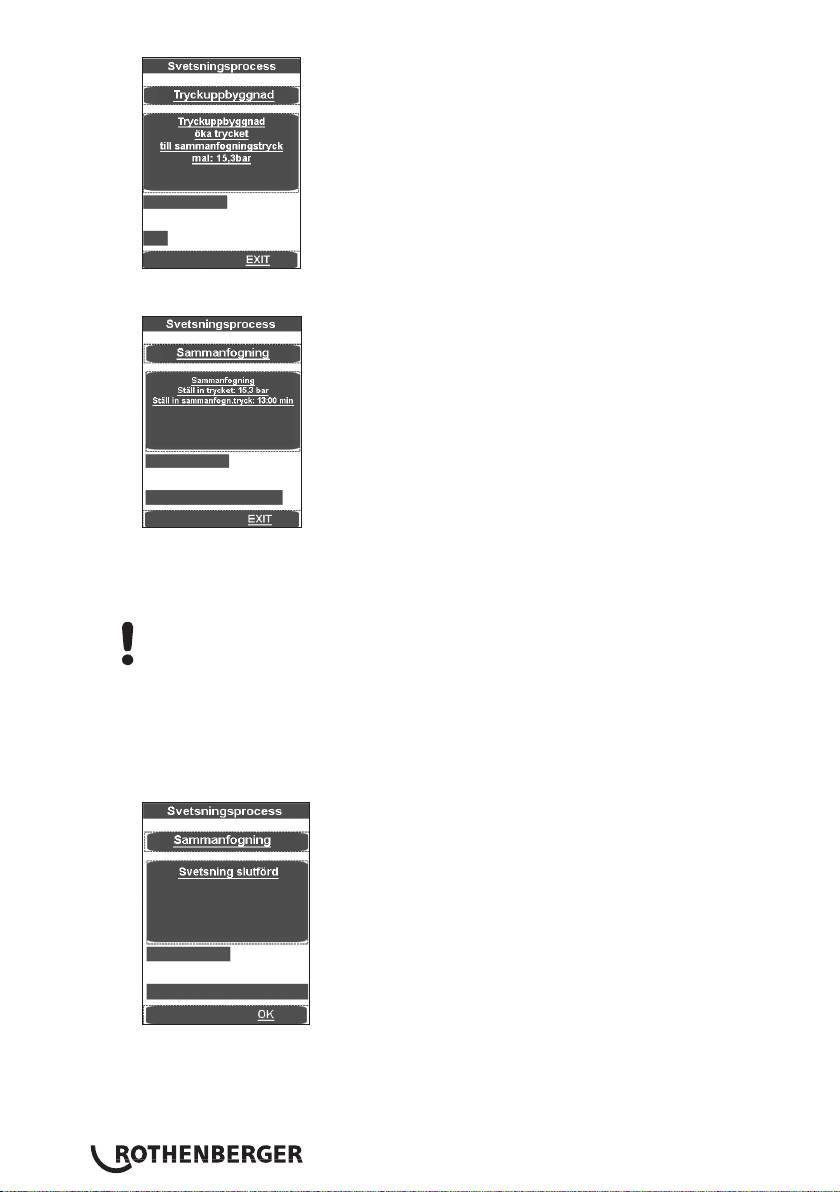
När sammanfogningstrycket har uppnåtts återgår programmet automatiskt till monteringen,
och timern t4 startar.
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den nedre visar tiden.
Det verkliga trycket visas i displayen (2) och den återstående sammanfogningstiden t4 på
displayen (9).
Varning: Knappen frisättning (10) och maskin På (11) hålls intryckt tills
sammanfogningstrycket har uppnåtts , sedan stängs hydrauliken av och knappen kan
släppas.
Så att trycket övervakas och regleras automatiskt. Vid alltför kraftig efterpumpning (högt
tryckfall) ska hydraulsystemet kontrolleras.
Sätt tillbaka värmeelement i isoleringsboxen.
Efter kylningen är avslutad är svetsningen klar, sparas, en signal ljuder och trycket släpps
automatiskt.
Lämna svetsmenyn med OK.
Tryck på knapp (3) för hel tömning.
Lossa de svetsade arbetsstyckena och ta ut dem.
Basmaskinen flyttas isär. Maskinen är klar för nästa svetscykel.
SVENSKA164
Överföring av data:
I menyalternativet Datalogg (Protokoll) kan dessa sparas genom att trycka på OK, om en USB-
enhet är ansluten. Fönstret stängs sedan automatiskt.
Denna loggfil kan redigeras genom att använda programvaran ROTHENBERGER Dataline 2 och en
dator.
Samtliga svetsparametrar kan anges ges i de bifogade svetstabellerna.
3.2.4 Urdrifttagning
Stäng av den hydrauliska enheten med knapp (6) .
Låt värmaren svalna och tillse att inga intilliggande material kan antändas!
Dra ut kontakten för fräs, värmare och hydraulisk enhet från vägguttaget och rulla ihop
kabeln.
Hydraulaggregat får endast stå i horisontellt läge vid transport och avställning,
vid lutning tränger olja ut från på- och avluftningsenheten med oljestickan.
Koppla loss hydraulslangarna och vira ihop dem.
Varning! Skydda kopplingarna från smuts!
3.3 Allmänna krav
Eftersom vädret och miljömässiga faktorer påverkar svetsningen måste motsvarande anvisningar
i DVS - Riktlinjer 2207 Del 1, 11 och 15 följas. Utanför Tyskland gäller motsvarande nationella
riktlinjer.
(Svetsning skall övervakas kontinuerligt och noggrant!)
3.4 Viktig information om svetsdata
Alla nödvändiga svetsdata såsom temperatur, tryck och tid ska beaktas med hänsyn till DVS -
Riktlinjer 2207 Del 1, 11 och 15. Utanför Tyskland gäller motsvarande nationella riktlinjer.
Referenser: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-post: media@dvs-hg.de internet: www.dvs-media.info
I individuella fall skall de grundläggande materialspecifika bearbetningsparametrarna hämtas från
rörtillverkaren.
De medföljande svetstabellerna med nämnda svetsparametrar är endast referensvärden för vilka
bolaget Rothenberger inte lämnar några garantier!
De värden som anges i svetstabellerna för matchnings-tryck och sammanfogningstryck
beräknades med användning av följande formel:
SVENSKA 165
svetsområdet [mm ²] x svetsfaktorSF [N / mm ²]
Svetstryck
P [bar] =
Cylinderyta Az [cm ²] x 10
Svetsfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Total cylindrisk yta ROWELD P 250/8 B 6, 26 cm ²)
(Total cylindrisk yta ROWELD P 355/12 B 6, 26 cm ²)
(Total cylindrisk yta ROWELD P 500/18 B och P 630/24 B är 14, 13 cm²)
(Total cylindrisk yta ROWELD P 630/24 B Plus 22, 38 cm ²)
3.5 Inställning av parametrar
Inställning av parametrar med tillstånd „Svetsare“:
Tryck på knappen (4) länge (ca 3 sekunder) tills P001 i övre blinkar (2).
Välj med vredet (4) önskade parametrar P001 till P009. Om detta värde ska justeras eller visas
trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen
på den övre displayen (2).
Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
Inställning av parametrar med tillstånd „Master“:
Tryck på vredet (4) länge, först blinkar parametern P001 i den övre displayen (2), sedan
„CodE“ och i den nedre displayen (9) blinkar strecket i första hand.
Med vredet (4) anger du koden och trycker kort på och släpper vredet (4) (kod = 8001 - för
idrifttagning, via parameter P100 kan koden ändras).
Välj med vredet (4) önskade parametrar P101 till P114. Om detta värde ska justeras eller visas
trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen
på den övre displayen (2).
Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
Parameternamn Beteckning Standard Enhet Min Max Rättighet
P001 Energisparlägestid 99 Min 0 99 Svetsare
P002* Energisparfunktion aktiv 0 0 3 Svetsare
P003 Offsetplåtar temperatur 5 ° C -25 25 Svetsare
P004 Pmax för fräsning 20 bar 10 50 Svetsare
P005 Börtryck 1/10 bar Svetsare
P006 Börtemperatur 210 ° C P103 P104 Svetsare
P007 Timer T1 börvärde 45 sek 1 1500 Svetsare
P008 Timer T4 börvärde 6 Min 1 99 Svetsare
P009 Pstart för fräsning 10 bar 0 P004 Svetsare
P101 Avvikelse från efterpumping 5 % 1 50 Master
P102 Upptid efter fräsning 10 1/10 sek 0 100 Master
P103 Inställd temperatur (min) 160 ° C 0 300 Master
P104 Inställd temperatur (max) 270 ° C 0 300 Master
P105 Knapplås (ja / nej) 5 sek 0 50 Master
P106 Tryck för höjning 135 bar 10 160 Master
P107 Tid för att stänga av summern 50 1/10 sek 0 200 Master
P100 Ändra kod 8001 Master
* P002 - Energisparfunktion:
0 - ingen
1 - när fräsern är på slås värmaren av
2 - när hydraulmotorn är igång slås värmaren av
3 - när t4 är igång slås värmaren av
SVENSKA166

3.6 Inställning av datum och tid
Stäng programmet genom att klicka i det övre vänstra hörnet.
Start, Setting och tryck sedan på Control Panel.
Aktivitetsfältet är dolt och kan nås genom att trycka på nedre vänstra hörnet.
Klicka på Date/Time
SVENSKA 167
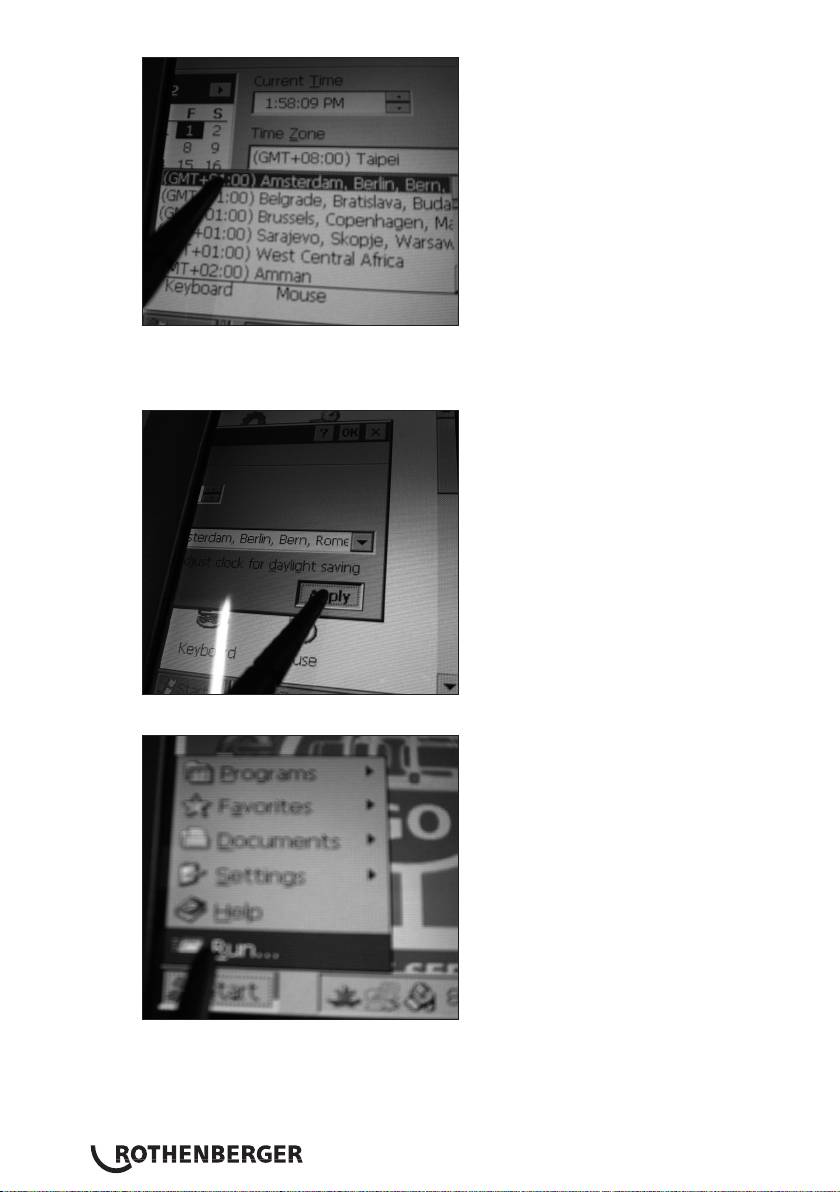
Ange tid och datum på skärmen genom att trycka och flytta upp datum/ tid-stapeln. Välj din
tidszon eller ange tiden Current Time.
Se upp! Observera FM/ EM! 1:58:09 EM = 13:58:09 / 1:58:09 FM = 01:58:09
Bekräfta med „Apply“ och „OK“. Stäng Kontrollpanelen med X.
Tryck på „Start“ och „Run“-knappen.
SVENSKA168
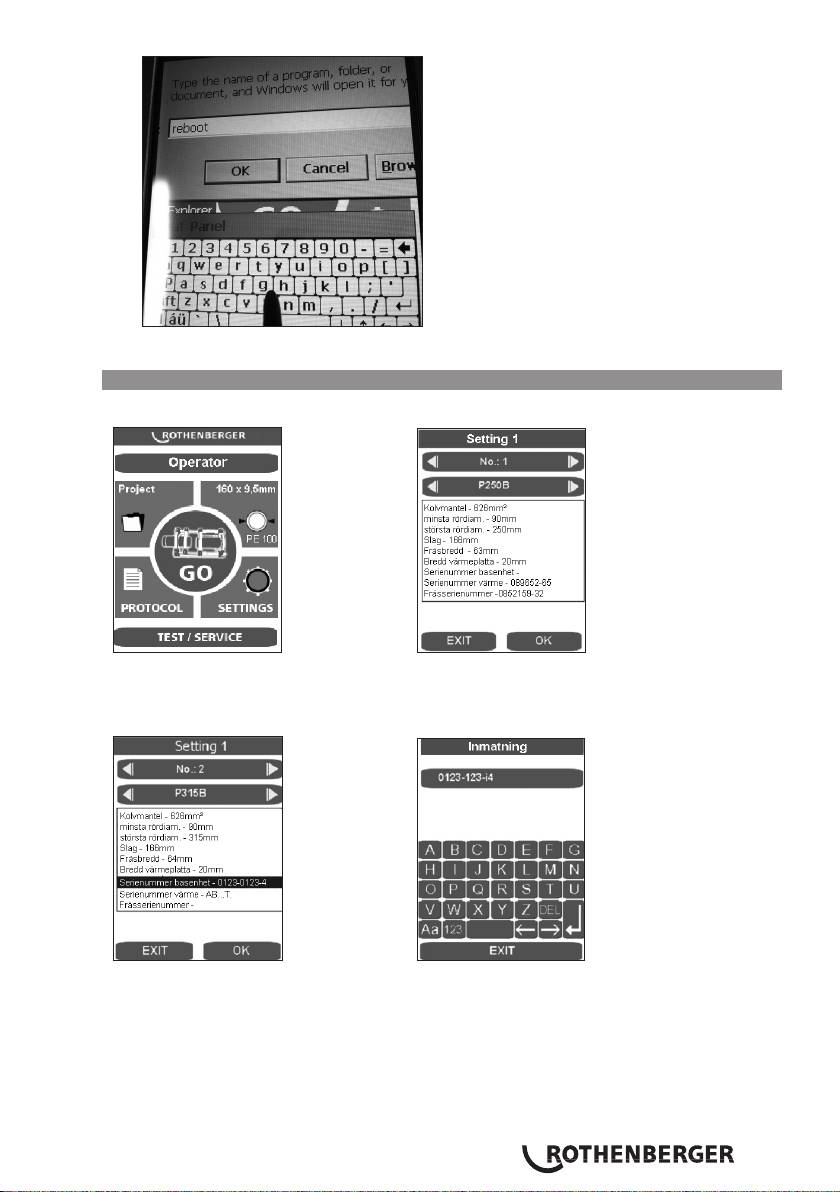
Ange reboot på tangentbordet som visas och tryck på „OK“ för att datorn ska startas om.
3.7 Maskinkonfigurationer, skapa och välja
Välj eller skapa maskinkonfigurationer genom att trycka på knappen SETTINGS.
Använd pilknapparna och välj önskad maskinkonfiguration.
Om du vill skapa en ny konfiguration trycker du med piltangenten höger för att starta nästa
nummer, t.ex. nr 2.
Genom att trycka på motsvarande inmatningsfält visar indatamasken. Uppgifterna kan raderas
med DEL och nya kan läggas in, dessa data kommer senare att läggas till i protokollet.
SVENSKA 169
3.8 Felmeddelanden
Pekdator och protokoll:
Felmeddelande Benämning
Kod 1 Matchningstryck för stort
Kod 2 Matchningstryck för litet
Kod 4 Värmetryck för stort
Kod 64 Justeringstid för lång
Kod 128 Tryckuppbyggnadstid är för lång
Kod 256 Sammanfogningstryck för stort
Kod 512 Sammanfogningstryck för litet
Kod 2048 Värmeelement för kallt
Kod 4096 Avbröts av användaren
Kod 131072 Värmeelement för varmt
Kontroll:
Felmeddelande Benämning Felsökning
SER Servicedatum nått, service
Genomför service
behövs
ERR1 Absolut tryck nås inte Kontrollera oljenivån, kontrollera
tryckgivare ,kontrollera om ventiler är
defekta, om motorn är defekt
PE-2 Tryckgivare 24V defekt Byt tryckgivare
ERR5 Oljetemperatur 70 ° C -
Vänta tills oljetemperaturen är under
Stopp!
50 ° C.
HE-1 Värmeaggregatet inte är
Byt givare
anslutet, givarbrott
HE-0 Värmeelement för varmt Mät temperatur, kontrollera inställning,
byt sensorn
HE-2 Värmeelement för kallt Mät temperatur, kontrollera inställning,
byt sensorn
4 Skötsel och underhåll
För att bevara funktionaliteten hos maskinen, ha följande punkter i åtanke:
• Styrstängerna måste hållas fri från smuts. I händelse av skada på ytan ska styrstängerna bytas
ut, eftersom detta kan leda till tryckfall.
• För att erhålla perfekt svetsresultat är det nödvändigt att värmeelementet hålls rent. Vid
skador på ytan, måste värmeelementet få en ny yta eller ersättas. Material som ligger kvar på
uppvärmningsspegeln minskar antihäftegenskaperna och bör därför tas bort med luddfritt
papper och alkohol (endast på kall värmare!)
• Hydraulik - olja (HLP – 46 Art. nr.: 53649) bör bytas ut var 12:e månad.
• För att undvika störningar ska den hydrauliska enheten inspekteras regelbundet för läckor,
lösa beslag och att elkabeln är i gott skick.
• Hudrauliksnabbkopplingen på den hydrauliska enheten och slangpaketet måste skyddas från
föroreningar. Om de är smutsiga de måste rengöras före anslutning.
• Fräsen är försedd med två vässade dubbelsidiga knivar. Vid minskad skärkraft kan knivarna
vändas eller ersättas med nya.
• Det måste alltid säkerställas att röret som skall bearbetas - och arbetsstyckets ändar,
i synnerhet ändytorna, är fria från föroreningar, annars minskas knivens livslängd.
En årlig översyn av svetsmaskinen, enligt DVS 2208, ska ske av tillverkaren eller
av en verkstad som är auktoriserad av denne. På maskiner med mer än
genomsnittlig belastning bör intervallet förkortas.
SVENSKA170

4.1 Maskin- och verktygsunderhåll
(Observera skötselinstruktioner under punkt 4!)
Använd skarpa, rena verktyg som ger bättre resultat och är mer säkra.
Byt slöa, trasiga eller saknade delar omedelbart. Kontrollera att tillbehöret är ordentligt fastsatt
i maskinen.
Vid service används endast originalreservdelar. Reparationer får endast utföras av kompetent
personal.
När den inte används, innan service-och underhållsarbeten och innan byte av tillbehör, koppla
bort maskinen från nätströmmen.
Innan återanslutning till elnätet, se till att maskinen och tillbehören är avstängda.
Vid användning av förlängningssladdar ska dessa testas för säkerhet och drift. Endast kablar
godkända för utomhusbruk får användas.
Använd inte verktyg och maskiner när hus eller handtag, i synnerhet de av plast, är spräckta eller
skeva.
Smuts och fukt i sådana sprickor kan leda elektricitet. Detta kan leda till elektriska stötar om
skador på verktygets eller maskinens isolering uppstår.
Anmärkning: Dessutom hänvisar vi till föreskrifter för förebyggande av olyckor.
5 Tillbehör
Lämpligt tillbehör och ett beställningsformulär återfinns från sidan 361.
6 Avfallshantering
Vissa delar i detta verktyg innehåller ämnen som kan återvinnas. Detta kan utföras av certifierade
återvinningsföretag. Vid skrotning av icke återvinningsbara ämnen (t.ex. elektronikskrot) skall du
ta kontakt med ansvarig kommunal instans.
Gäller endast EU-länder:
Kasta inte elektriska verktyg bland hushållsavfall! Enligt direktiv 2012/19/EG om avfall som
utgörs av eller innehåller elektriska eller elektroniska produkter och nationell lagstiftning
genom vilken direktivet införlivats ska elektriska verktyg som inte längre är användbara
samlas in separat och tillföras miljövänlig återvinning.
SVENSKA 171
Innhold Side
1 Henvisninger angående sikkerhet 173
1.1 Forskriftsmessig bruk 173
1.2 Generelle sikkerhetsanvisninger 173
2 Tekniske data, se heftet „tekniske data“
3 Funksjon av maskinen 175
3.1 Maskinbeskrivelse 175
3.1.1 Grunnmaskin (fig. A) 175
3.1.2 Hydraulikkaggregat (fig. B) 175
3.2 Bruksanvisning 176
3.2.1 Igangkjøring 176
3.2.2 Forberedende tiltak for sveising 179
3.2.3 Sveiseprosedyre 183
3.2.4 Avslutte bruk 186
3.3 Genrelle krav 186
3.4 Viktige anvisninger om sveiseparametere 186
3.5 Stille inn parameter 187
3.6 Stille dato og tid 188
3.7 Opprette eller velge maskinkonfigurasjon 190
3.8 Feilmeldinger 191
4 Pleie og vedlikehold 191
4.1 Maskin- og verktøypleie 192
5 Tilbehør 192
6 Avfallsdumping 192
Kjennetegn i dette dokumentet:
Fare!
Dette tegnet advarer mot personskader.
OBS!
Dette tegnet advarer mot materielle skader og miljøskader.
Oppfordring til handlinger
NORSK172
1 Henvisninger angående sikkerhet
1.1 Forskriftsmessig bruk
ROWELD P250-630/8-24B Plus Premium er kun ment for sveising av rør av PE, PP og PVDF,
i henhold til de tekniske data.
1.2 Generelle sikkerhetsanvisninger
OBS! Ved bruk av elektroverktøy skal følgende grunnelggende sikkerhetstiltak følges for
å forhindre elektrisk støt, personskader og brann.
Les alle anvisningene før du bruker elektroverktøy, og oppbevar sikkerhetsanvisningene
godt.
Vedlikehold og istandholding:
1 Regelmessig rengjøring, vedlikehold og smøring. Trekk ut støpselet før innstillinger,
istandholding eller istandsetting.
2 La apparatet kun repareres av kvalifisert fagpersonale og kun med originale
reservedeler. Derved sikres det at sikkerheten på aaparatet opprettholdes.
Trygt arbeid:
1 Hold arbeidsområdet ryddig. Rot på arbeidsområdet kan føre til ulykker.
2 Ta hensyn til omgivelsene. Ikke sett elektroverktøy ute i regnet. Ikke bruk elektroverktøy
ved fuktige eller våte forhold. Sørg for god belysning av arbeidsområdet. Ikke bruk
elektroverktøy på steder der det er fare for brann eller eksplosjon.
3 Beskytt deg mot elektriske støt. Unngå kroppskontakt med jordede deler (som rør,
radiatorer, elektriske komfyrer, kjøleskap).
4 Hold andre personer unna. Ikke la andre personer, spesielt barn, komme i berøring med
elektroverktøyet eller strømkabelen. Hold alle uvedkommende unna arbeidsområdet.
5 Oppbevar elektroverktøy som ikke er i bruk på et trygt sted. Elektroverktøy som ikke er
i bruk bør oppbevares på et tørt, høytliggende eller lukket sted, utenfor rekkevidde for barn.
6 Ikke overbelast elektroverktøyet. Du jobber bedre og tryggere i det angitte
effektområdet.
7 Bruk riktig elektroverktøy. Ikke bruk maskiner med lav effekt for tunge jobber. Ikke bruk
elektroverktøyet for formål det ikke er tiltenkt. Bruk f.eks. ikke håndholdte sirkelsager for å
kappe tregrener eller vedkubber.
8 Bruk egnede klær. Ikke bruk løse klesplagg eller forkle, de kan hekte seg fast i bevegelige
deler. Ved arbeid utendørs, pass på å bruke sklisikre sko. Bruk hårnett dersom du har langt
hår.
9 Bruk verneutstyr. Bruk vernebriller. Ved arbeid som genererer støv, bruk en pustemaske.
10 Koble til støvsuger. Dersom det finnes tilkoblingsmuligheter for støvsuging og
støvoppsamling, pass på at de er tilkoblet og brukes korrekt.
11 Ikke bruk strømledningen til formål den ikke er tiltenkt. Ikke trekk i strømledningen
for å trekke støpselet ut av stikkontakten. Beskytt strømledningen mot varme, olje og skarpe
kanter.
12 Fest arbeidsttykket godt. Bruk festeinnretninger eller en skrustikke for å holde
arbeidsstykket fast. Det holdes da mye sikrere enn med hånden din.
13 Unngå unormal kroppsstilling. Sørg for å stå støtt og hold alltid balansen.
NORSK 173

14 Stell verktøyet godt. Hold skjæreverktøyene skarpe og rene, det gir bedre og
tryggere arbeid. Følg anvisningene om smøring og verktøyskifte. Kontroller regelmessiig
strømledningen på elektroverktøyet, og få en autorisert elektriker til å skifte den ut om
nødvendig. Kontroller skjøteledninger regelmessig, og skift ut ved skader. Hold håndtakene
tørre, rene og frie for fett og olje.
15 Trekk støpselet ut av stikkontakten. Når elektroverktøyet ikke er i bruk, før vedlikehold og
ved skifte av verktøy som f.eks. sagblad, bor og fres.
16 Ikke ka verktøynøkkelen sitte i. Før du slår på verktøyet, kontroller at nøkkel og
innstillingsverktøy er tatt ut.
17 Unngå utilsiktet oppstart. Forsikre deg om at bryteren er slått av når du setter støpselet i
stikkontakten.
18 Bruk skjøteledning som er egnet for utendørs bruk. Utendørs skal det kun brukes
skjøteledninger som er godkjente og merkede for utendørs bruk.
19 Vær oppmerksom. Pass på hva du gjør. Gå fornuftig frem ved arbeidet. Ikke bruk
elektroverktøyet dersom du er ukonsentrert.
20 Kontroller elektroverktøyet for eventuelle skader. Før videre bruk av elektroverktøyet må
beskyttelsesinnretninger og lett skadede deler undersøkes nøye for å fastslå om de fungerer
som de skal. Kontroller om bevegelige deler fungerer som de skal, at de ikke klemmer eller
om det er skadede deler. Alle deler må være riktig montert og alle betingelser må være
oppfylt for å sikre feilfri funksjon av elektroverktøyet.
Skadede beskyttelsesinnretninger og deler må repareres etter reglene av et fagverksted,
så fremt ikke annet er angitt i bruksanvisningen. Skadede brytere skal alltid skiftes ved et
fagverksted.
Ikke bruk elektroverktøy der bryteren ikke lar seg slå på eller av.
21 OBS. Bruk av andre ekstraverktøy og annet tilbehør kan føre til fare for personskader.
22 La elektroverktøyet repareres av en faglært elektriker. Disse elektroverktøyene
samsvarer med aktuelle sikkerhetsbestemmelser. Reparasjoner skal kun utføres av en faglært
elektriker, ved bruk av originale reservedeler, ellers kan det føre til ulykker for brukeren.
2 Tekniske data, se heftet „tekniske data“
NORSK174
3 Funksjon av maskinen
3.1 Maskinbeskrivelse
Die ROWELD P250-630/8-24B Plus Premium er kompakte, transportable varmeelement
stumpsveisemaskiner med protokollmodul for lagring av sveiseparametere i henhold til DVS-
retningslinjen og protokolloverføring via USB-kobling. De er spesielt utviklet for bruk på
byggeplasser - og her spesielt i rørkanaler. Det er selvfølgelig også mulig å bruke maskinen i et
verksted.
Ved sveisemaskinene „Type ROWELD“ sine mange egenskaper kan følgende sveiser av rør av PE,
PP og PVDF med utvendig diameter 90 - 630mm/5-24“ trygt gjennomføres:
I. Rør - rør
II. Rør - albue
III. Rør - T - stykke
IV. Rør - sveisekrage
Maskinen er hovedsaklig bygget opp av:
Grunnmaskin, reduksjons-spenninnsats, hydraulikkaggregat med protokollmodul, freseinnretning,
varmeelement, innstillingsboks.
Ved sveising av sveisekrager, bruk det ekstra tilbehøret Firebakke - spennskive.
ROWELD P250/8B: Ved sveising av røralbuer med radius lik maks. diameter på maskinen, kan
det brukes ekstra tibehør „skrått spennverktøy overdel“.
ROWELD P500-630/18-24B Plus: For å løfte opp og ned fres og varmeelement kan det
monteres en elektrisk løfteinnretning som ekstra tilbehør.
3.1.1 Grunnmaskin (fig. A)
1 Bevegelige spennelementer 3 Distansestykke med låsespor
2 Forskyvbart spennelement 4 Varmeelement uttrekksinnretning
3.1.2 Hydraulikkaggregat (fig. B)
1 Tast Automatikk 12 Tast Timer (tid)
2 Trykkindikator 13 Stikkontakt freseinnretning
3 Tast Slipp av trykk 14 Hurtigkobling muffe
4 Dreieknapp 15 Hurtigkobling støpsel
5 Tast Fres 16 Kontakt varmeelement
6 Tast på/av 17 Støpsel
7 Tast Oppvarming 18 Nødstopp
8 "Kjøre ut" maskinen 19 Touch-PC
9 Indikator Temperatur og tid 20 Oljefylling med peilepinne
10 Godkjenningstast 21 USB-kobling
11 "Kjøre inn" maskinen
Hydraulikkaggregatet gir mulighet for følgende handlinger (merket med symboler) på
sveisemaskinen:
Tast for hydraulikkaggregat på/av
Trykk på tasten „Oppvarming“ for å slå på varmeelementet. Still inn øns-
ket temperatur på varmeelementet ved å trykke på tasten „Oppvarming“
og dreie på dreiebryteren, verdien vises på temperaturindikatoren, deret-
ter vil den aktuelle nå-verdien vises.
NORSK 175
Med dreieknappen stilles inn trykk for fresing, utjevning, oppvarming og
fuging, verdien vises på trykkindikatoren. 3 sekunder etter innstilling
skifter indikatoren til aktuell nå-verdi. Ved å trykke på dreiebryteren kan
serviceparametere vises og endres.
For å kjøre sammen spennelementene, trykk godkjenningstasten og „Kjør maskin
inn“.
Tast Slipp av trykk
For å kjøre fra hverandre spennelementene, trykk godkjenningstasten og „“Kjør ut
maskin“.
Trykk godkjenningstasten og tasten Fres samtidig for å slå på stikkontakten for fre-
sen. Trykket stilles inn automatisk til 10 bar og kan økes til maksimalt 20 ved hjelp av
dreieknappen. (Ved spesielt brukstilfelle, f.eks. i skråninger, kan det stilles inn maks
50bar ved å endre P0004)
Aktiver Timer ved å trykke en gang på tasten. Ved å trykke på tasten og
dreie på dreieknappen kan tiden t1 stilles inn, i sekunder. Ved å trykke
lenge på tasten kobles det om til t4. Ved å trykke på tasten og dreie på
dreieknappen kan tiden t4 stilles inn, i minutter. Ved å trykke kort på
timer-tasten når timerindikator t1 eller t2 lyser blir timeren startet manuelt.
Ved å trykke på automatikktasten blir det innstilte trykket overvåket og eventuelt
regulert under oppvarmingen (Timer t1 aktiv) og fugeprosessen (Timer t4 aktiv).
Godkjenningstast for bekreftelse av serviceparameter
3.2 Bruksanvisning
Sveisemaskinen skal kun brukes av autoriserte og kvalifiserte fagfolk i henhold til
DVS 2212 del 1 eller andre aktuelle regler!
Maskinen skal kun brukes av opplærte og autoriserte brukere!
3.2.1 Igangkjøring
Vennligst les bruksanvisningen og sikkerhetsanvisningene nøye før bruk av
sveisemaskinen!
Varmeelementet skal ikke brukes i eksplosjonsfarlige områder og må ikke komme
i kontakt med lett antennelige materialer.
Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen.
Hold andre personer unna arbeidsområdet.
Før hver oppstart, kontroller at oljenivået er mellom merken min. og max. på
peilepinnen i oljefyllestussen (20), etterfyll eventuelt med hydraulikkolje HLP 46.
Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon,
ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen).
Ved fare, trykk nødstopp-knappen (18). Før hver igangkjøring, pass på at
nødstoppknappen ikke er låst!
NORSK176
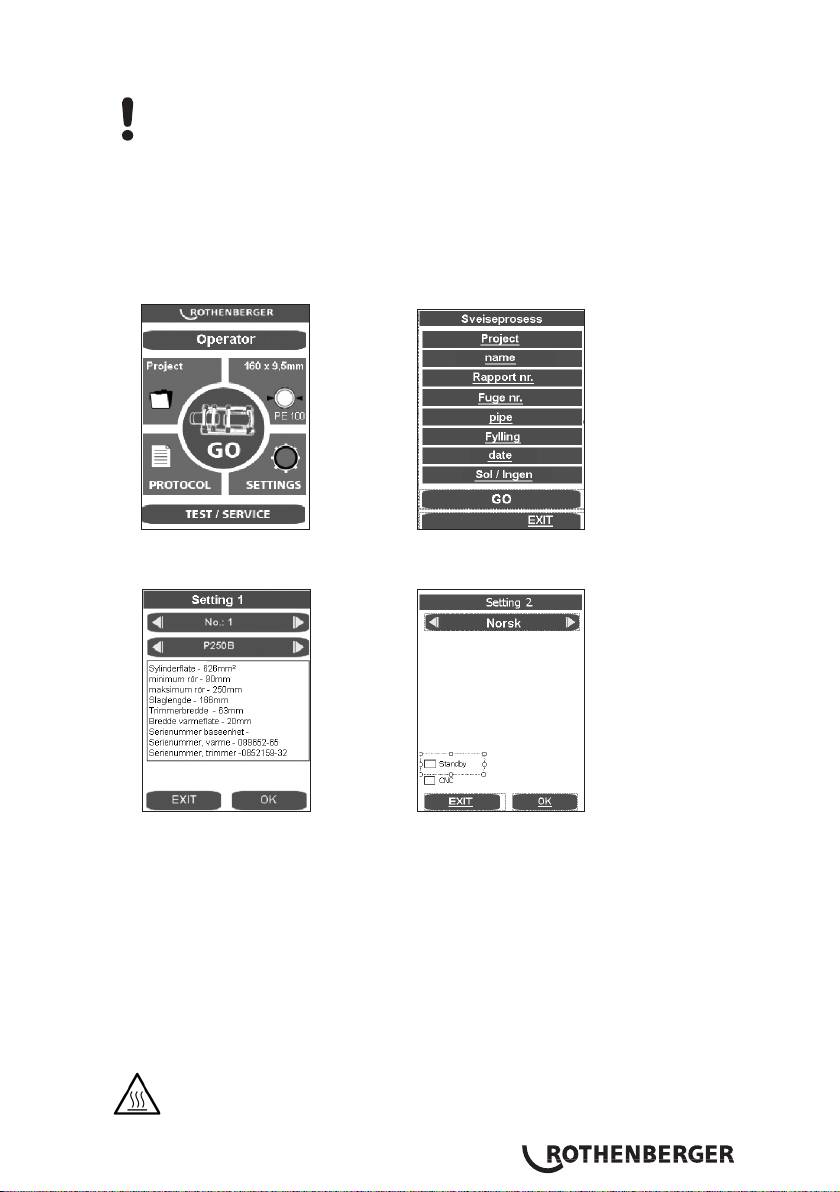
De to hydraulikkslangene på grunnmaskinen kobles med hurtigkobling (14,15) til
hydraulikkaggregatet.
Beskytt hurtigkoblingene mot smuss. Utette koblinger skal straks skiftes!
Koble til støpselet på stikkontakten (13) og koble støpselet på varmeelementet til kontakten
(16).
Koble støpselet på hydraulikkaggregatet (17) til strømforsyningen, kontroller data mot
typeskiltet. Dersom start-skjermbildet ikke vises, lås opp nødstoppknappen, du hører en
signaltone og det tennes et punkt i indikatoren (2) .
Ved første gangs bruk, kontroller dato og tid. Trykk da på knappen GO. (For endring, se
punkt 3.6) . For å avslutte, trykk på EXIT i menyen.
Velg språk ved første gangs bruk. Fra fabrikken er det valgt tysk. For å endre, trykk Settings
og skift til Settings 2 med OK.
Velg ønsket språk med piltastene og bekreft med OK. Det valgte språket lagres etter den
første sveiseprosessen.
Det er mulig å sette skjermen i Standby Modus, skjermspareren aktiveres når hydraulikken
slås av med tasten (6).
Slå på hydraulikkaggregatet (trykk tast (6) ).
Etter innkobling varmes varmeelementet opp.
Den aktuelle temperaturen vises på indikatoren (9). Reguleringen er aktiv når det lyser et
punkt i indikatoren. Når den valgte temperaturen er nådd tennes begge LED-ene (actual
& set). Etter 10 minutter til er varmeelementet klart til bruk. Temperaturen kontrolleres med
en temperaturmåler.
For å kalibrere korrekt temperatur på varmeelementet, se punkt 3.5.
Fare for brannskader! Varmeelementet kan nå en temperatur på 300° C og skal
derfor straks settes i innstillingsboksen etter bruk!
NORSK 177
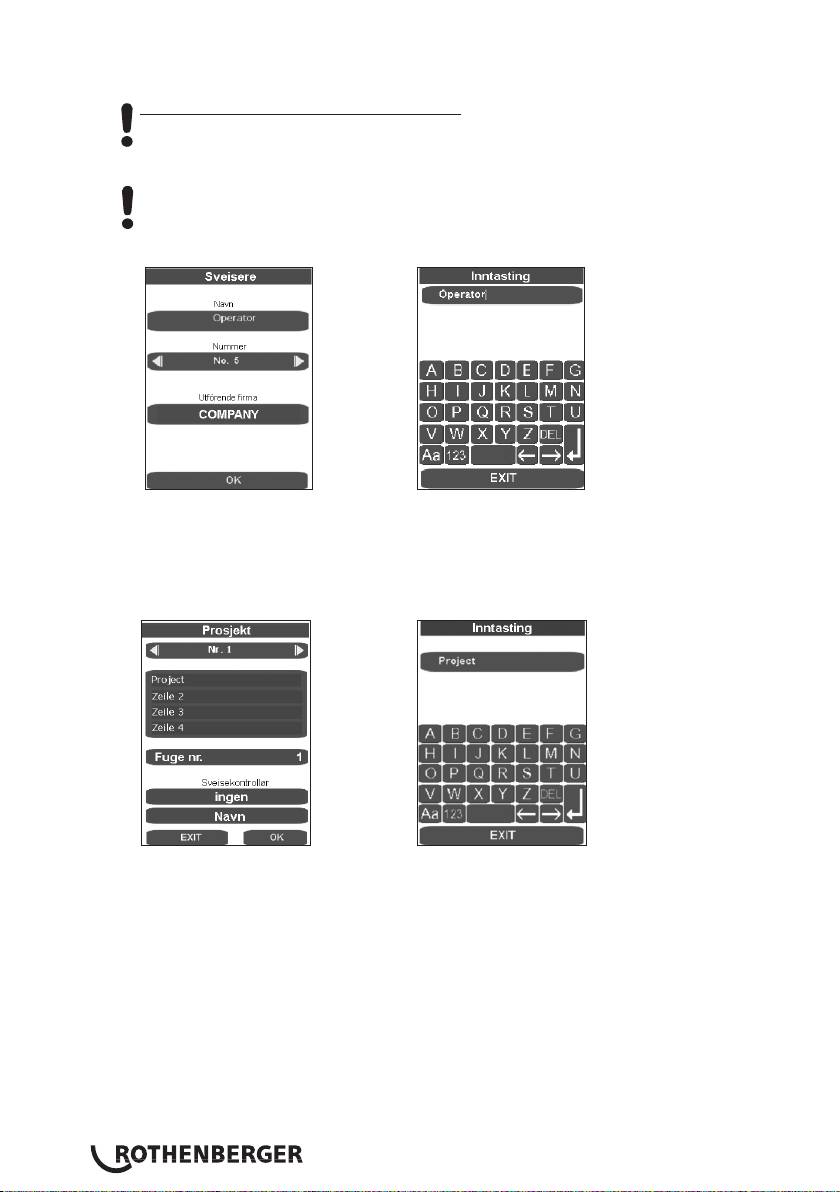
Ved å trykke lenge på tasten (7) kan oppvarmingen stoppes, punktet i indikatoren (9) slukker,
du må trykke en gang til for å starte oppvarmingen igjen.
Hydraulikk ROWELD P500-630/18-24B Plus: Kontroller rotasjonsretning! Fra fabrikken
er maskinen stilt inn på rotasjon til høyre. Kjør grunnmaskinen inn eller ut med
hydraulikkaggregatet, dersom det ikke skjer noen bevegelse, koble om fasene på støpselet
med egnet verktøy!
Anvisning: Ved feil rotasjonsretning skal hydraulikken ikke startes (fare for å ødelegge
maskinen)
Legg inn eller velg sveiser-navnet „Operator“.
I skjermbildet kan det velges lagrede navn på sveisere (brukere), det kan legges inn nye
navn på sveisere eller navn kan slettes ved hjelp av DEL og deretter legges inn på nytt.
Alle skjermbilder bekreftes med ENTER eller OK-tast, deretter utføres neste programtrinln.
Skjermbildet avsluttes uten å lagre ved å trykke EXIT-tasten.
Opprette eller velge prosjekt.
Ved hjelp av skjermbildet kan det velges lagrede prosjekter eller legges inn nye prosjektnavn.
Lagre og avslutt ved hjelp av ENTER-tasten.
Velg rør.
NORSK178
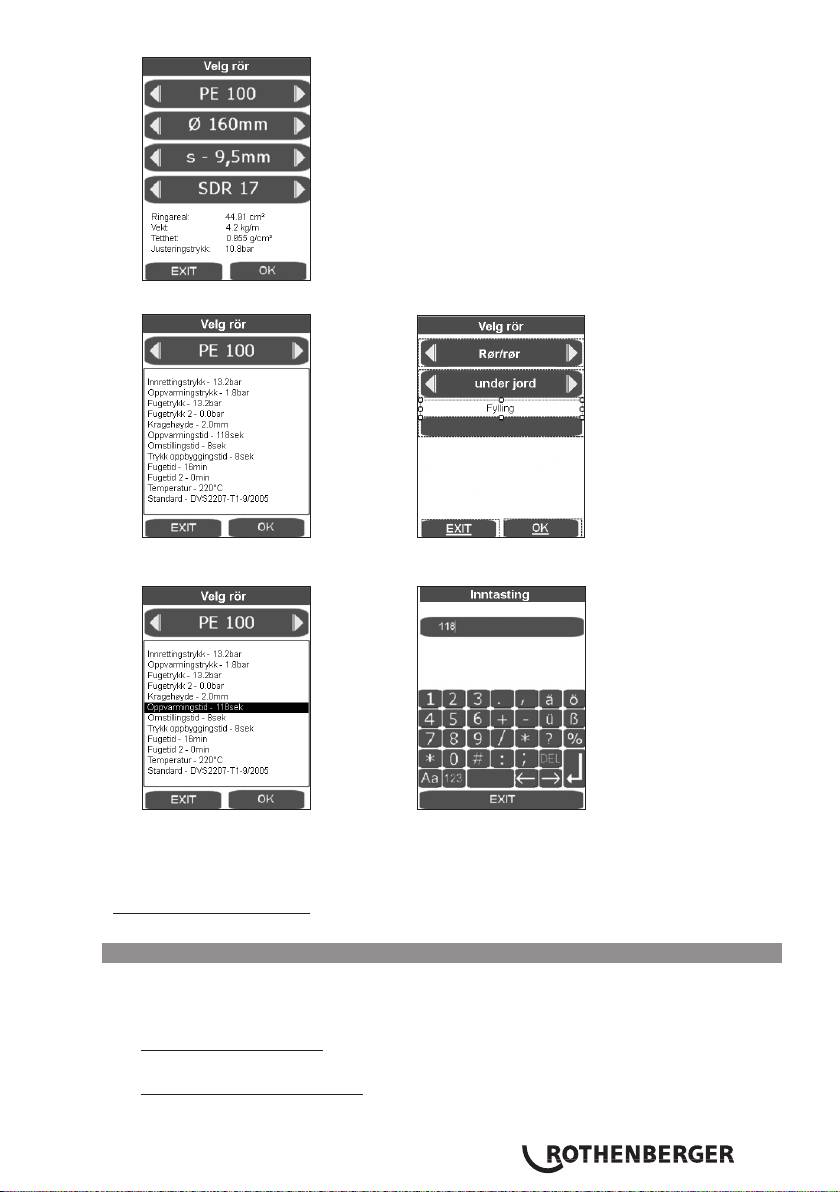
Velg ønsket rør med piltastene og bekreft med OK.
I den følgende oversikten over rørparametere vises rørdata i henhold til DVS-retningslinjen,
ved å trykke OK vises vindu for sveisedelene og installasjonsmetode.
Det kan foretas avvik fra standarden ved å trykke på de aktuelle feltene, lagre med
ENTER. I punktet Endre standard vil da betegnelsen endres, denne kan senere legges inn
i kommentarfeltet før protokollen skrives ut fra PC-en. Etter at rørdataene er bekreftet og
lagret med OK vises hovedmenyen på nytt.
Ved P500-630/18-24B Plus: For å løfte fresen og varmeelementet, bruk løfteinnretningen art.nr.
53410 (P500/18B) henholdsvis 53323 (P630/24B-Plus) eller et egnet verktøy.
3.2.2 Forberedende tiltak for sveising
Ved rør som er mindre enn maksimal diameter som kan sveises med maskinen, skal
reduksjonsinnsats som passer med røret som skal sveises settes inn og festes med
umbrakoskruer. Innsatsene finnes i tilbehøret.
ROWELD P250-355/8-12B: består av 6 halvskåler med bredere og 2 halvskåler med smalere
spennflate
ROWELD P500-630/18-24B Plus: opp til diameter 450mm består av 6 halvskåler med bredere
og 2 halvskåler med smalere spennflate, fra 500mm 8 halvskåler
med bredere spennflate.
NORSK 179
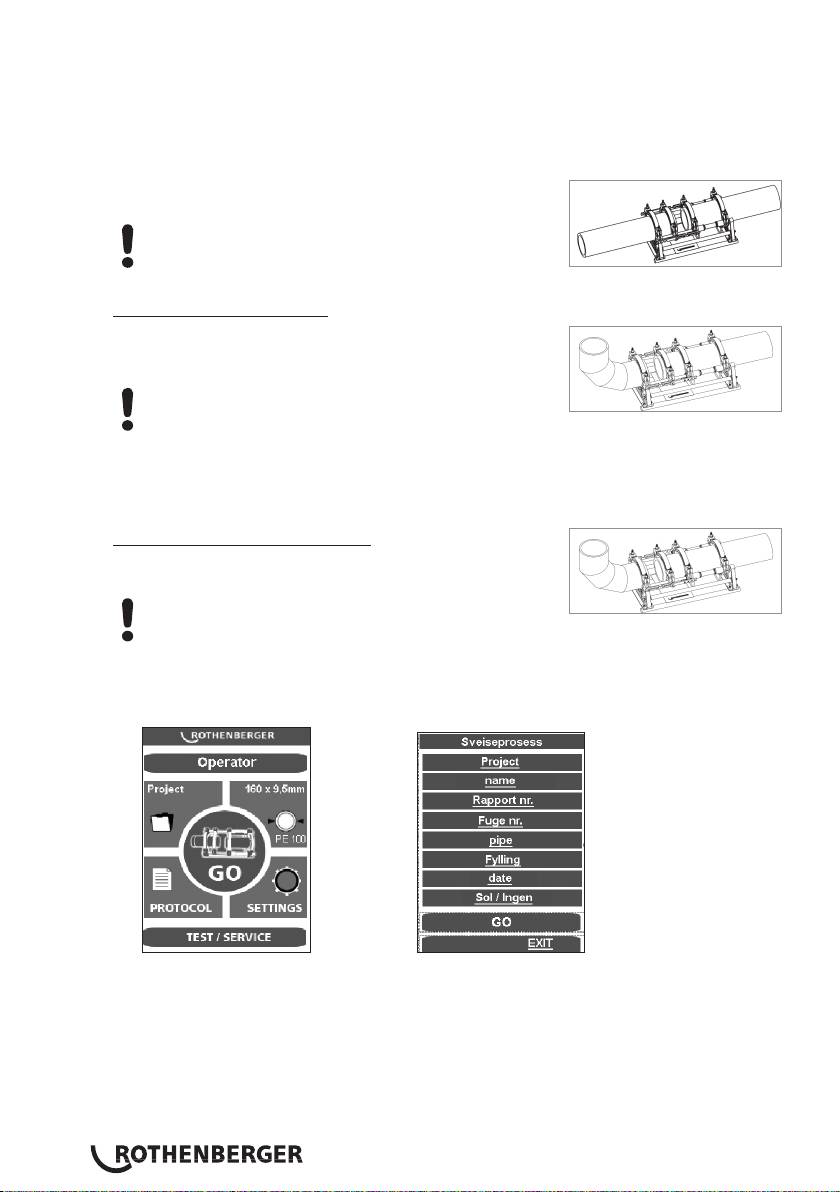
Pass her på at halvskåler med smalere spennflater skal settes inn i de to ytre nedre
grunn-spennelementene. Kun ved sveising rør/røralbuer skal de settes inn i venstre
grunnspenneelementene opp og nede.
Plastrør eller formstykker som skal sveises legges i spenninnretningen (ved lengre rør over
2,5m må det brukes rullebukk), trekk til messingmutterne på de øvre spennverktøyene.
Urundheter på rørene kan utjevnes ved å trekke til eller løsne messingmutterne.
Ved sveising rør/rør skal distansestykket låses i de to venstre
spennelementene (leveringstilstand).
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Rørene holdes av to spennelementer hver.
Rør / Fitting P250-355/8-12B:
Ved sveising av rør/fitting skal distansestykkene låses i midtre
spennelementer og varmeelementets uttrekksinnretning skal
festes i venstre spennelementer.
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Røret holdes i tre spennelementer og fittingen i ett spennelement. Spennelement kan da
forskyves slik på stangen som plassforholdene ved innspenning og sveising krever.
Ved bearbeiding av noen fittings i visse posisjoner, f.eks. albuer vannrett, sveisekrage, er det
nødvendig å fjerne varmeelementets uttrekksinnretning.
Rør / Fitting P500-630/18-24B Plus:
Ved sveising rør/fitting skal distansestykkene svinges rundt og
låses i midtre spennelement
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Røret holdes i tre spennelementer og fittingen i ett spennelement. Spennelement kan da
forskyves slik på stangen som plassforholdene ved innspenning og sveising krever.
Start sveiseprosessen ved å trykke GO.
I den følgende oversikten kan de siste endringene foretas ved å klikke på de aktuelle
underpunktene, bekreft med GO.
NORSK180
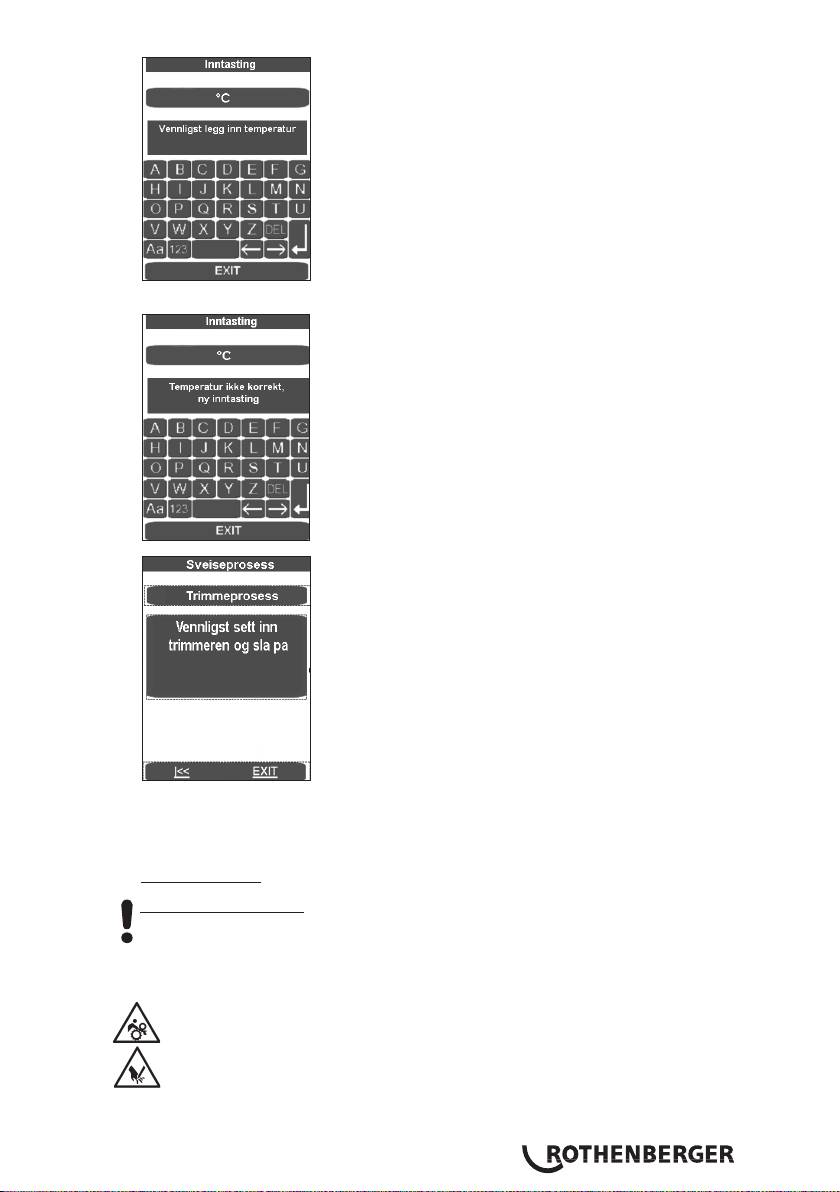
Angi temperatur og bekreft med Ente-tasten. Dersom temperaturen ikke angis korrekt vises:
Ved hjelp av piltastene kjøres maskinen opp, med EXIT går programmet til hovedmenyen uten
å lagre.
Den elektriske freseinnretningen settes inn mellom arbeidsstykkene som skal sveises.
P250-355/8-12B: Slå på fresermotor og lås bryteren.
P500-630/18-24B Plus: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn
på rotasjon til høyre.
Slå på fresen, trykk tastene(10) og (5) på hydraulikkaggregatet. Høvelskivene skal gå
i skjæreretningen, ellers må fasene byttes om på støpselet ved hjelp av egnet verktøy.
Fare for personskader! Under bruk av freseinnretningen, hold avstand til
maskinen og stikk ikke hånden inn i den roterende kniven. Bruk fresen kun
i innkjørt posisjon (arbeidsposisjon) og sett den deretter tilbake
i innstillingsboksen. Det må alltid sikres at sikkerhetsbryteren i freseinnretningen
fungerer, for å unngå at den startes utilsiktet utenfor maskinen.
Kjør sammen spennelementene (trykk tastene 10 + 11). Still inn fresetrykk med dreieknappen
(4) . Standard er opp til 20bar, fresetrykket kan økes til 40bar, se punkt 3.5.
NORSK 181
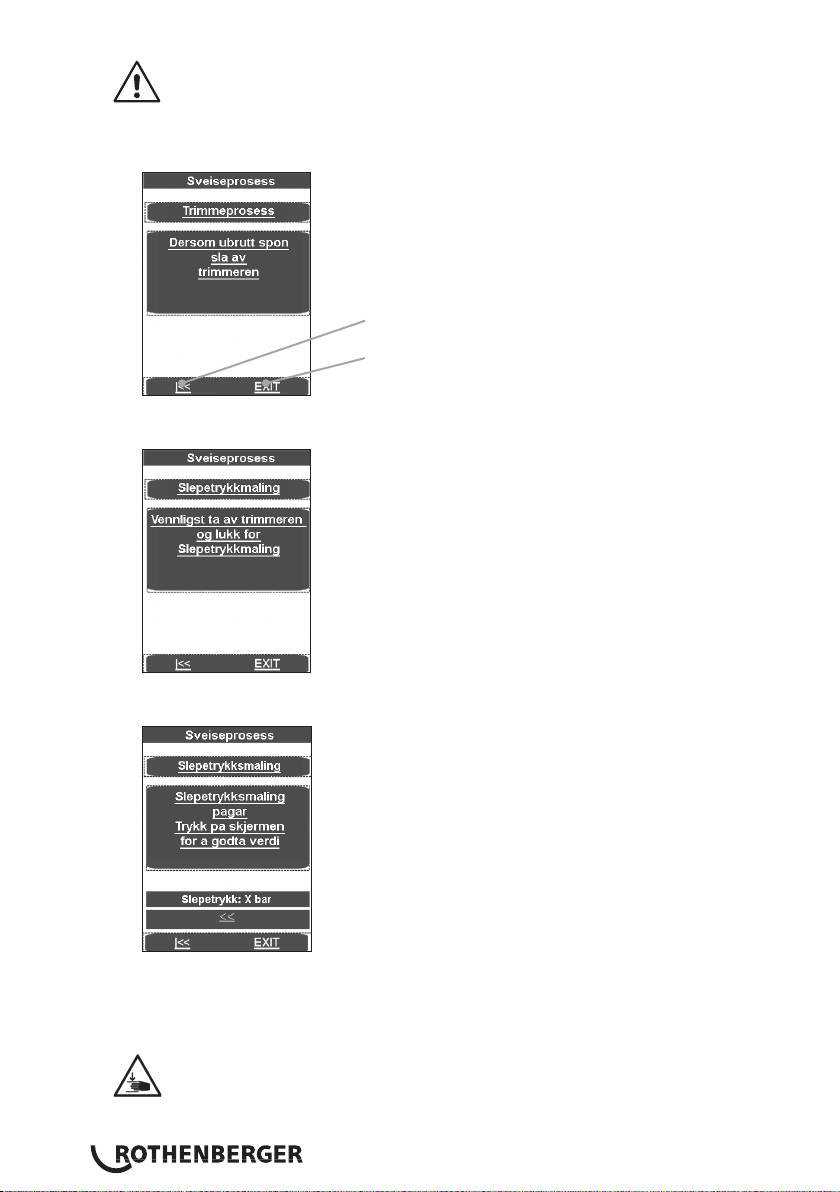
For høyt fresetrykk kan føre til overoppvarming og skader på fresedrevet. Ved
overbelastning eller stopp av fresedrevet, kjør ut maskinen og reduser trykket (s.
pt. 3.5).
Når det kommer høvelspon med spontykkelse < = 0,2mm uavbrtt, trykk tasten Fres (5), kjør
ut spennelementene (trykk tastene 10 + 8).
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
Vent til høvelskivene står stille. Ta freseinnretningen ut av grunnmaskinen og sett den
i innstillingsboksen.
Kjør sammen verktøyene med lavt trykk (trykk tastene 10 + 11) og still inn slepetrykk med
dreieknappen (4).
Når maskinen kjører med lav hastighet, trykk på skjermen. Det målte slepetrykket blir
automatisk lagt til utjevnings-, trykkvarme- og fugetrykket.
Kjør sammen spennelementene, still inn trykk som passer til røret og kontroller at
arbeidstykkene sitter fast i spennverktøyene.
Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen.
Hold andre personer unna arbeidsområdet.
NORSK182
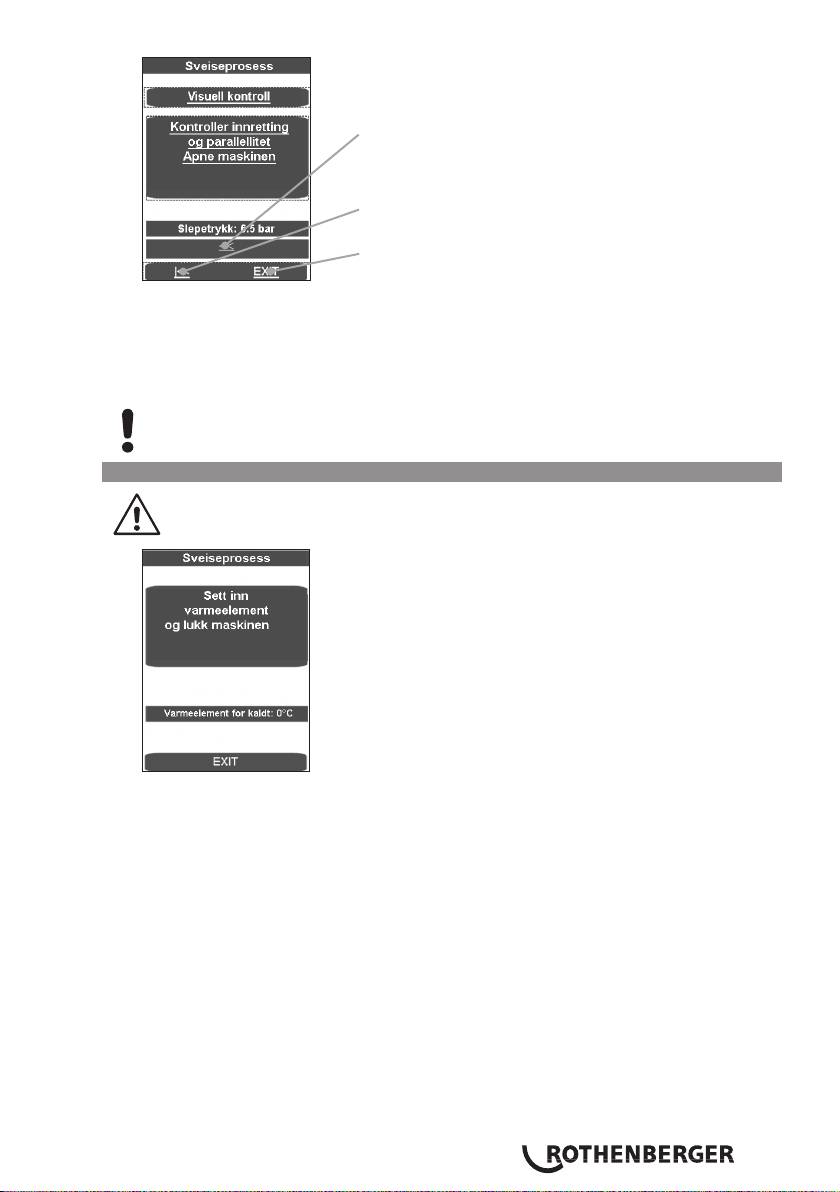
Ved hjelp av piltastene hopper programmet tilbake til
"Slepetrykksmåling"
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren ..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
Kontroller om sveiseflatene er i flikt i plan, parallelt og aksialt.
Dersom det ikke er tilfelle må fresingen gjentas. Den aksiale forskyvningen mellom endene
på arbeidsstykkene skal (iht. DVS) ikke være større enn 10% av veggtykkelsen og maks spalte
mellom planflatene skal ikke være over 0,5mm. Fjern eventuelt spon i røret ved hjelp av et
rent verktøy (f.eks. en pensel).
Vennligst pass på! De freste overflatene som skal sveises skal ikke berøres med hånden, og
skal være fri for alt smuss!
3.2.3 Sveiseprosedyre
Klemfare! Ved sammenkjøring av spennverktøyene og rørene, hold alltid sikker
avstand til maskinen. Stå aldri i maskinen!
Temperaturen på varmeplaten vises i skjermbildet.
Indikatorstolpen vises blått når temperaturen er lav, rød når den er for høy og grønn når den
er korrekt.
Varmeelementet settes inn mellom de to arbeidsstykkene i grunnmaskinen, pass da på at
festene for varmeplaten sitter fast i sporene på uttrekkingsinnretningen.
Kjør sammen maskinen, utjevningstrykket stilles inn og trykket holdes..
Nå blir alle sveiseparametere lagret og protokollføringen aktiveres.
Dersom sveiseprosessen avbrytes med EXIT, vises meldingen „Avbrutt av bruker“, trykket
slippes av og sveiseparameterne lagres. Bekreft meldingen med OK, programmet går til
hovedmenyen.
NORSK 183
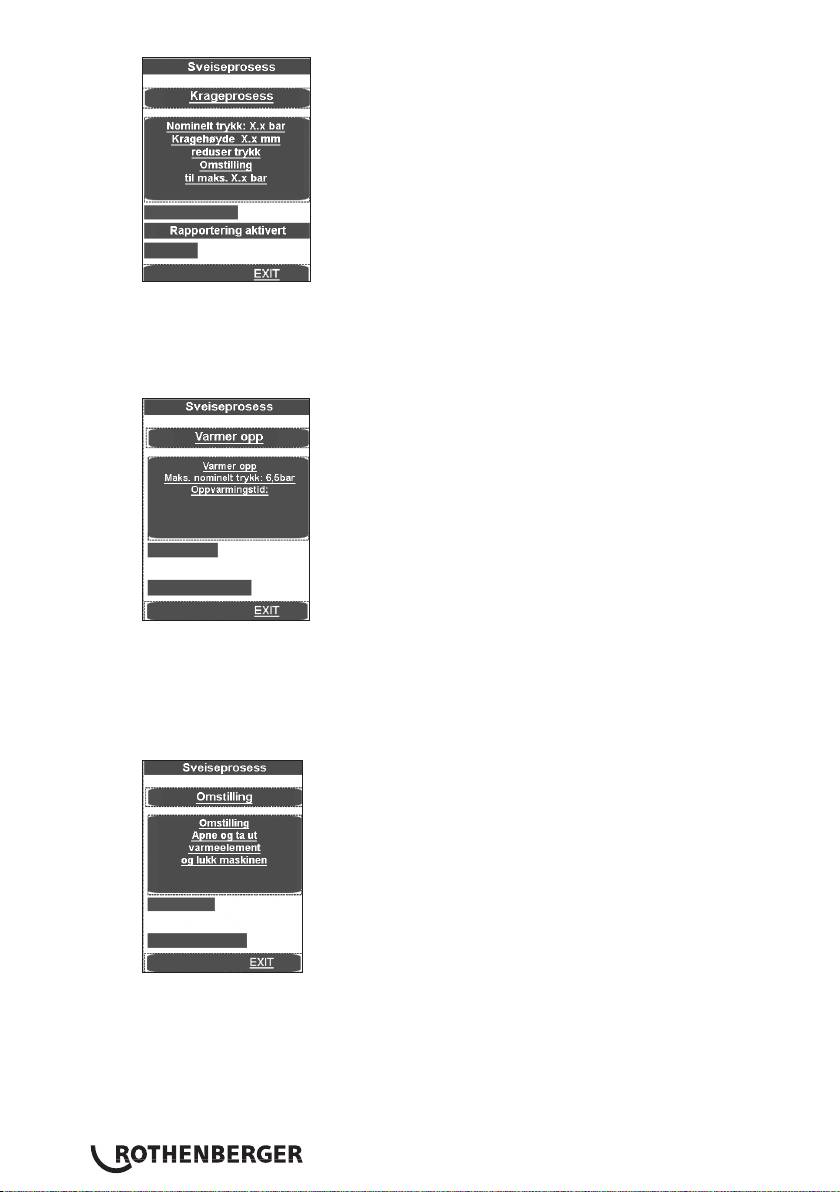
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Det virkelige trykket vises i indikatoren
(2).
Så snart den øskede limstrenghøyden er nådd jevnt på begge rørene, slipp av trykket med
automatikk-tasten (1). Oppvarmingstiden t1 starter.
Still inn trykket slik at det sikres at endene på arbeidsstykkene liger jevnt, nesten trykkløst, an
mot varmeelementet.
Kort før slutten av oppvarmingstiden høres et signal.
Etter utløpt oppvarmingstid, kjør arbeidsstykkene fra hverandre, ta ut varmeelementet og kjør
sammen endene på arbeidsstykkene igjen.
Kort før kontakt mellom arbeidsstykkeendene (ca.1cm), stopp sammenkjøringen ved å slippe
tasten, og trykk den straks på nytt. Trykket økes lineært til det aktuelle fugetrykket.
NORSK184
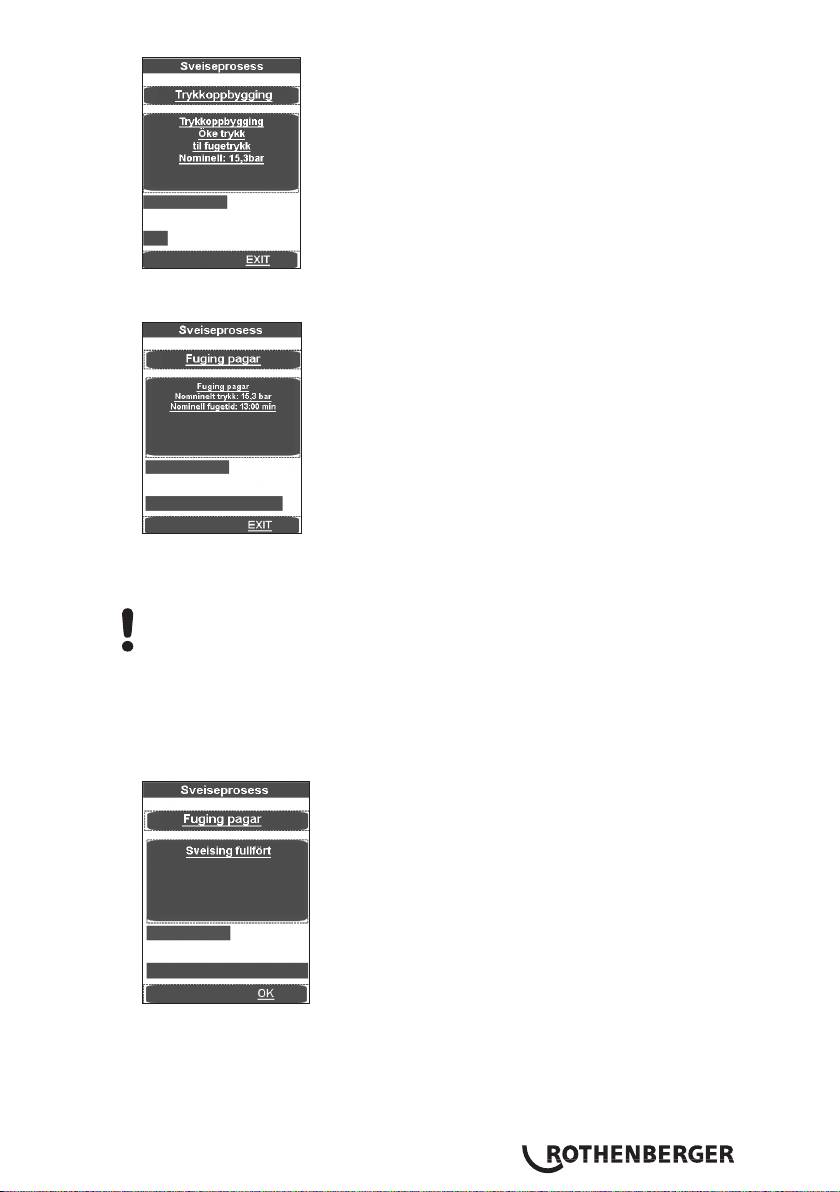
Når fugetrykket er nådd hopper programmet automatisk til fugeprosedyren og Timer t4
starter.
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Den nedre stolpen viser tiden. Det
vikrkelige trykket vises i indikatoren (2) og gjenstående fugetid t4 vises i indikatoren (9).
OBS: Hold tasten for godkjenning (10) og Lukk maskin (11) trykket helt til fugetrykket er
nådd, deretter kobles hydraulikken ut og tastene kan slippes.
Trykket overvåkes og justeres automatisk. Ved svært hyppig etterpumping (høyt trykktap), få
hydraulikksystemet kontrollert.
Sett varmeapparatet tilbake i innstillingsboksen
Etter avkjølingstiden blir sveiseprosessen avsluttet, lagret, det høres et signal og trykket slippes
av automatisk.
Avslutt sveisemenyen med OK.
Tapp av trykket fullstendig med tasten (3).
Spenn løs arbeidsstykkene og ta dem ut.
Kjør grunnmaskinen fra hverandre. Maskien er klar for neste sveisesyklus.
NORSK 185
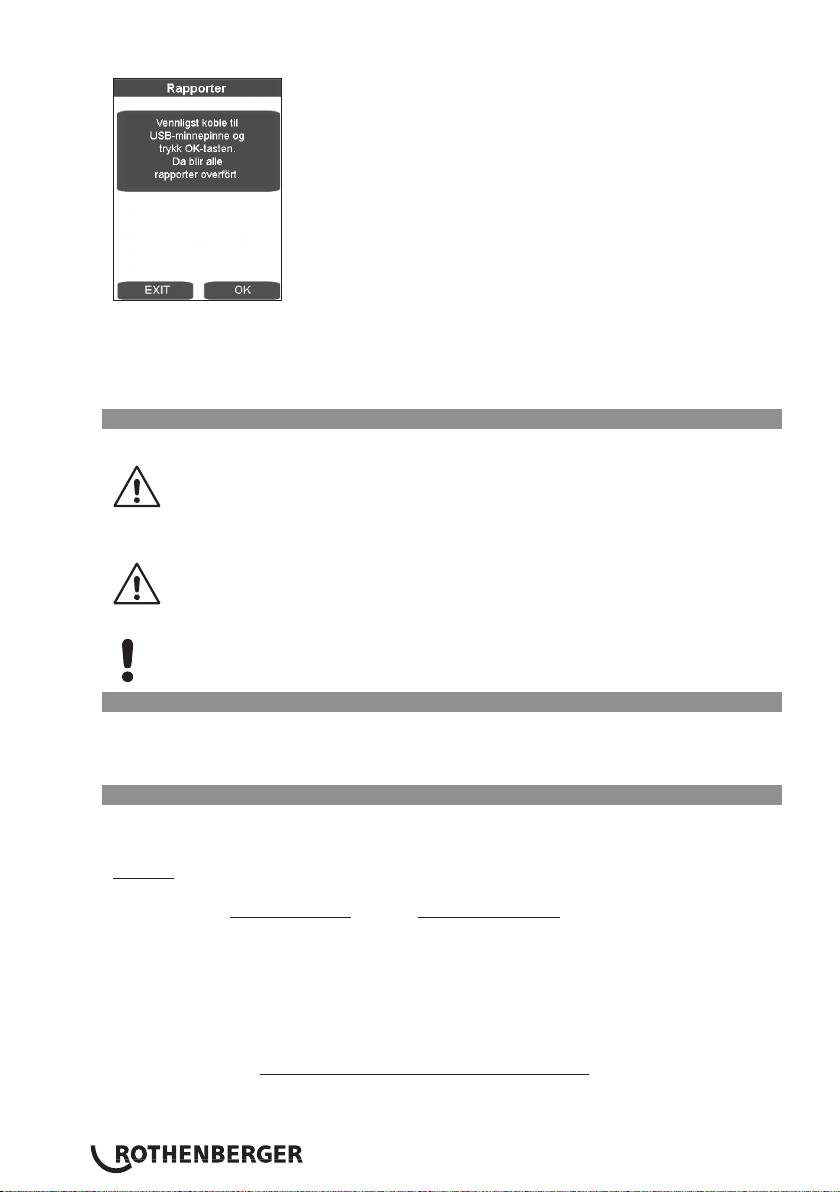
Overføring av protokollen:
I menypunktet Protokoll kan den lagres dersom det er tilkoblet en USB-minnepinne. Vinduet
lukker seg så automatisk.
Denne protokollfilen kan behandles med ROTHENBERGER Dataline 2 programmet og en PC.
Alle sveiseparametere kan finnes i den vedlagte sveisetabellen.
3.2.4 Avslutte bruk
Slå av hydraulikkaggregatet med tasten (6).
La varmeelementet kjøle seg, eller lagre det slik at det ikke kan antenne
materialer i nærheten!
Trekk støpslene på freseinnretningen, varmeelementet og og hydraulikkaggregatet ut av
stikkontaktene, og vikle opp kablene.
Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon,
ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen).
Koble fra og vikle opp hydraulikkslangene.
OBS: Beskytt koblingene mot smuss!
3.3 Genrelle krav
Da nedbør og omgivelser påvirker sveisingen, må alltid de aktuelle angivelsene i DVS -
retnignslinjene 2207 del 1, 11 og 15 overholdes. Utenfor Tyskland gjelder de aktuelle nasjonale
retningslinjene. (Sveisingen skal overvåkes kontinuerlig og nøye!)
3.4 Viktige anvisninger om sveiseparametere
Alle nødvendige sveiseparametere som temperatur, trykk og tid kan finnes i DVS - retningslinjene
2207 del 1, 11 og 15. Utenfor Tyskland gjelder de aktuelle nasjonale retningslinjene.
Kontakt: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I enkelttilfeller skal alltid de materialspesifikke bearbeidsingsparametere fra rørprodusenten
sjekkes.
Den angitte sveiseparameterne i den vedlagte sveisetabellen er anslagsverdier, som firmaet
ROTHENBERGER ikke tar ansvar for!
De angitte verdiene i sveisetabellen for utlignings- og fugetrykket er beregnet etter følgende
formel:
Sveiseflate A [mm²] x Sveisefaktor SF [N/mm²]
Sveisetrykk P [bar] =
Sylinderflate Az [cm²] x 10
Sveisefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
NORSK186
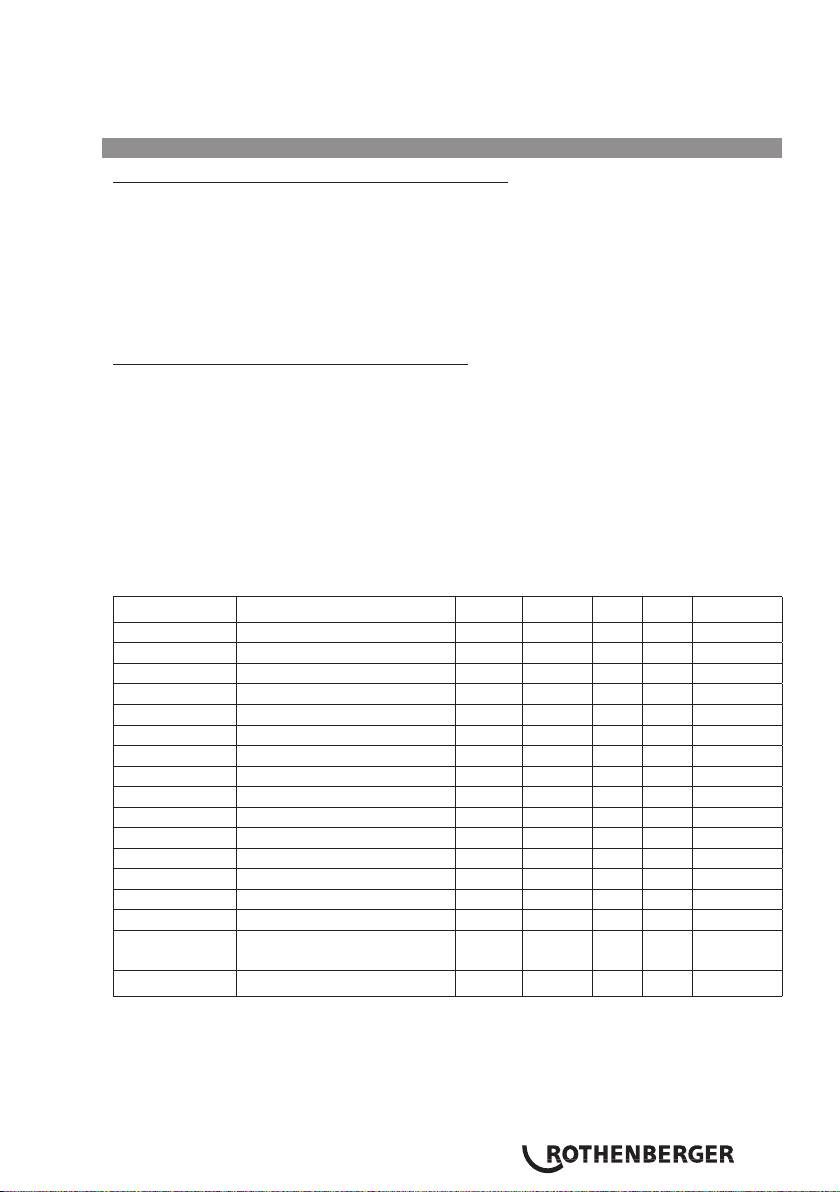
(Total sylinderoverflate for ROWELD P 250/8 B er på 6, 26 cm²)
(Total sylinderoverflate for ROWELD P 355/12 B er på 6, 26 cm²)
(Total sylinderoverflate for ROWELD P 500/18 B og P 630/24 B er på 14, 13 cm²)
(Total sylinderoverflate for ROWELD P 630/24 B Plus er på 22, 38 cm²)
3.5 Stille inn parameter
Stille inn parameter med tilgangsrettighet „Sveiser“:
Trykk dreieknappen (4) lenge (ca. 3 sekunder), til P001 blinker i øvre indikator (2).
Velg ønsket parameter P001 til P009 med dreieknappen (4). Dersom denne verdien skal
endres eller vises, trykk kort på dreieknappen (4), verdien (default) blinker i nedre indikator
(9).
Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da
blinker parameteren igjen i øvre indikator (2).
For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
Stille inn parameter med tilgangsrett „Mester“:
Trykk dreieknappen (4) i lang tid (ca. 6 sekunder), først blinker parameter P001 i øvre
indikator (2), Deretter blinker „CodE“ og i nedre indikator (9) blinker streken i første posisjon.
Legg inn koden med dreieknappen (4) og trykk kort på dreieknappen (4) (Code = 8001 – ved
igangkjøring, ved hjelp av parameter P100 kan koden endres fritt).
Velg ønsket parameter P101 til P114 med dreieknappen (4). Dersom denne verdien skal
endres eller vises, trykk kort på dreieknappen (4), verdien (default) blinker i nedre indikator
(9).
Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da
blinker parameteren igjen i øvre indikator (2).
For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
Parameternavn Betegnelse default Enhet min max Rettighet
P001 Energiesparefunksjon Resttid 99 min 0 99 Sveiser
P002* Effektsparefunksjon aktiv 0 0 3 Sveiser
P003 Offset varmplatetemperatur 5 °C -25 25 Sveiser
P004 Pmax for fresing 20 bar 10 50 Sveiser
P005 Nominelt trykk 1/10bar Sveiser
P006 Nominell temperatur 210 °C P103 P104 Sveiser
P007 Timer T1 nominell verdi 45 sek 1 1500 Sveiser
P008 Timer T4 nominell verdi 6 min 1 99 Sveiser
P009 Pstart for fresing 10 bar 0 P004 Sveiser
P101 Avvik for etterpumping 5 % 1 50 Mester
P102 Utkjøringstid etter fresing 10 1/10sek 0 100 Mester
P103 Innstillingstemperatur (min) 160 °C 0 300 Mester
P104 Innstillingstemperatur (max) 270 °C 0 300 Mester
P105 Taste-lås (Ja/Nei) 5 sek 0 50 Mester
P106 Trykk for utkjøring 135 bar 10 160 Mester
P107 Ledetid for innkobling av
50 1/10sek 0 200 Mester
Summer
P100 Endre kode 8001 Mester
* P002 - Effektsparefunksjon:
0 - ingen,
1 – dersom freseren går blir varmeelementet slått av,
2 – dersom hydraulikkmotoren går blir varmeelementet slått av,
3 - dersom t4 går blir varmeelementet slått av.
NORSK 187

3.6 Stille dato og tid
Lukk programmet ved å klikke i øvre høyre hjørne.
Trykk Start, Setting og deretter Control Panel.
Startlisten er skjult og kan hentes ved å trykke på nedre venstre hjørne.
Klikk dato/tid
NORSK188
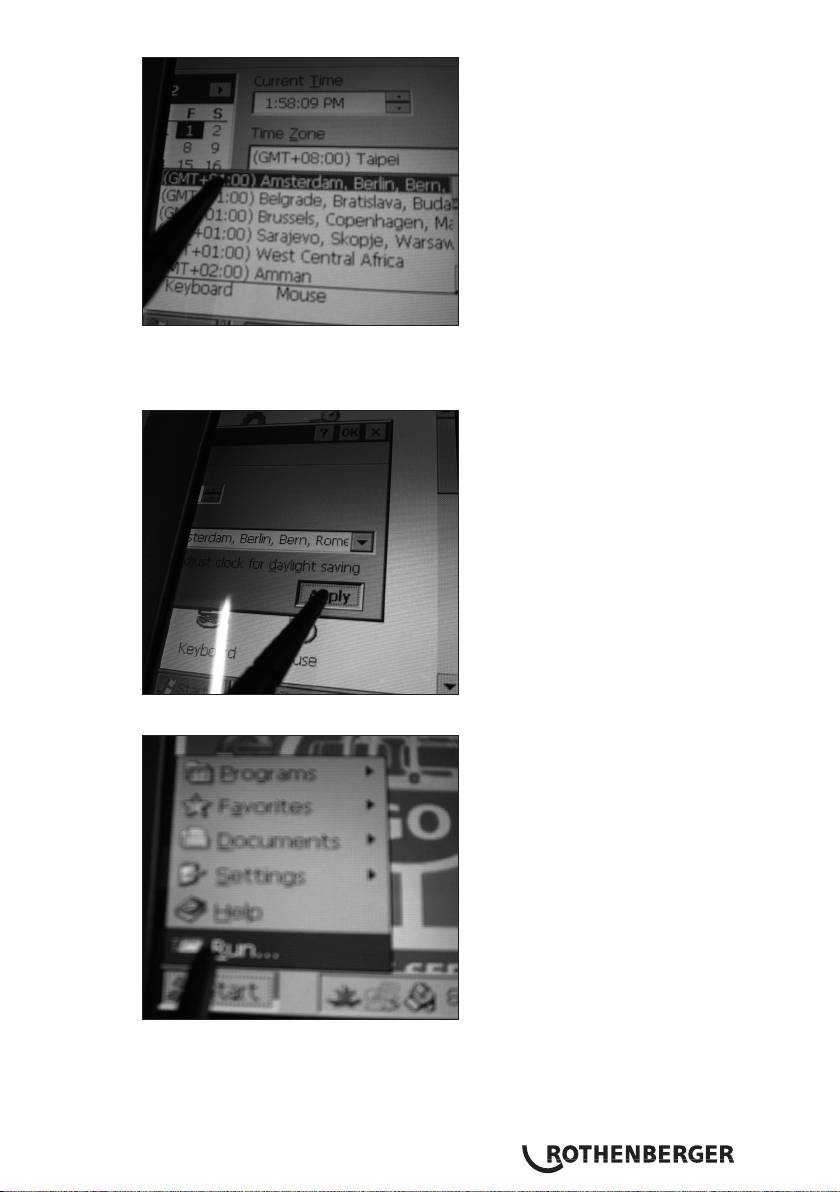
Rett inn skjermbildet ved å berøre og trekke i dato/tid listen. Velg aktuell tidssone eller legg
inn tiden med Current Time.
OBS! Pass på AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bekreft med „Apply“ og „OK“. Lukk Controlpanel med X.
Trykk tastene „Start“ og „Run“.
NORSK 189
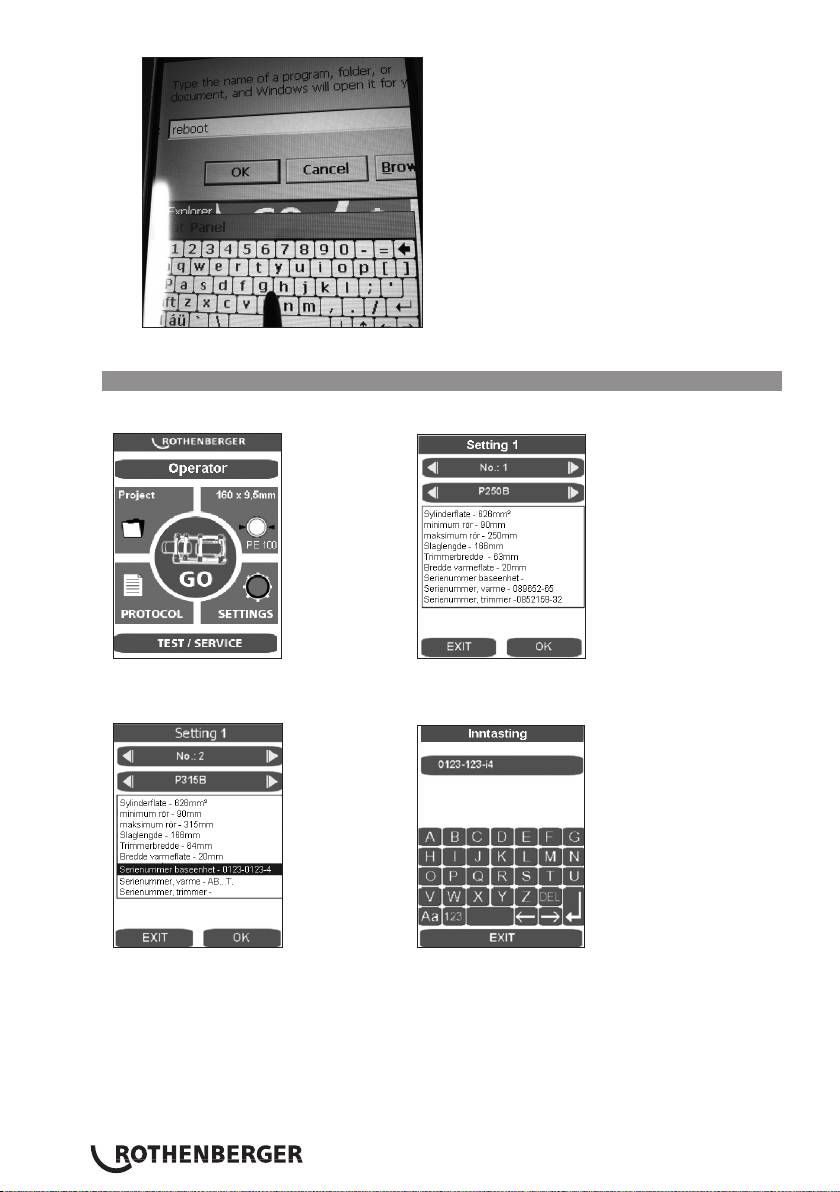
Legg inn Reboot på tastaturet som vises og trykk „OK“, PC-en starter på nytt.
3.7 Opprette eller velge maskinkonfigurasjon
For å velge eller opprette maskinkonfigurasjon , trykk på tasten SETTINGS.
Du kan velge ønsket maskinkonfigurasjon ved hjelp av piltastene.
For å opprette en ny konfigurasjon, bruk piltast høyre til f.eks neste nr. 2.
Ved å trykke på det aktuelle feltet vises innleggingsvinduet. Data kan slettes ved å bruke DEL og
legges inn på nytt, disse dataene registreres senwere i protokollen.
NORSK190
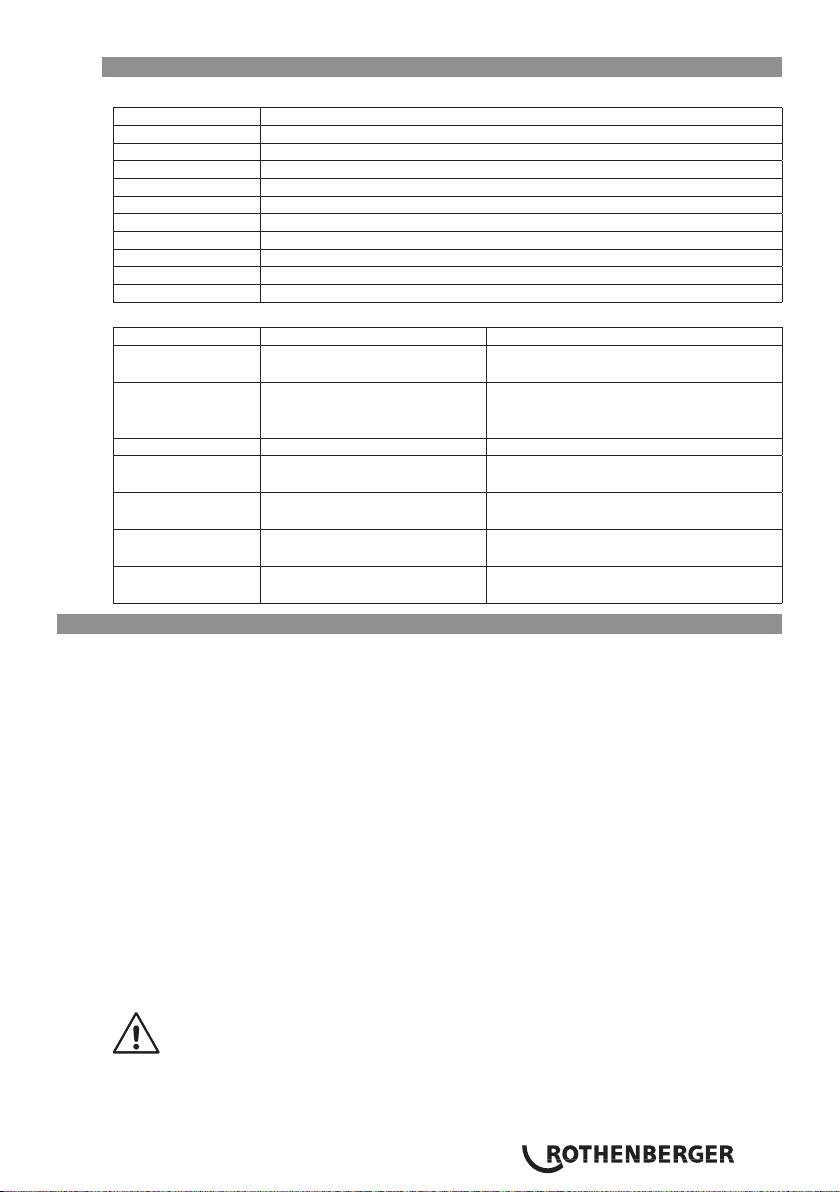
3.8 Feilmeldinger
Touch-PC og Protokoll:
Feilmelding Betegnelse
Code 1 Utjevningstrykk for høyt
Code 2 Utjevningstrykk for lavt
Code 4 Varmetrykk for høyt
Code 64 Omstillingstid for lang
Code 128 Trykkopparbeidsingstid for lang
Code 256 Fugetrykk for høyt
Code 512 Fugetrykk for lavt
Code 2048 Varmeelement for kaldt
Code 4096 Avbrutt av bruker
Code 131072 Varmeelement for varmt
Styring:
Feilmelding Betegnelse Feilretting
SER Servicedato nådd, service
Få gjennomført service
kreves
ERR1 Absolutt trykk ikke nådd Kontroller oljenivå, kontroller
trykksensor, ventielr defekt, motor
defekt
PE-2 Trykksensor -24V defekt Skift trykksensor
ERR5 Oljetemperatur 70°C –
Vent til oljetemperatur er under 50°C
Stopp!
HE-1 Varmeelement ikke tilkoblet,
Skift føler
følerbrudd
HE-0 Varmeelement for varmt Kontroller temperatur, kontroller
innstilling, skift føler
HE-2 Varmeelement for kaldt Kontroller temperatur, kontroller
innstilling, skift føler
4 Pleie og vedlikehold
For å opprettholde funksjonen av maskinen skal følgende punkter følges:
• Føringsstengerne må holdes fri for smuss. Ved skader på overflatene skal føringsstengerne
skiftes da dette eventuelt føre til trykktap.
• For å opprettholde feilfri sveising er det nødvendig å holde varmeelementet rent. Ved
skader på overflatene skal varmeelementet lakkeres på nytt eller skiftes ut. Materialrester på
varemflaten reduserer slippegenekapene og kan fjernes med papir og sprit (kun ved kaldt
varmeelement!).
• Hydraulikkoljen (HLP – 46 art.nr.: 53649) skal skiftes hver 12. måned.
• For å unngå funksjonsfeil skal hydraulikkanlegget kontrolleres regelmessig for tetthet,
at skruene sitter godt og at strømkablene er i orden.
• Hydraulikk-hurtigkoblingene på hydraulikkaggregatet skal beskyttes mot smuss. Ved
tilsmussig må de rengjøres før tilkobling.
• Freseinnretningen er utstyrt med to dobbeltsidig slipte kniver. Ved redusert skjæreeffekt kan
knivene snus eller skiftes av nye.
• Du må alltid passe på at røret/endene som bearbeides, spesielt frontendene, er frie for smuss.
Ellers kan levetiden av knivene reduseres.
Det skal gjennomføres årlig kontroll i henhold til DVS 2208, ved produsenten eller
et autorisert serviceverksted. Ved maskiner med belastning over det manlige skal
kontrollsyklusen forkortes.
NORSK 191

4.1 Maskin- og verktøypleie
(Se vedlikeholdsforskrift punkt 4!)
Skarpe og rene verktøy gir bedre resultat og er sikrere.
Sløve, knekte eller tapte deler skal straks skiftes. Kontroller at tilbehøret er godt festet til
maskinen.
Ved vedlikeholdsarbeider skal det kun brukes originale reservedeler. Reparasjoner skal kun utføres
av kvalifisert personell.
Når den ikke benyttes, før stell og vedlikehold og før skifte av tilbehør skal maskinen kobles fra
strømnettet.
Før ny tilkobling til strømnettet må du forsikre deg om at maskinen og tilbehøret er slått av.
Ved bruk av skjøteledninger skal det kontrolleres at de er sikre og fungerer. Det skal kun brukes
godkjente kabler ved bruk utendørs.
Ikke bruk verktøy og maskiner dersom kabinett eller håndtak, spesielt dersom de er av plast, er
sprukne eller deformerte.
Smuss og fuktighet i sprekker vil lede elektrisk strøm. Dette kan gi elektrisk støt dersom det er en
isolasjonsfeil i verktøyet eller maskinen.
Kommentar Vi viser også til de ulykkesforebyggende forskriftene.
5 Tilbehør
Egnet tilbehør og et bestillingsformular finner du fra og med side 361.
6 Avfallsdumping
Deler av apparatet er verdifulle stoffer, og kan tilføres resirkuleringen. Du kan bruke tillatte
og sertifiserte resirkuleringsbedrifter til dette. For miljøvennlig avfallsdumping av de delene
som ikke kan resirkuleres (f.eks. elektronikksøppel) spør du vennligst etter hos ansvarlige for
avfallsdumping.
Kun for EU-land:
Elektroverktøy må ikke deponeres sammen med husholdningssøppelet! Iht. Europeisk
direktiv 2012/19/EF angående gamle elektro og elektronikkapparater, og deres omsetning
til nasjonal rett, må elektroverktøy som ikke brukes lenger samles og tilføres et
miljøvennlig gjenbruksdeponi.
NORSK192
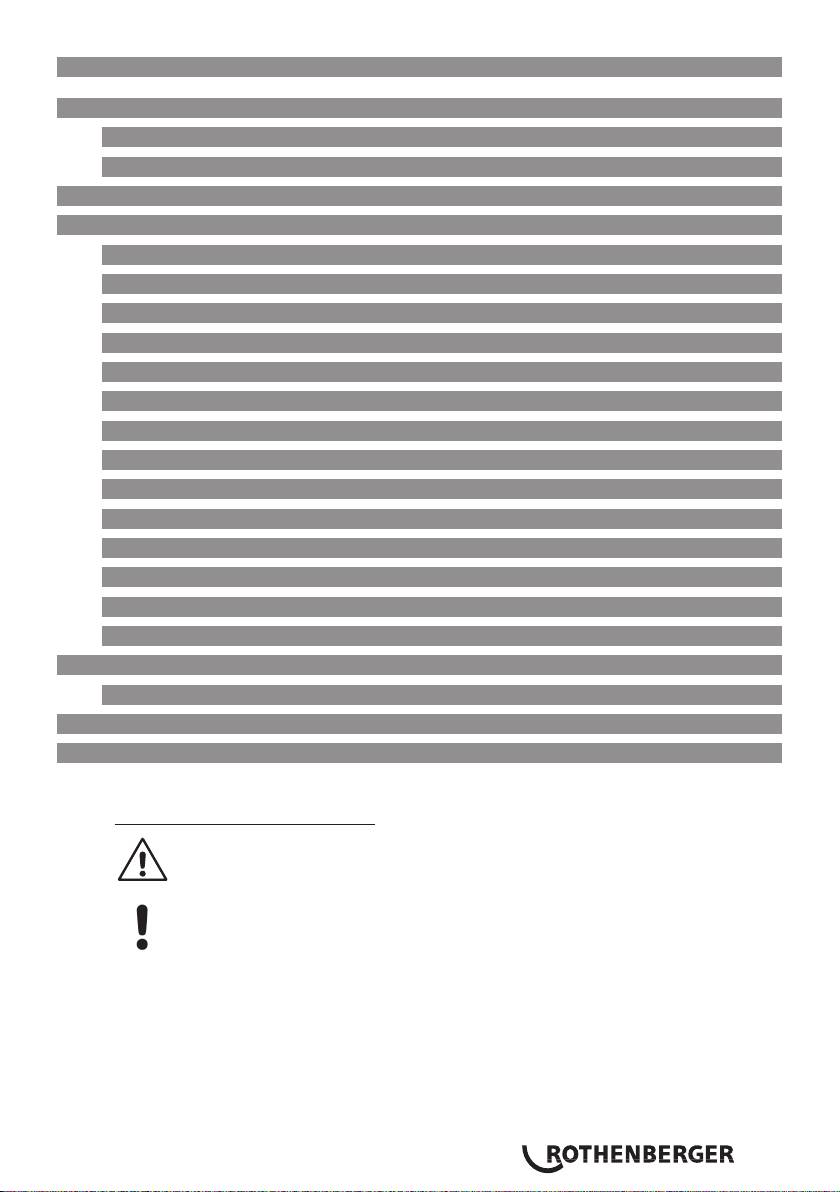
Sisältö Sivu
1 Turvallisuuteen liittyviä ohjeita 194
1.1 Määräystenmukainen käyttö 194
1.2 Yleiset turvallisuusohjeet 194
2 Tekniset tiedot, ks. Ohjelehti „Tekniset tiedot”
3 Laitteen toiminta 196
3.1 Laitekuvaus 196
3.1.1 Peruskone (kuva. A) 196
3.1.2 Hydrauliikkayksikkö (kuva. B) 196
3.2 Käyttöohje 197
3.2.1 Käyttöönotto 197
3.2.2 Valmistelevat toimenpiteet ennen hitsausta 200
3.2.3 Hitsausprosessi 204
3.2.4 Käytön lopettaminen 207
3.3 Yleiset edellytykset 207
3.4 Tärkeitä informaatioita hitsausparametreista 207
3.5 Parametrien asetus 207
3.6 Ajan ja päivämäärän asetus 208
3.7 Konfigurointien luominen ja valitseminen 210
3.8 Vikailmoituksia 211
4 Hoito ja huolto 212
4.1 Kone- ja työkaluhoito 212
5 Tarvikkeet 212
6 Kierrätys 212
Dokumentissa käytetyt merkinnät:
Vaara!
Merkki varoittaa loukkaantumisista.
Huom!
Merkki varoittaa esine- ja ympäristövahingoista.
Viittaa toimenpiteisiin
SUOMI 193
1 Turvallisuuteen liittyviä ohjeita
1.1 Määräystenmukainen käyttö
ROWELD P250-630/8-24B Plus Premium on tarkoitettu ainoastaan PE-, PP- ja PVDF-putkien
yhtyeenliittämiseksi hitsaamalla teknisten tietojen mukaisesti.
1.2 Yleiset turvallisuusohjeet
HUOMIO! Noudata seuraavia yleisiä turvallisuusohjeita oikosulun, tapaturman ja
tulipalon varalta sähkötyökaluja käyttäessäsi.
Lue kaikki ohjeet ennen kuin alat käyttää laitetta. Säilytä turvallisuusohjeet hyvin.
Huolto ja kunnossapito:
1 Säännöllinen puhdistaminen, huolto ja voitelu. Irroita pistoke pistorasiasta ennen laitteen
säätöjä, huoltoja ja korjauksia.
2 Anna ainoastaan pätevien ammattilaisten korjata laite. Korjauksessa on käytettävä
alkuperäisiä varaosia. Näin varmistat, että laite on aina käyttöturvallisessa kunnossa.
Turvallinen työskentely:
1 Pidä työpiste hyvässä järjestyksessä. Työpisteen epäjärjestys saattaa aiheuttaa vahinkoja.
2 Ota huomioon ympäristön olosuhteet. Älä jätä sähkötyökaluja sateeseen. Älä käytä
sähkötyökaluja märässä tai kosteassa paikassa. Huolehdi työpisteen hyvästä valaistuksesta.
Älä käytä sähkötyökaluja paikassa, jossa on palo- tai räjähdysvaara.
3 Suojaa itsesi sähköiskun varalta. Vältä koskemasta maadoitettuihin laitteisiin (esim.
putket, patterit, sähköliedet, jäähdyttimet).
4 Pidä ulkopuoliset pois työpisteestä. Huolehdi, että ulkopuoliset, erityisesti lapset, eivät
pääse käsiksi sähkötyökaluihin ja kaapeleihin.. Pidä heidät pois työpisteestä.
5 Säilytä sähkötyökalut turvallisessa paikassa. Kun sähkötyökalu ei ole käytössä, säilytä se
kuivassa paikassa, korkealla tai lukkojen takana poissa lasten ulottuvilta.
6 Älä ylikuormita sähkötyökalua. Asianmukaisella tehoalueella laite toimii parhaiten ja
turvallisimmin.
7 Käytä työhön sopivaa sähkötyökalua. Älä tee raskaita töitä tehottomalla laitteella. Älä
käytä sähkötyökaluja sellaisiin tarkoituksiin, joihin niitä ei ole suunniteltu. Esimerkiksi: Älä
sahaa pyörösahalla oksia äläkä polttopuita.
8 Käytä sopivaa vaatetusta. Älä käytä koruja äläkä sellaisia vaatteita, jotka voivat takertua
laitteen liikkuviin osiin. Suosittelemme ulkona työskenneltäessä käyttämään luistamattomia
jalkineita. Suojaa pitkä tukka hiusverkolla.
9 Käytä henkilönsuojaimia. Käytä suojalaseja. Käytä hengityssuojainta pölyävässä työssä.
10 Kytke pölyn imulaite toimintaan. Varmista, että pölyn imu- ja talteenottolaite on kytketty
toimintaan ja että sitä käytetään oikein, jos sähkötyökalussa sellainen on.
11 Älä käytä tarkoitukseensa sopimatonta sähkökaapelia. Älä irroita pistoketta
pistorasiasta johdosta vetämällä. Suojaa verkkojohto kuumuudelta, öljyltä ja teräviltä kulmilta.
12 Kiinnitä työkappale. Kinnitä työkappale kiristimillä tai ruuvipuristimella. Työskentely on
tällöin turvallisempaa.
13 Vältä hankalassa asennossa työskentelyä. Seiso aina tukevasti ja tasapaino säilyttäen.
SUOMI194

14 Huolla työkalut hyvin. Pidät terät terävinä ja puhtaina. Työ sujuu silloin paremmin ja
turvallisemmin. Noudata voitelusta ja terän vaihtamisesta annettuja ohjeita. Tarkasta
sähkölaitteen verkkojohto säännöllisesti. Korjauta viallinen johto huollossa. Tarkasta
jatkojohdot säännöllisesti. Vaihda vioittuneet johdot. Pidä kädensijat kuivina ja puhtaina liasta,
öljystä ja rasvasta.
15 Vedä virtapistoke irti pistorasiasta. Kun et käytä sähkötyökalua, ennen huoltoa ja (sahan-,
poran-, jyrsin-) terän vaihtamisen yhteydessä.
16 Älä jätä avainta laitteeseen. Varmista ennen laitteen käynnistämistä, että avain ja
säätötyökalut ovat poissa työstökohdasta.
17 Älä pidä laitetta turhaan käynnissä. Varmista ennen pistokkeen työntämistä pistorasiaan,
että kytkin on off-asennossa.
18 Käytä ulkokäyttöön tarkoitettua jatkojohtoa. Ulkona työskennellessäsi käytä vain
sallittua ja käyttötarkoitukseensa sopivaa jatkojohtoa.
19 Ole tarkkaavainen. Työskentele keskittyneesti. Käytä tervettä järkeä. Älä käytä
sähkötyökalua, jos et voi keskittyä työhösi.
20 Tarkista sähkötyökalu mahdollisten vikojen varalta. Ennen kuin jatkat sähkötyökalun
käyttämistä, tarkista suojalaitteet ja vioittuneet osat. Korjauta viat määräysten mukaiseen
kuntoon. Tarkista, että liikkuvat osat toimivat oikein eivätkä juutu kiinni tai vioita muita osia.
Sähkötyökalun oikean toiminnan varmistamiseksi tulee kaikkien osien tulee olla kiinnitetty
oikein ja ohjeiden mukaisesti.
Korjauta tai vaihda vioittuneet suojalaitteet ja koneenosat huollossa määräysten mukaiseen
kuntoon, mikäli käyttöohjeessa ei muuta ohjetta anneta. Anna huollon vaihtaa vikaantunut
virtakytkin.
Älä käytä sähkötyökalua, jos sen virtakytkin ei toimi kunnolla.
21 Huomaa. Muiden työkalujen tai tarvikkeiden käyttö saattaa aiheuttaa tapaturmavaaran.
22 Korjauta sähkötyökalu ammattiliikkeessä. Tämä sähkötyökalu on kaikkien
turvallisuusmääräysten mukainen. Vain sähköalan ammattilainen saa tehdä korjauksia
laitteeseen alkuperäisvaraosia käyttäen; muuten on tapaturmavaara.
2 Tekniset tiedot, ks. Ohjelehti „Tekniset tiedot”
SUOMI 195
3 Laitteen toiminta
3.1 Laitekuvaus
ROWELD P250-630/8-24B Plus Premium ovat pienikokoisia, siirrettäviä lämpöelementti-
puskuhitsauskoneita joilla on tallennusyksikkö hitsaustietojen tallentamiseksi DVS- ohjesäännön
mukaisesti sekä erityisesti työmaita ja putkiojia varteen suunniteltu USB-liitäntä niiden
siirtämiseksi. Laitteiden käyttö työpajaympäristössä on tietenkin myös mahdollista.
„ROWELD“-tyyppisten hitsauskoneiden monipuolisuuden ansiosta seuraavat hitsausliitokset PE-,
PP- ja PDF-putkilla joiden läpimitta on 90 - 630mm/5-24“ on mahdollista suorittaa:
I. Putki - putki
II. Putki - putkikäyrä
III. Putki - T - kappale
IV. Putki - laippa
Koneiden pääosat ovat:
Pääkone, kiristyselementtien pienennysholkit, hydrauliikkayksikkö hitsaustietojen
tallennusyksiköllä, jyrsinyksikkö, lämpöelementti, säilytyslaatikko.
Hitsattaessa laippoja täytyy käyttää lisävarusteena saatavana oleva neljän leuan kiristyslevyä.
ROWELD P250/8B: Hitsattaessa tiukkoja putkikäyriä koneen suurimmalla läpimitalla, täytyy
käyttää lisävarusteena saatavana oleva kiristystyökalun viistottu yläosa.
ROWELD P500-630/18-24B Plus: Jyrsijän ja lämpöelementtien sisään asettamiseksi ja pois
nostamiseksi sähkökäyttöinen nostoyksikkö on saatavana lisävarusteena.
3.1.1 Peruskone (kuva. A)
1 Liikkuvat kiristyselementit 3 Välikappale lukitusloveilla
2 Siirrettävä kiristyselementti 4 Lämpöelementin ulosvetolaite
3.1.2 Hydrauliikkayksikkö (kuva. B)
1 Painike Automatiikka 12 Painike Ajastin
2 Näyttö Paine 13 Pistorasia Jyrsinyksikkö
3 Painike Paineen poisto 14 Pikaliitin Muhvi
4 Säädin 15 Pikaliitin Pistoke
5 Painike Jyrsintä 16 Liitin Lämpöelementti
6 Painike Päälle / Pois päältä 17 Verkkopistoke
7 Painike Lämmitys 18 Hätäkatkaisija
8 Aja kone "Auki" 19 Touch-PC
9 Näyttö Lämpötila ja aika 20 Öljyn täyttöaukko mittaustikulla
10 Vapautuspainike 21 USB-liitäntä
11 Aja kone "kiinni"
Hydrauliikkayksikön avulla on mahdollista ohjata seuraavilla kuvakkeilla merkityt hitsauskoneen
toiminnot:
Painike hydrauliikkayksikön päälle- ja pois päältä kytkemiseksi
Kytke lämpöelementti päälle painamalla painiketta „Lämmitys“. Säädä
lämpöelementin lämpötila painamalla painiketta „Lämmitys“ samanaikai-
sesti kun säädintä säädetään. Asetettu arvo näkyy näytössä „Lämpötila“
ja sen jälkeen näytetään taas ajankohtaista arvoa.
Säätimellä voidaan asetta paine jyrsittäessä, sulattaessa, jälkilämmittäessä
ja hitsattaessa. Säädetty arvo näkyy näytössä „Paine“. 3 sekuntia säädön
jälkeen näytetään ajankohtaista arvoa. Huoltoparametrit näytetään ja
säädetään painamalla kiertonupista.
SUOMI196
Paina vapautuspainiketta ja sen jälkeen aja kone „kiinni“ -painiketta ajaaksesi
kiristyselementit yhteen.
Painike paineen poistamiseksi
Paina vapautuspainiketta ja sen jälkeen aja kone „Auki“ -painiketta ajaaksesi
kiristyselementit toisistaan.
Paina, kytkeäksesi jyrsinyksikön pistorasia päälle, vapautuspainiketta ja Jyrsintä-
painiketta. Paine asetetaan automaattisesti 10 baariin ja voidaan säätimellä nostaa
korkeintaan 20 baariin. (Voidaan erikoiskäyttötapauksissa, esim. kaltevalla alustalla
muuttamalla P004 säätää korkeintaan 50baariin)
Aktivoi ajastin painamalla painiketta yhden kerran. Painamalla painiketta
ja vääntämällä säädintä aika t1 voidaan asettaa sekunneissa. Jos painiketta
painetaan pitempään vaihdetaan aikaan t4. Painamalla painiketta ja vä-
äntämällä säädintä aika t4 voidaan asettaa minuuteissa. Ajastin käynniste-
tään manuaalisesti painamalla lyhyesti ajastimen näppäintä, kun ajastimen
näyttö t1 tai t2 palaa.
Painamalla automatiikka-näppäintä painetta valvotaan ja tarvittaessa säädetään
uudelleen lämmittämisen aikana (ajastin t1 aktiivisena) ja liittämisen aikana (ajastin t4
aktiivisena).
Huoltoparametrien vahvistamisen vapautusnäppäin
3.2 Käyttöohje
Hitsauskonetta saa käyttää ainoastaan oikeutettu ja asianmukaisesti pätevöitynyt
henkilökunta DVS 2212 osa 1:n mukaisesti!
Ainoastaan koulutusta saaneet ja oikeutetut käyttäjät saavat käyttää konetta!
3.2.1 Käyttöönotto
Lue käyttö- ja turvallisuusohjeet huolellisesti läpi ennen puskuhitsauskoneen
käyttöönottoa!
Älä käytä lämpöelementtiä räjähdysherkissä ympäristöissä ja älä päästä sitä
kosketuksiin helposti palavien aineiden kanssa.
Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä
muut henkilöt poissa työalueesta.
Tarkista hydrauliikkayksikön öljymäärä ennen jokaista käyttökertaa. Öljyn
täyttömäärä täytyy olla min. ja max. merkinnän välillä öljytikulla (20). Lisää
tarvittaessa HLP 46-tyyppistä hydrauliikkaöljyä.
Kuljeta ja säilytä hydrauliikkayksikkö ainoastaan vaaka-asennossa, jos se on
kallellaan öljy vuotaa ulos täyttö- ja mittausaukosta.
Paina hätäkatkaisijaa (18) vaaran uhatessa. Tarkista ennen jokaista käyttöönottoa
ettei hätäkatkaisija ole lukittu!
Liitä molemmat hydrauliikkaletkut hydrauliikkayksikköön pikaliittimien (14,15) avulla.
Suoja pikaliittimet likaantumiselta. Vuotavia liitoksia täytyy heti vaihtaa!
SUOMI 197
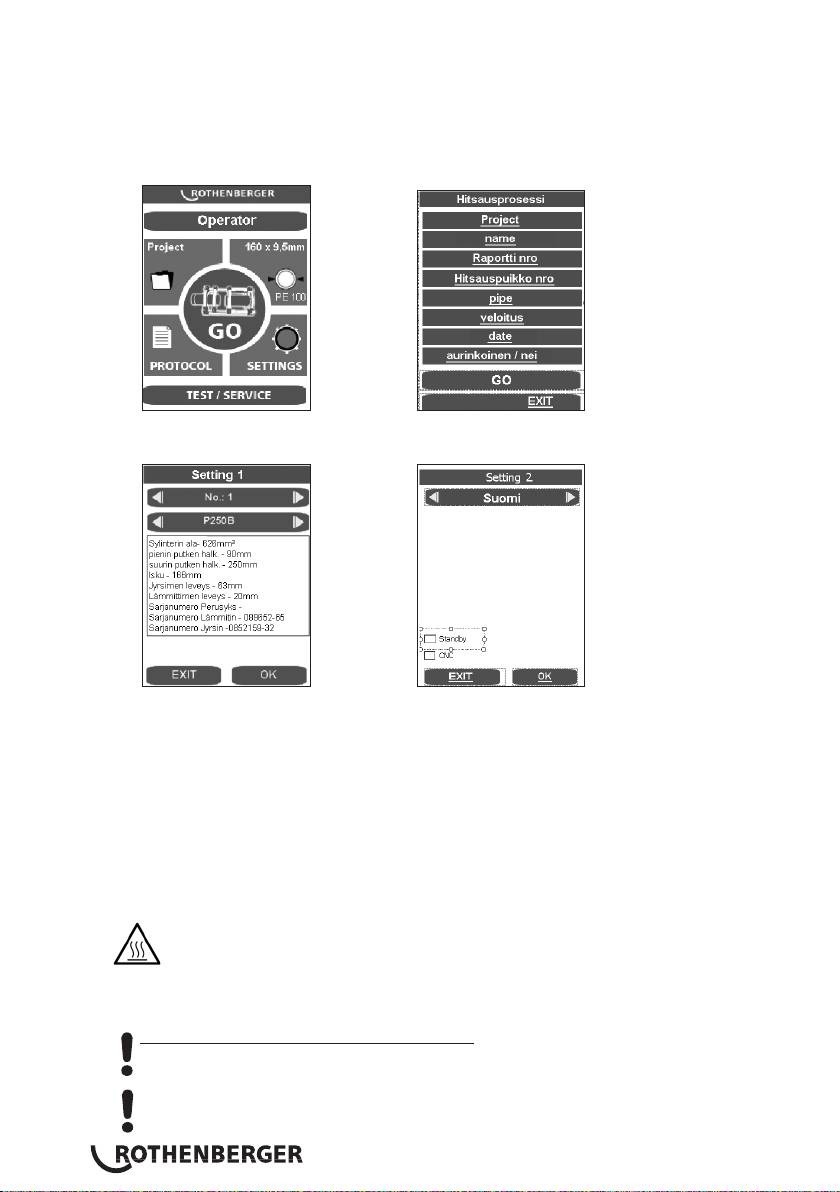
Liitä jyrsinyksikön verkkopistoke pistorasiaan (13) ja lämpöelementin pistoke liittimeen (16).
Kytke hydrauliikkayksikön verkkopistoke (17) tyyppikilven mukaiseen virtalähteeseen. Mikäli
aloitusnäyttö ei tule esille, poista hätäkatkaisijan lukitus. Sen jälkeen kuluu äänimerkki ja
näytössä (2) palaa yksi piste.
Tarkista ensimmäisen käyttöönoton yhteydessä päivämäärä ja kellonaika. Paina GO-painiketta
tehdäksesi sitä. (Katso kohta 3.6) asettaaksesi). Paina EXIT valikon sulkemiseksi.
Valitse haluttu kieli ensimmäisen käyttöönoton yhteydessä. Tehdasasetus on saksa. Paina
muuttaaksesi kielen Settings ja valitse Settings 2 painamalla OK.
Valitse haluttu kieli nuolinäppäimillä ja vahvista painamalla OK. Valittu kieli tallennetaan
ensimmäisen hitsauskerran jälkeen.
On mahdollista kytkeä näyttö valmiustilaan. Näytönsäästäjä käynnistyy kun hydrauliikka
suljetaan painikkeella (6).
Kytke hydrauliikkayksikkö päälle (Paina painike (6) ).
Kun se on kytketty päälle lämpöelementti lämpenee.
Näytössä (9) näytetään ajankohtainen lämpötila. Säätö on aktiivinen kun yksi piste palaa
näytössä. Kun asetettu lämpötila saavutetaan molemmat LED:it palaa (actual & set). Kun vielä
10 minuuttia on kulunut lämpöelementti on käyttövalmis. Tarkista lämpötila lämpömittarilla.
Lämpöelementin lämpötilan sovittamiseksi, katso kohta 3.5.
Palovammojen vaara! Lämpöelementin lämpötila voi olla jopa 300° C ja sitä
täytyy heti käytön jälkeen asettaa takaisin siihen tarkoitettuun
säilytyslaatikkoon!
Painamalla pitempään painiketta (7) lämmitys voidaan kytketä pois päältä, jolloin piste
näytössä (9) sammuu. Painamalla vielä kerran lämmitys kytketään taas päälle.
Hydrauliikka ROWELD P500-630/18-24B Plus: Tarkista pyörimissuunnat! Valmistuksessa
koneet on kytketty pyörimään oikealle. Aja peruskone kiinni tai auki hydrauliikkayksiköllä. Jos
kone ei liiku, vaihda sopivalla työkalulla vaiheenkääntimen asetus verkkopistokkeessa!
Huomautus: Älä kytke hydrauliikka päälle jos pyörimissuunta on väärä (kone saattaa
rikkoontua)
SUOMI198
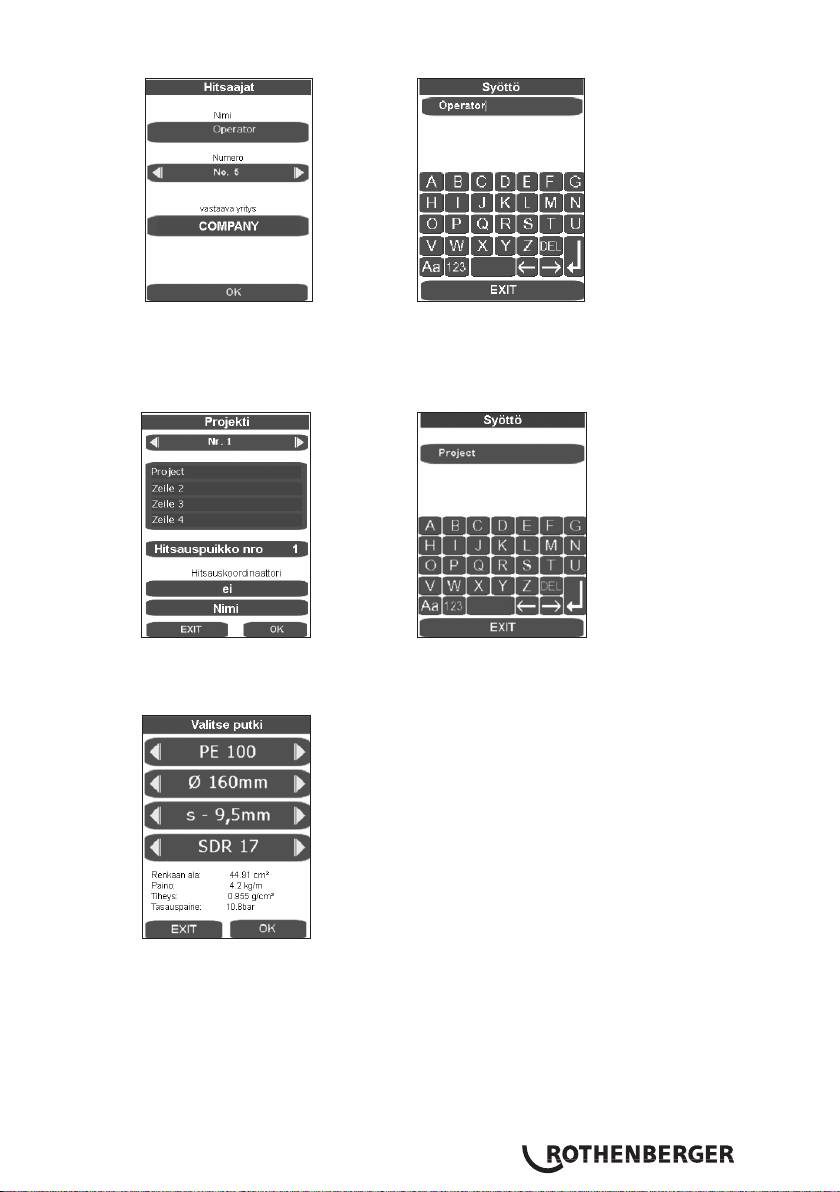
Anna tai valitse hitsaajan nimi „Operator“.
Syöttölomakkeella voidaan valita tallennetut hitsaajat, lisätä uusien hitsaajien nimet tai poistaa
olemassa olevia DEL painikkeella ja sen jälkeen syöttää uudestaan. Kaikki syöttölomakkeet
vahvistetaan ja tallennetaan ENTER tai OK-painikkeella ja otetaan käyttöön seuraavassa
ohjelmavaiheessa. EXIT-painikkeella syöttölomaketta suljetaan ilman tietojen tallennusta.
Projektin luominen tai valitseminen.
Syöttölomakkeilla voidaan valita tallennetut projektit sekä nimeä projektit uudelleen.
Sulkeminen ja tallennus ENTER-painikkeella.
Putken valinta.
Valitse haluttu putki nuolinäppäimillä ja vahvista painamalla OK.
SUOMI 199
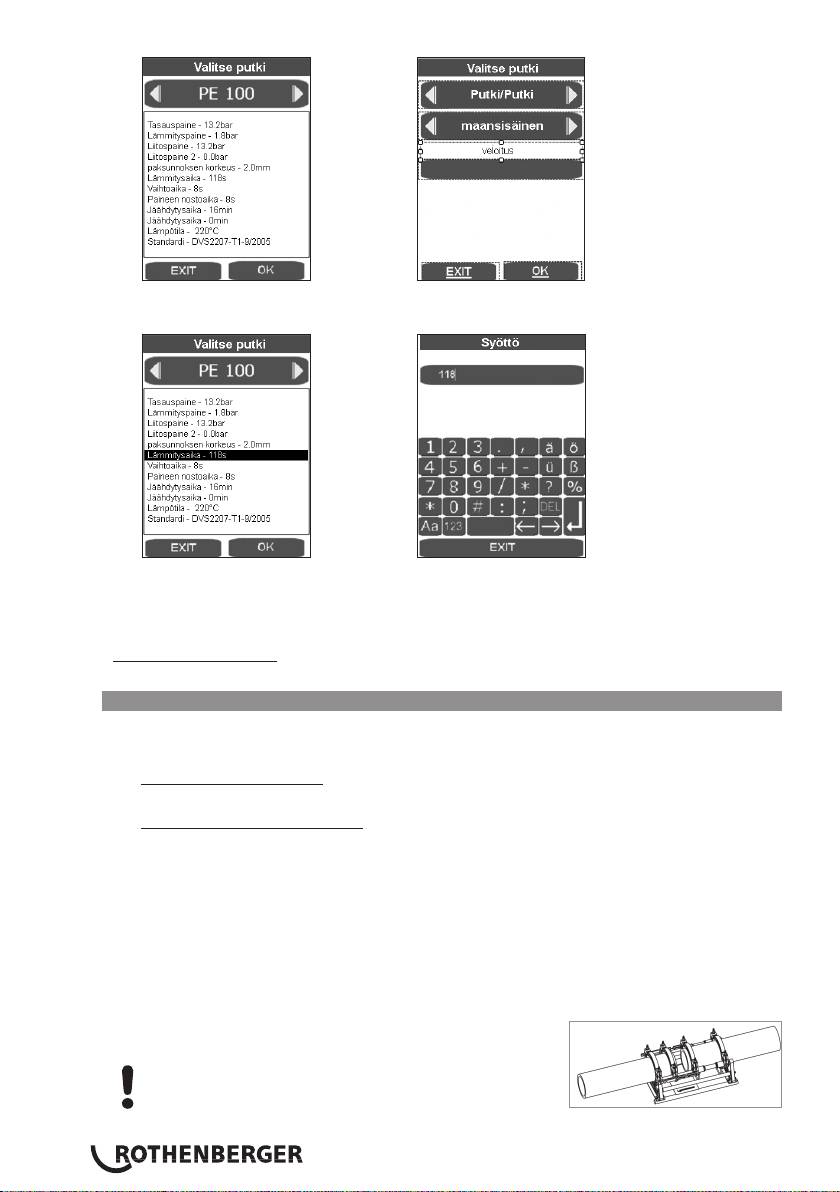
Tässä viimeisessä putkiparametrien katsauksessa putkitietoja näytetään DVS-ohjesäännön
mukaisesti. Painamalla OK avautuu ikkuna hitsausosista ja asennustavasta.
Painamalla kyseistä näyttökenttää voidaan suorittaa normeista poikkeavat muutokset ja
tallentaa näitä ENTER painikkeella. Kohdassa Normi muuttuu silloin nimi, jota voi myöhemmin
myös merkitä kenttään huomautus ennen kuin protokolla printataan ulos PC:llä. Sen jälkeen
kuin putkien tiedot on vahvistettu ja tallennettu OK painikkeella, päävalikko tulee esille.
P500-630/18-24B Plus: Käytä nostoyksikkö tuotenumerolla 53410 (P500/18B) tai 53323
(P630/24B-Plus), tai muu sopiva työkalu jyrsinyksikön ja lämpöelementin nostamiseksi.
3.2.2 Valmistelevat toimenpiteet ennen hitsausta
Putkille jotka ovat pienempiä kuin koneen suurin hitsausläpimitta täytyy tarvikkeisiin sisältyvillä
kuusioruuveilla asentaa pienennysholkki joka sopii sille putkikoolle jota on tarkoitus työstää.
ROWELD P250-355/8-12B: jokainen koostuu 6:sta puolikuoresta leveällä ja 2:sta puolikuoresta
kapealla kiristyspinnalla
ROWELD P500-630/18-24B Plus: läpimittaan 450mm asti jokainen koostuu 6:sta
puolikuoresta leveällä ja 2:sta puolikuoresta kapealla kiristyspinnalla, alk. 500mm 8:sta
puolikuoresta leveällä kiristyspinnalla.
Huomioi että puolikuoreet kapealla kiristyspinnalla tulisi käyttää molemmissa uloimmissa ja
alemmissa peruskiristyselementeissä. Vain silloin kun putki /putkikaari -liitoksia tehdään näitä
käytetään vasemmassa peruskiinnityselementissä ylhäällä ja alhaalla.
Aseta muoviputket tai putkiosat jota on tarkoitus hitsata kiristimeen (käytä pukkeja jos
putki on yli 2,5m pitkä) ja kiristä messinkimutterit ylemmillä kiristystyökaluilla. Putkien
epäpyöreyksiä voi tasoittaa kiristämällä tai löysäämällä messinkimuttereita.
Putki / putki – liitoksien kohdalla välikappaleet täytyy olla
lukittuina molemmissa vasemmanpuoleisissa
kiristyselementeissä (toimitustila).
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Yksittäiset putket pidetään paikallaan kahden kiristyselementin avulla.
SUOMI200
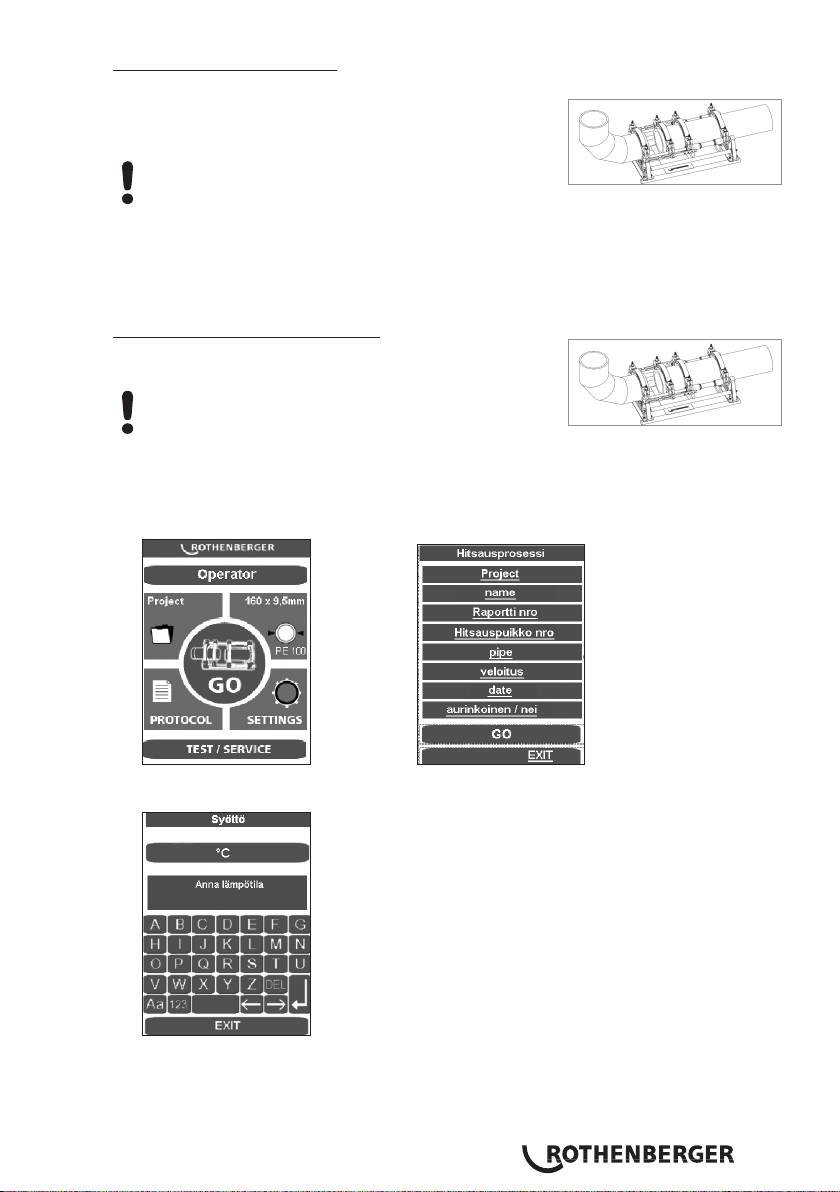
Putki / sovite P250-355/8-12B:
Putki / sovite – liitoksien kohdalla välikappaleet täytyy olla
lukittuna molemmissa kesimäisissä kiristyselementeissä ja
lämpöelementin ulosvetolaite täytyy ripustaa
vasemmanpuoleisilla kiinnityselementeillä.
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Putki asetetaan kolmeen kiristyselementtiin ja yksi kiristyselementti pitää sovite paikallaan.
Tällöin siirrettävä kiristyselementti voidaan siirtää tangolla sen mukaan miten paljon tilaa
tarvitaan kiristäessä ja hitsattaessa.
Kun tiettyjä sovitteita työstetään tietyissä asennoissa, esim. kaarteita vaakasuorassa tai
laippoja, lämpöelementin ulosvetolaite on pakko poistaa.
Putki / sovite P500-630/18-24B Plus:
Putki / sovite – liitoksien kohdalla välikappaleet täytyy kääntää
ja lukita kesimäisessä kiristyselementeissä.
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Putki asetetaan kolmeen kiristyselementtiin ja yksi kiristyselementti pitää sovite paikallaan.
Tällöin siirrettävä kiristyselementti voidaan siirtää tangolla sen mukaan miten paljon tilaa
tarvitaan kiristäessä ja hitsattaessa.
Käynnistä hitsausprosessi painamalla GO.
Tässä viimeisessä katsauksessa voidaan tehdä viimeisiä muutoksia napauttamalla kyseistä
alakohtaa, vahvista painamalla GO.
Anna lämpötila ja vahvista enterillä. Jos et antanut lämpötilaa oikein, näytetään:
SUOMI 201
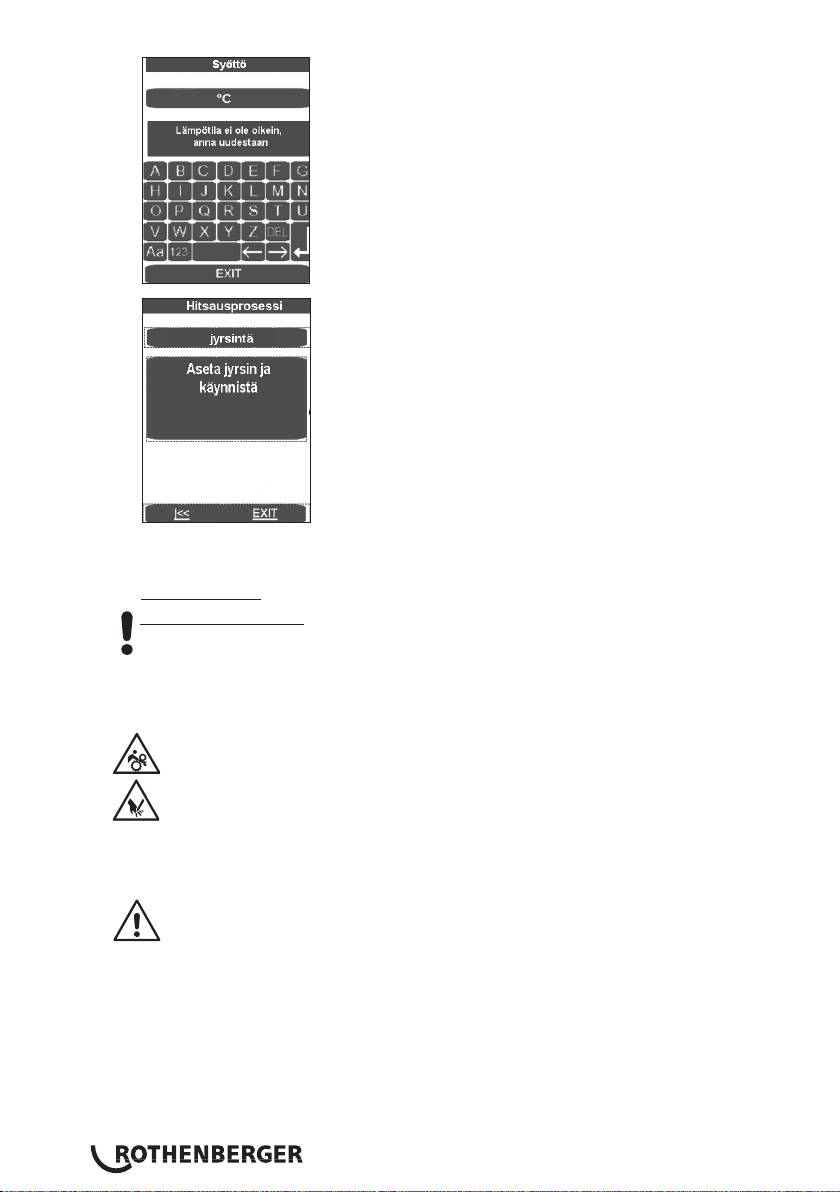
Nuolinäppäimillä kone ajaa ylös, EXIT siirtää ohjelman tallentamatta päävalikkoon.
Sähkökäyttöisen jyrsinyksikön käyttö hitsattavien työkappaleiden välissä.
P250-355/8-12B: Kytke jyrsinmoottori päälle ja lukitse kytkin.
P500-630/18-24B Plus: Tarkista pyörimissuunnat! Valmistuksessa koneet on kytketty
pyörimään oikealle.
Paina jyrsinyksikön päälle kytkemiseksi painikkeet (10) ja(5) hydrauliikkayksiköllä.
Jyrsinlevyt täytyy pyöriä leikkaussuuntaan. Vaihda muussa tapauksessa sopivalla työkalulla
vaiheenkääntimen asetus verkkopistokkeessa.
Loukkaantumisvaara! Pidä turvallinen etäisyys koneeseen kun jyrsinlaite on
käynnissä ja älä kosketa pyöriviä teriä. Käytä jyrsin ainoastaan työasennossa ja
aseta se käytön jälkeen takaisin siihen tarkoitettuun säilytyslaatikkoon. Jyrsimen
turvallisuusjärjestelmien toimivuus täytyy aina olla varmistettu, jotta tahattomilta
käynnistyksiä koneen ulkopuolella ei tapahdu.
Kiristyselementtien yhteen ajaminen (Paina painikkeet 10 + 11). Aseta jyrsimen paine
säätimellä (4) . Vakiona 20 baari on mahdollista, mutta jyrsimen paine voi nostaa jopa 40
baariin, katso kohta 3.5.
Liian korkea jyrsinpaine saattaa aiheuttaa jyrsimen käyttömoottorin
ylikuumentumisen ja vaurioitumisen. Jos jyrsin ylikuormittuu tai sen moottori
pysähtyy, aja kone auki ja aseta paine pienemmälle (katso kohta 3.5).
Kun jyrsinlastut tulevat tauotta jyrsijästä ja niiden paksuus on < = 0,2mm, paina Jyrsintä-
painiketta (5) ja avaa kiristyselementit (paina painikkeet 10 + 8).
SUOMI202
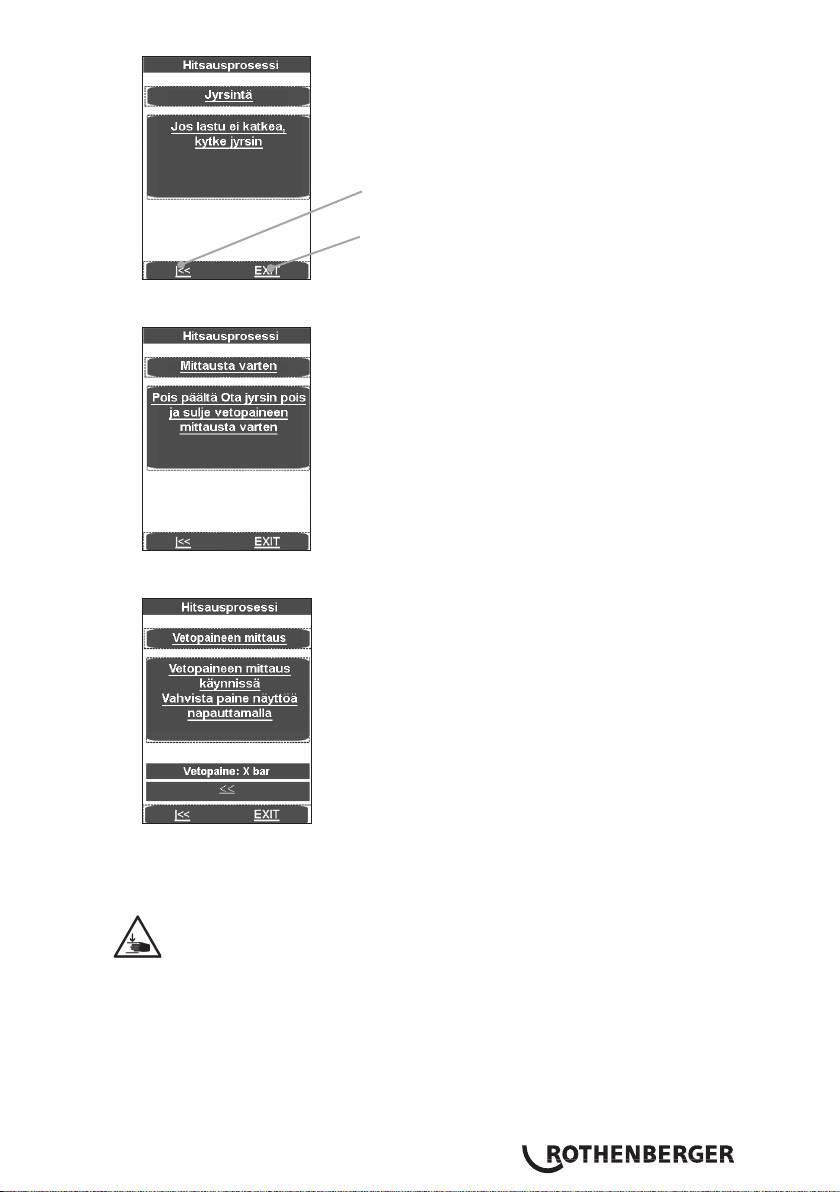
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta
jyrsin.."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta
päävalikkoon.
Odota kunnes jyrsinlevyt ovat pysähtyneet. Poista jyrsinyksikkö peruskoneesta ja aseta se
säilytyslaatikkoon.
Aja työkappaleet yhteen pienellä paineella (paina painikkeet 10 + 11) ja aseta päästöpaine
säätimellä (4).
Paina näyttöä kun koneen nopeus hiljenee. Mitattu päästöpaine lisätään automaattisesti
sulatus-, jälkilämmitys- ja hitsauspaineeseen.
Aja kiristyselementit yhteen, säädä sopiva paine putken mukaan ja tarkista että työkappaleet
ovat tiukasti kiinni kiristystyökaluissa.
Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä
muut henkilöt poissa työalueesta.
SUOMI 203
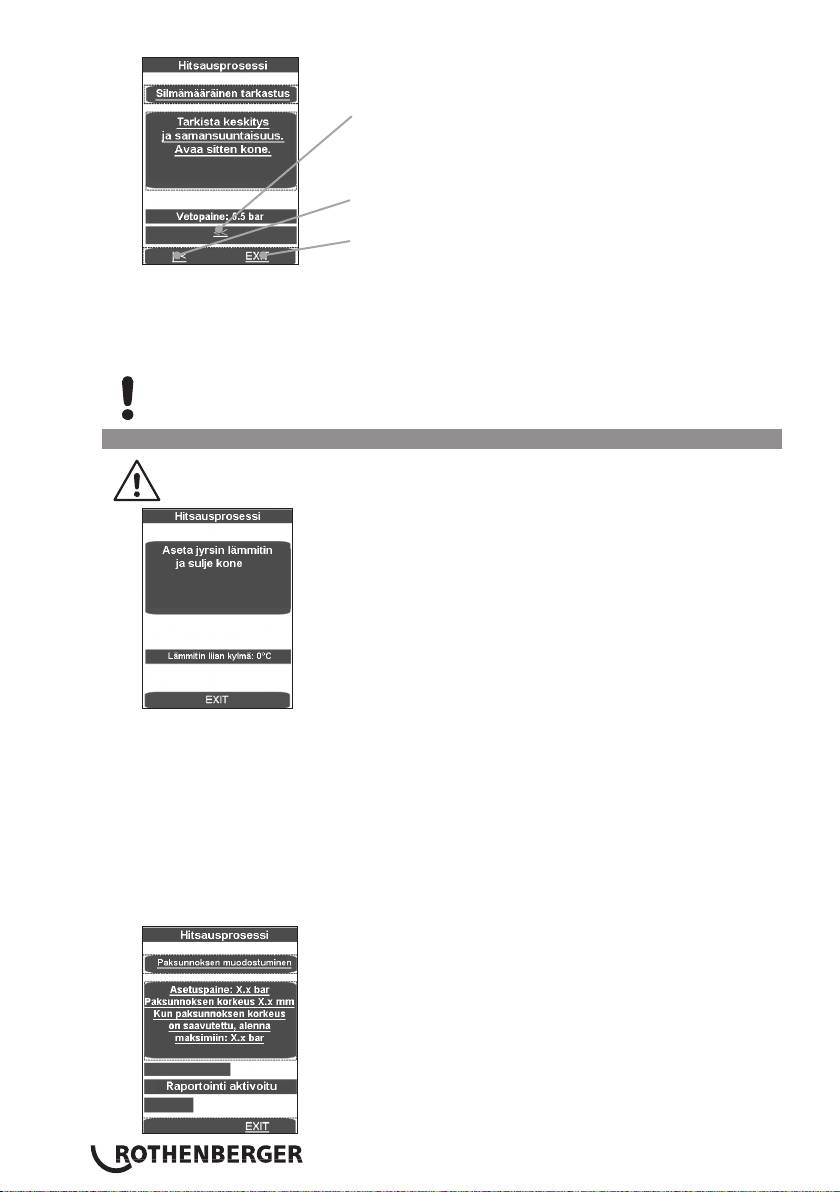
Nuolinäppäimillä ohjelma palaa takaisin "Vetopaineen
mittaus"
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta
jyrsin..."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta
päävalikkoon.
Tarkista että hitsauspinnat ovat suoria, yhdensuuntaisia ja akselisuunnassa ilman siirtymää.
Jos näin ei ole, jyrsintä täytyy suorittaa vielä kerran. Akselinsuuntainen siirtymä
työkappalepäissä ei saa (DVS:n mukaan) ylittää 10 % putkiseinän paksuudesta ja suurin
sallittu ero suorien pintojen välillä on 0,5 mm. Poista mahdolliset lastut putkesta puhtaalla
työkalulla (esim. pensseli).
Ota huomioon! Pinnat jotka on jyrsitty ja valmisteltu hitsausta varteen ei saa koskettaa
käsillä ja niissä ei saa olla minkäänlaisia epäpuhtauksia!
3.2.3 Hitsausprosessi
Puristumisvaara! Pidä aina turvallinen etäisyys koneeseen kun kiristystyökalut ja
putket ajetaan yhteen. Älä ikinä seiso koneen päällä!
Maskissa näytetään lämmityslevyn lämpötila.
Näyttöpalkki näkyy sinisenä kun lämpötila on liian alhainen, punaisena kun se on liian korkea
ja kun se on oikean alueen sisällä se on vihreä.
Aseta lämpöelementti työkappaleiden väliin peruskoneessa ja pidä huoli siitä, että
lämpöelementin kiinnikkeet sijaitsevat ulosvetolaitteen lovissa.
Aja kone yhteen, sulatuspaine asetetaan automaattisesti ja pidetään.
Nyt kaikki hitsausparametrit tallennetaan ja protokollointi aktivoidaan.
Jos hitsaaminen keskeytetään komennolla EXIT, näytetään ilmoitus „Käyttäjä keskeytti
toiminnon“, paine lasketaan pois ja hitsausparametrit tallennetaan. Kuittaa ilmoitus
napauttamalla OK. Ohjelma siirtyy päävalikkoon.
SUOMI204
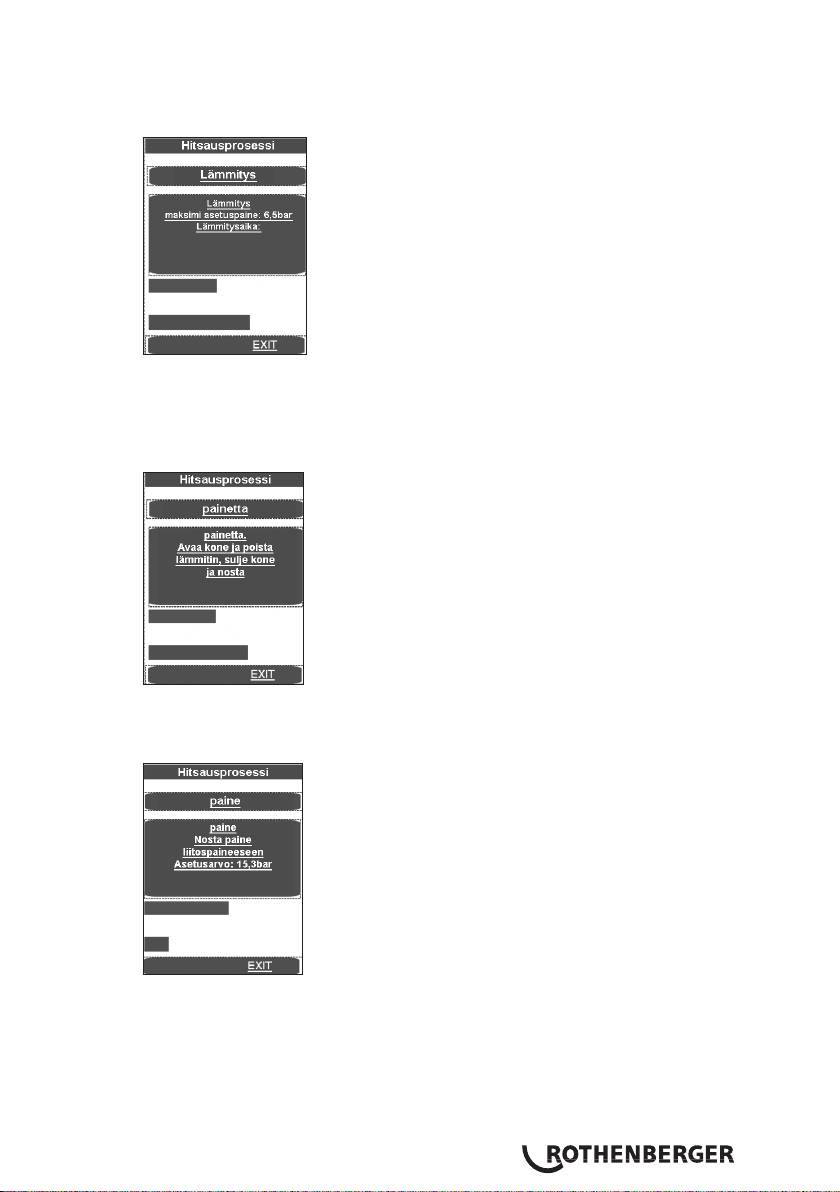
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella
(keltainen) vai toleranssin ulkopuolella (punainen). Tosiasiallinen paine näytetään näytössä (2).
Laske paine pois automatiikka-näppäimellä (1), kun tarvittava paksunnoskorkeus on
saavutettu tasaisesti koko putken ympäryksellä. Lämmitysaika t1 alkaa.
Aseta paine siten, että työkappaleen päät vielä koskettavat lämpöelementtiä tasaisesti, mutta
lähes ilman painetta.
Juuri ennen jälkilämmitysajan loppua kuuluu äänisignaali.
Aja työkappaleet toisistaan kun jälkilämmitysaika on ohi, poista lämpöelementti ja aja
työkappaleiden päädyt yhteen.
Pysäytä työkappaleiden liike vähän ennen (n. 1 cm) kuin niiden päät koskettavat toisiaan
vapauttamalla näppäin. Paina näppäintä sitten heti uudelleen.Painetta nostetaan lineaarisesti
tarvittavaan hitsauspaineeseen.
Kun hitsauspaine on saavutettu ohjelma siirtyy automaattisesti hitsausprosessiin ja ajastin t4
käynnistyy.
SUOMI 205
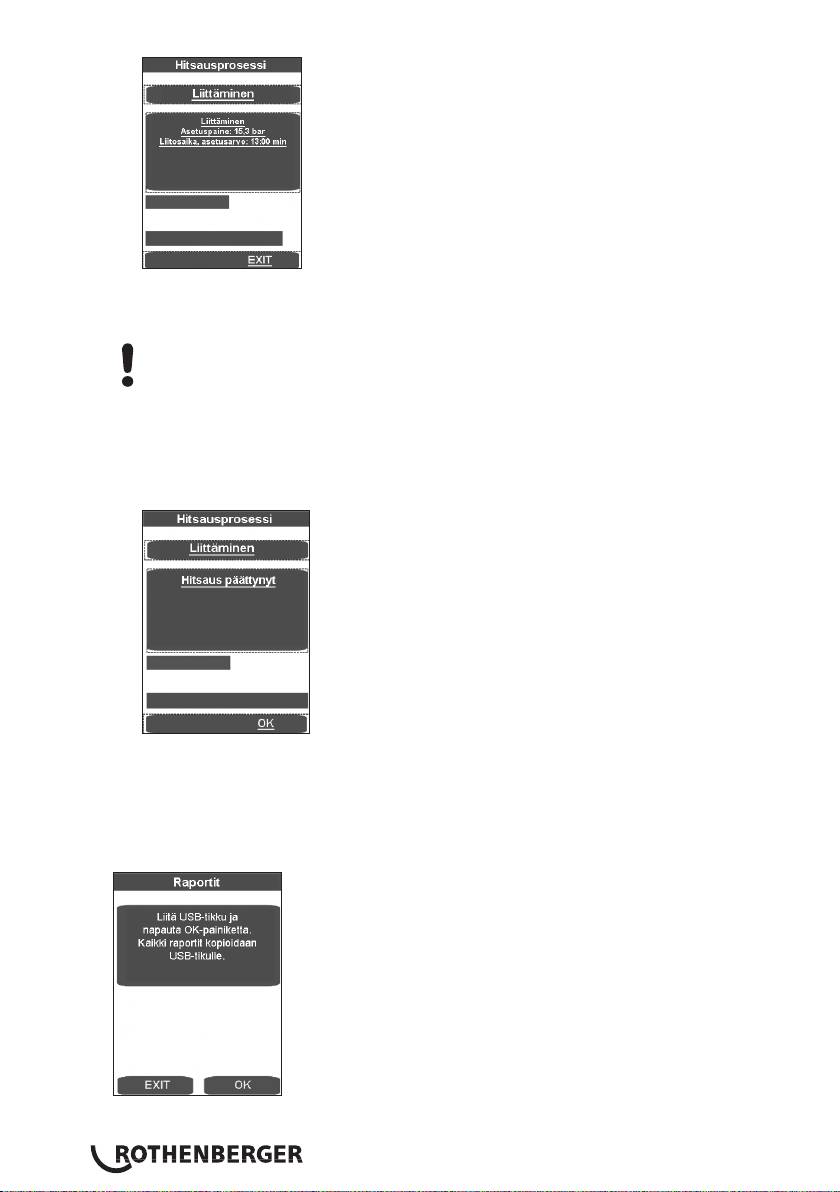
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella
(keltainen) vai toleranssin ulkopuolella (punainen). Alempi näyttää ajan kulku. Tosiasiallinen
paine näytetään näytössä (2) ja jäljellä oleva hitsausaika t4, näytössä (9).
Huomio: Pidä painikkeet vapautus (10) ja kone kiinni (11) painettuina niin kauan että
hitsauspaine on saavutettu, sen jälkeen hydrauliikka suljetaan ja painikkeista voi päästä irti.
Jolloin painetta tarkkaillaan ja säädetään tarvittaessa. Tarkista hydrauliikkajärjestelmä mikäli
lisää painetta joudutaan pumppaamaan liian usein (korkea paineen menetys).
Aseta lämpöelementti takaisin säilytyslaatikkoon
Kun jäähdytysaika on päättynyt, hitsausprosessi lopetetaan ja tallennetaan. Kuuluu merkkiääni
ja paine lasketaan pois automaattisesti.
Sulje hitsaus-valikko napauttamalla OK.
Laske paine kokonaan pois näppäimellä (3).
Irrota hitsatut työkappaleet ja poista niitä.
Aja peruskone erillään. Kone on valmis seuraava hitsausjaksoa varteen.
Protokollan siirto:
Valikkokohdassa Protokolla näitä voidaan, mikäli USB-tikku on liitetty, tallentaa painamalla OK.
SUOMI206
Ikkuna sulkeutuu sen jälkeen automaattisesti.
Tätä lokitiedostoa voi muokata tietokoneella ja ROTHENBERGER Dataline 2 -ohjelmalla.
Kaikki tarvittavat hitsausparametrit ovat otettavissa mukana tulevista hitsaustaulukoista.
3.2.4 Käytön lopettaminen
Sulje hydrauliikkayksikkö painikkeella (6).
Anna lämpöelementin jäähtyä tai säilytä se sellaisessa paikassa, että sen lähellä
olevat aineet ei voi syttyä palamaan!
Vedä jyrsinyksikön, lämpöelementin ja hydrauliikkayksikön pistokkeet pistorasioista ja kelaa
kaapelit kokoon.
Kuljeta ja säilytä hydrauliikkayksikkö ainoastaan vaaka-asennossa, jos se on
kallellaan öljy vuotaa ulos täyttö- ja mittausaukosta!
Kytke hydrauliikkaletkut irti ja kelaa rullalle.
Huomio! Suojaa liittimet lialta!
3.3 Yleiset edellytykset
Koska sää- ja ympäristötekijät vaikuttavat hitsausprosessiin merkittävällä tavalla, DVS 2207
ohjesäännöt osa 1, 11 ja 15 on ehdottomasti noudatettavaa. Saksan ulkopuolella vastaavat
kansalliset määräykset ovat voimassa.
(Hitsaustyöt täytyy koko ajan valvoa huolellisesti!)
3.4 Tärkeitä informaatioita hitsausparametreista
Kaikki tarvittavat hitsausparametrit löytää DVS 2207 - ohjesäännöistä osa 1, 11 ja 15. Saksan
ulkopuolella vastaavat kansalliset määräykset ovat voimassa.
Hankinta: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Sähköposti: media@dvs-hg.de Internet: www.dvs-media.info
Yksittäistapauksissa täytyy ehdottomasti hankkia putkivalmistajan materiaalikohtaiset
työstöparametrit.
Arvot liitetyissä hitsaustaulukoissa ovat viitearvoja joista ROTHENBERGER ei ota vastuuta!
Hitsaustaulukossa annetut sulatus - ja hitsauspaineen arvot lasketaan seuraavan kaavan
mukaisesti:
Hitsauspinta A [mm²] x Hitsauskerroin SF [N/mm²]
Hitsauspaine P [bar] =
Sylinteripinta Az [cm²] x 10
Hitsauskerroin (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Kokonaissylinteripinta koneelle ROWELD P 250/8 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 355/12 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 500/18 B ja P 630/24 B on 14, 13 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 630/24 B Plus on 22, 38 cm²)
3.5 Parametrien asetus
Parametrien asetus oikeutuksilla „Hitsaaja“:
Paina säädintä (4) pitkään (noin 3 s), kunnes P001 ylemmässä näytössä (2) vilkkuu.
Valitse säätimellä (4) haluttu parametri P001 - P009. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
SUOMI 207
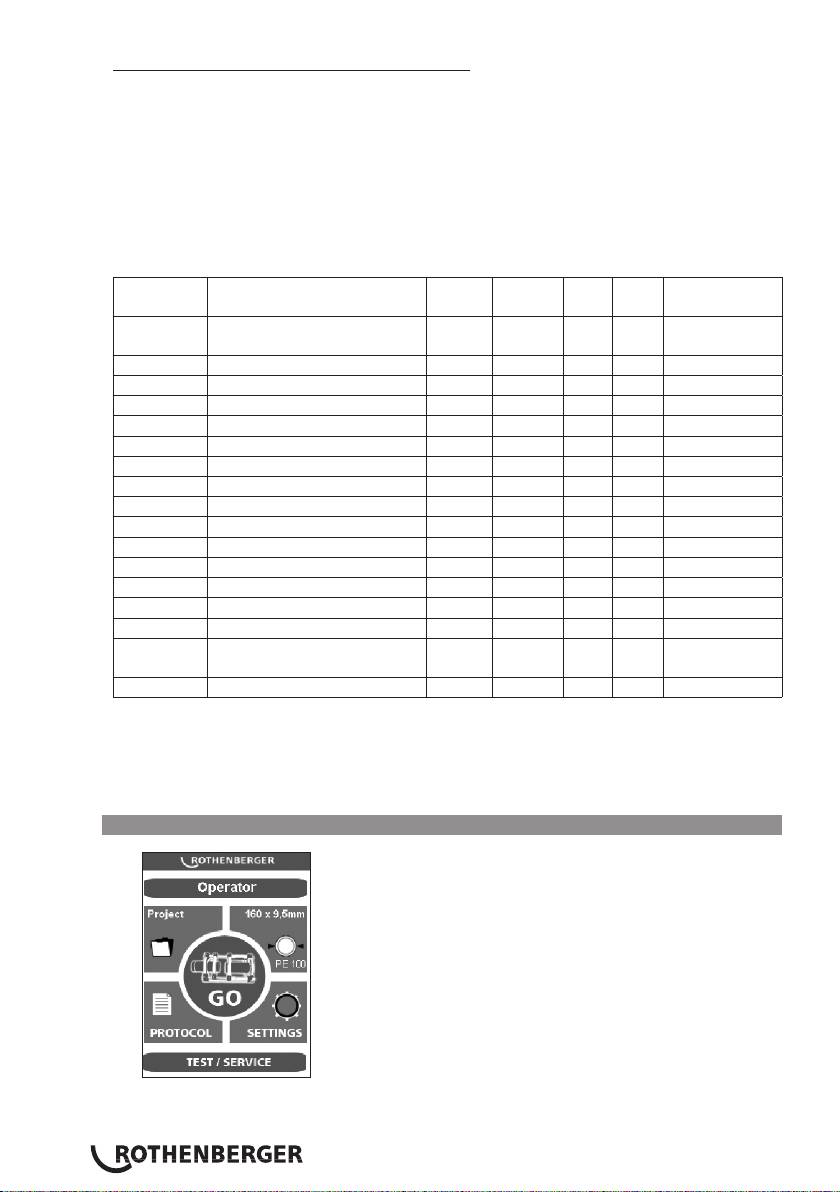
Parametrien asetus oikeutuksilla „Työnjohtaja“:
Paina säädintä (4) pitempään (noin 6 s), jolloin ensin parametri P001 vilkkuu ylemmässä
näytössä (2), sitten „CodE“ ja alemmassa näytössä (9) ensimmäisen kohdan viiva vilkkuu.
Syötä Code säätimellä (4) ja paina sen jälkeen lyhyesti säädintä (4) (Code = 8001 –
ensimmäisellä käytönotolla, parametrilla P100 tämä Code voi muuttaa halutulla tavalla).
Valitse säätimellä (4) haluttu parametri P101 - P114. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
Parametrin
Nimitys default Yksikkö min max Oikeutus
nimi
P001 Energiansäästötoiminto aika
99 min 0 99 Hitsaaja
jäljellä
P002* Tehonsäästötoiminto aktiivinen 0 0 3 Hitsaaja
P003 Offset lämpölevyn lämpötila 5 °C -25 25 Hitsaaja
P004 Pmax jyrsittäessä 20 baari 10 50 Hitsaaja
P005 Tavoitepaine 1/10baari Hitsaaja
P006 Tavoitelämpötila 210 °C P103 P104 Hitsaaja
P007 Ajastin T1 asetusarvo 45 s 1 1500 Hitsaaja
P008 Ajastin T4 asetusarvo 6 min 1 99 Hitsaaja
P009 Pstart jyrsittäessä 10 baari 0 P004 Hitsaaja
P101 Poikkeama jälkipumppaukseen 5 % 1 50 Työnjohtaja
P102 Aukiajoaika jyrsinnän jälkeen 10 1/10s 0 100 Työnjohtaja
P103 Asetuslämpötila (min) 160 °C 0 300 Työnjohtaja
P104 Asetuslämpötila (max) 270 °C 0 300 Työnjohtaja
P105 Painikkeiden lukitus (kyllä/ei) 5 s 0 50 Työnjohtaja
P106 Aukiajon paine 135 baari 10 160 Työnjohtaja
P107 Aika ennen äänimerkin
50 1/10s 0 200 Työnjohtaja
antamista
P100 Muuta Code 8001 Työnjohtaja
P002 - Energiansäästötoiminto:
0 - ei mitään,
1 - kun jyrsin on käynnissä, lämpövastus kytketään pois päältä,
2 - kun hydraulimoottori on käynnissä, lämpövastus kytketään pois päältä,
3 - kun t4 on käynnissä, lämpövastus kytketään pois päältä.
3.6 Ajan ja päivämäärän asetus
Sulje ohjelma napauttamalla vasenta yläkulmaa.
SUOMI208
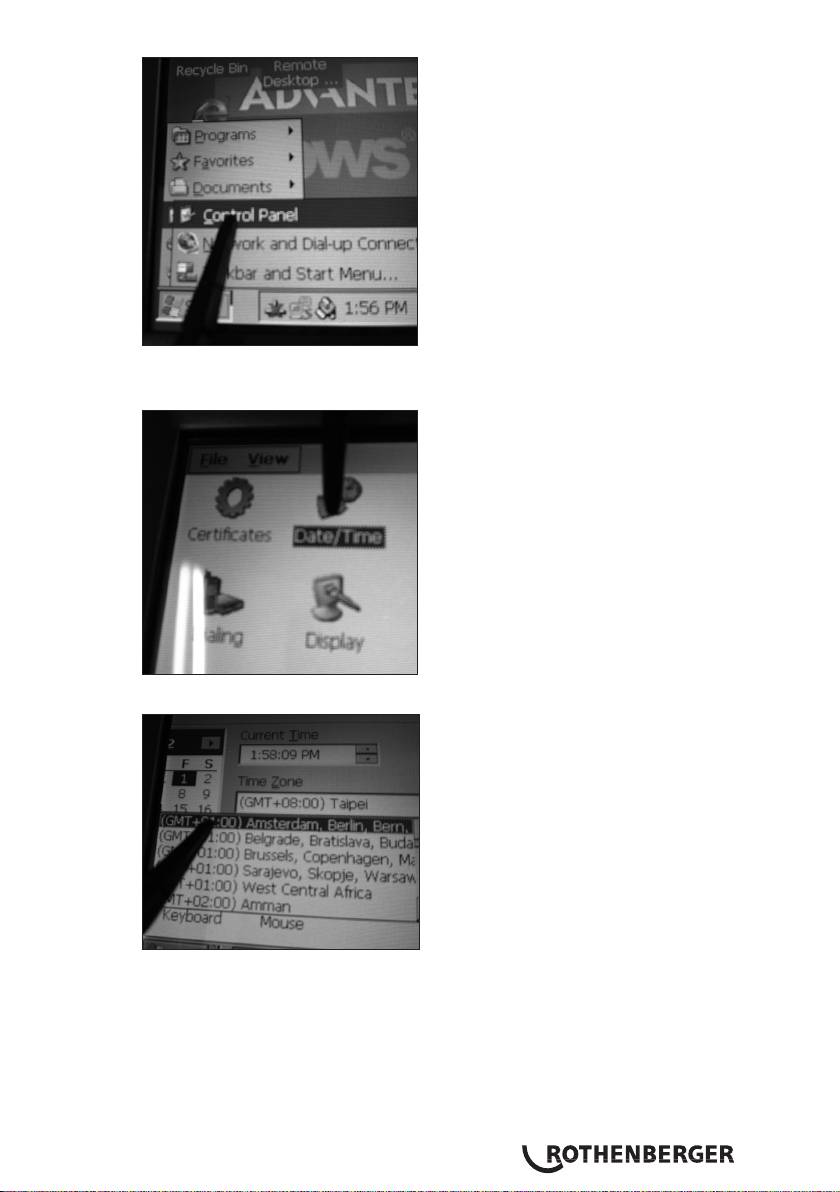
Paina Start, Setting ja sen jälkeen Control Panel.
Käynnistyspalkki on piilotettu ja sitä voidaan tuoda esille painamalla vasenta alakulmaa.
Napauta Date/Time
Avaa syöttökenttä koskettamalla ja siirtämällä Date/Time-palkkia. Valitse sinulle oikea
aikavyöhyke tai anna kellonaika Current Time.
Huomio! Ota AM / PM huomioon! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
SUOMI 209

Vahvista painamalla „Apply“ ja „OK“. Sulje Controlpanel painamalla X.
Paina painikkeet „Start“ ja „Run“.
Syötä esiin tulevalle näppäimistölle reboot ja paina „OK“, jonka jälkeen PC käynnistyy
uudelleen.
3.7 Konfigurointien luominen ja valitseminen
Paina painiketta SETTINGS luodaksesi tai valitaksesi koneelle konfiguroinnin.
SUOMI210
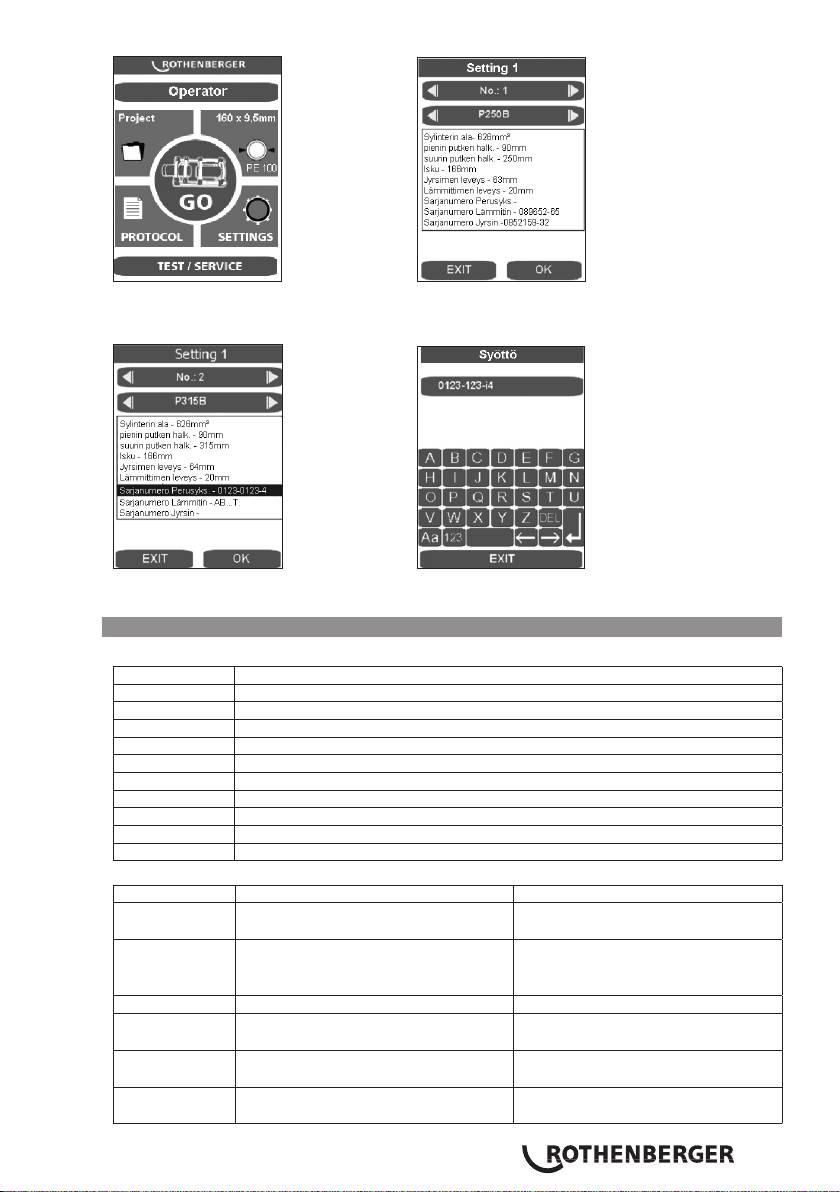
Nuolinäppäimillä haluttu koneen konfigurointi voidaan valita.
Luodaksesi uuden konfiguroinnin, käynnistä nuolinäppäimellä oikealle seuraava numero, esim. 2.
Kun kyseistä näyttökenttää painetaan ilmestyy syöttölomake. Tietoja voi poistaa painamalla DEL ja
sen jälkeen syöttää uusia. Nämä tiedot siirtyvät myöhemmin myös protokollaan.
3.8 Vikailmoituksia
Touch-PC ja protokolla:
Vikailmoitus Nimitys
Code 1 Sulatuspaine liian korkea
Code 2 Sulatuspaine liian alhainen
Code 4 Jälkilämmityspaine liian korkea
Code 64 Muuntoaika liian pitkä
Code 128 Paineennostoaika liian pitkä
Code 256 Hitsauspaine liian korkea
Code 512 Hitsauspaine liian alhainen
Code 2048 Lämpöelementti liian kylmä
Code 4096 Keskeytys käyttäjän toimesta
Code 131072 Lämpöelementti liian kuuma
Ohjaus
Vikailmoitus Nimitys Häiriön poistaminen
SER Huoltopäivämäärä saavutettu,
Suorita huolto
huoltoa pitää suoritta
ERR1 Absoluuttinen paine ei saavuteta Tarkista öljytaso, tarkista
paineanturi, venttiili viallinen,
moottori viallinen
PE-2 Paineanturi -24V virheellinen Vaihda paineanturi
ERR5 Öljyn lämpötila 70°C – Seis! Odota kunnes öljyn lämpötila on
alle 50°C
HE-1 Lämpöelementti ei ole liitetty,
Vaihda anturi
anturikatkos
HE-0 Lämpöelementti liian kuuma Mittaa lämpötila, takista säädöt,
vaihda anturi
SUOMI 211
HE-2 Lämpöelementti liian kylmä Mittaa lämpötila, takista säädöt,
vaihda anturi
4 Hoito ja huolto
Koneen toimivuuden säilyttämiseksi täytyy huomioida seuraavat seikat:
• Ohjauskiskot on pidettävä puhtaina. Jos niiden pinta on vahingoittunut ohjauskiskoja täytyy
vaihtaa, koska tämä mahdollisesi voi johtaa paineen vähenemiseen.
• Virheettömän hitsausjäljen saavuttamiseksi, lämpöelementtiä täytyy ehdottomasti pitää
puhtaana. Jos pinnassa on vaurioita, täytyy uusia lämpöelementin pinnoitus tai vaihtaa sitä
uuteen. Materiaalijäämiä lämpöpeilillä huonontavat tarttumattomuusominaisuudet ja niitä
pitäisi poistaa kuiduttomalla paperilla ja etanolilla (kun lämpöelementti on kylmä).
• Hydrauliikkaöljy (HLP – 46, Art. Nr.: 53649) täytyy vaihtaa 12 kuukauden välein.
• Toimintahäiriöiden välttämiseksi täytyy säännöllisesti tarkistaa että hydrauliikkayksikkö on
tiivis, että sen ruuvikiinnitykset ovat kunnolla kiinni ja että sähkökaapeli on kunnossa.
• Hydrauliset pikaliittimet hydrauliikkayksiköllä ja letkuilla täytyy suojata lialta. Jos ne likaantuva
liittimiä täytyy puhdistaa ennen liittämistä.
• Jyrsinyksikkö on varustettu kahdella molemmanpuoleisesti teroitetuilla veitsillä. Jos
leikkausteho vähenee veitset voi kääntää tai vaihtaa uusiin.
• Täytyy aina pitää huolen siitä, että työstettävät putket tai työkappaleiden päädyt, varsinkin
niiden päätypinnat ovat puhtaita, koska veitsien käyttöaika vähenee muussa tapauksessa.
DVS 2208 -ohjeen mukaisesti valmistaja tai valmistajan valtuuttama huoltoliike
täytyy suorittaa vuotuinen hitsauslaitteen tarkistus. Jos koneen kuormitus on
keskimääräistä suurempi, tarkistusvälejä tulisi lyhentää.
4.1 Kone- ja työkaluhoito
(Huomioi huolto-ohjeet kohdassa 4!)
Terävillä ja puhtailla työkaluilla saadaan paremmat työtulokset aikaan ja ne ovat turvallisempia.
Vaihda viipymättä tylsiä, rikkinäisiä tai puuttuvia osia uusiin. Tarkista että lisälaite on turvallisesti
yhdistetty koneeseen.
Käytä ainoastaan alkuperäisiä osia huoltotöissä. Vain ammattitaitoinen henkilökunta saa suorittaa
korjaustöitä koneella.
Irrota kone sähköverkosta jos sitä ei käytetä, kun sitä hoidetaan ja huolletaan ja ennen kuin osia
vaihdetaan.
Ennen kuin konetta kytketään sähköverkkoon uudestaan täytyy varmistaa, että kone ja lisälaitteet
ovat pois päältä.
Jos käytetään jatkojohtoja, täytyy tarkistaa näiden turvallisuus ja toiminta. Vain ulkokäyttöön
hyväksyttyjä kaapeleita saa käyttää.
Työkaluja ja koneita ei saa käyttää jos kuoret tai käsinojat, varsinkin muovisia sellaisia, ovat
haljenneet tai irti.
Lika ja kosteus sellaisissa halkeamissa johtaa sähkövirtaa. Tämä voi johtaa sähköiskuun, mikäli
koneen tai työkalun eristyksessä on vika.
Huomautus: Viittaamme edelleen määräyksiin onnettomuuksien ennaltaehkäisemiseksi.
5 Tarvikkeet
Sopivat tarvikkeet ja tilauskaavake löytyvät sivulta 361.
6 Kierrätys
Koneessa on osia, jotka voidaan toimittaa uusiokäyttöön. Tätä varten on hyväksynnän
ja sertifikaatin saaneita kierrätysyrityksiä. Uusiokäyttöön soveltumattomien osien (esim.
elektroniikkaromu) ympäristöystävällisistä jätehuoltomahdollisuuksista saat tietoa paikallisilta
jätehuoltoviranomaisilta.
Koskee vain EU-maita:
Älä heitä sähkötyökaluja sekajätteisiin! Eurooppalaisen sähkö- ja elektroniikkaromusta
annetun direktiivin 2012/19/EY ja sen voimaansaattavien kansallisten säädösten mukaisesti
tulee käytöstä poistetut sähkötyökalut kerätä erikseen uudelleenkäyttöä varten.
SUOMI212
Spis treści Strona
1 Wskazówki dotyczące bezpieczeństwa 214
1.1 Wskazówki dotyczące bezpieczeństwa 214
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń 214
2 Dane techniczne, patrz zeszyt „dane techniczne”
3 Funkcjonowanie urządzenia 216
3.1 Opis urządzenia 216
3.1.1 Maszyna podstawowa (vyobr. A) 216
3.1.2 Agregat hydrauliczny (vyobr. B) 216
3.2 Instrukcja obsługi 217
3.2.1 Rozruch 217
3.2.2 Przygotowania do przeprowadzenia zgrzewania 220
3.2.3 Proces zgrzewania 224
3.2.4 Wyłączenie maszyny 228
3.3 Ogólne wymagania 228
3.4 Ważne wskazówki dotyczące parametrów zgrzewania 228
3.5 Ustawianie parametrów 228
3.6 Ustawianie daty i godzony 230
3.7 Tworzenie i wybieranie konguracji maszyny 232
3.8 Komunikaty o błędach 232
4 Utrzymywanie w dobrym stanie i konserwacja 233
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie 234
5 Dodatkowe wyposażenie 234
6 Utylizacja 234
Oznakowanie w tym dokumencie:
Niebezpieczeństwo!
Ten znak ostrzega przed zagrożeniem dla ludzi.
Uwaga!
Ten znak ostrzega przed możliwością powstania zagrożenia dla dóbr mate-
rialnych i środowiska naturalnego.
Wezwanie do działania
POLSKI 213
1 Wskazówki dotyczące bezpieczeństwa
1.1 Wskazówki dotyczące bezpieczeństwa
Urządzenia ROWELD P250-630/8-24B Plus Premium należy stosować wyłącznie do zgrze-
wania rur PE, PP i PVDF zgodnie z danymi technicznymi.
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń
UWAGA! Podczas użytkowania elektronarzędzi należy, w celu ochrony przed
porażeniem elektrycznym, odniesieniem obrażeń i niebezpieczeństwem spowodowa-
nia pożaru, należy przestrzegać następujących środków bezpieczeństwa.
Przed przystąpieniem do pracy z elektronarzędziami przeczytać wszystkie
zamieszczone tu wskazówki i przetrzymywać instrukcję ze wskazówkami
bezpieczeństwa w bezpiecznym miejscu.
Konserwacja i utrzymanie w dobrym stanie:
1 Regularne czyszczenie, konserwacja i smarowanie. Zawsze przed przystąpieniem do
ustawiania, prac związanych z utrzymaniem w dobrym stanie lub naprawą wyjmij wtyczkę
z gniazdka sieciowego.
2 Naprawę urządzenia powierzać wyłącznie wykwalikowanemu personelowi, a także
do napraw stosować wyłącznie oryginalne części zamienne. W ten sposób można
zapewnić bezpieczeństwo urządzenia.
Bezpieczna praca:
1 Utrzymuj porządek w miejscu pracy. Brak porządku w miejscu pracy może doprowadzić
do wypadków.
2 Zwracaj uwagę na warunki otoczenia. Nie wystawiaj elektronarzędzi na deszcz. Nie
używaj elektronarzędzi w wilgotnym lub mokrym otoczeniu. Zadbaj o dobre oświetlenie w
miejscu pracy. Nie używaj elektronarzędzi gdy występuje zagrożenie wybuchu pożaru lub
eksplozji.
3 Chroń się przed porażeniem prądem elektrycznym. Unikaj kontaktu z uziemionymi
elementami (np. rurami, wentylatorami, piecykami elektrycznymi, urządzeniami
chłodniczymi).
4 Trzymaj z dala inne osoby. Nie zezwalaj na dotykanie elektronarzędzi przez inne osoby,
w szczególności dzieci. Nie dopuszczaj innych osób, w tym dzieci, do obszaru pracy.
5 Nieużywane elektronarzędzia przechowuj w bezpiecznym miejscu. Nieużywane
elektronarzędzia należy przechowywać w suchym, wysoko rozmieszczonym lub
zamkniętym miejscu, z dala od zasięgu dzieci.
6 Nie przeciążaj elektronarzędzi. Pracują one lepiej i bezpiecznie w podanym zakresie
mocy.
7 Używaj właściwych elektronarzędzi do właściwych prac. Nie używaj zbyt słabych
maszyn do trudnych prac. Nie używaj elektronarzędzi do celów, do których nie zostały
one przewidziane. Nie używaj np. ręcznej piły tarczowej do cięcia gałęzi drzew lub drewna
kominkowego.
8 Zakładaj odpowiednią odzież. Nie zakładaj szerokiej odzieży ani biżuterii, gdyż elementy
te mogłyby zostać wciągnięte przez ruchome części. Do prac na wolnym powietrzu zaleca
się zakładanie antypoślizgowego obuwia. Długi włosy zakrywaj specjalną siatką.
9 Korzystaj z wyposażenia ochronnego. Zakładaj okulary ochronne. W pracach
wiążących się z silnym zapyleniem używaj maski oddechowej.
10 Podłącz urządzenie do odsysania pyłu. W razie dostępnych przyłączy do odsysania
pyłu i elementów wyłapujących, sprawdź, czy elementy to zostały podłączone i są
prawidłowo używane.
POLSKI214

11 Nie używaj kabla do celów, do których nie został on przewidziany. Nie ciągnij za
kabel przy wyjmowaniu wtyczki z gniazdka sieciowego. Chroń kabel przed wysokimi
temperaturami, kontaktem z olejem i ostrymi krawędziami.
12 Zabezpiecz przedmiot obrabiany. Użyj urządzeń mocujących lub imadła do
unieruchomienia przedmiotu obrabianego. W ten sposób przedmiot będzie pewniej
przytrzymywany, niż w ręku.
13 Unikaj pracy w nienaturalnej postawie ciała. Podczas pracy stale utrzymuj stabilność i
równowagę.
14 Dbaj o narzędzia. Narzędzia do cięcia powinny być zawsze naostrzone i czyste, co
zagwarantuje ich skuteczniejsze działanie. Przestrzegaj wskazówek dotyczących
smarowania i zmiany narzędzia. Regularnie sprawdzaj stan przewodu przyłączeniowego
elektronarzędzia i w razie jego uszkodzenia zwróć się do autoryzowanego punktu
serwisowego. Regularnie sprawdzaj stan przedłużaczy i w razie uszkodzenia wymień je.
Uchwyty narzędzie muszą być suche, czyste i wolne od smaru i oleju.
15 Wyjmij wtyczkę z gniazdka sieciowego. Gdy nie używasz elektronarzędzia, przed
przystąpieniem do konserwacji i zmiany narzędzi, np. tarczy pilarskiej, wiertła, frezu.
16 Nie zostawiaj założonych kluczy narzędziowych. Przed włączeniem sprawdź, czy klucz
i narzędzie nastawcze zostały zdjęte.
17 Unikaj przypadkowego rozruchu urządzenia. Włącznik przy wkładaniu wtyczki do
gniazdka sieciowego musi być wyłączony.
18 Używaj przedłużaczy przystosowanych do pracy na zewnątrz pomieszczeń. W pracy
na zewnątrz pomieszczeń używaj wyłącznie przystosowanych do tego i odpowiednio
oznakowanych przedłużaczy.
19 Zachowaj ostrożność. Zwracaj uwagę na to, co robisz. Zachowaj rozsądek w pracy. Nie
używaj elektronarzędzia, gdy nie możesz się skoncentrować na pracy.
20 Sprawdź, czy urządzenie nie uległo ewentualnym uszkodzeniom. Przed
przystąpieniem do dalszego użytkowania elektronarzędzia należy sprawdzić, czy
urządzenia ochronne lub nieznacznie uszkodzone elementy zapewniają prawidłowe
działanie. Sprawdź, czy ruchome elementy prawidłowo działają, nie blokują się i nie uległy
uszkodzeniu. Wszystkie części muszą być prawidłowo zamontowane i wszystkie warunki
spełnione, w celu zagwarantowania prawidłowego działania elektronarzędzia.
Uszkodzone urządzenia ochronne i części należy przekazać do naprawy lub wymiany
autoryzowanemu punktowi serwisowemu, o ile nie podano inaczej w instrukcji
użytkowania. Uszkodzone włączniki należy wymieniać w warsztacie klienta.
Nie używaj elektronarzędzi, w których nie można włączać i wyłączać włącznika.
21 Uwaga. Używanie innych narzędzi roboczych i innych akcesoriów może stwarzać
niebezpieczeństwo odniesienia obrażeń.
22 Uszkodzone elektronarzędzie przekaż do naprawy wykwalikowanemu elektrykowi.
Niniejsze elektronarzędzie odpowiada obowiązującym przepisom bezpieczeństwa.
Naprawy mogą być wykonywane wyłącznie przez elektryka z zastosowaniem
oryginalnych części zamiennych; w przeciwnym wypadku użytkownik może być narażony
na niebezpieczeństwo wypadku.
2 Dane techniczne, patrz zeszyt „dane techniczne”
POLSKI 215
3 Funkcjonowanie urządzenia
3.1 Opis urządzenia
ROWELD P250-630/8-12B Plus Premium to kompaktowe i przenośne zgrzewarki doczołowe
wyposażone w element grzejny oraz moduł rejestrujący, pozwalający na przechowywanie
parametrów zgrzewania zgodnie z wytycznymi DVS, przenoszenie protokołów przez złącze USB. Te
zgrzewarki są specjalnie zaprojektowane do pracy na placu budowy, a w szczególności w wykopach
do rurociągów. Możliwe jest rownież używanie tych maszyn w warsztatach.
Dzięki wielostronności zgrzewarki doczołowej „Typ ROWELD“ wykonane mogą zostać w każdych
warunkach użytkowania następujące połączenia zgrzewane rur PE, PP i PVDF o przekrojach od 90
do 630 mm/5” do 4”:
I. Rura - Rura
II. Rura - łuk rurowy
III. Rura - trójnik
IV. Rura - kołnierz wpawany
Głównymi grupami składowymi maszyny są:
maszyny podstawowej, wkładów redukujących, agregatu hydraulicznego z modułem rejestrującym,
głowicy frezującej, elementu grzewczego oraz skrzyni do przechowywania osprzętu.
Podczas zgrzewania kołnierzy wpawanych należy używać czteroszczękowej tarczy mocującej, którą
można nabyć jako osprzęt.
ROWELD P250/8B: Podczas zgrzewania łuków rurowych o wąskim promieniu przy maksymalnej
średnicy zgrzewania przez maszynę, należy użyć dostępnego jako osprzęt górnego skośnego
zacisku.
ROWELD P500-630/18-24B Plus: Do wyjęcia bądź włożenia freza i elementu grzewczego można
użyć elektrycznego urządzenia wydźwigowego, które jest do nabycia jako osprzęt.
3.1.1 Maszyna podstawowa (vyobr. A)
wkładka odległościowa z nacięciami
1 Ruchome elementy mocujące 3
blokującymi
2 Przesuwalny element mocujący 4 Wyciągacz elementu grzewczego
3.1.2 Agregat hydrauliczny (vyobr. B)
1 Przycisk automatyki 12 Przycisk Timer (czas)
2 Wskaźnik ciśnienia 13 Gniazdo do podłączania urządzenia do
frezowania
3 Przycisk spuszczania ciśnienia 14 Złączka szybkozłącza
4 Pokrętło 15 Wtyczka szybkozłącza
5 Przycisk frezowania 16 Złącze wtykowe elementu grzejnego
6 Przycisk włącznika 17 Wtyczka sieciowa
7 Przycisk grzania 18 Wyłącznik awaryjny
8 "Rozsuwanie" maszyny 19 Komputer dotykowy
9 Wskaźnik temperatury i czasu 20 Wlew oleju z prętowym wskaźnikiem poziomu
10 Przycisk zatwierdzania 21 Złącze USB
11 "Zsuwanie" maszyny
Agregat hydrauliczny umożliwia obsługę funkcji zgrzewarki oznaczonych następującymi symbolami:
Przycisk włączania i wyłączania agregatu hydraulicznego
Włączyć element grzejny, naciskając przycisk grzania. Ustawić żądaną
temperaturę elementu grzejnego, naciskając przycisk grzania i obracając
pokrętłem. Wybrana wartość zostanie wyświetlona na wskaźniku temperatu-
ry, po czym wyświetli się z powrotem bieżąca wartość rzeczywista.
POLSKI216
Przy pomocy pokrętła ustawić ciśnienie do frezowania, dopasowywania,
rozgrzewania i łączenia; wartość zostanie pokazana na wskaźniku
ciśnienia. 3 sekundy po zmianie ustawień wyświetlona zostanie wartość
rzeczywista. Parametry robocze wyświetla się i reguluje poprzez
naciśnięcie pokrętła
.
Aby zsunąć łączone elementy, nacisnąć przycisk zatwierdzania i przycisk
„zsuwania“ maszyny.
Przycisk do zwalniania ciśnienia
Aby oddalić od siebie elementy mocujące, nacisnąć przycisk zatwierdzania
i przycisk „rozsuwania“ maszyny.
Nacisnąć przycisk zatwierdzania i przycisk frezowania, aby włączyć gniazdo do
podłączania urządzenia do frezowania. Ciśnienie zostanie automatycznie ustawione
na 10 barów i można je zwiększyć do maksymalnie 20 barów przy pomocy pokrętła.
(W szczególnych przypadkach, np. nachylenia, zmieniając P004 można ustawić
maksymalnie 50 barów)
Włączyć timer, naciskając raz przycisk. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t1 w sekundach. Dłuższe naciśnięcie
przycisku powoduje przełączenie na t4. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t4 w minutach. Krótkie naciśnięcie przy-
cisku timera, kiedy wskaźnik timera t1 lub t2 świeci się, powoduje ręczne
uruchomienie timera.
Naciśnięcie przycisku automatyki powoduje monitorowanie i ewentualne
dostosowanie ustawionego ciśnienia podczas nadgrzewania (timer t1 aktywny) oraz
procesu zgrzewania (timer t4 aktywny)
.
Przycisk zwalniający do potwierdzania parametrów roboczych
3.2 Instrukcja obsługi
Zgrzewarka może być obsługiwana tylko przez upoważniony do tego i dostatecznie
wykwalikowany fachowy personel zgodnie z przepisami DVS 2212 część 1!
Maszyna może być używana tylko przez autoryzowany i wykwalikowany personel
obsługujący!
3.2.1 Rozruch
Przed uruchomieniem zgrzewarki doczołowej należy dokładnie przeczytać
instrukcję obsługi!
Nie używać elementu grzewczego w otoczeniu wybuchowym i nie stykać z
łatwopalnymi materiałami.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przed każdym użyciem należy sprawdzać poziom oleju. Poziom oleju musi
znajdować się pomiędzy oznaczeniem minimalnego poziomu a oznaczeniem
maksymalnego poziomu korka (20) wlewu z prętowym wskaźnikiem poziomu. W
razie potrzeby uzupełnić olejem hydraulicznym HLP 46.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu.
POLSKI 217
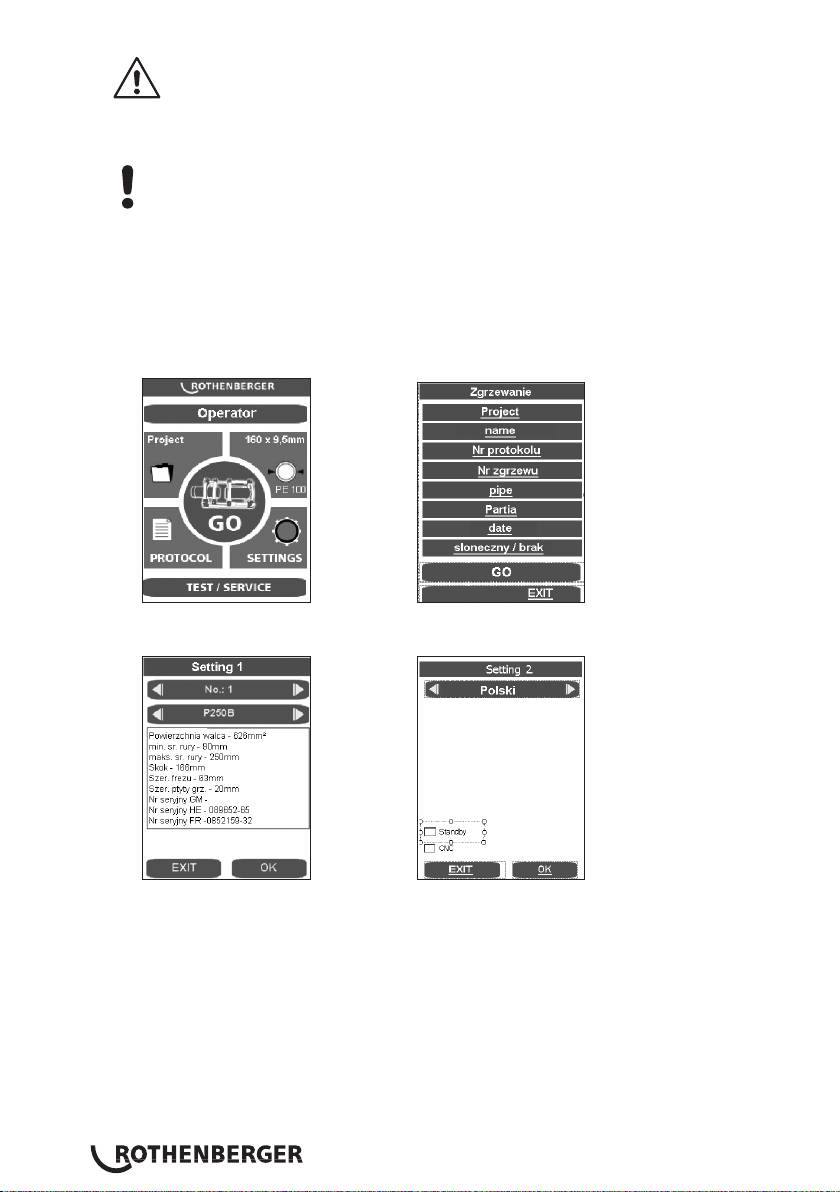
W przypadku zagrożenia nacisnąć przycisk zatrzymania awaryjnego (18). Przed
każdym użyciem sprawdzić, czy przycisk zatrzymania awaryjnego nie jest
wyłączony!
Podłączyć oba węże hydrauliczne maszyny głównej do agregatu hydraulicznego przy
pomocy szybkozłącza (14,15) .
Szybkozłącza należy chronić. Nieszczelne złącza należy natychmiast wymienić!
Podłączyć wtyczkę sieciową urządzenia do frezowania do gniazda (13) i podłączyć
wtyczkę elementu grzejnego do złącza wtykowego (16).
Podłączyć wtyczkę sieciową agregatu hydraulicznego (17) do zasilania, zgodnie z danymi
podanymi na tabliczce znamionowej. Jeśli ekran startowy się nie pojawi, odblokować
przycisk awaryjnego zatrzymania. Włączy się sygnał dźwiękowy, a na ekranie (2) pojawi
się kropka.
Przy pierwszym uruchomieniu sprawdzić datę i godzinę. W tym celu nacisnąć przycisk
GO. (Aby zmienić, patrz punkt 3.6) . Aby zamknąć menu, nacisnąć EXIT.
Przy pierwszym uruchomieniu ustawić język; domyślnie ustawiony jest język niemiecki.
Aby zmienić, nacisnąć Settings i przełączyć na Setting 2 przy pomocy OK.
Wybrać żądany język przyciskami strzałek i potwierdzić wybór przy pomocy OK. Po
pierwszym zgrzewaniu wybrany język zostanie zapisany.
Ekran można przełączyć w tryb gotowości, przy czym wygaszacz ekranu włączy się, kiedy
hydraulika zostanie wyłączona przyciskiem (6).
Włączyć agregat hydrauliczny (nacisnąć przycisk (6) ).
Po włączeniu element grzejny nagrzewa się.
Na ekranie (9) pokaże się bieżąca temperatura. Regulacja jest aktywna, kiedy na ekranie
świeci kropka. Po osiągnięciu ustawionej temperatury zaświecą obie diody LED (actual
i set) (rzeczywista i ustawiona). Po kolejnych 10 minutach element grzejny jest gotowy do
pracy. Kontrolować temperaturę przy pomocy miernika temperatury.
POLSKI218
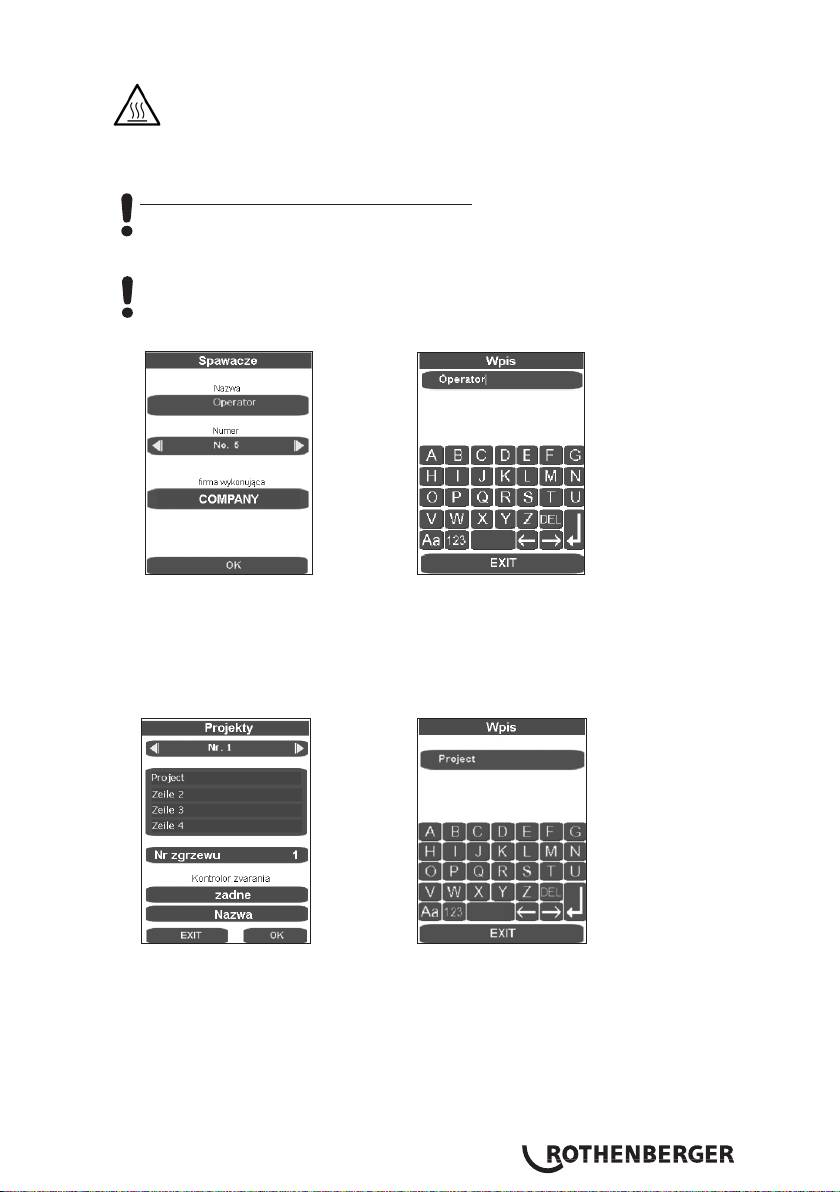
Aby regulować temperaturę elementu grzejnego, patrz. 3.5.
Niebezpieczeństwo poparzenia! Element grzewczy może osiągnąć temperaturę
do 300°C. Bezpośrednio po użyciu należy włożyć go z powrotem do
przeznaczonej do tego celu skrzyni do przechowywania osprzętu!
Poprzez długie naciśnięcie przycisku (7) można wyłączyć grzanie, po czym kropka na
ekranie zgaśnie (9). Kolejne naciśnięcie powoduje ponowne włączenie grzania.
Hydraulika ROWELD P500-630/18-24B Plus: Sprawdzić kierunek obrotów! Fabrycznie
maszyny są podłączone prawoskrętnie. Zsunąć lub rozsunąć maszynę główną przy
pomocy agregatu hydraulicznego, jeśli maszyna się nie poruszy, przestawić przełącznik
faz przy wtyczce sieciowej odpowiednim narzędziem!
Uwaga: W przypadku błędnego kierunku obrotów nie włączać hydrauliki (ryzyko
zniszczenia)
Wpisać nazwę operatora (spawacza) „Operator“ lub wybrać nazwę.
Przy użyciu okien wprowadzania można wybierać zapisanych operatorów, wpisywać
nowe nazwy operatorów (spawaczy) lub też usuwać istniejące nazwy przy użyciu
DEL i wpisywać je na nowo. Wszystkie okna wprowadzania potwierdza się i zapisuje
przyciskiem ENTER lub OK, po czym pojawia się następny krok programu. Po naciśnięciu
przycisku EXIT okno wprowadzania zostanie zamknięte bez zapisywania danych.
Utworzyć lub wybrać projekt.
Przy pomocy okien wprowadzania można wybierać zapisane projekty i wpisywać nowe
nazwy projektów. Zamknąć i zapisać przyciskiem ENTER.
Wybrać rurę.
POLSKI 219
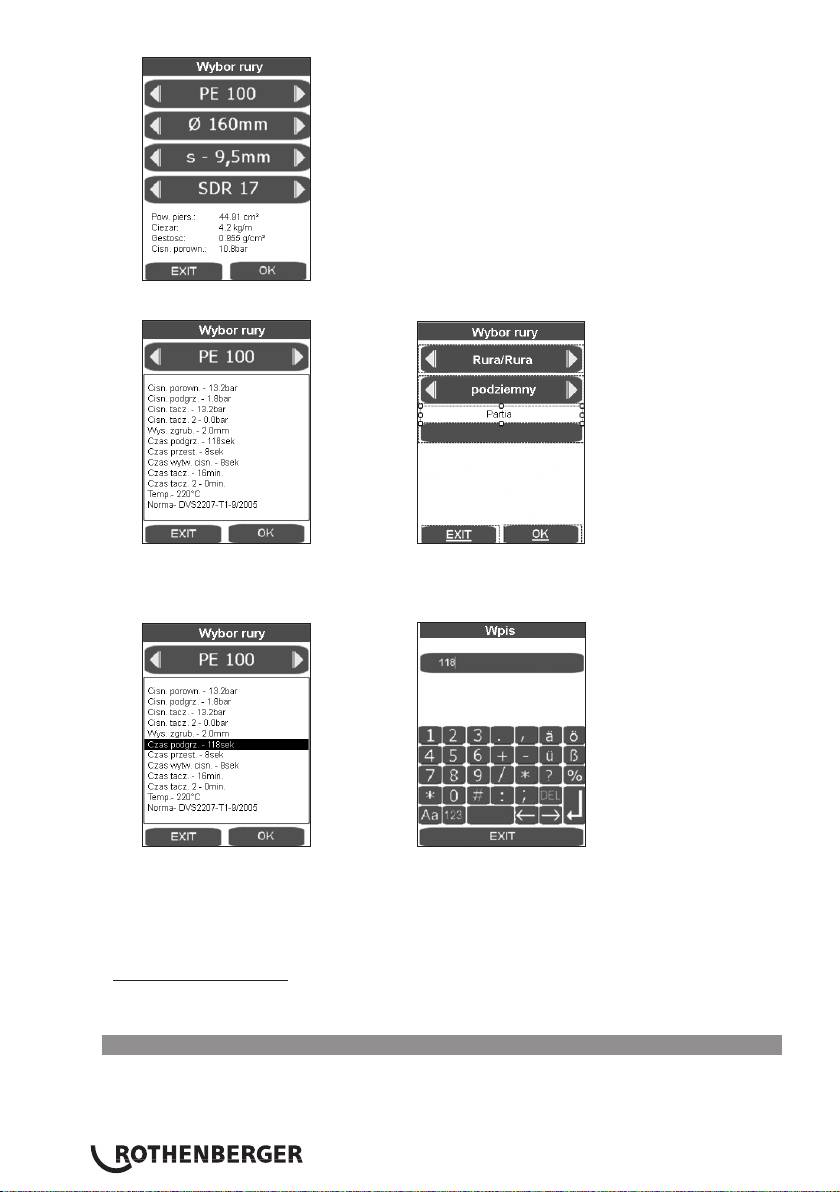
Wybrać żądaną rurę przyciskami strzałek i potwierdzić wybór przy pomocy OK.
W tym końcowym przeglądzie parametrów rury dane rury są wyświetlane zgodnie
z wytycznymi DVS. Po naciśnięciu OK wyświetli się okno elementów do zgrzewania
i sposobu ułożenia.
Odbiegające od normy zmiany, naciskając odpowiednie pola wprowadzania, można
zaakceptować i zapisać przy pomocy ENTER. Wtedy zmieni się opis w punkcie norma
(Norm), które można później wprowadzić w polu komentarza przed wydrukowaniem
protokołu na komputerze. Po potwierdzeniu danych rury przy pomocy OK i ich zapisaniu
wyświetli się menu główne.
P500-630/18-24B Plus: Do wyciągania frezu i elementu grzewczego należy używać
urządzenia wydźwigowego 53410 (P500/18B) lub 53323 (P630/24B-Plus) lub odpowiedniego
narzędzia.
3.2.2 Przygotowania do przeprowadzenia zgrzewania
W przypadku rur, które są mniejsze niż maksymalna średnica zgrzewania maszyny
należy, przy pomocy znajdujących się w osprzęcie śrub z łbem okrągłym o gnieździe
sześciokątnym, zamontować następujące wkładki redukcyjne średnicy rur obrabianych.
POLSKI220
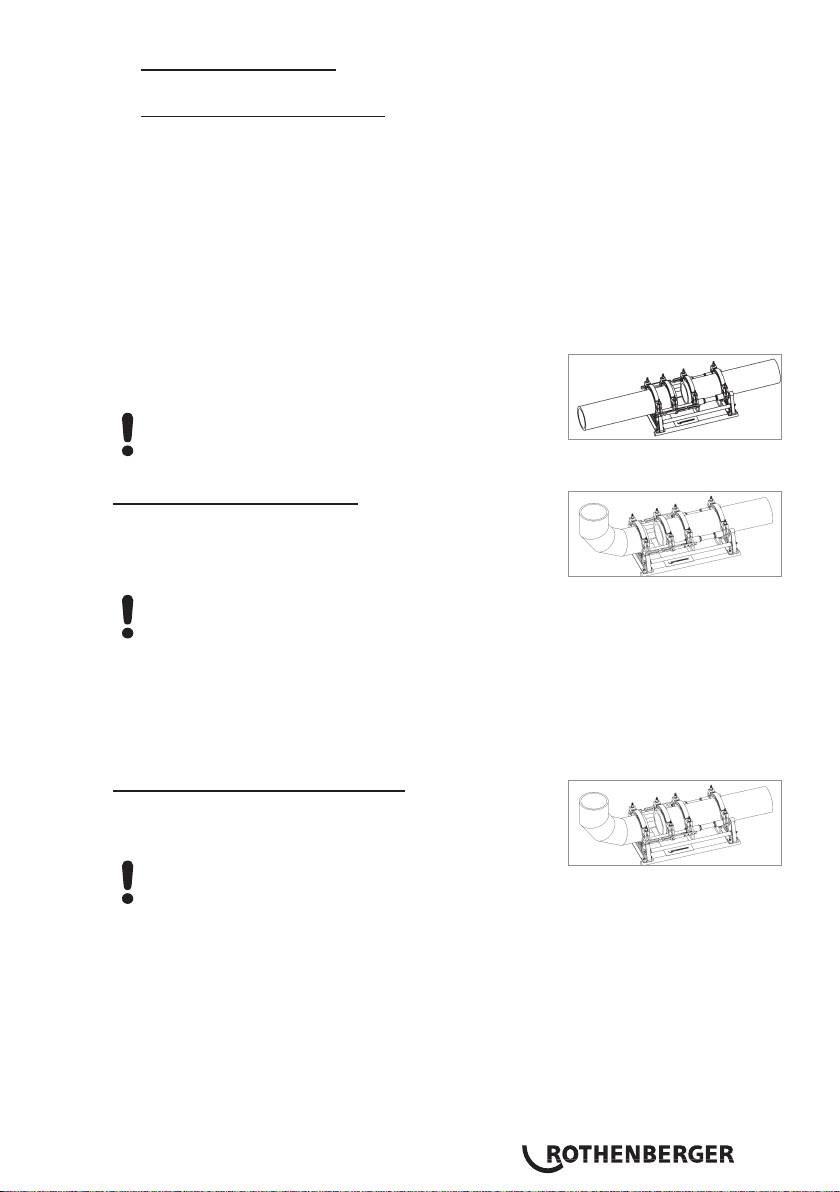
ROWELD P250-355/8-12B: składa się z 6 półkolistych segmentów o szerokiej powierzchni
mocującej i z 2 o wąskiej powierzchni mocującej
ROWELD P500-630/18-24B Plus: składa się (do średnicy 450 mm) z 6 półkolistych
segmentów o szerokiej powierzchni mocującej i z 2 o wąskiej powierzchni mocującej oraz
(od średnicy 500 mm) z 8 półkolistych segmentów o szerokiej powierzchni mocującej
Należy przy tym zwrócić uwagę na to, że ww. półkoliste segmenty z wąską powierzchnią
mocującą należy wsadzić do obu dolnych, zewnętrznych podstawowych elementów
mocujących. Te segmenty należy wsadzić do obu lewych podstawowych elementów
mocujących tylko w przypadku obróbki połączeń pomiędzy rurą a łukiem rurowym.
Przeznaczone do zgrzewania rury ze sztucznego tworzywa bądź kształtki (przy dłuższych
rurach <2,5m należy używać kozłów na kołach) włożyć do urządzenia mocującego i
dociągnąć nakrętki z mosiądzu znajdujące się na górnych narzędziach mocujących.
Nierówności na rurach można wyrównać poprzez dociąganie bądź poluzowanie
mosiężnych nakrętek.
W przypadku połączeń pomiędzy rurą a łukiem rurowym
wkładki redukcyjne należy włożyć w oba lewe elementy
mocujące (stan po dostawie).
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
W każdym razie rury będą przytrzymywane przez dwa elementy mocujące.
Rura / kształtka P250-355/8-12B:
W przypadku połączeń między rurą a krztałtką wkładki
redukcyjne należy włożyć w oba środkowe elementy
mocujące i zamocować wyciągacz elementu grzewczego w
lewym elemencie mocującym.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Podczas obróbk niektórych kształtek przy pewnych ułożeniach, np. poziomoch łuków,
kołnierzy wpawalnych, zalecamy odłączenie wyciągacza elementu grzewczego.
Rura / kształtka P500-630/18-24B Plus:
W przypadku połączeń między rurą a kształtką wkładki
redukcyjne należy odwrócić i włożyć w środkowy element
mocujący.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Rozpocząć przebieg zgrzewania przy pomocy GO.
POLSKI 221
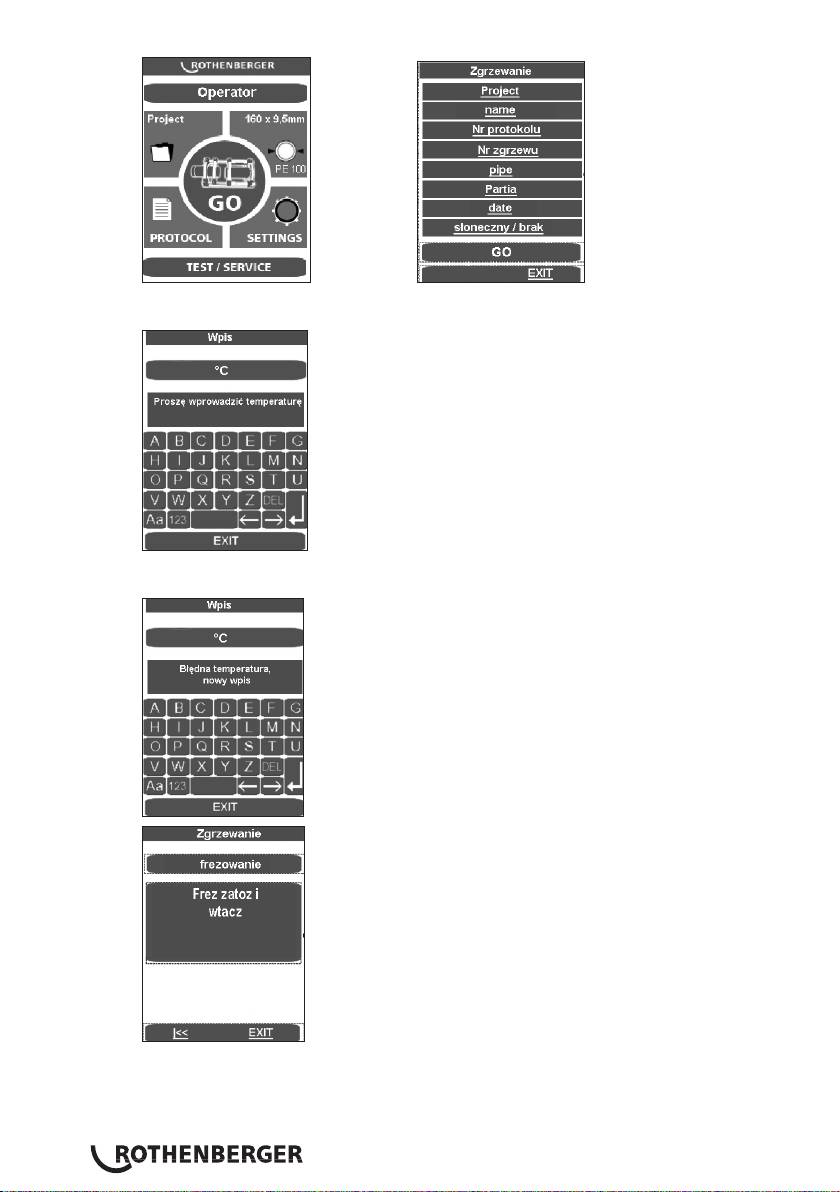
W tym końcowym przeglądzie można przeprowadzać ostatnie zmiany, klikając na
odpowiednie podpunkty. Następnie zatwierdzić przy pomocy GO.
Wprowadzić i potwierdzić temperaturę przyciskiem Enter. Jeśli temperatura zostanie
wprowadzona błędnie, wyświetli się komunikat:
Naciskanie przycisków strzałek powoduje przemieszczanie maszyny, a naciśnięcie EXIT
powoduje przejście programu do menu głównego bez zapisywania danych.
Ustawić elektryczne urządzenie frezujące pomiędzy dwoma obrabianymi elementami do
zgrzania.
POLSKI222
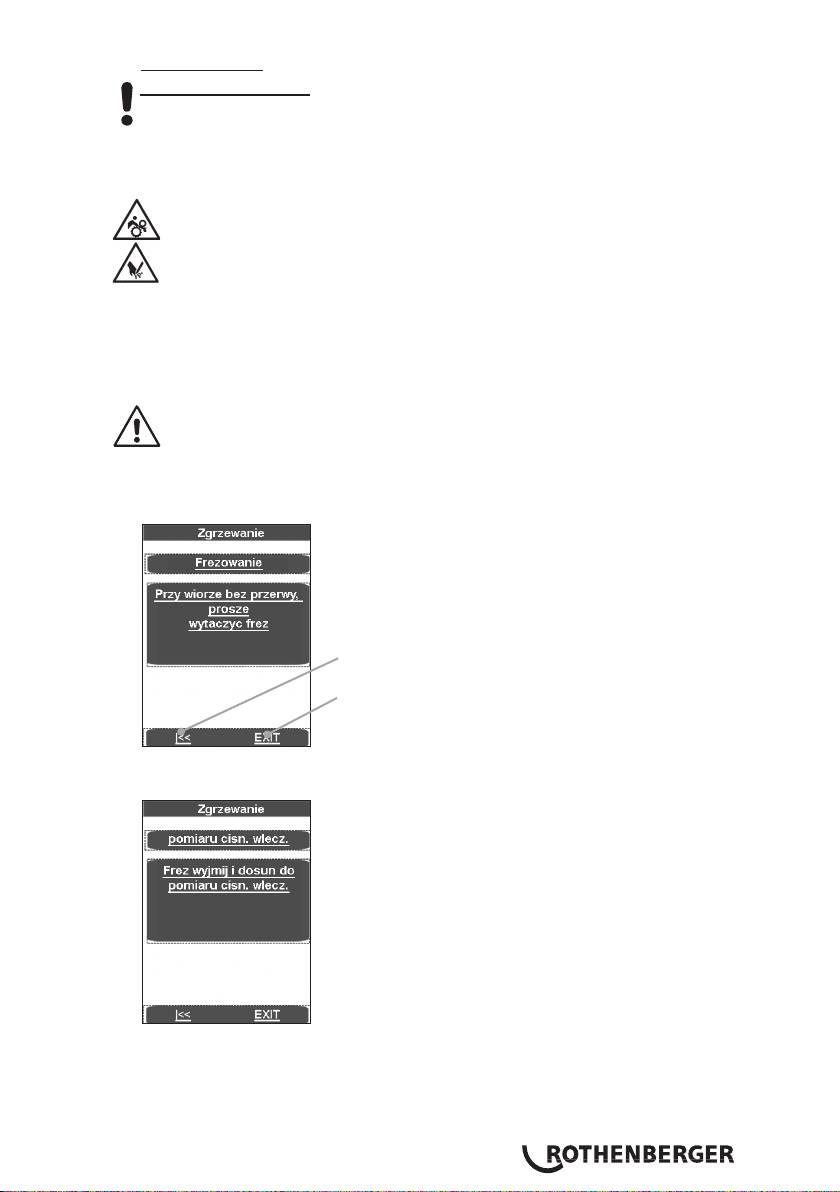
P250-355/8-12B: włączyć silnik frezarki i zablokować przełącznik.
P500-630/18-24B Plus: Sprawdzić kierunek obrotu! Urządzenie jest fabrycznie
podłączone prawoskrętnie.
Włączyć urządzenie frezujące; nacisnąć przyciski (10) i (5) w agregacie hydraulicznym.
Tarcze tnące muszą poruszać się w kierunku cięcia, w przeciwnym wypadku przestawić
przełącznik faz we wtyczce sieciowej odpowiednim narzędziem.
Niebezpieczeństwo zranienia! Podczas użytkowania należy zachować bezpieczny
odstęp od maszyny i nie chwytać obracających się ostrzy. Głowicę uruchomić
tylko wtedy, gdy jest ona osadzona w maszynie (pozycja robocza), a następnie
ulokować ją do przeznaczonej do tego celu skrzyni do przechowywania osprzętu.
Niezbędne jest zagwarantowanie zdolność funkcjonowania wyłącznika
bezpieczeństwa głowicy frezującej, aby uniknąć niezamierzonego włączenia go
poza maszyną.
Zbliżyć do siebie mocowane elementy (nacisnąć przycisk 10 + 11). Ustawić ciśnienie
(docisk) frezowania pokrętłem (4) . Standardowo można ustawić do 20 barów, ciśnienie
(docisk) frezowania można podnieść do 40 barów, patrz 3.5.
Zbyt wysokie ciśnienie frezowania może prowadzić do przegrzania i uszkodzenia
napędu frezarki. W przypadku przeciążenia lub utknięcia napędu frezu należy
podnieść maszynę i zniejszyć ciśnienie (s. 3.5).
Po tym jak strużyny o grubości < = 0,2 mm zaczną wychodzić nieprzerwane z urządzenia
do frezowania , nacisnąć przycisk frezowania (5) i odsunąć od siebie mocowane elementy
(nacisnąć przycisk 10 + 8).
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Poczekać, aż tarcze tnące się zatrzymają. Wyjąć urządzenie do frezowania z maszyny
głównej i odstawić na stojak.
Zbliżyć do siebie obrabiane elementy z niewielkim ciśnieniem (nacisnąć przycisk 10 + 11)
i ustawić ciśnienie płynięcia pokrętłem (4).
POLSKI 223
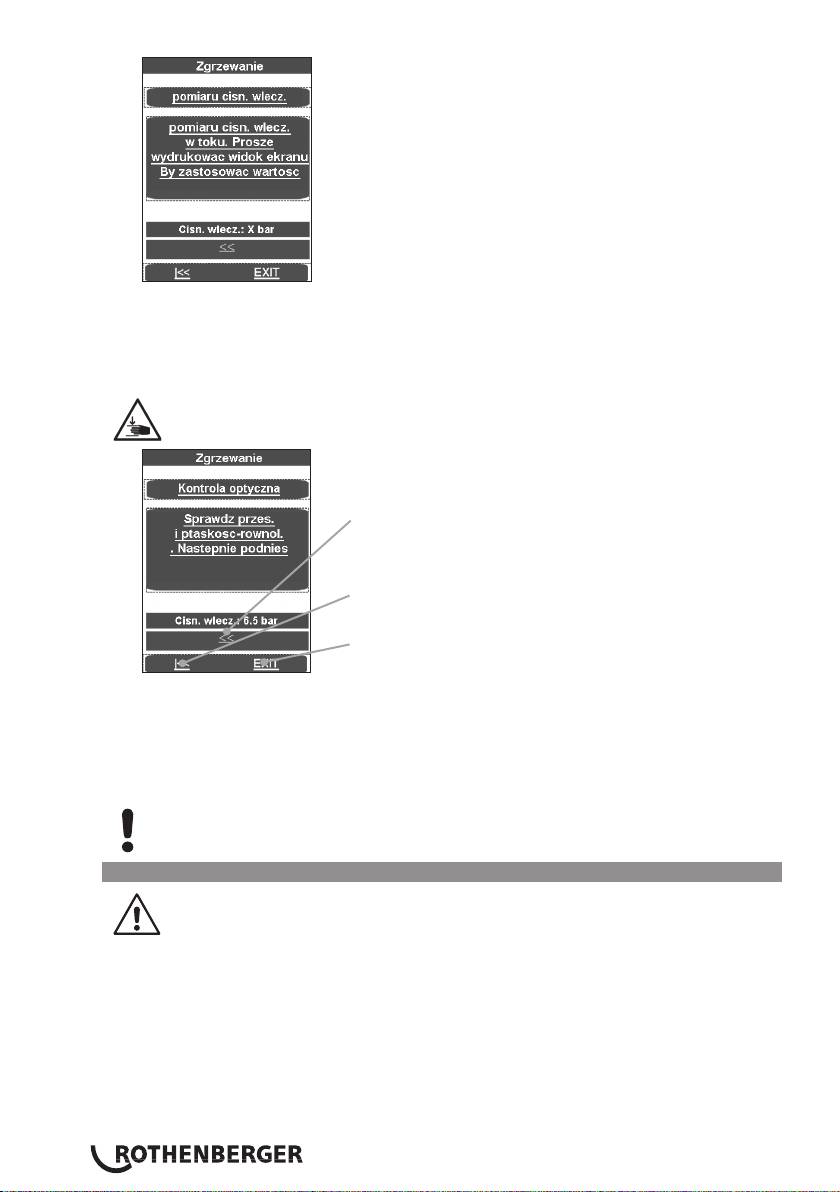
Kiedy maszyna porusza się z niewielką prędkością, nacisnąć ekran. Zmierzone ciśnienie
płynięcia zostanie automatycznie dodane do ciśnienia dopasowania, rozgrzewania
i łączenia.
Zsunąć mocowane elementy, ustawić ciśnienie odpowiednie dla rury i sprawdzić, czy
obrabiane elementy są dobrze zamocowane w uchwytach do mocowania.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przy pomocy przycisków program cofa się do „pomiaru
ciśn. wlecz.“
Przy pomocy przycisków strzałek program cofa się do
„Frez załóź…“
Po naciśnięciu EXIT program przechodzi do menu
głównego bez zapisywania danych.
Sprawdzić, czy powierzchnie zgrzewane są płaskie, ustawione równolegle i w osi.
Jeżeli tak nie jest, to należy powtórzyć proces frezowania. Przesunięcie osiowe pomiędzy
częściami obrabianymi nie może być większe niż 10% grubości ściany (według DVS) a
maksymalna szczelina pomiędzy płaskimi powierzchniami nie większa niż 0,5 mm. Przy
pomocy czystych narzędzi (np. pędzla) należy usunąć wióry znajdujące się ewentualnie w
rurze.
Uwaga! Wyfrezowane i przygotowane do zgrzewania powierzchnie nie mogą być w żaden
sposób zabrudzone i nie wolno ich dotykać rękami!
3.2.3 Proces zgrzewania
Niebezpieczeństwo zmiażdżenia! Przy zsuwaniu się narzędzi mocujących i rur
należy zachować z zasady bezpieczny odstęp od maszyny. Nigdy nie wchodzić w
obręb działania maszyny!
POLSKI224
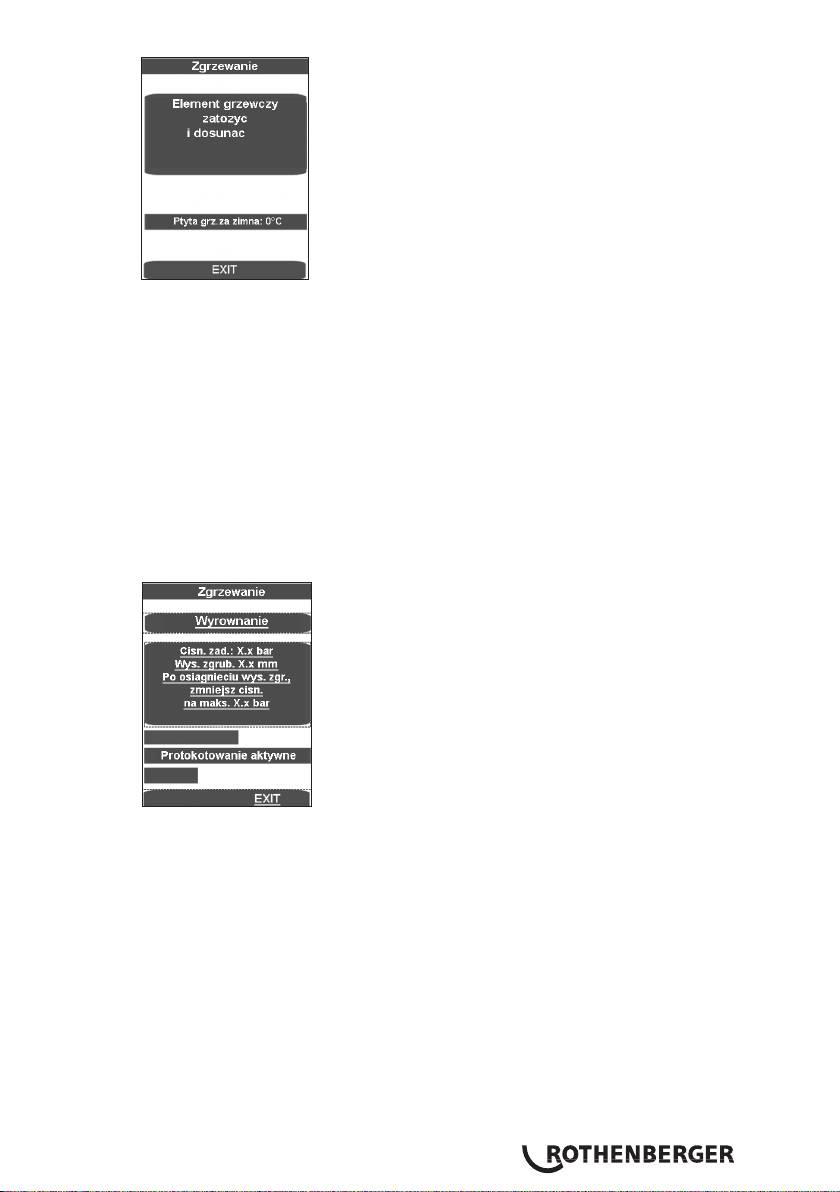
Okno przedstawia temperaturę elementu (płytki) grzejnego.
Gdy temperatura jest za niska, wskaźnik paskowy jest wyświetlany na niebiesko, gdy
temperatura jest za wysoka, na czerwono, a gdy temperatura jest w żądanym zakresie, na
zielono.
Wstawić element grzejny pomiędzy oba obrabiane elementy w maszynie głównej
i uważać, aby powierzchnie przylegania elementu grzejnego znajdowały się w nacięciach
mechanizmu spustowego.
Zsunąć maszynę, ciśnienie dopasowania zostanie automatycznie ustawione i będzie
utrzymywane .
Teraz wszystkie parametry zgrzewania zostaną zapisane, a rejestracja uruchomiona.
Jeśli proces zgrzewania zostanie przerwany przy pomocy EXIT, wyświetli się komunikat
„Abbruch durch Bediener“ (Przerwanie przez użytkownika), ciśnienie zostanie
spuszczone, a parametry zgrzewania zostaną zapisane. Komunikat należy potwierdzić za
pomocą OK, po czym program przejdzie do głównego menu.
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Rzeczywiste ciśnienie jest pokazane na wskaźniku (2).
Po uzyskaniu żądanej wysokości zgrubienia na całym obwodzie obu rur, zwolnić ciśnienie
przyciskiem automatyki (1). Rozpocznie się bieg czasu nadgrzewania t1.
POLSKI 225
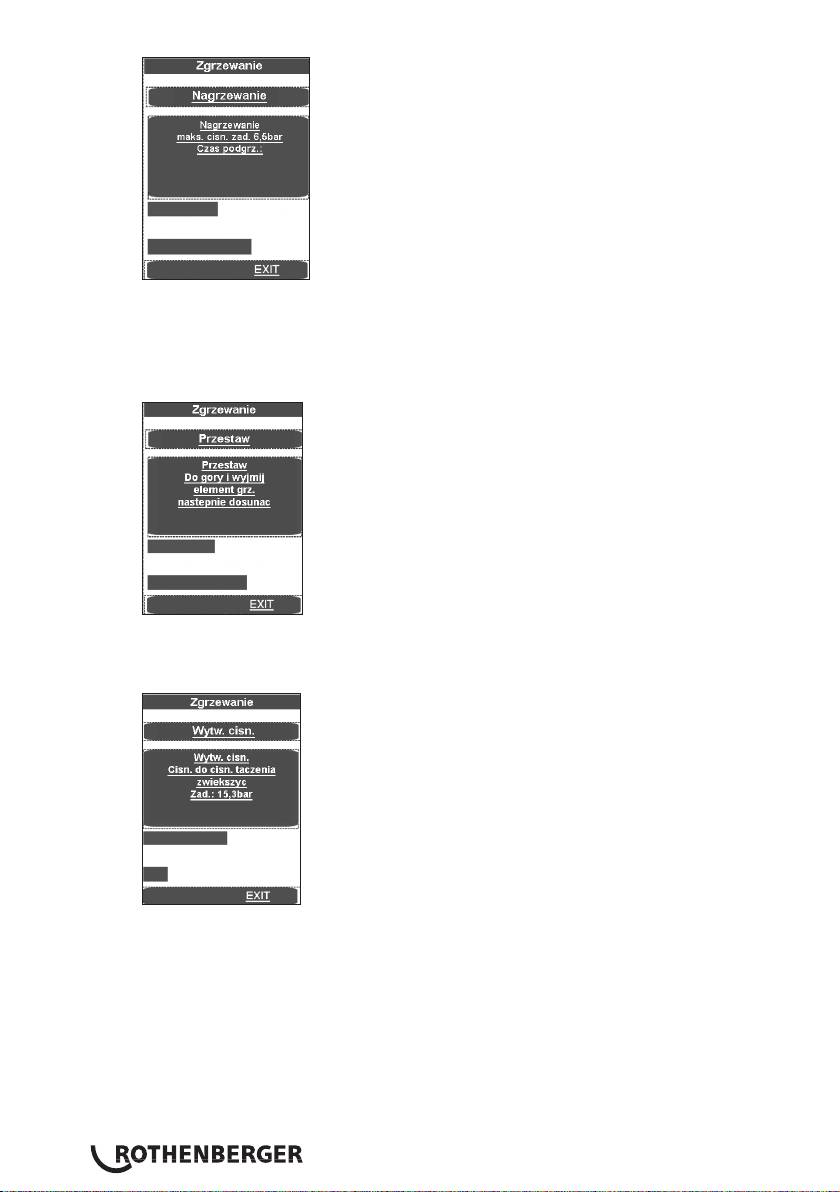
Ciśnienie ustawić w taki sposób, aby zagwarantować równomierne przyleganie
obrabianych elementów do elementu grzejnego prawie bez docisku.
Krótko przed zakończeniem czasu rozgrzewania włączy się sygnał dźwiękowy.
Po upływie czasu rozgrzewania odsunąć od siebie obrabiane elementy, usunąć element
grzejny i zsunąć obrabiane elementy.
Na chwilę przez zetknięciem się końców obrabianego elementu (około 1 cm), zatrzymać
zbliżanie poprzez zwolnienie przycisku, po czym natychmiast nacisnąć go ponownie.
Ciśnienie (docisk) będzie liniowo zwiększane do odpowiedniego ciśnienia połączenia.
Po osiągnięciu ciśnienia zgrzewania program automatycznie przejdzie do procesu
zgrzewania i uruchomi się timer t4.
POLSKI226
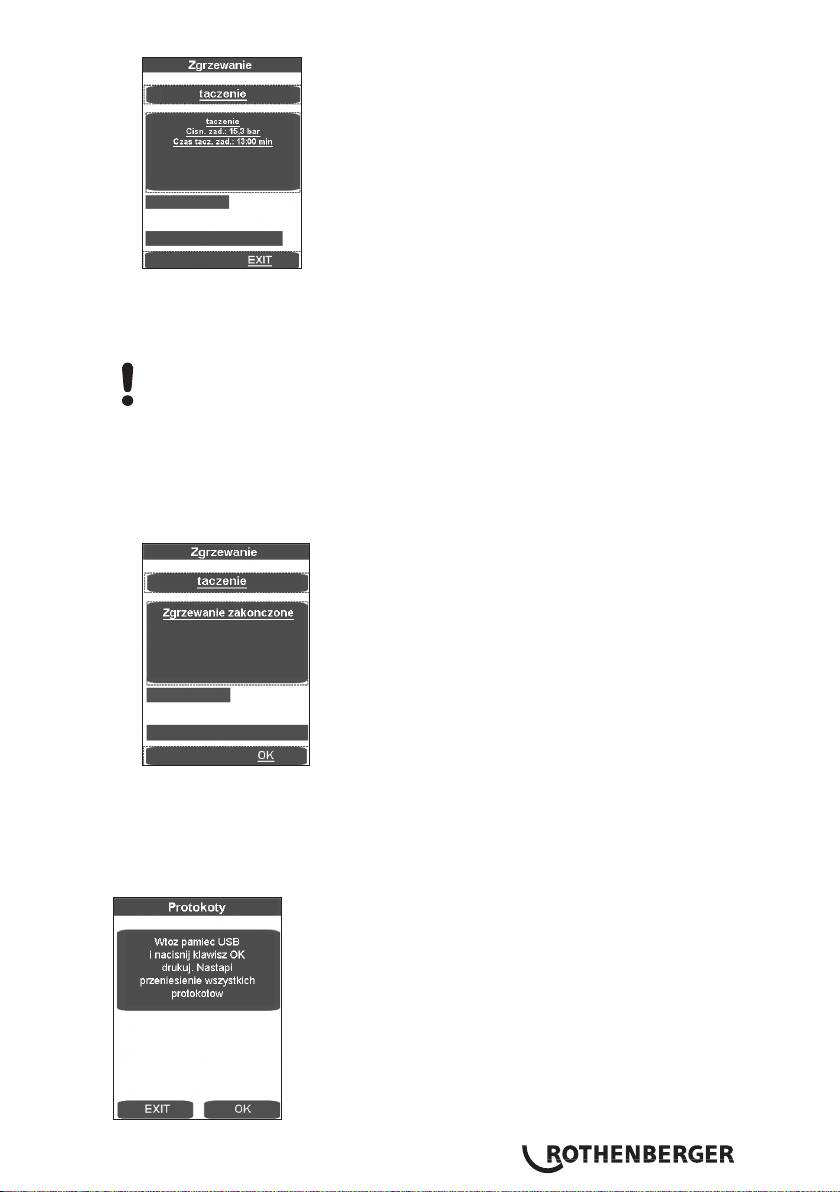
Górny pasek postępu wyświetla, czy ciśnienie znajduje się w poprawnym zakresie
(zielony), w dopuszczalnym zakresie tolerancji (żółty), czy poza zakresem tolerancji
(czerwony). Dolny wskaźnik pokazuje upływ czasu. Rzeczywiste ciśnienie jest pokazane
na wskaźniku (2) , pozostały czas zgrzewania t4 na jest pokazany na wskaźniku (9).
Uwaga: Trzymać wciśnięte przyciski zatwierdzania(10) i maszyny (11), aż do osiągnięcia
ciśnienia zgrzewania. Następnie hydraulika wyłączy się i przyciski można zwolnić.
Po czym ciśnienie będzie kontrolowane i automatycznie korygowane. Przy nadmiernej
częstości dopompowywania (wysokich stratach ciśnienia) należy sprawdzić układ
hydrauliczny.
Odstawić element grzejny do specjalnego stojaka
Po upływie czasu chłodzenia proces zgrzewania zostaje zakończony, zapisany, włącza się
sygnał dźwiękowy i ciśnienie zostaje automatycznie spuszczone.
Zamknąć menu zgrzewania przy użyciu OK.
Całkowicie spuścić ciśnienie przyciskiem (3).
Odblokować i wyjąć zgrzane obrabiane elementy.
Rozsunąć maszynę główną. Maszyna jest gotowa do następnego cyklu zgrzewania.
Przenoszenie protokołów:
POLSKI 227
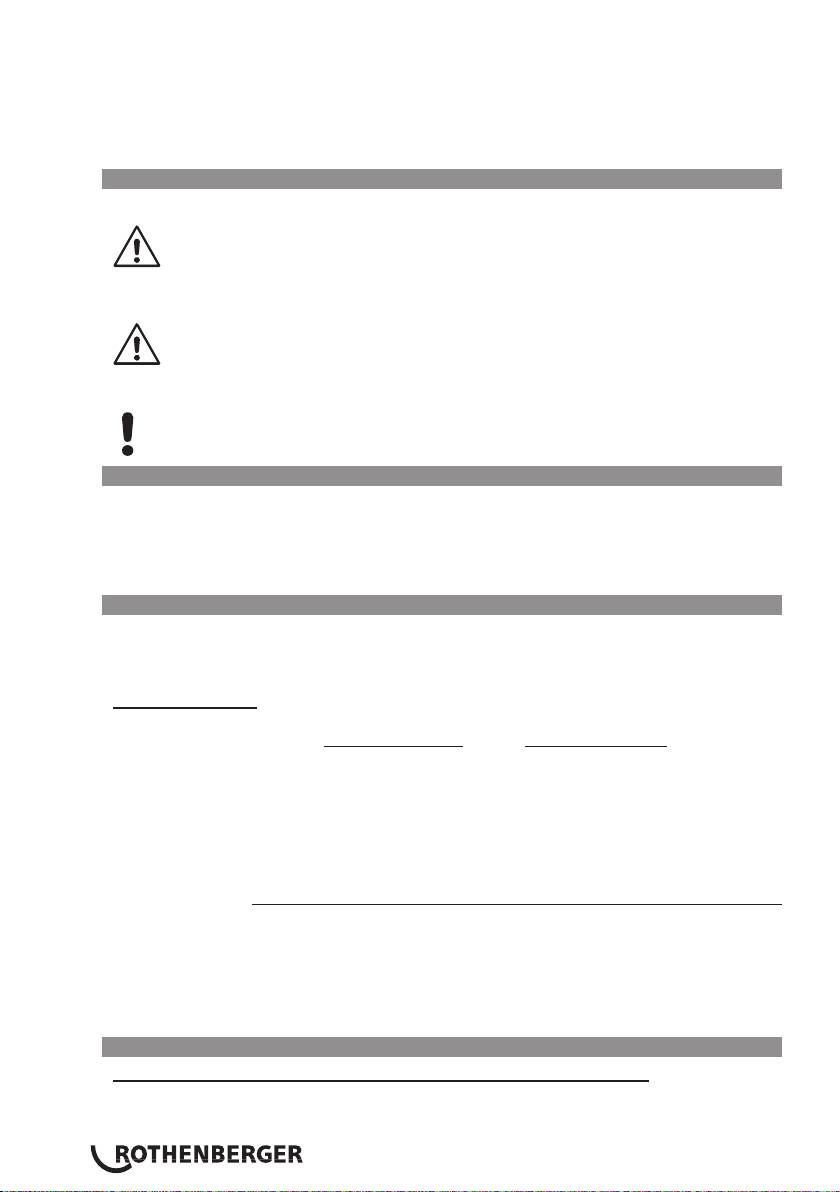
W pozycji menu Protokoły można zapisywać protokoły przyciskiem OK, pod warunkiem, że
podłączona jest pamięć USB. Następnie okno zamknie się automatycznie.
Te pliki protokołu należy przetwarzać przy pomocy oprogramowania ROTHENBERGER
Dataline 2 i komputera.
Wszystkie parametry zgrzewania znajdują się w załączonych tabelach zgrzewania.
3.2.4 Wyłączenie maszyny
Wyłączyć agregat hydrauliczny przyciskiem (6).
Poczekać, aż element grzewczy ostygnie, lub umieścić go w taki sposób, aby
wykluczyć możliwość zapłonu otaczających go materiałów!
Wyciągnąć z gniazda wtyczkę sieciową głowicy frezującej, elementu grzewczego i
agregatu hydraulicznego oraz nawinąć kabel.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu!
Odłączyć i nawinąć giętkie przewody hydrauliczne.
Uwaga! Chronić sprzęgła przed zabrudzeniem!
3.3 Ogólne wymagania
Ponieważ warunki atmosferyczne i sytuacyjne w znacznym stopniu wpływają na proces
zgrzewania, dlatego też należy koniecznie przestrzegać odpowiednich wiążących zaleceń
znajdujących się w dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec
obowiązują odpowiednie dyrektywy danego państwa. (Prace zgrzewarskie muszą być zawsze
nadzorowane!)
3.4 Ważne wskazówki dotyczące parametrów zgrzewania
Wszystkie niezbędne parametry zgrzewania jak temperatura, ciśnienie i czas znajdują się w
dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec obowiązują odpowiednie
dyrektywy danego państwa.
Możliwość nabycia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
W poszczególnych przypadkach niezbędne jest uzyskanie parametrów obróbki dotyczących
danego materiału od producenta rur!
Parametry zgrzewania podane w załączonych tabelach zgrzewania są tylko wartościami
przybliżonymi, za które rma ROTHENBERGER nie przejmuje żadnej odpowiedzialności!
Podane w tabeli zgrzewania wartości dla ciśnienia naciągu wstępnego i potrzebnego
obliczone zostały na podstawie następującego wzoru:
powierzchnia zgrzewania A [mm²] x współczynnik zgrzewania SF [N/mm²]
Ciśnienie P [bar] =
powierzchnia cylindra Az [cm²] x 10
Współczynnik zgrzewania (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Całkowita powierzchnia cylindra urządzenia ROWELD P 250/8 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 355/12 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 500/18 B i P 630/24 B wynosi 14, 13 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 630/24 B Plus wynosi 3, 53 cm²)
3.5 Ustawianie parametrów
Ustawianie parametrów z poziomem uprawnień „Operator“ (Spawacz):
Naciskać długo pokrętło (4) (ok. 3 s), aż na górnym wskaźniku będzie migać P001(2).
POLSKI228
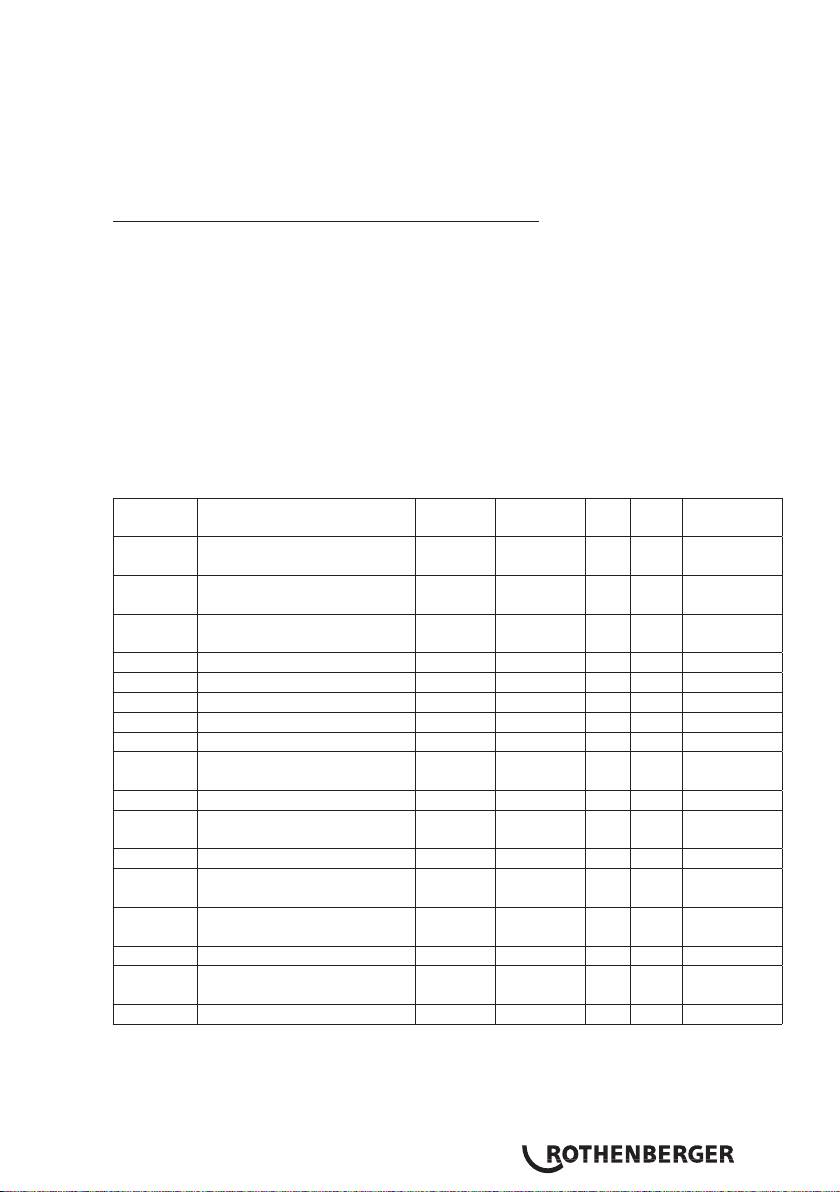
Przy pomocy pokrętła (4) wybrać żądane parametry od P001 do P009. Jeśli ta wartość
ma zostać przestawiona lub wyświetlona, krótko nacisnąć pokrętło(4), po czym wartość
(domyślna) zacznie migać na dolnym wskaźniku (9).
Ustawić wartość pokrętłem (4) i ponownie krótko nacisnąć pokrętło (4), po czym ponownie
parametr będzie migać na górnym wskaźniku (2).
Aby wyłączyć menu, nacisnąć przycisk zatwierdzania (10), po czym wartości zostaną
zapisane.
Ustawianie parametrów z poziomem uprawnień „Mistrz“
Naciskać długo pokrętło (4) (ok. 6 s): najpierw parametr P001 zacznie migać na górnym
wskaźniku (2), następnie miga „CodE“, a na dolnym wskaźniku (9) na pierwszej pozycji
miga kreska.
Wprowadzić kod pokrętłem (4) i nacisnąć krótko pokrętło (4) (kod = 8001 – przy pierwszym
uruchomieniu poprzez parametr P100 można dowolnie zmieniać kod).
Przy pomocy pokrętła (4) wybrać żądane parametry od P101 do P114. Jeśli ta wartość
ma zostać przestawiona lub wyświetlona, krótko nacisnąć pokrętło(4), po czym wartość
(domyślna) zacznie migać na dolnym wskaźniku (9).
Ustawić wartość pokrętłem (4) i ponownie krótko nacisnąć pokrętło (4), po czym ponownie
parametr będzie migać na górnym wskaźniku (2).
Aby wyłączyć menu, nacisnąć przycisk zatwierdzania (10), po czym wartości zostaną
zapisane.
Nazwa pa-
Opis wartość
Jednostka min. maks. Uprawnienia
rametru
domyślna
P001 Czas oczekiwania funkcji
99 min 0 99 Operator
oszczędzania energii
P002* Funkcja oszczędzania energii
0 0 3 Operator
włączona
P003 Przesunięcie temperatury
5 °C -25 25 Operator
elementu grzejnego
P004 Maks. ciśnienie okrawania 20 bar 10 50 Operator
P005 Ciśnienie zadane 1/10 bara Operator
P006 Zadana temperatura 210 °C P103 P104 Operator
P007 Wartość zadana timera T1 45 sekundy 1 1500 Operator
P008 Wartość zadana timera T4 6 min 1 99 Operator
P009 Początkowe ciśnienie
10 bar 0 P004 Operator
okrawania
P101 Odchylenie do dopompowania 5 % 1 50 Mistrz
P102 Czas rozsuwania po
10 1/10 s 0 100 Mistrz
okrawaniu
P103 Ustawienie temperatury (min.) 160 °C 0 300 Mistrz
P104 Ustawienie temperatury
270 °C 0 300 Mistrz
(maks.)
P105 Zablokowanie przycisków (tak/
5 s 0 50 Mistrz
nie)
P106 Ciśnienie wsuwania 135 bara 10 160 Mistrz
P107 Czas przebiegu do włączenia
50 1/10 s 0 200 Mistrz
brzęczyka
P100 Zmiana kodu 8001 Mistrz
* P002 - Funkcja oszczędzania energii:
0 - brak,
1 – gdy frezarka pracuje, element grzejny zostaje wyłączony,
2 – gdy pracuje silnik hydrauliczny, element grzejny zostaje wyłączony,
3 – kiedy pracuje t4, element grzejny zostaje wyłączony.
POLSKI 229

3.6 Ustawianie daty i godzony
Zamknąć program, klikając w lewym górnym rogu.
Naciskać po kolei Start, Setting i Control Panel.
Pasek startu jest ukryty i można go wywołać, klikając w lewym dolnym rogu.
Kliknąć Date/Time
POLSKI230
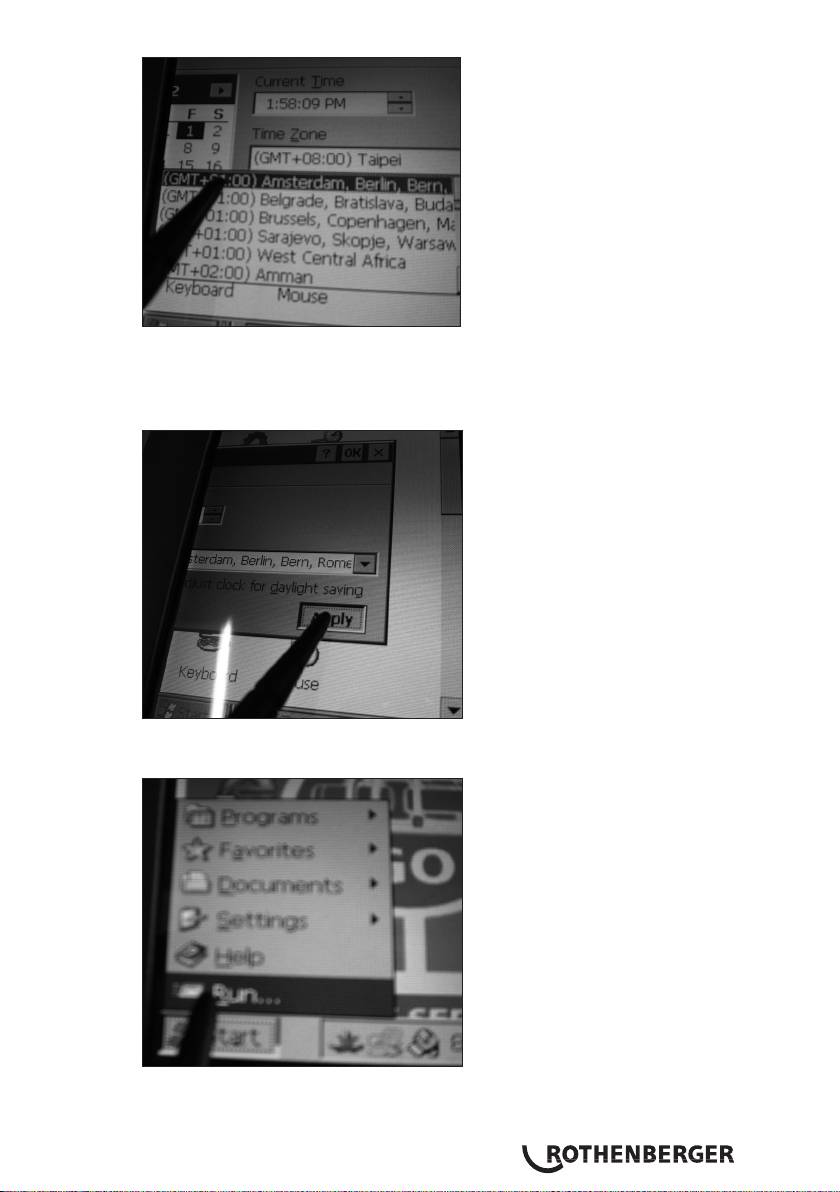
Ustawić okno wprowadzania dotykając i przesuwając pasek Date/Time. Wybrać
odpowiednią strefę czasową i wpisać czas Current Time.
Uwaga! Uważać na wybór odpowiedniego ustawienia: AM (przed południem) lub PM
(po południu)! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Potwierdzić przy pomocy „Apply“ i „OK“. Zamknąć panel sterowania Control Panel, klikając
X.
Nacisnąć przyciski „Start“ i „Run“.
POLSKI 231
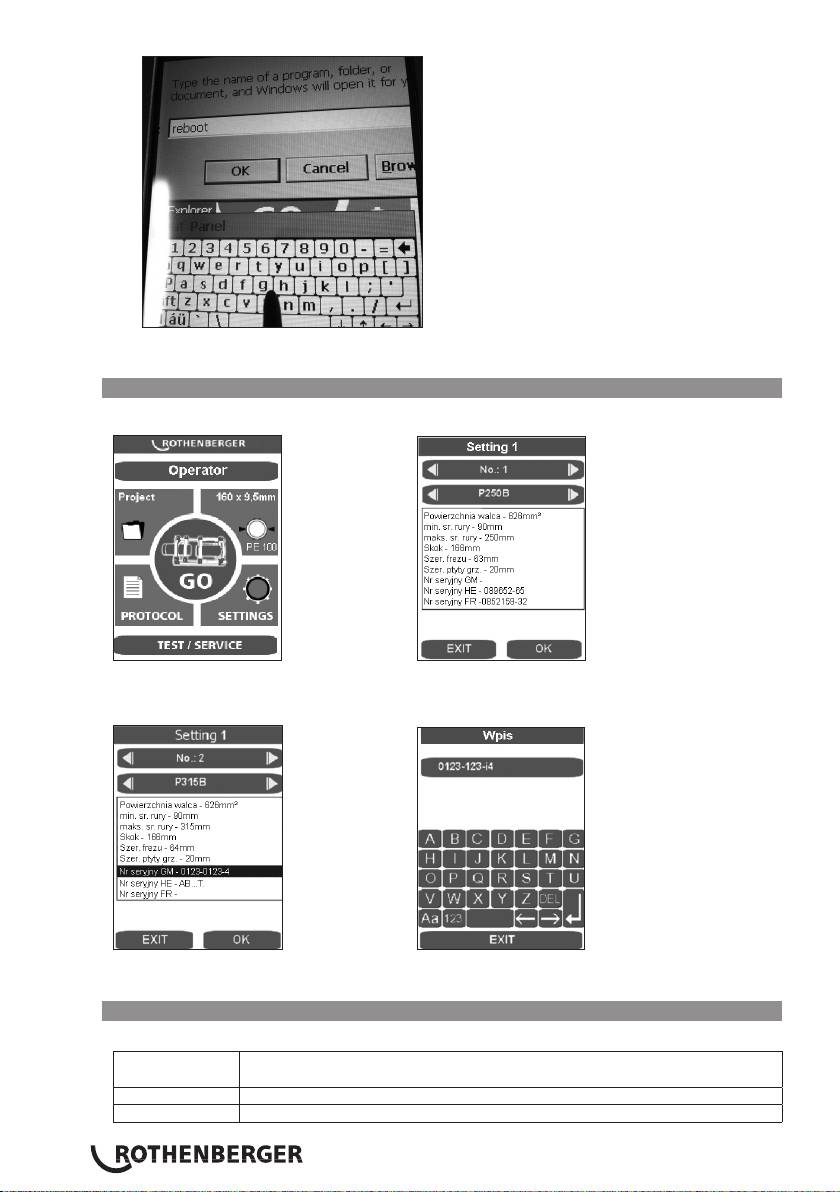
Wpisać „reboot“ przy pomocy wyświetlonej klawiatury i nacisnąć „OK“, aby ponownie
uruchomić komputer.
3.7 Tworzenie i wybieranie konguracji maszyny
Aby wybrać lub utworzyć kongurację maszyny, nacisnąć przycisk SETTINGS.
Przy pomocy przycisków strzałek można wybrać żądaną kongurację maszyny.
Aby utworzyć nową kongurację, uruchomić kolejny numer strzałką w prawo, np. 2.
Po naciśnięciu odpowiedniego pola, wyświetli się maska wprowadzania. Dane można usuwać
przy pomocy DEL i wpisywać od nowa; te dane zosaną później przeniesione do protokołu.
3.8 Komunikaty o błędach
Komputer z ekranem dotykowym i protokół:
Komunikat
Opis
o błędzie
Kod 1 Ciśnienie porównawcze zbyt wysokie
Kod 2 Ciśnienie porównawcze zbyt niskie
POLSKI232
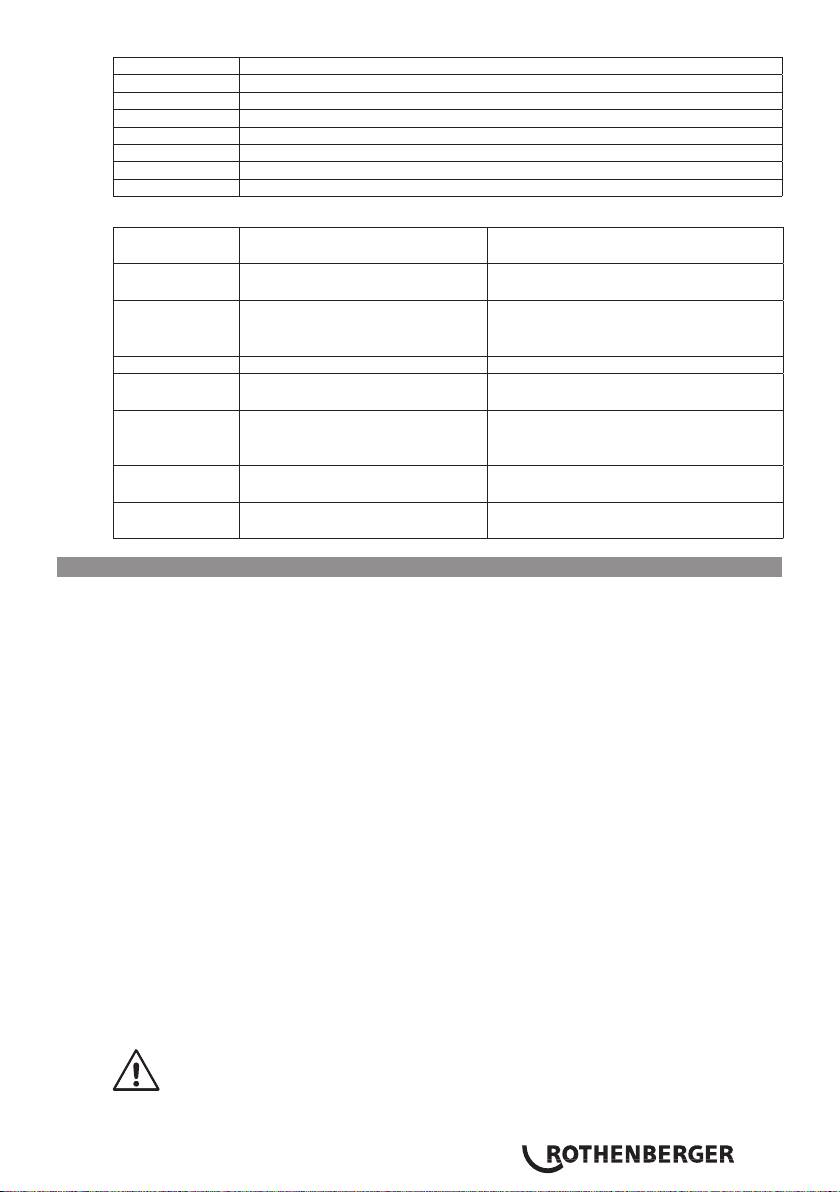
Kod 4 Ciśnienie rozgrzewania zbyt wysokie
Kod 64
Czas przestawiania zbyt długi
Kod 128
Czas narastania ciśnienia zbyt długi
Kod 256 Ciśnienie spajania zbyt wysokie
Kod 512 Ciśnienie spajania zbyt niskie
Kod 2048 Element grzejny za zimny
Kod 4096 Przerwanie przez użytkownika
Kod 131072 Element grzejny za ciepły
Sterowanie:
Komunikat
Opis Usuwanie zakłóceń
o błędzie
SER Osiągnięto datę serwisowania,
Zlecić serwisowanie
konieczny serwis
ERR1 Ciśnienie bezwzględne nie
Sprawdzić stan oleju, sprawdzić
został osiągnięte
czujnik ciśnienia, uszkodzenie
zaworów, uszkodzenie silnika
PE-2 Usterka czujnika ciśnienia -24V Wymienić czujnik ciśnienia
ERR5 Temperatura oleju 70°C – Stop! Poczekać, aż temperatura spadnie
poniżej 50°C
HE-1 Element grzejny nie
Wymienić czujnik
podłączony, uszkodzenie
czujnika
HE-0 Element grzejny za ciepły Zmierzyć temperaturę, sprawdzić
ustawienie, wymienić czujnik
HE-2 Element grzejny za zimny Zmierzyć temperaturę, sprawdzić
ustawienie, wymienić czujnik
4 Utrzymywanie w dobrym stanie i konserwacja
W celu zagwarantowania prawidłowego funkcjonowania maszyny należy przestrzegać
następujących punktów:
• Prowadnice należy utrzymywać w czystości. W przypadku uszkodzeń powierzchni należy
prowadnice wymienić, ponieważ uszkodzenie prowadzić może ewentualnie do utraty
ciśnienia.
• W celu uzyskania bezbłędnych wyników zgrzewania konieczne jest utrzymywanie
elementu grzewczego w czystości. W przypadku uszkodzeń powierzchni element
grzewczy otrzymać musi nową warstwę powlekającą bądź zostać wymieniony.
Pozostałości materiałowe na powierzchni grzejnej redukują właściwości antyadhezyjne i
należy je usunąć przy pomocy papieru niepozostawiającego włókien i spirytusu (element
grzewczy musi być zimny).
• Olej hydrauliczny (HLP – 46, nr. art. 53649) należy zmieniać co 12 miesięcy
• W celu uniknięcia zakłóceń w funkcjonowaniu należy sprawdzać agregat hydrauliczny
pod względem szczelności, ewentualnego poluzowania połączeń śrubowych oraz
nienagannego stanu kabla elektrycznego.
• Złącza szybkiego łączenia przy agregacie hydraulicznym oraz złącza na przewodach
giętkich należy chronić przed zabrudzeniem. W przypadku zabrudzenia należy je przed
podłączeniem wyczyścić.
• Głowica frezująca wyposażone jest w dwa obustronnie wyszlifowane noże. W przypadku
obniżenia się jakości cięcia można noże obrócić bądź wymienić je na nowe.
• Zawsze należy zwracać uwagę na to, aby końcówki przeznaczonych do obróbki rur bądź
części obrabianych, a w szczególności powierzchnia czołowa, nie były zabrudzone, gdyż
nieprzestrzeganie tego przyczyni się do istotnego obniżenia czasu używania noży
Należy przeprowadzać raz w roku kontrolę zgrzewarki przez producenta bądź
przez autoryzowaną przez niego stację serwisową zgodnie z DVS 2208. W
przypadku maszyn z ponadprzeciętnym obciążeniem należy skrócić odstępy
pomiędzy kolejnymi przeglądami.
POLSKI 233

4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie
(Należy przestrzegać przepisów dotyczących konserwacji - punkt 4!)
Ostre i czyste narzędzia pozwalają osiągnąć lepsze wyniki w pracy i są bezpieczniejsze w
użyciu.
Tępe, złamane bądź zgubione części należy niezwłocznie wymienić bądź uzupełnić. Należy
sprawdzić, czy osprzęt maszyny jest z nią bezpiecznie połączony.
Podczas prac konserwacyjnych używać tylko oryginalnych części zamiennych. Naprawy
może przeprowadzać tylko fachowo wykwalikowany personel.
W okresie nieużywania, przed pracami konserwacyjnymi oraz przed wymianą części osprzętu
należy maszynę odłączyć od zasilania prądem.
Przed ponownym podłączeniem do zasilania prądem należy się upewnić, że maszyna i
narzędzia osprzętu są wyłączone.
W przypadku używania kabli przedłużających należy skontrolować, czy funkcjonują one
prawidłowo i bezpiecznie. Stosować wolno tylko kable, które przeznaczone są do użytku na
wolnym powietrzu.
Nie wolno używać narzędzi i maszyn, których obudowa bądź uchwyty są pęknięte lub
zdeformowane. Dotyczy to w szczególności części wykonanych z tworzywa sztucznego.
W takich pęknięciach zabrudzenia i wilgoć mogą przewodzić prąd elektryczny. Może to
doprowadzić do porażenia prądem, jeżeli w narzędziu bądź w maszynie wystąpi uszkodzenie
izolacji.
Uwaga: odsyłamy również do przepisów dotyczących zapobiegania wypadkom.
5 Dodatkowe wyposażenie
Odpowiednie akcesoria i formularz zamówień znaleźć można na stronie 361 i następnych.
6 Utylizacja
Części urządzenia są materiałami o wartości utylizacyjnej i można je odprowadzić do
przedsiębiorstw zajmujących się odzyskiem surowców wtórnych i unieszkodliwianiem
pozostało
ści, posiadających wymaganą koncesję i certykaty. O nieszkodliwy dla środowiska
sposób utylizacji części, których nie można odprowadzić do ponownego obiegu (np. odpady
elektroniczne), należy zapytać właściwy urząd zajmujący się sprawami utylizacji.
Tylko dla krajów UE:
Nie należy wyrzucać elektronarzędzi do śmieci domowych! Zgodnie z Dyrektywą
Europejską 2012/19/EG o zużytych przyrządach elektrycznych i elektronicznych i jej
wprowadzeniem do prawa krajowego, niesprawne już elektronarzędzia muszą być
zbierane osobno i doprowadzane do utylizacji zgodnie z zasadami ochrony środowiska.
POLSKI234
İçindekiler Sayfa
1 Emniyet bilgileri 236
1.1 Usulüne uygun kullanım 236
1.2 Genel güvenlik uyarıları 236
2 Teknik Veriler, bkz. Kitapçık „Teknik veriler“
3 Cihazın işlevi 238
3.1 Cihaz açıklamaları 238
3.1.1 Ana makine (şek. A) 238
3.1.2 Hidrolik güç birimi (şek. B) 238
3.2 Kullanım kılavuzu 239
3.2.1 İşletime alma 239
3.2.2 Kaynak hazırlığı için alınacak önlemler 242
3.2.3 Kaynak işlemi 246
3.2.4 İşletimden çıkarma 249
3.3 Genel gereklilikler 249
3.4 Kaynak parametrelerine dair önemli uyarılar 249
3.5 Parametreleri ayarlama 250
3.6 Tarih ve saat ayarlama 251
3.7 Makine yapılandırmalarını oluşturma-seçme 253
3.8 Hata mesajları 254
4 Bakım ve onarım 254
4.1 Makinelerin ve aletlerin bakımı 255
5 Aksam 255
6 Atıklar İçin 255
Dokümantasyonda kullanılan işaretler:
Tehlike!
İnsan sağlığıyla ilgili tehlikelere karşı ikazı.
Dikkat!
Eşyaya ve çevreye zarar verebilecek durumlara karşı ikaz.
Belli davranışlar için çağrı
TÜRKÇE 235
1 Emniyet bilgileri
1.1 Usulüne uygun kullanım
ROWELD P250-630/8-24B Plus Premium yalnızca teknik verilere uygun şekilde PE, PP ve
PVDF boruların kaynaklı bağlantılarının yapılması için kullanılmalıdır.
1.2 Genel güvenlik uyarıları
DİKKAT! Elektrikli cihazların kullanımında elektrik çarpması, yaralanma ve yangın
tehlikesine karşı korumak için aşağıdaki temel güvenlik önlemleri dikkate alınmalıdır.
Elektrikli cihazları kullanmadan önce tüm güvenlik uyarılarını dikkatlice okuyun ve ve
bu kılavuzu saklayın.
Bakım ve Onarım:
1 Düzenli temizlik, bakım ve yağlama Tüm ayarlama, bakım veya onarım işlemleri
öncesinde şi prizden çekin.
2 Cihazınızı sadece kaliye uzman personel tarafından ve sadece orijinal yedek
parçalarla tamir ettirin. Böylelikle cihazın güvenliğinin korunması temin edilmektedir.
Güvenli çalışma:
1 Çalışma alanınızı temiz ve düzenli tutun. Çalışma alanındaki düzensizlik kazalara yol
açabilir.
2 Çevresel etkileri dikkate alın. Elektrikli cihazınızı yağmura maruz bırakmayın. Cihazınızı
nemli veya yaş ortamlarda kullanmayın. Çalışma alanının iyi aydınlatılmış olması gerekir.
Yangın ve patlama tehlikesi bulunan alanlarda elektrikli cihazınızı kullanmayın.
3 Elektrik çarpmasından korunun. Boru, kalorifer, fırın ve buzdolabı gibi topraklı yüzeylerle
vücut temasından kaçının.
4 Diğer insanları uzak tutun. Diğer insanları ve özellikle de çocukları cihazdan uzak tutun
ve kablolara dokunmalarına izin vermeyin. Çocukları çalışma alanınızdan uzak tutun.
5 Kullanılmayan elektrikli cihazları güvenli bir şekilde muhafaza edin. Kullanılmayan
elektrikli cihazlar çocukların ulaşamayacağı şekilde kuru, yüksek ve kilitli bir yerde
muhafaza edin.
6 Elektrikli cihazınıza aşırı yük bindirmeyin. Belirtilen kapasite aralığında daha iyi ve
daha güvenli çalışırsınız.
7 Doğru cihazı kullanın. Ağır işler için düşük kapasiteli cihazlar kullanmayın. Cihazı sadece
belirtilen amaçlar ve işler için kullanın. Örneğin, ağaç dallarını veya ağaç parçalarını
kesmek için el devreli testere kullanmayın.
8 Uygun giysiler giyin. Bol kıyafet veya takı kullanmayın, bunlar hareketli parçalara
takılabilir. Açık alanda kullanırken, kaymayan bir ayakkabı giyilmesi önerilir. Saçlarınız
uzun ise, bir saç lesi kullanın.
9 Koruyucu ekipman kullanın. Koruyucu gözlük takın. Toz oluşan işlerde solunum maskesi
kullanın.
10 Toz emici tertibatlatı bağlayın. Toz emici ve toz tutucu takılabiliyorsa, bunların bağlanmış
olduğundan ve doğru kullanıldığından emin olun.
11 Cihazı sadece belirtilen amaçlar ve işler için kullanın. Fişi prizden çekmek için elektrik
kablosunu kullanmayın. Elektrik kablosunu ısıdan ve keskin kenarlardan koruyun.
12 Malzemeyi emniyete alın. Malzemeyi sıkı tutabilmek için germe düzeneğini veya cıvatayı
kullanın. Elle tutmaktan daha güvenli olacaktır.
TÜRKÇE236

13 Normal dışı beden duruşlarından kaçının. Güvenli bir konuma geçin ve daima dengede
durun.
14 Aletlerinizin temizliğini dikkatli yapın. İyi ve güvenli bir çalışma için aletlerinizi keskin
ve temiz tutun. Yağlama ve alet değiştirme işlemlerinde talimatlara uyun. Elektrikli
cihazınızın bağlantı kablosunu düzenli olarak kontrol edin ve hasar durumunda uzman
kişiler tarafından değiştirilmesini sağlayın. Uzatma kablolarını düzenli olarak kontrol edin
ve hasarlı oldukları durumlarda değiştirin. Özellikle tutamakların kuru, temiz ve yağsız
olmasını sağlayın.
15 Elektrik şini prizden çekin. Elektrikli cihazınızı kullanmadığınızda, bakım işleri
öncesinde ve alet değiştirmelerde şi prizden çekin
16 Takım anahtarlarını takılı bırakmayın. Çalıştırmadan önce anahtarların ve ayar
aletlerinin uzaklaştırılmış olduğunu kontrol edin.
17 Yanlışlıkla çalıştırmaları önleyin. Fişi prize takarken şalterin kapalı olmasına dikkat edin.
18 Dış mekanlar için uzatma kablosu kullanın. Dış mekanlarda sadece onaylı, hasar
görmemiş ve ilgili işaretlere sahip uzatma kabloları kullanın.
19 Çevresel etkileri dikkate alın. Ne yaptığınıza dikkat edin. Çalışırken düşünerek hareket
edin. Konsantre olamadıysanız cihazı kullanmayın.
20 Cihazda hasar olup olmadığını kontrol edin. Kullanmadan önce cihazın emniyet
düzeneğinin ve küçük hasarlı parçaların kusursuzluğunu ve amacına uygun kullanımını
iyice kontrol edin. Hareketli parçaların düzgün çalıştıklarını, sıkışmadıklarını ve parçaların
hasar görmediklerini kontrol edin. Cihazın sorunsuz bir şekilde işletilmesini sağlamak için
tüm parçalar doğru monte edilmiş olmalı ve tüm şartları yerine getirmelidir.
Kullanım kılavuzunda aksi öngörülmemişse, hasarlı parçalar ve hasarlı emniyet düzeneği
uzman yetkili servis tarafından amacına uygun şekilde onarılmalı veya değiştirilmelidir.
Hasarlı şalterler bir müşteri yetkili servisinde değiştirilmelidir.
Şalter üzerinden açılıp kapanabilen elektrikli cihazları kullanın.
21 Dikkat. Başka aparatların ve aksesuarların kullanımı yaralanma tehlikesi oluşturabilir.
22 Cihazınızın onarımını sadece uzman bir yetkili serise yaptırın. Bu cihaz geçerli
güvenlik hükümlerine uygundur. Onarımlar, orijinal yedek parça kullanılarak yetkili bir
elektrikçi tarafından yapılmalıdır, aksi takdirde kazalar oluşabilir.
2 Teknik Veriler, bkz. Kitapçık „Teknik veriler“
TÜRKÇE 237
3 Cihazın işlevi
3.1 Cihaz açıklamaları
ROWELD P250-630/8-24B Plus Premium ; şantiyeler - ve burada özellikle boru kanallarında
- kullanılmak üzere tasarlanmış, kaynak parametrelerinin DVS yönergelerine göre
kaydedilmesine yarayan raporlama modülü, USB bağlantısı üzerinden rapor aktarımı bulunan,
taşınabilir ısıtıcılı alın kaynağı makineleridir. Tabii ki makinenin atölye alanında da kullanılması
mümkündür.
„ROWELD tip“ kanyak makinelerinin çok yönlülüğü sayesinde dış çapı 90-630 mm / 5-24“
arasında değişen PE, PP ve PDF boruların kaynak bağlantıları tüm kullanım alanlarında
yapılabilmektedir:
I. Boru - boru
II. Boru - boru dirseği
III. Boru - T parçası
IV. Boru - kaynak boynu
Makineler esas olarak aşağıdakilerden oluşur:
Ana makine, redüksiyon yaylı parçaları, raporlama modülü bulunan hidrolik güç birimi, freze
mekanizması, ısıtıcı, saklama kutusu.
Kaynak boyunlarının kaynağı yapılırken aksesuar olarak edinilebilen dört yanaklı yaylı pul
kullanılmalıdır.
ROWELD P250/8B: Makinenin azami çapının çapı dar bor dirseklerinin kaynağı yapılırken
aksesuar olarak edinilebilen konik sıkma aleti üst parçası kullanılacaktır.
ROWELD P500-630/18-24B Plus: Frezenin ve ısıtıcının takılıp çıkarılması için aksesuar
olarak edinilebilen elektrikli çıkarma düzeneği kullanılabilir.
3.1.1 Ana makine (şek. A)
1 Hareketli yaylı elemanlar 3 Sabitleme delikli ara parçası
2 Kaydırılabilir yaylı eleman 4 Isıtıcı aspiratörü
3.1.2 Hidrolik güç birimi (şek. B)
1 Otomatik düğmesi 12 Timer düğmesi (süre)
2 Basınç göstergesi 13 Freze mekanizması prizi
3 Basıncı serbest bırakma
14 Çabuk bağlantı bileziği
düğmesi
4 Döner düğme 15 Çabuk bağlantı kelepçesi
5 Frezeleme düğmesi 16 Isıtıcı prizi
6 Açma-kapama düğmesi 17 Fiş
7 Isıtma düğmesi 18 Acil kapama
8 Makineyi "aralama" 19 Dokunmatik PC
9 Sıcaklık ve zaman göstergesi 20 Ölçme çubuklu yağ doldurma ağzı
10 Onay düğmesi 21 USB bağlantısı
11 Makineyi "kapama"
Hidrolik güç birimi kaynak makinesinin aşağıdaki sembollerle gösterilen işlevlerine imkan
sağlar:
Hidrolik güç birimi açma ve kapama düğmesi
„Isıtma“ düğmesine basarak ısıtıcıyı çalıştırma. „Isıtma“ düğmesine
basarak ve döner düğme çevrilerek istenen sıcaklığın ayarlanması,
değer sıcaklık göstergesinde gösterilir ardından yeniden anlık değer
gösterilir.
TÜRKÇE238
Döner düğmeyle frezeleme, hizalama, ısıtma ve ekleme basıncını
ayarlama, değer „basınç“ göstergesinde gösterilir. Ayar yapıldıktan 3
saniye sonra anlık değer gösterilir. Çevirmeli düğmeye basılmasıyla
servis parametreleri gösterilir ve ayarlanır.
Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „kapama“
düğmesine basma.
Basıncı serbest bırakma düğmesi
Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „aralama“
düğmesine basın.
Freze mekanizmasının şini açmak için onay düğmesi ve frezeleme düğmesine
basın, basınç otomatik olarak 10 bar olarak ayarlanır ve döner düğme ile azami
20 bara yükseltilebilir. (özel kullanımlarda örn. eğimli yerlerde P004 değiştirilerek
azami 50bara kadar ayarlanabilir)
Timer düğmesine bir kez basıldığında açılır. Düğmeye basılarak ve
döner düğme çevrilerek t1 zamanı saniye cinsinden ayarlanabilir.
Düğmeye uzun basıldığında t4‘e geçiş yapılır. Düğmeye basılarak ve
döner düğme çevrilerek t1 zamanı dakika cinsinden ayarlanabilir.
Zamanlayıcı göstergesi t1 veya t2 yandığında, zamanlayıcı tuşuna kısa
basılarak zamanlayıcı manuel olarak başlatılır.
Otomatik tuşuna basılarak, ısınma (zamanlayıcı t1 aktif) ve birleştirme işlemi
(zamanlayıcı t4 aktif) sırasında, ayarlanmış basınç denetlenir ve gerekirse
ayarlanır.
Servis parametrelerini onaylamak için onay tuşu
3.2 Kullanım kılavuzu
Kaynak makinesi yalnızca yetkili ve DVS 2212 1. Kısım gereği yeterli kalikasyona
sahip uzman kişiler tarafından kullanılabilir!
Makine yalnızca eğitimli ve yetkili kullanıcılar tarafından kullanılabilir!
3.2.1 İşletime alma
Lütfen alın kaynağı makinesini işletime almadan önce işletim kılavuzu ve
güvenlik uyarılarını dikkatlice okuyun!
Isıtıcı, patlama tehlikesi olan ortamlarda kullanılmamalı ve kolay tutuşan
maddelerle temas etmemelidir.
Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya
uzanmayın. Diğer kişileri çalışma alanından uzak tutun.
İşletime almadan önce her seferinde hidrolik güç biriminin yağ seviyesini kontrol
edin; yağ seviyesi ölçme çubuklu (20) yağ doldurma ağzındaki min. maks.
işaretleri arasında olmalıdır, gerekiyorsa HLP 46 hidrolik yağı ekleyin.
Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda
ölçme çubuklu doldurma ve boşaltma ağzından yağ akar.
Tehlike halinde acil kapama şalterine (18) basın. İşletime almadan önce her
seferinde acil kapama şalterinin kilitli olmadığından emin olun!
TÜRKÇE 239
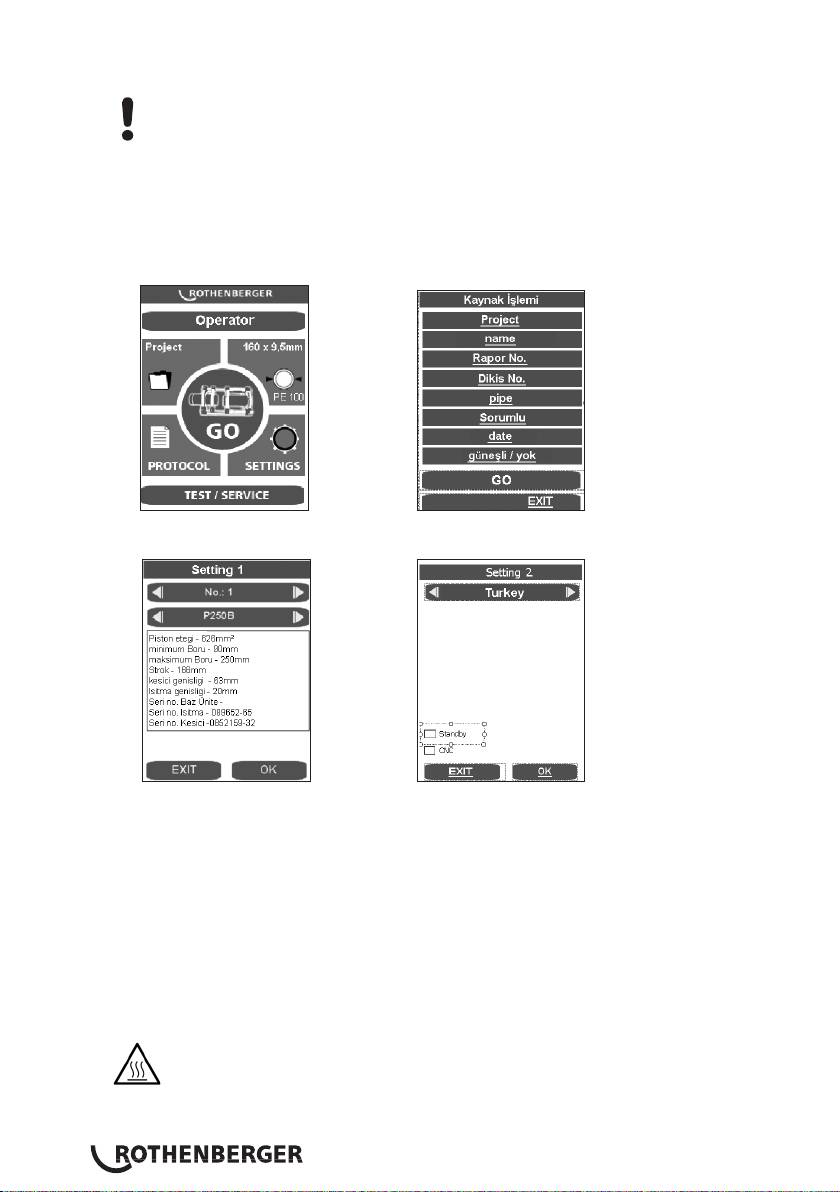
Ana makineye ait hidrolik hortumlarını çabuk bağlantı yardımıyla (14,15) hidrolik güç
birimine bağlayın.
Çabuk bağlantıları kirlenmeye karşı koruyun. Sızdırmaz olmayan bağlantılar derhal
değiştirilmelidir!
Freze mekanizması şini prize (13) ve ısıtıcı şini ısıtıcı prizine (16) takın.
Hidrolik güç birimi şini (17) tanıtım etiketinde belirtildiği gibi elektrik şebekesine bağlayın.
Başlangıç ekranı görünmezse acil kapama şalterinin kilidini çözüm, bir sinyal sesi duyulur
ve ekranda (2) bir nokta yanar.
İlk kez işletime alırken tarih ve saat kontrol edilmelidir. Bunun için GO düğmesine basın.
(değiştirmek için bakınız 3.6) . Menüyü kapamak için EXIT düğmesine basın.
İlk kez işletime alırken dil ayarlanmalıdır, fabrika ayarı olarak Almanca ayarlanmıştır.
Değiştirmek için Settings düğmesine basın ve OK ile Setting 2‘ye geçin.
Yön tuşlarıyla istediğiniz dili seçin ve OK ile onaylayın. Seçilen dil ilk kaynak işleminden
sonra kaydedilir.
Ekranı standby moduna almak mümkündür, hidrolik (6) düğmesiyle kapatıldığında ekran
koruyucu devreye girer.
Hidrolik güç birimini açın (Taste (6) düğmesine basın).
Açıldıktan sonra ısıtıcı ısınır.
Göstergede (9) o anki sıcaklık gösterilir. Göstergede bir nokta yanıyorsa ayarlama
devrededir. Ayarlanan sıcaklığa ulaşıldığında her iki LED de (actual & set) yanar. 10
dakika daha geçtikten sonra ısıtıcı kullanıma hazırdır. Bir sıcaklık ölçme cihazıyla sıcaklığı
kontrol edin.
Isıtıcının sıcaklığını ayarlamak için bakınız 3.5.
Yanma tehlikesi! Isıtıcı 300° C‘ye kadar sıcaklıklara ulaşabilir ve kullanıldıktan
sonra derhal kendi saklama kutusuna geri konmalıdır!
Düğmeye (7) uzun basılarak ısıtıcı kapatılabilir, ekrandaki (9) nokta söner, yeniden
basıldığında ısıtıcı tekrar açılır.
TÜRKÇE240
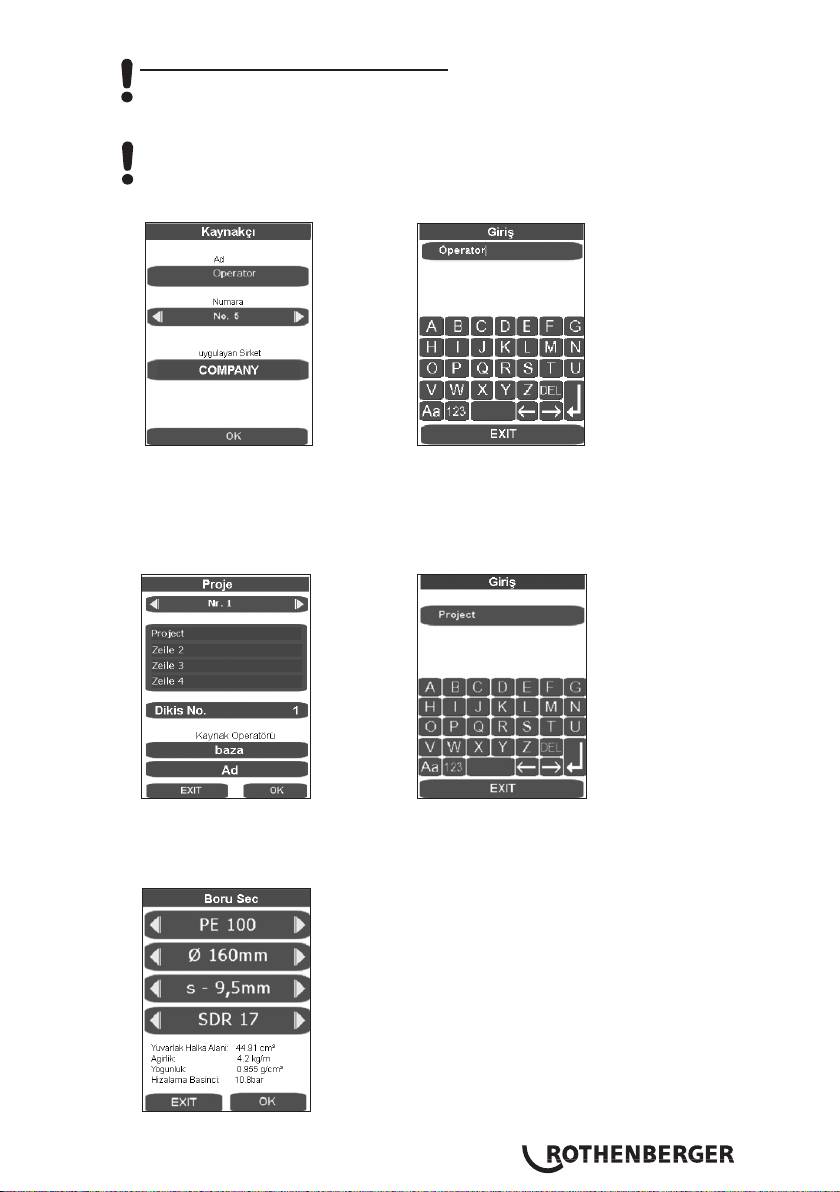
ROWELD P500-630/18-24B Plus hidrolik: Dönüş yönlerini kontrol edin! Makineler
fabrikada sağa dönecek şekilde bağlanmaktadır. Hidrolik güç birimiyle ana makine
açılabilir veya birleştirilebilir, hiçbir hareket olmuyorsa uygun aleti kullanarak şteki faz
değiştiriciyi ayarlayın!
Uyarı: Dönüş yönünün yanlış olması halinde hidroliği ayarlamayın (parçalanma tehlikesi)
„Operatör“ kaynakçı adı girin veya seçin.
Giriş ekranlarıyla kayıtlı kaynakçılar seçilebilir, yeni kaynakçı isimleri girilebilir veya mevcut
kaynakçı isimleri DEL ile silinebilir ve yeniden girilebilir. Tüm giriş ekranları ENTER
veya OK düğmesiyle onaylanır ve kaydedilir, bir sonraki program adımı çağrılır. EXIT
düğmesiyle değişiklikler kaydedilmeden giriş ekranı kapatılır.
Proje oluşturma veya seçme.
Giriş ekranlarıyla kayıtlı projeler seçilebilir, yeni proje isimleri girilebilir. ENTER düğmesiyle
kapanır ve kaydedilir.
Boru seçme.
TÜRKÇE 241
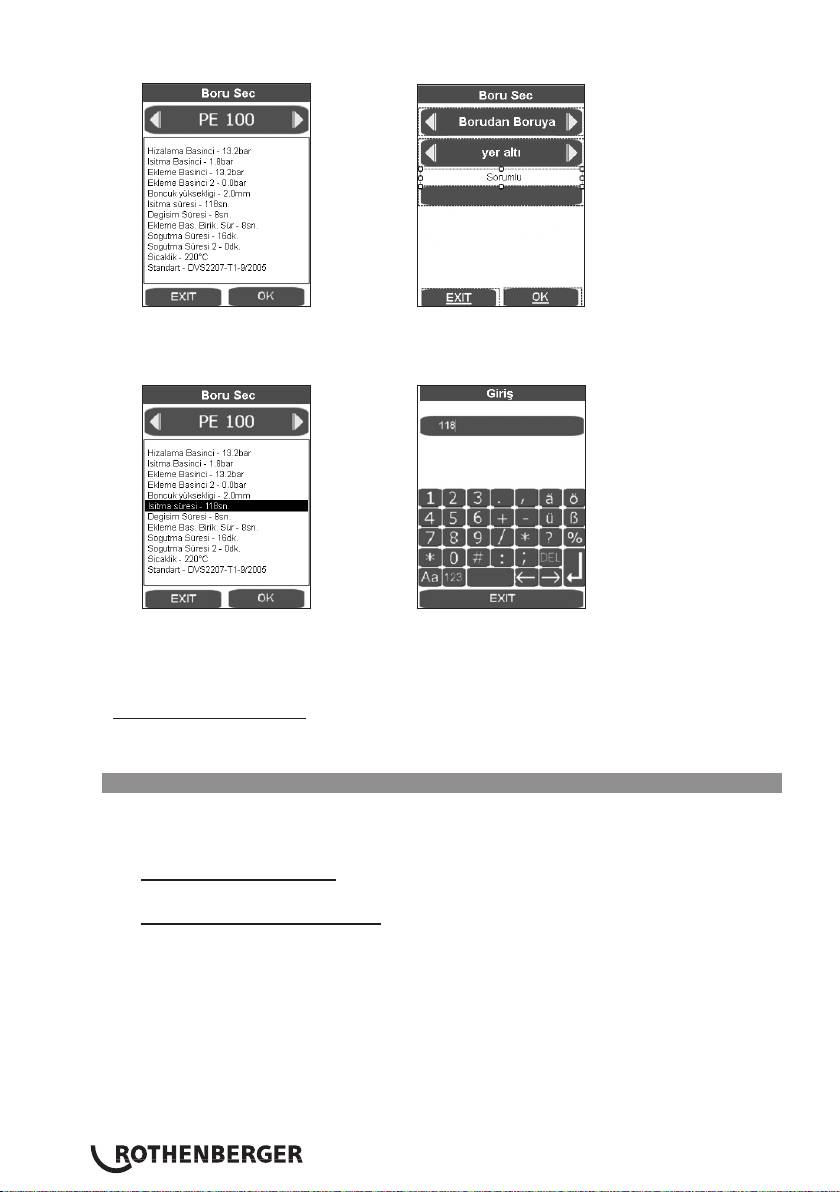
Yön tuşlarıyla istediğiniz boruyu seçin ve OK ile onaylayın.
Boru parametrelerinin bu son genel görünümünde boru verileri DVS yönergesine uygun
olarak gösterilir OK‘e basıldığında kaynak parçaları ve yerleştirme türleri penceresi
gösterilir.
İlgili gösterge alanına basılarak standarttan farklı değişiklikler yapılabilir ve ENTER
ile kaydedilir. Standart başlığında isim değişir, bu isim daha sonra rapor bilgisayarda
yazdırılmadan önce açıklama alanına girilebilir. Boru verileri OK ile onaylandıktan sonra ve
kaydedildikten sonra ana menü ekrana gelir.
P500-630/18-24B Plus‘de: Freze mekanizmasını ve ısıtıcıyı kaldırmak için 53410 (P500/18B)
veya 53323 (P630/24BB-Plus) ürün numaraları kaldırma düzeneğini ya da uygun bir alet
kullanın.
3.2.2 Kaynak hazırlığı için alınacak önlemler
Makinenin kaynak yapılacak aza. çapından daha küçük olan borularda altı köşeli gömme
başlı vidalarla çalışma yapılacak boru çapına ait redüksiyon sıkma parçaları monte
edilmelidir.
ROWELD P250-355/8-12B: her biri 6 adet geniş sıkma yüzeyli ve 2 adet dar sıkma
yüzeyli yarı kovandan oluşur
ROWELD P500-630/18-24B Plus: 450mm çapa kadar her biri 6 adet geniş sıkma yüzeyli
ve 2 adet dar sıkma yüzeyli yarı kovandan, 500mm ve daha büyük çapa kadar 8 adet
geniş sıkma yüzeyli yarı kovandan oluşur,
Burada dar sıkma yüzeyli yarı kovanların alttaki dış ana yaylı elemanlara takılması
gerektiğine dikkat edilmelidir. Yalnızca boru / boru dirseği bağlantısı yapılırken bunlar
soldaki ana yaylı elemanın altına ve üstüne takılır.
Kaynak yapılacak plastik boruları veya boru bağlantı parçalarını sıkıştırma düzeneğine
koyun (2,5m üzerinde uzun borularda makara yatağı kullanılmalıdır) ve üstteki sıkıştırma
aletlerindeki pirinç somunları sıkın. Borulardaki yamukluklar pirinç somunlar sıkılarak veya
gevşetilerek düzeltilebilir.
TÜRKÇE242
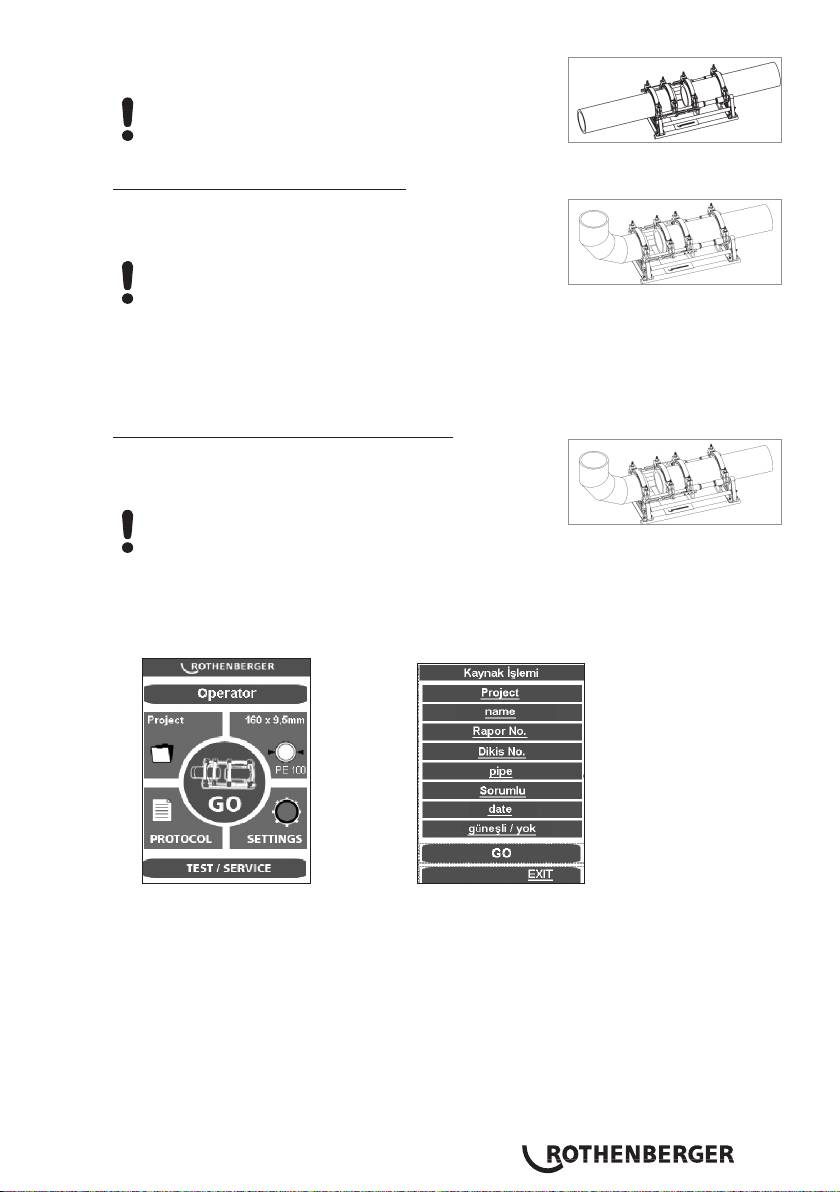
Boru / boru bağlantısında her iki sol yaylı elemandaki ara
parçalarının geçirilmesi gerekir (teslim edildiği hal).
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Borular iki yaylı eleman tarafından tutulur.
Boru / ekleme parçası P250-355/8-12B:
Boru / ekleme parçası bağlantılarında orta yaylı
elemanlardaki ara parçalarının geçirilmiş olması ve ısıtıcı
aspiratörünün sol yaylı elemanlara asılmış olması gerekir.
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Boru üç yaylı elemana yerleştirilir ve ekleme parçası bir yaylı eleman tarafından tutulur.
Burada kaydırılabilir yaylı elemanlar sıkma ve kaynak yapma sırasındaki yer durumlarının
ihtiyacına göre çubuk üzerinde kaydırılabilir.
Bazı ekleme parçalarıyla çalışılırken örn. yatay dirsek, kaynak boynu gibi belirli
konumlarda ısıtıcı aspiratörünü çıkarmak gerekir.
Boru / ekleme parçası P500-630/18-24B Plus:
Boru / ekleme parçası bağlantılarında ara parçalarının
tarafının değiştirilmesi ve orta yaylı elemana geçirilmesi
gerekir.
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Boru üç yaylı elemana yerleştirilir ve ekleme parçası bir yaylı eleman tarafından tutulur.
Burada kaydırılabilir yaylı elemanlar sıkma ve kaynak yapma sırasındaki yer durumlarının
ihtiyacına göre çubuk üzerinde kaydırılabilir.
GO ile kaynak işlemini başlatın.
Bu son genel görünümde ilgili alt öğeye tıklayarak son değişiklikleri yapabilir ve GO ile
onaylayabilirsiniz.
TÜRKÇE 243
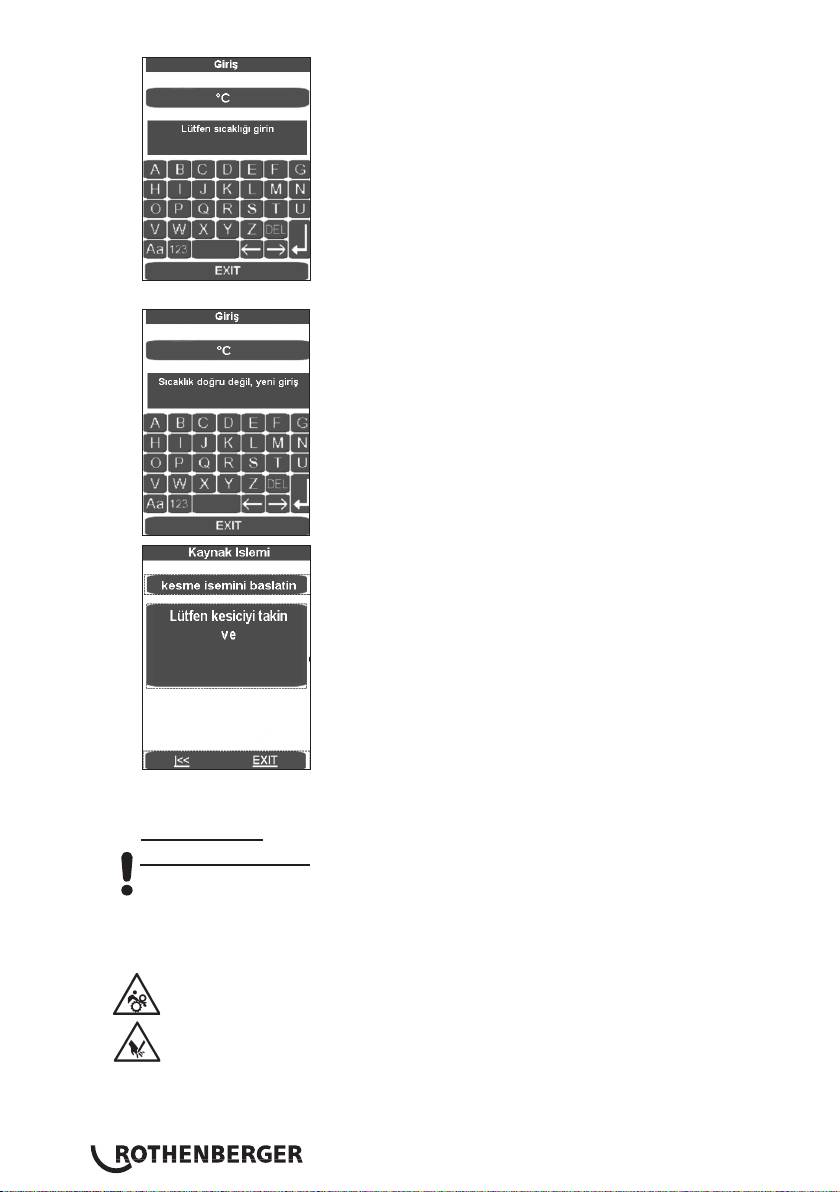
Tuşu girin ve Enter tuşuyla onaylayın. Sıcaklık doğru girilmemişse, şu görünür:
Ok tuşlarıyla makine çalışır, EXIT ile program kaydetmeden ana menüye geçer.
Elektrikli freze mekanizması, kaynak yapılacak parçaların arasına yerleştirilmelidir.
P250-355/8-12B: Freze motorunu çalıştırın ve şalteri kilitleyin.
P500-630/18-24B Plus: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa
dönecek şekilde bağlanmaktadır.
Freze mekanizmasını açın, hidrolik güç birimindeki düğmelere (10) ve (5) basın. Rende
bıçakları kesme yönünde hareket etmelidir, aksi taktirde uygun aleti kullanarak şteki faz
değiştiriciyi ayarlayın.
Yaralanma tehlikesi! Freze mekanizması çalışırken makineyle aranızda güvenli bir
mesafe bırakın ve dönen bıçaklara uzanmayın. Frezeyi yalnızca takılıyken
(çalışma konumu) kullanın ve ardından kendisi için öngörülen saklama kutusuna
geri koyun. Makine dışında kazayla çalışmasını engellemek için freze
mekanizmasının güvenlik şalterinin her zaman çalışır durumda olması gerekir.
Yaylı elemanları birleştirme (düğme 10 + 11‘e basın). Döner düğme ile(4) freze basıncını
ayarlayın. Standart olarak 20bara kadar kullanılabilir, freze basıncı 40bara kadar
artırılabilir, bakınız başlık 3.5.
TÜRKÇE244
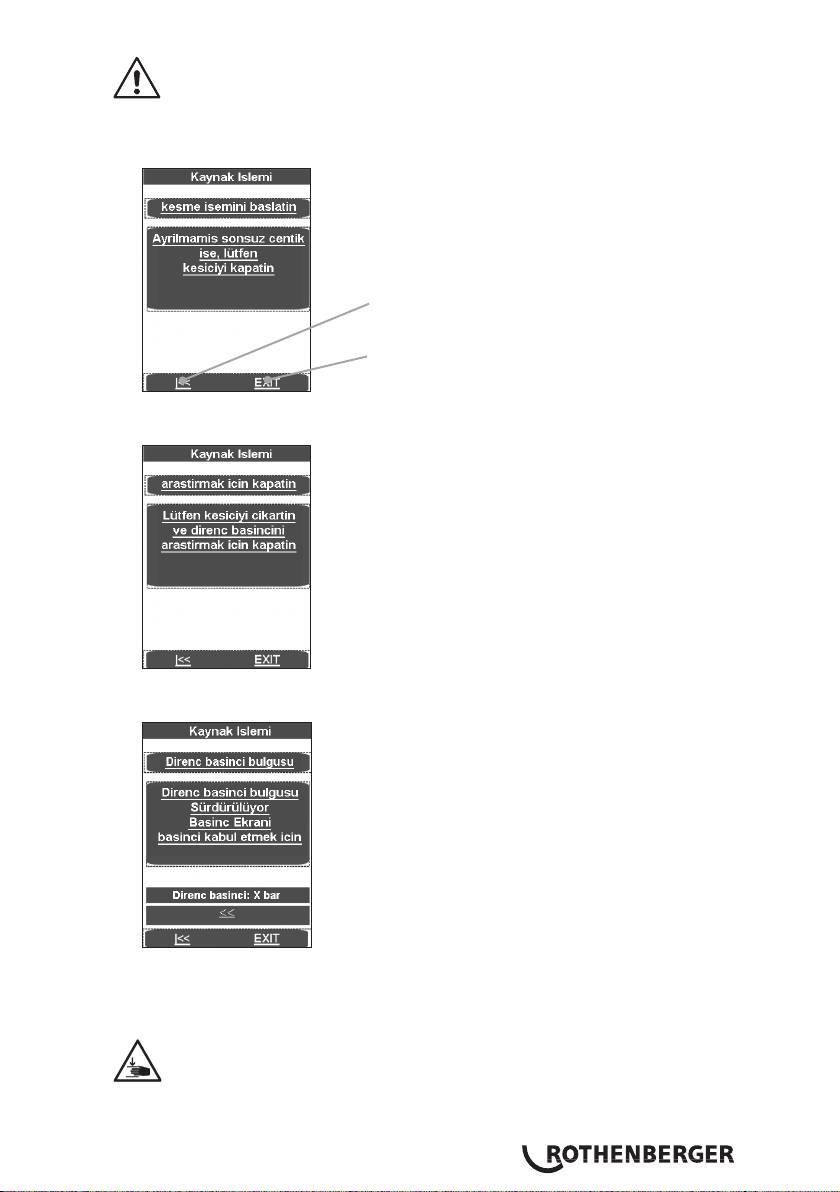
Çok yüksek freze basıncı, freze tahrikinin aşırı ısınmasına ve hasar görmesine
neden olabilir. Freze tahrikine aşırı yüklenilmesi veya durması halinde makineyi
aralayın ve basıncı azaltın (bkz. başlık 3.5).
Frezeden kalınlığı < = 0,2mm olan kesintisiz talaş çıkmaya başlayınca frezeleme
düğmesine (5) basın ve yaylı elemanları aralayın (düğmeler 10 + 8‘e basın).
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
Rende bıçakları durana kadar bekleyin. Freze mekanizmasını ana makineden alın ve
saklama kutusuna koyun.
Düşük basınçla parçaları birleştirin (düğme 10 + 11‘e basın) ve döner düğme (4) ile çekme
basıncını ayarlayın.
Makine düşük hızda hareket ediyorsa ekrana basın. Ölçülen çekme basıncı otomatik
olarak ayarlama, ısıtma ve ekleme basıncıyla toplanır.
Yaylı elemanları birleştirin, boruya uygun basıncı ayarlayın ve parçaların sıkıştırma
aletlerinde yerinde oturup oturmadığını kontrol edin.
Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya
uzanmayın. Diğer kişileri çalışma alanından uzak tutun.
TÜRKÇE 245
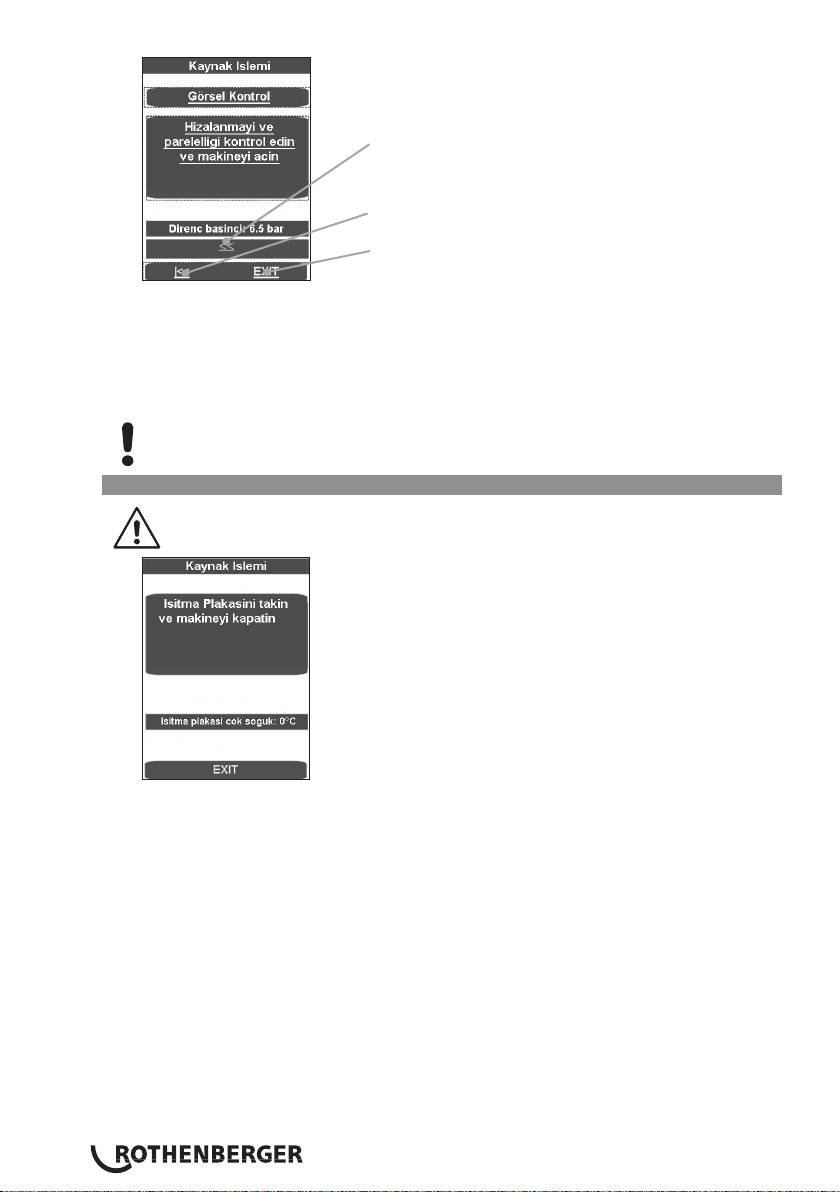
Yön tuşlarına basıldığında program "Direnç basıncı
bulgusu“ menüsüne geri döner
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
Düzlemsel, paralel ve eksenel kaynak yüzeylerinin doğru hizada olup olmadığını kontrol
edin.
Eğer değilse freze işleminin tekrarlanması gerekir. Parçalar arasındaki eksenel kayma
(DVS‘ye göre) duvar kalınlığının %10‘undan fazla ve düzlem yüzeyleri arasındaki aza.
boşluk 0,5mm‘den büyük olamaz. Temiz bir aletle (örn. fırça) borudaki olası mevcut
talaşlar temizlenmelidir.
Lütfen dikkat! Frezelenmiş, kaynak için hazırlanmış yüzeylere ellerle dokunulamaz ve
herhangi bir kirlenme olamaz!
3.2.3 Kaynak işlemi
Sıkışma tehlikesi! Sıkma aletleri ve borular birleştirilirken makineyle aranızda
güvenli bir mesafe koruyun. Asla makineye girmeyin!
Ekranda ısıtma levhasının sıcaklığı gösterilir.
Sıcaklık çok düşük olduğunda gösterge çubuğu mavi, çok yüksek olduğunda kırmızı ve
nominal aralıkta olduğunda yeşil yanar.
Isıtma elemanını parçalar arasında ana makineye yerleştirin ve ısıtma levhasının
yataklarının aspiratörün deliklerinde oturduğundan emin olun.
Makineyi birleştirin, hizalama basıncı otomatik olarak ayarlanır ve basıncı koruyun.
Şimdi tüm kaynak parametreleri kaydedilir, raporlama etkinleştirilir.
Eğer kaynak işlemi EXIT ile iptal edilirse, „Kullanıcı tarafından iptal“ mesajı görünür, basınç
tahliye edilir ve kaynak parametreleri kaydedilir. Mesajı OK ile teyit edin, program ana
menüye geçecektir.
TÜRKÇE246
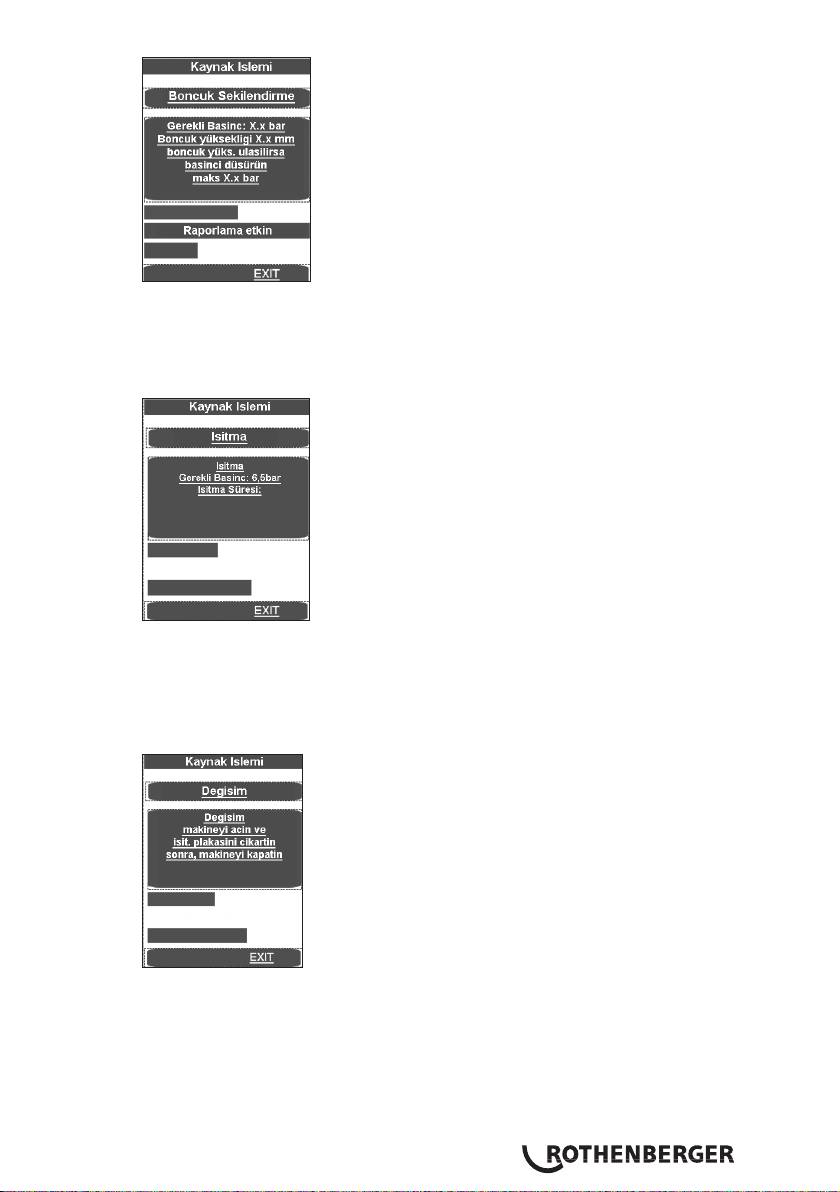
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Gerçek basınç
göstergede (2) gösterilir.
Her iki borunun komple çevresinde gerekli boğum yüksekliğine ulaşılır ulaşılmaz, basıncı
otomatik tuşuyla (1) tahliye edin. Isınma süresi t1 çalışmaya başlar.
Parçalar, ısıtıcıda dengeli ve neredeyse basınçsız bir şekilde duracak şekilde basıncı
ayarlayın.
Isınma süresinin sona ermesinden kısa süre önce bir sinyal duyulur.
Isınma süresinin sona ermesinin ardından parçaları yeniden ayırın, ısıtıcıyı çıkarın ve
parçaların uçlarını birleştirin.
İş parçası uçlarına temas etmeden hemen önce (yakl. 1 cm), tuşları bırakarak çarpışmayı
durdurun ve sonra hemen tekrar basın. Basınç doğrusal olarak uygun ekleme basıncına
yükseltilir.
TÜRKÇE 247
Ekleme basıncına ulaşıldığında program otomatik olarak ekleme işlemine geçer ve timer
t4 başlar.
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Alttaki geçen zamanı
gösterir. Gerçek basınç (2) göstergesinde ve ekleme süresi t4 (9) göstergesinde gösterilir.
Dikkat: Ekleme basıncına ulaşılana kadar onay (10) ve makineyi kapa (11) düğmelerini
basılı tutun, ardından hidrolik kapanır ve düğmeler bırakılabilir.
Basınç izlenir ve otomatik olarak yeniden ayarlanır. Sık sık yeniden pompalama yapılıyorsa
(yüksek basınç kaybı) hidrolik sistemini kontrol ettirin.
Isıtıcıyı saklama kutusuna geri koyun
Soğuma süresi sona erdikten sonra kaynak işlemi sonlandırılır, kaydedilir, bir sinyal
duyulur ve basınç otomatik olarak tahliye edilir.
Kaynak menüsünü OK ile sonlandırın.
Basıncı (3) tuşuyla tamamen tahliye edin.
Kaynak yapılan parçaları gevşetin ve çıkarın.
Ana makineyi ayırın. Makine sonraki kaynak döngüsü için hazırdır.
TÜRKÇE248
Raporların aktarımı:
Raporlar menü öğesinde bu raporlar bir USB bellek takılı olduğunda OK ile kaydedilebilir.
Ardından pencere otomatik olarak kapanır.
Bu protokol dosyası ROTHENBERGER Dataline 2 yazılımı ve bir bilgisayar ile işlenmelidir.
Kaynak parametrelerinin tamamı ekteki kaynak tablolarında bulunabilir.
3.2.4 İşletimden çıkarma
Hidrolik güç birimini (6) düğmesi ile kapatın.
Isıtıcıyı soğumaya bırakın veya değen hiçbir maddenin yanmayacağı şekilde
kaldırın!
Freze mekanizması, ısıtıcı ve hidrolik güç birimi şlerini prizlerden çıkarın ve kabloları
toplayın.
Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda
ölçme çubuklu doldurma ve boşaltma ağzından yağ akar!
Hidrolik hortumlarını çıkarın ve toplayın.
Dikkat! Bağlantıları kirlenmeye karşı koruyun!
3.3 Genel gereklilikler
Hava koşulları ve çevresel etkiler kaynağı büyük ölçüde etkilediğinden DVS yönergesi 2207
kısım 1, 11 ve 15‘te belirtilen kurallara mutlaka uyulmalıdır. Almanya dışında ilgili ulusal
yönetmelikler geçerlidir.
(Kaynak çalışmaları sürekli ve özenle denetlenmelidir!)
3.4 Kaynak parametrelerine dair önemli uyarılar
Sıcaklık, basınç ve süre gibi tüm önemli kaynak parametreleri DVS yönergeleri 2207 kısım 1,
11 ve 15‘te bulunabilir. Almanya dışında ilgili ulusal yönetmelikler geçerlidir.
İletişim: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-posta: media@dvs-hg.de internet: www.dvs-media.info
Münferit durumlarda mutlaka boru üreticisinin malzemeye özel çalışma parametreleri
alınmalıdır.
Ekteki kaynak tablosundaki parametreler ROTHENBERGER rmasının sorumluluk kabul
etmediği kılavuz değerlerdir!
Kaynak tablolarındaki hizalama ve ekleme basıncı değerleri aşağıdaki formüle göre
hesaplanmıştır:
kaynak yüzeyi A [mm²] x kaynak faktörü KF [N/mm²]
Kaynak basıncı P [bar] =
silindir yüzeyi As [cm²] x 10
TÜRKÇE 249
Kaynak faktörü (KF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(ROWELD P 250/8 B toplam silindir yüzeyi 6, 26 cm²‘dir)
(ROWELD P 355/12 B toplam silindir yüzeyi 6, 26 cm²‘dir)
(ROWELD P 500/18 B ve P 630/24 B‘nin toplam silindir yüzeyi 14, 13 cm²‘dir)
(ROWELD P 630/24 B Plus toplam silindir yüzeyi 22, 38 cm²‘dir)
3.5 Parametreleri ayarlama
„Kaynakçı“ yetkisiyle parametreleri ayarlama:
Döner düğmeye (4) üstteki göstergede (2) P001 yanıp sönmeye başlayana kadar uzun
(yakl. 3 san.) basın.
Döner düğme ile(4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin
yeniden ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın,
değer (varsayılan) alt göstergede (9) yanıp söner.
Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan
sonra parametre yeniden üst göstergede (2) yanıp söner.
Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
„Usta“ yetkisiyle parametreleri ayarlama:
Döner düğmeye (4) daha uzun süre (yakl. 6 san.) basın, üstteki göstergede (2) önce P001
parametresi „CodE“ yanıp söner alttaki göstergede (9) çizgi ilk hanede yanıp söner.
Döner düğme (4) ile kodu girin ve kısaca döner düğmeye (4) basın (Kod = 8001 – ilk kez
işletime alırken, P100 parametresiyle kod istenildiği gibi değiştirilebilir).
Döner düğme ile (4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin
yeniden ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın,
değer (varsayılan) alt göstergede (9) yanıp söner.
Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan
sonra parametre yeniden üst göstergede (2) yanıp söner.
Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
Parametre adı Başlık varsayılan Birim min maks Yetki
P001 Bekleme süresi enerji
99 min 0 99 Kaynakçı
tasarrufu fonksiyonu
P002* Güç tasarrufu fonksiyonu etkin 0 0 3 Kaynakçı
P003 Ofset ısıtma levhası sıcaklığı 5 °C -25 25 Kaynakçı
P004 maksimum freze basıncı
20 bar 10 50 Kaynakçı
Pmaks
P005 Nominal basınç 1/10bar Kaynakçı
P006 Nominal sıcaklık 210 °C P103 P104 Kaynakçı
P007 Timer T1 nominal değer 45 san 1 1500 Kaynakçı
P008 Timer T4 Sollwert 6 min 1 99 Kaynakçı
P009 başlangıç freze basıncı Pstart 10 bar 0 P004 Kaynakçı
P101 Yeniden pompalamadan
5 % 1 50 Usta
sapma
P102 Frezeleme sonrası aralama
10 1/10san 0 100 Usta
süresi
P103 Ayar sıcaklığı (asg.) 160 °C 0 300 Usta
P104 Ayar sıcaklığı (aza.) 270 °C 0 300 Usta
P105 Tuş kilidi (Evet/Hayır) 5 san 0 50 Usta
P106 Aralama basıncı 135 bar 10 160 Usta
P107 Sesli ikazı devreye sokmak
50 1/10san 0 200 Usta
için hazırlık süresi
P100 Kod değiştirme 8001 Usta
* P002 - Güç tasarrufu: 0 - yok, 1 – freze çalışırken ısıtma elemanı kapatılır, 2 – hidrolik motoru
çalışırken ısıtma elemanı kapatılır, 3 - t4 çalışırken ısıtma elemanı kapatılır.
TÜRKÇE250

3.6 Tarih ve saat ayarlama
Sol üst köşeye tıklayarak programı kapayın.
Start, Setting ve ardından Control Panel‘ine basın.
Başlat çubuğu gizlenmiştir ve sol alt köşeye tıklanarak çağrılabilir.
Date/Time seçeneğine tıklayın
TÜRKÇE 251
Date/Time çubuğunu tutup sürükleyerek giriş ekranını açın. Uygun zaman dilimini seçin
veya Current Time saatini girin.
Dikkat! AM / PM farkına dikkat edin! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
„Apply“ ve „OK“ ile onaylayın. X ile Kontrol Panelini kapayın.
„Start“ ve „Run“ düğmelerine basın.
TÜRKÇE252
Ekrana gelen klavye ile reboot yazın ve „OK“ düğmesine basarak bilgisayarı baştan
başlatın.
3.7 Makine yapılandırmalarını oluşturma-seçme
Makine yapılandırmaları seçmek veya oluşturmak için SETTINGS düğmesine basın.
Yön tuşlarıyla istenen makine yapılandırması seçilebilir.
Bir yapılandırma oluşturmak için sağ yön tuşuyla sonraki numarayı örn. No. 2‘yi başlatın.
İlgili gösterge alanına basıldığında giriş ekranı gösterilir. Veriler DEL ile silinebilir ve yenileri
girilebilir, bu veriler daha sonra rapora aktarılır.
TÜRKÇE 253
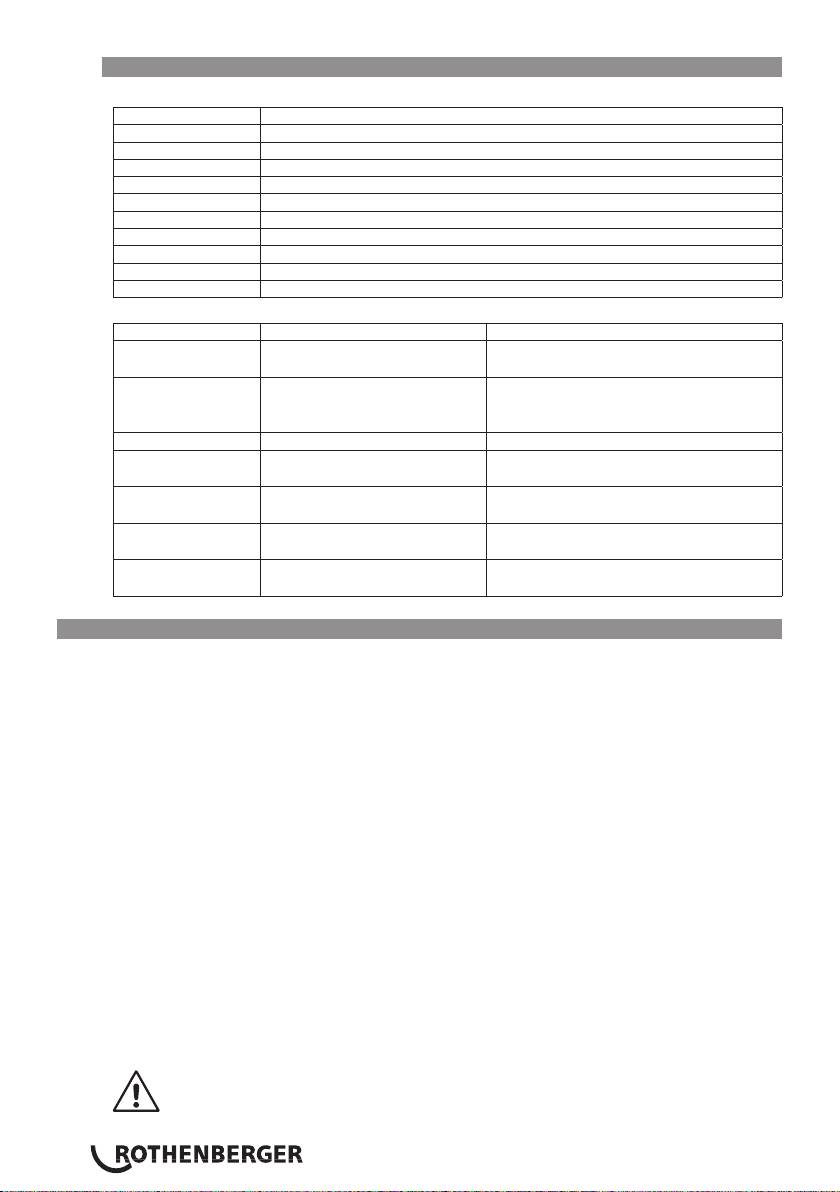
3.8 Hata mesajları
Dokunmatik PC ve rapor:
Hata mesajı Adı
Code 1 Hizalama basıncı çok büyük
Code 2 Hizalama basıncı çok küçük
Code 4 Isınma basıncı çok büyük
Code 64 Değiştirme süresi çok uzun
Code 128 Basınç oluşturma süresi çok uzun
Code 256 Ekleme basıncı çok büyük
Code 512 Ekleme basıncı çok küçük
Code 2048 Isıtıcı çok soğuk
Code 4096 Kullanıcı tarafından iptal edildi
Code 131072 Isıtıcı çok sıcak
Kumanda:
Hata mesajı Adı Arıza giderme
SER Servis tarihi geldi, servis
Servis yaptırın
zamanı geldi
ERR1 Mutlak basınca ulaşılmıyor Yağ durumunu kontrol edin, basınç
sensörünü kontrol edin, valer arızalı,
motor arızalı
PE-2 Basınç sensörü 24V arızalı Basınç sensörünü değiştirin
ERR5 Yağ sıcaklığı 70°C – Dur! Yağ sıcaklığı 50°C altına düşene
kadar bekleyin
HE-1 Isıtıcı bağlı değil, algılama
Algılama aygıtını değiştirin
aygıtı arızalı
HE-0 Isıtıcı çok sıcak Sıcaklığı yeniden ölçün, ayarı kontrol
edin, algılama aygıtını değiştirin
HE-2 Isıtıcı çok soğuk Sıcaklığı yeniden ölçün, ayarı kontrol
edin, algılama aygıtını değiştirin
4 Bakım ve onarım
Makinenin çalışır halde kalması için aşağıdaki hususlara dikkat edilmelidir:
• Kılavuz çubuklar temiz tutulmalıdır. Yüzeyde hasar oluşması halinde basınç kaybına
neden olabileceğinden kılavuz çubuklar değiştirilmelidir.
• Sorunsuz kaynak sonuçları elde etmek için ısıtıcıyı temiz tutmak gereklidir. Yüzeyinde
hasarlar oluşması halinde ısıtıcının yeniden kaplanması veya değiştirilmesi gerekir. Isıtma
yüzeyindeki metal artıkları yapışmaz özelliğini bozar ve tüy bırakmayan bir kağıt ve ispirto
ile (sadece ısıtıcı sıcakken!) temizlenmelidir.
• Hidrolik yağı (HLP – 46, ürün no.: 53649) her 12 ayda bir değiştirilmelidir.
• Fonksiyon arızalarının önüne geçmek için düzenli olarak hidrolik güç biriminin
sızdırmazlığı, vidalarının doğru şekilde yerinde oturup oturmadığı ve elektrik kablosunda
sorun olup olmadığı kontrol edilmelidir.
• Hidrolik güç birimi ve hortum paketindeki hidrolik çabuk bağlantıları kire karşı
korunmalıdır. Kirlenmeleri halinde bunların bağlanmadan önce temizlenmesi gerekir.
• Freze mekanizması çift tarafı keskin bıçaklarla donatılmıştır. Kesme veriminin düşmesi
halinde bıçaklar bileylenebilir veya yenileriyle değiştirilebilir.
• Her zaman çalışılacak boru veya parçaların uçlarının özellikle de alın yüzeylerinin temiz
olmasına dikkat edilmelidir, aksi halde bıçakların ömrü azalır.
DVS 2208 gereği kaynak makinesi, yılda bir kez üreticisi veya onun yetkilendirdiği
bir servis istasyonu tarafından kontrol edilmelidir. Ortalamanın üstünde bir yükle
çalışan makinelerde bu kontrol süresi kısaltılmalıdır.
TÜRKÇE254

4.1 Makinelerin ve aletlerin bakımı
(başlık 4‘teki bakım kurallarına uyun!)
Keskin ve temiz aletler daha iyi çalışma sonuçları sağlar ve daha güvenlidir.
Körelmiş, kırık veya kayıp parçalar gecikmeden değiştirilmelidir. Aksesuarın güvenli bir şekilde
makineye bağlanmış olup olmadığı kontrol edilmelidir.
Bakım çalışmalarında yalnızca orijinal yedek parçaları kullanın. Onarımlar yalnızca uzman
kaliye personel tarafından yapılabilir.
Kullanılmayacağı zamanlarda, bakım ve onarım çalışmalarından önce ve aksesuarların
değiştirilmesinden önce makineler şebekeden ayrılmalıdır.
Elektrik şebekesine yeniden bağlamadan önce makine ve aksesuar aletin kapalı olduğundan
emin olunmalıdır.
Uzatma kabloları kullanılması halinde bunların güvenli ve işlevsel olup olmadığı kontrol
edilmelidir. Sadece dışarıda kullanım için izin verilen kablolar kullanılmalıdır.
Özellikle de plastik olanlar olmak üzere alet ve makinelerin muhafaza veya tutamaklarında
çatlak veya bükülme varsa kullanılmamalıdır.
Bu gibi çatlaklardaki kir ve nem elektriği iletir. Alet veya makinede bir yalıtım hasarı ortaya
çıkarsa bu durum elektrik çarpmasına neden olabilir.
Not: Ayrıca kazaların önlenmesine yönelik hükümlere işaret etmek isteriz.
5 Aksam
Uygun aksamlarla ilgili bilgiler ve sipariş formu için bkz. Sayfa 361 den itibaren.
6 Atıklar İçin
Makine terkibinde, atık değerlendirme yerlerine teslim edebileceğiniz değerli maddeler
bulunmaktadır. Bulunduğunuz yerde de yetkili atık değerlendirme işletmeleri olabilir. Yeniden
değerlendirilemeyecek atıkların (örn. elektronik çöp) çevre temizliğine uygun şekilde
toplanmasıyla ilgili sorularınızı yerel atık toplama dairesine yöneltebilirsiniz.
Sadece AB ülkeleri için:
Elektronik aletleri ev çöpüne atmayınız! 2012/19/EG numaralı Elektro ve Elektronik
Eski Cihazlar AB Yönetmeliği ve bunun üye ülkelerin hukukuna uyarlaması gereğince
artık kullanılamayacak durumda olan elektro cihaz ve aletlerin ev çöpünden ayrı olarak
toplanması ve çevreye zarar vermeyecek bir şekilde geri dönüşüme verilmesi
gerekmektedir.
TÜRKÇE 255
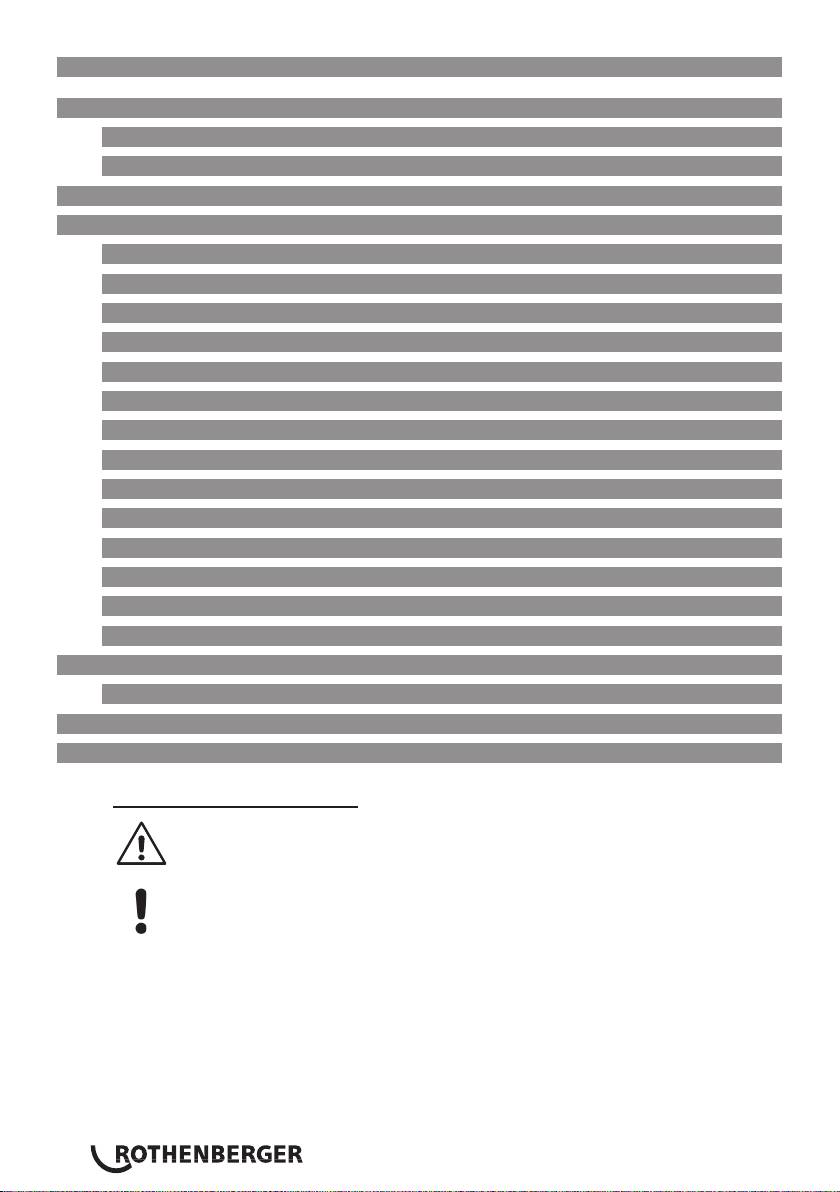
Tartalom Oldal
1 Útmutatások a biztonsághoz 257
1.1 Rendeltetésszerű használat 257
1.2 Általános biztonsági utasítások 257
2 Műszaki adatok, lásd a füzetet „műszaki adatok”
3 A készülék működése 259
3.1 A készülék leírása 259
3.1.1 Alapgép (A ábra) 259
3.1.2 Hidraulikus aggregátor (B ábra) 259
3.2 Használati utasítás 260
3.2.1 Üzembevétel 260
3.2.2 Intézkedések a hegesztés előkészítéséhez 263
3.2.3 Hegesztés 267
3.2.4 Kikapcsolás 270
3.3 Általános követelmények 270
3.4 Fontos tanácsok a hegesztési paraméterekhez 270
3.5 Paraméter beállítás 271
3.6 Dátum és idő beállítása 272
3.7 Gép konguráció létrehozása, kiválasztása 274
3.8 Hibaüzenetek 275
4 Gondozás és karbantartás 275
4.1 Gép- és szerszám-karbantartás 276
5 Tartozékok 276
6 Ártalmatlanítás 276
Az anyagban használt jelölések:
Balesetveszély!
Ez a jel a személyi sérülésektől óv.
Figyelem!
Ez a jel anyagi- vagy környezeti károktól óv.
Felhívás cselekvésre
MAGYAR256
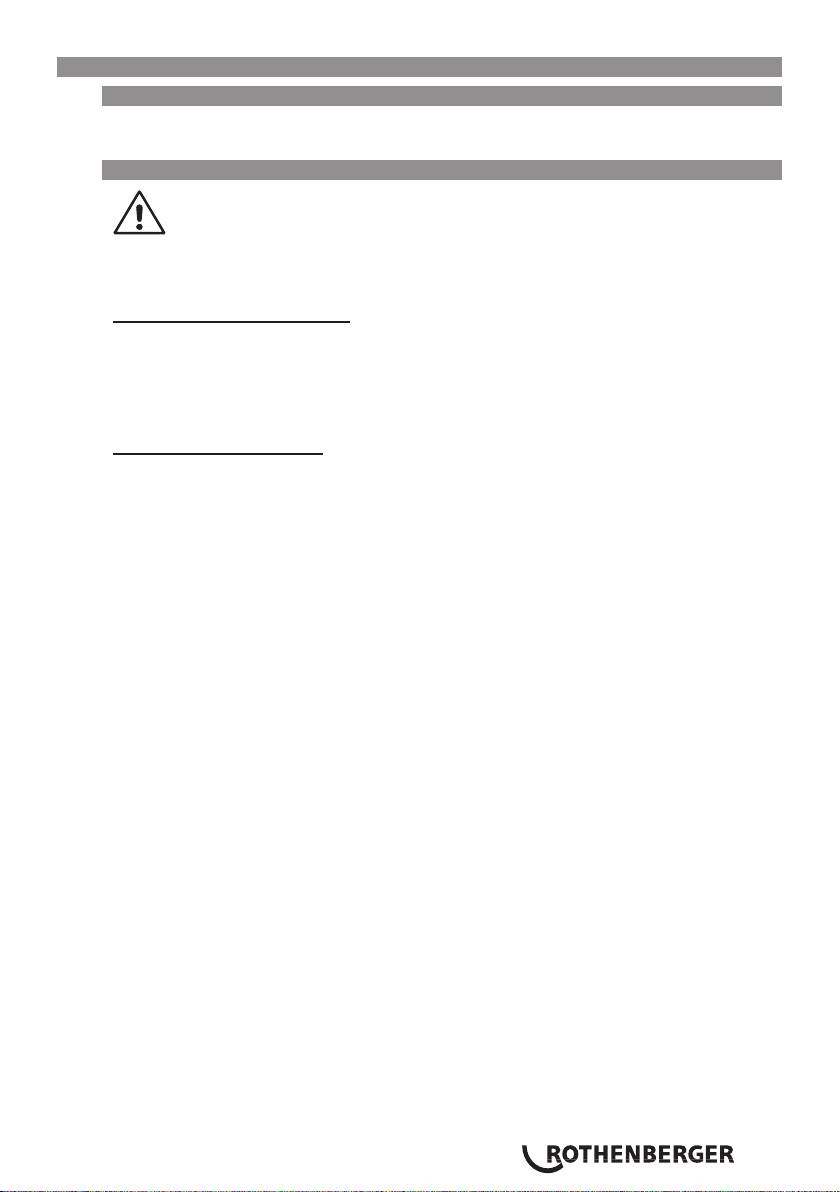
1 Útmutatások a biztonsághoz
1.1 Rendeltetésszerű használat
A ROWELD P250-630/8-24B Plus Premium csak a PE, PP és PVDF csövek hegesztéséhez
használható a műszaki adatoknak megfelelően.
1.2 Általános biztonsági utasítások
FIGYELEM! Az elektromos szerszámok használata során az elektromos áramütés,
baleset- és tűzveszély megelőzése érdekében be kell tartani a következő alapvető
fontosságú biztonsági utasításokat.
Az elektromos szerszám használata előtt olvassa el az összes utasítást, és őrizze
azokat meg egy biztonságos helyen.
Karbantartás és állagmegóvás:
1 Rendszeres tisztítás, karbantartás és kenés. Minden állítás, állagmegóvó vagy
karbantartó művelet előtt húzza ki az elektromos csatlakozót.
2 A készüléket csak képzett szakemberrel javíttassa, és csak eredeti alkatrészeket
használjon. A készülék (javítás utáni) biztonságos működése csak így biztosítható.
Biztonságos munkavégzés:
1 Tartson rendet a munkahelyen. A rendetlen munkahely balesetet okozhat.
2 Vegye gyelembe a környezetet is (annak befolyásoló hatását). Ne tegye ki az
elektromos szerszámot esőnek. Az elektromos szerszámot ne használja nedves vagy
nyirkos környezetben. Biztosítson megfelelő megvilágítást a munkaterületen. Ne
használjon elektromos szerszámot tűz- és robbanásveszélyes helyeken.
3 Védje magát az elektromos áramütés ellen. Kerülje, hogy valamely testrésze földelt
tárggyal (pl. csövekkel, radiátorral, elektromos sütővel, hűtőszekrénnyel) érintkezzen.
4 Tartsa távol a bámészkodókat (többi személyt). Ne engedje, hogy más személy,
különösképpen gyermek az elektromos szerszám közelében tartózkodjon vagy megérintse
annak kábelét. Tartsa őket távol a munkavégzés helyétől.
5 A nem használt elektromos szerszámokat biztonságos helyen tárolja. A nem használt
elektromos szerszámokat száraz, magas (nehezen elérhető) vagy zárt helyen tárolja, ott,
ahol azokhoz a gyerekek nem férhetnek hozzá.
6 Az elektromos szerszámokat ne terhelje túl. A megadott teljesítménytartományban a
szerszámok jobban és biztonságosabban működnek.
7 A feladathoz megfelelő elektromos szerszámot használja. Ne használjon gyenge
teljesítményű gépet nehéz (nagy teljesítményt igénylő) feladatokhoz. Ne használja az
elektromos szerszámot olyan célra, amelyre azt nem tervezték. Ne használjon pl. kézi
körfűrészt fatörzsek vagy fahasábok fűrészeléséhez.
8 A munkavégzéshez megfelelő öltözetet viseljen. Na hordjon olyan ruhát vagy
ékszert, amelyet a mozgó alkatrészek elkaphatnak. Ha szabadban végez munkát, akkor
csúszásgátló lábbeli használata javasolt. Ha a haja hosszú, akkor használjon hajhálót.
9 Használjon védőfelszerelést. Használjon munkavédelmi védőszemüveget. Poros,
pornak kitett munkahelyen használjon védőmaszkot.
10 Csatlakoztassa a porszívó(eszköz)t. Ha a szerszámon van porszívó-csatlakozás
vagy felfogórendszer, akkor győződjön meg ezek megfelelő csatlakoztatásáról, ill.
használatáról.
MAGYAR 257

11 A kábelt csak rendeltetésszerűen, azzal ellentétesen ne használja. A csatlakozódugót
az aljzatból ne a kábelt húzva húzza ki. Védje a kábelt a hőtől, az olajtól és az éles élektől.
12 Rögzítse a munkadarabot. Használjon pillanatszorítót vagy más rögzítőeszközt/satut a
munkadarab le- vagy befogására. Ezek az eszközök biztosabban tartják a munkadarabot,
mintha azt a kezében tartaná.
13 Kerülje a természetellenes testtartást. Vegyen fel biztos tartást és folyamatosan őrizze
meg az egyensúlyát.
14 A szerszámot gondosan ápolja. A vágószerszámokat tartsa élesen és tisztán, hogy
velük jobban és biztonságosabban dolgozhasson. Kövesse a kenési és a szerszámcsere
utasításokat. Rendszeresen ellenőrizze az elektromos szerszám vezetékét; ha a vezeték
megsérült, akkor azt cseréltesse le képzett villanyszerelővel. Rendszeresen ellenőrizze a
hosszabbító vezetéket; ha az sérül cserélje le. Tartsa a fogantyúkat szárazon, tisztán, zsír-
és olajmentesen.
15 A csatlakozódugót húzza ki az aljzatból. Ha nem használja az elektromos szerszámot,
ill. a karbantartása és a szerszámcsere - pl. fűrészlap, fúrófej, marófej - előtt.
16 A szerszámkulcsot vegye le a szerszámról. A bekapcsolás előtt a kulcsot, és az
állítószerszámot vegye le.
17 Kerülje a véletlen (akaratlan) bekapcsolást. Győződjön meg arról, hogy a kapcsolót a
csatlakozódugó aljzathoz való csatlakoztatása előtt kikapcsolta.
18 Kültéri használatra való hosszabbítókábelt használjon. A szabadban csak erre
engedélyezett és megfelelően megjelölt hosszabbítókábelt használjon.
19 Legyen óvatos/gyelmes. Figyeljen arra, amit csinál. A munkát megfontoltan végezze.
Ne használja az elektromos szerszámot, ha fáradt, gyelme nem elég koncentrált.
20 Ellenőrizze az elektromos szerszámot potenciális sérülésekre. Az elektromos
szerszám használata előtt a védőeszközöket és az alkatrészeket ellenőrizni kell -
akadálymentes, a rendeltetésüknek megfelelő működésre. Ellenőrizze, hogy a mozgó
alkatrészek akadálymentesen működjenek, ne szoruljanak, és az alkatrészek ne legyenek
sérültek. Egyes alkatrészeket megfelelően fel kell szerelni ahhoz, hogy minden elvárást
(követelményt) teljesítsenek, és biztosítsák az elektromos szerszám problémamentes
használatát.
A sérült védelmeket és alkatrészeket hivatalos szakszervizben meg kell javíttatni vagy le
kell cseréltetni, kivéve, ha ezt a használati útmutató másképp deniálja. A sérült kapcsolót
műhelyben kell lecseréltetni.
Ne használjon olyan elektromos szerszámot, amelyet a kapcsolójával nem lehet be- vagy
kikapcsolni.
21 Figyelem! Más (gyártó által gyártott) szerszám vagy tartozék használata
balesetveszélyes lehet.
22 Az elektromos szerszámot csak képzett villanyszerelővel javítassa. Ez az elektromos
szerszám megfelel a vonatkozó biztonsági előírásoknak. Javítását csak képzett
villanyszerelő végezheti, a javításhoz csak eredeti cserealkatrészeket szabad használni,
különben a szerszám használója balesetet szenvedhet.
2 Műszaki adatok, lásd a füzetet „műszaki adatok”
MAGYAR258
3 A készülék működése
3.1 A készülék leírása
A ROWELD P250-630/8-24B Plus Premium kompakt, szállítható hevítőelemes
tompahegesztőgép, a hegesztési paramétereknek a DVS (Német Hegesztéstechnikai
Szövetség) irányelve szerint történő tárolását végző jegyzőkönyvező modullal, jegyzőkönyv
átvitele USB porton keresztül, speciálisan építkezéseken - ott is különösen a csővezetékek
árkaiban - történő használatra készült
. Termeszetesen a gepek műhelyben tortenő
felhasznalasa is lehetseges.
A „ROWELD“ típusú hegesztőgépek sokoldalúsága által minden felhasználási területen
a következő hegesztési kötések hozhatók létre biztosan a PE, PP és PVDF csövekkel,
amelyeknek a külső átmérője 90 – 630 mm/ 5-24” között található:
I. Cső - Cső
II. Cső - csőkönyök
III. Cső - T - idom
IV. Cső - előhegesztő bilincs
A gépek lényegében a következőkből állnak:
Alapgép, redukciós betétek, Jegyzőkönyvező modulos hidraulikus tápegység,
maróberendezés, fűtőelem, beállító láda
Előhegesztő bilincsek hegesztésekor a tartozékként kapható négypofás feszítő-befogótárcsa
alkalmazható.
ROWELD P250/8B: Max. a gép átmérőjével megegyező kis keresztmetszetű csőívek
hegesztésénél a tartozékként beszerezhető ferde feszítőszerszámot kell használni.
ROWELD P500-630/18-24B Plus: A maró és a fűtőelem be- és kiemeléséhez a tartozékként
kapható elektromos kiemelő berendezés alkalmazható.
3.1.1 Alapgép (A ábra)
1 Mozgatható feszítőelemek 3 Távolságtartó elem rögzítő bevágással
2 Eltolható feszítőelem 4 Fűtőelem lehúzó szerkezet
3.1.2 Hidraulikus aggregátor (B ábra)
1 Automata gomb 12 Időzítő gomb
2 Nyomás kijelző 13 Csővégmaró berendezés csatlakozóaljzat
3 Nyomás leeresztése gomb 14 Gyorscsatlakozó hüvely
4 Forgógómb 15 Gyorscsatlakozó dugasz
5 Marás gomb 16 Hevítőelem csatlakozóberendezés
6 Bekapcsoló gomb 17 Hálózati csatlakozó
7 Fűtés gomb 18 Vészkikapcsolás
8 Gép széthúzása 19 Érintő PC
9 Hőmérséklet és idő kijelzése 20 Olajtöltőcsonk nívópálcával
10 Engedélyező gomb 21 USB csatlakozó
11 Gép összehúzása
A hidraulikus aggregátor lehetővé teszi a hegesztő készülék következő jelekkel megjelölt
használatát:
Hidraulikus tápegység be- és kikapcsolása
A „Fűtés” gomb megnyomásával kapcsolja be a hevítőelemet.
A hevítőelemre a kívánt hőmérséklet beállításához nyomja meg
a „Fűtés” gombot és forgassa el a forgatható gombot, az érték
a hőmérséklet kijelzőn jelenik meg, majd újra visszaáll az aktuális érték
kijelzése.
MAGYAR 259
Állítsa be a forgógombbal a nyomást a maráshoz, hozzáillesztéshez,
leolvasztáshoz és a zömítéshez, az értéket a nyomás kijelző mutatja.
A beállítás után 3 másodperccel visszaáll az aktuális érték kijelzése. A
forgógomb megnyomásával a szervizparaméterek megjeleníthetők és
beállíthatók.
A befogópofák összecsukásához nyomja meg az engedélyező és a gép
„összehúzása” gombokat
Nyomás leeresztése gomb
A befogópofák kinyitásához az engedélyezés és a gép „széthúzása” gombot kell
megnyomni
A csővégmaró berendezés csatlakozóaljzat bekapcsolásához az engedélyezés és
a marás gombot kell megnyomni, a nyomás beállítása automatikusan 10 bar lesz,
ez a forgógombbal 20 bar-ig megnövelhető. (Speciális alkalmazási esetben,
például domboldalon, a P004 megváltoztatásával beállítható akár 50 bar is.)
Az időzítőt a gomb egyszeri megnyomásával lehet aktiválni. A gomb
megnyomásával és a forgatógomb forgatásával a t1 időt másodpercek-
ben lehet beállítani. Ha a gombot hosszabb ideig nyomva tartja, átvált
a t4-re. A gomb megnyomásával és a forgatógomb forgatásával a t4
időt pecekben lehet beállítani. Az időzítő gomb rövid megnyomására,
ha a t1 vagy a t2 időzítő kijelző világít, az időzítő manuálisan elindul.
Az Automatikus gomb megnyomására a beállított nyomást a melegítés (t1 időzítő
aktív) és a kapcsolódó eljárás (t4 időzítő aktív) során a rendszer felügyeli és adott
esetben után állítja.
Engedélyezés gomb a szervizparaméterek megerősítéséhez
3.2 Használati utasítás
A hegesztő készüléket csak az erre jogosult és megfelelően kiképzett szakember
kezelheti a DVS 2212 1. résznek megfelelően!
A gépet csak a kiképzett és feljogosított kezelő használhatja!
3.2.1 Üzembevétel
A tompahegesztőgép használatba vétele előtt gyelmesen olvassa el a használati
utasítást!
A fűtőelemet ne használja robbanásveszélyes környezetben és ügyeljen arra,
hogy ne érintkezzen gyúlékony anyaggal.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
Minden üzem behelyezés előtt ellenőrizze a hidraulikus egységben az olajszintet,
az előírt olajszint az olajszint az olajtöltő (20) szerkezeten a min. max. jelölésénél
legyen, szükség esetén töltse fel HLP 46 hidraulika olajjal.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj az olajtöltő szerkezeten.
Veszély esetén nyomja meg a vészkikapcsolót (18). Minden üzembe vétel előtt
ellenőrizni kell, hogy a vészkikapcsoló ne legyen beakadva!
MAGYAR260
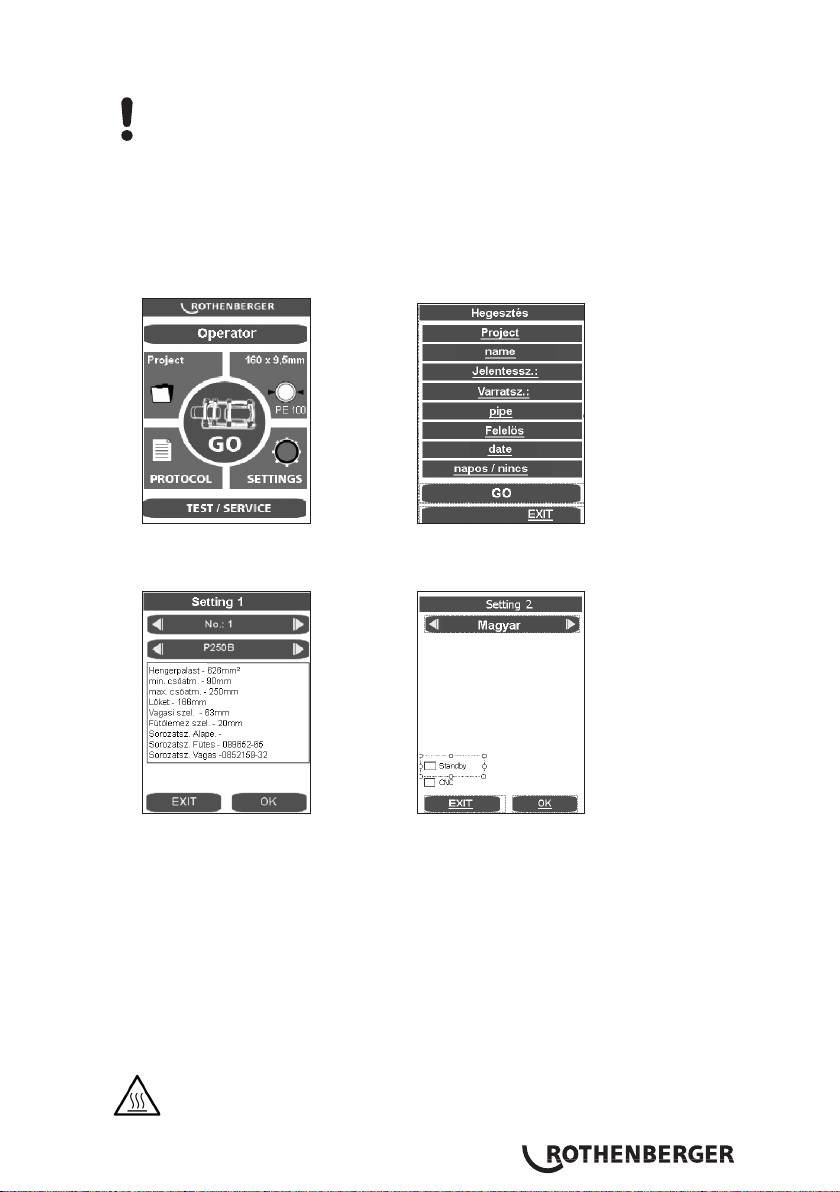
A gépalap két hidraulika tömlőjét gyorscsatlakozó segítségével (14,15) kösse rá
a hidraulikus tápegységre.
Ügyeljen arra, hogy a gyorskuplung ne legyen szennyezett. A tömítetlen
kuplungokat haladéktalanul ki kell cserélni!
Csatlakoztassa a csővégmaró berendezés hálózati csatlakozót az aljzatba (13),
a hevítőelem csatlakozót pedig a csatlakozóberendezésre (16).
Csatlakoztassa a hidraulikus tápegység hálózati csatlakozót (17) a típustáblán
szereplőknek megfelelő áramellátásra. Ha a kezdőképernyő nem jelenik meg, reteszelje ki
a vészkikapcsolót, ekkor egy jelzőhang hallható és a (2) kijelzőn egy pont világít.
Első üzembe helyezéskor ellenőrizze a dátumot és az időt. Ehhez a GO gombot nyomja
meg. (A változtatást lásd a 3.6 pontban) . A menüből az EXIT-tel léphet ki.
Első üzembe helyezéskor állítsa be a nyelvet, ennek gyári beállítása német.
A változtatáshoz a Settings megnyomása után az OK gombbal lépjen a Settings 2
menüpontba.
Válassza ki a nyíl gombokkal a megfelelő nyelvet, majd erősítse meg OK-val.
A kiválasztott nyelv majd az első hegesztő művelet után fog tárolódni.
A képernyőt lehet készenléti módba kapcsolni, a képernyővédő a hidraulikának a (6)
gombbal történő kikapcsolása után kapcsol be.
Kapcsolja be a hidraulikus tápegységet ((6) megnyomása).
A hevítőelem bekapcsolás után melegedni kezd.
A kijelző (9) az aktuális hőmérséklet mutatja. A szabályozás akkor aktív, ha a kijelzőn
egy pont világít. A beállított hőmérséklet elérése után mindkét LED (aktuális és beállított)
világítani fog. További tíz perc múlva a hevítőelem üzemkész. Hőmérőkészülékkel
ellenőrizze le a hőmérsékletet.
A hevítőelem hőmérséklet beállítását lásd a 3.5 pontban.
Égésveszély ! A fűtőelem 300° C-os hőmérsékletet érhet el és a használat után
az erre a célra előirányzott beállító ládába kell visszahelyezni!
MAGYAR 261
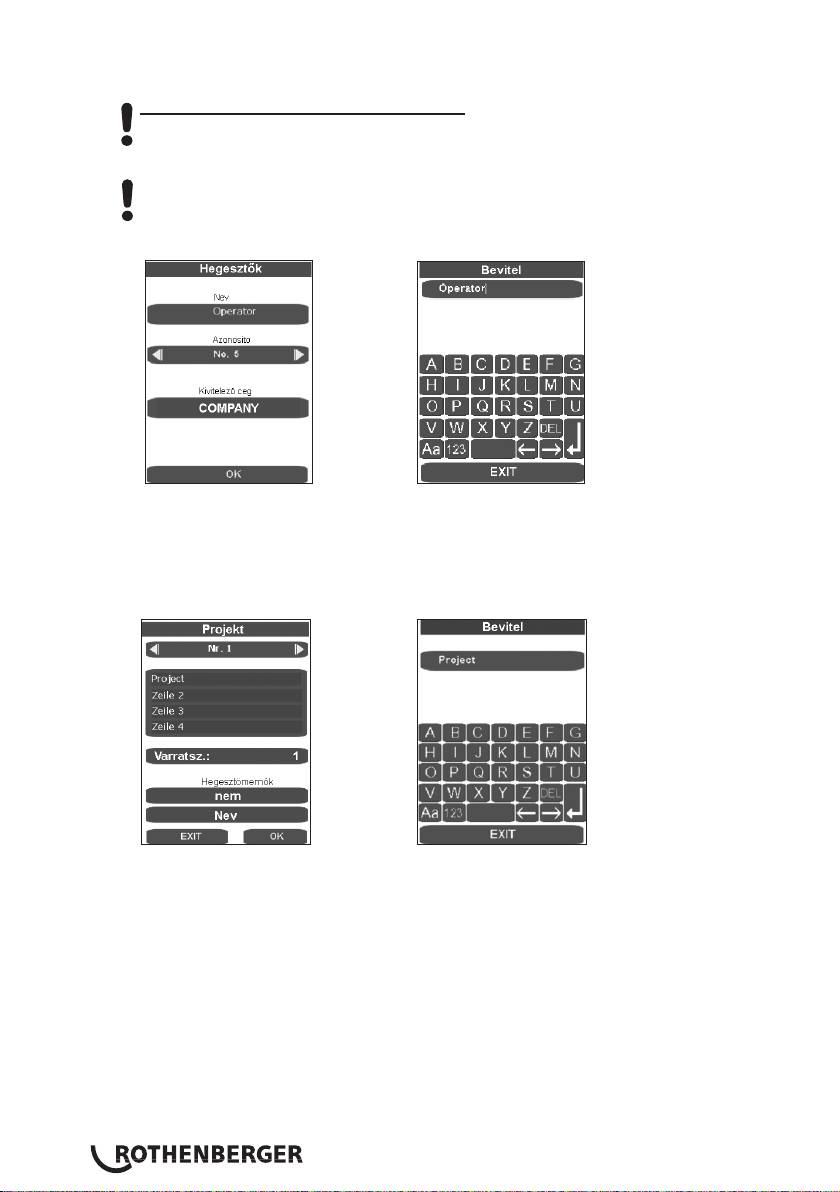
A (7) gomb hosszú megnyomásával lehet a fűtést kikapcsolni, ekkor a (9) kijelzőn a pont
kialszik, majd újbóli megnyomásra a fűtés ismét bekapcsol.
ROWELD P500-630/18-24B Plus hidraulika: Ellenőrizze a forgásirányt! A gépek
bekötése gyárilag jobb forgásirányban történik. Mozgassa össze vagy szét a gépalapot
a hidraulikus tápegységgel, majd amikor már nincs mozgás, alkalmas eszközzel kapcsolja
át a hálózati csatlakozón a fázisváltót!
Megjegyzés: Hibás forgásirány esetén ne kapcsolja be a hidraulikát (fennáll a veszélye,
hogy tönkremegy)
Adja meg vagy válassza ki operátorként a hegesztő nevét.
A beviteli képernyőn ki lehet választani a tárolt hegesztőket, új hegesztő nevet lehet
megadni vagy DEL gombbal törölni lehet egy már meglevőt és helyette újat lehet megadni.
Minden beviteli képernyőn ENTER vagy OK gombbal lehet jóváhagyni és tárolni a bevitelt,
ekkor a program a következő lépésre ugrik. Az EXIT gombbal a bevitel eltárolása nélkül
lehet kilépni a beviteli képernyőről.
Projekt létrehozása vagy kiválasztása.
A beviteli képernyőn ki lehet választani eltárolt projektet, meg lehet adni új projekt nevet.
Bezárás és tárolás ENTER gombbal.
Cső kiválasztása.
MAGYAR262
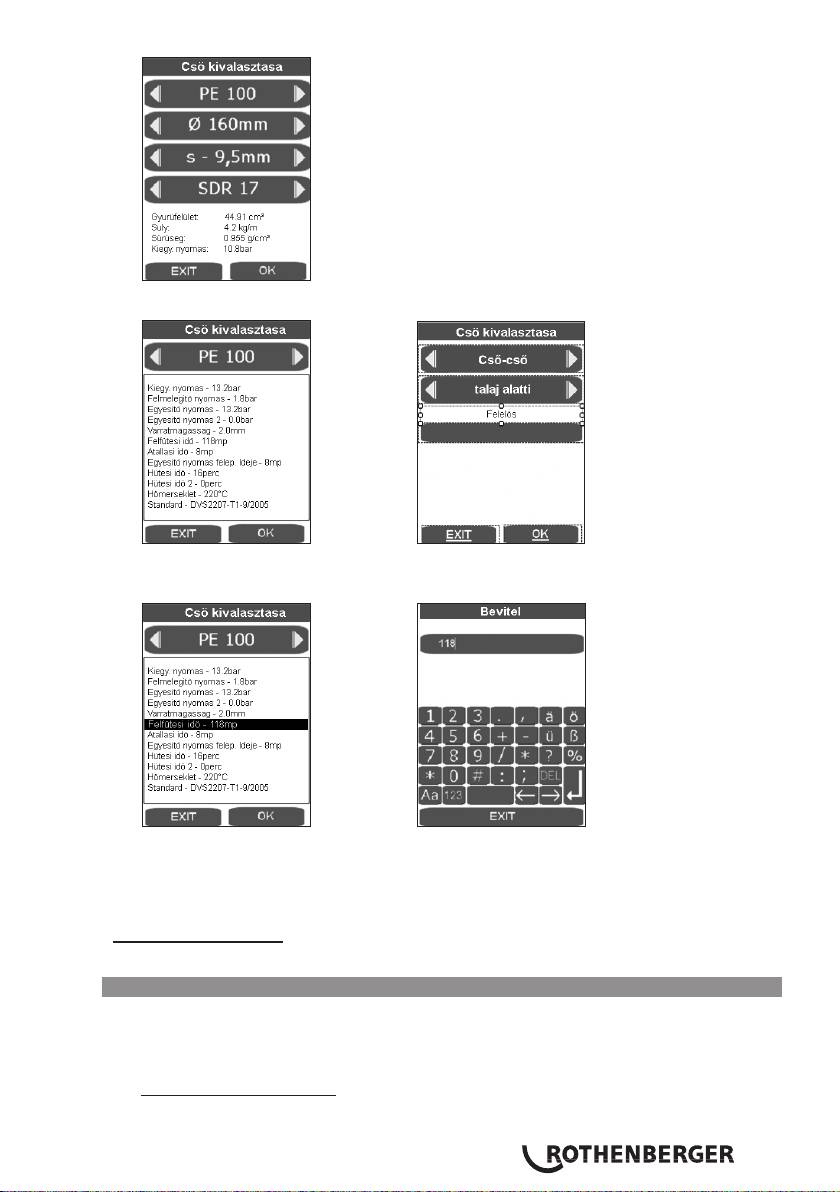
Válassza ki a nyíl gombokkal a megfelelő csövet, majd erősítse meg OK-val.
Ez az utolsó áttekintés a cső paramétereket a DVS irányelve szerint jelzi ki, OK-ra
megjelenik a hegesztési darabok és a lefektetési mód ablaka.
A megfelelő kijelzett mezőt megnyomva megtehetők a szabványtól eltérő változtatások,
majd ENTER-rel kell eltárolni. A Szabvány pontban ezután megváltozik a megnevezés,
ezt később a jegyzőkönyv kinyomtatása előtt a PC-n a megjegyzés mezőbe be lehet írni.
Miután a csőadatokat OK-val nyugtázta és elmentette, megjelenik a főmenü.
P500-630/18-24B Plus: A maróberendezés és fűtőelem emeléséhez 53410 (P500/18B) vagy
53323 (P630/24B-Plus) típusjeli emelőszerkezetet vagy megfelelő szerszámot kell használni.
3.2.2 Intézkedések a hegesztés előkészítéséhez
A csöveknél, amelyek kisebbek, mint a géppel maximálisan hegeszthető átmérő, fel kell
szerelni a redukciós betéteket a feldolgozandó csőátmérőre a tartozékokban található
imbuszkulccsal.
ROWELD P250-355/8-12B: 6 széles feszítő felületű félhéjból és 2 keskeny feszítő felületű
félhéjból áll
MAGYAR 263
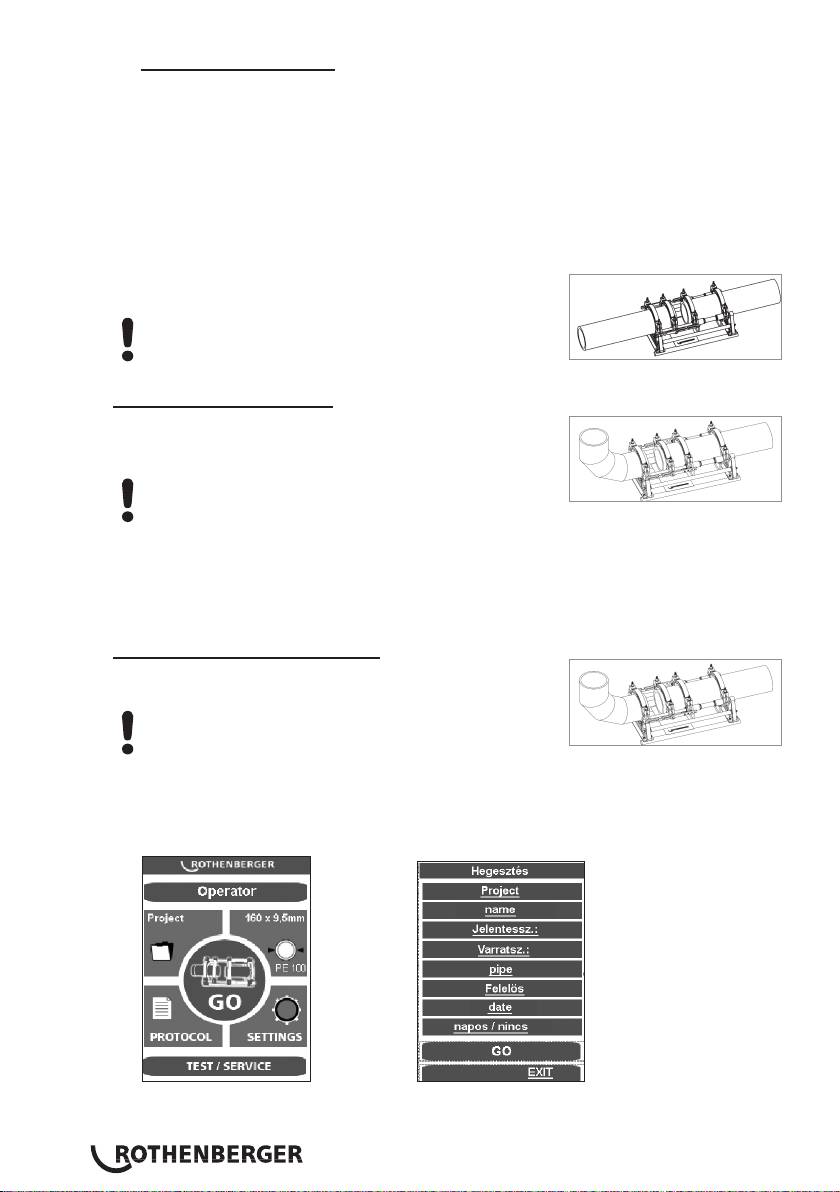
ROWELD P500-630B Plus: 450 mm-es átmérőig 6 széles feszítő felületű félhéjból és 2
keskeny feszítő felületű félhéjból áll, 500 mm-től 8 széles
feszítő felületű félhéjból áll.
Ennél arra kell ügyelni, hogy a félhéjak a keskeny feszítő felülettel a két külső alsó
alapfeszítő elembe kerüljenek behelyezésre. Csak cső-/csőívkötéseknél helyezhetők be
ezek az alsó és felső bal alap feszítőelembe.
A hegesztendő műanyag csöveket vagy formadarabokat helyezze be a feszítő
berendezésbe (hosszabb <2,5m csövek esetén görgős bakokat kell alkalmazni) és a
sárgaréz anyákat meg kell húzni a felső feszítő szerszámon. A csövek nem kerekségét a
sárgaréz anyák meghúzásával vagy lazításával lehet kiegyenlíteni.
A cső-/csőívkötéseknél a távtartókat a bal feszítő elemek
között kell elhelyezni (szállítási állapot).
Figyelem: A távtartókat tilos átlós irányban felszerelni!
Gondoskodjon arról, hogy a csöveket két feszítőelem tartsa.
Cső / Fitting P250-355/8-12B:
A cső-/csőívkötéseknél a távtartókat a középső feszítő
elemek között kell elhelyezni és a fűtőelem-
lehúzószerkezetet a bal feszítő elemre kell felfüggeszteni.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítőelembe kell behelyezni, a ttinget egy feszítőelem tartja. Ekkor az
eltolható feszítőelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a
rúdon eltolható.
Néhány tting feldolgozásánál bizonyos helyzetben, pl. vízszintes íveknél, a hegesztett
darabokat ki kell venni a fűtőelem-lehúzószerkezetből.
Cső / Fitting P500-630/18-24B Plus:
A cső-/csőívkötéseknél a távtartókat el kell fordítani és be
kell akasztani a középső feszítő elembe.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítoelembe kell behelyezni, a ttinget egy feszítőelem tartja. Ekkor az
eltolható feszítoelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a
rúdon eltolható.
A hegesztés munkafázis indítása.
Ebben a befejező nézetben még utolsó módosításokat lehet elvégezni az adott pontra
kattintva, majd OK-val lehet elfogadni.
MAGYAR264
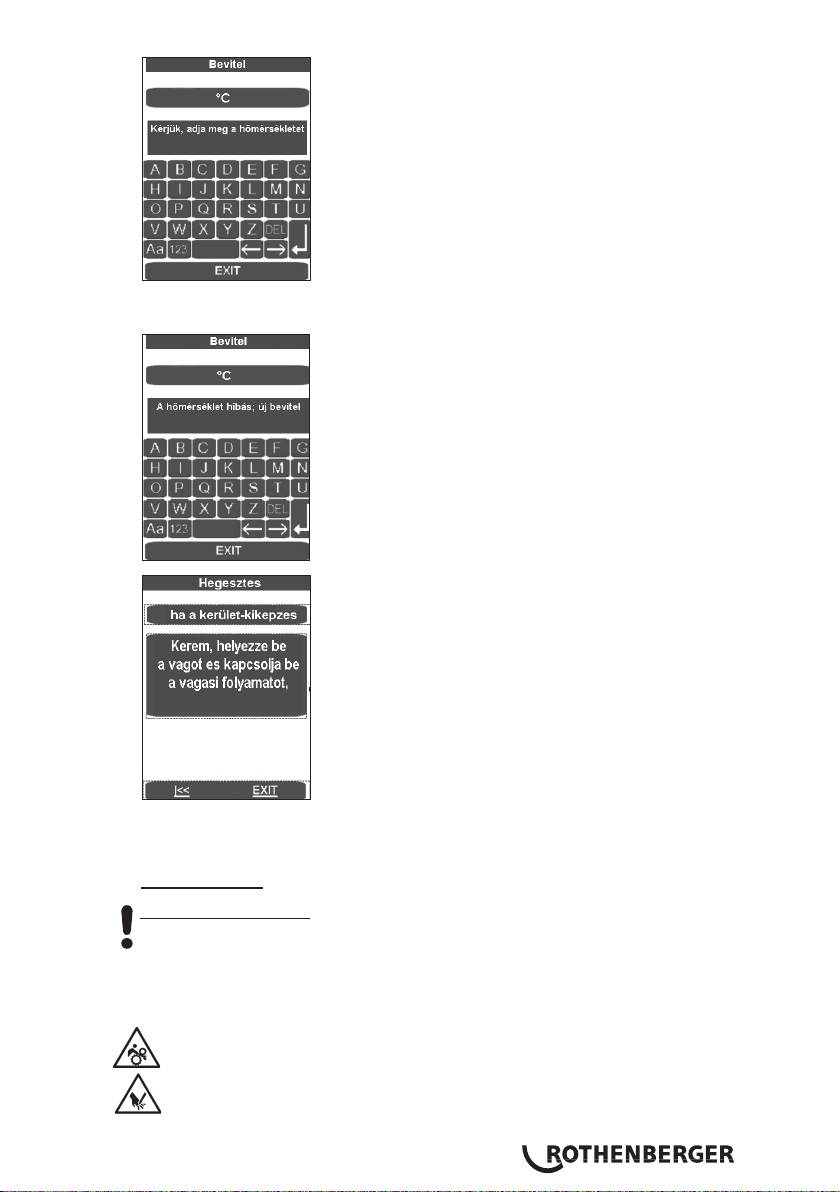
Adja meg a hőmérsékletet és erősítse azt meg az Enter gombbal. Ha a hőmérsékletet
nem megfelelően adja meg, akkor a következő látható:
A nyíl gombbal a gép felfele mozog; az EXIT-re a program tárolása nélkül a főmenüre vált.
Az elektromos marókészüléket helyezze be a hegesztendő munkadarabok közé.
P250-355/8-12B: Marómotor bekapcsolása, kapcsoló reteszelése.
P500-630/18-24B Plus: Vizsgálja meg a forgási irányokat! Gyárilag a gépek jobbra
forgóként kerültek beállításra.
Kapcsolja be a marókészüléket, nyomja meg a hidraulikus tápegységen a (10) és (5)
gombokat. A marótárcsáknak vágási irányban kell állniuk, egyébként alkalmas eszközzel
a hálózati csatlakozón át kell kapcsolni a fázisváltót.
Sérülésveszély! A gép működése közben tartsa be a biztonságos távolságot és
ne nyúljon a mozgásban lévő gépbe. A marót csak bekapcsolt állapotban
(munkahelyzetben) használja, és végül az erre kiképzett beállító dobozba
helyezze vissza. A biztonsági kapcsoló működőképessége mindenkor biztosított
kell legyen, hogy a nemkívánatos elindulás a gépen kívül elkerülhető legyen.
MAGYAR 265
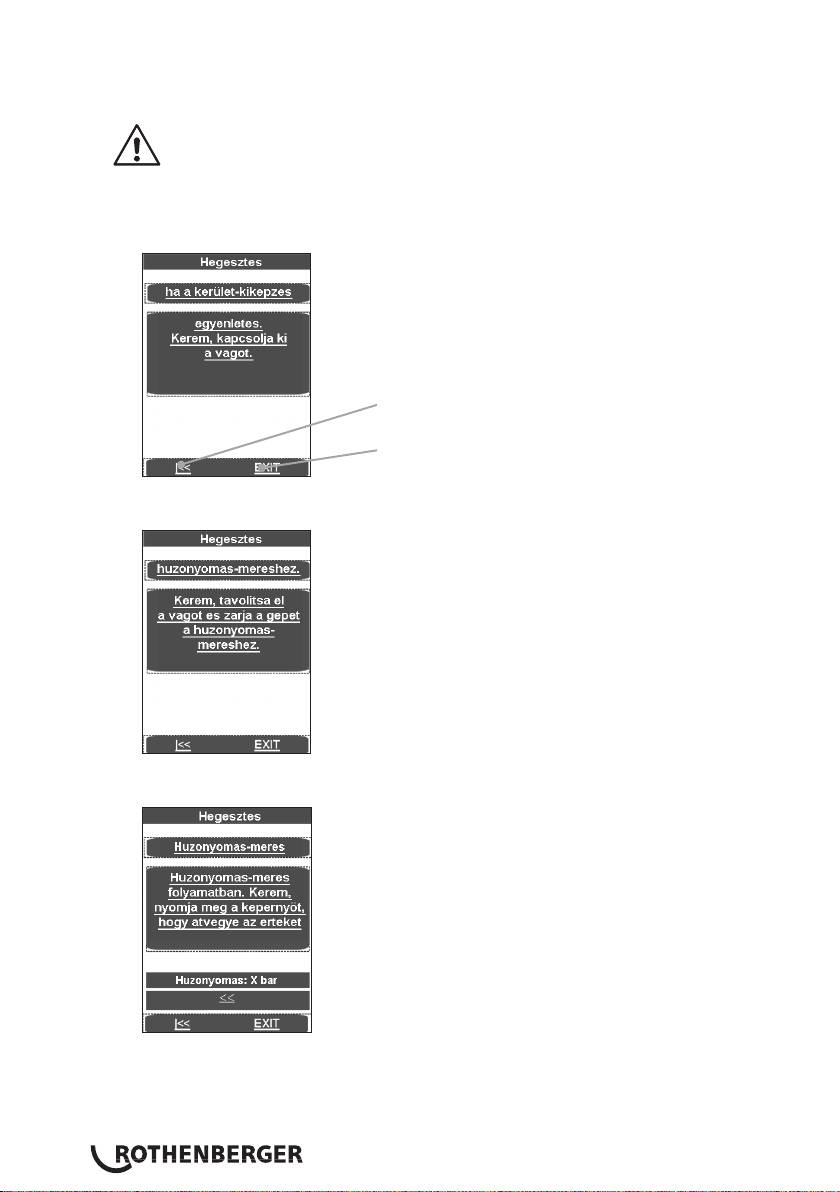
A befogópofákat zárja össze (10 + 11 gombokat nyomja meg). Állítsa be a marónyomást
a (4) forgógombbal. Az alapesetben 20 barig állítható marónyomást 40 barig meg lehet
növelni, lásd 3.5 pont.
A túl magas marási nyomás túlmelegedést okozhat, és a maró-meghajtás
sérüléséhez vezethet. A maróhajtás túlterhelése vagy leállása esetén gyorsítsa a
gépet és csökkentse a nyomást (l. pt. 3.5).
Amikor a gyaluforgács (forgácsszélessége < = 0,2 mm) már megszakítás nélkül kinyúlik
a maróból nyomja meg az (5) gombot, majd nyissa szét a befogópofákat (10 + 8 gombokat
nyomja meg).
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
Várjon, amíg a marótárcsák teljesen megállnak. Vegye ki a marókészüléket a gépalapból
és helyezze a beállító dobozba.
A munkadarabokat kis nyomással zárja össze (10 + 11 gombokat nyomja meg) és állítsa
be a vontatónyomást a (4) gombbal.
Nyomja meg a képernyőt, amikor a gép lassan mozog. A mért vontatási nyomást
automatikusan hozzáadja az összeillesztő, leolvasztó és zömítő nyomáshoz.
A befogópofákat zárja össze, állítsa be a csőnek megfelelő nyomást és ellenőrizze, hogy
a munkadarabokat stabilan tartja-e a befogás.
MAGYAR266
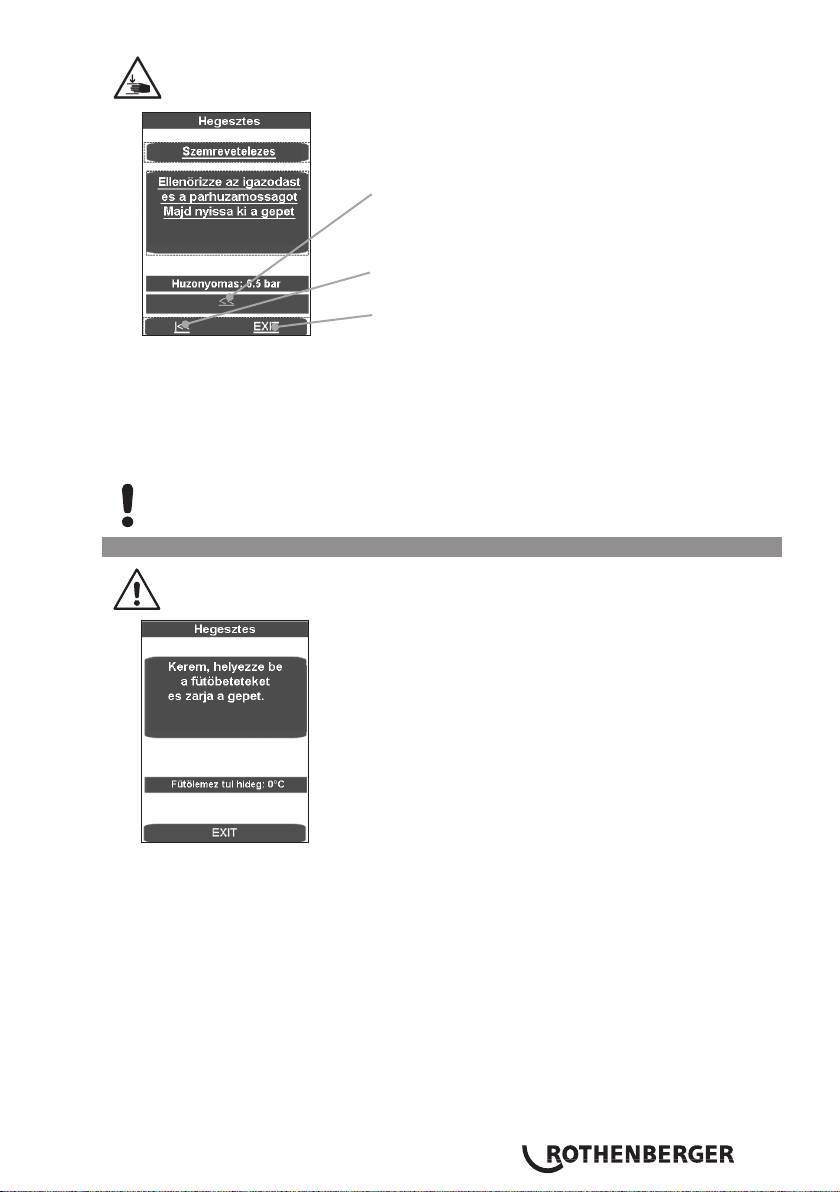
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
A nyíl gombokkal a program visszatér
a „húzónyomásméréshez....” részre.
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
Ellenőrizze, hogy a hegesztett felületek simák, párhuzamosak legyenek és a tengelyek
egy irányban helyezkedjenek el.
Ha ez nem így van, akkor a marási eljárást meg kell ismételni. Az axiális eltérés a
munkadarabok között nem lehet nagyobb, mint a falvastagság 10 %-a és a maximális rés
a tervezett felületek között nem lehet nagyobb, mint 0,5 mm. Egy tiszta munkaeszközzel
(pl. ecsettel) az esetleges forgácsot távolítsa el a csőből.
Kérjük, ügyeljen! A mart, a hegesztéshez előkészített felületeket nem szabad kézzel
megérinteni, és mindenféle szennyeződéstől mentesnek kell lenniük!
3.2.3 Hegesztés
Zúzódásveszély! A feszítő berendezés és a csövek összekötésekor alapvetően
tartson biztos távolságot a géptől. Soha ne álljon a gépbe!
A képernyő a fűtőlap hőmérsékletét mutatja.
Ha a hőmérséklet alacsony, a kijelzett sáv kék, ha magas, akkor piros, a jó tartományban
pedig zöld színű.
A hevítőelemet a gépalapban a két munkadarab közé helyezze be és ügyeljen, hogy
a hevítőtükör tartók az elhúzóberendezés rovátkájában üljenek.
Húzza össze a gépet, az összeillesztő nyomás automatikusan beáll és fennmarad.
Most történik meg az összes hegesztési paraméter tárolása, a jegyzőkönyvezés elindul.
Ha a hegesztést az EXIT gombbal megszakítja, akkor a „Abbruch durch Bediener“ (Kezelő
megszakította) üzenet jelenik meg, a nyomást a rendszer leengedi és a hegesztési
paramétereket tárolja. Az üzenetet nyugtázza az OK gombbal; erre a program a főmenüre
vált.
MAGYAR 267
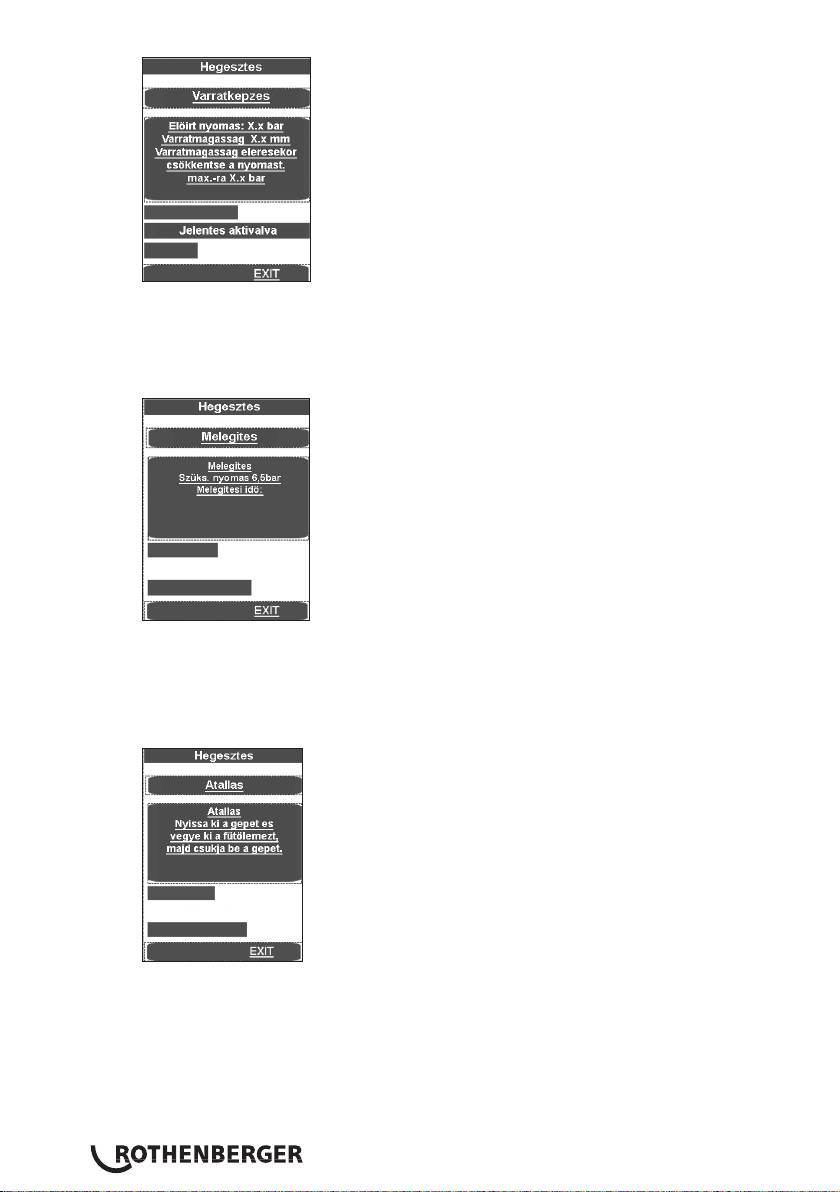
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). A tényleges
nyomást a (2) kijelző mutatja.
Amint a szükséges peremmagasságot elérte a gép a cső egészén, akkor a nyomást az
Automatikus (1) gombra leereszti. A t1 melegítési idő elindul.
A nyomást úgy állítsa be, hogy a hevítőelemre a munkadarab végek közel nyomásmentes
felfekvése biztosított legyen.
Röviddel a leolvasztási idő előtt hangjelzés szólal meg.
A leolvasztási idő után a munkadarabokat újra húzza szét, a hevítőelemet vegye ki, majd
a munkadarab végeket újra tolja össze.
A munkadarab-végek érintkezése előtt nem sokkal (kb. 1 cm-rel) állítsa le az
összeszorítás a gomb elengedésével, majd nyomja azt meg újra. A nyomás lineárisan
növekszik a zömítési nyomás megfelelő szintjéig.
MAGYAR268
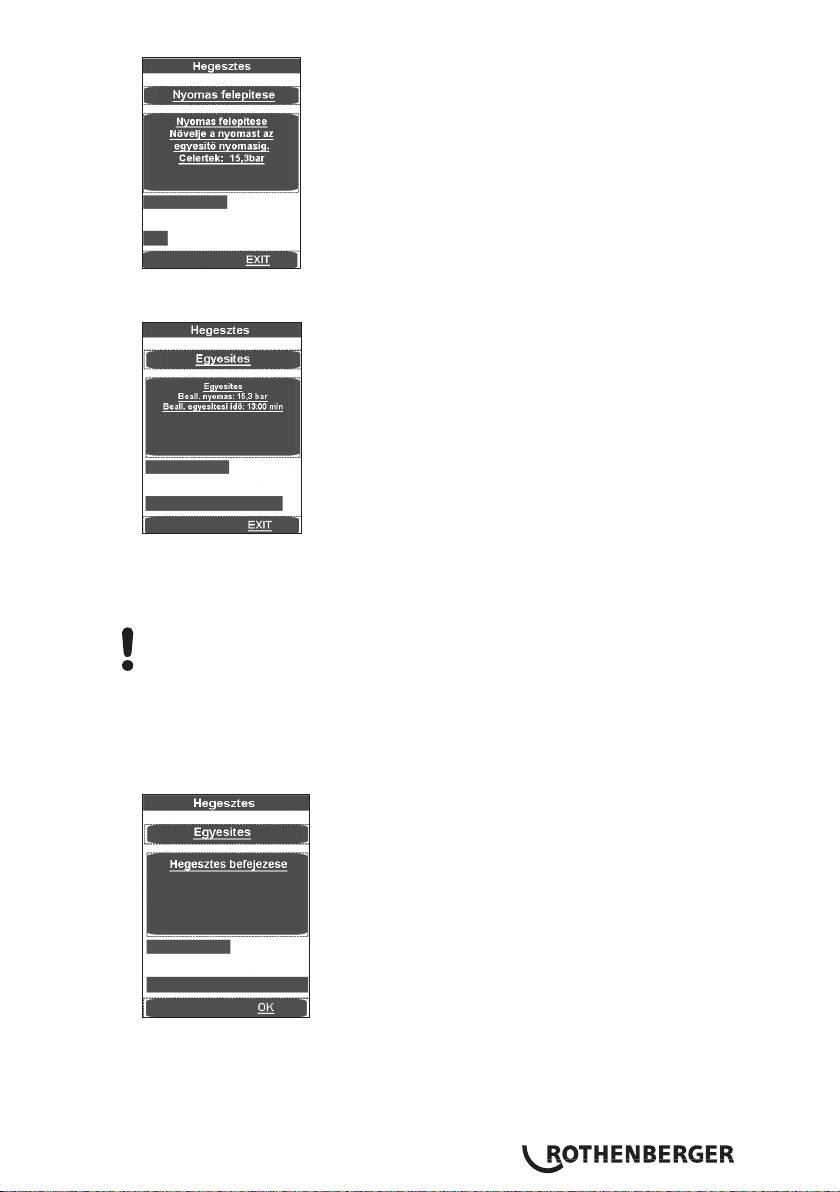
A zömítési nyomóerő elérésekor a program automatikusan átvált a zömítésre és elindul
a t4 időzítő.
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). Az alsó az
időbeli lefolyást mutatja. A tényleges nyomást a (2) kijelző, a hátralévő t4 zömítési időt
a (9) kijelző mutatja.
Figyelem: A (10) engedélyező és a (11) össze gombokat a zömítőnyomás eléréséig végig
nyomva kell tartani, ezután a hidraulika kikapcsol és a gombokat el lehet engedni.
Ekkor a nyomást gyelni és automatikusan szabályozni fogja. Túlzottan gyakori
utánszivattyúzás esetén (nagy nyomásveszteség) ellenőriztesse a hidraulikus rendszert.
Helyezze vissza a hevítőelemet a beállítódobozba
A hűtési idő letelte után a hegesztési folyamat befejeződik, azt a rendszer menti, és
megszólal egy hangjelzés, és a nyomást a rendszer automatikusan leengedi.
A hegesztési menüt az OK gombbal zárhatja be.
A nyomást engedje le teljesen a(z) (3) gombbal.
Az összehegesztett munkadarabokat lazítsa ki és vegye ki.
A gépalapot mozgassa szét. A gép ekkor készen áll a következő hegesztési ciklusra.
MAGYAR 269
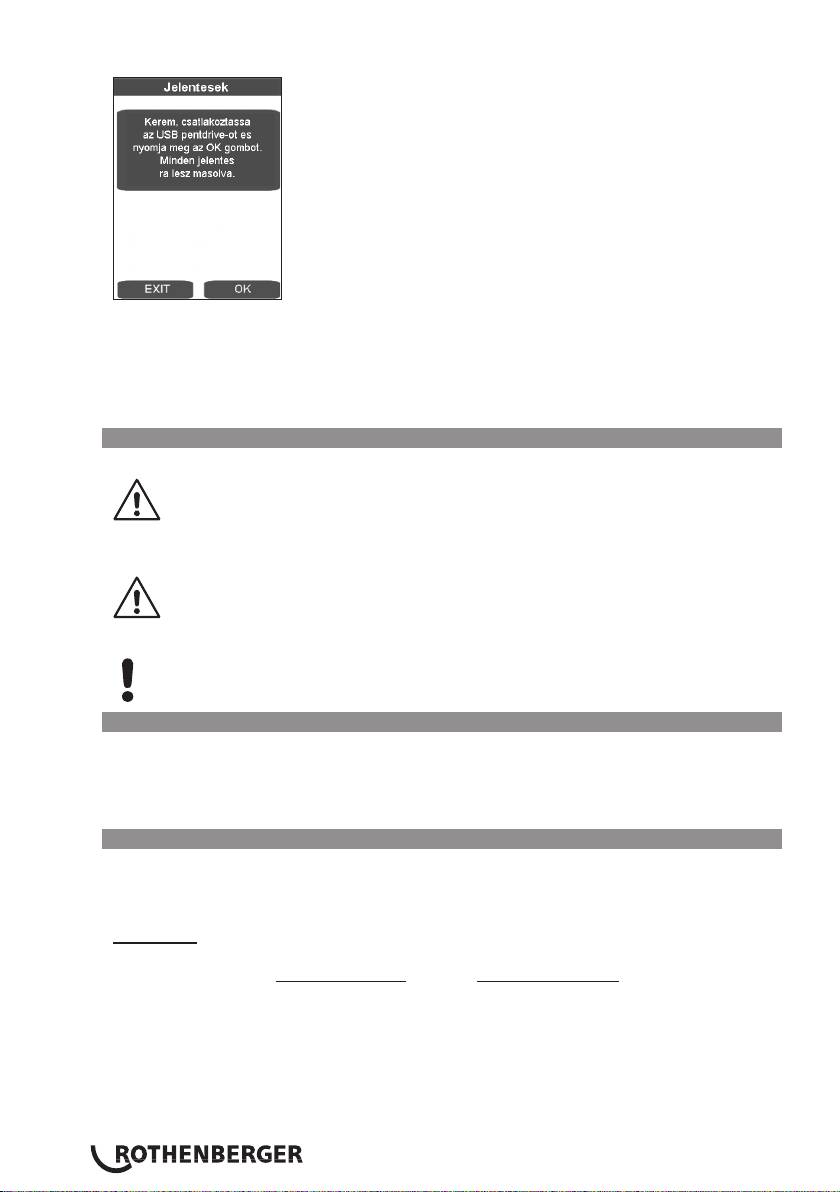
A jegyzőkönyv átvitele:
A jegyzőkönyv menüben, ha van USB pendrive csatlakoztatva, ezt OK gombbal mentse el. Az
ablak ezután magától bezáródik.
Ezt a protokollfájlt a ROTHENBERGER Dataline 2 szoftverrel és egy számítógéppel dolgozza
fel.
Az összes hegesztési paramétert a mellékelt hegesztési táblázatból lehet kiolvasni.
3.2.4 Kikapcsolás
Kapcsolja ki a hidraulikus tápegységet a (6) gombbal.
A fűtőelemet hűtse le, vagy úgy helyezze el, hogy a mellette elhelyezett anyagok
gyulladását megakadályozza!
Húzza ki a hálózati csatlakozót a maróberendezésből, a fűtőelemből és a hidraulikus
aggregátorból és tekerje fel a kábelt.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj a légtelenítő szerkezetből!
A hidraulikus tömlőt csatolja szét és tekerje fel.
Figyelem! A csatlakozókat védje a piszkosságtól!
3.3 Általános követelmények
Mivel az időjárási és környezeti hatások döntően befolyásolják a hegesztést, ezért a
DVS megfelelő előírásait – 2207-es irányelv, 1,11 és 15 rész – okvetlenül be kell tartani.
Németországon kívül a megfelelő nemzeti irányelvek érvényesek.
( A hegesztési munkákat állandóan és gondosan felügyelni kell! )
3.4 Fontos tanácsok a hegesztési paraméterekhez
Az összes szükséges hegesztési paramétert, mint a hőmérséklet, nyomás és idő a DVS
irányelvekből – 2207 1, 11 és 15 részből kell kiolvasni. Németországon kívül a megfelelő
nemzeti irányelvek érvényesek.
Hivatkozás: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Egyes esetekben okvetlenül be kell szerezni az anyagnak megfelelő feldolgozási
paramétereket a cső gyártójától!
A mellékelt hegesztési táblázatokban megnevezett hegesztési paraméterek irányértékek, a
ROTHENBERGER cég nem vállal semmilyen garanciát!
A hegesztési táblázatokban megadott értékek a kiegyenlítő és az összeeresztő nyomás a
következő képlet szerint kerülnek kiszámításra:
MAGYAR270
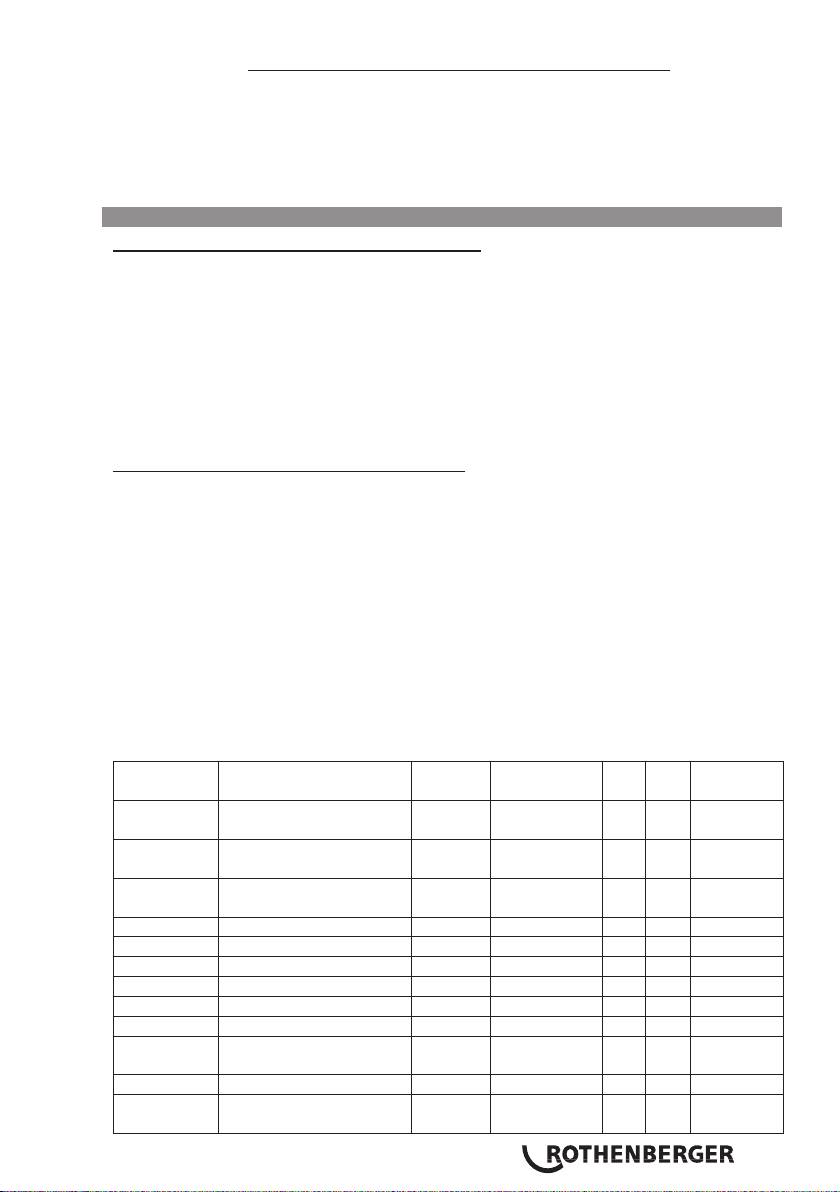
Hegesztési felület A [mm²] x Hegesztési faktor SF [N/mm²]
Nyomás P [bar] =
Hengerfelület Az [cm²] x 10
Hegesztési faktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A ROWELD P 250/8 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 355/12 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 500/18 B és P 630/24 B összhengerfelülete 14, 13 cm²)
(A ROWELD P 630/24 B Plus összhengerfelülete 22, 38 cm²)
3.5 Paraméter beállítás
Paraméter beállítása „hegesztő” jogosultsággal:
A (4) forgógombot nyomja le hosszabb ideig (kb. 3 s), amíg a P001 a felső (2) kijelzőn
villogni kezd.
A (4) forgógombbal ekkor ki lehet választani a P001 és P009 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a (4)
forgógombot, ekkor az (alap)érték villogni fog az alsó (9) kijlelzőn.
Állítsa be a szükséges értéket a (4) forgógombbal, majd a (4) újbóli rövid megnyomására
a felső (2) kijelzőn újra a paraméter fog villogni.
A menüből a (10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
Paraméter beállítása „mester” jogosultsággal:
A (4) forgógombot nyomja meg hosszabb ideig (kb. 6 s), ekkor a felső (2) kijelzőn először
a P001 paraméter fog villogni, majd a „CodE“ és ekkor az alsó (9) kijelzőn az első pozíción
kezd villogni a vonal.
A (4) forgógombbal adja meg a kódot, majd röviden nyomja meg a (4) forgógombot
(a kód az első használatkor 8001, majd a P100 paraméterrel tetszés szerint meg lehet
változtatni).
A (4) forgógombbal ekkor ki lehet választani a P101 és P114 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a (4)
forgógombot, ekkor az (alap)érték villogni fog az alsó (9) kijelzőn.
Állítsa be a szükséges értéket a (4) forgógombbal, majd a (4) forgógomb újbóli rövid
megnyomására a felső (2) kijelzőn a paraméter fog villogni.
A menüből a (10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
Paraméternév
Megnevezés Alapérték Mértékegység min max Jogo-
sultság
P001 energiatakarékos funkció
99 min 0 99 hegesztő
hátralévő ideje
P002* teljesítménykímélő funkció
0 0 3 hegesztő
aktív
P003 hevítőtükör hőmérséklet
5 °C -25 25 hegesztő
ofszet
P004 Pmax, marási 20 bar 10 50 hegesztő
P005 előírt nyomás 1/10 bar hegesztő
P006 előírt hőmérséklet 210 °C P103 P104 hegesztő
P007 T1 időzítés, előírt érték 45 s 1 1500 hegesztő
P008 T4 időzítés, előírt érték 6 min 1 99 hegesztő
P009 Pstart, marási 10 bar 0 P004 hegesztő
P101 eltérés utánszivattyúzás-
5 % 1 50 mester
hoz
P102 széthúzási idő marás után 10 1/10 s 0 100 mester
P103 beállított hőmérséklet
160 °C 0 300 mester
(min)
MAGYAR 271

P104 beállított hőmérséklet
270 °C 0 300 mester
(max)
P105 reteszelés gomb (igen/
5 s 0 50 mester
nem)
P106 széthúzási nyomás 135 bar 10 160 mester
P107 előfutási idő a zümmögő
50 1/10 s 0 200 mester
kapcsolásához
P100 kódcsere 8001 mester
* P002 - teljesítménykímélő funkció:
0 - nincs,
1 - ha a maró működik a fűtőelemet a rendszer kikapcsolja,
2 - ha a hidraulikamotor működik a fűtőelemet a rendszer kikapcsolja,
3 - ha a t4 működik a fűtőelemet a rendszer kikapcsolja.
3.6 Dátum és idő beállítása
Zárja be a programot a bal felső sarokra kattintva.
Válassza a Start, Beállítások, végül a Vezérlőpult pontot.
A Tálca nem látható, a bal alsó sarok megérintésével hívható elő.
MAGYAR272
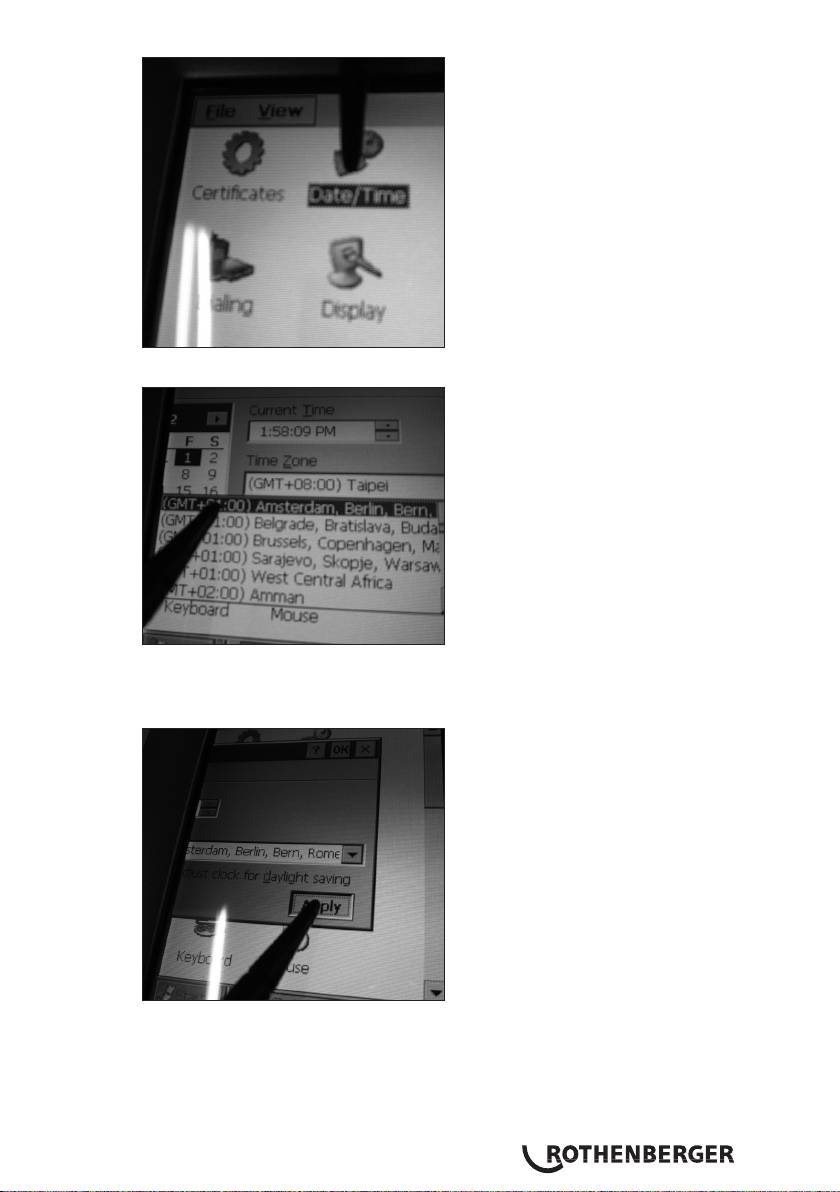
Kattintson a Dátum/Idő ikonra
A beviteli párbeszédablakon állítsa be a dátum és idő értékét. Válassza ki a megfelelő
időzónát vagy adja meg a pontos idő értékét.
Figyelem! Ügyeljen az időformátumra! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Erősítse meg az Alkalmazás és az OK gombokkal. Zárja be a Vezérlőpultot az X-szel.
MAGYAR 273
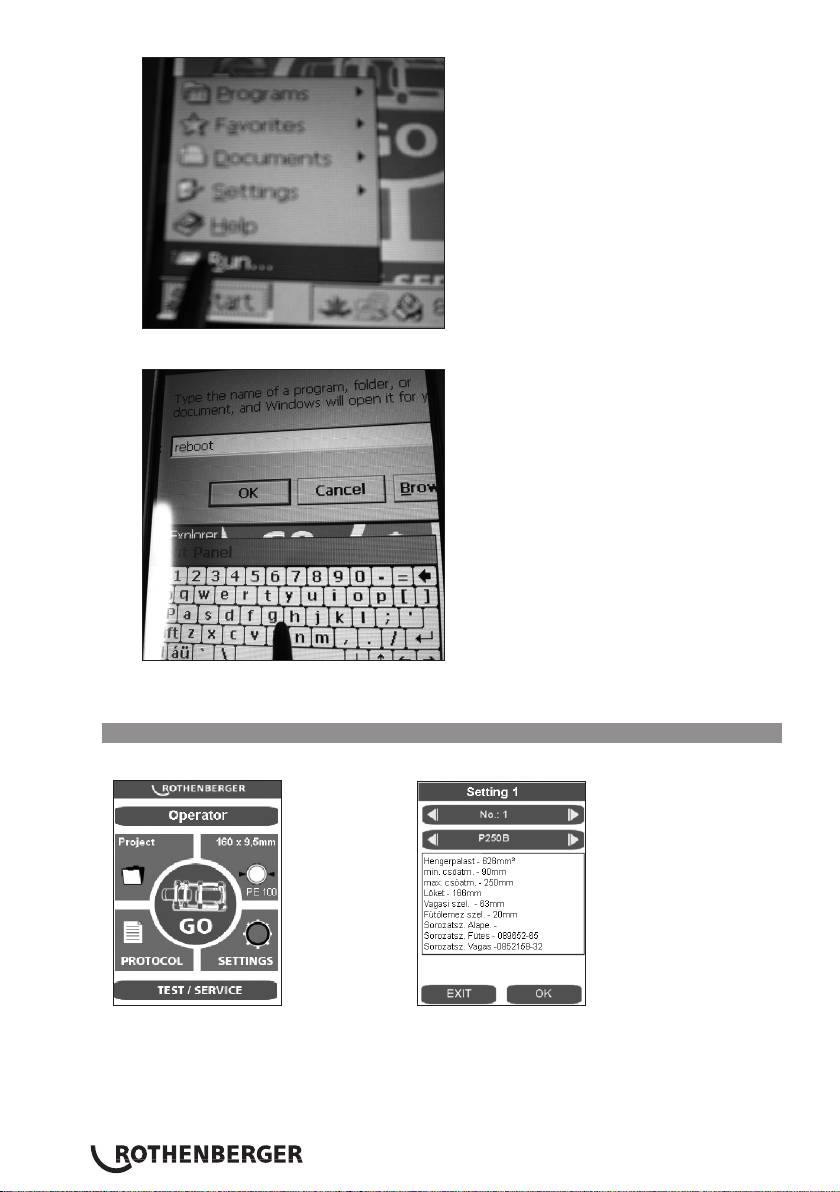
A Start menüben válassza a Futtatás pontot.
A megjelenő billentyűzeten gépelje be, hogy „reboot”, ekkor az OK megnyomása után
a PC újraindul.
3.7 Gép konguráció létrehozása, kiválasztása
A gép konguráció kiválasztásához vagy létrehozásához nyomja meg a SETTINGS gombot.
A nyíl gombokkal lehet a szükséges gépkongurációt kiválasztani.
Új konguráció létrehozásához a nyíl gombokat jobbra a következő számot, pl. 2-t kell indítani.
MAGYAR274
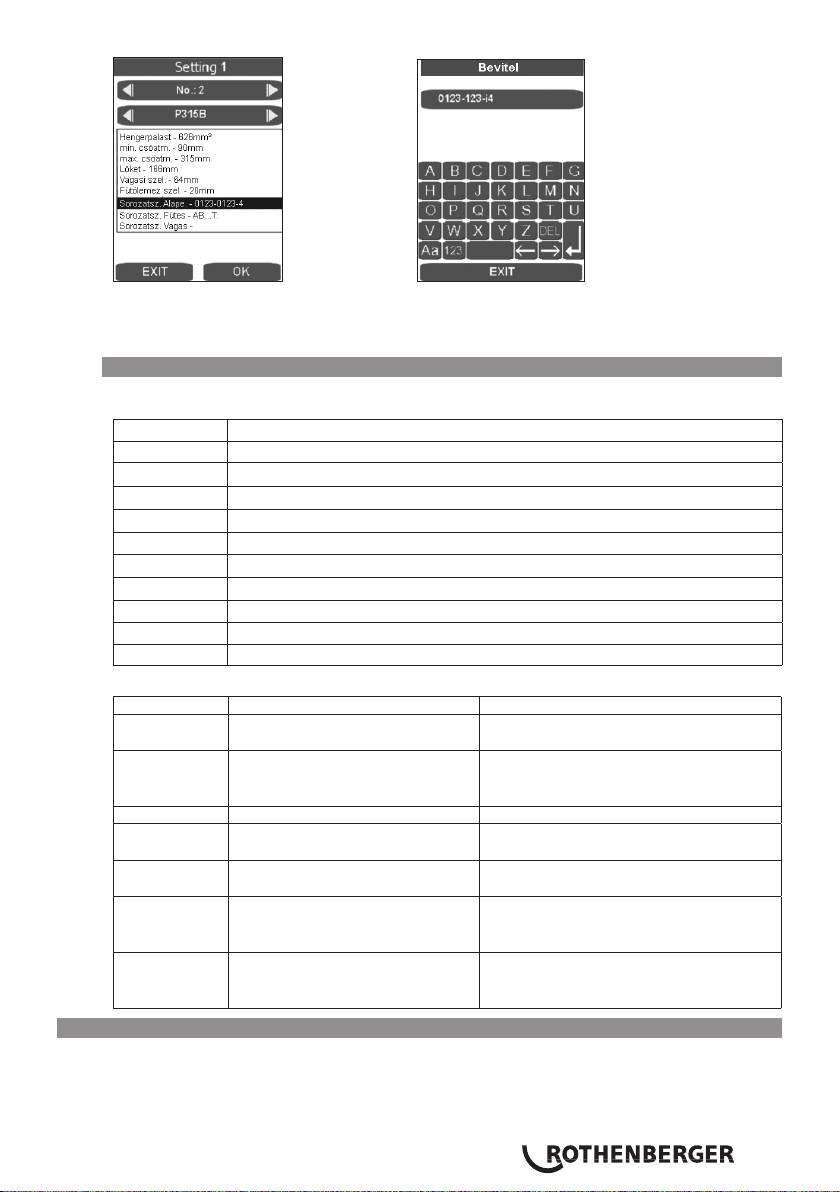
A megfelelő kijelzett mezőre kattintva megjelenik a beviteli párbeszédablak. Az adatok
törölhetők a DEL-lel, majd új adható meg helyettük, ezeket az adatok később bekerülnek
a jegyzőkönyvbe.
3.8 Hibaüzenetek
Érintő-PC és jegyzőkönyvezés:
Hibaüzenet Megnevezés
kód 1 összeillesztő nyomás nagy
kód 2 összeillesztő nyomás kicsi
kód 4 leolvasztó nyomás túl nagy
kód 64 Átállási idő túl hosszú
kód 128 A nyomás elérése túl sokáig tart
kód 256 zömítő nyomás túl nagy
kód 512 zömítőnyomás kicsi
kód 2048 hevítőelem nem elég meleg
kód 4096 kezelő megszakította
kód 131072 hevítőelem túl meleg
Vezérlés:
Hibaüzenet Megnevezés Hibaelhárítás
SER elérkezett a szerviz ideje,
Végeztesse el a szervizelést
esedékes a szervizelés
ERR1 nem éri el az abszolút nyomást Ellenőrizze az olajszintet,
a nyomásérzékelőt, szelephiba,
mmotorhiba
PE-2 -24V-os nyomásérzékelő hibája Cserélje a nyomásérzékelőt
ERR5 Olajhőmérséklet 70°C – Állj! Várjon, amíg az olajhőmérséklet 50°C
alatt lesz!
HE-1 Hevítőelem nem csatlakozik,
Cserélje az érzékelőt
törött érzékelő
HE-0 hevítőelem túl meleg Méréssel ellenőrizze le
a hőmérsékletet, a beállítást, cserélje
az érzékelőt.
HE-2 hevítőelem nem elég meleg Méréssel ellenőrizze le
a hőmérsékletet, a beállítást, cserélje
az érzékelőt.
4 Gondozás és karbantartás
A gép működési képességének fenntartása érdekében a következő pontokra kell ügyelni:
• A megvezető rudakat tisztán kell tartani a szennyeződésektől. A felület sérülése esetén
a megvezető rudakat ki kell cserélni, mivel ez esetlegesen a nyomás csökkenéséhez
vezethet.
MAGYAR 275

• Ahhoz, hogy kifogástalan hegesztési eredményeket kapjon, az szükséges, hogy a
fűtőelemet tartsa tisztán. A felület sérülései esetén a fűtőelemet új bevonattal kell
ellátni ill. ki kell cserélni. Az anyagmaradékok a fűtőtükrön csökkentik a nemtapadási
tulajdonságokat és ezért egy nem rojtosodó papírral és spiritusszal (csak hideg fűtőelem
esetén!) kell eltávolítani azokat.
• A hidraulika olajat (HLP – 46, cikkszám: 53649) tizenkét havonta ki kell cserélni.
• Az üzemzavarokat elkerülendő, a hidraulikus aggregátort rendszeresen meg kell vizsgálni
a tömítettségre, a csavarok szilárd rögzítettségére, valamint az elektromos kábel
kifogástalan állapotára való tekintettel.
• A hidraulikus aggregáton a hidraulikus gyorskuplungot és a tömlőcsomagot meg kell
védeni a szennyeződésektől. Bepiszkolódás esetén ezeket a csatlakoztatás előtt meg kell
tisztítani.
• A maróberendezés két kétoldalasan megélezett késsel van ellátva. A vágási teljesítmény
gyengülésével a kések megfordíthatóak ill. újakra cserélhetők ki.
• Állandóan ügyelni kell arra, hogy a megmunkálandó cső – ill. munkadarabok, különösen
a homlokfelületükön, szennyeződés mentesek legyenek, különben a kések élettartama
jelentősen lecsökke.
A hegesztőgép éves felülvizsgálatát, a DVS 2208-nak megfelelően, a gyártó által
vagy egy általa felhatalmazott szervízzel végeztesse el. Az átlagon felüli terhelésű
gépeknél a vizsgálati időtartamot le kell rövidíteni.
4.1 Gép- és szerszám-karbantartás
(A karbantartási előírások 4. pontjára ügyelni!)
Az éles és tiszta szerszámok jobb munkaeredményt érnek el és biztonságosabbak.
Az életlen, törött vagy elveszett részeket késedelem nélkül cserélje ki. Vizsgálja meg, hogy a
tartozék biztosan összekötésre került-e a géppel.
A karbantartási munkák során csak eredeti alkatrészeket használjon. A javításokat csak
szakszerűen kiképzett személyzet végezheti el.
Ha nem használja a gépet, az ápolási- és karbantartási-munkák előtt, és a tartozékok cseréje
előtt válassza le a gépet az elektromos hálózatról.
Az elektromos hálózathoz történő újra csatlakoztatás előtt gondoskodjon róla, hogy a gép és
a tartozék szerszámok kikapcsolt állapotban legyenek.
Hosszabbító kábel esetén azokat meg kell vizsgálni azokat a biztonság és a működési
képesség tekintetében. Csak a külső használatra engedélyezett kábelt szabad alkalmazni.
Nem szabad használni olyan szerszámokat és gépeket, amelyeknek a háza vagy a
fogantyúja, különösen műanyagból, eltörött ill. elvetemedett.
A piszok és a nedvesség az ilyen repedésekben vezetik az elektromos áramot. Ez elektromos
áramütéshez vezethet, ha a szerszámon ill. a gépen szigetelési hiba lép fel.
Megjegyzés: Továbbra is utalunk a balesetelhárítási előírásokra.
5 Tartozékok
Az alkalmas tartozékok és a megrendelőlap az 361 oldaltól kezdve találhatók.
6 Ártalmatlanítás
A készülék egyes részei hasznosítható anyagból vannak, így újrahasznosíthatók. E célra
jóváhagyott és tanúsított újrahasznosító üzemek állnak rendelkezésre. A nem hasznosítható
anyagok (pl. elektronikai hulladék) környezetkímélő ártalmatlanításával kapcsolatban
érdeklődjön a területileg illetékes hulladékkezelő hatóságnál.
Csak EU országoknak szól:
Ne dobjon a szemetesbe elektromos szerszámokat! A kiszolgált elektromos és
elektronikus készülékekről szóló, 2012/19/EK jelű európai irányelv és a nemzeti jogba
ültetett változata szerint a már használhatatlan elektromos szerszámokat a többi
hulladéktól elkülönítve kell összegyűjteni és környezetbarát módon kell újra
hasznosítani.
MAGYAR276
Vsebina Stran
1 Varnostna navodila 278
1.1 Namenska uporaba 278
1.2 Splošni varnostni napotki za električna orodja 278
2 Tehnični podatki, glej knjižico „tehnični podatki“
3 Delovanje naprave 280
3.1 Opis naprave 280
3.1.1 Osnovni stroj (sl. A) 280
3.1.2 Hidravlični agregat (sl. B) 280
3.2 Navodila za uporabo 281
3.2.1 Začetek uporabe 281
3.2.2 Ukrepi za pripravo varjenja 284
3.2.3 Varjenje 288
3.2.4 Zaključek uporabe 291
3.3 Splošni pogoji 291
3.4 Pomembna navodila glede parametrov varjenja 291
3.5 Nastavitev parametrov 292
3.6 Nastavitev datuma in ure 293
3.7 Nastavitev in izbira konguracije stroja 295
3.8 Sporočila o napakah 296
4 Nega in vzdrževanje 296
4.1 Nega stroja in orodij 297
5 Pribor 297
6 Odstranjevanje med odpadke 297
Označevanje v tem dokumentu:
Nevarnost!
Ta znak opozarja pred poškodbami ljudi.
Pozor!
Ta znak opozarja pred materialno škodo in škodo v okolju.
Zahteve za ravnanje
SLOVENŠČINA 277
1 Varnostna navodila
1.1 Namenska uporaba
ROWELD P250-630/8-24B Plus Premium je dovoljeno uporabiti le za izdelavo varjenih spo-
jev PE, PP in PVDF cevi v skladu s tehničnimi podatki.
1.2 Splošni varnostni napotki za električna orodja
POZOR! Pri uporabi električnega orodja je treba zaradi zaščite pred električnim
udarom, zaradi nevarnosti pred poškodbami in pred požarom, upoštevati naslednje
temeljne varnostne ukrepe.
Pred začetkom uporabo električnega orodja skrbno preberite ta varnostna opozorila in
jih dobro shranite.
Vzdrževanje in servisiranje:
1 Redno čiščenje, vzdrževanje in mazanje. Pred vsakim nastavljanjem, servisiranjem ali
popravili, izvlecite električni vtič.
2 Orodje naj popravljajo izključno strokovno kvalicirane osebe, ki uporablja
originalne nadomestne dele. Na ta način je zagotovljeno, da se bo ohranila tudi varnost
aparata.
Varno delo:
1 Vzdržujte red v delovnem območju. Nered v delovnem območju lahko povzroči nesreče.
2 Upoštevajte vplive okolja. Električnega orodja ne izpostavljajte dežju. Električnega
orodja ne uporabljajte v vlažnem ali mokrem okolju. Poskrbite za dobro prezračevanje
delovnega območja. Električnega orodja ne uporabljajte tam, kjer obstaja nevarnost
požara ali eksplozije.
3 Zaščitite se pred električnim udarom. Izogibajte se stika telesa z ozemljenimi deli (npr.
cevmi, grelnimi telesi, pečmi, hladilniki).
4 Druge osebe naj bodo na varni razdalji. Ne dovolite, da se druge osebe, še posebej
otroci, dotikajo električnega orodja ali kablov. Ne dovolite jim v bližino delovnega območja.
5 Varno shranite neuporabljena električna orodja. Ko električnega orodja ne uporabljate
priporočamo, da ga hranite na suhem, višje ležečem in zaklenjenem mestu, izven dosega
otrok.
6 Ne preobremenjujte električnega orodja. Orodje deluje bolje in zanesljiveje v nazivnem
območju moči.
7 Za delo uporabljajte ustrezno orodje. Za težka dela ne uporabljajte stroje z malo močjo.
Električnega orodja ne uporabljajte v namene, za katere ni predvideno. Ročne krožne
žage ne uporabljajte npr. za rezanje drevesnih vej ali polen.
8 Nosite ustrezna delovna oblačila. Ne nosite ohlapnih oblačil ali nakita, lahko jih
zagrabijo gibljivi deli stroja. Pri delu na prostem je priporočljiva uporaba obutve, ki ne drsi.
Če imate daljše lase, uporabljajte mrežico za lase.
9 Uporabljajte zaščitno opremo. Nosite zaščitna očala. Pri delu kjer nastaja prah,
uporabljajte zaščitno masko.
10 Priključite napravo za sesanje prahu. Če obstaja priključek za sesalno napravo in
napravo za prestrezanje, se prepričajte, da bosta priključeni in da ju boste uporabljali
pravilno.
SLOVENŠČINA278

11 Kabla ne uporabljajte v namene, v katere ni namenjen. Kabla ne uporabljajte za
odstranjevanje vtiča iz električne vtičnice. Kabel zaščitite pred vročino, oljem in ostrimi
robovi.
12 Zavarujte obdelovanec. Za pritrjevanje obdelovanca uporabljajte vpenjalno pripravo ali
primež. S tem ga boste držali varneje kot z roko.
13 Izogibajte se nenormalni drži telesa. Zagotovite si varen položaj in vedno ohranjajte
ravnotežje.
14 Skrbno negujte orodje. Rezila naj bodo vedno ostra in čista, ker s tem lahko delate
bolje in varneje. Upoštevajte napotke za mazanje in zamenjavo orodij. Redno preverjajte
priključni kabel električnega orodja in, če je poškodovan, ga naj zamenja kvaliciran
strokovnjak. Redno kontrolirajte kabelski podaljšek in ga zamenjajte, če je poškodovan.
Ročaji naj bodo v suhem stanju, čista in brez masti in olja.
15 Izvlecite vtič iz vtičnice. Če električnega orodja ne uporabljate, pred vzdrževanjem in pri
menjavi orodij, npr. lista žage, svedra, rezkala.
16 Nikoli ne puščajte nataknjenih ključev orodij. Pred vklopom preverite, če so odstranjeni
ključi in orodja za nastavljanje.
17 Preprečite nehoten zagon. Ko v električno vtičnico priklapljate vtič se prepričajte, ali je
stikalo izklopljeno, .
18 Uporabljajte le kabelske podaljške za uporabo na prostem. Na prostem uporabljajte le
kabelske podaljške, ki so odobreni in ustrezno označeni.
19 Bodite pozorni. Bodite pozorni na to, kaj delate. Dela se lotite pametno. Električnega
orodja ne smete uporabljati, če niste zbrani
20 Preverite, če električno orodje ni morda poškodovano. Pred nadaljnjo uporabo
električnega orodja morate skrbno preiskati zaščitne naprave ali lahko poškodovane dele,
če delujejo brezhibno in namensko. Preverite, če vsi gibljivi deli stroja brezhibno delujejo,
se ne zatikajo in ali so deli morebiti poškodovani. Da bi zagotovili brezhibno obratovanje
električne naprave, morajo biti vsi sestavni deli pravilno montirani in morajo izpolnjevati
vse pogoje.
Poškodovane zaščitne priprave in dele mora strokovno ustrezno popraviti ali zamenjati
delavnica servisne službe, če to ni drugače navedeno v navodilih za uporabo.
Poškodovana stikala mora zamenjati delavnica servisne službe.
Električnega orodja ne uporabljajte, če stikala ni mogoče vklopiti ali izklopiti.
21 Pozor. Uporaba drugih obdelovalnih orodij in drugega pribora lahko pomeni nevarnost
poškodb.
22 Popravilo električnega orodja prepustite strokovnjaku elektrikarju. To električno
orodje ustreza zadevnim varnostnim določilom. Popravila sme opraviti le električno
strokovno osebje tako, da uporablja originalne nadomestne dele; v nasprotnem lahko
pride do nesreče za uporabnika.
2 Tehnični podatki, glej knjižico „tehnični podatki“
SLOVENŠČINA 279
3 Delovanje naprave
3.1 Opis naprave
ROWELD P250-630/8-24B Plus Premium so kompaktni, prenosni grelni elementi sočelnih
varilnih aparatov z modulom za zapisovanje varilnih parametrov po direktivi DVS, prenosom
zapisnika prek priključka USB, ki so bili zasnovani posebej za uporabo na gradbiščih - in tu
posebej v jarkih za cevi. Samoumevno je, da je aparat mogoče uporabljati tudi v delavnicah.
Zaradi vsestranskosti varilnih aparatov „tipa ROWELD“ lahko varno izdelate naslednje varilne
spoje PE, PP in PDF cevi z zunanjim premerom od 90 - 630 mm/ 5“-24“:
I. cev - cev
II. cev - cevno koleno
III. cev - T - kos
IV. cev - predzvarjena prirobnica
Stroje v v glavnem sestavljen iz:
osnovnega stroja, redukcijskih vpenjalnih vstavkov, hidravličnega agregata z modulom za
zapisovanje, rezkalne priprave, grelnega elementa in omarice za nastavljanje.
Pri varjenju varilnih prirobnic morate kot pribor uporabiti vpenjalno ploščo s štirimi čeljustmi, ki
je na voljo.
ROWELD P250/8B: pri varjenju cevnih kolen z ozkim polmerom maks. premera stroja,
morate kot pribor uporabiti poševno odrezan zgornji del vpenjalnega orodja, ki je na voljo.
ROWELD P500-630/18-24B Plus: za vstavljanje in dvigovanje rezkarjev in grelnih elementov
lahko uporabite električno pripravo za dvigovanjke, ki je na voljo kot pribor.
3.1.1 Osnovni stroj (sl. A)
1 Gibljivi vpenjalni elementi 3 Distančnik z zarezami za zapahnitev
2 Premični vpenjalni element 4 Priprava za snetje grelnega elementa
3.1.2 Hidravlični agregat (sl. B)
1 Tipka Avtomatika 12 Tipka Merilnik časa (čas)
2 Prikazovalnik Tlak 13 Vtičnica Rezkalnik
3 Tipka Sprostitev tlaka 14 Hitrospenjalna objemka
4 Vrtljiv gumb 15 Hitrospenjalni vtič
5 Tipka Rezkanje 16 Vtična priprava za grenil element
6 Tipka Vklop/izklop 17 Električni vtič
7 Tipka Ogrevanje 18 Izklop v sili
8 „Razmakniti“ stroj 19 Računalnik z zaslonom, občutljivim na dotik
9 Prikaz temperature in časa 20 Priključki za polnjenje olja z merilno palico
10 Tipka za sprostitev 21 USB priključek
11 „Združiti“ stroj
Hidravlični agregat omogoča upravljanje varilnega aparata, ki so označena z naslednjimi
simboli:
Tipka Vklop/izklop hidravličnega agregata
Vklop grelnih elementov s pritiskom na tipko „Ogrevanje“. Želeno tem-
peraturo grelnega elementa nastavite s pritiskom tipke „Ogrevanje“ in
obračanjem vrtljivega guma, vrednost bo prikazana v prikazu Tempera-
tura, nato bo znova prikazana dejanska vrednost.
SLOVENŠČINA280
Z vrtljivim gumbom nastavite tlak za rezkanje, izravnavo, segrevanje in
prilagajanje, vrednost bo prikazana v prikazovalniku „Tlak“. 3 sekunde
po nastavitvi bo prikazana dejanska vrednost. S pritiskom na gumb se
odpre meni za izbiro nastavitve parametrov storitev.
Za združevanje vpenjalnih elementov pritisnite tipko za sprostitev in „Združiti“
stroj.
Tipka za sprostitev tlaka
Za razmikanje vpenjalnih elementov pritisnite tipko za sprostitev in „Razmakniti“
stroj.
Za vklop vtičnice rezkarja pritisnite tipko za sprostitev in tipko Rezkanje, tlak se
samodejno nastavi na 10 barov in ga lahko z gumbom povečate na največ 20
barov. (v primeru posebne uporabe, npr. poševna lega, lahko s spreminjanjem
P004 nastavite na maksimalno 50 barov)
Merilnik časa aktivirate z enkratnim pritiskom tipke. Če pritisnite tipko in
obračate vrtljiv gumb, lahko nastavite čas t1 v sekundah. Če tipko držite
pritisnjeno dalj časa, se bo preklopilo na t4. Če pritisnite tipko in
obračate vrtljiv gumb, lahko nastavite čas t4 v minutah. S kratkim priti-
skom na gumb časovnika se vklopi T1 ali T2 in ura začne teči.
Če pritisnete na gumb „Auto (Samodejno)“, nastavite tlak med ogrevanjem (t1 je
aktiven) in sistem začne nadzorovati postopek (aktivno časovnik t4), ki ha lahko
prilagodite.
Gumb za sprostitev ali potrditev nastavitve parametra storitev
3.2 Navodila za uporabo
Varilni stroj smejo uporabljati le primerno kvalicirani strokovnjaki, ki imajo
v skladu z DSV 2212, 1. del pravico za to!
Stroje smejo uporabljati le upravljavci, ki so za to izobraženi in pooblaščeni!
3.2.1 Začetek uporabe
Pred začetkom uporabe sočelnega varilnega aparata skrbno preberite navodila
za uporabo in varnost na navodila!
Grelnega elementa ne uporabljajte v eksplozijsko ogroženem okolju in v katerem
lahko pridejo v stik s hitro vnetljivimi snovmi.
Upoštevajte varno razdaljo do stroja in ne vstavljajte ali segajte v stroj. Drugi
ljudje naj bodo na varni razdalji izven delovnega območja.
Pred začetkom uporabe preverite raven olja v hidravličnem agregatu, ta mora biti
med oznakama min. in max. na čepu za polnjenje olja z merilno palčko (20), če je
treba dolijte hidravlično olje HLP 46.
Hidravlični agregat transportirajte in odstavite le v vodoravnem položaju, če je
v poševnem položaju, izteka olje pri čepu za odzračevanje z merilno palčko.
V primeru nevarnosti pritisnite stikalo za izklop v sili (18). Pred vsako uporabo
zagotovite, da Izklop v sili in zapahnjen!
SLOVENŠČINA 281
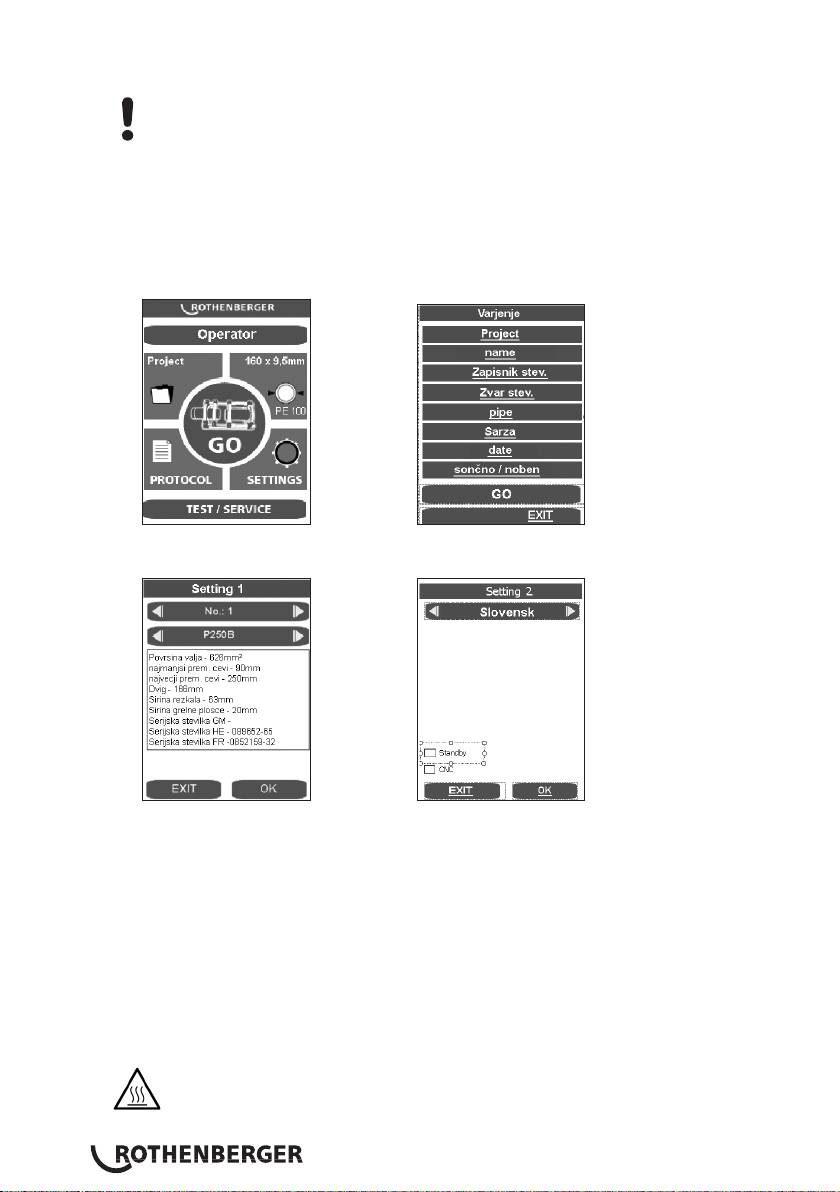
Obe hidravlični cevi osnovnega stroja povežite na hidravlični agregat s hitro sklopko
(14,15).
Hitre sklopke zaščitite pred onesnaženjem. Takoj zamenjajte sklopke, ki ne tesnijo!
Električni vtič rezkarja priključite na vtičnico (13) in vtič grelnega elementa priključite na
vtično pripravo (16).
Električni vtič hidravličnega agregata (17) priklopite na napajanje s tokom, ki ustreza
podatkom na tipski ploščici. Če se ne pokaže začetni zaslon, odpahnite IZklop v sili, se
oglasi signalni zvok in v prikazu (2) zasveti točka.
Ob prvi uporabi preverite datum in uro. Za to pritisnite tipko GO. (za spreminjanje glejte
točko 3.6) . Za zapiranje menija pritisnite EXIT.
Ob prvi uporabi nastavite jezik, v tovarni je nastavljena nemščina. Za spreminjanje
pritisnite Settings (Nastavitve) in se z OK preselite v Setting 2 (Nastavitev 2).
S tipkami s puščicami izberite želen jezik ter potrdite z OK. Po prvem varjenju bo shranjen
izbran jezik.
Zaslon lahko preklopite v način Stanje pripravljenosti, če hidravliko izklopite s tipko (6) se
aktivira se ohranjevalnik zaslona
Vklopite hidravlični agregat (pritisnite tipko (6) ).
Po vklopu se segreje grelni element.
Na prikazovalniku (9) je prikazana trenutna temperatura. Reguliranje je aktivno, če
v prikazovalniku zasveti pika. Ko je dosežena nastavljena temperatura, zasvetita oba
LED-a (actual & set / trenutna & nastavljena). Po dodatnih 10 minutah je grelni element
pripravljen za uporabo. Temperaturo preverite z merilnikom temperature.
Za izravnavo temperature grelnega elementa glejte točko 3.5.
Nevarnost opeklin! Grelni element lahko doseže temperaturo do 300 °C in ga
morate takoj po uporabi postaviti nazaj v predvideno odlagalno omarico!
SLOVENŠČINA282
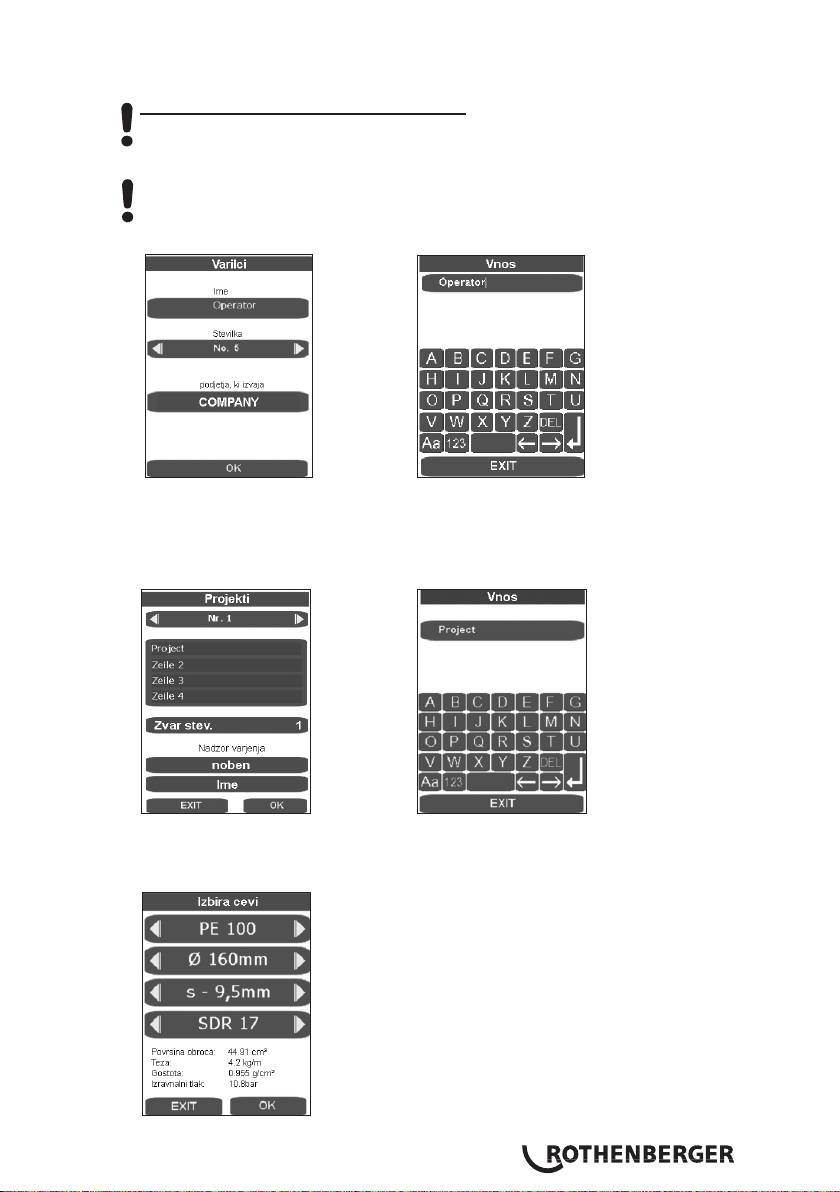
Z daljšim pritiskom tipke (7) lahko grelnik izklopite, pika v prikazovalniku (9) ugasne,
ponoven pritisk pa znova vklopi gretje.
Hidravlika ROWELD P500-630/18-24B Plus: Preverite smer vrtenja! V tovarni je stroj
spojen tako, da se vrti v desno. Osnovni stroj razmaknite ali združite s hidravličnim
agregatom, če se nič ne premakne, premaknite z ustreznim orodjem fazni pretvornik na
električnem stikalu!
Napotek: Če se hidravlika ne vrsti v pravilno smer, je ne vklopite (nevarnost uničenja).
Vnesite ime varilca „Operator“, ali izberite.
Z vnosnimi maskami lahko izberete shranjene varilce, vnesete nova imena varilcev ali
obstoječe izbrišete s tipko DEL in vnesete nove. Vse vnosne maske se potrdijo in shranijo
s tipkama ENTER ali OK, prikliče se naslednji programski korak. S tipko EXIT se bo
maska zaprla brez shranjevanja.
Izdelava ali izbira projekta.
Z vnosnimi maskami lahko izberete shranjene projekte ali vnesete nova imena projektov.
Zapirate in shranjujete s tipko ENTER.
Izbira cevi.
SLOVENŠČINA 283
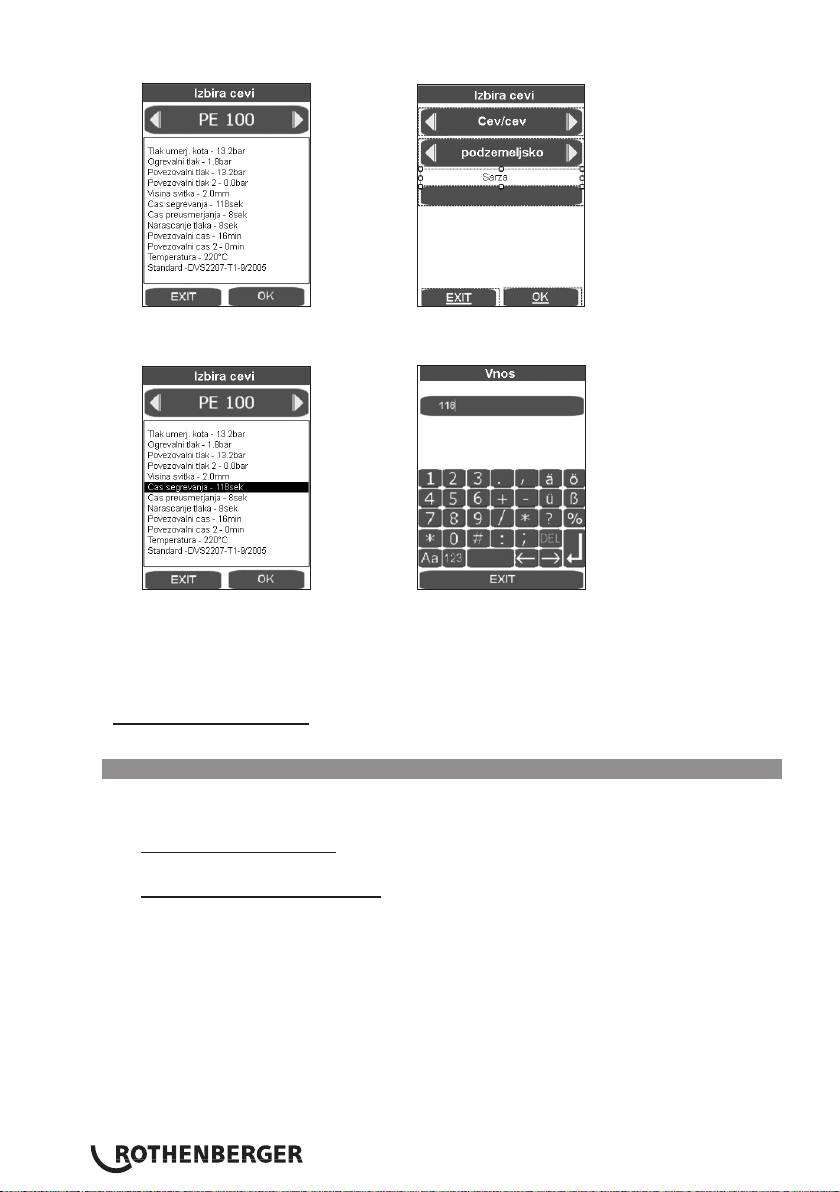
S tipkami s puščicami izberite želeno cev in potrdite z OK.
V tem končnem pregledu parametrov cevi so prikazani podatki cevi v skladu z direktivo
DVS, s tipko OK se pokaže okno za varjene dele in način polaganja.
S pritiskom na ustrezno prikazno polje lahko opravite spremembe, ki odstopajo od
standardov in jih shranite s tipko ENTER, V točki Norm/Standard se nato spremeni
oznaka, to spremembo pa lahko pred tiskanjem zapisnika na računalniku vnesete v polje
Bemerkung/Opomba. Potem, ko ste podatke o cevi potrdili z OK in jih shranili, se pokaže
glavni meni.
Pri P500-630/18-24B Plus: Za dvig rezkarja in grelnega elementa uporabite dvižno pripravo,
izdelek štev. 53410 (P500/18B) oz. 53323 (P630/24B-Plus), ali pa uporabite ustrezno orodje.
3.2.2 Ukrepi za pripravo varjenja
Pri ceveh, ki so manjše kot je maks. premer stroja, ki se lahko vari, morate montirati
redukcijske vstavke premera cevi, ki ga predelujete z imbus vijaki, ki so v priboru.
ROWELD P250-355/8-12B: je sestavljen iz 6 polovičnih skodelic s široko in 2 polovičnima
skodelicama z ozko vpenjalno površino
ROWELD P500-630/18-24B Plus: je do premera 450 mm sestavljen s 6 polovičnimi
skodelicami s široko in 2 polovičnima skodelicama z ozko vpenjalno površino, od 500 mm
pa z 8 polovičnimi skodelicami s široko vpenjalno površino,
Pri tem morate upoštevati, da je treba polovične skodelice z ozko vpenjalno površino
vstaviti v oba zunanja spodnja osnovna vpenjalna elementa. Le pri spojih cev / cevno
koleno se te vstavljajo v levi osnovni vpenjalni element spodaj in zgoraj.
Plastične cevi ali oblikovne kose, ki jih želite variti, vstavite v vpenjalno pripravo (pri daljših
ceveh prek 2,5 m je treba uporabiti podstavke za cevi) in zategnite medeninasto matico na
zgornjem vpenjalnem orodju. Dele cevi, ki niso okrogli, lahko izravnate z zategovanjem ali
odvijanjem medeninaste matice.
SLOVENŠČINA284
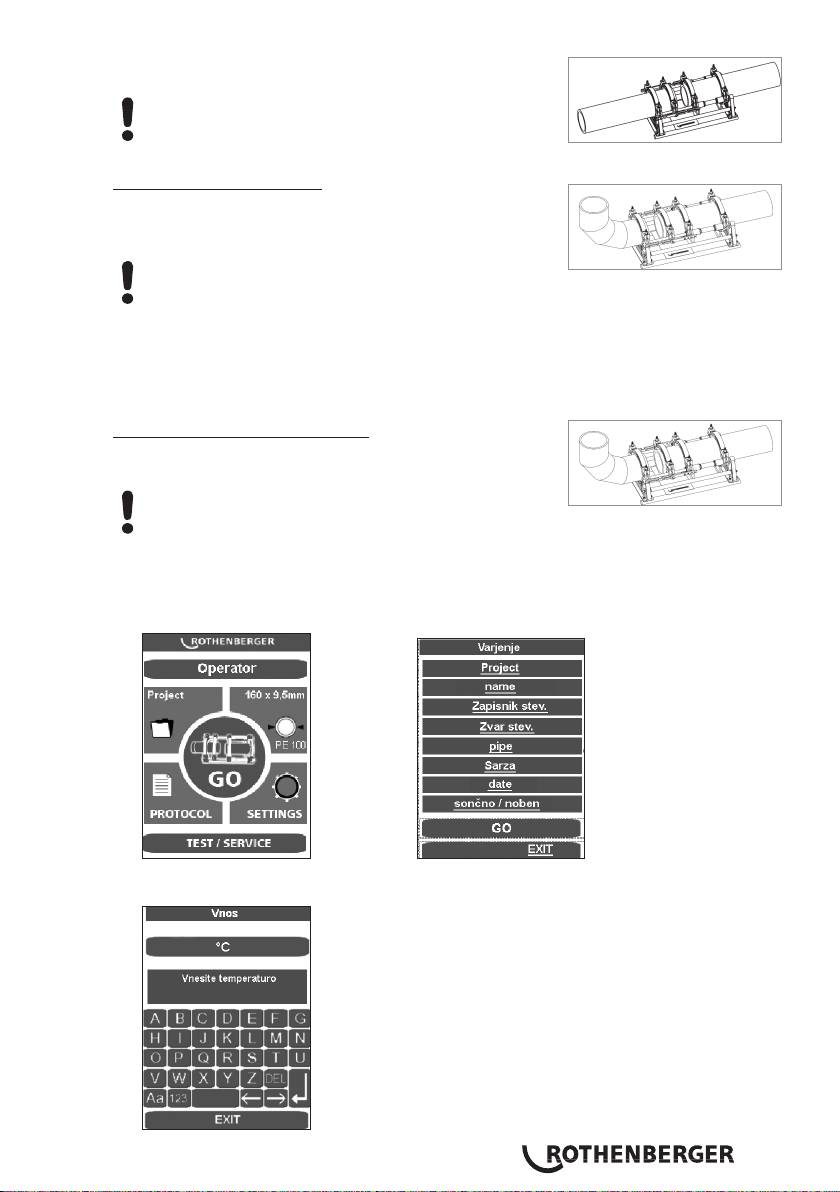
Pri spojih cev / cev morata biti distančnika zaskočena v oba
leva vpenjalna elementa (stanje ob dobavi).
Pozor: Distančnika ne smeta biti v nobenem primeru
montirani tako, da sta diagonalno premaknjena!
Cevi držita po dva vpenjalna elementa.
Cev / ting P250-355/8-12B:
Pri spojih cev / ting je treba distančnike zaskočiti v oba
srednja vpenjalna elementa in pripravo za snetje grelnega
elementa vpeti v leve vpenjalne elemente.
Pozor: Distančnika ne smeta biti v nobenem primeru
montirani tako, da sta diagonalno premaknjena!
Cev vložite v tri vpenjalne elemente in ting drži en vpenjalni element. Pri tem lahko
premične vpenjalne elemente premaknete na drogu tako, kot zahtevajo prostorske
razmere pri vpenjanju in varjenju.
Ob predelavi tinga v določenih lega, npr. koleno je vodoravno, varilne prirobnice, je treba
odstraniti pripravo za snetje grelnega elementa.
Cev / ting P500-630/18-24B Plus:
Pri spojih cev / ting morata biti distančnika obrnjena in
zaskočena v oba srednja vpenjalna elementa.
Pozor: Distančnika ne smeta biti v nobenem primeru
montirani tako, da sta diagonalno premaknjena!
Cev vložite v tri vpenjalne elemente in ting drži en vpenjalni element. Pri tem lahko
premične vpenjalne elemente premaknete na drogu tako, kot zahtevajo prostorske
razmere pri vpenjanju in varjenju.
Varjenje zaženite z GO.
V tem končnem pregledu lahko opravite zadnje spremembe s klikom na ustrezni podmeni
in potrdite z GO.
SLOVENŠČINA 285
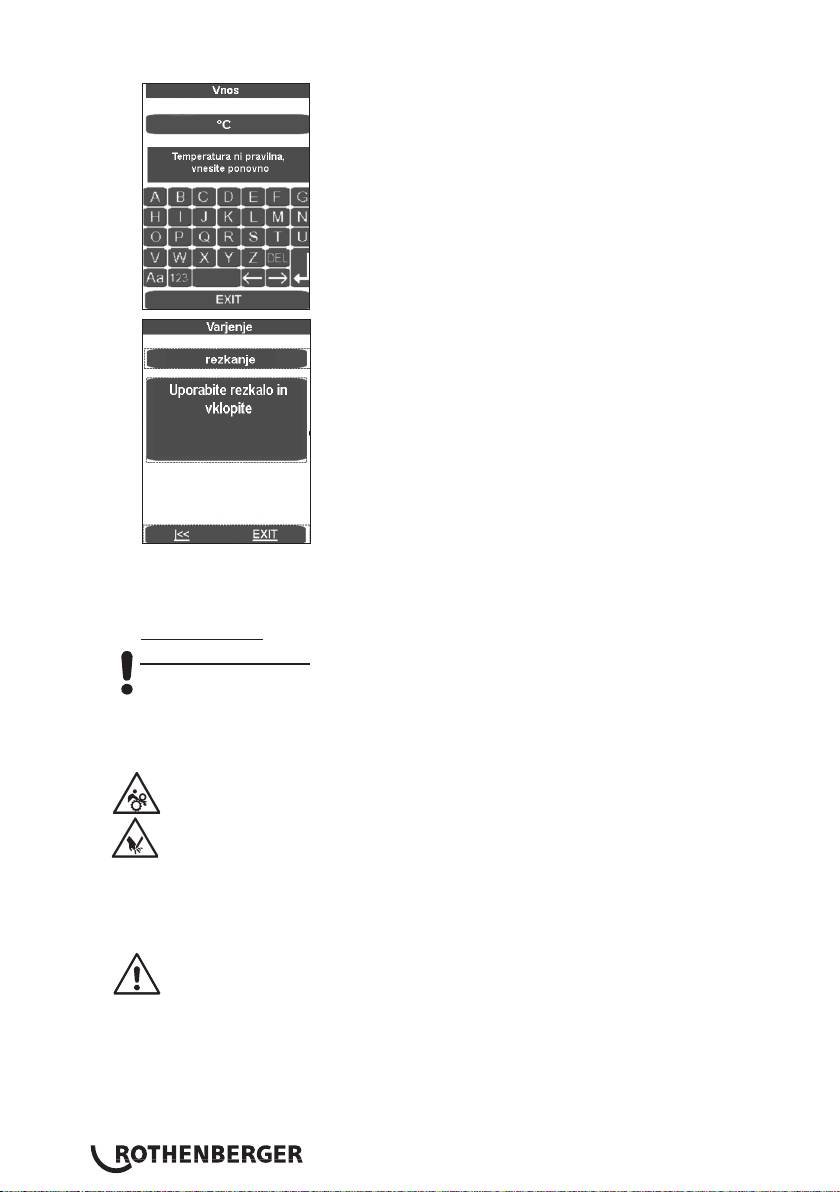
Vnesite temperaturo in pritisnite tipko Enter. Če temperatura ne bo pravilno prikazana:
S puščičnimi tipkami se pomikate naprej, če pritisnete „EXIT (IZHOD)“ zapustite meni brez
vnosa sprememb in se pomaknete na glavni meni.
Električni rezkalnik vstavite med obdelovance, ki jih varite.
P250-355/8-12B: Stikalo motorja rezalnika, stikalo za zaklepanje.
P500-630/18-24B Plus: Preverite smer vrtenja! V tovarni je stroj spojen tako, da se
vrti v desno.
Vklopite rezkalnik, pritisnite tipko (10) in (5) na hidravličnem agregatu. Skobeljne plošče
se morajo vrteti v smeri rezanja, sicer preklopite z ustreznim orodjem fazni pretvornik na
električnem vtiču.
Nevarnost poškodb! Med delovanjem rezkalnika imejte varno razdaljo do stroja in
ne segajte med vrteče se nože. Rezkalnik sprožite le v vstavljenem stanju
(delovni položaj) in nato postavite nazaj v predvideno odlagalno omarico.
Delovanje varnostnega stikala v rezkalniku mora biti v vsakem trenutku
zagotovljeno, da bi preprečili nehoten zagon izven stroja.
Združite vpenjalne elemente (pritisnite tipki 10 + 11). Tlak rezkanja nastavite z vrtljivim
gumbom (4) . Standardno je mogoče 20 barov, tlak rezkanja pa lahko povečate na do 40
barov, glejte točko 3.5.
Previsok rezkalni pritisk lahko povzroči pregretje in poškodovanje pogona
rezkarja. Ob preobremenitvi oz. v mirovanju pogona rezkalnika razmaknite stroj
in zmanjšajte tlak (gl. točko 3.5).
Potem, ko iz rezkalnika neprekinjeno izstopa oblanec, debel < = 0,2 mm, pritisnite tipko
Fräsen (Rezkanje) (5), razmaknite vpenjalne elemente (pritisnite tipki 10 + 8).
SLOVENŠČINA286
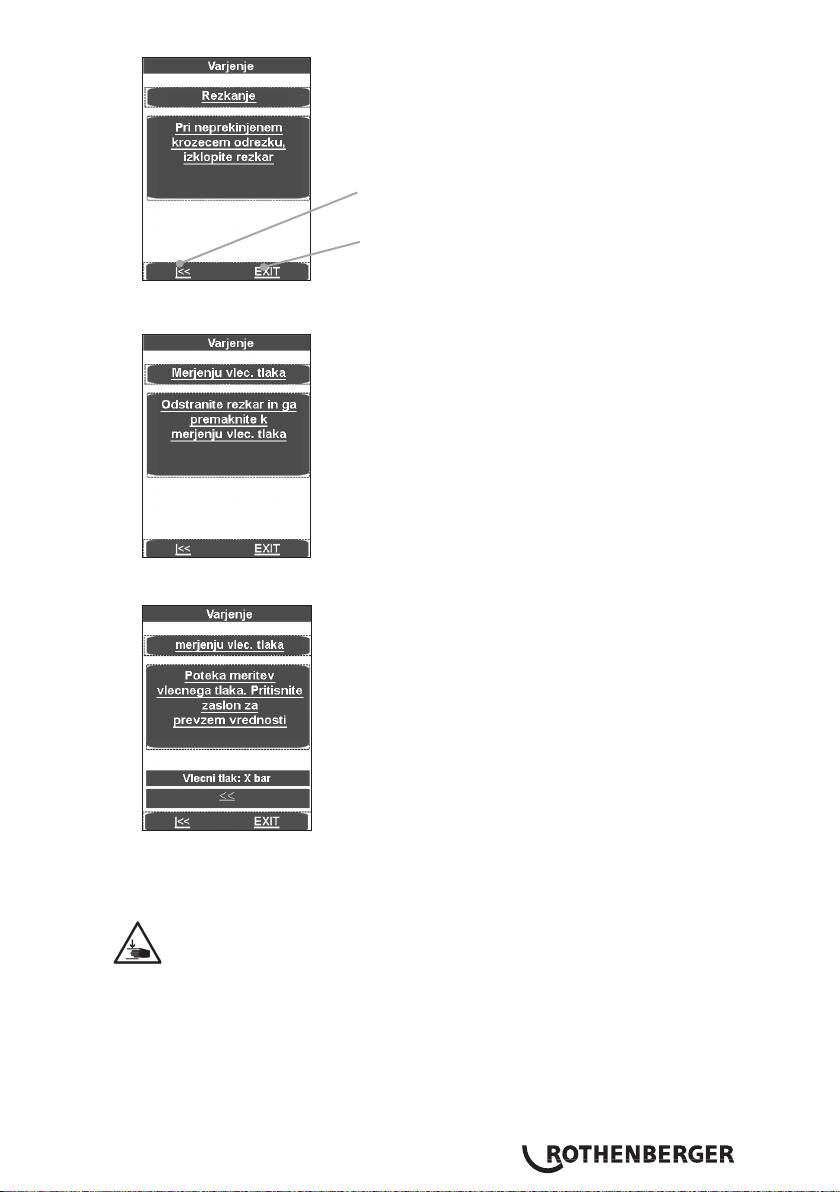
S tipkami s puščicami preskoči program nazaj
„Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja
v glavni meni.
Počakajte, da se skobeljne plošče ustavijo. Rezkalnik odstranite iz osnovnega stroja in
odložite v odlagalno omarico.
Obdelovance združite z majhnim tlakom (pritisnite tipki 10 + 11) in z vrtljivim gumbom (4)
nastavite vlečni tlak.
Če se stroj premika počasi, pritisnite zaslon. Izmerjen vlečni tlak se samodejno prišteje
izravnalnemu, ogrevalnemu in sestavljalnem tlaku.
Združite vpenjalne elemente, nastavite tlak, ustrezen cevi in preverite, ali so obdelovanci
trdno vpeti v vpenjalnih orodjih.
Upoštevajte varno razdaljo do stroja in ne vstavljajte ali segajte v stroj. Drugi
ljudje naj bodo na varni razdalji izven delovnega območja.
SLOVENŠČINA 287
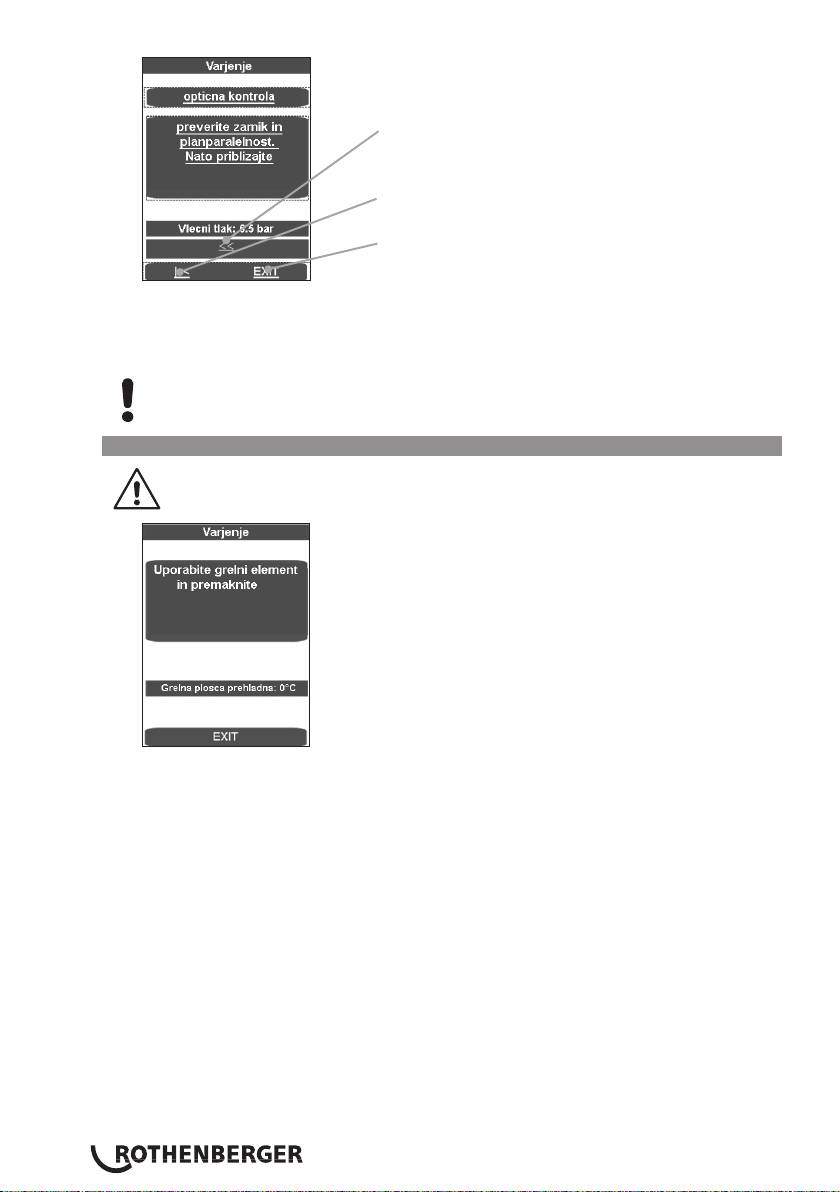
S puščicami s tipkami preskoči program nazaj na
„merjenju vleč. tlaka“
S tipkami s puščicami preskoči program nazaj
„Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja
v glavni meni.
Preverite, ali so varilne površine ravne, vzporedne in so poravnane v osi.
Če ne, je treba ponoviti rezkanje. Osni zamik med konci obdelovancev ne sme biti
(v skladu z DVS) večji od 10 % debeline stene in reža med ravnimi površinami ne sme biti
večja od 0,5 mm. S čistim orodjem (npr. čopičem) odstranite morebitne ostružke v cevi.
Upoštevajte! Rezkanih, za varjenje pripravljenih površin, se ni dovoljeno dotikati z rokami
in na njih ne sme biti nobene umazanije!
3.2.3 Varjenje
Nevarnost ukleščenja! Ob združevanju vpenjalnih orodij in cevi ohranjajte
obvezno varno razdaljo do stroja. Nikoli ne vstavljajte v stroj!
V maski je prikazana temperatura grelne plošče.
Stolpec za prikaz se pokaže v modri, če je temperatura prenizka in v rdeči, če je tempera-
tura previsoka, če pa je v ciljnem območju, pa je stolpec zelen.
Grelni element vstavite v osnovni stroj med oba obdelovanca in pazite, da bodo ležišča
grelne plošče vstavljena v zareze naprave za snetje.
Združite stroj, izravnalni tlak se bo nastavil samodejno in tlak se bo ohranjal.
Zdaj se bodo vsi prametri varjenja shranili, aktivirano bo beleženje zapisnika.
Če varjenje prekinete z EXIT, se pokaže sporočilo „Abbruch durch Bediener (Prekinil
upravljavec)“, tlak se izpusti in parametri varjenja se shranijo. Sporočilo potrdite z OK,
program preskoči v glavni meni.
SLOVENŠČINA288
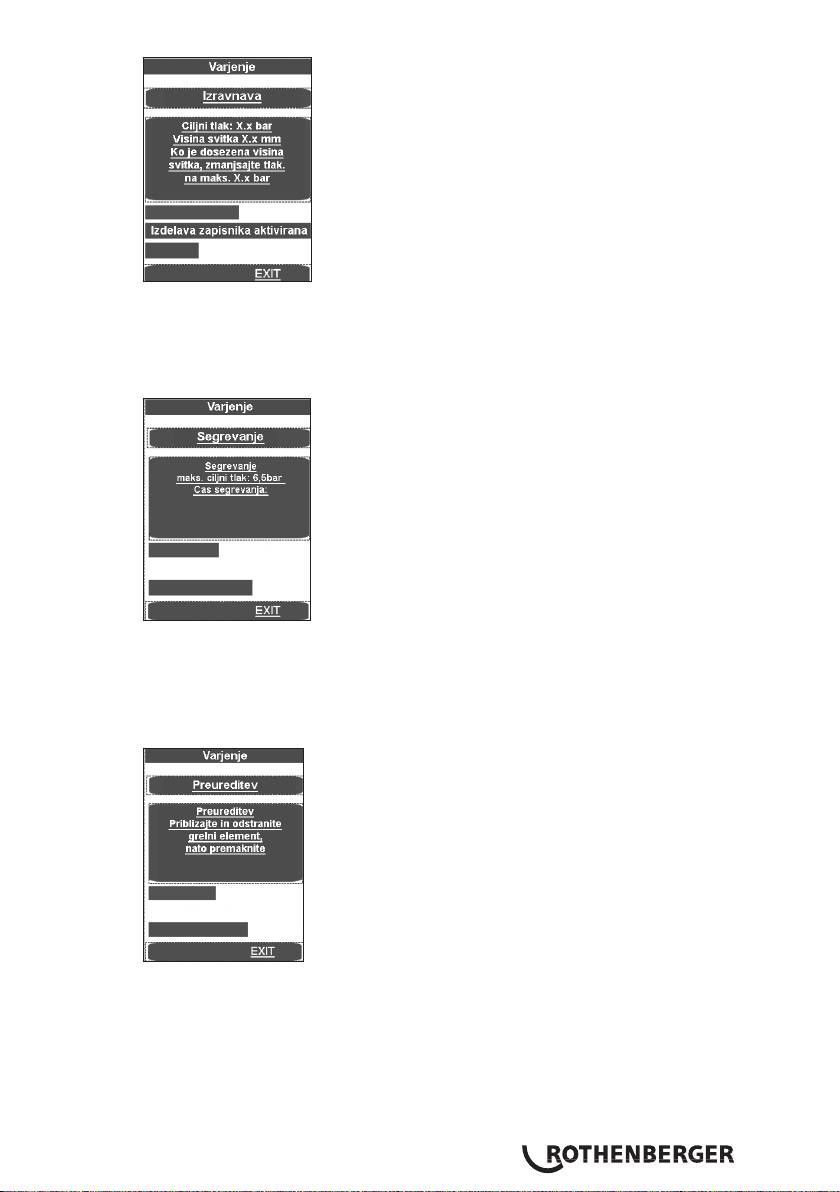
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v
dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Dejanski tlak je
prikazan v prikazovalniku (2).
Ko se po celotni napeljavi vzpostavi pravilen tlak, lahko sprostite odvečni tlak s pritiskom
na gumb (1). Začne teči čas za ogrevanje (t1).
Tlak nastavite tako, da je zagotovljeno še enakomerno, prileganje obdelovancev na
grelnem elementu skorajda brez pritiska.
Tik pred koncem časa segrevanja se oglasi signal.
Po poteku segrevanja znova razprite obdelovance, odstranite grelni element in družite
konce obdelovancev.
Tik pred stikom koncev obdelovanca (pribl. 1 cm) ustavite približevanje tako, da spustite
tipko in jo takoj znova pritisnete. Tlak se bo linearno povečal na ustrezen sestavljalni tlak.
SLOVENŠČINA 289
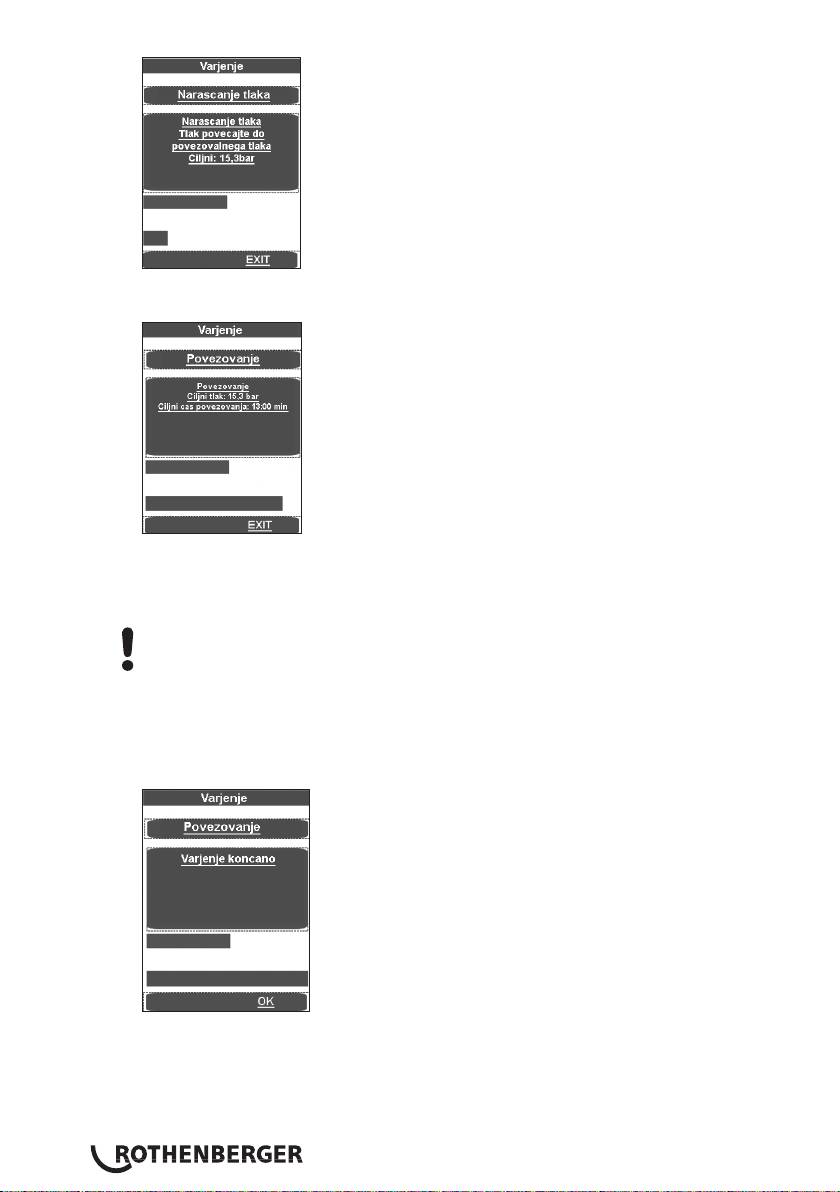
Ko je dosežen ustrezen sestavljalni tlak, preskoči program samodejno v sestavljanje in
zažene se merilnik časa t4.
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v
dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Spodnji pa kaže
časovni potek. Dejanski tlak je prikazan v prikazovalniku (2) ostanek časa sestavljanja t4
pa v prikazovalniku (9).
Pozor: Tipki Sprostitev (10) in Združiti stroj (11) držite pritisnjeni tako dolgo, dokler ni
dosežen sestavljalni tlak, nato se izklopi hidravlika in tipki lahko spustite.
Tlak bo nadzorovan in se samodejno prilagajal. Če bo dodatno črpanje (prevelika izguba
tlaka) prepogosta, preverite hidravlični sistem.
Grelni element postavite nazaj v odlagalno omarico
Ko je potekel čas ohlajanja, je varjenje končano, shranjeno, oglasi se zvočni signal in tlak
se samodejno izpusti.
Meni varjenja končajte z OK.
Tlak izpustite popolnoma s tipko (3).
Sprostite zvarjene obdelovance in jih odstranite.
Razprite osnovni stroj. Stroj je pripravljen za naslednji varilni cikel.
SLOVENŠČINA290
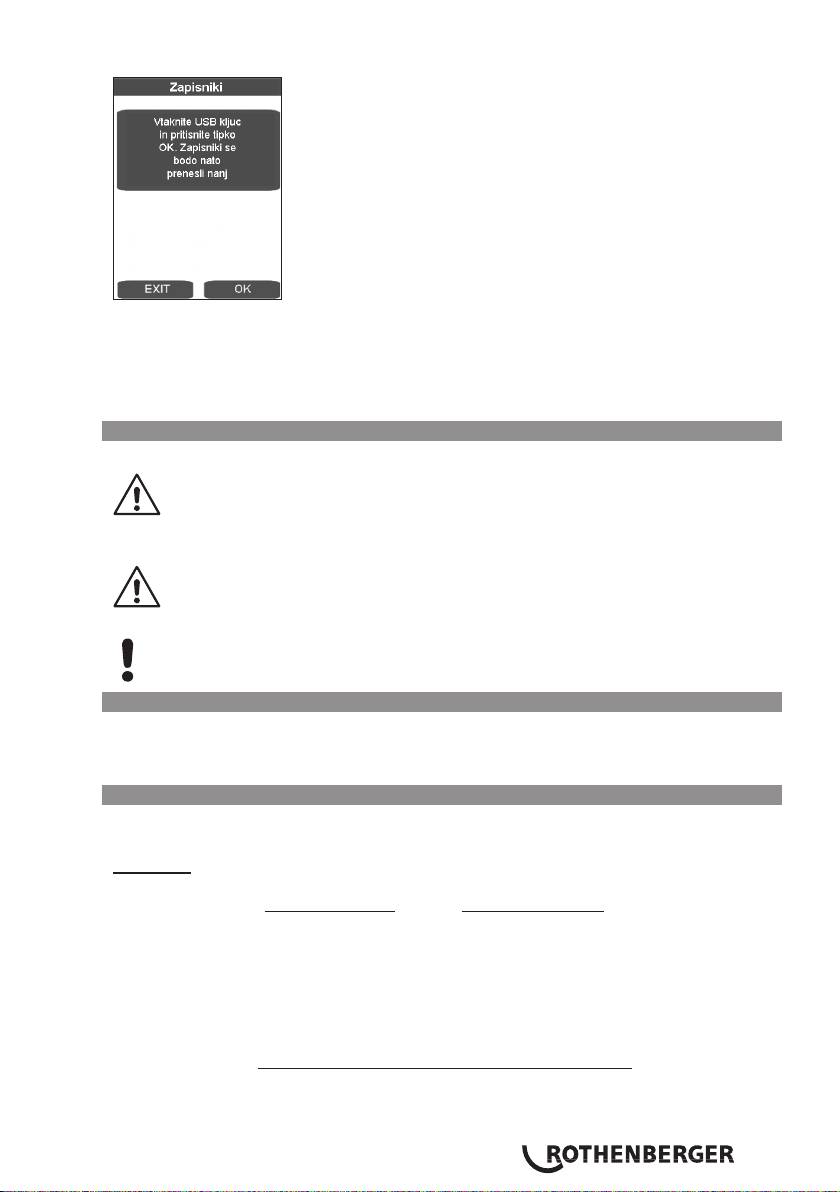
Prenos zapisnikov:
V menijski točki Zapisniki jih lahko shranite OK, če je priključen USB ključ. Okno se nato zapre
samodejno.
Zapisniško datoteko morate obdelati s programsko opremo ROTHENBERGER Dataline 2 in
računalnikom.
Celoten prameter varjenja lahko pogledate v priloženih varilnih tabelah.
3.2.4 Zaključek uporabe
Hidravlični agregat izklopite s tipko (6).
Počakajte, da se grelni element ohladi, oz. ga shranite tako, da se ne morejo
vžgati sosednji materiali!
Vtiče rezkalnika, grelnega elementa in hidravličnega agregata izvlecite iz vtičnic in navijte
kable.
Hidravlični agregat transportirajte in odstavite le v vodoravnem položaju, če je
v poševnem položaju, izteka olje pri čepu za odzračevanje z merilno palčko.
Odklopite hidravlične cevi in jih navijte.
Pozor! Sklopke zaščitite pred umazanijo!
3.3 Splošni pogoji
Ker vremenski in okoljski pogoji odločilno vplivajo na varjenje, je treba obvezno upoštevati
predpise direktiv DVS 2207, 1., 11. in 15. del. Izven Nemčije veljajo ustrezne nacionalne
direktive. (varjenje je treba neprekinjeno in skrbno nadzorovati!)
3.4 Pomembna navodila glede parametrov varjenja
Vse potrebne varilne parametre, kot so temperatura, tlak in čas, povzemite iz direktive DVS
2207, 1. 11. in 15. del. Izven Nemčije veljajo ustrezne nacionalne direktive.
Referenca: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Poštni predal 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-pošta: media@dvs-hg.de internet: www.dvs-media.info
V posamičnem primeru je treba obvezno upoštevati obdelovalne parametre specične za
material proizvajalca cevi.
Navedeni varilni parametri, priloženi varilnim tabelam so orientacijske vrednosti, za katere
podjetje ROTHENBERGER ne prevzema nobenega jamstva!
Vrednosti za izravnalni in sestavljalni tlak, ki so navedene v varilnih tabelah, so bile izračunane
z naslednjo formulo:
varilna površina A [mm²] x varilni faktor SF [N/mm²]
varilni tlak P [bar] =
površina valja Az [cm²] x 10
Varilni faktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
SLOVENŠČINA 291
(celotna površina valja ROWELD P 250/8 B je 6, 26 cm²)
(celotna površina valja ROWELD P 355/12 B je 6, 26 cm²)
(celotna površina valja ROWELD P 500/18 B in P 630/24 B je 14, 13 cm²)
(celotna površina valja ROWELD P 630/24 B Plus je 22, 38 cm²)
3.5 Nastavitev parametrov
Nastavitev parametrov s pravicami „Varilec“ :
Vrtljiv gumb (4) pritiskajte dolgo (pribl. 3 sek.), dokler ne začne v zgornjem prikazovalniku
(2) utripati P001.
Z vrtljivim gumbom (4) izberite želen parameter od P001 do P009. Če je treba to vrednost
premakniti oz. prikazati, pritisnite na kratko vrtljiv gumb (4), vrednost (privzeta) začne
utripati v spodnjem delu prikazovalnika (9).
Vrednost nastavite z vrtljivim gumbom (4) in vrtljiv gumb (4) znova na kratko pritisnite, nato
znova utripa parameter v zgornjem delu prikazovalnika (2).
Za končanje menija pritisnite tipko za sprostitev (10), vrednosti se bodo shranile.
Nastavitev parametrov s pravicami „Mojster“ :
Vrtljiv gumb (4) pritisnite za dalj časa (pribl. 6 sek.), najprej začne v zgornjem delu
prikazovalnika (2) parameter P001, nato „CodE“ in v spodnjem delu prikazovalnika (9)
utripa črtica na prvem mestu.
Z vrtljivim gumbom (4) vnesite geslo in nato na kratko pritisnite vrtljiv gumb (4) (ob prvi
uporabi je geslo = 8001, prek parametra P100 lahko geslo spremenite poljubno).
Z vrtljivim gumbom (4) izberite želen parameter od P101 do P114. Če je treba to vrednost
premakniti oz. prikazati, pritisnite na kratko vrtljiv gumb (4), vrednost (privzeta) začne
utripati v spodnjem delu prikazovalnika (9).
Vrednost nastavite z vrtljivim gumbom (4) in vrtljiv gumb (4) znova na kratko pritisnite, nato
znova utripa parameter v zgornjem delu prikazovalnika (2).
Za končanje menija pritisnite tipko za sprostitev (10), vrednosti se bodo shranile.
Ime
Oznaka privzeto Enota min maks Pravica
parametra
P001 Funkcija varčevanja z energijo,
99 min 0 99 Varilec
ostanek časa
P002* Funkcija varčevanja z močjo
0 0 3 Varilec
aktivna
P003 Offset Temperatura grelne plošče 5 °C -25 25 Varilec
P004 Pmax za rezkanje 20 bar 10 50 Varilec
P005 Ciljni tlak: 1/10 barov Varilec
P006 Ciljna temperatura 210 °C P103 P104 Varilec
P007 Merilnik časa T1, ciljna vrednost 45 sek 1 1500 Varilec
P008 Merilnik časa T4, ciljna vrednost 6 min 1 99 Varilec
P009 Pstart za rezkanje 10 bar 0 P004 Varilec
P101 Odstopanje do naknadnega
5 % 1 50 Mojster
črpanja
P102 Čas razmikanja po rezkanju 10 1/10 sek 0 100 Mojster
P103 Nastavljena temperatura (min) 160 °C 0 300 Mojster
P104 Nastavljena temperatura (maks.) 270 °C 0 300 Mojster
P105 Tipka Zapahnitev (Da/Ne) 5 sek 0 50 Mojster
P106 Tlak za razmikanje 135 barov 10 160 Mojster
P107 Čas dovajanja za vklop brenčala 50 1/10 sek 0 200 Mojster
P100 Spreminjanje gesla 8001 Mojster
* P002 - Funkcija varčevanja z močjo:
0 - nobena,
1 - če deluje rezkalo, se izklopi grelni element,
2 - če deluje hidravlični motor, se izklopi grelni element,
3 - če deluje t4, se izklopi grelni element.
SLOVENŠČINA292

3.6 Nastavitev datuma in ure
Program zaprite s klikom v zgornjem levem kotu.
Pritisnite Start, Setting (Nastavitev) in nato Control Panel (Nadzorna plošča).
Zagonska vrstica ni prikazana in jo lahko prikličete s pritiskom na spodnji levi kot.
Kliknite Date/Time (Datum/Ura)
SLOVENŠČINA 293
Vnosno masko nastavite z dotikanjem in premikanjem vrstice datum/ura. Izberite ustrezno
časovno cono in vnesite uro (Current Time).
Pozor! Upoštevajte AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Potrdite z „Apply“ in „OK“. Nadzorno ploščo zaprite z X.
Pritisnite tipki „Start“ in „Run“.
SLOVENŠČINA294
Na tipkovnici, ki se je pokazala, vnesite reboot in pritisnite „OK“, računalnik se bo zagnal
znova.
3.7 Nastavitev in izbira konguracije stroja
Za izbiro ali nastavitev konguracije stroja pritisnite tipko SETTINGS (NASTAVITVE).
S tipkami s puščicami lahko izberete želeno konguracijo stroja.
Na nastavitev nove konguracije zaženite s tipko s puščico v desno naslednjo štev., npr 2.
S pritiskom na ustrezno prikazno polje se pokaže vnosna maska. Podatke lahko izbrišete
z DEL in vnesete nove, ti podatki pa bodo pozneje prevzeti v zapisnik.
SLOVENŠČINA 295
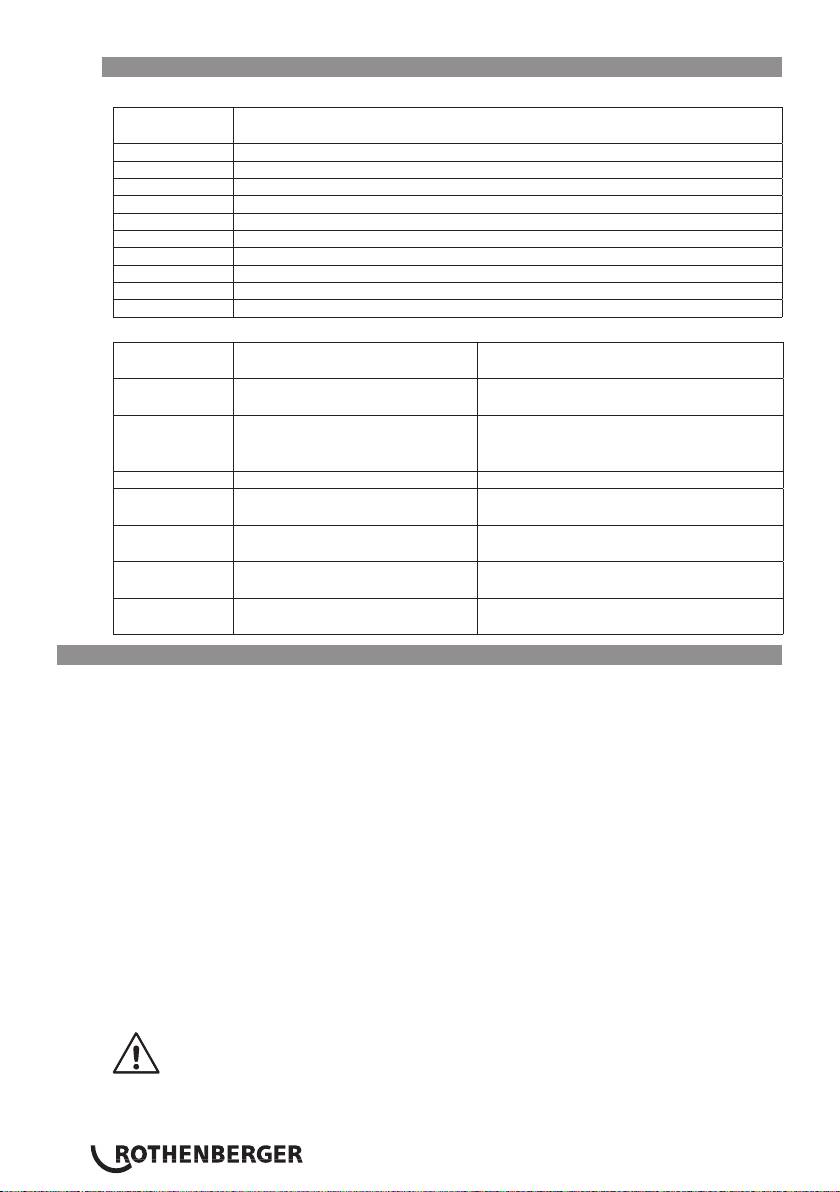
3.8 Sporočila o napakah
Računalnik z zaslonom na dotik in zapisnik:
Sporočilo
Ime
o napaki
Koda 1 Izravnalni tlak previsok
Koda 2 Izravnalni tlak prenizek
Koda 4 Tlak ogrevanja previsok
Koda 64 Čas preurejanja je predolg
Koda 128 Čas vzpostavitve tlaka je predolg
Koda 256 Sestavljalni tlak previsok
Koda 512 Sestavljalni tlak prenizek
Koda 2048 Grelni element prehladen
Koda 4096 Prekinil je upravljavec
Koda 131072 Grelni element pretopel
Krmiljenje:
Sporočilo
Ime Odpravljanje motenj
o napaki
SER Dosežen datum servisa, servis
Opravite servis
je zapadel
ERR1 Absoluten tlak ni dosežen Preverite raven olja, preverite senzor
tlaka, ventili pokvarjeni, motor
pokvarjen
PE-2 Senzor tlaka -24 V pokvarjen Zamenjajte senzor tlaka
ERR5 Temperatura olja 70 °C – stop! Počakajte, da se temperatura olja zniža
pod 50 °C
HE-1 Grelni element ni priklopljen,
Zamenjajte tipalo
tipalo zlomljeno
HE-0 Grelni element pretopel Ponovno izmerite temperatur, preverite
nastavitev, zamenjajte tipalo
HE-2 Grelni element prehladen Ponovno izmerite temperatur, preverite
nastavitev, zamenjajte tipalo
4 Nega in vzdrževanje
Za ohranjanje zmožnosti delovanja stroja morate upoštevati naslednje točke:
• Vodilni drogovi morajo biti brez umazanije. Če so poškodovane površine, morate
zamenjati vodilne drogove, ker lahko to morebiti vodi do izgube tlaka.
• Za brezhibne rezultate varjenja morajo biti grelni elementi vedno čisti. Ob poškodovanih
površini je treba grelni element premazati na novo, oz. ga zamenjati. Ostanki materiala
na grelnem zrcalu zmanjšajo lastnosti zmanjšanja oprijemanja in jih je treba odstraniti
s papirjem, ki ne pušča vlaken in špiritom (le na hladnem grelnem elementu).
• Hidravlično olje HLP – 46 (štev. izdelka: 53649) morate zamenjati vsakih 12 mesecev.
• Da bi zmanjšali motnje v delovanju, morate redno preverjati zatesnjenost hidravličnega
agregata, trdno privitost privitij ter brezhibno stanje električnih kablov.
• Hitro hidravlično sklopko na hidravličnem agregatu in paketu cevi zaščitite pred
umazanijo. Če so te umazane, jih očistite pred priklopom.
• Rezkar ima dva dvostransko nabrušena noža. Če se zmogljivost rezanja zmanjša, lahko
oba noža obrnete oz. jih zamenjate z novimi.
• Vedno morate paziti, da bodo obdelovane cevi oz. konci obdelovancev, še posebej čelne
strani, vedno brez umazanije, sicer se bo skrajšala življenjska doba nožev.
V skladu z DVS 2208 morata proizvajalec ali njegova pooblaščena servisna
postaja enkrat letno opraviti preverjanje varilnega aparata. Pri strojih
z nadpovprečno obremenitvijo je treba preizkusni cikel skrajšati.
SLOVENŠČINA296

4.1 Nega stroja in orodij
(Upoštevajte predpise o vzdrževanju, točka 4!)
Ostra in čista orodja dajejo boljše delovne rezultate in so varnejša.
Takoj zamenjajte tope, zlomljene ali izgubljene sestavne dele. preverite, dali je pribor varno
povezan s strojem.
Ob vzdrževalnih delih uporabljajte le originalne nadomestne dele. Stroj sme popravljati le
strokovno kvalicirano osebje.
Stroj odklopite od električnega omrežja, če ga ne uporabljate, pred nego in vzdrževalnimi deli
in pred zamenjavo delov pribora.
Pred ponovnim priklopom na električno omrežje je treba zagotoviti, da bodo stroj in orodja
pribora izklopljeni.
Ob uporabi kabelskih podaljškov je treba preveriti njihovo varnost in zmožnost delovanja.
Uporabljati smete le kable, odobrene za uporabo na prostem.
Orodij in stroja ni dovoljeno uporabljati, če so ohišje ali ročaji, še posebej tisti iz plastike,
počeni oz. ukrivljeni.
Umazanija in vlaga v takšni razpokah prevajata električni tok. Če v orodju oz. stroju pride do
poškodbe izolacije, lahko to povzroči električni udar.
Opomba: Še naprej opozarjamo na predpise o preprečevanju nesreč.
5 Pribor
Ustrezen pribor in obrazec za naročilo boste našli od strani 361.
6 Odstranjevanje med odpadke
Deli te naprave so sekundarne surovine in jih lahko odvedete ponovni predelavi. Za to so na
voljo odobreni in certicirani obrati za recikliranje. Za dele, ki jih ni mogoče reciklirati na okolju
prijazen način (npr. elektronski odpad), vprašajte svoje pristojne urade za odpadke.
Le za države, članice EU:
Električnega orodja ne odvrzite med gospodinjske odpadke! V skladu z evropsko
smernico 2012/19/EU o električnih in elektronskih starih napravah in prenosom
v nacionalno pravo, je treba izrabljena električna orodja zbirati ločeno in jih odvesti
okolju primerni ponovni uporabi.
SLOVENŠČINA 297
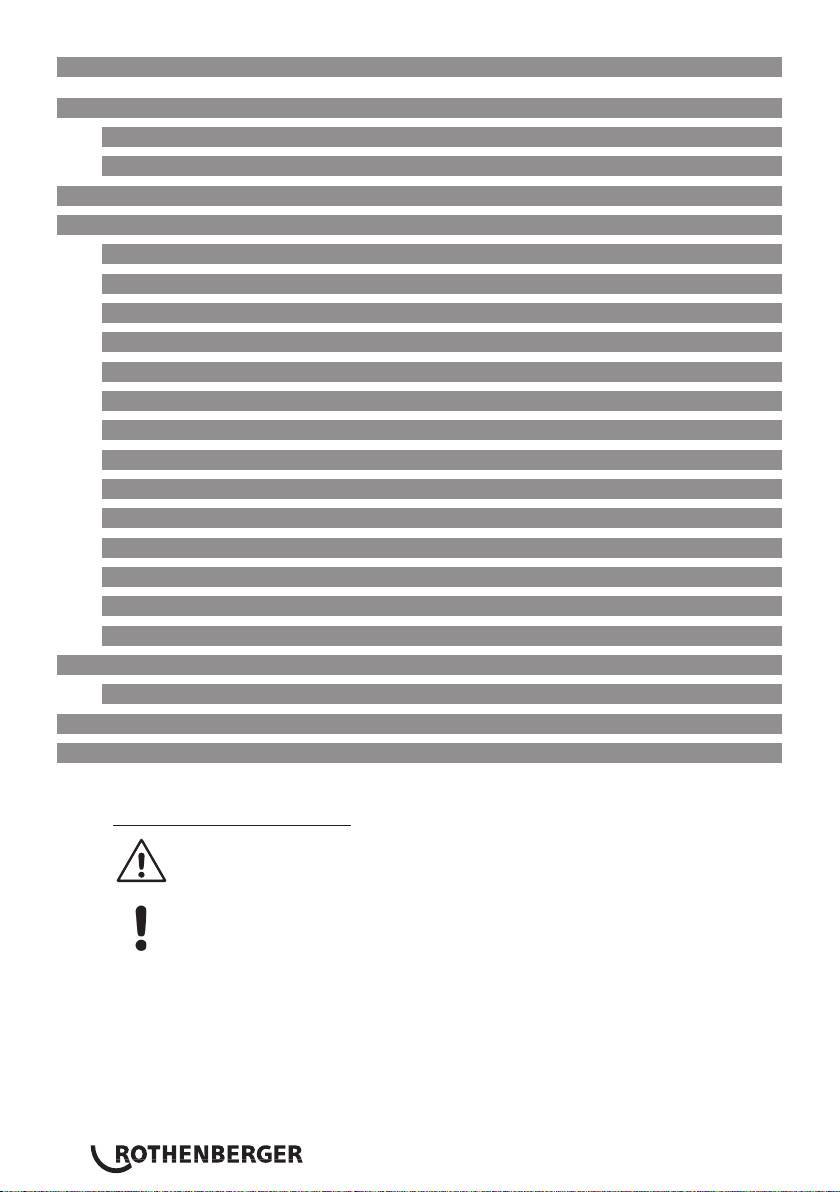
Obsah Strana
1 Pokyny k bezpečnosti 299
1.1 Použitie na určený účel 299
1.2 Všeobecné bezpečnostné pokyny pre elektrické náradie 299
2 Technické údaje, viď brožúra „technické údaje“
3 Funkcia prístroja 301
3.1 Popis prístrojov 301
3.1.1 Základný stroj (obr. A) 301
3.1.2 Hydraulický agregát (obr. B) 301
3.2 Návod na obsluhu 302
3.2.1 Uvedenie do prevádzky 302
3.2.2 Opatrenia pre prípravu zvárania 305
3.2.3 Proces zvárania 309
3.2.4 Uvedenie mimo prevádzku 312
3.3 Všeobecné požiadavky 312
3.4 Dôležité pokyny k parametrom zvárania 312
3.5 Nastavenie parametrov 313
3.6 Nastavenie dátumu a času 314
3.7 Vytvorenie a voľba kongurácií stroja 316
3.8 Hlásenia poruchy 317
4 Starostlivosť a údržba 317
4.1 Starostlivosť o stroj a nástroje 318
5 Príslušenstvo 318
6 Likvidácia 318
Označenia v tomto dokumente:
Nebezpečenstvo!
Táto značka varuje pred poraneniami osôb.
Pozor!
Táto značka varuje pre poškodením majetku a škodami na životnom pros-
tredí.
Výzva ku konaniu
SLOVENSKÝ298
1 Pokyny k bezpečnosti
1.1 Použitie na určený účel
Zváracie prístroje ROWELD P250-630/8-24B Plus Premium sa smú používať len na vytvára-
nie zvarových spojov PE, PP a PVDF rúr podľa technických údajov.
1.2 Všeobecné bezpečnostné pokyny pre elektrické náradie
POZOR! Pri používaní elektrického náradia dodržiavajte nasledovné základné
bezpečnostné opatrenia na ochranu proti zásahu elektrického prúdu, nebezpečenstvu
poranenia a požiaru.
Pred použitím tohto elektrického náradia si prečítajte všetky pokyny a bezpečnostné
pokyny dobre uschovajte.
Údržba:
1 Pravidelné čistenie, údržba a mazanie. Pred každým nastavením, údržbou alebo
opravou vytiahnite sieťovú zástrčku.
2 Váš prístroj nechajte opravovať len kvalikovaným odborným personálom a len
s originálnymi náhradnými dielmi. Týmto je zabezpečené zachovanie bezpečnosti
prístroja.
Bezpečná práca:
1 Vo vašom pracovnom priestore udržujte poriadok. Neporiadok v pracovnom priestore
môže mať za následok úrazy.
2 Berte do úvahy vplyvy prostredia. Elektrické náradie nevystavujte dažďu. Elektrické
náradie nepoužívajte vo vlhkom alebo mokrom prostredí. Zabezpečte dobré osvetlenie
pracoviska. Elektrické náradie nepoužívajte tam, kde hrozí nebezpečenstvo požiaru alebo
explózie.
3 Chráňte sa pred zásahom elektrickým prúdom. Zabráňte kontaktu tela s uzemnenými
dielmi (napr. rúry, radiátory, elektrické sporáky, chladiace prístroje).
4 Ostatné osoby udržujte vo vzdialenosti. Nedovoľte iným osobám, najmä nie deťom,
aby sa dotýkali elektrického náradia alebo kábla. Nedovoľte im priblížiť sa k pracovnému
priestoru.
5 Nepoužívané elektrické náradie bezpečne uskladnite. Nepoužívané elektrické náradie
uskladnite na suchom, vysoko položenom alebo uzavretom mieste, mimo dosahu detí.
6 Nepreťažujte elektrické náradie. Lepšie a bezpečnejšie budete pracovať v danom
rozsahu výkonu.
7 Používajte správne elektrické náradie. Na ťažké práce nepoužívajte prístroje so
slabým výkonom. Nepoužívajte elektrické náradie na také účely, na ktoré nie je určené.
Nepoužívajte napr. žiadne ručné okružné píly na rezanie vetiev stromov alebo drevených
polien.
8 Noste vhodné oblečenie. Nenoste žiadne voľné oblečenie ani šperky, pohyblivé diely by
ich mohli zachytiť. Pri prácach na voľnom priestranstve sa odporúča protišmyková obuv.
Dlhé vlasy noste v sieťke.
9 Používajte ochranné prostriedky. Noste ochranné okuliare. Pri prácach s tvorbou
prachu používajte dýchaciu masku.
10 Pripojte zariadenie na odsávanie prachu. Pokiaľ sú k dispozícii pripojenia na odsávanie
prachu a zachytávacie zariadenie, presvedčte sa, že tieto sú zapojené a správne
používané.
SLOVENSKÝ 299

11 Nepoužívajte kábel na účely, na ktoré nie je určený. Nepoužívajte kábel na vytiahnutie
zástrčky zo zásuvky. Chráňte kábel pred teplotami, olejom a ostrými hranami.
12 Zaistite obrobok. Používajte upínacie zariadenia alebo zverák na upevnenie obrobku.
Týmto drží bezpečnejšie ako len Vašou rukou.
13 Vyhnite sa abnormálnemu držaniu tela. Dbajte na bezpečný postoj a vždy udržujte
rovnováhu.
14 Starajte sa o Vaše náradie. Rezacie náradie udržujte ostré a čisté, aby ste s ním mohli
lepšie a bezpečnejšie pracovať. Dodržujte pokyny pre mazanie a výmenu nástroja.
Pravidelne kontrolujte pripojovací káble elektrického náradia a v prípade poškodenia
ho nechajte vymeniť uznávaným odborníkom. Predlžovacie káble pravidelne kontrolujte
a v prípade poškodenia ich vymeňte. Rukoväte udržujte v suchu, čistote a bez stôp
maziva alebo oleja.
15 Vytiahnite zástrčku zo zásuvky. Ak elektrické náradie nepoužívate, pred údržbou a pri
výmene nástrojov, ako napr. pílový list, vrták, fréza.
16 Nenechávajte zastrčený nástrojový kľúč. Pred zapnutím skontrolujte, či je kľúč
a nastavovací nástroj vybratý.
17 Zabráňte neúmyselnému spusteniu. Pri zastrčení zástrčky do zásuvky sa ubezpečte, že
vypínač je vypnutý.
18 Na voľnom priestranstve používajte predlžovací kábel. Na voľnom priestranstve
používajte len predlžovací kábel, ktorý je na to schválený a príslušne označený.
19 Buďte sústredení. Dávajte pozor na to, čo robíte. K práci pristupujte s rozvahou.
Nepoužívajte elektrické náradie, ak nie ste sústredení.
20 Skontrolujte elektrické náradie na prípadne poškodenia. Pred ďalším použitím
elektrického náradia musia byť ochranné zariadenia alebo ľahko poškodené diely
starostlivo skontrolované, či fungujú bezchybne a podľa určenia. Skontrolujte, či pohyblivé
diely bezchybne fungujú a nie sú zaseknuté alebo či diely nie sú poškodené. Všetky diely
musia byť správne namontované a spĺňať všetky podmienky, aby zabezpečili bezchybnú
prevádzku elektrického náradia.
Poškodené ochranné zariadenia a diely musí podľa určenia opraviť alebo vymeniť
uznávaná odborná dielňa, pokiaľ nie je inak uvedené v návode na použitie. Poškodené
vypínače musia byť vymenené v zákazníckej dielni.
Nepoužívajte elektrické náradie, pri ktorom nie je možné zapnúť a vypnúť vypínač.
21 Pozor. Používanie iných vkladateľných nástrojov a iného príslušenstva môže pre Vás
predstavovať nebezpečenstvo poranenia.
22 Nechajte Váš prístroj opraviť odborným elektrikárom. Toto elektrické náradie spĺňa
príslušné bezpečnostné ustanovenia. Opravy smie vykonávať len odborný elektrikár
s použitím originálnych náhradných dielov, v opačnom prípade môže dôjsť k úrazom
používateľa.
2 Technické údaje, viď brožúra „technické údaje“
SLOVENSKÝ300
3 Funkcia prístroja
3.1 Popis prístrojov
ROWELD P250-630/8-12B Plus Premium sú kompaktné, prenosné zváračky pre zváranie
na tupo s vyhrievacím článkom s protokolovacím modulom na ukladanie parametrov zvárania
podľa smernice DVS, prenos protokolov cez USB pripojenie, ktoré boli navrhnuté špeciálne
pre použitie na staveniskách, a tu konkrétne vo výkopoch pre potrubia. Použitie prístrojov je
samozrejme možné aj v dielňach.
Vďaka všestrannosti zváracích strojov typu „ROWELD“ je vo všetkých oblastiach použitia
možné bezpečne vytvárať nasledovné zvarové spoje PE, PP a PDF rúr s vonkajším
priemerom 90 až 630 mm / 5 až 24“:
I. Rúra - Rúra
II. Rúra - Rúrový oblúk
III. Rúra - T-kus
IV. Rúra - Privarovacie hrdlo
Stroje sa skladajú v podstate z:
Základný stroj, redukčné upínacie nadstavce, hydraulický agregát s protokolovacím modulom,
frézovacie zariadenie, vyhrievací článok, odkladacia schránka.
Pri zváraní privarovacích hrdiel sa používa štvorčeľusťový upínací kotúč, ktorý je k dostaniu
ako príslušenstvo.
ROWELD P250/8B: Pri zváraní rúrových oblúkov s úzkym polomerom max. priemeru stroja
sa používa skosený upínací nástroj horného dielu, ktorý je k dostaniu ako príslušenstvo.
ROWELD P500-630/18-24B Plus: Pre umiestnenie a vyzdvihnutie frézy a vyhrievacieho
článku je možné použiť elektrické zdvíhacie zariadenie, ktoré je k dostaniu ako príslušenstvo.
3.1.1 Základný stroj (obr. A)
1 Pohyblivé upínacie prvky 3 Dištančný prvok s aretačnými zárezmi
Zariadenie na odťahovanie vyhrievacieho
2 Posuvný upínací prvok 4
článku
3.1.2 Hydraulický agregát (obr. B)
1 Tlačidlo Automatika 12 Tlačidlo Časovač (doba)
2 Indikátor tlaku 13 Zásuvka frézovacieho zariadenia
3 Tlačidlo zníženia tlaku 14 Objímka rýchlospojky
4 Otočný regulátor 15 Konektor rýchlospojky
5 Tlačidlo Frézovanie 16 Konektor vyhrievacieho článku
6 Tlačidlo zapnutia a vypnutia 17 Sieťová zástrčka
7 Tlačidlo Ohrev 18 Núdzové vypnutie
8 Stroj „Oddialiť“ 19 Dotykový počítač
9 Indikátor teploty a času 20 Plniaca zátka oleja s mierkou oleja
10 Spúšťacie tlačidlo 21 USB pripojenie
11 Stroj „Prisunúť“
Hydraulický agregát umožňuje obsluhovanie zváračky označené nasledovnými symbolmi:
Tlačidlo zapnutia a vypnutia hydraulického agregátu
Stlačením tlačidla „Heizung“ (Ohrev) zapnite vyhrievací článok.
Požadovanú teplotu vyhrievacieho článku nastavte stlačením tlačidla
„Heizung“ (Ohrev) a otáčaním otočného regulátora, hodnota sa zobrazí
na displeji teploty, potom sa znovu zobrazí skutočná hodnota.
SLOVENSKÝ 301
Na otočnom regulátore nastavte tlak pre frézovanie, prispôsobenie,
ohrevu a spojovania, hodnota sa zobrazí na displeji „Druck“ (Tlak). 3
sekundy po nastavení sa zobrazí skutočná hodnota. Stlačením
otočného gombíka sa zobrazia a nastavia servisné parametre.
Pre prisunutie upínacích prvkov k sebe stlačte spúšťacie tlačidlo a tlačidlo stroja
„Zufahren“ (Prisunúť).
Tlačidlo pre pokles tlaku
Pre odsunutie upínacích prvkov od seba stlačte spúšťacie tlačidlo a tlačidlo stroja
„Auffahren“ (Odsunúť).
Stlačte spúšťacie tlačidlo a tlačidlo frézovania pre zapnutie zásuvky frézovacieho
zariadenia. Tlak bude automaticky nastavený na 10 barov a otočným regulátorom
môže byť zvýšený maximálne na 20. (V špeciálnom prípade použitia, napr.
zavesená poloha môže byť zmenou P004 nastavený maximálne na 50 barov)
Časovač aktivujte jednorazovým stlačením tlačidla. Stlačením tlačidla
a otáčaním otočného regulátora môžete nastaviť čas t1 v sekundách.
Pri dlhšom stlačení tlačidla dôjde k prepnutia na t4. Stlačením tlačidla
a otáčaním otočného regulátora môžete nastaviť čas t4 v minútach.
Krátkym stlačením tlačidla časovača, keď svieti ukazovateľ časovača t1
alebo t2, sa časovač spustí ručne.
Stlačením tlačidla Automatika sa bude monitorovať a prípadne dodatočne
regulovať nastavený tlak počas zahrievania (aktívny časovač t1) a procesu
spájania (aktívny časovať t4).
Povoľovacie tlačidlo pre potvrdenie servisných parametrov
3.2 Návod na obsluhu
Zvárací stroj smú obsluhovať len odborní pracovníci, ktorí sú na to oprávnení
a primerane kvalikovaní podľa smernice DVS 2212 časť 1!
Stroj smú používať len vyškolení a oprávnení pracovníci obsluhy!
3.2.1 Uvedenie do prevádzky
Pred uvedením zváračky pre zváranie na tupo do prevádzky si prosím pozorne
prečítajte návod na prevádzku a pokyny k bezpečnosti!
Vyhrievací článok nepoužívajte v prostredí s nebezpečenstvom explózie
a neprivádzajte do kontaktu s ľahko horľavými látkami.
Udržiavajte bezpečnú vzdialenosť od stroja, do stroja sa nestavajte ani
nesiahajte. Nedovoľte ostatným osobám priblížiť sa do pracovnému priestoru.
Pred každým uvedením do prevádzky skontrolujte hladinu oleja hydraulického
agregátu. Hladina oleja musí byť medzi min. a max. značkou na plniacej zátke
oleja s mierkou oleja (20), v prípade potreby dolejte hydraulický olej HLP 46.
Hydraulický agregát prepravujte a odstavte len vo vodorovnej polohe, pri šikmej
polohe uniká olej z odvzdušňovacej zátky s mierkou oleja.
V prípade nebezpečenstva stlačte vypínač núdzového vypnutia (18). Pred
každým uvedením do prevádzky sa ubezpečte, že núdzové vypnutie nie je
zablokované!
SLOVENSKÝ302
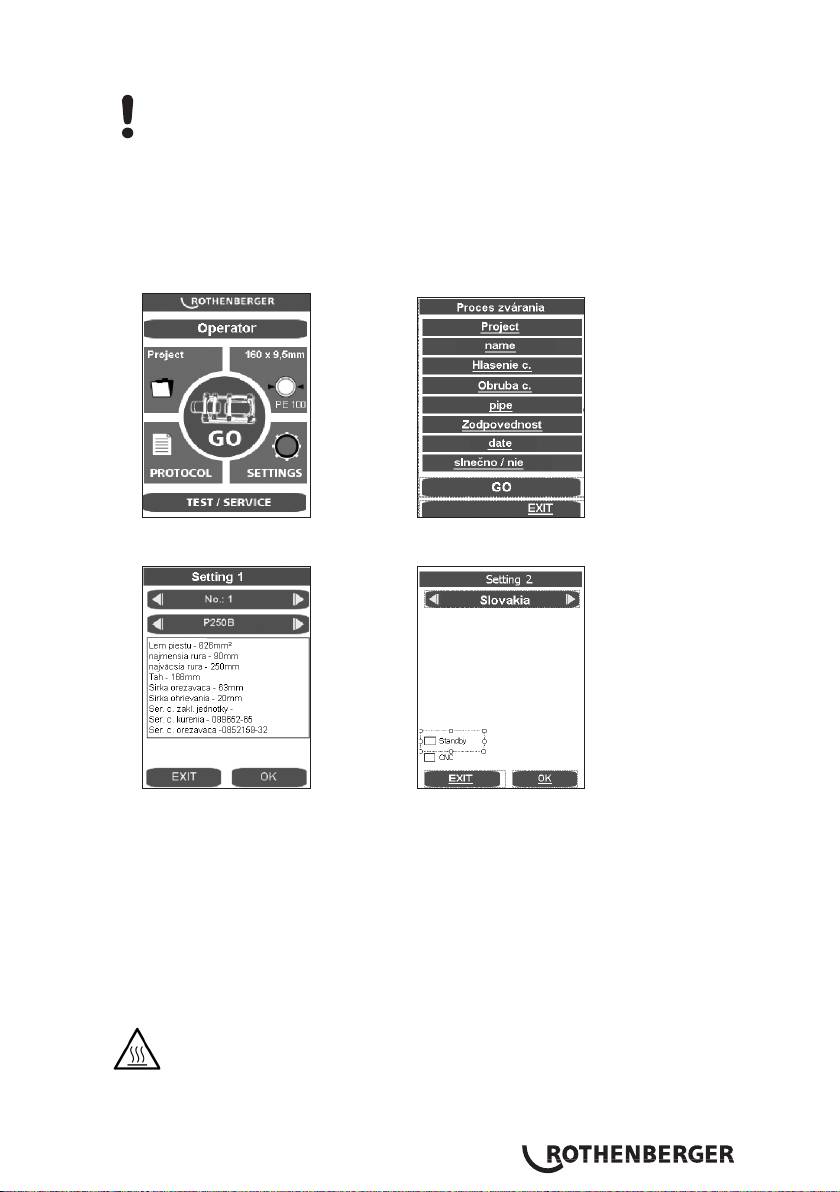
Obe hydraulické hadice základného stroja spojte pomocou rýchlospojky (14,15) na
hydraulickom agregáte.
Rýchlospojky chráňte pred znečistením. Netesniace spojky musia byť okamžite
vymenené!
Sieťovú zástrčku frézovacieho zariadenia zapojte do zásuvky (13) a konektor
vyhrievacieho článku zapojte do zástrčky (16).
Sieťovú zástrčku hydraulického agregátu (17) pripojte k napájaniu elektrickým prúdom
podľa typového štítku. Ak sa nezobrazí úvodná obrazovka, odblokujte vypínač núdzového
vypnutia. Zaznie signálny tón a na displeji (2) svieti bod.
Pri prvom uvedení skontrolujte dátum a čas. Na to stlačte tlačidlo GO. (Pre zmenu pozri
bod 3.6). Pre ukončenie menu stlačte EXIT.
Pri prvom uvedení do prevádzky nastavte jazyk, zo závodu je nastavený nemecký jazyk.
Pre zmenu stlačte Settings (Nastavenia) a zmeňte pomocou OK v Setting 2 (Nastavenie 2).
Pomocou tlačidla šípky zvoľte požadovaný jazyk a potvrďte pomocou OK. Zvolený jazyk
sa uloží po prvom procese zvárania.
Existuje možnosť prepnúť obrazovku do pohotovostného režimu (Standby), šetrič
obrazovky sa aktivuje, keď bude hydraulika vypnutá pomocou tlačidla (6).
Zapnite hydraulický agregát (stlačte tlačidlo (6) ).
Po zapnutí sa zohreje vyhrievací článok.
Na displeji (9) sa zobrazí aktuálna teplota. Regulácia je aktívna, keď na displeji svieti bod.
Pri dosiahnutí nastavenej teploty sa rozsvietia obe LED kontrolky (aktuálna a nastavená).
Po ďalších 10 minútach je vyhrievací článok pripravený na použitie. Teplotu kontrolujte
prístrojom na meranie teploty.
Pre porovnanie teploty vyhrievacieho článku pozri bod 3.5.
Nebezpečenstvo popálenia! Vyhrievací článok môže dosiahnuť až teplotu 300° C
a bezprostredne po použití musí byť odložený do odkladacej schránky, ktorá je
na to určená!
Dlhším stlačením tlačidla (7) môžete ohrev vypnúť. Bod na displeji (9) zmizne, opätovným
stlačením ohrev znovu zapnete.
SLOVENSKÝ 303
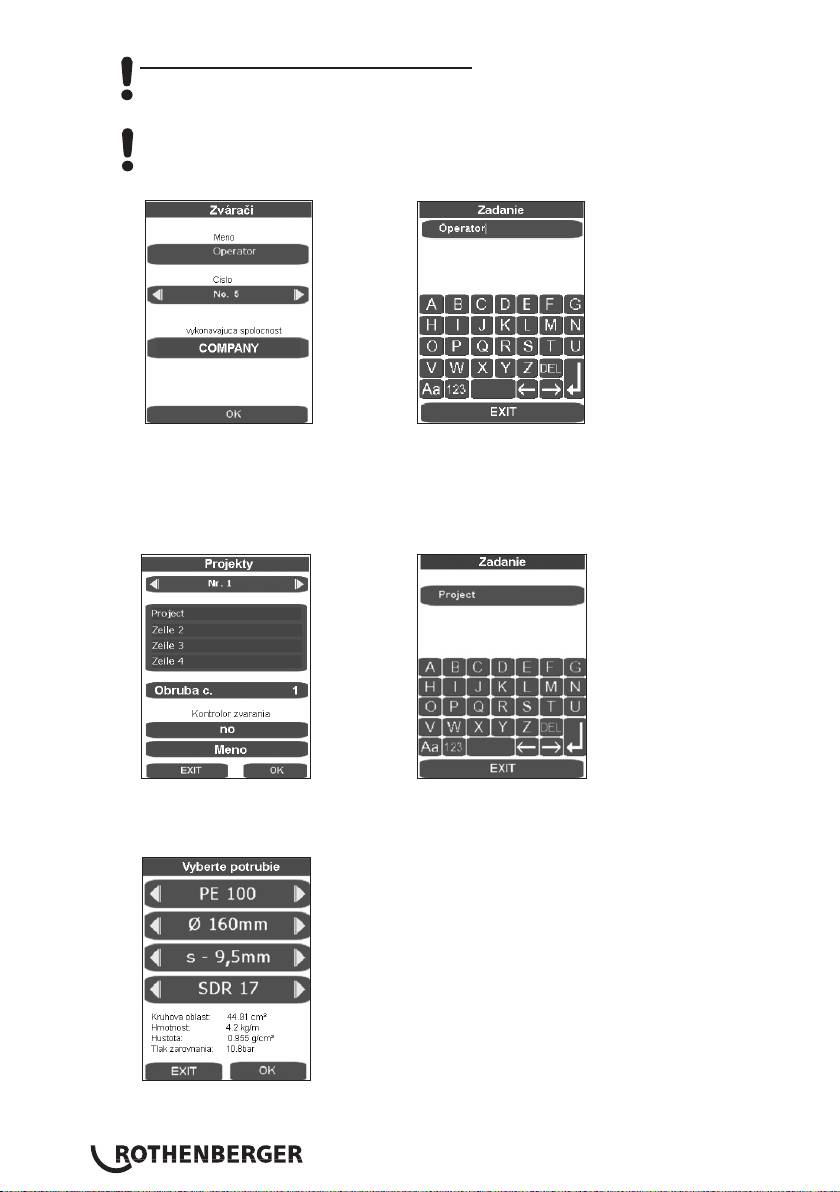
Hydraulika ROWELD P500-630/18-24B Plus: Skontrolujte smery otáčania! Stroje sú
zo závodu prisvorkované pravotočivo. Základný stroj s hydraulickým agregátom vyveďte
alebo naveďte, keď sa neuskutoční žiaden pohyb, pomocou vhodného náradia prepnite
prepínač fáz na sieťovej zástrčke!
Upozornenie: V prípade nesprávneho smeru otáčania nezapínajte hydrauliku
(nebezpečenstvo zničenia)
Zadajte alebo zvoľte meno zvárača „Operator“.
Pomocou vstupných masiek môžete voliť uložených zváračov, zadávať nové mená
zváračov alebo vymazávať existujúce pomocou tlačidla DEL a znovu zadávať. Všetky
vstupné masky budú potvrdené pomocou tlačidla ENTER alebo tlačidla OK a uložené,
bude vyvolaný nasledovný programový krok. Pomocou tlačidla EXIT bude vstupná maska
zatvorená bez uloženia.
Založenie alebo voľba projektu.
Pomocou vstupných masiek môžete zvoliť uložené projekty, zadávať nové názvy
projektov. Zatvorenie a uloženie pomocou tlačidla ENTER.
Voľba rúry.
Pomocou tlačidla šípky zvoľte požadovanú rúru a potvrďte pomocou OK.
SLOVENSKÝ304
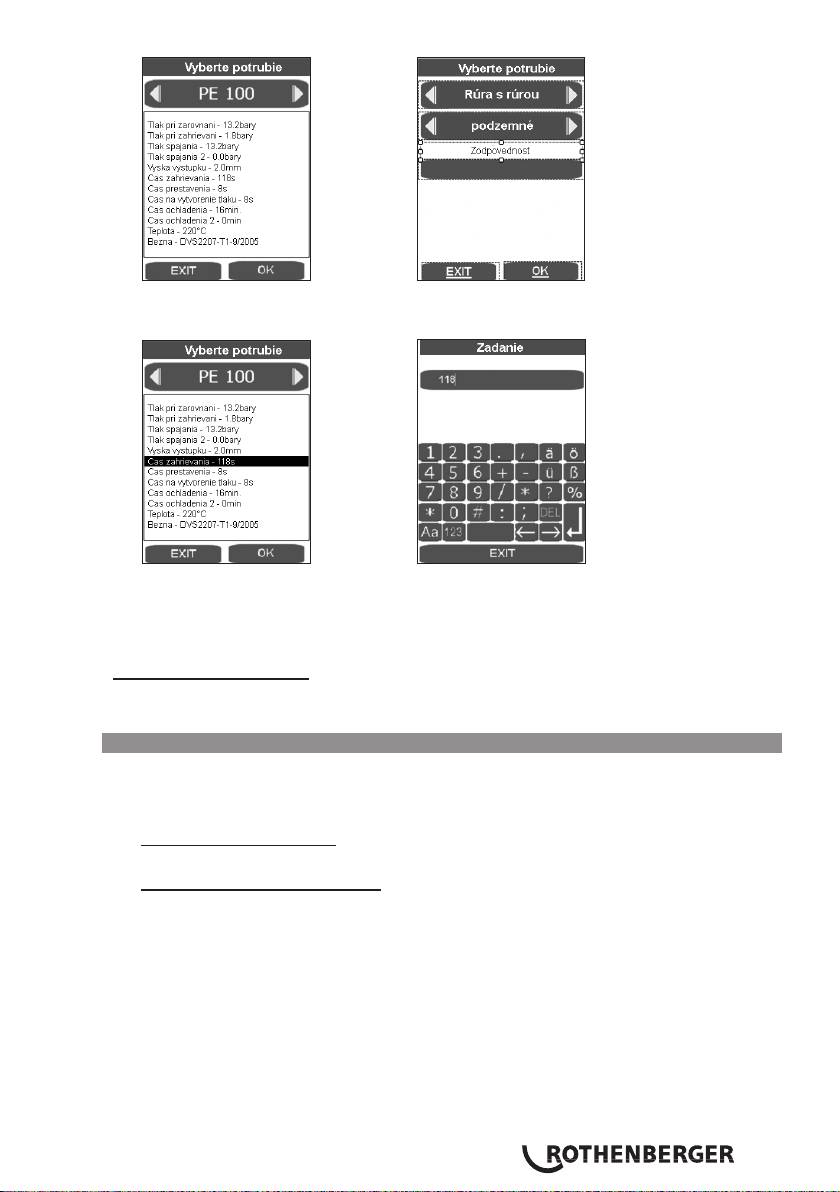
V záverečnom prehľade parametrov rúry budú zobrazené údaje o rúre podľa smernice
DVS, pomocou tlačidla OK bude zobrazené okno pre zvárané diely a druh uloženia.
Pritlačením na príslušné pole displeja môžete vykonať zmenu odchyľujúcu sa od normy
a uložiť ich pomocou tlačidla ENTER. V bode Norm (Norma) sa potom zmení označenie,
toto môžete neskôr pred tlačou protokolu na počítači zadať v poli Bemerkung (Poznámka).
Po potvrdení a uložení údajov rúry pomocou tlačidla OK sa zobrazí hlavné menu.
Pri P500-630/18-24B Plus: Na zdvihnutie frézovacieho zariadenia a vyhrievacieho článku
použitie zdvíhacie zariadenie tovar. č. 53410 (P500/18B) alebo 53323 (P630/24B- Plus) alebo
vhodné náradie.
3.2.2 Opatrenia pre prípravu zvárania
Pri rúrach, ktoré sú menšie ako priemer, ktorý stroj dokáže maximálne zvariť, je nutné
namontovať redukčné nadstavce spracovávaného priemeru rúry pomocou skrutiek
s vnútorným šesťhranom, ktoré sa nachádzajú v príslušenstve.
ROWELD P250-355/8-12B: Skladajúci sa zo 6 pološkrupín so širokou a 2 pološkrupín
s úzkou upínacou plochou
ROWELD P500-630/18-24B Plus: Skladajúci sa, do priemeru 450 mm, zo 6 pološkrupín
so širokou a z 2 pološkrupín s úzkou upínacou plochou, od 500 mm z 8 pološkrupín so
širokou upínacou plochou,
Pritom je nutné dodržať, aby pološkrupiny s úzkou upínacou plochou boli vložené do
obidvoch vonkajších spodných základných upínacích prvkov. Len pri spojovaní rúry
s rúrovým oblúkom sa tieto diely vkladajú do ľavého základného upínacieho prvku dole
a hore.
Plastové rúry alebo tvarované diely, ktoré sú určené na zváranie, vložte do upínacieho
zariadenia (pri rúrach dlhších ako 2,5 m musia byť použité podvalky) a pevne utiahnite
mosadzné matice na horných upínacích nástrojoch. Odchýlky kruhovitosti rúr je možné
vyrovnať utiahnutím alebo uvoľnením mosadzných matíc.
SLOVENSKÝ 305
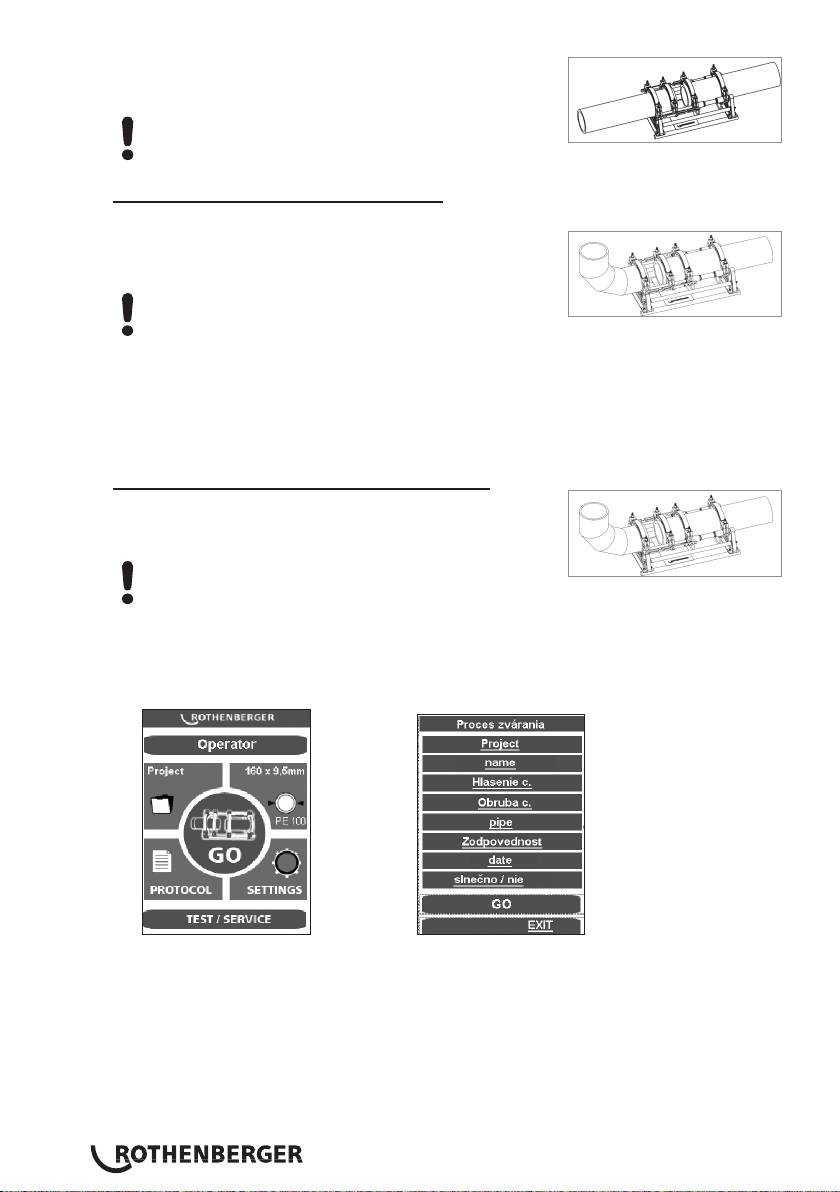
Pri spojovaní rúry s rúrou musia byť obe dištančné vložky
zasunuté do oboch ľavých upínacích prvkov (stav pri
dodaní).
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúry sú vždy držané dvomi upínacími prvkami.
Rúra / spojovacia tvarovka P250-355/8-12B:
Pri spojovaní rúrky a spojovacej tvarovky musia byť
dištančné vložky zasunuté do oboch stredných upínacích
prvkov a odťahovací prípravok vyhrievacieho článku do
ľavých upínacích prvkov.
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúra sa vkladá do troch upínacích prvkov a spojovacia tvarovka je držaná jedným
upínacím prvkom. Posuvný upínací prvok je pritom možné posúvať na tyči tak, ako to
vyžadujú priestorové podmienky pri upínaní a zváraní.
Pri spracovávaní niektorých spojovacích tvaroviek v určitých polohách, napr. oblúk
vodorovne, privarovacie hrdlá, je potrebné odstrániť prípravok na odťahovanie
vyhrievacích článkov.
Rúra / spojovacia tvarovka P500-630/18-24B Plus:
Pri spojovaní rúry so spojovacou tvarovkou musia byť obe
dištančné vložky preklopené a zasunuté do stredného
upínacieho prvku.
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúra sa vkladá do troch upínacích prvkov a spojovacia tvarovka je držaná jedným
upínacím prvkom. Posuvný upínací prvok je pritom možné posúvať na tyči tak, ako to
vyžadujú priestorové podmienky pri upínaní a zváraní.
Proces zváranie spusťte pomocou tlačidla GO.
V tomto záverečnom prehľade je možné vykonať posledné zmene kliknutím na príslušný
podbod, potvrdíte tlačidlom GO.
SLOVENSKÝ306
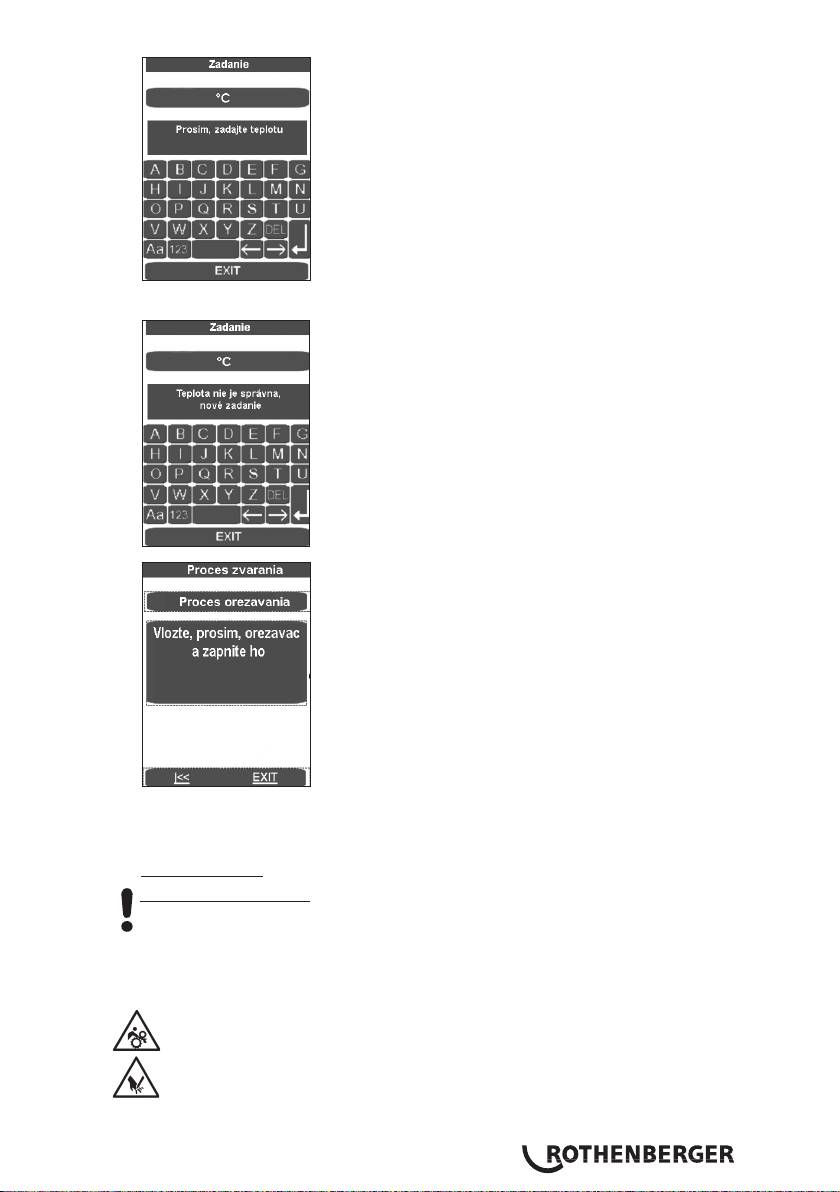
Zadajte teplotu a potvrďte ju tlačidlom Enter. Keď sa teplota nezadala správne, objaví sa:
Pomocou tlačidiel so šípkami sa stroj uvedie do činnosti, pomocou EXIT sa program
prepne bez uloženia do hlavnej ponuky.
Elektrické frézovacie zariadenie nasaďte medzi obrobky, ktoré sú určené na zváranie.
P250-355/8-12B: Zapnite motor frézy a aretujte vypínač.
P500-630/18-24B Plus: Skontrolujte smery otáčania! Stroje sú zo závodu
prisvorkované pravotočivo.
Zapnite frézovacie zariadenie, stlačte tlačidlá (10) a (5) na hydraulickom agregáte.
Hoblovacie kotúče musia bežať v smere rezania, v opačnom prípade prepnite pomocou
vhodného nástroja prepínač fáz na sieťovej zástrčke.
Nebezpečenstvo poranenia! Počas prevádzky frézovacieho zariadenia dodržujte
bezpečnú vzdialenosť od stroja a nesiahajte do rotujúcich nožov. Frézu aktivujte
len v stave nasadenia (pracovná poloha) a nakoniec ju uložte naspäť do
odkladacej schránky, ktorá je na to určená. Funkčnosť bezpečnostného vypínača
v frézovacom zariadení musí byť kedykoľvek zaručená, aby sa predišlo
neúmyselnému spusteniu mimo stroja.
SLOVENSKÝ 307
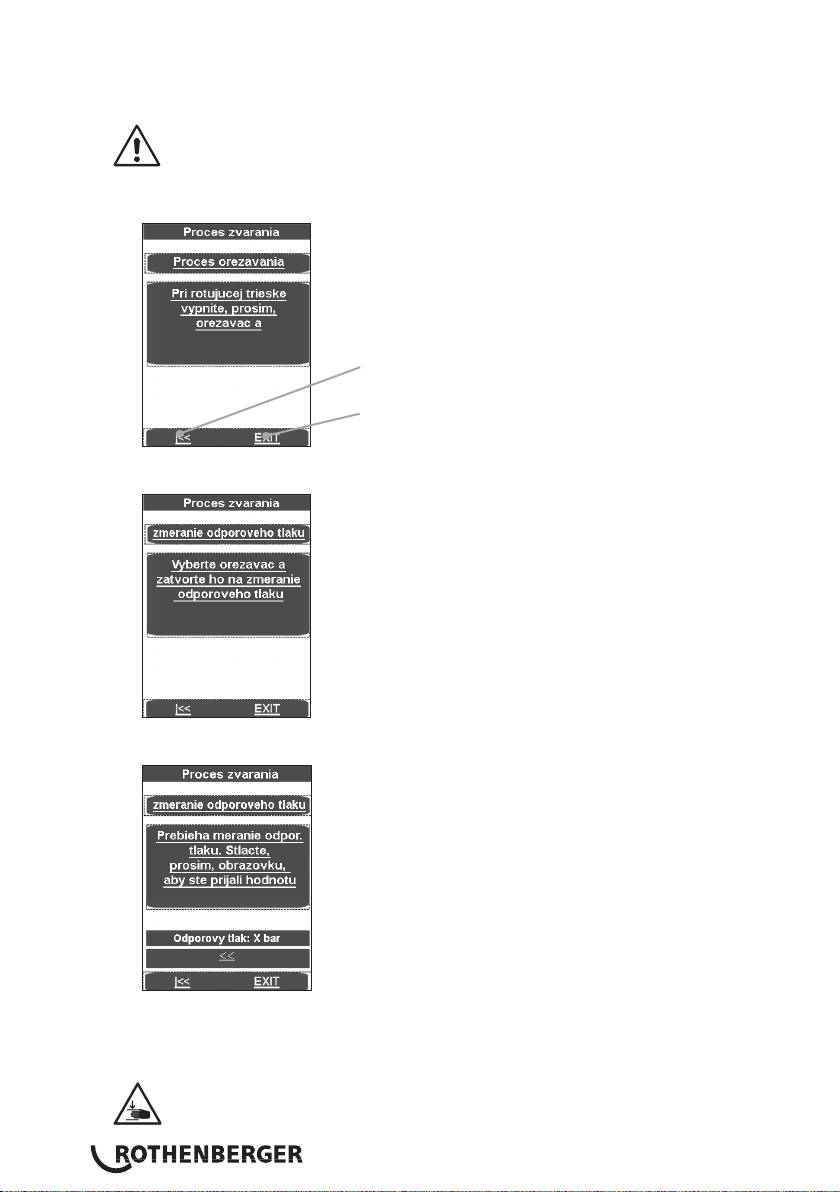
Upínacie prvky naveďte k sebe (stlačte tlačidlo 10 + 11 ). Frézovací tlak nastavte pomocou
otočného regulátora (4). Štandardne je možný až do 20 barov, frézovací tlak je možné
zvýšiť až na 40 barov, pozri bod 3.5.
Príliš vysoký frézovací tlak môže spôsobiť prehriatie a poškodenie pohonu frézy.
Pri preťažení alebo zastavení prevádzky pohonu frézy stroj vyveďte a tlak znížte
(pozri bod 3.5).
Ihneď ako začne z frézy plynule vychádzať trieska s hrúbkou < = 0,2 mm, stlačte tlačidlo
frézovania (5) a upínacie prvky roztiahnite od seba (stlačte tlačidlo 10 + 8 ).
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Počkajte, pokiaľ sa hobľovacie kotúče nezastavia. Frézovacie zariadenie vyberte zo
základného stroja a odložte do odkladacej schránky.
Menším tlakom priblížte obrobky k sebe (stlačte tlačidlo 10 + 11 ) a pomocou otočného
regulátora (4) nastavte vlečný tlak.
Ak sa stroj posúva pomalou rýchlosťou, stlačte obrazovku. Nameraný vlečný tlak bude
automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania a tlaku spojovania.
Upínacie prvky prisuňte k sebe, nastavte tlak zodpovedajúci rúre a skontrolujte, či sú
obrobky pevne uložené v upínacích nástrojoch.
Udržiavajte bezpečnú vzdialenosť od stroja, do stroja sa nestavajte ani
nesiahajte. Nedovoľte ostatným osobám priblížiť sa do pracovnému priestoru.
SLOVENSKÝ308
Pomocou tlačidla šípky sa program vráti späť
„zmeranie odporového tlaku“
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Skontrolujte, či sú plochy určené na zváranie rovné, rovnobežné a súosové.
V prípade, že tomu nie je tak, frézovanie musíte zopakovať. Axiálne predsadenie medzi
koncami obrobkov nesmie byť (podľa DVS) väčšie ako 10 % hrúbky steny a max. medzera
medzi rovinnými plochami nesmie byť väčšia ako 0,5 mm. Pomocou čistého nástroja
(napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.
Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byť
zbavené akýchkoľvek nečistôt a nesmiete sa ich dotknúť rukou!
3.2.3 Proces zvárania
Nebezpečenstvo stlačenia! Pri prisúvaní upínacích nástrojov a rúr k sebe
zásadne dodržujte bezpečný odstup od stroja. Nikdy nevkladajte do stroja!
V maske sa zobrazí teplota vyhrievacej platne.
Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká
v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
Vyhrievací článok vložte medzi oba obrobky v základnom stroji a dbajte na to, aby
dosadacie plochy ležali v zárezoch prípravku na odťahovanie.
Stroj prisuňte k sebe, kontaktný tlak bude automaticky nastavený a udržujte tlak.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Ak sa proces zvárania preruší pomocou EXIT, zobrazí sa hlásenie „Zrušenie užívateľom“,
tlak sa vypustí a parametre zvárania sa uložia. Hlásenie potvrďte pomocou OK, program
prejde do hlavnej ponuky.
SLOVENSKÝ 309
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je
zobrazený na displeji (2).
Hneď, ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch
rúr, vypustite tlak pomocou tlačidla Automatika (1). Doba zahrievania t1 začína plynúť.
Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov
obrobkov na vyhrievací článok.
Krátka pred ukončením doby ohrevu zaznie signál.
Po uplynutí doby ohrevu obrobky od seba znovu oddiaľte, vyhrievací článok vyberte
a konce obrobkov prisuňte k sebe.
Krátko pred kontaktom koncových častí obrobkov (cca 1 cm) zastavte vzájomný stret
pustením tlačidiel a ihneď ich opäť stlačte .Tlak bude lineárne zvýšení na zodpovedajúci
tlak spojovania.
SLOVENSKÝ310
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania
a spustí sa časovač t4.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu
zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli (2) a zostávajúci
čas spojovania t4 v indikačnom poli (9).
Pozor: Tlačidlo spustenia (10) a prisunutia stroja (11) držte stlačené dovtedy, pokiaľ
nebude dosiahnutý tlak spojovania, potom sa vypne hydraulika a tlačidlá môžete pustiť.
Tlak bude monitorovaný a automaticky doregulovaný. Pri nadmerne častom dočerpávaní
(veľký pokles tlaku) nechajte skontrolovať hydraulický systém.
Vyhrievací článok odložte naspäť do odkladacej skrinky
Po uplynutí doby ochladzovania sa proces zvárania ukončí, uloží sa, zaznie signál a tlak
sa automaticky vypustí.
Ponuku zvárania ukončite pomocou OK.
Tlak úplne vypustite pomocou tlačidla (3).
Zvarené obrobky uvoľnite a vyberte.
Základný stroj nechajte oddialiť. Stroj je pripravený na nasledujúci zvárací cyklus.
SLOVENSKÝ 311
Prenos protokolov:
V bode menu Protokolle (Protokoly) je možné tieto uložiť pomocou OK, ako aj pri pripojenom
USB kľúči. Okno sa potom zatvorí automaticky.
Tento súbor prevádzkového denníka sa musí spracovať prostredníctvom počítača a softvéru
ROTHENBERGER Dataline 2.
Celkové parametre zvárania nájdete v priložených tabuľkách pre zváranie.
3.2.4 Uvedenie mimo prevádzku
Hydraulický agregát vypnite pomocou tlačidla (6).
Vyhrievací článok nechajte vychladnúť alebo ho uložte tak, aby sa nemohli
vznietiť žiadne látky nachádzajúce sa v blízkosti!
Zástrčky frézovacieho zariadenia, vyhrievacieho článku a hydraulického agregátu
vytiahnite zo zásuviek a káble na namotajte.
Hydraulický agregát prepravujte a odstavte len vo vodorovnej polohe, pri šikmej
polohe uniká olej z odvzdušňovacej zátky s mierkou oleja!
Hydraulické hadice odpojte a namotajte.
Pozor! Spojky chráňte pred znečistením!
3.3 Všeobecné požiadavky
Vzhľadom na to, že poveternostné vplyvy a vplyvy okolitého prostredia môžu rozhodujúcou
mierou vplývať na zváranie, je nevyhnutné dodržovať príslušné predpisy v smernici DVS 2207
časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
(Zváračské práce musia by neustále a starostlivo monitorované!)
3.4 Dôležité pokyny k parametrom zvárania
Všetky dôležité parametre zvárania, ako je teplota, tlak a čas, je nutné vyhľadať v smernici
DVS 2207 časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
Odkaz: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de Internet: www.dvs-media.info
V jednotlivých prípadoch je nevyhnutné vyžiadať si od výrobcu rúr parametre spracovania,
ktoré sú špecické pre daný materiál.
Parametre pre zváranie uvedené v priložených tabuľkách pre zváranie sú orientačné hodnoty,
za ktoré rma ROTHENBERGER nepreberá žiadnu záruku!
Hodnoty pre kontaktný a spojovací tlak, ktoré sú uvedené v tabuľkách pre zváranie, boli
vypočítané podľa nasledovného vzorca:
SLOVENSKÝ312
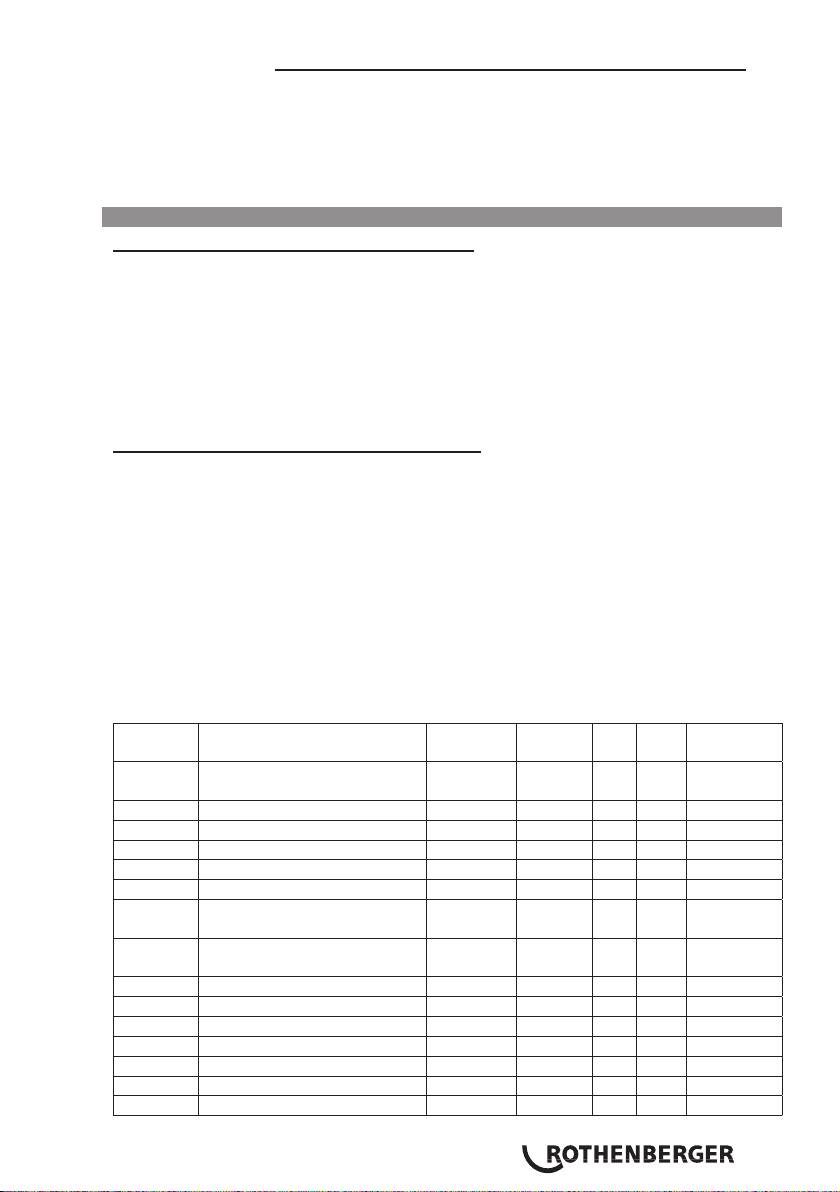
zváraná plocha A [mm²] x súčiniteľ hodnoty zvaru SF [N/mm²]
Zvárací tlak P [bar] =
valcová plocha Az [cm²] x 10
Súčiniteľ hodnoty zvaru (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Celková valcová plocha ROWELD P 250/8 B je 6,26 cm²)
(Celková valcová plocha ROWELD P 355/12 B je 6,26 cm²)
(Celková valcová plocha ROWELD P 500/18 B a P 630/24 B je 14,13 cm²)
(Celková valcová plocha ROWELD P 630/24 B Plus je 3,53 cm²)
3.5 Nastavenie parametrov
Nastavenie parametrov s oprávnením „zvárač“:
Otočný regulátor (4) podržte dlho stlačený (cca 3 sekundy), pokiaľ v hornom indikačnom
poli nebliká (2).
Pomocou otočného regulátora (4) zvoľte požadovaný parameter P001 až P009. Ak má
byť táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota
(default/prednastavená) bliká v dolnom indikačnom poli (9).
Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko
stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
Nastavenie parametrov s oprávnením „majster“:
Otočný regulátor (4) podržte dlhšie stlačený (cca 6 sekúnd), najprv bliká parameter P001
v hornom indikačnom poli (2), potom „CodE“ a v dolnom indikačnom poli (9) bliká na
prvom mieste zvislá čiara.
Pomocou otočného regulátora (4) zadajte kód a otočný regulátor (4) krátko stlačte (kód
= 8001 – pri prvom uvedení do prevádzky, cez parameter P100 môžete kód ľubovoľne
meniť).
Pomocou otočného regulátora (4) zvoľte požadovaný parameter P101 až P114. Ak má
byť táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota
(default/prednastavená) bliká v dolnom indikačnom poli (9).
Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko
stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
Názov
Označenie Pred-
Jednotka Min. Max. Oprávnenie
parametra
nastavený
P001 Funkcia úspory energie Doba
99 minúta 0 99 zvárač
nečinnosti
P002* Funkcia úspory výkonu aktívna 0 0 3 zvárač
P003 Offset teplota vyhrievacej platne 5 °C -25 25 zvárač
P004 Pmax pre frézovanie 20 bar 10 50 zvárač
P005 Požadovaný tlak 1/10 bar zvárač
P006 Požadovaná teplota 210 °C P103 P104 zvárač
P007 Časovač T1 Požadovaná
45 sekunda 1 1500 zvárač
hodnota
P008 Časovač T4 Požadovaná
6 minúta 1 99 zvárač
hodnota
P009 Pstart pre frézovanie 10 bar 0 P004 zvárač
P101 Odchýlka k dočerpaniu 5 % 1 50 majster
P102 Doba navedenia po frézovaní 10 1/10 sek. 0 100 majster
P103 Nastaviteľná teplota (min.) 160 °C 0 300 majster
P104 Nastaviteľná teplota (max.) 270 °C 0 300 majster
P105 Aretácia tlačidla (áno/nie) 5 sek. 0 50 majster
P106 Tlak pre navedenie 135 bar 10 160 majster
SLOVENSKÝ 313

P107 Doba nábehu k zapnutiu
50 1/10 sek. 0 200 majster
bzučiaka
P100 Zmeniť kód 8001 majster
* P002 - Funkcia úspory energie:
0 – žiadna,
1 – keď je fréza v činnosti, vyhrievací článok sa vypne,
2 – keď je hydraulický motor v chode, vyhrievací článok sa vypne,
3 – keď je t4 v činnosti, vyhrievací článok sa vypne.
3.6 Nastavenie dátumu a času
Program zatvorte kliknutím na horný ľavý roh.
Stlačte Start (Štart), Setting (Nastavenie) a nakoniec Control Panel (Ovládací panel).
Spúšťacia lišta je deaktivovaná a môžete ju vyvolať pritlačením na dolný ľavý roh.
SLOVENSKÝ314
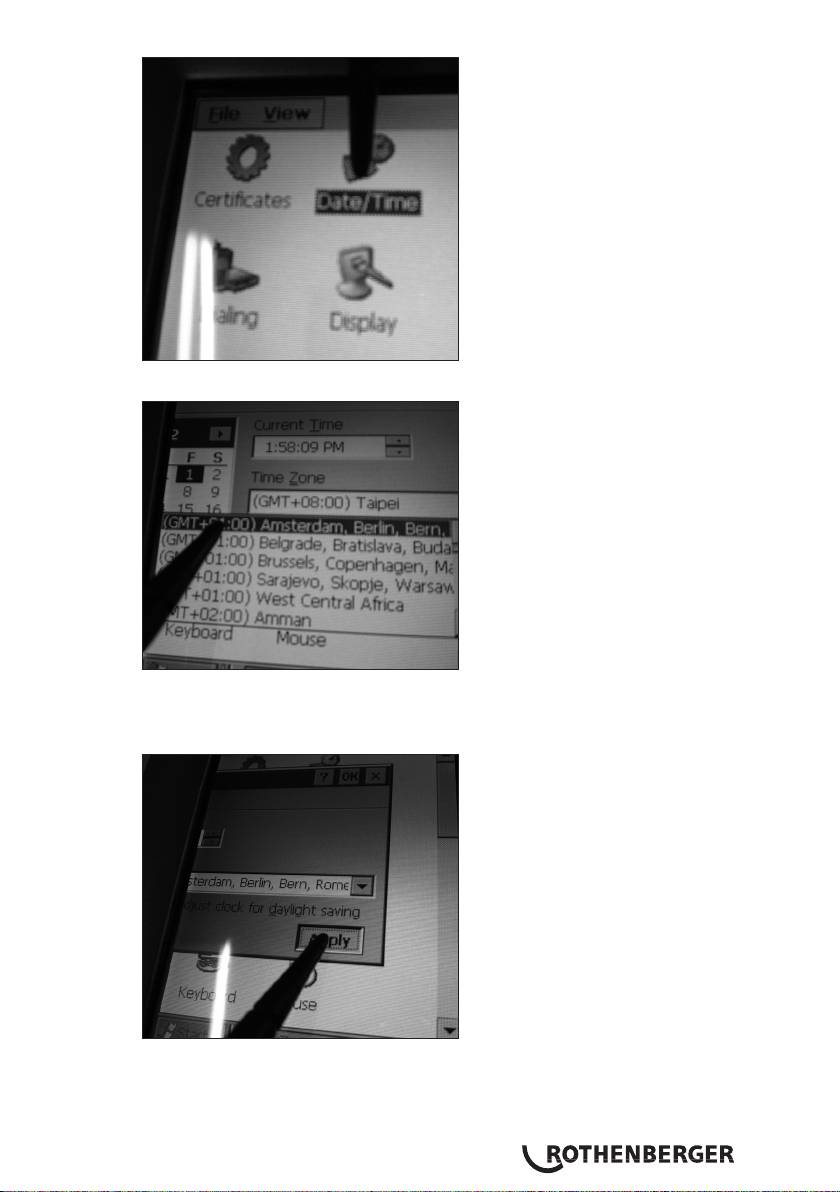
Kliknite na Date/Time (Dátum a čas)
Vstupnú masku nastavte dotknutím sa a posunutím lišty dátumu a času. Zvoľte príslušnú
časovú zónu alebo zadajte čas v okienku Current Time (Aktuálny čas).
Pozor! Berte na vedomie AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Potvrďte pomocou „Apply“ (Použiť) a „OK“. Ovládací panel zatvorte pomocou X.
SLOVENSKÝ 315
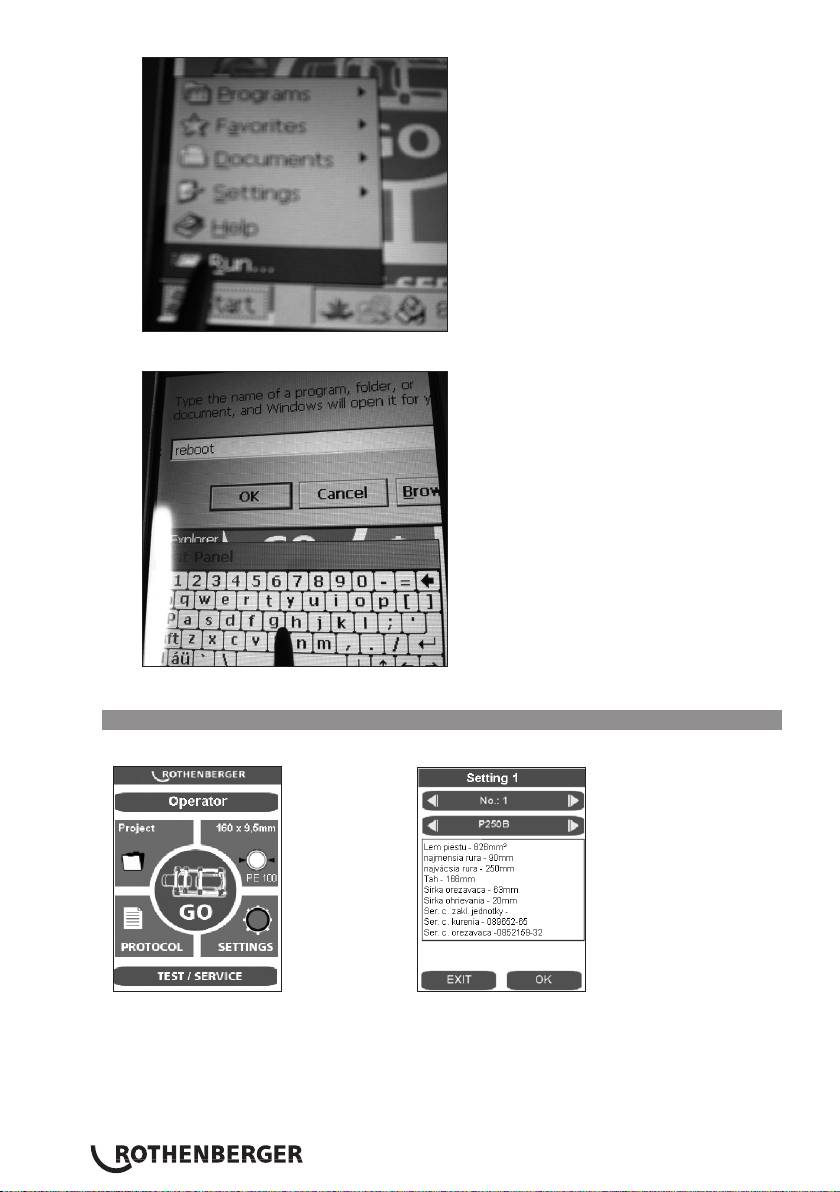
Stlačte tlačidlá „Start“ a „Run“ (Spustiť).
Na zobrazenej klávesnici zadajte reboot a stlačte „OK“, počítač sa reštartuje.
3.7 Vytvorenie a voľba kongurácií stroja
Pre voľbu alebo vytváranie kongurácií stroja stlačte tlačidlo SETTINGS (Nastavenia).
Pomocou tlačidiel šípok môžete zvoliť požadovanú konguráciu stroja.
Pre vytvorenie novej kongurácie spusťte smerom doprava tlačidlom šípky nasledovné číslo,
napr. 2.
SLOVENSKÝ316
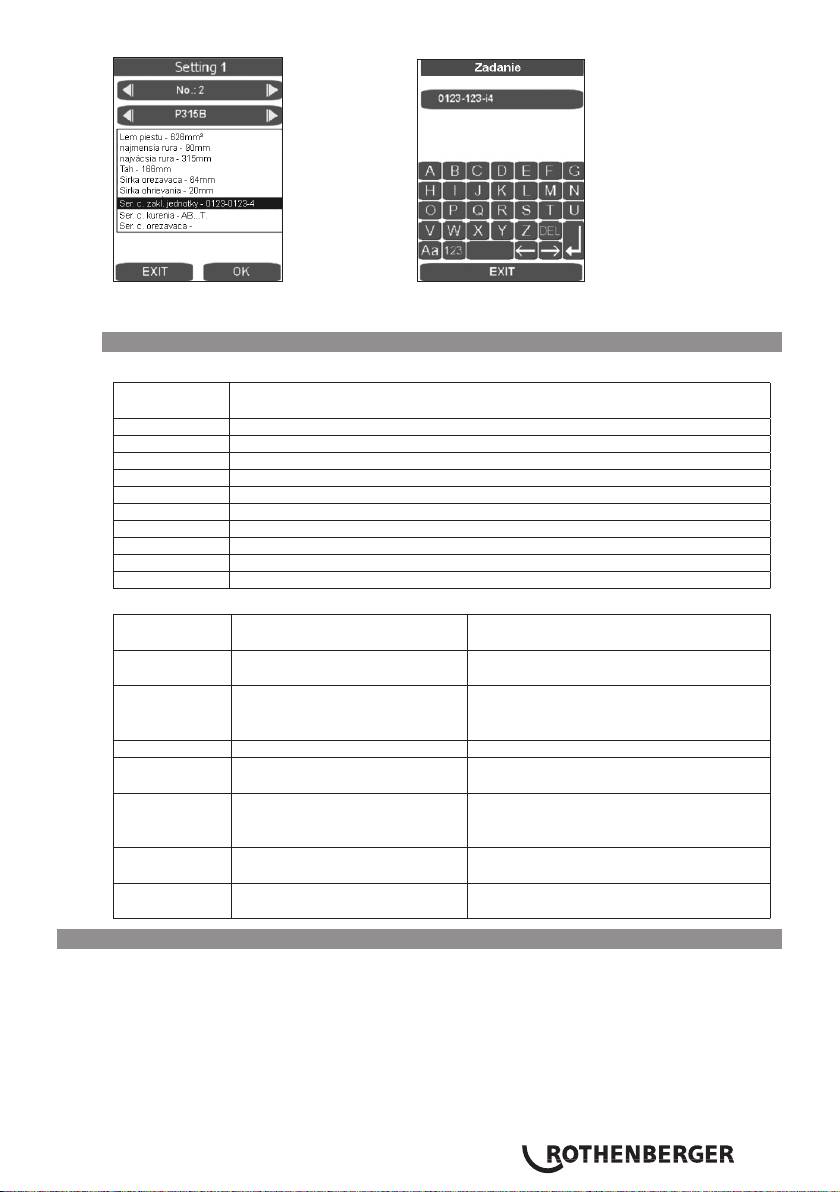
Pritlačením na príslušné textové pole sa zobrazí vstupná maska. Údaje môžete mazať
pomocou tlačidla DEL a zadávať nové, tieto údaje bude neskôr prevzaté do protokolu.
3.8 Hlásenia poruchy
Dotykový počítač a protokol:
Hlásenie
Pomenovanie
poruchy
Kód 1 Kontaktný tlak príliš vysoký
Kód 2 Kontaktný tlak príliš nízky
Kód 4 Tlak ohrevu príliš vysoký
Kód 64 Doba prestavovania je príliš dlhá
Kód 128 Doba nárastu tlaku je príliš dlhá
Kód 256 Spojovací tlak príliš vysoký
Kód 512 Spojovací tlak príliš nízky
Kód 2048 Vyhrievací článok príliš studený
Kód 4096 Prerušenie obsluhou
Kód 131072 Vyhrievací článok príliš horúci
Riadenie:
Hlásenie
Pomenovanie Odstránenie poruchy
poruchy
SER Dátum servisu dosiahnutý,
Nechať vykonať servis
plánovaný servis
ERR1 Absolútny tlak nie je dosiahnutý Skontrolovať hladinu oleja, skontrolovať
snímač tlaku, pokazené ventily, pokazený
motor
PE-2 Pokazený snímač tlaku -24V Vymeniť snímač tlaku
ERR5 Teplota oleja 70 °C –
Počkať, pokiaľ teplota oleja neklesne pod
Zastavenie!
50 °C
HE-1 Vyhrievací článok nie je
Vymeniť snímač
pripojený, prerušenie obvodu
snímača
HE-0 Vyhrievací článok príliš horúci Zmerať teplotu, skontrolovať nastavenie,
vymeniť snímač
HE-2 Vyhrievací článok príliš studený Zmerať teplotu, skontrolovať nastavenie,
vymeniť snímač
4 Starostlivosť a údržba
Pre zachovanie funkčnosti stroja musia byť dodržané nasledovné body:
• Vodiace tyče musia byť udržované v čistote. V prípade poškodenie povrchu musia byť
vodiace tyče vymenené, pretože toto by mohlo eventuálne viesť k poklesu tlaku.
• Pre zachovanie bezchybných výsledkov zvárania je potrebné, aby ste vyhrievací
článok udržiavali v čistote. V prípade poškodenie povrchu musí byť vyhrievací článok
znovu povrstvený alebo vymenený. Zvyšky materiálu na vyhrievacom zrkadle zhoršujú
antiadhezívne vlastnosti a je potrebné odstrániť ich pomocou papiera neuvoľňujúceho
vlákna a liehu (len vtedy, keď je vyhrievací článok studený!).
SLOVENSKÝ 317
• Hydraulický olej (HLP – 46 tovar č.: 53649) sa musí vymieňať každých 12 mesiacov.
• Pre zamedzenie poruchám funkčnosti musíte pravidelne kontrolovať tesnosť
hydraulického agregátu, pevné uloženie skrutkových spojov, ako aj bezchybný stav
elektrického kábla.
• Hydraulické rýchlospojky na hydraulickom agregáte a zväzku hadíc musia byť chránené
pred znečistením. V prípade znečistenia musia byť tieto rýchlospojky pred pripojením
vyčistené.
• Frézovacie zariadenie je vybavené obojstranne nabrúsenými nožmi. V prípade
zhoršujúceho sa rezného výkonu môžu byť nože otočené alebo vymenené za nové.
• Je nevyhnutné neustále dbať na to, aby konce rúr alebo obrobkov určených na obrábanie,
najmä čelné plochy, boli vždy čisté, v opačnom prípade sa skracuje životnosť nožov.
Podľa normy DVS 2208 je potrebné nechať výrobcom alebo jednou zo servisných
staníc, ktorú poveril, vykonať ročnú kontrolu zváračky. V prípade strojov
s nadpriemerným zaťažením je potrebné cyklus kontrol skrátiť.
4.1 Starostlivosť o stroj a nástroje
(Dodržujte bod 4 Predpisy pre údržbu!)
Ostré a čisté nástroje vytvárajú lepšie pracovné výsledky a sú bezpečnejšie.
Tupé, zlomené alebo stratené diely musia byť bezodkladne vymenené. Skontrolujte, či je
príslušenstvo bezpečne spojené so strojom.
Pri údržbových prácach používajte len originálne náhradné diely. Opravy smie vykonávať len
odborne kvalikovaný personál.
V prípade nepoužívania, pred údržbovými prácami a pred výmenou dielov príslušenstva
odpojte stroje od elektrickej rozvodnej siete.
Pred opätovným pripojením k elektrickej rozvodnej sieti je nutné zabezpečiť, aby stroj
a príslušenstvo boli vypnuté.
V prípade použitia predlžovacích káblov skontrolujte ich bezpečnosť a funkčnosť. Smú sa
používať len káble schválené na vonkajšie použitie.
Nástroje a stroje sa nesmú používať, pokiaľ sú kryty alebo rukoväte, predovšetkým plastové,
prasknuté alebo zdeformované.
Nečistota a vlhkosť v takýchto prasklinách vedú elektrický prúd. Toto môže viesť k zásahu
elektrickým prúdom, pokiaľ v nástroji alebo v stroji dôjde k poškodeniu izolácie.
Poznámka: Ďalej odkazujeme na predpisy na prechádzanie úrazom.
5 Príslušenstvo
Vhodné príslušenstvo a objednávkový formulár nájdete od strany 361.
6 Likvidácia
Časti prístroja sú cenné druhotné materiály a môžu byť odovzdané na recykláciu. Pre tento
účel sú k dispozícii schválené a certikované recyklačné závody. Ohľadom ekologicky
prijateľnej likvidácie nerecyklovateľných častí (napr. elektronický odpad) sa prosím informujte
na príslušnom úrade pre likvidáciu odpadu.
Len pre krajiny EÚ:
Nevyhadzujte elektrické nástroje do domáceho odpadu! Podľa európskej smernice
2012/19/ES o odpadových elektrických a elektronických zariadeniach a jej presadenia
do národného práva musia byť nepoužiteľné elektrické nástroje osobitne zozbierané
a odovzdané na ekologicky šetrnú recykláciu.
SLOVENSKÝ318
съдържание страница
1 Съвети за безопасност 320
1.1 Употреба по предназначение 320
1.2 Общи указания за безопасност 320
2 Технически данни, виж брошура „технически данни“
3 Функция на уреда 322
3.1 Описание на уреда 322
3.1.1 Основна машина (Фиг. A) 322
3.1.2 Хидравличен агрегат (Фиг. B) 322
3.2 Ръководство за обслужване 323
3.2.1 Въвеждане в експлоатация 323
3.2.2 Мерки за подготовка на заваряването 326
3.2.3 Процес на заваряване 330
3.2.4 Сваляне от експлоатация 333
3.3 Общи изисквания 334
3.4 Важни указания за параметрите за заваряване 334
3.5 Настройка на параметри 334
3.6 Настройка на дата и час 335
3.7 Създаване и избор на конфигурации от машини 337
3.8 Съобщения за грешка 338
4 Обслужване и техническа поддръжка 339
4.1 Обслужване на машини и инструменти 339
5 Принадлежности 339
6 Отстраняване на отпадъци 339
Означения в този документ:
Опасност!
Този символ предупреждава за наранявания.
Внимание!
Този символ предупреждава за материални щети и замърсяване на
околната среда.
Предложение за действие
БЪЛГАРСКИ
319
1 Съвети за безопасност
1.1 Употреба по предназначение
ROWELD P250-630/8-24B Plus Premium трябва да се използват само за създаване на
заварени съединения от PE, PP и PVDF тръби, в съответствие с техническите данни.
1.2 Общи указания за безопасност
ВНИМАНИЕ! При употребата на електроинструменти, за защита от токов удар,
предотвратяване на опасност от нараняване и пожар, трябва да се спазват
следните указания за безопасност.
Прочетете всички тези указания, преди да използвате този
електроинструмент и ги съхранявайте на подходящо място.
Техническа поддръжка и ремонт:
1 Редовно почистване, техническа поддръжка и смазване. Преди всяка настройка,
поддръжка или ремонт, изключете уреда от електрозахранването.
2 Нека Вашият уреда да бъде ремонтиран само от квалифицирани специалисти
и само с оригинални резервни части.. Така се гарантира, че безопасността на
уреда ще остане запазена.
Безопасна работа:
1 Поддържайте чисто Вашето работно място. Безпорядъка на работното място
може да доведе до злополуки.
2 Обърнете внимание на факторите на околната среда. Не излагайте
електроинструменти на дъжд. Не използвайте електроинструменти във влажна
или мокра среда. Погрижете се за достачъчно осветление на работното място.
Не използвайте електроинструменти на места, където има опасност от пожар или
експлозия.
3 Защитете се от токов удар. Избягвайте контакт на тялото със заземени елементи
(напр. тръби, радиатори, електрически печки, хладилници).
4 Не допускайте други лица в работната зона. Не позволявайте на други лица,
особено деца, да докосват електроинструмента или кабела. Дръжте ги дале от
работната зона.
5 Съхранявайте електроинструменти извън експлоатация на безопасно място.
Неизползваните електроинструменти трябва да се съхраняват на сухо, на високо
или изолиране място, извън достъпа на деца.
6 Не претоварвайте Вашия електроинструмент. Вие работите по-добре и по-
безопасно в означената зона.
7 Използвайте правилния електоинструмент. Не използвайте нископроизводителни
машини за тежки работи.. Не използвайте електроинструмента за такива цели, за
които не е предвиден. Не използвайте, напр. резачка за клони за рязане на дървен
материал или дънери.
8 Носете подходящо облекло. Не носете широки дрехи или украшения, те могат
да бъдат захванати от движещите се части. При работи на открито се препоръчват
противоплъзгащи се обувки. При дълги коси, носете мрежа за коса.
9 Използвайте защитни средства. Носете предпазни очила. При работи с наличие на
прах, използвайте защитна маска.
10 Свържете приспособлението за изсмукване на прах. В случай, че има връзки
за изсмукване и събиране на прах, уверете се, че те са свързани и се използват
правилнно.
11 Не използвайте кабела за цели, за които не е предназначен. Не използвайте
кабела, за да извадите щепсела от контакта. Пазете кабела от топлина, мазнини и
остри ръбове.
320
БЪЛГАРСКИ

12 Осигурете инструмента. Използвайте скоби или менгеме, за да фиксирате детайла.
Така той е по-стабилен, отколкото във Вашата ръка.
13 Не надценявайте възможностите си. Погрижете се да имате сигурна позиция и да
пазите равновесие по всяко време.
14 Поддържайте грижливо Вашите инструменти. Поддържайте режещите
инструменти винаги добре заточени и чисти, за да работят по-добре и по-безопасно.
Следвайте инструкциите за смазване и за смяна на детайли. Редовно проверявайте
захранващия кабел към електроинструмента и при повреда нека бъде подменен
от специалист електротехник. Проверявайте на удължителите периодично и ги
сменяйте, ако са повредени. Поддържайте дръжките сухи, чисти и без омазнявания.
15 Извадете щепсела от контакта. Когато не използвате електроинструмента, преди
обслужване и при смяна на инструменти, като острие, бургия, ножове.
16 Не оставяйте ключа на инструмента. Преди включване, проверявайте, дали ключа
и нструмента за регулиране са отстранени.
17 Избягвайте употреба без надзор. Уверете се, че прекъсвачът е изключен при
включване на контакта в щепсела.
18 Използвайте удължител при работва на открито. При работа на открито,
използвайте само допустимия за целта и съответно обозначения удължителен
кабел.
19 Бъдете внимателни. Следете това, което правите. Подхождайте разумно към
работата. Не използвайте електроинструмента, когато не сте концентрирани.
20 Проверете електроинструмента за евентуални повреди. Преди по-нататъшна
употреба на електроинструмента, предпазните приспособления или леко
повредените части трябва внимателно да се проверят за правилна и безупречна
функция. Проверете, дали движещите се части функционират безупречно и не
заяждат или са повредени. Всички части трябва да се правилно монтирани и
да изпълняват всички условия, за да се гарантира правилната експлоатация на
електроинструмента.
Повредените предпазни приспособления и елементи трябва да бъдат ремонтирани
или подменение от специализиран сервизен център, освен ако не е посочено друго
в инструкциите за употреба Повредените прекъсвачи трябва да бъдат подменени в
сервиз на клиента.
Не използвайте инструменти, при които прекъсвачът не е включен или изключен.
21 Внимание. Употребата на други инструменти и други принадлежности може да
означава опасност от злополука за Вас.
22 Електроинструментът трябва да бъде ремонтиран от квалифициран
електротехник. Този електроинструмент отговаря на валидните правила за
безопасност. Ремонтите трябва да се извършват само от специалист електротехник,
при което да бъдат използвани оригинални резервни части, в противен случай могат
за възникнат злополуки за потребителя.
2 Технически данни, виж брошура „технически данни“
БЪЛГАРСКИ
321
3 Функция на уреда
3.1 Описание на уреда
ROWELD P250-630/8-24B Plus Premium са компактни, лесно преносими машини за челно
заваряване с нагревателен елемент с протоколиращ модул за съхранение на параметри на
заваряване в съответствие с директива за заваряване DVS, предавана на протоколи чрез USB
устройство, които са проектирани специално за употреба в зоната на строителни площадки - а
тук по-специално в изкоп за полагане на тръби. Естествено възможна е също и употреба на
машините в сервизи за техническо обслужване.
Поради универсалността на заваръчните машини „Модел ROWELD“ във всички области на
приложение могат да бъдат надеждно изготвяни следните заваръчни съединения от PE, PP и
PDF тръби с външни диаметри от 90-630 мм/ 5-24“:
I. Тръба - Тръба
II. Тръба - Коляно на тръба
III. Тръба - T - образен елемент
IV. Тръба - Връзка за предварително заваряване
Машините се състоят основно от:
Основна машина, редукционни челюсти, хидравличен агрегат с протоколиращ модул, фреза,
нагревателен елемент, предпазна кутия.
При заваряване на връзка за предварително заваряване трябва да се използва и получената
като принадлежност четиричелюстна затегателна шайба.
ROWELD 250/8B: При заваряване на колена на тръби с ограничен радиус на макс. диаметър
на машината, трябва да се използва получения като принадлежност скосен затягащ
инструмент.
ROWELD P500-630/18-24B Plus: За окачване и сваляне на фрезата и нагревателния елемент
може да се използва полученото като принадлежност електрическо подемно устройство.
3.1.1 Основна машина (Фиг. A)
1
Подвижни пристягащи елементи
3
Ограничителен елемент със стопиращи жлебове
2
Подвижен пристягащ елемент
4
Устройство за снемане на нагревателния елемент
3.1.2 Хидравличен агрегат (Фиг. B)
1 Бутон Автоматика 12 Бутон Таймер (Време)
2 Показание Налягане 13 Контакт фреза
3 Освободете бутона Налягане 14 Бърз куплунг муфа
4 Въртящ се бутон 15 Бърз куплунг щекер
5 Бутон Фрезоване 16 Щепселно съединение нагревателен елемент
6 Бутон за включване/изключване 17 Мрежов щекер
7 Бутон Нагряване 18 Авариен прекъсвач
8 “Издигане на машината” 19 Сензорен екран
9 Показание Температура и време 20 Накрайник за пълнене на масло с нивомер
10 Бутон за деблокиране 21 USB-вход
11
Придвижване на машината “напред”
Хидравличният агрегат прави възможно означеното със следните символи управление на
заваръчната машина:
Бутон Включване и изключване на хидравличен агрегат
Чрез натискане на бутона „Нагряване“ включете нагревателния елемент.
Настройте желаната температура на нагревателния елемент чрез
натискане на бутона „Нагряване“ и завъртане на въртящия се бутон,
стойността се показва в показанието Температура, след това се показва
отново реалната стойност.
322
БЪЛГАРСКИ
Настройте налягането за фрезоване, изравняване, нагряване и присъединяване
чрез въртящия се бутон, стойността се показва в показание „Налягане“. 3 секунди
след настройката се показва реалната стойност. Чрез натискане на въртящия се
бутон се показват и настройват сервизните параметри.
За събиране на пристягащите елементи натиснете бутона за деблокиране и
„Задвижване“ на машината.
Освободете бутона Налягане
За раздалечаване на пристягащите елементи натиснете бутона за деблокиране и
„Издигане“ на машината.
Натиснете бутона за деблокиране и бутона Фрезоване, за да включите контакта
на устройството за фрезоване, налягането се настройва автоматично на 10 бара
и може да бъде повишено с въртящия се бутон на максимално 20. (В случай на
специално приложение напр. наклон, може чрез промяна на P004 да бъде
настроено на максимално 50 бара)
Активирайте таймера чрез еднократно натискане на бутона. При
натискане на бутона и завъртане на въртящия се бутон може да бъде
настроено времето t1 в секунди. При по-продължително натискане на
бутона се превключва на t4. При натискане на бутона и завъртане на
въртящия се бутон може да бъде настроено времето t4 в минути. Чрез
кратко натискане на бутона на таймера, когато светне показанието за
таймер t1 или t2, таймерът се стартира ръч но.
Чрез натискане на бутона Автоматика, настроеното налягане по време на
подгряването (Таймер t1 активен) и процеса на съединяване (Таймер t4 активен)
се контролират и евентуално се донастройват.
Бутон за деблокиране за потвърждението на сервизните параметри
3.2 Ръководство за обслужване
Заваръчната машина трябва да се обслужва само от надлежно квалифициран
и обучен професионалисти съгласно DVS 2212 част 1!
Машината трябва да се използва само от обучени и упълномощени оператори!
3.2.1 Въвеждане в експлоатация
Моля прочетете внимателно ръководството за експлоатация и съветите за
безопасност преди въвеждане в експлоатация на машината за челно
заваряване!
Не използвайте нагревателния елемент във взривоопасна среда и не
позволявайте контакта му с лесно запалими вещества.
Стойте на безопасно разстояние от машината, недейте да направлявате или
пипате машината. Не допускайте външни лица на работното място.
Преди всяко пускане в експлоатация проверявайте нивото на маслото на
хидравличния агрегат, нивото на маслото трябва да е между мин. макс.
маркировка на Накрайника за пълнене на масло с нивомер (20), ако е
необходимо долейте хидравлично масло HLP 46.
Хидравличният агрегат трябва да се транспортира и съхранява само в
хоризонтална позиция, при наклонена позиция маслото изтича от
накрайника за пълнене и обезвъздушаване с нивомер.
БЪЛГАРСКИ
323
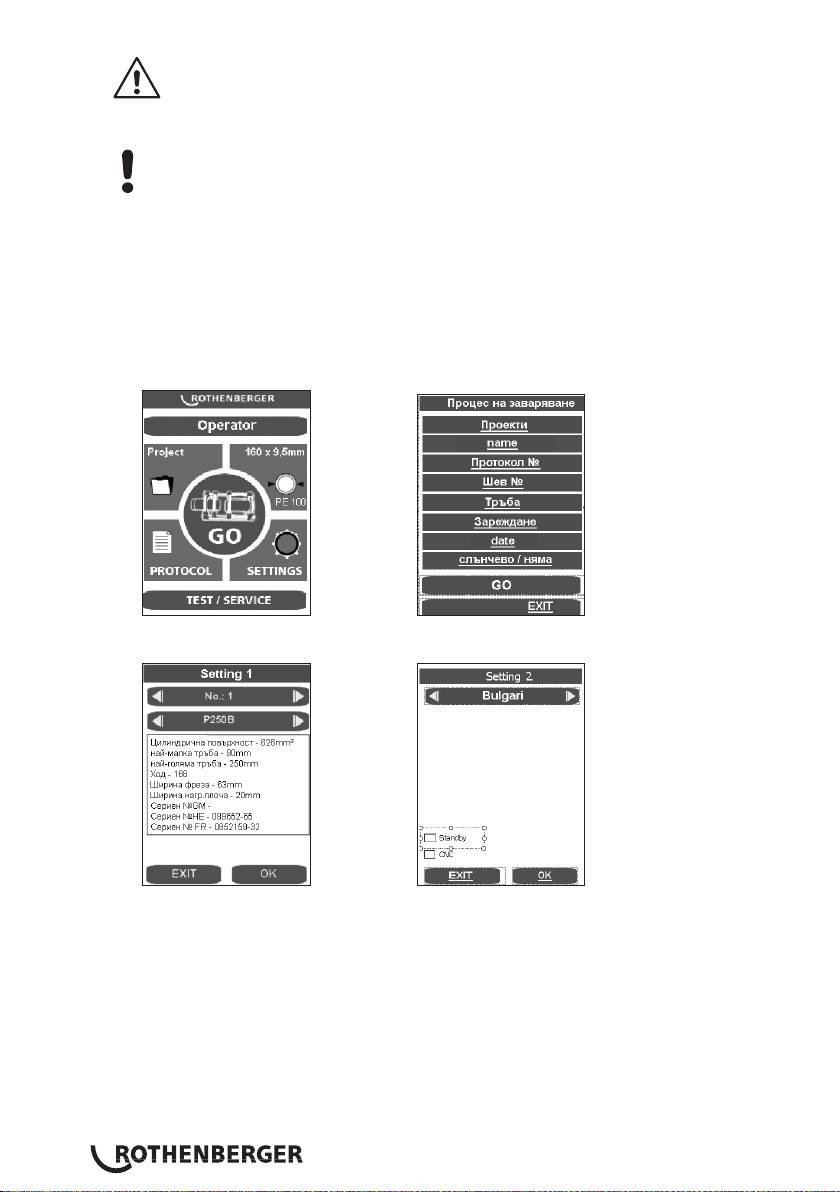
При опасност натиснете аварийния прекъсвач (18). Преди всяко пускане в
експлоатация се уверете, че аварийният прекъсвач не е блокиран!
Свържете двата хидравлични маркуча на основната машина с помощта на
бързодействащ съединител (14,15) към хидравличния агрегат.
Пазете бързодействащия съединител от замърсявания. Нехерметичните
съединители трябва незабавно да се подменят!
Свържете мрежовия щекер на фрезата към контакта (13) и щекера на нагревателния
елемент към щепселното съединение (16).
Свържете мрежовия щекер на хидравличния агрегат (17) към електрозахранването,
както е посочено върху фирмената табелка. Ако началният екран не се появи,
деблокирайте аварийния прекъсвач, прозвучава звуков сигнал и в показание (2)
светва точка.
При първоначално пускане в експлоатация проверете датата и часа. За целта
натиснете бутона GO. (За промяна вижте точка 3.6) . За затваряне на менюта
натиснете EXIT.
При първоначално пускане в експлоатация настройте езика, фабричната настройка
е на немски език. За промяна натиснете Settings с сменете с OK в Setting 2.
С бутоните със стрелки изберете желания език и потвърдете с OK . Избраният език
се запаметява след първия процес на заваряване.
Възможно е екранът да се включи в режим на изчакване, екранът става активен,
когато хидравликата бъде изключена с бутона (6).
Включване на хидравличния агрегат (Натиснете бутона (6)).
След включването нагревателният елемент се нагрява.
Върху показанието (9) се показва текущата температура. Управлението е активно,
когато в показанието свети точка. При достигане на зададената температура светват
двата светодиода (actual & set) . След още 10 минути нагревателният елемент е
готов за експлоатация. Контролирайте температурата с термометър.
За да уравните температурата на нагревателния елемент, вижте точка 3.5.
324
БЪЛГАРСКИ
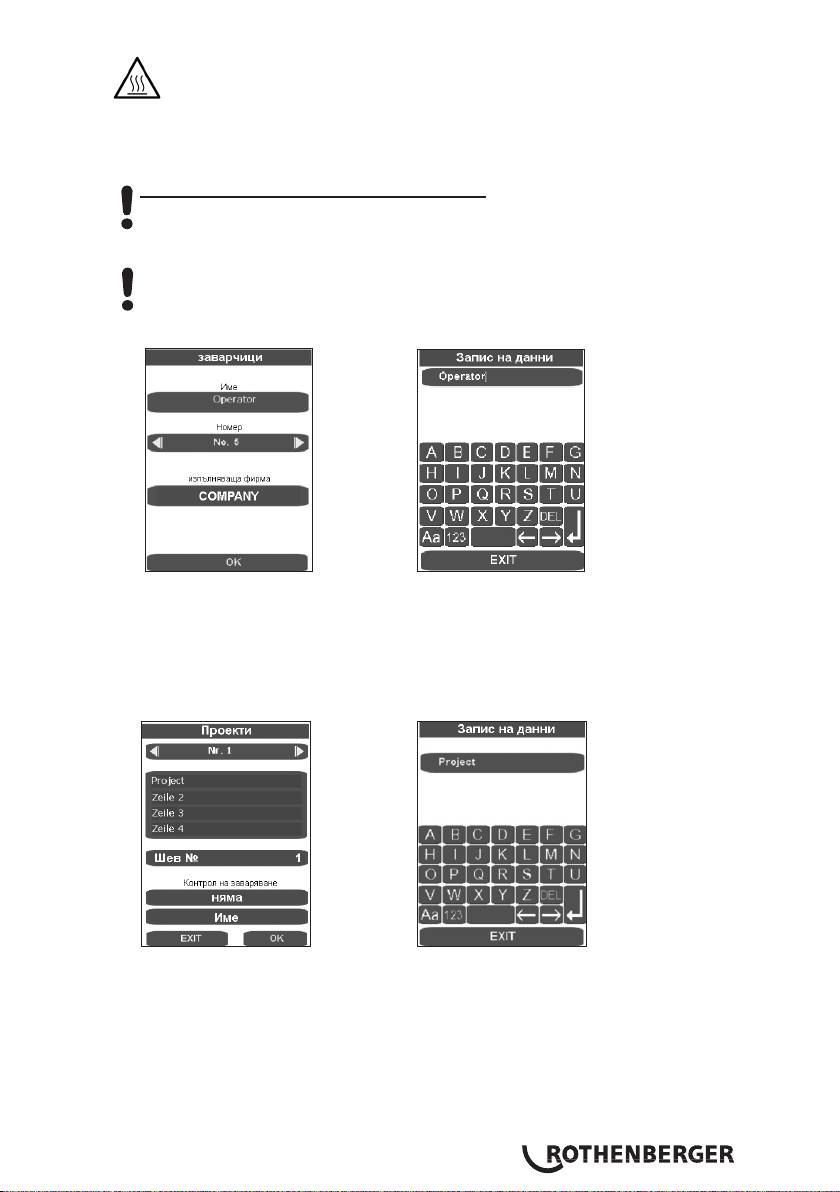
Опасност от изгаряне! Нагревателният елемент може да достигне
температура до 300° C и непосредствено след употреба трябва да бъде
върнат в предвидената за целта предпазна кутия!
Чрез по-продължително натискане на бутона (7) нагряването може да бъде
изключено,, точката в показанието (9) изгасва, повторно натискане включва отново
нагряването.
Хидравлика ROWELD P500-630/18-24B Plus: Проверете посоките на въртене!
Фабрично машините са свързани въртящи се надясно. Придвижете основната
машина с хидравличен агрегат нагоре или надолу, ако не последва движение,
превключете фазовия комутатор на мрежовия щекер с подходящ инструмент!
Указание: При погрешна посока на въртене не включвайте хидравликата (опасност
от счупване)
Въведете или изберете име на заварчик „Оператор“.
С маските за въвеждане могат да бъдат избирани записаните заварчици, да бъдат
въвеждани нови заварчици или наличните да бъдат изтривани с DEL и да бъдат
въвеждани отново. Всички маски за въвеждане се потвърждават и запаметяват с
ENTER или с бутона ОК, извиква се следващата стъпка от програмата. С бутона
EXIT маската се затваря без запаметяване.
Създаване или избор на проект.
С маските за въвеждане запаметените проекти могат да бъдат избирани, могат да
бъдат въвеждани нови имена на проектите. Затваряне и запис с бутона ENTER.
Изберете тръба.
БЪЛГАРСКИ
325
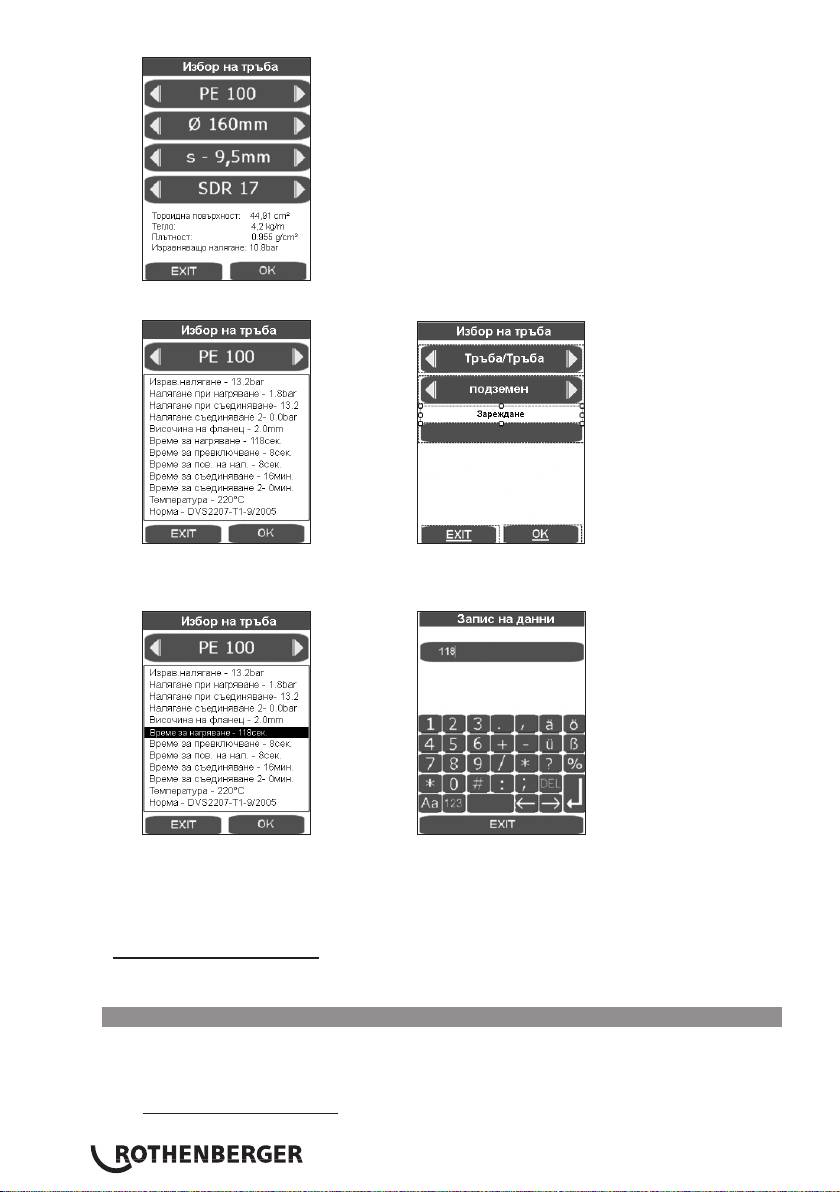
С бутоните със стрелки изберете желаната тръба и потвърдете с OK.
В този краен изглед на параметрите на тръбата се показват данните на тръбата в
съответствие с директивата на Германският съюз за заваряване (DVS), с помощта на
ОК се показва прозорецът за заваръчните елементи и начина на полагане.
Могат да бъдат правени промени с отклонение от нормата чрез натискане върху
съответното поле с показания и запаметявани с ENTER. Тогава в точката Норма се
променя наименованието, то може по-късно преди печат на протокола на компютъра
да бъде въведено в полето Забележка. След потвърждаване и запаметяване на
данните на тръбата с ОК се появява главното меню.
При P500-630/18-24B Plus: За повдигане на устройството за фрезоване и нагревателния
елемент използвайте подемното устройство 53410 (P500/18B) или 53323 (P630/24B-Plus)
или подходящ инструмент.
3.2.2 Мерки за подготовка на заваряването
При тръби, които са по-малки от макс. диаметър за заваряване на машината, трябва
да се монтират редукционни челюсти на диаметъра, който трябва да се обработи с
намиращите се при принадлежностите винтове с вътрешен шестостен.
ROWELD P250-355/8-12B: състояща се от 6 получерупкови конструкции с широка и 2
получерупкови конструкции с тясна затегателна повърхност
326
БЪЛГАРСКИ
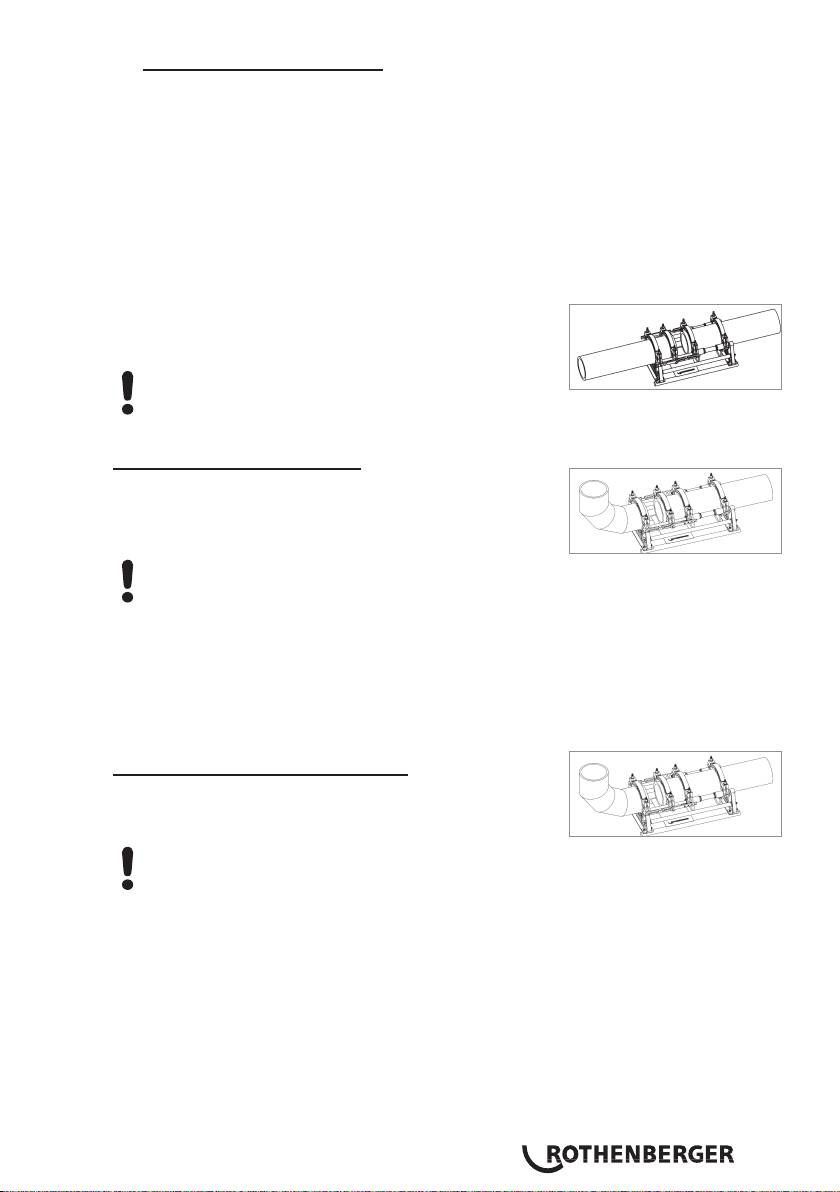
ROWELD P500-630/18-24B Plus: състояща се от, до диаметър 450 мм 6
получерупкови конструкции с широка и 2 получерупкови конструкции с тясна
затегателна повърхност, от 500 мм 8 получерупкови конструкции с широка
затегателна повърхност,
При това трябва да се внимава, получерупковите конструкции с малка затегателна
повърхност да са монтирани в двете външни долни основни пристягащи елементи. Само
при връзка тръба - коляно на тръба те се монтират в левия основен пристягащ елемент
горе и долу.
Поставете пластмасовите тръби или фитинги за заваряване в затегателното устройство
(при по-дълги тръби над 2,5 м трябва да се използват стойки с ролки) и затегнете
месинговите гайки към горните затягащи инструменти. Неправилните кръгли форми на
тръбите могат да бъдат изравнени чрез затягане или разхлабване на месинговите гайки.
При съединения тръба - тръба, дистанционните
елементи трябва да са фиксирани в двата леви
пристягащите елементи (състояние при доставката).
Внимание: Дистанционните елементи не трябва в
никакъв случай да бъдат монтирани диагонално
изместени!
Тръбите се поддържат винаги от два пристягащи елементи.
Тръба / фитинг P250-355/8-12B:
При съединения тръба - фитинг дистанционните
елементи трябва да са фиксирани в двата средни
пристягащи елементи, а устройството за снемане на
нагревателния елемент в левите пристягащи елементи.
Внимание: Дистанционните елементи не трябва в никакъв случай да бъдат
монтирани диагонално изместени!
Тръбата се полага в три пристягащи елементи и фитингът се поддържа от един
пристягащ елемент. При това подвижният пристягащ елемент може да бъде така
преместен върху опората, както го изискват съотношенията на пространствата при
затягане и заваряване.
При обработка на някои фитинги в определени позиции, напр. коляно водоравно,
връзки за предварително заваряване е необходимо устройството за снемане на
нагревателния елемент да се отстрани.
Тръба / фитинг P500-630/18-24B Plus:
При съединения тръба - фитинг дистанционните
елементи трябва да бъдат фиксирани завити и в
средния пристягащ елемент .
Внимание: Дистанционните елементи не трябва в никакъв случай да бъдат
монтирани диагонално изместени!
Тръбата се полага в три пристягащи елементи и фитингът се поддържа от един
пристягащ елемент. При това подвижният пристягащ елемент може да бъде така
преместен върху опората, както го изискват съотношенията на пространствата при
затягане и заваряване.
Стартирайте процеса на заваряване с GO.
БЪЛГАРСКИ
327
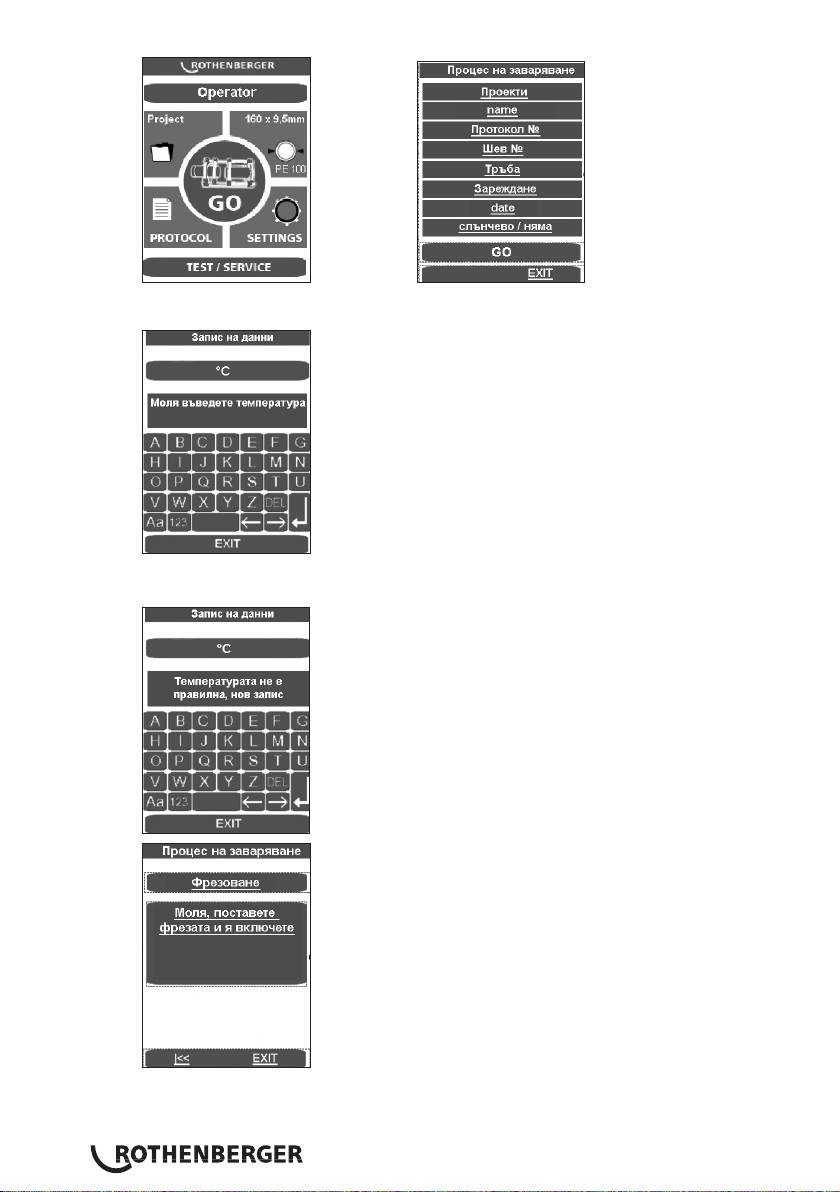
В този краен преглед могат да се извършват последните промени чрез натискане
върху съответната подточка, потвърждават се с GO.
Въведете температура и потвърдете с бутона Enter. Ако температурата не е
правилно въведена се появява:
С бутоните със стрелки машината се издига, с EXIT програмата преминава без
запаметяване в главното меню.
328
БЪЛГАРСКИ
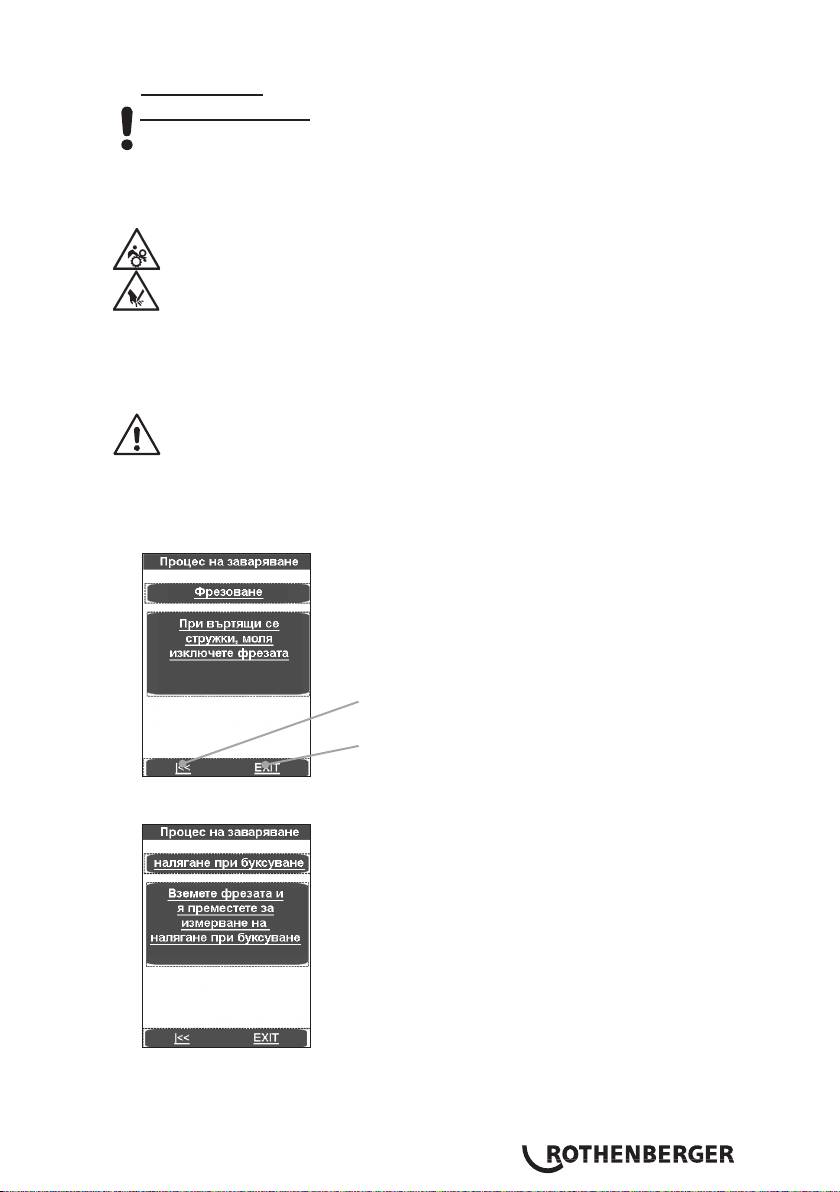
Монтирайте електрическата фреза между заготовките за заваряване.
P250-355/8-12B: Включете двигателя на фрезата и блокирайте прекъсвача.
P500-630/18-24B Plus: Проверете посоките на въртене! Фабрично машините са
свързани въртящи се надясно.
Включете фрезата, натиснете бутоните (10) и (5) на хидравличния агрегат. Фрезовите
дискове трябва да се въртят по посоката на рязане, в противен случай превключете
фазовия комутатор на мрежовия щекер с подходящ инструмент.
Опасност от нараняване! По време на работа на фрезата стойте на
безопасно разстояние от машината и не пипайте въртящите се ножове.
Пускайте фрезата само в готовност за експлоатация състояние (работна
позиция) и накрая я върнете в предвидената за целта предпазна кутия.
Функционалността на предпазния прекъсвач във фрезата трябва винаги да
е гарантирана, за да се избегне неволно задвижване извън машината.
Съберете пристягащите елементи (Натиснете бутон 10 + 11 ). Настройте налягането
на фрезата с въртящия се бутон (4) . Стандартно възможно до 20 бара, налягането
на фрезата може да бъде повишено до 40 бара, вижте точка 3.5.
Твърде високото налягане при фрезоване може да доведе до прегряване и
повреждане на задвижващия механизъм на фрезата. При претоварване или
престой на задвижващия механизъм на фрезата, издигнете машината
и намалете налягането (вижте точка 3.5).
След като от фрезата започнат непрекъснато да излизат стружки с дебелина
< = 0,2мм, натиснете бутона Фрезоване, издигнете пристягащите елементи (5)
(Натиснете бутон 10 + 8).
С бутоните със стрелки програмата преминава
обратно към „Моля поставете фреза...“
С EXIT програмата преминава без запаметяване
в главното меню
Изчакайте докато фрезовите дискове спрат да се движат. Извадете фрезата от
главната машина и го поставете в предпазната кутия.
Приближете заготовките с минимално налягане (Натиснете бутона 10 + 11)
и настройте налягане за заваряване чрез допир с въртящия се бутон(4).
БЪЛГАРСКИ
329
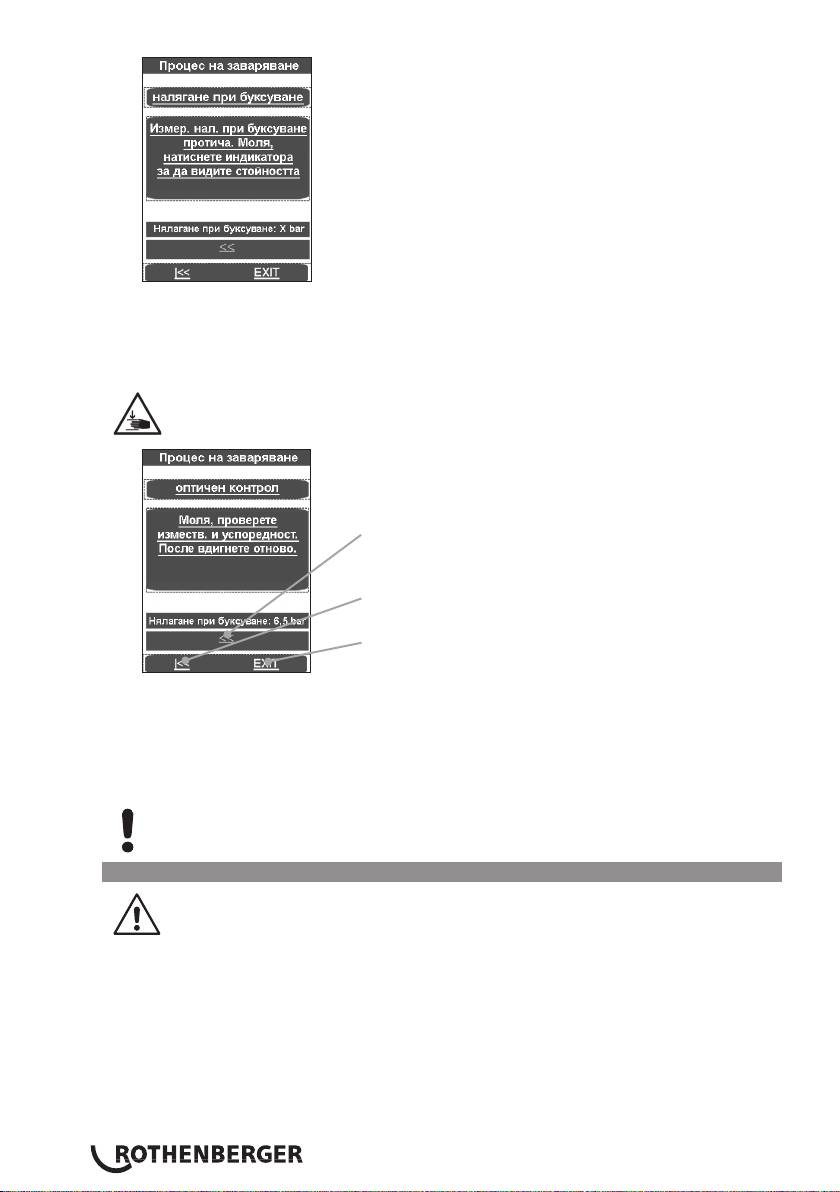
Когато машината се задвижи с бавна скорост, натиснете екрана. Измереното
налягане за заваряване чрез допир се прибавя автоматично към налягането за
изравняване, нагряване и присъединяване.
Съберете пристягащите елементи, настройте съответното за тръбата налягане
и проверете, дали заготовките са фиксирани в затегателните инструменти.
Стойте на безопасно разстояние от машината, недейте да направлявате или
пипате машината. Не допускайте външни лица на работното място.
С бутоните със стрелки програмата преминава
обратно към "Измерване на налягане при
заваряване чрез допир"
С бутоните със стрелки програмата преминава
обратно към "Моля поставете фреза..."
С EXIT програмата преминава без запаметяване
в главното меню
Проверте, дали заваръчните повърхности са равни, успоредни и съосни.
Ако това не е така, процесът на фрезоване трябва да бъде повторен. Осовото
изместване между краищата на заготовките (съгласно DVS) не трябва да е по-голямо
от 10% от дебелината на стената, а макс. разстояние между челните повърхнини
не по-голямо от 0,5 мм. Отстранете с чист инструмент (напр. четка) евентуално
наличните стружки в тръбата.
Моля спазвайте! Фрезованите, подготвени за заваряване повърхности не трябва да
бъдат докосвани с ръце и не трябва да са замърсени!
3.2.3 Процес на заваряване
Опасност от премазване! При събиране на пристягащите инструменти
и тръбите стойте на безопасно разстояние от машината. Никога не стойте
в машината!
330
БЪЛГАРСКИ
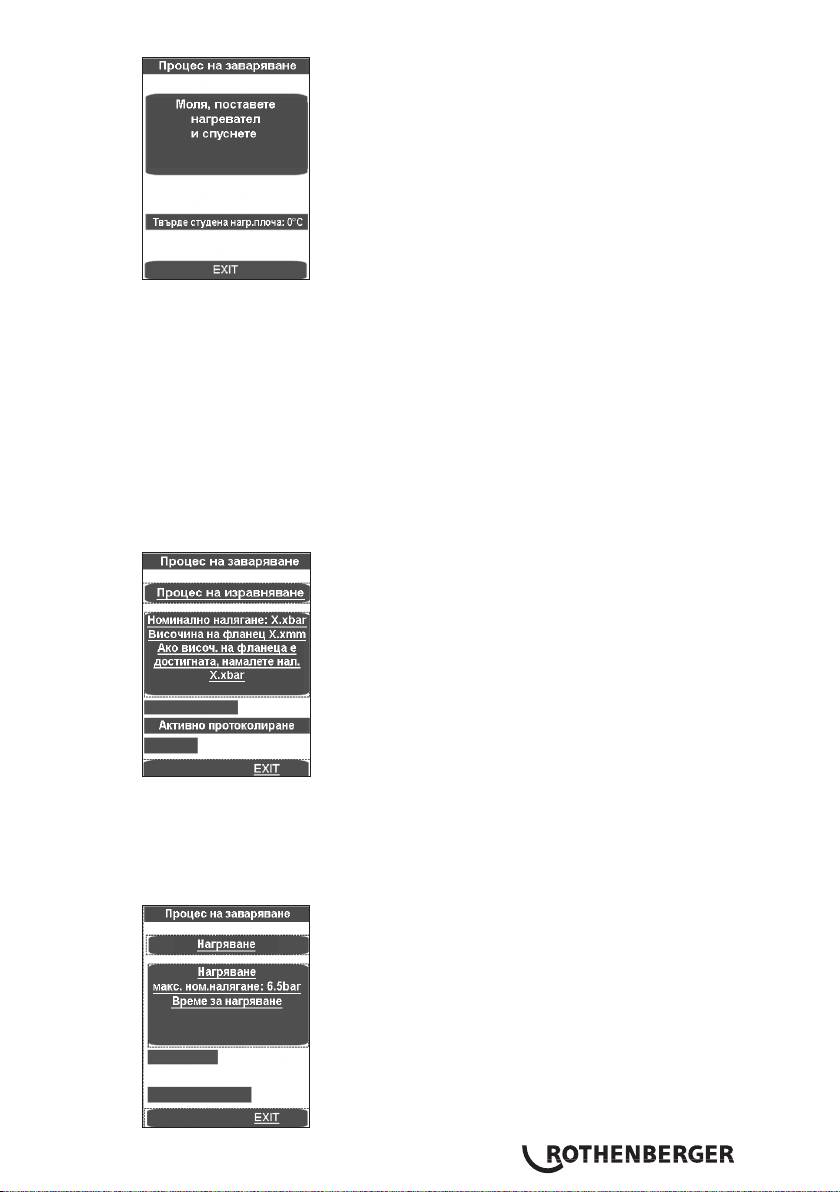
В маската се появява температурата на нагревателната плоча.
Лентата на показанието, когато температурата е твърде ниска се появява в синьо,
когато е твърде висока в червено и когато е в допустимия диапазон в зелено.
Поставете нагревателния елемент между двете заготовки в основната машина
и внимавайте за това, подложките на нагревателната плоча да влизат в жлебовете
на устройството за снемане.
Издигнете машината, изравняващото налягане се настройва автоматично
и поддържайте налягането.
Сега се запаметяват всички параметри за заваряване, активира се протоколиране.
Ако процесът на заваряване бъде прекъснат с EXIT, се появява съобщението
”Отказ от потребителя“, налягането се освобождава и параметрите за заваряване
се запаметяват. Потвърдете съобщението с ОК, програмата преминава с главното
меню.
Горната лента показва, дали налягането е в правилния диапазон (зелено), или
в полето на допуска (жълто) или извън (червено) полето на допуска. Действителното
налягане се показва в показание (2).
След като бъде достигната необходимата височина на ръба равномерно по целия
обхват на двете тръби, намалете налягането с бутона Автоматика(1). Времето за
нагряване t1 започва да тече.
БЪЛГАРСКИ
331
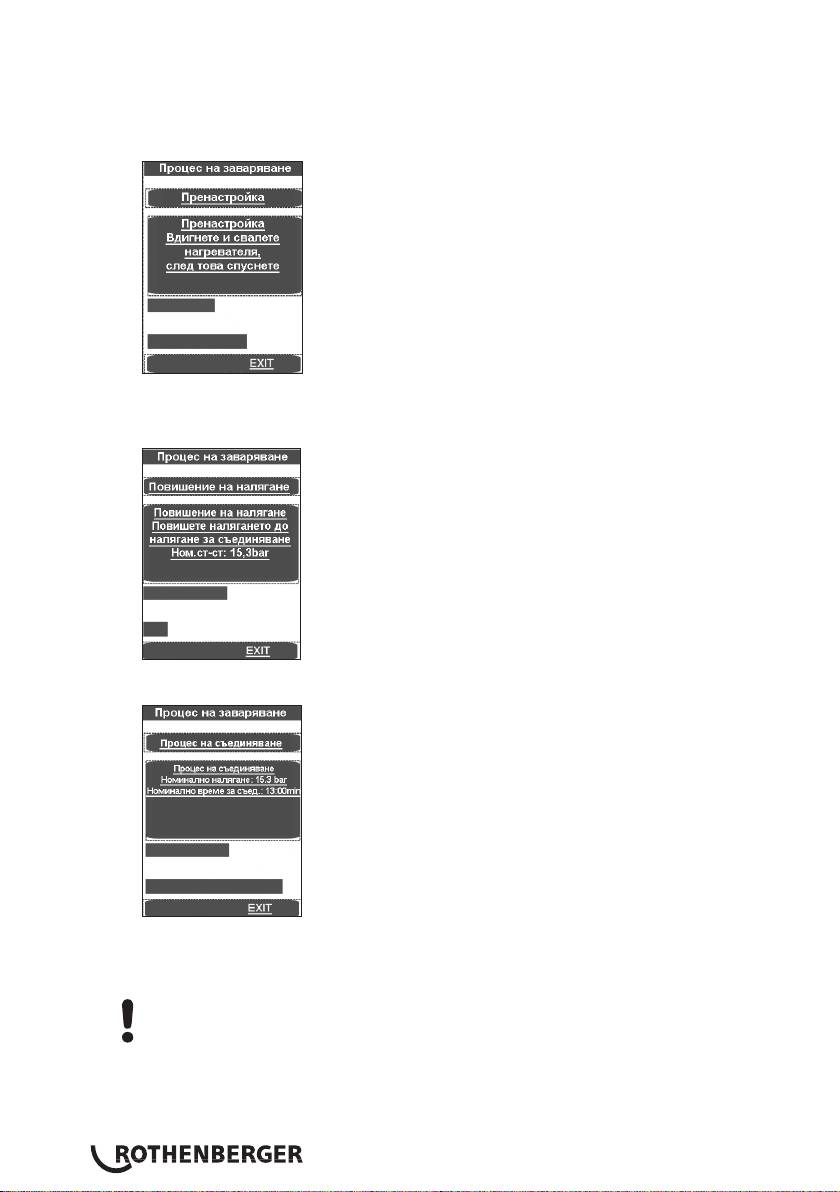
Налягането е така настроено, че е гарантирано още едно почни без натиск полагане
на краищата на заготовката върху нагревателния елемент.
Малко преди края на времето за нагряване прозвучава звуков сигнал.
След изтичане на времето за нагряване раздалечете заготовките, свалете
нагревателния елемент и съберете краищата на заготовките.
Малко преди контакта с изделието (ок. 1 см), прекъснете приближаването с
отпускане на бутона и веднага го натиснете отново .Налягането се повишава
линейно до съответното налягане за присъединяване.
При достигане на налягането за присъединяване, програмата преминава
автоматично в процес на присъединяване и се стартира таймер t4.
Горната лента показва, дали налягането е в правилния диапазон (зелено), или
в полето на допуска (жълто) или извън (червено) полето на допуска. Долната
показва времето. Действителното налягане се показва в показание(2) , а останалото
време за присъединяване t4 в показанието (9).
Внимание: Дръжте бутоните Освобождаване (10) и Задвижване на машина (11)
докато бъде достигнато налягане за присъединяване, след това хидравликата се
изключва и бутоните могат да бъдат освободени.
Налягането се контролира и автоматично дорегулира. При прекомерно често
изпомпване (висока загуба на налягане) проверете хидравличната система.
Върнете нагревателния елемент в предпазната кутия
332
БЪЛГАРСКИ
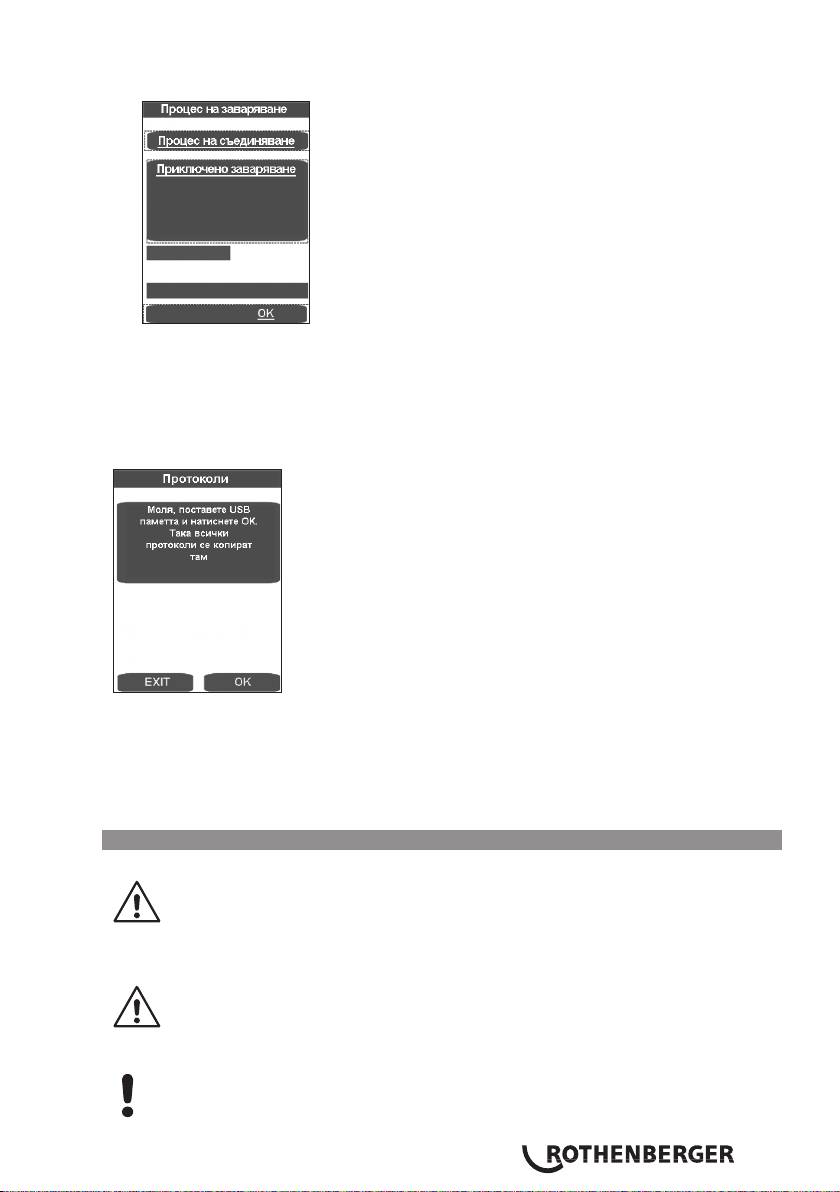
След като изтече времето за охлаждане, процесът на заваряване приключва,
запаметява се, прозвучава сигнал и налягането се изпуска автоматично.
Напуснете меню „Заваряване” с ОК.
Изпуснете налягането напълно с бутон (3).
Освободете заварените заготовки и ги извадете.
Отделете елементите на основната машина. Машината е готова за следващия цикъл
на заваряване.
Пренос на протоколи:
В точката от менюто Протоколи е възможно, ако е свързано USB-устройство, те да бъдат
запаметени с ОК. След това прозорецът се затваря автоматично.
Този протоколни данни може да се редактират със софтуера ROTHENBERGER Line Data
2 и компютър.
Всички параметри на заваряването могат да бъдат взети от приложените табели за
заваряване.
3.2.4 Сваляне от експлоатация
Изключете хидравличния агрегат с бутона (6).
Оставете нагревателния елемент да се охлади или го поставете така, че
съседни материали да не могат да бъдат възпламенени!
Извадете щекера от фрезата, нагревателния елемент и хидравличния агрегат от
контактите и навийте кабела.
Хидравличният агрегат трябва да се транспортира и съхранява само
в хоризонтална позиция, при наклонена позиция маслото изтича от
накрайника за пълнене и обезвъздушаване с нивомер!
Освободете хидравличните маркучи и ги навийте.
Внимание! Пазете съединителите от замърсяване!
БЪЛГАРСКИ
333
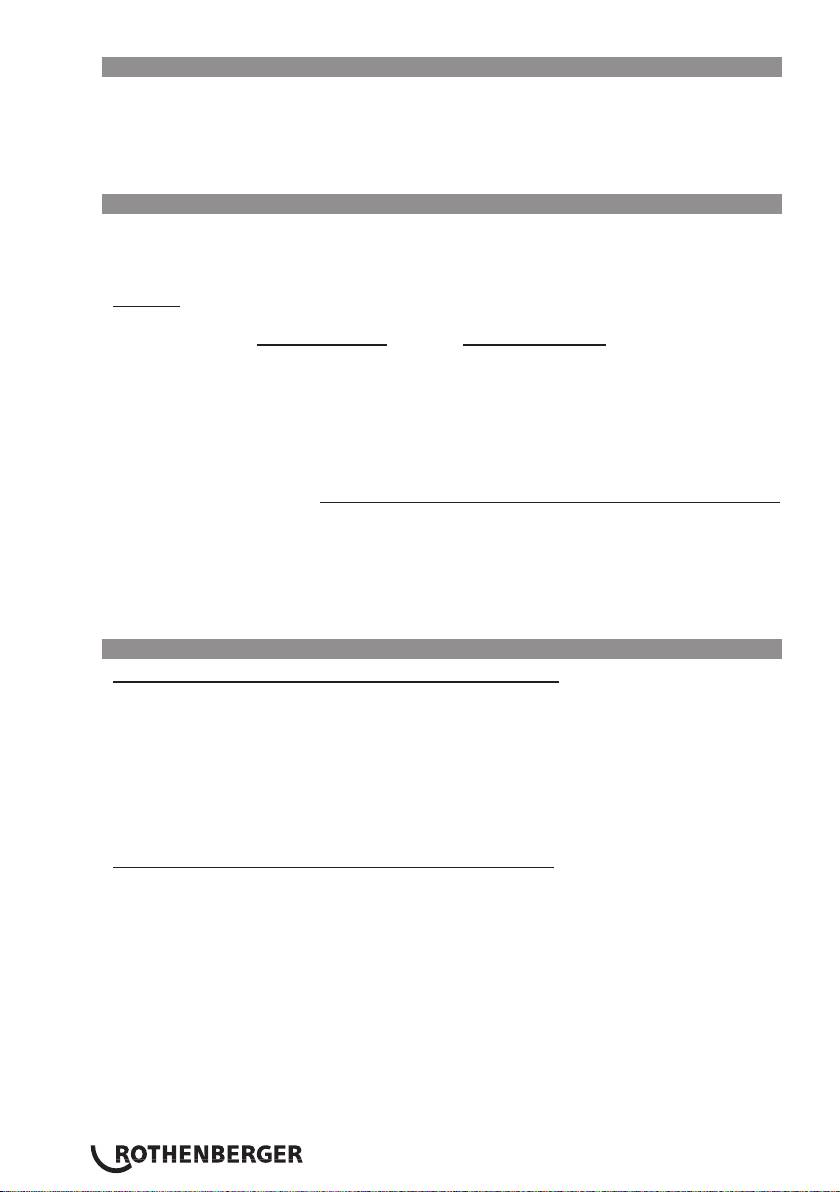
3.3 Общи изисквания
Тъй като атмосферните условия и въздействията на околната среда оказват значително
влияние на заваряването, непременно трябва да се спазват съответните разпоредби
в директивите 2207, част 1, 11 и 15 на Германския съюз за заваряване (DVS). Извън
Германия са валидни съответните национални директиви.
(Заваръчните дейности трябва да се контролират редовно и внимателно!).
3.4 Важни указания за параметрите за заваряване
Всички необходими параметри при заваряване като температура, налягане и време
трябва да се вземат от директивите 2207 част 1, 11 и 15 на DVS. Извън Германия са
валидни съответните национални директиви.
Справка: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
ПК 10 19 65, 40010 Дюселдорф, тел.: +49 (0) 211 / 15 91 – 0
имейл: media@dvs-hg.de уебсайт: www.dvs-media.info
В отделен случай непременно трябва да се изискат специфичните за материала
параметри за обработка на производителя на тръбата.
Назованите в приложените таблици на заваряването са приблизителни стойности, за
които фирма ROTHENBERGER не носи отговорност!
Зададените в таблиците стойности за налягане за изравняване и присъединяване се
изчисляват по следната формула:
Заваряваща повърхност
A [mm²] x
Коефициент на якост на заваръчен шев
SF [N/mm²]
Налягане при заваряване
P [bar] =
Площ на цилиндър
Az [cm²] x 10
Коефициент за якост на заваръчен шев (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF= 0,10 N/mm²
(Общата площ на цилиндъра на ROWELD P 250/8 B е 6, 26 кв.см)
(Общата площ на цилиндъра на ROWELD P 355/12 B е 6, 26 кв.см)
(Общата площ на цилиндъра на ROWELD P 500/18 B и P 630/24 B е 14, 13 кв.см)
(Общата площ на цилиндъра на ROWELD P 630/24 B Plus е 22, 38 кв.см)
3.5 Настройка на параметри
Настройване на параметър с правоспособност „Заварчик“:
Натиснете въртящия се бутон (4) продължително (ок. 3 сек.), докато P001 в горното
показание (2) мига.
С въртящия се бутон (4) изберете желания параметър P001 до P009. Ако тази стойност
трябва да бъде настроена или показана, натиснете за кратко въртящия се бутон(4),
стойността (по подразбиране) мига в долното показание (9).
Настройте стойността в въртящия се бутон (4) и отново натиснете за кратко въртящия се
бутон (4), след това параметърът в горното показание отново мига (2).
За затваряне на менютата натиснете бутона за деблокиране (10), стойностите се записват.
Настройване на параметър с правоспособност „Майстор“:
Натиснете въртящия се бутон (4) продължително (ок. 6 сек.), първо мига параметърът
P001 в горното показание (2), след това„CodE“, а в долното показание (9) мига чертата на
първа позиция.
С въртящия се бутон (4) въведете кода и натиснете за кратко въртящия се бутон (4) (Code
= 8001 – при първоначално въвеждане в експлоатация, чрез параметър P100 кодът може
да бъде променян по желание).
С въртящия се бутон (4) изберете желания параметър P101 до P114. Ако тази стойност
трябва да бъде настроена или показана, натиснете за кратко въртящия се бутон(4),
стойността (по подразбиране) мига в долното показание (9).
Настройте стойността в въртящия се бутон (4) и отново натиснете за кратко въртящия се
бутон (4), след това параметърът в горното показание отново мига (2).
За затваряне на менютата натиснете бутона за деблокиране (10), стойностите се записват.
334
БЪЛГАРСКИ
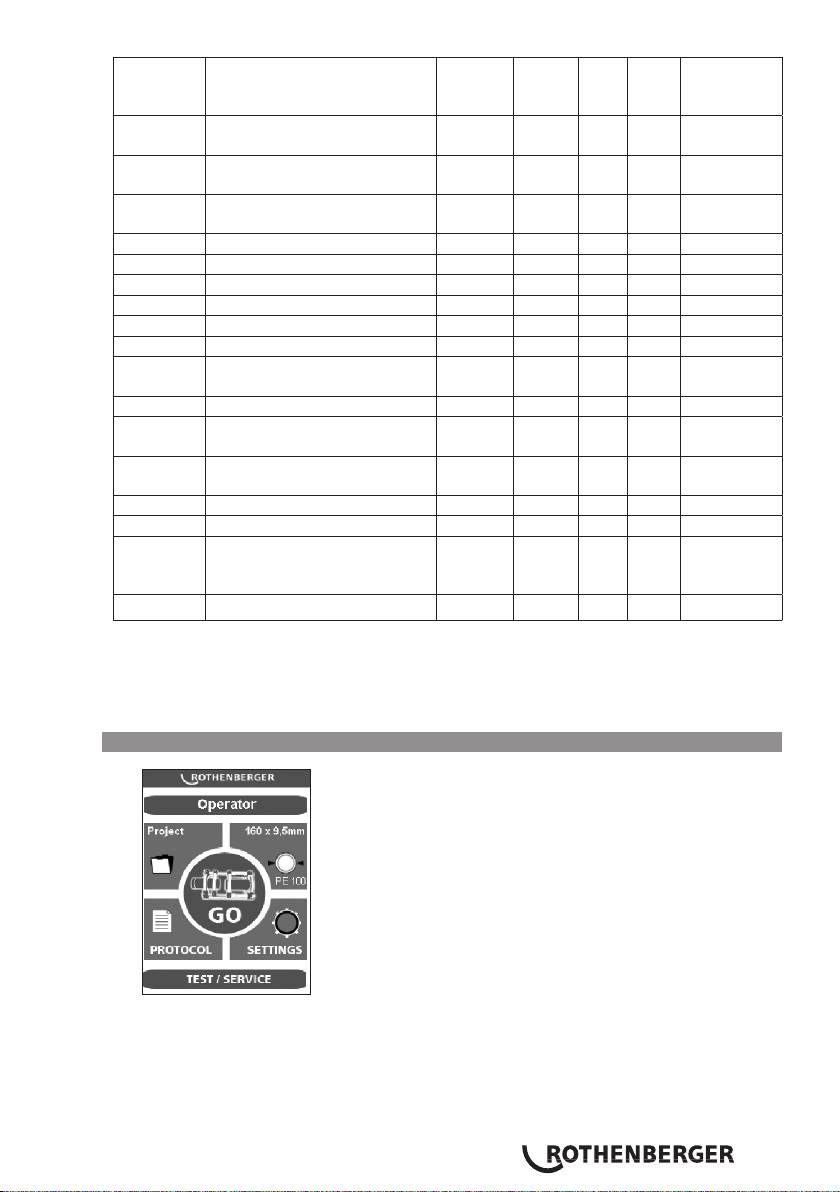
Име на
Означение по под-
едини-
мин. макс. Правоспо-
араметър
разби-
ца
собност
ране
P001
Енергоспестяваща функция
99
мин.
0 99
Заварчик
остатъчно време
P002*
Функция за пестене на
0 0 3
Заварчик
мощност активна
P003
Несъвпадение температура
5
°C
-25 25
Заварчик
на нагревателна плоча
P004
Pmax за фрезоване
20
bar
10 50
Заварчик
P005
Зададено налягане 1/10bar Заварчик
P006
Зададена температура
210
°C
P103 P104
Заварчик
P007
Таймер T1 зададена стойност
45
сек.
1 1500
Заварчик
P008
Таймер T4 зададена стойност
6
мин.
1 99
Заварчик
P009
Pstart за фрезоване
10
bar
0 P004
Заварчик
P101
Отклонение за допълнително
5
%
1 50
Майстор
изпомпване
P102
Издигане след фрезоване
10
1/10сек.
0 100
Майстор
P103
Температура за регулиране
160
°C
0 300
Майстор
(мин.)
P104
Температура за регулиране
270
°C
0 300
Майстор
(макс.)
P105
Бутон блокировка (да/не)
5
сек
0 50
Майстор
P106
Налягане за издигане
135
bar
10 160
Майстор
P107
Време за предварително
50
1/10сек.
0 200
Майстор
пускане за включване на
зумера
P100
Промяна на код
8001
Майстор
* P002 - Функция за пестене:
0 - няма,
1 – когато фрезата работи, нагревателният елемент се изключва,
2 – когато хидравличният двигател работи, нагревателният елемент се изключва,
3 - когато t4 нагревателният eлeмeнт се изключва.
3.6 Настройка на дата и час
Затворете програмата чрез кликване в горния ляв ъгъл.
БЪЛГАРСКИ
335
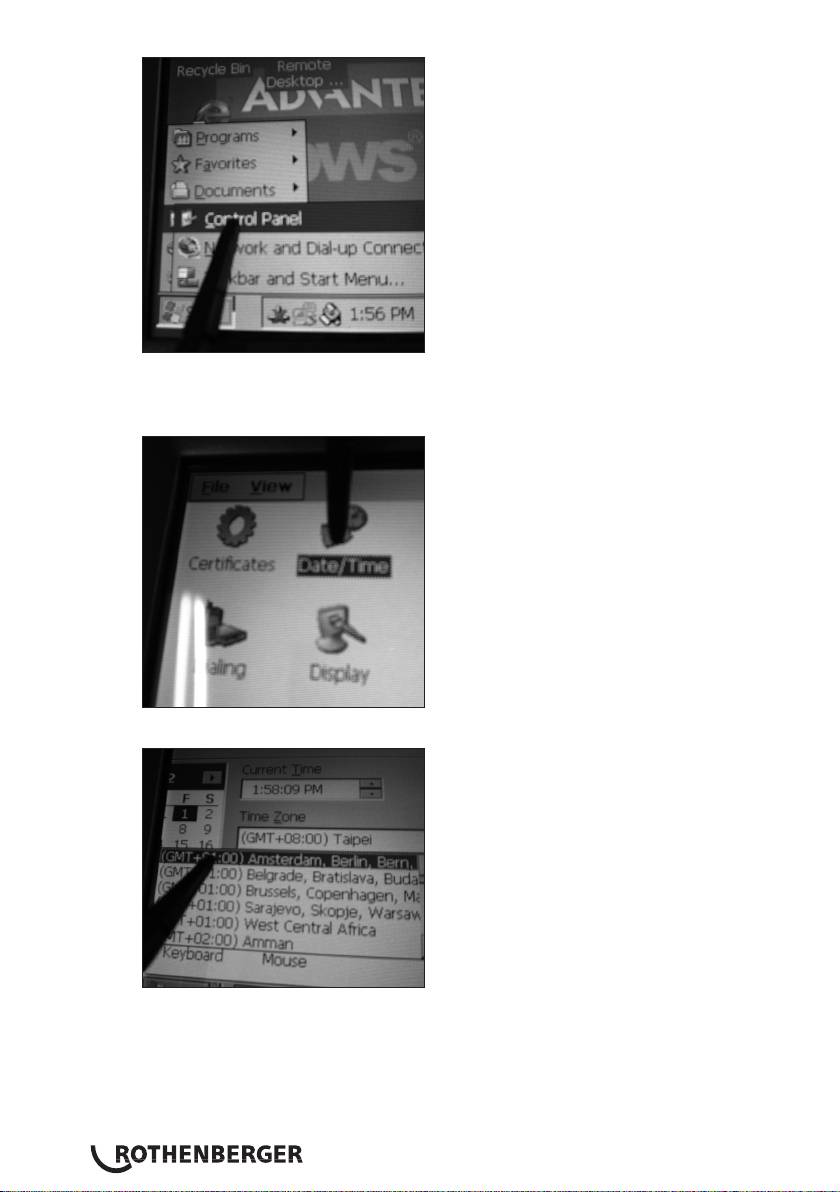
Натиснете Start, Setting и накрая Control Panel.
Лентата на старт менюто е скрита и може да бъде извикана чрез натискане в горния
ляв ъгъл.
Кликнете върху Date/Time
Настройте маската за въвеждане чрез докосване и преместване на лентата Date/
Time. Изберете съответната времева зона или въведете часово време Current Time.
Внимание! Спазвайте AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
336
БЪЛГАРСКИ

Потвърдете с „Apply“ и „OK“. Затворете контролния панел с Х.
Натиснете бутоните „Start“ и „Run“.
Напишете reboot с появилата се клавиатура и натиснете „ОК“, компютърът се
рестартира.
3.7 Създаване и избор на конфигурации от машини
За да изберете или създадете конфигурации от машини, натиснете бутона SETTINGS.
БЪЛГАРСКИ
337
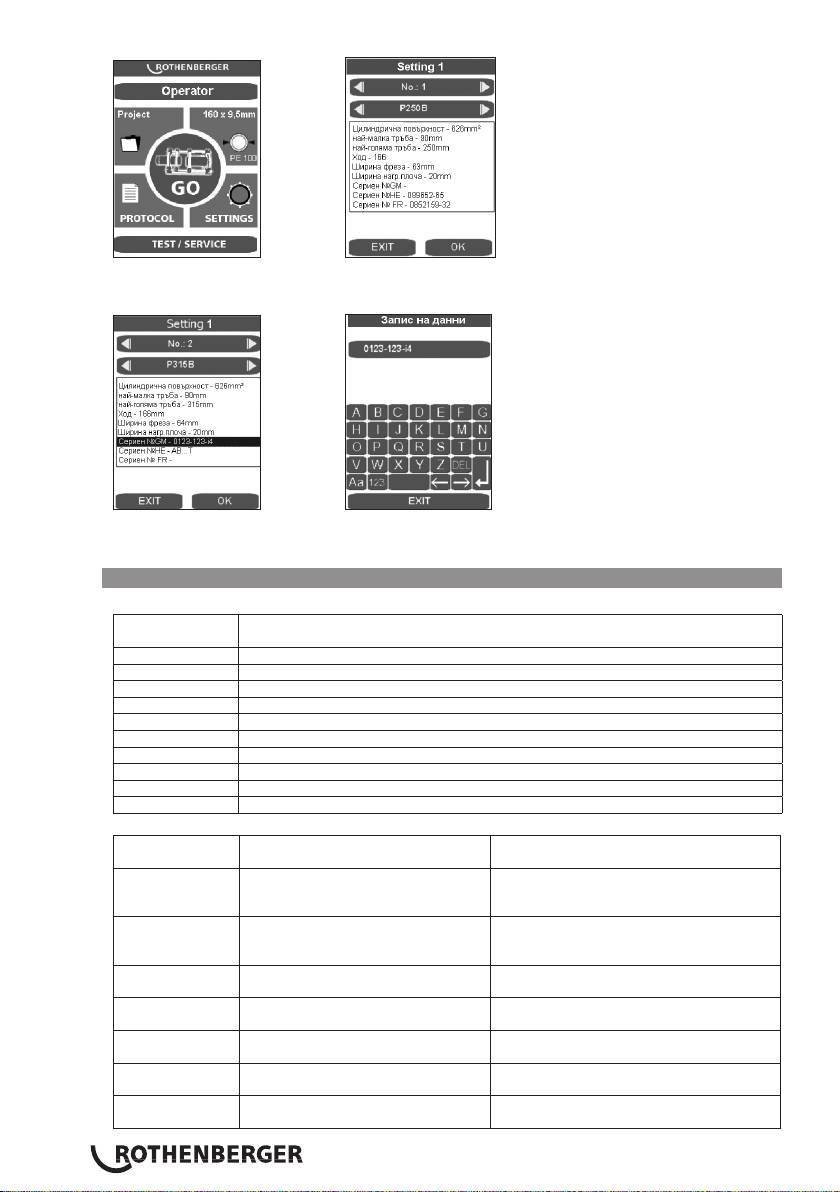
С бутоните със стрелки може да бъде избрана желаната конфигурация от машини.
За да създадете нова конфигурация, натиснете бутона със стрелка надясно, за започнете от
следващия номер, напр. 2.
Чрез натискане върху съответното поле с показания се появява полето за въвеждане. Данните
могат да бъдат изтрити с DEL и да бъдат въведени нови, тези данни се записват по-късно
в протокола.
3.8 Съобщения за грешка
Сензорен екран и протокол:
Съобщение за
Име
грешка
Код 1 Твърде голямо налягане за изравняване
Код 2 Твърде малко налягане за изравняване
Код 4 Твърде голямо налягане за нагряване
Код 64 Твърде дълго време за превключване
Код 128 Твърде дълго време за повишаване на налягане
Код 256 Твърде голямо налягане за присъединяване
Код 512 Твърде малко налягане за присъединяване
Код 2048 Твърде студен нагревателен елемент
Код 4096 Прекъсване от оператор
Код 131072 Твърде топъл нагревателен елемент
Управление:
Съобщение за
Име Отстраняване на повреда
грешка
SER
Достигната дата за техническо
Изпълнете техническо обслужване
обслужване, настъпил е срок за
техническо обслужване
ERR1 Абсолютното налягане не е
Проверете нивото на маслото, проверете
достигнато
сензора за налягане, дефектни вентили,
дефектен двигател
PE-2 Сензор за налягане -24V е
Сменете сензора за налягане
дефектен
ERR5 Температура на маслото 70°C –
Изчакайте, докато температурата на
Стоп!
маслото спадне под 50°C
HE-1 Нагревателният елемент не е
Сменете датчика
присъединен, повреда на датчик
HE-0 Твърде горещ нагревателен
Измерете температурата, контролирайте
елемент
настройката, сменете датчика
HE-2 Твърде студен нагревателен
Измерете температурата, контролирайте
елемент
настройката, сменете датчика
338
БЪЛГАРСКИ
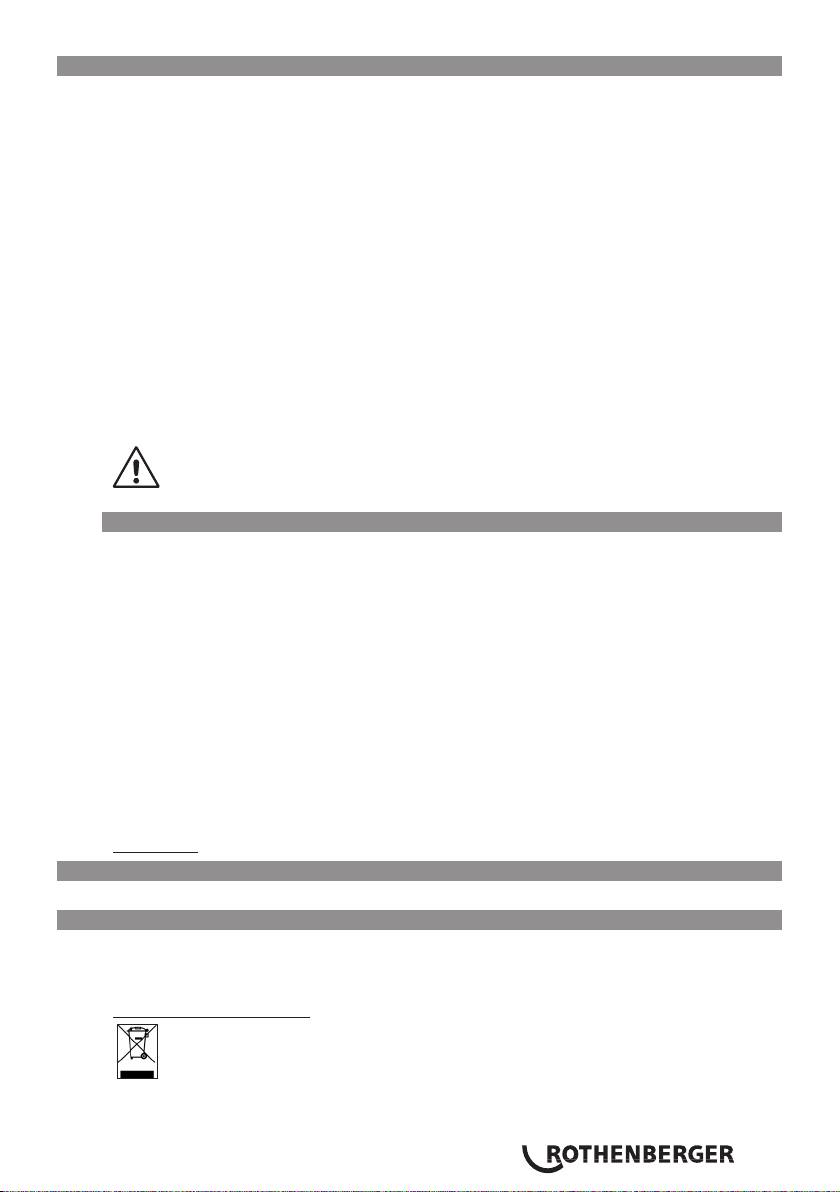
4 Обслужване и техническа поддръжка
За да се запази функционалността на машината, трябва да се спазват следните точки:
• Направляващите колони трябва да се поддържат чисти. При повреди по повърхността
направляващите колони трябва да се сменят, тъй като това може евент. да доведе до
загуба на налягане.
• За да бъдат получени безупречни резултати от заваряването, е необходимо
нагревателният елемент да бъде поддържан чист. При дефекти по повърхността,
покритието на нагревателния елемент трябва да бъде подновено или той да бъде сменен.
Остатъците от материал върху нагряващата повърхност, намаляват противозалепващите
свойства и те трябва да бъдат отстранявани с кърпа без власинки и спирт (само при
студен нагревателен елемент!).
• Хидравличното масло (HLP – 46, арт.№: 53649) трябва да се сменя на всеки 12 месеца.
• За да се избегнат смущения във функциите, херметичността на хидравличния
агрегат, стабилността на винтовите съединения, както и безупречното състояние на
електрокабела трябва редовно да се проверяват.
• Хидравличният бърз куплунг на хидравличния агрегат и на пакета маркучи трябва да се
пазят от замърсявания. При замърсяване те трябва да се почистят преди свързване.
• Фрезата е снабдена с два двустранно заточени ножа. При намаляваща продуктивност на
рязане ножовете може да бъдат използвани или сменени с нови.
• Винаги трябва да се внимава за това, краищата на тръбите или заготовките, които
трябва да бъдат обработени, особено челните повърхности да не са замърсени, тъй като
в противен случай се намалява продължителността на живота на ножовете.
Трябва да се провежда ежегодна проверка на заваръчната машина
в съответствие с DVS 2208, от производителя или упълномощен от него сервиз.
При машини с натоварване над средното цикълът на проверките трябва да бъде
съкратен.
4.1 Обслужване на машини и инструменти
(Спазвайте правилата за техническа поддръжка в точка 4!)
Острите и чисти инструменти дават по-добри резултати при работа и са по-безопасни.
Изтъпени, счупени или загубени елементи трябва незабавно да се сменят. Проверете, дали
принадлежностите са свързани безопасно с машината.
При техническа поддръжка използвайте само оригинални резервни части. Ремонтите трябва
да се извършват само от специално квалифициран за целта персонал.
При неспазване, преди работи по обслужване и техническа поддръжка и преди смяна на
компоненти, изключете машината от електрическата мрежа.
Преди повторно включване в електрическата мрежа трябва да се уверите, че машината
и инструмента са изключени.
При употреба на удължаващи кабели, трябва да се провери надеждността
и функционалността им. За употреба на открито трябва да се използват само допустимите
кабели.
Не трябва да се използват инструменти и машини, ако корпусът или ръкохватките, особено
такива от пластмаса, са скъсани или изкривени.
Мръсотията и влагата в такива пукнатини провеждат електрически ток. Това може да доведе
до токов удар, в случай че в инструмента или в машината се появи повреда в изолацията.
Забележка: По-долу ще ви запознаем с правилата на техниката за безопасност.
5 Принадлежности
Подходящи принадлежности и формуляр за поддръжка откриете от страница 361.
6 Отстраняване на отпадъци
Някои от частите на устройството са рециклируеми материали и могат да бъдат рециклирани
отново. За целта на разположение са одобрени и сертифицирани за рециклиране компании.
За екологично обезвреждане на нерециклируемите части (напр. електронни отпадъци), моля,
свържете се с местната институция, отговорна за отпадъците.
Само за държавите от ЕС:
Не изхвърляйте електроинструменти при домакинските отпадъци! Съгласно
Европейската директива 2012/19/EО относно отпадъците от електрическо и електронно
оборудване и нейното приложение в националното законодателство, негодните за
употреба електроинструменти трябва да се
събират разделно и да бъдат извозвани
за природосъобразно рециклиране.
БЪЛГАРСКИ
339
Содержание стр.
1 Указания по обеспечению безопасности 341
1.1 Надлежащее использование 341
1.2 Общие указания по технике безопасности 341
2 Технические характеристики, см. Рукоятку „Технические данные“
3 Функции аппарата 343
3.1 Описание приборов 343
3.1.1 Базовая машина (рис. A) 343
3.1.2 Гидравлический агрегат (рис. B) 343
3.2 Руководство по эксплуатации 344
3.2.1 Ввод в эксплуатацию 344
3.2.2 Меры для подготовки к сварке 347
3.2.3 Процесс сварки 351
3.2.4 Вывод из эксплуатации 354
3.3 Общие требования 355
3.4 Важные указания по параметрам сварки 355
3.5 Настройка параметров 355
3.6 Настроить дату и время 356
3.7 Создание/выбор конфигураций машины 358
3.8 Сообщения об ошибке 359
4 Уход и техническое обслуживание 359
4.1 Уход за машиной и инструментами 360
5 Принадлежности 360
6 Утилизация 360
Специальные обозначения в этом документе:
Опасность!
Этот знак предупреждает о возможной травмоопасности.
Внимание!
Этот знак предупреждает о травмоопасности или опасности для окру-
жающей среды.
Необходимость действия
340
PУCCKИЙ
1 Указания по обеспечению безопасности
1.1 Надлежащее использование
Аппарат ROWELD P250-630/8-24B Plus Premium предназначен исключительно
для соединения сваркой полиэтиленовых (ПЭ) и полипропиленовых (ПП) труб в
соответствии с техническими параметрами.
1.2 Общие указания по технике безопасности
Внимание! При использовании электроинструментов для защиты от удара
электрическим током, риска получения травм и возникновения пожара
необходимо соблюдать следующие основные правила техники безопасности
Перед использованием данного электроинструмента необходимо прочесть все
данные указания и сохранить правила техники безопасности в хорошем месте.
Техническое обслуживание и ремонт:
1 Регулярная очистка, техническое обслуживание и смазка. Перед проведением
любых работ по регулировке, наладке или ремонту инструмента необходимо вынуть
из розетки сетевой штепсель.
2 Аппарат разрешается ремонтировать только квалифицированному персоналу
и только с использованием оригинальных запасных деталей. Таким образом
гарантируется неизменная безопасность аппарата.
Безопасность проведения работ:
1 Рабочее место необходимо содержать в порядке. Беспорядок на рабочем месте
может стать причиной несчастного случая.
2 Учитывать влияние окружающей среды. Не допускать попадания
электроинструмента под дождь. Не использовать электроинструменты во влажной
или мокрой среде. Необходимо обеспечить хорошее освещение рабочей зоны.
Не использовать электроинструменты там, где существует опасность пожара или
взрыва.
3 Необходимо защитить себя от опасности удара электрическим током. Избегать
соприкосновения частей тела с заземленными деталями (например, трубами,
радиаторами, электрическими плитами, холодильниками).
4 Запретить доступ для других лиц. Необходимо запретить посторонним лицам, в
особенности детям, прикасаться к электроинструменту или кабелю. Не позволять им
входить в рабочую зону.
5 Хранить не используемые электроинструменты в безопасном месте. Не
используемые электроинструменты необходимо хранить в высоко расположенном
или закрытом месте вне досягаемости детей.
6 Запрещается превышать нагрузку на электроинструмент. Работа в указанном
диапазоне нагрузки является более безопасной и эффективной.
7 Использовать правильный электроинструмент. Не использовать маломощные
станки для выполнения тяжелых работ. Не использовать электроинструмент в целях,
для которых он не предназначен. Не использовать, например, ручную дисковую пилу
для резки ветвей дерева или поленьев.
8 Надевать подходящую одежду. Не надевать свободную одежду или украшения,
так как их может затянуть в подвижные детали. При работе вне помещений
рекомендуется надевать обувь с нескользящей подошвой. Длинные волосы
необходимо прятать под сетку.
9 Использовать средства индивидуальной защиты. Надевать защитные очки. Если
во время проведения работ образуется пыль, надевать респиратор.
10 Подключить устройство аспирации. Если станок оснащен разъемами для
подключения устройства аспирации и устройства улавливания, необходимо
убедиться, что данные устройства подключены и правильно используются.
PУCCKИЙ
341

11 Не использовать кабель в целях, для которых он не предназначен. Не тянуть за
кабель, чтобы вынуть штепсель из розетки. Беречь кабель от высокой температуры,
от попадания масла и от острых краев.
12 Зафиксировать заготовку. Для фиксации заготовки необходимо использовать
зажимные приспособления или струбцину. В этом случае она удерживается более
надежно, чем вручную.
13 Избегать нахождения в неправильной позе. Всегда выполняйте работы,
удерживая тело в надежном положении и соблюдая равновесие.
14 Необходимо тщательно ухаживать за инструментом. Чтобы повысить качество
и безопасность работы, необходимо содержать режущие инструменты острыми и
чистыми. Соблюдать указания по смазке и смене инструмента. Регулярно проверять
соединительный кабель электроинструмента, при его повреждении поручить его
замену компетентному специалисту. Регулярно проверять удлинительный кабель
и заменять его в случае повреждения. Содержать рукоятки сухими и чистыми, без
слоя смазки и масла.
15 Вынимать штепсель из розетки. Если электроинструмент не используется, перед
проведением работ по техническому обслуживанию и при смене инструмента,
например, полотна пилы, сверла, фрезы.
16 Запрещается оставлять в инструменте ключи. Перед включением
электроприбора необходимо убедиться, что из него вынуты ключи и регулировочный
инструмент.
17 Избегать самопроизвольного запуска. Убедиться, что во время вставки штепселя
в розетку выключен выключатель прибора.
18 Для работы вне помещения использовать удлинительный кабель.
При использовании вне помещений необходимо использовать допустимый
удлинительный кабель с соответствующей маркировкой.
19 Соблюдать осторожность. Необходимо следить за своими действиями. Подходить
к работе ответственно. Оператору запрещается использовать инструмент, если он не
может сконцентрироваться.
20 Проверять электроинструмент на наличие возможных повреждений. Перед
последующим использованием электроинструмента необходимо тщательно
проверить защитные приспособления или незначительно поврежденные
детали на
предмет безупречного и надлежащего функционирования. Убедиться, что подвижные
детали безупречно функционируют, не заедают и не повреждены. Все детали
должны быть правильно смонтированы и выполнять все условия для обеспечения
безупречного функционирования электроинструмента.
Поврежденные защитные приспособления и детали необходимо передать на ремонт
компетентному специалисту или заменить, если в руководстве по эксплуатации не
указано иначе. Поврежденные выключатели необходимо заменять в мастерской
центра по обслуживанию клиентов.
Запрещается использовать электроинструменты, выключатель которых не позволяет
выполнить их включение и выключение.
21 Внимание. Использование посторонних вставных инструментов и аксессуаров
может представлять опасность получения травм.
22 Ремонт электроинструмента необходимо поручать компетентным
электрикам. Данный электроинструмент соответствует применимым положениям
по технике безопасности. ремонт инструмента разрешается выполнять только
профессиональному электрику с использованием оригинальных запасных частей, в
противном случае с оператором может произойти несчастный случай.
2 Технические характеристики, см. Рукоятку „технические характеристики“
342
PУCCKИЙ
3 Функции аппарата
3.1 Описание приборов
ROWELD P250-630/8-24B Plus Premium – компактные переносные машины для стыковой
сварки с нагревательным элементом и модулем протоколирования для сохранения
параметров сварки согласно директиве Немецкого общества сварки (DVS), перенос
протоколов через USB, разработанные специально для использования в области
строительства, в том числе в траншеях для укладки труб. Разумеется, возможно применение
машин на заводах.
Благодаря многостороннему применению сварочных машин типа ROWELD во всех отраслях
их использования можно надежно выполнять следующие сварные соединения ПЭ и ПП и
ПВДФ труб с толщиной стенки 90 – 630 мм/ 5-24“:
I. Труба – труба
II. Труба – колено трубы
III. Труба – тройник
IV. Труба – привариваемый торец ниппеля
Основными компонентами машины являются:
базовая машина, редукционные вставки, гидравлический агрегат с модулем
протоколирования, фрезерный агрегат, нагревательный элемент, установочный кожух.
Во время сварки привариваемого торца ниппеля необходимо использовать
четырехкулачковый зажимный диск, доступный в качестве принадлежности.
ROWELD 250/8B: При сварке колен трубопровода с небольшим радиусом относительно
макс. диаметра машины необходимо использовать ограниченную верхнюю часть зажимного
инструмента, доступную в качестве принадлежности.
ROWELD P500-630/18-24B Plus: для установки и снятия фрезерного и нагревательного
элементов можно использовать электрическое приспособление, входящее в комплект
поставки.
3.1.1 Базовая машина (рис. A)
1
Подвижные зажимные элементы
3
Подложка с фиксирующими пазами
2
Смещаемый зажимный элемент
4
Вытягивающее устройство нагревательного элемента
3.1.2 Гидравлический агрегат (рис. B)
1
Клавиша автоматики
12
Клавиша таймера (время)
2
Индикатор давления
13
Штепсельный разъем фрезерного устройства
3
Клавиша сброса давления
14
Муфта быстроразъемного соединения
4
Ручка настройки
15
Штекер быстроразъемного соединения
5
Клавиша фрезерования
16
Штепсельный разъем нагревательного
элемента
6
Клавиша вкл/выкл
17
Сетевой штекер
7
Клавиша нагревания
18
Аварийная остановка
8
«Подъем» машины
19
Сенсорный ПК
9
Индикатор температуры
20
Маслоналивная горловина со стержневым
и времени
указателем
10
Клавиша деблокирования
21
USB-разъем
11
«Подача» машины
Гидравлический агрегат позволяет управлять машиной способами, которые обозначены
следующими символами:
Клавиша включения/выключения гидравлического агрегата
Включить нагревательный элемент нажатием клавиши «Нагрев». Настроить
нужную температуру нагревательного элемента нажатием клавиши «Нагрев»
и поворотом ручки, значение отображается в индикации температуры, затем
снова отображается фактическое значение.
PУCCKИЙ
343
При помощи ручки настроить давление фрезерования, компенсации,
нагревания и стыковки, значение отображается в индикации
«Давление». Через 3 сек. после настройки отображается фактическое
значение. При нажатии кнопки отображаются и настраиваются
сервисные параметры.
Для сведения зажимных элементов нажать клавишу деблокирования и подачи
машины.
Клавиша сброса давления
Для разведения зажимных элементов нажать клавишу деблокирования и подъема
машины.
Нажать кнопку деблокирования и кнопку фрезерования для включения разъема
фрезерного устройства, автоматически устанавливается давление 10 бар, которое
можно повысить макс. до 20 при помощи кнопки. (в случае особого применения,
напр., в висячем положении, можно установить макс. 50 бар, изменяя P004)
Активировать таймер однократным нажатием клавиши. Нажатием
клавиши и поворотом ручки можно настроить время t1 в секундах.
Удерживание клавиши нажатой переключает на t4. Нажатием клавиши
и поворотом ручки можно настроить время t4 в минутах. Краткое
нажатие клавиши таймера при горящем индикаторе таймера t1 или t2
запускает таймер вручную.
Нажатием клавиши автоматики установленное давление контролируется и при
необходимости регулируется во время нагревания (таймер t1 активен) и процесса
стыковки (таймер t4 активен).
Кнопка деблокирования для подтверждения сервисных параметров
3.2 Руководство по эксплуатации
К управлению сварочной машиной допускаются только авторизованные
специалисты с соответствующей квалификацией согласно DVS 2212, часть 1!
Машину разрешается использовать только квалифицированным и
авторизованным операторам!
3.2.1 Ввод в эксплуатацию
Перед вводом в эксплуатацию машины для стыковой сварки необходимо
внимательно прочесть руководство по эксплуатации и правила техники
безопасности!
Не использовать нагревательный элемент во взрывоопасной среде и не
допускать его контакта с легковоспламеняющимися веществами.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить в
рабочую зону.
Перед каждым вводом в эксплуатацию проверять уровень масла
гидравлического агрегата, уровень должен находиться между мин. и макс.
маркировкой стержневого указателя (20), при необходимости добавить
гидравлическое масло HLP 46.
Гидравлический агрегат перемещать и ставить на землю только горизонтально,
при перекосе масло выходит из вентиляционных заглушек со стержневым
указателем.
344
PУCCKИЙ
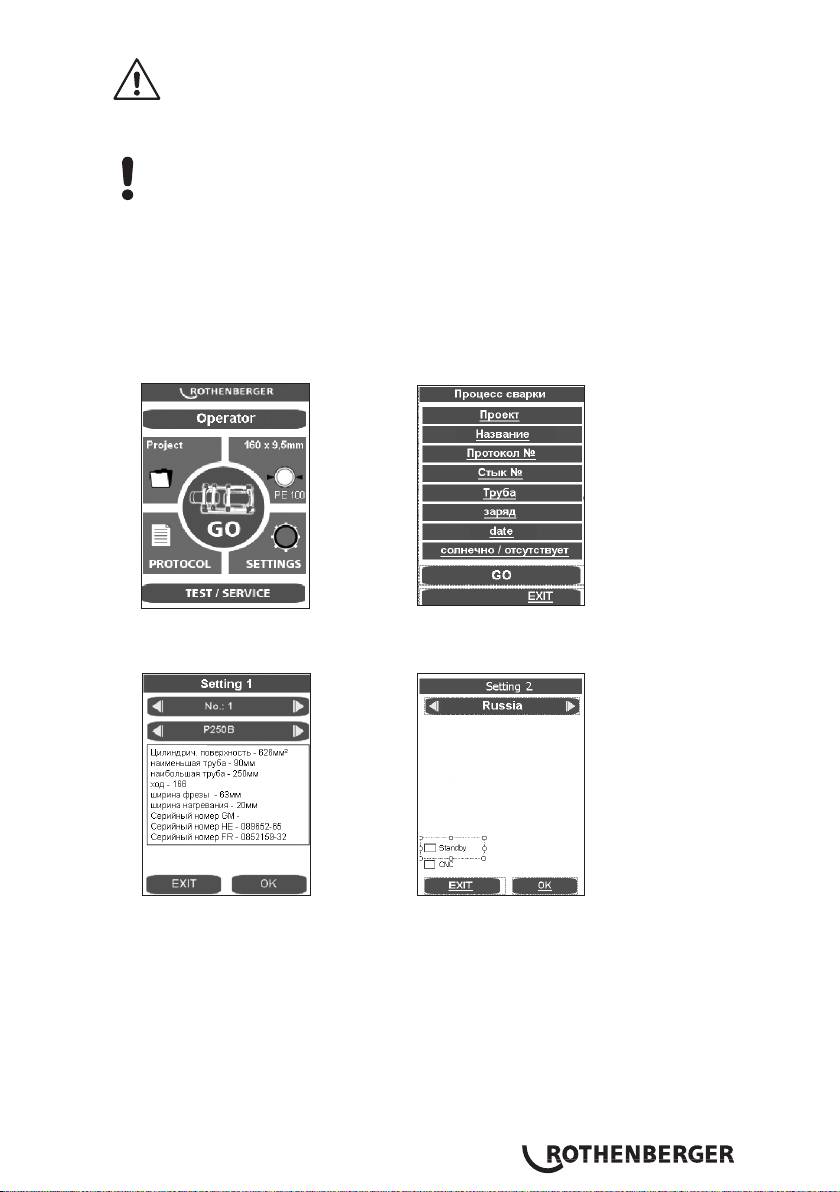
В случае опасности нажать переключатель аварийной остановки (18). Перед
каждым вводом в эксплуатацию убедиться, что аварийная остановка не
включена!
Оба гидравлических шланга базовой машины соединить при помощи
быстроразъемного соединения (14,15) на гидравлическом агрегате.
Защитить быстроразъемные соединения от загрязнений. Немедленно
заменить негерметичные муфты!
Подключить сетевой штекер фрезерного агрегата (13) и нагревательного элемента
(16) к сети.
Подключить сетевой штекер гидравлического агрегата (17) к источнику
электропитания в соответствии с данными на типовой табличке. Если стартовый
экран не появляется, деблокировать аварийную остановку, раздастся звуковой
сигнал и на индикаторе (2) загорится точка.
При первом вводе в эксплуатацию проверить дату и время. Для этого нажать
клавишу GO. (Для изменения см. пункт 3.6). Для закрытия меню нажать EXIT.
При первом вводе в эксплуатацию настроить язык, в заводских настройках
установлен немецкий. Для изменения нажать Settings и при помощи OK выбрать
Setting 2.
Выбранный язык сохраняется после первого процесса сварки.
Можно переключить экран в режим ожидания, заставка экрана активна, если
гидравлика выключается клавишей (6).
Включить гидравлический агрегат (нажать клавишу (6) ).
После включения нагревательный элемент нагревается.
На индикации (9) отображается актуальная температура. Регулирование активно,
если на индикаторе горит точка. При достижении установленной температура
загораются оба светодиода actual & set). Через 10 минут после этого нагревательный
элемент готов к работе. Температуру необходимо проверить с помощью прибора для
измерения температуры.
PУCCKИЙ
345
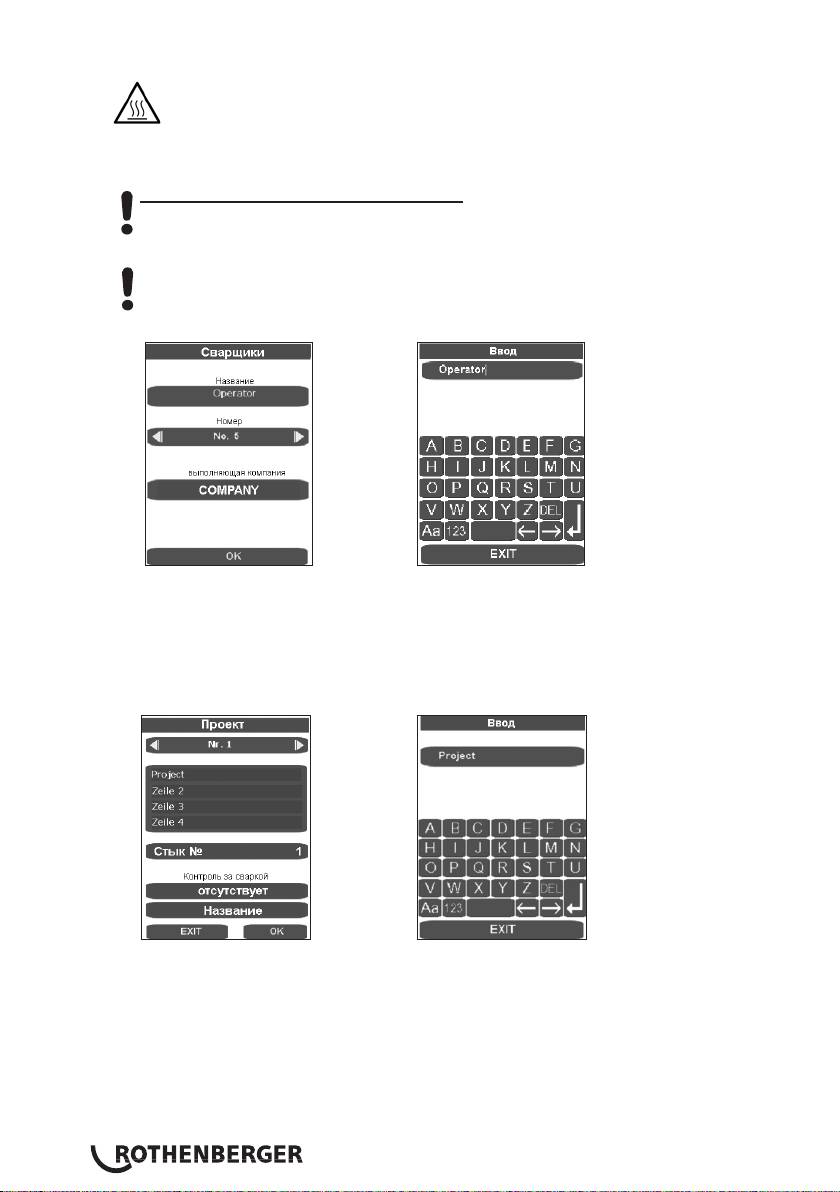
Компенсацию температуры нагревательного элемента см. в пункте 3.5.
Опасность ожога! Температура нагревательного элемента может достигать
300 °C, поэтому сразу же после использования его необходимо помещать
назад в специально предназначенный кожух!
Долгое нажатие клавиши (7) выключает нагревание, точка в индикации (9) гаснет,
повторное нажатие снова включает нагревание.
Hydraulik ROWELD P500-630/18-24B Plus: Проверить направление вращения!
В заводских настройках машины установлены на вращение вправо. Сводить или
разводить базовую машину с гидравлическим агрегатом в случае неподвижности,
фазовращатель необходимо переключить при помощи подходящего инструмента.
Указание: Не включать гидравлику при неверном направлении вращения (опасность
разрушения)
Ввести или выбрать имя сварщика «Оператор».
При помощи шаблона ввода можно выбрать сохраненных сварщиков, ввести новые
имена сварщиков или удалить имеющиеся, используя DEL, и ввести новые. Все
шаблоны ввода подтверждаются и сохраняются клавишами ENTER или ОК, после
чего программа переходит к следующему шагу. Клавиша EXIT закрывает шаблон
ввода без сохранения.
Создать или выбрать проект.
При помощи шаблона ввода можно выбрать сохраненные проекты и ввести новые
названия проектов. Закрыть и сохранить клавишей ENTER.
Выбрать трубу.
346
PУCCKИЙ
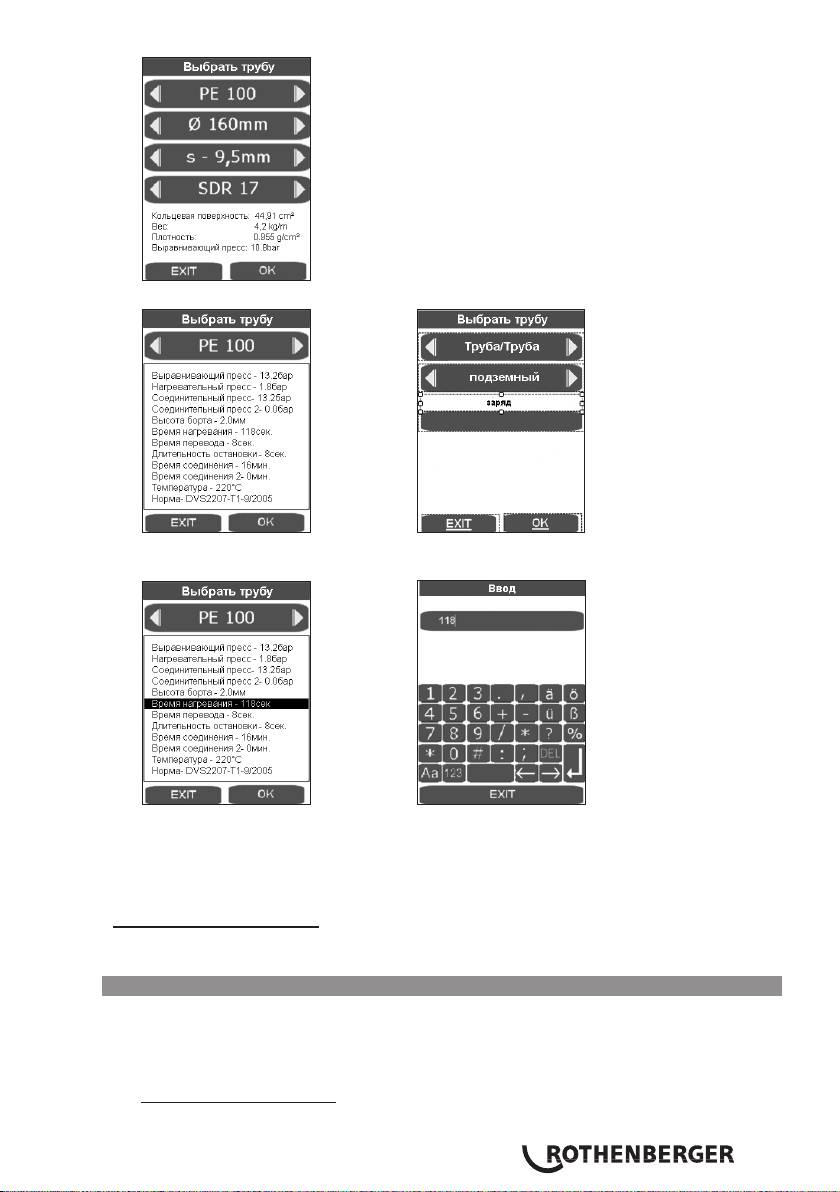
Клавишами со стрелками выбрать нужную трубу и подтвердить нажатием OK.
В заключительном обзоре параметров трубы данные отображаются согласно
директиве DVS, ОК вызывает окно свариваемых частей и вида проводки.
Нажатием соответствующего поля индикации можно ввести отличающиеся от
нормы значения и сохранить при помощи ENTER. В пункте «Норма» изменяется
обозначение, которое позже перед распечаткой протокола с ПК ввести в поле
«Примечание». После подтверждения и сохранения данных трубы при помощи ОК
появляется главное меню.
Для P500-630/18-24B Plus: Для подъема фрезерного устройства и нагревательного
элемента использовать подъемное приспособление арт. № 53410 (P500/18B) или 53323
(P630/24B-Plus), или подходящий инструмент.
3.2.2 Меры для подготовки к сварке
При сварке труб, диаметр которых меньше макс. сварного диаметра машины,
необходимо с помощью винтов со внутренним шестигранником (входят
в ассортимент принадлежностей) смонтировать редукционные вставки
в соответствии с диаметром трубы.
ROWELD P250-355/8-12B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой
плоскостью зажима
PУCCKИЙ
347
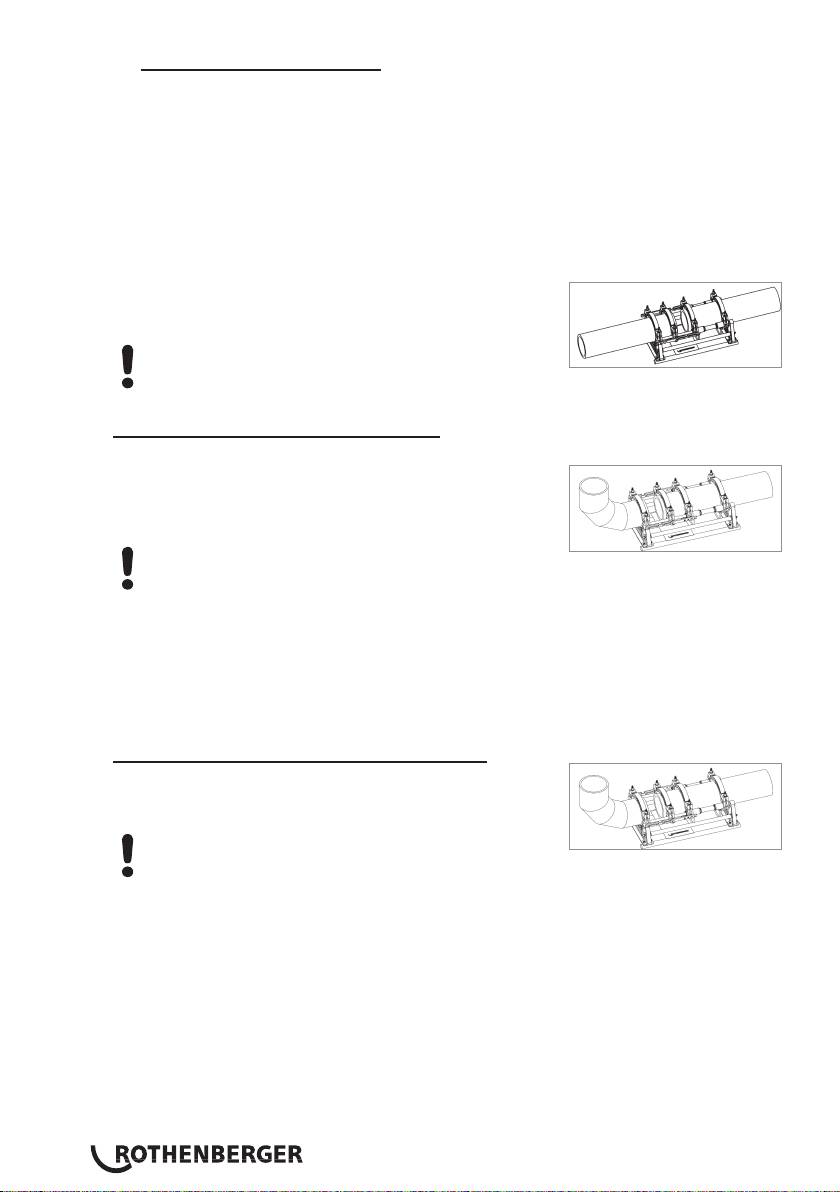
ROWELD P500-630/18-24B Plus: до диаметра 450 мм состоящие из 6 полумуфт
с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт
с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима
вставляются в оба внешних нижних основных зажимных элемента. Только для
соединения «труба/колено трубы» они вставляются в левый основной зажимный
элемент снизу и сверху.
Вложить обе подлежащие сварке пластиковые трубы или фасонные детали
в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры)
и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы
можно выровнять путем затяжки или ослабления латунных гаек.
При соединениях «труба/труба» в оба левых зажимных
элемента необходимо вставить подложки до слышимой
фиксации (условие поставки).
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.
Трубы/фасонные детали P250-355/8-12B:
При соединениях «труба/фасонная деталь» в оба
средних зажимных элемента необходимо до слышимой
фиксации вставить подложки и вытягивающее
устройство нагревательного элемента подвесить
в левые зажимные элементы.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
При обработке фасонной детали в определенном положении, например,
горизонтальной дуги или привариваемого торца, необходимо удалять вытягивающее
устройство нагревательного элемента.
Трубы/фасонные детали P500-630/18-24B Plus:
При соединении «труба/фасонная деталь» необходимо
вставить подложки в перевернутом виде в средний
зажимный элемент до слышимой фиксации.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
Процесс сварки запускается при помощи GO.
348
PУCCKИЙ
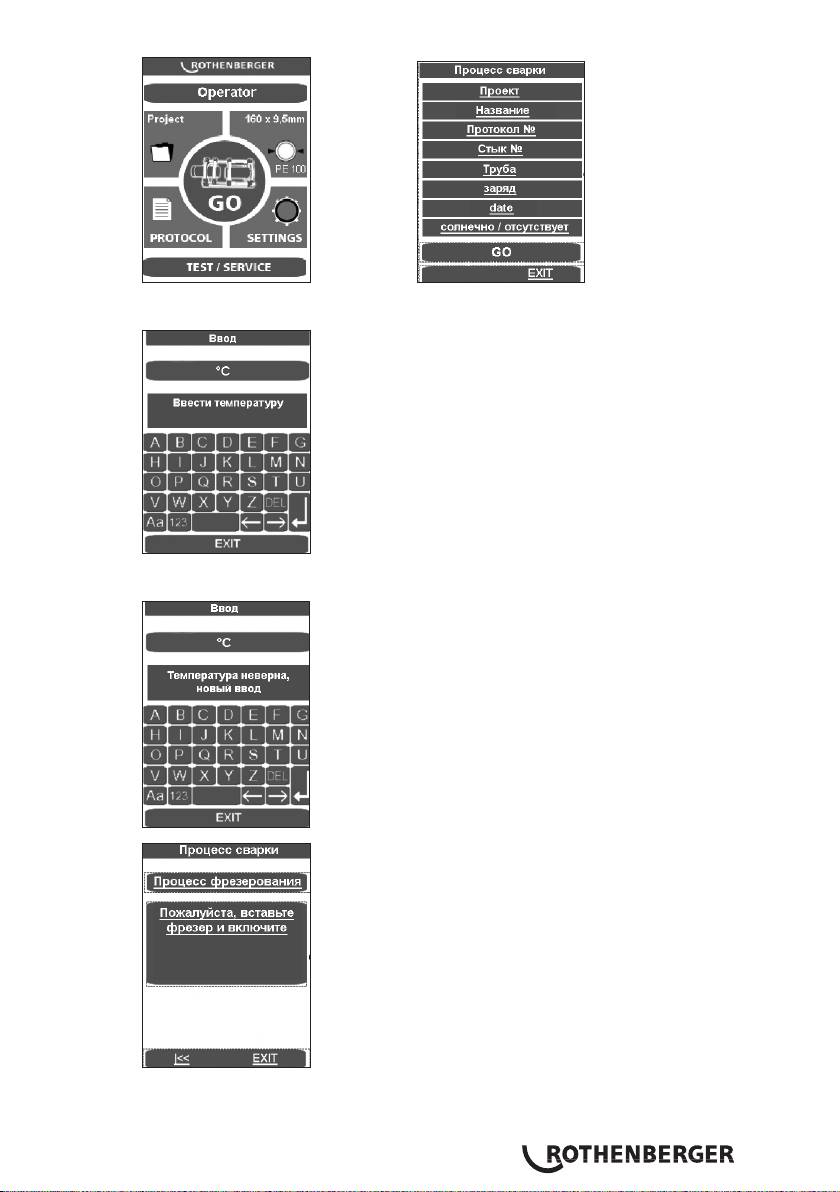
В заключительном обзоре можно внести последние изменения щелчком мыши на
соответствующий подпункт, подтвердить при помощи GO.
Задать температуру и подтвердить клавишей Enter. Если температура задана
неверно, появляется следующее:
При помощи клавиш со стрелками машина поднимается, EXIT переключает
программу без сохранения в главное меню.
Установить электрическое фрезерного устройство между свариваемыми деталями.
PУCCKИЙ
349
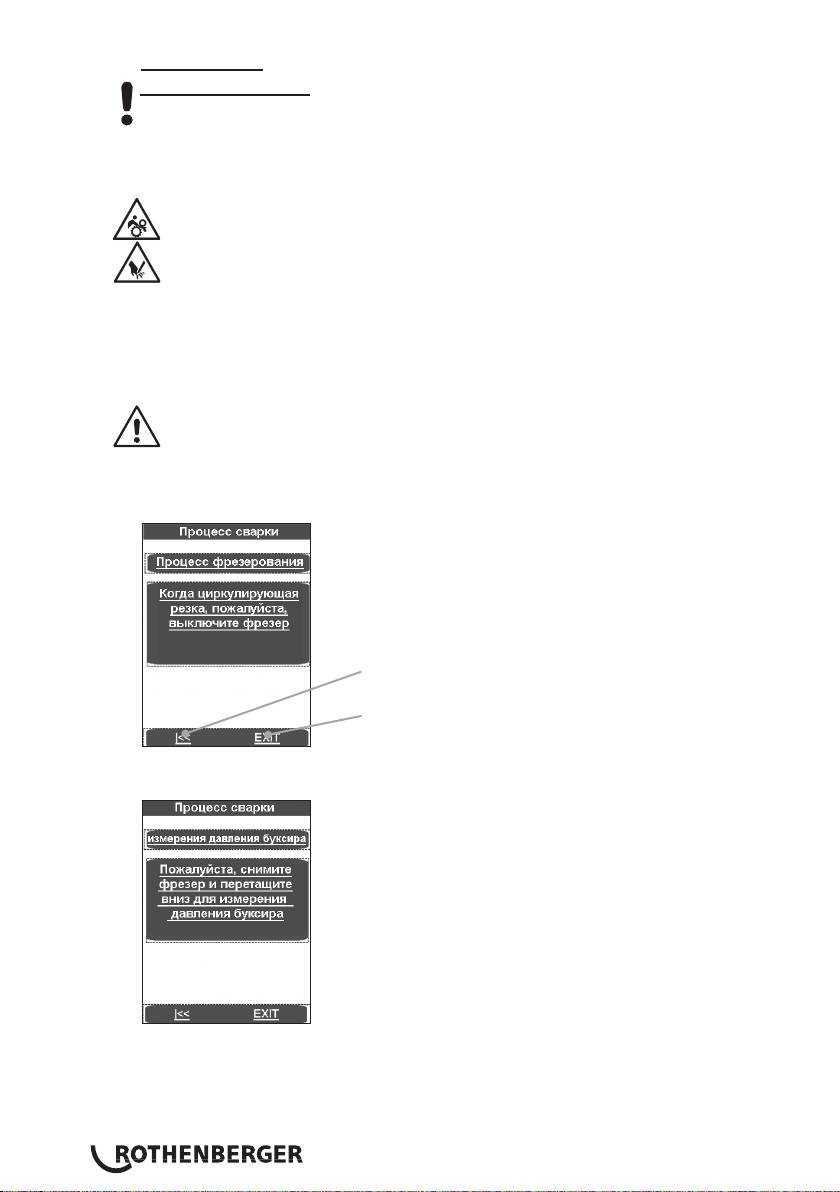
P250-355/8-12B: Включить фрезерный двигатель и зафиксировать переключатель.
P500-630/18-24B Plus: Проверить направление вращения! В заводских
настройках машины установлены на вращение вправо.
Включить фрезерное устройство, нажать клавиши (10) и (5) на гидравлическом
агрегате. Резцовые диски должны двигаться в направлении резания, иначе
фазовращатель необходимо переключить при помощи подходящего инструмента.
Опасность получения травм! Во время работы фрезерного устройства
соблюдать безопасное расстояние до машины и не вставлять конечности во
вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном
состоянии (в рабочем положении), а затем ее необходимо вложить в специально
предназначенный установочный кожух. Предохранительный выключатель на
фрезерном агрегате всегда должен оставаться работоспособным, чтобы
предотвратить случайный запуск агрегата вне машины.
Свести зажимные элементы (нажать клавишу 10 + 11). Настроить давление
фрезерования при помощи ручки(4) . Стандартный предел – 20 бар, давление
фрезерования можно повысить до 40 бар, см. пункт 3.5.
Слишком высокое давление фрезерования может привести к перегреву и
повреждению привода фрезы. В случае перегрузки или в состоянии покоя
необходимо поднять машину и снизить давление (см. пункт 3.5).
После того как из фрезерного агрегата непрерывно начнет поступать стружка
толщиной < = 0,2 мм, нажать клавишу фрезерования (5), поднять зажимные
элементы (нажать клавишу 10 + 8).
При помощи клавиш со стрелками программа
возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения
возвращается в главное меню
Подождать остановки дискового скребка. Вынуть фрезерный агрегат из базового
станка и вложить в установочный кожух.
Свести детали с меньшим давлением (нажать клавиши 10 + 11) и настроить
давление вынужденного потока ручкой (4).
350
PУCCKИЙ
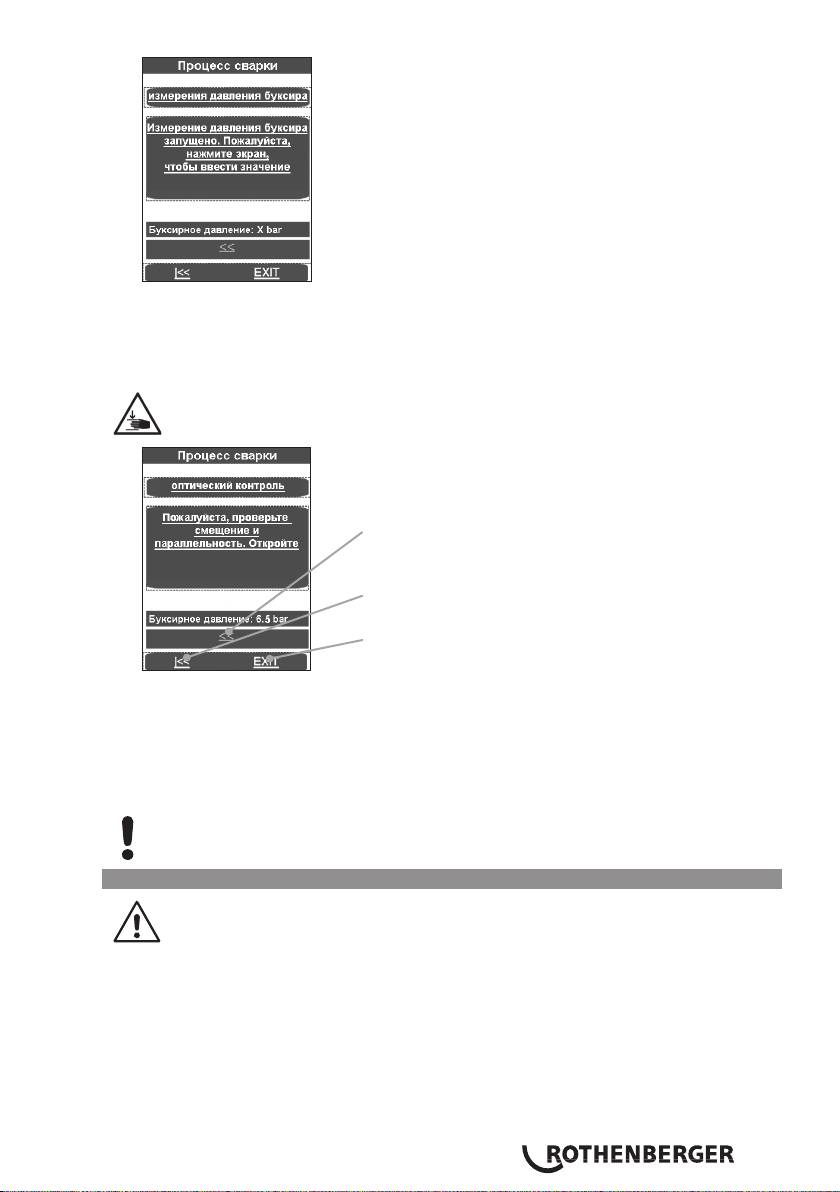
Если машина работает медленно, нажать экран. Измеренное давление
вынужденного потока автоматически прибавляется к давлению компенсации,
нагревания и стыковки.
Свести зажимные элементы, настроить соответствующее трубе давление
и убедиться, что детали зафиксированы в зажимных инструментах.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить
в рабочую зону.
При помощи клавиш со стрелками программа
возвращается к «Измерение давления
вынужденного потока»
При помощи клавиш со стрелками программа
возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения
возвращается в главное меню
Убедиться, что свариваемые поверхности являются плоскими, параллельными
и совпадают по осям.
Если это не так, необходимо повторить процесс фрезерования. Осевое смещение
между концами заготовок не должно (согласно DVS) превышать 10 % от толщины
стенки, а зазор между торцевыми поверхностями не должен быть больше 0,5 мм.
Если внутрь трубы попали стружки, удалить их чистым инструментом (например,
кистью).
Важно помнить! К обработанным фрезой, подготовленным к сварке поверхностям
запрещается прикасаться руками, и на них не должно быть никаких загрязнений!
3.2.3 Процесс сварки
Опасность защемления! При сведении зажимных инструментов и труб
необходимо соблюдать безопасное расстояние до машины. Запрещается
стоять внутри машины!
PУCCKИЙ
351
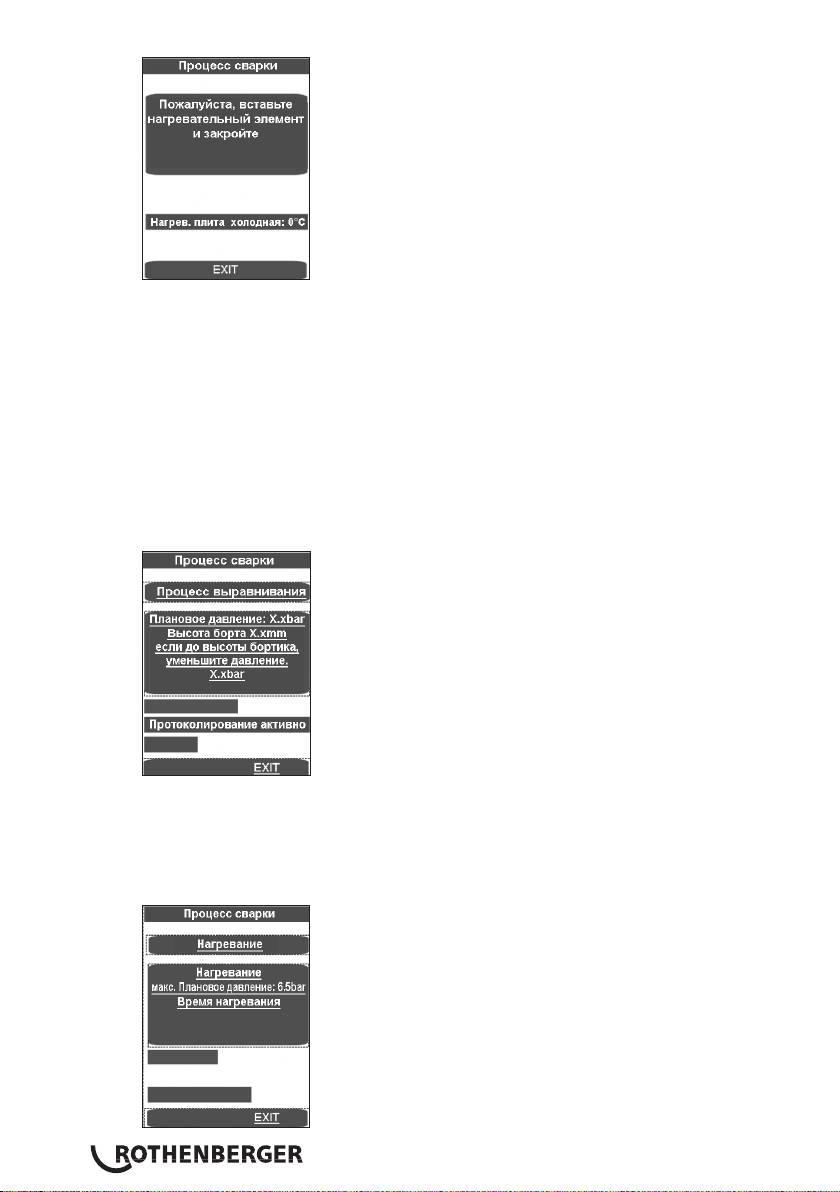
В шаблоне отображается температура нагревательной пластины.
При недостаточной температуре появляется синяя полоса индикатора, при слишком
высокой – красная, при нормальной – зеленая.
Установить нагревательный элемент между деталями в базовой машине и следить,
чтобы опоры нагревательной пластины находились в пазах вытягивающего
устройства.
Свести машину, давление компенсации устанавливается автоматически,
и удерживать давление.
Все параметры сварки сохранены, протоколирование активировано.
При остановке процесса сварки нажатием EXIT (ВЫХОД) появляется уведомление
«Прервано пользователем», давление сбрасывается и параметры сварки
сохраняются. Подтвердить уведомление нажатием ОК; открывается главное меню
программы.
Верхний индикатор выполнения показывает, находится ли давление в правильной
области (зеленой), допустимой (желтой) или недопустимой (красной). Фактическое
давление отображается на индикаторе (2).
Как только на концах обеих труб достигнута равномерная высота обода по всей
окружности, сбросить давление при помощи клавиши автоматики (1). Идет отсчет
времени нагревания t1.
352
PУCCKИЙ
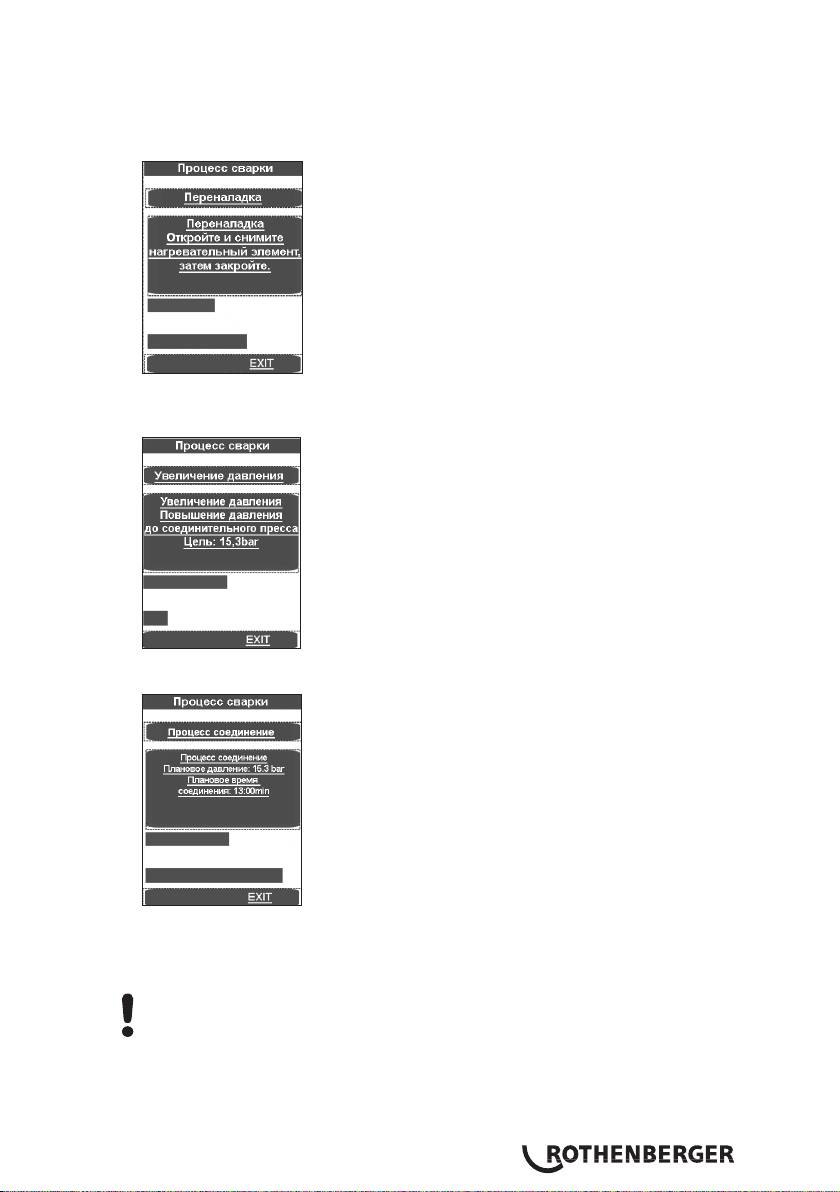
Давление настраивается таким образом, чтобы обеспечить еще один соразмерный
контакт деталей у нагревательного элемента почти без давления.
Незадолго до окончания времени звучит сигнал.
После окончания времени нагревания развести детали, извлечь нагревательный
элемент и свести концы деталей.
Незадолго до контакта деталей (ок. 1 см) остановить сведение, отпустив клавиши,
затем сразу нажать снова. Давление линейно повышается до соответствующего
давления стыковки.
По достижении давления стыковки программа автоматически переходит к процессу
стыковки, и запускается таймер t4.
Верхний индикатор выполнения показывает, находится ли давление в правильной
области (зеленой), допустимой (желтой) или недопустимой (красной). Нижний
показывает отсчет времени. Фактическое давление отображается на индикаторе (2),
оставшееся время стыковки t4 – на индикаторе (9).
Внимание! Удерживайте клавиши деблокирования (10) и подачи машины (11) до
достижения давления стыковки, затем гидравлический агрегат выключается
и клавиши можно отпустить.
Давление контролируется и автоматически регулируется. При слишком частом
подкачивании (более высокая потеря давления) проверять гидравлическую систему.
Вернуть нагревательный элемент обратно в установочный кожух
PУCCKИЙ
353
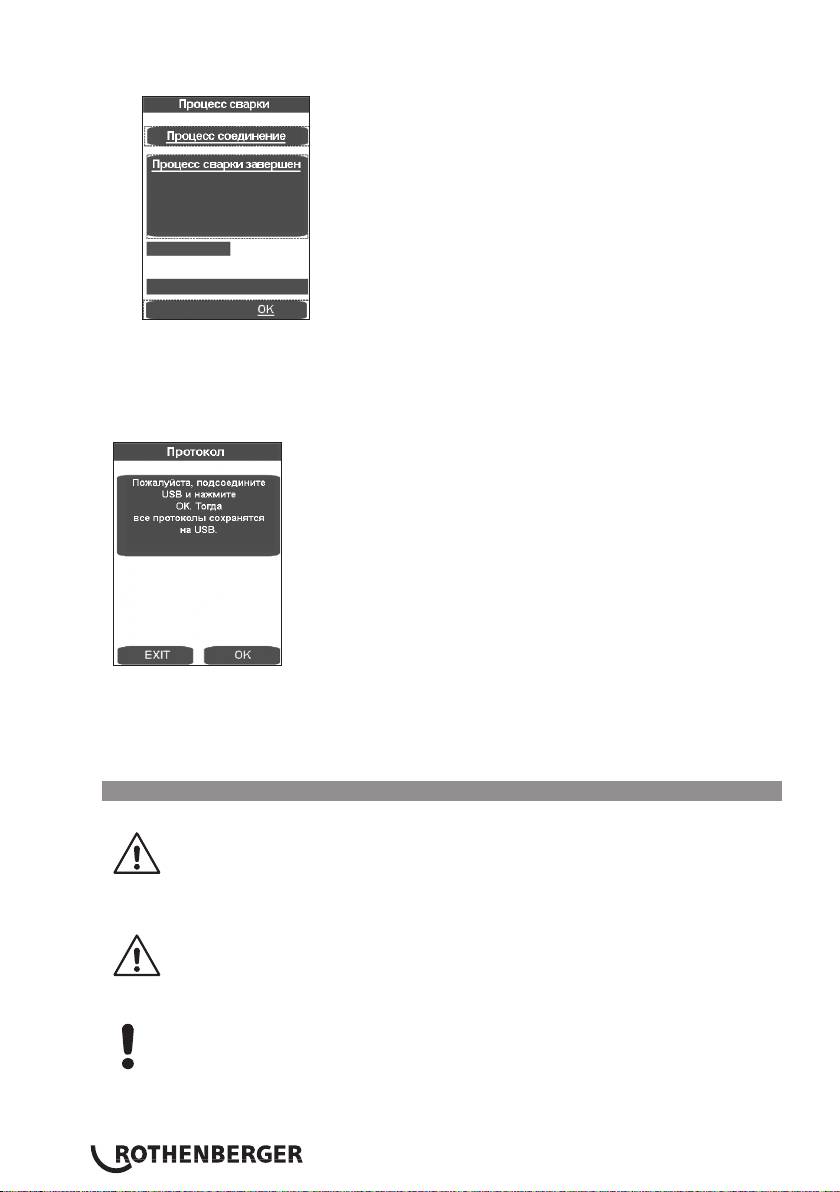
По истечении времени охлаждения процесс сварки заканчивается и сохраняется,
раздается сигнал и давление автоматически сбрасывается.
Закрыть меню сварки нажатием ОК.
Полностью сбросить давление при помощи клавиши (3).
Разжать и извлечь сваренные детали.
Раздвинуть базовую машину. Машина готова к следующему циклу сварки.
Перенос протокола:
В пункте меню протокола можно записать данные при помощи ОК при подключенном
USB-накопителе. Окно закрывается автоматически.
Данный файл протокола обрабатывать при помощи ПК и программного обеспечения
ROTHENBERGER Dataline 2.
Все параметры сварки содержатся в приложенных таблицах сварки.
3.2.4 Вывод из эксплуатации
Выключить гидравлический агрегат клавишей (6).
Дать нагревательному элементу остыть или уложить его на хранение так,
чтобы соприкасающиеся с ним материалы не могли загореться!
Вынуть штекер фрезерного агрегата, нагревательного элемента и гидравлического
агрегата из розеток и смотать кабель.
Гидравлический агрегат перемещать и ставить на землю только
горизонтально, при перекосе масло выходит из вентиляционных заглушек
со стержневым указателем!
Отсоединить и смотать гидравлические шланги.
Внимание! Беречь муфты от грязи!
354
PУCCKИЙ
3.3 Общие требования
Так как атмосферные условия и влияние окружающей среды оказывают решающее
воздействие на сварку, необходимо строго соблюдать соответствующие предписания 1,
11 и 15 частей Директивы DVS 2207. За пределами Германии действуют соответствующие
национальные директивы.
(За сварочными работами необходимо осуществлять непрерывный и тщательный контроль!)
3.4 Важные указания по параметрам сварки
Необходимые параметры сварки, такие как температура, давление и время, содержатся в
1, 11 и 15 частях Директивы DVS 2207. За пределами Германии действуют соответствующие
национальные директивы.
Ссылка: DVS Media GmbH, Aachener Str. 172, 40223 Дюссельдорф
А/я 10 19 65, 40010 Дюссельдорф, Te л: +49 (0) 211 / 15 91 – 0
Эл. почта: media@dvs-hg.de Домашняя страница: www.dvs-media.info
В отдельных случаях необходимо строго соблюдать специфические для конкретных
материалов параметры обработки, определенные производителем труб.
Указанные в приложенных таблицах параметры сварки являются ориентировочными
значениями, за которые фирма ROTHENBERGER не несет никакой ответственности!
Указанные в таблицах сварки значения для давления компенсации и стыковки рассчитаны по
следующей формуле:
свариваемая поверхность A [мм²] x коэффициент сварки SF [Н/мм²]
Давление сварки P [бар] =
площадь цилиндра Az [cм²] x 10
Коэффициент сварки (КС): ПЭ = 0,15 Н/мм², ПП = 0,10 Н/мм², ПВДФ = 0,10 Н/мм²
(Общая площадь цилиндров ROWELD P 250/8 B составляет 6, 26 см²)
(Общая площадь цилиндров ROWELD P 355/12 B составляет 6, 26 см²)
(Общая площадь цилиндров ROWELD P 500/18 B + P 630/24 B составляет 14, 13 см²)
(Общая площадь цилиндров ROWELD P 630/24 B Plus составляет 22, 38 см²)
3.5 Настройка параметров
Настройка параметров от «Сварщика»:
Удерживать кнопку (4) нажатой ок. 3 сек., пока P001 не начнет мигать в верхней индикации
(2).
При помощи кнопки (4) выбрать нужные параметры P001-P009. Для регулирования
и отображения данного значения нажать кнопку (4), значение (default) мигает в нижней
индикации (9).
Настроить значение при помощи кнопки (4) и повторно нажать кнопку(4), затем параметр
снова мигает в верхней индикации (2).
Для завершения меню нажать кнопку деблокирования (10), значения сохраняются.
Настройка параметров от «Мастера»:
Удерживать кнопку (4) нажатой ок. 6 сек., сначала параметр P001 мигает в верхней
индикации (2), затем «CodE» и в нижней индикации (9) мигает отметка в первой позиции.
Ввести код при помощи кнопки (4) и нажать кнопку (4) (код = 8001 – при первом вводе
в эксплуатацию, через параметр P100 можно изменять код).
При помощи кнопки (4) выбрать нужные параметры P101-P114. Для регулирования
и отображения данного значения нажать кнопку (4), значение (default) мигает в нижней
индикации (9).
Настроить значение при помощи кнопки (4) и повторно нажать кнопку(4), затем параметр
снова мигает в верхней индикации (2).
Для завершения меню нажать кнопку деблокирования (10), значения сохраняются.
Название
Обозначение default Единица мин. макс. Права
параметра
P001 Функция экономии энергии
99 min 0 99 Сварщик
оставшееся время
P002* Функция экономии мощности
0 0 3 Сварщик
активна
P003 Смещение температуры
5 °C -25 25 Сварщик
нагревательной пластины
P004 Pmax для фрезерования 20 бар 10 50 Сварщик
P005 Заданное давление 1/10 бар Сварщик
P006 Заданная температура 210 °C P103 P104 Сварщик
PУCCKИЙ
355
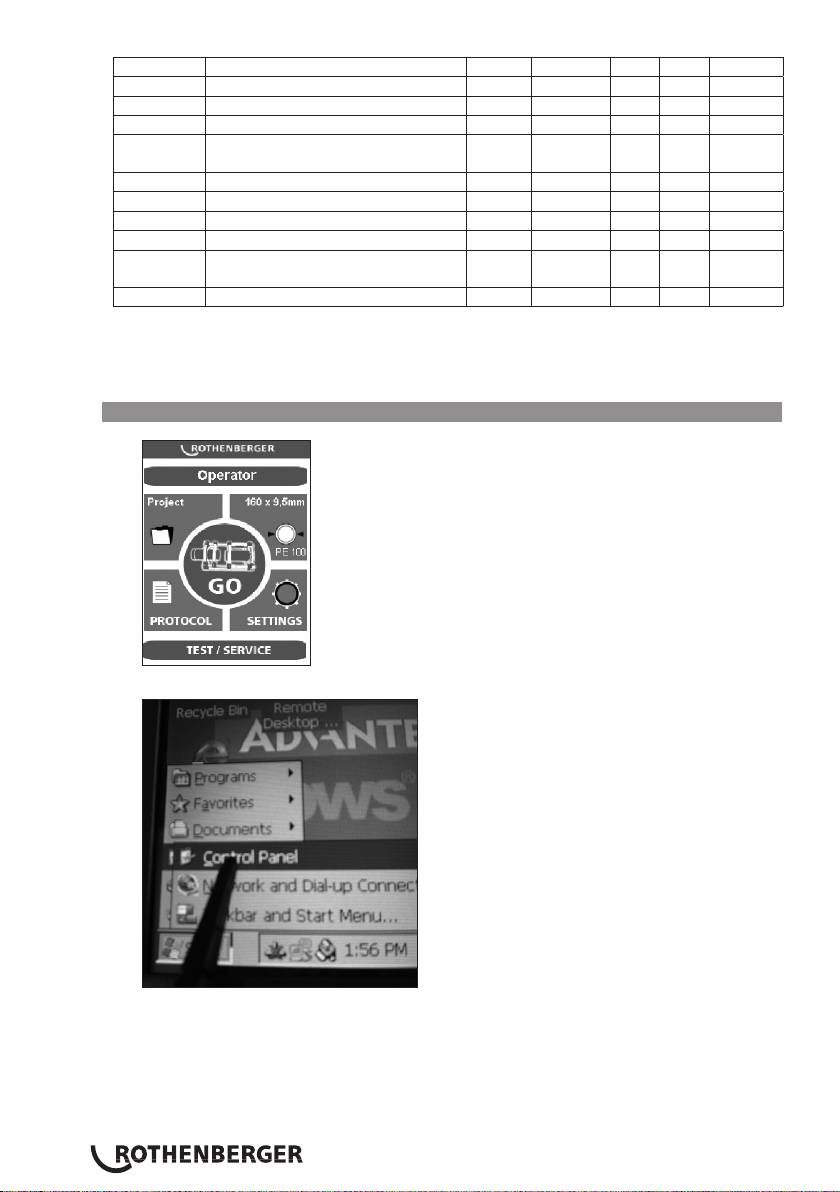
P007 Таймер Т1 заданное значение 45 сек. 1 1500 Сварщик
P008 Таймер Т4 заданное значение 6 мин. 1 99 Сварщик
P009 Pстарт для фрезерования 10 бар 0 P004 Сварщик
P101 Погрешность для подкачивания 5 % 1 50 Мастер
P102 Время подъема после
10 1/10 сек. 0 100 Мастер
фрезерования
P103 Регулируемая температура (мин.) 160 °C 0 300 Мастер
P104 Регулируемая температура (макс.) 270 °C 0 300 Мастер
P105 Блокировка клавиши (да/нет) 5 сек 0 50 Мастер
P106 Давление для подъема 135 бар 10 160 Мастер
P107 Время перехода для включения
50 1/10 сек. 0 200 Мастер
зуммера
P100 Изменить код 8001 Мастер
* P002 - Функция экономии мощности:
0 – отсутствует,
1 – при функционировании фрезы нагревательный элемент отключается,
2 – при функционировании гидравлического двигателя нагревательный элемент отключается,
3 – при функционировании t4 нагревательный элемент отключается.
3.6 Настроить дату и время
Закрыть программу нажатием в верхнем левом углу.
Нажать Start, Setting, затем Control Panel.
Панель задач свернута и может быть вызвана нажатием на нижний левый угол.
356
PУCCKИЙ
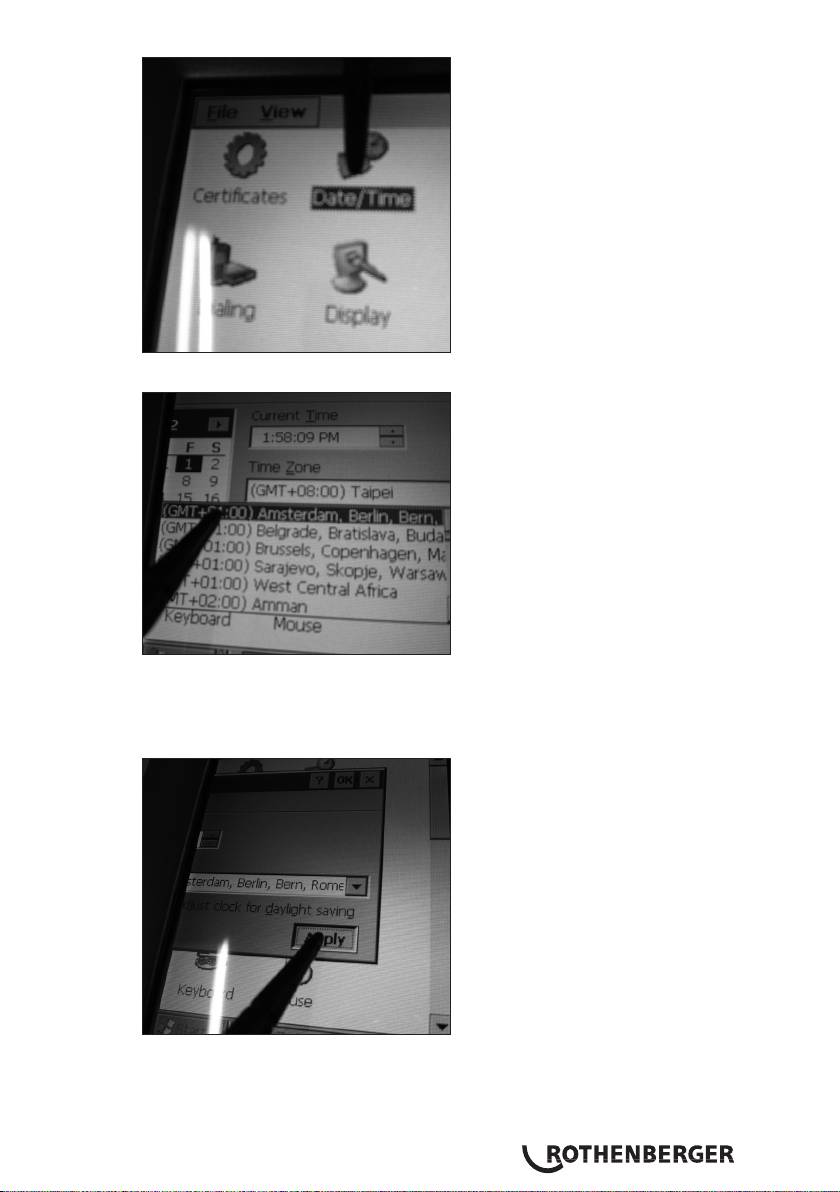
Нажать Date/Time
Регулировать шаблон ввода нажатием и перемещением вкладки даты/времени.
Выбрать соответствующий часовой пояс или задать время Current Time.
Внимание! Следить за форматом AM/PM! 1:58:09 PM = 13:58:09/1:58:09 AM =
01:58:09
Подтвердить при помощи «Apply» и «OK». Закрыть панель управления при помощи
Х.
PУCCKИЙ
357
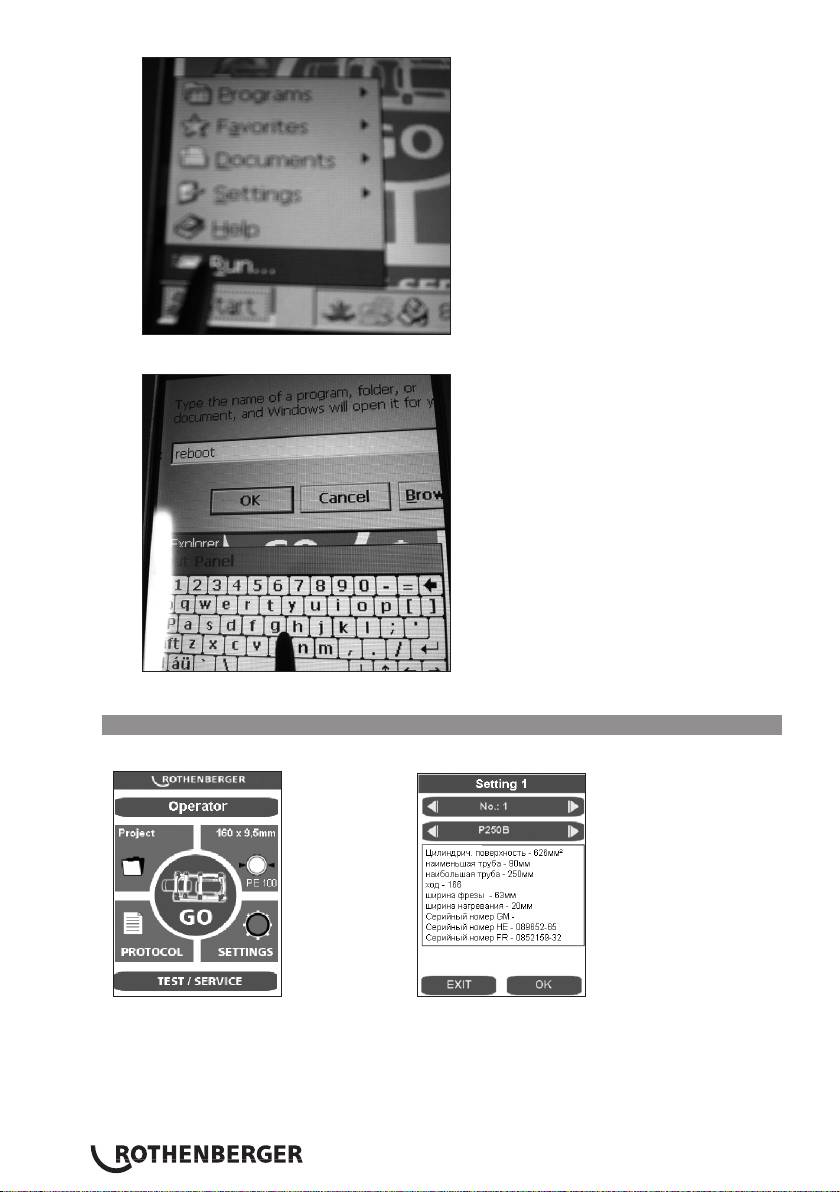
Нажать клавиши «Start» и «Run».
На появившейся клавиатуре ввести reboot и нажать ОК, ПК перезагружается.
3.7 Создание/выбор конфигураций машины
Для создания или выбора конфигураций машины нажать клавишу SETTINGS.
Нужные конфигурации машины можно выбрать при помощи клавиш со стрелками.
Для создания новой конфигурации запустить следующий номер, например, 2, при
помощи клавиши со стрелкой вправо.
358
PУCCKИЙ
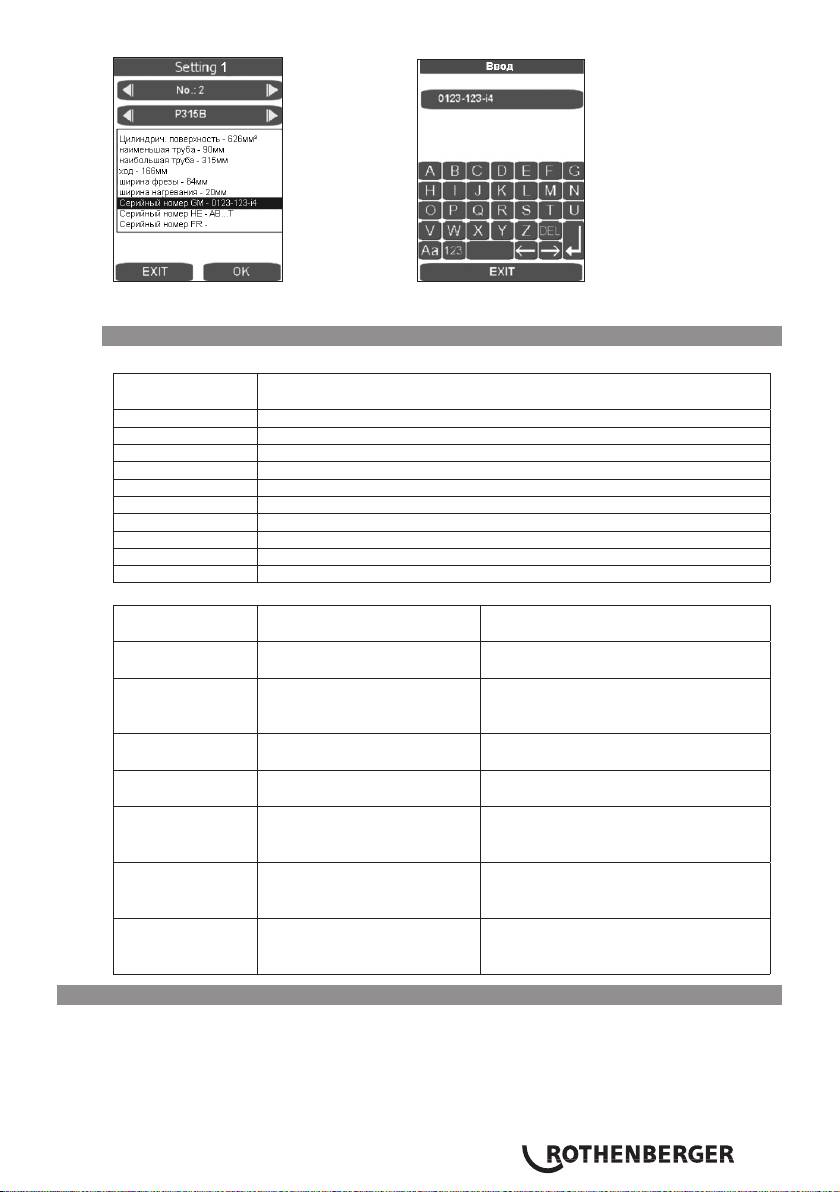
Нажатием соответствующего поля индикации вызывается шаблон ввода. Данные можно
удалить при помощи DEL и ввести заново; эти данные затем переносятся в протокол.
3.8 Сообщения об ошибке
Сенсорный ПК и протокол:
Сообщение об
Обозначение
ошибке
Код 1 Давление компенсации слишком высоко
Код 2 Давление компенсации слишком низко
Код 4 Давление нагревания слишком высоко
Код 64 Время переключения превышено
Код 128 Время нарастания давления превышено
Код 256 Давление стыковки слишком высоко
Код 512 Давление стыковки слишком низко
Код 2048 Нагревательный элемент слишком холодный
Код 4096 Прервано оператором
Код 131072 Нагревательный элемент слишком горячий
Управление:
Сообщение об
Обозначение Устранение неисправности
ошибке
SER Дата сервиса, срочно
Отдать в сервис
необходим сервис
ERR1 Абсолютное давление не
Проверить уровень масла,
достигнуто
проверить датчик давления,
дефект клапана, дефект двигателя
PE-2 Дефект датчика давления
Заменить датчик давления
-24V
ERR5 Температура масла 70 °C
Дождать температуры масла ниже
– Стоп!
50 °C
HE-1 Нагревательный элемент
Заменить датчик
не закрыт, повреждение
датчика
HE-0 Нагревательный элемент
Повторно измерить температуру,
слишком горячий
проверить настройки, заменить
датчик
HE-2 Нагревательный элемент
Повторно измерить температуру,
слишком холодный
проверить настройки, заменить
датчик
4 Уход и техническое обслуживание
Для поддержания работоспособности машины необходимо соблюдать следующие пункты:
• Направляющие штанги должны быть чистыми. Если на поверхности направляющих штанг
замечены повреждения, штанги необходимо заменить, в противном случае возможна
потеря давления.
• Для сохранения безупречности результатов сварки важно, чтобы нагревательный
элемент был чистым. Если на поверхности нагревательного элемента констатированы
повреждения, необходимо обновить покрытие элемента или заменить элемент. Остатки
PУCCKИЙ
359
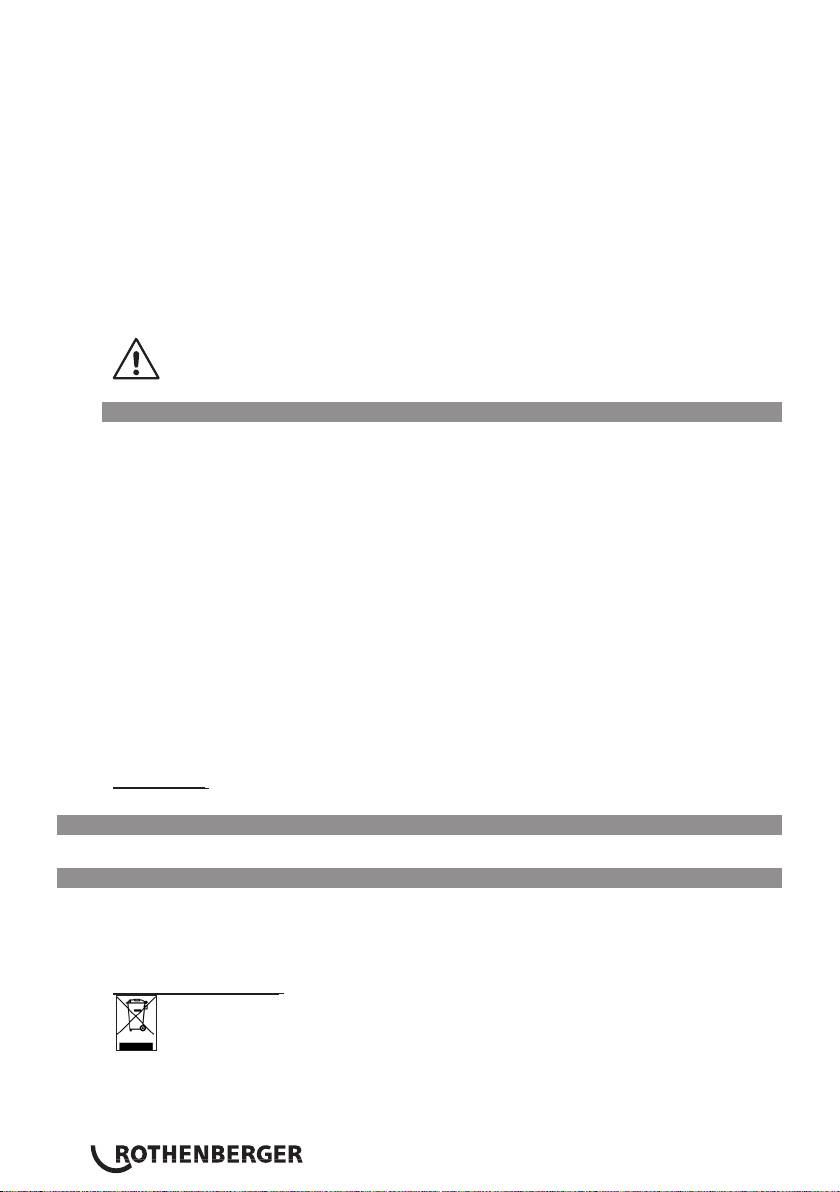
материала на нагревательном зеркале снижают его антиадгезионную способность,
поэтому их необходимо удалять (только с холодного нагревательного элемента!) не
оставляющей ворс бумагой и спиртом.
• Гидравлическое масло (HLP – 46, арт. №.: 53649) заменять каждые 12 месяцев.
• Во избежание функциональный неисправностей гидравлического агрегата необходимо
регулярно проверять его герметичность, плотность затяжки резьбовых соединений, а
также состояние электрокабеля.
• Необходимо защитить от попадания загрязнений быстроразъемную муфту на
гидравлическом агрегате и на шланговом пакете. Если на них обнаружены загрязнения, то
перед подключением их необходимо очистить.
• Фрезерный агрегат оснащен двумя обоюдоострыми ножами. Если снижается
производительность резки, нож можно повернуть или заменить новым.
• Всегда необходимо следить за тем, чтобы концы обрабатываемых труб или заготовок, в
особенности торцевые поверхности, были чистыми, так как в противном случае снижается
ресурс ножей.
Согласно DVS 2208 ежегодно сварочную машину необходимо передавать для
проверки производителю или в авторизованную производителем сервисную
мастерскую. Для машин, которые эксплуатируются с нагрузкой выше среднего,
интервал проверок необходимо сократить.
4.1 Уход за машиной и инструментами
(Соблюдать п. 4 предписаний по техническому обслуживанию!)
Острые и чистые инструменты дают более высокие результаты обработки и являются более
надежными.
Необходимо немедленно заменять тупые, поломанные или потерянные детали. Убедиться,
что принадлежности прочно соединены с машиной.
Во время работ по техническому обслуживанию разрешается использовать только
оригинальные запасные детали. Ремонт разрешается выполнять только персоналу с
соответствующей профессиональной квалификацией.
Если машина не используется, или во время проведения работ по уходу за машиной или ее
техническому обслуживанию, а также перед заменой принадлежностей необходимо отключать
машину от сети электропитания.
Перед повторным подключением к сети электропитания необходимо убедиться, что машина и
инструмент-принадлежность выключены.
Если используется удлинительный кабель, необходимо проверить его безопасность
и работоспособность. Разрешается использовать только кабель, допущенный для
использования вне помещений.
Инструменты и машины не следует использовать, если на корпусе или рукоятках, в
особенности пластиковых, есть трещины или следы деформации.
Грязь и влага, попадающие в такие трещины, проводят электрический ток. В результате можно
получить удар электрическим током, если на инструменте или машине повреждена изоляция.
Примечание: кроме того, мы ссылаемся на инструкции по предотвращению несчастных
случаев.
5 Принадлежности
Необходимые принадлежности и форму заказа см. на странице 361.
6 Утилизация
Части прибора являются вторичным сырьем и могут быть отправлены на повторную
переработку. Для этого в Вашем распоряжении имеются допущенные и сертифицированные
утилизационные предприятия. Для экологичной утилизации частей, которые не могут быть
переработаны (например, электронные части) проконсультируйтесь, пожалуйста, в Вашем
компетентном ведомстве по утилизации отходов.
Только для стран ЕС:
Не выбрасывайте электроинструменты в бытовой мусор! Согласно Европейской
Директиве 2012/19/EG об использовании старых электроприборов и электронного
оборудования и ее реализации в национальном праве ставшие непригодными к
использованию электроинструменты надлежит собирать отдельно и подвергать
экологичному повторному использованию.
360
PУCCKИЙ
