Rothenberger ROWELD P160-630B Plus Professional: инструкция
Раздел: Техника
Тип:
Инструкция к Rothenberger ROWELD P160-630B Plus Professional
ROWELD P160-630/5-24B
Plus Professional
ROWELD P160-630/5-24B
Plus Professional
Bedienungsanleitung
Instructions for use
Instruction d’utilisation
Instrucciones de uso
Istruzioni d’uso
Gebruiksaanwijzing
Instruções de serviço
Brugsanvisning
Bruksanvisning
Instrukcja obslugi
Návod k používání
Kezelési útmutató
Инструкция по использованию
www.rothenberger.com
A Basic Unit
ROWELD P 160 B
ROWELD P 200 B
ROWELD P 250 B
ROWELD P 5 B
ROWELD P 8 B
2
5
1
2 1
1
6
3
7
8
3 4
ROWELD P 355 B
ROWELD P 500-630 B Plus
ROWELD P 12 B
ROWELD P 18-24 B Plus
2
1
1
2
1
1
3
4
3
4
B Hydraulik Unit
1
2 3 4 5
6
7
8
Intro
DEUTSCH - Originalbetriebsanleitung! Seite 2
Bedienungsanleitung bitte lesen und aufbewahren! Nicht wegwerfen!
Bei Schäden durch Bedienungsfehler erlischt die Garantie! Technische Änderungen vorbehalten!
ENGLISH page 13
Please read and retain these directions for use. Do not throw them away! The warranty does not cover
damage caused by incorrect use of the equipment! Subject to technical modifications!
FRANÇAIS page 24
Lire attentivement le mode d’emploi et le ranger à un endroit sûr! Ne pas le jeter ! La garantie est
annulée lors de dommages dûs à une manipulation erronée ! Sous réserve de modifications techniques!
ESPAÑOL página 35
¡Por favor, lea y conserve el manual de instrucciones! ¡No lo tire! ¡En caso de daños por errores de
manejo, la garantía queda sin validez! Modificaciones técnicas reservadas!
ITALIANO pagina 46
Per favore leggere e conservare le istruzioni per l´uso! Non gettarle via! In caso di danni dovuti ad errori
nell´uso, la garanzia si estingue! Ci si riservano modifiche tecniche!
NEDERLANDS bladzijde 57
Lees de handleiding zorgvuldig door en bewaar haar goed! Niet weggooien! Bij schade door
bedieningsfouten komt de garantieverlening te vervallen! Technische wijzigingen voorbehouden!
PORTUGUES pagina 68
Queiram ler e guardar o manual de instruções! Não deitar fora! Em caso de avarias por utilização
incorrecta, extingue-se a garantia! Reservado o direito de alterações técnicas!
DANSK side 79
Læs betjeningsvejledningen, og gem den til senere brug! Smid den ikke ud! Skader, som måtte opstå som
følge af betjeningsfejl, medfører, at garantien mister sin gyldighed! Ret til tekniske ændringer forbeholdes!
SVENSKA sida 90
Läs igenom bruksanvisningen och förvara den väl! Kasta inte bort den! Garantin upphör om apparaten
har använts eller betjänats på ett felaktigt sätt! Med reservation för tekniska ändringar!
POLSKI strony 101
Instrukcjê obslugi prosze przeczytac i przechowac! Nie wyrzucac!
Przy uszkodzeniach wynikajacych z blêdów obslugi wygasa gwarancja! Zmiany techniczne zastrzezone!
CESKY stránky 113
Návod k obsluze si prosím přečtěte a uschovejte jej! Nevyhazujte jej!
V prípade poškození zpusobeném chybnou obsluhou zaniká záruka! Technické změny jsou vyhrazeny!
MAGYAR oldaltól 124
Kérjük, olvassa el és őrizze meg a kezelési utasítást! Ne dobja el!
A helytelen kezelésből származó károsodások esetén megszûnik a jótállás! Mûszaki változtatások fenntartva!
PУCCKИЙ Страница 135
Прочтите инструкцию по эксплуатации и сохраняйте её для дальнейшего использования! B случае поломки инструмента
из-за несоблюдения инструкции клиент теряет право на обслуживание по гарантии! Bозможны технические изменения!
1
Inhalt Seite
1 Hinweise zur Sicherheit 3
1.1 Bestimmungsgemäßer Gebrauch 3
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge 3
2 Technische Daten, siehe Heft „technische Daten“
3 Funktion des Gerätes 5
3.1 Gerätebeschreibung 5
3.1.1 Grundmaschine (Abb. A) 5
3.1.2 Hydraulikaggregat (Abb. B) 5
3.2 Bedienungsanleitung 6
3.2.1 Inbetriebnahme 6
3.2.2 Maßnahmen zur Vorbereitung der Schweißung 7
3.2.3 Schweißvorgang 9
3.2.4 Außerbetriebnahme 10
3.3 Allgemeine Anforderungen 10
3.4 Wichtige Hinweise zu den Schweißparametern 10
4 Pflege und Wartung 11
4.1 Maschinen - und Werkzeugpflege 12
5 Zubehör 12
6 Entsorgung 12
Kennzeichnungen in diesem Dokument:
Gefahr!
Dieses Zeichen warnt vor Personenschäden.
Achtung!
Dieses Zeichen warnt vor Sach- oder Umweltschäden.
Aufforderung zu Handlungen
DEUTSCH2
1 Hinweise zur Sicherheit
1.1 Bestimmungsgemäßer Gebrauch
Die ROWELD P160-630/5-24B Plus Professional sind nur für das Herstellen von Schweißverbin-
dungen von PE - PP und PVDF Rohren, gemäß den technischen Daten, zu verwenden.
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge
ACHTUNG! Beim Gebrauch von Elektrowerkzeugen sind zum Schutz gegen elektrischen
Schlag, Verletzungs- und Brandgefahr folgende grundsätzliche Sicherheitsmaßnahmen zu
beachten.
Lesen Sie alle diese Hinweise, bevor Sie dieses Elektrowerkzeug benutzen, und
bewahren Sie die Sicherheitshinweise gut auf.
Wartung und Instandhaltung:
1 Regelmäßige Reinigung, Wartung und Schmierung. Vor jeglicher Einstellung,
Instandhaltung oder Instandsetzung Netzstecker ziehen.
2 Lassen Sie Ihr Gerät nur von qualifiziertem Fachpersonal und nur mit Original-
Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Gerätes erhalten
bleibt.
Sicheres Arbeiten:
1 Halten Sie Ihren Arbeitsbereich in Ordnung. Unordnung im Arbeitsbereich kann Unfälle
zur Folge haben.
2 Berücksichtigen Sie Umgebungseinflüsse. Setzen Sie Elektrowerkzeuge nicht dem Regen
aus. Benützen Sie Elektrowerkzeuge nicht in feuchter oder nasser Umgebung. Sorgen Sie für
gute Beleuchtung des Arbeitsbereichs. Benutzen Sie Elektrowerkzeuge nicht, wo Brand- oder
Explosionsgefahr besteht.
3 Schützen Sie sich vor elektrischem Schlag. Vermeiden Sie Körperberührung mit geerdeten
Teilen (z.B. Rohren, Radiatoren, Elektroherden, Kühlgeräten).
4 Halten Sie andere Personen fern. Lassen Sie andere Personen, insbesondere Kinder, nicht
an das Elektrowerkzeug oder das Kabel berühren. Halten Sie sie von dem Arbeitsbereich fern.
5 Bewahren Sie unbenutzte Elektrowerkzeuge sicher auf. Unbenutzte Elektrowerkzeuge
sollten an einem trockenen, hochgelegenen oder abgeschlossenen Ort, außerhalb der
Reichweite von Kindern, abgelegt werden.
6 Überlasten Sie ihr Elektrowerkzeug nicht. Sie arbeiten besser und sicherer im
angegebenen Leistungsbereich.
7 Benutzen Sie das richtige Elektrowerkzeug. Verwenden sie keine leistungsschwachen
Maschinen für schwere Arbeiten. Benutzen Sie das Elektrowerkzeug nicht für solche Zwecke,
für die es nicht vorgesehen ist. Benutzen Sie z.B. keine Handkreissäge zum Schneiden von
Baumästen oder Holzscheiten.
8 Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder Schmuck, sie
könnten von beweglichen Teilen erfasst werden. Bei Arbeiten im Freien ist rutschfestes
Schuhwerk empfehlenswert. Tragen Sie bei langen Haaren ein Haarnetz.
9 Benutzen Sie Schutzausrüstung. Tragen Sie eine Schutzbrille. Verwenden Sie bei
stauberzeugenden Arbeiten eine Atemmaske.
10 Schließen Sie die Staubabsaug-Einrichtung an. Falls Anschlüsse zur Staubabsaugung
und Auffangeinrichtung vorhanden sind, überzeugen Sie sich, dass diese angeschlossen und
richtig benutzt werden.
DEUTSCH 3
11 Verwenden Sie das Kabel nicht für Zwecke, für die es nicht bestimmt ist. Benützen
Sie das Kabel nicht, um den Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor
Hitze, Öl und scharfen Kanten.
12 Sichern Sie das Werkstück. Benützen Sie Spannvorrichtungen oder einen Schraubstock, um
das Werkstück festzuhalten. Es ist damit sicherer gehalten als mit Ihrer Hand.
13 Vermeiden Sie abnormale Körperhaltung. Sorgen Sie für sicheren Stand und halten Sie
jederzeit das Gleichgewicht.
14 Pflegen Sie Ihre Werkzeuge mit Sorgfalt. Halten Sie die Schneidwerkzeuge scharf
und sauber, um besser und sicherer arbeiten zu können. Befolgen Sie die Hinweise zur
Schmierung und zum Werkzeugwechsel. Kontrollieren Sie regelmäßig die Anschlussleitung
des Elektrowerkzeugs und lassen Sie diese bei Beschädigung von einem anerkannten
Fachmann erneuern. Kontrollieren Sie die Verlängerungsleitungen regelmäßig und ersetzen
Sie diese, wenn sie beschädigt sind. Halten Sie Handgriffe trocken, sauber und frei von Fett
und Öl.
15 Ziehen Sie den Stecker aus der Steckdose. Bei Nichtgebrauch des Elektrowerkzeugs, vor
der Wartung und beim Wechsel von Werkzeugen wie z. B. Sägeblatt, Bohrer, Fräser.
16 Lassen Sie keine Werkzeugschlüssel stecken. Überprüfen Sie vor dem Einschalten, dass
Schlüssel und Einstellwerkzeug entfernt sind.
17 Vermeiden Sie unbeabsichtigten Anlauf. Vergewissern Sie sich, dass der Schalter beim
Einstecken des Steckers in die Steckdose ausgeschaltet ist.
18 Benutzen Sie Verlängerungskabel für den Außenbereich. Verwenden Sie im Freien nur
dafür zugelassene und entsprechend gekennzeichnete Verlängerungskabel.
19 Seien Sie Aufmerksam. Achten Sie darauf, was Sie tun. Gehen Sie mit Vernunft an die
Arbeit. Benutzen Sie das Elektrowerkzeug nicht, wenn Sie unkonzentriert sind.
20 Überprüfen Sie das Elektrowerkzeug auf eventuelle Beschädigungen. Vor weiterem
Gebrauch des Elektrowerkzeugs müssen Schutzvorrichtungen oder leicht beschädigte Teile
sorgfältig auf ihre einwandfreie und bestimmungsgemäße Funktion untersucht werden.
Überprüfen Sie, ob die beweglichen Teile einwandfrei funktionieren und nicht klemmen oder
ob Teile beschädigt sind. Sämtliche Teile müssen richtig montiert sein und alle Bedingungen
erfüllen, um den einwandfreien Betrieb des Elektrowerkzeugs zu gewährleisten.
Beschädigte Schutzvorrichtungen und Teile müssen bestimmungsgemäß durch eine
anerkannte Fachwerkstatt repariert oder ausgewechselt werden, soweit nichts anderes in der
Gebrauchsanweisung angegeben ist. Beschädigte Schalter müssen bei einer Kundenwerkstatt
ersetzt werden.
Benutzen Sie keine Elektrowerkzeuge, bei denen sich der Schalter nicht ein- und ausschalten
lässt.
21 Achtung. Der Gebrauch anderer Einsatzwerkzeuge und anderen Zubehörs kann
Verletzungsgefahr für Sie bedeuten.
22 Lassen Sie ihr Elektrowerkzeug durch eine Elektrofachkraft reparieren. Dieses
Elektrowerkzeug entspricht den einschlägigen Sicherheitsbestimmungen. Reparaturen dürfen
nur von einer Elektrofachkraft ausgeführt werden, indem Original Ersatzteile verwendet
werden; andernfalls können Unfälle für den Benutzer entstehen.
2 Technische Daten, siehe Heft „technische Daten“
DEUTSCH4
3 Funktion des Gerätes
3.1 Gerätebeschreibung
Die ROWELD P160-630/5-24B Plus Professional sind kompakte, transportable Heizelement
Stumpfschweißmaschinen, die speziell für den Einsatz im Bereich von Baustellen - und hier
speziell in Rohrgräben - konzipiert wurden. Selbstverständlich ist auch ein Einsatz der Maschinen
im Werkstattbereich möglich.
Durch die Vielseitigkeit der Schweißmaschinen „Typ ROWELD“ können in allen Einsatzgebieten
die folgenden Schweißverbindungen von PE - PP und PVDF Rohren mit Außendurchmessern von
40-630mm/ 1 1/4“-24“ sicher hergestellt werden:
I. Rohr - Rohr
II. Rohr - Rohrbogen
III. Rohr - T - Stück
IV. Rohr - Vorschweißbund
Die Maschinen bestehen im Wesentlichen aus:
Grundmaschine, Reduktionsspanneinsätzen, Hydraulikaggregat, Fräseinrichtung, Heizelement,
Einstellkasten.
Beim Verschweißen von Vorschweißbunden ist die als Zubehör erhältliche Vierbacken -
Spannscheibe zu verwenden.
ROWELD P160-250/5-8B: Beim Verschweißen von Rohrbögen mit engem Radius des max.
Durchmessers der Maschine, ist das als Zubehör erhältliche angeschrägte Spannwerkzeug
Oberteil zu verwenden.
ROWELD P500-630/18-24B Plus: Zum Ein- und Ausheben von Fräser und Heizelement kann die
als Zubehör erhältliche elektrische Aushebevorrichtung verwendet werden.
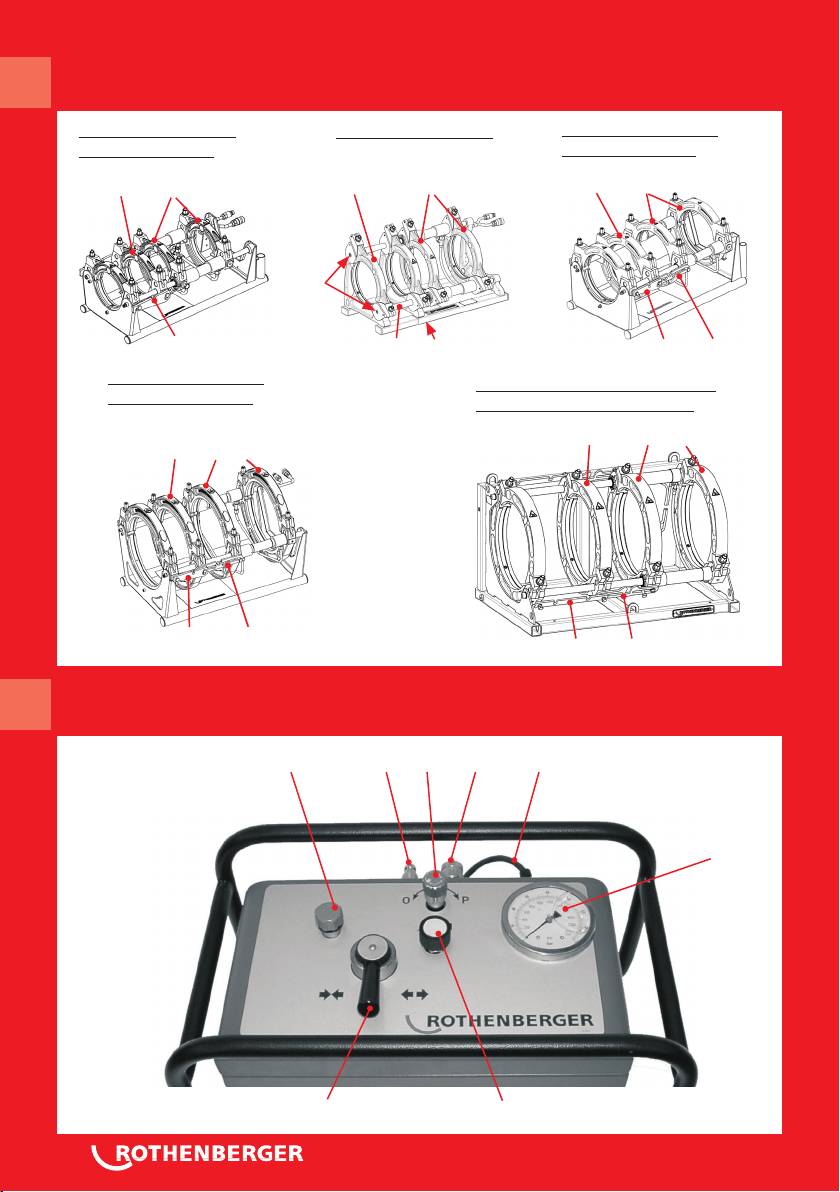
3.1.1 Grundmaschine (Abb. A)
1 Bewegliche Spannelemente 5 Abnehmbares Spannelement
2 Verschiebbares Spannelement 6 Befestigungsschrauben oben
3 Distanzstück mit Arretierungskerben 7 Distanzstück
4 Heizelementabzugsvorrichtung 8 Befestigungsschrauben unten
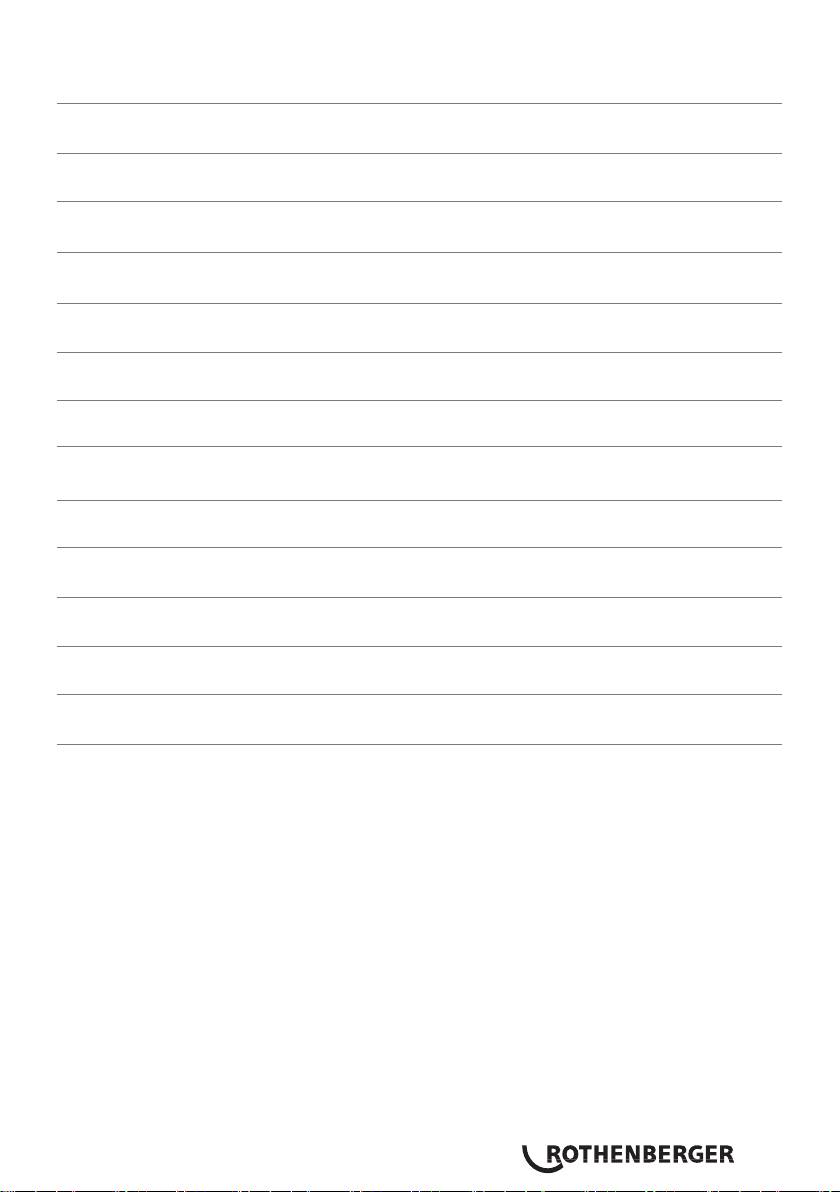
3.1.2 Hydraulikaggregat (Abb. B)
1 Öleinfüllstutzen und Peilstab 5 Netzkabel
2 Schnellkupplung Stecker 6 Manometer
3 Druckentlastungsventil 7 Steuerhebel Links-zufahren, Rechts-auffahren
4 Schnellkupplung Muffe 8 Druckeinstellventil
Das Hydraulikaggregat ermöglicht die mit den folgenden Symbolen gekennzeichneten
Bedienungen der Schweißmaschine:
Zum Zusammenfahren der Spannelemente den Steuerhebel links drücken. Die
Verfahr- und Druckaufbaugeschwindigkeit abhängig vom Drehwinkel.
Zum Auseinanderfahren der Spannelemente den Steuerhebel rechts drücken. Die
Verfahrgeschwindigkeit ist abhängig vom Drehwinkel.
Druckeinstellventil für Fräsdruck, Angleich-, Anwärm- und Fügedruck. Der
eingestellte Druck wird auf dem Manometer angezeigt.
Druckentlastungsventil, durch Linksdrehung kann der Druck abgesenkt werden. Die
Absenkgeschwindigkeit ist abhänging von der Anzahl der Drehungen.
Rechtsdrehung – Druck halten.
DEUTSCH 5
OIL
Öleinfüllstutzen Verschlusskappe mit Öl – Peilstab
3.2 Bedienungsanleitung
Die Schweißmaschine darf nur von hierzu berechtigten und angemessen
qualifizierten Fachkräften gemäß DVS 2212 Teil 1 bedient werden!
Die Maschine darf nur von ausgebildeten und autorisierten Bedienern benutzt
werden!
3.2.1 Inbetriebnahme
Bitte lesen Sie die Betriebsanleitung und die Hinweise zur Sicherheit vor der
Inbetriebnahme der Stumpfschweißmaschine aufmerksam durch!
Das Heizelement nicht in explosionsgefährdeter Umgebung verwenden und nicht
mit leicht brennbaren Stoffen in Berührung bringen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Vor jeder Inbetriebnahme Ölstand des Hydraulikaggregats prüfen, der Ölstand
muss zwischen der min. max. Markierung am Öleinfüllstopfen mit Peilstab liegen,
gegebenenfalls Hydrauliköl HLP 46 nachfüllen.
Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei
Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab.
Die Grundmaschine und das Hydraulikaggregat mit den beiden Hydraulikschläuchen
verbinden.
Schnellkupplungen vor Verschmutzung schützen. Undichte Kupplungen sind sofort
auszutauschen!
Die Netzstecker von Fräseinrichtung, Hydraulikaggregat und Heizelement an die
Stromversorgung, entsprechend auf dem Typenschild angegeben, anschließen.
Bei P160-250/5-8B:
Die rote Diode “Stand by“ leuchtet. d. h.: Spannung liegt an. Mit dem großen Drucktaster
(leuchtet grün) das Heizelement einschalten und die gewünschte Temperatur (160°C bis
285°C) mit dem „+“ oder „-„ Taster einstellen.
Das Aufheizen des Heizelementes wird durch eine gelbe Diode am Heizelement angezeigt.
Zusätzlich erscheinen auf der Temperaturanzeige waagerechte Balken. Kurz vor Erreichen der
eingestellten Temperatur (Toleranz +/-3°C) erlischt die gelbe Diode und die Grüne leuchtet.
Nach weiteren 10 Minuten ist das Heizelement einsatzbereit. Die Temperatur mit einem
Temperaturmessgerät kontrollieren.
Einstellung des Off-Sets: „+“ und „-„ Taste gleichzeitig drücken. Anschießend kann mit einer
dieser Tasten und einem externen Temperaturmessgerät das Heizelement kalibriert werden.
Zeigt das Heizelement einen kleineren Wert an als das externe Temperaturmessgerät so muss
die Differenz mit der „+“ Taste eingestellt werden. Bei entgegengesetzten Anzeigewerten
ist die Differenz mit der „-„ Taste einzustellen. Erscheint „Er1“ ist die Elektronik defekt. Bei
„Er2“ ist der Widerstandsthermometer defekt oder nicht angeschlossen.
Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 290° C
erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen
Einstellkasten zurückzustellen!
Bei P355/12B:
Hauptschalter der Steuerbox einschalten, der Schalter leuchtet grün auf und die Ist-
Temperatur der Heizplatte wird im Display angezeigt. Mit den Tasten – und + die gewünschte
Temperatur zwischen 160 bis 270°C einstellen.
DEUTSCH6
Bei Erreichen der eingestellten Temperatur springt die Anzeige von „set“ auf „actual“ und
die Anzeige „heat“ blinkt. Das Heizelement ist nach weiteren 10 Minuten einsatzbereit. Die
Temperatur mit einem Temperaturmessgerät kontrollieren.
Der Temperaturregler ist werkseitig optimal eingestellt, sollte die tatsächliche
Oberflächentemperatur am Heizelement nicht dem angezeigten Wert entsprechen, so kann
ein Offset durchgeführt werden. Dazu den Wippenschalter auf 0, die Tasten – und + drücken
und den Wippenschalter ein schalten im Display erscheint „OFF“, „SET“ und dann der
eingestellte Offset-Wert. Mit der – und + Taste den Offset entsprechend einstellen und durch
Drücken der – und + Taste speichern, danach wird wieder der Ist-Wert angezeigt.
Bei P500-630/18-24B Plus:
Hauptschalter am Heizelement einschalten (der Schalter leuchtet grün auf). Die gewünschte
Temperatur einstellen (siehe Temperaturregler).
Die Anzeige im Display zeigt in der Regel den tatsächlichen Ist-Wert der Temperatur an.
Laut DVS ist das Heizelement 10 Minuten nach erstmaligem Erreichen der Soll-Temperatur
einsatzbereit. Die Temperatur mit einem Temperaturmessgerät kontrollieren.
Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 300° C
erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen
Einstellkasten zurückzustellen!
Die Schweißmaschine ist mit einem digitalen Temperaturregler Typ 400 ausgestattet.
Der digitale Temperaturregler ist werkseitig optimal konfiguriert und eingestellt. Zur
Temperatureinstellung muss lediglich die F Taste gedrückt werden bis die Anzeige „_SP“
zeigt. Jetzt kann die Solltemperatur im Bereich von 0-300°C mit den Pfeiltasten verändert werden.
Werden keine weiteren Tasten gedrückt, zeigt die Anzeige wieder die Ist-Temperatur, der Regler
stellt automatisch die neugewählte Temperatur ein. Solange die Ist-Temperatur geringer ist, als die
eingestellte Solltemperatur blinkt der rote Pfeil (low). Ist die Ist-Temperatur größer blinkt der rote
Pfeil (high). Entspricht der eingestellte Sollwert dem Istwert, leuchtet der grüne Balken. Sollte die
tatsächliche Oberflächentemperatur am Heizelement nicht dem angezeigten Istwert entsprechen,
so kann ein „Offset“ eingegeben werden. Dazu F Taste gedrückt halten, bis „InP“ im Display
erscheint (ca.7sek); F Taste loslassen. Danach F Taste so oft tippen, bis „oFS“ erscheint.
Diesen Wert dann entsprechend anpassen. Zum Abschließen der Änderung F Taste so lange
drücken, bis der Istwert wieder angezeigt wird
Achtung! Alle anderen Parameter sollten nicht verändert werden!
Werkseinstellung:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Bem:
Durch die Autotuning-Funktion können die Angaben unter CFG geringfügig abweichen. Sollten
größere Regelschwingungen auftreten, so kann die Autotuning-Funktion bei kaltem Heizelement
aktiviert werden (Im Menü CFG den Punkt „S.tu“ auf 2 einstellen; Rückstellung auf 0 erfolgt
automatisch).
Zum Heben von Fräseinrichtung und Heizelement die Aushebevorrichtung Art.-Nr. 53410 bzw.
53323 oder geeignetes Werkzeug benutzen.
DEUTSCH 7
3.2.2 Maßnahmen zur Vorbereitung der Schweißung
Bei Rohren die kleiner sind als der max. zu verschweißende Durchmesser der Maschine
sind die Reduktionseinsätze des zu verarbeitenden Rohrdurchmessers mit den im Zubehör
befindlichen Innensechskantschrauben zu montieren.
ROWELD P200B: Ø63-140mm: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen
mit schmaler Spannfläche. Ø160-180mm: bestehend aus je 8 Halbschalen mit breiter
Spannfläche.
ROWELD P160-355/5-12B: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen mit
schmaler Spannfläche.
ROWELD P500-630/18-24B Plus: bestehend aus, bis Durchmesser 450mm je 6 Halbschalen
mit breiter und 2 Halbschalen mit schmaler Spannfläche, ab 500mm 8 Halbschalen mit breiter
Spannfläche.
Hierbei ist zu beachten, dass die Halbschalen mit der schmalen Spannfläche in die beiden
äußeren unteren Grundspannelemente einzusetzen sind. Nur bei Rohr / Rohrbogen-
Verbindung werden diese in das linke Grundspannelement unten und oben eingesetzt.
Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung
einlegen (bei längeren Rohren über 2,5m müssen Rollenböcke verwendet werden) und die
Messingmuttern an den oberen Spannwerkzeugen festziehen. Unrundheiten der Rohre
können durch Festziehen oder Lösen der Messingmuttern ausgeglichen werden.
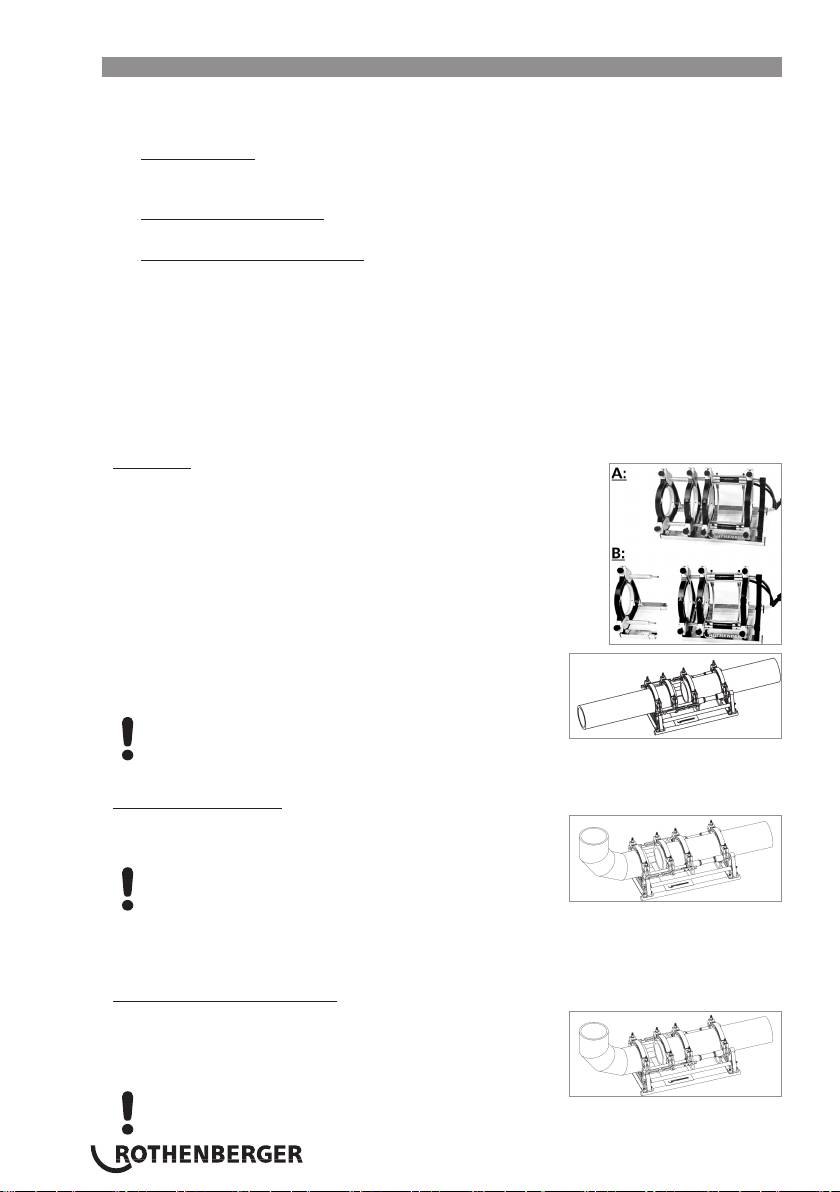
Bei P200B:
Bei Rohr / Rohr - Verbindungen wird die Maschine mit 4
Grundspannbacken betrieben (Schweißposition A).
Bei engen Rohr / Fitting – Verbindungen (Schweißposition B),
kann die 4. Grundspannbacke entfernt werden. Hierzu werden
zuerst die Schrauben (6) entfernt und die Schrauben (8) etwas
gelöst. Jetzt kann die 4. Backe samt Unterbau abgezogen werden.
Zuletzt werden die Distanstücke (7) abgeschraubt und durch die
Schrauben (6) ersetzt.
Bei Rohr / Rohr – Verbindungen müssen die Distanzstücke in
die beiden linken Spannelemente eingerastet sein
(Lieferzustand).
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Die Rohre werden jeweils von zwei Spannelementen gehalten.
Rohr / Fitting P160/5B:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke in
die beiden mittleren Spannelemente eingerastet werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Rohr / Fitting P250-355/8-12B:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke in
die beiden mittleren Spannelemente eingerastet und die
Heizelementsabzugsvorrichtung in die linken Spannelemente
eingehängt werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
DEUTSCH8
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Beim Verarbeiten von einigen Fittings in bestimmten Lagen z.B. Bogen waagerecht,
Vorschweißbunden ist es erforderlich die Heizelementsabzugsvorrichtung zu entfernen.
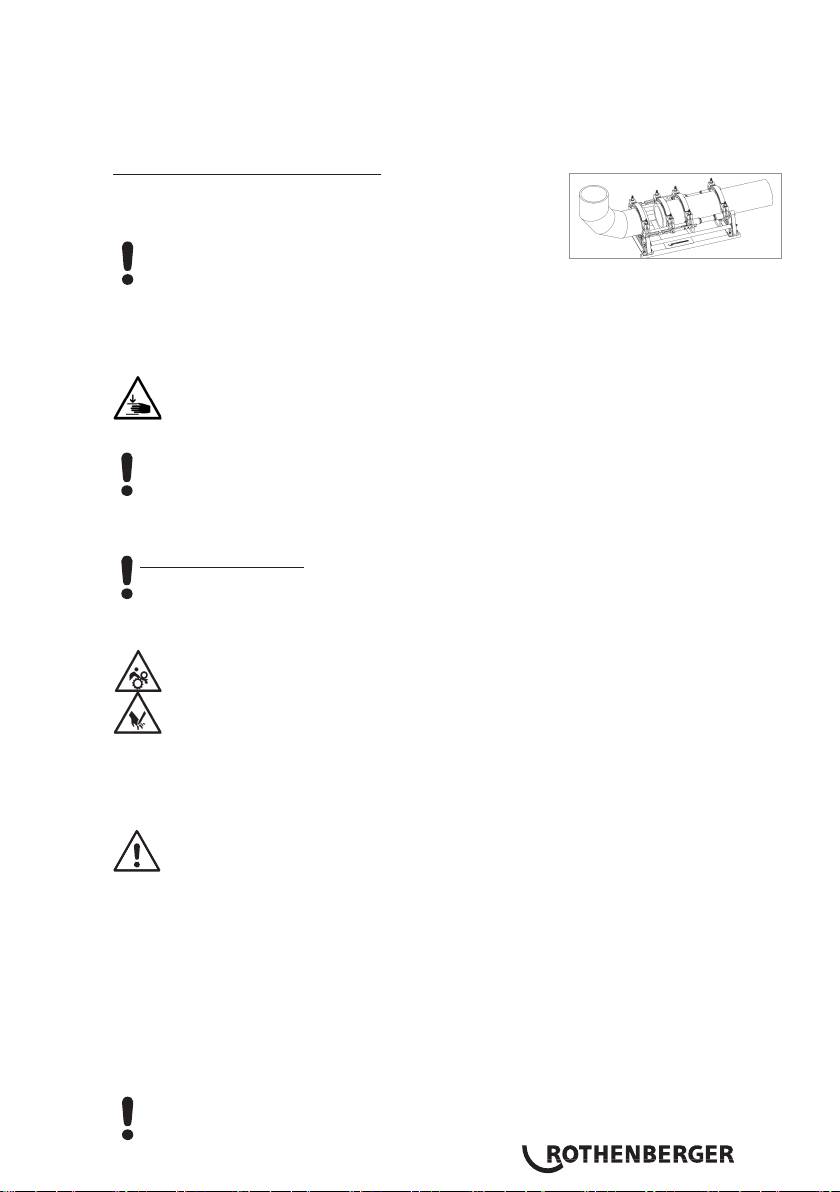
Rohr / Fitting P500-630/18-24B Plus:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke
umgeschwenkt und in das mittlere Spannelement eingerastet
werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Durch das Zusammenfahren der Werkstücke prüfen, ob diese im Spannwerkzeug festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Ebenfalls ist zu prüfen, ob das Heizelement seine Betriebstemperatur erreicht hat.
Bitte beachten!!! Um eine gleichmäßige Wärmeverteilung über das gesamte Heizelement zu
gewährleisten, darf das Heizelement frühestens 10 Minuten nach Erreichen der
Solltemperatur eingesetzt werden. Die Temperatur mittels eines Messgerätes überprüfen und
gegebenenfalls nachregeln!
Die elektrische Fräseinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.
P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die Maschinen
rechtsdrehend angeklemmt.
Fräseinrichtung einschalten. Die Hobelscheiben müssen in Schneidrichtung laufen, ansonsten
den Phasenwender am Netzstecker mit geeignetem Werkzeug umschalten.
Verletzungsgefahr! Während des Betriebes der Fräseinrichtung sicheren Abstand
zur Maschine halten und nicht in die rotierenden Messer greifen. Fräser nur im
eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür
vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um
ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden.
Das Druckeinstellventil entgegen dem Uhrzeigersinn ganz heraus drehen.
Den Steuerhebel nach links drücken und den Fräsdruck langsam bis auf den optimalen Wert
erhöhen.
Zu hoher Fräsdruck kann zur Überhitzung und Beschädigung des Fräserantriebes
führen. Bei Überlastung bzw. Stillstand des Fräserantriebes die Maschine
auffahren und den Druck reduzieren.
Nachdem der Hobelspan mit einer Spandicke < = 0,2mm ununterbrochen aus dem Fräser
austritt, den Steuerhebel nach rechts drücken und die Maschine auseinanderfahren.
Fräseinrichtung ausschalten, warten bis die Hobelscheiben still stehen. Fräseinrichtung aus der
Grundmaschine entnehmen und in den Einstellkasten absetzen.
Werkstücke zusammen fahren, Druck durch Öffnen des Druckentlastungsventils ablassen.
Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten! Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
DEUTSCH 9
3.2.3 Schweißvorgang
Quetschgefahr! Beim Zusammenfahren der Spannwerkzeuge und Rohre
grundsätzlich sicheren Abstand zur Maschine halten. Niemals in die Maschine
stellen!
Während eines erneuten Zusammenfahrens der Werkstückenden ist auf dem Manometer der
Hydraulikeinheit der Werkstückbewegungsdruck (Schleppdruck) abzulesen.
Als Werkstückbewegungsdruck (Schleppdruck) bezeichnet man den minimalsten Druck, der
notwendig ist, um das Werkstück - abhängig von Länge und Gewicht - axial zu bewegen.
Dieser Wert ist sehr genau zu ermitteln, hierbei ist es erforderlich die Maschine mehrmals
Auf- und Zufahren zu lassen und das Druckeinstellventil so lange einzustellen, bis die Ma-
schine kurz vor dem Stehenbleiben ist. Dieser ermittelte Schleppdruck ist dem Angleich-,
Durchwärm- und Fügedruck hinzu zurechnen.
Das Heizelement zwischen die beiden Werkstücke in die Grundmaschine einsetzen und
darauf achten, dass die Auflagen der Heizplatte in den Kerben der Abzugsvorrichtung sitzen.
Maschine zusammenfahren, erforderlichen Angleichdruck plus Schleppdruck einstellen und
halten.
Sobald die erforderliche Wulsthöhe gleichmäßig am gesamten Umfang beider Rohre erreicht
ist, den Druck durch langsames Öffnen des Entlastungsventils ablassen.
Den Druck so einstellen, dass noch ein gleichmäßiges, nahezu druckloses Anliegen der Wer-
stückenden am Heizelement gewährleistet wird (Anwärmen).
Nun das Entlastungsventil wieder schließen. Hierbei ist darauf zu achten, dass die
Werkstückenden nicht den Kontakt zum Heizelement verlieren.
Nach Ablauf der Anwärmzeit werden die Werkstücke wieder auseinandergefahren, das
Heizelement entnommen und die Werkstückenden zusammengefahren. Der Druck ist nun
möglichst linear auf den entsprechenden Fügedruck zu erhöhen und über die gesamte
Abkühlzeit zu halten.
Regelmäßig den Druck kontrollieren und gegebenenfalls nachpumpen. Bei übermäßigem
Druckverlust Hydrauliksystem überprüfen lassen.
Achtung: Während der ersten 20 bis 100 Sekunden den Steuerhebel gedrückt halten
und danach loslassen (in Mittelstellung).
Heizelement in den Einstellkasten zurück setzen.
Nachdem die Abkühlzeit abgelaufen ist, Druck durch Öffnen des Entlastungsventils vollständig
zurücknehmen und die verschweißten Werkstücke ausspannen und entnehmen.
Grundmaschine auseinanderfahren, Protokoll erstellen. Die Maschine ist bereit für den
nächsten Schweißzyklus.
Die gesamten Schweißparameter können den beiliegenden Schweißtabellen entnommen werden.
3.2.4 Außerbetriebnahme
Heizelement ausschalten.
Heizelement abkühlen lassen bzw. so verstauen, das keine angrenzenden Stoffe
entzündet werden können!
Netzstecker von Fräseinrichtung, Heizelement und Hydraulikaggregat aus der Steckdose
ziehen und Kabel aufwickeln.
Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei
Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab!
Hydraulikschläuche abkuppeln und aufwickeln.
DEUTSCH10
Achtung! Kupplungen vor Schmutz schützen!
3.3 Allgemeine Anforderungen
Da Witterung - und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind
unbedingt die entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15
einzuhalten. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
(Die Schweißarbeiten sind ständig und sorgfältig zu überwachen!)
3.4 Wichtige Hinweise zu den Schweißparametern
Alle erforderlichen Schweißparameter wie Temperatur, Druck und Zeit sind den DVS - Richtlinien
2207 Teil 1, 11 und 15 zu entnehmen. Außerhalb Deutschlands gelten die entsprechenden
nationalen Richtlinien.
Bezug: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Im Einzelfall sind unbedingt die materialspezifischen Bearbeitungsparameter der Rohrhersteller
einzuholen.
Die in beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für die die
Firma ROTHENBERGER keine Gewähr übernimmt!
Die in den Schweißtabellen angegebenen Werte für den Angleich - und Fügedruck wurden nach
folgender Formel berechnet:
Schweißfläche A [mm²] x Schweißfaktor SF [N/mm²]
Schweißdruck P [bar] =
Zylinderfläche Az [cm²] x 10
Schweißfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Die Gesamtzylinderfläche der ROWELD P 160/5 B beträgt 3, 53 cm²)
(Die Gesamtzylinderfläche der ROWELD P 200 B beträgt 3, 53 cm²)
(Die Gesamtzylinderfläche der ROWELD P 250/8 B beträgt 6, 26 cm²)
(Die Gesamtzylinderfläche der ROWELD P 355/12 B beträgt 6, 26 cm²)
(Die Gesamtzylinderfläche der ROWELD P 500/18 B und P 630/24 B beträgt 14, 13 cm²)
(Die Gesamtzylinderfläche der ROWELD P 630/24 B Plus beträgt 22, 38 cm²)
4 Pflege und Wartung
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:
• Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an der
Oberfläche sind die Führungsstangen auszutauschen, da dies evtl. zu Druckverlust führen
kann.
• Fräseinrichtung, Heizelement und Hydraulikaggregat dürfen nur mit der auf dem Typenschild
angegebenen Spannung betrieben werden.
• Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement sauber
zuhalten. Bei Beschädigungen der Oberfläche muss das Heizelement neu beschichtet bzw.
ausgetauscht werden. Materialrückstände auf dem Heizspiegel vermindern die Antihafteigen-
schaften und sollten mit einem nicht fasernden Papier und Spiritus (nur bei kaltem
Heizelement!) entfernt werden.
• Der Ölstand des Hydraulikaggregates ist vor jeder Inbetriebnahme zu prüfen (der Ölstand
sollte zwischen den min- und max- Markierungen liegen). Gegebenenfalls ist Hydraulik - Öl
(HLP – 46, Art. Nr.: 53649) nachzufüllen.
• Das Hydraulik - Öl (HLP – 46, Art. Nr.: 53649) ist alle 6 Monate zu wechseln.
• Um Funktionsstörungen zu vermeiden, ist das Hydraulikaggregat regelmäßig auf Dichtheit,
festen Sitz der Verschraubungen sowie einwandfreien Zustand des Elektrokabels zu
überprüfen.
DEUTSCH 11
• Die Hydraulikschnellkupplung am Hydraulikaggregat und am Schlauchpaket sind vor
Verschmutzung zu schützen. Bei Verschmutzung sind diese vor dem Anschließen zu reinigen.
• Die Fräseinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei
nachlassender Schnittleistung können die Messer gewendet bzw. durch neue ersetzt werden
• Es ist stets darauf zu achten, dass die zu bearbeitenden Rohr – bzw. Werkstückenden,
insbesondere die Stirnflächen, frei von Verschmutzung sind, da sonst die Lebensdauer der
Messer vermindert wird.
Eine jährliche Überprüfung der Schweißmaschine, ist gemäß DVS 2208, durch den
Hersteller oder einer von Ihm autorisierten Service - Station durchführen zu
lassen. Bei Maschinen mit überdurchschnittlicher Belastung sollte der Prüfzyklus
verkürzt werden.
4.1 Maschinen - und Werkzeugpflege
(Wartungsvorschriften Pkt. 4 beachten!)
Scharfe und saubere Werkzeuge erzeugen bessere Arbeitsergebnisse und sind sicherer.
Stumpfe, zerbrochene oder verlorengegangene Teile unverzüglich auswechseln. Prüfen, ob das
Zubehör sicher mit der Maschine verbunden ist.
Bei Wartungsarbeiten nur Original - Ersatzteile verwenden. Reparaturen dürfen nur durch fachlich
qualifiziertes Personal ausgeführt werden.
Bei Nichtbenutzung, vor Pflege- und Wartungsarbeiten und vor dem Wechseln von
Zubehörteilen, Maschinen vom Stromnetz trennen.
Vor dem Wiederanschluss an das Stromnetz ist sicherzustellen, dass die Maschine und das
Zubehörwerkzeug ausgeschaltet sind.
Bei Verwendung von Verlängerungskabeln sind diese auf ihre Sicherheit und Funktionsfähigkeit
zu prüfen. Es dürfen nur für den Außeneinsatz zugelassene Kabel verwendet werden.
Nicht benutzen darf man Werkzeuge und Maschinen, wenn Gehäuse oder Handgriffe, besonders
solche aus Kunststoff, gerissen bzw. verzogen sind.
Schmutz und Feuchtigkeit in solchen Rissen leiten den elektrischen Strom. Dies kann zu einem
elektrischen Schlag führen, falls im Werkzeug bzw. in der Maschine ein Isolationsschaden auftritt.
Anmerkung: Weiterhin verweisen wir auf die Unfallverhütungsvorschriften.
5 Zubehör
Geeignetes Zubehör und ein Bestellformular finden Sie ab Seite 147.
6 Entsorgung
Teile des Gerätes sind Wertstoffe und können der Wiederverwertung zugeführt werden. Hierfür
stehen zugelassene und zertifizierte Verwerterbetriebe zur Verfügung. Zur umweltverträglichen
Entsorgung der nicht verwertbaren Teile (z.B. Elektronikschrott) befragen Sie bitte Ihre zuständige
Abfallbehörde.
Nur für EU-Länder:
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß der Europäischen Richtlinie
2012/19/EG über Elektro- und Elektronik-Altgeräte und ihrer Umsetzung in nationales
Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt und
einer umweltgerechten Wiederverwertung zugeführt werden.
Nur für Deutschland gültig:
Die Entsorgung Ihres erworbenen ROTHENBERGER Gerätes übernimmt ROTHENBERGER für
Sie - kostenlos! Bitte geben Sie dies bei Ihrem nächsten ROTHENBERGER Service Express Händler
ab. Wer Ihr ROTHENBERGER Service Express Händler in Ihrer Nähe ist, erfahren Sie auf unserer
Homepage unter www.rothenberger.com
DEUTSCH12
Contens page
1 Safety Instructions 14
1.1 Proper usage 14
1.2 General safety rules 14
2 Technical data, see „technical data“ book
3 Equipment function 16
3.1 Description 16
3.1.1 Basic unit (fig. A) 16
3.1.2 Hydraulic unit (fig. B) 16
3.2 Operating instructions 17
3.2.1 Putting into operation 17
3.2.2 Welding preparations 18
3.2.3 Welding 21
3.2.4 Putting out of operation 21
3.3 General requirements 22
3.4 Important information on welding parameters 22
4 Care and maintenance 22
4.1 Machine and tool care 23
5 Accessories 23
6 Disposal 23
Markings in this document:
Danger!
This sign warns against the danger of personal injuries.
Caution!
This sign warns against the danger of property damage and damage to the
environment.
Call for action
ENGLISH 13
1 Safety Instructions
1.1 Proper usage
ROWELD P160-630/5-24B Plus Professional models are only to be used for producing welded
joints on PE - PP and PVDF tubes according to the technical data.
1.2 General safety rules
ATTENTION! When using electric tools, the following fundamental safety measures must
be taken to prevent electric shock, injury or fire.
Read all of these instructions before you use the electric tool, and store the safety
instructions properly.
Service and maintenance:
1 Regular cleaning, maintenance and lubrication. Always pull the electrical plug before any
adjustment, maintenance or repair.
2 Have your device repaired only by qualified experts and only with original
replacement parts. This ensures the continued safety of the device.
Working safely:
1 Keep your work area orderly. A messy work area can cause accidents.
2 Consider environmental influences. Do not expose electric tools to rain. Do not use
electric tools in damp or wet environments. Keep the work area well lit. Do not use electric
tools where there is a risk of fire or explosion.
3 Protect yourself from electric shock. Avoid physical contact with earthed parts (such as
pipes, radiators, electric stoves or cooling devices).
4 Keep other people away. Do not let other people — especially children — touch the
electric tool or its cable. Keep them clear of the work area.
5 Store electric tools safely when they are not in use. Unused electric tools should be kept
in a dry, high or closed area, out of reach of children.
6 Do not overload your electric tool. Work is better and safer within the performance range
indicated.
7 Use the right electric tool. Don’t use low-performance machines for heavy-duty jobs. Do
not use the electric tool for purposes for which it was not intended. For example, do not use
a portable circular saw for cutting tree branches or logs.
8 Wear proper clothing. Do not wear loose clothing or jewellery, as they can get caught in
moving parts. When working outdoors, wear slip-resistant shoes. Wear a hairnet over long
hair.
9 Use protective gear. Wear safety glasses. Wear a breathing mask during work that creates
dust.
10 Connect the dust extraction equipment. If there are connections to dust extraction and
collection equipment, make sure that they are connected and properly used.
11 Do not use the cable for purposes for which it was not intended. Never use the cable
to pull the plug from the socket. Protect the cable from heat, oil and sharp edges.
12 Secure the work piece. Use clamps or a vice to hold the work piece firmly. They will hold it
more securely than your hand can.
13 Avoid abnormal postures. Make sure to stand securely and always keep your balance.
ENGLISH14

14 Maintain your tools with care. For better and safer work, keep cutting tools sharp and
clean. Follow the instructions for lubrication and changing tools. Regularly inspect the electric
tool’s connection cable, and if it is damaged, have it replaced by an authorized expert.
Regularly check extension cords, and replace them if they are damaged. Keep the handles dry,
clean and free of oil and grease.
15 Pull the plug from the socket. When not using the electric tool, before maintenance or
when changing tools, such as saw blades, drills and cutting bits.
16 Do not leave any tool keys inserted. Before switching on, check to see that keys and
adjustment tools have been removed.
17 Avoid unintentional activation. When plugging the tool in, make sure that the switch is
turned off.
18 Use outdoor extension cords. When outdoors, use only extension cords that are approved
and appropriately marked.
19 Be alert. Pay attention to what you do. Approach your work sensibly. Do not use the electric
tool when you are distracted.
20 Check the electric tool for damage. Before using the electric tool, you must inspect safety
equipment or slightly damaged parts carefully to ensure that they work properly and as
intended. Check to see that the moving parts operate freely and don’t stick, and to make
sure no parts are damaged. All parts must be mounted properly and meet all the conditions
for ensuring trouble-free operation of the electric tool.
Damaged safety equipment and parts must be properly repaired or replaced by a professional
facility, unless otherwise indicated in the user manual. Damaged switches must be replaced
by a customer service facility.
Never use an electric tool whose switch cannot be turned on and off.
21 Caution. Using other insertion tools and accessories may cause injury.
22 Have your tool repaired by an electrical expert. This electric tool meets applicable safety
requirements. Repairs must be made only by an electrical expert using original replacement
parts. Otherwise accidents many occur.
2 Technical data, see „technical data“ book
ENGLISH 15
3 Equipment function
3.1 Description
ROWELD P160-630/5-24B Plus Professional are compact, portable heating plate butt fusion
welding machines that were specially designed for use at the construction sites and in particular
in pipe trenches. Of course, the tools are very well suited for use in the workshop.
The versatility of the ROWELD welding machines allows the operator to securely join 40–630 mm/
1 1/4-24” (outer dimensions) PE - PP and PVDF pipes for all plumbing and sanitation applications
as listed below:
I. pipe - pipe
II. pipe - pipe bends
III. pipe - T-joints
IV. pipe - welding neck
The essential machine components are:
basic unit, reduction clamp insets, hydraulic unit, trimmer unit, heating plate, carrying frame.
When joining welding necks always use the flange adapter (optional accessory, must be ordered
separately).
ROWELD P160-250/5-8B: When welding pipe bends with a narrow radius of the maximum
diameter of the machine, this bevelled upper clamping tool should be used as an accessory.
ROWELD P500-630/18-24B Plus: To insert and remove the trimmer and the heating plate we
recommend using the electrical hoist (optional accessory, must be ordered separately).
3.1.1 Basic unit (fig. A)
1 Movable clamps 5 Replaceable clamps
2 Sliding clamps 6 Mounting screw upper
3 Spacer with locking notch 7 Spacer
4 Heating element take-off device 8 Mounting screw lower
3.1.2 Hydraulic unit (fig. B)
1 filler neck and dip stick 5 mains cable
2 fast-on connector 6 manometer
3 relief valve 7 control lever, left-close- right-open
4 fast-on coupling sleeve 8 pressure adjustment valve
The hydraulic unit allows the operator to operate the welding machine and perform the functions
indicated by the following symbols:
To close the clamps press the control lever to the left. The moving and pressure
build-up speed dependent on the angle of rotation.
To open the clamps press the control lever to the right. The moving speed
dependent on the angle of rotation.
Pressure adjusting valve for milling pressure, beat forming pressure, heating
pressure and cooling pressure. The manometer provides information on the
regulated pressure.
Pressure relief valve. Anti-clockwise turn can lowered the pressure. The lowering
speed dependent from the number of turns. Right turn pressure hold.
ENGLISH16
OIL
Filler neck, cap with oil dip stic
3.2 Operating instructions
In accordance with national or EU ordinances and guidelines, e. g. DVS 2212,
Section I, only duly qualified and authorised personnel are allowed to operate the
ROWELD welding machines!
Only trained and authorised welders are allowed to operate the machine!
3.2.1 Putting into operation
Please read through the operating instructions and safety instructions attentively
before you put the butt fusion welding machine into operation!
Do not use the heating element in explosive environments or bring it into contact
with easily flammable materials.
Stay a safe distance away from the machine. Do not stand or reach into the
machine. Keep other people away from the work area.
Before every start-up, check the oil level of the hydraulic unit. The oil level must
be between the min. and max. marking on dipstick in the oil filler cap. If
necessary, add HLP 46 hydraulic oil.
Transport and set the hydraulic unit only in a horizontal position. If it is set at an
angle, oil escapes from the vented plugs with the dipstick.
Connect the hydraulic unit to the basic unit with both hydraulic hoses.
Protect the quick couplings from contamination. Replace leaky couplings
immediately!
Connect the trimmer unit, hydraulic unit and heating plate mains plugs to the power outlet/
supply specified on the type plates.
For P160-250/5-8B:
The red diode “Stand by“ lights up. That is: there is a voltage being applied. Switch on
the heater element using the large pushbutton (lights up green) and select the desired
temperature (160°C to 285°C) using the “+“ or “-“ button.
Heating up of the heater element is displayed by a yellow diode on the heater element. A
horizontal bar also appears on the temperature indicator. The yellow diode goes out shortly
before reaching the set temperature (tolerance +/-3°C) and the green one lights up. After
a further 10 minutes the heating element is ready to use. Check the temperature using a
temperature measuring instrument.
Setting the off-set: press the “+“ and “-“ button at the same time. The heater element
can subsequently be calibrated using one of these buttons and an external temperature
measuring instrument.
If the heater element displays a smaller value than that on the external temperature
measuring instrument then the difference must be adjusted using the “+“ button. For
indicated values in the other direction adjust the difference using the “-“ button. If “Er1“
appears it means that the electronics are defective. “Er2“ means that the resistance
thermometer is defective or not connected.
Risk of serious injury! The heating plate can reach temperatures of over 290°C
(554°F)! We highly recommend storing the heating plate in the designated
carrying frame immediately after use!
For P355/12B:
Turn on the main switch of the control box. The switch lights up green and the actual
temperature of the hotplate is shown on the display. Use the – and + keys to set the desired
temperature between 160°C and 270°C.
ENGLISH 17
When the set temperature is reached, the display jumps from “set” to “actual”, and the
“heat” display blinks. The heating element is ready to use after another 10 minutes. Check
the temperature with a temperature measurement device.
The temperature regulator is optimally set at the factory. If the actual surface temperature on
the heating element does not reflect the temperature shown, an offset can be performed.
For this, set the rocker switch to 0, press the – and + keys, and turn the rocker switch on. The
display shows “OFF”, “SET” and then the set offset value. Use the – and + keys to set the
offset appropriately, and save it by pressing – and +. Then the current value is shown again.
For P500-630/18-24B Plus:
Switch on master switch in the control box / heating plate (the switch lights green when
power supply properly connected). Set required temperature (cf. temperature controller).
The display generally indicates the actual temperature value. In accordance with national
ordinances and guidelines, e. g. DVS, the heating plate is ready after maintaining the setpoint
temperature for at least 10 minutes. Verify heating plate temperature with a temperature
meter.
Risk of serious injury! The heating plate can reach temperatures of over 300°C
(575°F)! We highly recommend storing the heating plate in the designated
carrying frame immediately after use!
The welding machine is equipped with a Type 400 digital temperature controller.
The digital temperature controller has been ideally configured and set before leaving our factory.
To set temperature simply press the Fkey until “_SP” is indicated in the display. The operator
can now adjust the setpoint temperature between 0-300°C with the arrow keys.
If no keys are pressed, the display indicates the actual temperature, the controller automatically
sets the new temperature parameter. As long as the actual temperature is lower than the setpoint
temperature, the red arrow flashes (low). If the actual value is larger than the setpoint value, the
red arrow flashes (high). If the actual temperature corresponds with the setpoint temperature, the
green bar illuminates. Should the actual surface temperature of the heating plate not correspond
with the actual temperature indicated, it is possible to enter an “offset”. To define the offset,
press and hold the F key until “InP” appears in the display (approx. 7 sec.); release F key,
then press the F key as many times as required until “oFS” appears. Correct this value as
required. To save the new settings, press and hold F key until the actual value reappears in
the display.
Warning! Do not change any other heating plate parameters!
Factory settings:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Note:
The autotuning function could cause the details under “CFG” to deviate minutely. Should hunting
occur, the autotuning function can be activated while the heating plate is cold (set the menue item
“S.tu” to “2” (two) in CFG menue, the system automatically resets the parameter to “0” (zero).
For lifting the milling equipment and the heating element, use lifting device 53410 or 53323, or a
suitable tool.
ENGLISH18
