Rothenberger ROWELD P160-630B Plus Professional – страница 4
Инструкция к Rothenberger ROWELD P160-630B Plus Professional
11 Gebruik de kabel niet voor doeleinden, waarvoor hij niet bedoeld is. Gebruik het
netsnoer niet om de stekker uit het stopcontact te trekken. Houd de kabel verwijderd van
hitte, olie en scherpe randen.
12 Zet uw werkstuk goed vast. Maak gebruik van het spangereedschap of een bankschroef,
om het werkstuk op zijn plaats te houden. Zo wordt het beter op zijn plaats gehouden dan
met uw hand.
13 Vermijd een abnormale lichaamshouding. Zorg dat u stevig staat en blijf altijd in
evenwicht.
14 Onderhoud uw gereedschappen zorgvuldig. Houd uw gereedschap scherp en schoon,
zodat u er beter en veiliger mee kunt werken. Volg de aanwijzingen voor het smeren en voor
het wisselen van gereedschap. Controleer regelmatig de aansluitkabel van het elektrische
apparaat en laat hem als hij beschadigd is vervangen door een erkende vakman. Controleer
de verlengsnoeren regelmatig en vervang ze, als ze beschadigd zijn. Houd de handvatten
droog en schoon en zorg dat er geen vet of olie op zit.
15 Trek de stekker uit het stopcontact. Als u het elektrische apparaat niet gebruikt, voor het
onderhoud en bij het verwisselen van gereedschappen zoals bv. zaagbladen, boren, frezen.
16 Verwijder de sleutels. Controleer voor u het apparaat inschakelt of de sleutels en
afstelgereedschappen verwijderd zijn.
17 Voorkom per ongeluk inschakelen. Controleer of de schakelaar in de uit-stand staat als u
de stekker in het stopcontact steekt.
18 Gebruik verlengkabels voor buiten. Gebruik voor toepassing buiten alleen daarvoor
goedgekeurde verlengsnoeren, die de betreffende markering bevatten.
19 Blijf opletten. Houd uw aandacht bij wat u aan het doen bent. Ga verstandig te werk.
Gebruik het elektrische apparaat niet, als u niet geconcentreerd bent.
20 Controleer het elektrische apparaat op eventuele beschadigingen. Voor een
volgend gebruik van het elektrische apparaat moet zorgvuldig gecontroleerd worden of
beschermingsonderdelen of licht beschadigde onderdelen correct en volgens de voorschriften
werken. Controleer of de bewegende delen correct functioneren en niet klemmen, en of
er onderdelen beschadigd zijn. Alle delen moeten op de juiste manier gemonteerd zijn en
aan alle voorwaarden voldoen om een correcte werking van het elektrische apparaat te
garanderen.
Beschadigde beschermingsonderdelen en andere onderdelen moeten op de juiste
manier gerepareerd of vervangen worden door een erkende reparateur, voor zover niet
anders aangegeven in de gebruiksaanwijzing. Beschadigde schakelaars moeten in een
servicecentrum vervangen worden.
Gebruik elektrische apparaten niet, als de aan/uit-schakelaar niet werkt.
21 Let op. Het gebruik van andere onderdelen en andere accessoires kan het risico op
verwondingen opleveren.
22 Laat uw elektrische gereedschap repareren door een vakman. Dit elektrische apparaat
voldoet aan de toepasselijke veiligheidsvoorschriften. Reparaties mogen alleen uitgevoerd
worden door een deskundige en daarbij mogen alleen originele onderdelen gebruikt worden;
anders loopt de gebruiker het risico op ongelukken.
2 Technische gegevens, zie boekje „technische gegevens“
NEDERLANDS 59
3 Werking van het apparaat
3.1 Beschrijving van het apparaat
De ROWELD P160-630/5-24B Plus Professional zijn compacte, draagbare
verwarmingselement-stomplasapparaten, die speciaal werden ontworpen voor het gebruik op
bouwplaatsen – en hier in het bijzonder in leidingsleuven. Vanzelfsprekend kunnen de machines
ook in werkplaatsen worden gebruikt.
Door de veelzijdigheid van de lasmachines „Type ROWELD“ kunnen in alle toepassingsgebieden
de volgende lasverbindingen van PE- PP- en PVDF-pijpen met een buitendiameter van 40-630mm/
1 1/4-24” zeker tot stand worden gebracht:
I. pijp - pijp
II. pijp - pijpbochtstuk
III. pijp - T - stuk
IV. pijp - lasrand
De machines bestaan in essentie uit:
basismachine, reductie-inzetstukken, hydraulisch aggregaat, freesinrichting, verwarmingselement,
opbergkast.
Bij het aan elkaar lassen van lasranden moet de als accessoire verkrijgbare vierklauwenspanschijf
worden gebruikt.
ROWELD P160-250/5-8B: Bij het lassen van pijpbochtstukken met een rechte hoek met de
maximale diameter van de machine, dient de als accessoire verkrijgbare bovenzijde voor het
spanelement gebruikt te worden.
ROWELD P500-630/18-24B Plus: Voor het intillen en uitlichten van frees en
verwarmingselement kan de als accessoire verkrijgbare elektrische hefinrichting worden gebruikt.
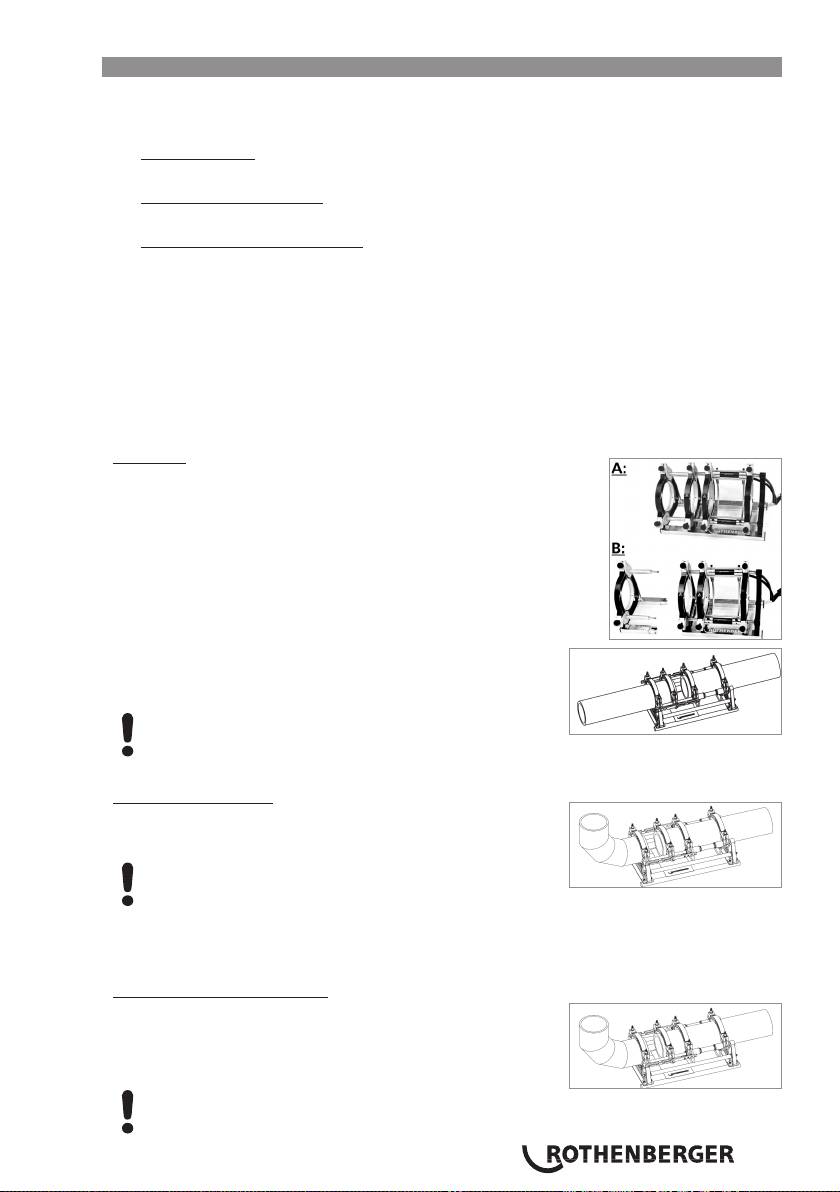
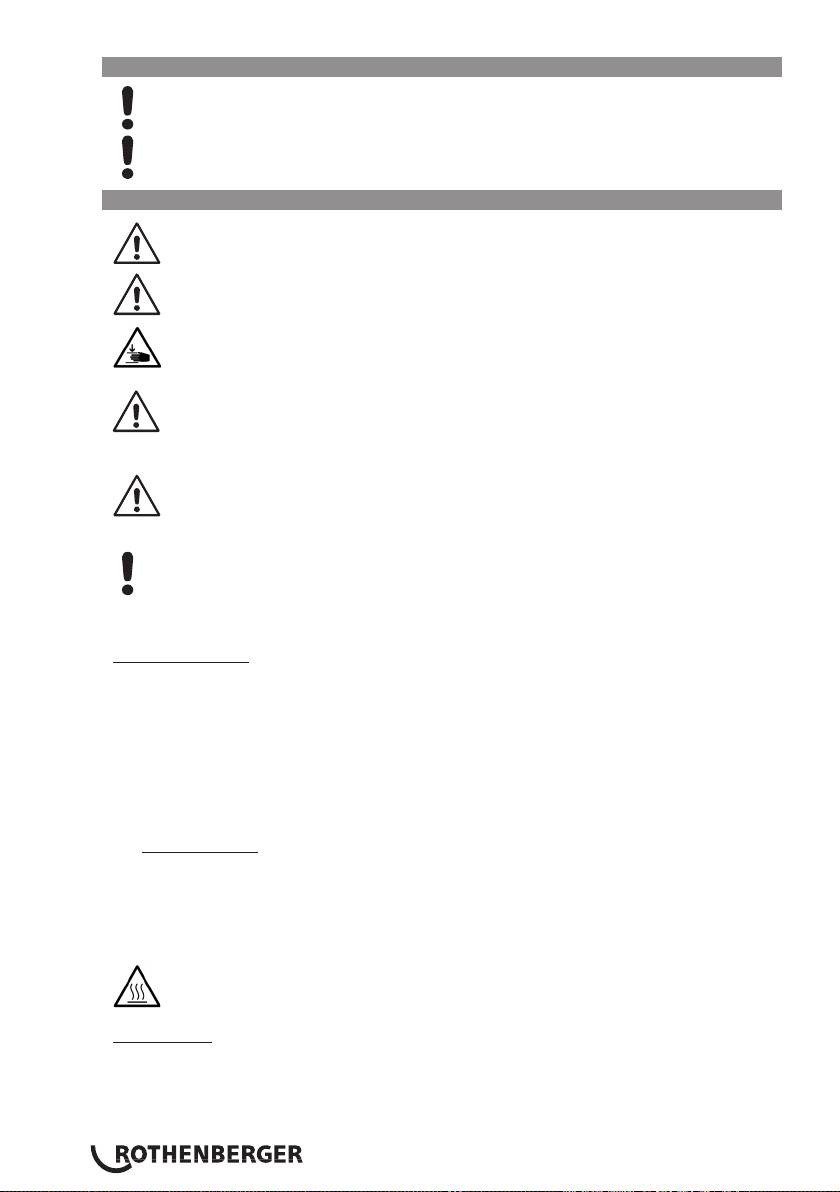
3.1.1 Basismachine (afb. A)
1 Beweeglijke spanelementen 5 Verwijderbaar spanelement
2 Verschuifbaar spanelement 6 Bevestigingsschroeven boven
3 afstandhouder met vastzetkerven 7 Afstandsstuk
4 Afstandhouder verwarmingselement 8 Bevestigingsschroeven onder
3.1.2 Hydraulisch aggregaat (afb. B)
1 Olievulopening en peilstaaf 5 Netsnoer
2 Snelkoppeling stekker 6 Manometer
3 Ontlastingsklep 7 Stuurknuppel Links-samen Rechts-uit elkaar
4 Snellkoppeling mof 8 Drukregelventiel
Het hydraulisch aggregaat maakt de met de volgende symbolen gekenmerkte bedieningen van de
lasmachine mogelijk:
Stuurhendel naar links bewegen om de klembeugels naar elkaar toe te bewegen.
De snelheid en drukopbouw is afhankelijk van de draaihoek van de hendel.
Stuurhendel naar rechts bewegen Om de klembeugels uit elkaar te bewegen. De
terugloopsnelheid is afhankelijk van de draaihoek van de hendel.
Drukregelventiel voor regelen van de frees-, afvlak-, opwarm- en lasdruk. De
ingestelde druk word op de manometer aangeduid.
Ontluchtingsventiel, door linksom te draaien verlaagt men de druk. De snelheid
hiervan is afhankelijk van het aantal toeren. Rechtsom draaien - druk behouden.
NEDERLANDS60
OIL
Afsluitdop olievulopening met oliepeilstaaf
3.2 Gebruiksaamwijzing
De lasmachine mag alleen door geinstrueerde en gekwalificeerde vaklieden Volgens
DVS 2212 deel 1 bedient worden!
De machine mag uitsluitend door getrainde en bevoegde operators gebruikt
worden!
3.2.1 In gebruik nemen
Deze gebruiksaanwijzing en de richtlijnen voor veiligheid a.u.b. goed doorlezen
voordat u de stomplasmachine in gebruik neemt!
Het verwarmingselement niet gebruiken in een omgeving waar explosiegevaar
aanwezig is en niet in aanraking brengen met licht ontvlambare stoffen.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Controleer voor elk gebruik het oliepeil van het hydraulische aggregaat, het
oliepeil moet tussen de min/max-markeringen op de olievuldop met peilstok
liggen, zo nodig bijvullen met hydraulische olie HLP 46.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok.
De basismachine en het hydraulisch aggregaat met de beide hydraulische slangen verbinden.
Bescherm de snelkoppelingen tegen vervuiling. Koppelingen die niet goed afsluiten
meteen vervangen!
De netstekkers van freesinrichting, hydraulisch aggregaat en verwarmingselement op de
elektrische voeding, overeenkomstig het typeplaatje, aansluiten.
Bij P160-250/5-8B:
De rode led ‚Stand by‘ brandt. D.w.z.: de spanning is ingeschakeld. Schakel het
verwarmingselement in met de grote drukknop (brandt groen) en stel de gewenste
temperatuur in (160°C tot 285°C) met de ‚+‘ of ‚-‘ toetsen.
Het opwarmen van het verwarmingselement wordt aangegeven door een gele led op het
verwarmingselement. Bovendien verschijnen er horizontale balken op de temperatuurdisplay.
Kort voordat de ingestelde temperatuur (tolerantie +/-3°C) wordt bereikt gaat de gele led uit
en gaat de groene branden. Na nog eens 10 minuten is het verwarmingselement klaar voor
gebruik. Controleer de temperatuur met een temperatuurmeter.
Instelling van de offset: ‚+‘ en ‚-‘ toets tegelijkertijd indrukken. Daarna kan met één van deze
toetsen en een externe temperatuurmeter het verwarmingselement gekalibreerd worden.
Als het verwarmingselement een lagere waarde aangeeft dan de externe temperatuurmeter,
dan moet het verschil met de ‚+‘ toets worden ingesteld. Als het verwarmingselement een
hogere waarde aangeeft dan de externe temperatuurmeter, dan moet het verschil met de
‚-‘ toets worden ingesteld. Wanneer ‚Er1‘ verschijnt, is de elektronica defect. Bij ‚Er2‘ is de
weerstandsthermometer defect of niet aangesloten.
Waarschuwing, verbrandingsgevaar! Het verwarmingselement kan een
temperatuur tot 290°C bereiken en moet onmiddellijk na het gebruik in de
daartoe voorziene opbergkast worden teruggezet!
Bij P355/12B:
Hoofdschakelaar van de besturingsbox inschakelen, de schakelaar licht groen op en de
werkelijke temperatuurwaarde van de verwarmingsplaat wordt in de display weergegeven.
Met de toetsen – en + de gewenste temperatuur tussen 160 en 270°C instellen.
Bij het bereiken van de ingestelde temperatuur springt de indicator van ‘set’ naar ‘actual’
en de indicator ‘heat’ knippert. Het verwarmingselement is na circa 10 minuten klaar voor
gebruik. Controleer de temperatuur met een temperatuurmeetapparaat.
NEDERLANDS 61
De temperatuurregelaar is af fabriek optimaal ingesteld; als de werkelijke
oppervlaktetemperatuur van het verwarmingselement niet overeenkomt met de weergegeven
waarde, dan kan er een ‚offset‘ worden uitgevoerd. Zet daartoe de wipschakelaar op 0, druk
op de toetsen – en + en schakel de wipschakelaar in; op de display verschijnt ‚OFF‘, ‚SET‘ en
vervolgens de ingestelde offset-waarde. Stel met de – en + toets de offset in en sla deze op
door op de – en + toets te drukken, daarna wordt de werkelijke waarde weer weergegeven.
Bij P500-630/18-24B Plus:
De hoofdschakelaar in de besturingsbox / verwarmingselement inschakelen (de schakelaar
licht groen op). De gewenste temperatuur instellen (zie temperatuurregelaar).
De indicatie op het display duidt in de regel de werkelijke temperatuurwaarde aan. Volgens
de DVS is het verwarmingselement 10 minuten nadat de ingestelde temperatuur voor
het eerst wordt bereikt gebruiksklaar. De temperatuur moet met een temperatuurmeter
gecontroleerd worden.
Waarschuwing, verbrandingsgevaar! Het verwarmingselement kan een
temperatuur tot 300°C bereiken en moet onmiddellijk na het gebruik in de
daartoe voorziene opbergkast worden teruggezet!
Het lasapparaat is met een digitale temperatuurregelaar type 400 uitgerust.
De digitale temperatuurregelaar is af fabriek optimaal geconfigureerd en ingesteld. Voor de
temperatuurinstelling moet gewoon de toets F worden ingedrukt tot de indicator „_SP“
vermeldt. Nu kan de gewenste temperatuur met de pijltjestoetsen binnen het bereik van 0-300 °C
worden veranderd.
Worden geen andere toetsen ingedrukt, dan duidt de indicator weer de werkelijke temperatuur
aan; de regelaar stelt automatisch de nieuw gekozen temperatuur in. Zolang de werkelijke
temperatuur lager is dan de ingestelde temperatuur knippert de rode pijl (low). Is de werkelijke
temperatuur hoger, dan knippert de rode pijl (high). Komt de ingestelde temperatuurwaarde
overeen met de werkelijke waarde, dan brandt de groene balk. Mocht de werkelijke
oppervlaktetemperatuur aan het verwarmingselement niet overeenstemmen met de aangeduide
werkelijke waarde, dan kan een „offset“ worden ingevoerd. Daartoe moet men de toets F
ingedrukt houden tot op het display „InP“ verschijnt (ca. 7 sec.); vervolgens de toets F
loslaten. Daarna de toets F zo vaak indrukken, tot „oFS“ verschijnt. Deze waarde kan dan
zoals nodig worden aangepast. Om de wijziging te beëindigen, de toets F indrukken tot de
werkelijke waarde weer wordt weergegeven.
Opgelet! Alle andere parameters mogen niet worden veranderd!
Fabrieksinstelling:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Opm:
Door de Autotuning-functie kunnen de gegevens onder CFG licht afwijken. Mochten grotere
regelschommelingen optreden, dan kan de Autotuning-functie bij een koud verwarmingselement
worden geactiveerd (in het menu CFG het punt „S.tu“ op 2 instellen; de terugzetting op 0 gebeurt
automatisch).
Gebruik om de frees en het verwarmingselement uit te nemen uitneemgereedschap 53410 resp.
53323 of ander geschikt gereedschap.
NEDERLANDS62
3.2.2 Voorbereidende maatregelen voor de lasbewerking
Bij buizen die kleiner zijn dan de max. te lassen diameter van de machine moeten de reductie-
inzetstukken van de te verwerken pijpdiameter worden gemonteerd met behulp van de als
toebehoren bijgeleverde inbusschroeven.
ROWELD P200B: Ø63-140mm: telkens 6 halve schalen met brede en 2 halve schalen met
smalle spanvlakken. Ø160-180mm: telkens 8 halve schalen met brede spanvlakken.
ROWELD P160-355/5-12B: telkens 6 halve schalen met brede en 2 halve schalen met smalle
spanvlakken.
ROWELD P500-630/18-24B Plus: tot diameter 450 mm telkens 6 halve schalen met brede
en 2 halve schalen met smalle spanvlakken, vanaf 500mm 8 halve schalen met brede
spanvlakken.
Hierbij moet men erop letten dat de halve schalen met de smalle spanvlakken in de beide
buitenste onderste basisspanelementen moeten worden ingezet. Alleen bij verbindingen
tussen pijp/pijpbochtstuk worden deze onder en boven in het linker basisspanelement
geplaatst.
De te lassen kunststof buizen of vormstukken in de spaninrichting leggen (bij langere
buizen < 2,5m moeten rolbokken worden gebruikt) en de messing moeren aan de bovenste
spanwerktuigen aandraaien. Onrondheden van de buizen kunnen worden gecompenseerd
door de messing moeren aan of los te draaien.
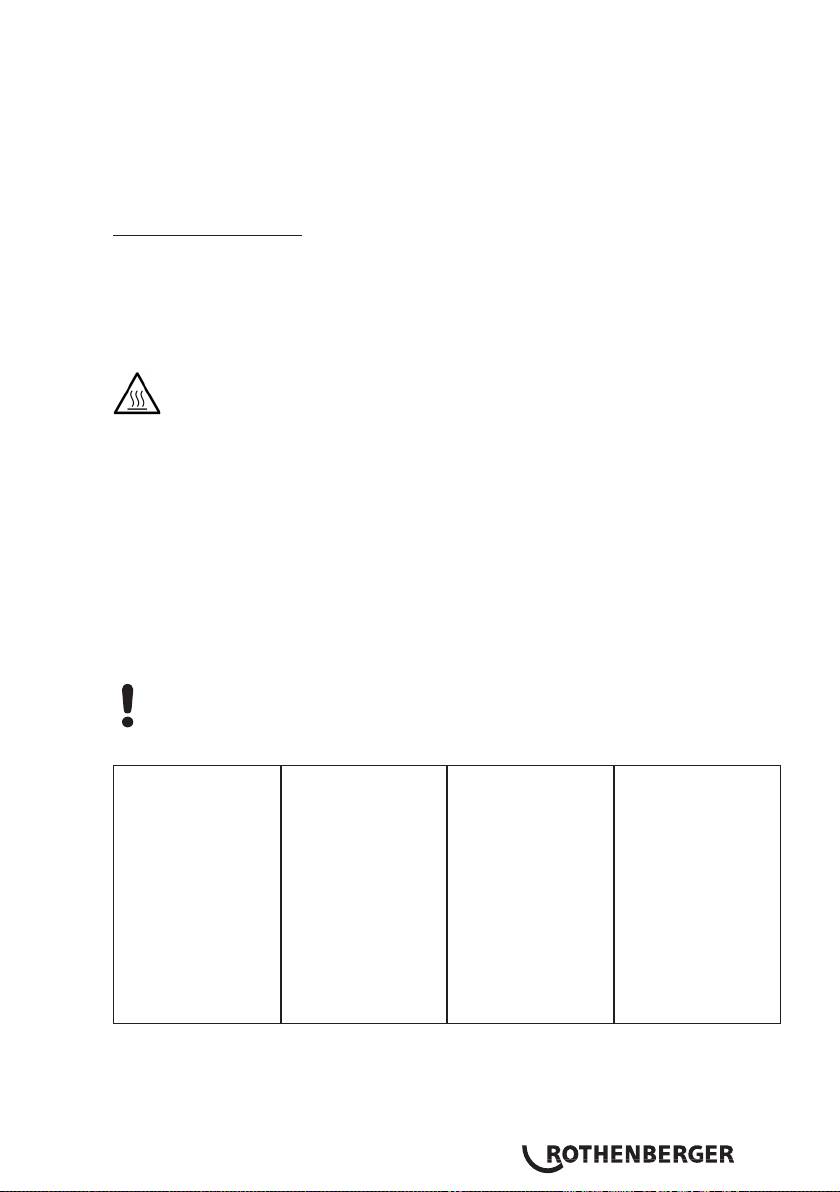
Bij P200B:
Bij pijp-pijpverbindingen wordt de machine met 4
basiscontactwangen uitgerust
(laspositie A).
Bij nauwe pijp-koppelstukverbindingen (laspositie B), kan de
4e basiscontactwang worden verwijderd. Hiervoor worden eerst
de schroeven (3) verwijderd en de schroeven (5) een beetje
losgedraaid. Nu kan de 4e contactwang samen met het basisstuk
worden afgetrokken. Als laatste worden de afstandsstukken (4)
afgeschroefd en door de schroeven (3) vervangen.
Bij pijp/pijpverbindingen moeten de afstandhouders in de
beide linker spanelementen bevestigd worden
(fabrieksinstelling).
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijpen worden altijd door twee spanelementen vastgehouden.
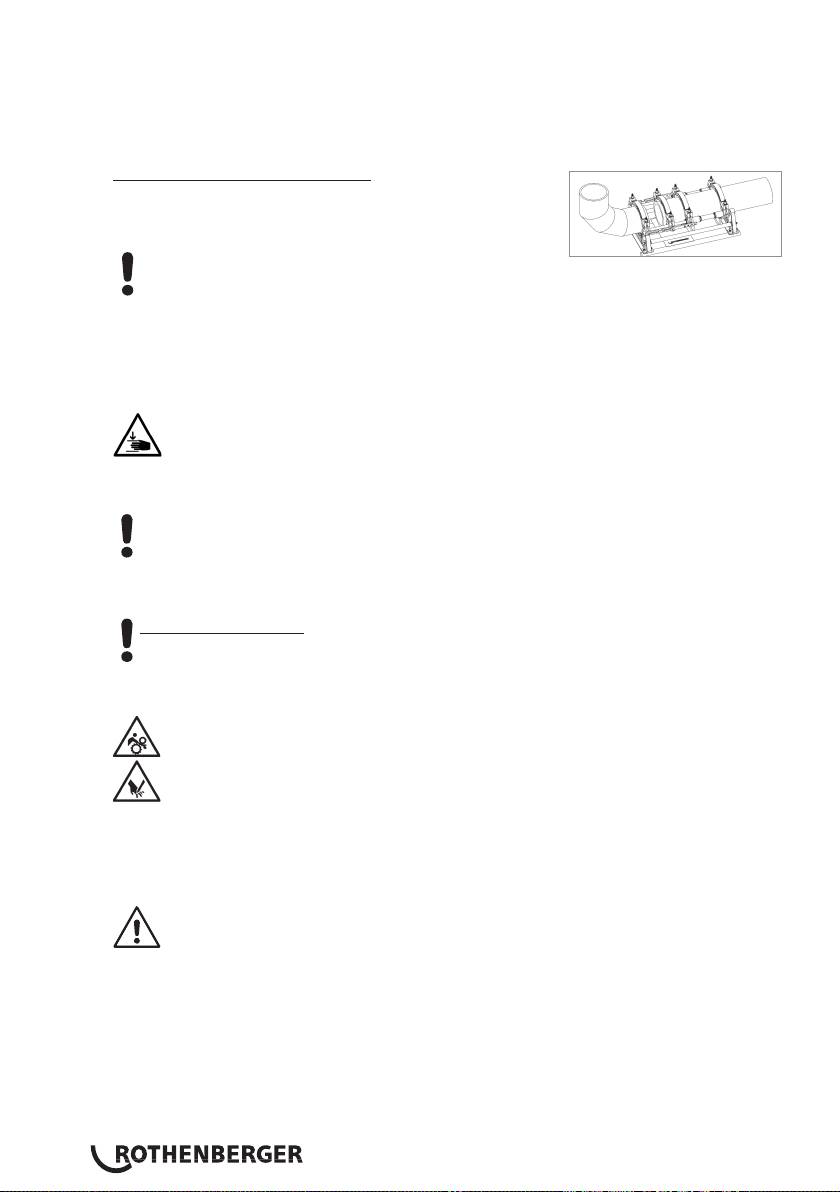
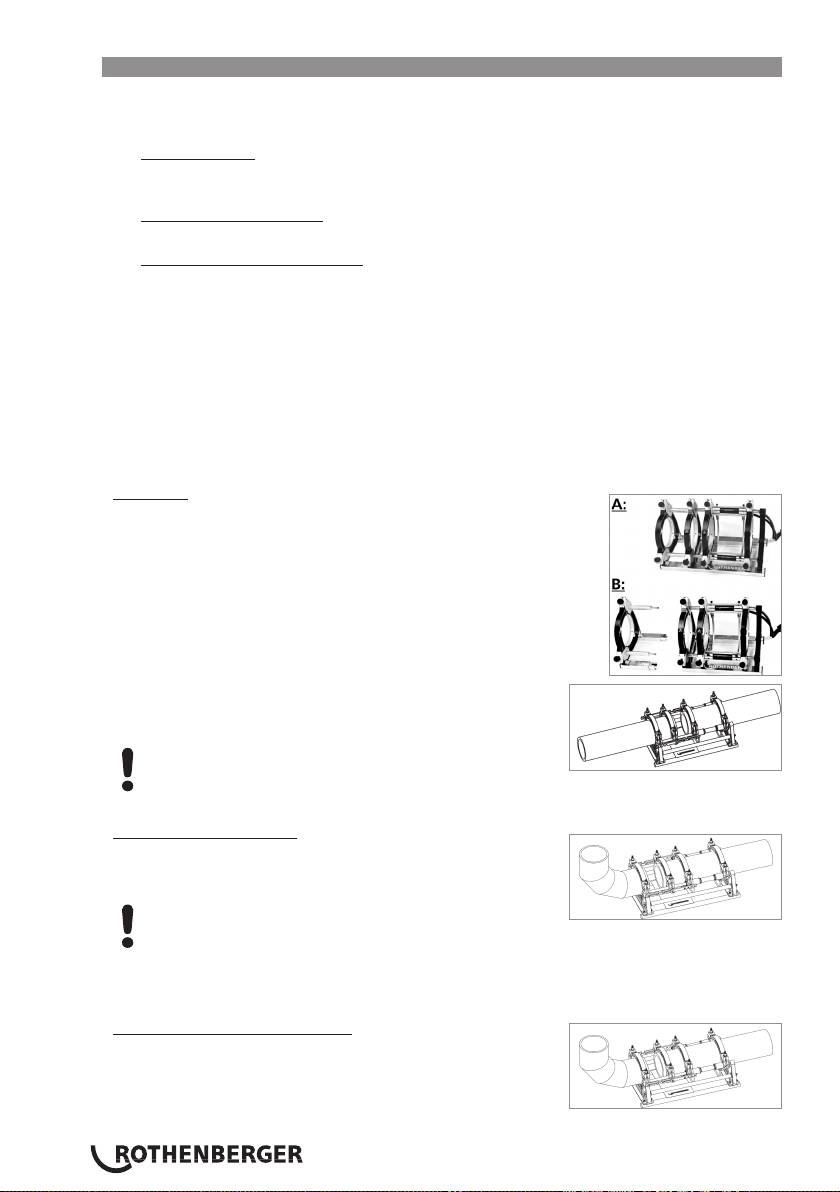
Pijp / fitting P160/5B:
Bij pijp/fittingverbindingen moeten de afstandhouders in de
beide middelste spanelementen bevestigd worden.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
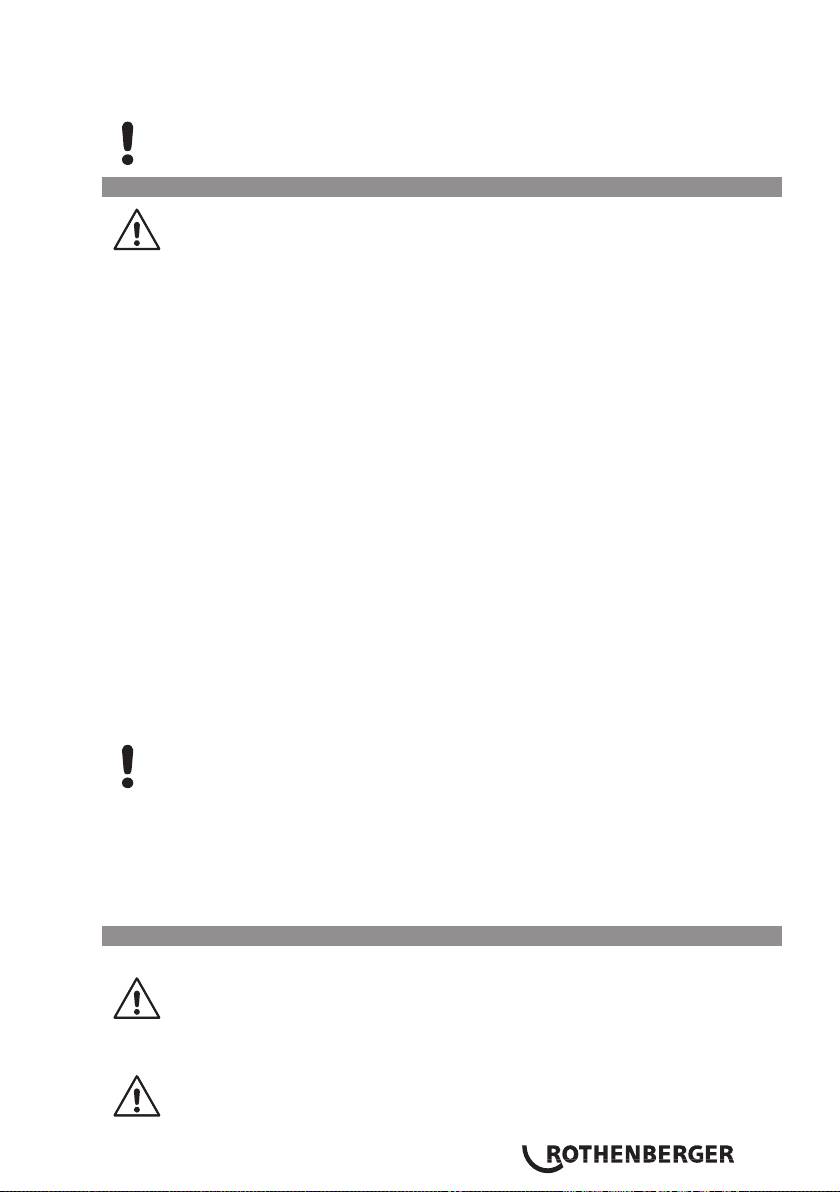
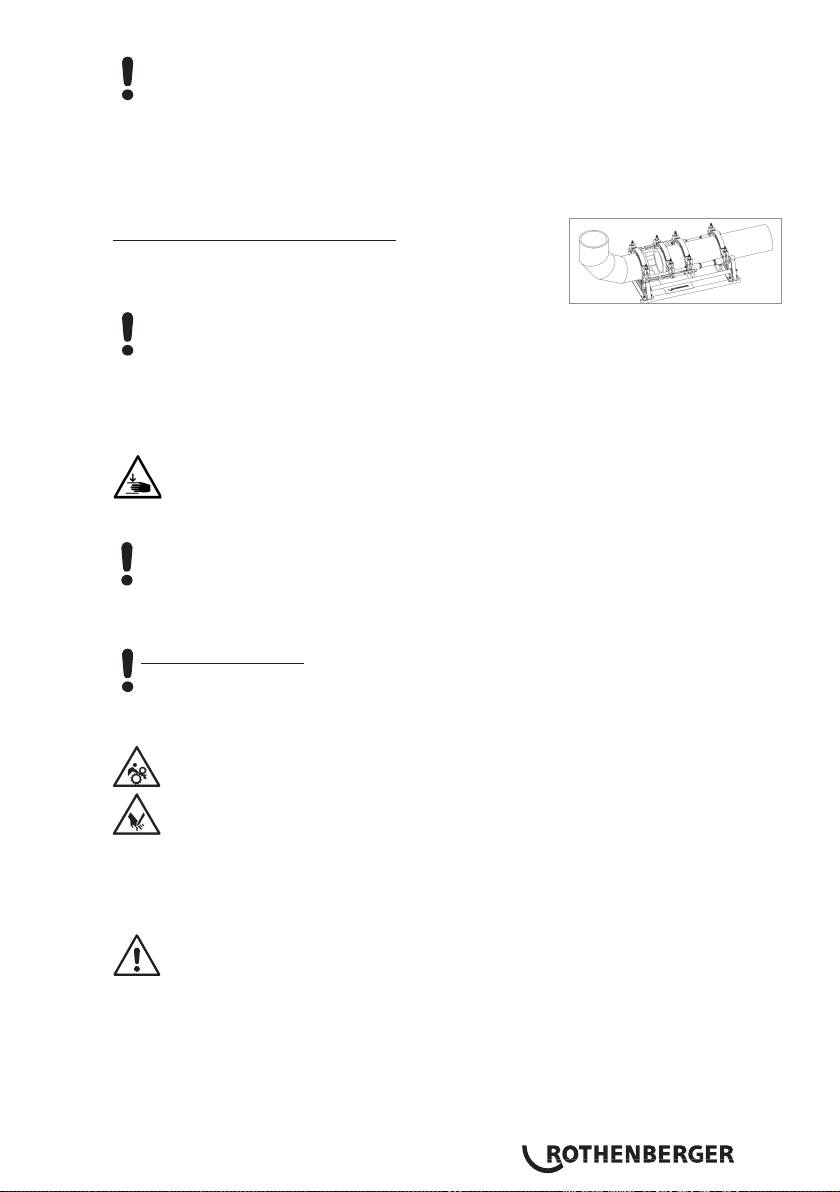
Pijp / fitting P250-355/8-12B:
Bij pijp/fittingverbindingen moeten de afstandhouders in de
beide middelste spanelementen bevestigd worden en de
afstandhouder voor het verwarmingselement in het linker
spanelement.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
NEDERLANDS 63
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Bij de verwerking van bepaalde fittingen, zoals haakse bochten, of bij het gebruik van een
lasadapter moet de afstandhouder voor het verwarmingselement verwijderd worden.
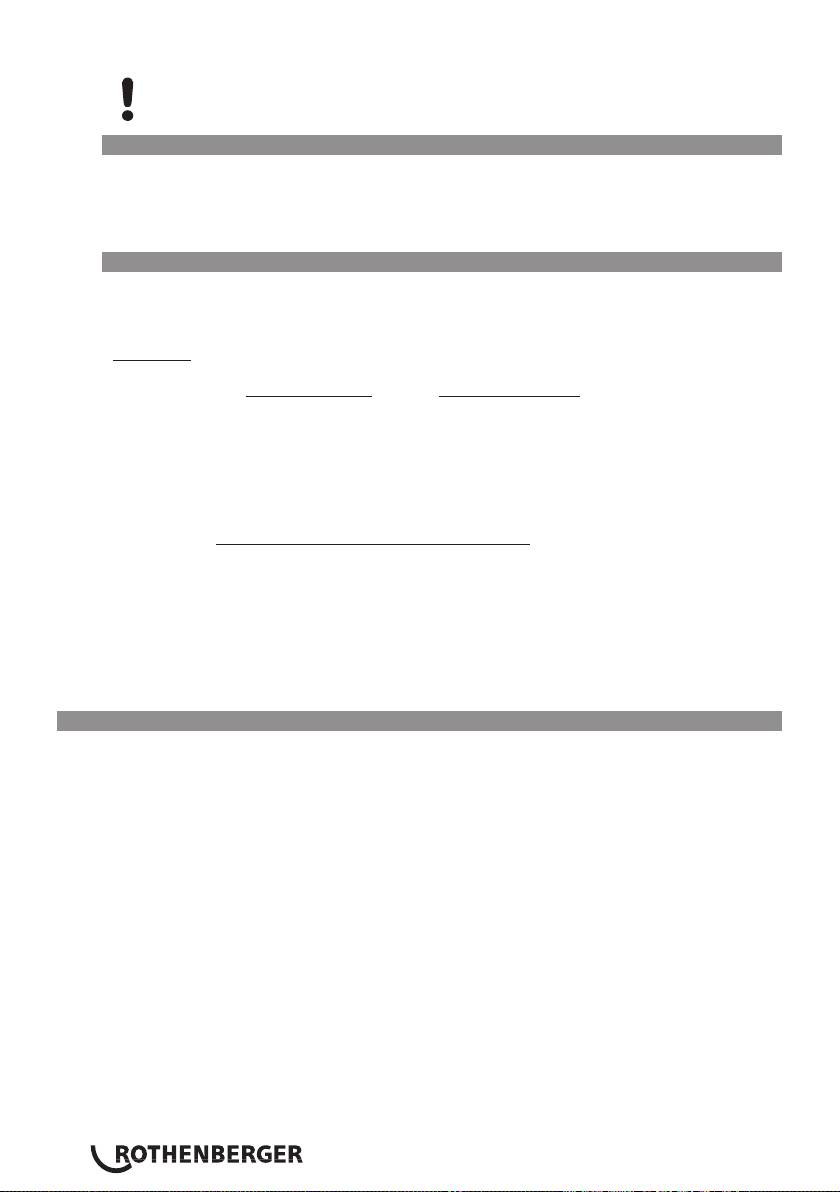
Pijp / fitting P500-630/18-24B Plus:
Bij pijp/fittingverbindingen moeten de afstandhouders
omgekeerd en in het middelste spanelement bevestigd
worden.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Door de werkstukken naar elkaar te bewegen controleren of deze goed in het spanwerktuig
vastzitten.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Er dient eveneens gecontroleerd te worden of het verwarmingselement zijn
bedrijfstemperatuur heeft bereikt.
Let op!!! Om een gelijkmatige warmteverdeling over het hele verwarmingselement te
garanderen, mag het verwarmingselement pas op zijn vroegst 10 minuten na het bereiken
van de bedrijfstemperatuur gebruikt worden. De temperatuur door middel van een
meettoestel controleren en eventueel bijstellen!
De elektrische freesinrichting tussen de te lassen werkstukken plaatsen.
P500-630/18-24B Plus: Draairichtingen controleren! Af fabriek zijn de machines
rechtsdraaiend aangesloten.
De freesinrichting inschakelen. De schaafschijven moeten in de snijrichting lopen, anders
moet de faseregelaar aan de netstekker met een geschikt werktuig worden omgeschakeld
Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand
tot de machine aan en grijp niet in de roterende messen. De frees alleen in
gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe
voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar
in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld
starten van de machine te voorkomen.
Het drukinstelventiel tegen de richting van de klok in volledig naar buiten draaien.
De stuurknuppel naar links drukken en de freesdruk langzaam verhogen tot de optimale
waarde.
Een te hoge freesdruk kan tot oververhitting en beschadiging van de
freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de
machine neerzetten en de druk verminderen.
Nadat de krul met een dikte van < = 0,2 mm ononderbroken uit de frees komt, de
stuurknuppel naar rechts drukken en de machine terughalen.
Freesinrichting uitschakelen, wachten tot de schijven stilstaan. Freesinrichting uit de
basismachine nemen en in de opbergkast plaatsen.
Werkstukken bij elkaar brengen, druk verminderen door het openen van het drukventiel.
Testen of de lasoppervlakken vlak, parallel en centrifugaal lopen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen
NEDERLANDS64
de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte
en de max. spleet tussen de eindvlakken niet groter dan 0,5 mm zijn. Met een rein werktuig
(bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijderen.
Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de
handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
3.2.3 Lasbewerking
Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en
pijpen moet absoluut een veilige afstand tot de machine worden gehouden.
Nooit in de machine gaan staan!
Tijdens een nieuw samenbrengen van de werkstukuiteinden moet op de manometer van de
hydraulische eenheid de werkstukbewegingsdruk (sleepdruk) worden afgelezen.
Onder werkstukbewegingsdruk (sleepdruk) wordt de laagst mogelijke druk verstaan die
noodzakelijk is om het werkstuk, afhankelijk van lengte en gewicht, axiaal te bewegen. Deze
waarde moet uiterst precies worden bepaald. Hierbij is het noodzakelijk de machine meer-
maals te laten openen en sluiten en het drukafstelventiel zo in te stellen dat de machine net
niet blijft stilstaan. Deze vastgestelde sleepdruk moet bij de aanpas-, doorwarm- en aansluit-
ruk worden bijgerekend.
Het verwarmingselement tussen de beide werkstukken in de basismachine zetten en opletten
of de verwarmingsplaten in de vastzetkerven van de afstandhouder zitten.
De machine sluiten, de vereiste aanpasdruk plus sleepdruk instellen en aanhouden.
Zodra de vereiste lasverbindingshoogte gelijkmatig aan de volledige omtrek van de beide
pijpen is bereikt, de druk aflaten door het ontlastingsventiel langzaam te openen.
De druk zo instellen, dat gegarandeerd is dat de werkstukuiteinden nog gelijkmatig, vrijwel
drukloos tegen het verwarmingselement aanliggen (opwarmen).
Nu het ontlastingsventiel weer sluiten. Hierbij dient men erop te letten dat de uiteinden van
de werkstukken het contact met het verwarmingselement niet verliezen.
Na afloop van de opwarmtijd worden de werkstukken weer uit elkaar bewogen, het
verwarmingselement wordt verwijderd en de werkstukuiteinden worden samengebracht.
De druk moet nu zo lineair mogelijk tot de gepaste samenvoegdruk worden verhoogd en
gedurende de volledige afkoeltijd worden aangehouden.
Regelmatig de druk controleren en zo nodig bijpompen. Bij te groot drukverlies het
hydraulische systeem laten controleren.
Opgelet: Tijdens de eerste 20 tot 100 seconden de stuurknuppel ingeduwd houden
en daarna loslaten (in de middenstand).
Verwarmingselement terugplaatsen in de opbergkast.
Nadat de afkoeltijd is verlopen, de druk volledig wegnemen door het ontlastingsventiel te
openen, de aan elkaar gelaste werkstukken uitklinken en weg.
De basismachine openen en het protocol opstellen. De machine is gereed voor de volgende
lasbewerking.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
3.2.4 Buitenbedrijfstelling
Het verwarmingselement uitschakelen.
Verwarmingselement laten afkoelen resp. zodanig opbergen dat er geen in de
nabijheid aanwezige stoffen in brand kunnen vliegen!
De netstekkers van freesinrichting, verwarmingselement en hydraulisch aggregaat uit de
stopcontacten trekken en de snoeren opwikkelen.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok!
NEDERLANDS 65
De hydraulische slangen loskoppelen en opwikkelen.
Let op! De koppelingen tegen vuil beschermen!
3.3 Algemene vereisten
Daar weers- en omgevingsinvloeden de lasbewerking wezenlijk beïnvloeden, moeten de
betreffende bepalingen in de DVS-richtlijn 2207 deel 1, 11 en 15 worden nageleefd. Buiten het
grondgebied van de Bondsrepubliek Duitsland gelden de betreffende nationale richtlijnen.
(Er moet permanent en zorgvuldig op de laswerkzaamheden worden toegezien!)
3.4 Belangrijke instructies bij de lasparameters
Voor alle vereiste lasparameters, zoals temperatuur, druk en tijd, wordt verwezen naar de DVS-
richtlijn 2207 deel 1, 11 en 15. Buiten het grondgebied van de Bondsrepubliek Duitsland gelden
de betreffende nationale richtlijnen.
Referentie: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Per geval moeten de materiaalspecifieke bewerkingsparameters van de buizenfabrikant
onvoorwaardelijk worden aangehouden!
De in de bijgevoegde lastabellen genoemde lasparameters zijn richtwaarden waarvoor de firma
ROTHENBERGER geen garantie verleent!
De in de lastabellen vermelde waarden voor de aanpas- en samenvoegdruk werden volgens de
volgende formule berekend:
lasoppervlak A [mm²] x lasfactor SF [N/mm²]
druk P [bar] =
cilinderoppervlak Az [cm²] x 10
Lasfactor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(De totale cilinderoppervlakte van de ROWELD P 160/5 B bedraagt 3, 53 cm²)
(De totale cilinderoppervlakte van de ROWELD P 200 B bedraagt 3, 53 cm²)
(De totale cilinderoppervlakte van de ROWELD P 250/8 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 355/12 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 500/18 B en 630/24 B bedraagt 14, 13 cm²)
(De totale cilinderoppervlakte van de ROWELD P 630/24 B Plus bedraagt 22, 38 cm²)
4 Instandhouding en onderhoud
Om de functionaliteit van de machine te behouden moeten de volgende punten in acht worden
genomen:
• De geleidestangen moeten vrij van vuil worden gehouden. Bij beschadigingen aan de
oppervlakken moeten de geleidestangen worden vervangen, daar dit evt. tot een drukverlies
kan leiden.
• Freesinrichting, verwarmingselement en hydraulisch aggregaat mogen uitsluitend worden
gevoed met de op het typeplaatje vermelde spanning.
• Om onberispelijke lasresultaten te behalen, is het noodzakelijk het verwarmingselement
rein te houden. Bij beschadigingen van de oppervlakken moet het verwarmingselement
van een nieuwe laag worden voorzien of vervangen worden. Materiaalresten op de
verwarmingsspiegel tasten de antikleefeigenschappen aan en moeten worden verwijderd met
een niet-vezelend papier en spiritus (alleen bij een koud verwarmingselement!).
• Het oliepeil van het hydraulische aggregaat moet vóór elk gebruik gecontroleerd worden
(het oliepeil moet tussen de min.- en max.-markeringen liggen). Indien nodig moet de
hydraulische olie (HLP – 46, art.-nr.: 53649 ) worden bijgevuld.
• De hydraulische olie (HLP – 46, art.-nr.: 53649 ) moet alle 6 maanden worden ververst.
• Om functiestoornissen te voorkomen, moet het hydraulisch aggregaat regelmatig worden
gecontroleerd op dichtheid, vaste zitting van de schroefverbindingen en onberispelijke
toestand van de elektrische kabels.
NEDERLANDS66
• De hydraulische snelkoppelingen aan het hydraulisch aggregaat en aan het slangenpakket
moeten tegen vervuiling worden beschermd. Bij verontreiniging moeten deze voor het
aansluiten worden gereinigd.
• De freesinrichting is uitgerust met twee dubbelzijdig geslepen messen. Bij een afgenomen
snijvermogen kunnen de messen omgekeerd of door nieuwe vervangen worden.
• Men dient er steeds op te letten dat de te bewerken pijp- of werkstukuiteinden en vooral
de eindvlakken vrij van verontreinigingen zijn, daar anders de levensduur van de messen
beduidend wordt verkort.
Conform DVS 2208 dient men jaarlijks een controle van het lasapparaat te laten
uitvoeren door de fabrikant of een door hem geautoriseerd servicestation. Bij
machines met een meer dan gemiddelde belasting moet de controlecyclus worden
verkort.
4.1 Machine en gereedschaponderhoud
(Onderhoudsvoorschriften Pkt. 4 bekijken!)
Scherpe en schone gereedschappen Leiden tot betere resultaten en zijn veiliger.
Stompe, gebroken en verloren onderdelen direct vervangen. Testen, of het toebehoren veilig met
de machine verbonden is.
Bij onderhoudswerkzaamheden alleen originele reserveonderdelen gebruiken. Reparaties mogen
alleen door Gekwalificeerd personeel uitgevoerd worden.
Bij niet gebruiken, onderhoudswerkzaamheden en voor het wisselen van toebehoren, machine
loskoppelen van het stroomnet.
Voor het opnieuw aansluiten op een stroombron,zich ervan verzekeren dat de machine en
eventueel toebehoren is uitgeschakeld.
Bij gebruik van verlengkabels deze altijd op functionaliteit en veiligheid controleren. Er mogen
alleen kabels voor gebruik buitenshuis gebruikt worden.
Gereedschappen en machines waarvan, behuizingen of handgrepen, speciaal deze uit kunststof,
kapot, gescheurd of gebroken zijn niet gebruiken.
Vuil en vochtigheid in zulke scheuren leiden de elektrische stroom. Dit kan leiden tot een
elektrische schok.
OPMERKING: Verder verwijzen wij naar de ongevallen voorschriften.
5 Toebehoren
Geschikt toebehoren en een bestelformulier vindt u vanaf pagina 147.
6 Afvalverwijdering
Delen van het apparaat zijn recyclebare materialen en kunnen dus opnieuw worden gebruikt.
Hiertoe staan geregistreerde en gecertificeerde recyclebedrijven ter beschikking. Voor de
milieuvriendelijke verwerking van de niet-recyclebare delen (bijv. elektronisch schroot) dient u de
plaatselijk bevoegde afvaldiensten te raadplegen.
Alleen voor de EU-landen:
Werp elektrisch gereedschap niet in het huisvuil! Volgens de Europese richtlijn 2012/19/EG
betreffende uitgediende elektro- en elektronica-apparatuur en haar omzetting in nationaal
recht moet niet meer bruikbaar elektrisch gereedschap afzonderlijk worden verzameld en
milieuvriendelijk voor recycling beschikbaar worden gesteld.
NEDERLANDS 67
Índice Página
1 Indicações sobre a segurança 69
1.1 Utilização adequada 69
1.2 Instruções de segurança específicas 69
2 Dados técnicos, consulte o folheto „dados técnicos“
3 Funcionamento do equipamento 71
3.1 Descrição do equipamento 71
3.1.1 Máquina de base (Imagem A) 71
3.1.2 Unidade hidráulica (Imagem B) 71
3.2 Instruções de serviço 72
3.2.1 Primeiro uso 72
3.2.2 Medidas para preparar a soldadura 73
3.2.3 Soldadura 76
3.2.4 Terminar a utilização 76
3.3 Condições gerais 77
3.4 Informações importantes sobre os parâmetros de soldadura 77
4 Conservação e manutenção 77
4.1 Conservação de máquina e ferramentas 78
5 Acessório 78
6 Eliminação 78
Identificações neste documento:
Perigo!
Este símbolo avisa de danos pessoais.
Atenção!
Este símbolo avisa de danos materiais ou ambientais.
Incentivo para acções
PORTUGUES68
1 Indicações sobre a segurança
1.1 Utilização adequada
Os equipamentos ROWELD P160-630/5-24B Plus Professional dapenas deve ser utilizado para
a produção de ligações soldadas de tubos PE - PP e PVDF, de acordo com os dados técnicos.
1.2 Instruções de segurança específicas
ATENÇÃO! Durante a utilização de ferramentas eléctricas devem ser cumpridas as
seguintes medidas de segurança básicas para protecção contra choque eléctrico, risco de
lesões e de incêndio.
Leia atentamente todas estas instruções antes de utilizar esta ferramenta eléctrica e
guarde as instruções de segurança num local seguro.
Manutenção e colocação em serviço:
1 Limpeza, manutenção e lubrificação regulares. Antes de cada ajuste, reparação ou
manutenção, retire a ficha da tomada.
2 O equipamento deve ser reparado apenas por técnicos qualificados e apenas com
peças de substituição originais. Desse modo é garantido que a segurança do equipamento
se mantém.
Trabalho em segurança:
1 Mantenha a sua área de trabalho organizada. A desorganização da área de trabalho
pode provocar acidentes.
2 Tenha em consideração as influências ambientais. Não exponha ferramentas eléctricas à
chuva. Não utilize ferramentas eléctricas em ambientes húmidos ou molhados. Certifique-se
de que a área de trabalho se encontra bem iluminada. Não utilize ferramentas eléctricas no
caso de existir risco de incêndio ou explosão.
3 Proteja-se contra eventuais choques eléctricos. Evite o contacto físico com peças ligadas
À terra (por ex.: tubos, radiadores, fogões eléctricos, refrigeradores).
4 Mantenha outras pessoas afastadas. Não permita que outras pessoas, especialmente
crianças, toquem na ferramenta eléctrica ou no cabo. Mantenha-se afastado da área de
trabalho.
5 Guarde as ferramentas eléctricas não utilizadas num local seguro. As ferramentas
eléctricas não utilizadas devem ser colocadas num local seco, alto ou fechado, fora do alcance
das crianças.
6 Não sobrecarregue a sua ferramenta eléctrica. Trabalha melhor e com mais segurança
com a potência indicada.
7 Utilize a ferramenta eléctrica correcta. Não utilize máquinas com fraca potência para
trabalhos pesados. Não utilize a ferramenta eléctrica para propósitos para os quais não foi
concebida. Não utilize serras circulares manuais para cortar postes de construção ou toros de
madeira.
8 Use vestuário apropriado. Não use vestuário largo ou acessórios, pois estes podem ficar
presos pelas peças móveis. Durante os trabalhos ao ar livre, recomenda-se o uso de calçado
anti-derrapante. Se tiver cabelo comprido, use uma rede para o cabelo.
9 Utilize equipamento de protecção. Use óculos de protecção. Utilize uma máscara de
respiração quando realizar trabalhos que provoquem poeira.
10 Feche o dispositivo de aspiração de poeira. Caso se encontrem disponíveis ligações para a
aspiração de poeira e sistema de recolha, certifique-se de que estes estão fecjadps e que são
utilizados correctamente.
PORTUGUES 69

11 Não utilize o cabo para fins para os quais não foi concebido. Não utilize o cabo para
remover a ficha da tomada. Proteja o cabo contra calor, óleo e cantos afiados.
12 Proteja a peça de trabalho. Utilize dispositivos de fixação ou um torno de apertar para fixar
a peça de trabalho. Desse modo fica mais segura do que se for apertada manualmente.
13 Evite uma postura anormal. Garanta um estado seguro e mantenha sempre o equilíbrio.
14 Faça a manutenção da ferramenta com a devida precaução. Mantenha a ferramenta de
corte afiada e limpa para poder trabalhar melhor e com mais segurança. Siga as instruções
para lubrificação e substituição da ferramenta. Controle regularmente a ligação de acesso
da ferramenta eléctrica e mande um técnico qualificado substituí-la caso seja danificada.
Verifique regularmente os cabos de extensão e substitua-os caso apresentem danos.
Mantenha as mãos secas, limpas e sem gordura ou óleo.
15 Retire a ficha da tomada. Se a ferramenta eléctrica não for utilizada, antes da manutenção
e aquando da substituição de ferramentas, tais como por exemplo lâminas de serra,
perfuradoras, fresas.
16 Não deixe quaisquer chaves de ferramentas presas. Antes de ligar a ferramenta verifique
se a chave e a ferramenta de ajuste foram removidas.
17 Evite o arranque sem supervisão. Durante a inserção da ficha na tomada certifique-se de
que o interruptor está desligado.
18 Utilize um cabo de extensão para espaços exteriores. Em espaços ao ar livre utilize
apenas cabos de extensão permitidos para esse fim e devidamente identificados.
19 Seja cuidadoso. Esteja atento aquilo que está a fazer. Trabalhe conscientemente. Não utilize
a ferramenta eléctrica se não estiver concentrado.
20 Verifique se a ferramenta eléctrica possui eventuais danos. Antes de continuar a utilizar
a ferramenta eléctrica, os dispositivos de protecção ou as peças ligeiramente danificadas têm
de ser cuidadosamente inspeccionados de modo a garantir que se encontram a funcionar em
perfeitas e correctas condições. Verifique se as peças móveis estão a funcionar correctamente
e se não bloqueiam ou se as peças se encontram danificadas. Todas as peças têm de
ser correctamente montadas e todos os requisitos têm de ser cumpridos para garantir o
funcionamento correcto da ferramenta eléctrica.
Os dispositivos de protecção e as peças danificados têm de ser correctamente reparados ou
substituídos numa oficina certificada, desde que nada seja indicado em contrário no manual
de utilização. Os interruptores danificados têm de ser substituídos numa oficina do cliente.
Não utilize qualquer ferramenta eléctrica na qual os interruptores não liguem ou desliguem.
21 Atenção. A utilização de ferramentas de substituição e acessórios diferentes pode
representar risco de lesão para si.
22 A sua ferramenta eléctrica deve ser reparada por um electricista. Esta ferramenta
eléctrica corresponde às condições de segurança relevantes. As reparações apenas devem
ser realizadas por um electricista, utilizando peças de substituição originais; caso contrário,
podem surgir acidentes para o utilizador.
2 Dados técnicos, consulte o folheto „dados técnicos“
PORTUGUES70
3 Funcionamento do equipamento
3.1 Descrição do equipamento
Os equipamentos ROWELD P160-630/5-24B Plus Professional são máquinas de soldadura
topo a topo por elemento térmico compactas que podem ser transportadas e que foram
concebidas em especial para o uso em estaleiros de obras - e aqui em especial em fossos para
tubos. Evidentemente, as máquinas também podem ser utilizadas na oficina.
Devido à versatilidade das máquinas de soldadura do modelo “ROWELD“, é possível efectuar
seguramente em todos os campos de aplicação conexões por soldadura em tubos de PE - PP e
PVDF com diâmetros externos de 40-630mm/1 1/4-24”, respectivamente:
I. Tubo - Tubo
II. Tubo - tubo curvo
III. Tubo - T
IV. Tubo - final pré-soldadura
As máquinas consistem basicamente de:
máquina de base, redutores de fixação, unidade hidráulica, fresadora, elemento térmico e caixa
de depósito.
No caso da soldadura de finais pré-soldadura, deve ser utilizado o disco de fixação de quatro
sapatas que pode ser comprado como acessório.
ROWELD P160-250/5-8B: Aquando da soldadura de curvas do tubo com um raio estreito do
diâmetro max. da máquina, deve ser utilizado como acessório da parte superior da ferramenta
tensora biselada disponível.
ROWELD P500-630/18-24B Plus: para instalar e retirar a fresadora e o elemento térmico, é
possível utilizar o respectivo dispositivo eléctrico que pode ser comprado como acessório.
3.1.1 Máquina de base (Imagem A)
1 Elementos de fixação móveis 5 Elemento tensor móvel
2 Elemento de fixação de correr 6 Parafusos de fixação inferiores
3 Distanciador com ranhuras de engate 7 Peça de afastamento
Dispositivo de extracção do elemento
4
8 Parafusos de fixação inferiores
de resistência térmica
3.1.2 Unidade hidráulica (Imagem B)
1 Tubuladura de enchimento com óleo e
5 Cabo da rede
vara de medição
2 Ficha acoplamento rápido 6 Manómetro
3 Válvula de ajuste da pressão 7 Alavanca de comando Fim – da esquerda
Direita – aberta
4 Manga acoplamento rápido 8 Válvula de regulação de pressão
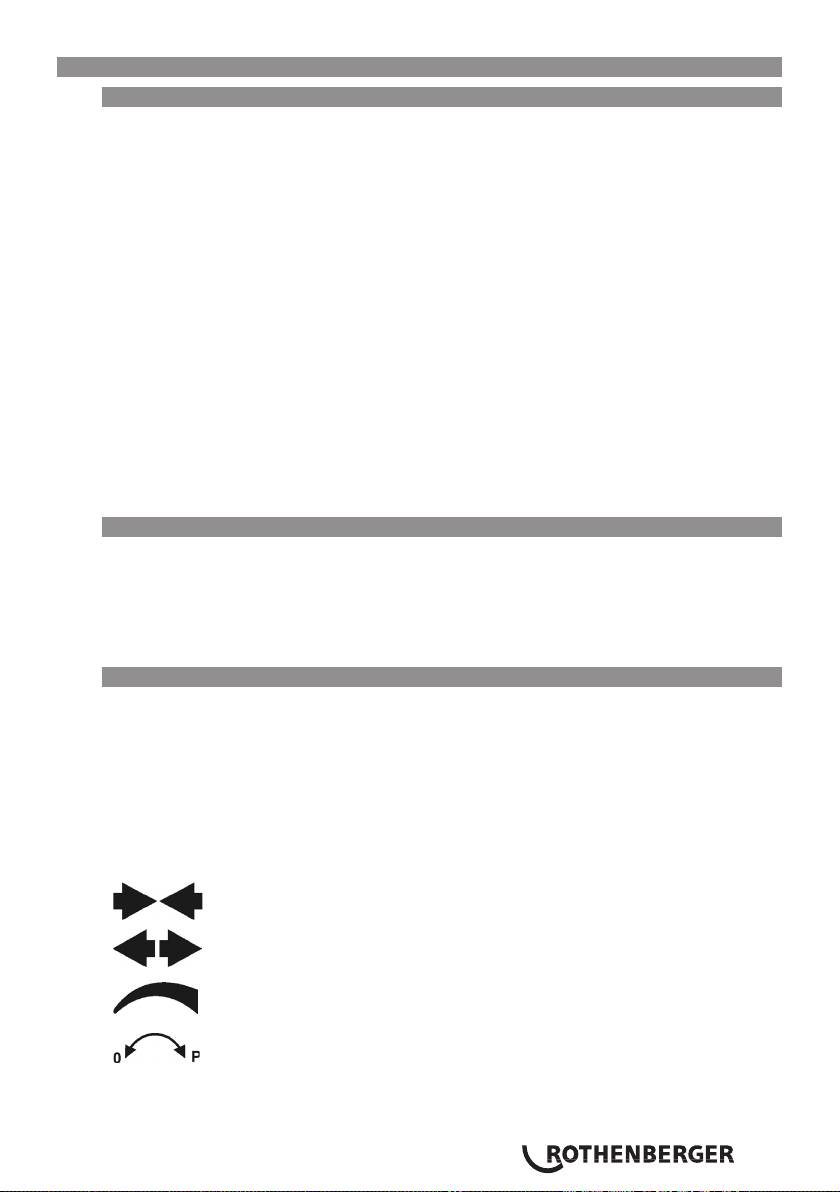
A unidade hidráulica permite utilizar as seguintes funções da máquina de soldadura - cada
operação está marcada com o símbolo indicado:
Para juntar os modentes, mover a alavanca de controlo para o lado esquerdo. A
velocidade do avanço e de formação de pressão dependem do ângulo de rotação.
Para separar os mordentes , mover a lavanca de controlo para o lado direito. A
velocidade do avanço depende do ângulo de rotação.
Válvula de ajuste de pressão para as pressões de fresar, igualar, aquecimento e
união. A pressão seleccionada aparece no manómetro.
Válvula de descarga, mediante rotação à esquerda pode diminuir a pressão. A
velocidade de diminuição de pressão depende da quantidade de voltas. Rotação à
direita – manter a pressão.
PORTUGUES 71
OIL
Tampa da tubuladura de óleo com vara de medição para o óleo
3.2 Instruções de serviço
A máquina de soldadura deve ser operada somente por técnicos qualificados e
instruídos devidamente conforme a directiva alemã DVS 2212 parte 1!
A máquina deve ser utilizada só por operadores formados e autorizados!
3.2.1 Primeiro uso
Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a
máquina de soldadura topo a topo em uso!
Não utilize o elemento de resistência térmica em áreas que apresentem risco de
explosão e não o coloque perto de substâncias facilmente inflamáveis.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Antes de cada colocação em funcionamento, verifique o nível do óleo do
agregado hidráulico. O nível do óleo tem de estar entre a marcação mín. e máx.
na botija de enchimento de óleo com a vareta de detecção, se necessário,
reabasteça com óleo hidráulico HLP 46.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção.
Conectar a máquina de base e a unidade hidráulica através dos dois tubos hidráulicos.
Proteja os acoplamentos de fecho rápido contra a sujidade. Os acoplamentos não
estanques devem ser imediatamente substituídos!
Conectar as fichas de fresadora, unidade hidráulica e elemento térmico à rede eléctrica,
conforme indicado na placa de características.
Na P160-250/5-8B:
O díodo vermelho “Stand by“ está aceso, ou seja: existe tensão. Através do botão de premir
grande (luz verde), ligar o elemento térmico e configurar a temperatura pretendida (160°C
até 285°C) com o botão „+“ ou „-“.
O aquecimento do elemento térmico é indicado através de um díodo amarelo no elemento
térmico. Além disso, surgem barras horizontais na indicação da temperatura. Um pouco antes
de atingir a temperatura configurada (tolerância de +/-3°C), o díodo amarelo apaga e o díodo
verde acende. Após mais 10 minutos, o elemento térmico está pronto a usar. Controlar a
temperatura com um medidor de temperatura.
Ajuste do desvio: Premir simultaneamente os botões „+“ e „-“. De seguida, o elemento
térmico pode ser calibrado com um destes botões e um medidor de temperatura externo.
Se o elemento térmico indicar um valor inferior do que o medidor de temperatura externo,
a diferença tem de ser ajustada com o botão „+“. No caso de valores indicativos contrários,
a diferença tem de ser ajustada com o botão „-“. Se surgir „Er1“, o sistema eletrónico está
anómalo. Com „Er2“, o termómetro resistivo está anómalo ou não está ligado.
Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até
290° e deve ser devolvido logo após o uso na caixa de depósito prevista para este
fim!
Na P355/12B:
Ligar o interruptor principal da caixa de comando, o interruptor emite uma luz verde e a
temperatura real da placa de aquecimento é indicada no visor. Com as teclas – e + ajustar a
temperatura desejada entre 160 e 270°C.
Quando a temperatura ajustada for atingida, o indicador muda de “set” para “actual” e o
PORTUGUES72
indicador “heat” pisca. O elemento de aquecimento fica operacional após mais 10 minutos.
Controlar a temperatura com um medidor de temperatura.
O regulador de temperatura é idealmente ajustado de fábrica, caso a temperatura superficial
real no elemento de aquecimento não corresponda ao valor indicado, é possível realizar
um desvio. Para isso, colocar o interruptor basculante em 0, premir as teclas – e + e ligar o
interruptor basculante, no visor surge “OFF”, “SET” e de seguida o valor de desvio ajustado.
Com as teclas – e + ajustar o desvio respectivamente e guardar premindo as teclas – e + e, de
seguida, é novamente indicado o valor real.
Na P500-630/18-24B Plus:
Ligar o interruptor principal no painel de comando / elemento térmico (o botão acende em
verde). ajustar a temperatura (veja regulador da temperatura).
A indicação no display indica normalmente o valor real da temperatura. Conforme as
instruções alemãs da DVS, o elemento térmico estará preparado para o uso 10 minutos
depois de atingir pela primeira vez a temperatura ajustada. A temperatura deve ser
controlada com um termómetro.
Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até
300° e deve ser devolvido logo após o uso na caixa de depósito prevista para este
fim!
A máquina de soldadura foi equipada com um regulador de temperatura digital do modelo 400.
O regulador de temperatura digital já foi configurado e ajustado de modo ideal na fábrica. Para
ajustar a temperatura é só premer a tecla F até que a mensagem „_SP“ apareça no display.
Agora a temperatura desejada pode ser ajustada com as setas numa faixa de 0-300°C.
Se não apertar outras teclas, a indicação apresenta novamente a temperatura real e o regulador
ajusta automaticamente a temperatura desejada. Enquanto a temperatura real estiver menor do
que a temperatura desejada a seta vermelha pisca (low). Se a temperatura actual estiver mais
alta, a seta vermelha pisca (high). Assim que a temperatura real for igual à temperatura desejada,
acende a linha verde. Se a temperatura real da superfície no elemento térmico não corresponder
ao valor real indicado, é possível efectuar um “Offset“. Para este fim, manter a tecla F
apertada, até que apareça „InP“ no display (cerca de 7 s); soltar a tecla F Depois premer a
tecla F até que apareça „oFS“. Ajustar este valor em seguida. Para finalizar esta alteração,
premer a tecla F até que o valor actual for novamente indicado.
Atenção! Todos os outros parâmetros não devem ser alterados!
Ajustes da fábrica:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Obs:
devido à função „autotuning“, as indicações sob CFG podem diferir destes valores em detalhes. Se
houver maiores divergências, a função „autotuning“ pode ser activada com o elemento térmico frio
(no menu CFG ajustar o valor „S.tu“ em 2; o reset para 0 é efectuado automaticamente).
Para elevar o dispositivo de fresar e o elemento de resistência térmica, utilize o dispositivo de
escavação 53410 ou 53323 ou uma ferramenta apropriada.
PORTUGUES 73
3.2.2 Medidas para preparar a soldadura
No caso de tubos menores do que o diâmetro máximo a ser soldado na máquina, utilizar
os seguintes redutores de fixação estes devem ser montados com os parafusos sextavados
internos que se encontram nos acessórios.
ROWELD P200B: Ø63-140mm: consistindo em 6 redutores semi-redondos com superfície
de fixação larga e 2 redutores semi-redondos com superfície de fixação fina. Ø160-180mm:
consistindo em 8 redutores semi-redondos com superfície de fixação larga.
ROWELD P160-355/5-12B: consistindo em 6 redutores semi-redondos com superfície de
fixação larga e 2 redutores semi-redondos com superfície de fixação fina.
ROWELD P500-630/18-24B Plus: consistindo em 6 redutores semi-redondos com superfície
de fixação larga e 2 redutores semi-redondos com superfície de fixação fina para diâmetros
de até 450mm, e em 8 redutores semi-redondos com superfície de fixação larga a partir de
500mm.
Neste processo, se deve observar que os redutores com a superfície de fixação fina sejam
inseridos sempre nos dois elementos de fixação externos inferiores. Estes apenas serão
inseridos nas ligações de tubos / curvas de tubos no elemento tensor principal esquerdo na
parte inferior e superior.
Inserir os tubos ou as formas de plástico no dispositivo de fixação (no caso de tubos mais
compridos utilizar apoios de rolo) e apertar as porcas de latão nas ferramentas de fixação
superiores. Irregularidades na forma redonda dos tubos podem ser compensadas apertando
ou soltando as porcas de latão.
Na P200B:
Em caso de junções tubo / tubo, a máquina é operada com 4
mordentes de base
(posição de soldadura A).
Em caso de junções tubo / peça de ligação (posição de soldadura
B), é possível remover o 4o mordente de base. Remover, para tal,
primeiro os parafusos (3) e soltar ligeiramente os parafusos (5).
Agora é possível retirar o 4o mordente juntamente com a sua base
estrutural. Desapertar, finalmente, as peças de afastamento (4) e
substituir pelos parafusos (3).
No caso de tubos / ligações de tubos, as peças distanciadoras
devem ser engatadas em ambos os elementos tensores
esquerdos (conforme fornecidos).
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
Os tubos são fixados com os dois elementos tensores.
Tubo / Inserção P160/5B:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas em ambos os elementos
tensores intermédios.
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Tubo / Inserção P250-355/8-12B:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas em ambos os elementos
tensores intermédios e o dispositivo de extracção do
elemento de resistência térmica deve ser colocado nos
elementos tensores esquerdos.
PORTUGUES74
Atenção: As peças distanciadoras não devem ser montadas na diagonal em
circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Durante o processamento de algumas inserções em determinadas posições, por exemplo,
curva na horizontal, cintas de pré-soldadura, é necessário remover o dispositivo de extracção
do elemento de resistência térmica.
Tubo / Inserção P500-630/18-24B Plus:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas no lado contrário e no
elemento tensor intermédio.
Atenção: As peças distanciadoras não devem ser montadas na diagonal em
circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Aproximando as peças, é possível verificar se estão bem fixadas na ferramenta de fixação.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Também deve-se verificar se o elemento térmico atingiu a sua temperatura de serviço.
Por favor, observe!!! De modo a garantir uma distribuição térmica uniforme ao longo de
todo o elemento de resistência térmica, o elemento de resistência térmica deve ser colocado
10 minutos antes após a temperatura nominal ter sido atingida. Verificar a temperatura com
um termómetro e ajustar novamente, se necessário!
Inserir a fresadora eléctrica entre as peças a serem juntadas.
P500-630/18-24B Plus: Controlar os sentidos de rotação! Na fábrica, as maquinas são
conectadas com rotação para a direita
Ligar a fresadora. Os discos de plaina devem girar na direcção de corte, caso contrário,
comutar o comutador de fases na ficha com uma ferramenta adequada
Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura
em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora
só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa
de depósito prevista para este fim. O bom funcionamento do interruptor de
segurança da fresadora deve estar sempre garantido para garantir que a
fresadora não possa ser ligada involuntariamente fora da máquina.
Desaperte totalmente a válvula de ajuste da pressão no sentido anti-horário.
Pressione a alavanca de comando para a esquerda e aumente a pressão de fresar lentamente
até ao valor ideal.
Uma pressão superior da fresa pode causar sobreaquecimento e danos no
acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de
fresar, efectue o arranque da máquina e reduza a pressão.
Após a apara comprida sair da fresa ininterruptamente com uma espessura de < = 0,2mm,
pressione a alavanca de comando para a direita e afaste a máquina.
Desligue o dispositivo de fresar, aguarde até que os discos de aparas se imobilizem. Retire o
dispositivo de fresar da máquina principal e coloque-o nas caixas de ajuste.
Desloque as peças de trabalho conjuntamente, permitindo que a pressão seja reduzida
através da abertura da válvula de descarga da pressão.
PORTUGUES 75
Verifique se as superfícies de soldadura se encontram planas, paralelas e alinhadas
axialmente.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais
das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda
máxima entre as superfícies planas não deve ser maior de 0,5mm. Com uma ferramenta
limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.
Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas
com as mãos e devem estar livres de qualquer sujidade!
3.2.3 Soldadura
Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter
sempre uma distância segura em relação à máquina. Nunca entrar dentro da
máquina!
Enquanto os finais das peças são novamente aproximados, o manómetro da unidade
hidráulica exibe a pressão do movimento das peças (pressão de arraste).
A pressão do movimento das peças (pressão de arraste) é a pressão mínima necessária
para o movimento axial da peça (dependendo de comprimento e peso). Este valor deve ser
determinado de maneira muito exacta; neste processo, é necessário abrir e fechar a máquina
algumas vezes e ajustar a válvula de ajuste da pressão até que a máquina quase pare. Esta
pressão de arraste determinada deve ser somada à pressão de ajuste, equalização e junção.
Inserir o elemento térmico entre as duas peças na máquina de base
e tenha em conta que os
apoios da placa de soldadura assentam nos entalhes do dispositivo de extracção.
Fechar a máquina, ajustar a pressão de ajuste mais a pressão de arraste necessárias e manter
esta pressão.
Quando a altura de reforço necessária tiver sido criada de modo homogéneo no perímetro
completo de ambos os tubos, a pressão deve ser evacuada abrindo lentamente a válvula de
descarga.
Ajustar a pressão de forma a garantir que os finais das peças ainda encostem de maneira
uniforme e sem pressão no elemento térmico (aquecimento).
Agora fechar a válvula de descarga novamente. Cuidar para que os finais das peças não
percam o contacto com o elemento térmico.
Após o final do período de aquecimento, as peças são novamente afastadas do elemento
térmico, o elemento térmico é retirado e os finais das peças são novamente aproximados. A
pressão deve ser aumentada agora em relação linear com a respectiva pressão de junção e
deve ser mantida neste nível durante todo o período de arrefecimento.
Controle regularmente a pressão e, se necessário, volte a bombear. No caso de perda de
pressão excessiva, proceda à verificação do sistema hidráulico.
Atenção: durante os primeiros 20 a 100 segundos manter a alavanca de comando
apertada e depois soltá-la (na posição no meio).
Recoloque o elemento de resistência térmica nas caixas de ajuste.
Após o final de período de arrefecimento, retirar totalmente a pressão abrindo a válvula de
descarga, soltar e retirar as peças juntadas por soldadura.
Abrir a máquina de base, elaborar protocolo. A máquina está preparada para a próxima
soldadura.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.4 Terminar a utilização
Desligar o elemento térmico.
Deixe que o elemento de resistência térmica arrefeça ou assegure que não é
possível a inflamação de quaisquer substâncias contíguas!
PORTUGUES76
Retirar as fichas da rede eléctrica de fresadora, elemento térmico e unidade hidráulica e
enrolar os cabos.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
Desconectar e enrolar tubos hidráulicos.
Atenção! Proteger os acoplamentos contra sujidade!
3.3 Condições gerais
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser
observadas em todos caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora
da Alemanha, valem as respectivas disposições legais nacionais.
(Os trabalhos de soldadura devem ser controlados constantemente e com atenção!)
3.4 Informações importantes sobre os parâmetros de soldadura
Todos os parâmetros de soldadura necessários como temperatura, pressão e tempo encontram-
se nas directivas DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições
legais nacionais.
Contacto: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Em casos individuais, devem ser observados em todo caso os parâmetros específicos do material
que podem ser informados pelo produtor do tubo!
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação
pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!
Os valores indicados nas tabelas de soldadura para a pressão de ajuste e junção foram calculados
em conformidade com a seguinte fórmula:
Superfície de soldadura A [mm²] x Factor de soldadura SF [N/mm²]
Pressão P [bar] =
Superfície de cilindro Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A superfície total de cilindro da ROWELD P 160/5 B é de 3, 53 cm²)
(A superfície total de cilindro da ROWELD P 200 B é de 3, 53 cm²)
(A superfície total de cilindro da ROWELD P 250/8 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 355/12 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 500/18 B e P 630/24 B é de 14, 13 cm²)
(A superfície total de cilindro da ROWELD P 630/24 B Plus é de 22, 38 cm²)
4 Conservação e manutenção
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser
levados em conta:
• As barras de guia devem ser mantidas livres de sujidade. No caso de danos na superfície, as
barras de guia devem ser substituídas sendo que isto pode levar a uma redução da pressão.
• A fresadora, o elemento térmico e a unidade hidráulica podem ser utilizados só com a tensão
eléctrica indicada na placa de características.
• Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico
limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou
substituído. Resíduos de material no espelho térmico reduzem a anti-aderência e devem ser
retirados com um papel sem fibras e álcool etílico (sempre no elemento térmico frio!).
• O nível do óleo do agregado hidráulico deve ser verificado antes de cada colocação em
funcionamento (o nível deve estar entre as marcações “min.” e “max.”). Caso necessário,
encher com óleo hidráulico ( HLP – 46, nº de art.: 53649 ).
PORTUGUES 77
• O óleo hidráulico ( HLP – 46, nº de art.: 53649 ) deve ser trocado a cada 6 meses.
• Para evitar falhas de funcionamento, a estanquidade, a boa fixação das conexões
aparafusadas e o bom estado do cabo eléctrico da unidade hidráulica devem ser
inspeccionados regularmente.
• Os acoplamentos rápidos hidráulicos na unidade hidráulica e no conjunto de tubos devem
ser protegidos contra sujidade. No caso de sujidade, devem ser limpos antes de conectar a
máquina.
• A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem
desafiadas, as facas podem ser viradas ou substituídas por facas novas.
• Os finais das peças ou dos tubos a serem cortados sempre devem estar limpos sendo que isto
influencia a vida útil das facas de modo significativo.
A máquina de soldadura deve ser controlada anualmente de acordo com DVS
2208 pelo produtor ou um serviço por ele autorizado. No caso de máquinas com
condições de uso especialmente pesadas, este intervalo deve ser encurtado.
4.1 Conservação de máquina e ferramentas
(Observar as instruções de manutenção sob o ponto 4!)
Ferramentas limpas e afiadas levam a melhores resultados de trabalho e são mais seguras.
Peças desafiadas, quebradas ou perdidas devem ser imediatamente substituídas. Verifique se os
acessórios estão conectados seguramente à máquina.
Nos trabalhos de manutenção, utilize somente peças de reposição originais. Consertos devem ser
efectuados exclusivamente por técnicos qualificados.
Desligar o equipamento da rede eléctrica quando não for utilizado ou antes de trabalhos de
conservação e manutenção e antes de trocar acessórios.
Antes de conectar o equipamento novamente à rede eléctrica se deve garantir que a máquina e
as ferramentas adicionais estejam desligadas.
Ao utilizar cabos de extensão, se deve verificar se os mesmos funcionam correcta e seguramente.
Utilizar sempre cabos que podem ser utilizados ao ar livre.
Nunca utilizar ferramentas e máquinas cujos invólucros ou punhos, em especial quando são de
plástico, estão rachados ou deformados.
Sujidade e humidade nestas rachaduras transmitem a electricidade. Isto pode causar choques
eléctricos quando houver um dano do isolamento de ferramenta ou máquina.
Observação: Para além disso, fazemos referência às instruções de prevenção de acidentes.
5 Acessório
Informações sobre o acessório adequado e um formulário de encomenda a partir da página 147.
6 Eliminação
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há
empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes não-
recicláveis (p. ex. Sucata electrónica) de modo compatível com o ambiente, por favor, entre em
contacto com a respectiva autoridade de reciclagem local.
Só para países UE:
Não deite ferramentas eléctricas para o lixo doméstico! De acordo com a Directiva
Europeia 2012/19/CE relativa aos resíduos de equipamentos eléctricos e electrónicos e a
sua transposição para Direito nacional é obrigatório recolher separadamente ferramentas
eléctricas fora de uso e conduzi-las à reciclagem.
PORTUGUES78
