Rothenberger ROWELD P160-630B Plus Professional – страница 8
Инструкция к Rothenberger ROWELD P160-630B Plus Professional
3.2 Руководство по эксплуатации
К управлению сварочной машиной допускаются только авторизованные
специалисты с соответствующей квалификацией согласно DVS 2212, часть 1!
Машину разрешается использовать только квалифицированным и
авторизованным операторам!
3.2.1 Ввод в эксплуатацию
Перед вводом в эксплуатацию машины для стыковой сварки необходимо
внимательно прочесть руководство по эксплуатации и правила техники
безопасности
!
Не использовать нагревательный элемент во взрывоопасной среде и не
допускать его контакта с легковоспламеняющимися веществами.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить в
рабочую зону.
Перед каждым вводом в эксплуатацию проверять уровень масла
гидравлического агрегата, уровень должен находиться между мин. и макс.
маркировкой стержневого указателя (20), при необходимости добавить
гидравлическое масло HLP 46.
Гидравлический агрегат перемещать и ставить на землю только горизонтально,
при перекосе масло выходит из вентиляционных заглушек со стержневым
указателем.
Соединить базовую машину и гидравлический агрегат обоими гидравлическими
шлангами.
Защитить быстроразъемные соединения от загрязнений. Немедленно
заменить негерметичные муфты!
Подключить сетевой штекер фрезерного агрегата, гидравлического агрегата и
нагревательного элемента к источнику электропитания в соответствии с данными на
типовой табличке.
Для P160-250/5-8B:
Горит красный светодиод «Stand by» (Резерв), это означает, что напряжение
подается. Включить нагревательный элемент нажатие большой кнопки (горит
зеленым светом) и настроить нужную температуру (от 160 °C до 285 °C) кнопками
«+» и «-».
О разогреве нагревательного элемента сигнализирует желтый светодиод на нем.
Дополнительно на индикаторе температуры отображаются горизонтальные полосы.
Незадолго до достижения заданной температуры (допуск составляет +/-3 °C) желтый
диод погасает, и загорается зеленый. Через 10 минут после этого нагревательный
элемент готов к работе. Температуру необходимо проверить с помощью прибора для
измерения температуры.
Настройка сдвига: одновременно нажать кнопки «+» и «-». Затем с помощью одной
из этих кнопок и внешнего прибора для измерения температуры можно выполнить
калибровку нагревательного элемента.
Если на нагревательном элементе отображается значение меньше, чем на внешнем
приборе для измерения температуры, разницу необходимо скорректировать
нажатием кнопки «+». В противном случае для коррекции разницы используется
кнопка «-». Если появляется индикация «Er1», электронная система повреждена.
Если появляется индикация «Er2», резистивный термометр поврежден или не
подключен.
Опасность ожога! Температура нагревательного элемента может достигать
290 °C, поэтому сразу же после использования его необходимо помещать
назад в специально предназначенный кожух!
PУCCKИЙ
139
Для P355/12B:
Включить главный выключатель блока управления; выключатель горит зеленым
светом, и на дисплее отображается фактическая температура нагревательной
пластины. Кнопками «–» и «+» можно установить нужную температуру в диапазоне
160 – 270 °C.
По достижении заданной температуры индикация меняется с «set» (заданная) на
«actual» (фактическая), и мигает индикация «heat» (нагревание). Нагревательный
элемент готов к эксплуатации через 10 минут после этого. Температуру необходимо
проверить с помощью прибора для измерения температуры.
Температурный регулятор на заводе отрегулирован оптимальным образом.
Однако если фактическая температура поверхности нагревательного элемента
не соответствует отображаемому значению, можно настроить сдвиг. Для этого
необходимо установить перекидной выключатель на 0, нажать кнопки «–» и «+»
и затем установить перекидной выключатель в положение «вкл.». На дисплее
появляется индикация «OFF» (Выкл.), «SET» (Задать) и затем – заданное значение
сдвига. С помощью кнопки «–» и «+» настроить соответствующий сдвиг и сохранить
его значение нажатием этой же кнопки, после этого снова отображается фактическое
значение.
Для P500-630/18-24B Plus:
Включить главный выключатель нагревательного элемента (выключатель горит
зеленым светом). Настроить нужную температуру (см. температурный регулятор).
Индикатор на дисплее показывает, как правило, фактическое значение температуры.
Согласно предписаниям Германского общества по сварке, DVS, нагревательный
элемент готов к эксплуатации через 10 минут после первоначального нагревания до
заданной температуры. Температуру необходимо проверить с помощью прибора для
измерения температуры.
Опасность ожога! Температура нагревательного элемента может достигать
300 °C, поэтому сразу же после использования его необходимо помещать
назад в специально предназначенный кожух!
Сварочный аппарат оснащен цифровым регулятором температуры типа 400.
Цифровой регулятор температуры оптимально сконфигурирован и настроен на заводе-
изготовителе. Чтобы отрегулировать температуру, необходимо нажать кнопку F и
удерживать ее нажатой, пока индикатор не покажет «_SP». После этого можно изменять
заданную температуру в диапазоне 0 – 300 °C с помощью кнопок со стрелками.
Если после этого ни одна кнопка не нажимается, индикатор снова показывает
фактическое значение температуры, и регулятор автоматически задает вновь
выбранную температуру. Пока фактическая температура меньше настроенной заданной
температуры, мигает красная стрелка («low», низкая). Если фактическая температура
превышает заданную, мигает красная стрелка («high», высокая). Если настроенная
заданная температура соответствует фактической, горит зеленая полоса. Если
фактическая температура поверхности нагревательного элемента не соответствует
отображаемому значению, можно настроить «сдвиг». Удерживать кнопку F нажатой,
пока на дисплее не появится индикация «InP» (ок. 7 с); отпустить кнопку F. Затем
нажимать кнопку F до тех пор, пока не появится индикация «oFS». Изменить
значение соответствующим образом. Чтобы завершить процесс изменения, удерживать
кнопку F нажатой до тех пор, пока снова не будет отображаться фактическое
значение.
Внимание! Остальные параметры не подлежат изменению!
140
PУCCKИЙ
Заводская настройка:
Меню „CFG“
Меню „InP“
Меню „Out“
Меню „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Прим: Из-за функции автоматической настройки данные в CFG могут несколько отличаться. При
возникновении более значительных колебаний регулировки, пока нагревательный элемент
холодный, можно активировать функцию автоматической настройки (в меню CFG установить
для пункта «S.tu» значение 2; возврат значения на 0 осуществляется автоматически).
Для подъема фрезерного устройства и нагревательного элемента использовать
подъемное приспособление арт. № 53410 (P500/18B) или 53323 (P630/24B-Plus), или
подходящий инструмент.
3.2.2 Меры для подготовки к сварке
При сварке труб, диаметр которых меньше макс. сварного диаметра машины,
необходимо с помощью винтов со внутренним шестигранником (входят
в ассортимент принадлежностей) смонтировать редукционные вставки
в соответствии с диаметром трубы.
ROWELD P200B: Ø63-140мм: состоящие из 6 полумуфт с широкой и 2 полумуфт
с узкой плоскостью зажима. Ø160-180мм: 8 полумуфт с широкой плоскостью зажима.
ROWELD P160-355/5-12B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой
плоскостью зажима
ROWELD P500-630/18-24B Plus: до диаметра 450 мм состоящие из 6 полумуфт
с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт
с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима
вставляются в оба внешних нижних основных зажимных элемента. Только для
соединения «труба/колено трубы» они вставляются в левый основной зажимный
элемент снизу и сверху.
Вложить обе подлежащие сварке пластиковые трубы или фасонные детали
в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры)
и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы
можно выровнять путем затяжки или ослабления латунных гаек.
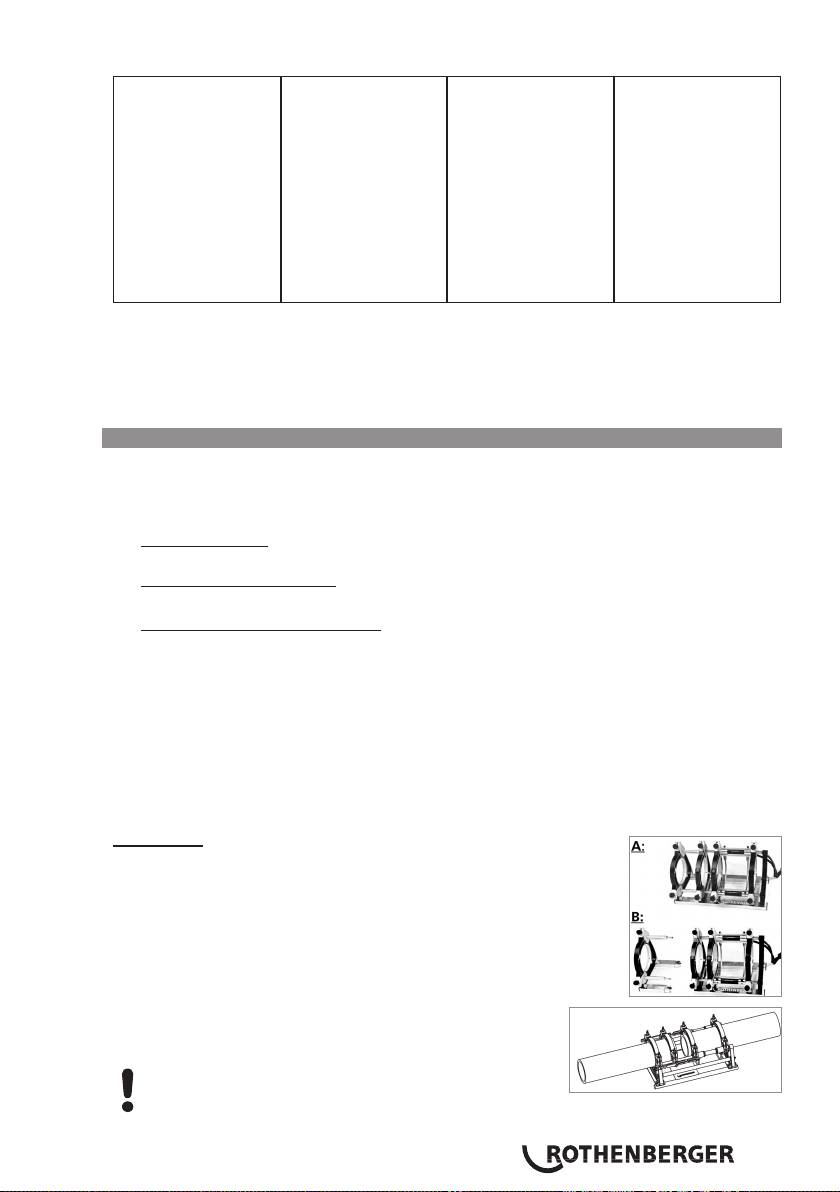
Для P200B:
Для трубы / трубы - соединения машину работает с 4-х
основных челюстей
(положение сварки A).
При соединениях «труба/фитинг» (положение сварки B),
основной челюсти 4 быть удалены. Для этого винты (6)
снимают в первую очередь и болты (8) слегка ослаблены.
Теперь 4 челюсти включая подструктуры вычитаются.
Наконец, Подложка (7) отвинтить и винты (6) заменена.
При соединениях «труба/труба» в оба левых зажимных
элемента необходимо вставить подложки до слышимой
фиксации (условие поставки).
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.
PУCCKИЙ
141
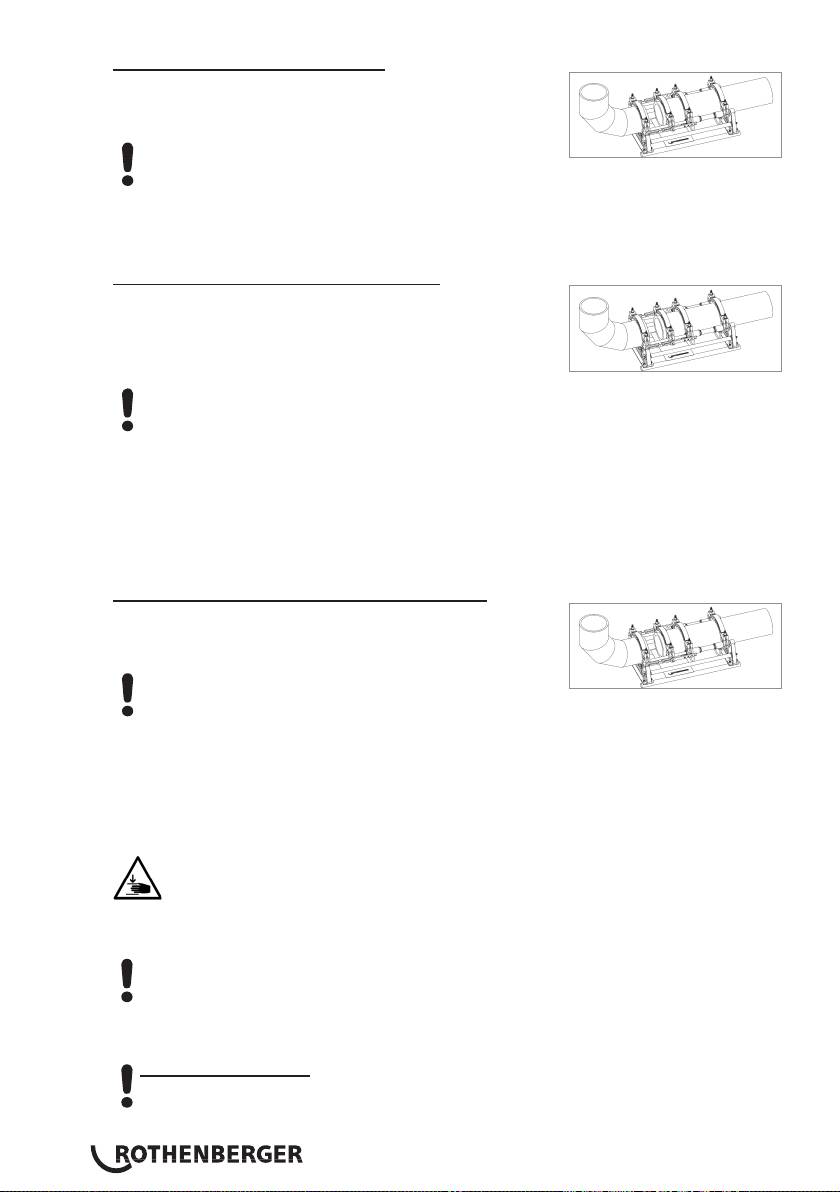
Трубы/фасонные детали P160/5B:
При соединениях «труба/фитинг» в оба центральных
зажимных элемента необходимо вставить распорки до
слышимой фиксации.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии и
сварке.
Трубы/фасонные детали P250-355/8-12B:
При соединениях «труба/фасонная деталь» в оба
средних зажимных элемента необходимо до слышимой
фиксации вставить подложки и вытягивающее
устройство нагревательного элемента подвесить
в левые зажимные элементы.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
При обработке фасонной детали в определенном положении, например,
горизонтальной дуги или привариваемого торца, необходимо удалять вытягивающее
устройство нагревательного элемента.
Трубы/фасонные детали P500-630/18-24B Plus:
При соединении «труба/фасонная деталь» необходимо
вставить подложки в перевернутом виде в средний
зажимный элемент до слышимой фиксации.
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается
только одним. При этом смещаемый зажимный элемент можно переместить на
штанге в соответствии с требованиями к свободному пространству при зажатии
и сварке.
Свести заготовки, чтобы проверить, прочно ли они закреплены в зажимном
инструменте.
Соблюдать безопасное расстояние до машины, не становиться на нее и не
вставлять в нее конечности. Не позволять посторонним лицам входить в
рабочую зону.
Также необходимо проверить, достиг ли нагревательный элемент рабочей
температуры.
Важно помнить!!! Чтобы обеспечить равномерное распределение тепла по всему
нагревательному элементу, его разрешается использовать не ранее чем через
10 минут после достижения заданной температуры. Проверить температуру с
помощью измерительного прибора и при необходимости отрегулировать!
Установить электрическое фрезерного устройство между свариваемыми деталями.
P500-630/18-24B Plus: Проверить направление вращения! В заводских
настройках машины установлены на вращение вправо.
142
PУCCKИЙ
Включить фрезерный агрегат. Резцовые диски должны двигаться в направлении
резания, иначе фазовращатель необходимо переключить при помощи подходящего
инструмента.
Опасность получения травм! Во время работы фрезерного устройства
соблюдать безопасное расстояние до машины и не вставлять конечности во
вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном
состоянии (в рабочем положении), а затем ее необходимо вложить в специально
предназначенный установочный кожух. Предохранительный выключатель на
фрезерном агрегате всегда должен оставаться работоспособным, чтобы
предотвратить случайный запуск агрегата вне машины.
До конца отвинтить клапан регулировки давления против часовой стрелки.
Отжать рычаг управления влево и медленно увеличить давление фрезерования до
оптимального значения.
Слишком высокое давление фрезерования может привести к перегреву и
повреждению привода фрезы. В случае перегрузки или в состоянии покоя
необходимо поднять машину и снизить давление (см. пункт 3.5).
После того как из фрезерного агрегата непрерывно начнет поступать стружка толщиной
около 0,2 мм, отжать рычаг управления вправо, пока детали машины не будут
раздвинуты.
Выключить фрезерный агрегат, подождать остановки дискового скребка. Вынуть
фрезерный агрегат из базового станка и вложить в установочный кожух.
Свести заготовки, стравить давление, открыв разгрузочный клапан.
Убедиться, что свариваемые поверхности являются плоскими, параллельными
и совпадают по осям.
Если это не так, необходимо повторить процесс фрезерования. Осевое смещение
между концами заготовок не должно (согласно DVS) превышать 10 % от толщины
стенки, а зазор между торцевыми поверхностями не должен быть больше 0,5 мм.
Если внутрь трубы попали стружки, удалить их чистым инструментом (например,
кистью).
Важно помнить! К обработанным фрезой, подготовленным к сварке поверхностям
запрещается прикасаться руками, и на них не должно быть никаких загрязнений!
3.2.3 Процесс сварки
Опасность защемления! При сведении зажимных инструментов и труб
необходимо соблюдать безопасное расстояние до машины. Запрещается
стоять внутри машины!
Во время повторного сведения концов заготовок необходимо считать давление
перемещения заготовки (давление вынужденного потока) на манометре
гидравлического агрегата.
Давлением перемещения заготовки (давлением вынужденного потока) называют
минимальное давление, необходимое для перемещения заготовки (в зависимости
от длины и массы) в осевом направлении. Данное значение необходимо определить
очень точно. При этом необходимо несколько раз свести и развести части машины
и выполнять регулировку клапан регулировки давления до тех пор, пока машина
практически не остановится. Данное полученное давление вынужденного потока
необходимо прибавить к давлению компенсации, нагревания и сварки.
Установить нагревательный элемент между деталями в базовой машине и следить,
чтобы опоры нагревательной пластины находились в пазах вытягивающего
устройства.
Свести машину, отрегулировать необходимое давление компенсации с добавлением
давления вынужденного потока и удерживать его.
Как только на концах обеих труб достигнута равномерная высота обода по всей
PУCCKИЙ
143
окружности, сбросить давление, медленно открыв разгрузочный клапан.
Давление необходимо настроить таким образом, чтобы обеспечить равномерное
прилегание концов заготовок к нагревательному элементу почти без давления
(нагревание).
Затем снова закрыть разгрузочный клапан. При этом необходимо следить за тем,
чтобы концы заготовок не теряли контакта с нагревательным элементом.
После окончания времени нагревания развести заготовки, извлечь нагревательный
элемент и свести концы заготовок. Увеличить давление по возможности линейно
до соответствующего давления сварки и поддерживать его на протяжении всего
времени остывания.
Регулярно проверять давление и при необходимости исправить его. При регулярной
потере давления необходимо проверить гидравлическую систему.
Внимание: В течение первых 20 – 100 секунд необходимо удерживать рычаг
управления отжатым и только затем отпустить его (в среднее положение).
Вернуть нагревательный элемент обратно в установочный кожух.
По истечении времени остывания полностью стравить давление, открыв
разгрузочный клапан, затем разжать и вынуть заготовки.
По истечении времени остывания полностью стравить давление, открыв
разгрузочный клапан, затем разжать и вынуть заготовки.
Все параметры сварки содержатся в приложенных таблицах сварки.
3.2.4 Вывод из эксплуатации
Выключить нагревательный элемент.
Дать нагревательному элементу остыть или уложить его на хранение так,
чтобы соприкасающиеся с ним материалы не могли загореться!
Вынуть штекер фрезерного агрегата, нагревательного элемента и гидравлического
агрегата из розеток и смотать кабель.
Гидравлический агрегат перемещать и ставить на землю только
горизонтально, при перекосе масло выходит из вентиляционных заглушек
со стержневым указателем!
Отсоединить и смотать гидравлические шланги.
Внимание! Беречь муфты от грязи!
3.3 Общие требования
Так как атмосферные условия и влияние окружающей среды оказывают решающее
воздействие на сварку, необходимо строго соблюдать соответствующие предписания
1, 11 и 15 частей Директивы DVS 2207. За пределами Германии действуют
соответствующие национальные директивы.
(За сварочными работами необходимо осуществлять непрерывный и тщательный
контроль!)
3.4 Важные указания по параметрам сварки
Необходимые параметры сварки, такие как температура, давление и время,
содержатся в 1, 11 и 15 частях Директивы DVS 2207. За пределами Германии действуют
соответствующие национальные директивы.
Ссылка: DVS Media GmbH, Aachener Str. 172, 40223 Дюссельдорф
А/я 10 19 65, 40010 Дюссельдорф, Te л: +49 (0) 211 / 15 91 – 0
Эл. почта: media@dvs-hg.de Домашняя страница: www.dvs-media.info
144
PУCCKИЙ
В отдельных случаях необходимо строго соблюдать специфические для конкретных
материалов параметры обработки, определенные производителем труб.
Указанные в приложенных таблицах параметры сварки являются ориентировочными
значениями, за которые фирма ROTHENBERGER не несет никакой ответственности!
Указанные в таблицах сварки значения для давления компенсации и стыковки
рассчитаны по следующей формуле:
свариваемая поверхность A [мм²] x коэффициент сварки SF [Н/мм²]
Давление сварки P [бар] =
площадь цилиндра Az [cм²] x 10
Коэффициент сварки (КС): ПЭ = 0,15 Н/мм², ПП = 0,10 Н/мм², ПВДФ = 0,10 Н/мм²
(Общая площадь цилиндров ROWELD P 160/5 B составляет 3, 53 см²)
(Общая площадь цилиндров ROWELD P 200 B составляет 3, 53 см²)
(Общая площадь цилиндров ROWELD P 250/8 B составляет 6, 26 см²)
(Общая площадь цилиндров ROWELD P 355/12 B составляет 6, 26 см²)
(Общая площадь цилиндров ROWELD P 500/18 B + P 630/24 B составляет 14, 13 см²)
(Общая площадь цилиндров ROWELD P 630/24 B Plus составляет 22, 38 см²)
4 Уход и техническое обслуживание
Для поддержания работоспособности машины необходимо соблюдать следующие
пункты:
• Направляющие штанги должны быть чистыми. Если на поверхности направляющих
штанг замечены повреждения, штанги необходимо заменить, в противном случае
возможна потеря давления.
• Фрезерный агрегат, нагревательный элемент и гидравлический агрегат разрешается
эксплуатировать только с напряжением, указанным на типовой табличке.
• Для сохранения безупречности результатов сварки важно, чтобы нагревательный
элемент был чистым. Если на поверхности нагревательного элемента
констатированы повреждения, необходимо обновить покрытие элемента или
заменить элемент. Остатки материала на нагревательном зеркале снижают его
антиадгезионную способность, поэтому их необходимо удалять (только с холодного
нагревательного элемента!) не оставляющей ворс бумагой и спиртом.
• Уровень масла в гидравлическом агрегате необходимо проверять перед каждым
вводом в эксплуатацию (уровень масла должен находиться между минимальной и
максимальной отметками). При необходимости долить гидравлическое масло (HLP –
46, № арт.: 53649).
• Заменять гидравлическое масло (HLP – 46, арт. №.: 53649) каждые 6 месяцев.
• Во
избежание функциональный неисправностей гидравлического агрегата
необходимо регулярно проверять его герметичность, плотность затяжки резьбовых
соединений, а также состояние электрокабеля.
• Необходимо защитить от попадания загрязнений быстроразъемную муфту
на гидравлическом агрегате и на шланговом пакете. Если на них обнаружены
загрязнения, то перед подключением их необходимо очистить.
• Фрезерный агрегат оснащен двумя обоюдоострыми ножами. Если снижается
производительность резки, нож можно повернуть или заменить новым.
• Всегда необходимо следить за тем, чтобы концы обрабатываемых труб или
заготовок, в особенности торцевые поверхности, были чистыми, так как в противном
случае снижается ресурс ножей.
Согласно DVS 2208 ежегодно сварочную машину необходимо передавать
для проверки производителю или в авторизованную производителем
сервисную мастерскую. Для машин, которые эксплуатируются с нагрузкой
выше среднего, интервал проверок необходимо сократить.
PУCCKИЙ
145

4.1 Уход за машиной и инструментами
(Соблюдать п. 4 предписаний по техническому обслуживанию!)
Острые и чистые инструменты дают более высокие результаты обработки и являются
более надежными.
Необходимо немедленно заменять тупые, поломанные или потерянные детали.
Убедиться, что принадлежности прочно соединены с машиной.
Во время работ по техническому обслуживанию разрешается использовать только
оригинальные запасные детали. Ремонт разрешается выполнять только персоналу с
соответствующей профессиональной квалификацией.
Если машина не используется, или во время проведения работ по уходу за машиной
или ее техническому обслуживанию, а также перед заменой принадлежностей
необходимо отключать машину от сети электропитания.
Перед повторным подключением к сети электропитания необходимо убедиться, что
машина и инструмент-принадлежность выключены.
Если используется удлинительный кабель, необходимо проверить его безопасность
и работоспособность. Разрешается использовать только кабель, допущенный для
использования вне помещений.
Инструменты и машины не следует использовать, если на корпусе или рукоятках, в
особенности пластиковых, есть трещины или следы деформации.
Грязь и влага, попадающие в такие трещины, проводят электрический ток. В результате
можно получить удар электрическим током, если на инструменте или машине
повреждена изоляция.
Примечание: кроме того, мы ссылаемся на инструкции по предотвращению несчастных
случаев.
5 Принадлежности
Необходимые принадлежности и форму заказа см. на странице 147.
6 Утилизация
Части прибора являются вторичным сырьем и могут быть отправлены на
повторную переработку. Для этого в Вашем распоряжении имеются допущенные и
сертифицированные утилизационные предприятия. Для экологичной утилизации
частей, которые не могут быть переработаны (например, электронные части)
проконсультируйтесь, пожалуйста, в Вашем компетентном ведомстве по утилизации
отходов.
Только для стран ЕС:
Не выбрасывайте электроинструменты в бытовой мусор! Согласно Европейской
Директиве 2012/19/EG об использовании старых электроприборов и электронного
оборудования и ее реализации в национальном праве ставшие непригодными к
использованию электроинструменты надлежит собирать отдельно и подвергать
экологичному повторному использованию.
146
PУCCKИЙ

OPTIONAL
53055 DA 315mm 300kg
53056 DA 500mm 500kg
53058 DA 1200mm 1000kg
53057 DA 710mm 1000kg
70272 SW 13x17
55488 ROWELD P160B
www.rothenberger.com
70274 SW 19x22
55486 ROWELD P250B
70276 SW 24x27
55299 ROWELD P160B
53510 ROWELD P500B
55166 ROWELD P250B
53323 ROWELD P630B
55236 ROWELD P500B
53321 ROWELD P630B/Plus
Zubehör und Ersatzteile / Accessories and spare parts
Bestellen Sie Ihre Zubehör- und Ersatzteile bei Ihrem Fachhändler / Order your accessories and spare parts
from your specialist retailer
oder bei unserer Hotline Service After Sales / or from our Service After Sales hotline
Tel. : +49 6195 / 800-8200
Fax : +49 6195 / 800-7491
email: service@rothenberger.com
www.rothenberger.com
147
NOTes
148
CE-KONFORMITÄTSERKLÄRUNG
CE-KONFORMITETSERKLÆRING
Wir erklären in alleiniger Verantwortung, dass
Vi erklærer som eneansvarlig, at dette produkt
dieses Produkt mit den angegebenen Normen und
er i overensstemmelse med anførte standarder,
Richtlinien übereinstimmt.
retningslinjer og direktiver.
EC-DECLARATION OF CONFORMITY
DEKLARACJA ZGODNOÚCI CE
We declare on our sole accountability that this
Oúwiadczamy z peùnà odpowiedzialnoúcià, ýe
product conforms to the standards and guidelines
produkt ten odpowiada wymaganiom astæpujàcych
stated.
norm i dokumentów normatywnych.
DECLARATION CE DE CONFORMITÉ
CE-FÖRSÄKRAN
Nous déclarons sous notre propre responsabilité
Vi försäkrar på eget ansvar att denna produkt
que ce produit est conforme aux normes et
uppfyller de angivna normerna och riktlinjerna.
directives indiquées.
CE-PROHLÁŠENÍ O SHODÌ
DECLARACION DE CONFORMIDAD CE
Se vší zodpovìdností prohlašujeme, že tento výrobek
Declaramos, bajo nuestra responsabilidad
odpovídá následujícím normám a normativním
exclusiva, que este producto cumple con las
dokumentùm.
normas y directivas mencionadas.
CE-AZONOSSÁGI NYILATKOZAT
DICHARAZIONE DI CONFORMITÀ CE
Teljes felelősségünk tudatában kijelentjük, hogy jelen
Dichiariamo su nostra unica responsabilità, che
termék megfelel a következő szabványoknak vagy
questo prodotto è conforme alle norme ed alle
szabványossági dokumentumoknak.
direttive indicate.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ
СТАНДАРТАМ EС. Мы заявляем что этот
EC-KONFORMITEITSVERKLARING
продукт соответствует следующим стандартам.
Wij verklaren in eigen verantwoordelijkheid dat
dit product overeenstemt met de van toepassing
zijnde normen en richtlijnen.
DECLARAÇÃO DE CONFORMIDADE CE
Declaramos, sob responsabilidade exclusiva, que o
presente produto está conforme com as Normas e
Directivas indicadas.
2004/108/EG, 2006/42/EG, 2011/65/EU,
EN 61029-1, EN 60335-2-45, EN 55014-1,
EN 55014-2, EN 61000-3-2, EN 61000-3-3,
EN ISO 4413
ppa. Arnd Greding Kelkheim, 30.09.2013
Head of R&D
Technical file at:
ROTHENBERGER Werkzeuge GmbH
Spessartstraße 2-4, D-65779 Kelkheim/Germany
149
ROTHENBERGER Worldwide
Australia
ROTHENBERGER Australia Pty. Ltd.
Italy
ROTHENBERGER Italiana s.r.l.
Unit 6 • 13 Hoyle Avenue • Castle Hill • N.S.W. 2154
Via G. Reiss Romoli 17-19 • I-20019 Settimo Milanese
Tel. + 61 2 / 98 99 75 77 • Fax + 61 2 / 98 99 76 77
Tel. + 39 02 / 33 50 601 • Fax + 39 02 / 33 50 0151
rothenberger@rothenberger.com.au
info@rothenberger.it • www.rothenberger.it
www.rothenberger.com.au
Netherlands
ROTHENBERGER Nederland bv
Postbus 45 • NL-5120 AA Rijen
Austria
ROTHENBERGER Werkzeuge- und Maschinen
Tel. + 31 1 61 / 29 35 79 • Fax + 31 1 61 / 29 39 08
Handelsgesellschaft m.b.H.
info@rothenberger.nl • www.rothenberger.nl
Gewerbeparkstraße 9 • A-5081 Anif
Tel. + 43 62 46 / 7 20 91-45 • Fax + 43 62 46 / 7 20 91-15
Poland
ROTHENBERGER Polska Sp.z.o.o.
ofce@rothenberger.at • www.rothenberger.at
Ul. Annopol 4A • Budynek C • PL-03-236 Warszawa
Tel. + 48 22 / 2 13 59 00 • Fax + 48 22 / 2 13 59 01
Belgium
ROTHENBERGER Benelux bvba
biuro@rothenberger.pl • www.rothenberger.pl
Antwerpsesteenweg 59 • B-2630 Aartselaar
Tel. + 32 3 / 8 77 22 77 • Fax + 32 3 / 8 77 03 94
Russia
ROTHENBERGER Russia
Avtosavodskaya str. 25
info@rothenberger.be • www.rothenberger.be
115280 Moscow, Russia
Tel. + 7 495 / 792 59 44 • Fax + 7 495 / 792 59 46
Brazil
ROTHENBERGER do Brasil LTDA
info@rothenberger.rz • www.rothenberger.ru
Av. Fagundes de Oliveira, 538 - Galpão A4
09950-300 - Diadema / SP - Brazil
South Africa
ROTHENBERGER-TOOLS SA (PTY) Ltd.
Tel. + 55 11 / 40 44- 4748 • Fax + 55 11 / 40 44- 5051
P.O. Box 4360 • Edenvale 1610
spacente@rothenberger.com.br • www.rothenberger.com.br
165 Vanderbijl Street, Meadowdale Germiston
Gauteng (Johannesburg), South Africa
Bulgaria
ROTHENBERGER Bulgaria GmbH
Tel. + 27 11 / 3 72 96 31 • Fax + 27 11 / 3 72 96 32
Boul. Sitnjakovo 79 • BG-1111 Soa
info@rothenberger.co.za • www.rothenberger.co.za
Tel. + 35 9 / 2 9 46 14 59 • Fax + 35 9 / 2 9 46 12 05
Spain
ROTHENBERGER S.A.
info@rothenberger.bg • www.rothenberger.bg
Ctra. Durango-Elorrio, Km 2 • E-48220 Abadiano (Vizcaya)
(P.O. Box) 117 • E-48200 Durango (Vizcaya)
China
ROTHENBERGER Pipe Tool (Shanghai) Co., Ltd.
Tel. + 34 94 / 6 21 01 00 • Fax + 34 94 / 6 21 01 31
D-4, No.195 Qianpu Road,East New Area of Songjiang
export@rothenberger.es • www.rothenberger.es
Industrial Zone, Shanghai 201611, China
Sweden
Tel. + 86 21 / 67 60 20 61 • + 86 21 / 67 60 20 67
ROTHENBERGER Sweden AB
Fax + 86 21 / 67 60 20 63 • ofce@rothenberger.cn
Hemvärnsgatan 22 • S- 171 54 Solna, Sverige
Tel. + 46 8 / 54 60 23 00 • Fax + 46 8 / 54 60 23 01
Czech
ROTHENBERGER CZ
roswe@rothenberger.se • www.rothenberger.se
Republic
Prumyslova 1306/7 • 102 00 Praha 10
Tel. +420 271 730 183 • Fax +420 267 310 187
Switzerland
ROTHENBERGER (Schweiz) AG
Herostr. 9 • CH-8048 Zürich
prodej@rothenberger.cz • www.rothenberger.cz
Tel. + 41 (0)44 435 30 30 • Fax + 41 (0)44 401 06 08
info@rothenberger-werkzeuge.ch
Denmark
ROTHENBERGER Scandinavia A/S
Smedevænget 8 • DK-9560 Hadsund
Turkey
ROTHENBERGER Tes. Alet ve Mak. San. Tic. Ltd. Sti
Tel. + 45 98 / 15 75 66 • Fax + 45 98 / 15 68 23
Poyraz Sok. No: 20/3 - Detay Is Merkezi
roscan@rothenberger.dk
TR-34722 Kadiköy-Istanbul
Tel. + 90 / 216 449 24 85 • Fax + 90 / 216 449 24 87
France
ROTHENBERGER France S.A.
rothenberger@rothenberger.com.tr
24, rue des Drapiers, BP 45033 • F-57071 Metz Cedex 3
www.rothenberger.tr
Tel. + 33 3 / 87 74 92 92 • Fax + 33 3 / 87 74 94 03
info-fr@rothenberger.com • www.rothenberger.fr
UAE
ROTHENBERGER Middle East FZCO
PO Box 261190 • Jebel Ali Free Zone
Dubai, United Arab Emirates
Germany
ROTHENBERGER Deutschland GmbH
Tel. + 971 / 48 83 97 77 • Fax + 971 / 48 83 97 57
Industriestraße 7 • D-65779 Kelkheim/Germany
office@rothenberger.ae
Tel. + 49 61 95 / 800 81 00 • Fax + 49 61 95 / 800 37 39
verkauf-deutschland@rothenberger.com
ROTHENBERGER EQUIPMENT TRADING & SERVICES LLC
www.rothenberger.com
PO Box 91208 • Mussafah Industrial Area
Abu Dhabi, United Arab Emirates
ROTHENBERGER Werkzeuge Produktion GmbH
Tel. + 971 / 25 50 01 54 • + 971 / 25 50 01 53
Lilienthalstraße 71- 87 • D-37235 Hessisch-Lichtenau
uaesales@rothenberger.ae
Tel. + 49 56 02 / 93 94-0 • Fax + 49 56 02 / 93 94 36
UK
ROTHENBERGER UK Limited
2, Kingsthorne Park, Henson Way,
Greece
ROTHENBERGER Hellas S.A.
Kettering • GB-Northants NN16 8PX
Agias Kyriakis 45 • 17564 Paleo Faliro • Greece
Tel. + 44 15 36 / 31 03 00 • Fax + 44 15 36 / 31 06 00
Tel. + 30 210 94 02 049 • +30 210 94 07 302 / 3
info@rothenberger.co.uk
Fax + 30 210 / 94 07 322
ro-he@otenet.gr • www.rothenberger.com
USA
ROTHENBERGER USA LLC
7130 Clinton Road • Loves Park, IL 61111, USA
Hungary
ROTHENBERGER Hungary Kft.
Tel. +1 / 80 05 45 76 98 • Fax + 1 / 81 56 33 08 79
Gubacsi út 26 • H-1097 Budapest
pipetools@rothenberger-usa.com
Tel. + 36 1 / 3 47- 50 40 • Fax + 36 1 / 3 47 - 50 59
www.rothenberger-usa.com
info@rothenberger.hu • www.rothenberger.hu
India
ROTHENBERGER India Pvt. Ltd.
Plot No 17, Sector - 37, Pace city-I
Gurgaon, Haryana - 122 001, India
Tel. 91124- 4618900 • Fax 91124- 4019471
ROTHENBERGER Werkzeuge GmbH
contactus@rothenbergerindia.com
www.rothenberger.com
Industriestraße 7
D- 65779 Kelkheim / Germany
Telefon + 49 (0) 61 95 / 800 - 0
Fax + 49 (0) 6195 / 800 - 3500
info@rothenberger.com
1300001257-i4/F&E
www.rothenberger.com
