Rothenberger ROWELD P250-630 B Plus Premium CNC: инструкция
Раздел: Техника
Тип:
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
ROWELD P250-630/8-24B
Plus Premium CNC SA/VA
ROWELD P250-630/8-24B
Plus Premium CNC SA/VA
Bedienungsanleitung
Instructions for use
Instruction d’utilisation
Instrucciones de uso
Gebruiksaanwijzing
Instruções de serviço
Brugsanvisning
Bruksanvisning
Bruksanvisning
Käyttöohje
Instrukcja obslugi
Kullanim kilavuzu
Kezelési útmutató
Navodilo za uporabo
Návod na obsluhu
Инструкция за експлоатация
Инструкция по использованию
www.rothenberger.com
A Basic Unit
ROWELD P 250 B:
ROWELD P 8 B:
2
1
ROWELD P 500-630 B Plus:
ROWELD P 18-24 B Plus:
2
1
3
4
ROWELD P 355 B:
ROWELD P 12 B
2
1
3
4
3
4
B Hydraulik Unit
20
14 16 18
2122
1 2 3 4
17
5
13
15
19
6
1112
10
9
78
Intro
DEUTSCH - Originalbetriebsanleitung! Seite 2
Bedienungsanleitung bitte lesen und aufbewahren! Nicht wegwerfen!
Bei Schäden durch Bedienungsfehler erlischt die Garantie! Technische Änderungen vorbehalten!
ENGLISH page 29
Please read and retain these directions for use. Do not throw them away! The warranty does not cover
damage caused by incorrect use of the equipment! Subject to technical modifications!
FRANÇAIS page 55
Lire attentivement le mode d’emploi et le ranger à un endroit sûr! Ne pas le jeter ! La garantie est
annulée lors de dommages dûs à une manipulation erronée ! Sous réserve de modifications techniques!
ESPAÑOL página 82
¡Por favor, lea y conserve el manual de instrucciones! ¡No lo tire! ¡En caso de daños por errores de
manejo, la garantía queda sin validez! Modificaciones técnicas reservadas!
NEDERLANDS bladzijde 109
Lees de handleiding zorgvuldig door en bewaar haar goed! Niet weggooien! Bij schade door
bedieningsfouten komt de garantieverlening te vervallen! Technische wijzigingen voorbehouden!
PORTUGUES pagina 135
Queiram ler e guardar o manual de instruções! Não deitar fora! Em caso de avarias por utilização
incorrecta, extingue-se a garantia! Reservado o direito de alterações técnicas!
DANSK side 161
Læs betjeningsvejledningen, og gem den til senere brug! Smid den ikke ud! Skader, som måtte opstå som
følge af betjeningsfejl, medfører, at garantien mister sin gyldighed! Ret til tekniske ændringer forbeholdes!
SVENSKA sida 187
Läs igenom bruksanvisningen och förvara den väl! Kasta inte bort den! Garantin upphör om apparaten
har använts eller betjänats på ett felaktigt sätt! Med reservation för tekniska ändringar!
NORSK side 213
Les bruksanvisningen og oppbevar den vel! Ikke kast den! Oppstår skader på grunn av betjeningsfeil
opphører garantiens gyldighet! Tekniske forandringer forbeholdes!
SUOMI sivulta 239
Lue ja säilytä tämä käyttöohje! Älä heitä pois!
Takuu ei kata käyttövirheistä aiheutuvia vahinkoja! Oikeudet teknisiin muutoksiin pidätetään!
POLSKI strony 265
Instrukcjê obslugi prosze przeczytac i przechowac! Nie wyrzucac!
Przy uszkodzeniach wynikajacych z blêdów obslugi wygasa gwarancja! Zmiany techniczne zastrzezone!
TÜRKÇE sayfa 292
Kullanim açiklamalarini lütfen dikkatlice okuyunuz ve bir yerde muhafaza ediniz! Çöpe atmayiniz!
Kullaniminda yapilan hatalar, garantinin silinmesine neden olur! Teknik deðiþiklikler yapma hakkimiz saklidir!
MAGYAR oldaltól 318
Kérjük, olvassa el és őrizze meg a kezelési utasítást! Ne dobja el!
A helytelen kezelésből származó károsodások esetén megszûnik a jótállás! Mûszaki változtatások fenntartva!
SLOVENŠČINA Stran 345
Preberite navodila za uporabo in jih shranite! Ne odvrzite jih!
Ob poškodbah zaradi napak v uporabi preneha veljati garancija! Pridržujemo si pravico do tehničnih sprememb!
SLOVENSKÝ Strana 371
Prečítajte si prosím návod na obsluhu a uschovajte ho! Návod nezahadzujte!
Pri poškodeniach v dôsledku chýb pri obsluhe zaniká záruka! Technické zmeny vyhradené!
БЪЛГАРСКИ Страница 397
Прочетете внимателно и запазете инструкцията за експлоатация! Не я захвърляйте или унищожавайте! При настъпили дефекти вследствие на
неправилно обслужване гаранцията отпада! Технически изменения по уреда са изключително в компетенцията на фирмата производител!
PУCCKИЙ Страница 424
Прочтите инструкцию по эксплуатации и сохраняйте её для дальнейшего использования! B случае поломки инструмента
из-за несоблюдения инструкции клиент теряет право на обслуживание по гарантии! Bозможны технические изменения!
1
1
Inhalt Seite
1 Hinweise zur Sicherheit 3
1.1 Bestimmungsgemäßer Gebrauch 3
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge 3
2 Technische Daten, siehe Heft „technische Daten“
3 Funktion des Gerätes 5
3.1 Gerätebeschreibung 5
3.1.1 Grundmaschine (Abb. A) 5
3.1.2 Hydraulikaggregat (Abb. B) 5
3.2 Bedienungsanleitung 6
3.2.1 Inbetriebnahme 6
3.2.2 Maßnahmen zur Vorbereitung der Schweißung 9
3.2.3 Schweißvorgang 13
3.2.4 Schweißung im Premium Modus 16
3.2.4.1 Schweißvorgang Premium-Modus 19
3.2.5 Außerbetriebnahme 22
3.3 Allgemeine Anforderungen 22
3.4 Wichtige Hinweise zu den Schweißparametern 22
3.5 Parameter einstellen 23
3.6 Datum und Uhrzeit einstellen 24
3.7 Maschinenkonfigurationen anlegen- auswählen 26
3.8 Fehlermeldungen 27
4 Pflege und Wartung 27
4.1 Maschinen - und Werkzeugpflege 28
5 Zubehör 28
6 Entsorgung 28
Kennzeichnungen in diesem Dokument:
Gefahr!
Dieses Zeichen warnt vor Personenschäden.
Achtung!
Dieses Zeichen warnt vor Sach- oder Umweltschäden.
Aufforderung zu Handlungen
DEUTSCH2
1 Hinweise zur Sicherheit
1.1 Bestimmungsgemäßer Gebrauch
Die ROWELD P250-630/8-24B Plus Premium CNC sind nur für das Herstellen von Schweißver-
bindungen von PE, PP und PVDF Rohren, gemäß den technischen Daten, zu verwenden.
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge
ACHTUNG! Beim Gebrauch von Elektrowerkzeugen sind zum Schutz gegen elektrischen
Schlag, Verletzungs- und Brandgefahr folgende grundsätzliche Sicherheitsmaßnahmen zu
beachten.
Lesen Sie alle diese Hinweise, bevor Sie dieses Elektrowerkzeug benutzen, und
bewahren Sie die Sicherheitshinweise gut auf!
Wartung und Instandhaltung:
1 Regelmäßige Reinigung, Wartung und Schmierung. Vor jeglicher Einstellung,
Instandhaltung oder Instandsetzung Netzstecker ziehen.
2 Lassen Sie Ihr Gerät nur von qualifiziertem Fachpersonal und nur mit Original-
Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Gerätes erhalten
bleibt.
Sicheres Arbeiten:
1 Halten Sie Ihren Arbeitsbereich in Ordnung. Unordnung im Arbeitsbereich kann Unfälle
zur Folge haben.
2 Berücksichtigen Sie Umgebungseinflüsse. Setzen Sie Elektrowerkzeuge nicht dem Regen
aus. Benützen Sie Elektrowerkzeuge nicht in feuchter oder nasser Umgebung. Sorgen Sie für
gute Beleuchtung des Arbeitsbereichs. Benutzen Sie Elektrowerkzeuge nicht, wo Brand- oder
Explosionsgefahr besteht.
3 Schützen Sie sich vor elektrischem Schlag. Vermeiden Sie Körperberührung mit geerdeten
Teilen (z.B. Rohren, Radiatoren, Elektroherden, Kühlgeräten).
4 Halten Sie andere Personen fern. Lassen Sie andere Personen, insbesondere Kinder, nicht
an das Elektrowerkzeug oder das Kabel berühren. Halten Sie sie von dem Arbeitsbereich fern.
5 Bewahren Sie unbenutzte Elektrowerkzeuge sicher auf. Unbenutzte Elektrowerkzeuge
sollten an einem trockenen, hochgelegenen oder abgeschlossenen Ort, außerhalb der
Reichweite von Kindern, abgelegt werden.
6 Überlasten Sie ihr Elektrowerkzeug nicht. Sie arbeiten besser und sicherer im
angegebenen Leistungsbereich.
7 Benutzen Sie das richtige Elektrowerkzeug. Verwenden sie keine leistungsschwachen
Maschinen für schwere Arbeiten. Benutzen Sie das Elektrowerkzeug nicht für solche Zwecke,
für die es nicht vorgesehen ist. Benutzen Sie z.B. keine Handkreissäge zum Schneiden von
Baumästen oder Holzscheiten.
8 Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder Schmuck, sie
könnten von beweglichen Teilen erfasst werden. Bei Arbeiten im Freien ist rutschfestes
Schuhwerk empfehlenswert. Tragen Sie bei langen Haaren ein Haarnetz.
9 Benutzen Sie Schutzausrüstung. Tragen Sie eine Schutzbrille. Verwenden Sie bei
stauberzeugenden Arbeiten eine Atemmaske.
10 Schließen Sie die Staubabsaug-Einrichtung an. Falls Anschlüsse zur Staubabsaugung
und Auffangeinrichtung vorhanden sind, überzeugen Sie sich, dass diese angeschlossen und
richtig benutzt werden.
DEUTSCH 3
11 Verwenden Sie das Kabel nicht für Zwecke, für die es nicht bestimmt ist. Benützen
Sie das Kabel nicht, um den Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor
Hitze, Öl und scharfen Kanten.
12 Sichern Sie das Werkstück. Benützen Sie Spannvorrichtungen oder einen Schraubstock, um
das Werkstück festzuhalten. Es ist damit sicherer gehalten als mit Ihrer Hand.
13 Vermeiden Sie abnormale Körperhaltung. Sorgen Sie für sicheren Stand und halten Sie
jederzeit das Gleichgewicht.
14 Pflegen Sie Ihre Werkzeuge mit Sorgfalt. Halten Sie die Schneidwerkzeuge scharf
und sauber, um besser und sicherer arbeiten zu können. Befolgen Sie die Hinweise zur
Schmierung und zum Werkzeugwechsel. Kontrollieren Sie regelmäßig die Anschlussleitung
des Elektrowerkzeugs und lassen Sie diese bei Beschädigung von einem anerkannten
Fachmann erneuern. Kontrollieren Sie die Verlängerungsleitungen regelmäßig und ersetzen
Sie diese, wenn sie beschädigt sind. Halten Sie Handgriffe trocken, sauber und frei von Fett
und Öl.
15 Ziehen Sie den Stecker aus der Steckdose. Bei Nichtgebrauch des Elektrowerkzeugs, vor
der Wartung und beim Wechsel von Werkzeugen wie z. B. Sägeblatt, Bohrer, Fräser.
16 Lassen Sie keine Werkzeugschlüssel stecken. Überprüfen Sie vor dem Einschalten, dass
Schlüssel und Einstellwerkzeug entfernt sind.
17 Vermeiden Sie unbeabsichtigten Anlauf. Vergewissern Sie sich, dass der Schalter beim
Einstecken des Steckers in die Steckdose ausgeschaltet ist.
18 Benutzen Sie Verlängerungskabel für den Außenbereich. Verwenden Sie im Freien nur
dafür zugelassene und entsprechend gekennzeichnete Verlängerungskabel.
19 Seien Sie Aufmerksam. Achten Sie darauf, was Sie tun. Gehen Sie mit Vernunft an die
Arbeit. Benutzen Sie das Elektrowerkzeug nicht, wenn Sie unkonzentriert sind.
20 Überprüfen Sie das Elektrowerkzeug auf eventuelle Beschädigungen. Vor weiterem
Gebrauch des Elektrowerkzeugs müssen Schutzvorrichtungen oder leicht beschädigte Teile
sorgfältig auf ihre einwandfreie und bestimmungsgemäße Funktion untersucht werden.
Überprüfen Sie, ob die beweglichen Teile einwandfrei funktionieren und nicht klemmen oder
ob Teile beschädigt sind. Sämtliche Teile müssen richtig montiert sein und alle Bedingungen
erfüllen, um den einwandfreien Betrieb des Elektrowerkzeugs zu gewährleisten.
Beschädigte Schutzvorrichtungen und Teile müssen bestimmungsgemäß durch eine
anerkannte Fachwerkstatt repariert oder ausgewechselt werden, soweit nichts anderes in der
Gebrauchsanweisung angegeben ist. Beschädigte Schalter müssen bei einer Kundenwerkstatt
ersetzt werden.
Benutzen Sie keine Elektrowerkzeuge, bei denen sich der Schalter nicht ein- und ausschalten
lässt.
21 Achtung. Der Gebrauch anderer Einsatzwerkzeuge und anderen Zubehörs kann
Verletzungsgefahr für Sie bedeuten.
22 Lassen Sie ihr Elektrowerkzeug durch eine Elektrofachkraft reparieren. Dieses
Elektrowerkzeug entspricht den einschlägigen Sicherheitsbestimmungen. Reparaturen dürfen
nur von einer Elektrofachkraft ausgeführt werden, indem Original Ersatzteile verwendet
werden; andernfalls können Unfälle für den Benutzer entstehen.
2 Technische Daten, siehe Heft „technische Daten“
DEUTSCH4
3 Funktion des Gerätes
3.1 Gerätebeschreibung
Die ROWELD P250-630/8-24B Plus Premium CNC sind kompakte, transportable Heizelement
Stumpfschweißmaschinen mit CNC-Modul zur exakten Steuerung, Einhaltung und zum Speichern
der Schweißparametern nach DVS Richtlinie, Protokollübertragung über USB-Anschluß, die speziell
für den Einsatz im Bereich von Baustellen - und hier speziell in Rohrgräben - konzipiert wurden.
Selbstverständlich ist auch ein Einsatz der Maschinen im Werkstattbereich möglich.
Durch die Vielseitigkeit der Schweißmaschinen „Typ ROWELD“ können in allen Einsatzgebieten
die folgenden Schweißverbindungen von PE, PP und PDF Rohren mit Außendurchmessern von 90-
630mm/5-24“ sicher hergestellt werden:
I. Rohr - Rohr
II. Rohr - Rohrbogen
III. Rohr - T - Stück
IV. Rohr - Vorschweißbund
Die Maschinen bestehen im Wesentlichen aus:
Grundmaschine, Reduktionsspanneinsätzen, Hydraulikaggregat mit CNC-Modul, Fräseinrichtung,
Heizelement, Einstellkasten.
Beim Verschweißen von Vorschweißbunden ist die als Zubehör erhältliche Vierbacken - Spannscheibe zu
verwenden.
ROWELD P250/8B: Beim Verschweißen von Rohrbögen mit engem Radius des max. Durchmessers der
Maschine, ist das als Zubehör erhältliche angeschrägte Spannwerkzeug Oberteil zu verwenden.
ROWELD P500-630/18-24B Plus: Zum Ein- und Ausheben von Fräser und Heizelement kann die als
Zubehör erhältliche elektrische Aushebevorrichtung verwendet werden.
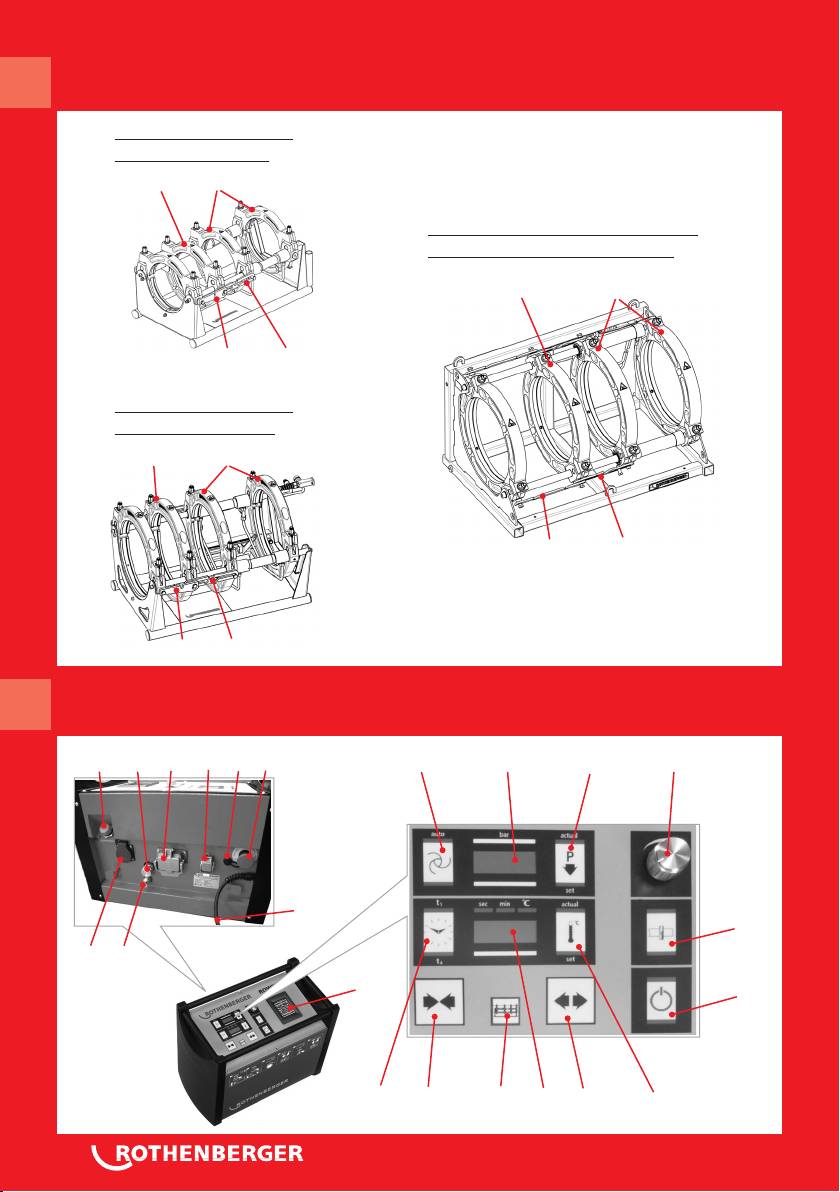
3.1.1 Grundmaschine (Abb. A)
1 Bewegliche Spannelemente 3 Distanzstück mit Arretierungskerben
2 Verschiebbares Spannelement 4 Heizelementabzugsvorrichtung
3.1.2 Hydraulikaggregat (Abb. B)
1 Taste Automatik 12 Taste Timer (Zeit)
2 Anzeige Druck 13 Steckdose Fräseinrichtung
3 Taste Druck ablassen 14 Schnellkupplung Muffe
4 Drehknopf 15 Schnellkupplung Stecker
5 Taste Fräsen 16 Steckvorrichtung Heizelement
6 Taste Ein-Ausschalten 17 Netzstecker
7 Taste Heizung 18 Not-Aus
8 Maschine „Auffahren“ 19 Touch-PC
9 Anzeige Temperatur und Zeit 20 Öleinfüllstutzen mit Peilstab
10 Freigabetaste 21 USB-Anschluss
11 Maschine „Zufahren“ 22 Steckvorrichtung Grundmaschine
Das Hydraulikaggregat ermöglicht die mit den folgenden Symbolen gekennzeichneten
Bedienungen der Schweißmaschine:
Taste Hydraulikaggregat Ein- und Ausschalten
Durch Drücken der Taste „Heizung“ Heizelement einschalten. Gewünsch-
te Temperatur des Heizelements durch Drücken der Taste „Heizung“ und
Drehen des Drehknopfes einstellen, der Wert wird in der Anzeige Tempe-
ratur angezeigt, danach wird wieder der Istwert angezeigt.
DEUTSCH 5
Am Drehknopf den Druck zum Fräsen, Angleichen, Anwärmen und Fü-
gen einstellen, Wert wird in der Anzeige „Druck“ angezeigt. 3 Sekunden
nach dem Einstellen wird der Istwert angezeigt. Durch Drücken des Dreh-
knopfes werden die Serviceparameter gezeigt und eingestellt.
Zum Zusammenfahren der Spannelemente die Freigabetaste und Maschine
„Zufahren“ Drücken.
Taste zum Druck ablassen
Zum Auseinanderfahren der Spannelemente die Freigabetaste und Maschine
„Auffahren“ Drücken.
Die Freigabetaste und Taste Fräsen drücken, um Steckdose Fräseinrichtung einzu-
schalten, Druck wird automatisch auf 10 bar eingestellt und kann mit dem Dreh-
knopf auf maximal 20 erhöht werden. (Im Sonderanwendungsfall z.B Hanglage kann
durch Veränderung des P004 auf maximal 50bar eingestellt werden)
Timer durch einmaliges Drücken der Taste aktivieren. Bei Drücken der
Taste und Drehen des Drehknopfes kann die Zeit t1 in Sekunden einge-
stellt werden. Bei längerem Drücken der Taste wird auf t4 umgeschaltet.
Bei Drücken der Taste und Drehen des Drehknopfes kann die Zeit t4 in
Minuten eingestellt werden. Durch kurzes Drücken der Timertaste, wenn
die Timeranzeige t1 oder t2 leuchtet, wird der Timer manuell gestartet.
Durch Drücken der Taste Automatik wird der eingestellte Druck während des
Anwärmens (Timer t1 aktiv) und Fügevorganges (Timer t4 aktiv) überwacht und
eventuell nachgeregelt.
Freigabetaste für die Bestätigung der Serviceparameter
3.2 Bedienungsanleitung
Die Schweißmaschine darf nur von hierzu berechtigten und angemessen
qualifizierten Fachkräften gemäß DVS 2212 Teil 1 bedient werden!
Die Maschine darf nur von ausgebildeten und autorisierten Bedienern benutzt
werden!
3.2.1 Inbetriebnahme
Bitte lesen Sie die Betriebsanleitung und die Hinweise zur Sicherheit vor der
Inbetriebnahme der Stumpfschweißmaschine aufmerksam durch!
Das Heizelement nicht in explosionsgefährdeter Umgebung verwenden und nicht
mit leicht brennbaren Stoffen in Berührung bringen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Vor jeder Inbetriebnahme Ölstand des Hydraulikaggregats prüfen, der Ölstand
muss zwischen der min. max. Markierung am Öleinfüllstopfen mit Peilstab (20)
liegen, gegebenenfalls Hydrauliköl HLP 46 nachfüllen.
Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei
Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab.
Bei Gefahr Not-Aus Schalter (18) drücken. Vor jeder Inbetriebnahme sicherstellen,
dass der Not-Aus nicht arretiert ist!
DEUTSCH6
Die beiden Hydraulikschläuche der Grundmaschine mittels Schnellkupplung (14,15) am
Hydraulikaggregat verbinden.
Schnellkupplungen vor Verschmutzung schützen. Undichte Kupplungen sind sofort
auszutauschen!
Netzstecker Fräseinrichtung an Steckdose (13) , Stecker Heizelement an Steckvorrichtung (16)
und Stecker Grundmaschine an Steckvorrichtung (22) anschließen.
Netzstecker Hydraulikaggregat (17) an die Stromversorgung, entsprechend auf dem
Typenschild angegeben, anschließen. Wenn der Startbildschirm nicht erscheint, Not-Aus
Schalter entriegeln, es ertönt ein Signalton und in der Anzeige (2) leuchtet ein Punkt.
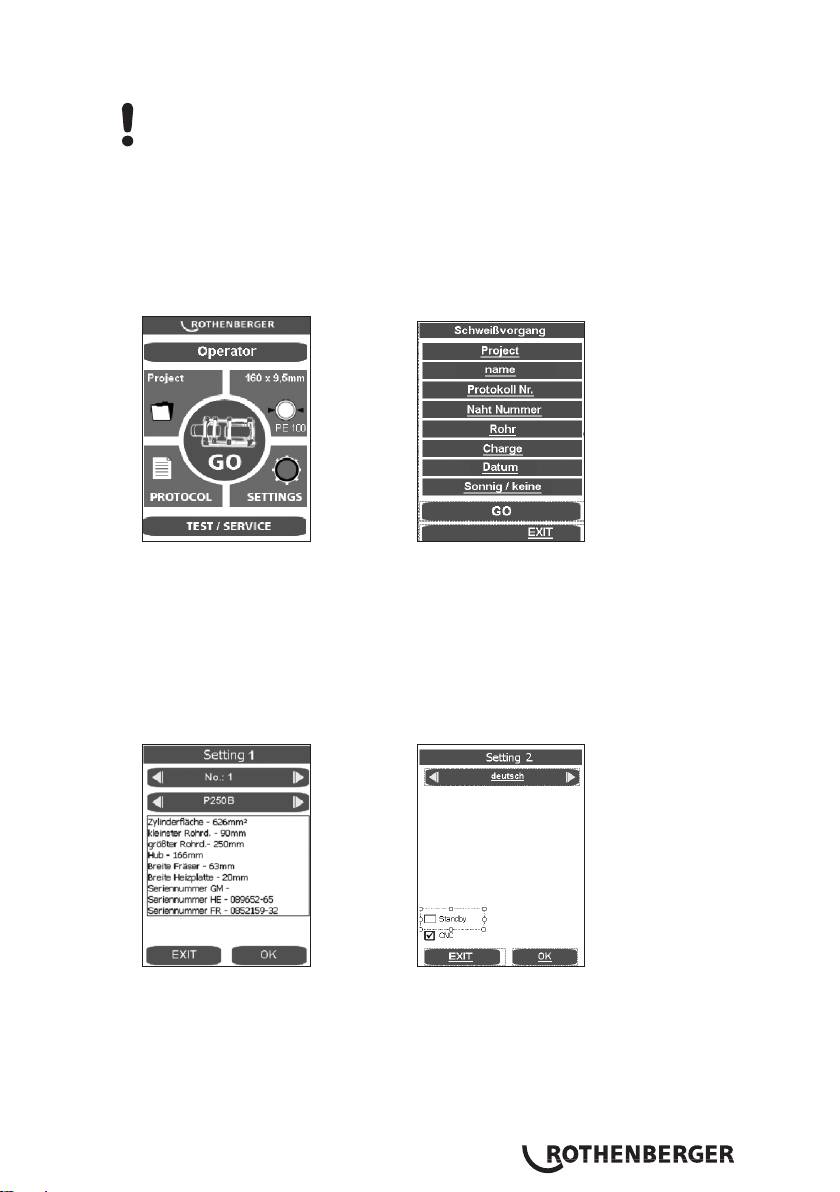
Bei Erstinbetriebnahme Datum und Uhrzeit prüfen. Dazu die Taste GO drücken. (Zum Ändern
siehe Pkt. 3.6) . Zum Schliessen des Menüs EXIT drücken.
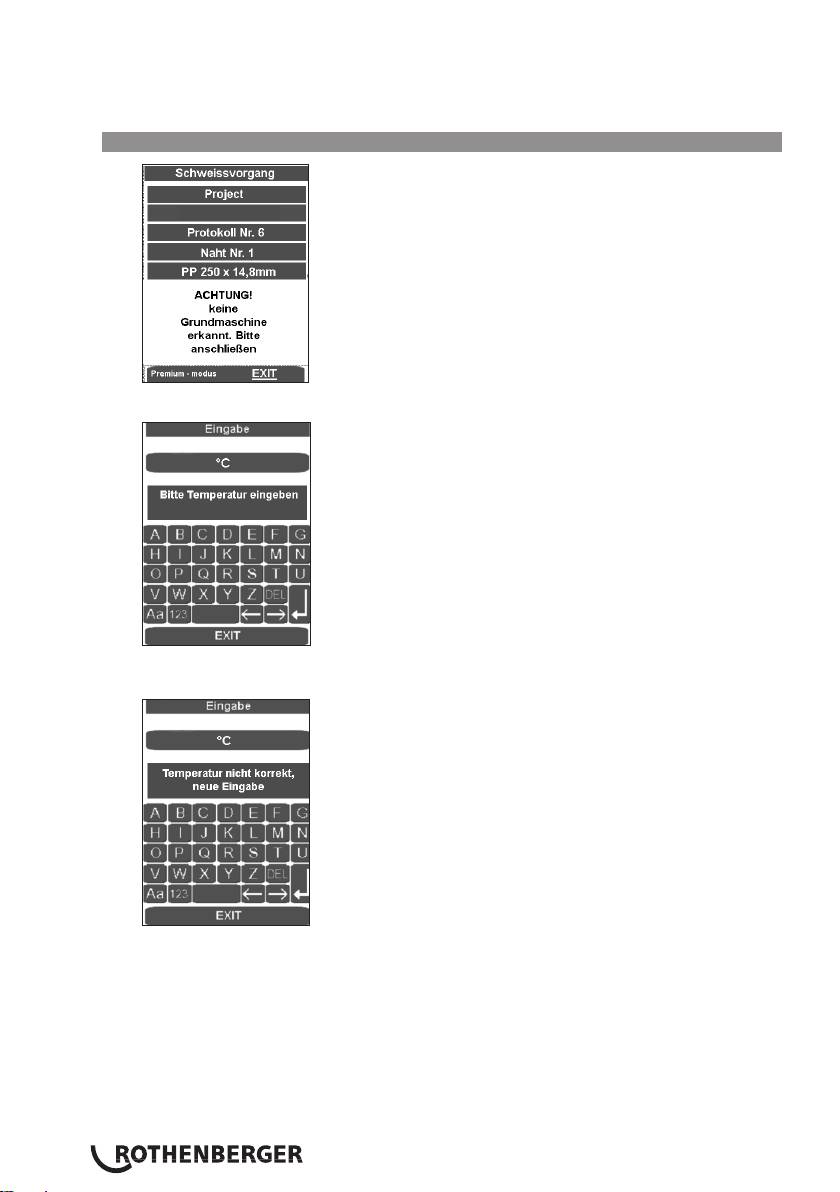
Wenn Taste GO gedrückt wurde und keine Grundmaschine angeschlossen ist erscheint
folgende Meldung:
„Achtung! Keine Grundmaschine erkannt. Bitte anschließen“
Wenn nach dem Anschließen die Fehlermeldung immer noch erscheint, dann ist die
Verbindung defekt, aber es besteht die Möglichkeit im Premiummodus zu schweißen und zu
protokollieren (siehe 3.2.4).
Bei Erstinbetriebnahme Sprache einstellen, Werkseitig ist deutsch eingestellt. Zum Ändern
Settings drücken und mit OK in Setting 2 wechseln.
Mit den Pfeiltasten die gewünschte Sprache auswählen und mit OK bestätigen. Die gewählte
Sprache wird nach dem ersten Schweißprozess gespeichert.
Es ist möglich den Bildschirm in einen Standby Modus zu schalten, der Bildschirmschoner wird
aktiv wenn die Hydraulik mit der Taste (6) ausgeschaltet wird.
Hydraulikaggregat einschalten (Taste (6) drücken).
Nach dem Einschalten heizt sich das Heizelement auf.
DEUTSCH 7
Auf der Anzeige (9) wird die aktuelle Temperatur angezeigt. Die Regelung ist aktiv wenn in
der Anzeige ein Punkt leuchtet. Bei Erreichen der eingestellten Temperatur leuchten beide
LED’s (actual & set) auf. Nach weiteren 10 Minuten ist das Heizelement einsatzbereit. Die
Temperatur mit einem Temperaturmessgerät kontrollieren.
Um die Temperatur des Heizelementes abzugleichen, siehe Pkt. 3.5.
Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 300° C
erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen
Einstellkasten zurückzustellen!
Durch längeres Drücken der Taste (7) kann die Heizung ausgeschaltet werden, der Punkt in
der Anzeige (9) erlischt, erneutes Drücken schaltet die Heizung wieder ein.
Hydraulik ROWELD P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die
Maschinen rechtsdrehend angeklemmt. Grundmaschine mit Hydraulikaggregat auf oder zu
fahren, wenn keine Bewegung erfolgt, den Phasenwender am Netzstecker mit geeignetem
Werkzeug umschalten!
Hinweis: Bei falscher Drehrichtung die Hydraulik nicht einschalten (Zerstörungsgefahr)
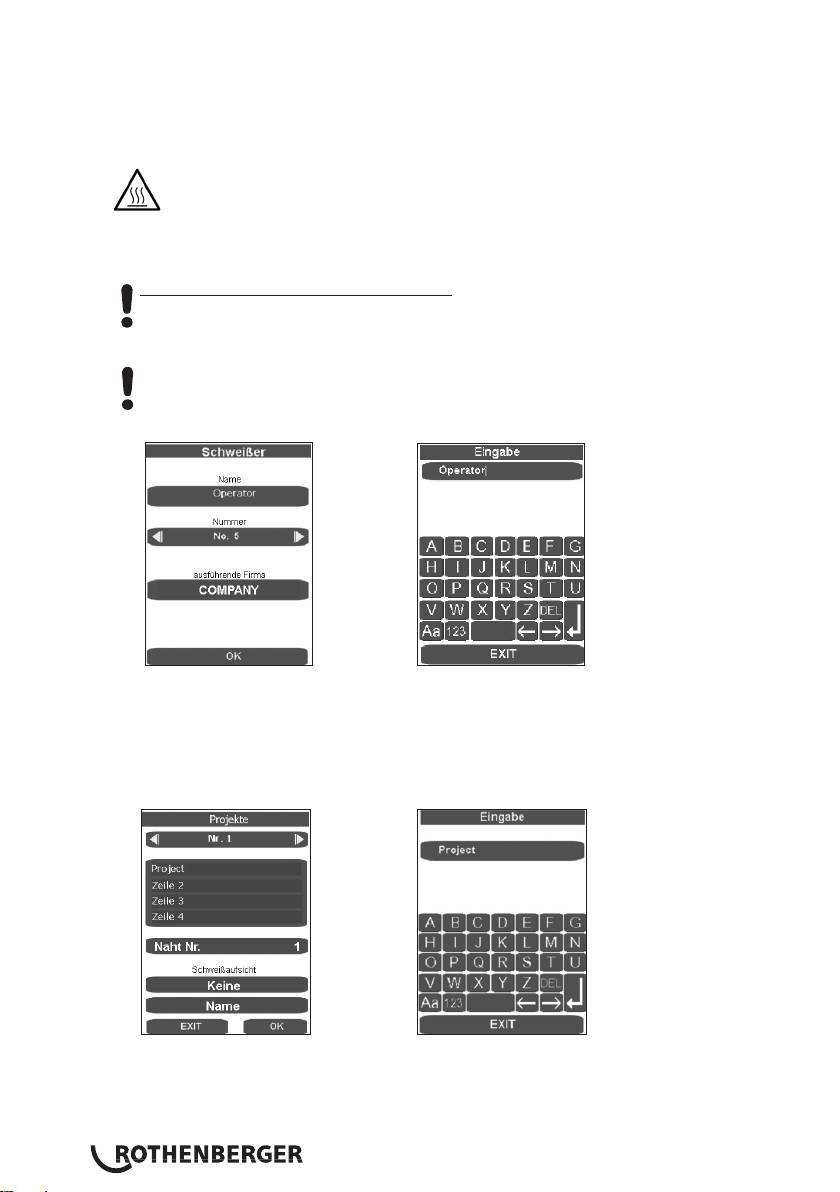
Schweißername „Operator“ eingeben oder auswählen.
Mit den Eingabemasken können gespeicherte Schweißer ausgewählt, neue Schweißernamen
eingegeben oder bestehende mit DEL gelöscht und neu eingegeben werden. Alle
Eingabemasken werden mit der ENTER oder OK-Taste bestätigt und gespeichert, es wird der
nächste Programmschritt aufgerufen. Mit der EXIT Taste wird die Eingabemaske ohne zu
speichern geschlossen.
Projekt anlegen oder auswählen.
Mit den Eingabemasken können gespeicherte Projekte ausgewählt, neue Projektnamen
eingegeben werden. Schliessen und Speichern mit der ENTER-Taste.
Rohr auswählen.
DEUTSCH8
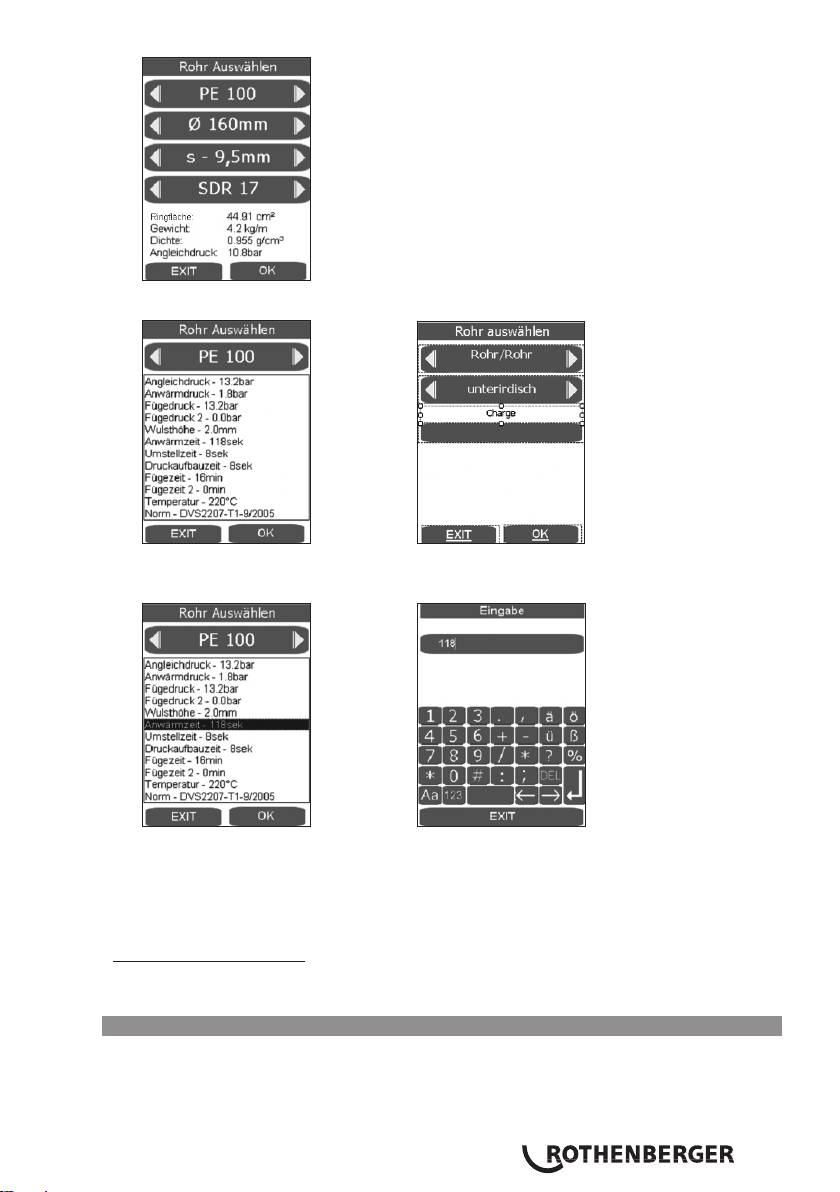
Mit den Pfeiltasten das gewünschte Rohr auswählen und mit OK bestätigen.
In dieser abschließenden Übersicht der Rohrparameter werden die Rohrdaten gemäß DVS-
Richtlinie angezeigt, durch OK wird das Fenster für die Schweißteile und Verlegeart angezeigt.
Es können normabweichende Änderungen, durch Druck auf das entsprechende Anzeigefeld,
vorgenommen und mit ENTER gespeichert werden. Im Punkt Norm ändert sich dann die
Bezeichnung, diese kann später vor Ausdruck des Protokolls am PC im Feld Bemerkung
eingegeben werden. Nachdem die Rohrdaten mit OK bestätigt und gespeichert wurden
erscheint das Hauptmenü.
Bei P500-630/18-24B Plus: Zum Heben von Fräseinrichtung und Heizelement die
Aushebevorrichtung Art.-Nr. 53410 (P500/18B) bzw. 53323 (P630/24B-Plus) oder geeignetes
Werkzeug benutzen.
3.2.2 Maßnahmen zur Vorbereitung der Schweißung
Bei Rohren die kleiner sind als der max. zu verschweißende Durchmesser der Maschine
sind die Reduktionseinsätze des zu verarbeitenden Rohrdurchmessers mit den im Zubehör
befindlichen Innensechskantschrauben zu montieren.
DEUTSCH 9
ROWELD P250-355/8-12B: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen mit
schmaler Spannfläche
ROWELD P500-630/18-24B Plus: bestehend aus, bis Durchmesser 450mm je 6 Halbschalen
mit breiter und 2 Halbschalen mit schmaler Spannfläche, ab 500mm 8 Halbschalen mit breiter
Spannfläche.
Hierbei ist zu beachten, dass die Halbschalen mit der schmalen Spannfläche in die beiden
äußeren unteren Grundspannelemente einzusetzen sind. Nur bei Rohr / Rohrbogen-
Verbindung werden diese in das linke Grundspannelement unten und oben eingesetzt.
Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung
einlegen (bei längeren Rohren über 2,5m müssen Rollenböcke verwendet werden) und die
Messingmuttern an den oberen Spannwerkzeugen festziehen. Unrundheiten der Rohre
können durch Festziehen oder Lösen der Messingmuttern ausgeglichen werden.
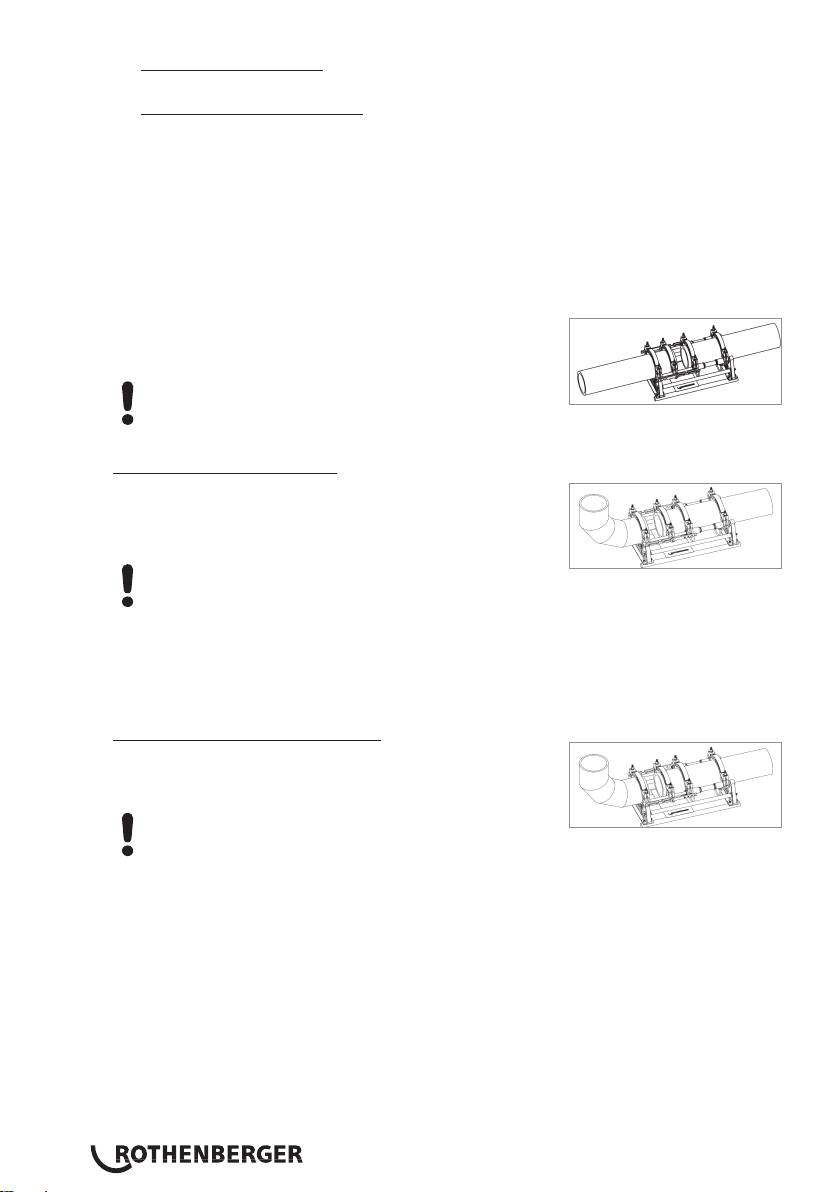
Bei Rohr / Rohr – Verbindungen müssen die Distanzstücke in
die beiden linken Spannelemente eingerastet sein
(Lieferzustand).
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Die Rohre werden jeweils von zwei Spannelementen gehalten.
Rohr / Fitting P250-355/8-12B:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke in
die beiden mittleren Spannelemente eingerastet und die
Heizelementsabzugsvorrichtung in die linken Spannelemente
eingehängt werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Beim Verarbeiten von einigen Fittings in bestimmten Lagen z.B. Bogen waagerecht,
Vorschweißbunden ist es erforderlich die Heizelementsabzugsvorrichtung zu entfernen.
Rohr / Fitting P500-630/18-24B Plus:
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke
umgeschwenkt und in das mittlere Spannelement eingerastet
werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Den Schweißvorgang durch GO starten.
DEUTSCH10
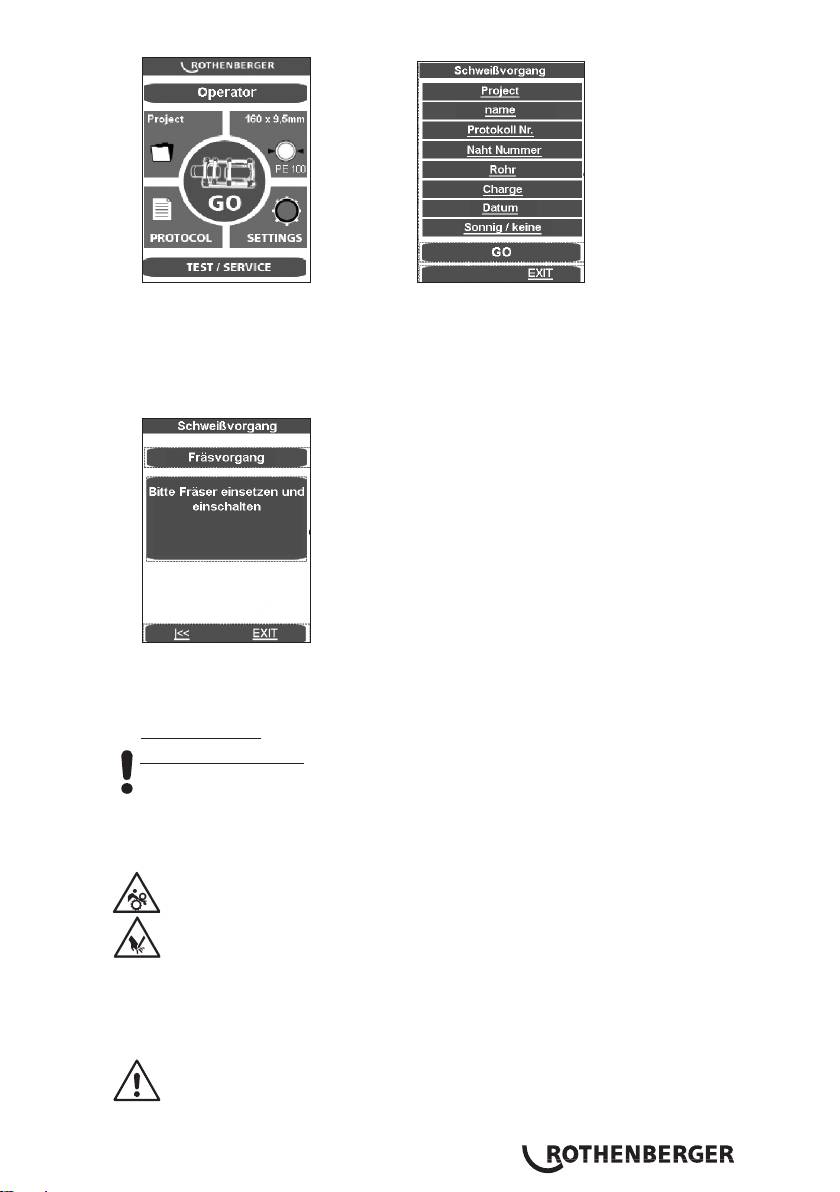
In dieser abschließenden Übersicht lassen sich letzte Änderungen durch Klick auf den
jeweiligen Unterpunkt vornehmen, bestätigen mit GO.
Im CNC-Betrieb wird die Steuerung durch den Touch-PC ausgeführt. Alle Funktionen
außerhalb des Touch-PCs, bis auf den Drehknopf (4) und die Ein-Aus Taste (6), sind blockiert.
Der Schweißvorgang kann mit der Ein-Aus Taste oder EXIT abgebrochen werden, die
Tastensperre ist dann aufgehoben und es erscheint die entsprechende Meldung im Display.
Mit den Pfeiltasten fährt die Grundmaschine auf, mit EXIT springt das Programm ohne zu
speichern in das Hauptmenü.
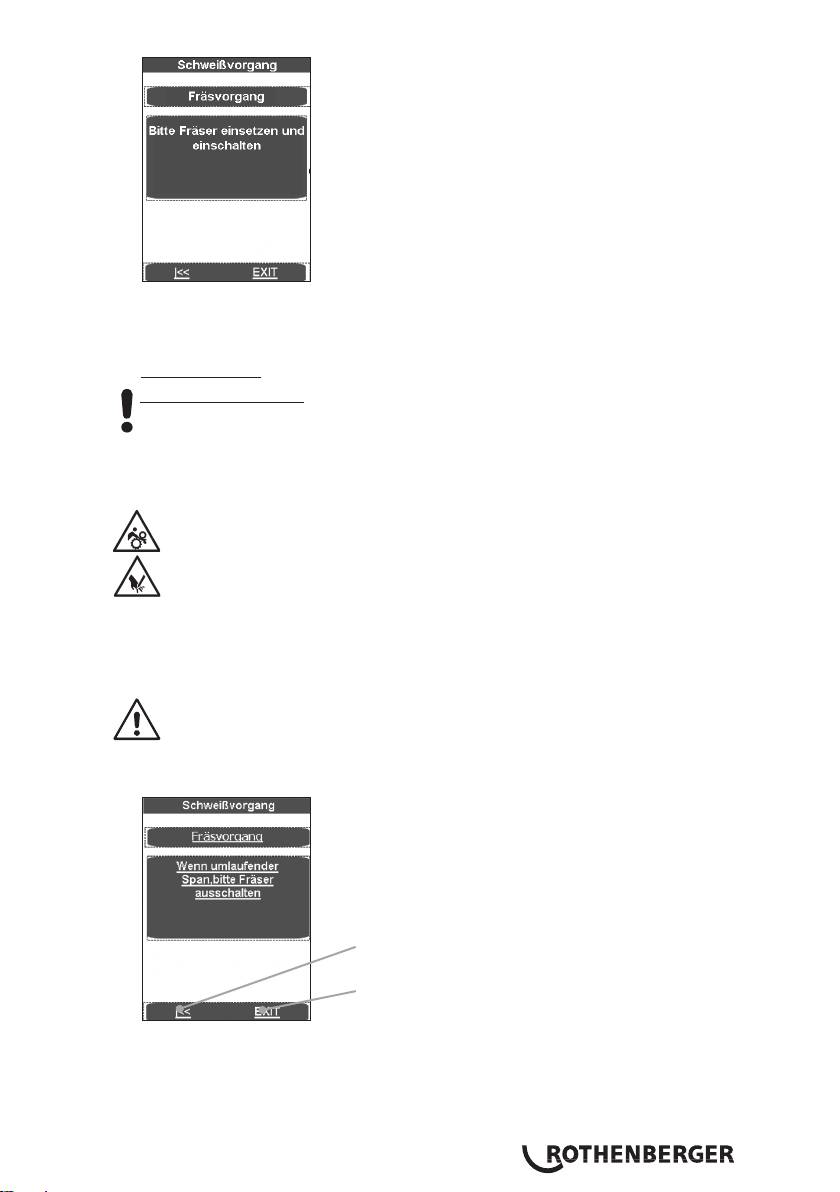
Die elektrische Fräseinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.
P250-355/8-12B: Fräsermotor einschalten und Schalter arretieren.
P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die Maschinen
rechtsdrehend angeklemmt.
Fräseinrichtung durch Druck auf das Textfeld einschalten. Die Hobelscheiben müssen in
Schneidrichtung laufen, ansonsten den Phasenwender am Netzstecker mit geeignetem
Werkzeug umschalten.
Verletzungsgefahr! Während des Betriebes der Fräseinrichtung sicheren Abstand
zur Maschine halten und nicht in die rotierenden Messer greifen. Fräser nur im
eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür
vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um
ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden.
Spannelemente fahren automatisch zusammen. Der Fräsdruck kann mit dem Drehknopf
(4) erhöht werden. Standardmäßig bis 20bar möglich, der Fräsdruck kann bis 50bar erhöht
werden, siehe Pkt. 3.5.
Zu hoher Fräsdruck kann zur Überhitzung und Beschädigung des Fräserantriebes
führen. Bei Überlastung bzw. Stillstand des Fräserantriebes die Maschine
auffahren und den Druck reduzieren (s. Pkt. 3.5).
DEUTSCH 11
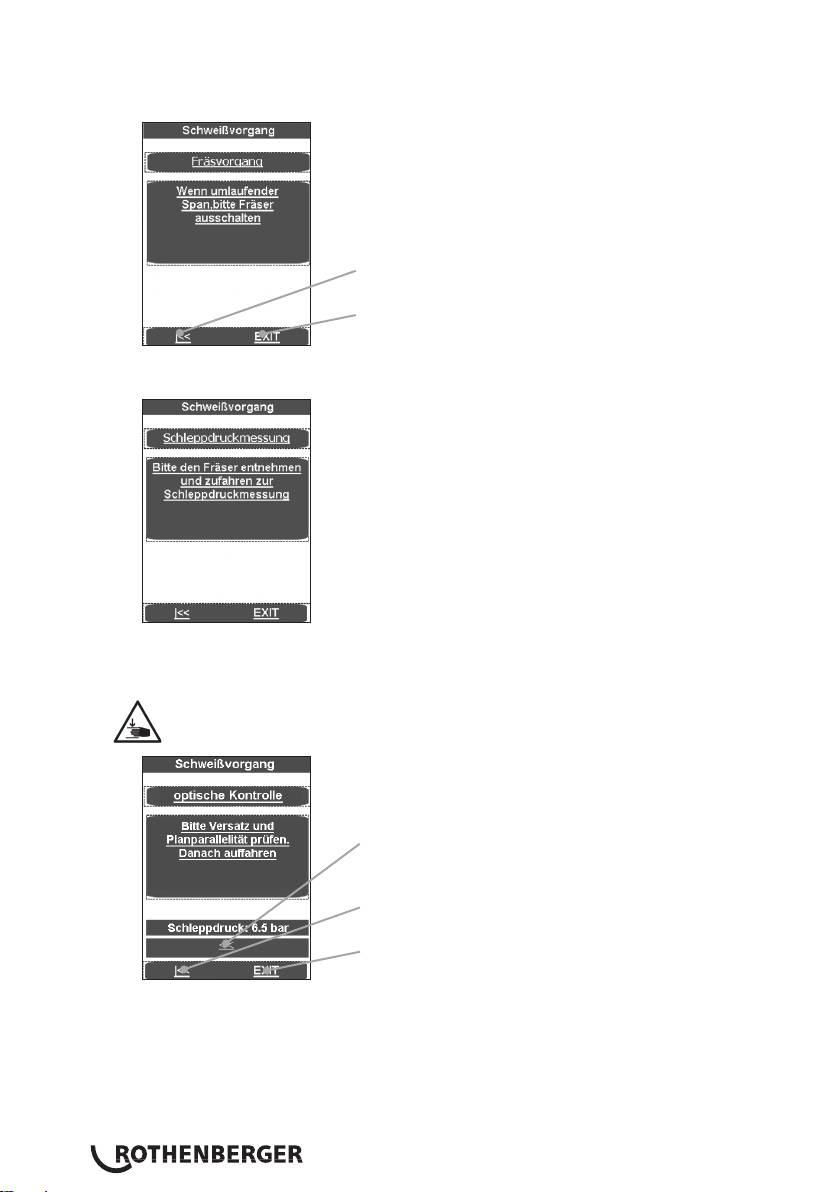
Nachdem der Hobelspan mit einer Spandicke < = 0,2mm ununterbrochen aus dem Fräser
austritt, auf das Textfeld drücken, Fräseinrichtung wird ausgeschaltet und die Spannelemente
fahren auf.
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
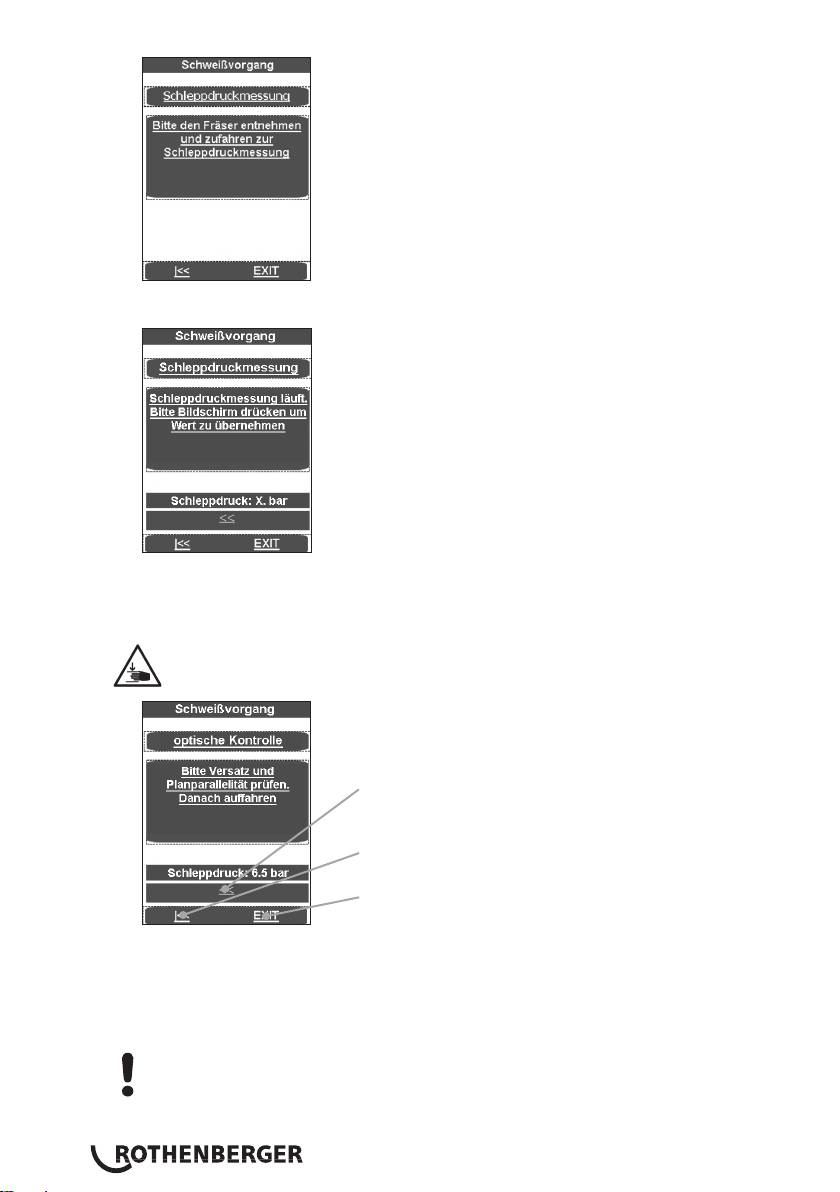
Warten bis die Hobelscheiben still stehen. Fräseinrichtung aus der Grundmaschine entnehmen
und in den Einstellkasten absetzen.
Textfeld drücken, die Werkstücke fahren zusammen und der Schleppdruck wird gemessen.
Der gemessene Schleppdruck wird automatisch dem Angleich-, Durchwärm- und Fügedruck
zu addiert.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Mit den Pfeiltasten springt das Programm zurück
„Schleppdruckmessung“
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
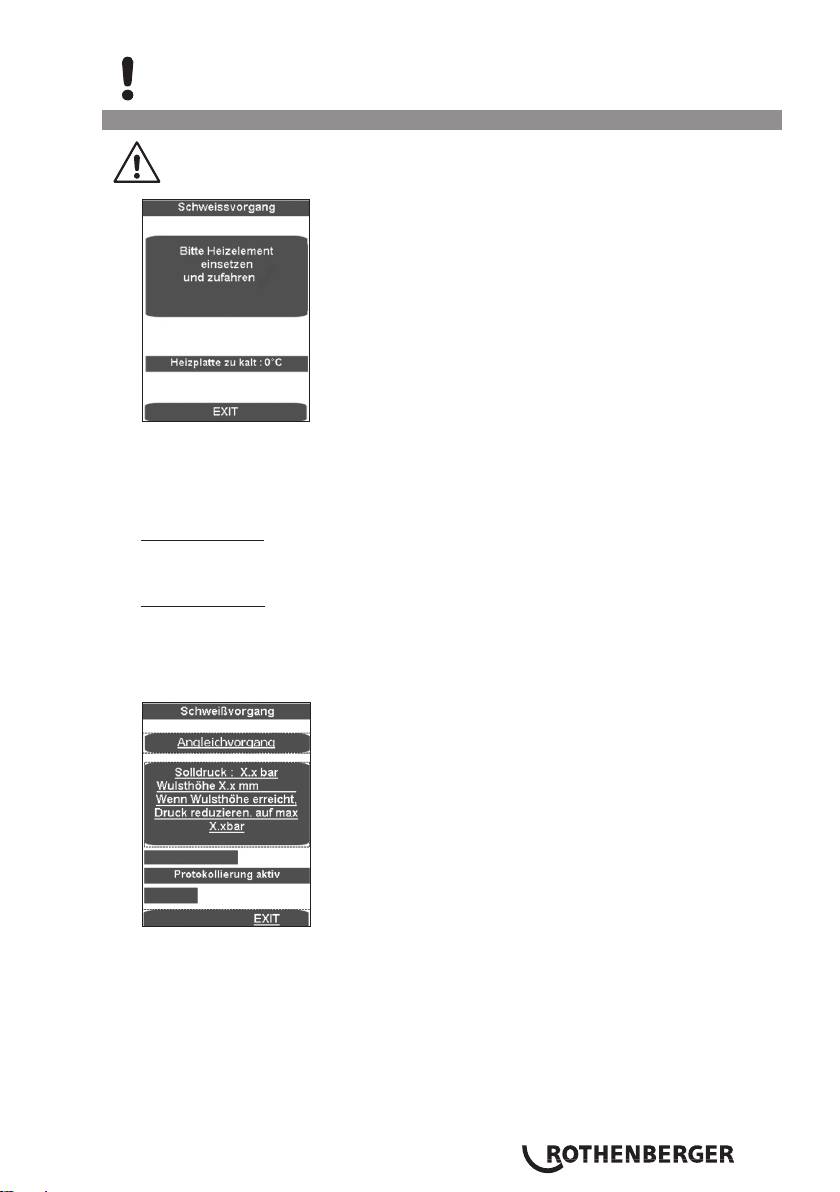
Prüfen, ob die Rohre fest in den Spannelementen sitzen, ob die Schweißflächen plan, parallel
und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
DEUTSCH12
Bitte beachten! Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
3.2.3 Schweißvorgang
Quetschgefahr! Beim Zusammenfahren der Spannwerkzeuge und Rohre
grundsätzlich sicheren Abstand zur Maschine halten. Niemals in die Maschine
stellen!
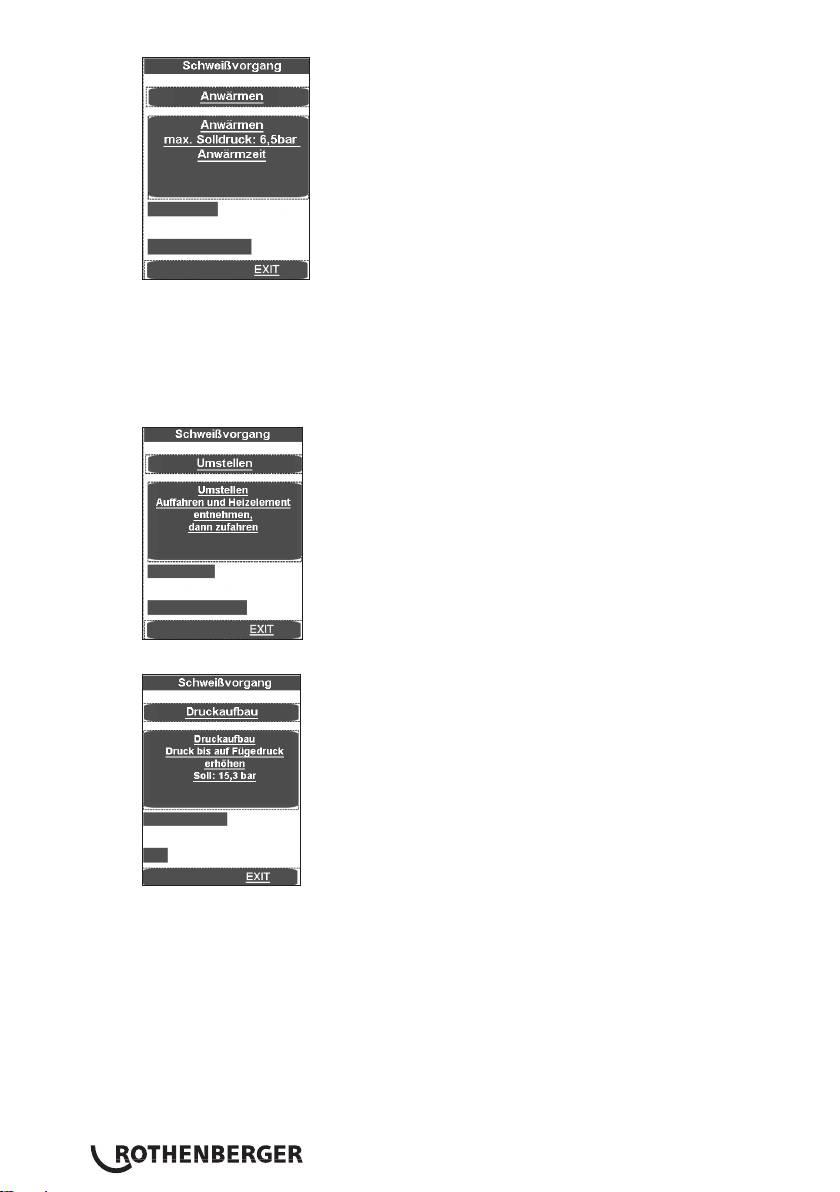
In der Maske wird die Temperatur der Heizplatte angezeigt.
Der Anzeigebalken erscheint wenn die Temperatur zu niedrig ist in blau, wenn sie zu hoch ist
in rot und wenn sie im Sollbereich ist in grün.
Die Maschine kann nur im grünen Sollbereich zugefahren werden.
Heizelement SA: Das Heizelement zwischen die beiden Werkstücke in die Grundmaschine
einsetzen und darauf achten, dass die Auflagen der Heizplatte in den Kerben der
Abzugsvorrichtung sitzen.
Heizelement VA: Das Heizelement auf die beiden Aufnahmen in der Grundmaschine
einsetzen und die Heizplatte zwischen die Rohre einschwenken.
Maschine durch Drücken auf das Textfeld zusammenfahren, der Angleichdruck wird
automatisch eingestellt und gehalten.
Jetzt werden alle Schweißparameter gespeichert, Protokollierung aktiviert.
Der obere Laufbalken zeigt an ob der Druck im richtigen Bereich (grün) oder im zulässigen
(gelb) Toleranzbereich oder außerhalb (rot) des Toleranzbereichs liegt. Der tatsächliche Druck
wird in der Anzeige (2) angezeigt.
Sobald die erforderliche Wulsthöhe gleichmäßig am gesamten Umfang beider Rohre erreicht
ist, wird der Druck automatisch abgelassen und der Anwärmvorgang startet.
DEUTSCH 13
Der Druck wird so eingestellt, dass noch ein gleichmäßiges, nahezu druckloses Anliegen der
Werkstückenden am Heizelement gewährleistet ist.
Kurz vor Ende der Anwärmzeit ertönt ein Signal.
Nach Ablauf der Anwärmzeit fahren die Werkstücke automatisch auseinander, das
Heizelement SA muss entnommen werden, bzw. das Heizelement VA wird automatisch
ausgeschwenkt und die Werkstückenden fahren zusammen.
Der Druck wird linear auf den entsprechenden Fügedruck erhöht.
Bei Erreichen des Fügedruckes springt das Programm automatisch in den Fügevorgang und
der Timer t4 startet.
DEUTSCH14
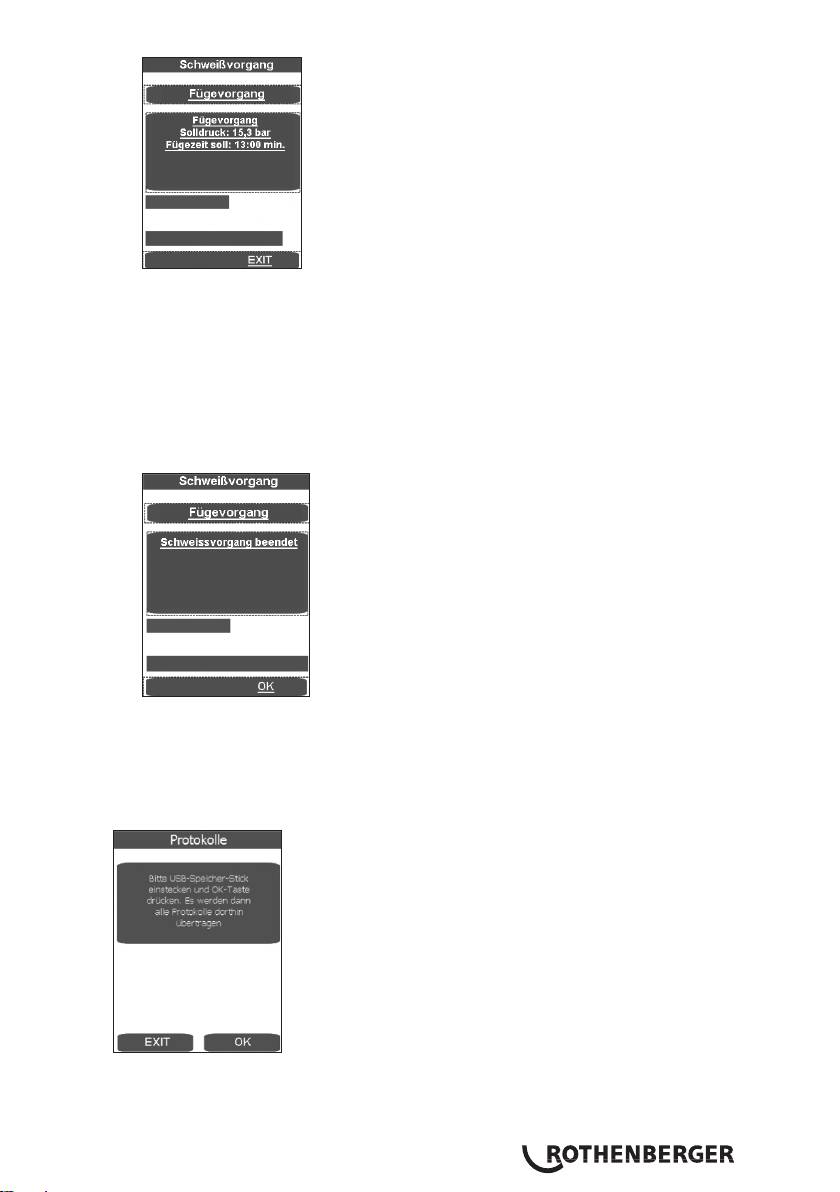
Der obere Laufbalken zeigt an ob der Druck im richtigen Bereich (grün) oder im zulässigen
(gelb) Toleranzbereich oder außerhalb (rot) des Toleranzbereichs liegt. Der untere zeigt den
Zeitablauf an. Der tatsächliche Druck wird in der Anzeige (2) und die restliche Fügezeit t4 in
der Anzeige (9) angezeigt.
Der Druck wird automatisch überwacht und nachreguliert. Bei übermäßig häufigem
Nachpumpen (hoher Druckverlust) das Hydrauliksystem überprüfen lassen.
Heizelement in den Einstellkasten zurücksetzen
Nachdem die Abkühlzeit abgelaufen ist wird der Schweißprozess beendet, gespeichert, es
ertönt ein Signal und der Druck wird automatisch abgelassen.
Das Schweißmenü mit OK beenden.
Druck mit Taste (3) vollständig ablassen.
Die verschweißten Werkstücke ausspannen und entnehmen.
Grundmaschine auseinanderfahren. Die Maschine ist bereit für den nächsten Schweißzyklus.
Übertragung der Protokolle:
Im Menüpunkt Protokolle lassen sich diese, sowie ein USB-Stick angeschlossen ist, mit OK
abspeichern. Das Fenster schließt danach automatisch.
DEUTSCH 15
Diese Protokolldatei ist mit der ROTHENBERGER Dataline 2-Software und einem Computer zu
bearbeiten.
Die gesamten Schweißparameter können den beiliegenden Schweißtabellen entnommen werden.
3.2.4 Schweißung im Premium Modus
Taste Premium-modus drücken.
Temperatur eingeben und bestätigen mit Enter Taste. Wenn die Temperatur nicht korrekt
eingegeben wurde erscheint:
DEUTSCH16
Mit den Pfeiltasten fährt die Maschine auf, mit EXIT springt das Programm ohne zu speichern
in das Hauptmenü.
Die elektrische Fräseinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.
P250-355/8-12B: Fräsermotor einschalten und Schalter arretieren.
P500-630/18-24B Plus: Drehrichtungen prüfen! Werkseitig sind die Maschinen
rechtsdrehend angeklemmt.
Fräseinrichtung einschalten, Tasten (10) und (5) am Hydraulikaggregat drücken. Die
Hobelscheiben müssen in Schneidrichtung laufen, ansonsten den Phasenwender am
Netzstecker mit geeignetem Werkzeug umschalten.
Verletzungsgefahr! Während des Betriebes der Fräseinrichtung sicheren Abstand
zur Maschine halten und nicht in die rotierenden Messer greifen. Fräser nur im
eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür
vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um
ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden.
Spannelemente zusammenfahren (Taste 10 + 11 drücken). Den Fräsdruck mit dem Drehknopf
(4) einstellen. Standardmäßig bis 20bar möglich, der Fräsdruck kann bis 40bar erhöht
werden, siehe Pkt. 3.5.
Zu hoher Fräsdruck kann zur Überhitzung und Beschädigung des Fräserantriebes
führen. Bei Überlastung bzw. Stillstand des Fräserantriebes die Maschine
auffahren und den Druck reduzieren (s. Pkt. 3.5).
Nachdem der Hobelspan mit einer Spandicke < = 0,2mm ununterbrochen aus dem Fräser
austritt Taste Fräsen (5) drücken, die Spannelemente auffahren (Taste 10 + 8 drücken).
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
Warten bis die Hobelscheiben still stehen. Fräseinrichtung aus der Grundmaschine entnehmen
und in den Einstellkasten absetzen.
DEUTSCH 17
Werkstücke mit geringem Druck zusammenfahren (Taste 10 + 11 drücken) und Schleppdruck
mit Drehknopf (4) einstellen.
Wenn die Maschine mit langsamer Geschwindigkeit fährt, Bildschirm drücken. Der gemessene
Schleppdruck wird automatisch dem Angleich-, Durchwärm- und Fügedruck zu addiert.
Spannelemente zusammenfahren, dem Rohr entsprechenden Druck einstellen und prüfen ob
die Werkstücke in den Spannwerkzeugen festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Mit den Pfeiltasten springt das Programm zurück
„Schleppdruckmessung“
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten! Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
DEUTSCH18
