Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 12
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
For å kalibrere korrekt temperatur på varmeelementet, se punkt 3.5.
Fare for brannskader! Varmeelementet kan nå en temperatur på 300° C og skal
derfor straks settes i innstillingsboksen etter bruk!
Ved å trykke lenge på tasten (7) kan oppvarmingen stoppes, punktet i indikatoren (9) slukker,
du må trykke en gang til for å starte oppvarmingen igjen.
Hydraulikk ROWELD P500-630/18-24B Plus: Kontroller rotasjonsretning! Fra fabrikken
er maskinen stilt inn på rotasjon til høyre. Kjør grunnmaskinen inn eller ut med
hydraulikkaggregatet, dersom det ikke skjer noen bevegelse, koble om fasene på støpselet
med egnet verktøy!
Anvisning: Ved feil rotasjonsretning skal hydraulikken ikke startes (fare for å ødelegge
maskinen)
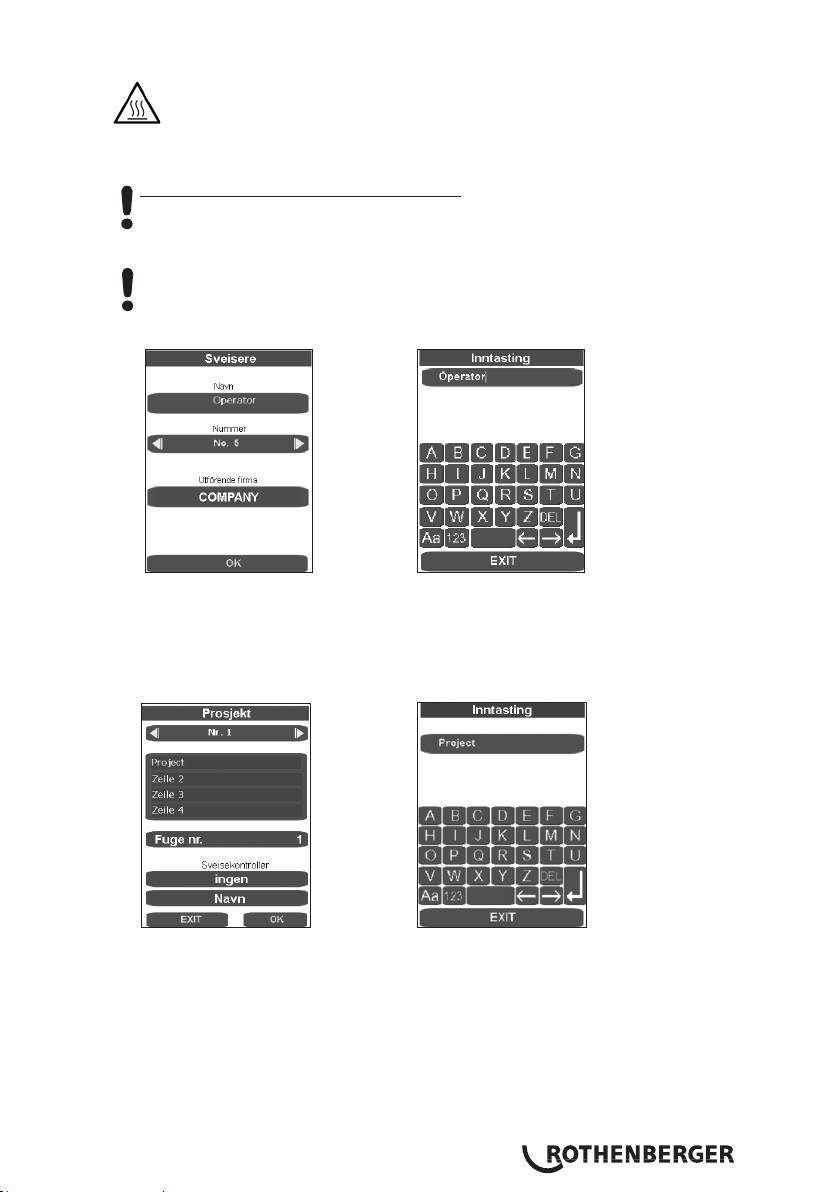
Legg inn eller velg sveiser-navnet „Operator“.
I skjermbildet kan det velges lagrede navn på sveisere (brukere), det kan legges inn nye
navn på sveisere eller navn kan slettes ved hjelp av DEL og deretter legges inn på nytt.
Alle skjermbilder bekreftes med ENTER eller OK-tast, deretter utføres neste programtrinln.
Skjermbildet avsluttes uten å lagre ved å trykke EXIT-tasten.
Opprette eller velge prosjekt.
Ved hjelp av skjermbildet kan det velges lagrede prosjekter eller legges inn nye prosjektnavn.
Lagre og avslutt ved hjelp av ENTER-tasten.
Velg rør.
NORSK 219
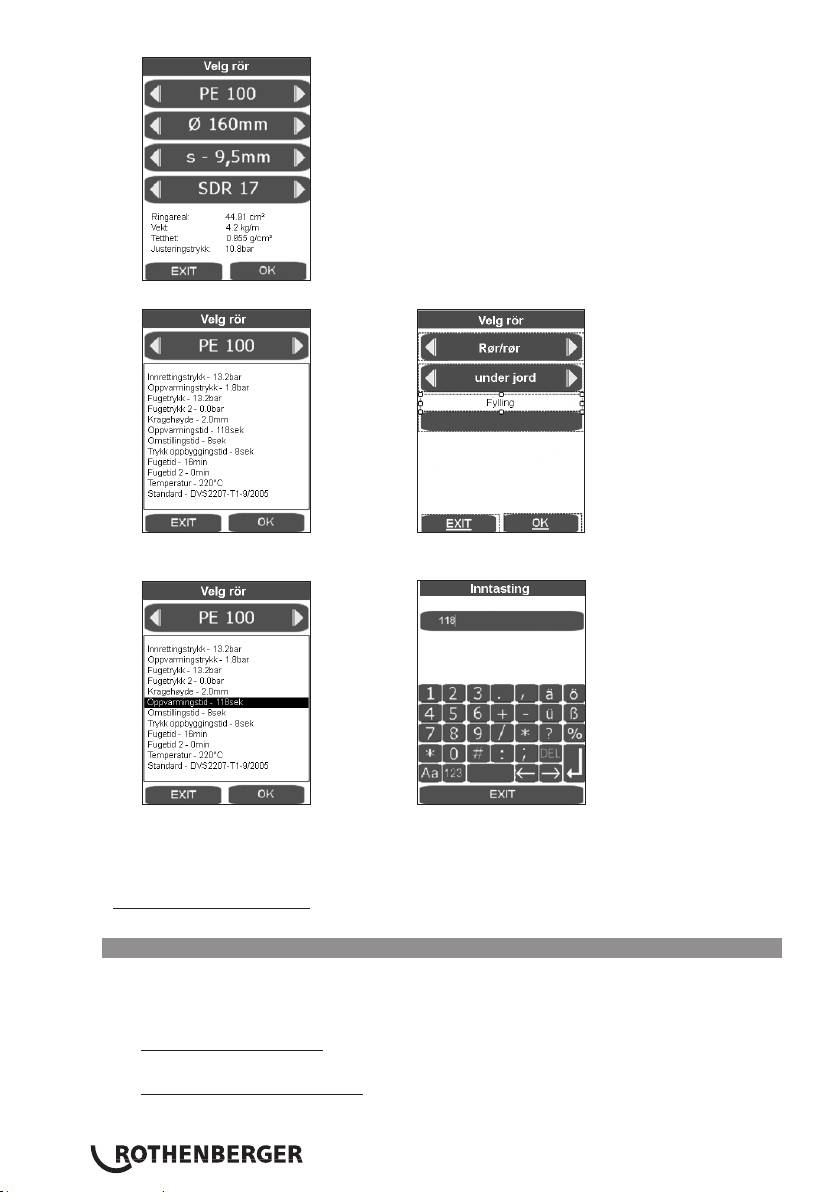
Velg ønsket rør med piltastene og bekreft med OK.
I den følgende oversikten over rørparametere vises rørdata i henhold til DVS-retningslinjen,
ved å trykke OK vises vindu for sveisedelene og installasjonsmetode.
Det kan foretas avvik fra standarden ved å trykke på de aktuelle feltene, lagre med
ENTER. I punktet Endre standard vil da betegnelsen endres, denne kan senere legges inn
i kommentarfeltet før protokollen skrives ut fra PC-en. Etter at rørdataene er bekreftet og
lagret med OK vises hovedmenyen på nytt.
Ved P500-630/18-24B Plus: For å løfte fresen og varmeelementet, bruk løfteinnretningen art.nr.
53410 (P500/18B) henholdsvis 53323 (P630/24B-Plus) eller et egnet verktøy.
3.2.2 Forberedende tiltak for sveising
Ved rør som er mindre enn maksimal diameter som kan sveises med maskinen, skal
reduksjonsinnsats som passer med røret som skal sveises settes inn og festes med
umbrakoskruer. Innsatsene finnes i tilbehøret.
ROWELD P250-355/8-12B: består av 6 halvskåler med bredere og 2 halvskåler med smalere
spennflate.
ROWELD P500-630/18-24B Plus: opp til diameter 450mm består av 6 halvskåler med bredere
og 2 halvskåler med smalere spennflate, fra 500mm 8 halvskåler
med bredere spennflate.
NORSK220
Pass her på at halvskåler med smalere spennflater skal settes inn i de to ytre nedre
grunn-spennelementene. Kun ved sveising rør/røralbuer skal de settes inn i venstre
grunnspenneelementene opp og nede.
Plastrør eller formstykker som skal sveises legges i spenninnretningen (ved lengre rør over
2,5m må det brukes rullebukk), trekk til messingmutterne på de øvre spennverktøyene.
Urundheter på rørene kan utjevnes ved å trekke til eller løsne messingmutterne.
Ved sveising rør/rør skal distansestykket låses i de to venstre
spennelementene (leveringstilstand).
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Rørene holdes av to spennelementer hver.
Rør / Fitting P250-355/8-12B:
Ved sveising av rør/fitting skal distansestykkene låses i midtre
spennelementer og varmeelementets uttrekksinnretning skal
festes i venstre spennelementer.
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Røret holdes i tre spennelementer og fittingen i ett spennelement. Spennelement kan da
forskyves slik på stangen som plassforholdene ved innspenning og sveising krever.
Ved bearbeiding av noen fittings i visse posisjoner, f.eks. albuer vannrett, sveisekrage, er det
nødvendig å fjerne varmeelementets uttrekksinnretning.
Rør / Fitting P500-630/18-24B Plus:
Ved sveising rør/fitting skal distansestykkene svinges rundt og
låses i midtre spennelement
OBS: Distansestykkene skal aldri monteres diagonalt
forskjøvet!
Røret holdes i tre spennelementer og fittingen i ett spennelement. Spennelement kan da
forskyves slik på stangen som plassforholdene ved innspenning og sveising krever.
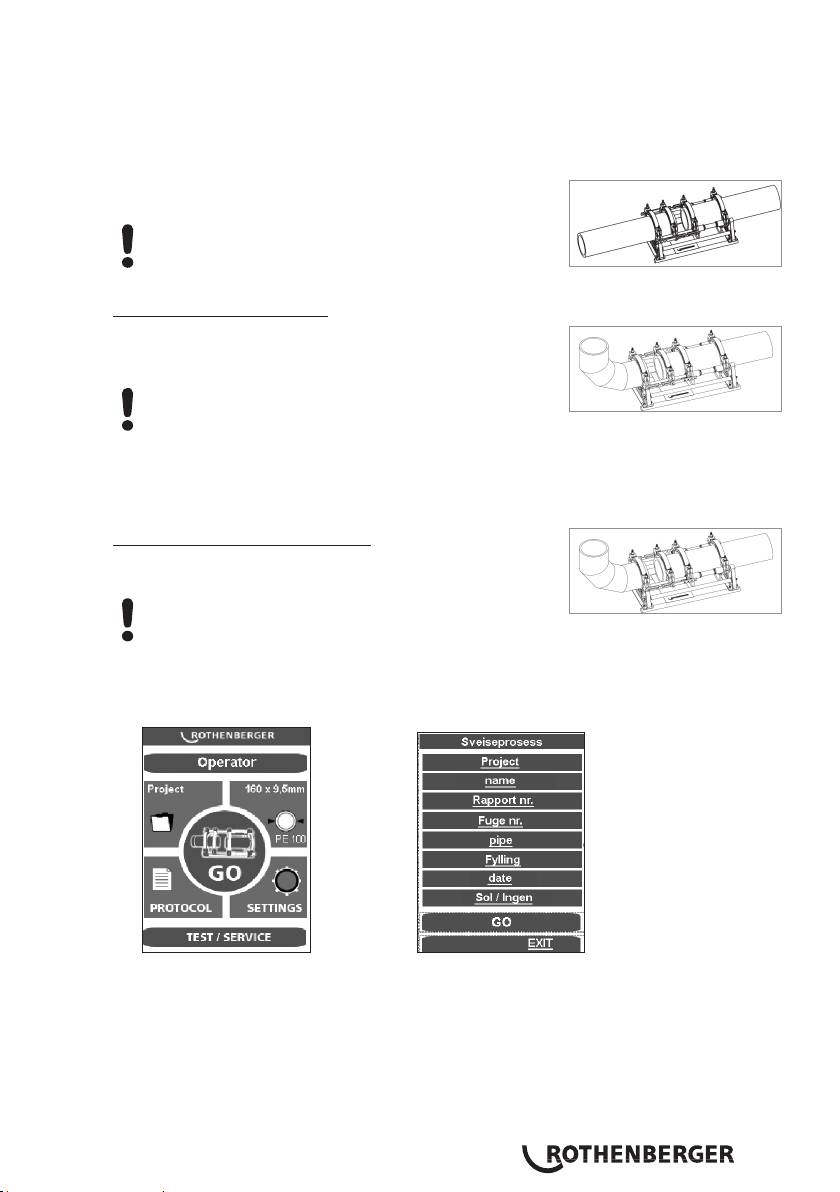
Start sveiseprosessen ved å trykke GO.
I den følgende oversikten kan de siste endringene foretas ved å klikke på de aktuelle
underpunktene, bekreft med GO.
Ved CNC-drift utføres styringen ved hjelp av touch-skjermen. Alle funksjonene utenom touch-
skjermen, unntatt på/av tasten (6) er blokkerte.
Sveiseprosessen kan avbrytes med på/av knappen eller EXIT, tastesperren blir da opphevet og
en aktuell melding vises i displayet.
NORSK 221
Ved hjelp av piltastene kjøres maskinen opp, med EXIT går programmet til hovedmenyen uten
å lagre.
Den elektriske freseinnretningen settes inn mellom arbeidsstykkene som skal sveises.
P250-355/8-12B: Slå på fresermotor og lås bryteren.
P500-630/18-24B Plus: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn
på rotasjon til høyre.
Slå på freseinnretning ved å trykke på tekstfeltet. Høvelskivene skal gå i skjæreretningen,
ellers må fasene byttes om på støpselet ved hjelp av egnet verktøy.
Fare for personskader! Under bruk av freseinnretningen, hold avstand til
maskinen og stikk ikke hånden inn i den roterende kniven. Bruk fresen kun
i innkjørt posisjon (arbeidsposisjon) og sett den deretter tilbake
i innstillingsboksen. Det må alltid sikres at sikkerhetsbryteren i freseinnretningen
fungerer, for å unngå at den startes utilsiktet utenfor maskinen.
Spennelementene kjøres da automatisk sammen. Fresetrykket kan økes med dreiebryteren
(4). Standard er opp til 20bar, fresetrykket kan økes til 50bar, se punkt 3.5.
For høyt fresetrykk kan føre til overoppvarming og skader på fresedrevet. Ved
overbelastning eller stopp av fresedrevet, kjør ut maskinen og reduser trykket (s.
pt. 3.5).
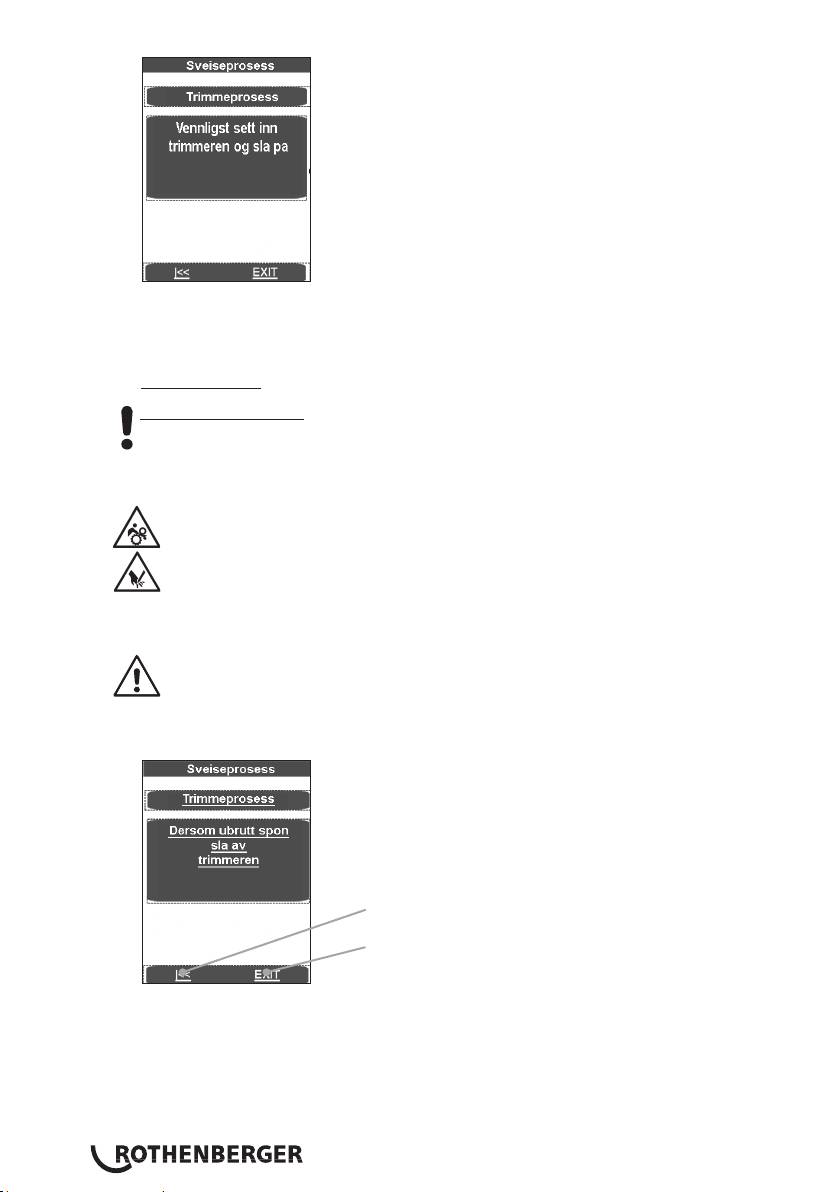
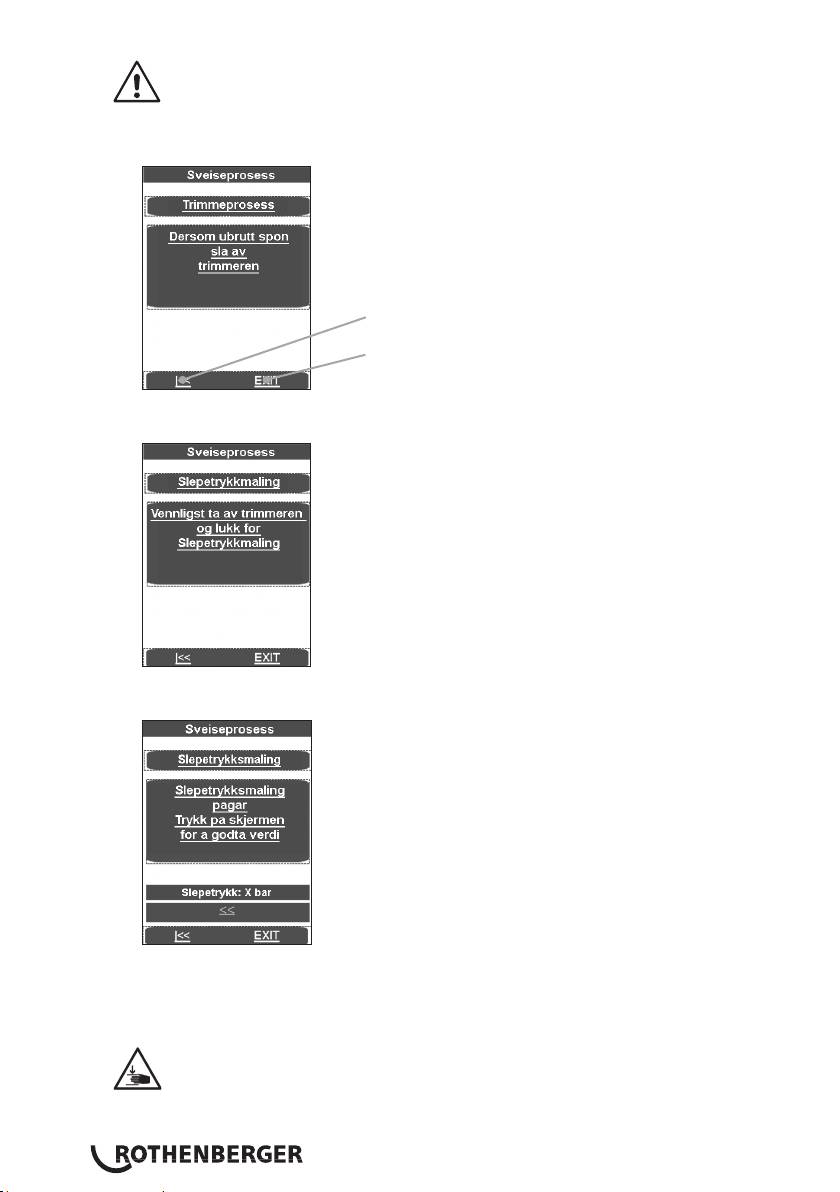
Etter at høvelspon med spontykkelse < = 0,2mm kommer ubrutt ut av freseren, trykk da på
tekstfeltet, freseinnretningen slås av og spennelementene kjøres ut.
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
Vent til høvelskivene står stille. Ta freseinnretningen ut av grunnmaskinen og sett den
i innstillingsboksen.
NORSK222
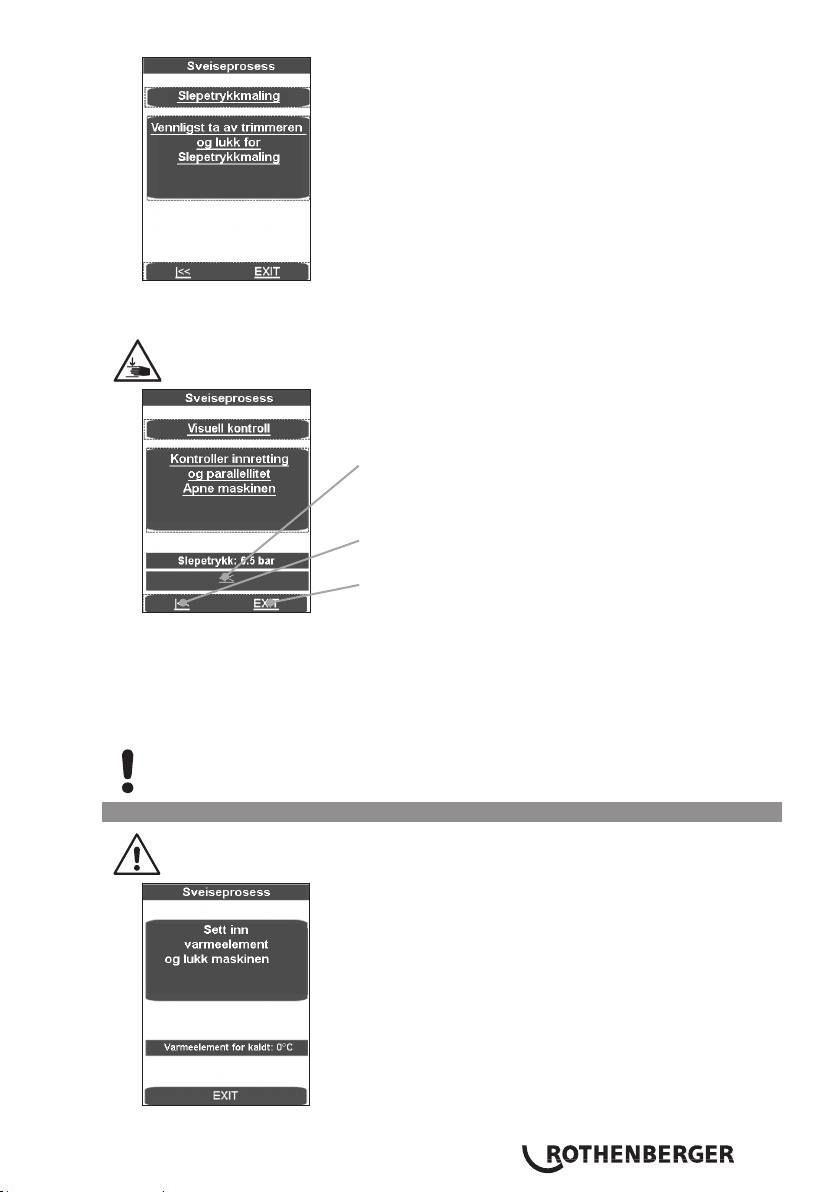
Trykk på tekstfeltet, arbeidsstykkene føres sammen og slepetrykket måles.
Det målte slepetrykket blir automatisk lagt til utjevnings-, trykkvarme- og fugetrykket.
Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen.
Hold andre personer unna arbeidsområdet.
Ved hjelp av piltastene hopper programmet tilbake til
"Slepetrykksmåling"
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren ..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
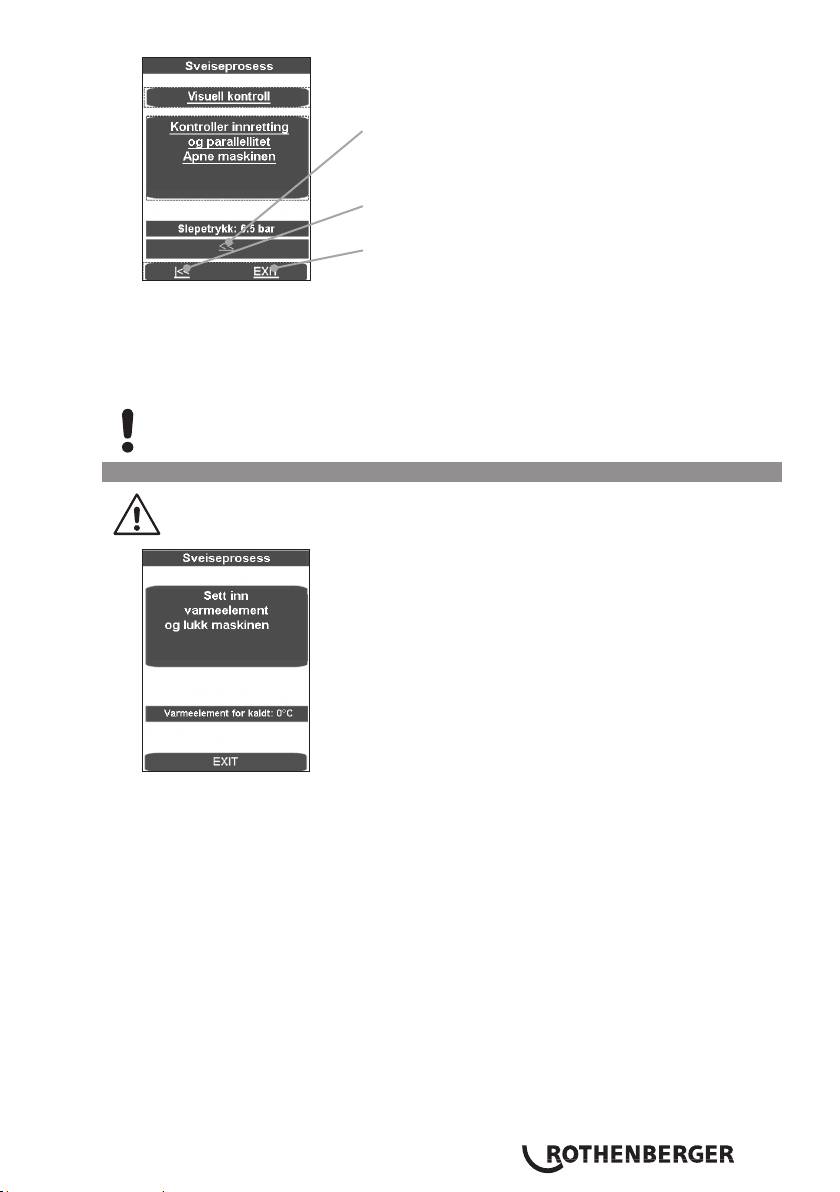
Kontroller om rørene sitter fast i spennelementene, og om sveiseflatene er plane, parallelle og
aksialt innrettet.
Dersom det ikke er tilfelle må fresingen gjentas. Den aksiale forskyvningen mellom endene
på arbeidsstykkene skal (iht. DVS) ikke være større enn 10% av veggtykkelsen og maks spalte
mellom planflatene skal ikke være over 0,5mm. Fjern eventuelt spon i røret ved hjelp av et
rent verktøy (f.eks. en pensel).
Vennligst pass på! De freste overflatene som skal sveises skal ikke berøres med hånden, og
skal være fri for alt smuss!
3.2.3 Sveiseprosedyre
Klemfare! Ved sammenkjøring av spennverktøyene og rørene, hold alltid sikker
avstand til maskinen. Stå aldri i maskinen!
Temperaturen på varmeplaten vises i skjermbildet.
NORSK 223
Indikatorstolpen vises blått når temperaturen er lav, rød når den er for høy og grønn når den
er korrekt.
Maskinen kan nå kjøres inn i grønt nominelt område.
Varmeelement SA: Varmeelementet settes inn mellom de to arbeidsstykkene
i grunnmaskinen, pass da på at festene for varmeplaten sitter fast i sporene på
uttrekkingsinnretningen.
Varmeelement VA: Sett inn varmeelementet i de to holderne på basismaskinen og sving
varmeplaten inn mellom rørene.
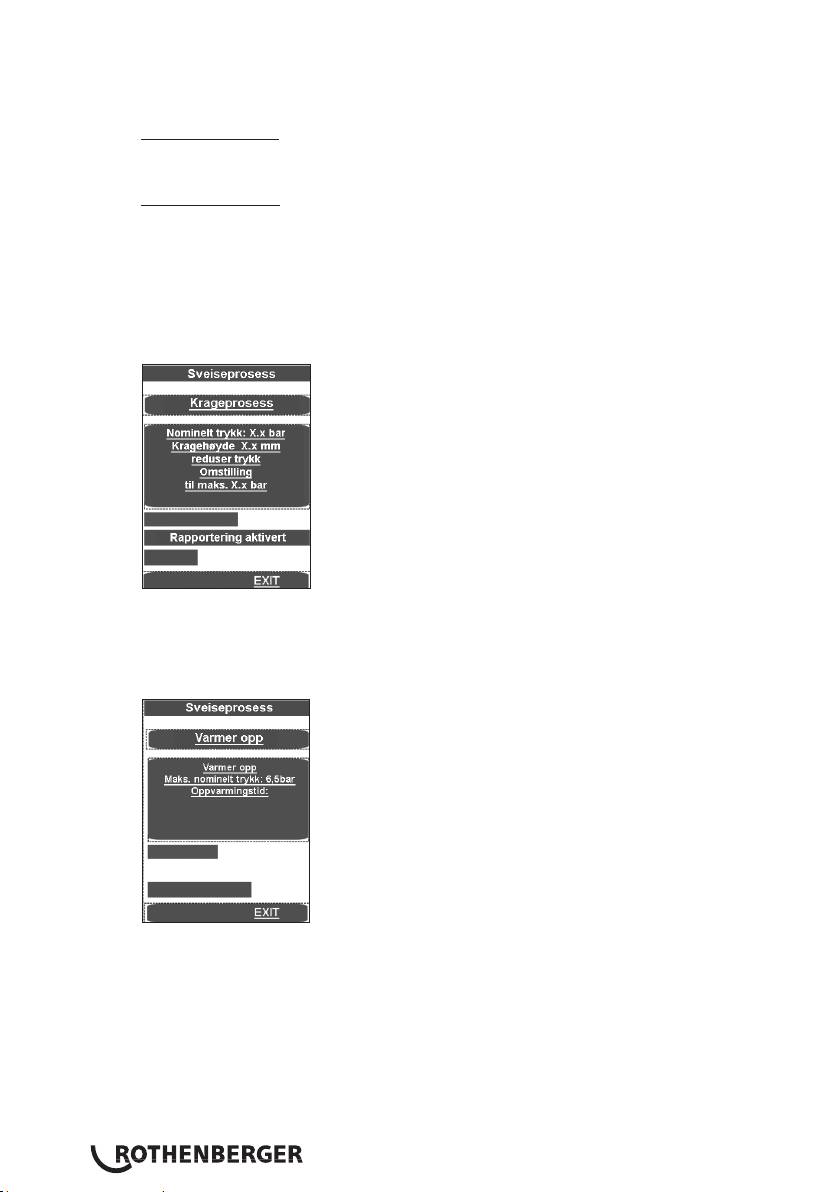
Kjør sammen maskinen ved å trykke på tekstfeltet, utjevningstrykket stilles inn og
opprettholdes automatisk.
Nå blir alle sveiseparametere lagret og protokollføringen aktiveres.
Dersom sveiseprosessen avbrytes med EXIT, vises meldingen „Avbrutt av bruker“, trykket
slippes av og sveiseparameterne lagres. Bekreft meldingen med OK, programmet går til
hovedmenyen.
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Det virkelige trykket vises i indikatoren
(2).
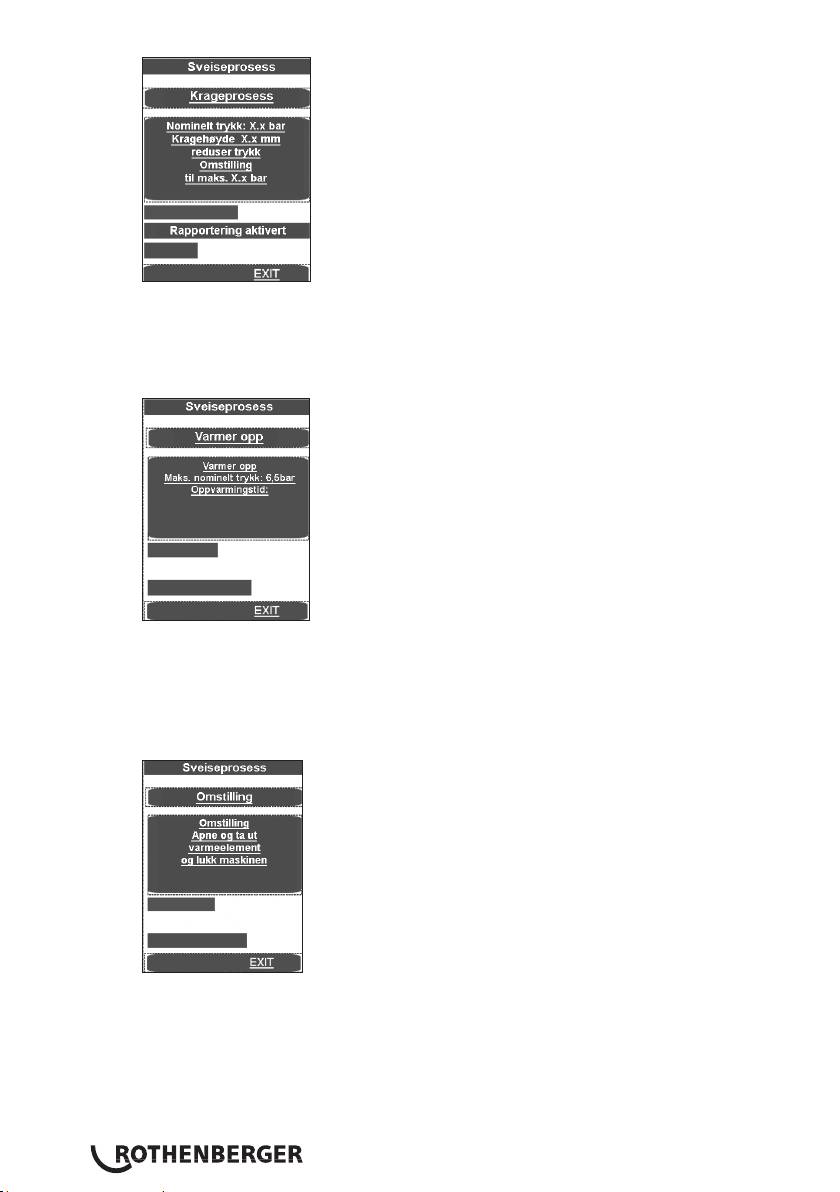
Så snart den nødvendige fugehøyden er oppnådd jevnt på hele omkretsen av de to rørene,
blir trykket automatisk tatt av og oppvarmingsprosessen starter.
Still inn trykket slik at det sikres at endene på arbeidsstykkene liger jevnt, nesten trykkløst, an
mot varmeelementet.
Kort før slutten av oppvarmingstiden høres et signal.
Etter utløpt oppvarmingstid kjøres arbeidsstykkene fra hverandre, varmeelementet SA må tas
ut - eller varmeelementet VA svinges ut automatisk - og endene av arbeidsstykkene kjøres
sammen.
NORSK224
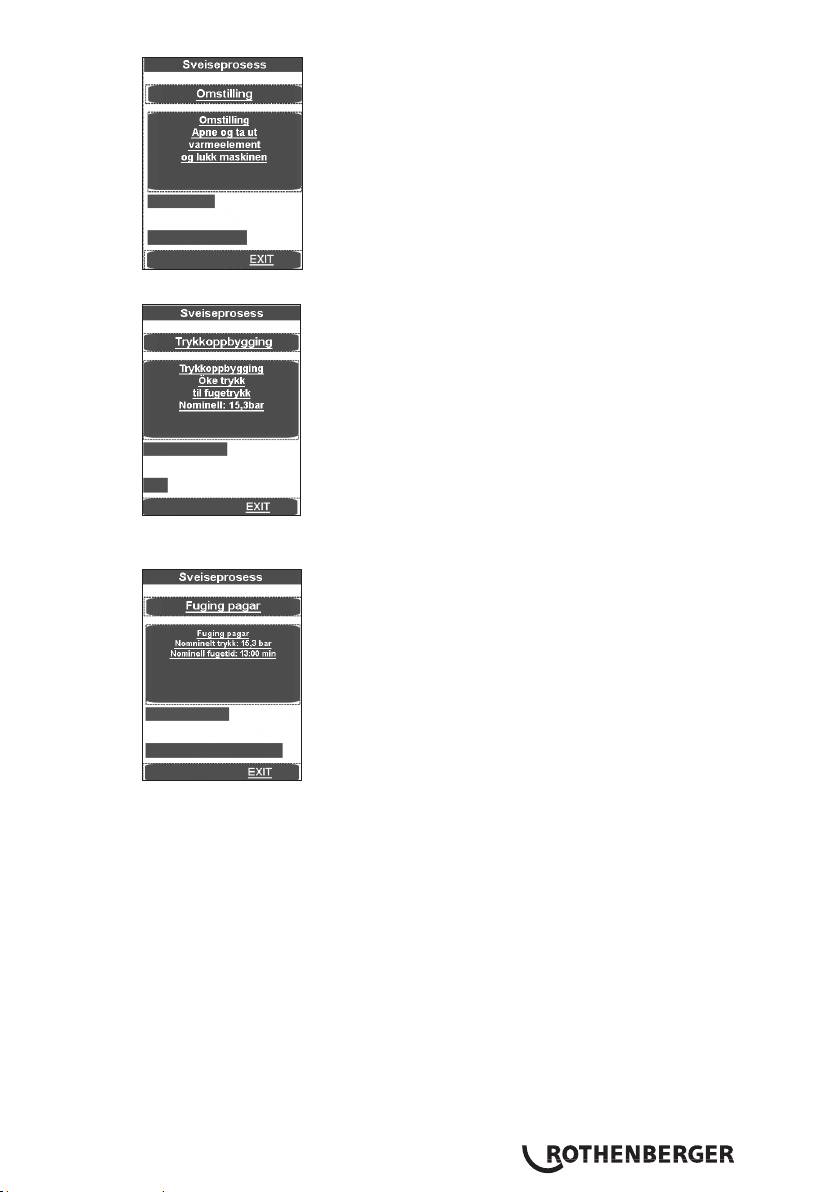
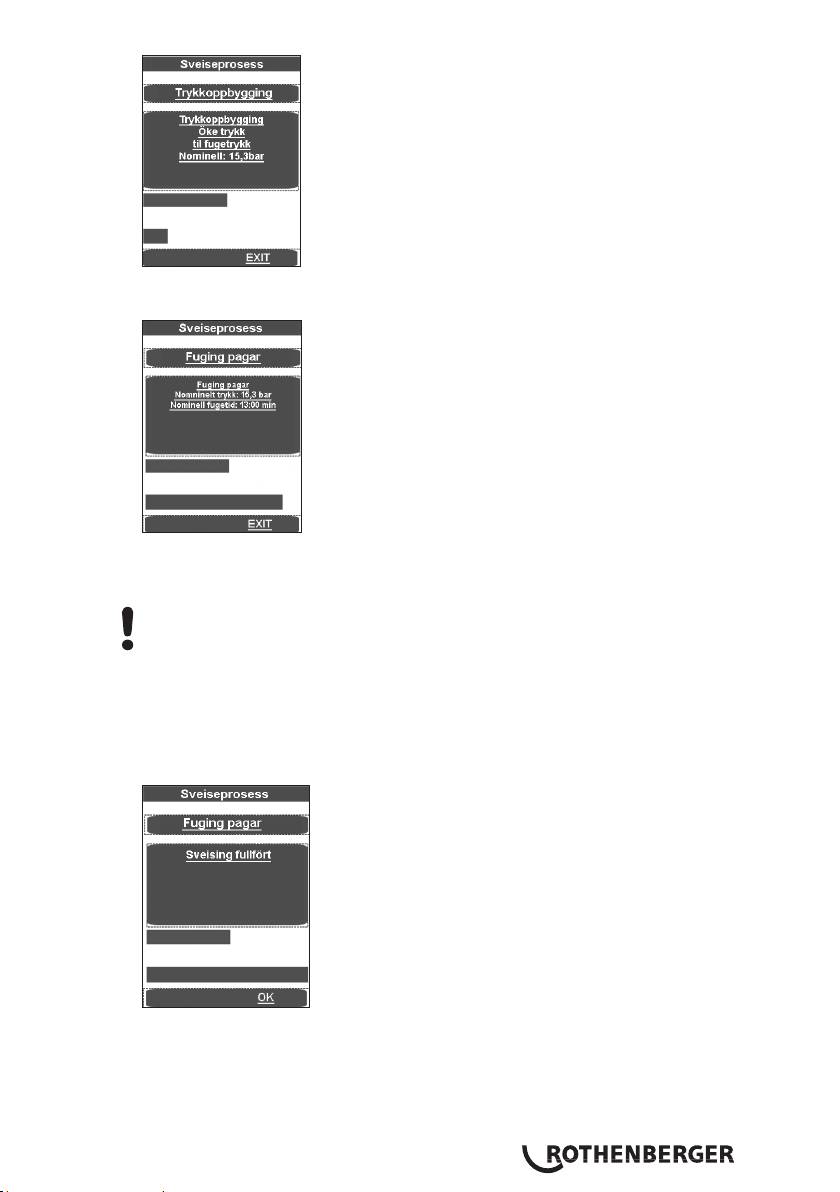
Trykket økes lineært til det aktuelle fugetrykket.
Når fugetrykket er nådd hopper programmet automatisk til fugeprosedyren og Timer t4
starter.
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Den nedre stolpen viser tiden. Det
vikrkelige trykket vises i indikatoren (2) og gjenstående fugetid t4 vises i indikatoren (9).
Trykket overvåkes og opprettholdes automatisk. Ved svært hyppig etterpumping (høyt
trykktap), få hydraulikksystemet kontrollert.
Sett varmeapparatet tilbake i innstillingsboksen
Etter avkjølingstiden blir sveiseprosessen avsluttet, lagret, det høres et signal og trykket slippes
av automatisk.
NORSK 225
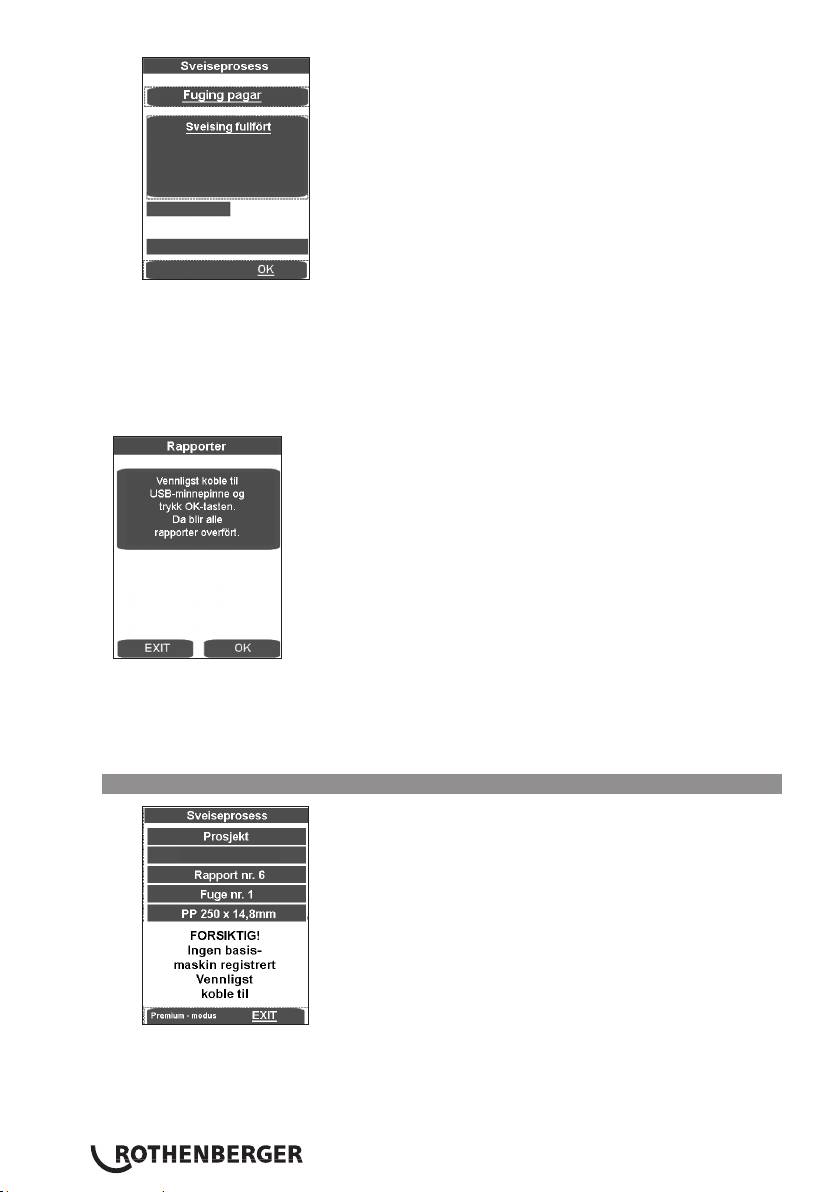
Avslutt sveisemenyen med OK.
Tapp av trykket fullstendig med tasten (3).
Spenn løs arbeidsstykkene og ta dem ut.
Kjør grunnmaskinen fra hverandre. Maskien er klar for neste sveisesyklus.
Overføring av protokollen:
I menypunktet Protokoll kan den lagres dersom det er tilkoblet en USB-minnepinne. Vinduet
lukker seg så automatisk.
Denne protokollfilen kan behandles med ROTHENBERGER Dataline 2 programmet og en PC.
Alle sveiseparametere kan finnes i den vedlagte sveisetabellen.
3.2.4 Sveising i premium-modus
Trykk tasten for premium-modus.
NORSK226
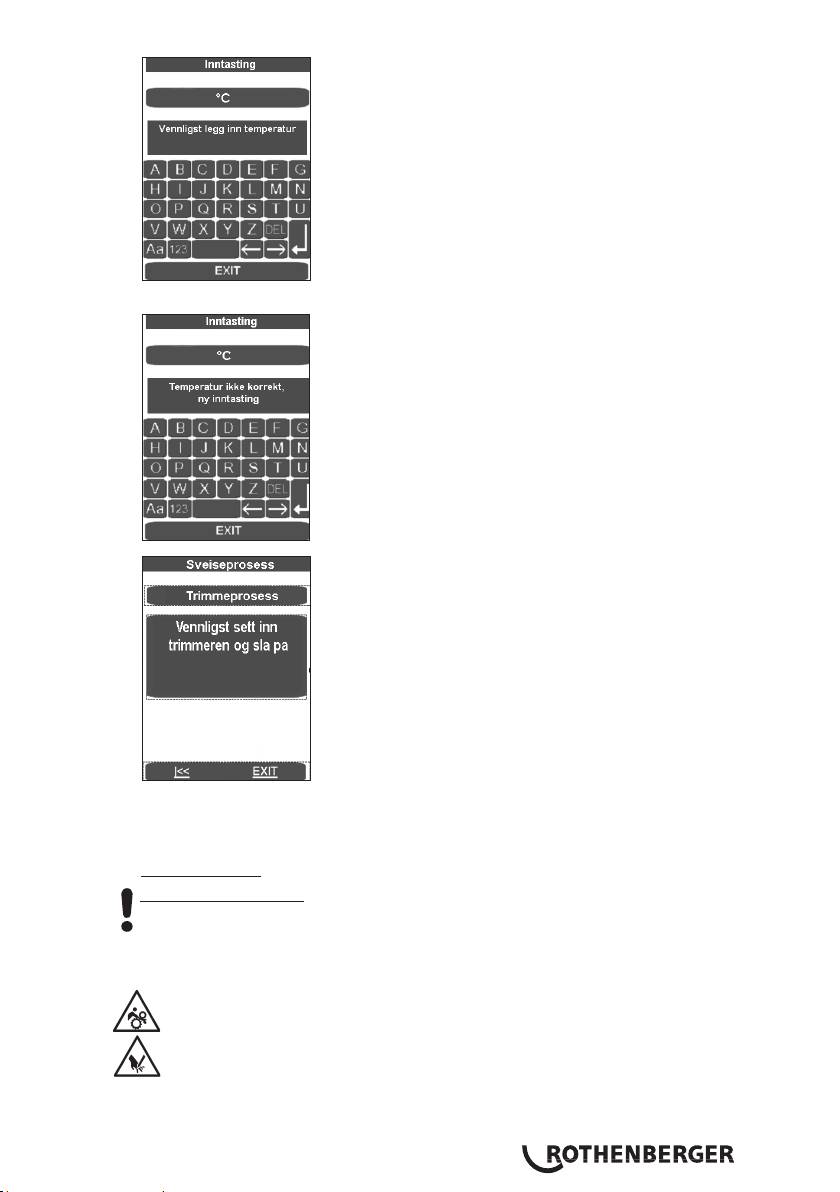
Angi temperatur og bekreft med Ente-tasten. Dersom temperaturen ikke angis korrekt vises:
Ved hjelp av piltastene kjøres maskinen opp, med EXIT går programmet til hovedmenyen uten
å lagre.
Den elektriske freseinnretningen settes inn mellom arbeidsstykkene som skal sveises.
P250-355/8-12B: Slå på fresermotor og lås bryteren.
P500-630/18-24B Plus: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn
på rotasjon til høyre.
Slå på fresen, trykk tastene(10) og (5) på hydraulikkaggregatet. Høvelskivene skal gå
i skjæreretningen, ellers må fasene byttes om på støpselet ved hjelp av egnet verktøy.
Fare for personskader! Under bruk av freseinnretningen, hold avstand til
maskinen og stikk ikke hånden inn i den roterende kniven. Bruk fresen kun
i innkjørt posisjon (arbeidsposisjon) og sett den deretter tilbake
i innstillingsboksen. Det må alltid sikres at sikkerhetsbryteren i freseinnretningen
fungerer, for å unngå at den startes utilsiktet utenfor maskinen.
Kjør sammen spennelementene (trykk tastene 10 + 11). Still inn fresetrykk med dreieknappen
(4) . Standard er opp til 20bar, fresetrykket kan økes til 40bar, se punkt 3.5.
NORSK 227
For høyt fresetrykk kan føre til overoppvarming og skader på fresedrevet. Ved
overbelastning eller stopp av fresedrevet, kjør ut maskinen og reduser trykket (s.
punkt 3.5).
Når det kommer høvelspon med spontykkelse < = 0,2mm uavbrtt, trykk tasten Fres (5), kjør
ut spennelementene (trykk tastene 10 + 8).
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
Vent til høvelskivene står stille. Ta freseinnretningen ut av grunnmaskinen og sett den
i innstillingsboksen.
Kjør sammen verktøyene med lavt trykk (trykk tastene 10 + 11) og still inn slepetrykk med
dreieknappen (4).
Når maskinen kjører med lav hastighet, trykk på skjermen. Det målte slepetrykket blir
automatisk lagt til utjevnings-, trykkvarme- og fugetrykket.
Kjør sammen spennelementene, still inn trykk som passer til røret og kontroller at
arbeidstykkene sitter fast i spennverktøyene.
Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen.
Hold andre personer unna arbeidsområdet.
NORSK228
Ved hjelp av piltastene hopper programmet tilbake til
"Slepetrykksmåling"
Ved hjelp av piltastene hopper programmet tilbake til
"Vennligst sett inn trimmeren ..."
Ved hjelp av EXIT hopper programmet til hovedmenyen
uten å lagre.
Kontroller om sveiseflatene er i flikt i plan, parallelt og aksialt.
Dersom det ikke er tilfelle må fresingen gjentas. Den aksiale forskyvningen mellom endene
på arbeidsstykkene skal (iht. DVS) ikke være større enn 10% av veggtykkelsen og maks spalte
mellom planflatene skal ikke være over 0,5mm. Fjern eventuelt spon i røret ved hjelp av et
rent verktøy (f.eks. en pensel).
Vennligst pass på! De freste overflatene som skal sveises skal ikke berøres med hånden, og
skal være fri for alt smuss!
3.2.4.1 Sveiseprosess premium-modus
Klemfare! Ved sammenkjøring av spennverktøyene og rørene, hold alltid sikker
avstand til maskinen. Stå aldri i maskinen!
Temperaturen på varmeplaten vises i skjermbildet.
Indikatorstolpen vises blått når temperaturen er lav, rød når den er for høy og grønn når den
er korrekt.
Varmeelementet settes inn mellom de to arbeidsstykkene i grunnmaskinen, pass da på at
festene for varmeplaten sitter fast i sporene på uttrekkingsinnretningen.
Kjør sammen maskinen, utjevningstrykket stilles inn og trykket holdes.
Nå blir alle sveiseparametere lagret og protokollføringen aktiveres.
Dersom sveiseprosessen avbrytes med EXIT, vises meldingen „Avbrutt av bruker“, trykket
slippes av og sveiseparameterne lagres. Bekreft meldingen med OK, programmet går til
hovedmenyen.
NORSK 229
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Det virkelige trykket vises i indikatoren
(2).
Så snart den øskede limstrenghøyden er nådd jevnt på begge rørene, slipp av trykket med
automatikk-tasten (1). Oppvarmingstiden t1 starter.
Still inn trykket slik at det sikres at endene på arbeidsstykkene liger jevnt, nesten trykkløst, an
mot varmeelementet.
Kort før slutten av oppvarmingstiden høres et signal.
Etter utløpt oppvarmingstid, kjør arbeidsstykkene fra hverandre, ta ut varmeelementet og kjør
sammen endene på arbeidsstykkene igjen.
Kort før kontakt mellom arbeidsstykkeendene (ca.1cm), stopp sammenkjøringen ved å slippe
tasten, og trykk den straks på nytt. Trykket økes lineært til det aktuelle fugetrykket.
NORSK230
Når fugetrykket er nådd hopper programmet automatisk til fugeprosedyren og Timer t4
starter.
Øvre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult)
toleranseområde, eller utenfor toleranseområdet (rød). Den nedre stolpen viser tiden. Det
vikrkelige trykket vises i indikatoren (2) og gjenstående fugetid t4 vises i indikatoren (9).
OBS: Hold tasten for godkjenning (10) og Lukk maskin (11) trykket helt til fugetrykket er
nådd, deretter kobles hydraulikken ut og tastene kan slippes.
Trykket overvåkes og justeres automatisk. Ved svært hyppig etterpumping (høyt trykktap), få
hydraulikksystemet kontrollert.
Sett varmeapparatet tilbake i innstillingsboksen
Etter avkjølingstiden blir sveiseprosessen avsluttet, lagret, det høres et signal og trykket slippes
av automatisk.
Avslutt sveisemenyen med OK.
Tapp av trykket fullstendig med tasten (3).
Spenn løs arbeidsstykkene og ta dem ut.
Kjør grunnmaskinen fra hverandre. Maskien er klar for neste sveisesyklus.
NORSK 231
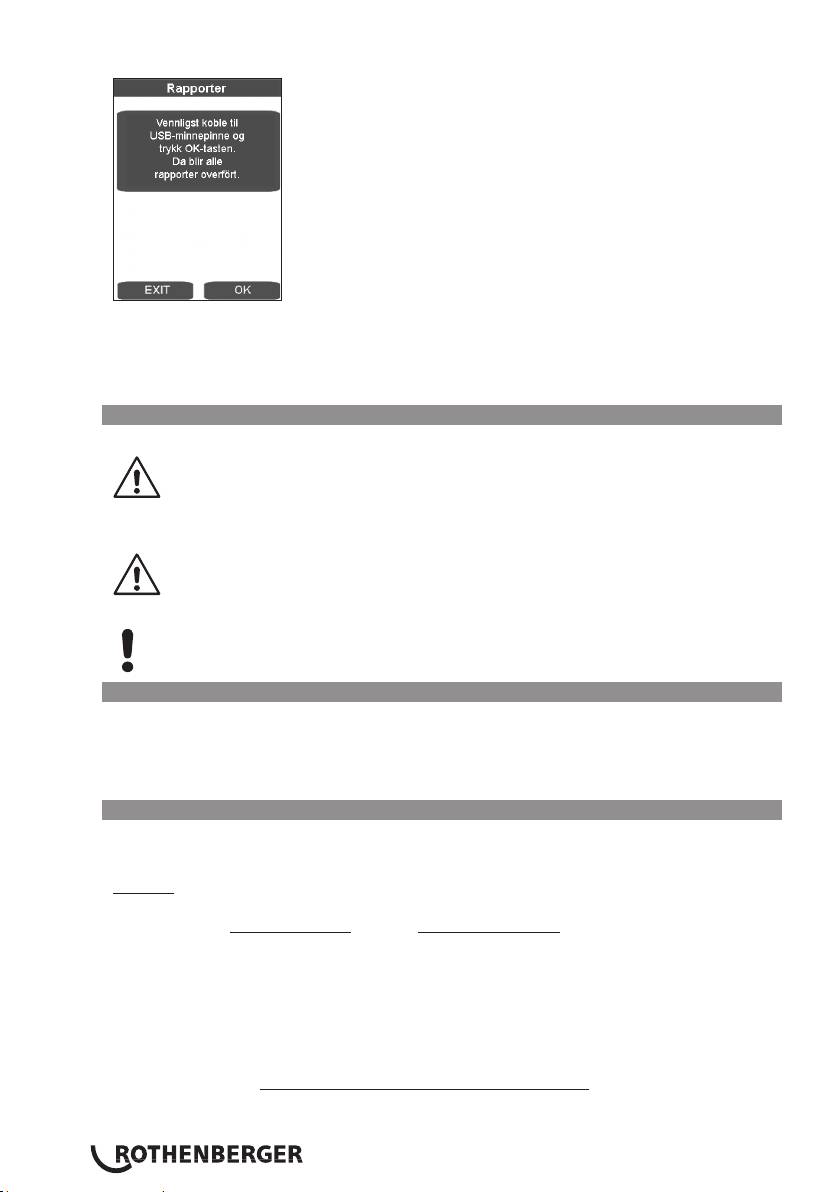
Overføring av protokollen:
I menypunktet Protokoll kan den lagres dersom det er tilkoblet en USB-minnepinne. Vinduet
lukker seg så automatisk.
Denne protokollfilen kan behandles med ROTHENBERGER Dataline 2 programmet og en PC.
Alle sveiseparametere kan finnes i den vedlagte sveisetabellen.
3.2.5 Avslutte bruk
Slå av hydraulikkaggregatet med tasten (6).
La varmeelementet kjøle seg, eller lagre det slik at det ikke kan antenne
materialer i nærheten!
Trekk støpslene på freseinnretningen, varmeelementet og og hydraulikkaggregatet ut av
stikkontaktene, og vikle opp kablene.
Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon,
ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen).
Koble fra og vikle opp hydraulikkslangene.
OBS: Beskytt koblingene mot smuss!
3.3 Genrelle krav
Da nedbør og omgivelser påvirker sveisingen, må alltid de aktuelle angivelsene i DVS -
retnignslinjene 2207 del 1, 11 og 15 overholdes. Utenfor Tyskland gjelder de aktuelle nasjonale
retningslinjene.
(Sveisingen skal overvåkes kontinuerlig og nøye!)
3.4 Viktige anvisninger om sveiseparametere
Alle nødvendige sveiseparametere som temperatur, trykk og tid kan finnes i DVS - retningslinjene
2207 del 1, 11 og 15. Utenfor Tyskland gjelder de aktuelle nasjonale retningslinjene.
Kontakt: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I enkelttilfeller skal alltid de materialspesifikke bearbeidsingsparametere fra rørprodusenten
sjekkes.
Den angitte sveiseparameterne i den vedlagte sveisetabellen er anslagsverdier, som firmaet
ROTHENBERGER ikke tar ansvar for!
De angitte verdiene i sveisetabellen for utlignings- og fugetrykket er beregnet etter følgende
formel:
Sveiseflate A [mm²] x Sveisefaktor SF [N/mm²]
Sveisetrykk P [bar] =
Sylinderflate Az [cm²] x 10
Sveisefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
NORSK232
(Total sylinderoverflate for ROWELD P 250/8 B er på 6, 26 cm²)
(Total sylinderoverflate for ROWELD P 355/12 B er på 6, 26 cm²)
(Total sylinderoverflate for ROWELD P 500/18 B og P 630/24 B er på 14, 13 cm²)
(Total sylinderoverflate for ROWELD P 630/24 B Plus er på 22, 38 cm²)
3.5 Stille inn parameter
Stille inn parameter med tilgangsrettighet „Sveiser“:
Trykk dreieknappen (4) lenge (ca. 3 sekunder), til P001 blinker i øvre indikator (2).
Velg ønsket parameter P001 til P009 med dreieknappen (4). Dersom denne verdien skal
endres eller vises, trykk kort på dreieknappen (4), verdien (default) blinker i nedre indikator
(9).
Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da
blinker parameteren igjen i øvre indikator (2).
For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
Stille inn parameter med tilgangsrett „Mester“:
Trykk dreieknappen (4) i lang tid (ca. 6 sekunder), først blinker parameter P001 i øvre
indikator (2), Deretter blinker „CodE“ og i nedre indikator (9) blinker streken i første posisjon.
Legg inn koden med dreieknappen (4) og trykk kort på dreieknappen (4) (Code = 8001 – ved
igangkjøring, ved hjelp av parameter P100 kan koden endres fritt).
Velg ønsket parameter P101 til P114 med dreieknappen (4). Dersom denne verdien skal
endres eller vises, trykk kort på dreieknappen (4), verdien (default) blinker i nedre indikator
(9).
Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da
blinker parameteren igjen i øvre indikator (2).
For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
Parameternavn Betegnelse default Enhet min max Rettighet
P001 Energiesparefunksjon Resttid 99 min 0 99 Sveiser
P002* Effektsparefunksjon aktiv 0 0 3 Sveiser
P003 Offset varmplatetemperatur 5 °C -25 25 Sveiser
P004 Pmax for fresing 20 bar 10 50 Sveiser
P005 Nominelt trykk 1/10bar Sveiser
P006 Nominell temperatur 210 °C P103 P104 Sveiser
P007 Timer T1 nominell verdi 45 sek 1 1500 Sveiser
P008 Timer T4 nominell verdi 6 min 1 99 Sveiser
P009 Pstart for fresing 10 bar 0 P004 Sveiser
P101 Avvik for etterpumping 5 % 1 50 Mester
P102 Utkjøringstid etter fresing 10 1/10sek 0 100 Mester
P103 Innstillingstemperatur (min) 160 °C 0 300 Mester
P104 Innstillingstemperatur (max) 270 °C 0 300 Mester
P105 Taste-lås (Ja/Nei) 5 sek 0 50 Mester
P106 Trykk for utkjøring 135 bar 10 160 Mester
P107 Ledetid for innkobling av
50 1/10sek 0 200 Mester
Summer
P100 Endre kode 8001 Mester
* P002 - Effektsparefunksjon:
0 - ingen,
1 – dersom freseren går blir varmeelementet slått av,
2 – dersom hydraulikkmotoren går blir varmeelementet slått av,
3 - dersom t4 går blir varmeelementet slått av.
NORSK 233

3.6 Stille dato og tid
Lukk programmet ved å klikke i øvre høyre hjørne.
Trykk Start, Setting og deretter Control Panel.
Startlisten er skjult og kan hentes ved å trykke på nedre venstre hjørne.
Klikk dato/tid
NORSK234
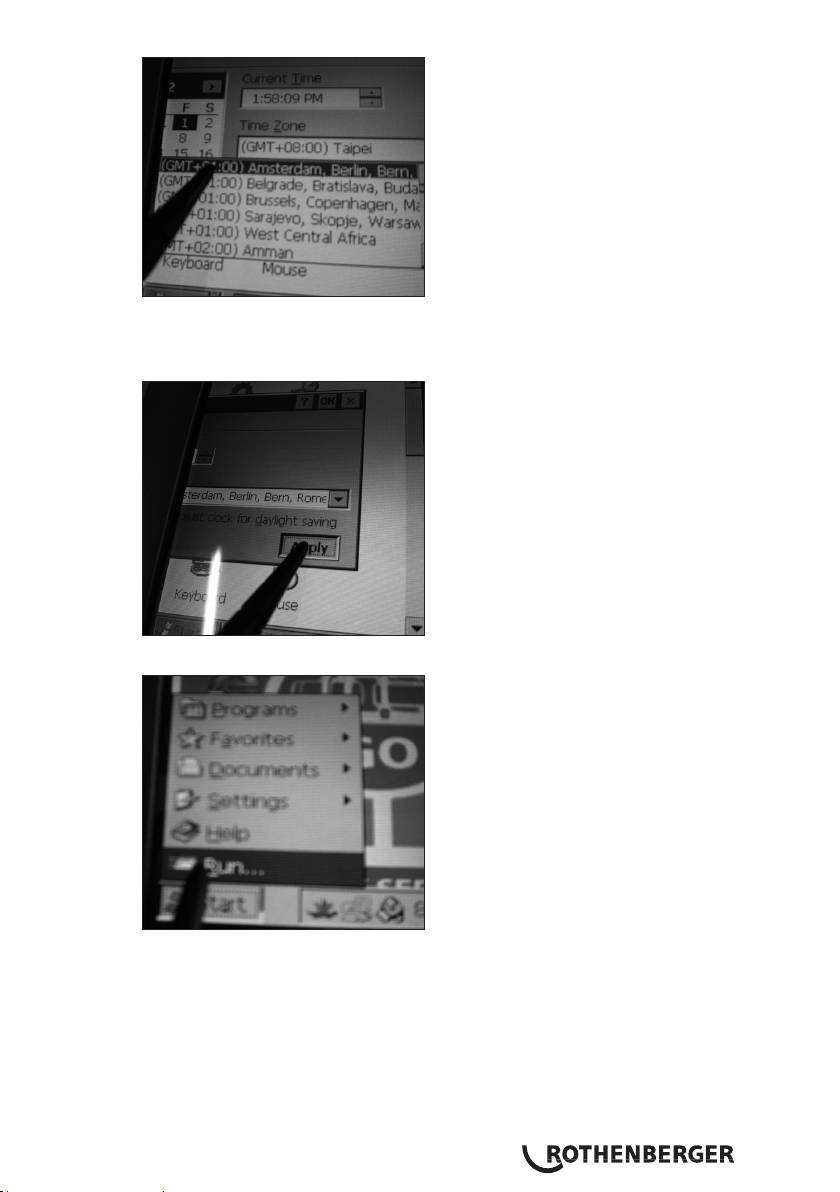
Rett inn skjermbildet ved å berøre og trekke i dato/tid listen. Velg aktuell tidssone eller legg
inn tiden med Current Time.
OBS! Pass på AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bekreft med „Apply“ og „OK“. Lukk Controlpanel med X.
Trykk tastene „Start“ og „Run“.
NORSK 235
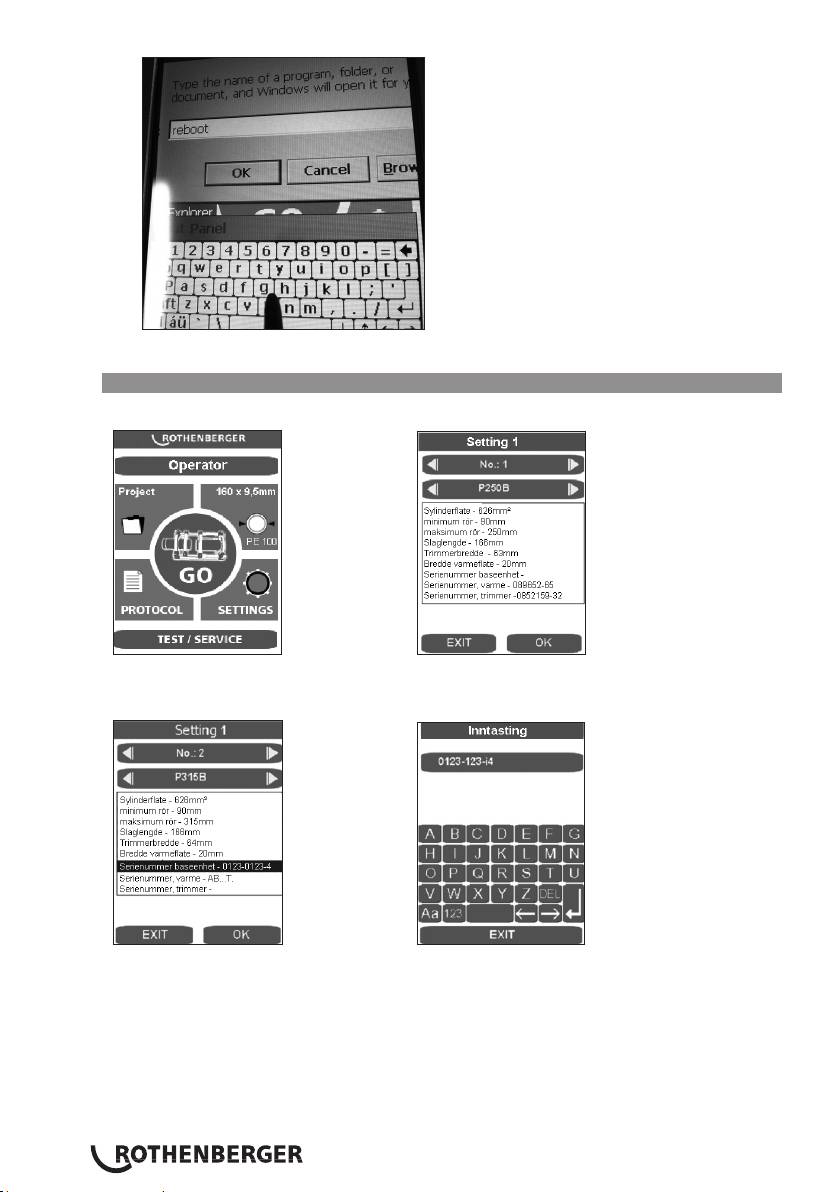
Legg inn Reboot på tastaturet som vises og trykk „OK“, PC-en starter på nytt.
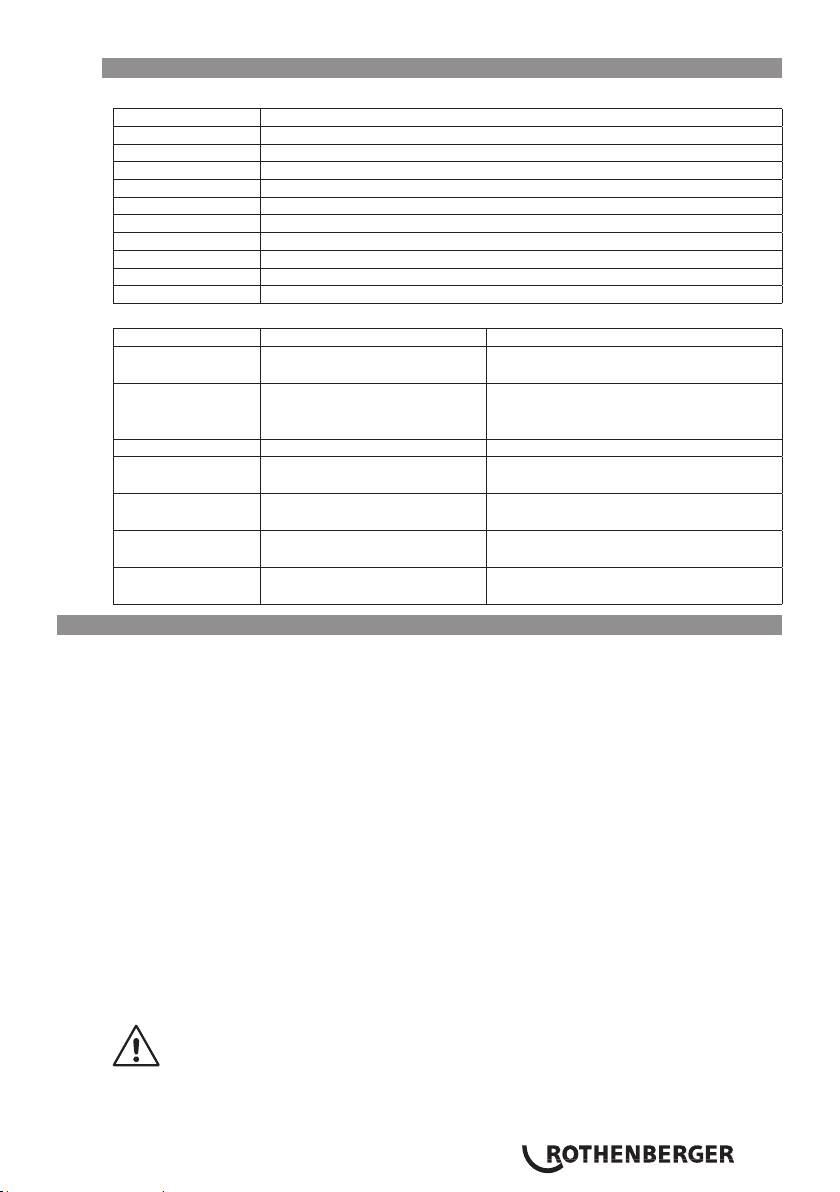
3.7 Opprette eller velge maskinkonfigurasjon
For å velge eller opprette maskinkonfigurasjon , trykk på tasten SETTINGS.
Du kan velge ønsket maskinkonfigurasjon ved hjelp av piltastene.
For å opprette en ny konfigurasjon, bruk piltast høyre til f.eks neste nr. 2.
Ved å trykke på det aktuelle feltet vises innleggingsvinduet. Data kan slettes ved å bruke DEL og
legges inn på nytt, disse dataene registreres senwere i protokollen.
NORSK236
3.8 Feilmeldinger
Touch-PC og Protokoll:
Feilmelding Betegnelse
Code 1 Utjevningstrykk for høyt
Code 2 Utjevningstrykk for lavt
Code 4 Varmetrykk for høyt
Code 64 Omstillingstid for lang
Code 128 Trykkopparbeidsingstid for lang
Code 256 Fugetrykk for høyt
Code 512 Fugetrykk for lavt
Code 2048 Varmeelement for kaldt
Code 4096 Avbrutt av bruker
Code 131072 Varmeelement for varmt
Styring:
Feilmelding Betegnelse Feilretting
SER Servicedato nådd, service
Få gjennomført service
kreves
ERR1 Absolutt trykk ikke nådd Kontroller oljenivå, kontroller
trykksensor, ventielr defekt, motor
defekt
PE-2 Trykksensor -24V defekt Skift trykksensor
ERR5 Oljetemperatur 70°C –
Vent til oljetemperatur er under 50°C
Stopp!
HE-1 Varmeelement ikke tilkoblet,
Skift føler
følerbrudd
HE-0 Varmeelement for varmt Kontroller temperatur, kontroller
innstilling, skift føler
HE-2 Varmeelement for kaldt Kontroller temperatur, kontroller
innstilling, skift føler
4 Pleie og vedlikehold
For å opprettholde funksjonen av maskinen skal følgende punkter følges:
• Føringsstengerne må holdes fri for smuss. Ved skader på overflatene skal føringsstengerne
skiftes da dette eventuelt føre til trykktap.
• For å opprettholde feilfri sveising er det nødvendig å holde varmeelementet rent. Ved
skader på overflatene skal varmeelementet lakkeres på nytt eller skiftes ut. Materialrester på
varemflaten reduserer slippegenekapene og kan fjernes med papir og sprit (kun ved kaldt
varmeelement!).
• Hydraulikkoljen (HLP – 46 art.nr.: 53649) skal skiftes hver 12. måned.
• For å unngå funksjonsfeil skal hydraulikkanlegget kontrolleres regelmessig for tetthet,
at skruene sitter godt og at strømkablene er i orden.
• Hydraulikk-hurtigkoblingene på hydraulikkaggregatet skal beskyttes mot smuss. Ved
tilsmussig må de rengjøres før tilkobling.
• Freseinnretningen er utstyrt med to dobbeltsidig slipte kniver. Ved redusert skjæreeffekt kan
knivene snus eller skiftes av nye.
• Du må alltid passe på at røret/endene som bearbeides, spesielt frontendene, er frie for smuss.
Ellers kan levetiden av knivene reduseres.
Det skal gjennomføres årlig kontroll i henhold til DVS 2208, ved produsenten eller
et autorisert serviceverksted. Ved maskiner med belastning over det manlige skal
kontrollsyklusen forkortes.
NORSK 237

4.1 Maskin- og verktøypleie
(Se vedlikeholdsforskrift punkt 4!)
Skarpe og rene verktøy gir bedre resultat og er sikrere.
Sløve, knekte eller tapte deler skal straks skiftes. Kontroller at tilbehøret er godt festet til
maskinen.
Ved vedlikeholdsarbeider skal det kun brukes originale reservedeler. Reparasjoner skal kun utføres
av kvalifisert personell.
Når den ikke benyttes, før stell og vedlikehold og før skifte av tilbehør skal maskinen kobles fra
strømnettet.
Før ny tilkobling til strømnettet må du forsikre deg om at maskinen og tilbehøret er slått av.
Ved bruk av skjøteledninger skal det kontrolleres at de er sikre og fungerer. Det skal kun brukes
godkjente kabler ved bruk utendørs.
Ikke bruk verktøy og maskiner dersom kabinett eller håndtak, spesielt dersom de er av plast, er
sprukne eller deformerte.
Smuss og fuktighet i sprekker vil lede elektrisk strøm. Dette kan gi elektrisk støt dersom det er en
isolasjonsfeil i verktøyet eller maskinen.
Kommentar: Vi viser også til de ulykkesforebyggende forskriftene.
5 Tilbehør
Egnet tilbehør og et bestillingsformular finner du fra og med side 451.
6 Avfallsdumping
Deler av apparatet er verdifulle stoffer, og kan tilføres resirkuleringen. Du kan bruke tillatte
og sertifiserte resirkuleringsbedrifter til dette. For miljøvennlig avfallsdumping av de delene
som ikke kan resirkuleres (f.eks. elektronikksøppel) spør du vennligst etter hos ansvarlige for
avfallsdumping.
Kun for EU-land:
Elektroverktøy må ikke deponeres sammen med husholdningssøppelet! Iht. Europeisk
direktiv 2012/19/EF angående gamle elektro og elektronikkapparater, og deres omsetning
til nasjonal rett, må elektroverktøy som ikke brukes lenger samles og tilføres et
miljøvennlig gjenbruksdeponi.
NORSK238
