Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 7
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
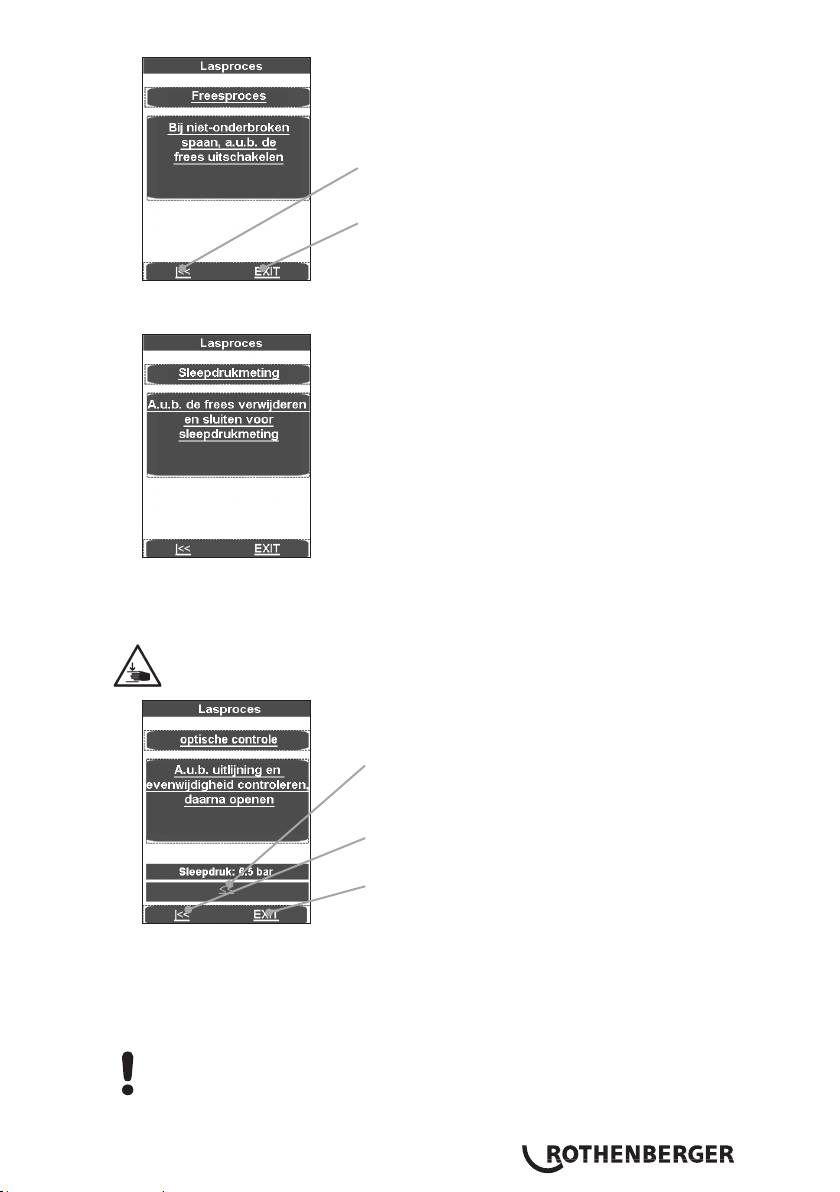
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Wachten tot de schaafschijven stilstaan. Freesinrichting uit de basismachine halen en in de
instelkast plaatsen.
Druk op het tekstveld, de werkstukken bewegen naar elkaar toe en de sleepdruk wordt
gemeten.
De gemeten sleepdruk wordt automatisch opgeteld bij de compensatie-, doorwarm- en
voegdruk.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Met de pijltoetsen springt het programma terug naar
"Sleepdrukmeting".
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Controleer, of de buizen stevig in de spanelementen zitten, of de lasvlakken effen, parallel en
axiaal in lijn liggen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen
de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte
en de max. spleet tussen de eindvlakken niet groter dan 0,5 mm zijn. Met een rein werktuig
(bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijderen.
Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de
handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
NEDERLANDS 119
3.2.3 Lasbewerking
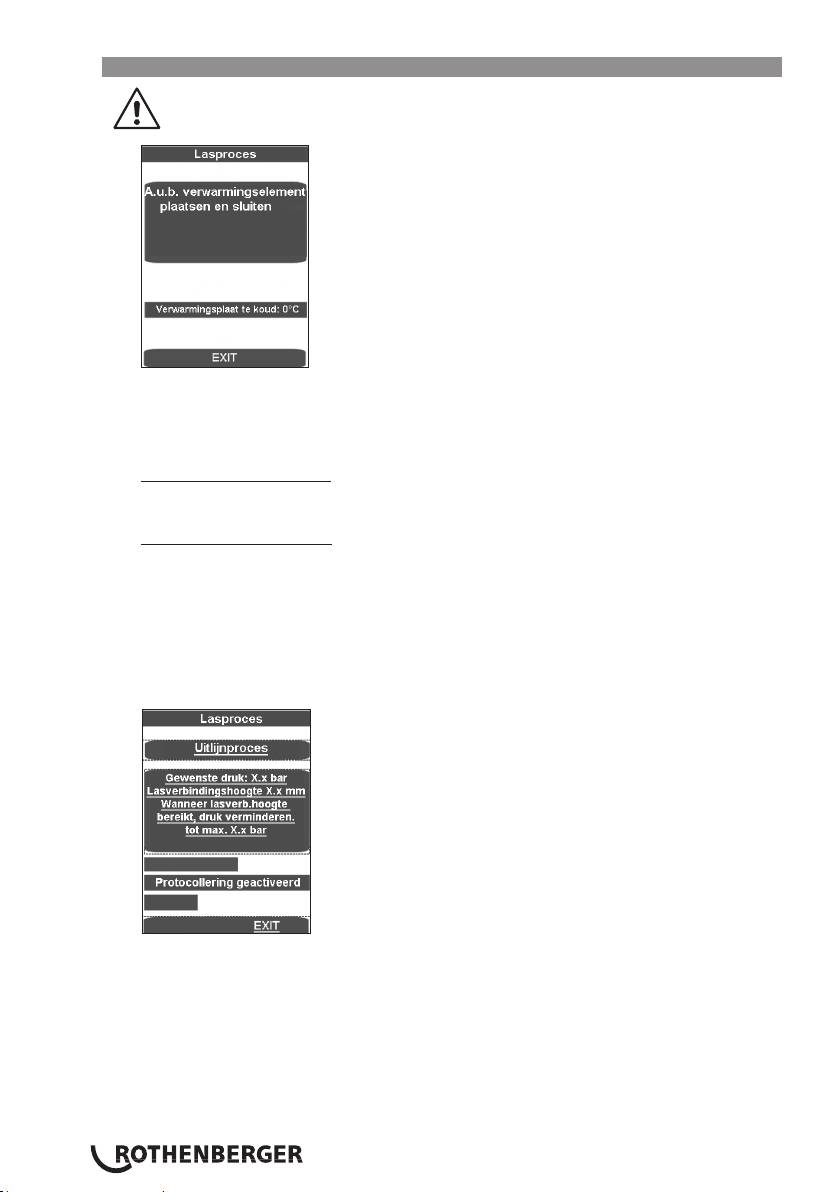
Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en
pijpen moet absoluut een veilige afstand tot de machine worden gehouden.
Nooit in de machine gaan staan!
Op het scherm wordt de temperatuur van de verwarmingsplaat weergegeven.
De indicatiebalk kleurt als de temperatuur te laag is blauw, als deze te hoog is rood en groen
als deze binnen het instelbereik ligt.
De machine kan uitsluitend in het groene streefgebied worden gesloten.
Verwarmingselement SA: Het verwarmingselement tussen de beide werkstukken in de
basismachine plaatsen en erop letten dat de steunen van de verwarmingsplaat in de groeven
van de aftrekinrichting zitten.
Verwarmingselement VA: Plaats het verwarmingselement op de twee opnames in de
basismachine en draai de verwarmingsplaat tussen de buizen.
Sluit de machine door op het tekstveld te drukken, de aanpassingsdruk wordt automatisch
ingesteld en aangehouden.
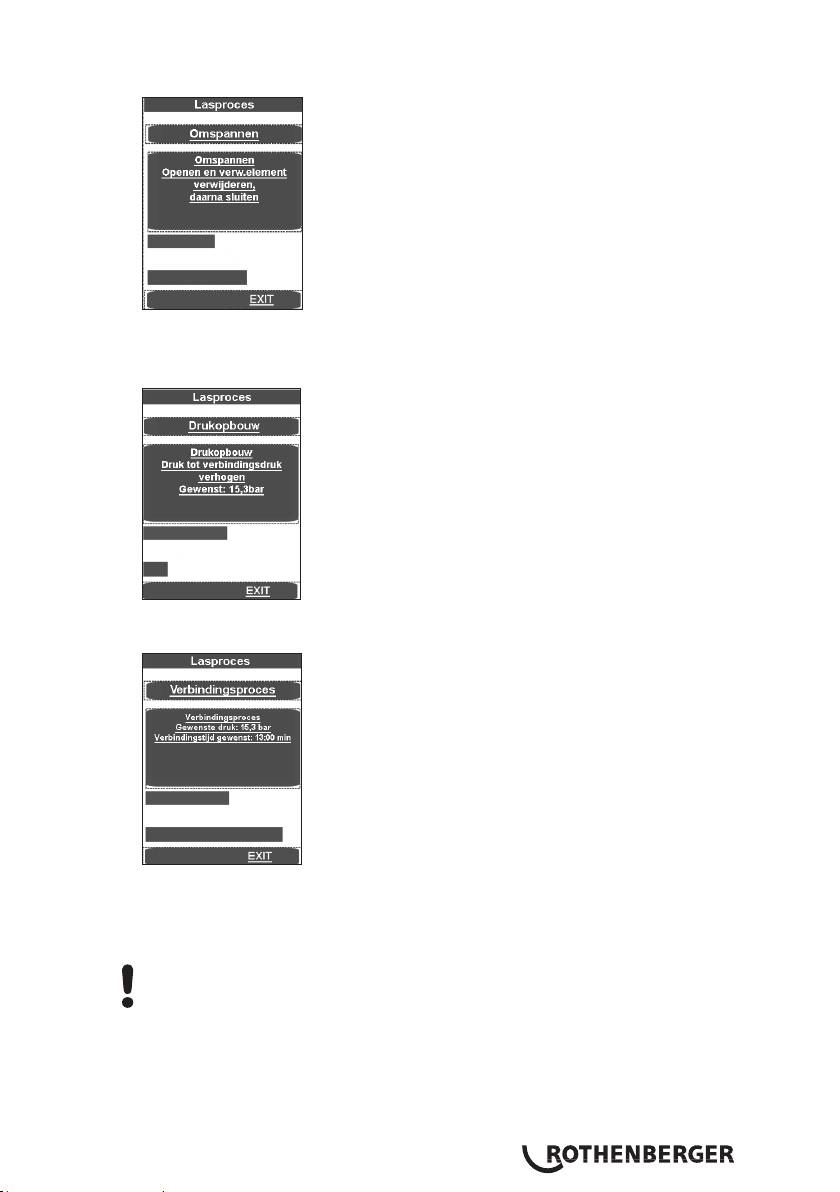
Nu worden alle lasparameters opgeslagen en de rapportage geactiveerd.
Wanneer het lasproces met EXIT wordt afgebroken, verschijnt de melding ‚Afgebroken
door gebruiker‘, de druk wordt weggenomen en de lasparameters worden opgeslagen. De
melding met OK bevestigen, het programma gaat naar het hoofdmenu.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De werkelijke druk
wordt op de display (2) weergegeven.
Zodra de vereiste lasverbindingshoogte gelijkmatig aan de volledige omtrek van de beide
buizen is bereikt, wordt de druk automatisch verminderd en start het opwarmproces.
NEDERLANDS120
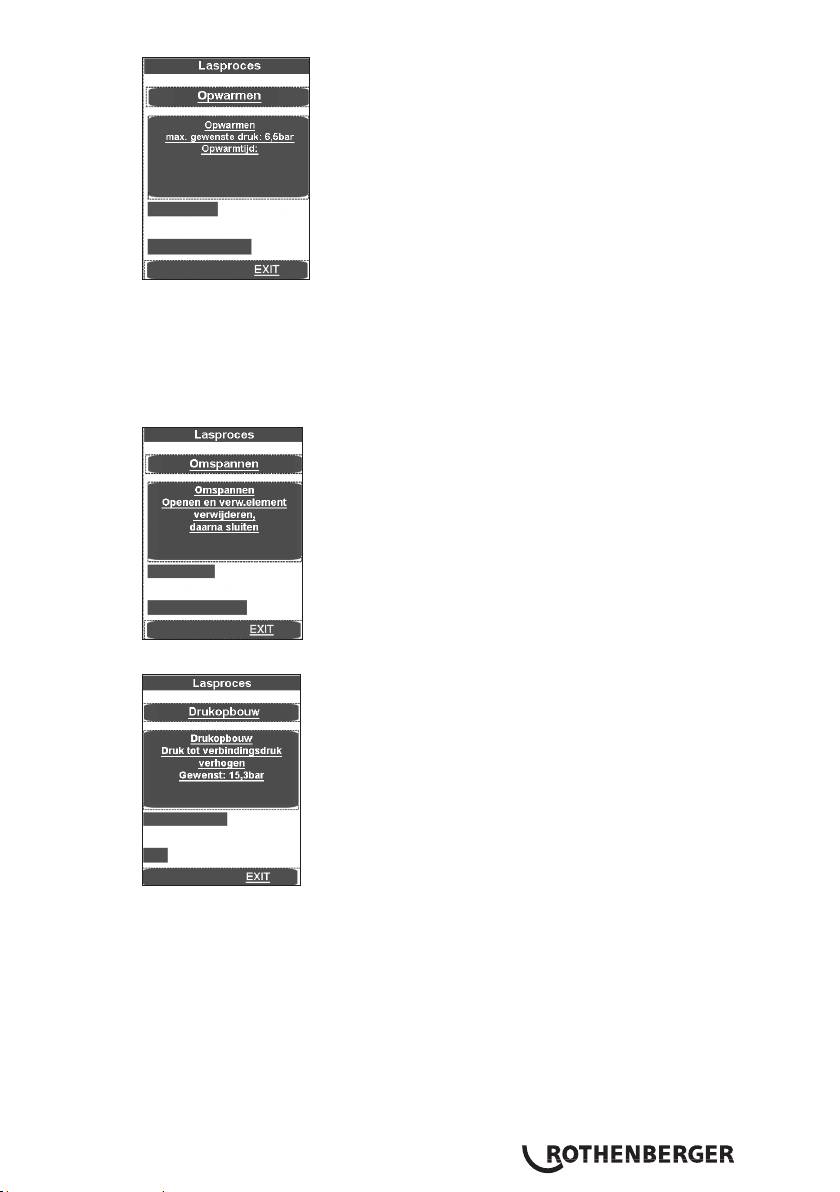
De druk zo instellen, dat een gelijkmatige vrijwel drukloos contact van de werkstukuiteinden
bij het verwarmingselement gewaarborgd is.
Kort voor het einde van de opwarmtijd klinkt een signaal.
Na afloop van de opwarmtijd bewegen de werkstukken automatisch uit elkaar, het
verwarmingselement SA moet worden verwijderd, resp. het verwarmingselement VA wordt
automatisch naar buiten gedraaid en de werkstukuiteinden worden samengebracht.
De druk wordt lineair verhoogd naar de betreffende voegdruk.
Bij het bereiken van de voegdruk springt het programma automatisch naar het voegproces en
start timer t 4.
NEDERLANDS 121
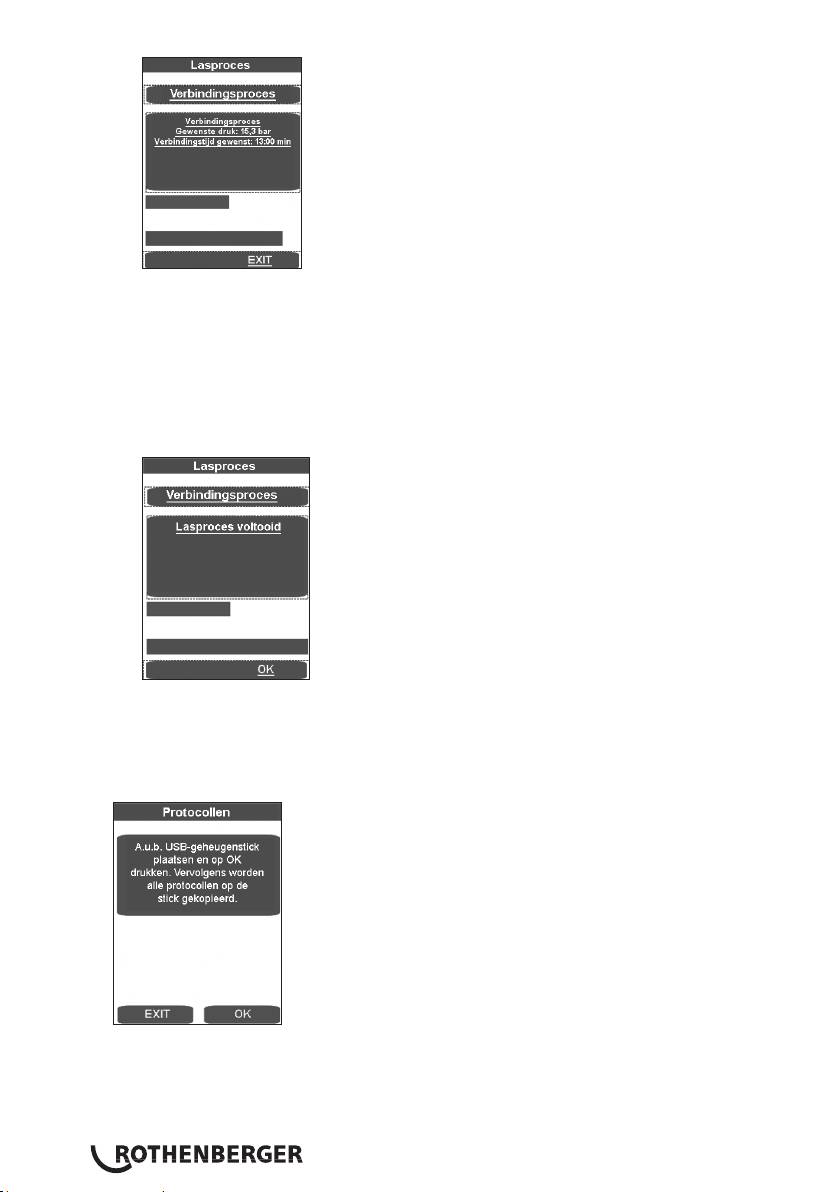
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De onderste toont
het tijdsverloop. De werkelijke druk wordt op de display (2) en de resterende voegtijd t4 op
de display (9) weergegeven.
De druk wordt automatisch gemonitord en bijgeregeld. Bij overmatig vaak napompen (hoog
drukverlies) het hydraulisch systeem laten controleren.
Verwarmingselement terugplaatsen in de instelkast.
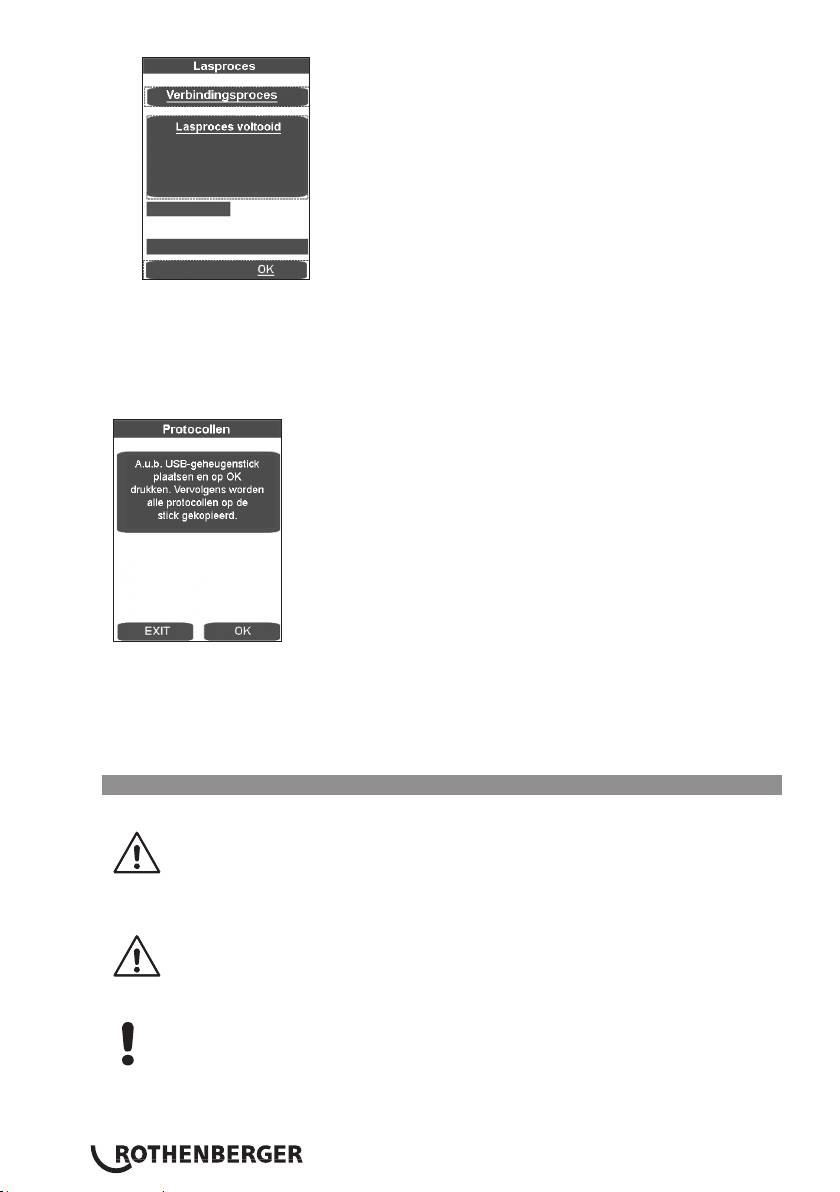
Nadat de afkoeltijd is verstreken wordt het lasproces beëindigd en opgeslagen, is er een
signaal te horen en wordt de druk automatisch verminderd.
Het lasmenu met OK verlaten.
Met toets (3) de druk compleet wegnemen.
De gelaste werkstukken losmaken en verwijderen.
Basismachine openen. De machine is gereed voor de volgende lascyclus.
Overdracht van de rapportages:
Bij het menupunt Rapportages kunnen deze na het aansluiten van een USB-stick worden
opgeslagen met OK. Het scherm sluit daarna automatisch.
Dit logbestand kan met de ROTHENBERGER Dataline 2 software en een computer worden
bewerkt.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
NEDERLANDS122
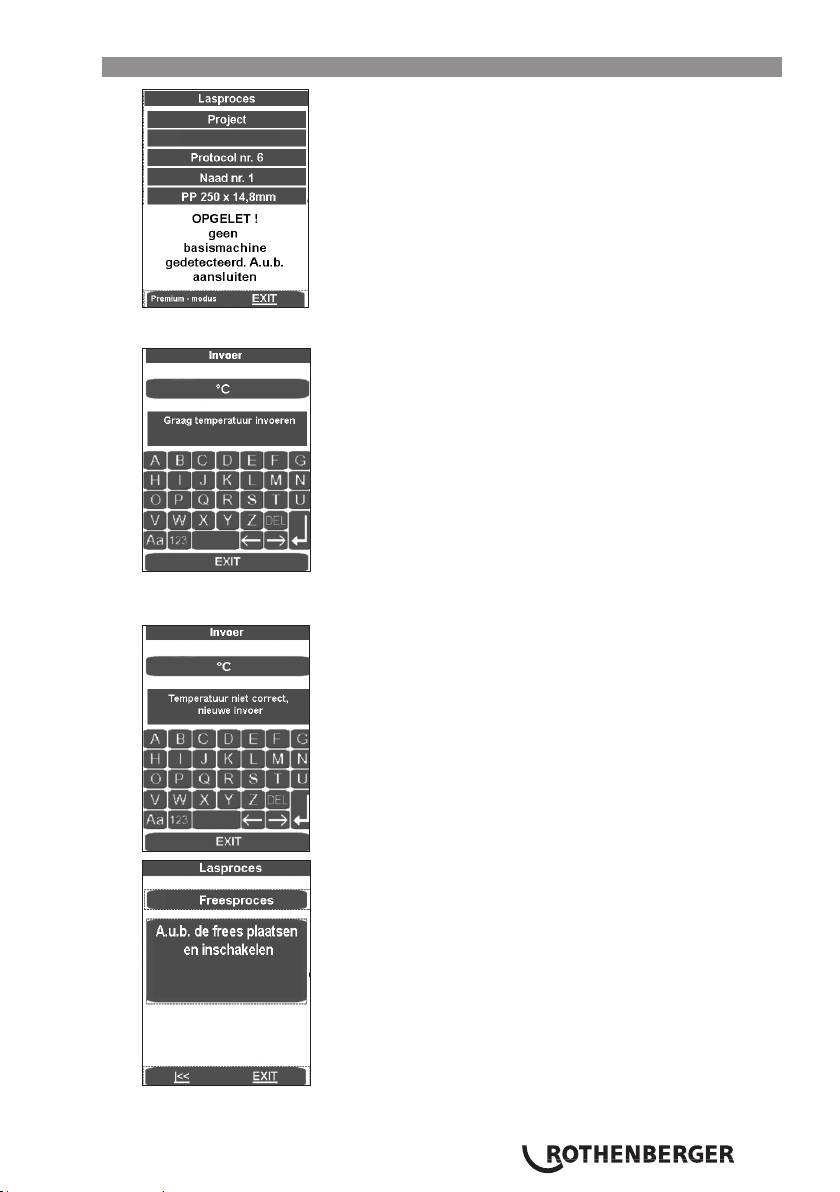
3.2.4 Lassen in de Premium-modus
Druk op de Premium-modus toets.
Temperatuur invoeren en bevestigen met de enter-toets. Wordt de temperatuur niet correct
ingevoerd, verschijnt:
Met de pijltoetsen start de machine op, met EXIT springt het programma zonder opslaan
terug naar het hoofdmenu.
NEDERLANDS 123
De elektrische freesinrichting tussen de lassen werkstukken plaatsen.
P250-355/8-12B: Freesmotor inschakelen en schakelaar vergrendelen.
P500-630/18-24B Plus: Draairichtingen controleren! Af fabriek zijn de machines
rechtsdraaiend aangesloten.
Freesinrichting inschakelen, toetsen (10) en (5) op het hydraulisch aggregaat indrukken. De
schaafschijven moeten in snijrichting draaien, anders de fasewisselaar in de netstekker met
een geschikt gereedschap omschakelen.
Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand
tot de machine aan en grijp niet in de roterende messen. De frees alleen in
gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe
voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar
in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld
starten van de machine te voorkomen.
Spanelementen sluiten (toets 10 + 11 indrukken). De freesdruk met de draaiknop (4)
instellen. Standaard tot 20 bar mogelijk, de freesdruk kan tot maximaal 40 bar worden
verhoogd, zie punt 3.5.
Een te hoge freesdruk kan tot oververhitting en beschadiging van de
freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de
machine neerzetten en de druk verminderen (z. pt. 3.5).
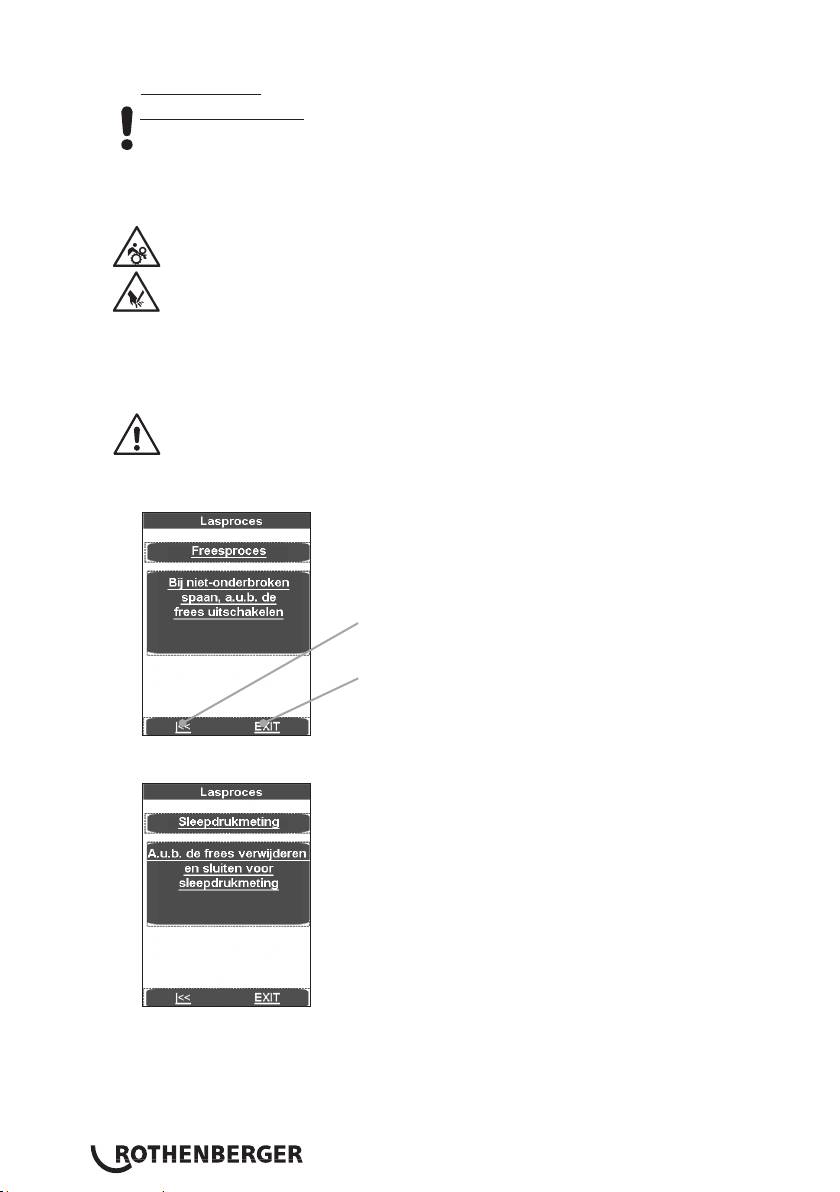
Nadat de schaafspaan met een spaandikte van < = 0,2 mm ononderbroken uit de frees komt
toets frezen (5) indrukken, de spanelementen openen (toets10 + 8 indrukken).
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Wachten tot de schaafschijven stilstaan. Freesinrichting uit de basismachine halen en in de
instelkast plaatsen.
Werkstukken met een lichte druk samenvoegen (toets 10 en 11 indrukken) en sleepdruk met
draaiknop (4) instellen.
NEDERLANDS124
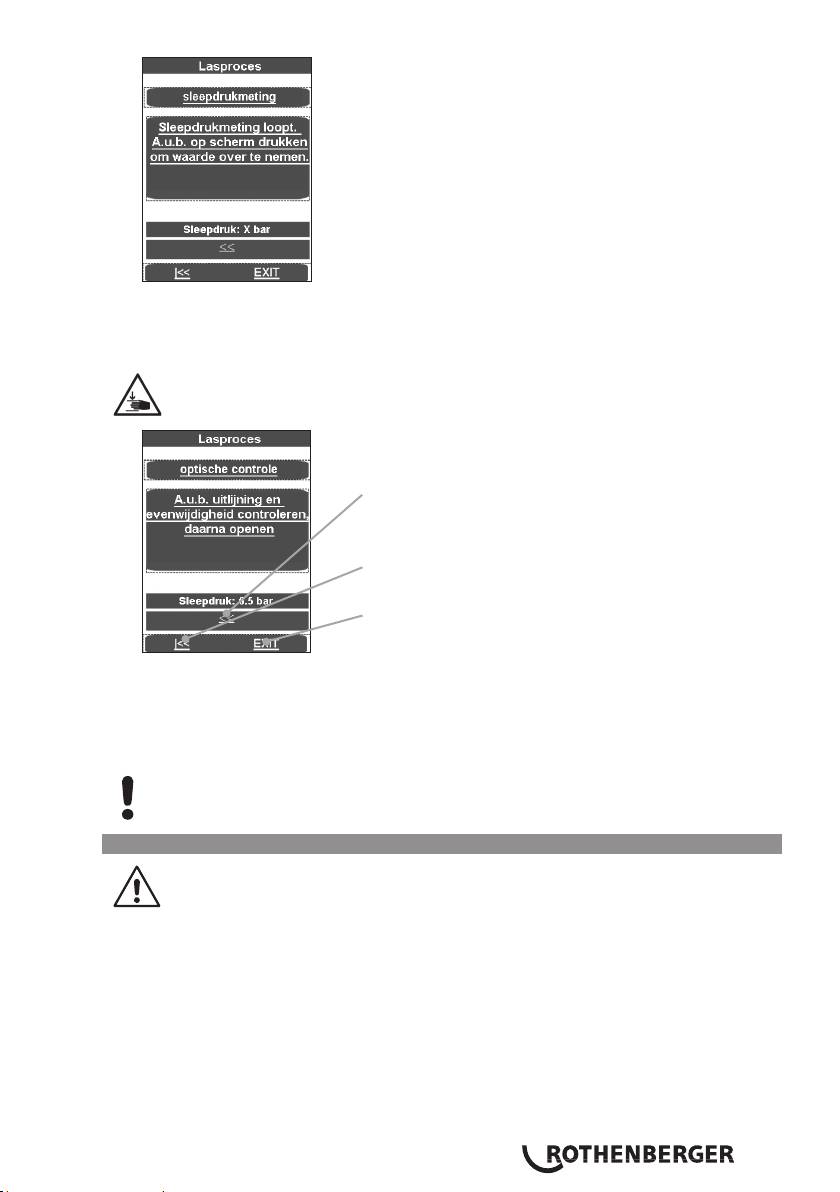
Beweegt de machine met een lage snelheid, op het beeldscherm drukken. De gemeten
sleepdruk wordt automatisch opgeteld bij de compensatie-, doorwarm- en voegdruk.
Spanelementen sluiten, de druk voor de betreffende buis instellen en controleren of de
werkstukken vastzitten in de spangereedschappen.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Met de pijltoetsen springt het programma terug naar
"Sleepdrukmeting".
Met de pijltoetsen springt het programma terug
"A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar
het hoofdmenu.
Testen of de lasoppervlakken vlak, parallel en centrifugaal lopen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen
de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte
en de max. spleet tussen de eindvlakken niet groter dan 0,5 mm zijn. Met een rein werktuig
(bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijderen.
Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de
handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
3.2.4.1 Lasproces Premium-modus
Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en
pijpen moet absoluut een veilige afstand tot de machine worden gehouden.
Nooit in de machine gaan staan!
NEDERLANDS 125
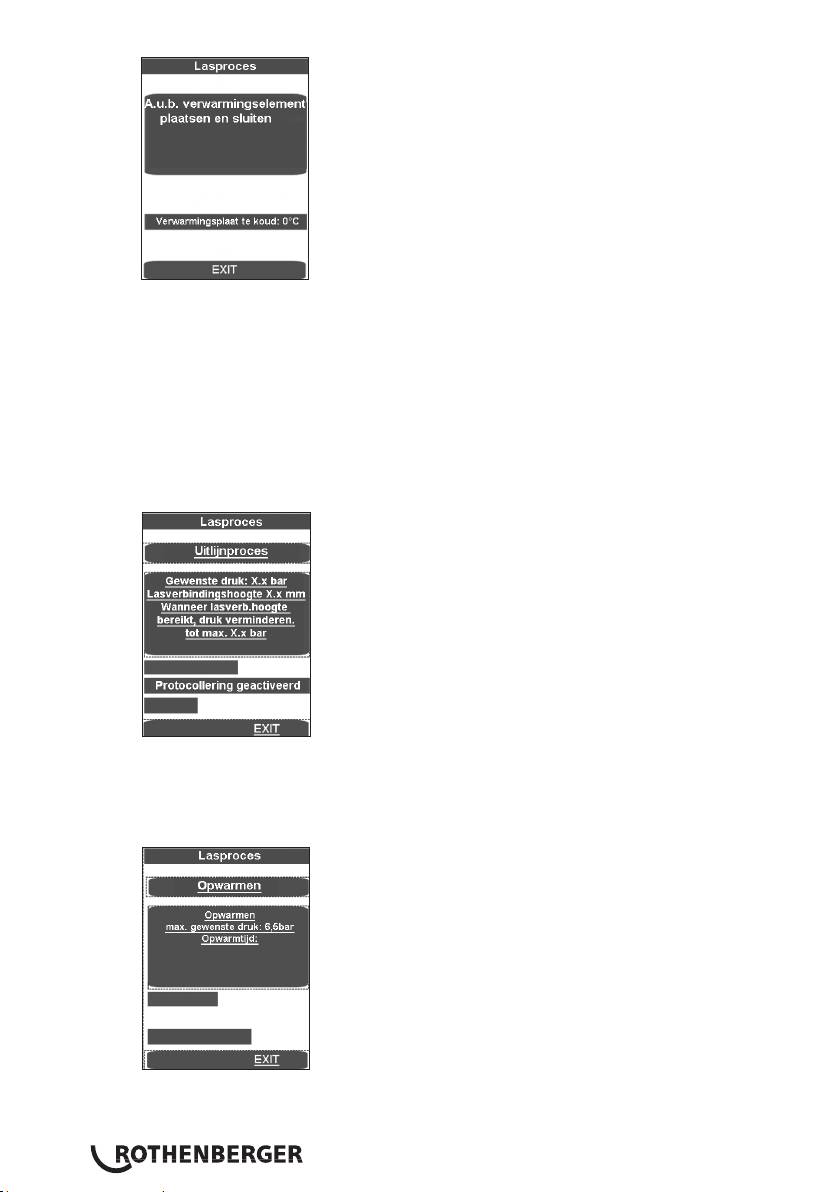
Op het scherm wordt de temperatuur van de verwarmingsplaat weergegeven.
De indicatiebalk kleurt als de temperatuur te laag is blauw, als deze te hoog is rood en groen
als deze binnen het instelbereik ligt.
Het verwarmingselement tussen de beide werkstukken in de basismachine plaatsen en erop
letten dat de steunen van de verwarmingsplaat in de groeven van de aftrekinrichting zitten.
Machine sluiten, de compensatiedruk wordt automatisch ingesteld en de druk wordt
vastgehouden.
Nu worden alle lasparameters opgeslagen en de rapportage geactiveerd.
Wanneer het lasproces met EXIT wordt afgebroken, verschijnt de melding ‚Afgebroken
door gebruiker‘, de druk wordt weggenomen en de lasparameters worden opgeslagen. De
melding met OK bevestigen, het programma gaat naar het hoofdmenu.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De werkelijke druk
wordt op de display (2) weergegeven.
Zodra de gewenste kraag gelijkmatig over de gehele omvang van de beide buizen is bereikt,
de druk met toets automaat (1) ontlasten. De opwarmtijd t1 gaat lopen.
De druk zo instellen, dat een gelijkmatige vrijwel drukloos contact van de werkstukuiteinden
bij het verwarmingselement gewaarborgd is.
Kort voor het einde van de opwarmtijd klinkt een signaal.
NEDERLANDS126
Na verstrijken van de opwarmtijd de werkstukken weer uit elkaar bewegen, het
verwarmingselement verwijderen en de werkstukuiteinde samenvoegen.
Kort voor het contact van de werkstukuiteinden (ca. 1cm) het samenbrengen stoppen door
de toetsen los te laten en meteen weer in te drukken. De druk wordt lineair verhoogd naar de
betreffende voegdruk.
Bij het bereiken van de voegdruk springt het programma automatisch naar het voegproces en
start timer t 4.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen
het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De onderste toont
het tijdsverloop. De werkelijke druk wordt op de display (2) en de resterende voegtijd t4 op
de display (9) weergegeven.
Let op!: Toetsen Vrijgave (10) en Machine sluiten (11) ingedrukt houden, tot de voegdruk is
bereikt, daarna schakelt de hydrauliek uit en kunnen de toetsen worden losgelaten.
De druk wordt bewaakt en automatisch bijgeregeld. Bij overmatig vaak napompen (hoog
drukverlies) het hydraulisch systeem laten controleren.
Verwarmingselement terugplaatsen in de instelkast.
Nadat de afkoeltijd is verstreken wordt het lasproces beëindigd en opgeslagen, is er een
signaal te horen en wordt de druk automatisch verminderd.
NEDERLANDS 127
Het lasmenu met OK verlaten.
Met toets (3) de druk compleet wegnemen.
De gelaste werkstukken losmaken en verwijderen.
Basismachine openen. De machine is gereed voor de volgende lascyclus.
Overdracht van de rapportages:
Bij het menupunt Rapportages kunnen deze na het aansluiten van een USB-stick worden
opgeslagen met OK. Het scherm sluit daarna automatisch.
Dit logbestand kan met de ROTHENBERGER Dataline 2 software en een computer worden
bewerkt.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
3.2.5 Buitenbedrijfstelling
Hydraulisch aggregaat met toets (6) uitschakelen.
Verwarmingselement laten afkoelen resp. zodanig opbergen dat er geen in de
nabijheid aanwezige stoffen in brand kunnen vliegen!
De netstekkers van freesinrichting, verwarmingselement en hydraulisch aggregaat uit de
stopcontacten trekken en de snoeren opwikkelen.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok!
De hydraulische slangen loskoppelen en opwikkelen.
Let op! De koppelingen tegen vuil beschermen!
NEDERLANDS128
3.3 Algemene vereisten
Daar weers- en omgevingsinvloeden de lasbewerking wezenlijk beïnvloeden, moeten de
betreffende bepalingen in de DVS-richtlijn 2207 deel 1, 11 en 15 worden nageleefd. Buiten het
grondgebied van de Bondsrepubliek Duitsland gelden de betreffende nationale richtlijnen.
(Er moet permanent en zorgvuldig op de laswerkzaamheden worden toegezien!)
3.4 Belangrijke instructies bij de lasparameters
Voor alle vereiste lasparameters, zoals temperatuur, druk en tijd, wordt verwezen naar de DVS-
richtlijn 2207 deel 1, 11 en 15. Buiten het grondgebied van de Bondsrepubliek Duitsland gelden
de betreffende nationale richtlijnen.
Referentie: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Per geval moeten de materiaalspecifieke bewerkingsparameters van de buizenfabrikant
onvoorwaardelijk worden aangehouden!
De in de bijgevoegde lastabellen genoemde lasparameters zijn richtwaarden waarvoor de firma
ROTHENBERGER geen garantie verleent!
De in de lastabellen vermelde waarden voor de aanpas- en samenvoegdruk werden volgens de
volgende formule berekend:
lasoppervlak A [mm²] x lasfactor SF [N/mm²]
druk P [bar] =
cilinderoppervlak Az [cm²] x 10
Lasfactor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(De totale cilinderoppervlakte van de ROWELD P 250 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 355 B bedraagt 6, 26 cm²)
(De totale cilinderoppervlakte van de ROWELD P 500 B en 630 B bedraagt 14, 13 cm²)
(De totale cilinderoppervlakte van de ROWELD P 630 B Plus bedraagt 22, 38 cm²)
3.5 Parameters instellen
Parameters met rechten „Lasser“ instellen:
Draaiknop (4) lang (ca. 3 sec.) indrukken, tot P001 in het bovenste display (2) knippert.
Met draaiknop (4) de gewenste parameter P001 tot en met P009 kiezen. Moet deze waarde
worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default)
knippert op de onderste display (9).
Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de
parameter weer op de bovenste display (2).
Voor het beëindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden
opgeslagen.
Parameters met rechten „Meester“ instellen:
Draaiknop (4) lang (ca. 6 sec.) indrukken, eerst knippert de parameter P001 op de bovenste
display (2), daarna „CodE“ en op de onderste display (9) knippert de streep op de eerste
positie.
Met de draaiknop (4) de code invoeren en kort op de draaiknop (4) drukken (code = 8001
– bij eerste keer in gebruik nemen, via parameter P100 kan de code naar wens worden
gewijzigd).
Met draaiknop (4) de gewenste parameter P101 tot en met P114 kiezen. Moet deze waarde
worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default)
knippert op de onderste display (9).
Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de
parameter weer op de bovenste display (2).
Voor het beëindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden
opgeslagen.
NEDERLANDS 129
Parameternaam Aanduiding Default Eenheid Min Max Rechten
P001 Energiebesparingsfunctie
99 Min 0 99 Lasser
resttijd
P002* Energiebesparingsfunctie actief 0 0 3 Lasser
P003 Offset
5 °C -25 25 Lasser
verwarmingsplaattemperatuur
P004 p max voor frezen 20 bar 10 50 Lasser
P005 Insteldruk 1/10bar Lasser
P006 Insteltemperatuur 210 °C P103 P104 Lasser
P007 Timer t1 instelwaarde 45 sec 1 1500 Lasser
P008 Timer t4 instelwaarde 6 Min 1 99 Lasser
P009 pstart voor frezen 10 bar 0 P004 Lasser
P101 Afwijking tot napompen 5 % 1 50 Meester
P102 Openingstijd na frezen 10 1/10 sec 0 100 Meester
P103 Insteltemperatuur (min) 160 °C 0 300 Meester
P104 Insteltemperatuur (max) 270 °C 0 300 Meester
P105 Toetsvergrendeling (ja/nee) 5 sec 0 50 Meester
P106 Druk voor openen 135 bar 10 160 Meester
P107 Naderingstijd voor het
50 1/10 sec 0 200 Meester
schakelen van de zoemer
P100 Code wijzigen 8001 Meester
* P002 - Energiebesparingsfunctie :
0 - geen,
1 - wanneer frees loopt wordt verwarmingselement uitgeschakeld,
2 - wanneer hydraulische motor loopt wordt verwarmingselement uitgeschakeld,
3 - wanneer t4 loopt wordt verwarmingselement uitgeschakeld.
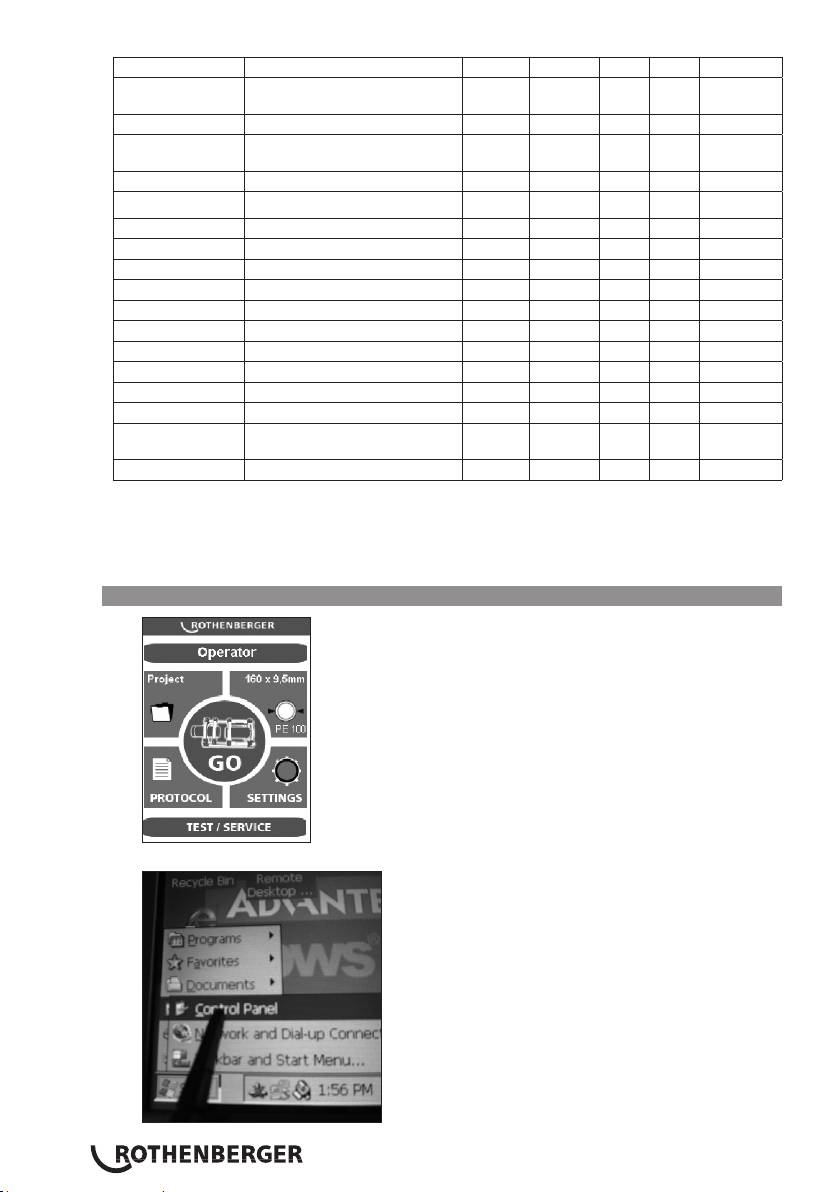
3.6 Instellen van datum en tijd
Programma sluiten door te klikken in de linkerbovenhoek.
NEDERLANDS130
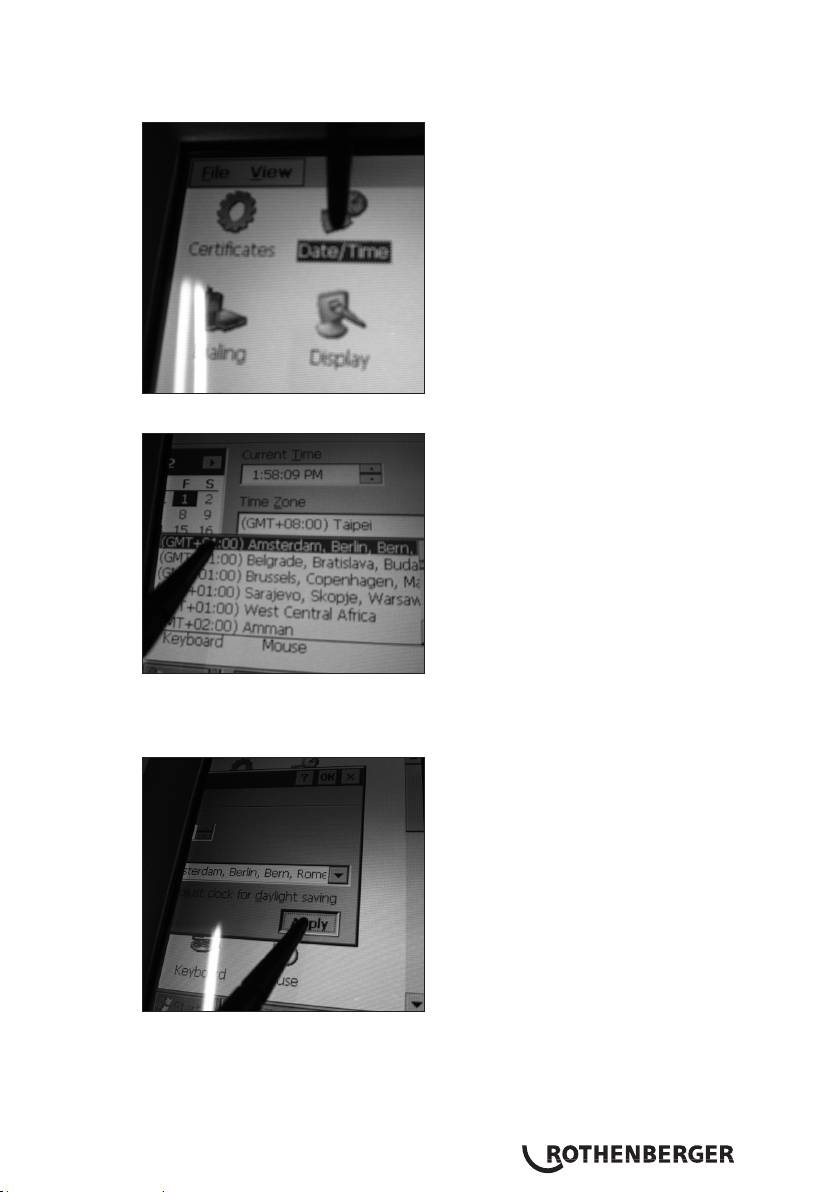
Start, Setting en daarna Control Panel indrukken.
De startbalk is verborgen en kan dor het drukken om de linker onderhoek worden
opgeroepen.
Op Date/Time klikken
Invoerscherm door het aanraken en verschuiven van de Date/Time-balk kiezen. Betreffende
tijdzone kiezen of de huidige tijd invoeren bij Current Time.
Let op! Rekening houden met AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Bevestigen met „Apply“en „OK“. Control Panel met X sluiten.
NEDERLANDS 131
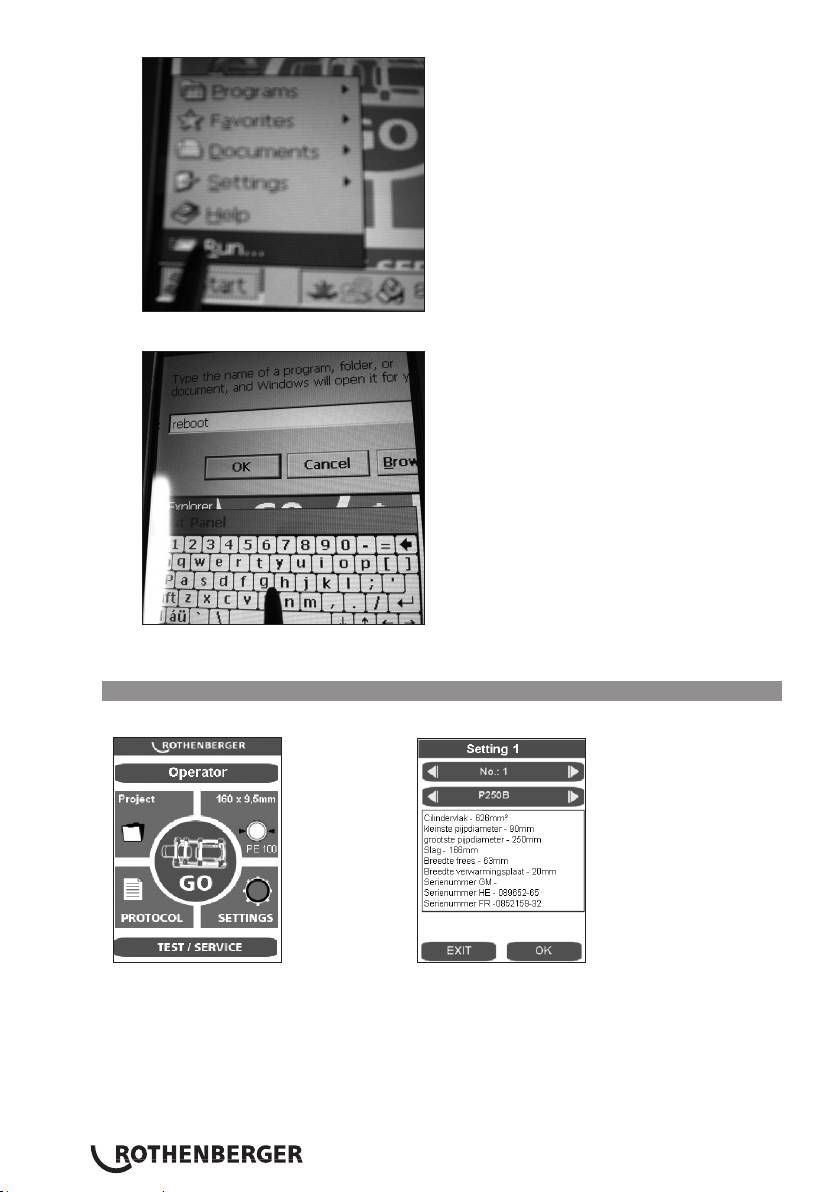
Drukken op de toetsen „Start“en „Run“.
Bij het verschijnen van het toetsenbord reboot typen en op „OK“ drukken, de PC start
opnieuw op.
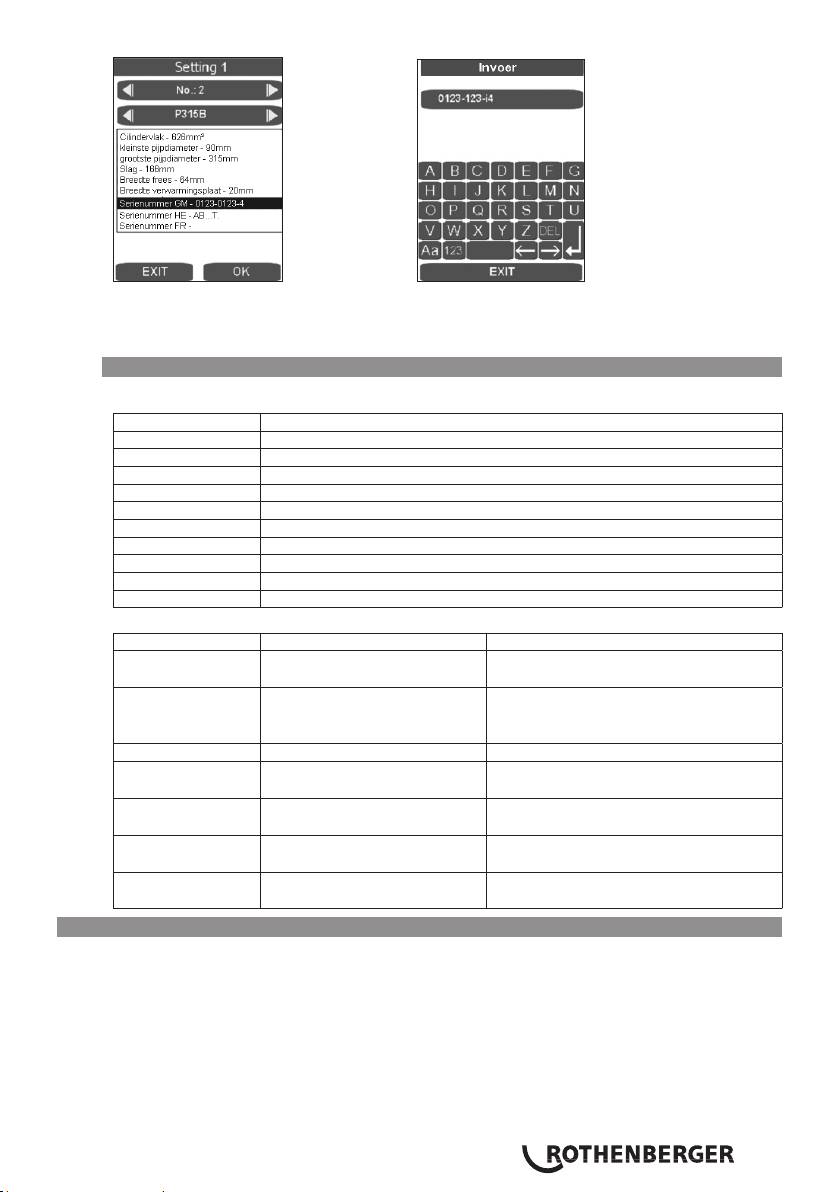
3.7 Machineconfiguratie aanmaken, kiezen
Druk op de toets SETTINGS om een machineconfiguratie te kiezen of aan te maken.
Met de pijltoetsen kan de gewenste machineconfiguratie worden gekozen.
Om een nieuwe configuratie aan te maken, met de pijltoets naar rechts het volgende nummer,
bijv. 2, starten.
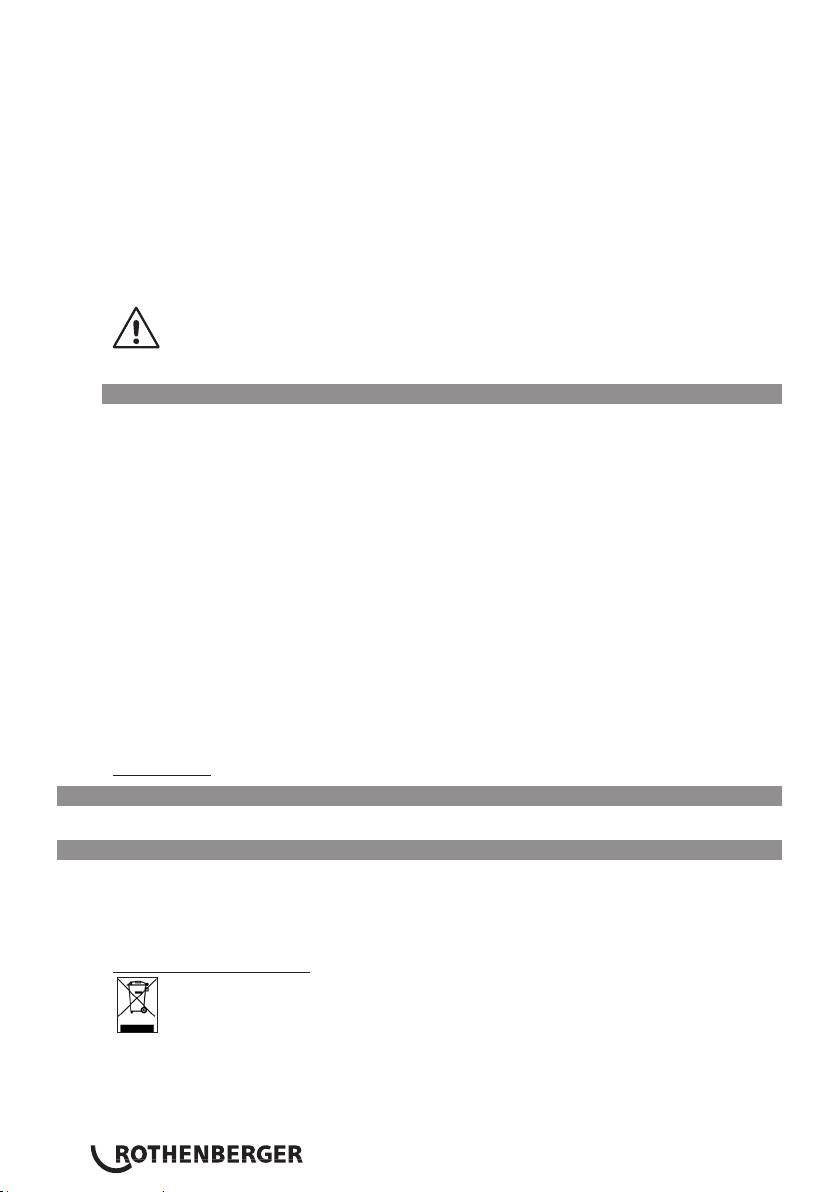
NEDERLANDS132
Door het drukken op het betreffende displayveld verschijnt het invoerscherm. De gegevens
kunnen met DEL worden gewist waarna nieuwe gegevens kunnen worden ingevoerd, deze
gegevens worden later in het rapport opgenomen.
3.8 Foutmeldingen
Touch-PC en rapport:
Foutmelding Omschrijving
Code 1 Compensatiedruk te hoog
Code 2 Compensatiedruk te laag
Code 4 Opwarmdruk te hoog
Code 64 Omspantijd te lang
Code 128 Drukopbouwtijd te lang
Code 256 Opwarmdruk te laag
Code 512 Voegdruk te laag
Code 2048 Verwarmingselement te koud
Code 4096 Afgebroken door bediener
Code 131072 Verwarmingselement te heet
Besturing:
Foutmelding Omschrijving Oplossing van storing
SER Servicedatum bereikt,
Service laten uitvoeren
servicebeurt nodig
ERR1 Absolute druk wordt niet
Oliepeil controleren, druksensor
bereikt
controleren, kleppen defect, motor
defect
PE-2 Druksensor -24V defect Druksensor vervangen
ERR5 Olietemperatuur 70°C –
Wacht tot de olietemperatuur lager is
stop!
dan 50°C
HE-1 Verwarmingselement niet
Voeler vervangen
aangesloten, voeler kapot
HE-0 Verwarmingselement te heet Temperatuur nameten, instelling
controleren, voeler vervangen
HE-2 Verwarmingselement te koud Temperatuur nameten, instelling
controleren, voeler vervangen
4 Instandhouding en onderhoud
Om de functionaliteit van de machine te behouden moeten de volgende punten in acht worden
genomen:
• De geleidestangen moeten vrij van vuil worden gehouden. Bij beschadigingen aan de
oppervlakken moeten de geleidestangen worden vervangen, daar dit evt. tot een drukverlies
kan leiden.
• Om onberispelijke lasresultaten te behalen, is het noodzakelijk het verwarmingselement
rein te houden. Bij beschadigingen van de oppervlakken moet het verwarmingselement
van een nieuwe laag worden voorzien of vervangen worden. Materiaalresten op de
verwarmingsspiegel tasten de antikleefeigenschappen aan en moeten worden verwijderd met
een niet-vezelend papier en spiritus (alleen bij een koud verwarmingselement!).
NEDERLANDS 133
• De hydraulische olie (HLP – 46, art.-nr.: 53649 ) moet alle 12 maanden worden ververst.
• Om functiestoornissen te voorkomen, moet het hydraulisch aggregaat regelmatig worden
gecontroleerd op dichtheid, vaste zitting van de schroefverbindingen en onberispelijke
toestand van de elektrische kabels.
• De hydraulische snelkoppelingen aan het hydraulisch aggregaat en aan het slangenpakket
moeten tegen vervuiling worden beschermd. Bij verontreiniging moeten deze voor het
aansluiten worden gereinigd.
• De freesinrichting is uitgerust met twee dubbelzijdig geslepen messen. Bij een afgenomen
snijvermogen kunnen de messen omgekeerd of door nieuwe vervangen worden.
• Men dient er steeds op te letten dat de te bewerken pijp- of werkstukuiteinden en vooral
de eindvlakken vrij van verontreinigingen zijn, daar anders de levensduur van de messen
beduidend wordt verkort.
Conform DVS 2208 dient men jaarlijks een controle van het lasapparaat te laten
uitvoeren door de fabrikant of een door hem geautoriseerd servicestation. Bij
machines met een meer dan gemiddelde belasting moet de controlecyclus worden
verkort.
4.1 Machine en gereedschaponderhoud
(Onderhoudsvoorschriften Pkt. 4 bekijken!)
Scherpe en schone gereedschappen Leiden tot betere resultaten en zijn veiliger.
Stompe, gebroken en verloren onderdelen direct vervangen. Testen, of het toebehoren veilig met
de machine verbonden is.
Bij onderhoudswerkzaamheden alleen originele reserveonderdelen gebruiken. Reparaties mogen
alleen door Gekwalificeerd personeel uitgevoerd worden.
Bij niet gebruiken, onderhoudswerkzaamheden en voor het wisselen van toebehoren, machine
loskoppelen van het stroomnet.
Voor het opnieuw aansluiten op een stroombron,zich ervan verzekeren dat de machine en
eventueel toebehoren is uitgeschakeld.
Bij gebruik van verlengkabels deze altijd op functionaliteit en veiligheid controleren. Er mogen
alleen kabels voor gebruik buitenshuis gebruikt worden.
Gereedschappen en machines waarvan, behuizingen of handgrepen, speciaal deze uit kunststof,
kapot, gescheurd of gebroken zijn niet gebruiken.
Vuil en vochtigheid in zulke scheuren leiden de elektrische stroom. Dit kan leiden tot een
elektrische schok.
OPMERKING: Verder verwijzen wij naar de ongevallen voorschriften.
5 Toebehoren
Geschikt toebehoren en een bestelformulier vindt u vanaf pagina 451.
6 Afvalverwijdering
Delen van het apparaat zijn recyclebare materialen en kunnen dus opnieuw worden gebruikt.
Hiertoe staan geregistreerde en gecertificeerde recyclebedrijven ter beschikking. Voor de
milieuvriendelijke verwerking van de niet-recyclebare delen (bijv. elektronisch schroot) dient u de
plaatselijk bevoegde afvaldiensten te raadplegen.
Alleen voor de EU-landen:
Werp elektrisch gereedschap niet in het huisvuil! Volgens de Europese richtlijn 2012/19/EU
betreffende uitgediende elektro- en elektronica-apparatuur en haar omzetting in nationaal
recht moet niet meer bruikbaar elektrisch gereedschap afzonderlijk worden verzameld en
milieuvriendelijk voor recycling beschikbaar worden gesteld.
NEDERLANDS134
Índice Página
1 Indicações sobre a segurança 136
1.1 Utilização adequada 136
1.2 Instruções de segurança específicas 136
2 Dados técnicos, ver caderno „dados técnicos“
3 Funcionamento do equipamento 138
3.1 Descrição do equipamento 138
3.1.1 Máquina de base (Imagem A) 138
3.1.2 Unidade hidráulica (Imagem B) 138
3.2 Instruções de serviço 139
3.2.1 Primeiro uso 139
3.2.2 Medidas para preparar a soldadura 142
3.2.3 Soldadura 146
3.2.4 Soldadura no modo Premium 149
3.2.4.1 Processo de soldadura no modo Premium 151
3.2.4 Terminar a utilização 154
3.3 Condições gerais 154
3.4 Informações importantes sobre os parâmetros de soldadura 155
3.5 Ajustar os parâmetros 155
3.6 Ajustar data e hora 156
3.7 Criar-seleccionar configurações da máquina 158
3.8 Mensagens de erro 159
4 Conservação e manutenção 159
4.1 Conservação de máquina e ferramentas 160
5 Acessório 160
6 Eliminação 160
Identificações neste documento:
Perigo!
Este símbolo avisa de danos pessoais.
Atenção!
Este símbolo avisa de danos materiais ou ambientais.
Incentivo para acções
PORTUGUES 135
1 Indicações sobre a segurança
1.1 Utilização adequada
Os equipamentos ROWELD P250-630/8-24B Plus Premium CNC dapenas deve ser utilizado
para a produção de ligações soldadas de tubos PE, PP e PVDF, de acordo com os dados técnicos.
1.2 Instruções de segurança específicas
ATENÇÃO! Durante a utilização de ferramentas eléctricas devem ser cumpridas as
seguintes medidas de segurança básicas para protecção contra choque eléctrico, risco de
lesões e de incêndio.
Leia atentamente todas estas instruções antes de utilizar esta ferramenta eléctrica e
guarde as instruções de segurança num local seguro.
Manutenção e colocação em serviço:
1 Limpeza, manutenção e lubrificação regulares. Antes de cada ajuste, reparação ou
manutenção, retire a ficha da tomada.
2 O equipamento deve ser reparado apenas por técnicos qualificados e apenas com
peças de substituição originais. Desse modo é garantido que a segurança do equipamento
se mantém.
Trabalho em segurança:
1 Mantenha a sua área de trabalho organizada. A desorganização da área de trabalho
pode provocar acidentes.
2 Tenha em consideração as influências ambientais. Não exponha ferramentas eléctricas à
chuva. Não utilize ferramentas eléctricas em ambientes húmidos ou molhados. Certifique-se
de que a área de trabalho se encontra bem iluminada. Não utilize ferramentas eléctricas no
caso de existir risco de incêndio ou explosão.
3 Proteja-se contra eventuais choques eléctricos. Evite o contacto físico com peças ligadas
À terra (por ex.: tubos, radiadores, fogões eléctricos, refrigeradores).
4 Mantenha outras pessoas afastadas. Não permita que outras pessoas, especialmente
crianças, toquem na ferramenta eléctrica ou no cabo. Mantenha-se afastado da área de
trabalho.
5 Guarde as ferramentas eléctricas não utilizadas num local seguro. As ferramentas
eléctricas não utilizadas devem ser colocadas num local seco, alto ou fechado, fora do alcance
das crianças.
6 Não sobrecarregue a sua ferramenta eléctrica. Trabalha melhor e com mais segurança
com a potência indicada.
7 Utilize a ferramenta eléctrica correcta. Não utilize máquinas com fraca potência para
trabalhos pesados. Não utilize a ferramenta eléctrica para propósitos para os quais não foi
concebida. Não utilize serras circulares manuais para cortar postes de construção ou toros de
madeira.
8 Use vestuário apropriado. Não use vestuário largo ou acessórios, pois estes podem ficar
presos pelas peças móveis. Durante os trabalhos ao ar livre, recomenda-se o uso de calçado
anti-derrapante. Se tiver cabelo comprido, use uma rede para o cabelo.
9 Utilize equipamento de protecção. Use óculos de protecção. Utilize uma máscara de
respiração quando realizar trabalhos que provoquem poeira.
10 Feche o dispositivo de aspiração de poeira. Caso se encontrem disponíveis ligações para a
aspiração de poeira e sistema de recolha, certifique-se de que estes estão fecjadps e que são
utilizados correctamente.
PORTUGUES136

11 Não utilize o cabo para fins para os quais não foi concebido. Não utilize o cabo para
remover a ficha da tomada. Proteja o cabo contra calor, óleo e cantos afiados.
12 Proteja a peça de trabalho. Utilize dispositivos de fixação ou um torno de apertar para fixar
a peça de trabalho. Desse modo fica mais segura do que se for apertada manualmente.
13 Evite uma postura anormal. Garanta um estado seguro e mantenha sempre o equilíbrio.
14 Faça a manutenção da ferramenta com a devida precaução. Mantenha a ferramenta de
corte afiada e limpa para poder trabalhar melhor e com mais segurança. Siga as instruções
para lubrificação e substituição da ferramenta. Controle regularmente a ligação de acesso
da ferramenta eléctrica e mande um técnico qualificado substituí-la caso seja danificada.
Verifique regularmente os cabos de extensão e substitua-os caso apresentem danos.
Mantenha as mãos secas, limpas e sem gordura ou óleo.
15 Retire a ficha da tomada. Se a ferramenta eléctrica não for utilizada, antes da manutenção
e aquando da substituição de ferramentas, tais como por exemplo lâminas de serra,
perfuradoras, fresas.
16 Não deixe quaisquer chaves de ferramentas presas. Antes de ligar a ferramenta verifique
se a chave e a ferramenta de ajuste foram removidas.
17 Evite o arranque sem supervisão. Durante a inserção da ficha na tomada certifique-se de
que o interruptor está desligado.
18 Utilize um cabo de extensão para espaços exteriores. Em espaços ao ar livre utilize
apenas cabos de extensão permitidos para esse fim e devidamente identificados.
19 Seja cuidadoso. Esteja atento aquilo que está a fazer. Trabalhe conscientemente. Não utilize
a ferramenta eléctrica se não estiver concentrado.
20 Verifique se a ferramenta eléctrica possui eventuais danos. Antes de continuar a utilizar
a ferramenta eléctrica, os dispositivos de protecção ou as peças ligeiramente danificadas têm
de ser cuidadosamente inspeccionados de modo a garantir que se encontram a funcionar em
perfeitas e correctas condições. Verifique se as peças móveis estão a funcionar correctamente
e se não bloqueiam ou se as peças se encontram danificadas. Todas as peças têm de
ser correctamente montadas e todos os requisitos têm de ser cumpridos para garantir o
funcionamento correcto da ferramenta eléctrica.
Os dispositivos de protecção e as peças danificados têm de ser correctamente reparados ou
substituídos numa oficina certificada, desde que nada seja indicado em contrário no manual
de utilização. Os interruptores danificados têm de ser substituídos numa oficina do cliente.
Não utilize qualquer ferramenta eléctrica na qual os interruptores não liguem ou desliguem.
21 Atenção. A utilização de ferramentas de substituição e acessórios diferentes pode
representar risco de lesão para si.
22 A sua ferramenta eléctrica deve ser reparada por um electricista. Esta ferramenta
eléctrica corresponde às condições de segurança relevantes. As reparações apenas devem
ser realizadas por um electricista, utilizando peças de substituição originais; caso contrário,
podem surgir acidentes para o utilizador.
2 Dados técnicos, ver caderno „dados técnicos“
PORTUGUES 137
3 Funcionamento do equipamento
3.1 Descrição do equipamento
As ROWELD P250-630/8-24B Plus Premium CNC são máquinas de soldar topo a topo com elemento
térmico transportáveis e compactas com módulo CNC para o comando exacto, cumprimento e
gravação dos parâmetros de soldadura de acordo com a directiva DVS, transferência de protocolos
através de ligação USB, as quais foram especificamente concebidas para a utilização no âmbito de
estaleiros de construção – e especialmente neste caso de valetas.
Devido à versatilidade das máquinas de soldadura do modelo “ROWELD“, é possível efectuar
seguramente em todos os campos de aplicação conexões por soldadura em tubos de PE, PP e PVDF com
diâmetros externos de 90-630mm/5-24”, respectivamente:
I. Tubo - Tubo
II. Tubo - tubo curvo
III. Tubo - T
IV. Tubo - final pré-soldadura
As máquinas consistem basicamente de:
máquina de base, redutores de fixação, unidade hidráulica com módulo de CNC, fresadora, elemento
térmico e caixa de depósito.
No caso da soldadura de finais pré-soldadura, deve ser utilizado o disco de fixação de quatro sapatas
que pode ser comprado como acessório.
ROWELD P250/8B: Aquando da soldadura de curvas do tubo com um raio estreito do diâmetro
max. da máquina, deve ser utilizado como acessório da parte superior da ferramenta tensora biselada
disponível.
ROWELD P500-630/18-24B Plus: para instalar e retirar a fresadora e o elemento térmico, é possível
utilizar o respectivo dispositivo eléctrico que pode ser comprado como acessório.
3.1.1 Máquina de base (Imagem A)
1 Elementos de fixação móveis 3 distanciador com ranhuras de engate
Dispositivo de extracção do elemento de
2 Elemento de fixação de correr 4
resistência térmica
3.1.2 Unidade hidráulica (Imagem B)
1 Botão do sistema automático 12 Botão do temporizador (tempo)
2 Indicador da pressão 13 Tomada do dispositivo fresador
3 Botão de despressurização 14 Junta de ligação do conector rápido
4 Botão rotativo 15 Ficha do conector rápido
5 Botão para fresar 16 Encaixe do elemento térmico
6 Botão Ligar/desligar 17 Cabo de alimentação
7 Botão Aquecimento 18 Paragem de emergência
8 "Avançar" máquina 19 PC táctil
9 Indicador de temperatura
20 Suportes de enchimento de óleo com indicador
e hora
de nível
10 Botão de desbloqueio 21 Ligação USB
11 "Parar" máquina 22 Máquina básica de encaixe
A unidade hidráulica permite utilizar as seguintes funções da máquina de soldadura - cada
operação está marcada com o símbolo indicado:
Botão Ligar e desligar fonte de pressão hidráulica
Ligar o elemento térmico premindo o botão „Aquecimento“. Ajustar
a temperatura do elemento térmico pretendida premindo o botão
„Aquecimento“ e rodando o botão rotativo. O valor é indicado no indica-
dor de temperatura, após o qual é novamente indicado o valor efectivo.
PORTUGUES138
