Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 20
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
Pritom je nutné dodržať, aby pološkrupiny s úzkou upínacou plochou boli vložené do
obidvoch vonkajších spodných základných upínacích prvkov. Len pri spojovaní rúry
s rúrovým oblúkom sa tieto diely vkladajú do ľavého základného upínacieho prvku dole
a hore.
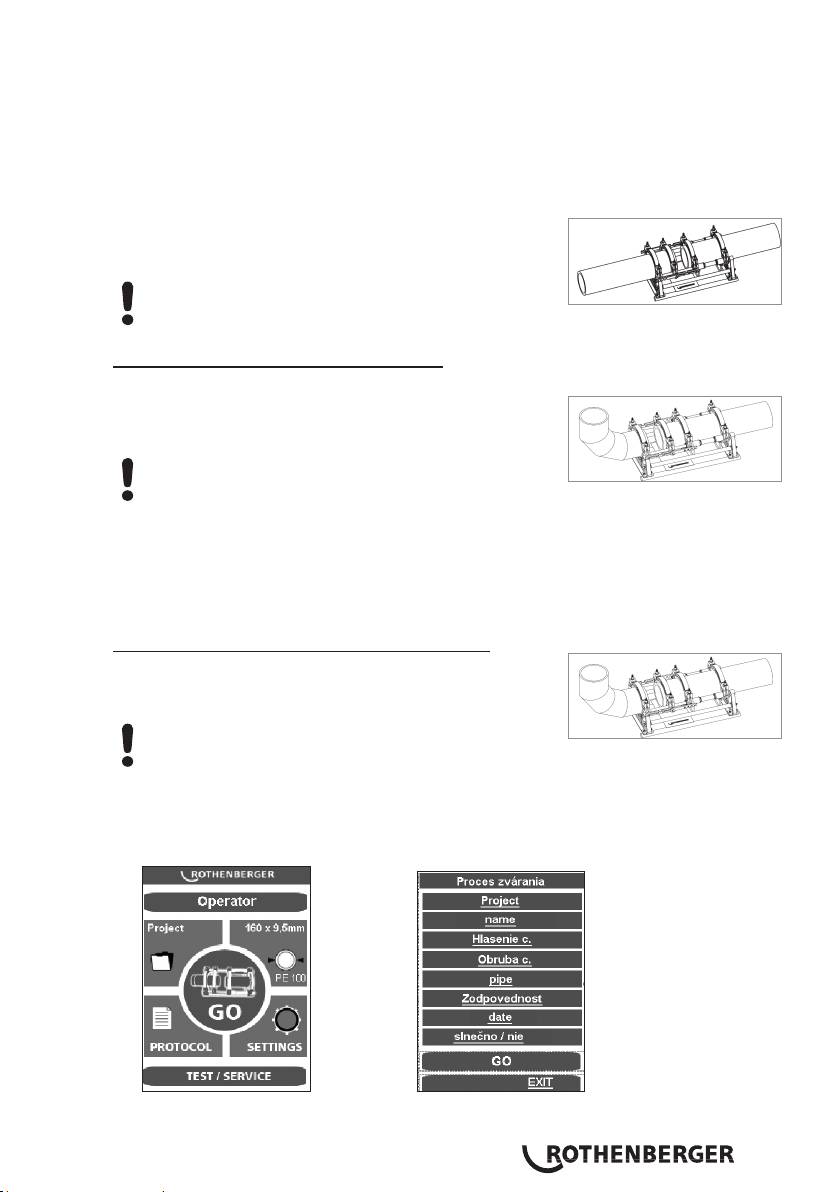
Plastové rúry alebo tvarované diely, ktoré sú určené na zváranie, vložte do upínacieho
zariadenia (pri rúrach dlhších ako 2,5 m musia byť použité podvalky) a pevne utiahnite
mosadzné matice na horných upínacích nástrojoch. Odchýlky kruhovitosti rúr je možné
vyrovnať utiahnutím alebo uvoľnením mosadzných matíc.
Pri spojovaní rúry s rúrou musia byť obe dištančné vložky
zasunuté do oboch ľavých upínacích prvkov (stav pri
dodaní).
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúry sú vždy držané dvomi upínacími prvkami.
Rúra / spojovacia tvarovka P250-355/8-12B:
Pri spojovaní rúrky a spojovacej tvarovky musia byť
dištančné vložky zasunuté do oboch stredných upínacích
prvkov a odťahovací prípravok vyhrievacieho článku do
ľavých upínacích prvkov.
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúra sa vkladá do troch upínacích prvkov a spojovacia tvarovka je držaná jedným
upínacím prvkom. Posuvný upínací prvok je pritom možné posúvať na tyči tak, ako to
vyžadujú priestorové podmienky pri upínaní a zváraní.
Pri spracovávaní niektorých spojovacích tvaroviek v určitých polohách, napr. oblúk
vodorovne, privarovacie hrdlá, je potrebné odstrániť prípravok na odťahovanie
vyhrievacích článkov.
Rúra / spojovacia tvarovka P500-630/18-24B Plus:
Pri spojovaní rúry so spojovacou tvarovkou musia byť obe
dištančné vložky preklopené a zasunuté do stredného
upínacieho prvku.
Pozor: Dištančné vložky nesmú byť v žiadnom prípade
namontované s priečnym predsadením!
Rúra sa vkladá do troch upínacích prvkov a spojovacia tvarovka je držaná jedným
upínacím prvkom. Posuvný upínací prvok je pritom možné posúvať na tyči tak, ako to
vyžadujú priestorové podmienky pri upínaní a zváraní.
Proces zváranie spusťte pomocou tlačidla GO.
V tomto záverečnom prehľade je možné vykonať posledné zmene kliknutím na príslušný
podbod, potvrdíte tlačidlom GO.
SLOVENSKÝ 379
V CNC prevádzke sa ovládanie vykonáva prostredníctvom dotykového PC. Všetky funkcie
mimo dotykového PC, okrem otočného tlačidla zapnutia/vypnutia (6), sú blokované.
Proces zvárania možno prerušiť pomocou tlačidla zapnutia/vypnutia alebo EXIT,
blokovanie tlačidiel sa potom zruší a na displeji sa zobrazí príslušné hlásenie.
Pomocou tlačidiel so šípkami sa stroj uvedie do činnosti, pomocou EXIT sa program
prepne bez uloženia do hlavnej ponuky.
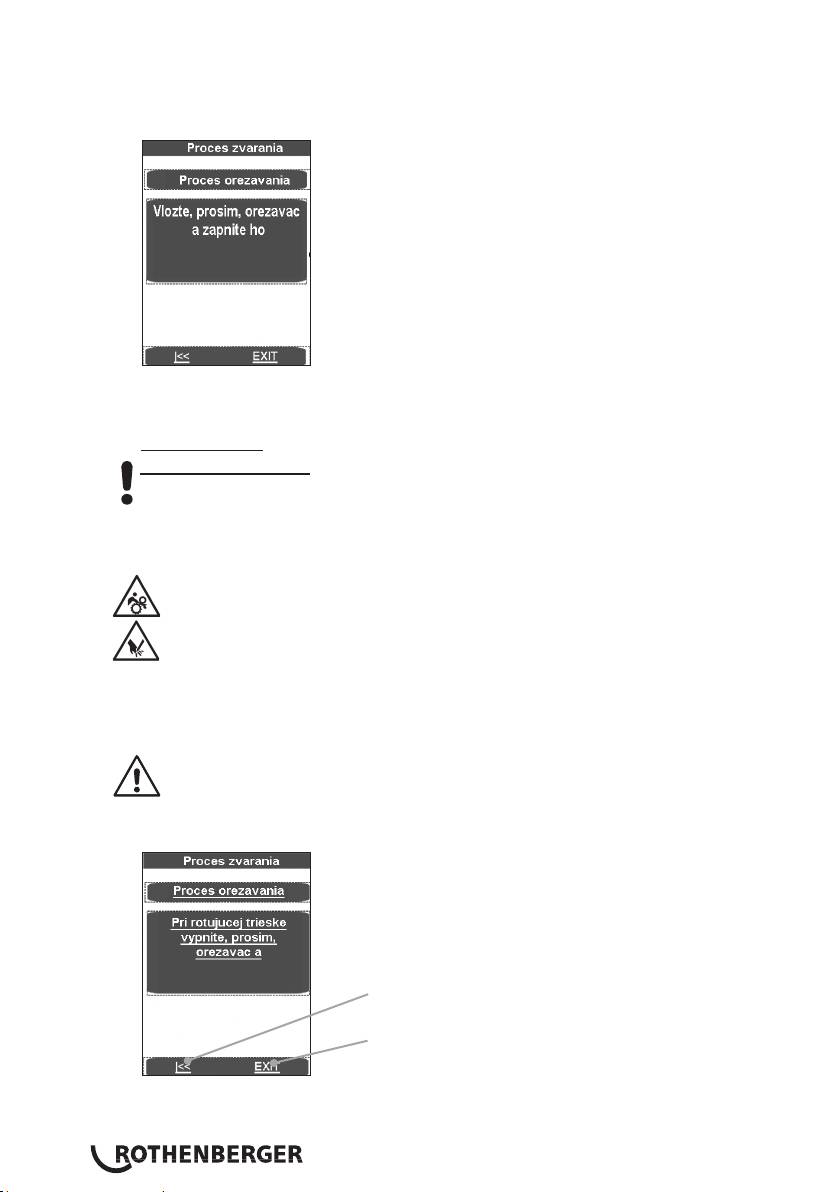
Elektrické frézovacie zariadenie nasaďte medzi obrobky, ktoré sú určené na zváranie.
P250-355/8-12B: Zapnite motor frézy a aretujte vypínač.
P500-630/18-24B Plus: Skontrolujte smery otáčania! Stroje sú zo závodu
prisvorkované pravotočivo.
Frézovacie zariadenie zapnete stlačením textového poľa. Hoblovacie kotúče musia bežať
v smere rezania, v opačnom prípade prepnite pomocou vhodného nástroja prepínač fáz
na sieťovej zástrčke.
Nebezpečenstvo poranenia! Počas prevádzky frézovacieho zariadenia dodržujte
bezpečnú vzdialenosť od stroja a nesiahajte do rotujúcich nožov. Frézu aktivujte
len v stave nasadenia (pracovná poloha) a nakoniec ju uložte naspäť do
odkladacej schránky, ktorá je na to určená. Funkčnosť bezpečnostného vypínača
v frézovacom zariadení musí byť kedykoľvek zaručená, aby sa predišlo
neúmyselnému spusteniu mimo stroja.
Upínacie prvky sa automaticky spoja. Tlak frézovania možno zvýšiť otočným gombíkom
(4). Štandardne je možný až do 20 barov, frézovací tlak je možné zvýšiť až na 50 barov,
pozri bod 3.5.
Príliš vysoký frézovací tlak môže spôsobiť prehriatie a poškodenie pohonu frézy.
Pri preťažení alebo zastavení prevádzky pohonu frézy stroj vyveďte a tlak znížte
(pozri bod 3.5).
Potom, ako z frézy neprerušene vystupuje hoblina s hrúbkou < = 0,2 mm, stlačte textové
pole, frézovacie zariadenie sa vypne a upínacie prvky vystúpia.
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Počkajte, pokiaľ sa hobľovacie kotúče nezastavia. Frézovacie zariadenie vyberte zo
základného stroja a odložte do odkladacej schránky.
SLOVENSKÝ380
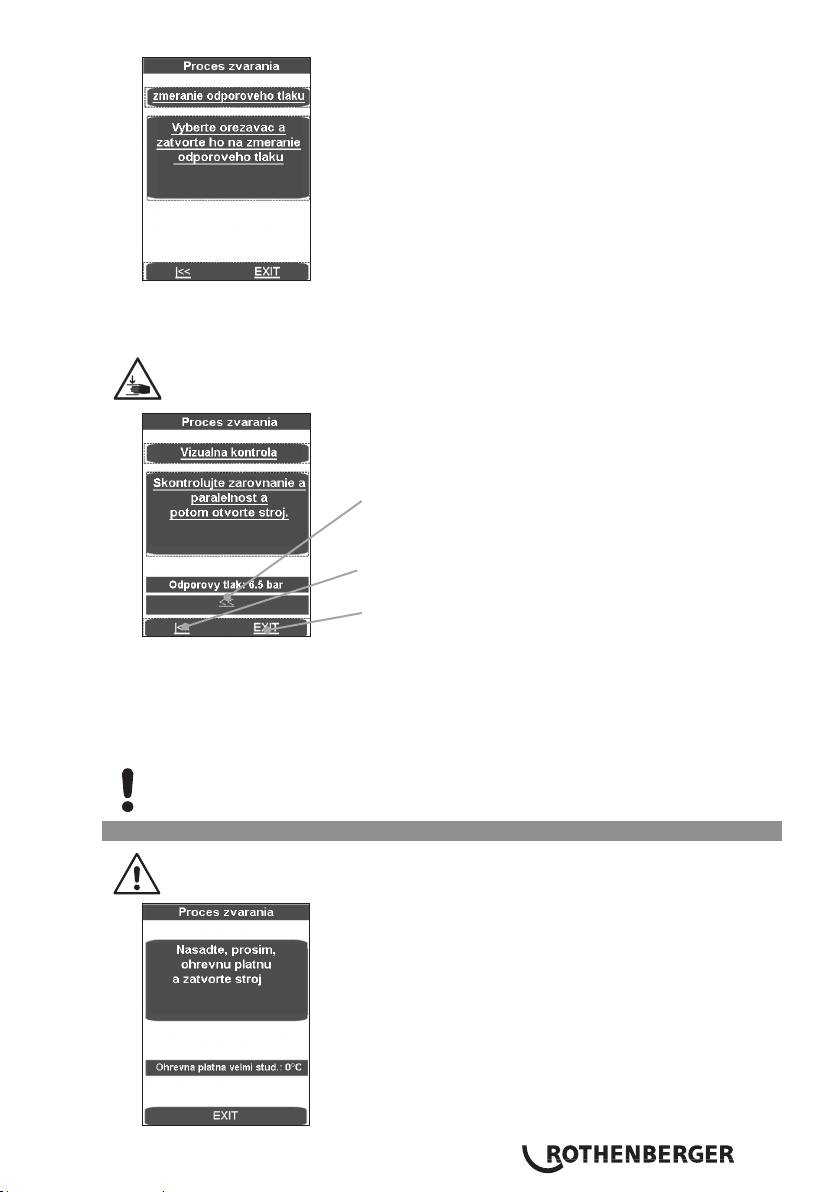
Stlačte textové pole, obrobky sa spoja a zmeria sa vlečný tlak.
Nameraný vlečný tlak bude automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania
a tlaku spojovania.
Udržiavajte bezpečnú vzdialenosť od stroja, do stroja sa nestavajte ani
nesiahajte. Nedovoľte ostatným osobám priblížiť sa do pracovnému priestoru.
Pomocou tlačidla šípky sa program vráti späť
„zmeranie odporového tlaku“
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
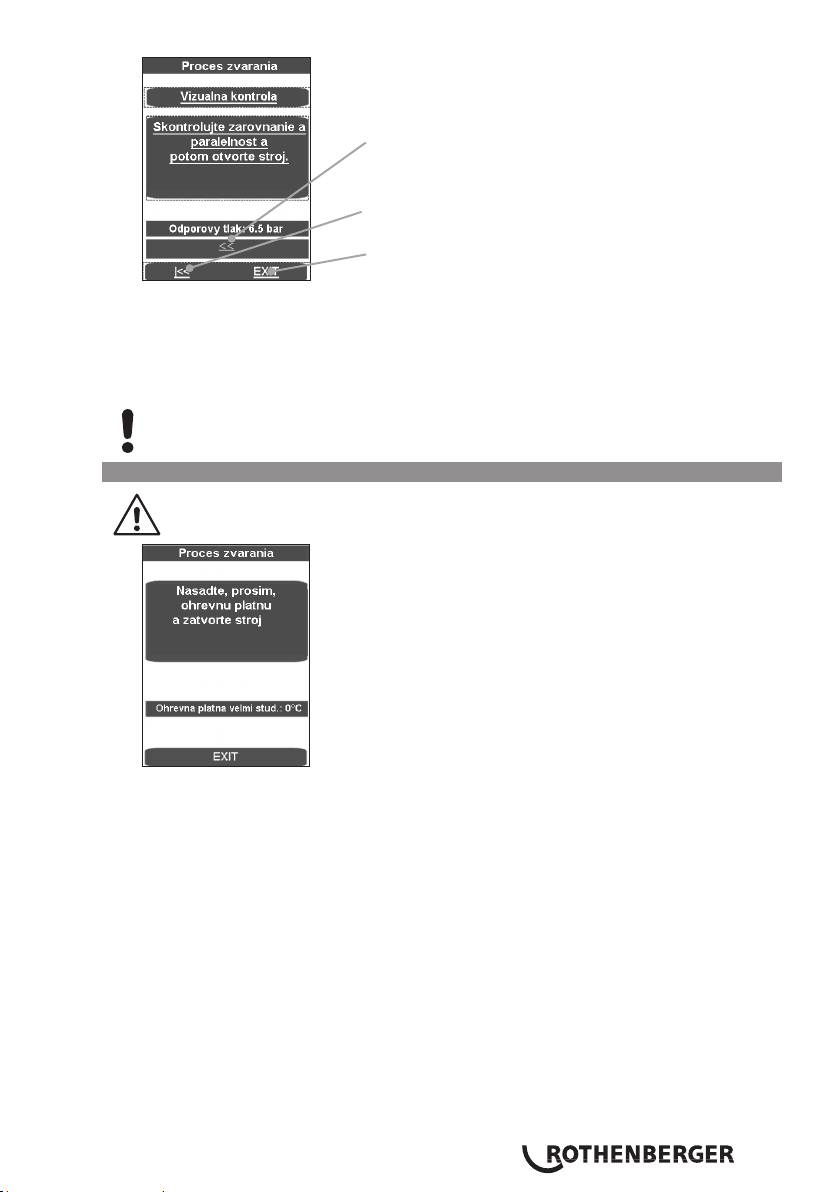
Skontrolujte, či sú rúry pevne umiestnené v upínacích prvkoch, či sú zvárané plochy
rovno, paralelné a axiálne súosové.
V prípade, že tomu nie je tak, frézovanie musíte zopakovať. Axiálne predsadenie medzi
koncami obrobkov nesmie byť (podľa DVS) väčšie ako 10 % hrúbky steny a max. medzera
medzi rovinnými plochami nesmie byť väčšia ako 0,5 mm. Pomocou čistého nástroja
(napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.
Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byť
zbavené akýchkoľvek nečistôt a nesmiete sa ich dotknúť rukou!
3.2.3 Proces zvárania
Nebezpečenstvo stlačenia! Pri prisúvaní upínacích nástrojov a rúr k sebe
zásadne dodržujte bezpečný odstup od stroja. Nikdy nevkladajte do stroja!
SLOVENSKÝ 381
V maske sa zobrazí teplota vyhrievacej platne.
Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká
v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
Stroj môže vykonať príjazd iba v zelenej požadovanej oblasti.
T. č. vyhrievacieho článku SA: Vyhrievací článok vložte medzi oba obrobky v základnom
stroji a dbajte na to, aby dosadacie plochy ležali v zárezoch prípravku na odťahovanie.
T. č. vyhrievacieho článku VA: Vyhrievací článok nasaďte v základnom stroji na obidva
upínacie prvky a vyhrievaciu platňu nakloňte medzi rúry.
Stroj spojte stlačením textového poľa, prispôsobovací tlak sa nastaví a udrží automaticky.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Ak sa proces zvárania preruší pomocou EXIT, zobrazí sa hlásenie „Zrušenie užívateľom“,
tlak sa vypustí a parametre zvárania sa uložia. Hlásenie potvrďte pomocou OK, program
prejde do hlavnej ponuky.
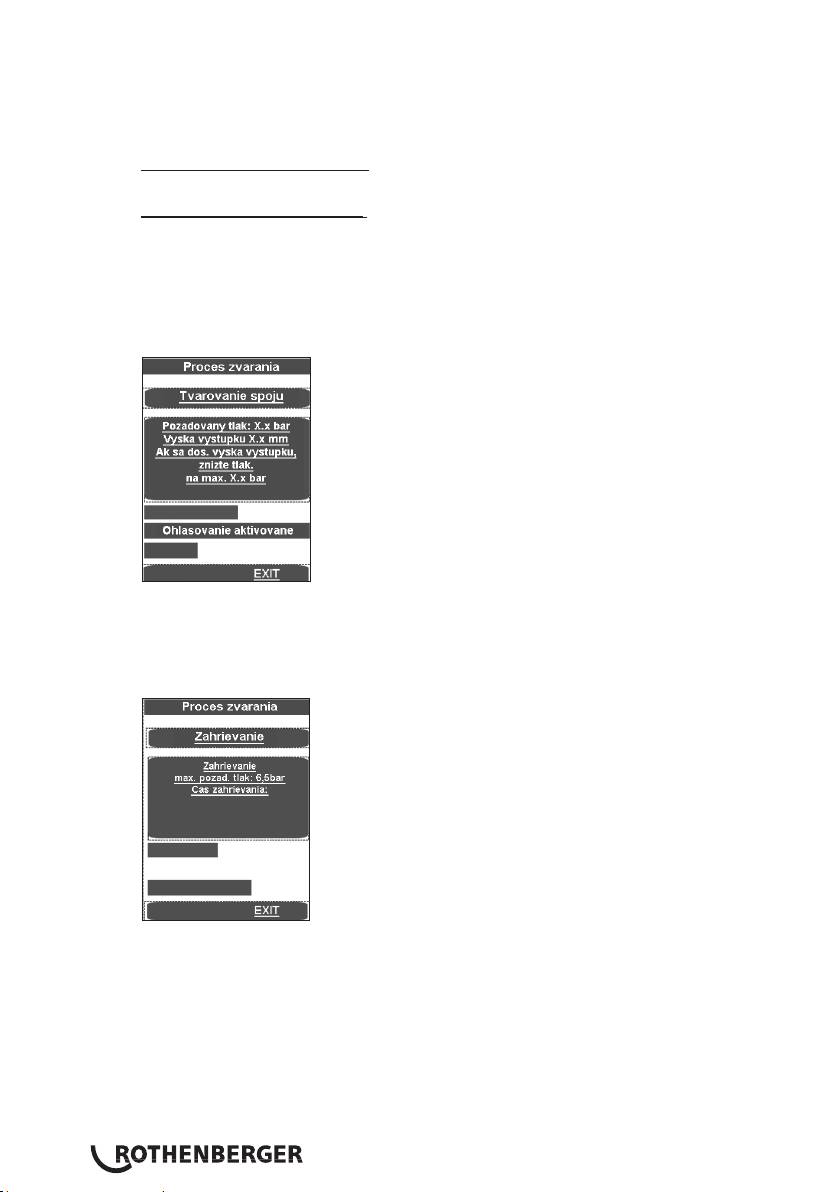
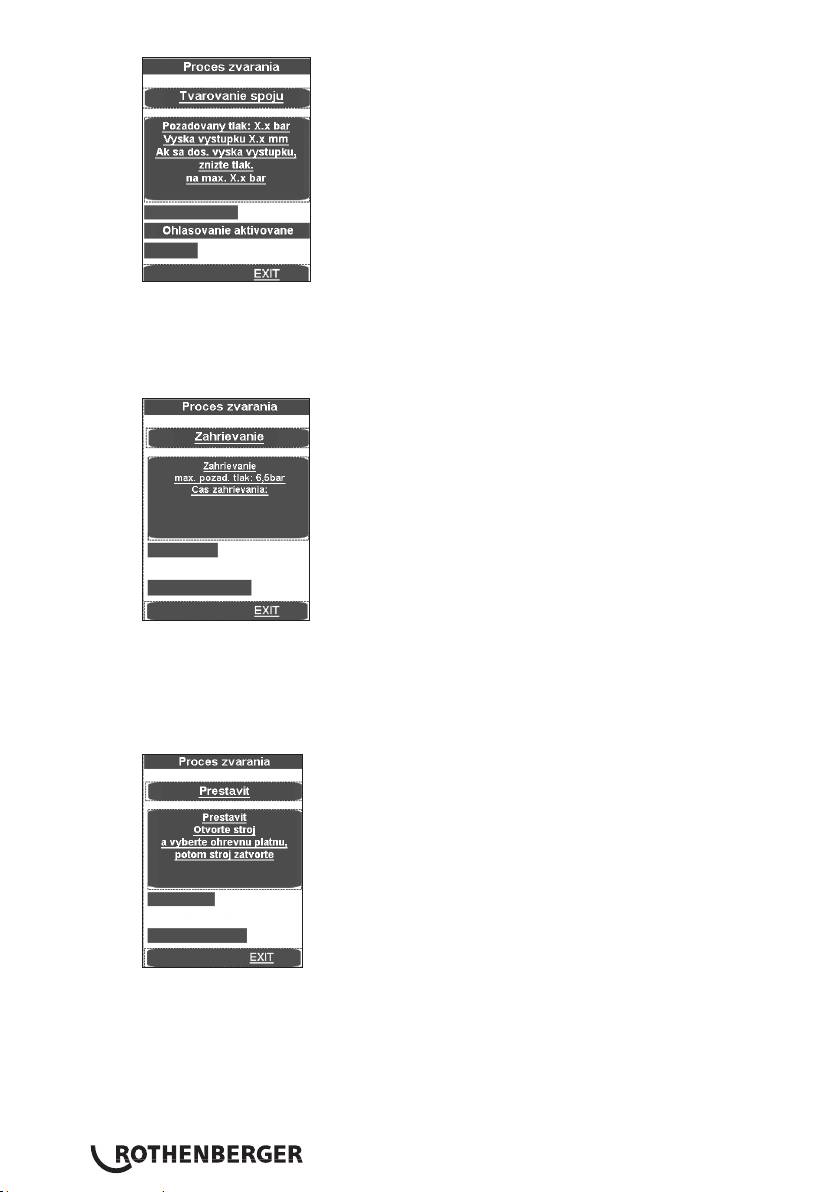
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je
zobrazený na displeji (2).
Hneď, ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch
rúr, automaticky sa vypustí tlak a spustí sa zahrievací proces.
Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov
obrobkov na vyhrievací článok.
Krátka pred ukončením doby ohrevu zaznie signál.
Po uplynutí doby zahrievania sa obrobky automaticky rozostúpia, vyhrievací článok SA
sa musí odobrať, resp. automaticky sa vykloní vyhrievací článok VA a konce obrobkov sa
spoja.
SLOVENSKÝ382
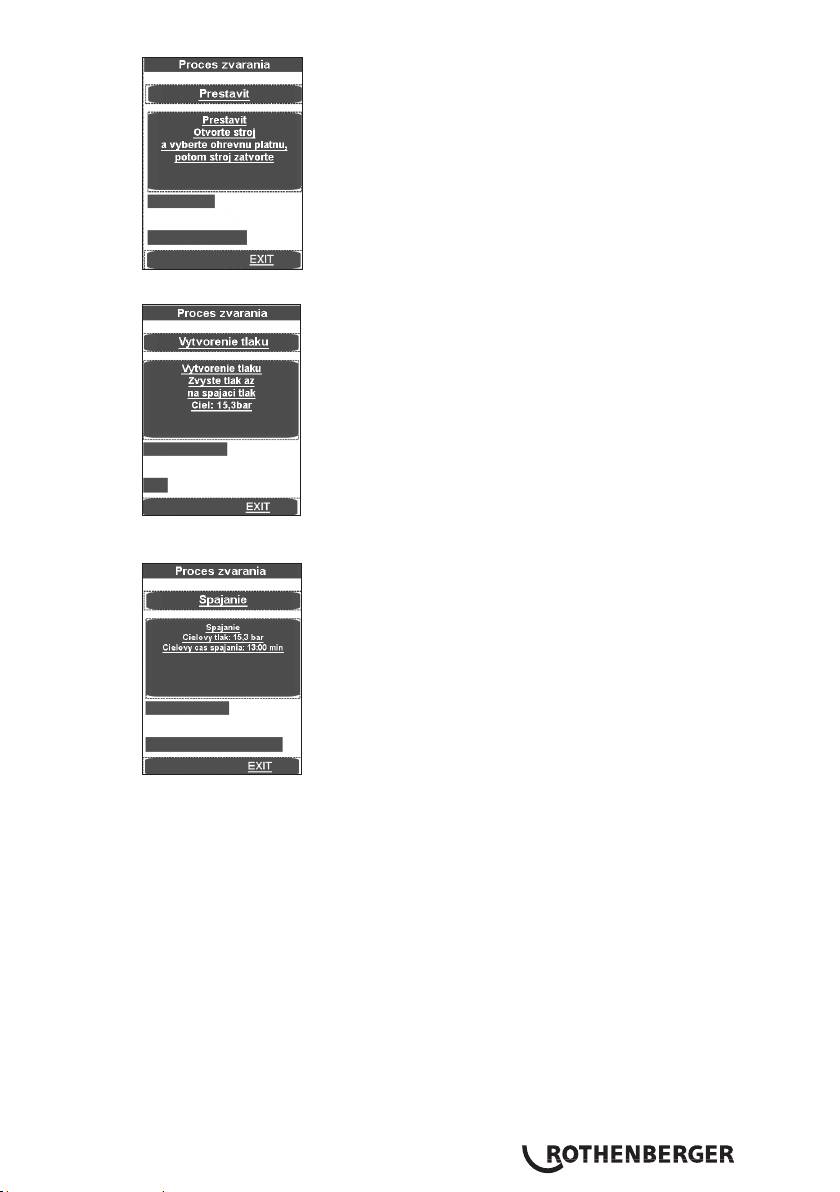
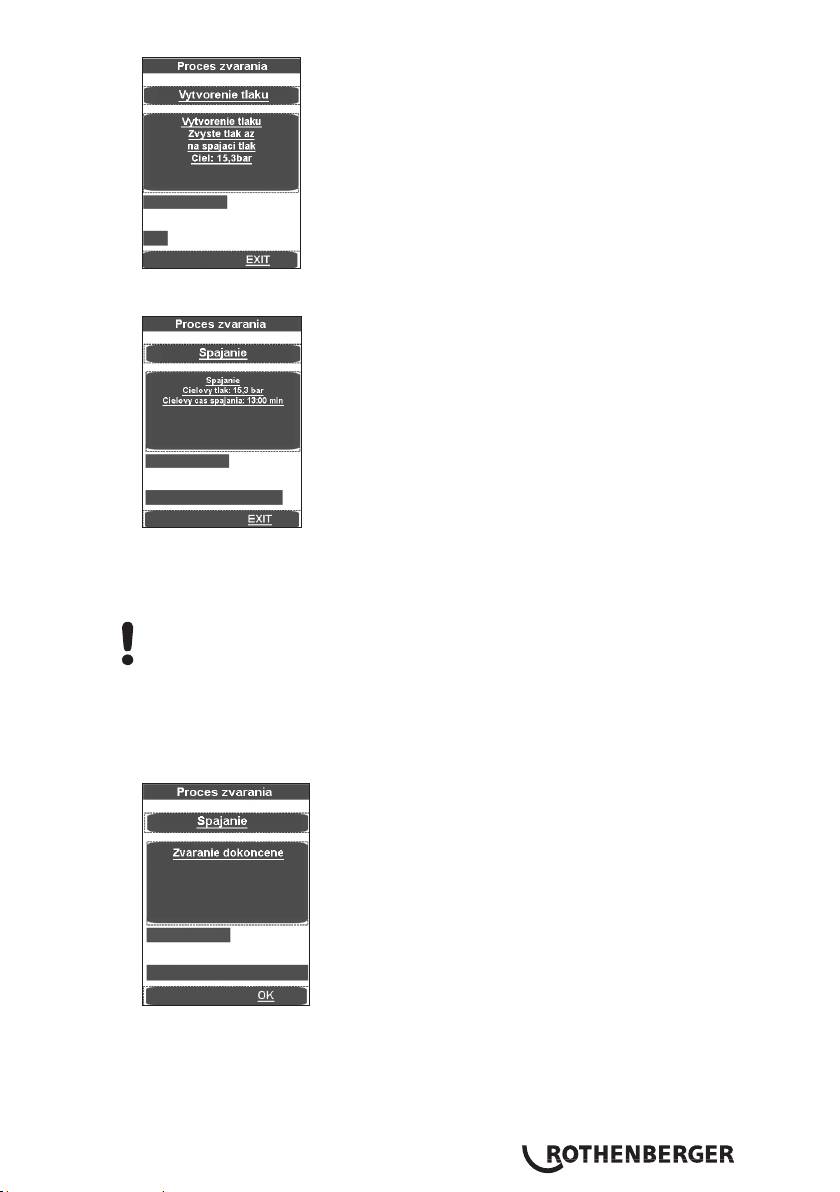
Tlak bude lineárne zvýšení na zodpovedajúci tlak spojovania.
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania
a spustí sa časovač t4.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu
zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli (2) a zostávajúci
čas spojovania t4 v indikačnom poli (9).
Tlak sa bude monitorovať a dodatočne regulovať automaticky. Pri nadmerne častom
dočerpávaní (veľký pokles tlaku) nechajte skontrolovať hydraulický systém.
Vyhrievací článok odložte naspäť do odkladacej skrinky
Po uplynutí doby ochladzovania sa proces zvárania ukončí, uloží sa, zaznie signál a tlak
sa automaticky vypustí.
SLOVENSKÝ 383
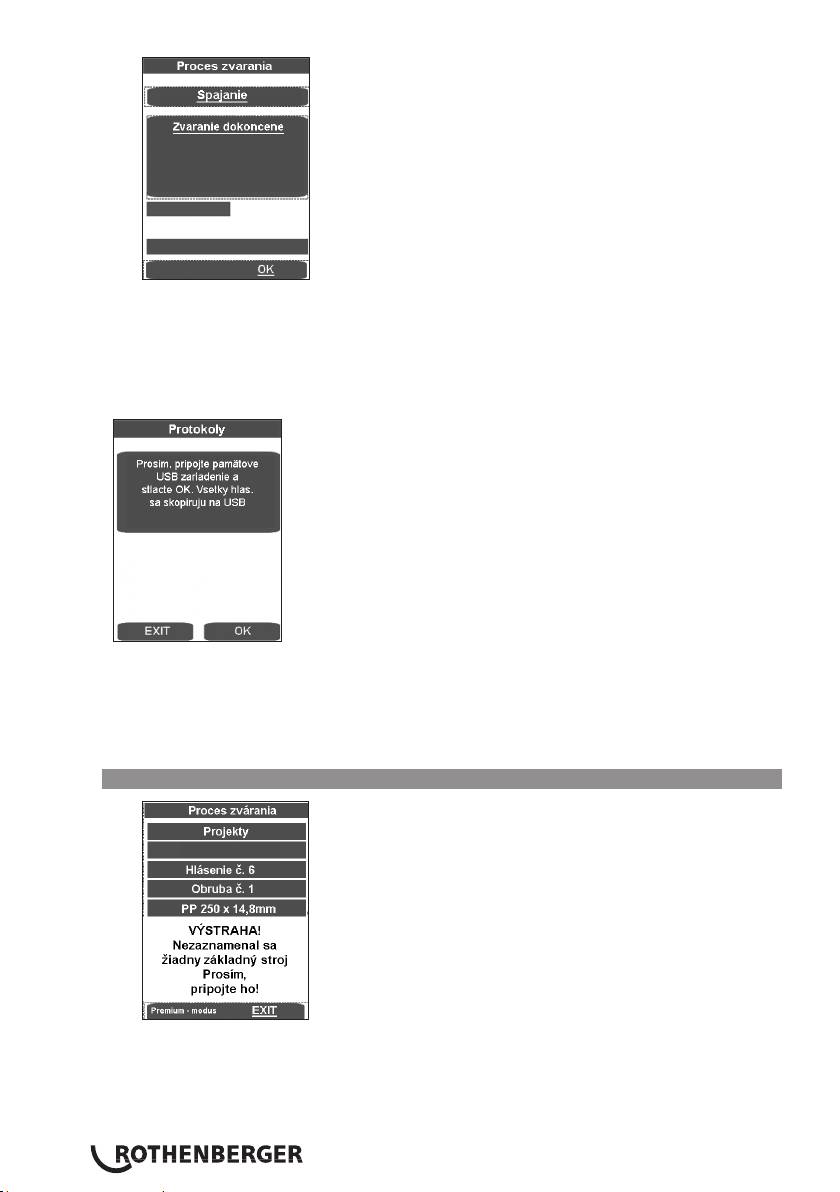
Ponuku zvárania ukončite pomocou OK.
Tlak úplne vypustite pomocou tlačidla (3).
Zvarené obrobky uvoľnite a vyberte.
Základný stroj nechajte oddialiť. Stroj je pripravený na nasledujúci zvárací cyklus.
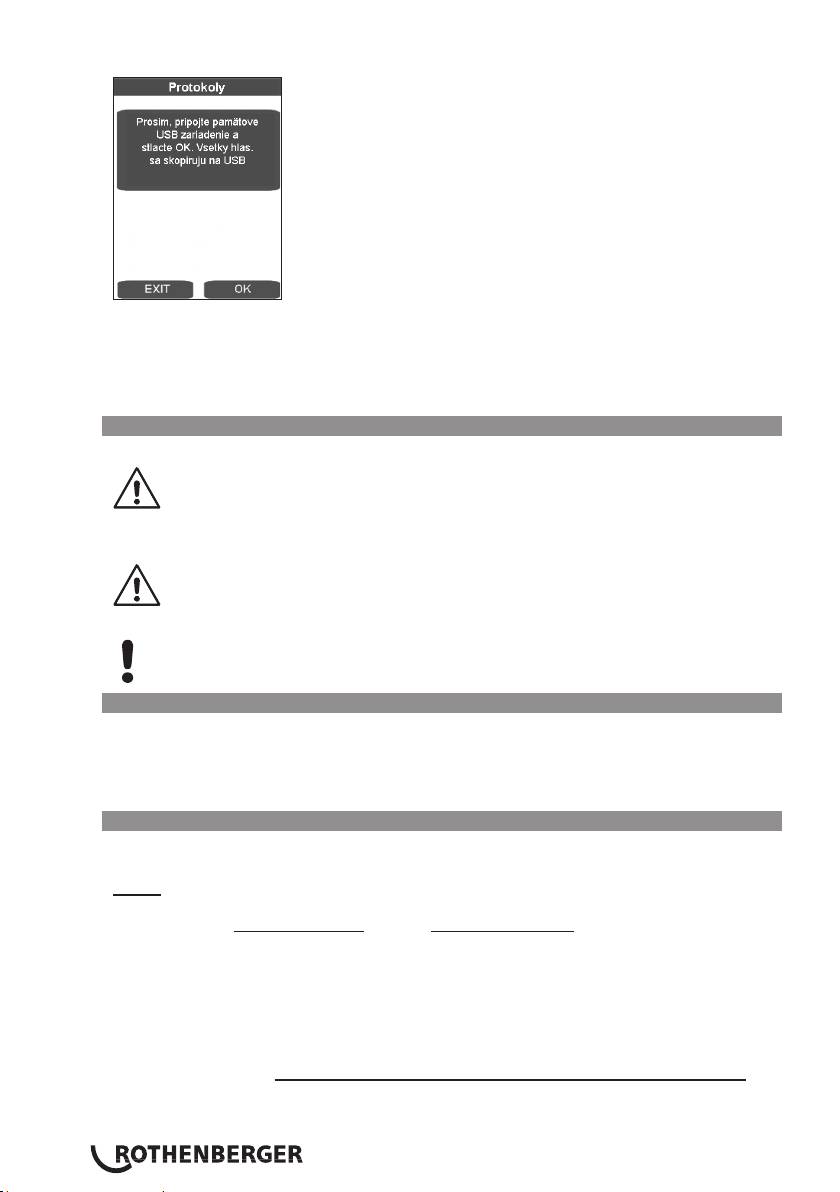
Prenos protokolov:
V bode menu Protokolle (Protokoly) je možné tieto uložiť pomocou OK, ako aj pri pripojenom
USB kľúči. Okno sa potom zatvorí automaticky.
Tento súbor prevádzkového denníka sa musí spracovať prostredníctvom počítača a softvéru
ROTHENBERGER Dataline 2.
Celkové parametre zvárania nájdete v priložených tabuľkách pre zváranie.
3.2.4 Zváranie v režime Premium
Stlačte tlačidlo režim Premium.
SLOVENSKÝ384
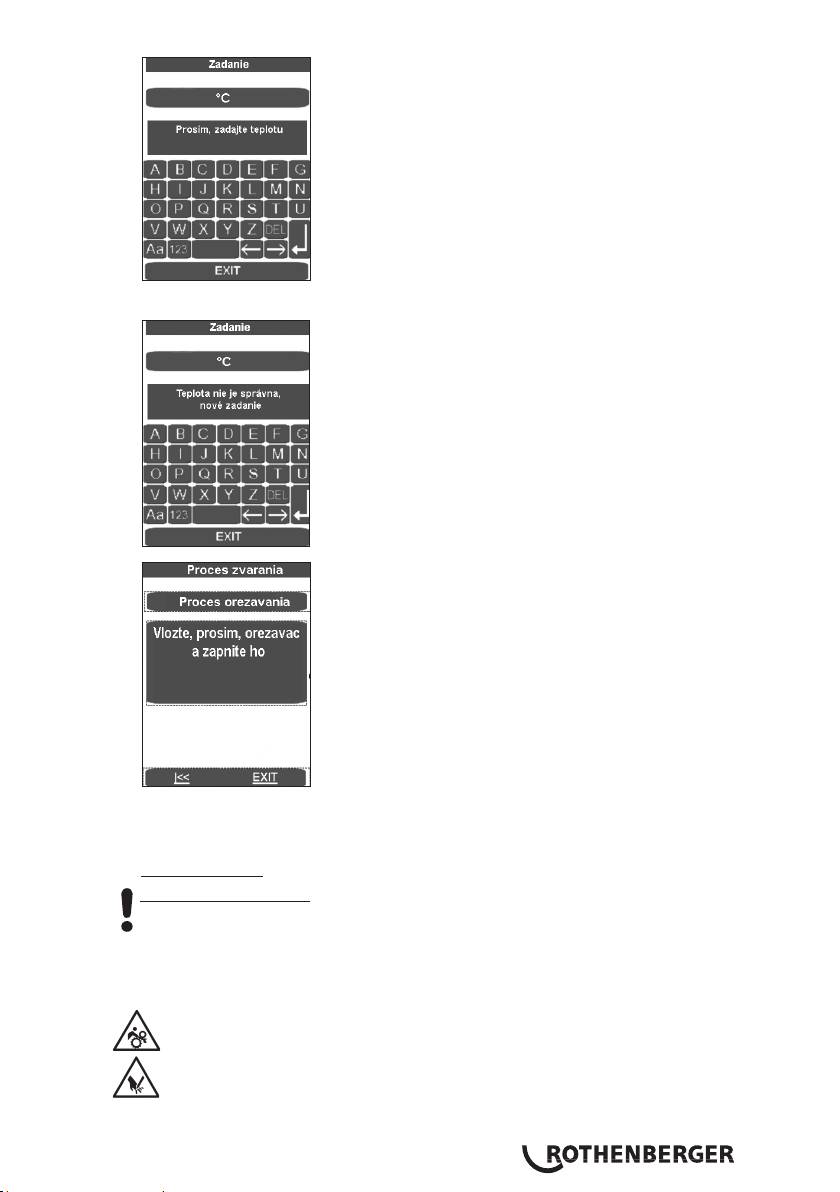
Zadajte teplotu a potvrďte ju tlačidlom Enter. Keď sa teplota nezadala správne, objaví sa:
Pomocou tlačidiel so šípkami sa stroj uvedie do činnosti, pomocou EXIT sa program
prepne bez uloženia do hlavnej ponuky.
Elektrické frézovacie zariadenie nasaďte medzi obrobky, ktoré sú určené na zváranie.
P250-355/8-12B: Zapnite motor frézy a aretujte vypínač.
P500-630/18-24B Plus: Skontrolujte smery otáčania! Stroje sú zo závodu
prisvorkované pravotočivo.
Zapnite frézovacie zariadenie, stlačte tlačidlá (10) a (5) na hydraulickom agregáte.
Hoblovacie kotúče musia bežať v smere rezania, v opačnom prípade prepnite pomocou
vhodného nástroja prepínač fáz na sieťovej zástrčke.
Nebezpečenstvo poranenia! Počas prevádzky frézovacieho zariadenia dodržujte
bezpečnú vzdialenosť od stroja a nesiahajte do rotujúcich nožov. Frézu aktivujte
len v stave nasadenia (pracovná poloha) a nakoniec ju uložte naspäť do
odkladacej schránky, ktorá je na to určená. Funkčnosť bezpečnostného vypínača
v frézovacom zariadení musí byť kedykoľvek zaručená, aby sa predišlo
neúmyselnému spusteniu mimo stroja.
SLOVENSKÝ 385
Upínacie prvky naveďte k sebe (stlačte tlačidlo 10 + 11 ). Frézovací tlak nastavte pomocou
otočného regulátora (4). Štandardne je možný až do 20 barov, frézovací tlak je možné
zvýšiť až na 40 barov, pozri bod 3.5.
Príliš vysoký frézovací tlak môže spôsobiť prehriatie a poškodenie pohonu frézy.
Pri preťažení alebo zastavení prevádzky pohonu frézy stroj vyveďte a tlak znížte
(pozri bod 3.5).
Ihneď ako začne z frézy plynule vychádzať trieska s hrúbkou < = 0,2 mm, stlačte tlačidlo
frézovania (5) a upínacie prvky roztiahnite od seba (stlačte tlačidlo 10 + 8 ).
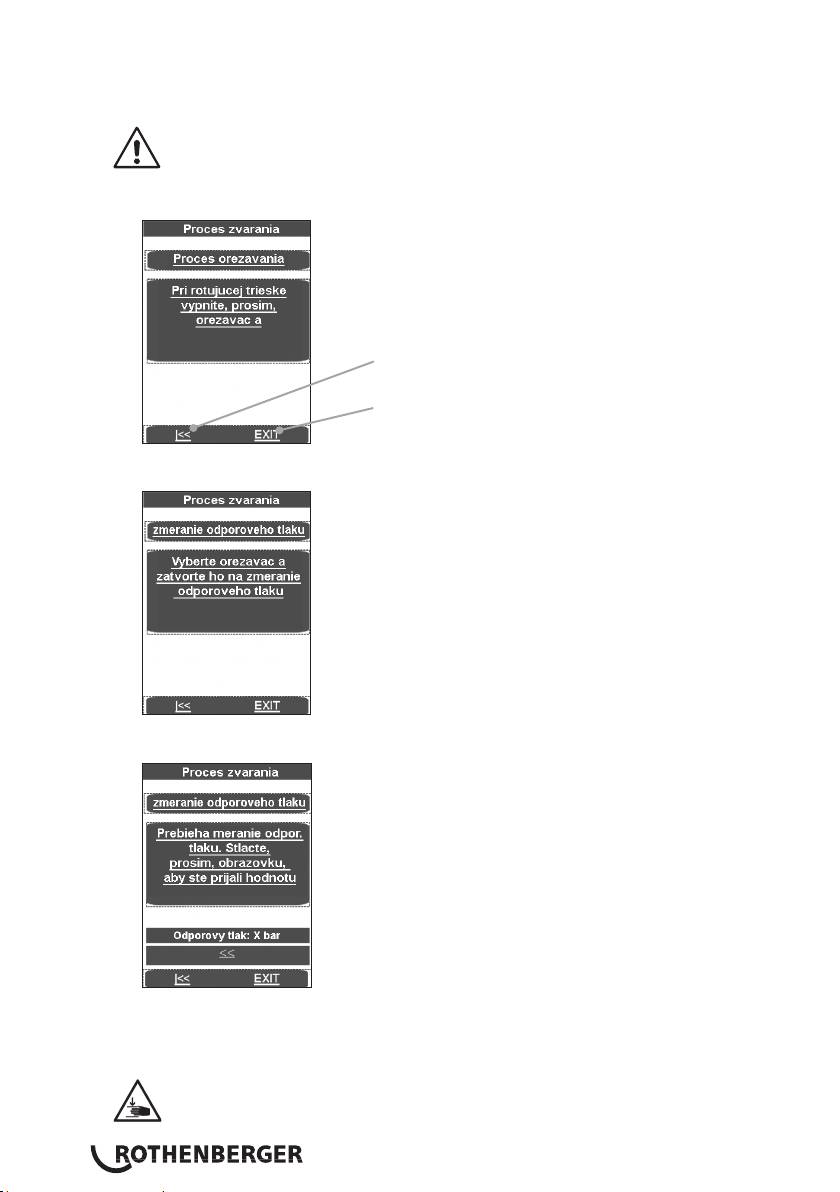
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Počkajte, pokiaľ sa hobľovacie kotúče nezastavia. Frézovacie zariadenie vyberte zo
základného stroja a odložte do odkladacej schránky.
Menším tlakom priblížte obrobky k sebe (stlačte tlačidlo 10 + 11 ) a pomocou otočného
regulátora (4) nastavte vlečný tlak.
Ak sa stroj posúva pomalou rýchlosťou, stlačte obrazovku. Nameraný vlečný tlak bude
automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania a tlaku spojovania.
Upínacie prvky prisuňte k sebe, nastavte tlak zodpovedajúci rúre a skontrolujte, či sú
obrobky pevne uložené v upínacích nástrojoch.
Udržiavajte bezpečnú vzdialenosť od stroja, do stroja sa nestavajte ani
nesiahajte. Nedovoľte ostatným osobám priblížiť sa do pracovnému priestoru.
SLOVENSKÝ386
Pomocou tlačidla šípky sa program vráti späť
„zmeranie odporového tlaku“
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Skontrolujte, či sú plochy určené na zváranie rovné, rovnobežné a súosové.
V prípade, že tomu nie je tak, frézovanie musíte zopakovať. Axiálne predsadenie medzi
koncami obrobkov nesmie byť (podľa DVS) väčšie ako 10 % hrúbky steny a max. medzera
medzi rovinnými plochami nesmie byť väčšia ako 0,5 mm. Pomocou čistého nástroja
(napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.
Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byť
zbavené akýchkoľvek nečistôt a nesmiete sa ich dotknúť rukou!
3.2.4.1 Proces zvárania režimu Premium
Nebezpečenstvo stlačenia! Pri prisúvaní upínacích nástrojov a rúr k sebe
zásadne dodržujte bezpečný odstup od stroja. Nikdy nevkladajte do stroja!
V maske sa zobrazí teplota vyhrievacej platne.
Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká
v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
Vyhrievací článok vložte medzi oba obrobky v základnom stroji a dbajte na to, aby
dosadacie plochy ležali v zárezoch prípravku na odťahovanie.
Stroj prisuňte k sebe, kontaktný tlak bude automaticky nastavený a udržujte tlak.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Ak sa proces zvárania preruší pomocou EXIT, zobrazí sa hlásenie „Zrušenie užívateľom“,
tlak sa vypustí a parametre zvárania sa uložia. Hlásenie potvrďte pomocou OK, program
prejde do hlavnej ponuky.
SLOVENSKÝ 387
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je
zobrazený na displeji (2).
Hneď, ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch
rúr, vypustite tlak pomocou tlačidla Automatika (1). Doba zahrievania t1 začína plynúť.
Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov
obrobkov na vyhrievací článok.
Krátka pred ukončením doby ohrevu zaznie signál.
Po uplynutí doby ohrevu obrobky od seba znovu oddiaľte, vyhrievací článok vyberte
a konce obrobkov prisuňte k sebe.
Krátko pred kontaktom koncových častí obrobkov (cca 1 cm) zastavte vzájomný stret
pustením tlačidiel a ihneď ich opäť stlačte .Tlak bude lineárne zvýšení na zodpovedajúci
tlak spojovania.
SLOVENSKÝ388
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania
a spustí sa časovač t4.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu
zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli (2) a zostávajúci
čas spojovania t4 v indikačnom poli (9).
Pozor: Tlačidlo spustenia (10) a prisunutia stroja (11) držte stlačené dovtedy, pokiaľ
nebude dosiahnutý tlak spojovania, potom sa vypne hydraulika a tlačidlá môžete pustiť.
Tlak bude monitorovaný a automaticky doregulovaný. Pri nadmerne častom dočerpávaní
(veľký pokles tlaku) nechajte skontrolovať hydraulický systém.
Vyhrievací článok odložte naspäť do odkladacej skrinky
Po uplynutí doby ochladzovania sa proces zvárania ukončí, uloží sa, zaznie signál a tlak
sa automaticky vypustí.
Ponuku zvárania ukončite pomocou OK.
Tlak úplne vypustite pomocou tlačidla (3).
Zvarené obrobky uvoľnite a vyberte.
Základný stroj nechajte oddialiť. Stroj je pripravený na nasledujúci zvárací cyklus.
SLOVENSKÝ 389
Prenos protokolov:
V bode menu Protokolle (Protokoly) je možné tieto uložiť pomocou OK, ako aj pri pripojenom
USB kľúči. Okno sa potom zatvorí automaticky.
Tento súbor prevádzkového denníka sa musí spracovať prostredníctvom počítača a softvéru
ROTHENBERGER Dataline 2.
Celkové parametre zvárania nájdete v priložených tabuľkách pre zváranie.
3.2.5 Uvedenie mimo prevádzku
Hydraulický agregát vypnite pomocou tlačidla (6).
Vyhrievací článok nechajte vychladnúť alebo ho uložte tak, aby sa nemohli
vznietiť žiadne látky nachádzajúce sa v blízkosti!
Zástrčky frézovacieho zariadenia, vyhrievacieho článku a hydraulického agregátu
vytiahnite zo zásuviek a káble na namotajte.
Hydraulický agregát prepravujte a odstavte len vo vodorovnej polohe, pri šikmej
polohe uniká olej z odvzdušňovacej zátky s mierkou oleja!
Hydraulické hadice odpojte a namotajte.
Pozor! Spojky chráňte pred znečistením!
3.3 Všeobecné požiadavky
Vzhľadom na to, že poveternostné vplyvy a vplyvy okolitého prostredia môžu rozhodujúcou
mierou vplývať na zváranie, je nevyhnutné dodržovať príslušné predpisy v smernici DVS 2207
časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
(Zváračské práce musia by neustále a starostlivo monitorované!)
3.4 Dôležité pokyny k parametrom zvárania
Všetky dôležité parametre zvárania, ako je teplota, tlak a čas, je nutné vyhľadať v smernici
DVS 2207 časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
Odkaz: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de Internet: www.dvs-media.info
V jednotlivých prípadoch je nevyhnutné vyžiadať si od výrobcu rúr parametre spracovania,
ktoré sú špecické pre daný materiál.
Parametre pre zváranie uvedené v priložených tabuľkách pre zváranie sú orientačné hodnoty,
za ktoré rma ROTHENBERGER nepreberá žiadnu záruku!
Hodnoty pre kontaktný a spojovací tlak, ktoré sú uvedené v tabuľkách pre zváranie, boli
vypočítané podľa nasledovného vzorca:
zváraná plocha A [mm²] x súčiniteľ hodnoty zvaru SF [N/mm²]
Zvárací tlak P [bar] =
valcová plocha Az [cm²] x 10
Súčiniteľ hodnoty zvaru (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
SLOVENSKÝ390
(Celková valcová plocha ROWELD P 250/8 B je 6,26 cm²)
(Celková valcová plocha ROWELD P 355/12 B je 6,26 cm²)
(Celková valcová plocha ROWELD P 500/18 B a P 630/24 B je 14,13 cm²)
(Celková valcová plocha ROWELD P 630/24 B Plus je 3,53 cm²)
3.5 Nastavenie parametrov
Nastavenie parametrov s oprávnením „zvárač“:
Otočný regulátor (4) podržte dlho stlačený (cca 3 sekundy), pokiaľ v hornom indikačnom
poli nebliká (2).
Pomocou otočného regulátora (4) zvoľte požadovaný parameter P001 až P009. Ak má
byť táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota
(default/prednastavená) bliká v dolnom indikačnom poli (9).
Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko
stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
Nastavenie parametrov s oprávnením „majster“:
Otočný regulátor (4) podržte dlhšie stlačený (cca 6 sekúnd), najprv bliká parameter P001
v hornom indikačnom poli (2), potom „CodE“ a v dolnom indikačnom poli (9) bliká na
prvom mieste zvislá čiara.
Pomocou otočného regulátora (4) zadajte kód a otočný regulátor (4) krátko stlačte (kód
= 8001 – pri prvom uvedení do prevádzky, cez parameter P100 môžete kód ľubovoľne
meniť).
Pomocou otočného regulátora (4) zvoľte požadovaný parameter P101 až P114. Ak má
byť táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota
(default/prednastavená) bliká v dolnom indikačnom poli (9).
Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko
stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
Názov
Označenie Pred-
Jednotka Min. Max. Oprávnenie
parametra
nastavený
P001 Funkcia úspory energie Doba
99 minúta 0 99 zvárač
nečinnosti
P002* Funkcia úspory výkonu aktívna 0 0 3 zvárač
P003 Offset teplota vyhrievacej platne 5 °C -25 25 zvárač
P004 Pmax pre frézovanie 20 bar 10 50 zvárač
P005 Požadovaný tlak 1/10 bar zvárač
P006 Požadovaná teplota 210 °C P103 P104 zvárač
P007 Časovač T1 Požadovaná
45 sekunda 1 1500 zvárač
hodnota
P008 Časovač T4 Požadovaná
6 minúta 1 99 zvárač
hodnota
P009 Pstart pre frézovanie 10 bar 0 P004 zvárač
P101 Odchýlka k dočerpaniu 5 % 1 50 majster
P102 Doba navedenia po frézovaní 10 1/10 sek. 0 100 majster
P103 Nastaviteľná teplota (min.) 160 °C 0 300 majster
P104 Nastaviteľná teplota (max.) 270 °C 0 300 majster
P105 Aretácia tlačidla (áno/nie) 5 sek. 0 50 majster
P106 Tlak pre navedenie 135 bar 10 160 majster
P107 Doba nábehu k zapnutiu
50 1/10 sek. 0 200 majster
bzučiaka
P100 Zmeniť kód 8001 majster
* P002 - Funkcia úspory energie:
0 – žiadna,
1 – keď je fréza v činnosti, vyhrievací článok sa vypne,
2 – keď je hydraulický motor v chode, vyhrievací článok sa vypne,
3 – keď je t4 v činnosti, vyhrievací článok sa vypne.
SLOVENSKÝ 391

3.6 Nastavenie dátumu a času
Program zatvorte kliknutím na horný ľavý roh.
Stlačte Start (Štart), Setting (Nastavenie) a nakoniec Control Panel (Ovládací panel).
Spúšťacia lišta je deaktivovaná a môžete ju vyvolať pritlačením na dolný ľavý roh.
Kliknite na Date/Time (Dátum a čas)
SLOVENSKÝ392
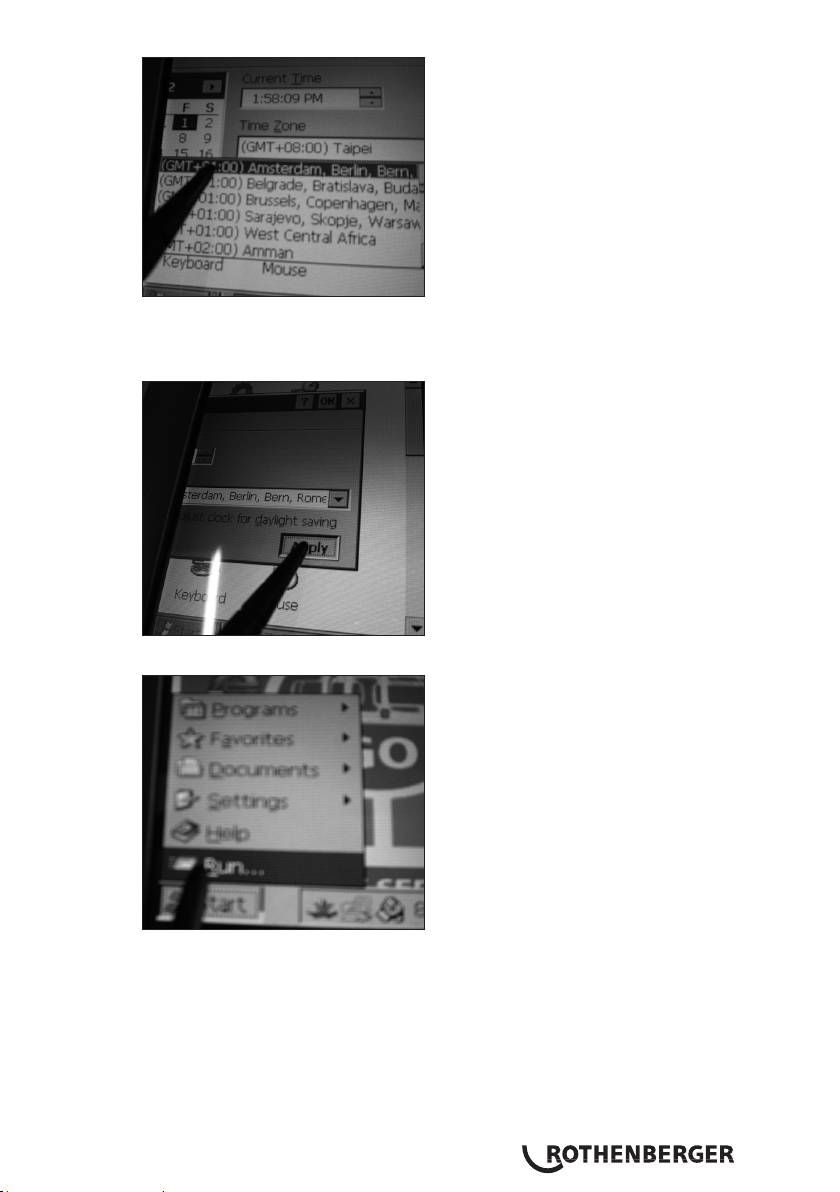
Vstupnú masku nastavte dotknutím sa a posunutím lišty dátumu a času. Zvoľte príslušnú
časovú zónu alebo zadajte čas v okienku Current Time (Aktuálny čas).
Pozor! Berte na vedomie AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Potvrďte pomocou „Apply“ (Použiť) a „OK“. Ovládací panel zatvorte pomocou X.
Stlačte tlačidlá „Start“ a „Run“ (Spustiť).
SLOVENSKÝ 393
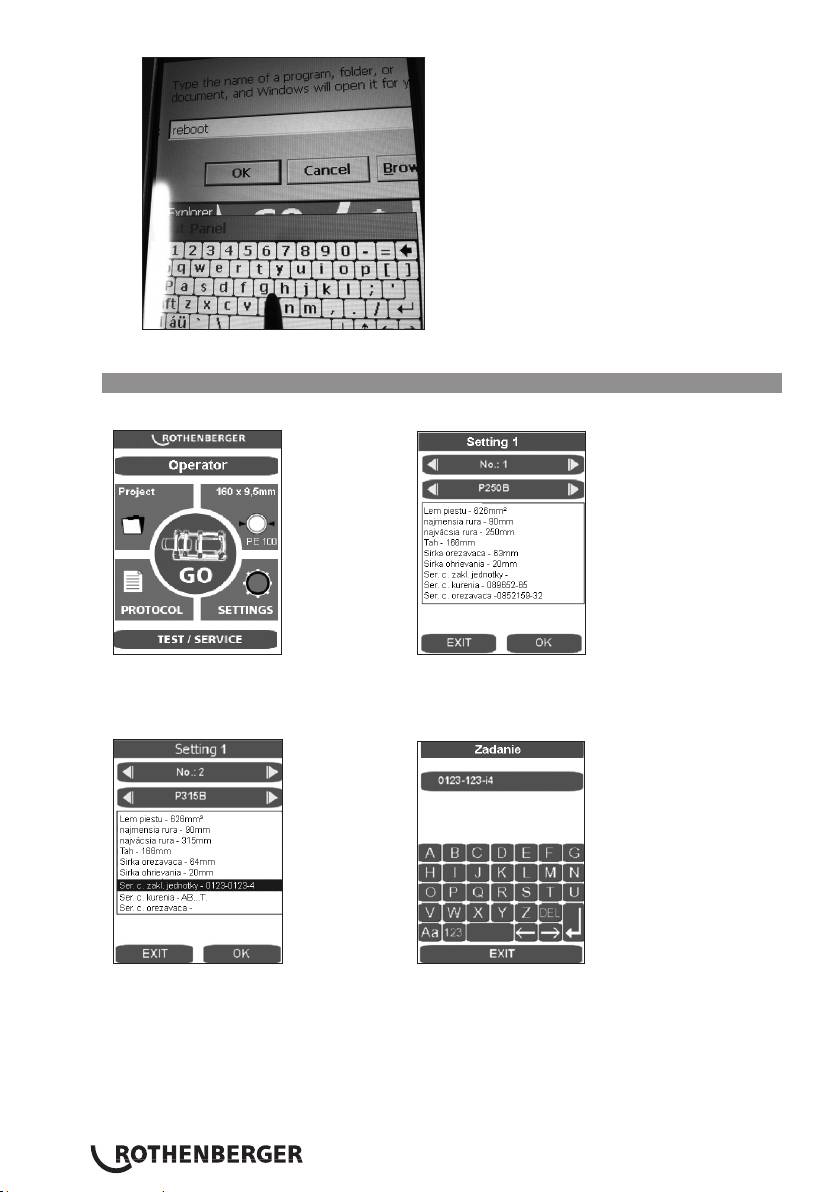
Na zobrazenej klávesnici zadajte reboot a stlačte „OK“, počítač sa reštartuje.
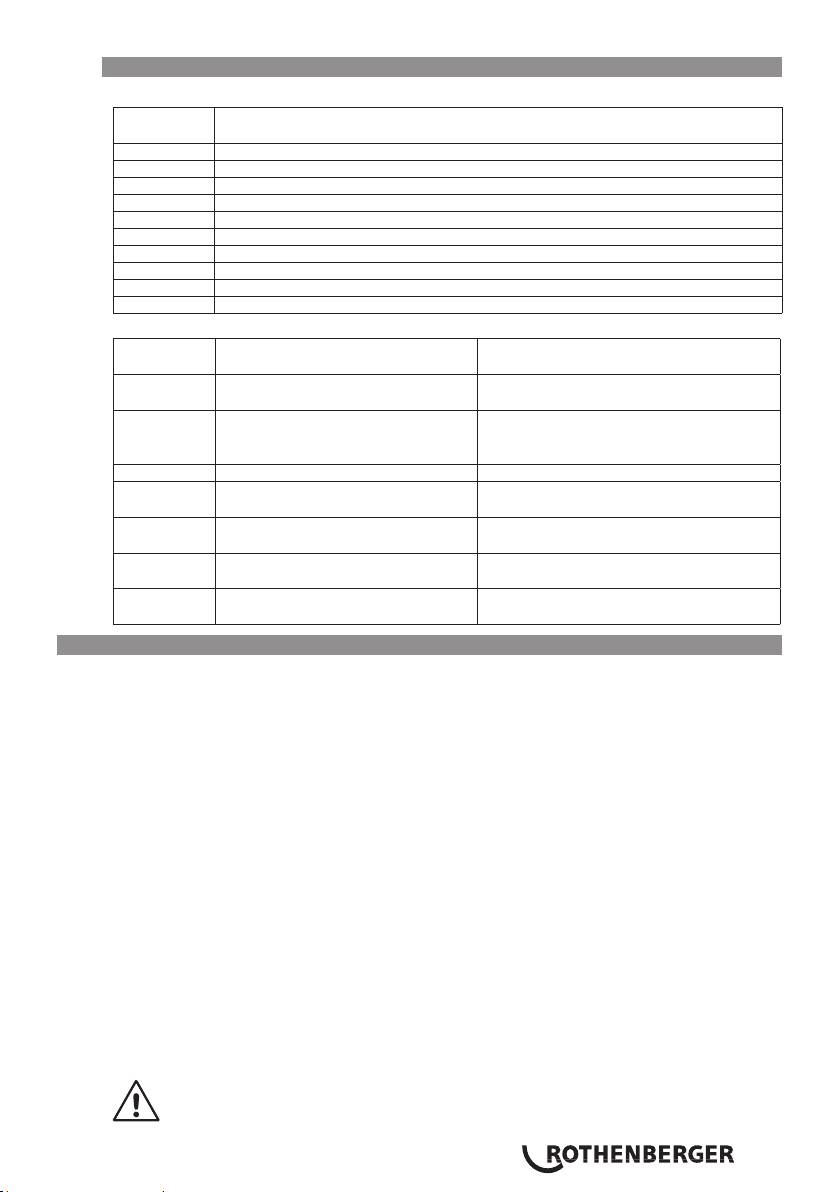
3.7 Vytvorenie a voľba kongurácií stroja
Pre voľbu alebo vytváranie kongurácií stroja stlačte tlačidlo SETTINGS (Nastavenia).
Pomocou tlačidiel šípok môžete zvoliť požadovanú konguráciu stroja.
Pre vytvorenie novej kongurácie spusťte smerom doprava tlačidlom šípky nasledovné číslo,
napr. 2.
Pritlačením na príslušné textové pole sa zobrazí vstupná maska. Údaje môžete mazať
pomocou tlačidla DEL a zadávať nové, tieto údaje bude neskôr prevzaté do protokolu.
SLOVENSKÝ394
3.8 Hlásenia poruchy
Dotykový počítač a protokol:
Hlásenie
Pomenovanie
poruchy
Kód 1 Kontaktný tlak príliš vysoký
Kód 2 Kontaktný tlak príliš nízky
Kód 4 Tlak ohrevu príliš vysoký
Kód 64 Doba prestavovania je príliš dlhá
Kód 128 Doba nárastu tlaku je príliš dlhá
Kód 256 Spojovací tlak príliš vysoký
Kód 512 Spojovací tlak príliš nízky
Kód 2048 Vyhrievací článok príliš studený
Kód 4096 Prerušenie obsluhou
Kód 131072 Vyhrievací článok príliš horúci
Riadenie:
Hlásenie
Pomenovanie Odstránenie poruchy
poruchy
SER Dátum servisu dosiahnutý,
Nechať vykonať servis
plánovaný servis
ERR1 Absolútny tlak nie je dosiahnutý Skontrolovať hladinu oleja, skontrolovať
snímač tlaku, pokazené ventily, pokazený
motor
PE-2 Pokazený snímač tlaku -24V Vymeniť snímač tlaku
ERR5 Teplota oleja 70 °C – Zastavenie! Počkať, pokiaľ teplota oleja neklesne pod
50 °C
HE-1 Vyhrievací článok nie je pripojený,
Vymeniť snímač
prerušenie obvodu snímača
HE-0 Vyhrievací článok príliš horúci Zmerať teplotu, skontrolovať nastavenie,
vymeniť snímač
HE-2 Vyhrievací článok príliš studený Zmerať teplotu, skontrolovať nastavenie,
vymeniť snímač
4 Starostlivosť a údržba
Pre zachovanie funkčnosti stroja musia byť dodržané nasledovné body:
• Vodiace tyče musia byť udržované v čistote. V prípade poškodenie povrchu musia byť
vodiace tyče vymenené, pretože toto by mohlo eventuálne viesť k poklesu tlaku.
• Pre zachovanie bezchybných výsledkov zvárania je potrebné, aby ste vyhrievací
článok udržiavali v čistote. V prípade poškodenie povrchu musí byť vyhrievací článok
znovu povrstvený alebo vymenený. Zvyšky materiálu na vyhrievacom zrkadle zhoršujú
antiadhezívne vlastnosti a je potrebné odstrániť ich pomocou papiera neuvoľňujúceho
vlákna a liehu (len vtedy, keď je vyhrievací článok studený!).
• Hydraulický olej (HLP – 46 tovar č.: 53649) sa musí vymieňať každých 12 mesiacov.
• Pre zamedzenie poruchám funkčnosti musíte pravidelne kontrolovať tesnosť
hydraulického agregátu, pevné uloženie skrutkových spojov, ako aj bezchybný stav
elektrického kábla.
• Hydraulické rýchlospojky na hydraulickom agregáte a zväzku hadíc musia byť chránené
pred znečistením. V prípade znečistenia musia byť tieto rýchlospojky pred pripojením
vyčistené.
• Frézovacie zariadenie je vybavené obojstranne nabrúsenými nožmi. V prípade
zhoršujúceho sa rezného výkonu môžu byť nože otočené alebo vymenené za nové.
• Je nevyhnutné neustále dbať na to, aby konce rúr alebo obrobkov určených na obrábanie,
najmä čelné plochy, boli vždy čisté, v opačnom prípade sa skracuje životnosť nožov.
Podľa normy DVS 2208 je potrebné nechať výrobcom alebo jednou zo servisných
staníc, ktorú poveril, vykonať ročnú kontrolu zváračky. V prípade strojov
s nadpriemerným zaťažením je potrebné cyklus kontrol skrátiť.
SLOVENSKÝ 395

4.1 Starostlivosť o stroj a nástroje
(Dodržujte bod 4 Predpisy pre údržbu!)
Ostré a čisté nástroje vytvárajú lepšie pracovné výsledky a sú bezpečnejšie.
Tupé, zlomené alebo stratené diely musia byť bezodkladne vymenené. Skontrolujte, či je
príslušenstvo bezpečne spojené so strojom.
Pri údržbových prácach používajte len originálne náhradné diely. Opravy smie vykonávať len
odborne kvalikovaný personál.
V prípade nepoužívania, pred údržbovými prácami a pred výmenou dielov príslušenstva
odpojte stroje od elektrickej rozvodnej siete.
Pred opätovným pripojením k elektrickej rozvodnej sieti je nutné zabezpečiť, aby stroj
a príslušenstvo boli vypnuté.
V prípade použitia predlžovacích káblov skontrolujte ich bezpečnosť a funkčnosť. Smú sa
používať len káble schválené na vonkajšie použitie.
Nástroje a stroje sa nesmú používať, pokiaľ sú kryty alebo rukoväte, predovšetkým plastové,
prasknuté alebo zdeformované.
Nečistota a vlhkosť v takýchto prasklinách vedú elektrický prúd. Toto môže viesť k zásahu
elektrickým prúdom, pokiaľ v nástroji alebo v stroji dôjde k poškodeniu izolácie.
Poznámka: Ďalej odkazujeme na predpisy na prechádzanie úrazom.
5 Príslušenstvo
Vhodné príslušenstvo a objednávkový formulár nájdete od strany 451.
6 Likvidácia
Časti prístroja sú cenné druhotné materiály a môžu byť odovzdané na recykláciu. Pre tento
účel sú k dispozícii schválené a certikované recyklačné závody. Ohľadom ekologicky
prijateľnej likvidácie nerecyklovateľných častí (napr. elektronický odpad) sa prosím informujte
na príslušnom úrade pre likvidáciu odpadu.
Len pre krajiny EÚ:
Nevyhadzujte elektrické nástroje do domáceho odpadu! Podľa európskej smernice
2012/19/ES o odpadových elektrických a elektronických zariadeniach a jej presadenia
do národného práva musia byť nepoužiteľné elektrické nástroje osobitne zozbierané
a odovzdané na ekologicky šetrnú recykláciu.
SLOVENSKÝ396
съдържание страница
1 Съвети за безопасност 398
1.1 Употреба по предназначение 398
1.2 Общи указания за безопасност 398
2 Технически данни, виж брошура „технически данни“
3 Функция на уреда 400
3.1 Описание на уреда 400
3.1.1 Основна машина (Фиг. A) 400
3.1.2 Хидравличен агрегат (Фиг. B) 400
3.2 Ръководство за обслужване 401
3.2.1 Въвеждане в експлоатация 401
3.2.2 Мерки за подготовка на заваряването 404
3.2.3 Процес на заваряване 408
3.2.4 Заваряване в режим Премиум 411
3.2.4.1 Процес на заваряване в режим Премиум 414
3.2.5 Сваляне от експлоатация 416
3.3 Общи изисквания 417
3.4 Важни указания за параметрите за заваряване 417
3.5 Настройка на параметри 417
3.6 Настройка на дата и час 418
3.7 Създаване и избор на конфигурации от машини 421
3.8 Съобщения за грешка 421
4 Обслужване и техническа поддръжка 422
4.1 Обслужване на машини и инструменти 423
5 Принадлежности 423
6 Отстраняване на отпадъци 423
Означения в този документ:
Опасност!
Този символ предупреждава за наранявания.
Внимание!
Този символ предупреждава за материални щети и замърсяване на
околната среда.
Предложение за действие
БЪЛГАРСКИ
397
1 Съвети за безопасност
1.1 Употреба по предназначение
ROWELD P250-630/8-24B Plus Premium CNC трябва да се използват само за създаване
на заварени съединения от PE, PP и PVDF тръби, в съответствие с техническите данни.
1.2 Общи указания за безопасност
ВНИМАНИЕ! При употребата на електроинструменти, за защита от токов удар,
предотвратяване на опасност от нараняване и пожар, трябва да се спазват
следните указания за безопасност.
Прочетете всички тези указания, преди да използвате този
електроинструмент и ги съхранявайте на подходящо място.
Техническа поддръжка и ремонт:
1 Редовно почистване, техническа поддръжка и смазване. Преди всяка настройка,
поддръжка или ремонт, изключете уреда от електрозахранването.
2 Нека Вашият уреда да бъде ремонтиран само от квалифицирани специалисти
и само с оригинални резервни части.. Така се гарантира, че безопасността на
уреда ще остане запазена.
Безопасна работа:
1 Поддържайте чисто Вашето работно място. Безпорядъка на работното място
може да доведе до злополуки.
2 Обърнете внимание на факторите на околната среда. Не излагайте
електроинструменти на дъжд. Не използвайте електроинструменти във влажна
или мокра среда. Погрижете се за достачъчно осветление на работното място.
Не използвайте електроинструменти на места, където има опасност от пожар или
експлозия.
3 Защитете се от токов удар. Избягвайте контакт на тялото със заземени елементи
(напр. тръби, радиатори, електрически печки, хладилници).
4 Не допускайте други лица в работната зона. Не позволявайте на други лица,
особено деца, да докосват електроинструмента или кабела. Дръжте ги дале от
работната зона.
5 Съхранявайте електроинструменти извън експлоатация на безопасно място.
Неизползваните електроинструменти трябва да се съхраняват на сухо, на високо
или изолиране място, извън достъпа на деца.
6 Не претоварвайте Вашия електроинструмент. Вие работите по-добре и по-
безопасно в означената зона.
7 Използвайте правилния електоинструмент. Не използвайте нископроизводителни
машини за тежки работи.. Не използвайте електроинструмента за такива цели, за
които не е предвиден. Не използвайте, напр. резачка за клони за рязане на дървен
материал или дънери.
8 Носете подходящо облекло. Не носете широки дрехи или украшения, те могат
да бъдат захванати от движещите се части. При работи на открито се препоръчват
противоплъзгащи се обувки. При дълги коси, носете мрежа за коса.
9 Използвайте защитни средства. Носете предпазни очила. При работи с наличие на
прах, използвайте защитна маска.
10 Свържете приспособлението за изсмукване на прах. В случай, че има връзки
за изсмукване и събиране на прах, уверете се, че те са свързани и се използват
правилнно.
398
БЪЛГАРСКИ
