Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 17
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
1 Útmutatások a biztonsághoz
1.1 Rendeltetésszerű használat
A ROWELD P250-630/8-24B Plus Premium CNC csak a PE, PP és PVDF csövek hegeszté-
séhez használható a műszaki adatoknak megfelelően.
1.2 Általános biztonsági utasítások
FIGYELEM! Az elektromos szerszámok használata során az elektromos áramütés,
baleset- és tűzveszély megelőzése érdekében be kell tartani a következő alapvető
fontosságú biztonsági utasításokat.
Az elektromos szerszám használata előtt olvassa el az összes utasítást, és őrizze
azokat meg egy biztonságos helyen.
Karbantartás és állagmegóvás:
1 Rendszeres tisztítás, karbantartás és kenés. Minden állítás, állagmegóvó vagy
karbantartó művelet előtt húzza ki az elektromos csatlakozót.
2 A készüléket csak képzett szakemberrel javíttassa, és csak eredeti alkatrészeket
használjon. A készülék (javítás utáni) biztonságos működése csak így biztosítható.
Biztonságos munkavégzés:
1 Tartson rendet a munkahelyen. A rendetlen munkahely balesetet okozhat.
2 Vegye gyelembe a környezetet is (annak befolyásoló hatását). Ne tegye ki az
elektromos szerszámot esőnek. Az elektromos szerszámot ne használja nedves vagy
nyirkos környezetben. Biztosítson megfelelő megvilágítást a munkaterületen. Ne
használjon elektromos szerszámot tűz- és robbanásveszélyes helyeken.
3 Védje magát az elektromos áramütés ellen. Kerülje, hogy valamely testrésze földelt
tárggyal (pl. csövekkel, radiátorral, elektromos sütővel, hűtőszekrénnyel) érintkezzen.
4 Tartsa távol a bámészkodókat (többi személyt). Ne engedje, hogy más személy,
különösképpen gyermek az elektromos szerszám közelében tartózkodjon vagy megérintse
annak kábelét. Tartsa őket távol a munkavégzés helyétől.
5 A nem használt elektromos szerszámokat biztonságos helyen tárolja. A nem használt
elektromos szerszámokat száraz, magas (nehezen elérhető) vagy zárt helyen tárolja, ott,
ahol azokhoz a gyerekek nem férhetnek hozzá.
6 Az elektromos szerszámokat ne terhelje túl. A megadott teljesítménytartományban a
szerszámok jobban és biztonságosabban működnek.
7 A feladathoz megfelelő elektromos szerszámot használja. Ne használjon gyenge
teljesítményű gépet nehéz (nagy teljesítményt igénylő) feladatokhoz. Ne használja az
elektromos szerszámot olyan célra, amelyre azt nem tervezték. Ne használjon pl. kézi
körfűrészt fatörzsek vagy fahasábok fűrészeléséhez.
8 A munkavégzéshez megfelelő öltözetet viseljen. Na hordjon olyan ruhát vagy
ékszert, amelyet a mozgó alkatrészek elkaphatnak. Ha szabadban végez munkát, akkor
csúszásgátló lábbeli használata javasolt. Ha a haja hosszú, akkor használjon hajhálót.
9 Használjon védőfelszerelést. Használjon munkavédelmi védőszemüveget. Poros,
pornak kitett munkahelyen használjon védőmaszkot.
10 Csatlakoztassa a porszívó(eszköz)t. Ha a szerszámon van porszívó-csatlakozás
vagy felfogórendszer, akkor győződjön meg ezek megfelelő csatlakoztatásáról, ill.
használatáról.
MAGYAR 319

11 A kábelt csak rendeltetésszerűen, azzal ellentétesen ne használja. A csatlakozódugót
az aljzatból ne a kábelt húzva húzza ki. Védje a kábelt a hőtől, az olajtól és az éles élektől.
12 Rögzítse a munkadarabot. Használjon pillanatszorítót vagy más rögzítőeszközt/satut a
munkadarab le- vagy befogására. Ezek az eszközök biztosabban tartják a munkadarabot,
mintha azt a kezében tartaná.
13 Kerülje a természetellenes testtartást. Vegyen fel biztos tartást és folyamatosan őrizze
meg az egyensúlyát.
14 A szerszámot gondosan ápolja. A vágószerszámokat tartsa élesen és tisztán, hogy
velük jobban és biztonságosabban dolgozhasson. Kövesse a kenési és a szerszámcsere
utasításokat. Rendszeresen ellenőrizze az elektromos szerszám vezetékét; ha a vezeték
megsérült, akkor azt cseréltesse le képzett villanyszerelővel. Rendszeresen ellenőrizze a
hosszabbító vezetéket; ha az sérül cserélje le. Tartsa a fogantyúkat szárazon, tisztán, zsír-
és olajmentesen.
15 A csatlakozódugót húzza ki az aljzatból. Ha nem használja az elektromos szerszámot,
ill. a karbantartása és a szerszámcsere - pl. fűrészlap, fúrófej, marófej - előtt.
16 A szerszámkulcsot vegye le a szerszámról. A bekapcsolás előtt a kulcsot, és az
állítószerszámot vegye le.
17 Kerülje a véletlen (akaratlan) bekapcsolást. Győződjön meg arról, hogy a kapcsolót a
csatlakozódugó aljzathoz való csatlakoztatása előtt kikapcsolta.
18 Kültéri használatra való hosszabbítókábelt használjon. A szabadban csak erre
engedélyezett és megfelelően megjelölt hosszabbítókábelt használjon.
19 Legyen óvatos/gyelmes. Figyeljen arra, amit csinál. A munkát megfontoltan végezze.
Ne használja az elektromos szerszámot, ha fáradt, gyelme nem elég koncentrált.
20 Ellenőrizze az elektromos szerszámot potenciális sérülésekre. Az elektromos
szerszám használata előtt a védőeszközöket és az alkatrészeket ellenőrizni kell -
akadálymentes, a rendeltetésüknek megfelelő működésre. Ellenőrizze, hogy a mozgó
alkatrészek akadálymentesen működjenek, ne szoruljanak, és az alkatrészek ne legyenek
sérültek. Egyes alkatrészeket megfelelően fel kell szerelni ahhoz, hogy minden elvárást
(követelményt) teljesítsenek, és biztosítsák az elektromos szerszám problémamentes
használatát.
A sérült védelmeket és alkatrészeket hivatalos szakszervizben meg kell javíttatni vagy le
kell cseréltetni, kivéve, ha ezt a használati útmutató másképp deniálja. A sérült kapcsolót
műhelyben kell lecseréltetni.
Ne használjon olyan elektromos szerszámot, amelyet a kapcsolójával nem lehet be- vagy
kikapcsolni.
21 Figyelem! Más (gyártó által gyártott) szerszám vagy tartozék használata
balesetveszélyes lehet.
22 Az elektromos szerszámot csak képzett villanyszerelővel javítassa. Ez az elektromos
szerszám megfelel a vonatkozó biztonsági előírásoknak. Javítását csak képzett
villanyszerelő végezheti, a javításhoz csak eredeti cserealkatrészeket szabad használni,
különben a szerszám használója balesetet szenvedhet.
2 Műszaki adatok, lásd a füzetet „műszaki adatok”
MAGYAR320
3 A készülék működése
3.1 A készülék leírása
A ROWELD P250-630/8-24B Plus Premium CNC kompakt, hordozható, fűtőbetétes
műanyaghegesztőgép CNC modullal a pontos vezérléshez, és a hegesztési paraméterek
DVS irányelv szerinti betartásához, mentéséhez, USB kapcsolattal való továbbításához;
amely terméket kifejezetten az építkezési helyszínekhez és munkaárkokhoz terveztünk.
Termeszetesen a gepek műhelyben tortenő felhasznalasa is lehetseges.
A „ROWELD“ típusú hegesztőgépek sokoldalúsága által minden felhasználási területen
a következő hegesztési kötések hozhatók létre biztosan a PE, PP és PVDF csövekkel,
amelyeknek a külső átmérője 90 – 630 mm/ 5-24” között található:
I. Cső - Cső
II. Cső - csőkönyök
III. Cső - T - idom
IV. Cső - előhegesztő bilincs
A gépek lényegében a következőkből állnak:
Alapgép, redukciós betétek, CNC modulos hidraulikus tápegység, maróberendezés, fűtőelem,
beállító láda
Előhegesztő bilincsek hegesztésekor a tartozékként kapható négypofás feszítő-befogótárcsa
alkalmazható.
ROWELD P250/8B: Max. a gép átmérőjével megegyező kis keresztmetszetű csőívek
hegesztésénél a tartozékként beszerezhető ferde feszítőszerszámot kell használni.
ROWELD P500-630/18-24B Plus: A maró és a fűtőelem be- és kiemeléséhez a tartozékként
kapható elektromos kiemelő berendezés alkalmazható.
3.1.1 Alapgép (A ábra)
1 Mozgatható feszítőelemek 3 Távolságtartó elem rögzítő bevágással
2 Eltolható feszítőelem 4 Fűtőelem lehúzó szerkezet
3.1.2 Hidraulikus aggregátor (B ábra)
1 Automata gomb 12 Időzítő gomb
2 Nyomás kijelző 13 Csővégmaró berendezés csatlakozóaljzat
3 Nyomás leeresztése gomb 14 Gyorscsatlakozó hüvely
4 Forgógómb 15 Gyorscsatlakozó dugasz
5 Marás gomb 16 Hevítőelem csatlakozóberendezés
6 Bekapcsoló gomb 17 Hálózati csatlakozó
7 Fűtés gomb 18 Vészkikapcsolás
8 Gép széthúzása 19 Érintő PC
9 Hőmérséklet és idő kijelzése 20 Olajtöltőcsonk nívópálcával
10 Engedélyező gomb 21 USB csatlakozó
11 Gép összehúzása
22
Alapgép csatlakozása
A hidraulikus aggregátor lehetővé teszi a hegesztő készülék következő jelekkel megjelölt
használatát:
Hidraulikus tápegység be- és kikapcsolása
A „Fűtés” gomb megnyomásával kapcsolja be a hevítőelemet.
A hevítőelemre a kívánt hőmérséklet beállításához nyomja meg
a „Fűtés” gombot és forgassa el a forgatható gombot, az érték
a hőmérséklet kijelzőn jelenik meg, majd újra visszaáll az aktuális érték
kijelzése.
MAGYAR 321
Állítsa be a forgógombbal a nyomást a maráshoz, hozzáillesztéshez,
leolvasztáshoz és a zömítéshez, az értéket a nyomás kijelző mutatja.
A beállítás után 3 másodperccel visszaáll az aktuális érték kijelzése. A
forgógomb megnyomásával a szervizparaméterek megjeleníthetők és
beállíthatók.
A befogópofák összecsukásához nyomja meg az engedélyező és a gép
„összehúzása” gombokat
Nyomás leeresztése gomb
A befogópofák kinyitásához az engedélyezés és a gép „széthúzása” gombot kell
megnyomni
A csővégmaró berendezés csatlakozóaljzat bekapcsolásához az engedélyezés és
a marás gombot kell megnyomni, a nyomás beállítása automatikusan 10 bar lesz,
ez a forgógombbal 20 bar-ig megnövelhető. (Speciális alkalmazási esetben,
például domboldalon, a P004 megváltoztatásával beállítható akár 50 bar is.)
Az időzítőt a gomb egyszeri megnyomásával lehet aktiválni. A gomb
megnyomásával és a forgatógomb forgatásával a t1 időt másodpercek-
ben lehet beállítani. Ha a gombot hosszabb ideig nyomva tartja, átvált
a t4-re. A gomb megnyomásával és a forgatógomb forgatásával a t4
időt pecekben lehet beállítani. Az időzítő gomb rövid megnyomására,
ha a t1 vagy a t2 időzítő kijelző világít, az időzítő manuálisan elindul.
Az Automatikus gomb megnyomására a beállított nyomást a melegítés (t1 időzítő
aktív) és a kapcsolódó eljárás (t4 időzítő aktív) során a rendszer felügyeli és adott
esetben után állítja.
Engedélyezés gomb a szervizparaméterek megerősítéséhez
3.2 Használati utasítás
A hegesztő készüléket csak az erre jogosult és megfelelően kiképzett szakember
kezelheti a DVS 2212 1. résznek megfelelően!
A gépet csak a kiképzett és feljogosított kezelő használhatja!
3.2.1 Üzembevétel
A tompahegesztőgép használatba vétele előtt gyelmesen olvassa el a használati
utasítást!
A fűtőelemet ne használja robbanásveszélyes környezetben és ügyeljen arra,
hogy ne érintkezzen gyúlékony anyaggal.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
Minden üzem behelyezés előtt ellenőrizze a hidraulikus egységben az olajszintet,
az előírt olajszint az olajszint az olajtöltő (20) szerkezeten a min. max. jelölésénél
legyen, szükség esetén töltse fel HLP 46 hidraulika olajjal.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj az olajtöltő szerkezeten.
Veszély esetén nyomja meg a vészkikapcsolót (18). Minden üzembe vétel előtt
ellenőrizni kell, hogy a vészkikapcsoló ne legyen beakadva!
MAGYAR322
A gépalap két hidraulika tömlőjét gyorscsatlakozó segítségével (14,15) kösse rá
a hidraulikus tápegységre.
Ügyeljen arra, hogy a gyorskuplung ne legyen szennyezett. A tömítetlen
kuplungokat haladéktalanul ki kell cserélni!
A maró elektromos csatlakozóját csatlakoztassa az aljzathoz (13), a fűtőelem
csatlakozódugóját a csatlakozóhoz (16) és az alapgép csatlakozódugóját a csatlakozóhoz
(22).
Csatlakoztassa a hidraulikus tápegység hálózati csatlakozót (17) a típustáblán
szereplőknek megfelelő áramellátásra. Ha a kezdőképernyő nem jelenik meg, reteszelje ki
a vészkikapcsolót, ekkor egy jelzőhang hallható és a (2) kijelzőn egy pont világít.
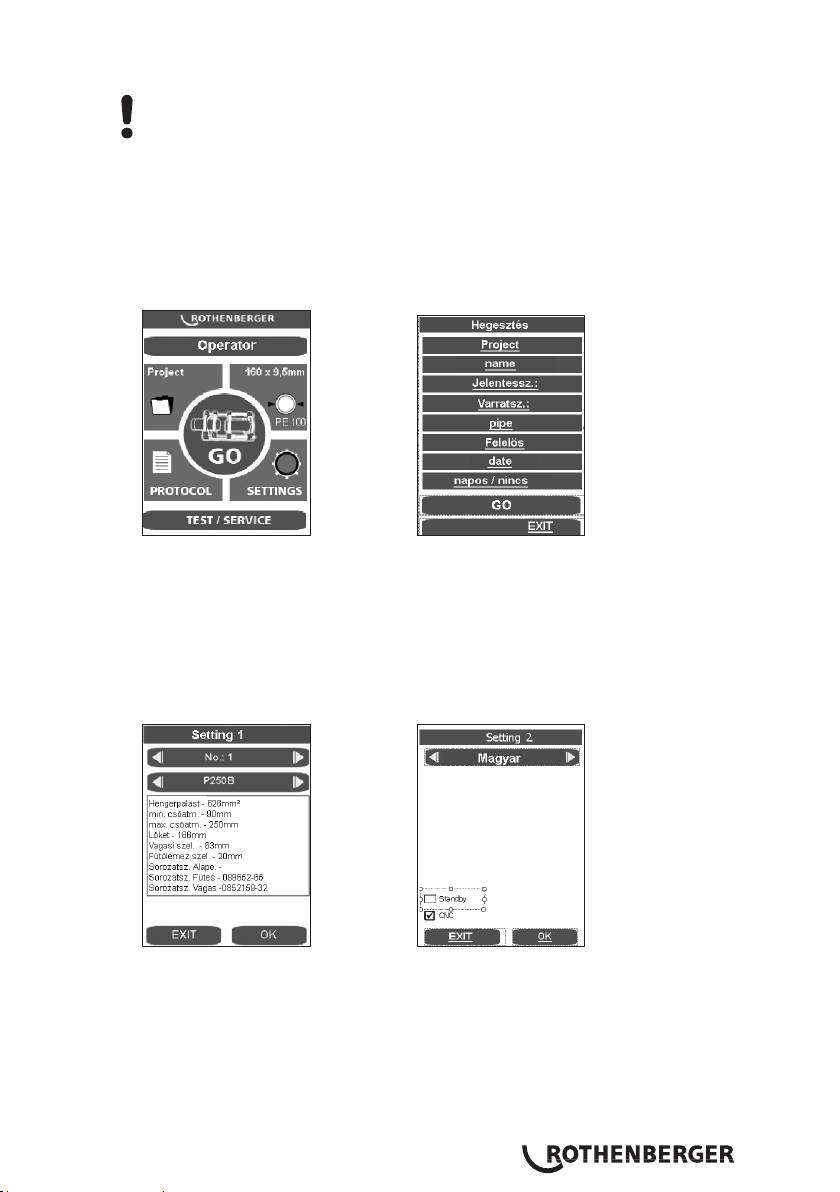
Első üzembe helyezéskor ellenőrizze a dátumot és az időt. Ehhez a GO gombot nyomja
meg. (A változtatást lásd a 3.6 pontban) . A menüből az EXIT-tel léphet ki.
Ha a GO (Indulás) gombot megnyomja, és nincs alapgép csatlakoztatva, akkor a
következő üzenet jelenik meg:
„Figyelem! Nincs érzékelhető alapgép. Kérem, csatlakoztassa.“
Ha a csatlakoztatás után a hibaüzenet még mindig látható, akkor a csatlakozás hibás, de
ettől függetlenül lehet a prémium üzemmódban hegeszteni és dokumentálni (lásd a 3.2.4-
es pontot).
Első üzembe helyezéskor állítsa be a nyelvet, ennek gyári beállítása német.
A változtatáshoz a Settings megnyomása után az OK gombbal lépjen a Settings 2
menüpontba.
Válassza ki a nyíl gombokkal a megfelelő nyelvet, majd erősítse meg OK-val.
A kiválasztott nyelv majd az első hegesztő művelet után fog tárolódni.
A képernyőt lehet készenléti módba kapcsolni, a képernyővédő a hidraulikának a (6)
gombbal történő kikapcsolása után kapcsol be.
Kapcsolja be a hidraulikus tápegységet ((6) megnyomása).
A hevítőelem bekapcsolás után melegedni kezd.
A kijelző (9) az aktuális hőmérséklet mutatja. A szabályozás akkor aktív, ha a kijelzőn
egy pont világít. A beállított hőmérséklet elérése után mindkét LED (aktuális és beállított)
MAGYAR 323
világítani fog. További tíz perc múlva a hevítőelem üzemkész. Hőmérőkészülékkel
ellenőrizze le a hőmérsékletet.
A hevítőelem hőmérséklet beállítását lásd a 3.5 pontban.
Égésveszély ! A fűtőelem 300° C-os hőmérsékletet érhet el és a használat után
az erre a célra előirányzott beállító ládába kell visszahelyezni!
A (7) gomb hosszú megnyomásával lehet a fűtést kikapcsolni, ekkor a (9) kijelzőn a pont
kialszik, majd újbóli megnyomásra a fűtés ismét bekapcsol.
ROWELD P500-630/18-24B Plus hidraulika: Ellenőrizze a forgásirányt! A gépek
bekötése gyárilag jobb forgásirányban történik. Mozgassa össze vagy szét a gépalapot
a hidraulikus tápegységgel, majd amikor már nincs mozgás, alkalmas eszközzel kapcsolja
át a hálózati csatlakozón a fázisváltót!
Megjegyzés: Hibás forgásirány esetén ne kapcsolja be a hidraulikát (fennáll a veszélye,
hogy tönkremegy)
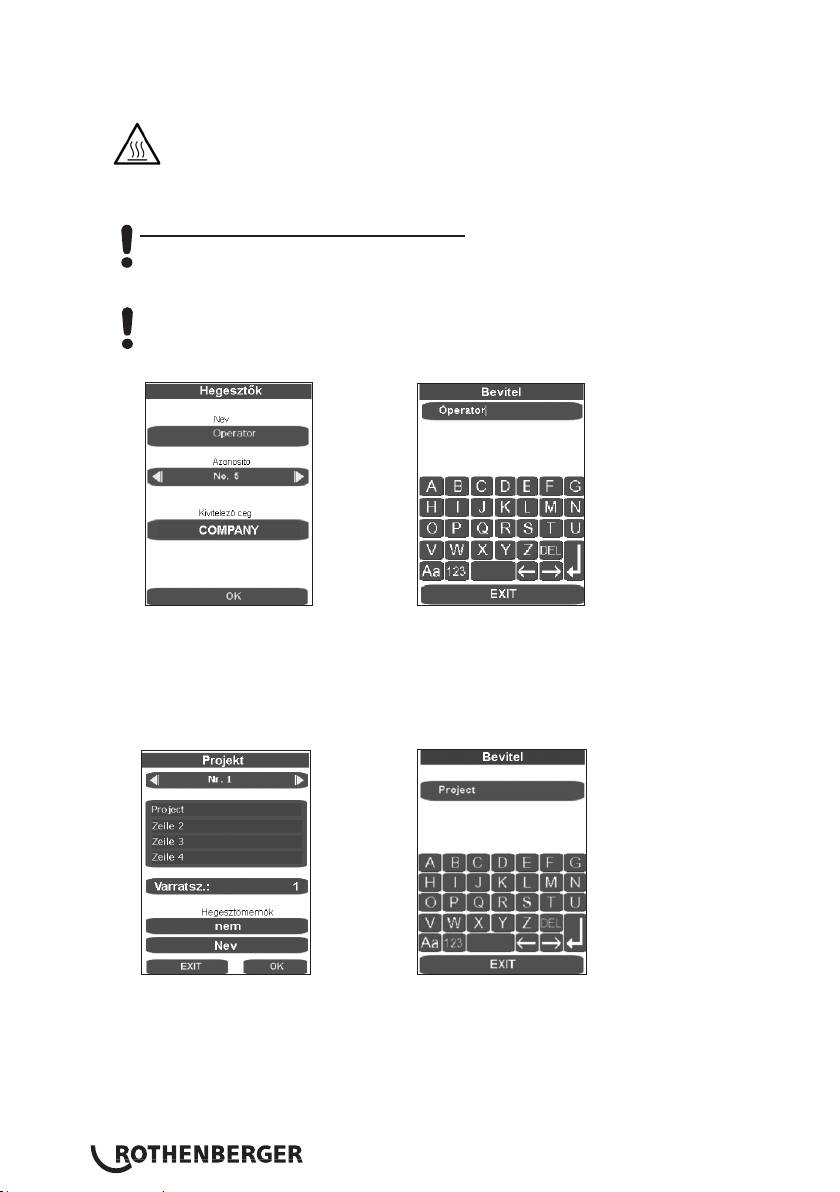
Adja meg vagy válassza ki operátorként a hegesztő nevét.
A beviteli képernyőn ki lehet választani a tárolt hegesztőket, új hegesztő nevet lehet
megadni vagy DEL gombbal törölni lehet egy már meglevőt és helyette újat lehet megadni.
Minden beviteli képernyőn ENTER vagy OK gombbal lehet jóváhagyni és tárolni a bevitelt,
ekkor a program a következő lépésre ugrik. Az EXIT gombbal a bevitel eltárolása nélkül
lehet kilépni a beviteli képernyőről.
Projekt létrehozása vagy kiválasztása.
A beviteli képernyőn ki lehet választani eltárolt projektet, meg lehet adni új projekt nevet.
Bezárás és tárolás ENTER gombbal.
Cső kiválasztása.
MAGYAR324
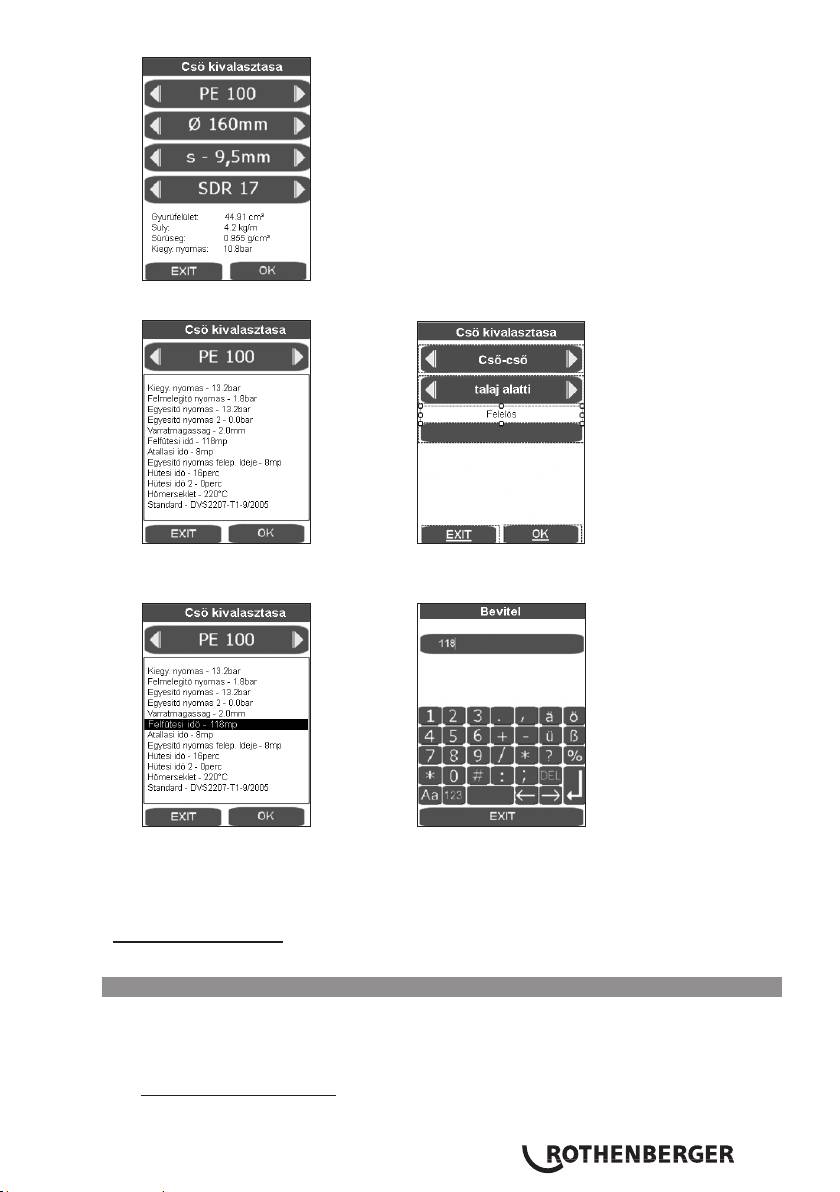
Válassza ki a nyíl gombokkal a megfelelő csövet, majd erősítse meg OK-val.
Ez az utolsó áttekintés a cső paramétereket a DVS irányelve szerint jelzi ki, OK-ra
megjelenik a hegesztési darabok és a lefektetési mód ablaka.
A megfelelő kijelzett mezőt megnyomva megtehetők a szabványtól eltérő változtatások,
majd ENTER-rel kell eltárolni. A Szabvány pontban ezután megváltozik a megnevezés,
ezt később a jegyzőkönyv kinyomtatása előtt a PC-n a megjegyzés mezőbe be lehet írni.
Miután a csőadatokat OK-val nyugtázta és elmentette, megjelenik a főmenü.
P500-630/18-24B Plus: A maróberendezés és fűtőelem emeléséhez 53410 (P500/18B) vagy
53323 (P630/24B-Plus) típusjeli emelőszerkezetet vagy megfelelő szerszámot kell használni.
3.2.2 Intézkedések a hegesztés előkészítéséhez
A csöveknél, amelyek kisebbek, mint a géppel maximálisan hegeszthető átmérő, fel kell
szerelni a redukciós betéteket a feldolgozandó csőátmérőre a tartozékokban található
imbuszkulccsal.
ROWELD P250-355/8-12B: 6 széles feszítő felületű félhéjból és 2 keskeny feszítő felületű
félhéjból áll.
MAGYAR 325
ROWELD P500-630B Plus: 450 mm-es átmérőig 6 széles feszítő felületű félhéjból és 2
keskeny feszítő felületű félhéjból áll, 500 mm-től 8 széles
feszítő felületű félhéjból áll.
Ennél arra kell ügyelni, hogy a félhéjak a keskeny feszítő felülettel a két külső alsó
alapfeszítő elembe kerüljenek behelyezésre. Csak cső-/csőívkötéseknél helyezhetők be
ezek az alsó és felső bal alap feszítőelembe.
A hegesztendő műanyag csöveket vagy formadarabokat helyezze be a feszítő
berendezésbe (hosszabb <2,5m csövek esetén görgős bakokat kell alkalmazni) és a
sárgaréz anyákat meg kell húzni a felső feszítő szerszámon. A csövek nem kerekségét a
sárgaréz anyák meghúzásával vagy lazításával lehet kiegyenlíteni.
A cső-/csőívkötéseknél a távtartókat a bal feszítő elemek
között kell elhelyezni (szállítási állapot).
Figyelem: A távtartókat tilos átlós irányban felszerelni!
Gondoskodjon arról, hogy a csöveket két feszítőelem tartsa.
Cső / Fitting P250-355/8-12B:
A cső-/csőívkötéseknél a távtartókat a középső feszítő
elemek között kell elhelyezni és a fűtőelem-
lehúzószerkezetet a bal feszítő elemre kell felfüggeszteni.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítőelembe kell behelyezni, a ttinget egy feszítőelem tartja. Ekkor az
eltolható feszítőelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a
rúdon eltolható.
Néhány tting feldolgozásánál bizonyos helyzetben, pl. vízszintes íveknél, a hegesztett
darabokat ki kell venni a fűtőelem-lehúzószerkezetből.
Cső / Fitting P500-630/18-24B Plus:
A cső-/csőívkötéseknél a távtartókat el kell fordítani és be
kell akasztani a középső feszítő elembe.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítoelembe kell behelyezni, a ttinget egy feszítőelem tartja. Ekkor az
eltolható feszítoelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a
rúdon eltolható.
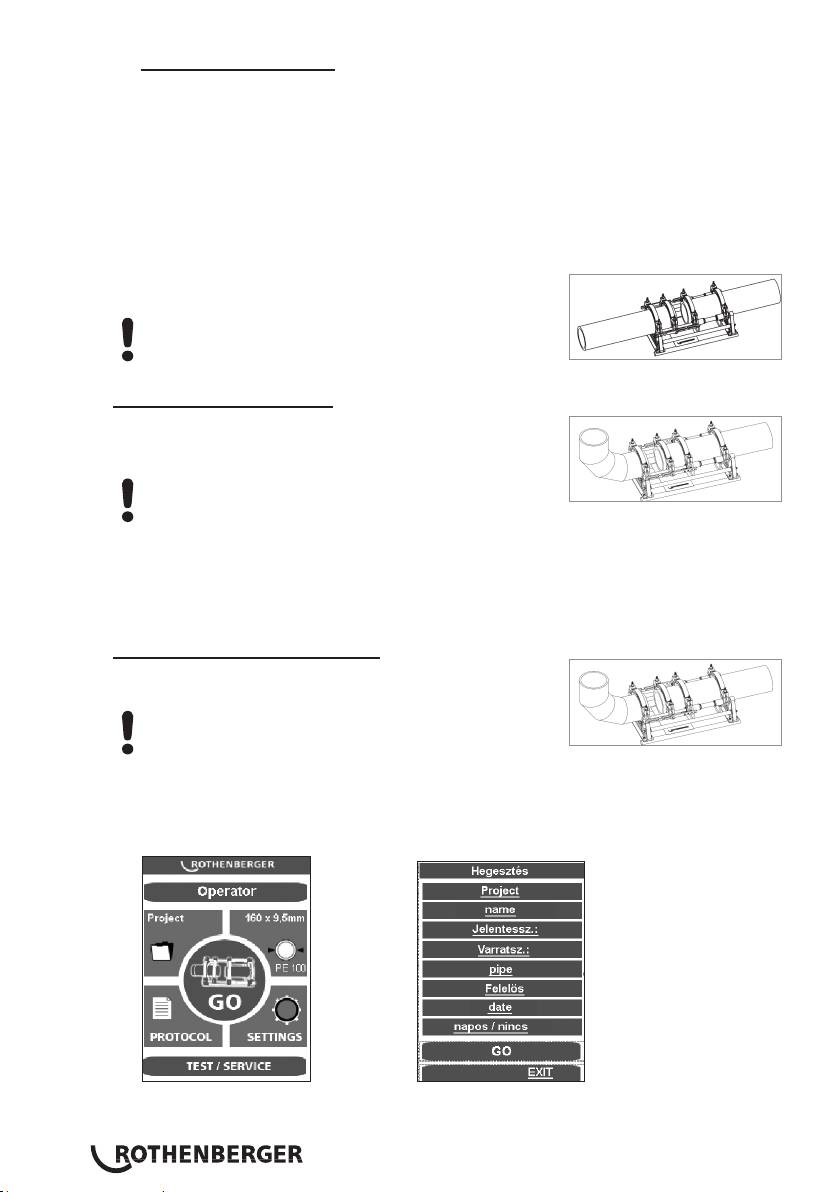
A hegesztés munkafázis indítása.
Ebben a befejező nézetben még utolsó módosításokat lehet elvégezni az adott pontra
kattintva, majd OK-val lehet elfogadni.
MAGYAR326
CNC üzemben a vezérlés az érintésérzékeny PC-vel történik. Az érintésérzékeny PC-től
független minden más funkciót a főkapcsoló (6) kivételével letiltottuk.
A hegesztést a főkapcsoló vagy az EXIT (kilépés) gombbal lehet megszakítani; ezzel a
billentyűzetzárat kioldja és megjelenik a kapcsolódó üzenet a kijelzőn.
A nyíl gombbal a gép felfele mozog; az EXIT-re a program tárolása nélkül a főmenüre vált.
Az elektromos marókészüléket helyezze be a hegesztendő munkadarabok közé.
P250-355/8-12B: Marómotor bekapcsolása, kapcsoló reteszelése.
P500-630/18-24B Plus: Vizsgálja meg a forgási irányokat! Gyárilag a gépek jobbra
forgóként kerültek beállításra.
A marást a szöveges mező nyomásával lehet bekapcsolni. A marótárcsáknak vágási
irányban kell állniuk, egyébként alkalmas eszközzel a hálózati csatlakozón át kell
kapcsolni a fázisváltót.
Sérülésveszély! A gép működése közben tartsa be a biztonságos távolságot és
ne nyúljon a mozgásban lévő gépbe. A marót csak bekapcsolt állapotban
(munkahelyzetben) használja, és végül az erre kiképzett beállító dobozba
helyezze vissza. A biztonsági kapcsoló működőképessége mindenkor biztosított
kell legyen, hogy a nemkívánatos elindulás a gépen kívül elkerülhető legyen.
A feszítőelemek egymás felé automatikusan mozognak. A marási nyomás a forgógombbal
(4) növelhető. Az alapesetben 20 barig állítható marónyomást 50 barig meg lehet növelni,
lásd 3.5 pont.
A túl magas marási nyomás túlmelegedést okozhat, és a maró-meghajtás
sérüléséhez vezethet. A maróhajtás túlterhelése vagy leállása esetén gyorsítsa a
gépet és csökkentse a nyomást (l. pt. 3.5).
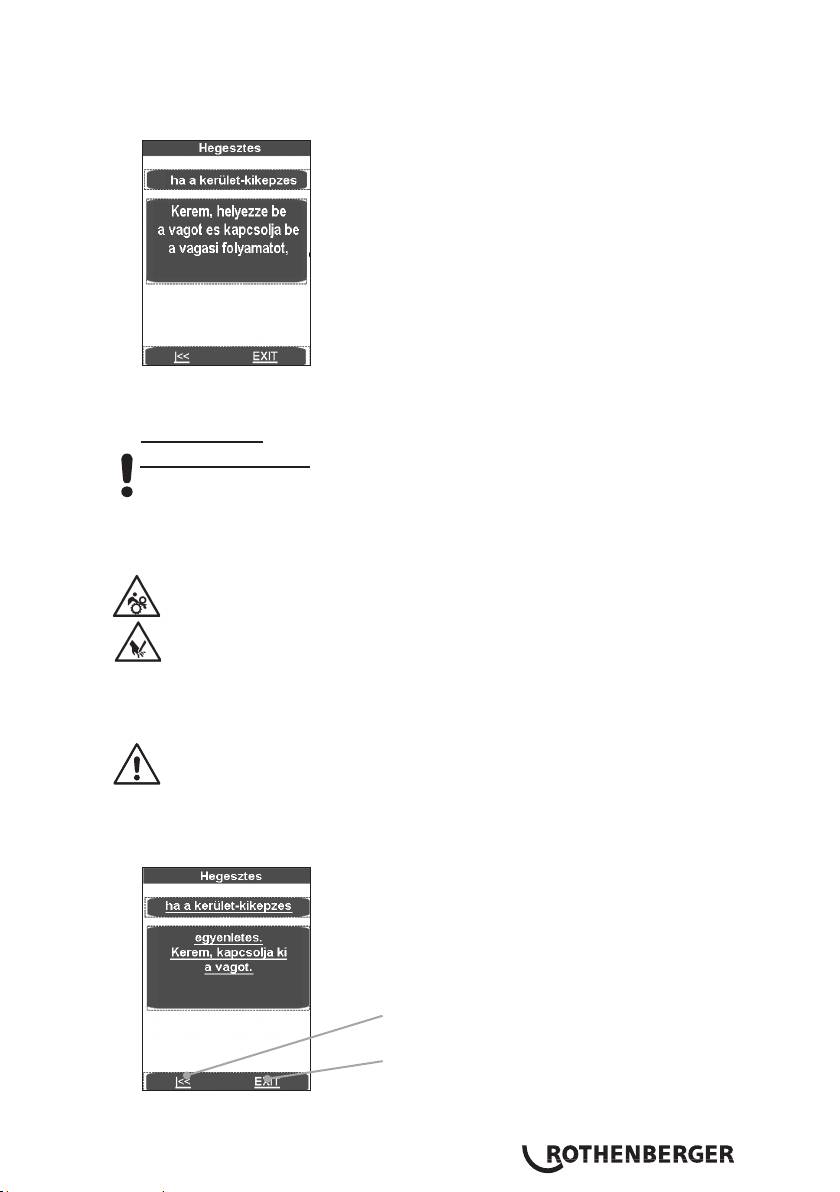
Ha a gyaluforgács már < = 0,2 mm-es vastagsággal folyamatosan lép ki a maróból,
akkor nyomja meg a szöveges mezőt, a maró lekapcsol, és a feszítőelemek egymástól
eltávolodnak (kinyílnak).
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
Várjon, amíg a marótárcsák teljesen megállnak. Vegye ki a marókészüléket a gépalapból
és helyezze a beállító dobozba.
MAGYAR 327
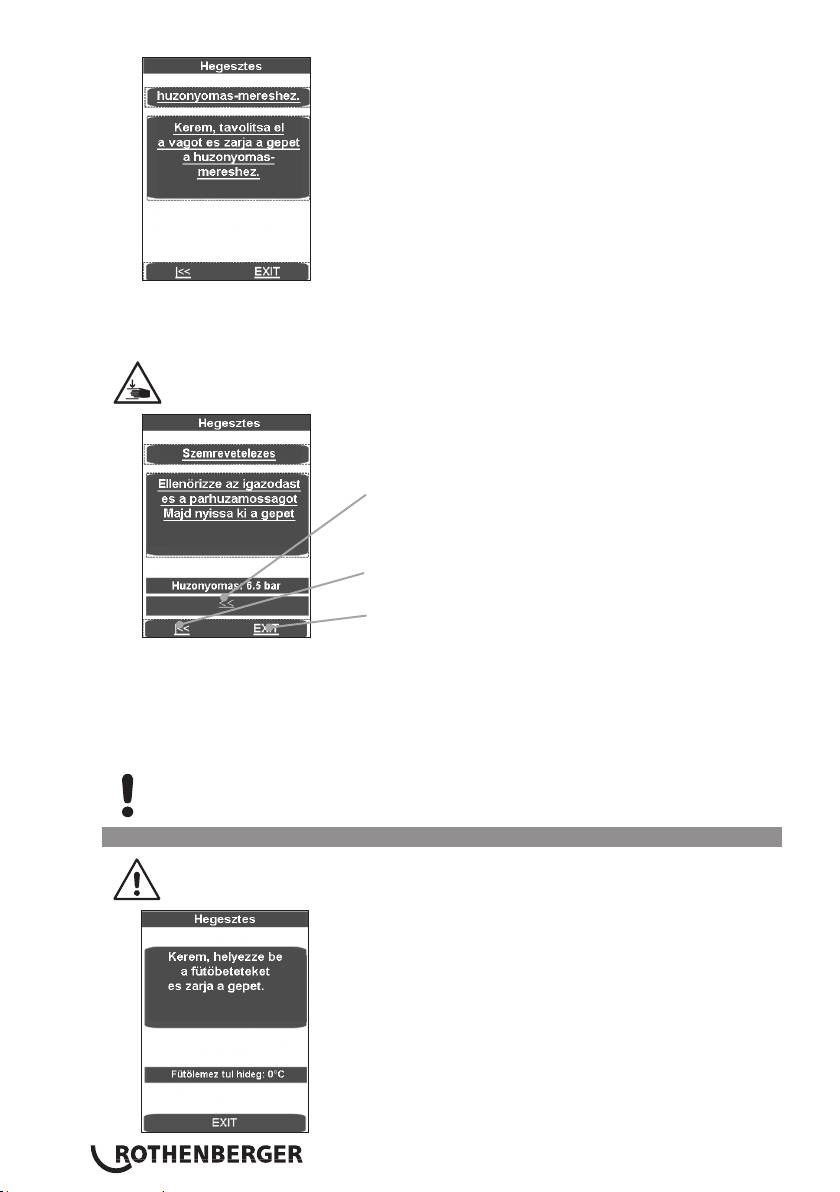
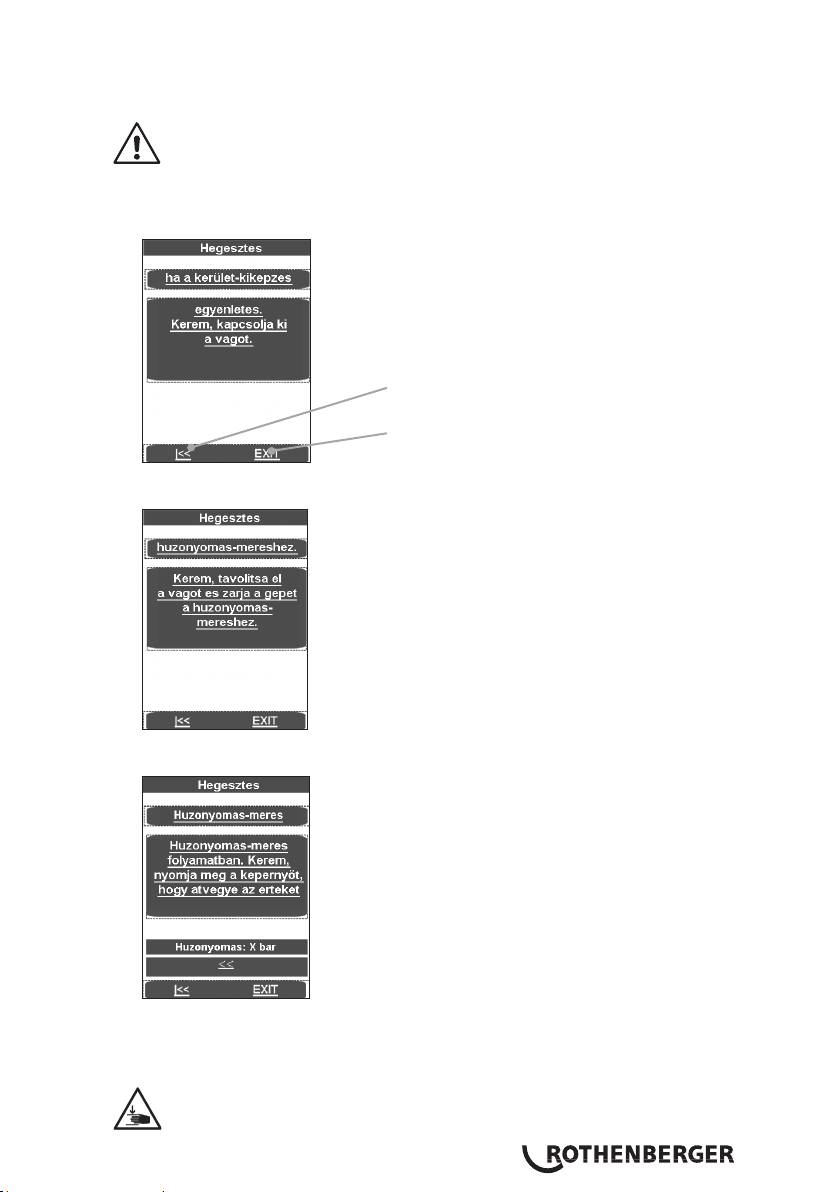
Nyomja meg a szöveges mezőt, hogy a munkadarabokat összenyomja; és a húzási
(vonszolási) nyomást megmérje.
A mért vontatási nyomást automatikusan hozzáadja az összeillesztő, leolvasztó és zömítő
nyomáshoz.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
A nyíl gombokkal a program visszatér
a „húzónyomásméréshez....” részre.
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
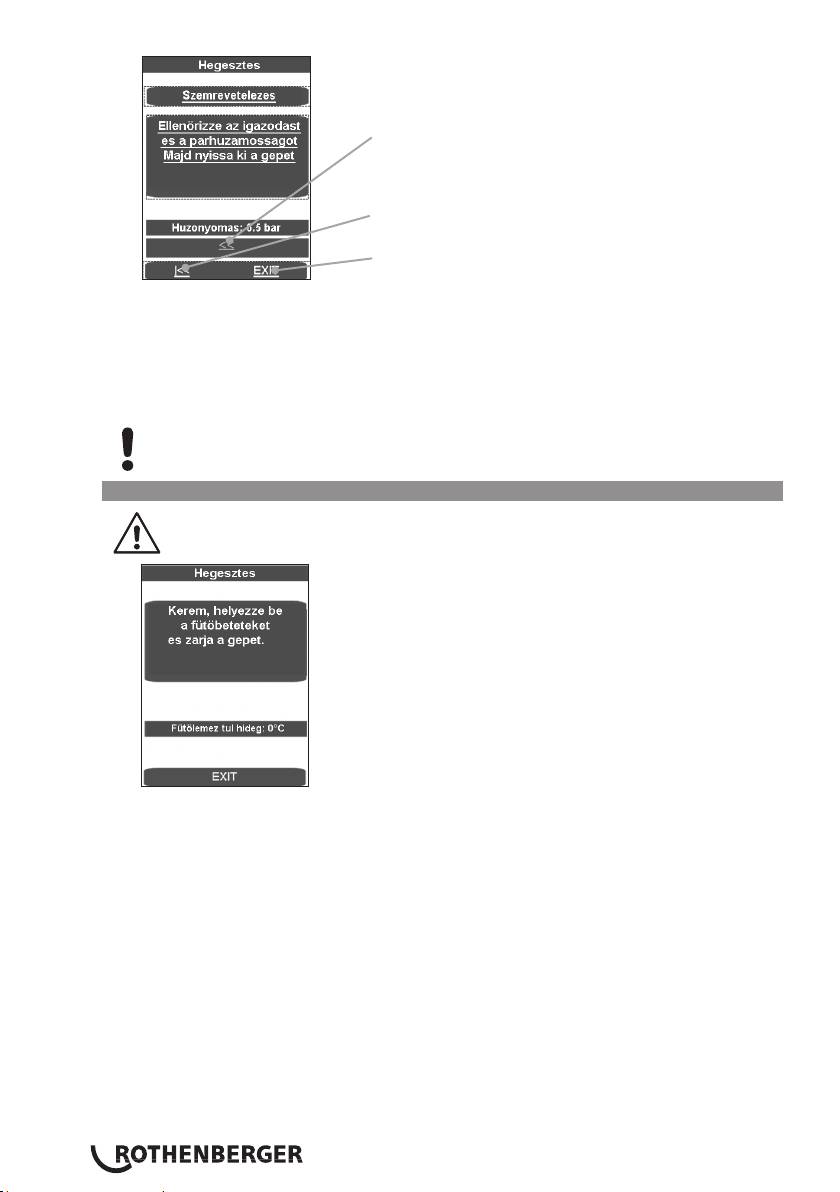
Ellenőrizze, hogy a csövek biztosan legyenek a feszítőelemekben, a hegesztési felületek
simák, párhuzamosak legyenek és a tengellyel egy síkba essenek.
Ha ez nem így van, akkor a marási eljárást meg kell ismételni. Az axiális eltérés a
munkadarabok között nem lehet nagyobb, mint a falvastagság 10 %-a és a maximális rés
a tervezett felületek között nem lehet nagyobb, mint 0,5 mm. Egy tiszta munkaeszközzel
(pl. ecsettel) az esetleges forgácsot távolítsa el a csőből.
Kérjük, ügyeljen! A mart, a hegesztéshez előkészített felületeket nem szabad kézzel
megérinteni, és mindenféle szennyeződéstől mentesnek kell lenniük!
3.2.3 Hegesztés
Zúzódásveszély! A feszítő berendezés és a csövek összekötésekor alapvetően
tartson biztos távolságot a géptől. Soha ne álljon a gépbe!
MAGYAR328
A képernyő a fűtőlap hőmérsékletét mutatja.
Ha a hőmérséklet alacsony, a kijelzett sáv kék, ha magas, akkor piros, a jó tartományban
pedig zöld színű.
A gépet a zöld névleges tartományba lehet vezetni.
Fűtőelem SA: A hevítőelemet a gépalapban a két munkadarab közé helyezze be és
ügyeljen, hogy a hevítőtükör tartók az elhúzóberendezés rovátkájában üljenek.
Fűtőelem VA: Az alapgép két befogási pontján helyezze be a fűtőelemeket, és süllyessze
a fűtőpofát a két cső közé.
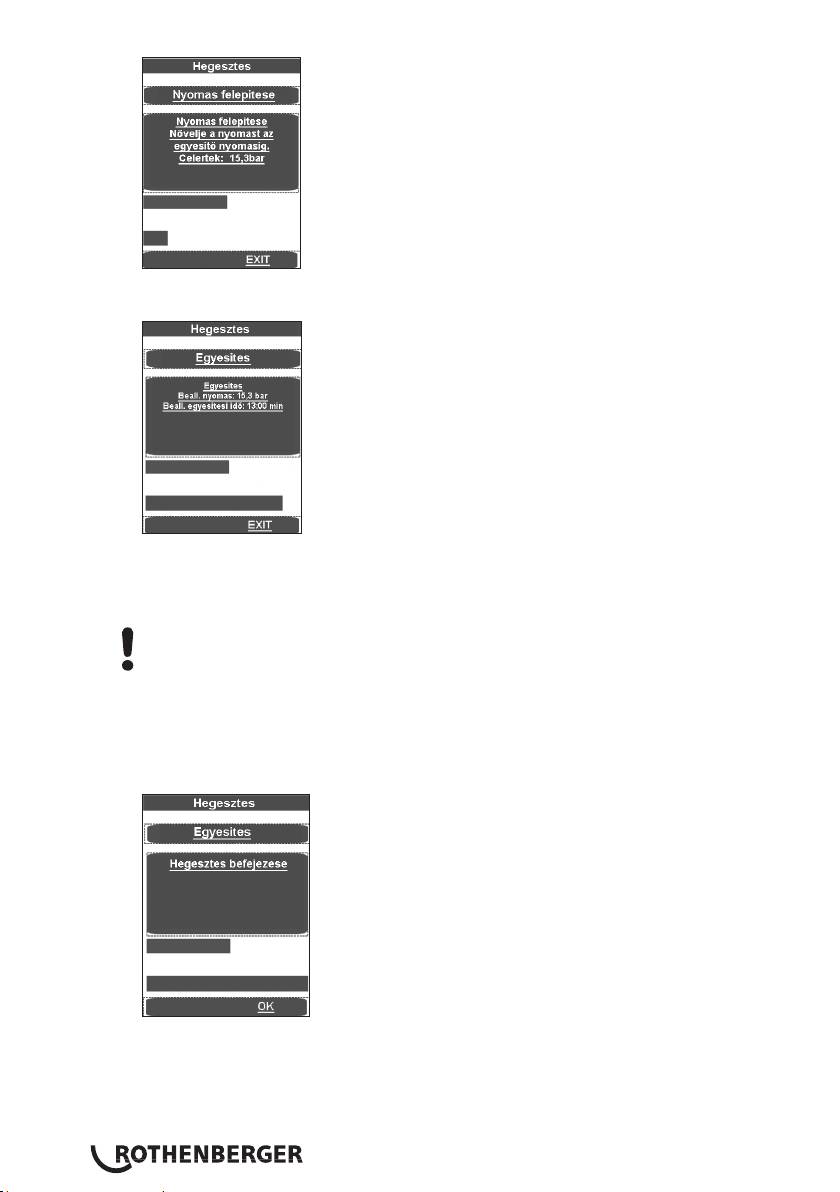
A gépet a szövegmező megnyomásával zárja össze; a gép a kiegyenlítőnyomást
automatikusan állítja be, és tartja.
Most történik meg az összes hegesztési paraméter tárolása, a jegyzőkönyvezés elindul.
Ha a hegesztést az EXIT gombbal megszakítja, akkor a „Abbruch durch Bediener“ (Kezelő
megszakította) üzenet jelenik meg, a nyomást a rendszer leengedi és a hegesztési
paramétereket tárolja. Az üzenetet nyugtázza az OK gombbal; erre a program a főmenüre
vált.
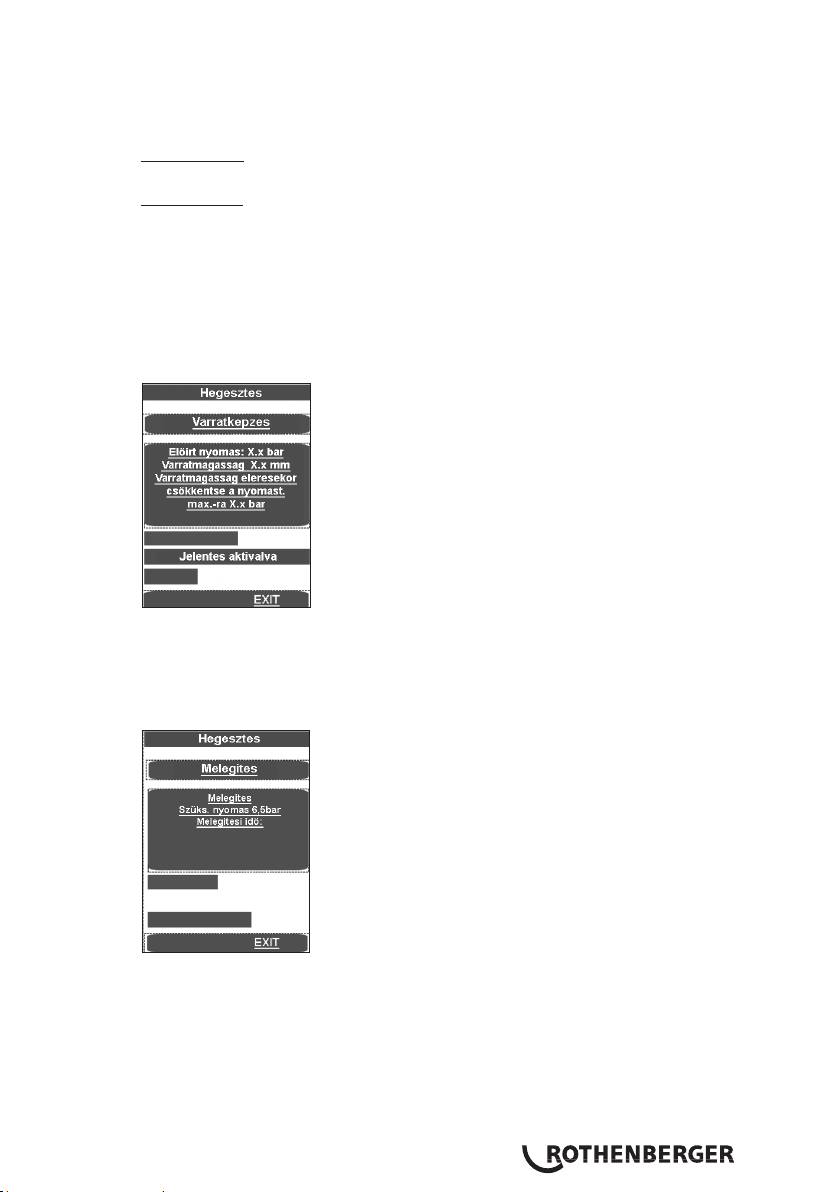
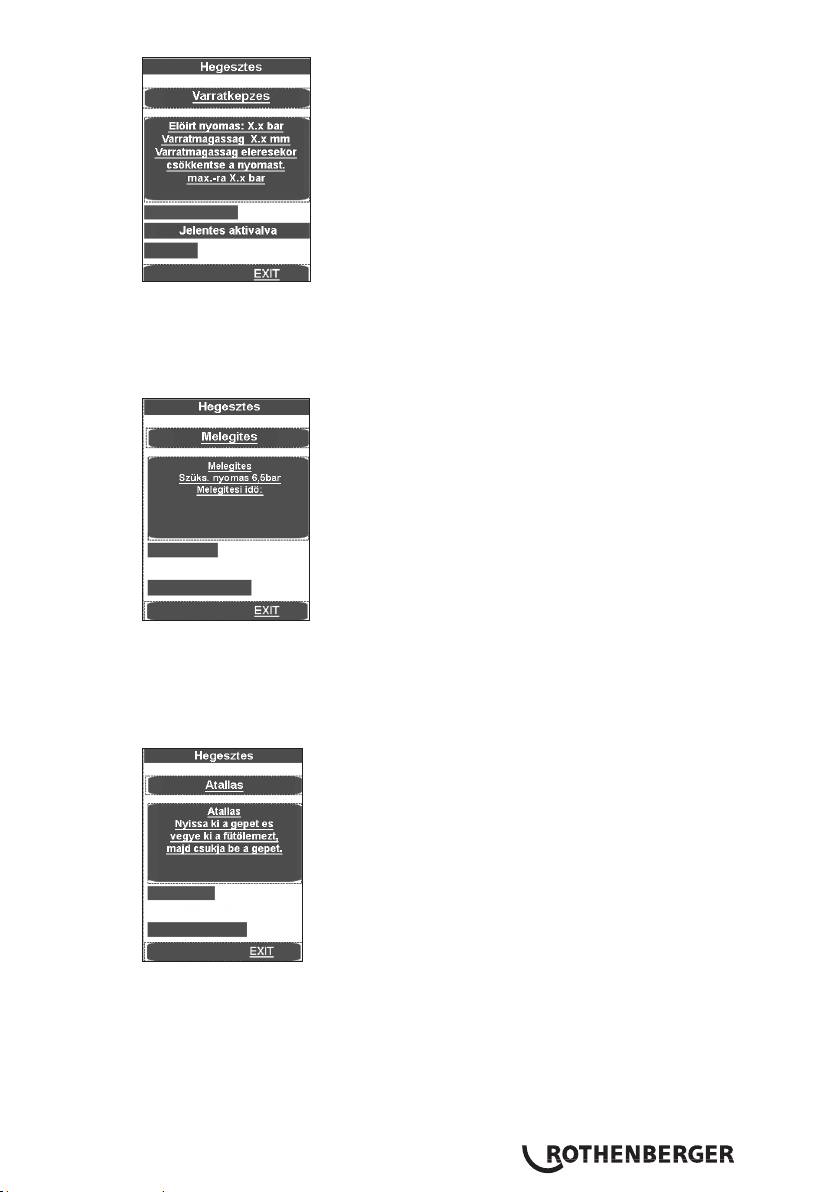
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). A tényleges
nyomást a (2) kijelző mutatja.
Amint a gép a szükséges peremmagasságot elérte mindkét cső egészén, akkor a nyomás
automatikus csökken és elindul a melegítés.
A nyomást úgy állítsa be, hogy a hevítőelemre a munkadarab végek közel nyomásmentes
felfekvése biztosított legyen.
Röviddel a leolvasztási idő előtt hangjelzés szólal meg.
A melegítési idő lejárta után a gép automatikusan eltávolítja egymástól a munkadarabokat;
a fűtőelemet ki kell venni; ill. a VA fűtőelemet a rendszer automatikusan kihajtja és a
munkadarabokat összenyomja.
MAGYAR 329
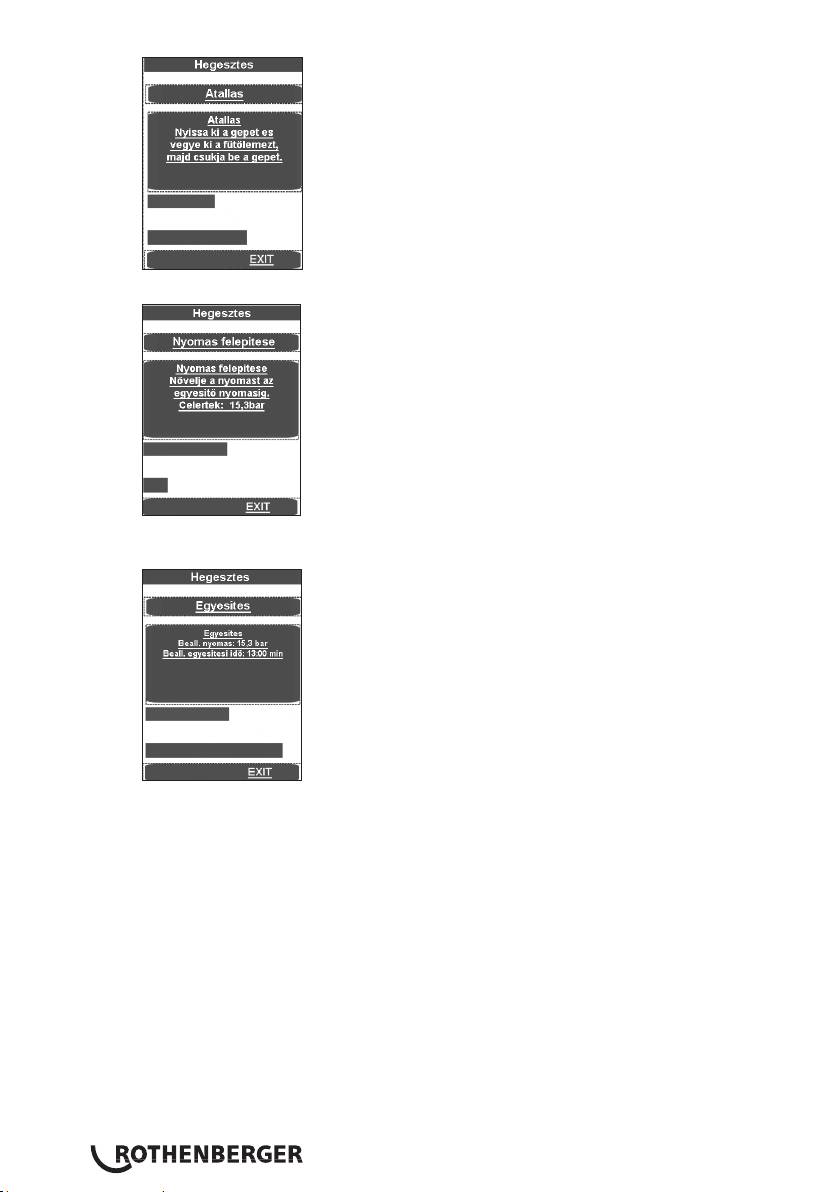
A nyomás lineárisan növekszik a zömítési nyomás megfelelő szintjéig.
A zömítési nyomóerő elérésekor a program automatikusan átvált a zömítésre és elindul
a t4 időzítő.
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). Az alsó az
időbeli lefolyást mutatja. A tényleges nyomást a (2) kijelző, a hátralévő t4 zömítési időt
a (9) kijelző mutatja.
A rendszer a nyomást automatikusan felügyeli és utánállítja. Túlzottan gyakori
utánszivattyúzás esetén (nagy nyomásveszteség) ellenőriztesse a hidraulikus rendszert.
Helyezze vissza a hevítőelemet a beállítódobozba
A hűtési idő letelte után a hegesztési folyamat befejeződik, azt a rendszer menti, és
megszólal egy hangjelzés, és a nyomást a rendszer automatikusan leengedi.
MAGYAR330
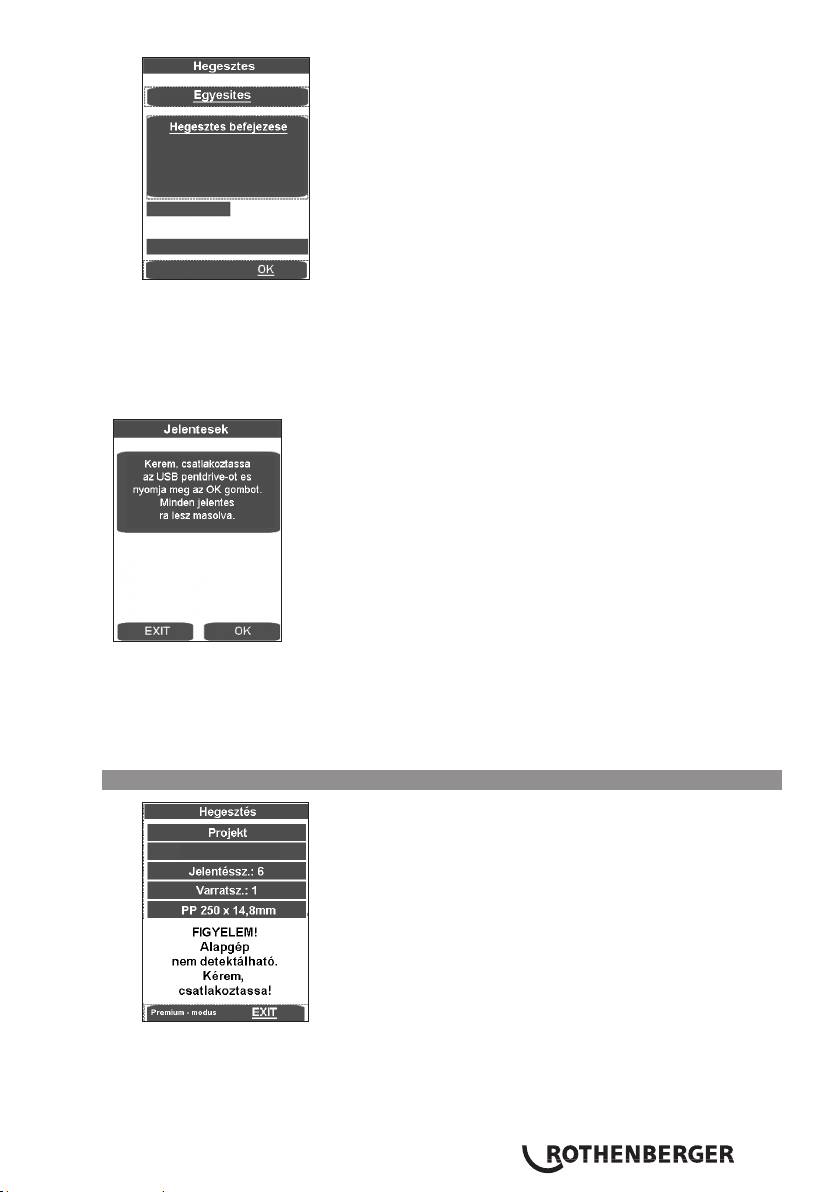
A hegesztési menüt az OK gombbal zárhatja be.
A nyomást engedje le teljesen a(z) (3) gombbal.
Az összehegesztett munkadarabokat lazítsa ki és vegye ki.
A gépalapot mozgassa szét. A gép ekkor készen áll a következő hegesztési ciklusra.
A jegyzőkönyv átvitele:
A jegyzőkönyv menüben, ha van USB pendrive csatlakoztatva, ezt OK gombbal mentse el. Az
ablak ezután magától bezáródik.
Ezt a protokollfájlt a ROTHENBERGER Dataline 2 szoftverrel és egy számítógéppel dolgozza
fel.
Az összes hegesztési paramétert a mellékelt hegesztési táblázatból lehet kiolvasni.
3.2.4 Hegesztés prémium üzemmódban
Nyomja meg a Prémium üzemmód gombot.
MAGYAR 331
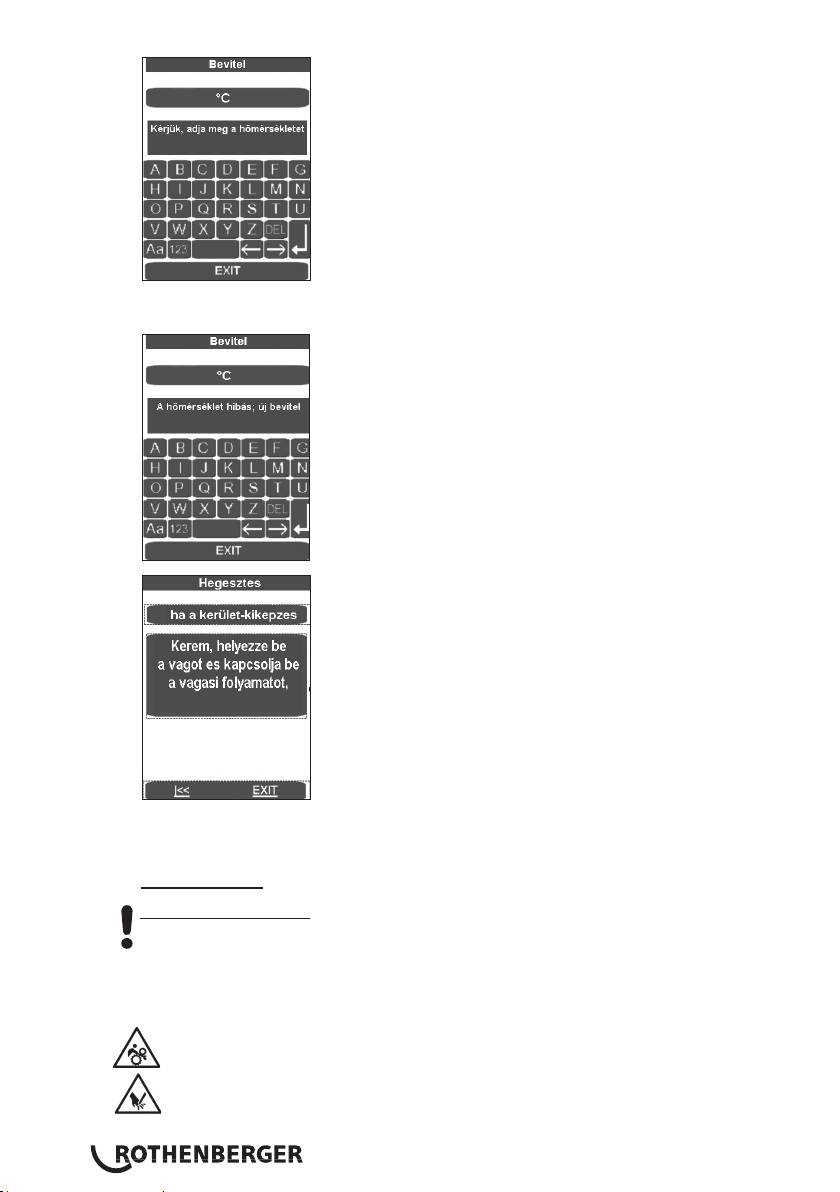
Adja meg a hőmérsékletet és erősítse azt meg az Enter gombbal. Ha a hőmérsékletet
nem megfelelően adja meg, akkor a következő látható:
A nyíl gombbal a gép felfele mozog; az EXIT-re a program tárolása nélkül a főmenüre vált.
Az elektromos marókészüléket helyezze be a hegesztendő munkadarabok közé.
P250-355/8-12B: Marómotor bekapcsolása, kapcsoló reteszelése.
P500-630/18-24B Plus: Vizsgálja meg a forgási irányokat! Gyárilag a gépek jobbra
forgóként kerültek beállításra.
Kapcsolja be a marókészüléket, nyomja meg a hidraulikus tápegységen a (10) és (5)
gombokat. A marótárcsáknak vágási irányban kell állniuk, egyébként alkalmas eszközzel
a hálózati csatlakozón át kell kapcsolni a fázisváltót.
Sérülésveszély! A gép működése közben tartsa be a biztonságos távolságot és
ne nyúljon a mozgásban lévő gépbe. A marót csak bekapcsolt állapotban
(munkahelyzetben) használja, és végül az erre kiképzett beállító dobozba
helyezze vissza. A biztonsági kapcsoló működőképessége mindenkor biztosított
kell legyen, hogy a nemkívánatos elindulás a gépen kívül elkerülhető legyen.
MAGYAR332
A befogópofákat zárja össze (10 + 11 gombokat nyomja meg). Állítsa be a marónyomást
a (4) forgógombbal. Az alapesetben 20 barig állítható marónyomást 40 barig meg lehet
növelni, lásd 3.5 pont.
A túl magas marási nyomás túlmelegedést okozhat, és a maró-meghajtás
sérüléséhez vezethet. A maróhajtás túlterhelése vagy leállása esetén gyorsítsa a
gépet és csökkentse a nyomást (l. pt. 3.5).
Amikor a gyaluforgács (forgácsszélessége < = 0,2 mm) már megszakítás nélkül kinyúlik
a maróból nyomja meg az (5) gombot, majd nyissa szét a befogópofákat (10 + 8 gombokat
nyomja meg).
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
Várjon, amíg a marótárcsák teljesen megállnak. Vegye ki a marókészüléket a gépalapból
és helyezze a beállító dobozba.
A munkadarabokat kis nyomással zárja össze (10 + 11 gombokat nyomja meg) és állítsa
be a vontatónyomást a (4) gombbal.
Nyomja meg a képernyőt, amikor a gép lassan mozog. A mért vontatási nyomást
automatikusan hozzáadja az összeillesztő, leolvasztó és zömítő nyomáshoz.
A befogópofákat zárja össze, állítsa be a csőnek megfelelő nyomást és ellenőrizze, hogy
a munkadarabokat stabilan tartja-e a befogás.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
MAGYAR 333
A nyíl gombokkal a program visszatér
a „húzónyomásméréshez....” részre.
A nyíl gombokra a program visszaugrik a „Kérem,
helyezze be...” részre
Az EXIT mentés nélkül a főmenübe visz.
Ellenőrizze, hogy a hegesztett felületek simák, párhuzamosak legyenek és a tengelyek
egy irányban helyezkedjenek el.
Ha ez nem így van, akkor a marási eljárást meg kell ismételni. Az axiális eltérés a
munkadarabok között nem lehet nagyobb, mint a falvastagság 10 %-a és a maximális rés
a tervezett felületek között nem lehet nagyobb, mint 0,5 mm. Egy tiszta munkaeszközzel
(pl. ecsettel) az esetleges forgácsot távolítsa el a csőből.
Kérjük, ügyeljen! A mart, a hegesztéshez előkészített felületeket nem szabad kézzel
megérinteni, és mindenféle szennyeződéstől mentesnek kell lenniük!
3.2.4.1 A hegesztés folyamata Prémium üzemmódban
Zúzódásveszély! A feszítő berendezés és a csövek összekötésekor alapvetően
tartson biztos távolságot a géptől. Soha ne álljon a gépbe!
A képernyő a fűtőlap hőmérsékletét mutatja.
Ha a hőmérséklet alacsony, a kijelzett sáv kék, ha magas, akkor piros, a jó tartományban
pedig zöld színű.
A hevítőelemet a gépalapban a két munkadarab közé helyezze be és ügyeljen, hogy
a hevítőtükör tartók az elhúzóberendezés rovátkájában üljenek.
Húzza össze a gépet, az összeillesztő nyomás automatikusan beáll és fennmarad.
Most történik meg az összes hegesztési paraméter tárolása, a jegyzőkönyvezés elindul.
Ha a hegesztést az EXIT gombbal megszakítja, akkor a „Abbruch durch Bediener“ (Kezelő
megszakította) üzenet jelenik meg, a nyomást a rendszer leengedi és a hegesztési
paramétereket tárolja. Az üzenetet nyugtázza az OK gombbal; erre a program a főmenüre
vált.
MAGYAR334
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). A tényleges
nyomást a (2) kijelző mutatja.
Amint a szükséges peremmagasságot elérte a gép a cső egészén, akkor a nyomást az
Automatikus (1) gombra leereszti. A t1 melegítési idő elindul.
A nyomást úgy állítsa be, hogy a hevítőelemre a munkadarab végek közel nyomásmentes
felfekvése biztosított legyen.
Röviddel a leolvasztási idő előtt hangjelzés szólal meg.
A leolvasztási idő után a munkadarabokat újra húzza szét, a hevítőelemet vegye ki, majd
a munkadarab végeket újra tolja össze.
A munkadarab-végek érintkezése előtt nem sokkal (kb. 1 cm-rel) állítsa le az
összeszorítás a gomb elengedésével, majd nyomja azt meg újra. A nyomás lineárisan
növekszik a zömítési nyomás megfelelő szintjéig.
MAGYAR 335
A zömítési nyomóerő elérésekor a program automatikusan átvált a zömítésre és elindul
a t4 időzítő.
A felső mozgó sáv azt mutatja, hogy a nyomás a megfelelő tartományba esik-e (zöld),
vagy az engedélyezett tűréshatáron belülre (sárga), ill. azon kívülre (piros). Az alsó az
időbeli lefolyást mutatja. A tényleges nyomást a (2) kijelző, a hátralévő t4 zömítési időt
a (9) kijelző mutatja.
Figyelem: A (10) engedélyező és a (11) össze gombokat a zömítőnyomás eléréséig végig
nyomva kell tartani, ezután a hidraulika kikapcsol és a gombokat el lehet engedni.
Ekkor a nyomást gyelni és automatikusan szabályozni fogja. Túlzottan gyakori
utánszivattyúzás esetén (nagy nyomásveszteség) ellenőriztesse a hidraulikus rendszert.
Helyezze vissza a hevítőelemet a beállítódobozba
A hűtési idő letelte után a hegesztési folyamat befejeződik, azt a rendszer menti, és
megszólal egy hangjelzés, és a nyomást a rendszer automatikusan leengedi.
A hegesztési menüt az OK gombbal zárhatja be.
A nyomást engedje le teljesen a(z) (3) gombbal.
Az összehegesztett munkadarabokat lazítsa ki és vegye ki.
A gépalapot mozgassa szét. A gép ekkor készen áll a következő hegesztési ciklusra.
MAGYAR336
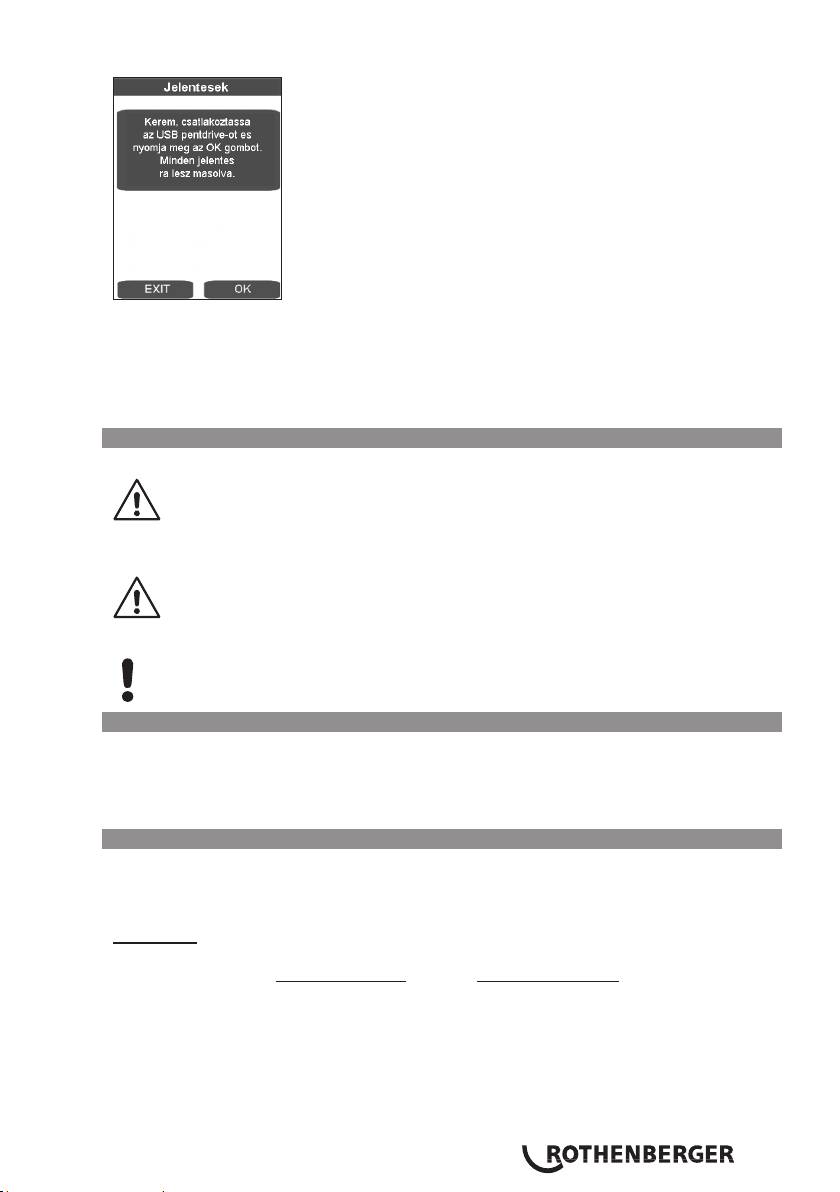
A jegyzőkönyv átvitele:
A jegyzőkönyv menüben, ha van USB pendrive csatlakoztatva, ezt OK gombbal mentse el. Az
ablak ezután magától bezáródik.
Ezt a protokollfájlt a ROTHENBERGER Dataline 2 szoftverrel és egy számítógéppel dolgozza
fel.
Az összes hegesztési paramétert a mellékelt hegesztési táblázatból lehet kiolvasni.
3.2.5 Kikapcsolás
Kapcsolja ki a hidraulikus tápegységet a (6) gombbal.
A fűtőelemet hűtse le, vagy úgy helyezze el, hogy a mellette elhelyezett anyagok
gyulladását megakadályozza!
Húzza ki a hálózati csatlakozót a maróberendezésből, a fűtőelemből és a hidraulikus
aggregátorból és tekerje fel a kábelt.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj a légtelenítő szerkezetből!
A hidraulikus tömlőt csatolja szét és tekerje fel.
Figyelem! A csatlakozókat védje a piszkosságtól!
3.3 Általános követelmények
Mivel az időjárási és környezeti hatások döntően befolyásolják a hegesztést, ezért a
DVS megfelelő előírásait – 2207-es irányelv, 1,11 és 15 rész – okvetlenül be kell tartani.
Németországon kívül a megfelelő nemzeti irányelvek érvényesek.
( A hegesztési munkákat állandóan és gondosan felügyelni kell! )
3.4 Fontos tanácsok a hegesztési paraméterekhez
Az összes szükséges hegesztési paramétert, mint a hőmérséklet, nyomás és idő a DVS
irányelvekből – 2207 1, 11 és 15 részből kell kiolvasni. Németországon kívül a megfelelő
nemzeti irányelvek érvényesek.
Hivatkozás: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Egyes esetekben okvetlenül be kell szerezni az anyagnak megfelelő feldolgozási
paramétereket a cső gyártójától!
A mellékelt hegesztési táblázatokban megnevezett hegesztési paraméterek irányértékek, a
ROTHENBERGER cég nem vállal semmilyen garanciát!
A hegesztési táblázatokban megadott értékek a kiegyenlítő és az összeeresztő nyomás a
következő képlet szerint kerülnek kiszámításra:
MAGYAR 337
Hegesztési felület A [mm²] x Hegesztési faktor SF [N/mm²]
Nyomás P [bar] =
Hengerfelület Az [cm²] x 10
Hegesztési faktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A ROWELD P 250/8 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 355/12 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 500/18 B és P 630/24 B összhengerfelülete 14, 13 cm²)
(A ROWELD P 630/24 B Plus összhengerfelülete 22, 38 cm²)
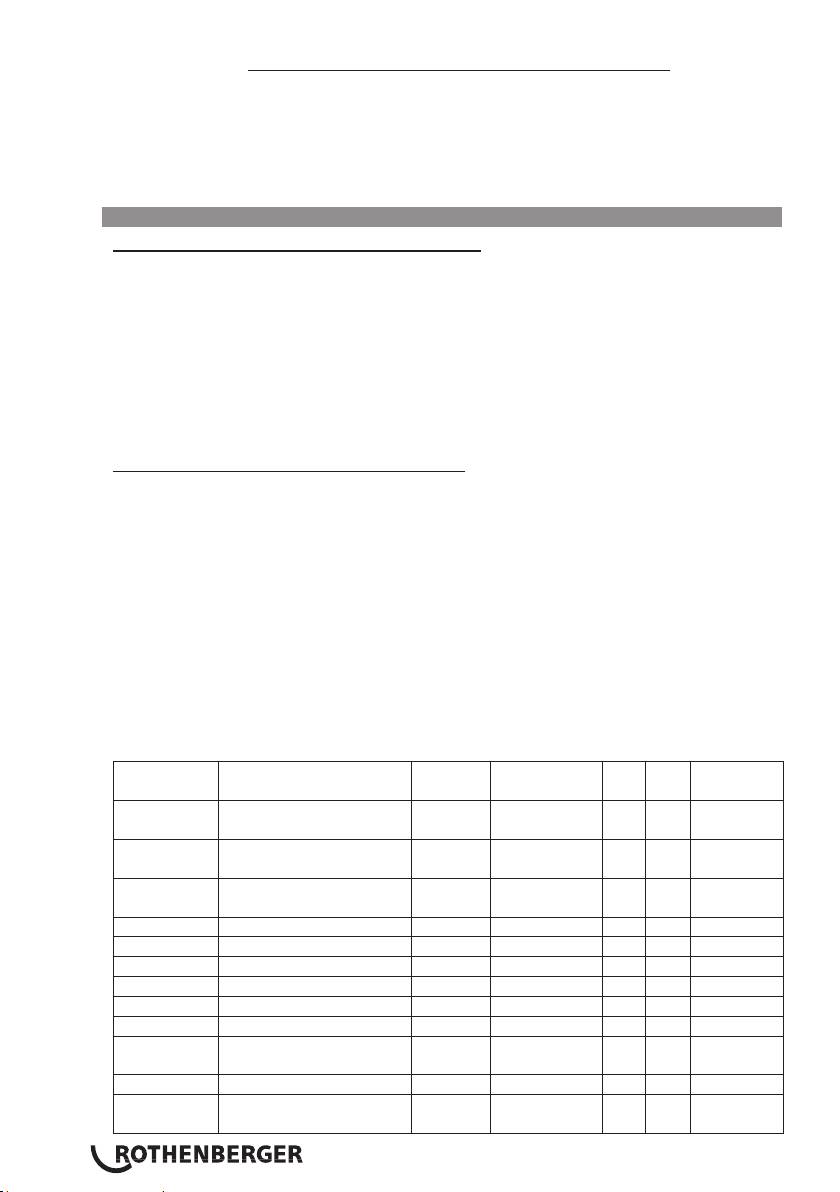
3.5 Paraméter beállítás
Paraméter beállítása „hegesztő” jogosultsággal:
A (4) forgógombot nyomja le hosszabb ideig (kb. 3 s), amíg a P001 a felső (2) kijelzőn
villogni kezd.
A (4) forgógombbal ekkor ki lehet választani a P001 és P009 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a (4)
forgógombot, ekkor az (alap)érték villogni fog az alsó (9) kijlelzőn.
Állítsa be a szükséges értéket a (4) forgógombbal, majd a (4) újbóli rövid megnyomására
a felső (2) kijelzőn újra a paraméter fog villogni.
A menüből a (10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
Paraméter beállítása „mester” jogosultsággal:
A (4) forgógombot nyomja meg hosszabb ideig (kb. 6 s), ekkor a felső (2) kijelzőn először
a P001 paraméter fog villogni, majd a „CodE“ és ekkor az alsó (9) kijelzőn az első pozíción
kezd villogni a vonal.
A (4) forgógombbal adja meg a kódot, majd röviden nyomja meg a (4) forgógombot
(a kód az első használatkor 8001, majd a P100 paraméterrel tetszés szerint meg lehet
változtatni).
A (4) forgógombbal ekkor ki lehet választani a P101 és P114 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a (4)
forgógombot, ekkor az (alap)érték villogni fog az alsó (9) kijelzőn.
Állítsa be a szükséges értéket a (4) forgógombbal, majd a (4) forgógomb újbóli rövid
megnyomására a felső (2) kijelzőn a paraméter fog villogni.
A menüből a (10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
Paraméternév
Megnevezés Alapérték Mértékegység min max Jogo-
sultság
P001 energiatakarékos funkció
99 min 0 99 hegesztő
hátralévő ideje
P002* teljesítménykímélő funkció
0 0 3 hegesztő
aktív
P003 hevítőtükör hőmérséklet
5 °C -25 25 hegesztő
ofszet
P004 Pmax, marási 20 bar 10 50 hegesztő
P005 előírt nyomás 1/10 bar hegesztő
P006 előírt hőmérséklet 210 °C P103 P104 hegesztő
P007 T1 időzítés, előírt érték 45 s 1 1500 hegesztő
P008 T4 időzítés, előírt érték 6 min 1 99 hegesztő
P009 Pstart, marási 10 bar 0 P004 hegesztő
P101 eltérés utánszivattyúzás-
5 % 1 50 mester
hoz
P102 széthúzási idő marás után 10 1/10 s 0 100 mester
P103 beállított hőmérséklet
160 °C 0 300 mester
(min)
MAGYAR338
