Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 8
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
Ajustar a pressão para fresar, regular, aquecer e juntar através do botão
rotativo. O valor é indicado no indicador „Pressão“. 3 segundos após
o ajuste é indicado o valor efectivo. Ao premir a cabeça giratória, o parâ-
metro de serviço é indicado e ajustado.
Para deslocar conjuntamente os elementos tensores, premir o botão de desbloqueio
e „Parar“ máquina
Botão para despressurização
Para desacoplar os elementos tensores, premir o botão de desbloqueio e „Avançar“
máquina
Premir o botão de desbloqueio e o botão Fresar para ligar a tomada do dispositivo
fresador. A pressão é automaticamente ligada para 10 bar e pode ser aumentada
através do botão rotativo para um valor máximo de 20 bar. (Em casos de aplicação
específica, por ex.: em declives, é possível ajustar para um valor máximo de 50 bar
através da alteração do P004)
Activar o temporizador premindo o botão repetidamente. Ao premir o botão
e ao rodar o botão rotativo é possível ajustar o tempo t1 em segundos. Ao
manter o botão premido é comutado para t4. Ao premir o botão e ao rodar
o botão rotativo é possível ajustar o tempo t4 em minutos.
Ao premir breve-
mente a tecla do temporizador, se o indicador do temporizador t1 ou t2
acender, o temporizador é iniciado manualmente
.
Ao premir a tecla Automático, a pressão ajustada durante o aquecimento
(temporizador t1 activo) e o processo de montagem (temporizador t4 activo) é
monitorizado e eventualmente reajustado.
Soltar a tecla para a confirmação do parâmetro de serviço
3.2 Instruções de serviço
A máquina de soldadura deve ser operada somente por técnicos qualificados e
instruídos devidamente conforme a directiva alemã DVS 2212 parte 1!
A máquina deve ser utilizada só por operadores formados e autorizados!
3.2.1 Primeiro uso
Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a
máquina de soldadura topo a topo em uso!
Não utilize o elemento de resistência térmica em áreas que apresentem risco de
explosão e não o coloque perto de substâncias facilmente inflamáveis.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Antes de cada colocação em funcionamento, verifique o nível do óleo do
agregado hidráulico. O nível do óleo tem de estar entre a marcação mín. e máx.
na botija de enchimento (20) de óleo com a vareta de detecção, se necessário,
reabasteça com óleo hidráulico HLP 46.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção.
PORTUGUES 139
Em caso de perigo, premir o interruptor de paragem de emergência (18). Antes de
cada colocação em funcionamento, certifique-se de que a paragem de emergência
não está bloqueada!
Ligar as duas mangueiras hidráulicas da máquina principal através do conector rápido (14,15)
à fonte de pressão hidráulica.
Proteja os acoplamentos de fecho rápido contra a sujidade. Os acoplamentos não
estanques devem ser imediatamente substituídos!
Ligar a ficha de alimentação à tomada (13), o conector do elemento térmico ao dispositivo de
inserção (16) e o conector da máquina básica ao dispositivo de inserção (22).
Ligar o cabo de alimentação da fonte de pressão hidráulica (17) à corrente eléctrica, de
acordo com o indicado na placa de identificação. Se o ecrã inicial não surgir, desbloqueie
o interruptor de paragem de emergência. Soa um aviso sonoro e no indicador (2) acende-se
um ponto.
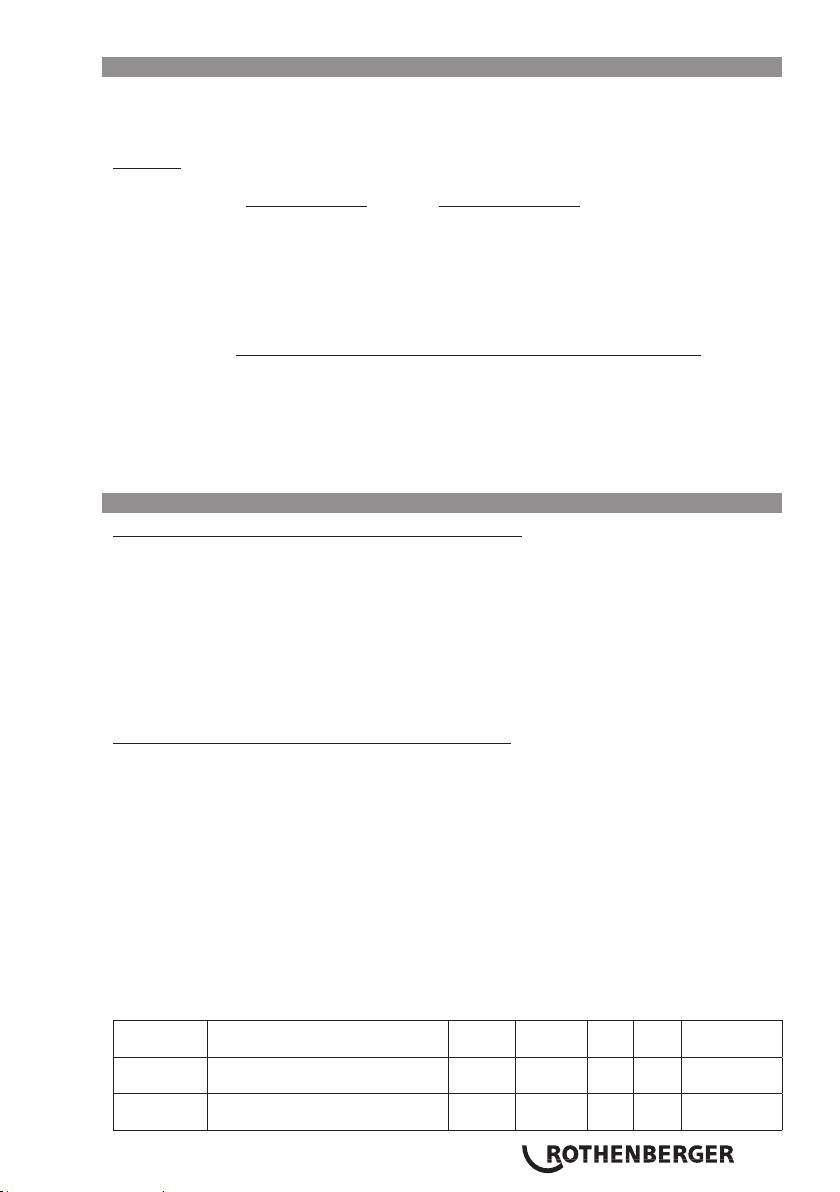
Aquando da primeira colocação em funcionamento, verificar a data e a hora. Para isso,
premir o botão GO. (Para mudar, ver ponto 3.6) . Para fechar o menu prima EXIT.
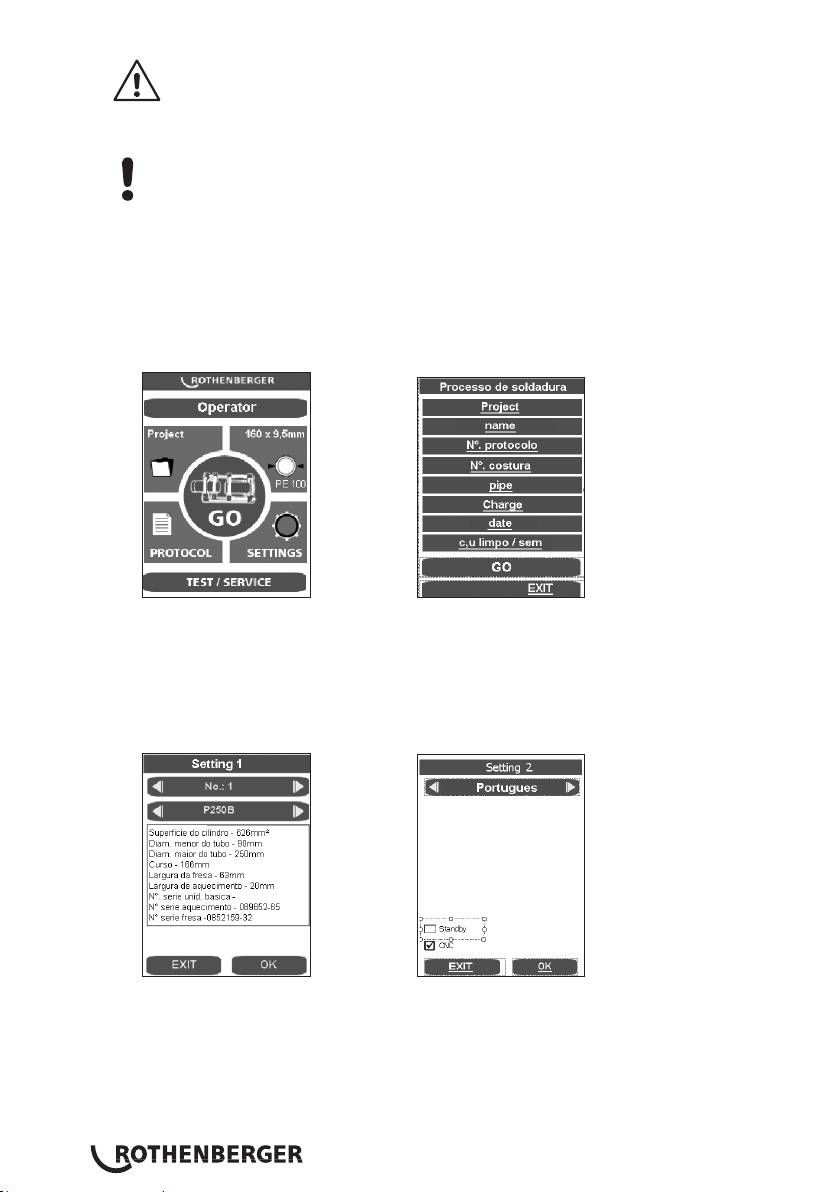
Se a tecla GO foi premida e nenhuma máquina básica está ligada, surge a seguinte
mensagem:
„Atenção! Não foi detectada qualquer máquina básica. Por favor ligar“
Se após a ligação ainda surgir a mensagem de erro, a ligação encontra-se anómala,
mas existe a possibilidade de soldar e protocolar no modo Premium (ver3.2.4).
Aquando da primeira colocação em funcionamento, ajustar o idioma. O idioma configurado de
fábrica é o Alemão. Para mudar o idioma, premir Settings e mudar para a Setting 2 com OK
.
Seleccionar o idioma pretendido com as teclas direccionais e confirmar com OK. O idioma
seleccionado é gravado após o primeiro processo de solda.
É possível ligar o ecrã num modo de espera. O protector do ecrã torna-se activo se o sistema
hidráulico tiver sido desligado com o botão (6).
Ligar a fonte de pressão hidráulica (premir o botão (6)).
Depois de ligado, o elemento térmico aquece.
PORTUGUES140
No indicador (9) é exibida a temperatura actual. A regulação está activa se no indicador
estiver aceso um ponto. Ao atingir a temperatura ajustada, ambos os LEDs (actual e set)
acendem-se. Após mais 10 minutos, o elemento térmico está funcional. Controlar
a temperatura com um medidor de temperatura.
Para ajustar a temperatura do elemento térmico, consulte o ponto 3.5.
Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até
300° e deve ser devolvido logo após o uso na caixa de depósito prevista para este
fim!
Ao manter premido o botão (7) é possível desligar o aquecimento, o ponto no indicador (9)
apaga-se e ao premir novamente o botão, o aquecimento liga novamente.
Sistema hidráulico ROWELD P500-630/18-24B Plus: Verificar os sentidos rotativos! As
máquinas são escoadas de fábrica com configuração de rotação para a direita. Avançar ou
parar a máquina principal com a fonte de pressão hidráulica. Se não ocorrer qualquer
movimento, comutar o conversor de fases no cabo de alimentação com a ferramenta
apropriada!
Indicação: Caso o sentido de rotação esteja incorrecto, não ligar o sistema hidráulico (risco
de danos)
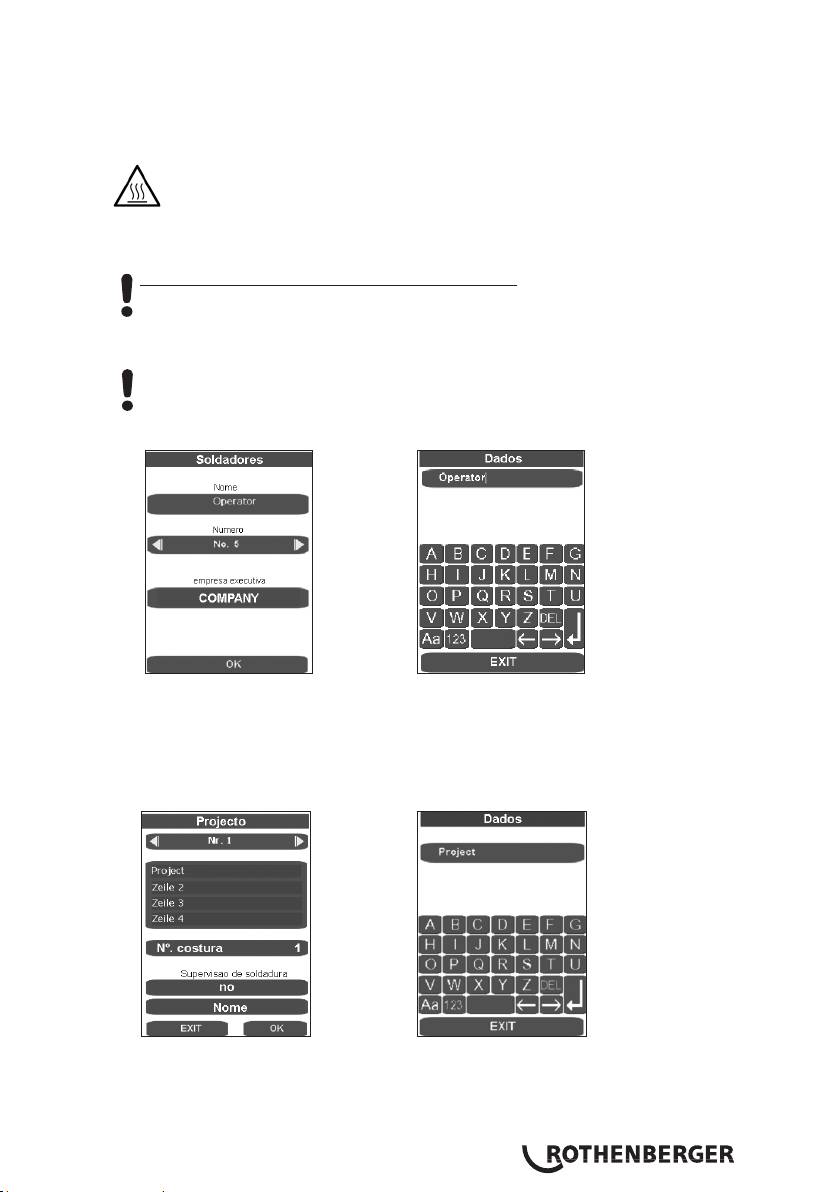
Inserir ou seleccionar o nome do soldador „operador“.
Com as janelas de entrada é possível seleccionar os soldadores gravados, inserir novos nomes
de soldadores ou eliminar soldadores existentes com a tecla DEL e inseri-los novamente. Todas
as janelas de entrada são confirmadas e gravadas com a tecla ENTER ou OK, acedendo ao
passo seguinte do programa. Com a tecla EXIT, a janela de entrada é fechada sem guardar os
dados.
Criar ou seleccionar projecto.
Com as janelas de entrada é possível seleccionar projectos gravados e inserir novos nomes de
projectos. Fechar e gravar com a tecla ENTER.
Seleccionar o tubo.
PORTUGUES 141
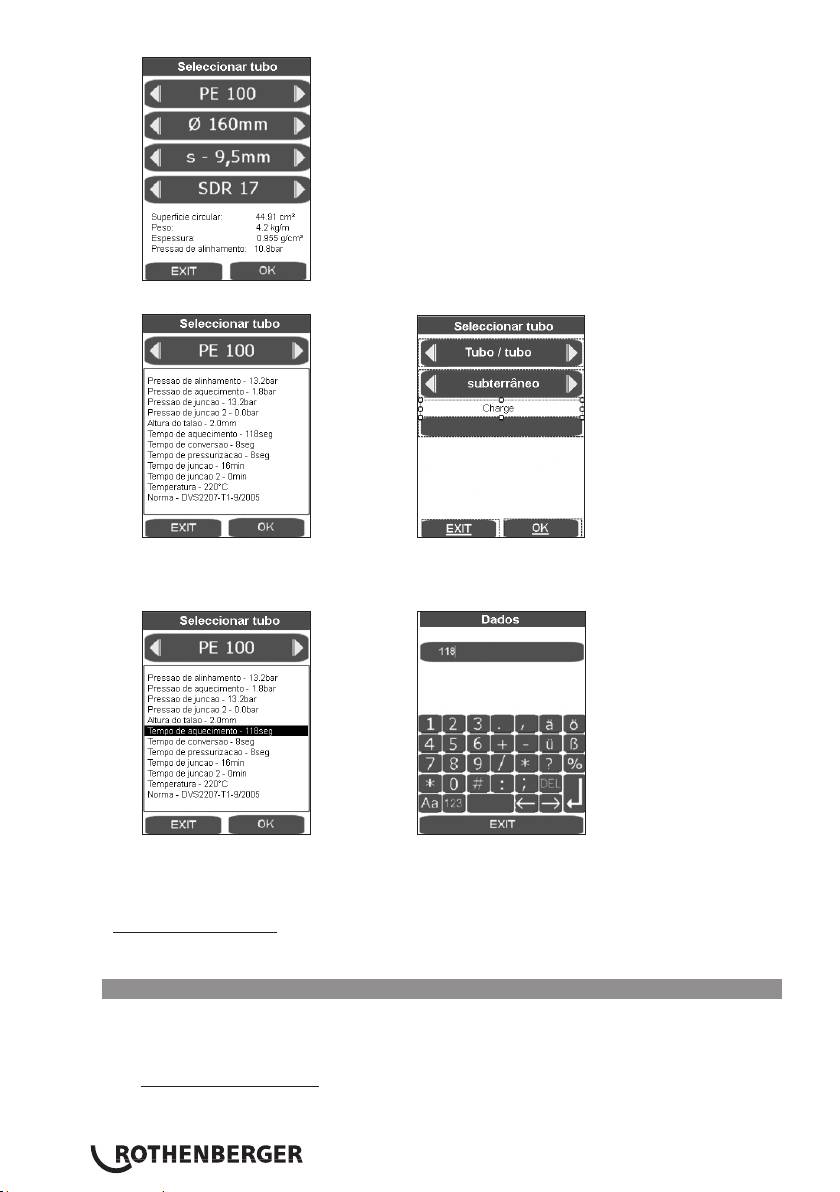
Seleccionar o tubo pretendido com as teclas direccionais e confirmar com OK.
Nesta vista geral final dos parâmetros do tubo são indicados os dados do tubo de acordo com
a Directiva DVS e ao premir a tecla OK é indicada a janela para as peças de soldadura e o tipo
de colocação.
É possível proceder a alterações divergentes premindo o campo indicador correspondente
e gravá-las com a tecla ENTER. No ponto Norma é, assim, alterada a designação, a qual pode
ser posteriormente inserida no PC no campo Observações antes da impressão do protocolo.
Após confirmar e gravar os dados do tubo com OK surge o menu principal.
P500-630/18-24B Plus: Para elevar o dispositivo de fresar e o elemento de resistência térmica,
utilize o dispositivo de escavação 53410 (P500/18B) ou 53323 (P630/24B Plus) ou uma ferramenta
apropriada.
3.2.2 Medidas para preparar a soldadura
No caso de tubos menores do que o diâmetro máximo a ser soldado na máquina, utilizar
os seguintes redutores de fixação estes devem ser montados com os parafusos sextavados
internos que se encontram nos acessórios.
ROWELD P250-355/8-12B: consistindo em 6 redutores semi-redondos com superfície de
fixação larga e 2 redutores semi-redondos com superfície de
fixação fina
PORTUGUES142
ROWELD P500-630/18-24B Plus: consistindo em 6 redutores semi-redondos com superfície
de fixação larga e 2 redutores semi-redondos com superfície de
fixação fina para diâmetros de até 450mm, e em 8 redutores semi-
redondos com superfície de fixação larga a partir de 500mm.
Neste processo, se deve observar que os redutores com a superfície de fixação fina sejam
inseridos sempre nos dois elementos de fixação externos inferiores. Estes apenas serão
inseridos nas ligações de tubos / curvas de tubos no elemento tensor principal esquerdo na
parte inferior e superior.
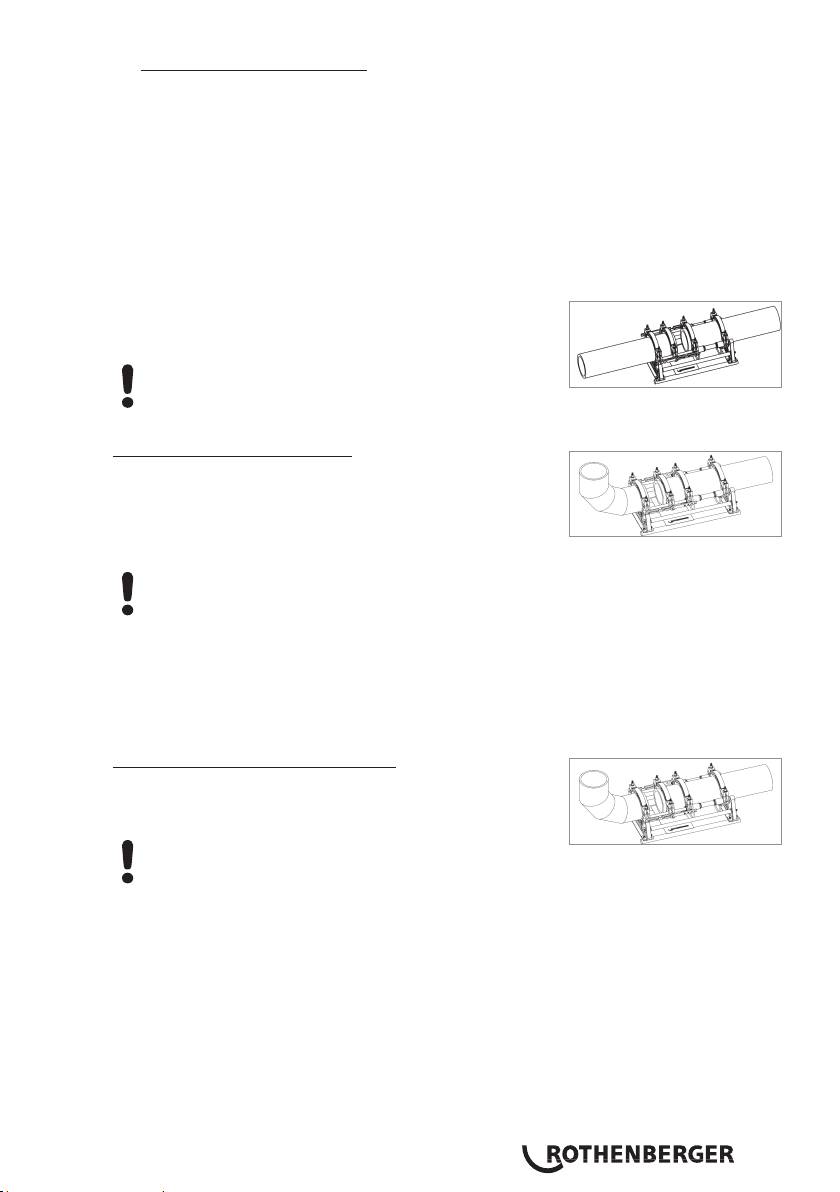
Inserir os tubos ou as formas de plástico no dispositivo de fixação (no caso de tubos mais
compridos utilizar apoios de rolo) e apertar as porcas de latão nas ferramentas de fixação
superiores. Irregularidades na forma redonda dos tubos podem ser compensadas apertando
ou soltando as porcas de latão.
No caso de tubos / ligações de tubos, as peças distanciadoras
devem ser engatadas em ambos os elementos tensores
esquerdos (conforme fornecidos).
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
Os tubos são fixados com os dois elementos tensores.
Tubo / Inserção P250-355/8-12B:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas em ambos os elementos
tensores intermédios e o dispositivo de extracção do
elemento de resistência térmica deve ser colocado nos
elementos tensores esquerdos.
Atenção: As peças distanciadoras não devem ser montadas na diagonal em
circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Durante o processamento de algumas inserções em determinadas posições, por exemplo,
curva na horizontal, cintas de pré-soldadura, é necessário remover o dispositivo de extracção
do elemento de resistência térmica.
Tubo / Inserção P500-630/18-24B Plus:
No caso de ligações de tubos / inserções, as peças
distanciadoras devem ser engatadas no lado contrário e no
elemento tensor intermédio.
Atenção: As peças distanciadoras não devem ser
montadas na diagonal em circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor.
Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções
de espaço permitirem durante a tensão e a soldadura.
Iniciar o processo de solda através de GO.
PORTUGUES 143
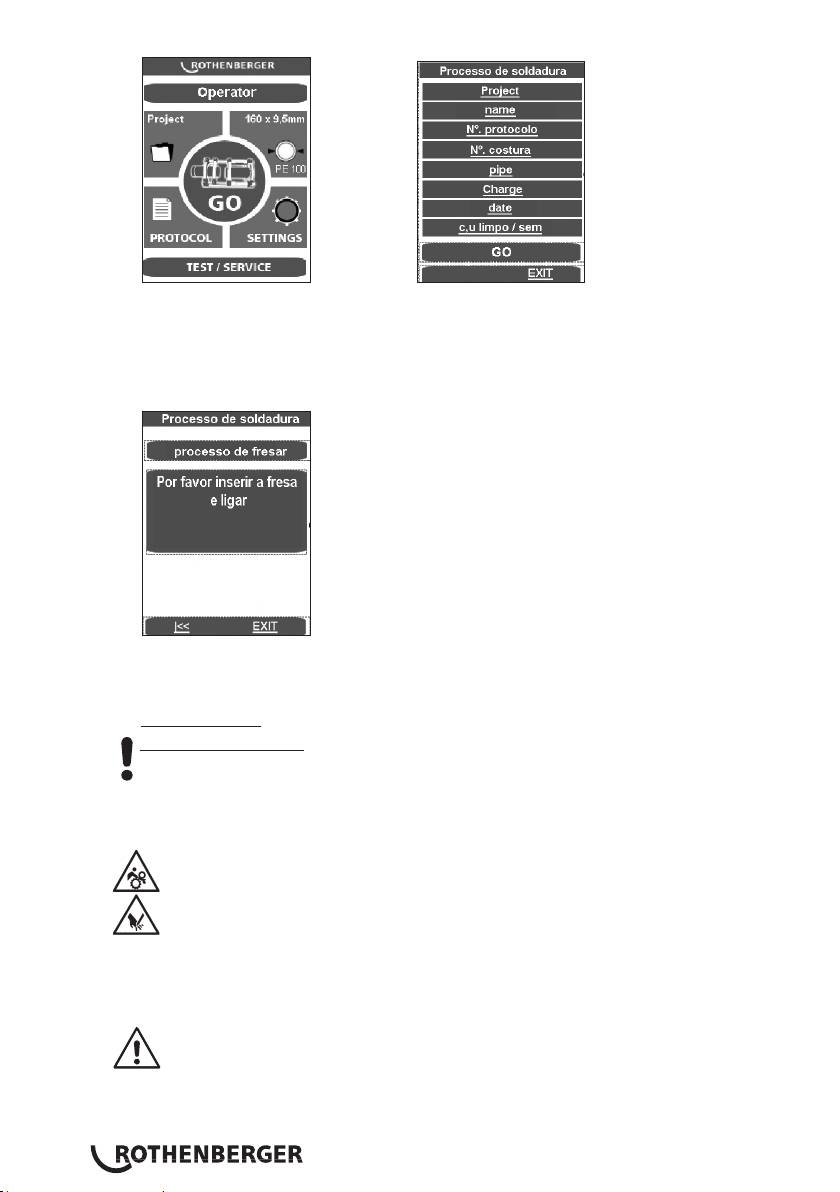
Nesta vista geral final é possível proceder às últimas alterações ao clicar no subitem
correspondente e confirmar com GO.
No âmbito de CNC, o comando é executado através do PC com ecrã táctil. Todas as funções
fora do PC com ecrã tácil, até a tecla Ligar-Desligar (6), estão bloqueadas.
O processo de soldadura pode ser interrompido através da tecla Ligar-Desligar ou da tecla
EXIT, o bloqueio da tecla é então removido e surge a respectiva mensagem no ecrã.
Através das teclas direccionais a máquina desloca-se, com EXIT o programa salta sem gravar
para o menu principa.
Colocar o dispositivo fresador eléctrico entre as peças de trabalho a soldar.
P250-355/8-12B: ligar o motor da fresa e bloquear o interruptor.
P500-630/18-24B Plus: Controlar os sentidos de rotação! Na fábrica, as maquinas são
conectadas com rotação para a direita.
Ligar o dispositivo de fresar premindo sobre o campo de texto. Os discos da plaina têm de
funcionar no sentido do corte, caso contrário, comutar o conversor de fases no cabo de
alimentação com a ferramenta apropriada.
Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura
em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora
só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa
de depósito prevista para este fim. O bom funcionamento do interruptor de
segurança da fresadora deve estar sempre garantido para garantir que a
fresadora não possa ser ligada involuntariamente fora da máquina.
Os elementos de tensão deslocam-se automaticamente em conjunto. A pressão de fresagem
pode ser aumentada através da cabeça rotativa (4) . Por defeito, é possível até 20 bar,
a pressão de fresar pode aumentar até 50bar, consulte o ponto 3.5.
Uma pressão superior da fresa pode causar sobreaquecimento e danos no
acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de
fresar, efectue o arranque da máquina e reduza a pressão (ponto 3.5).
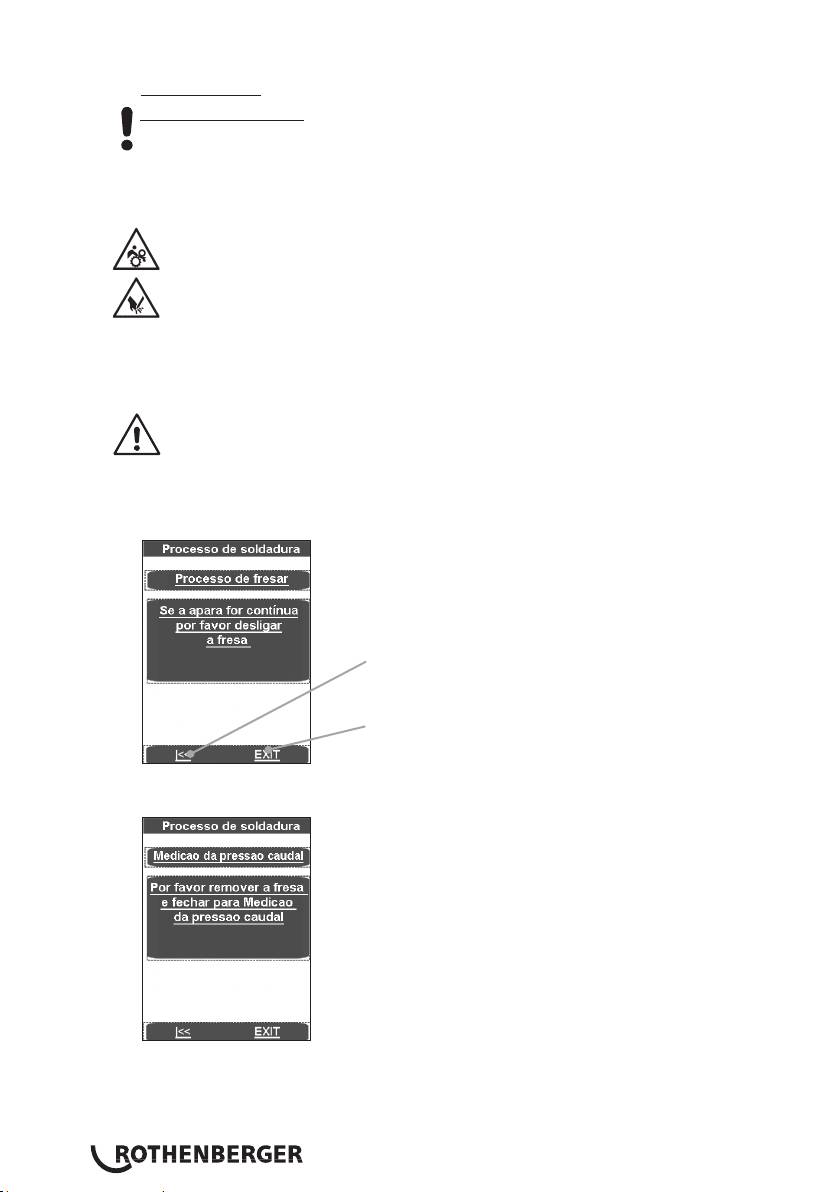
Após a apara de madeira com uma espessura de < = 0,2mm sair ininterruptamente da fresa,
premir sobre o campo de texto, o dispositivo de fresar é desligado e os elementos de tensão
movem-se.
PORTUGUES144
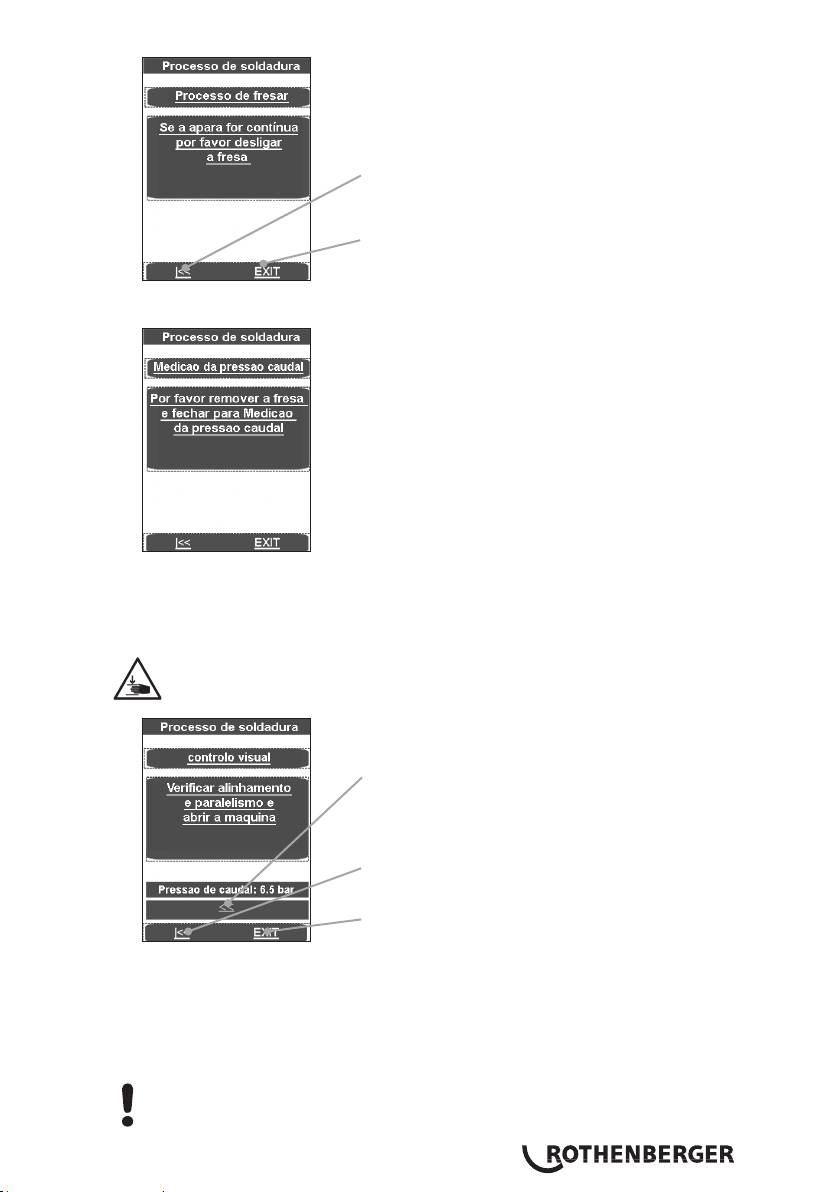
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Aguardar até os discos da plaina pararem. Remover o dispositivo fresador da máquina
principal e retirar das caixas de ajuste.
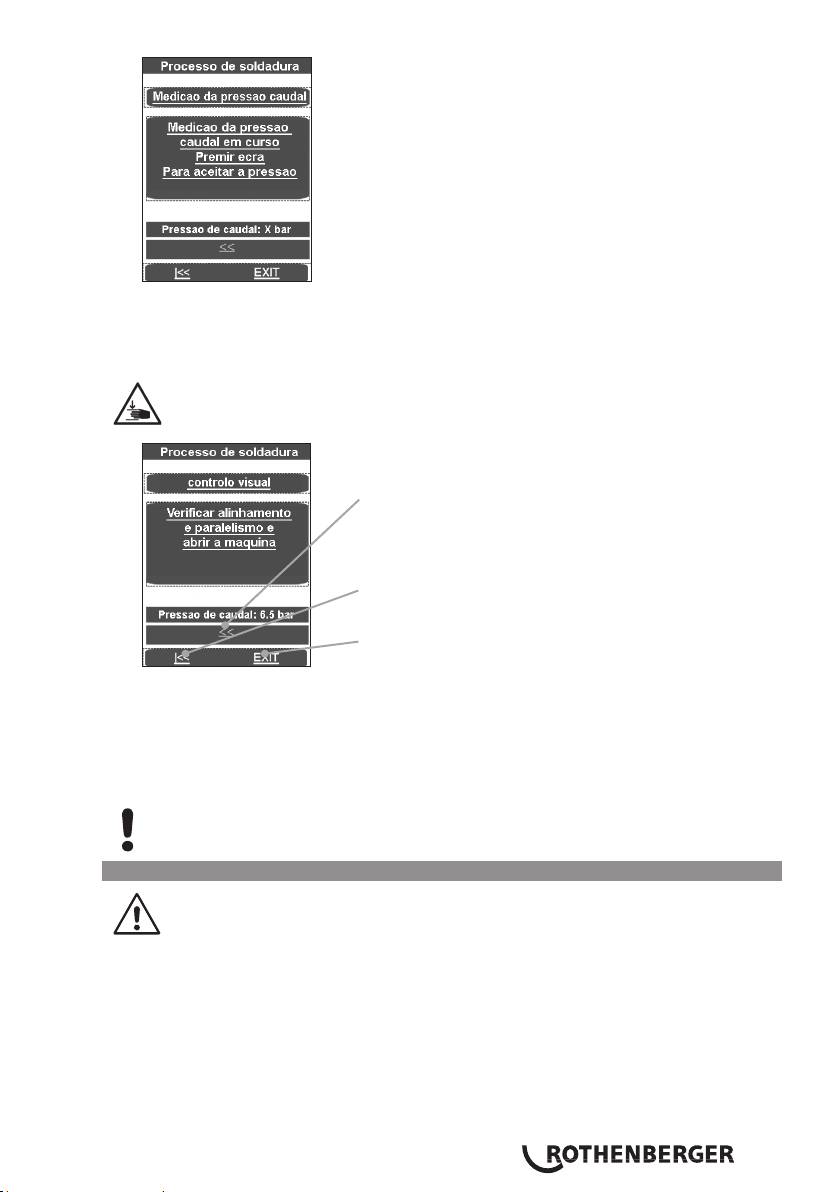
Premir sobre o campo de texto, as peças de trabalho deslocam-se conjuntamente e a pressão
de reboque é medida.
A pressão de caudal medida é automaticamente adicionada à pressão de ajuste, aquecimento
e junção.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Com as teclas direccionais, o programa retrocede para
"Medição da pressão caudal"
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Verifique se os tubos assentam fixamente nos elementos de tensão, se as superfícies de
soldadura estão planas, paralelas e axialmente alinhadas.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais
das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda
máxima entre as superfícies planas não deve ser maior de 0,5mm. Com uma ferramenta
limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.
Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas
com as mãos e devem estar livres de qualquer sujidade!
PORTUGUES 145
3.2.3 Soldadura
Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter
sempre uma distância segura em relação à máquina. Nunca entrar dentro da
máquina!
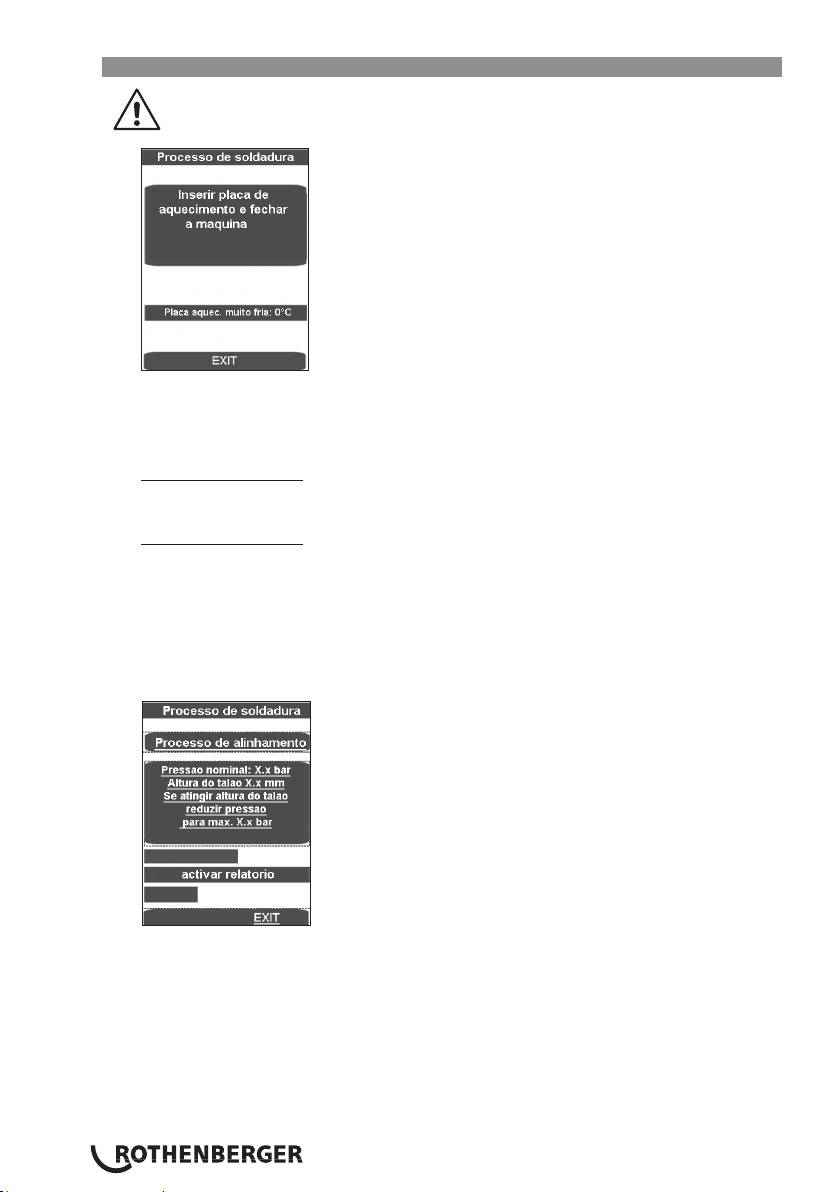
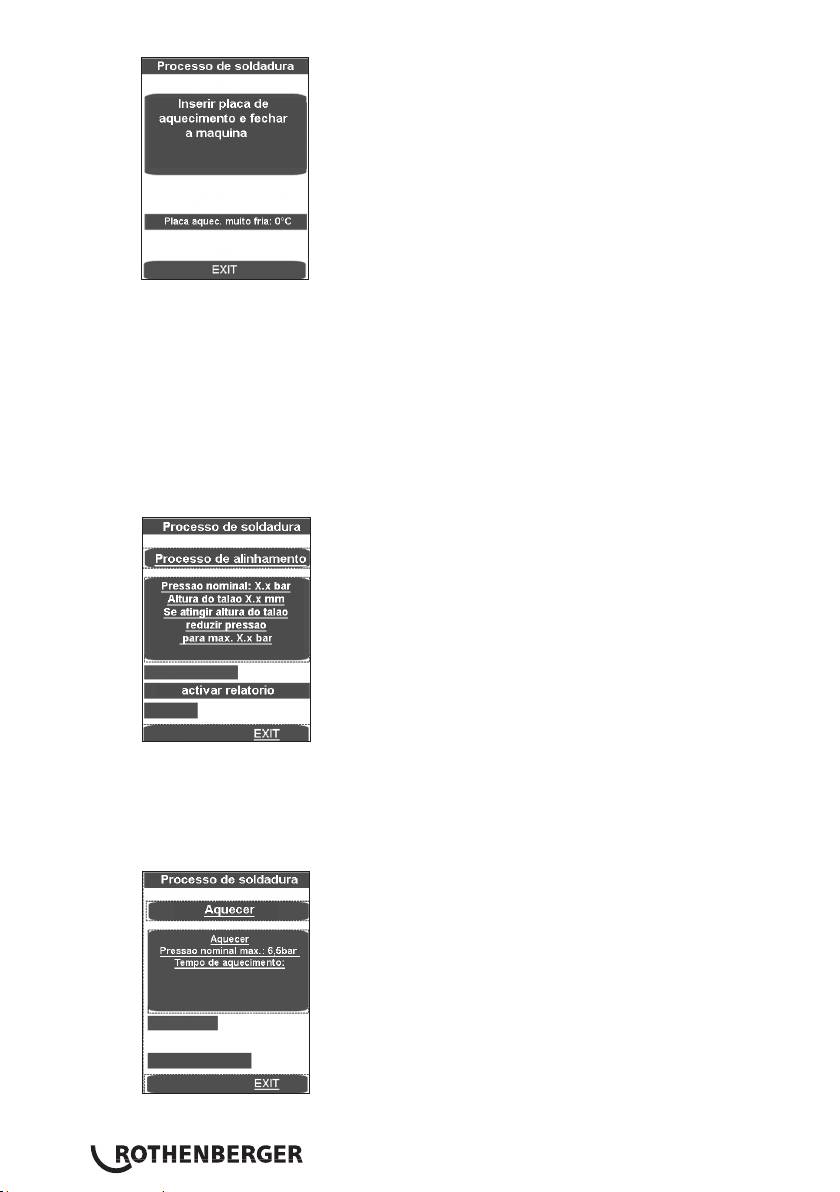
Na imagem é indicada a temperatura da placa térmica.
A barra de indicação surge a azul se a temperatura estiver demasiado baixa, a vermelho se
estiver demasiado alta e a verde se estiver na área nominal.
A máquina apenas pode ser movida na área denominada a verde.
Elemento térmico SA: Inserir o elemento térmico entre as suas peças de trabalho na
máquina principal e ter atenção para que a colocação da placa térmica assente nos entalhes
do dispositivo de alimentação.
Elemento térmico VA: Inserir o elemento térmico em ambas as entradas na máquina básica
e alinhar a placa térmica entre os tubos.
Mover a máquina premindo sobre o campo de texto, a pressão de alinhamento é ajustada e
mantida automaticamente.
Agora são gravados todos os parâmetros de solda, o protocolo é activado.
Se o processo de soldadura for interrompido com EXIT, surge a mensagem “Cancelado pelo
operador“, a pressão é aliviada e os parâmetros de soldadura são guardados. A mensagem é
confirmada com OK, o programa salta para o menu principal.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de
tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A pressão efectiva é
exibida no indicador (2).
Assim que a altura necessária do talão for atingida uniformemente em todo o âmbito de
ambos os tubos, a pressão é automaticamente descarregada e o processo de aquecimento é
iniciado.
PORTUGUES146
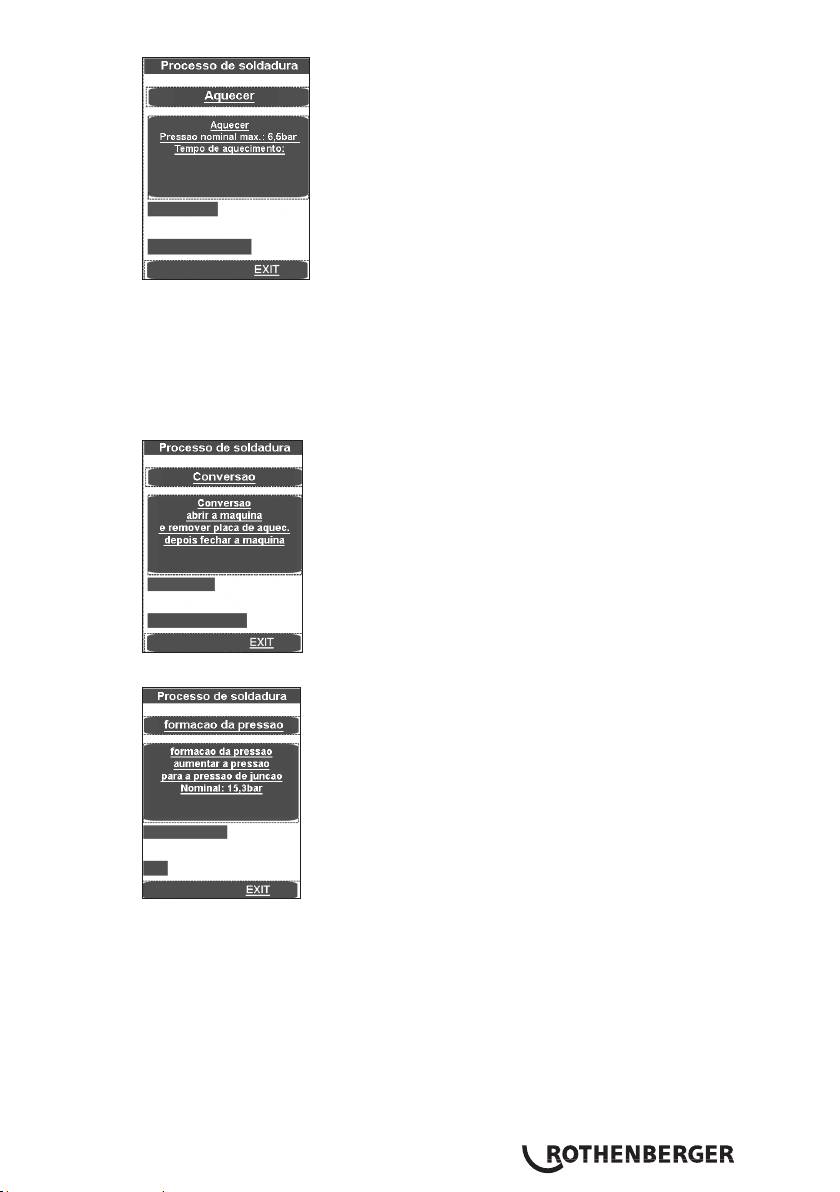
Ajustar a pressão de forma a que seja assegurada ainda uma ligação uniforme e quase sem
pressão das extremidades das peças de trabalho no elemento térmico.
Um pouco antes do fim do período de aquecimento soa um sinal.
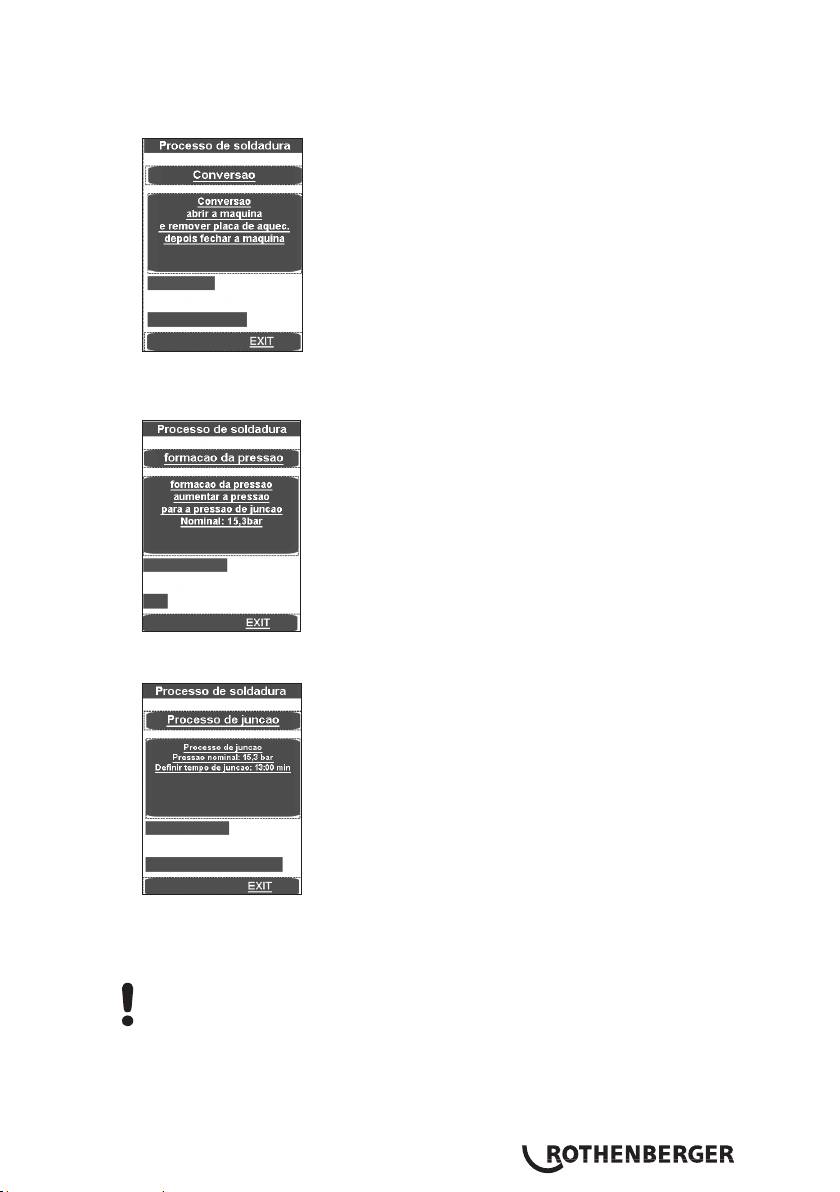
Após o decorrer do período de aquecimento, as peças de trabalho separam-se
automaticamente umas das outras, o elemento térmico SA tem de ser retirado ou o elemento
térmico VA é automaticamente inclinado e as extremidades das peças de trabalho movem-se
conjuntamente.
A pressão aumenta de forma linear na pressão de junção correspondente.
Ao atingir a pressão de junção, o programa avança automaticamente no processo de junção
e o temporizador t4 arranca.
PORTUGUES 147
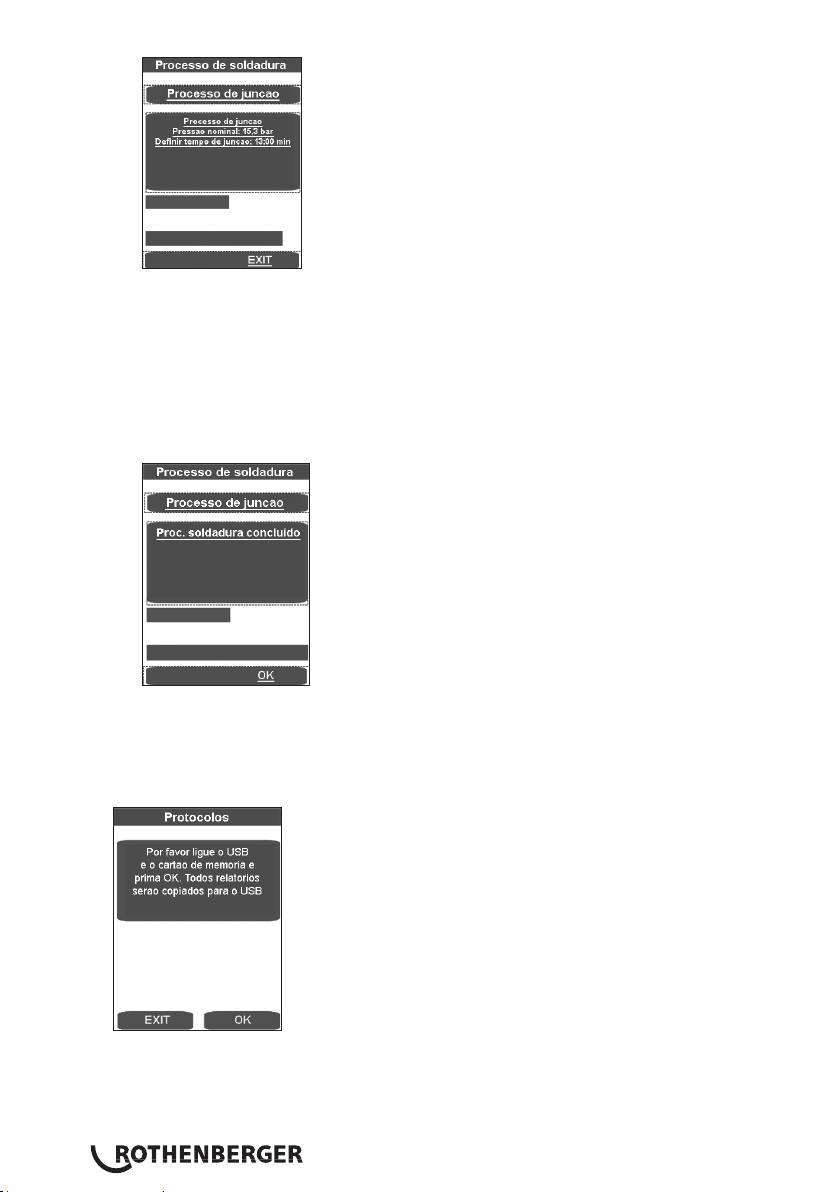
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área
de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de
deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2)
e o restante período de junção t4 é exibido no indicador (9).
A pressão é automaticamente monitorizada e reajustada. Verificar o sistema hidráulico no
caso de bombeamento repetido (perda de pressão superior) excessivamente frequente.
Recolocar o elemento térmico nas caixas de ajuste
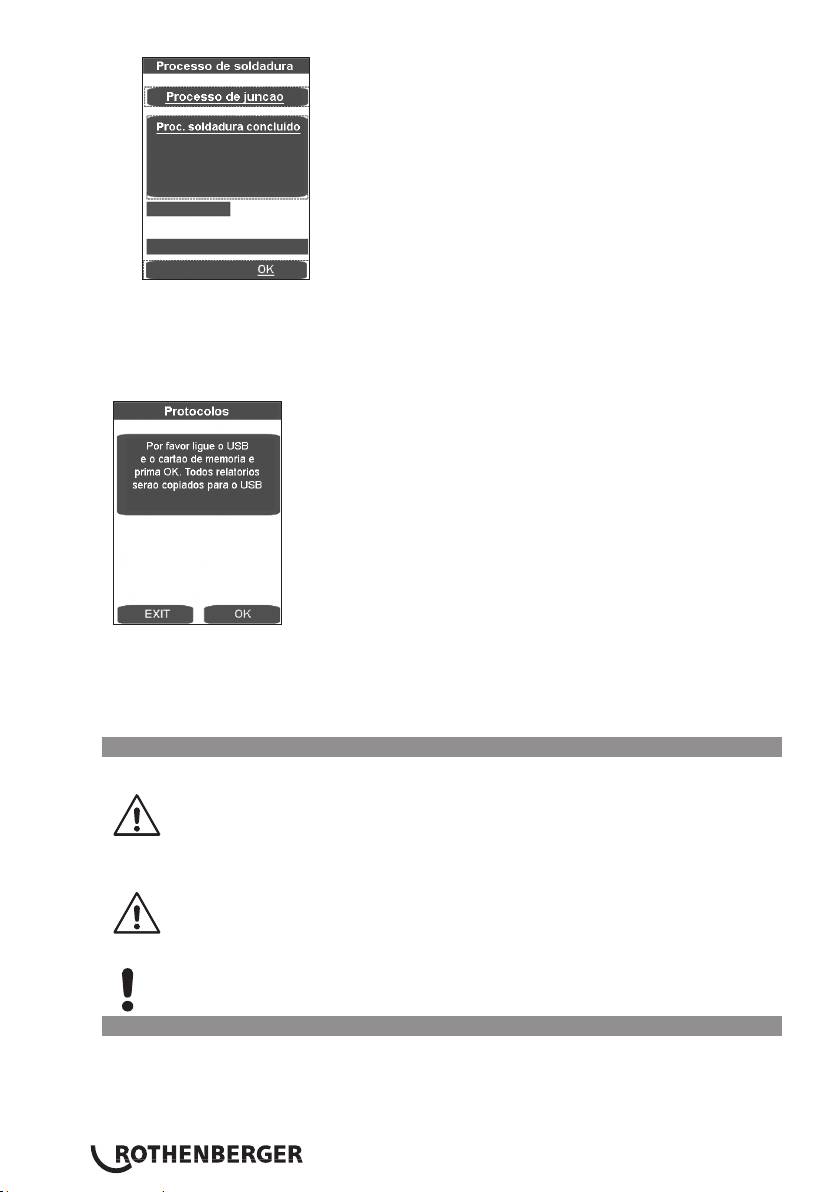
Após o período de refrigeração ter decorrido, o processo de soldadura é concluído, guardado,
soa um sinal e a pressão é automaticamente libertada.
Concluir o menu de soldadura com OK.
Aliviar totalmente a pressão com o botão (3).
Soltar e retirar as peças de trabalho soldadas.
Desacoplar a máquina principal. A máquina está pronta para o próximo ciclo de soldadura.
Transferência de protocolos:
No ponto do menu Protocolos é possível gravar estes bem como ligar uma memória USB com
a tecla OK. A janela fecha automaticamente de seguida.
Este ficheiro protocolar deve ser processado com o software ROTHENBERGER Dataline 2 e com
um computador.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo..
PORTUGUES148
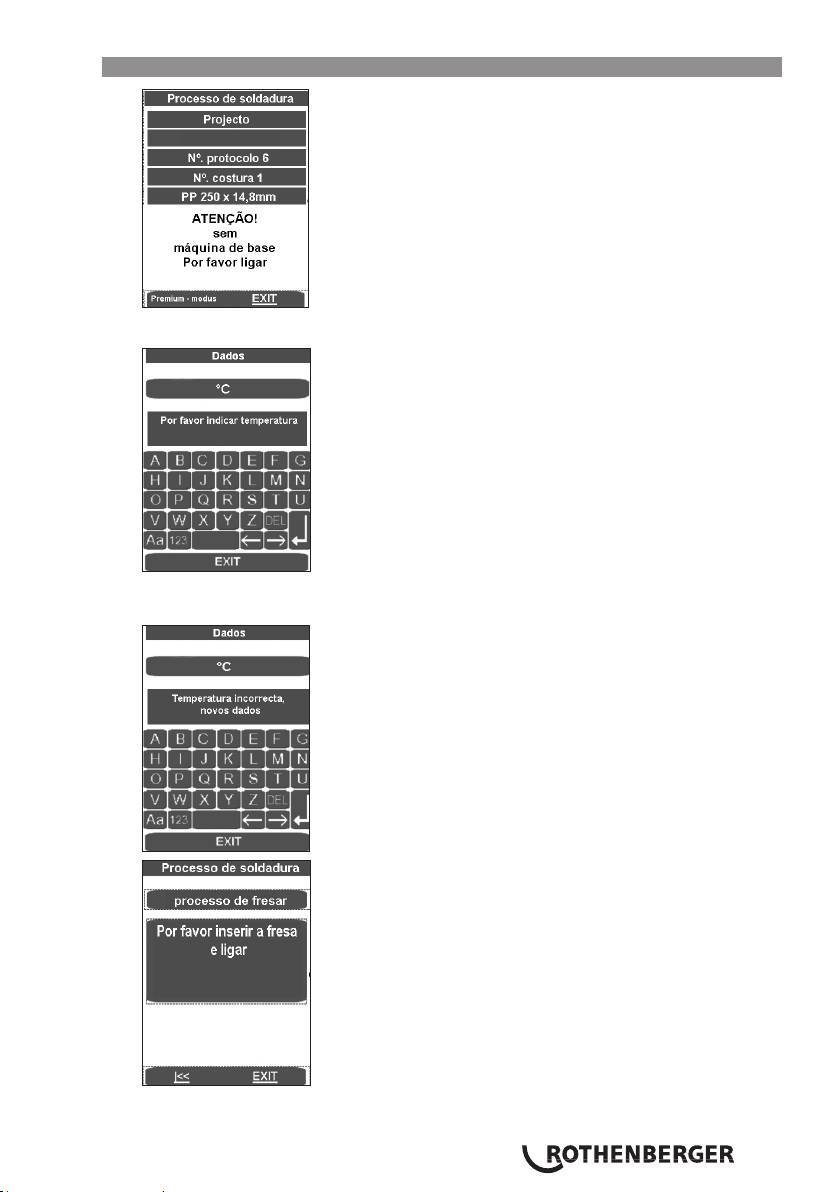
3.2.4 Soldadura no modo Premium
Premir a tecla do modo Premium.
Indicar a temperatura e confirmar com a tecla Enter. Se a temperatura não tiver sido
correctamente indicada surge:
Através das teclas direccionais a máquina desloca-se, com EXIT o programa salta sem gravar
para o menu principal.
PORTUGUES 149
Colocar o dispositivo fresador eléctrico entre as peças de trabalho a soldar.
P250-355/8-12B: ligar o motor da fresa e bloquear o interruptor.
P500-630/18-24B Plus: Controlar os sentidos de rotação! Na fábrica, as maquinas são
conectadas com rotação para a direita.
Ligar o dispositivo fresador, premir as teclas (10) e (5) na fonte de pressão hidráulica. Os
discos da plaina têm de funcionar no sentido do corte, caso contrário, comutar o conversor
de fases no cabo de alimentação com a ferramenta apropriada.
Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura
em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora
só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa
de depósito prevista para este fim. O bom funcionamento do interruptor de
segurança da fresadora deve estar sempre garantido para garantir que a
fresadora não possa ser ligada involuntariamente fora da máquina.
Deslocar conjuntamente os elementos tensores (premir as teclas 10 + 11). Ajustar a pressão
de fresar com o botão rotativo (4) . Por defeito, é possível até 20 bar, a pressão de fresar pode
aumentar até 40bar, consulte o ponto 3.5.
Uma pressão superior da fresa pode causar sobreaquecimento e danos no
acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de
fresar, efectue o arranque da máquina e reduza a pressão (s. pt. 3.5).
Após a apara de aplainamento com uma espessura de tensão < = 0,2mm sair
ininterruptamente da fresa, premir a tecla Fresar (5), avançar os elementos tensores (premir as
teclas 10 + 8).
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Aguardar até os discos da plaina pararem. Remover o dispositivo fresador da máquina
principal e retirar das caixas de ajuste.
Deslocar conjuntamente as peças de trabalho com pressão mínima (premir as teclas 10 + 11)
e ajustar a pressão de caudal com o botão rotativo (4).
PORTUGUES150
Se a máquina se mover com velocidade lenta, premi o ecrã. A pressão de caudal medida é
automaticamente adicionada à pressão de ajuste, aquecimento e junção.
Deslocar conjuntamente os elementos tensores, ajustar a pressão correspondente ao tubo
e verificar se as peças de trabalho estão fixas às ferramentas de tensão.
Mantenha uma distância segura em relação à máquina, não se coloque sobre a
máquina nem se agarre a esta. Mantenha outras pessoas longe da área de
trabalho.
Com as teclas direccionais, o programa retrocede para
"Medição da pressão caudal"
Com as teclas direccionais, o programa retrocede para
"Por favor inserir a fresa…“
Com a tecla EXIT o programa retrocede sem gravar no
menu principal.
Verifique se as superfícies de soldadura se encontram planas, paralelas e alinhadas
axialmente.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais
das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda
máxima entre as superfícies planas não deve ser maior de 0,5mm. Com uma ferramenta
limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.
Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas
com as mãos e devem estar livres de qualquer sujidade!
3.2.4.1 Processo de soldadura no modo Premium
Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter
sempre uma distância segura em relação à máquina. Nunca entrar dentro da
máquina!
PORTUGUES 151
Na imagem é indicada a temperatura da placa térmica.
A barra de indicação surge a azul se a temperatura estiver demasiado baixa, a vermelho se
estiver demasiado alta e a verde se estiver na área nominal.
Inserir o elemento térmico entre as suas peças de trabalho na máquina principal e ter atenção
para que a colocação da placa térmica assente nos entalhes do dispositivo de alimentação.
Deslocar conjuntamente a máquina, a pressão de ajuste é automaticamente regulada
e manter a pressão.
Agora são gravados todos os parâmetros de solda, o protocolo é activado.
Se o processo de soldadura for interrompido com EXIT, surge a mensagem “Cancelado pelo
operador“, a pressão é aliviada e os parâmetros de soldadura são guardados. A mensagem é
confirmada com OK, o programa salta para o menu principal.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de
tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A pressão efectiva é
exibida no indicador (2).
Assim que a altura do friso necessária for atingida uniformemente em toda a abrangência de
ambos os tubos, reduzir a pressão com a tecla Automático (1). O período de aquecimento t1
começa a decorrer.
Ajustar a pressão de forma a que seja assegurada ainda uma ligação uniforme e quase sem
pressão das extremidades das peças de trabalho no elemento térmico.
PORTUGUES152
Um pouco antes do fim do período de aquecimento soa um sinal.
Após o decorrer do período de aquecimento, desacoplar novamente as peças de trabalho,
remover o elemento térmico e deslocar conjuntamente as extremidades das peças de
trabalho.
Imediatamente antes do contacto das extremidades da peça de trabalho (cerca de 1cm),
parar o deslocamento soltando os botões e premir de novo imediatamente. A pressão
aumenta de forma linear na pressão de junção correspondente.
Ao atingir a pressão de junção, o programa avança automaticamente no processo de junção
e o temporizador t4 arranca.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área
de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de
deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2)
e o restante período de junção t4 é exibido no indicador (9).
Atenção: Manter os botões Desbloqueio (10) e Fechar máquina (11) premidos até a pressão
de junção ser atingida, após a qual o sistema hidráulico desliga e os botões podem ser soltos.
A pressão é monitorizada e automaticamente regulada. Verificar o sistema hidráulico no caso
de bombeamento repetido (perda de pressão superior) excessivamente frequente.
Recolocar o elemento térmico nas caixas de ajuste
Após o período de refrigeração ter decorrido, o processo de soldadura é concluído, guardado,
soa um sinal e a pressão é automaticamente libertada.
PORTUGUES 153
Concluir o menu de soldadura com OK.
Aliviar totalmente a pressão com o botão (3).
Soltar e retirar as peças de trabalho soldadas.
Desacoplar a máquina principal. A máquina está pronta para o próximo ciclo de soldadura.
Transferência de protocolos:
No ponto do menu Protocolos é possível gravar estes bem como ligar uma memória USB com
a tecla OK. A janela fecha automaticamente de seguida.
Este ficheiro protocolar deve ser processado com o software ROTHENBERGER Dataline 2 e com
um computador.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.4 Terminar a utilização
Desligar a fonte de pressão hidráulica com o botão (6).
Deixe que o elemento de resistência térmica arrefeça ou assegure que não é
possível a inflamação de quaisquer substâncias contíguas!
Retirar as fichas da rede eléctrica de fresadora, elemento térmico e unidade hidráulica e
enrolar os cabos.
Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for
inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
Desconectar e enrolar tubos hidráulicos.
Atenção! Proteger os acoplamentos contra sujidade!
3.3 Condições gerais
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser
observadas em todos caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora
da Alemanha, valem as respectivas disposições legais nacionais.
(Os trabalhos de soldadura devem ser controlados constantemente e com atenção!)
PORTUGUES154
3.4 Informações importantes sobre os parâmetros de soldadura
Todos os parâmetros de soldadura necessários como temperatura, pressão e tempo encontram-
se nas directivas DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições
legais nacionais.
Contacto: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Em casos individuais, devem ser observados em todo caso os parâmetros específicos do material
que podem ser informados pelo produtor do tubo!
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação
pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!
Os valores indicados nas tabelas de soldadura para a pressão de ajuste e junção foram calculados
em conformidade com a seguinte fórmula:
Superfície de soldadura A [mm²] x Factor de soldadura SF [N/mm²]
Pressão P [bar] =
Superfície de cilindro Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A superfície total de cilindro da ROWELD P 250/8 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 355/12 B é de 6, 26 cm²)
(A superfície total de cilindro da ROWELD P 500/18 B e P 630/24 B é de 14, 13 cm²)
(A superfície total de cilindro da ROWELD P 630/24 B Plus é de 22, 38 cm²)
3.5 Ajustar os parâmetros
Ajustar os parâmetros com autorização de „Soldador“:
Premir a cabeça rotativa (4) demoradamente (aprox. 3 seg.) até o P001 piscar no indicador
superior (2).
Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P009. Se
pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor
(default) pisca no indicador inferior (9).
Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão
rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
Ajustar os parâmetros com autorização de „Técnico“:
Premir o botão rotativo (4) demoradamente (aprox. 6 seg.), o parâmetro P001 pisca
primeiramente no indicador superior (2), de seguida, „CodE“ e no indicador inferior (9) pisca
a barra na primeira posição.
Inserir o código com o botão rotativo (4) e premir brevemente o botão rotativo (4) (código =
8001 – aquando da primeira colocação em funcionamento é possível alterar opcionalmente
o código através do parâmetro P100).
Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P114. Se
pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor
(default) pisca no indicador inferior (9).
Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão
rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
Nome do
Designação default Unidade min. máx. Autorização
parâmetro
P001 Função de poupança energética,
99
min. 0 99
Soldador
tempo de repouso
P002* Função de poupança de potência
0
0 3
Soldador
activa
PORTUGUES 155
P003 Desvio da temperatura das placas
5
°C -25 25
Soldador
térmicas
P004 Pmáx para fresar 20
bar 10 50
Soldador
P005 Pressão nominal
1/10bar
Soldador
P006 Temperatura nominal 210
°C P103 P104
Soldador
P007 Valor nominal do temporizador T1 45
seg 1 1500
Soldador
P008 Valor nominal do temporizador T4 6
min. 1 99
Soldador
P009 Piniciar para fresar 10
bar 0 P004
Soldador
P101 Diferenciação para voltar
5
% 1 50
Técnico
a bombear
P102 Tempo de avanço para fresar 10
1/10seg 0 100
Técnico
P103 Temperatura de ajuste (min) 160
°C 0 300
Técnico
P104 Temperatura de ajuste (máx) 270
°C 0 300
Técnico
P105 Bloqueio do botão (sim/não) 5
seg 0 50
Técnico
P106 Pressão para avançar 135
bar 10 160
Técnico
P107 Tempo do processo para ligar
50
1/10seg 0 200
Técnico
o sinal sonoro
P100 Alterar código 8001 Técnico
* P002 - Função de poupança de potência:
0 - nenhuma,
1 - se a fresa estiver a funcionar, o elemento de aquecimento é desligado,
2 – se o motor hidráulico estiver a funcionar, o elemento de aquecimento é desligado,
3 – se t4 estiver a funcionar, o elemento de aquecimento é desligado.
3.6 Ajustar data e hora
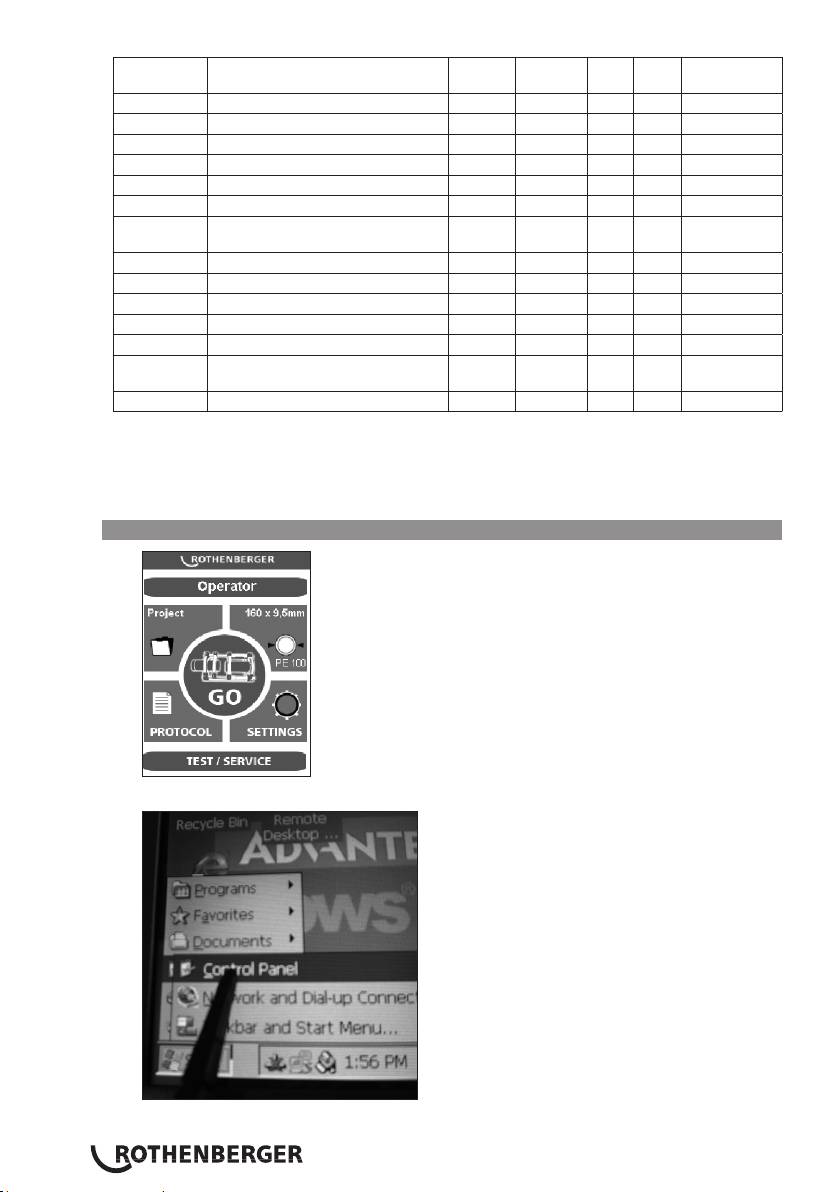
Fechar o programa clicando no canto superior esquerdo.
Premir Start, Setting e, de seguida, Control Panel.
PORTUGUES156
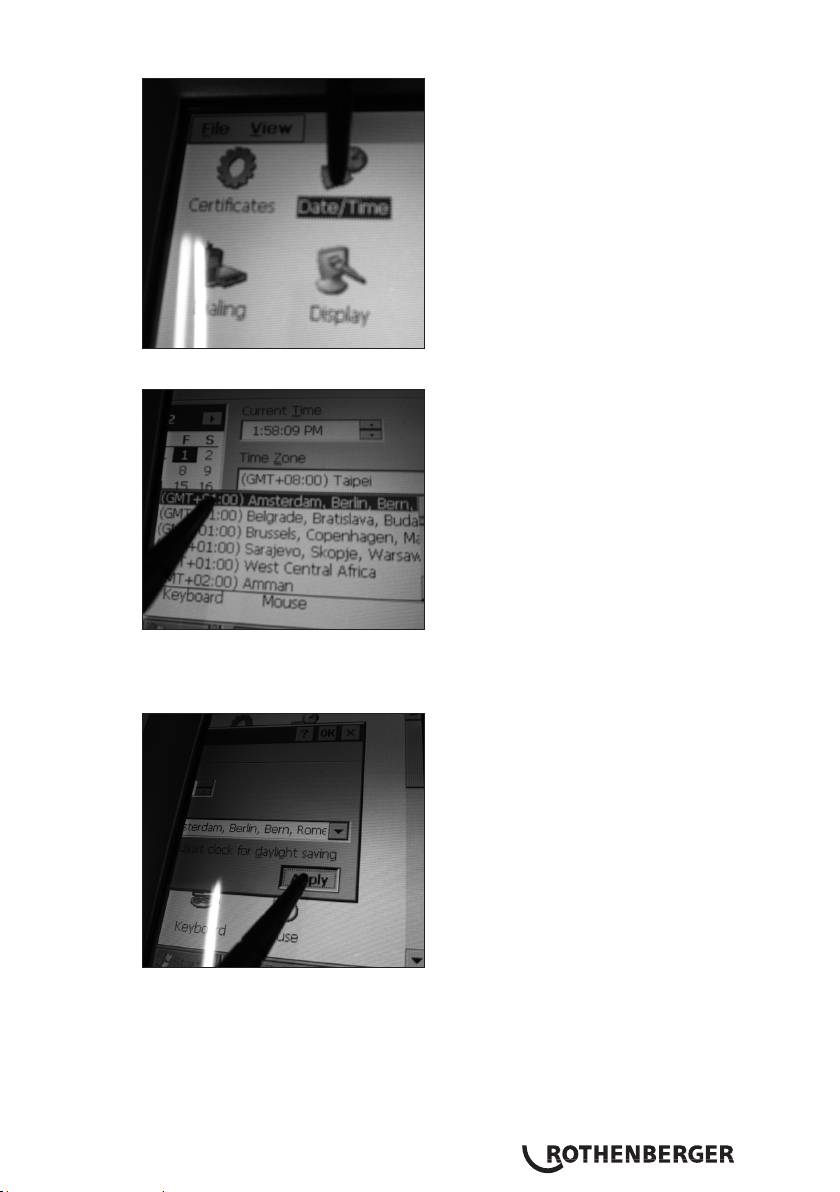
A barra de tarefas fica oculta e pode ser acedida premindo no canto inferior esquerdo.
Clicar em data/hora
Alinhar a janela de entrada clicando e arrastando a barra da data/hora. Seleccionar o fuso
horário correspondente ou inserir a hora Current Time.
Atenção! Observar AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
Confirmar com „Apply“ e „OK“. Fechar o painel de controlo com X.
PORTUGUES 157
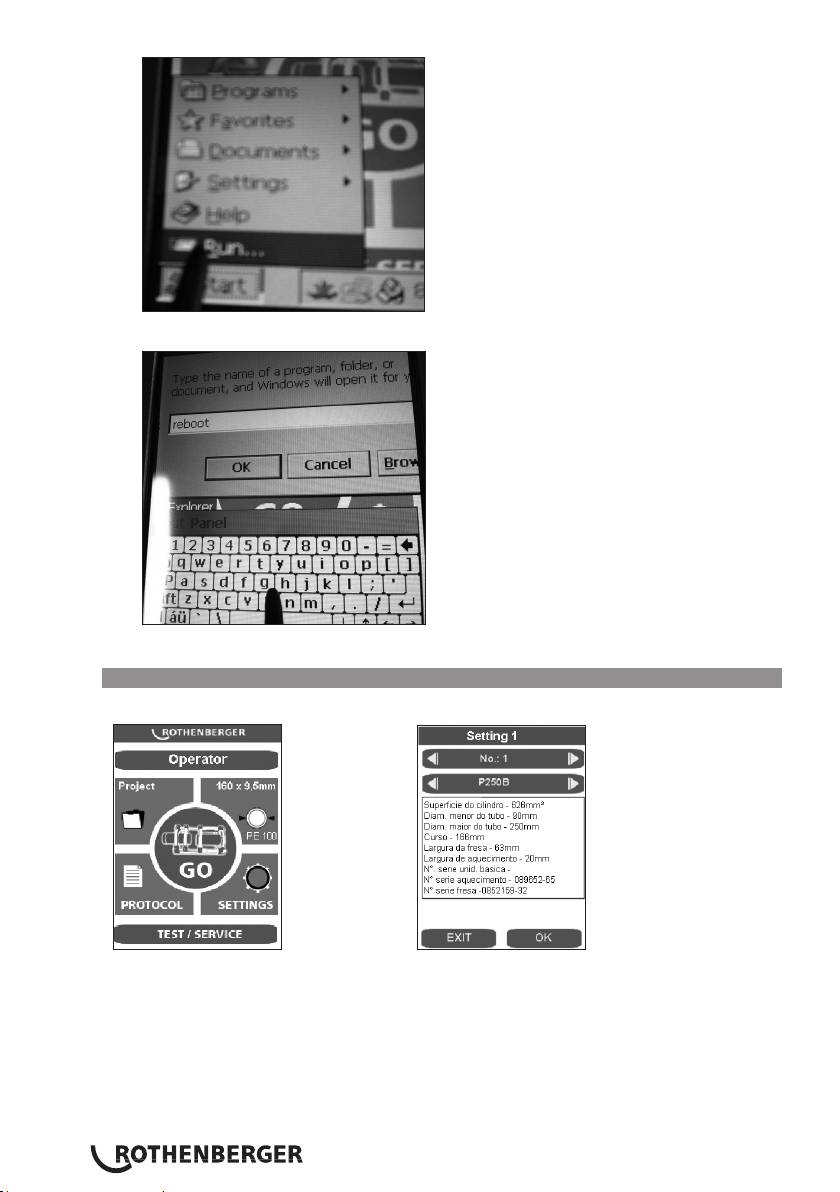
Premir as teclas „Start“ e „Run“.
Inserir reboot no teclado que surge e premir „OK“, reiniciar o PC.
3.7 Criar-seleccionar configurações da máquina
Para seleccionar ou criar as configurações da máquina, premir o botão SETTINGS.
A configuração da máquina pretendida pode ser seleccionada com as teclas direccionais.
Para criar uma nova configuração, começar o número seguinte, por ex.: 2 com a tecla direccional
para a direita.
PORTUGUES158
