Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 11
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
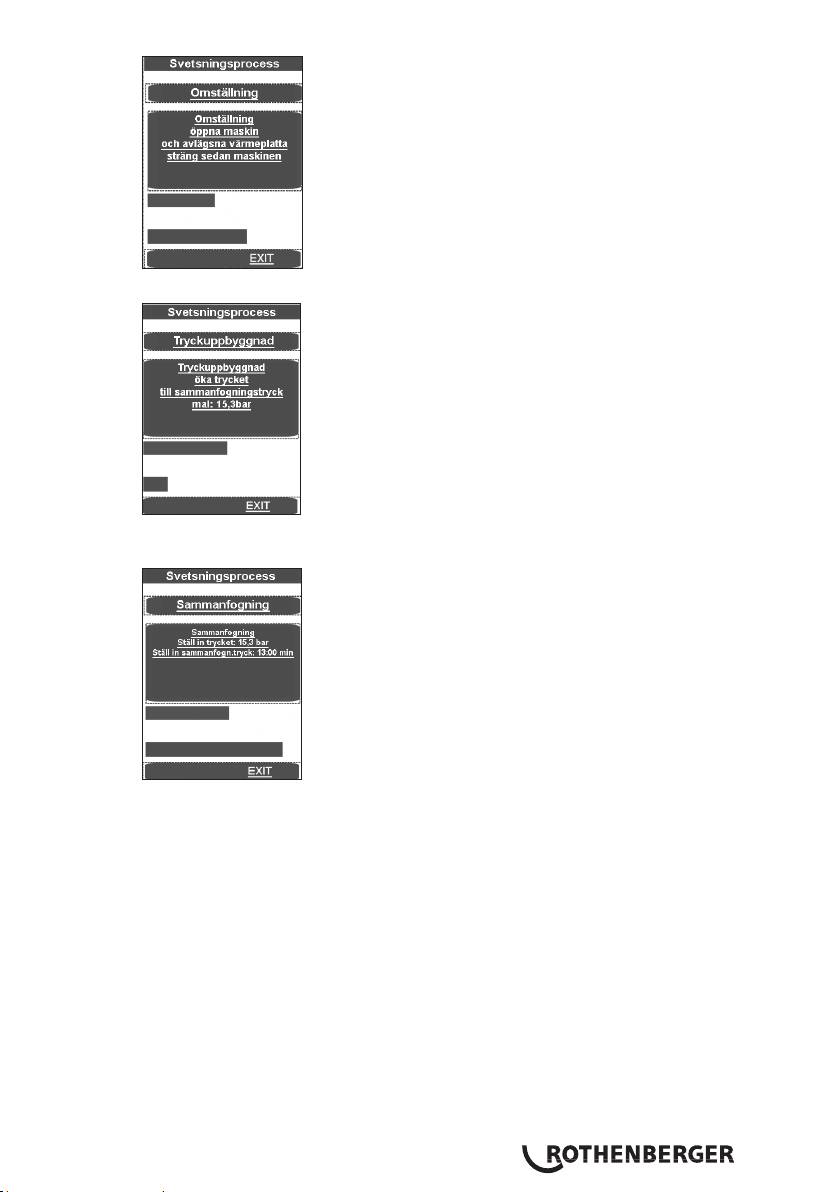
Trycket ökas linjärt till motsvarande sammanfogningstryck.
När sammanfogningstrycket har uppnåtts återgår programmet automatiskt till monteringen,
och timern t4 startar.
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den nedre visar tiden.
Det verkliga trycket visas i displayen (2) och den återstående sammanfogningstiden t4 på
displayen (9).
Trycket övervakas och justeras automatiskt. Vid alltför kraftig efterpumpning (högt tryckfall)
ska hydraulsystemet kontrolleras.
Sätt tillbaka värmeelement i isoleringsboxen.
Efter kylningen är avslutad är svetsningen klar, sparas, en signal ljuder och trycket släpps
automatiskt.
SVENSKA 199
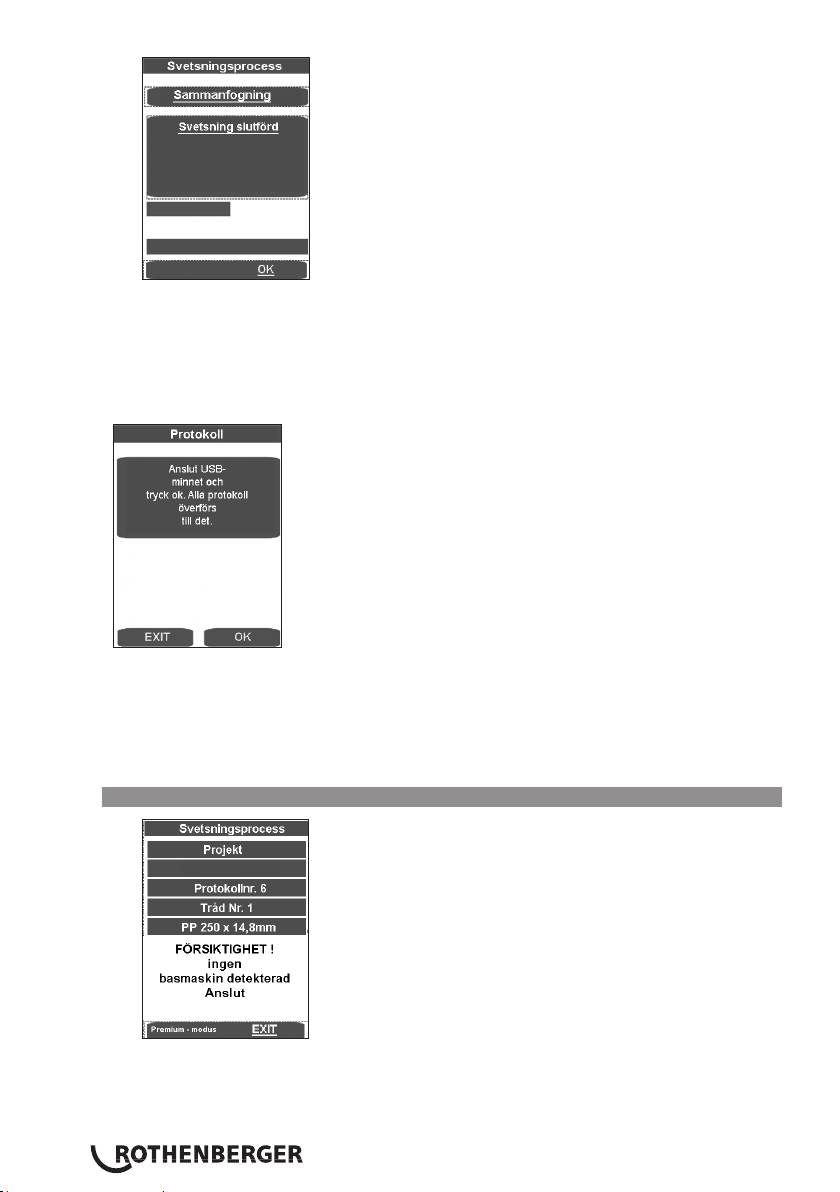
Lämna svetsmenyn med OK.
Tryck på knapp (3) för hel tömning.
Lossa de svetsade arbetsstyckena och ta ut dem.
Basmaskinen flyttas isär. Maskinen är klar för nästa svetscykel.
Överföring av data:
I menyalternativet Datalogg (Protokoll) kan dessa sparas genom att trycka på OK, om en USB-
enhet är ansluten. Fönstret stängs sedan automatiskt.
Denna loggfil kan redigeras genom att använda programvaran ROTHENBERGER Dataline 2 och en
dator.
Samtliga svetsparametrar kan anges ges i de bifogade svetstabellerna.
3.2.4 Svetsning i premium-läge
Tryck på knappen Premium-läge.
SVENSKA200
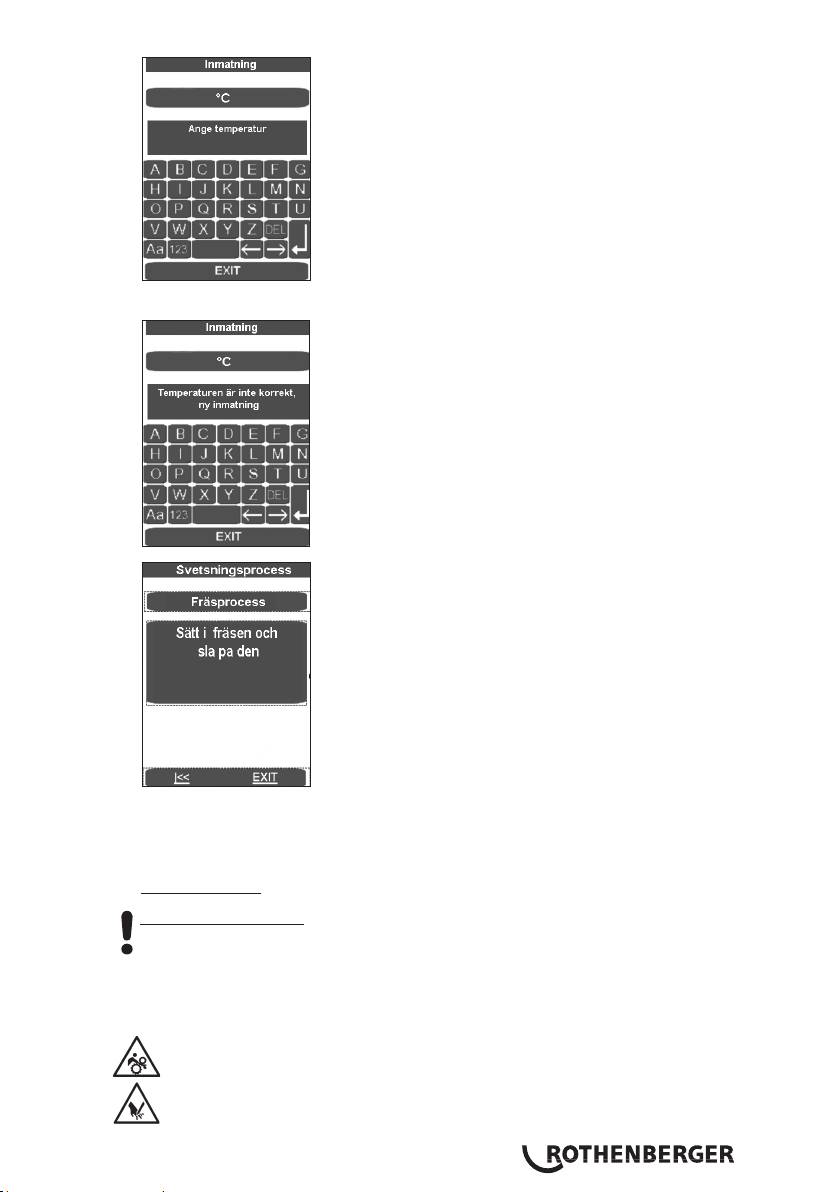
Ange temperatur och tryck Enter. Om temperaturen inte visas korrekt:
Använd pilknapparna så åker maskinen ut, med EXIT hoppar programmet till huvudmenyn
utan att spara.
Sätt in elfräsen mellan arbetsstyckena som skall svetsas.
P250-355/8-12B: Slå på fräsermotorn och lås brytaren.
P500-630/18-24B Plus: Kontrollera rotation! På fabriken är maskinerna fastklämda
medurs.
Slå på fräsenheten, tryck på knapparna (10) och (5) på hydraulaggregatet. Hyvlingsskivorna
måste köras i skärriktningen, annars måsta fasvändaren på huvudströmbrytaren kopplas om
med ett lämpligt verktyg.
Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avstånd
från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen
i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda
isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid
kontrolleras för att undvika oavsiktlig start utanför maskinen.
SVENSKA 201
Skjut ihop spännelementen (tryck på 10 + 11). Justera frästrycket med vredet (4) . Som
standard kan upp till 20 bar möjligt frästryck ökas upp till 40 bar, se avsnitt 3.5.
För högt frästryck kan leda till överhettning och skador på skärenheten. Vid
överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas (se
avsnitt 3.5).
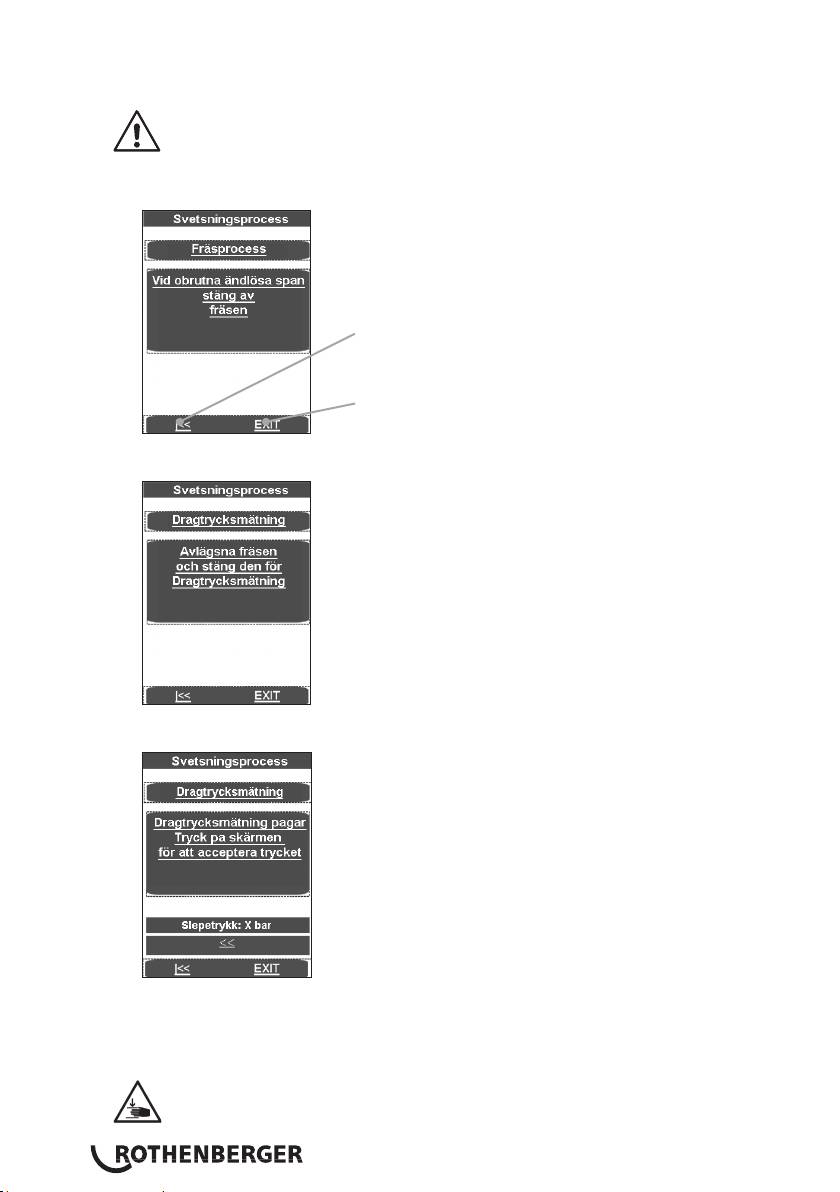
Efter det att hyvelspån med en tjocklek på <= 0,2 mm kommer ut ur fräsen, tryck på
fräsknappen (5) och kör ut spännelementen (tryck på knapp 10 + 8 ).
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och sätt in den
i isoleringsboxen .
Skjut samman arbetsstyckena med ett lätt tryck (knapp 10 + 11) och ställ in bromstrycket
med vredet (4) .
Om maskinen rör sig med låg hastighet, tryck på bildskärmen. Den uppmätta bromstrycket
läggs automatiskt till matchningstryck, blötläggningstryck och fogtryck.
Spännelementen slås ihop, röret kontrolleras och justeras för motsvarande tryck och delarna
testas så att de sätter ordentligt fast i spännverktyget.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag
i den. Håll andra människor borta från arbetsområdet.
SVENSKA202
Använd pilknapparna så återgår programmet till
"Dragtrycksmätning"
Använd pilknapparna så återgår programmet till "Sätt
i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan
att spara.
Kontrollera att svetsytorna är plana, parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan
ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max.
avstånd mellan de plana ytorna får inte vara större än 0,5 mm. Använd ett rent verktyg (t.ex.
en borste) och ta bort eventuella spån i röret.
Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med
händerna, och måste vara fri från föroreningar!
3.2.4.1 Svetsning i premiumläge
Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett
säkert avstånd till maskinen. Stå aldrig i maskinen!
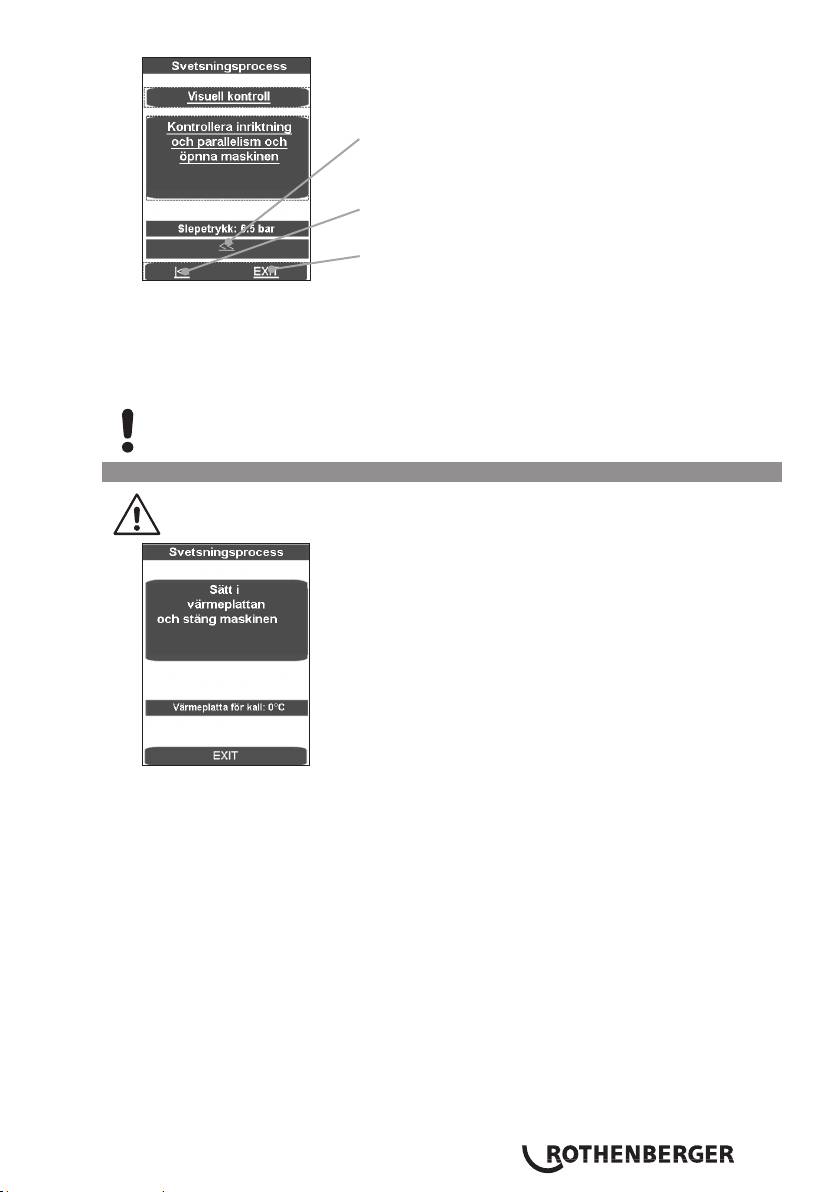
I masken visas värmeplattans temperatur.
Förloppsindikatorn visar när temperaturen är för låg i blått, och när den är för hög i rött och
om den är inom standarden i grönt.
Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att stöden
i värmeplattan sitter i skårorna på utsugsmekanismen.
Maskinen går ihop, matchningstrycket stäls automatiskt in och håller trycket.
Nu sparas alla svetsparametrar och loggning aktiveras.
Svetsprocessen avbryts med EXIT, meddelandet „Abbruch durch Bediener“ (avbrutet av
användare) visas, trycket släpps och svetsparametrarna sparas. Bekräfta meddelandet med
OK, så hoppar programmet till huvudmenyn.
SVENSKA 203
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den faktiska trycket visas
i displayen (2).
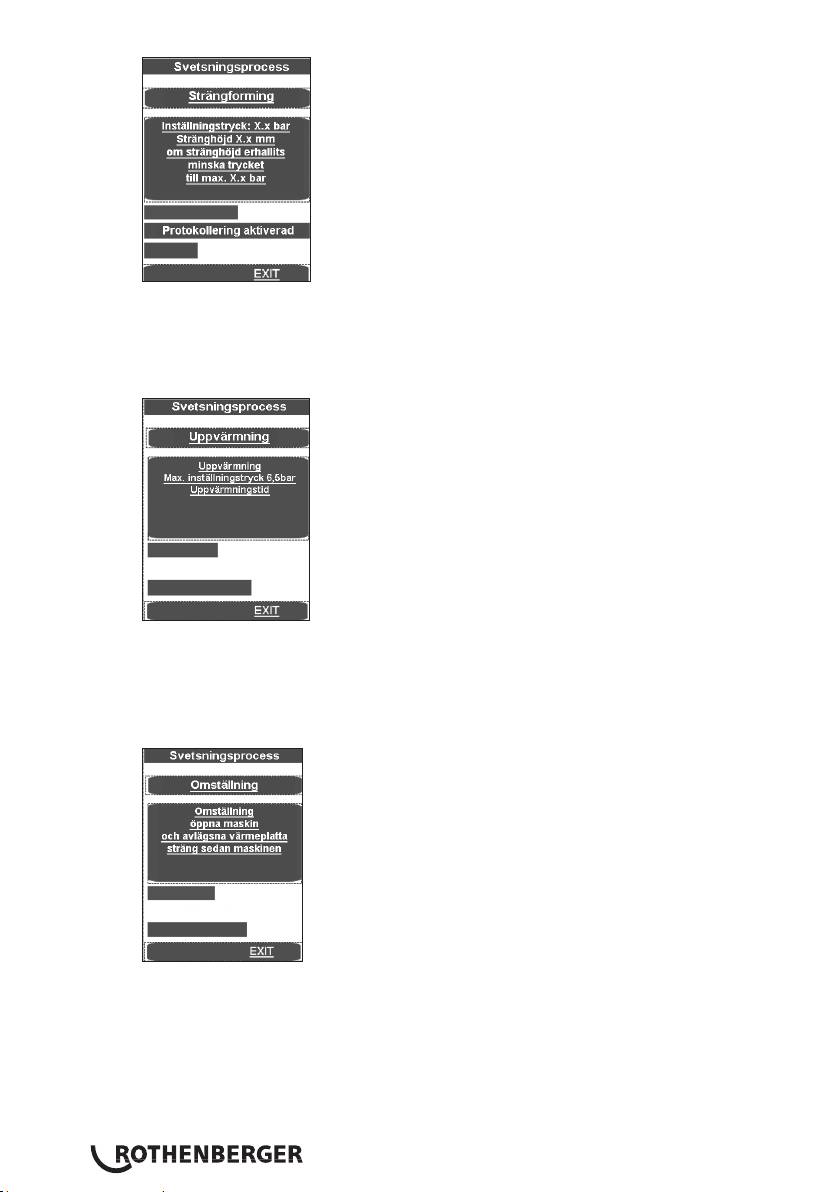
När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, släpper du trycket med
Automatik-knappen (1). Upphettningstiden t1 börjar.
Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot
värmeelementet.
Strax före slutet av uppvärmningen ljuder en signal.
Efter uppvärmningstiden glider arbetsstyckena isär igen, ta bort värmaren och kör ihop
ändarna på arbetsstycket.
Precis innan kontakten med arbetsstycket (1cm) avbryter du ihopflyttningen genom
att släppa knappen och trycker omedelbart igen. Trycket ökas linjärt till motsvarande
sammanfogningstryck.
SVENSKA204
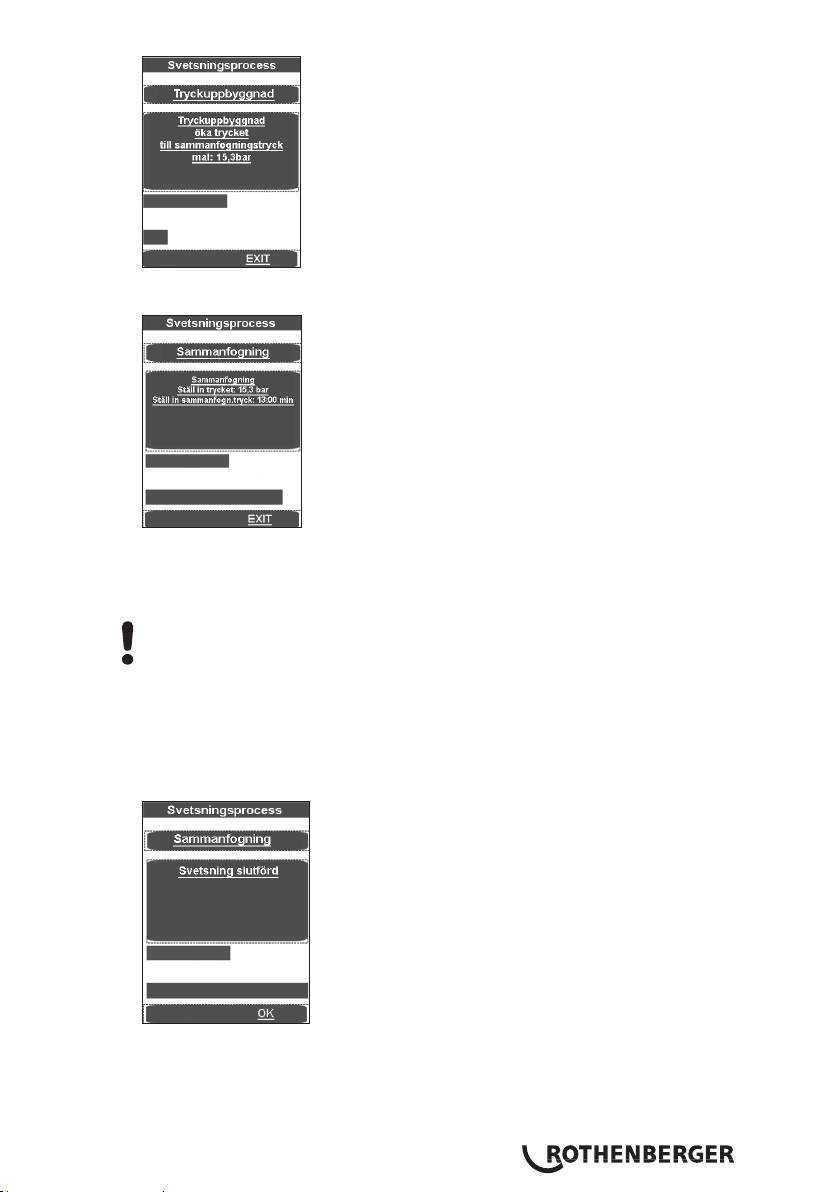
När sammanfogningstrycket har uppnåtts återgår programmet automatiskt till monteringen,
och timern t4 startar.
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna
toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den nedre visar tiden.
Det verkliga trycket visas i displayen (2) och den återstående sammanfogningstiden t4 på
displayen (9).
Varning: Knappen frisättning (10) och maskin På (11) hålls intryckt tills
sammanfogningstrycket har uppnåtts , sedan stängs hydrauliken av och knappen kan
släppas.
Så att trycket övervakas och regleras automatiskt. Vid alltför kraftig efterpumpning (högt
tryckfall) ska hydraulsystemet kontrolleras.
Sätt tillbaka värmeelement i isoleringsboxen.
Efter kylningen är avslutad är svetsningen klar, sparas, en signal ljuder och trycket släpps
automatiskt.
Lämna svetsmenyn med OK.
Tryck på knapp (3) för hel tömning.
Lossa de svetsade arbetsstyckena och ta ut dem.
Basmaskinen flyttas isär. Maskinen är klar för nästa svetscykel.
SVENSKA 205
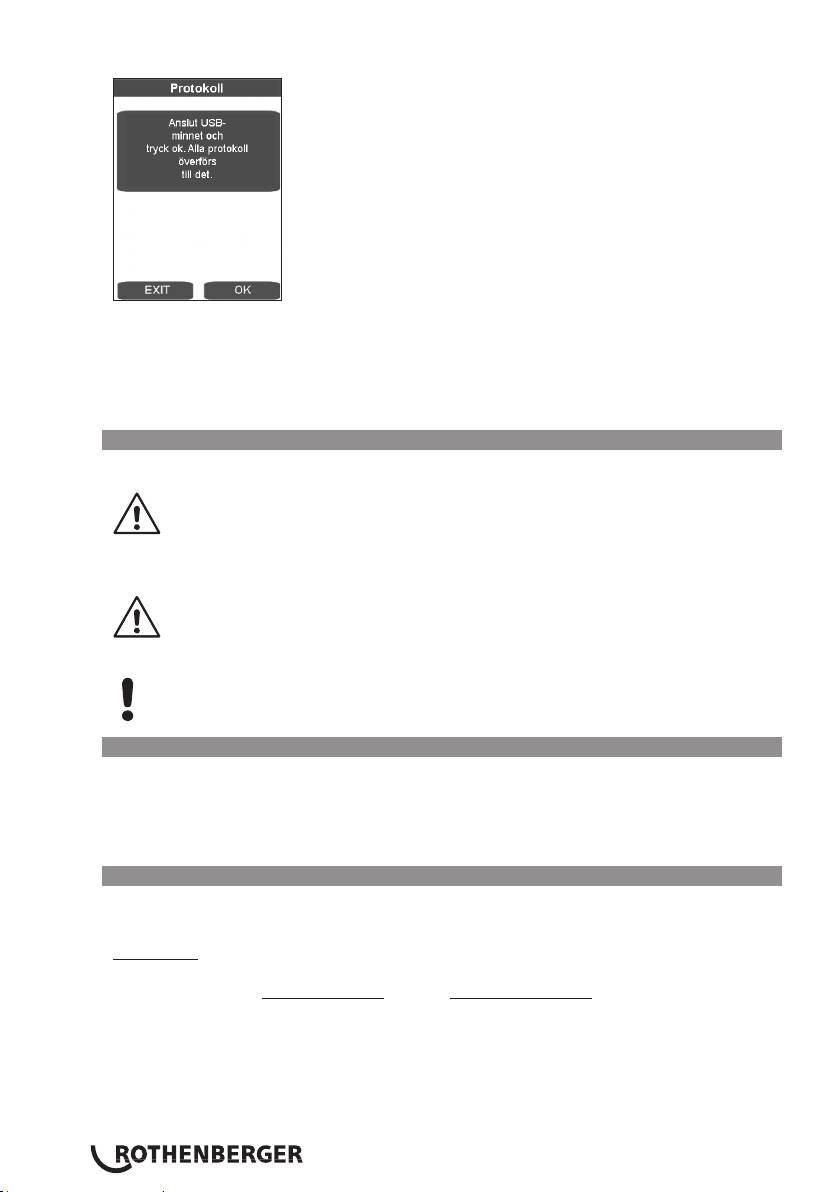
Överföring av data:
I menyalternativet Datalogg (Protokoll) kan dessa sparas genom att trycka på OK, om en USB-
enhet är ansluten. Fönstret stängs sedan automatiskt.
Denna loggfil kan redigeras genom att använda programvaran ROTHENBERGER Dataline 2 och en
dator.
Samtliga svetsparametrar kan anges ges i de bifogade svetstabellerna.
3.2.5 Urdrifttagning
Stäng av den hydrauliska enheten med knapp (6) .
Låt värmaren svalna och tillse att inga intilliggande material kan antändas!
Dra ut kontakten för fräs, värmare och hydraulisk enhet från vägguttaget och rulla ihop
kabeln.
Hydraulaggregat får endast stå i horisontellt läge vid transport och avställning,
vid lutning tränger olja ut från på- och avluftningsenheten med oljestickan.
Koppla loss hydraulslangarna och vira ihop dem.
Varning! Skydda kopplingarna från smuts!
3.3 Allmänna krav
Eftersom vädret och miljömässiga faktorer påverkar svetsningen måste motsvarande anvisningar
i DVS - Riktlinjer 2207 Del 1, 11 och 15 följas. Utanför Tyskland gäller motsvarande nationella
riktlinjer.
(Svetsning skall övervakas kontinuerligt och noggrant!)
3.4 Viktig information om svetsdata
Alla nödvändiga svetsdata såsom temperatur, tryck och tid ska beaktas med hänsyn till DVS -
Riktlinjer 2207 Del 1, 11 och 15. Utanför Tyskland gäller motsvarande nationella riktlinjer.
Referenser: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-post: media@dvs-hg.de internet: www.dvs-media.info
I individuella fall skall de grundläggande materialspecifika bearbetningsparametrarna hämtas från
rörtillverkaren.
De medföljande svetstabellerna med nämnda svetsparametrar är endast referensvärden för vilka
bolaget Rothenberger inte lämnar några garantier!
De värden som anges i svetstabellerna för matchnings-tryck och sammanfogningstryck
beräknades med användning av följande formel:
SVENSKA206
svetsområdet [mm ²] x svetsfaktorSF [N / mm ²]
Svetstryck
P [bar] =
Cylinderyta Az [cm ²] x 10
Svetsfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Total cylindrisk yta ROWELD P 250/8 B 6, 26 cm ²)
(Total cylindrisk yta ROWELD P 355/12 B 6, 26 cm ²)
(Total cylindrisk yta ROWELD P 500/18 B och P 630/24 B är 14, 13 cm²)
(Total cylindrisk yta ROWELD P 630/24 B Plus 22, 38 cm ²)
3.5 Inställning av parametrar
Inställning av parametrar med tillstånd „Svetsare“:
Tryck på knappen (4) länge (ca 3 sekunder) tills P001 i övre blinkar (2).
Välj med vredet (4) önskade parametrar P001 till P009. Om detta värde ska justeras eller visas
trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen
på den övre displayen (2).
Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
Inställning av parametrar med tillstånd „Master“:
Tryck på vredet (4) länge, först blinkar parametern P001 i den övre displayen (2), sedan
„CodE“ och i den nedre displayen (9) blinkar strecket i första hand.
Med vredet (4) anger du koden och trycker kort på och släpper vredet (4) (kod = 8001 - för
idrifttagning, via parameter P100 kan koden ändras).
Välj med vredet (4) önskade parametrar P101 till P114. Om detta värde ska justeras eller visas
trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen
på den övre displayen (2).
Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
Parameternamn Beteckning Standard Enhet Min Max Rättighet
P001 Energisparlägestid 99 Min 0 99 Svetsare
P002* Energisparfunktion aktiv 0 0 3 Svetsare
P003 Offsetplåtar temperatur 5 ° C -25 25 Svetsare
P004 Pmax för fräsning 20 bar 10 50 Svetsare
P005 Börtryck 1/10 bar Svetsare
P006 Börtemperatur 210 ° C P103 P104 Svetsare
P007 Timer T1 börvärde 45 sek 1 1500 Svetsare
P008 Timer T4 börvärde 6 Min 1 99 Svetsare
P009 Pstart för fräsning 10 bar 0 P004 Svetsare
P101 Avvikelse från efterpumping 5 % 1 50 Master
P102 Upptid efter fräsning 10 1/10 sek 0 100 Master
P103 Inställd temperatur (min) 160 ° C 0 300 Master
P104 Inställd temperatur (max) 270 ° C 0 300 Master
P105 Knapplås (ja / nej) 5 sek 0 50 Master
P106 Tryck för höjning 135 bar 10 160 Master
P107 Tid för att stänga av summern 50 1/10 sek 0 200 Master
P100 Ändra kod 8001 Master
* P002 - Energisparfunktion:
0 - ingen
1 - när fräsern är på slås värmaren av
2 - när hydraulmotorn är igång slås värmaren av
3 - när t4 är igång slås värmaren av
SVENSKA 207

3.6 Inställning av datum och tid
Stäng programmet genom att klicka i det övre vänstra hörnet.
Start, Setting och tryck sedan på Control Panel.
Aktivitetsfältet är dolt och kan nås genom att trycka på nedre vänstra hörnet.
Klicka på Date/Time
SVENSKA208
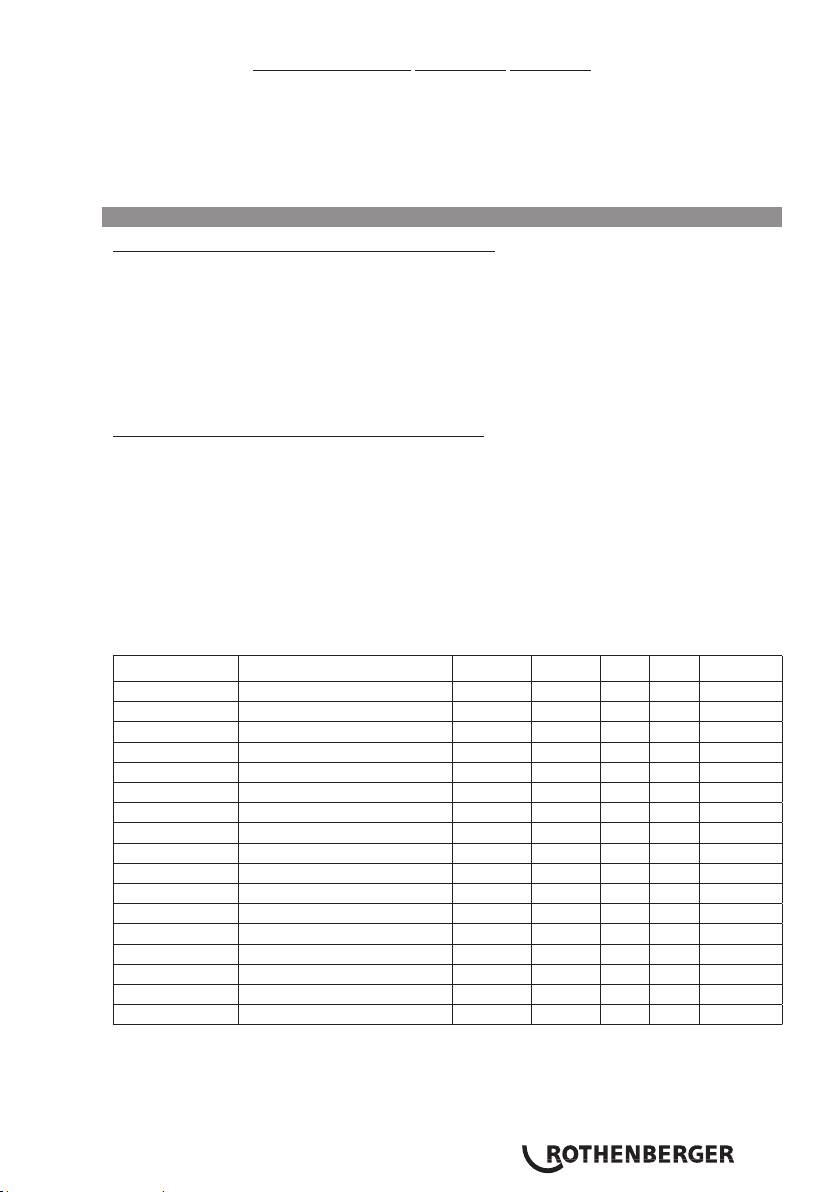
Ange tid och datum på skärmen genom att trycka och flytta upp datum/ tid-stapeln. Välj din
tidszon eller ange tiden Current Time.
Se upp! Observera FM/ EM! 1:58:09 EM = 13:58:09 / 1:58:09 FM = 01:58:09
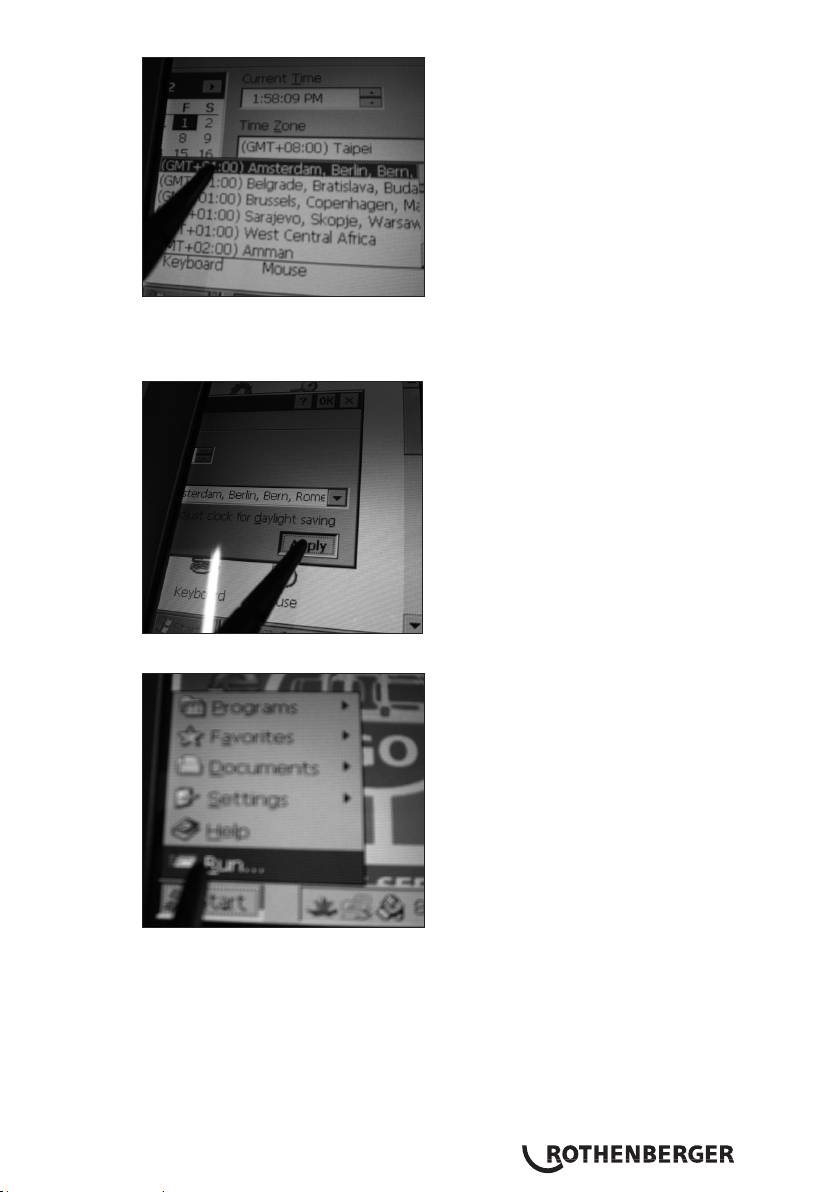
Bekräfta med „Apply“ och „OK“. Stäng Kontrollpanelen med X.
Tryck på „Start“ och „Run“-knappen.
SVENSKA 209
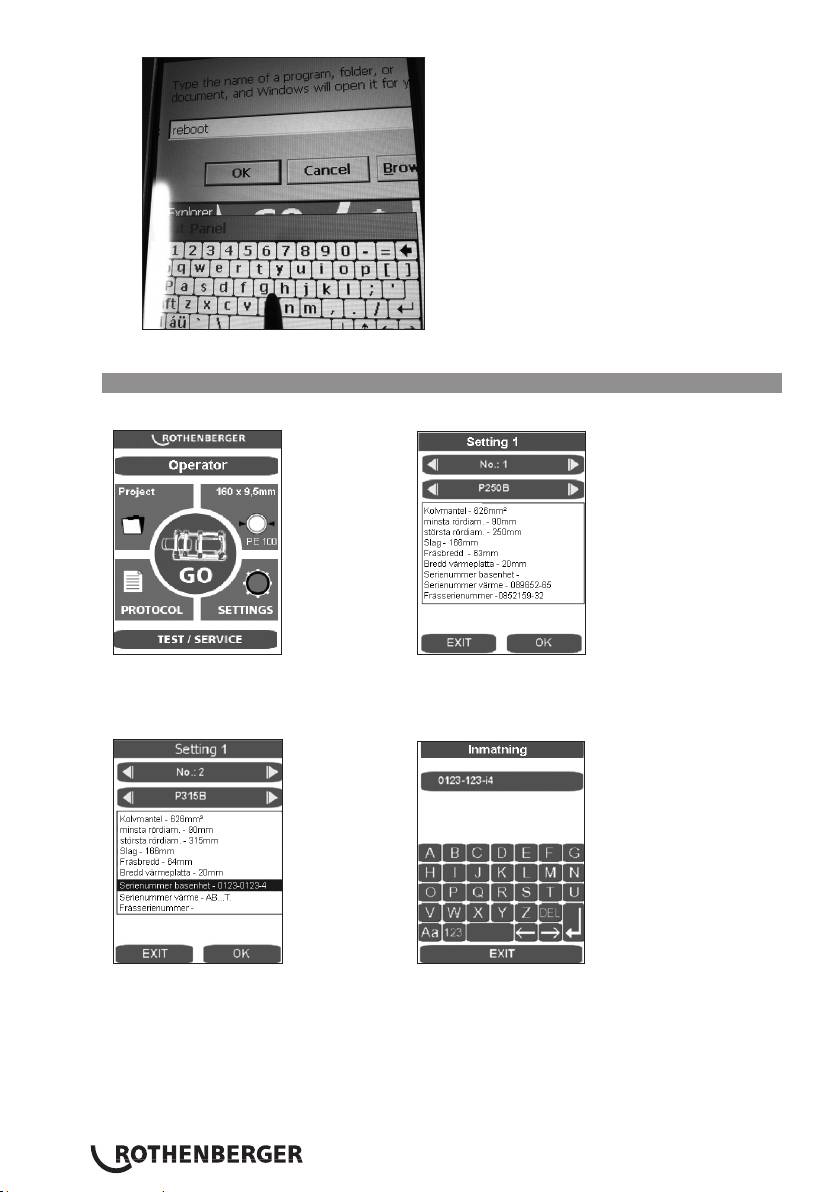
Ange reboot på tangentbordet som visas och tryck på „OK“ för att datorn ska startas om.
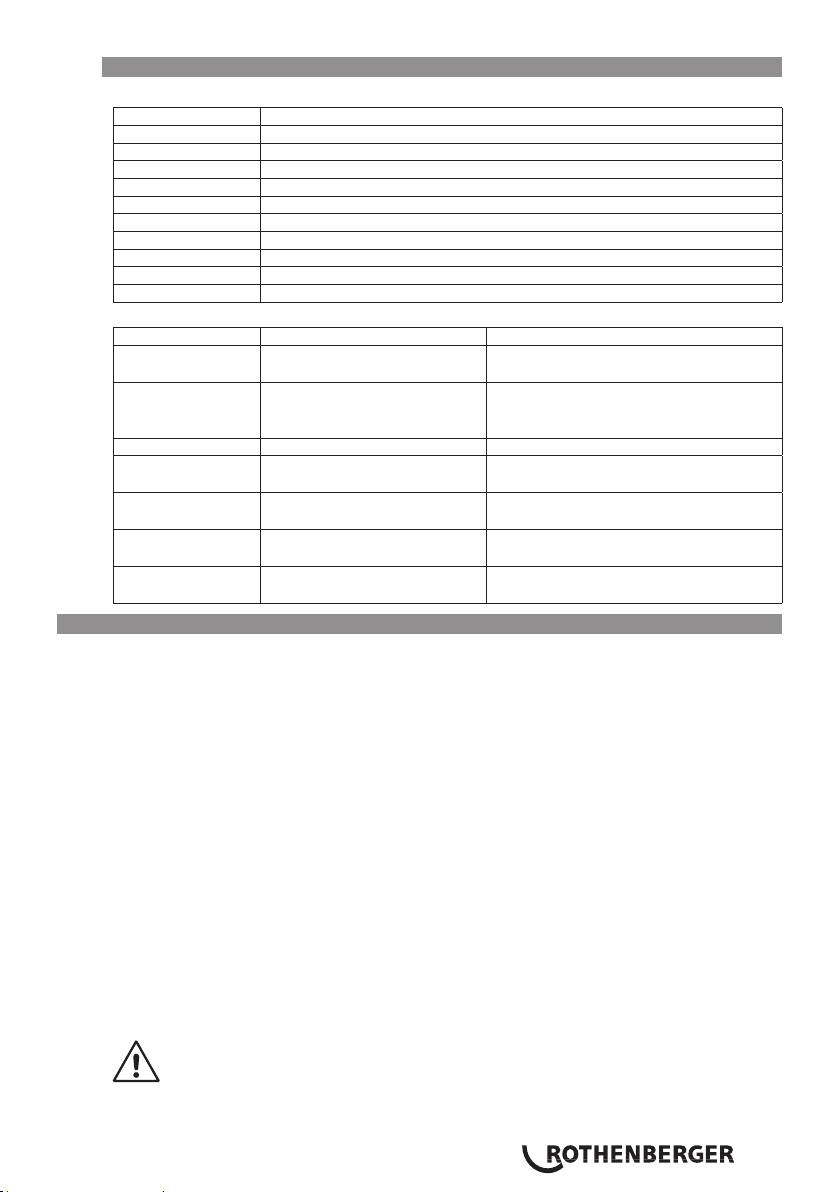
3.7 Maskinkonfigurationer, skapa och välja
Välj eller skapa maskinkonfigurationer genom att trycka på knappen SETTINGS.
Använd pilknapparna och välj önskad maskinkonfiguration.
Om du vill skapa en ny konfiguration trycker du med piltangenten höger för att starta nästa
nummer, t.ex. nr 2.
Genom att trycka på motsvarande inmatningsfält visar indatamasken. Uppgifterna kan raderas
med DEL och nya kan läggas in, dessa data kommer senare att läggas till i protokollet.
SVENSKA210
3.8 Felmeddelanden
Pekdator och protokoll:
Felmeddelande Benämning
Kod 1 Matchningstryck för stort
Kod 2 Matchningstryck för litet
Kod 4 Värmetryck för stort
Kod 64 Justeringstid för lång
Kod 128 Tryckuppbyggnadstid är för lång
Kod 256 Sammanfogningstryck för stort
Kod 512 Sammanfogningstryck för litet
Kod 2048 Värmeelement för kallt
Kod 4096 Avbröts av användaren
Kod 131072 Värmeelement för varmt
Kontroll:
Felmeddelande Benämning Felsökning
SER Servicedatum nått, service
Genomför service
behövs
ERR1 Absolut tryck nås inte Kontrollera oljenivån, kontrollera
tryckgivare ,kontrollera om ventiler är
defekta, om motorn är defekt
PE-2 Tryckgivare 24V defekt Byt tryckgivare
ERR5 Oljetemperatur 70 ° C -
Vänta tills oljetemperaturen är under
Stopp!
50 ° C.
HE-1 Värmeaggregatet inte är
Byt givare
anslutet, givarbrott
HE-0 Värmeelement för varmt Mät temperatur, kontrollera inställning,
byt sensorn
HE-2 Värmeelement för kallt Mät temperatur, kontrollera inställning,
byt sensorn
4 Skötsel och underhåll
För att bevara funktionaliteten hos maskinen, ha följande punkter i åtanke:
• Styrstängerna måste hållas fri från smuts. I händelse av skada på ytan ska styrstängerna bytas
ut, eftersom detta kan leda till tryckfall.
• För att erhålla perfekt svetsresultat är det nödvändigt att värmeelementet hålls rent. Vid
skador på ytan, måste värmeelementet få en ny yta eller ersättas. Material som ligger kvar på
uppvärmningsspegeln minskar antihäftegenskaperna och bör därför tas bort med luddfritt
papper och alkohol (endast på kall värmare!)
• Hydraulik - olja (HLP – 46 Art. nr.: 53649) bör bytas ut var 12:e månad.
• För att undvika störningar ska den hydrauliska enheten inspekteras regelbundet för läckor,
lösa beslag och att elkabeln är i gott skick.
• Hudrauliksnabbkopplingen på den hydrauliska enheten och slangpaketet måste skyddas från
föroreningar. Om de är smutsiga de måste rengöras före anslutning.
• Fräsen är försedd med två vässade dubbelsidiga knivar. Vid minskad skärkraft kan knivarna
vändas eller ersättas med nya.
• Det måste alltid säkerställas att röret som skall bearbetas - och arbetsstyckets ändar,
i synnerhet ändytorna, är fria från föroreningar, annars minskas knivens livslängd.
En årlig översyn av svetsmaskinen, enligt DVS 2208, ska ske av tillverkaren eller
av en verkstad som är auktoriserad av denne. På maskiner med mer än
genomsnittlig belastning bör intervallet förkortas.
SVENSKA 211

4.1 Maskin- och verktygsunderhåll
(Observera skötselinstruktioner under punkt 4!)
Använd skarpa, rena verktyg som ger bättre resultat och är mer säkra.
Byt slöa, trasiga eller saknade delar omedelbart. Kontrollera att tillbehöret är ordentligt fastsatt
i maskinen.
Vid service används endast originalreservdelar. Reparationer får endast utföras av kompetent
personal.
När den inte används, innan service-och underhållsarbeten och innan byte av tillbehör, koppla
bort maskinen från nätströmmen.
Innan återanslutning till elnätet, se till att maskinen och tillbehören är avstängda.
Vid användning av förlängningssladdar ska dessa testas för säkerhet och drift. Endast kablar
godkända för utomhusbruk får användas.
Använd inte verktyg och maskiner när hus eller handtag, i synnerhet de av plast, är spräckta eller
skeva.
Smuts och fukt i sådana sprickor kan leda elektricitet. Detta kan leda till elektriska stötar om
skador på verktygets eller maskinens isolering uppstår.
Anmärkning: Dessutom hänvisar vi till föreskrifter för förebyggande av olyckor.
5 Tillbehör
Lämpligt tillbehör och ett beställningsformulär återfinns från sidan 451.
6 Avfallshantering
Vissa delar i detta verktyg innehåller ämnen som kan återvinnas. Detta kan utföras av certifierade
återvinningsföretag. Vid skrotning av icke återvinningsbara ämnen (t.ex. elektronikskrot) skall du
ta kontakt med ansvarig kommunal instans.
Gäller endast EU-länder:
Kasta inte elektriska verktyg bland hushållsavfall! Enligt direktiv 2012/19/EU om avfall som
utgörs av eller innehåller elektriska eller elektroniska produkter och nationell lagstiftning
genom vilken direktivet införlivats ska elektriska verktyg som inte längre är användbara
samlas in separat och tillföras miljövänlig återvinning.
SVENSKA212
Innhold Side
1 Henvisninger angående sikkerhet 214
1.1 Forskriftsmessig bruk 214
1.2 Generelle sikkerhetsanvisninger 214
2 Tekniske data, se heftet „tekniske Data“
3 Funksjon av maskinen 216
3.1 Maskinbeskrivelse 216
3.1.1 Grunnmaskin (fig. A) 216
3.1.2 Hydraulikkaggregat (fig. B) 216
3.2 Bruksanvisning 217
3.2.1 Igangkjøring 217
3.2.2 Forberedende tiltak for sveising 220
3.2.3 Sveiseprosedyre 223
3.2.4 Sveising i premium-modus 226
3.2.4.1 Sveiseprosess premium-modus 229
3.2.5 Avslutte bruk 232
3.3 Genrelle krav 232
3.4 Viktige anvisninger om sveiseparametere 232
3.5 Stille inn parameter 233
3.6 Stille dato og tid 234
3.7 Opprette eller velge maskinkonfigurasjon 236
3.8 Feilmeldinger 237
4 Pleie og vedlikehold 237
4.1 Maskin- og verktøypleie 238
5 Tilbehør 238
6 Avfallsdumping 238
Kjennetegn i dette dokumentet:
Fare!
Dette tegnet advarer mot personskader.
OBS!
Dette tegnet advarer mot materielle skader og miljøskader.
Oppfordring til handlinger
NORSK 213
1 Henvisninger angående sikkerhet
1.1 Forskriftsmessig bruk
ROWELD P250-630/8-24B Plus Premium CNC er kun ment for sveising av rør av PE, PP og
PVDF, i henhold til de tekniske data.
1.2 Generelle sikkerhetsanvisninger
OBS! Ved bruk av elektroverktøy skal følgende grunnelggende sikkerhetstiltak følges for
å forhindre elektrisk støt, personskader og brann.
Les alle anvisningene før du bruker elektroverktøy, og oppbevar sikkerhetsanvisningene
godt.
Vedlikehold og istandholding:
1 Regelmessig rengjøring, vedlikehold og smøring. Trekk ut støpselet før innstillinger,
istandholding eller istandsetting.
2 La apparatet kun repareres av kvalifisert fagpersonale og kun med originale
reservedeler. Derved sikres det at sikkerheten på aaparatet opprettholdes.
Trygt arbeid:
1 Hold arbeidsområdet ryddig. Rot på arbeidsområdet kan føre til ulykker.
2 Ta hensyn til omgivelsene. Ikke sett elektroverktøy ute i regnet. Ikke bruk elektroverktøy
ved fuktige eller våte forhold. Sørg for god belysning av arbeidsområdet. Ikke bruk
elektroverktøy på steder der det er fare for brann eller eksplosjon.
3 Beskytt deg mot elektriske støt. Unngå kroppskontakt med jordede deler (som rør,
radiatorer, elektriske komfyrer, kjøleskap).
4 Hold andre personer unna. Ikke la andre personer, spesielt barn, komme i berøring med
elektroverktøyet eller strømkabelen. Hold alle uvedkommende unna arbeidsområdet.
5 Oppbevar elektroverktøy som ikke er i bruk på et trygt sted. Elektroverktøy som ikke er
i bruk bør oppbevares på et tørt, høytliggende eller lukket sted, utenfor rekkevidde for barn.
6 Ikke overbelast elektroverktøyet. Du jobber bedre og tryggere i det angitte
effektområdet.
7 Bruk riktig elektroverktøy. Ikke bruk maskiner med lav effekt for tunge jobber. Ikke bruk
elektroverktøyet for formål det ikke er tiltenkt. Bruk f.eks. ikke håndholdte sirkelsager for å
kappe tregrener eller vedkubber.
8 Bruk egnede klær. Ikke bruk løse klesplagg eller forkle, de kan hekte seg fast i bevegelige
deler. Ved arbeid utendørs, pass på å bruke sklisikre sko. Bruk hårnett dersom du har langt
hår.
9 Bruk verneutstyr. Bruk vernebriller. Ved arbeid som genererer støv, bruk en pustemaske.
10 Koble til støvsuger. Dersom det finnes tilkoblingsmuligheter for støvsuging og
støvoppsamling, pass på at de er tilkoblet og brukes korrekt.
11 Ikke bruk strømledningen til formål den ikke er tiltenkt. Ikke trekk i strømledningen
for å trekke støpselet ut av stikkontakten. Beskytt strømledningen mot varme, olje og skarpe
kanter.
12 Fest arbeidsttykket godt. Bruk festeinnretninger eller en skrustikke for å holde
arbeidsstykket fast. Det holdes da mye sikrere enn med hånden din.
13 Unngå unormal kroppsstilling. Sørg for å stå støtt og hold alltid balansen.
NORSK214

14 Stell verktøyet godt. Hold skjæreverktøyene skarpe og rene, det gir bedre og
tryggere arbeid. Følg anvisningene om smøring og verktøyskifte. Kontroller regelmessiig
strømledningen på elektroverktøyet, og få en autorisert elektriker til å skifte den ut om
nødvendig. Kontroller skjøteledninger regelmessig, og skift ut ved skader. Hold håndtakene
tørre, rene og frie for fett og olje.
15 Trekk støpselet ut av stikkontakten. Når elektroverktøyet ikke er i bruk, før vedlikehold og
ved skifte av verktøy som f.eks. sagblad, bor og fres.
16 Ikke ka verktøynøkkelen sitte i. Før du slår på verktøyet, kontroller at nøkkel og
innstillingsverktøy er tatt ut.
17 Unngå utilsiktet oppstart. Forsikre deg om at bryteren er slått av når du setter støpselet i
stikkontakten.
18 Bruk skjøteledning som er egnet for utendørs bruk. Utendørs skal det kun brukes
skjøteledninger som er godkjente og merkede for utendørs bruk.
19 Vær oppmerksom. Pass på hva du gjør. Gå fornuftig frem ved arbeidet. Ikke bruk
elektroverktøyet dersom du er ukonsentrert.
20 Kontroller elektroverktøyet for eventuelle skader. Før videre bruk av elektroverktøyet må
beskyttelsesinnretninger og lett skadede deler undersøkes nøye for å fastslå om de fungerer
som de skal. Kontroller om bevegelige deler fungerer som de skal, at de ikke klemmer eller
om det er skadede deler. Alle deler må være riktig montert og alle betingelser må være
oppfylt for å sikre feilfri funksjon av elektroverktøyet.
Skadede beskyttelsesinnretninger og deler må repareres etter reglene av et fagverksted,
så fremt ikke annet er angitt i bruksanvisningen. Skadede brytere skal alltid skiftes ved et
fagverksted.
Ikke bruk elektroverktøy der bryteren ikke lar seg slå på eller av.
21 OBS. Bruk av andre ekstraverktøy og annet tilbehør kan føre til fare for personskader.
22 La elektroverktøyet repareres av en faglært elektriker. Disse elektroverktøyene
samsvarer med aktuelle sikkerhetsbestemmelser. Reparasjoner skal kun utføres av en faglært
elektriker, ved bruk av originale reservedeler, ellers kan det føre til ulykker for brukeren.
2 Tekniske data, se heftet „tekniske Data“
NORSK 215
3 Funksjon av maskinen
3.1 Maskinbeskrivelse
ROWELD P250-630/8-24B Plus Premium CNCer kompakte, transportable varmeelement
stumpsveisemaskiner med CNC-modul for lagring av sveiseparametere i henhold til DVS-
retningslinjen og protokolloverføring via USB-kobling. De er spesielt utviklet for bruk på
byggeplasser - og her spesielt i rørkanaler. Det er selvfølgelig også mulig å bruke maskinen i et
verksted.
Ved sveisemaskinene „Type ROWELD“ sine mange egenskaper kan følgende sveiser av rør av PE,
PP og PVDF med utvendig diameter 90 - 630mm/5-24“ trygt gjennomføres:
I. Rør - rør
II. Rør - albue
III. Rør - T - stykke
IV. Rør - sveisekrage
Maskinen er hovedsaklig bygget opp av:
Grunnmaskin, reduksjons-spenninnsats, hydraulikkaggregat med CNC-modul, freseinnretning,
varmeelement, innstillingsboks.
Ved sveising av sveisekrager, bruk det ekstra tilbehøret Firebakke - spennskive.
ROWELD P250/8B: Ved sveising av røralbuer med radius lik maks. diameter på maskinen, kan
det brukes ekstra tibehør „skrått spennverktøy overdel“.
ROWELD P500-630/18-24B Plus: For å løfte opp og ned fres og varmeelement kan det
monteres en elektrisk løfteinnretning som ekstra tilbehør.
3.1.1 Grunnmaskin (fig. A)
1 Bevegelige spennelementer 3 Distansestykke med låsespor
2 Forskyvbart spennelement 4 Varmeelement uttrekksinnretning
3.1.2 Hydraulikkaggregat (fig. B)
1 Tast Automatikk 12 Tast Timer (tid)
2 Trykkindikator 13 Stikkontakt freseinnretning
3 Tast Slipp av trykk 14 Hurtigkobling muffe
4 Dreieknapp 15 Hurtigkobling støpsel
5 Tast Fres 16 Kontakt varmeelement
6 Tast på/av 17 Støpsel
7 Tast Oppvarming 18 Nødstopp
8 "Kjøre ut" maskinen 19 Touch-PC
9 Indikator Temperatur og tid 20 Oljefylling med peilepinne
10 Godkjenningstast 21 USB-kobling
11 "Kjøre inn" maskinen 22 Tilkobling basismaskin
Hydraulikkaggregatet gir mulighet for følgende handlinger (merket med symboler) på
sveisemaskinen:
Tast for hydraulikkaggregat på/av
Trykk på tasten „Oppvarming“ for å slå på varmeelementet. Still inn øns-
ket temperatur på varmeelementet ved å trykke på tasten „Oppvarming“
og dreie på dreiebryteren, verdien vises på temperaturindikatoren, deret-
ter vil den aktuelle nå-verdien vises.
NORSK216
Med dreieknappen stilles inn trykk for fresing, utjevning, oppvarming og
fuging, verdien vises på trykkindikatoren. 3 sekunder etter innstilling
skifter indikatoren til aktuell nå-verdi. Ved å trykke på dreiebryteren kan
serviceparametere vises og endres.
For å kjøre sammen spennelementene, trykk godkjenningstasten og „Kjør maskin
inn“.
Tast Slipp av trykk
For å kjøre fra hverandre spennelementene, trykk godkjenningstasten og „“Kjør ut
maskin“.
Trykk godkjenningstasten og tasten Fres samtidig for å slå på stikkontakten for fre-
sen. Trykket stilles inn automatisk til 10 bar og kan økes til maksimalt 20 ved hjelp av
dreieknappen. (Ved spesielt brukstilfelle, f.eks. i skråninger, kan det stilles inn maks
50bar ved å endre P0004)
Aktiver Timer ved å trykke en gang på tasten. Ved å trykke på tasten og
dreie på dreieknappen kan tiden t1 stilles inn, i sekunder. Ved å trykke
lenge på tasten kobles det om til t4. Ved å trykke på tasten og dreie på
dreieknappen kan tiden t4 stilles inn, i minutter. Ved å trykke kort på
timer-tasten når timerindikator t1 eller t2 lyser blir timeren startet manuelt.
Ved å trykke på automatikktasten blir det innstilte trykket overvåket og eventuelt
regulert under oppvarmingen (Timer t1 aktiv) og fugeprosessen (Timer t4 aktiv).
Godkjenningstast for bekreftelse av serviceparameter
3.2 Bruksanvisning
Sveisemaskinen skal kun brukes av autoriserte og kvalifiserte fagfolk i henhold til
DVS 2212 del 1 eller andre aktuelle regler!
Maskinen skal kun brukes av opplærte og autoriserte brukere!
3.2.1 Igangkjøring
Vennligst les bruksanvisningen og sikkerhetsanvisningene nøye før bruk av
sveisemaskinen!
Varmeelementet skal ikke brukes i eksplosjonsfarlige områder og må ikke komme
i kontakt med lett antennelige materialer.
Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen.
Hold andre personer unna arbeidsområdet.
Før hver oppstart, kontroller at oljenivået er mellom merken min. og max. på
peilepinnen i oljefyllestussen (20), etterfyll eventuelt med hydraulikkolje HLP 46.
Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon,
ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen).
Ved fare, trykk nødstopp-knappen (18). Før hver igangkjøring, pass på at
nødstoppknappen ikke er låst!
De to hydraulikkslangene på grunnmaskinen kobles med hurtigkobling (14,15) til
hydraulikkaggregatet.
NORSK 217
Beskytt hurtigkoblingene mot smuss. Utette koblinger skal straks skiftes!
Koble støpsel freseinnretning til stikkontakt (13) , støpsel varmeelement til tilkoblingen (16)
og støpsel basismaskin til tilkoblingen (22).
Koble støpselet på hydraulikkaggregatet (17) til strømforsyningen, kontroller data mot
typeskiltet. Dersom start-skjermbildet ikke vises, lås opp nødstoppknappen, du hører en
signaltone og det tennes et punkt i indikatoren (2) .
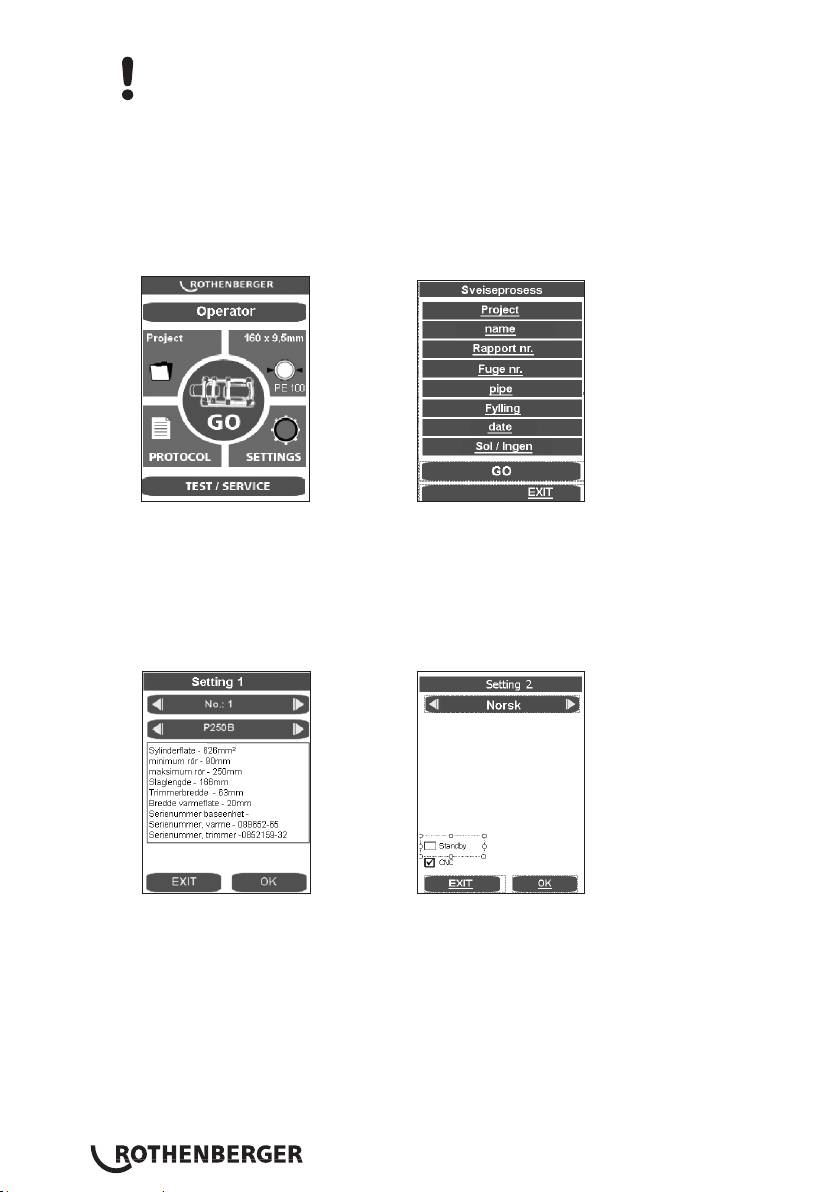
Ved første gangs bruk, kontroller dato og tid. Trykk da på knappen GO. (For endring, se
punkt 3.6) . For å avslutte, trykk på EXIT i menyen.
Når du trykker tasten GO og det ikke er tilkoblet noen basismaskin, vises følgende melding:
„OBS! Ingen basismaskin funnet. Vennligst koble til“
Dersom feilmeldingen kommer igjen etter tilkobling, da er tilkoblingen defekt, men det er
likevel mulig å sveise og protokollføre i Premiummodus (se 3.2.4).
Velg språk ved første gangs bruk. Fra fabrikken er det valgt tysk. For å endre, trykk Settings
og skift til Settings 2 med OK.
Velg ønsket språk med piltastene og bekreft med OK. Det valgte språket lagres etter den
første sveiseprosessen.
Det er mulig å sette skjermen i Standby Modus, skjermspareren aktiveres når hydraulikken
slås av med tasten (6).
Slå på hydraulikkaggregatet (trykk tast (6)).
Etter innkobling varmes varmeelementet opp.
Den aktuelle temperaturen vises på indikatoren (9). Reguleringen er aktiv når det lyser et
punkt i indikatoren. Når den valgte temperaturen er nådd tennes begge LED-ene (actual
& set). Etter 10 minutter til er varmeelementet klart til bruk. Temperaturen kontrolleres med
en temperaturmåler.
NORSK218
