Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 9
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
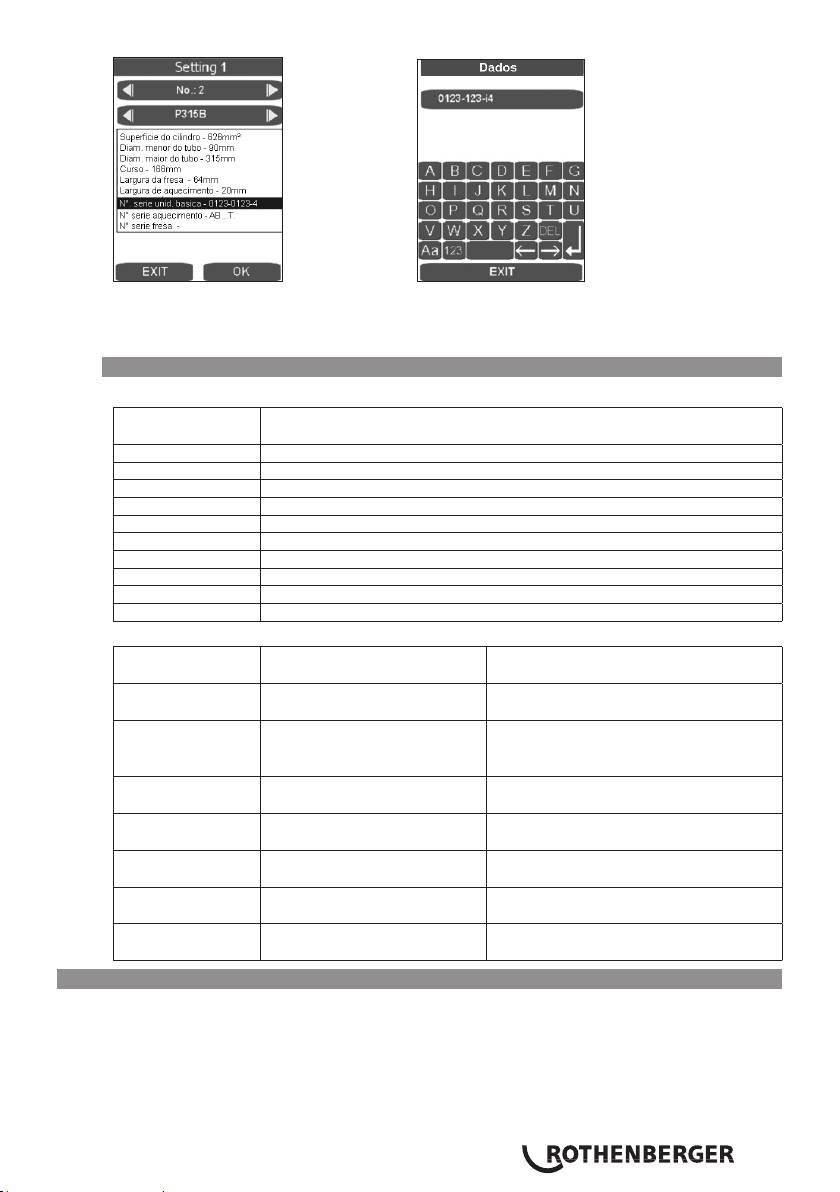
Ao premir o campo indicador correspondente surge a janela de entrada. Os dados podem ser
eliminados com a tecla DEL e ser novamente inseridos, os quais serão posteriormente transferidos
para o protocolo.
3.8 Mensagens de erro
PC táctil e protocolo:
Mensagem de
Denominação
erro
Código 1 Pressão de adaptação demasiado elevada
Código 2 Pressão de adaptação demasiado baixa
Código 4 Pressão de aquecimento demasiado elevada
Código 64 Período de conversão demasiado longo
Código 128 Período de aumento de pressão demasiado longo
Código 256 Pressão de junção demasiado elevada
Código 512 Pressão de junção demasiado baixa
Código 2048 Elemento térmico demasiado frio
Código 4096 Interrupção pelo operador
Código 131072 Elemento térmico demasiado quente
Comando:
Mensagem de
Denominação Eliminação de avaria
erro
SER Data de reparação atingida,
Realizar a reparação
reparação em falta
ERR1 A pressão absoluta não foi
Verificar o nível do óleo, verificar
atingida
o sensor de pressão, válvula anómala,
motor anómalo
PE-2 Sensor de pressão -24V
Substituir o sensor de pressão
anómalo
ERR5 Temperatura do óleo 70°C
Aguardar até que a temperatura do
– Parar!
óleo se encontre abaixo dos 50°C
HE-1 Elemento térmico não ligado,
Substituir o sensor
avaria do sensor
HE-0 Elemento térmico demasiado
Medir novamente a temperatura,
quente
controlar o ajuste, substituir o sensor
HE-2 Elemento térmico demasiado
Medir novamente a temperatura,
frio
controlar o ajuste, substituir o sensor
4 Conservação e manutenção
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser
levados em conta:
• As barras de guia devem ser mantidas livres de sujidade. No caso de danos na superfície, as
barras de guia devem ser substituídas sendo que isto pode levar a uma redução da pressão.
• Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico
limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou
PORTUGUES 159
substituído. Resíduos de material no espelho térmico reduzem a anti-aderência e devem ser
retirados com um papel sem fibras e álcool etílico (sempre no elemento térmico frio!).
• O óleo hidráulico ( HLP – 46, nº de art.: 53649 ) deve ser trocado a cada 12 meses.
• Para evitar falhas de funcionamento, a estanquidade, a boa fixação das conexões
aparafusadas e o bom estado do cabo eléctrico da unidade hidráulica devem ser
inspeccionados regularmente.
• Os acoplamentos rápidos hidráulicos na unidade hidráulica e no conjunto de tubos devem
ser protegidos contra sujidade. No caso de sujidade, devem ser limpos antes de conectar a
máquina.
• A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem
desafiadas, as facas podem ser viradas ou substituídas por facas novas.
• Os finais das peças ou dos tubos a serem cortados sempre devem estar limpos sendo que isto
influencia a vida útil das facas de modo significativo.
A máquina de soldadura deve ser controlada anualmente de acordo com DVS
2208 pelo produtor ou um serviço por ele autorizado. No caso de máquinas com
condições de uso especialmente pesadas, este intervalo deve ser encurtado.
4.1 Conservação de máquina e ferramentas
(Observar as instruções de manutenção sob o ponto 4!)
Ferramentas limpas e afiadas levam a melhores resultados de trabalho e são mais seguras.
Peças desafiadas, quebradas ou perdidas devem ser imediatamente substituídas. Verifique se os
acessórios estão conectados seguramente à máquina.
Nos trabalhos de manutenção, utilize somente peças de reposição originais. Consertos devem ser
efectuados exclusivamente por técnicos qualificados.
Desligar o equipamento da rede eléctrica quando não for utilizado ou antes de trabalhos de
conservação e manutenção e antes de trocar acessórios.
Antes de conectar o equipamento novamente à rede eléctrica se deve garantir que a máquina e
as ferramentas adicionais estejam desligadas.
Ao utilizar cabos de extensão, se deve verificar se os mesmos funcionam correcta e seguramente.
Utilizar sempre cabos que podem ser utilizados ao ar livre.
Nunca utilizar ferramentas e máquinas cujos invólucros ou punhos, em especial quando são de
plástico, estão rachados ou deformados.
Sujidade e humidade nestas rachaduras transmitem a electricidade. Isto pode causar choques
eléctricos quando houver um dano do isolamento de ferramenta ou máquina.
Observação: Para além disso, fazemos referência às instruções de prevenção de acidentes.
5 Acessório
Informações sobre o acessório adequado e um formulário de encomenda a partir da página 451.
6 Eliminação
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há
empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes não-
recicláveis (p. ex. Sucata electrónica) de modo compatível com o ambiente, por favor, entre em
contacto com a respectiva autoridade de reciclagem local.
Só para países UE:
Não deite ferramentas eléctricas para o lixo doméstico! De acordo com a Directiva
Europeia 2012/19/EU relativa aos resíduos de equipamentos eléctricos e electrónicos e a
sua transposição para Direito nacional é obrigatório recolher separadamente ferramentas
eléctricas fora de uso e conduzi-las à reciclagem.
PORTUGUES160
Indhold Side
1 Henvisninger til sikkerheden 162
1.1 Korrekt brug 162
1.2 Almene sikkerhedshenvisninger 162
2 Tekniske data, se brochure „tekniske data“
3 Apparatets funktion 164
3.1 Beskrivelse af apparatet 164
3.1.1 Basismaskine (ill. A) 164
3.1.2 Hydraulikaggregat (ill. B) 164
3.2 Betjeningsvejledning 165
3.2.1 Idriftsættelse 165
3.2.2 Klargøring til svejsning 168
3.2.3 Svejsning 172
3.2.4 Svejsning i Premium-tilstand 175
3.2.4.1 Svejseproces i Premium-tilstand 177
3.2.5 Standsning 180
3.3 Generelle krav 180
3.4 Vigtige henvisninger vedrørende svejseparametrene 181
3.5 Indstilling af parametre 181
3.6 Indstilling af dato og klokkeslæt 182
3.7 Opret/vælg maskinkonfigurationer 184
3.8 Fejlmeddelelser 185
4 Pleje og vedligeholdelse 185
4.1 Maskine- og værktøjspleje 186
5 Tilbehør 186
6 Affaldsbehandling 186
Symboleri denne dokumentation:
Fare!
Dette tegn advarer mod personskader.
Pas på!
Dette tegn advarer mod ting- eller miljøskader.
Opfordrer til handling
DANSK 161
1 Henvisninger til sikkerheden
1.1 Korrekt brug
ROWELD P250-630/8-24B Plus Premium CNC må kun anvendes til fremstilling af svejsninger af
PE, PP og PVDF-rør i henhold til tekniske data.
1.2 Almene sikkerhedshenvisninger
ADVARSEL!
Når man anvender elværktøj, skal man overholde følgende grundlæggende sikkerhedsfo-
ranstaltninger for at undgå elektrisk stød, tilskadekomst og brandfare.
Læs alle disse anvisninger, før dette elværktøj anvendes, og pas godt på
sikkerhedsanvisningerne.
Service og vedligeholdelse:
1 Regelmæssig rengøring, service og smøring. Netstikket skal altid trækkes ud, før der
foretages nogen form for indstilling, vedligeholdelse eller reparation.
2 Lad kun faguddannet personale reparere apparatet og kun med originale
reservedele. Derved sikres det, at produktet vedbliver at være sikkert.
Sådan arbejder man sikkert:
1 Hold orden i det område, hvor der arbejdes. Uorden i arbejdsområdet kan resultere i
uheld.
2 Tag højde for påvirkning fra omgivelserne. Elværktøj må ikke udsættes for regn.
Elværktøj må ikke benyttes i fugtige eller våde omgivelser. Sørg for god belysning i
arbejdsområdet. Elværktøj må ikke benyttes, hvor der er brand- eller eksplosionsfare.
3 Sørg for beskyttelse mod elektrisk stød. Undgå, at kroppen rører ved jordede genstande
(f.eks. rør, radiatorer, elektriske komfurer, køleudstyr).
4 Hold andre mennesker på afstand. Lad ikke andre, især ikke børn, røre ved det elværktøjet
eller kablet. De skal holdes borte fra arbejdsområdet.
5 Elværktøj skal opbevares et sikkert sted, når det ikke er i brug. Ubenyttet elværktøj bør
opbevares tørt og enten højt eller et sted, hvor der er aflåst, uden for børns rækkevidde.
6 Overbelast ikke værktøjet. Man arbejder bedre og sikrere inden for det angivne
effektområde.
7 Benyt det rigtige stykke elværktøj. Små maskiner med lav effekt må ikke anvendes til
tungt arbejde. Undgå at benytte elværktøjet til formål, som det ikke er beregnet til. Brug
f.eks. ikke en håndrundsav til at save i grene eller brændeknuder.
8 Brug egnet beklædning. Løst tøj og smykker er ikke egnet beklædning, fordi bevægelige
dele kan gribe fat i dem. Det kan anbefales at bruge skridsikkert fodtøj, når der arbejdes i det
fri. Brug hårnet til langt hår.
9 Brug beskyttelsesudstyr. Brug beskyttelsesbriller. Brug maske under støvende arbejde.
10 Tilslut støvudsugningsanordningen. Hvis der findes tilslutninger for støvudsugning og
opsamlingsanordninger, skal det kontrolleres, at de er tilsluttet og benyttes korrekt.
11 Kablet må ikke anvendes til formål, som det ikke er beregnet til. Benyt ikke kablet til at
trække stikket ud af stikdåsen. Beskyt kablet mod varme, olie og skarpe kanter.
12 Sæt emnet godt fast. Brug spændeanordninger eller en skruestik til at holde emnet fast
med. Det er sikrere end at holde det i hånden.
13 Undgå unaturlige kropsstillinger. Sørg for at stå fast og hele tiden være i balance.
DANSK162

14 Plej værktøjet med omhu. Hold skærende værktøj skarpt og rent; så arbejder man bedre
og mere sikkert. Følg anvisningerne vedrørende smøring og udskiftning. Kontroller jævnligt
elværktøjets tilslutningsledning, og lad den udskifte af en autoriseret fagmand, hvis den er
beskadiget. Kontroller forlængerledningerne jævnligt, og udskift dem, hvis de er beskadiget.
Sørg for, at håndtagene er tørre, rene og uden fedt og olie.
15 Træk stikket ud af stikdåsen. Når elværktøjet ikke er i brug, før service og ved udskiftning
af tilbehør som f.eks. savblad, bor, fræser.
16 Sørg for at fjerne alt hjælpeværktøj. Før der tændes for elværktøjet, skal det kontrolleres,
at nøgle og indstillingsredskab er fjernet.
17 Undgå utilsigtet start. Kontroller, at der er slukket på afbryderen, når stikket sættes i
stikdåsen.
18 Benyt forlængerkabler til udendørs brug. Anvend kun forlængerkabler, der er mærket
som godkendt til udendørs brug, når der arbejdes i det fri.
19 Vær koncentreret. Koncentrer Dem om den opgave, der udføres. Grib arbejdet fornuftigt
an. Benyt ikke elværktøjet, når De er ukoncentreret.
20 Kontroller elværktøjet for eventuelle skader. Før man går i gang med at arbejde med
elværktøjet skal det undersøges omhyggeligt, om beskyttelsesanordninger eller dele, der let
beskadiges, fungerer perfekt. Kontroller, om de bevægelige dele fungerer perfekt og ikke
sætter sig fast, og om der er beskadigede dele. Samtlige dele skal være korrekt monteret og
opfylde alle betingelser for, at elværktøjet kan fungere perfekt.
Beskadigede beskyttelsesanordninger og dele skal repareres på et godkendt værksted eller
udskiftes, medmindre andet er angivet i brugsanvisningen. Beskadigede kontakter skal
repareres på et kundeværksted.
Benyt aldrig elværktøj, som ikke kan tændes og slukkes på sin egen kontakt.
21 Bemærk. Brug af andre indsatser og andet tilbehør kan indebære risiko for tilskadekomst.
22 Elværktøj skal repareres af en fagmand. Dette elværktøj opfylder de relevante
sikkerhedsbestemmelser. Reparationer må kun udføres af en fagmand, som anvender
originale reservedele; ellers kan brugeren komme til skade.
2 Tekniske data, se brochure „tekniske data“
DANSK 163
3 Apparatets funktion
3.1 Beskrivelse af apparatet
ROWELD P250-630/8-24B Plus Premium CNC er kompakte, transportable stuksvejsemaskiner
med varmeelement og CNC-modul til præcis styring, overholdelse og lagring af svejseparametre i
henhold til retningslinjerne fra DVS (Deutscher Verband für Schweißen und verwandte Verfahren
e.V., dvs. det tyske svejseforbund) samt protokoloverførsel via USB-tilslutning. som er udviklet
specielt til anvendelse på byggepladser - og her specielt i rørnedlægningsrender. Maskinen kan
selvfolgelig ogsa anvendes i varksteder.
Med de mangesidige funktioner på svejsemaskinen af „typen ROWELD“ kan der fremstilles
følgende svejseforbindelser for PE, PP og PVDF -rør med en udvendig diameter på 90-630mm/5-
24”
I. Rør - Rør
II. Rør - rørbøjning
III. Rør - T - stykke
IV. Rør - Forsvejsningskrave
Maskinen består af:
Basismaskine, reduktionssæt, hydraulikaggregat med CNC-modul, fræseanordning, varmespejl,
indstillingskasse.
Under svejsningen af forsvejsningskraver skal der anvendes fire spændebakker, der fås som
tilbehør.
ROWELD P250/8B: Ved svejsning af rørbøjninger med en snæver radius af maskinens maksimale
diameter skal man bruge det skråtslebne opspændingsværktøjs overdel, som fås som tilbehør.
ROWELD P500-630/18-24B Plus: Til isætning og udtagning af fræser og varmespejl kan der
anvendes et elektrisk udtagningsanlæg, der fås som tilbehør.
3.1.1 Basismaskine (ill. A)
1 Bevægelige fastspændingselementer 3 Afstandsstykke med låsehakker
2 Forskydeligt fastspændingselement 4 Varmespejlsaftræksanordning
3.1.2 Hydraulikaggregat (ill. B)
1 Tasten Automatik 12 Tasten Timer (tid)
2 Displayet tryk 13 Stikdåse for fræseanordning
3 Tasten Druck trykreduktion 14 Lynkoblingsmuffe
4 Drejeknap 15 Lynkoblingsstik
5 Tasten fræsning 16 Stikanordning til varmeelement
6 Tasten tænd/sluk 17 Netstik
7 Tasten "Heizung" (varme) 18 Nødstop
8 "Opkøring" af maskinen 19 Berøringsbetjent pc
9 Displayet temperatur og tid 20 Oliepåfyldningsstuds med pejlestok
10 Frigivelsestast 21 USB-tilslutning
11 "Tilkøring" af maskinen 22 Konnektor, basismaskine
Det hydrauliske aggregat giver mulighed for betjening af svejsemaskinen, der er markeret med
følgende symboler:
Til/fra-tast for hydraulikaggregatet
Aktiver varmeelementet ved at trykke på tasten „Heizung“. Indstil varme-
elementet til den ønskede temperatur ved at trykke på tasten „Heizung“
og dreje på drejeknappen. Den valgte temperatur vises på temperaturdis-
playet, hvorefter den aktuelle temperatur vises igen.
DANSK164
Indstil fræse-, udlignings-, forvarmnings- og sammenføjningstryk ved
hjælp af drejeknappen; den ønskede værdi vises på displayet „Druck“
(tryk). 3 sekunder efter indstillingen vises den aktuelle værdi igen.
Serviceparametrene vises og indstilles ved at trykke på drejeknappen.
Når spændeelementerne skal køres sammen, trykkes der på frigivelsestasten og
„Zufahren“ (tilkøring) af maskinen
Trykreduktionstast
Når spændeelementerne skal køres fra hinanden, trykkes der på frigørelsestasten og
„Abfahren“ (frakøring) af maskinen
Når stikdåsen til fræseanordningen skal aktiveres, trykkes der på frigivelsestasten og
tasten „Fräsen“ (fræsning); trykket indstilles automatisk til 10 og øges til maksimalt
20 bar ved hjælp af drejeknappen. (I særlige situationer, f.eks. i hængende position,
kan man ændre P004, så der kan indstilles til maksimalt 50 bar)
Timeren aktiveres ved at trykke en gang på tasten. Ved at trykke på tasten
og dreje på drejeknappen kan tiden t1 indstilles i trin på 1 sekund. Hvis
der trykkes længere på tasten, stilles der om til t4. Ved at trykke på tasten
og dreje på drejeknappen kan tiden t4 indstilles i trin på 1 minut. Timeren
startes manuelt ved at trykke kort på timerdisplay t1 eller t2.
Når der trykkes på tasten Automatik, overvåges det indstillede tryk og efterreguleres
eventuelt under opvarmningen (Timer t1 aktiv) og samleprocessen (Timer t4 aktiv).
Frigivelsestasten benyttes til at bekræfte serviceparametrene
3.2 Betjeningsvejledning
Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret
personale iht. DVS 2212 del 1!
Maskinen må kun anvendes af uddannet og autoriseret brugere!
3.2.1 Idriftsættelse
Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før
stuksvejsemaskinen sættes i drift!
Varmespejlet må ikke bruges i eksplosionstruede omgivelser og ikke, hvor det kan
komme i kontakt med brændbare stoffer.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Kontroller altid oliestanden på hydraulikaggregatet før igangsætning. Oliestan-
den skal ligge på mellem min. maks. markeringen på oliepåfyldningsstudsen (20)
med målepind. Efterfyld evt. med HLP 46 hydraulikolie.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind.
Ved fare trykkes der på Not-Aus (nødstop)-kontakten (18). Hvor gang maskinen
tages i brug, skal det først sikres, at nødstoppet ikke er aktiveret!
DANSK 165
Basismaskinens to hydraulikslanger tilkobles hydraulikaggregatet ved hjælp af en lynkobling
(14,15).
Beskyt lynkoblinger mod snavs. Utætte koblinger skal udskiftes med det samme!
Sæt fræserens netstik i stikdåse (13), varmeelementets stik i konnektor (16) og
basismaskinens stik i konnektor (22).
Hydraulikaggregatets netstik (17) sættes i en strømforsyning, som svarer til det, der er angivet
på typeskiltet. Hvis startskærmbilledet ikke vises, skal nødstoppet deaktiveres, der lyder en
signaltone, og et punkt lyser på displayet (2).
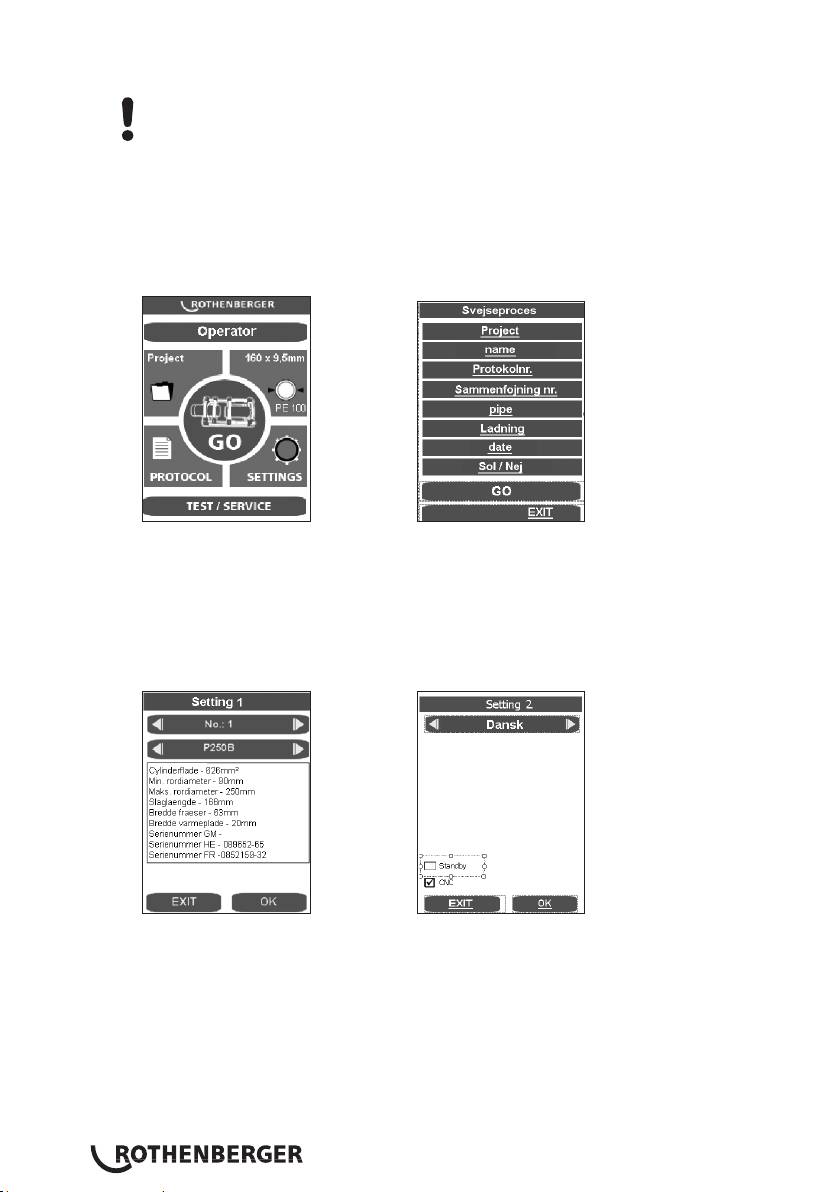
Kontroller dato og klokkeslæt ved første ibrugtagning. Tryk på tasten GO. (Se pkt. 3.6
vedrørende ændring) . Menuen lukkes ved at trykke på EXIT.
Hvis der trykkes på GO-knappen, uden at der er tilsluttet en basismaskine, vises følgende
meddelelse:
“Advarsel! Ingen basismaskine fundet. Tilslut basismaskine“
Hvis meddelelsen stadig vises, efter at basismaskinen er tilsluttet, er forbindelsen defekt, men
det er muligt at svejse og protokollere i Premium-tilstand (se 3.2.4).
Ved første ibrugtagning skal der vælges sprog; ved leveringen er der valgt tysk. Hvis det
ønskes ændret, trykkes der på Settings, og der skiftes til Setting 2 med OK.
Vælg det ønskede sprog ved hjælp af piltasterne, og bekræft med OK. Det valgte sprog
gemmes efter den første svejseproces.
Det er muligt at sætte skærmbilledet på standby; pausebilledet bliver aktivt, når hydraulikken
kobles fra ved hjælp af tasten (6).
Tilkobl hydraulikaggregatet (tryk på tasten (6)).
Efter tilkoblingen opvarmes varmeelementet.
På displayet (9) vises den aktuelle temperatur. Reguleringen er aktiv, når der er et lysende
punkt på displayet. Når den valgte temperatur er nået, tændes begge lysdioder (actual & set).
DANSK166
Efter endnu 10 minutter er varmeelementet klar til brug. Kontroller temperaturen med en
temperaturmåler.
Justering af varmeelementets temperatur: Se pkt. 3.5.
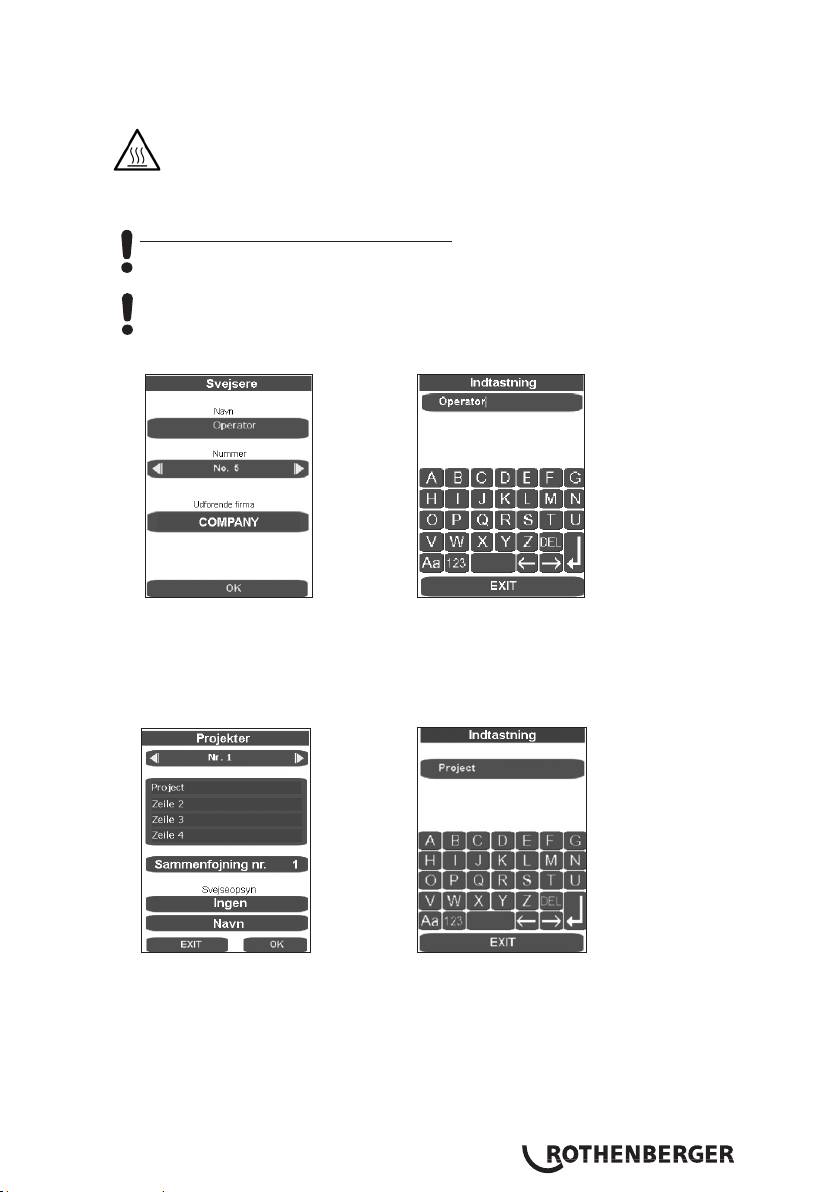
Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 300° C
og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Hvis der trykkes på tasten (7) i længere tid, kan opvarmningen blive frakoblet, og punktet på
displayet (9) slukkes. Der tændes igen, når der trykkes på tasten igen.
Hydraulik ROWELD P500-630/18-24B Plus: Kontroller omdrejningsretningerne! Ved
leveringen drejer maskinerne højre om. Kør basismaskinen med hydraulikaggregat op eller til.
Hvis den ikke bevæger sig, må fasevenderen på netstikket omkobles med passende værktøj!
Tip: Hvis omdrejningsretningen er forkert, må hydraulikken ikke aktiveres (risiko for
ødelæggelse)
Indtast og vælg svejsernavnet „Operator“.
Via indtastningsmaskerne kan man vælge lagrede svejsere, slette eksisterende svejsere med
DEL og indtaste nye svejsernavne. Alle indtastningsmasker bekræftes og gemmes ved hjælp
af ENTER eller OK-tasten, og det næste trin i programmet kaldes op. Indtastningsmasken
lukkes uden at blive gemt ved hjælp af EXIT-tasten.
Opret eller vælg et projekt.
Ved hjælp af indtastningsmaskerne kan man vælge lagrede projekter og indtaste nye
projektnavne. Man lukker og gemmer ved hjælp af ENTER-tasten.
Vælg ledning.
DANSK 167
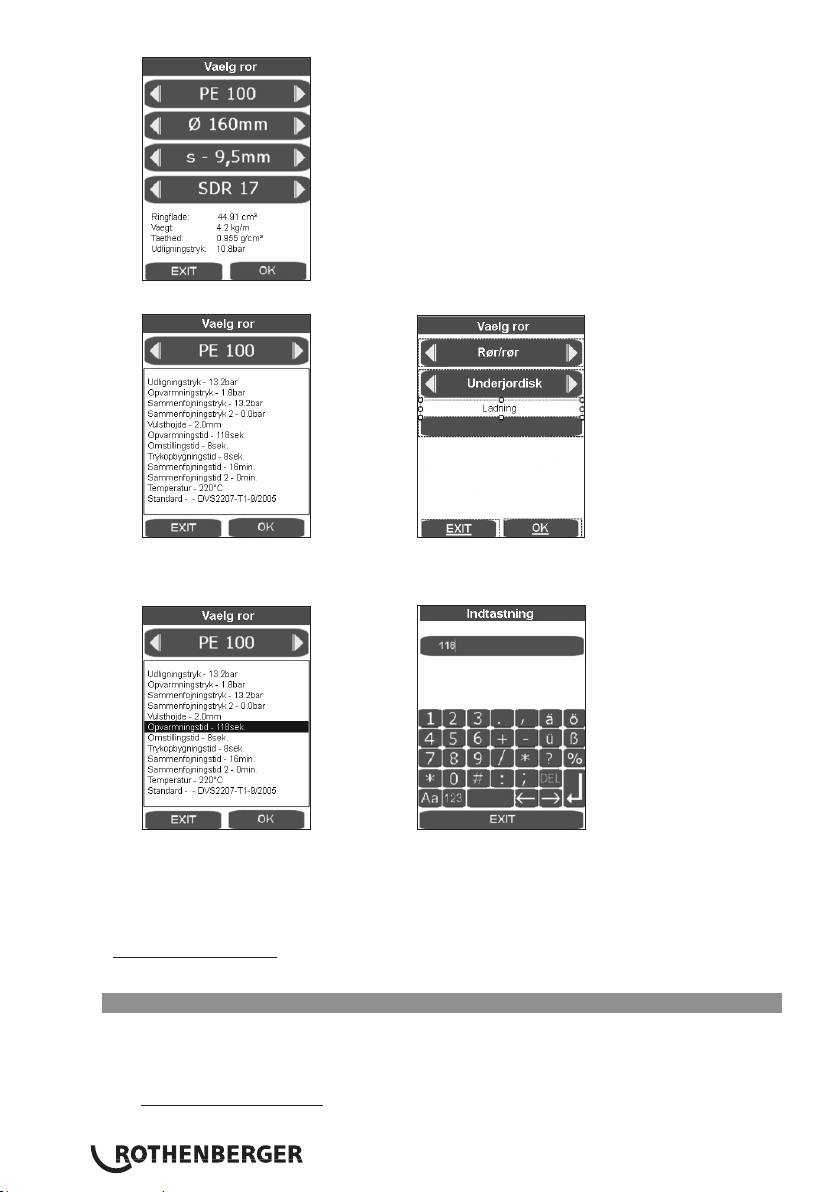
Den ønskede ledning vælges ved hjælp af piltasterne og bekræftes med OK.
I denne afsluttende oversigt over ledningsparametrene vises ledningsdataene i
overensstemmelse med DVS-direktivet, og vinduet for svejsedele og læggemetode vises, når
der trykkes på OK.
Ændringer, der afviger fra standard, kan foretages, når man trykker på det tilsvarende
visningsfelt, og gemmes ved at trykke på ENTER. Det bevirker, at betegnelsen ændrer sig i
punktet Norm, men den kan senere indtastes på pc‘en i feltet Bemerkung (bemærkning),
før protokollen udskrives. Når ledningsdataenedataene er bekræftet med OK, vises
hovedmenuen.
P500-630/18-24B Plus: Når fræseanordningen og varmespejlet skal løftes, skal man bruge hhv.
hæveapparat 53410 (P500/18B) eller 53323 (P630/24B-PLus) eller andet egnet værktøj.
3.2.2 Klargøring til svejsning
Ved rør, der er mindre en maskinens maks. sammensvejsede diameter skal der monteres
reduktionssæt på den rørdiameter, der skal bearbejdes, med en unbrakoskrue, der findes i
tilbehøret.
ROWELD P250-355/8-12B: bestående af hver 6 halvparter med bred og 2 halvparter med
smal spændflade
DANSK168
ROWELD P500-630/18-24B Plus: bestående af hver 6 halvparter med bred 2 halvparter med
smal spændflade ved en diameter op til 450 mm, fra 500 mm 8
halvparter med bred spændflade.
I den forbindelse skal halvparterne med smalle spændflader sættes ind i de to ydre og nedre
fastspændingselementer. Kun ved rør / rørbøjningsforbindelser sættes disse ind i det venstre
basisopspændingselement nede og oppe.
Plastrør eller formstykker, der skal svejses sammen, sættes ind i fastspændingsanordningen
(ved længere rør <2,5m skal der anvendes understøtninger) og messingnoterne spændes fast
på det øverste opspændingsværktøj. Urundheder på rørene kan udlignes ved at fastspænde
eller løsne messingnoterne.
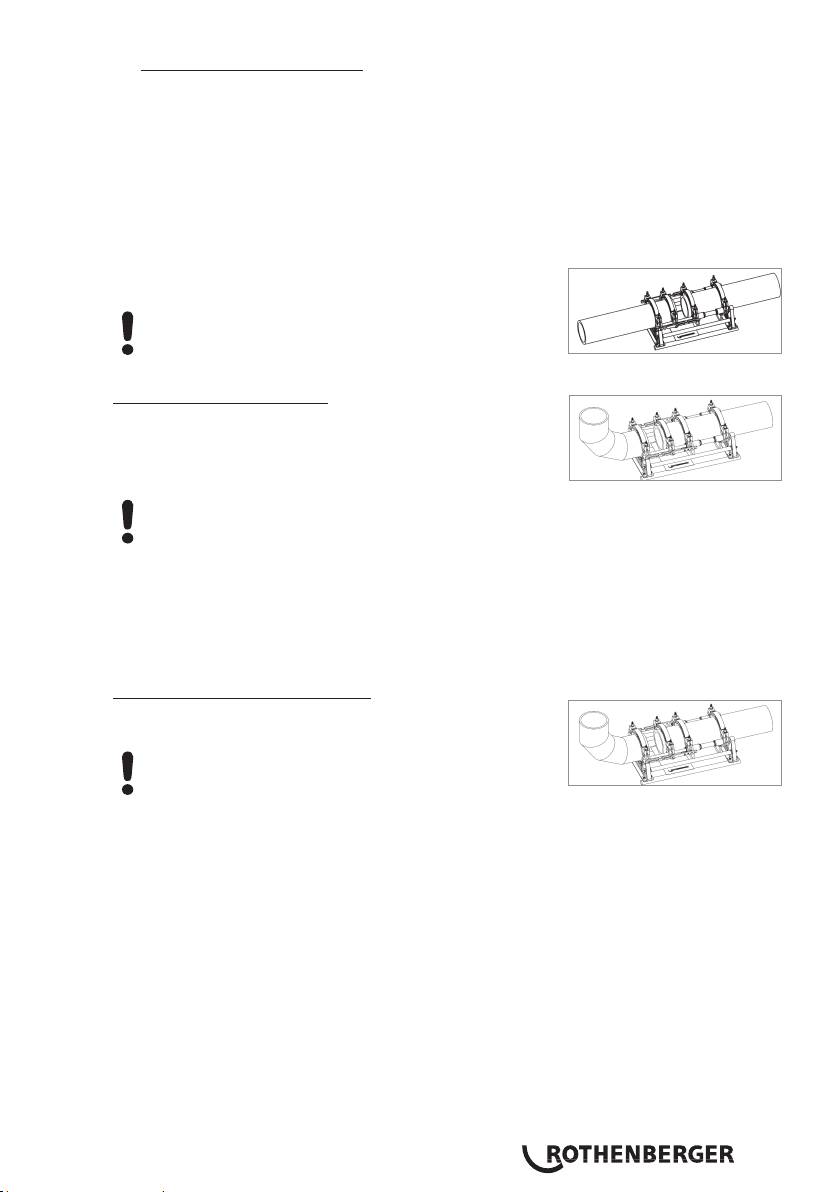
Ved rør / rørforbindelser skal afstandsstykkerne sidde i hak i de
to venstre opspændingselementer (leveringstilstand).
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Rørene holdes af to opspændingselementer.
Rør / Fitting P250-355/8-12B:
Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i
hak i begge de to midterste opspændingselementer og
varmespejlaftræksanordningen hænges i de venstre
opspændingselementer.
Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Ved forarbejdningen af nogle pakninger i bestemte positioner fx vandrette buer eller
svejseringe, tilrådes det at varmespejlsaftræksanordningen fjernes.
Rør / Fitting P500-630/18-24B Plus:
Ved rør / pakningsforbindelser skal afstandsstykkerne svinges
over og sættes i hak det midterste opspændingselement.
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Start svejsningen med GO.
DANSK 169
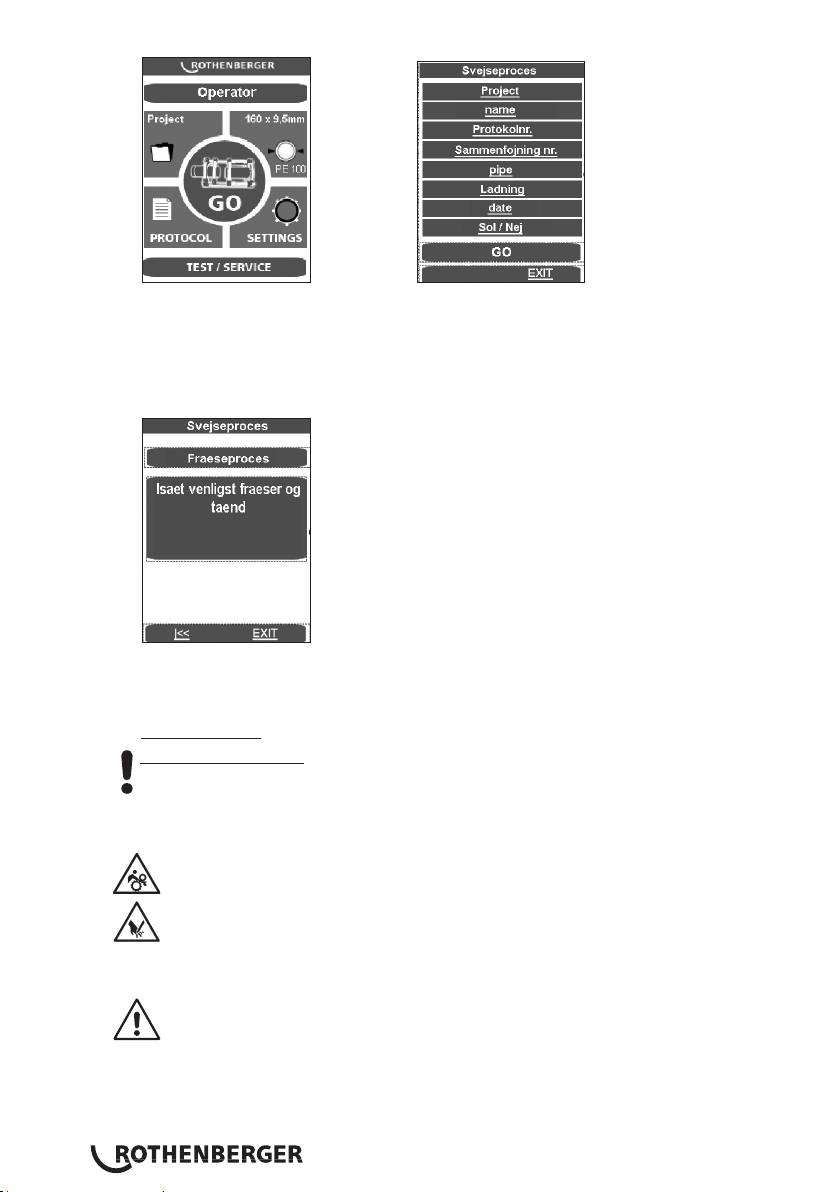
I denne afsluttende oversigt kan man foretage de sidste ændringer, når man klikker på det
pågældende underpunkt; bekræft med GO.
Ved CNC-drift foregår styringen via pc med berøringsskærm. Alle funktioner uden for
berøringsskærmen med undtagelse af tænd/sluk-knappen (6)er blokeret.
Svejsningen kan afbrydes ved hjælp af tænd/sluk-knappen eller EXIT, hvorved blokeringen af
knapperne ophæves, og der vises en meddelelse herom på displayet.
Maskinen køres op ved hjælp af piltasterne, og når der trykkes på EXIT, springer programmet
til hovedmenuen uden at gemme.
Sæt den elektriske fræseanordning ind mellem de emner, der skal svejses.
P250-355/8-12B: Kobl fræsemotoren til, og lås afbryderen.
P500-630/18-24B Plus: Kontroller rotationsretningen! Maskinen er indstillet til
højredrejning på fabrikken.
Fræseanordningen tilkobles ved at trykke på tekstfeltet. Høvleskiverne skal køre i
skæreretningen; ellers skal fasevenderen på netstikket omkobles med egnet værktøj.
Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke
ind i de roterende knive. Tænd kun for fræseren, når den er monteret
(arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse.
Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at
undgå en utilsigtet opstart uden for maskinen.
Spændeelementer kører automatisk sammen. Ved hjælp af drejeknappen (4) kan fræsetrykket
øges. Som standard mulighed for op til 20 bar, men dette kan ændres til 50 bar, se pkt. 3.5.
For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet.
Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og
trykket mindskes (s. pkt. 3.5).
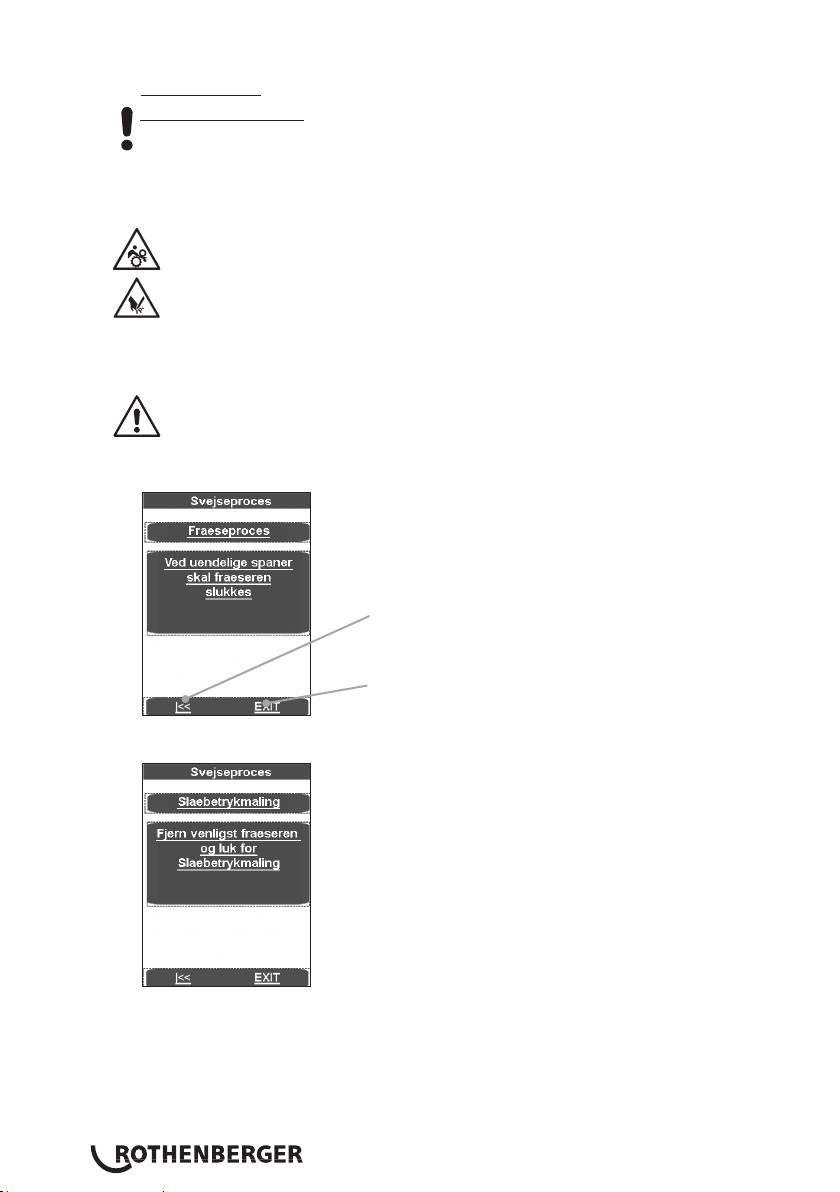
Når høvlspånen med en spåntykkelse < = 0,2 kommer sammenhængende ud af fræseren,
trykkes der på tekstfeltet, fræseanordningen frakobles, og spændeelementerne kører op.
DANSK170
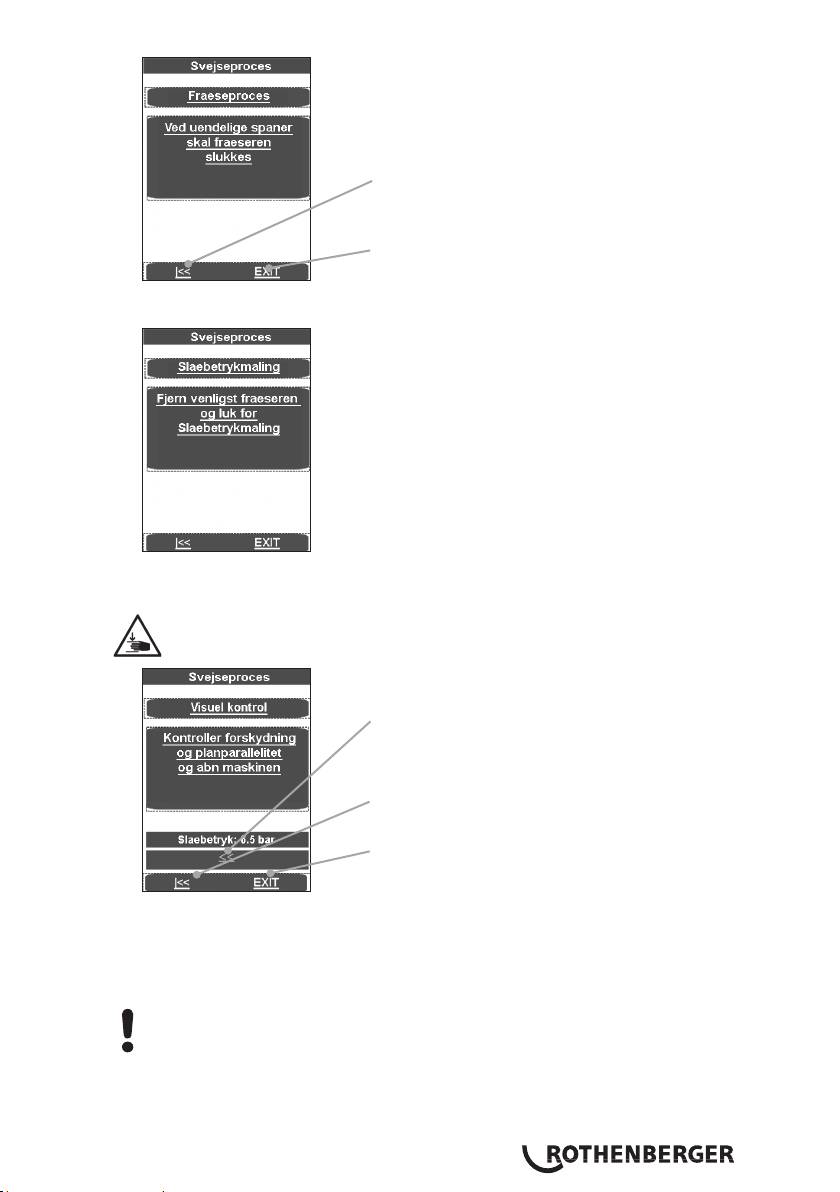
Ved hjælp af piltasterne springer man tilbage til „Isæt
venligst fræser...“
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Vent, til høvleskiverne står stille. Tag fræseanordningen ud af basismaskinen, og anbring den i
opbevaringsboksen.
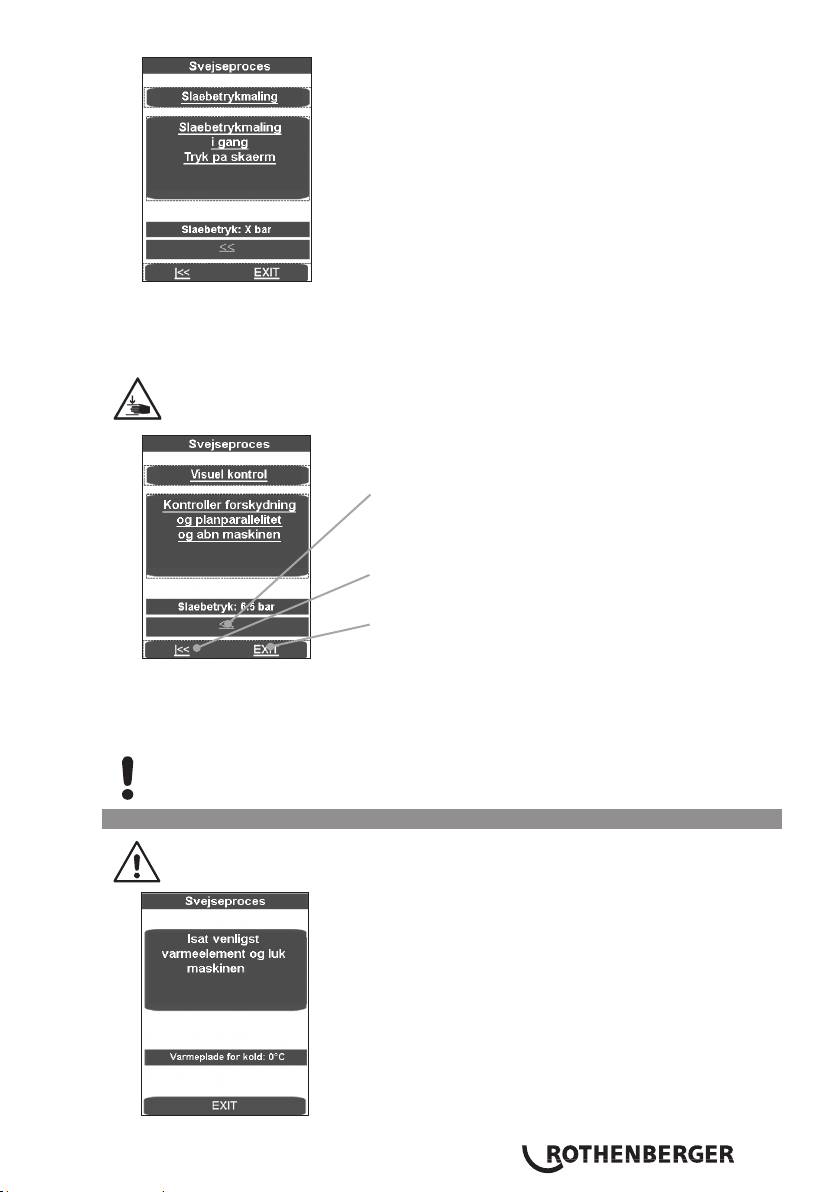
Der trykkes nu på tekstfeltet, emnerne kører sammen, og slæbetrykket måles.
Det målte slæbetryk lægges til udlignings-, gennemvarmnings- og sammenføjningstrykket.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Ved hjælp af piltasterne springer man tilbage til
"Slæbetrykmåling"
Ved hjælp af piltasterne springer man tilbage til "Isæt
venligst fræser..."
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Kontroller, om rørene sidder fast i spændeelementerne, og om svejsefladerne er plane,
parallelle og flugter aksialt.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke
være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større
end 0,5 mm (iht. DVS). Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).
OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal
være fri for snavs af enhver art!
DANSK 171
3.2.3 Svejsning
Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og
rørene køres sammen. Stil dig ikke ind i maskinen!
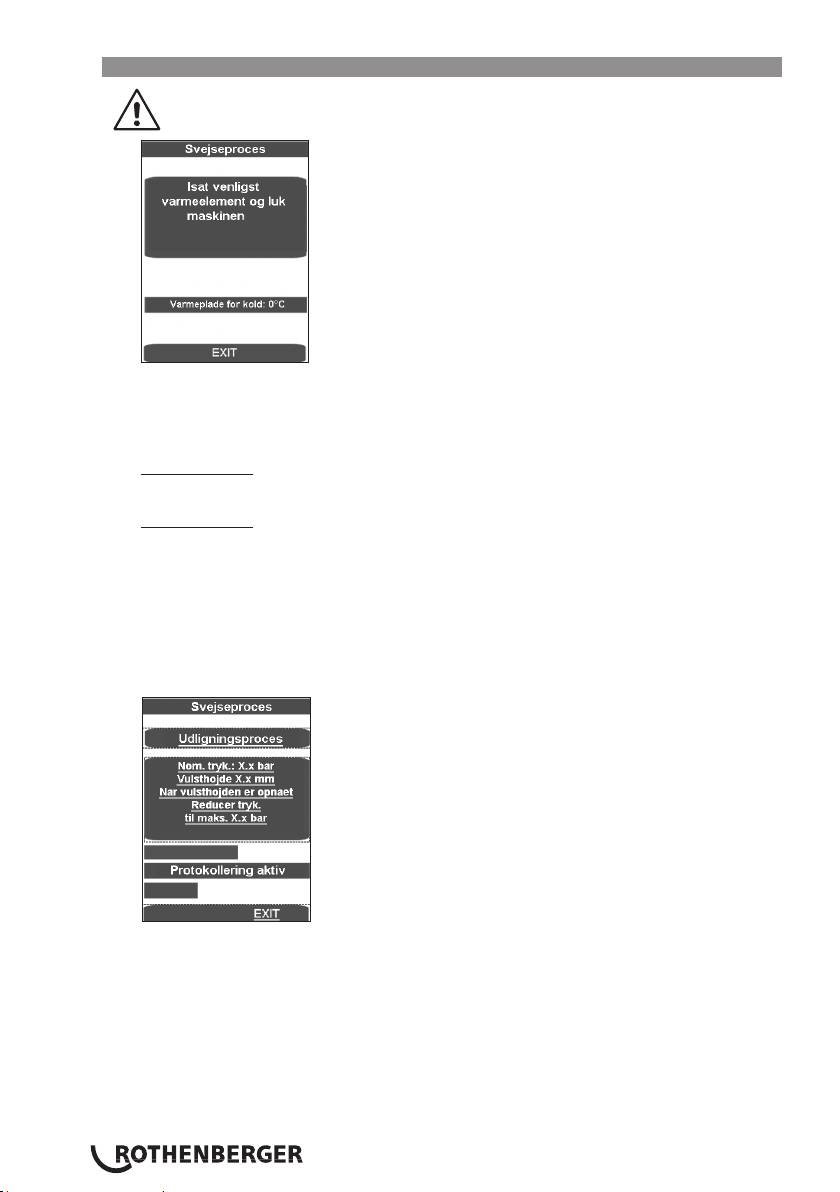
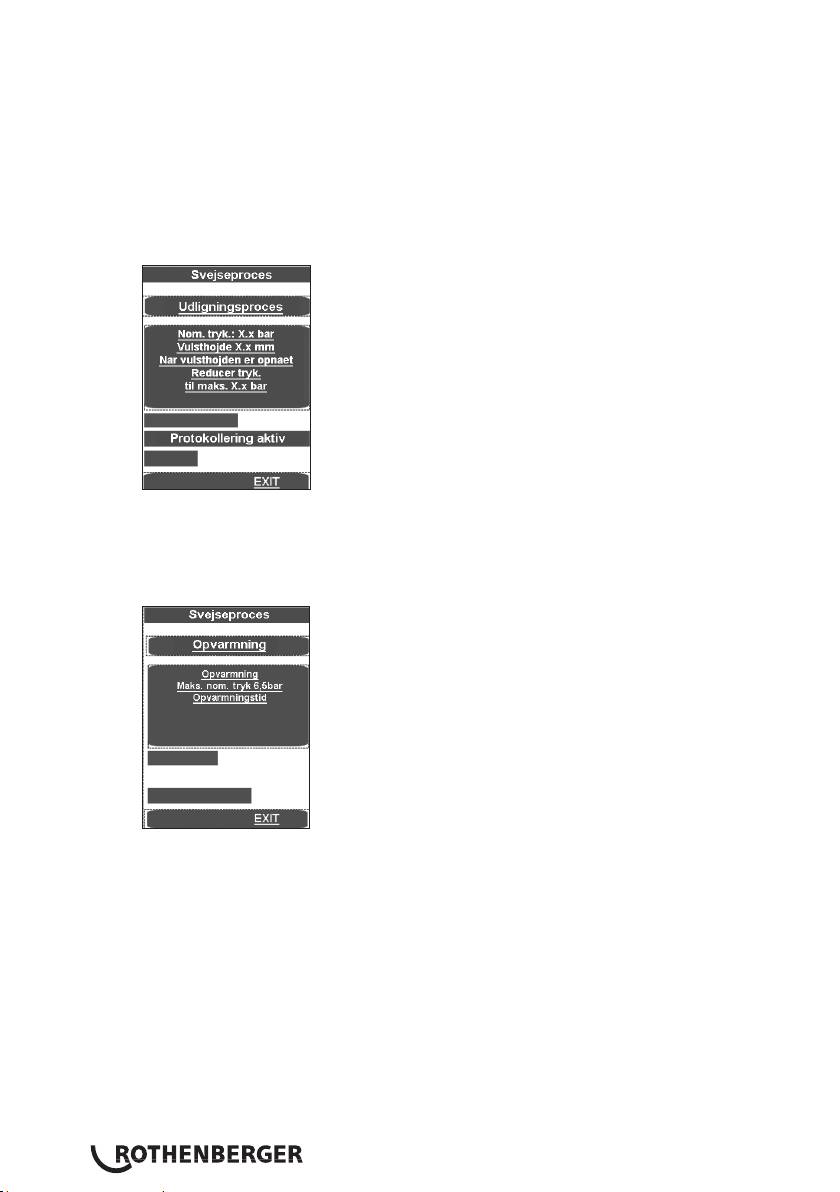
I masken vises varmepladens temperatur.
Visningsbjælken vises i blåt, hvis temperaturen er for lav, i rødt, hvis den er for høj, og i grønt,
hvis den er inden for det ønskede område.
Maskinen kan kun køres frem i det indstillede grønne område.
Varmespejl SA: Sæt varmeelementet ind mellem de to emner ind i basismaskinen, og pas på,
at varmepladens støtter sidder i aftræksanordningens riller.
Varmespejl VA: Anbring varmeelementet på de to holdere i basismaskinen, og drej
varmepladen ind mellem rørene.
Kør maskinen sammen ved at trykke på tekstfeltet; tilpasningstrykket indstilles og holdes
automatisk.
Nu gemmes alle svejseparametre, og protokollering aktiveres.
Hvis svejseprocessen afbrydes med EXIT, vises meddelelsen “Abbruch durch Bediener“
[Afbrudt af operatør], trykket udløses, og svejseparametrene lagres. Bekræft meddelelsen
med OK; programmet springer til hovedmenuen.
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Det
faktiske tryk vises på displayet (2).
Så snart den nødvendige vulsthøjde er opnået langs hele perimeteren på begge rør, trykket
sænkes automatisk, og forvarmningen starter.
DANSK172
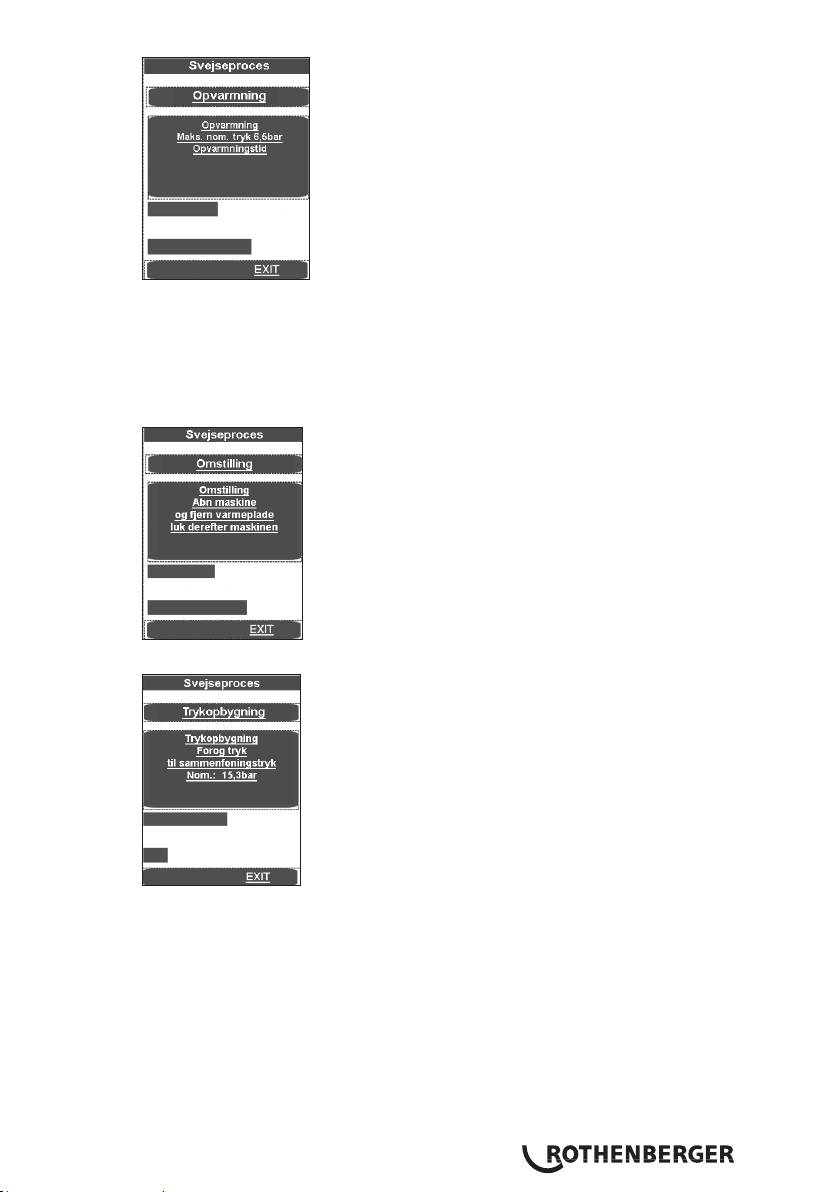
Indstil trykket således, at emnernes ender stadig næsten uden tryk kan slutte tæt til
varmeelementet.
Kort før opvarmningstiden er slut, lyder der et signal.
Når forvarmningstiden er udløbet, kører emnerne automatisk fra hinanden, og
varmeelementet SA skal fjernes, eller varmeelementet VA drejes automatisk ud, og emnernes
ender kører sammen.
Trykket øges lineært til det tilsvarende sammenføjningstryk.
Når sammenføjningstrykket er nået, springer programmet automatisk til
sammenføjningsprocessen, og timeren t4 starter.
DANSK 173
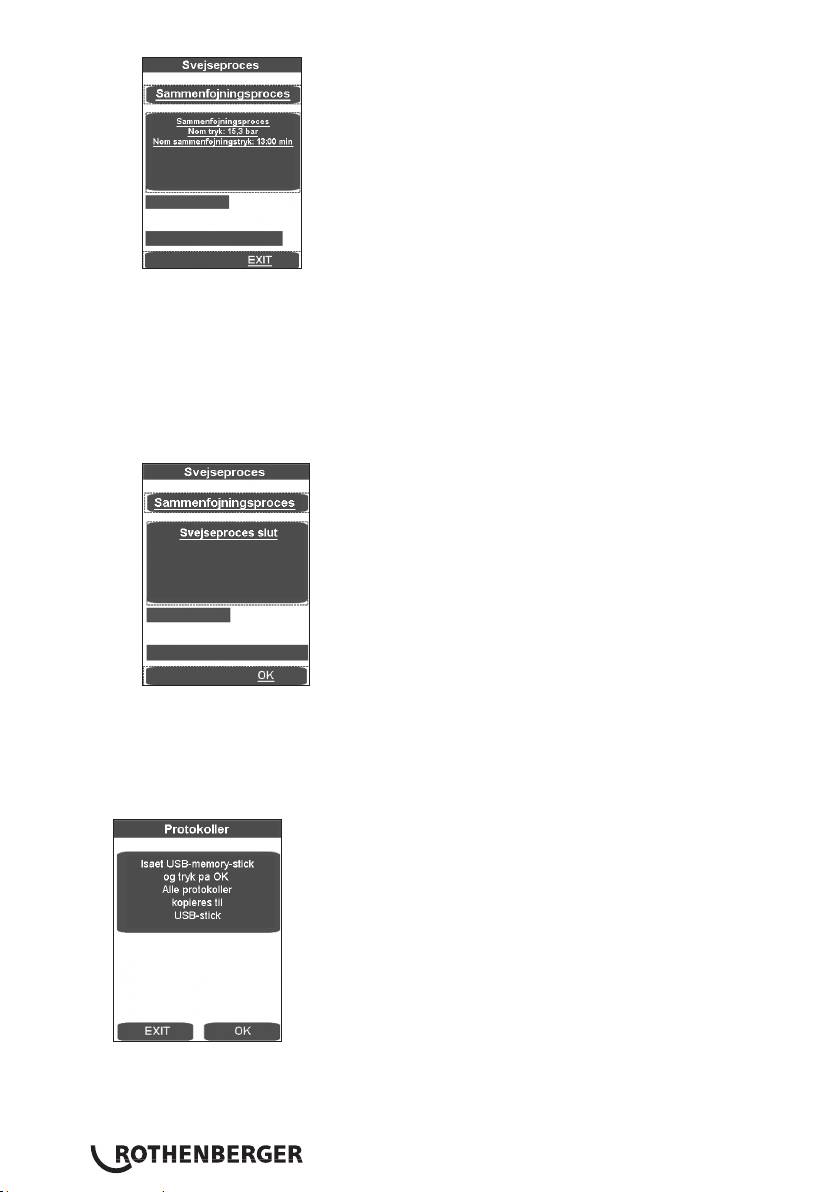
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Den
nederste viser den forløbne tid. Det faktiske tryk vises i displayet (2) og den resterende
sammenføjningstid t4 på displayet(9).
Trykket overvåges og efterreguleres automatisk. Hvis der må efterpumpes for hyppigt (stort
tryktab), skal hydrauliksystenet kontrolleres.
Læg varmeelementet tilbage i opbevaringsboksen
Når afkølingstiden er gået, afsluttes svejseprocessen, den lagres, der lyder et signal, og trykket
udløses automatisk.
Afslut svejsemenuen med OK.
Udløs trykket fuldstændigt med tasten (3).
De sammensvejste emner spændes løs og tages ud.
Kør basismaskinen fra hinanden. Maskinen er klar til næste svejsecyklus.
Overførsel af protokollerne:
De kan gemmes under menupunktet Protokolle eller i en tilsluttet USB-nøgle ved hjælp af OK.
Derefter lukkes vinduet automatisk.
Denne protokolfil skal bearbejdes med ROTHENBERGER Dataline 2-software og en computer.
Alle svejseparametrene findes i de vedlagte svejsetabeller.
DANSK174
3.2.4 Svejsning i Premium-tilstand
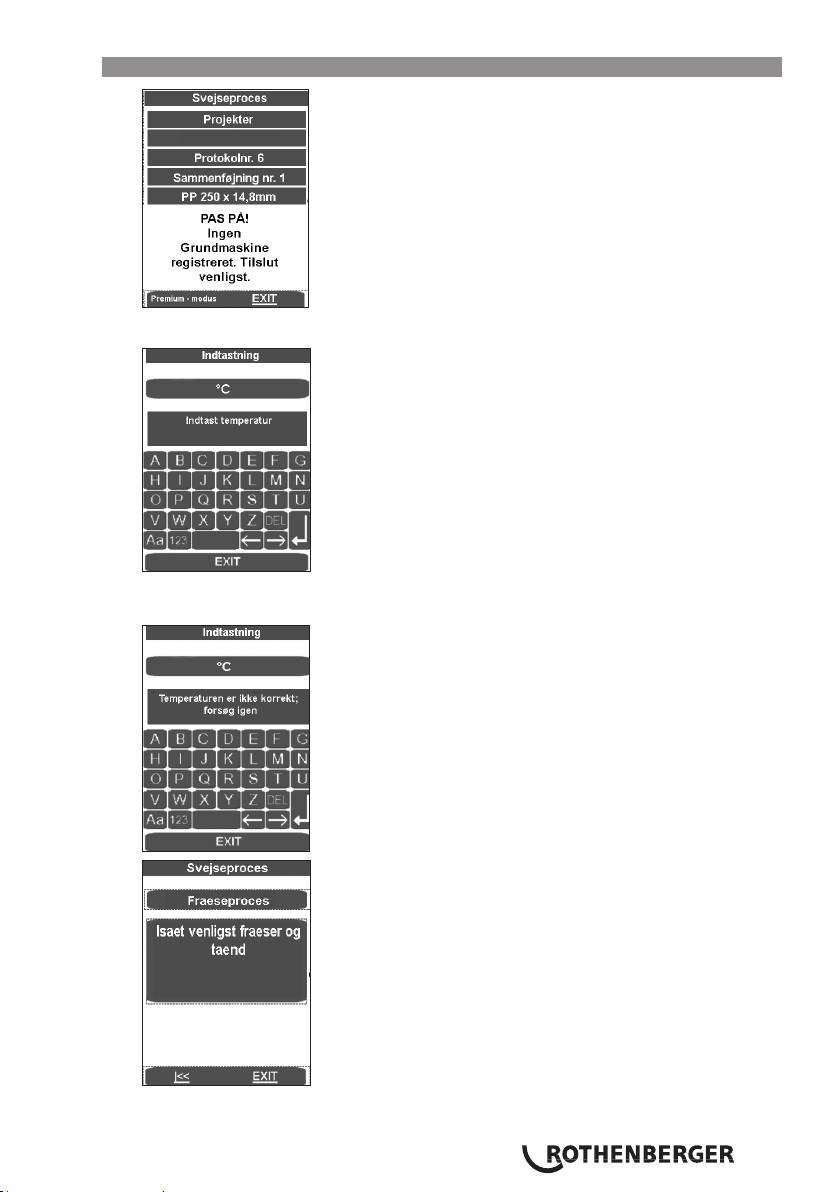
Tryk på knappen Premium-modus.
Indtast temperatur, og bekræft ved hjælp af Enter-tasten. Hvis temperaturen ikke er indtastet
korrekt, vises:
Maskinen køres op ved hjælp af piltasterne, og når der trykkes på EXIT, springer programmet
til hovedmenuen uden at gemme.
DANSK 175
Sæt den elektriske fræseanordning ind mellem de emner, der skal svejses.
P250-355/8-12B: Kobl fræsemotoren til, og lås afbryderen.
P500-630/18-24B Plus: Kontroller rotationsretningen! Maskinen er indstillet til
højredrejning på fabrikken.
Slå fræseanordningen til, og tryk på tasterne (10) og (5) på hydraulikaggregatet.
Høvleskiverne skal køre i skæreretningen; ellers skal fasevenderen på netstikket omkobles
med egnet værktøj.
Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke
ind i de roterende knive. Tænd kun for fræseren, når den er monteret
(arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse.
Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at
undgå en utilsigtet opstart uden for maskinen.
Tryk spændeelementerne sammen (tryk på tast 10 + 11). Indstil fræsetrykket ved hjælp af
drejeknappen (4). Som standard mulighed for op til 20 bar, men dette kan ændres til 40 bar,
se pkt. 3.5.
For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet.
Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og
trykket mindskes (s. pkt. 3.5).
Når høvlspånen kommer ud af fræseren ubrudt og med en spåntykkelse på < = 0,2 mm,
trykkes der på tasten Fräsen (fræsning) (5), spændeelementer køres op (tryk på tast 10 + 8).
Ved hjælp af piltasterne springer man tilbage til „Isæt
venligst fræser...“
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Vent, til høvleskiverne står stille. Tag fræseanordningen ud af basismaskinen, og anbring den i
opbevaringsboksen.
Kør emnerne sammen med lavt tryk (tryk på tast 10 + 11), og indstil slæbetrykket ved hjælp
af drejeknappen (4).
DANSK176
Tryk på skærmbilledet, når maskinen kører med lav hastighed. Det målte slæbetryk lægges til
udlignings-, gennemvarmnings- og sammenføjningstrykket.
Kør spændeelementerne sammen, vælg det tryk, der passer til ledningen, og kontroller, om
emnerne sidder fast i spændeværktøjet.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Ved hjælp af piltasterne springer man tilbage til
"Slæbetrykmåling"
Ved hjælp af piltasterne springer man tilbage til "Isæt
venligst fræser..."
Ved hjælp af EXIT springer man til hovedmenuen uden
at gemme
Kontroller om svejseoverfladerne er plane og parallelle og at akserne flugter.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke
være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større
end 0,5 mm (iht. DVS). Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).
OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal
være fri for snavs af enhver art!
3.2.4.1 Svejseproces i Premium-tilstand
Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og
rørene køres sammen. Stil dig ikke ind i maskinen!
I masken vises varmepladens temperatur.
DANSK 177
Visningsbjælken vises i blåt, hvis temperaturen er for lav, i rødt, hvis den er for høj, og i grønt,
hvis den er inden for det ønskede område.
Sæt varmeelementet ind mellem de to emner ind i basismaskinen, og pas på, at varmepladens
støtter sidder i aftræksanordningens riller.
Kør maskinen sammen; udligningstrykket indstilles automatisk og holder trykket.
Nu gemmes alle svejseparametre, og protokollering aktiveres.
Hvis svejseprocessen afbrydes med EXIT, vises meddelelsen “Abbruch durch Bediener“
[Afbrudt af operatør], trykket udløses, og svejseparametrene lagres. Bekræft meddelelsen
med OK; programmet springer til hovedmenuen.
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn),
inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Det
faktiske tryk vises på displayet (2).
Så snart den nødvendige vulsthøjde er opnået og er regelmæssig på begge rør i hele deres
omkreds, fjernes trykket ved hjælp af knappen Automatik (1). Opvarmningstiden t1 starter.
Indstil trykket således, at emnernes ender stadig næsten uden tryk kan slutte tæt til
varmeelementet.
Kort før opvarmningstiden er slut, lyder der et signal.
Når opvarmningstiden er slut, køres emnerne fra hinanden, varmeelementet tages ud, og
emnernes ender køres sammen.
DANSK178
