Rothenberger ROWELD P250-630 B Plus Premium CNC – страница 16
Инструкция к Rothenberger ROWELD P250-630 B Plus Premium CNC
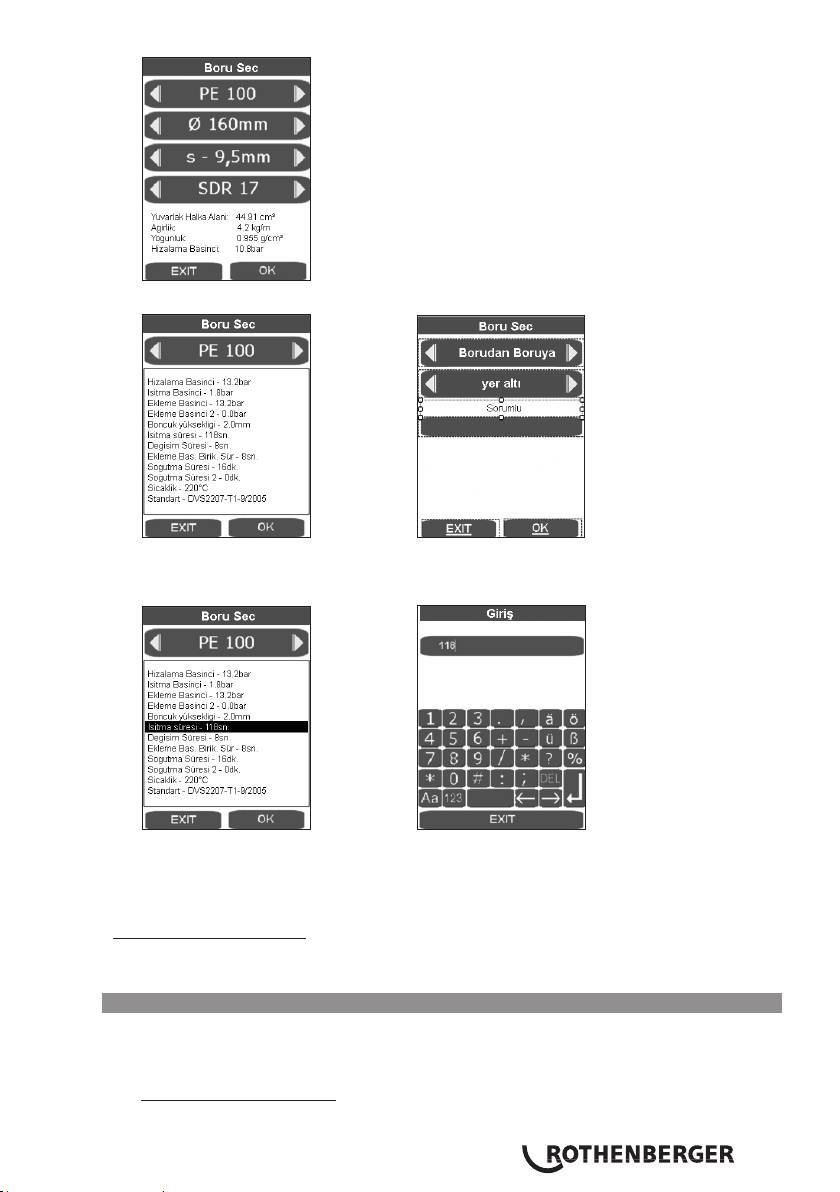
Yön tuşlarıyla istediğiniz boruyu seçin ve OK ile onaylayın.
Boru parametrelerinin bu son genel görünümünde boru verileri DVS yönergesine uygun
olarak gösterilir OK‘e basıldığında kaynak parçaları ve yerleştirme türleri penceresi
gösterilir.
İlgili gösterge alanına basılarak standarttan farklı değişiklikler yapılabilir ve ENTER
ile kaydedilir. Standart başlığında isim değişir, bu isim daha sonra rapor bilgisayarda
yazdırılmadan önce açıklama alanına girilebilir. Boru verileri OK ile onaylandıktan sonra ve
kaydedildikten sonra ana menü ekrana gelir.
P500-630/18-24B Plus‘de: Freze mekanizmasını ve ısıtıcıyı kaldırmak için 53410 (P500/18B)
veya 53323 (P630/24B-Plus) ürün numaraları kaldırma düzeneğini ya da uygun bir alet
kullanın.
3.2.2 Kaynak hazırlığı için alınacak önlemler
Makinenin kaynak yapılacak aza. çapından daha küçük olan borularda altı köşeli gömme
başlı vidalarla çalışma yapılacak boru çapına ait redüksiyon sıkma parçaları monte
edilmelidir.
ROWELD P250-355/8-12B: her biri 6 adet geniş sıkma yüzeyli ve 2 adet dar sıkma
yüzeyli yarı kovandan oluşur.
TÜRKÇE 299
ROWELD P500-630/18-24B Plus: 450mm çapa kadar her biri 6 adet geniş sıkma yüzeyli
ve 2 adet dar sıkma yüzeyli yarı kovandan, 500mm ve daha büyük çapa kadar 8 adet
geniş sıkma yüzeyli yarı kovandan oluşur,
Burada dar sıkma yüzeyli yarı kovanların alttaki dış ana yaylı elemanlara takılması
gerektiğine dikkat edilmelidir. Yalnızca boru / boru dirseği bağlantısı yapılırken bunlar
soldaki ana yaylı elemanın altına ve üstüne takılır.
Kaynak yapılacak plastik boruları veya boru bağlantı parçalarını sıkıştırma düzeneğine
koyun (2,5m üzerinde uzun borularda makara yatağı kullanılmalıdır) ve üstteki sıkıştırma
aletlerindeki pirinç somunları sıkın. Borulardaki yamukluklar pirinç somunlar sıkılarak veya
gevşetilerek düzeltilebilir.
Boru / boru bağlantısında her iki sol yaylı elemandaki ara
parçalarının geçirilmesi gerekir (teslim edildiği hal).
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Borular iki yaylı eleman tarafından tutulur.
Boru / ekleme parçası P250-355/8-12B:
Boru / ekleme parçası bağlantılarında orta yaylı
elemanlardaki ara parçalarının geçirilmiş olması ve ısıtıcı
aspiratörünün sol yaylı elemanlara asılmış olması gerekir.
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Boru üç yaylı elemana yerleştirilir ve ekleme parçası bir yaylı eleman tarafından tutulur.
Burada kaydırılabilir yaylı elemanlar sıkma ve kaynak yapma sırasındaki yer durumlarının
ihtiyacına göre çubuk üzerinde kaydırılabilir.
Bazı ekleme parçalarıyla çalışılırken örn. yatay dirsek, kaynak boynu gibi belirli
konumlarda ısıtıcı aspiratörünü çıkarmak gerekir.
Boru / ekleme parçası P500-630/18-24B Plus:
Boru / ekleme parçası bağlantılarında ara parçalarının
tarafının değiştirilmesi ve orta yaylı elemana geçirilmesi
gerekir.
Dikkat: Ara parçaları asla çapraz olarak yanlış yere
monte edilmemelidir!
Boru üç yaylı elemana yerleştirilir ve ekleme parçası bir yaylı eleman tarafından tutulur.
Burada kaydırılabilir yaylı elemanlar sıkma ve kaynak yapma sırasındaki yer durumlarının
ihtiyacına göre çubuk üzerinde kaydırılabilir.
GO ile kaynak işlemini başlatın.
Bu son genel görünümde ilgili alt öğeye tıklayarak son değişiklikleri yapabilir ve GO ile
onaylayabilirsiniz.
TÜRKÇE300
CNC işletiminde kumanda Touch PC üzerinden yapılır. Touch-PC‘nin çevirmeli açma
kapatma düğmesi (6) dışındaki tüm fonksiyonlar bloke edilmiştir.
Kaynak işlemi açma kapatma düğmesi veya EXIT ile iptal edilebilir, bu durumda tuş kilidi
kalkar ve ekranda ilgili mesaj görünür.
Ok tuşlarıyla makine çalışır, EXIT ile program kaydetmeden ana menüye geçer.
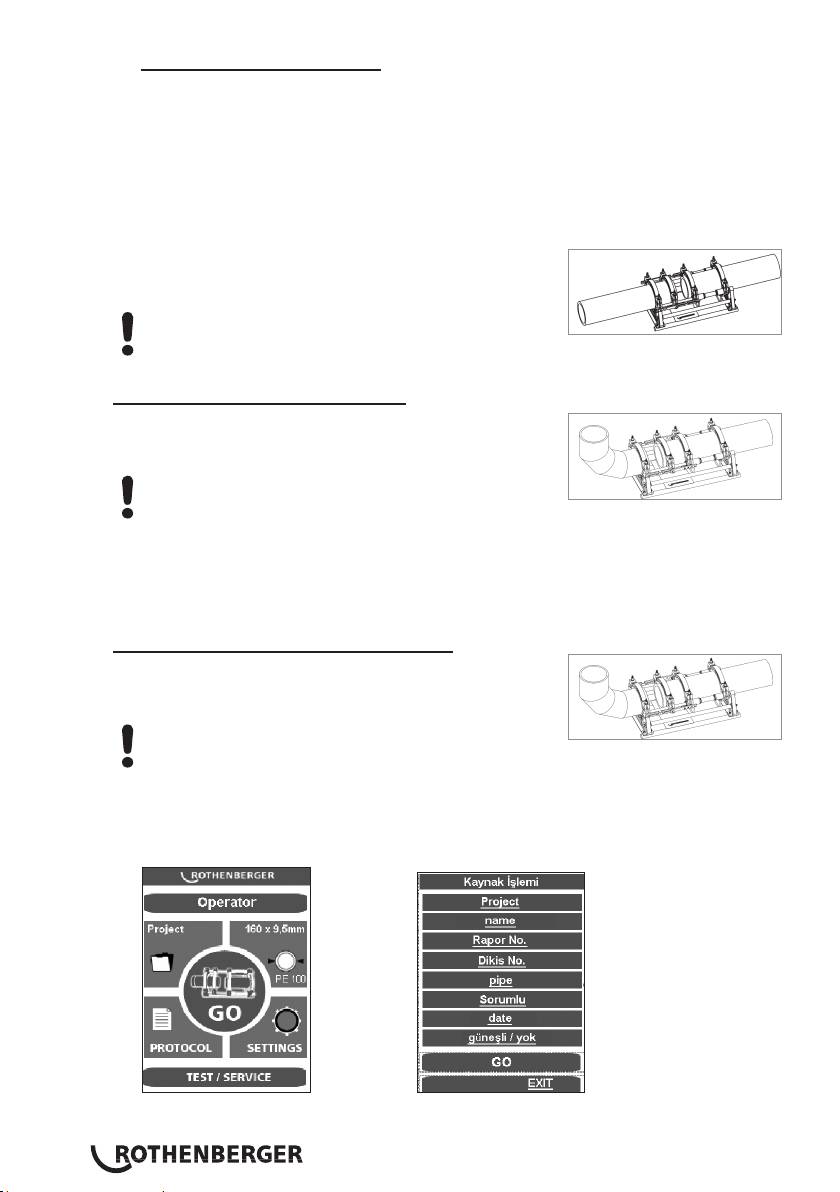
Elektrikli freze mekanizması, kaynak yapılacak parçaların arasına yerleştirilmelidir.
P250-355/8-12B: Freze motorunu çalıştırın ve şalteri kilitleyin.
P500-630/18-24B Plus: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa
dönecek şekilde bağlanmaktadır.
Metin alanına basarak freze düzeneğini çalıştırın. Rende bıçakları kesme yönünde hareket
etmelidir, aksi taktirde uygun aleti kullanarak şteki faz değiştiriciyi ayarlayın.
Yaralanma tehlikesi! Freze mekanizması çalışırken makineyle aranızda güvenli bir
mesafe bırakın ve dönen bıçaklara uzanmayın. Frezeyi yalnızca takılıyken
(çalışma konumu) kullanın ve ardından kendisi için öngörülen saklama kutusuna
geri koyun. Makine dışında kazayla çalışmasını engellemek için freze
mekanizmasının güvenlik şalterinin her zaman çalışır durumda olması gerekir.
Germe elemanları otomatik olarak yaklaşır. Freze basıncı çevirmeli düğmeyle (4)
yükseltilebilir. Standart olarak 20bara kadar kullanılabilir, freze basıncı 50bara kadar
artırılabilir, bakınız başlık 3.5.
Çok yüksek freze basıncı, freze tahrikinin aşırı ısınmasına ve hasar görmesine
neden olabilir. Freze tahrikine aşırı yüklenilmesi veya durması halinde makineyi
aralayın ve basıncı azaltın (bkz. başlık 3.5).
Talaşın < = 0,2mm talaş kalınlığıyla kesintisiz olarak frezeleyiciden dışarı çıkmasından
sonra metin alanına basın, freze düzeneği kapatılır ve germe elemanları açılır.
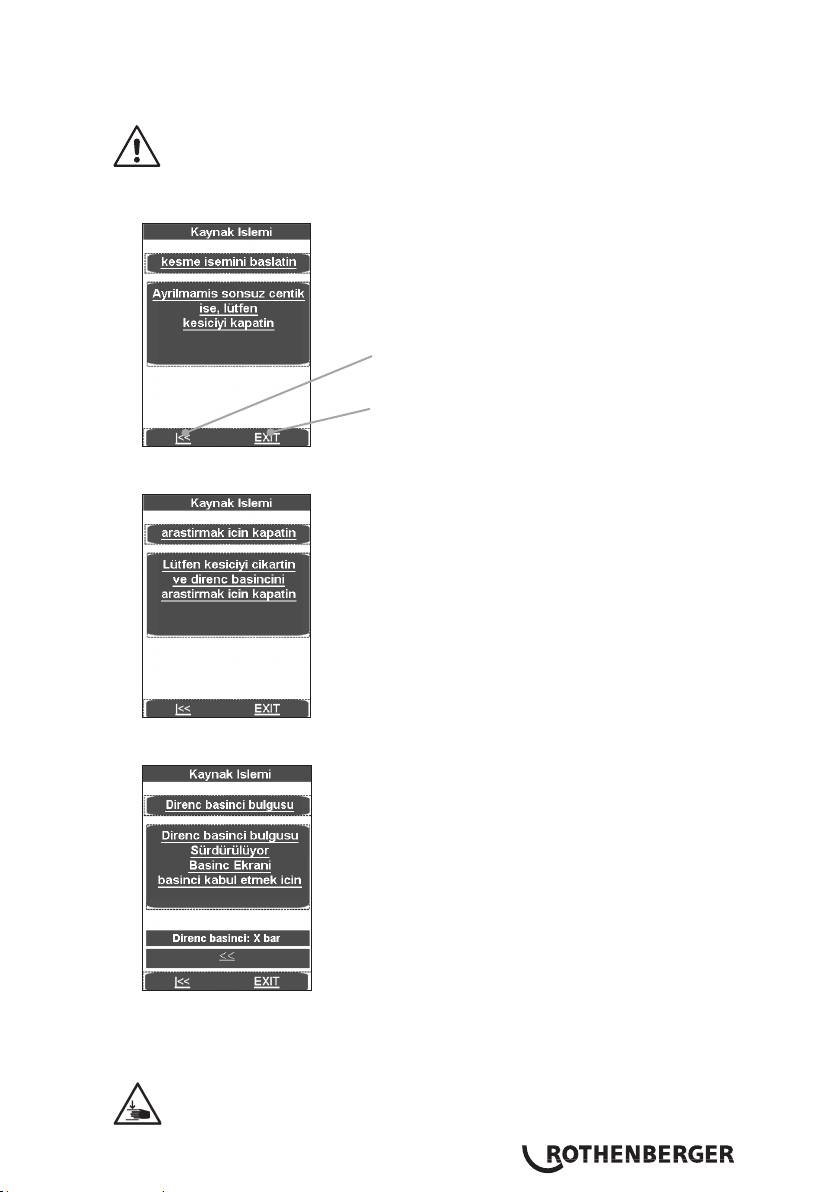
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
Rende bıçakları durana kadar bekleyin. Freze mekanizmasını ana makineden alın ve
saklama kutusuna koyun.
TÜRKÇE 301
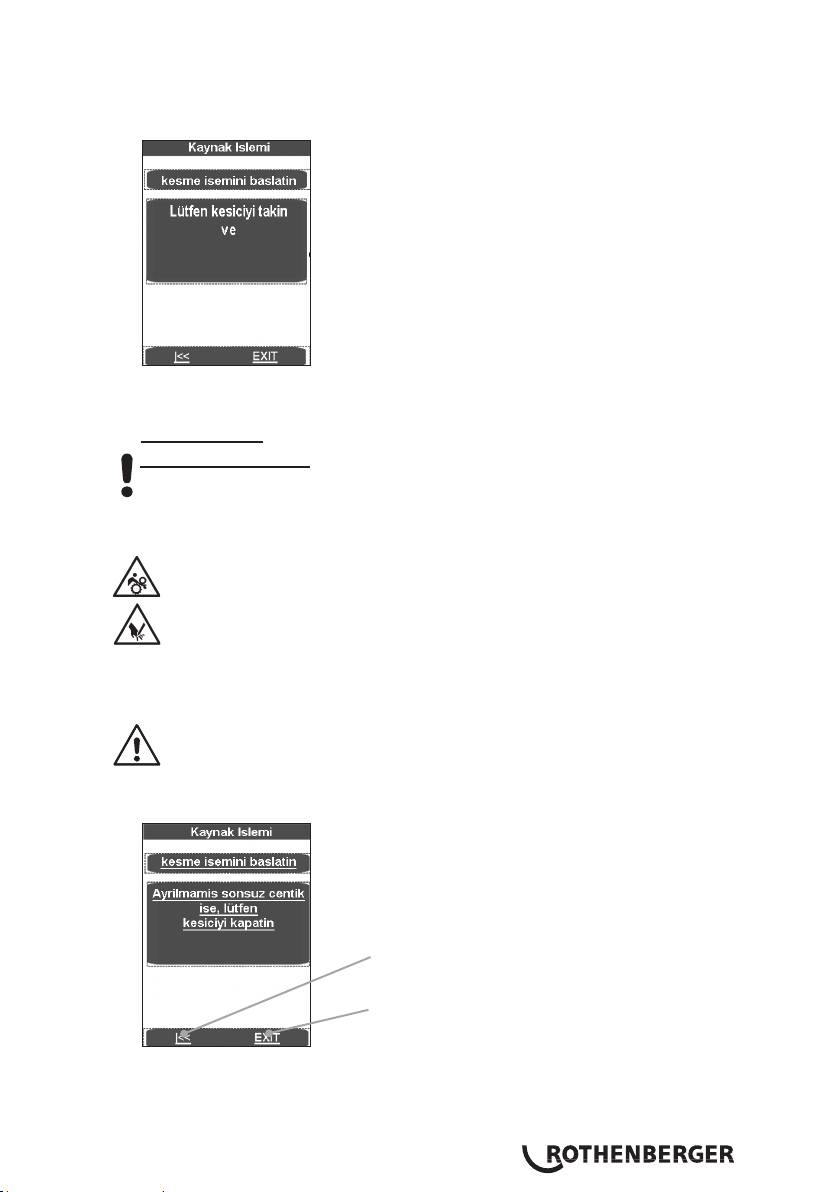
Metin alanına basın, iş parçaları birbirine yaklaşır ve çekme basıncı ölçülür.
Ölçülen çekme basıncı otomatik olarak ayarlama, ısıtma ve ekleme basıncıyla toplanır.
Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya
uzanmayın. Diğer kişileri çalışma alanından uzak tutun.
Yön tuşlarına basıldığında program "Direnç basıncı
bulgusu“ menüsüne geri döner
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
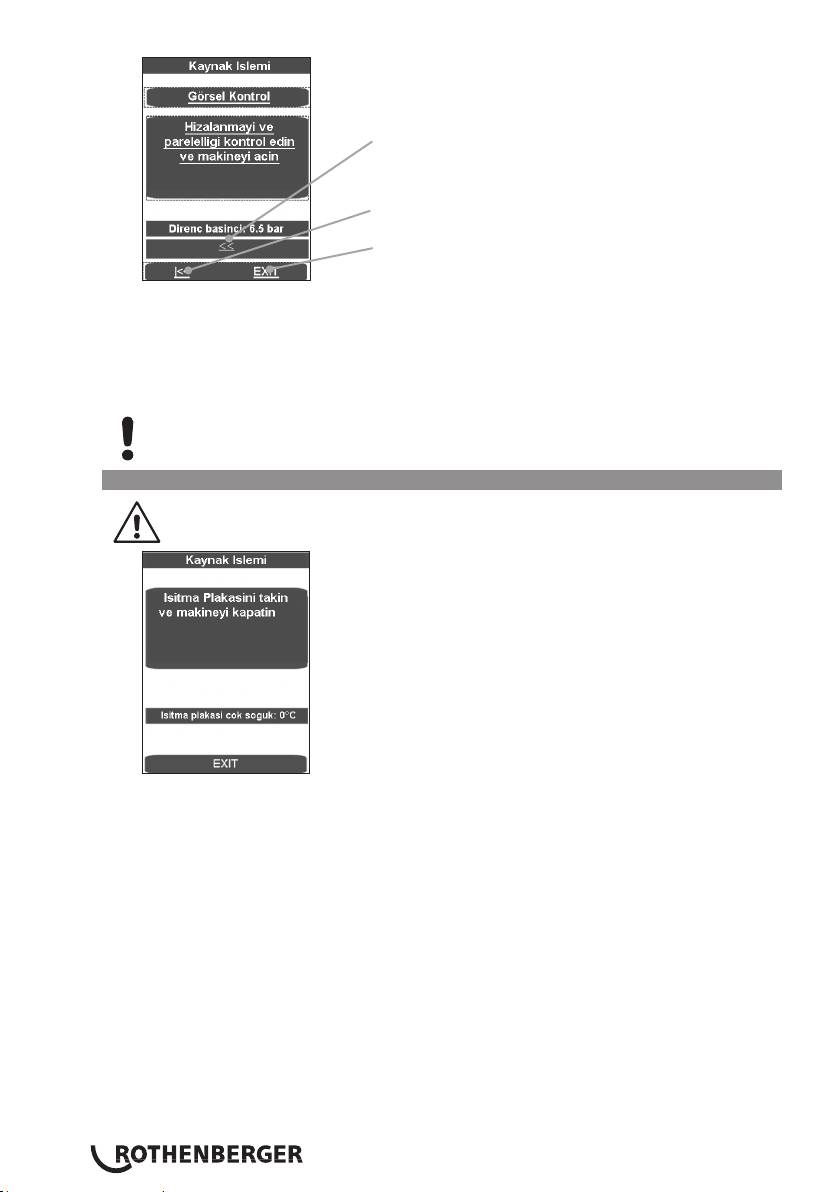
Boruların gergi elemanlarına sıkıca oturmasını, kaynak yüzeylerinin düz, paralel ve
eksenel çakışmasını kontrol edin.
Eğer değilse freze işleminin tekrarlanması gerekir. Parçalar arasındaki eksenel kayma
(DVS‘ye göre) duvar kalınlığının %10‘undan fazla ve düzlem yüzeyleri arasındaki aza.
boşluk 0,5mm‘den büyük olamaz. Temiz bir aletle (örn. fırça) borudaki olası mevcut
talaşlar temizlenmelidir.
Lütfen dikkat! Frezelenmiş, kaynak için hazırlanmış yüzeylere ellerle dokunulamaz ve
herhangi bir kirlenme olamaz!
3.2.3 Kaynak işlemi
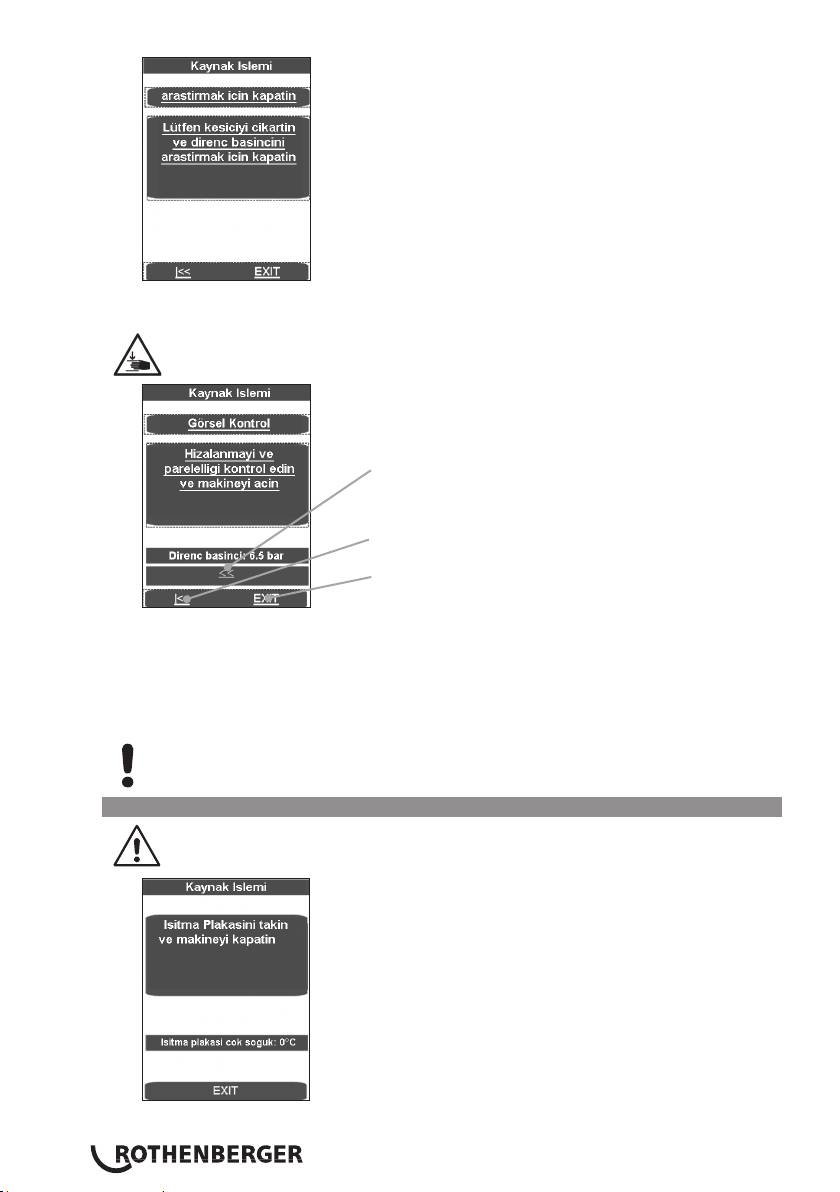
Sıkışma tehlikesi! Sıkma aletleri ve borular birleştirilirken makineyle aranızda
güvenli bir mesafe koruyun. Asla makineye girmeyin!
Ekranda ısıtma levhasının sıcaklığı gösterilir.
TÜRKÇE302
Sıcaklık çok düşük olduğunda gösterge çubuğu mavi, çok yüksek olduğunda kırmızı ve
nominal aralıkta olduğunda yeşil yanar.
Makine sadece yeşil hedef alanda kapatılabilir.
Isıtıcı ürün SA: Isıtma elemanını parçalar arasında ana makineye yerleştirin ve ısıtma
levhasının yataklarının aspiratörün deliklerinde oturduğundan emin olun.
Isıtıcı ürün VA: Isıtma elemanını ana makinedeki iki yuvaya yerleştirin ve ısıtma plakasını
borular arasında döndürün.
Metin alanına basarak makineyi birbirine sürün, yaklaşma basıncı otomatik olarak
ayarlanır ve tutulur.
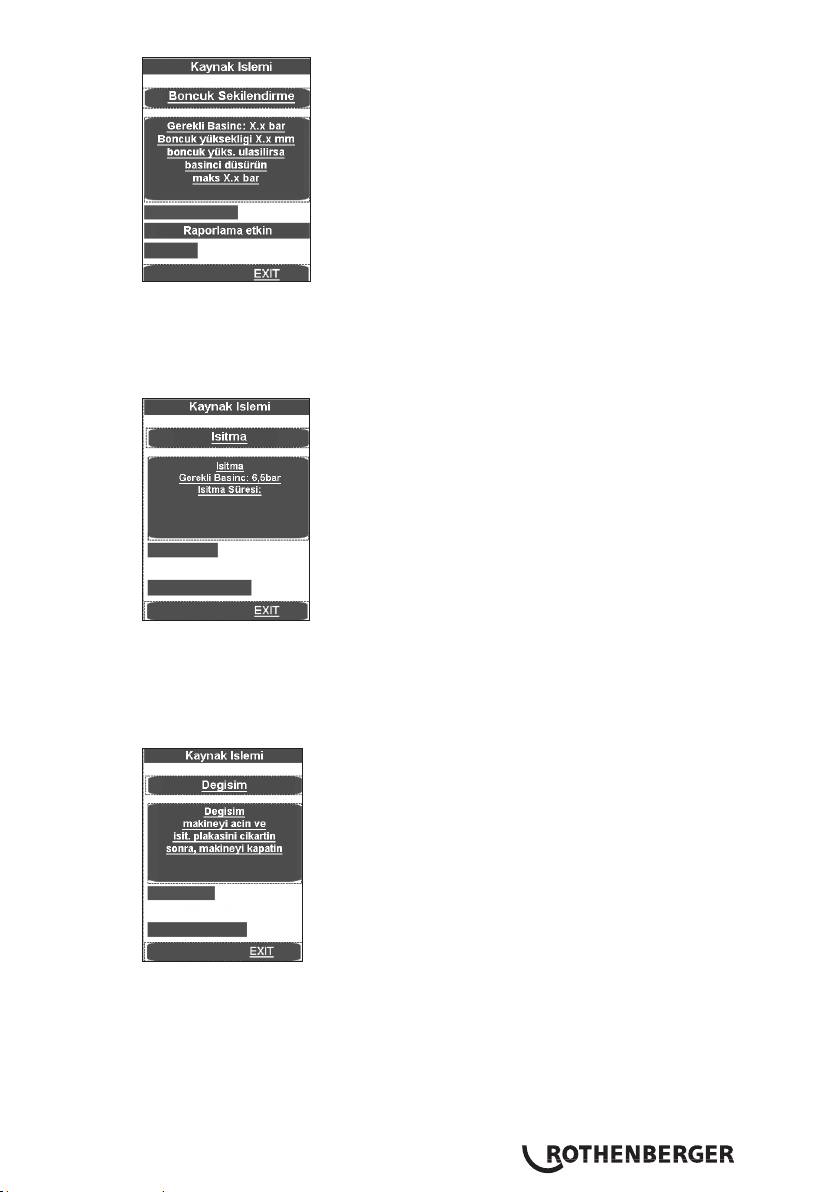
Şimdi tüm kaynak parametreleri kaydedilir, raporlama etkinleştirilir.
Eğer kaynak işlemi EXIT ile iptal edilirse, „Kullanıcı tarafından iptal“ mesajı görünür, basınç
tahliye edilir ve kaynak parametreleri kaydedilir. Mesajı OK ile teyit edin, program ana
menüye geçecektir.
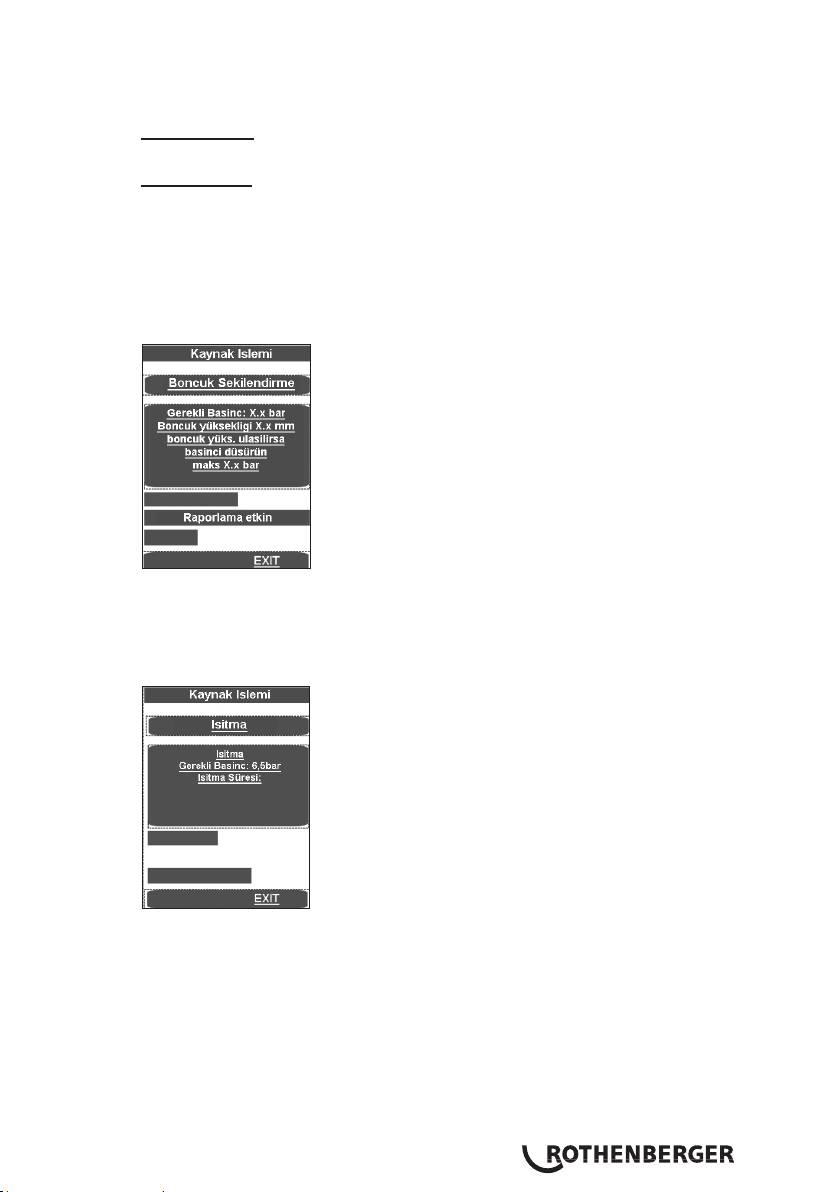
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Gerçek basınç
göstergede (2) gösterilir.
Her iki borunun komple çevresinde gerekli kenar yüksekliğine ulaşıldığında, basınç
otomatik olarak boşaltılır ve ısınma işlemi başlar.
Parçalar, ısıtıcıda dengeli ve neredeyse basınçsız bir şekilde duracak şekilde basıncı
ayarlayın.
Isınma süresinin sona ermesinden kısa süre önce bir sinyal duyulur.
Isınma süresi sona erdikten sonra iş parçaları otomatik olarak birbirinden ayrılır, ısıtma
elemanı SA çıkartılmalıdır veya ısıtma elemanı VA otomatik olarak dışarı döndürülür ve iş
parçası uçları birbirine yaklaşır.
TÜRKÇE 303
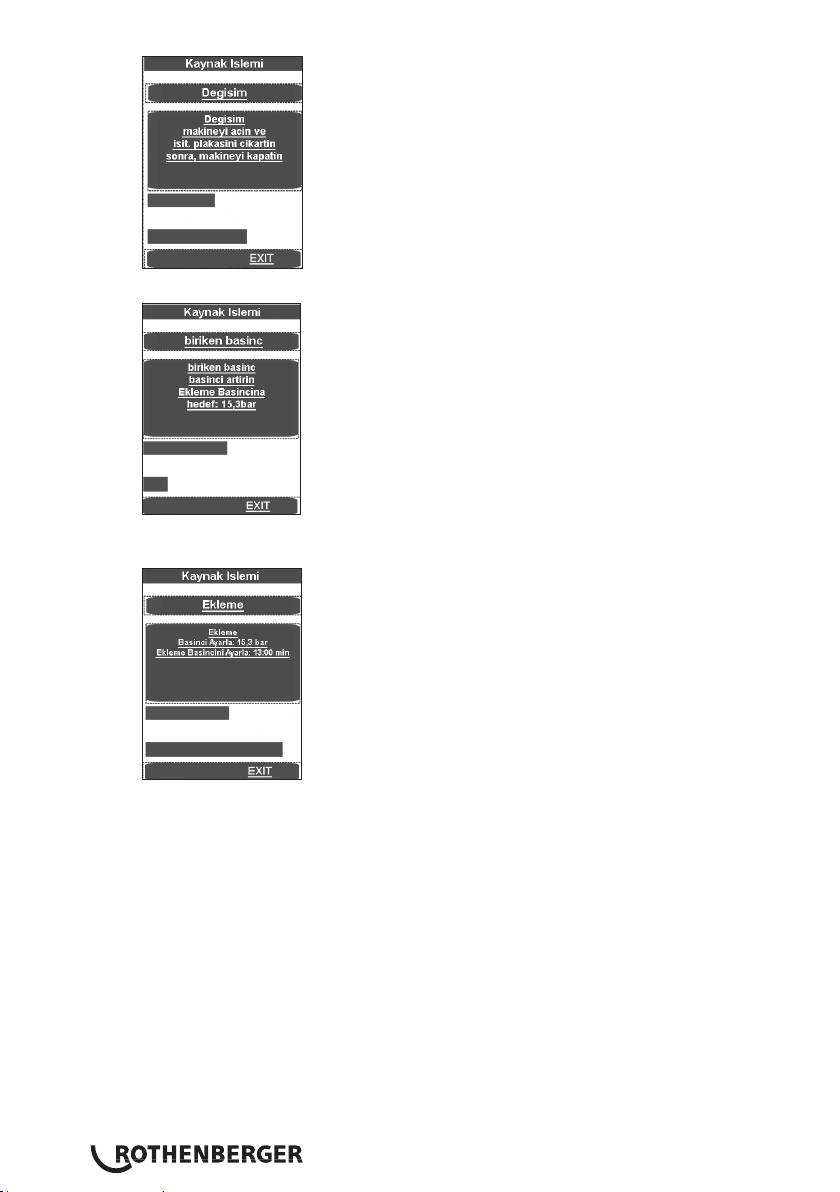
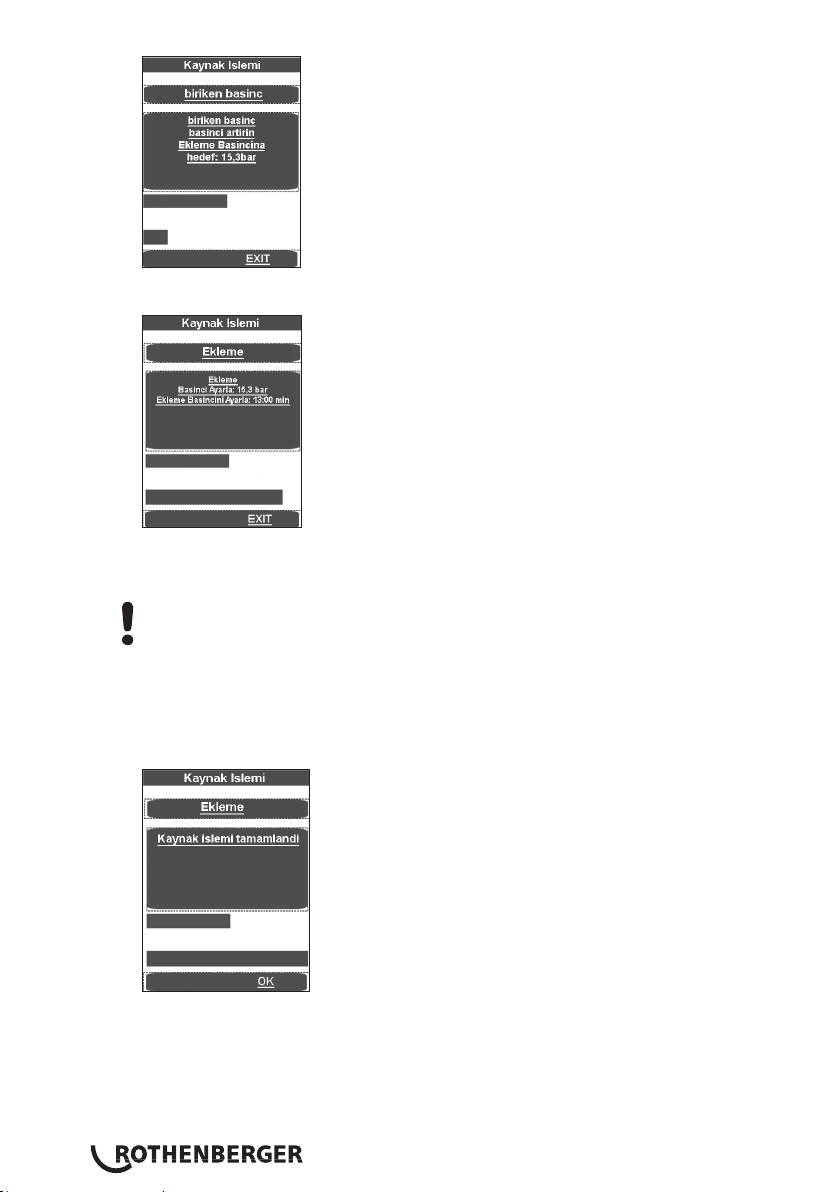
Basınç doğrusal olarak uygun ekleme basıncına yükseltilir.
Ekleme basıncına ulaşıldığında program otomatik olarak ekleme işlemine geçer ve timer
t4 başlar.
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Alttaki geçen zamanı
gösterir. Gerçek basınç (2) göstergesinde ve ekleme süresi t4 (9) göstergesinde gösterilir.
Basınç otomatik olarak denetlenir ve ardıl ayarlanır. Sık sık yeniden pompalama
yapılıyorsa (yüksek basınç kaybı) hidrolik sistemini kontrol ettirin.
Isıtıcıyı saklama kutusuna geri koyun
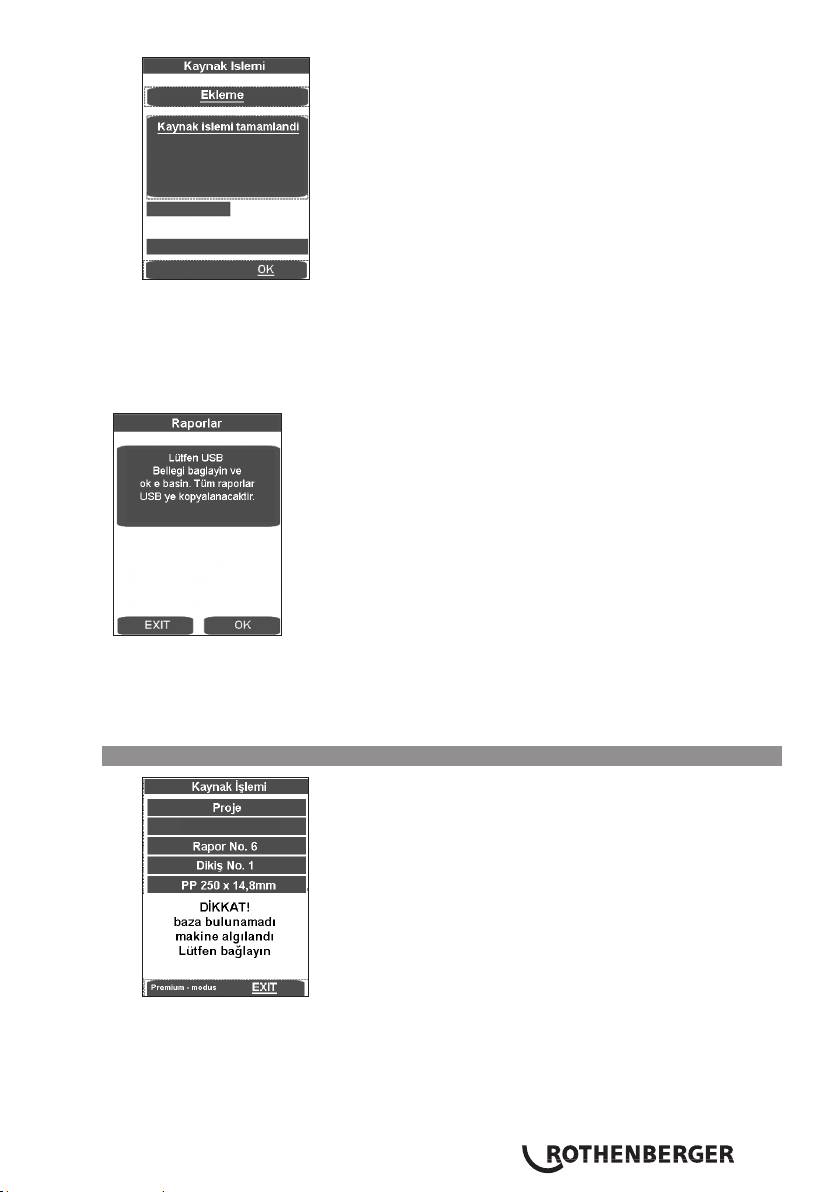
Soğuma süresi sona erdikten sonra kaynak işlemi sonlandırılır, kaydedilir, bir sinyal
duyulur ve basınç otomatik olarak tahliye edilir.
TÜRKÇE304
Kaynak menüsünü OK ile sonlandırın.
Basıncı (3) tuşuyla tamamen tahliye edin.
Kaynak yapılan parçaları gevşetin ve çıkarın.
Ana makineyi ayırın. Makine sonraki kaynak döngüsü için hazırdır.
Raporların aktarımı:
Raporlar menü öğesinde bu raporlar bir USB bellek takılı olduğunda OK ile kaydedilebilir.
Ardından pencere otomatik olarak kapanır.
Bu protokol dosyası ROTHENBERGER Dataline 2 yazılımı ve bir bilgisayar ile işlenmelidir.
Kaynak parametrelerinin tamamı ekteki kaynak tablolarında bulunabilir.
3.2.4 Kaynak işlemi Premium Mode
Premium mod tuşuna basın.
TÜRKÇE 305
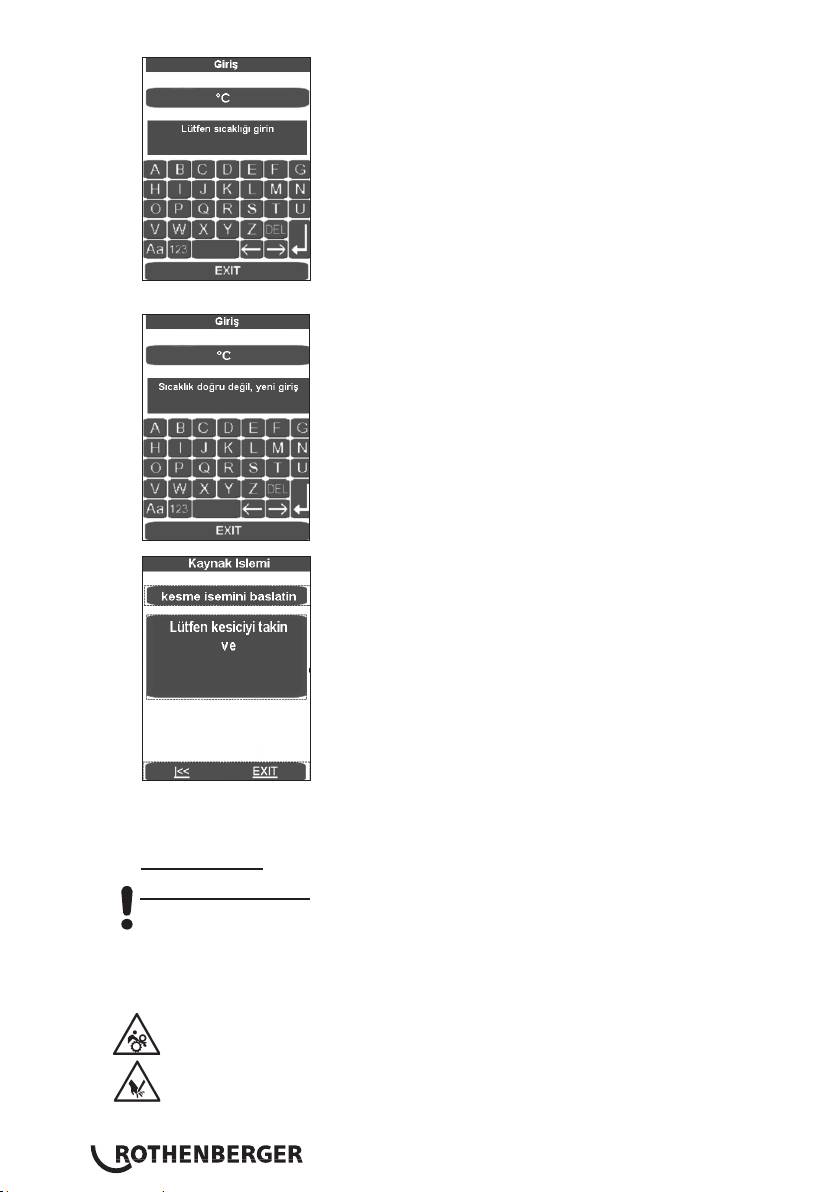
Tuşu girin ve Enter tuşuyla onaylayın. Sıcaklık doğru girilmemişse, şu görünür:
Ok tuşlarıyla makine çalışır, EXIT ile program kaydetmeden ana menüye geçer.
Elektrikli freze mekanizması, kaynak yapılacak parçaların arasına yerleştirilmelidir.
P250-355/8-12B: Freze motorunu çalıştırın ve şalteri kilitleyin.
P500-630/18-24B Plus: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa
dönecek şekilde bağlanmaktadır.
Freze mekanizmasını açın, hidrolik güç birimindeki düğmelere (10) ve (5) basın. Rende
bıçakları kesme yönünde hareket etmelidir, aksi taktirde uygun aleti kullanarak şteki faz
değiştiriciyi ayarlayın.
Yaralanma tehlikesi! Freze mekanizması çalışırken makineyle aranızda güvenli bir
mesafe bırakın ve dönen bıçaklara uzanmayın. Frezeyi yalnızca takılıyken
(çalışma konumu) kullanın ve ardından kendisi için öngörülen saklama kutusuna
geri koyun. Makine dışında kazayla çalışmasını engellemek için freze
mekanizmasının güvenlik şalterinin her zaman çalışır durumda olması gerekir.
TÜRKÇE306
Yaylı elemanları birleştirme (düğme 10 + 11‘e basın). Döner düğme ile(4) freze basıncını
ayarlayın. Standart olarak 20bara kadar kullanılabilir, freze basıncı 40bara kadar
artırılabilir, bakınız başlık 3.5.
Çok yüksek freze basıncı, freze tahrikinin aşırı ısınmasına ve hasar görmesine
neden olabilir. Freze tahrikine aşırı yüklenilmesi veya durması halinde makineyi
aralayın ve basıncı azaltın (bkz. başlık 3.5).
Frezeden kalınlığı < = 0,2mm olan kesintisiz talaş çıkmaya başlayınca frezeleme
düğmesine (5) basın ve yaylı elemanları aralayın (düğmeler 10 + 8‘e basın).
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
Rende bıçakları durana kadar bekleyin. Freze mekanizmasını ana makineden alın ve
saklama kutusuna koyun.
Düşük basınçla parçaları birleştirin (düğme 10 + 11‘e basın) ve döner düğme (4) ile çekme
basıncını ayarlayın.
Makine düşük hızda hareket ediyorsa ekrana basın. Ölçülen çekme basıncı otomatik
olarak ayarlama, ısıtma ve ekleme basıncıyla toplanır.
Yaylı elemanları birleştirin, boruya uygun basıncı ayarlayın ve parçaların sıkıştırma
aletlerinde yerinde oturup oturmadığını kontrol edin.
Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya
uzanmayın. Diğer kişileri çalışma alanından uzak tutun.
TÜRKÇE 307
Yön tuşlarına basıldığında program "Direnç basıncı
bulgusu“ menüsüne geri döner
Yön tuşlarına basıldığında program "Lütfen kesiciyi
takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye
döner
Düzlemsel, paralel ve eksenel kaynak yüzeylerinin doğru hizada olup olmadığını kontrol
edin.
Eğer değilse freze işleminin tekrarlanması gerekir. Parçalar arasındaki eksenel kayma
(DVS‘ye göre) duvar kalınlığının %10‘undan fazla ve düzlem yüzeyleri arasındaki aza.
boşluk 0,5mm‘den büyük olamaz. Temiz bir aletle (örn. fırça) borudaki olası mevcut
talaşlar temizlenmelidir.
Lütfen dikkat! Frezelenmiş, kaynak için hazırlanmış yüzeylere ellerle dokunulamaz ve
herhangi bir kirlenme olamaz!
3.2.4.1 Kaynak işlemi
Sıkışma tehlikesi! Sıkma aletleri ve borular birleştirilirken makineyle aranızda
güvenli bir mesafe koruyun. Asla makineye girmeyin!
Ekranda ısıtma levhasının sıcaklığı gösterilir.
Sıcaklık çok düşük olduğunda gösterge çubuğu mavi, çok yüksek olduğunda kırmızı ve
nominal aralıkta olduğunda yeşil yanar.
Isıtma elemanını parçalar arasında ana makineye yerleştirin ve ısıtma levhasının
yataklarının aspiratörün deliklerinde oturduğundan emin olun.
Makineyi birleştirin, hizalama basıncı otomatik olarak ayarlanır ve basıncı koruyun.
Şimdi tüm kaynak parametreleri kaydedilir, raporlama etkinleştirilir.
Eğer kaynak işlemi EXIT ile iptal edilirse, „Kullanıcı tarafından iptal“ mesajı görünür,
basınç tahliye edilir ve kaynak parametreleri kaydedilir. Mesajı OK ile teyit edin, program
ana menüye geçecektir.
TÜRKÇE308
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Gerçek basınç
göstergede (2) gösterilir.
Her iki borunun komple çevresinde gerekli boğum yüksekliğine ulaşılır ulaşılmaz, basıncı
otomatik tuşuyla (1) tahliye edin. Isınma süresi t1 çalışmaya başlar.
Parçalar, ısıtıcıda dengeli ve neredeyse basınçsız bir şekilde duracak şekilde basıncı
ayarlayın.
Isınma süresinin sona ermesinden kısa süre önce bir sinyal duyulur.
Isınma süresinin sona ermesinin ardından parçaları yeniden ayırın, ısıtıcıyı çıkarın ve
parçaların uçlarını birleştirin.
İş parçası uçlarına temas etmeden hemen önce (yakl. 1 cm), tuşları bırakarak çarpışmayı
durdurun ve sonra hemen tekrar basın. Basınç doğrusal olarak uygun ekleme basıncına
yükseltilir.
TÜRKÇE 309
Ekleme basıncına ulaşıldığında program otomatik olarak ekleme işlemine geçer ve timer
t4 başlar.
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sarı) tolerans alanında
veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Alttaki geçen zamanı
gösterir. Gerçek basınç (2) göstergesinde ve ekleme süresi t4 (9) göstergesinde gösterilir.
Dikkat: Ekleme basıncına ulaşılana kadar onay (10) ve makineyi kapa (11) düğmelerini
basılı tutun, ardından hidrolik kapanır ve düğmeler bırakılabilir.
Basınç izlenir ve otomatik olarak yeniden ayarlanır. Sık sık yeniden pompalama
yapılıyorsa (yüksek basınç kaybı) hidrolik sistemini kontrol ettirin.
Isıtıcıyı saklama kutusuna geri koyun
Soğuma süresi sona erdikten sonra kaynak işlemi sonlandırılır, kaydedilir, bir sinyal
duyulur ve basınç otomatik olarak tahliye edilir.
Kaynak menüsünü OK ile sonlandırın.
Basıncı (3) tuşuyla tamamen tahliye edin.
Kaynak yapılan parçaları gevşetin ve çıkarın.
Ana makineyi ayırın. Makine sonraki kaynak döngüsü için hazırdır.
TÜRKÇE310
Raporların aktarımı:
Raporlar menü öğesinde bu raporlar bir USB bellek takılı olduğunda OK ile kaydedilebilir.
Ardından pencere otomatik olarak kapanır.
Bu protokol dosyası ROTHENBERGER Dataline 2 yazılımı ve bir bilgisayar ile işlenmelidir.
Kaynak parametrelerinin tamamı ekteki kaynak tablolarında bulunabilir.
3.2.5 İşletimden çıkarma
Hidrolik güç birimini (6) düğmesi ile kapatın.
Isıtıcıyı soğumaya bırakın veya değen hiçbir maddenin yanmayacağı şekilde
kaldırın!
Freze mekanizması, ısıtıcı ve hidrolik güç birimi şlerini prizlerden çıkarın ve kabloları
toplayın.
Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda
ölçme çubuklu doldurma ve boşaltma ağzından yağ akar!
Hidrolik hortumlarını çıkarın ve toplayın.
Dikkat! Bağlantıları kirlenmeye karşı koruyun!
3.3 Genel gereklilikler
Hava koşulları ve çevresel etkiler kaynağı büyük ölçüde etkilediğinden DVS yönergesi 2207
kısım 1, 11 ve 15‘te belirtilen kurallara mutlaka uyulmalıdır. Almanya dışında ilgili ulusal
yönetmelikler geçerlidir. (Kaynak çalışmaları sürekli ve özenle denetlenmelidir!)
3.4 Kaynak parametrelerine dair önemli uyarılar
Sıcaklık, basınç ve süre gibi tüm önemli kaynak parametreleri DVS yönergeleri 2207 kısım 1,
11 ve 15‘te bulunabilir. Almanya dışında ilgili ulusal yönetmelikler geçerlidir.
İletişim: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-posta: media@dvs-hg.de internet: www.dvs-media.info
Münferit durumlarda mutlaka boru üreticisinin malzemeye özel çalışma parametreleri
alınmalıdır.
Ekteki kaynak tablosundaki parametreler ROTHENBERGER rmasının sorumluluk kabul
etmediği kılavuz değerlerdir!
Kaynak tablolarındaki hizalama ve ekleme basıncı değerleri aşağıdaki formüle göre
hesaplanmıştır:
kaynak yüzeyi A [mm²] x kaynak faktörü KF [N/mm²]
Kaynak basıncı P [bar] =
silindir yüzeyi As [cm²] x 10
Kaynak faktörü (KF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
TÜRKÇE 311
(ROWELD P 250/8 B toplam silindir yüzeyi 6, 26 cm²‘dir)
(ROWELD P 355/12 B toplam silindir yüzeyi 6, 26 cm²‘dir)
(ROWELD P 500/18 B ve P 630/24 B‘nin toplam silindir yüzeyi 14, 13 cm²‘dir)
(ROWELD P 630/24 B Plus toplam silindir yüzeyi 22, 38 cm²‘dir)
3.5 Parametreleri ayarlama
„Kaynakçı“ yetkisiyle parametreleri ayarlama:
Döner düğmeye (4) üstteki göstergede (2) P001 yanıp sönmeye başlayana kadar uzun
(yakl. 3 san.) basın.
Döner düğme ile(4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin
yeniden ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın,
değer (varsayılan) alt göstergede (9) yanıp söner.
Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan
sonra parametre yeniden üst göstergede (2) yanıp söner.
Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
„Usta“ yetkisiyle parametreleri ayarlama:
Döner düğmeye (4) daha uzun süre (yakl. 6 san.) basın, üstteki göstergede (2) önce P001
parametresi „CodE“ yanıp söner alttaki göstergede (9) çizgi ilk hanede yanıp söner.
Döner düğme (4) ile kodu girin ve kısaca döner düğmeye (4) basın (Kod = 8001 – ilk kez
işletime alırken, P100 parametresiyle kod istenildiği gibi değiştirilebilir).
Döner düğme ile (4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin
yeniden ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın,
değer (varsayılan) alt göstergede (9) yanıp söner.
Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan
sonra parametre yeniden üst göstergede (2) yanıp söner.
Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
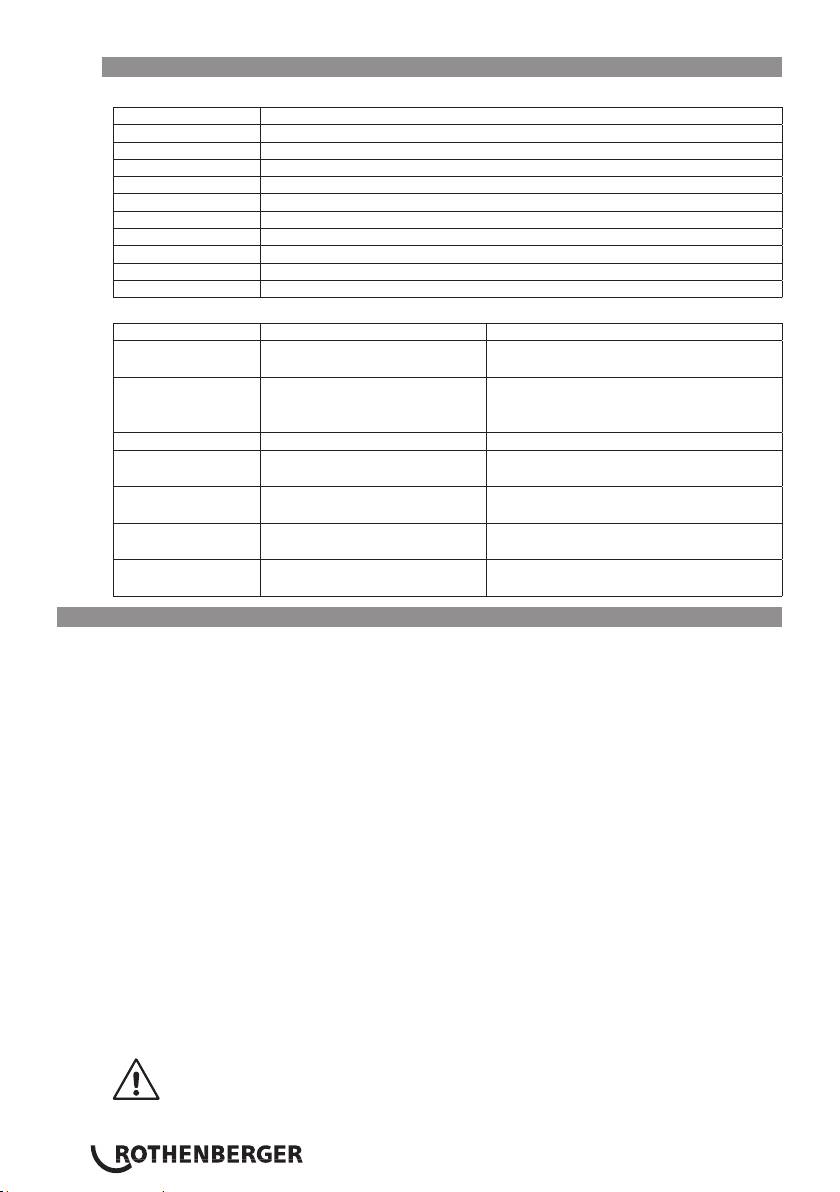
Parametre adı Başlık varsayılan Birim min maks Yetki
P001 Bekleme süresi enerji
99 min 0 99 Kaynakçı
tasarrufu fonksiyonu
P002* Güç tasarrufu fonksiyonu etkin 0 0 3 Kaynakçı
P003 Ofset ısıtma levhası sıcaklığı 5 °C -25 25 Kaynakçı
P004 maksimum freze basıncı
20 bar 10 50 Kaynakçı
Pmaks
P005 Nominal basınç 1/10bar Kaynakçı
P006 Nominal sıcaklık 210 °C P103 P104 Kaynakçı
P007 Timer T1 nominal değer 45 san 1 1500 Kaynakçı
P008 Timer T4 Sollwert 6 min 1 99 Kaynakçı
P009 başlangıç freze basıncı Pstart 10 bar 0 P004 Kaynakçı
P101 Yeniden pompalamadan
5 % 1 50 Usta
sapma
P102 Frezeleme sonrası aralama
10 1/10san 0 100 Usta
süresi
P103 Ayar sıcaklığı (asg.) 160 °C 0 300 Usta
P104 Ayar sıcaklığı (aza.) 270 °C 0 300 Usta
P105 Tuş kilidi (Evet/Hayır) 5 san 0 50 Usta
P106 Aralama basıncı 135 bar 10 160 Usta
P107 Sesli ikazı devreye sokmak
50 1/10san 0 200 Usta
için hazırlık süresi
P100 Kod değiştirme 8001 Usta
* P002 - Güç tasarrufu:
0 - yok,
1 – freze çalışırken ısıtma elemanı kapatılır,
2 – hidrolik motoru çalışırken ısıtma elemanı kapatılır,
3 - t4 çalışırken ısıtma elemanı kapatılır.
TÜRKÇE312

3.6 Tarih ve saat ayarlama
Sol üst köşeye tıklayarak programı kapayın.
Start, Setting ve ardından Control Panel‘ine basın.
Başlat çubuğu gizlenmiştir ve sol alt köşeye tıklanarak çağrılabilir.
Date/Time seçeneğine tıklayın
TÜRKÇE 313
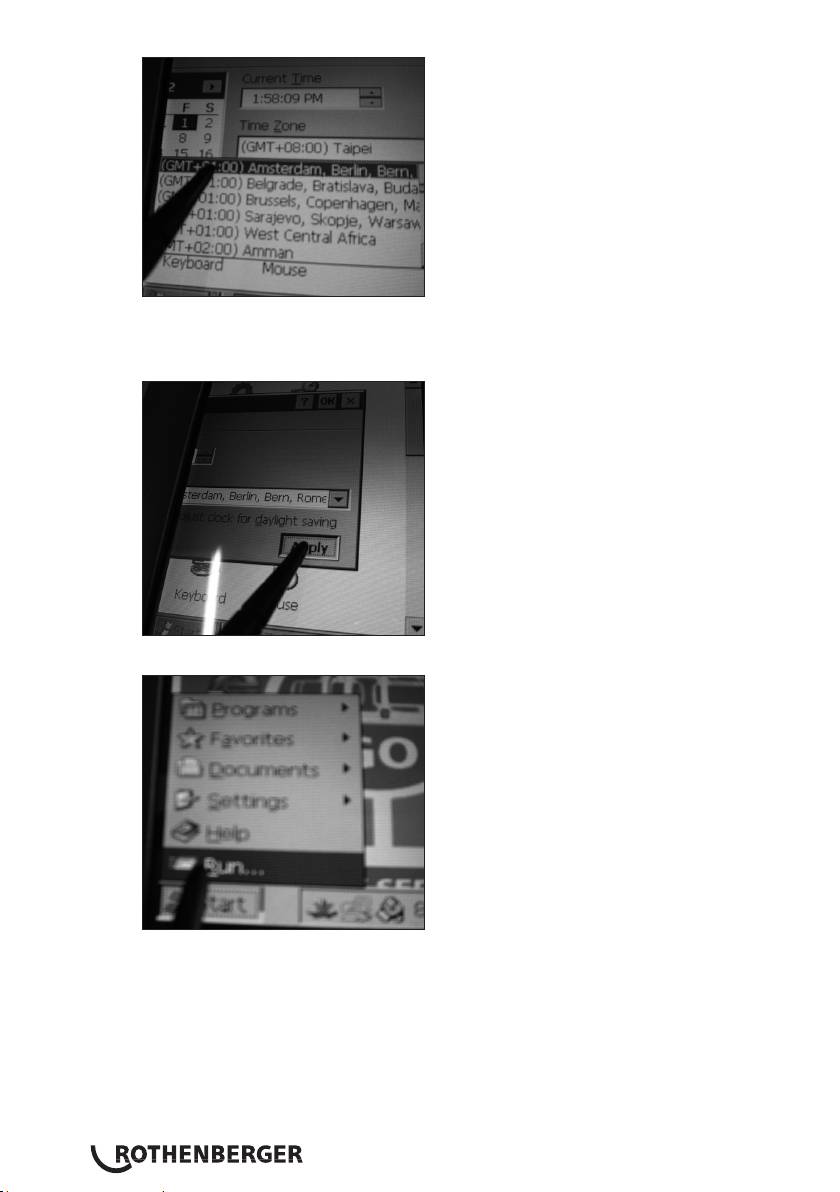
Date/Time çubuğunu tutup sürükleyerek giriş ekranını açın. Uygun zaman dilimini seçin
veya Current Time saatini girin.
Dikkat! AM / PM farkına dikkat edin! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
„Apply“ ve „OK“ ile onaylayın. X ile Kontrol Panelini kapayın.
„Start“ ve „Run“ düğmelerine basın.
TÜRKÇE314
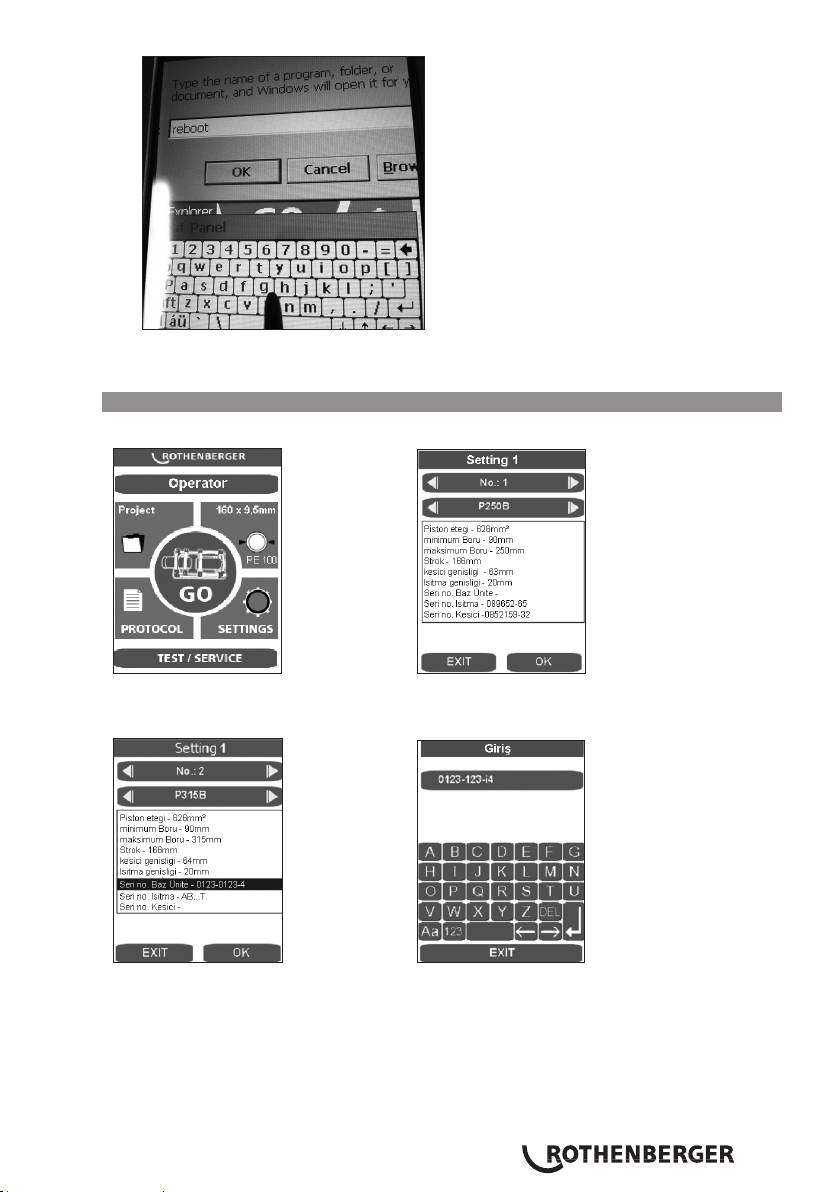
Ekrana gelen klavye ile reboot yazın ve „OK“ düğmesine basarak bilgisayarı baştan
başlatın.
3.7 Makine yapılandırmalarını oluşturma-seçme
Makine yapılandırmaları seçmek veya oluşturmak için SETTINGS düğmesine basın.
Yön tuşlarıyla istenen makine yapılandırması seçilebilir.
Bir yapılandırma oluşturmak için sağ yön tuşuyla sonraki numarayı örn. No. 2‘yi başlatın.
İlgili gösterge alanına basıldığında giriş ekranı gösterilir. Veriler DEL ile silinebilir ve yenileri
girilebilir, bu veriler daha sonra rapora aktarılır.
TÜRKÇE 315
3.8 Hata mesajları
Dokunmatik PC ve rapor:
Hata mesajı Adı
Code 1 Hizalama basıncı çok büyük
Code 2 Hizalama basıncı çok küçük
Code 4 Isınma basıncı çok büyük
Code 64 Değiştirme süresi çok uzun
Code 128 Basınç oluşturma süresi çok uzun
Code 256 Ekleme basıncı çok büyük
Code 512 Ekleme basıncı çok küçük
Code 2048 Isıtıcı çok soğuk
Code 4096 Kullanıcı tarafından iptal edildi
Code 131072 Isıtıcı çok sıcak
Kumanda:
Hata mesajı Adı Arıza giderme
SER Servis tarihi geldi, servis
Servis yaptırın
zamanı geldi
ERR1 Mutlak basınca ulaşılmıyor Yağ durumunu kontrol edin, basınç
sensörünü kontrol edin, valer arızalı,
motor arızalı
PE-2 Basınç sensörü 24V arızalı Basınç sensörünü değiştirin
ERR5 Yağ sıcaklığı 70°C – Dur! Yağ sıcaklığı 50°C altına düşene
kadar bekleyin
HE-1 Isıtıcı bağlı değil, algılama
Algılama aygıtını değiştirin
aygıtı arızalı
HE-0 Isıtıcı çok sıcak Sıcaklığı yeniden ölçün, ayarı kontrol
edin, algılama aygıtını değiştirin
HE-2 Isıtıcı çok soğuk Sıcaklığı yeniden ölçün, ayarı kontrol
edin, algılama aygıtını değiştirin
4 Bakım ve onarım
Makinenin çalışır halde kalması için aşağıdaki hususlara dikkat edilmelidir:
• Kılavuz çubuklar temiz tutulmalıdır. Yüzeyde hasar oluşması halinde basınç kaybına
neden olabileceğinden kılavuz çubuklar değiştirilmelidir.
• Sorunsuz kaynak sonuçları elde etmek için ısıtıcıyı temiz tutmak gereklidir. Yüzeyinde
hasarlar oluşması halinde ısıtıcının yeniden kaplanması veya değiştirilmesi gerekir. Isıtma
yüzeyindeki metal artıkları yapışmaz özelliğini bozar ve tüy bırakmayan bir kağıt ve ispirto
ile (sadece ısıtıcı sıcakken!) temizlenmelidir.
• Hidrolik yağı (HLP – 46, ürün no.: 53649) her 12 ayda bir değiştirilmelidir.
• Fonksiyon arızalarının önüne geçmek için düzenli olarak hidrolik güç biriminin
sızdırmazlığı, vidalarının doğru şekilde yerinde oturup oturmadığı ve elektrik kablosunda
sorun olup olmadığı kontrol edilmelidir.
• Hidrolik güç birimi ve hortum paketindeki hidrolik çabuk bağlantıları kire karşı
korunmalıdır. Kirlenmeleri halinde bunların bağlanmadan önce temizlenmesi gerekir.
• Freze mekanizması çift tarafı keskin bıçaklarla donatılmıştır. Kesme veriminin düşmesi
halinde bıçaklar bileylenebilir veya yenileriyle değiştirilebilir.
• Her zaman çalışılacak boru veya parçaların uçlarının özellikle de alın yüzeylerinin temiz
olmasına dikkat edilmelidir, aksi halde bıçakların ömrü azalır.
DVS 2208 gereği kaynak makinesi, yılda bir kez üreticisi veya onun yetkilendirdiği
bir servis istasyonu tarafından kontrol edilmelidir. Ortalamanın üstünde bir yükle
çalışan makinelerde bu kontrol süresi kısaltılmalıdır.
TÜRKÇE316
4.1 Makinelerin ve aletlerin bakımı
(başlık 4‘teki bakım kurallarına uyun!)
Keskin ve temiz aletler daha iyi çalışma sonuçları sağlar ve daha güvenlidir.
Körelmiş, kırık veya kayıp parçalar gecikmeden değiştirilmelidir. Aksesuarın güvenli bir şekilde
makineye bağlanmış olup olmadığı kontrol edilmelidir.
Bakım çalışmalarında yalnızca orijinal yedek parçaları kullanın. Onarımlar yalnızca uzman
kaliye personel tarafından yapılabilir.
Kullanılmayacağı zamanlarda, bakım ve onarım çalışmalarından önce ve aksesuarların
değiştirilmesinden önce makineler şebekeden ayrılmalıdır.
Elektrik şebekesine yeniden bağlamadan önce makine ve aksesuar aletin kapalı olduğundan
emin olunmalıdır.
Uzatma kabloları kullanılması halinde bunların güvenli ve işlevsel olup olmadığı kontrol
edilmelidir. Sadece dışarıda kullanım için izin verilen kablolar kullanılmalıdır.
Özellikle de plastik olanlar olmak üzere alet ve makinelerin muhafaza veya tutamaklarında
çatlak veya bükülme varsa kullanılmamalıdır.
Bu gibi çatlaklardaki kir ve nem elektriği iletir. Alet veya makinede bir yalıtım hasarı ortaya
çıkarsa bu durum elektrik çarpmasına neden olabilir.
Not: Ayrıca kazaların önlenmesine yönelik hükümlere işaret etmek isteriz.
5 Aksam
Uygun aksamlarla ilgili bilgiler ve sipariş formu için bkz. Sayfa 451 den itibaren.
6 Atıklar İçin
Makine terkibinde, atık değerlendirme yerlerine teslim edebileceğiniz değerli maddeler
bulunmaktadır. Bulunduğunuz yerde de yetkili atık değerlendirme işletmeleri olabilir. Yeniden
değerlendirilemeyecek atıkların (örn. elektronik çöp) çevre temizliğine uygun şekilde
toplanmasıyla ilgili sorularınızı yerel atık toplama dairesine yöneltebilirsiniz.
Sadece AB ülkeleri için:
Elektronik aletleri ev çöpüne atmayınız! 2012/19/EU numaralı Elektro ve Elektronik Eski
Cihazlar AB Yönetmeliği ve bunun üye ülkelerin hukukuna uyarlaması gereğince artık
kullanılamayacak durumda olan elektro cihaz ve aletlerin ev çöpünden ayrı olarak
toplanması ve çevreye zarar vermeyecek bir şekilde geri dönüşüme verilmesi
gerekmektedir.
TÜRKÇE 317
Tartalom Oldal
1 Útmutatások a biztonsághoz 319
1.1 Rendeltetésszerű használat 319
1.2 Általános biztonsági utasítások 319
2 Műszaki adatok, lásd a füzetet „műszaki adatok”
3 A készülék működése 321
3.1 A készülék leírása 321
3.1.1 Alapgép (A ábra) 321
3.1.2 Hidraulikus aggregátor (B ábra) 321
3.2 Használati utasítás 322
3.2.1 Üzembevétel 322
3.2.2 Intézkedések a hegesztés előkészítéséhez 325
3.2.3 Hegesztés 328
3.2.4 Hegesztés prémium üzemmódban 331
3.2.4.1 A hegesztés folyamata Prémium üzemmódban 334
3.2.5 Kikapcsolás 337
3.3 Általános követelmények 337
3.4 Fontos tanácsok a hegesztési paraméterekhez 337
3.5 Paraméter beállítás 338
3.6 Dátum és idő beállítása 339
3.7 Gép konguráció létrehozása, kiválasztása 341
3.8 Hibaüzenetek 342
4 Gondozás és karbantartás 343
4.1 Gép- és szerszám-karbantartás 343
5 Tartozékok 344
6 Ártalmatlanítás 344
Az anyagban használt jelölések:
Balesetveszély!
Ez a jel a személyi sérülésektől óv.
Figyelem!
Ez a jel anyagi- vagy környezeti károktól óv.
Felhívás cselekvésre
MAGYAR318
