Rothenberger ROWELD P160-630B Plus Professional – страница 7
Инструкция к Rothenberger ROWELD P160-630B Plus Professional
ROWELD P200B: Ø63-140mm: skládající se z 6 poloskořepin se širokou a ze 2 poloskořepin
s úzkou upínací plochou. Ø160-180mm: skládající se z 8 poloskořepin se širokou upínací
plochou.
ROWELD P160-355/5-12B: skládající se z 6 poloskořepin se širokou a ze 2 poloskořepin
s úzkou upínací plochou.
ROWELD P500-630/18-24B Plus: skládající se, do průměru 450 mm, ze 6 poloskořepin se
širokou a 2 poloskořepin s úzkou upínací plochou, od 500 mm z 8 poloskořepin se širokou
upínací plochou.
Přitom je nutné respektovat, že poloskořepiny s úzkou upínací plochou musí být nasazeny
do obou vnějších spodních základních upínacích prvků. Pouze při spojování trubky s trubním
obloukem se tyto díly vkládají do levého základního upínacího prvku dole a nahoře.
Trubky z umělé hmoty nebo tvarované díly, které jsou určeny ke svaření, vložte do upínacího
zařízení (v případě delších trubek < 2,5m musí být použity podvalky) a pevně utáhněte
mosazné matice na horních upínacích nástrojích. Úchylky kruhovitosti trubek mohou být
vyrovnány pomocí utažení nebo uvolnění mosazných matic.
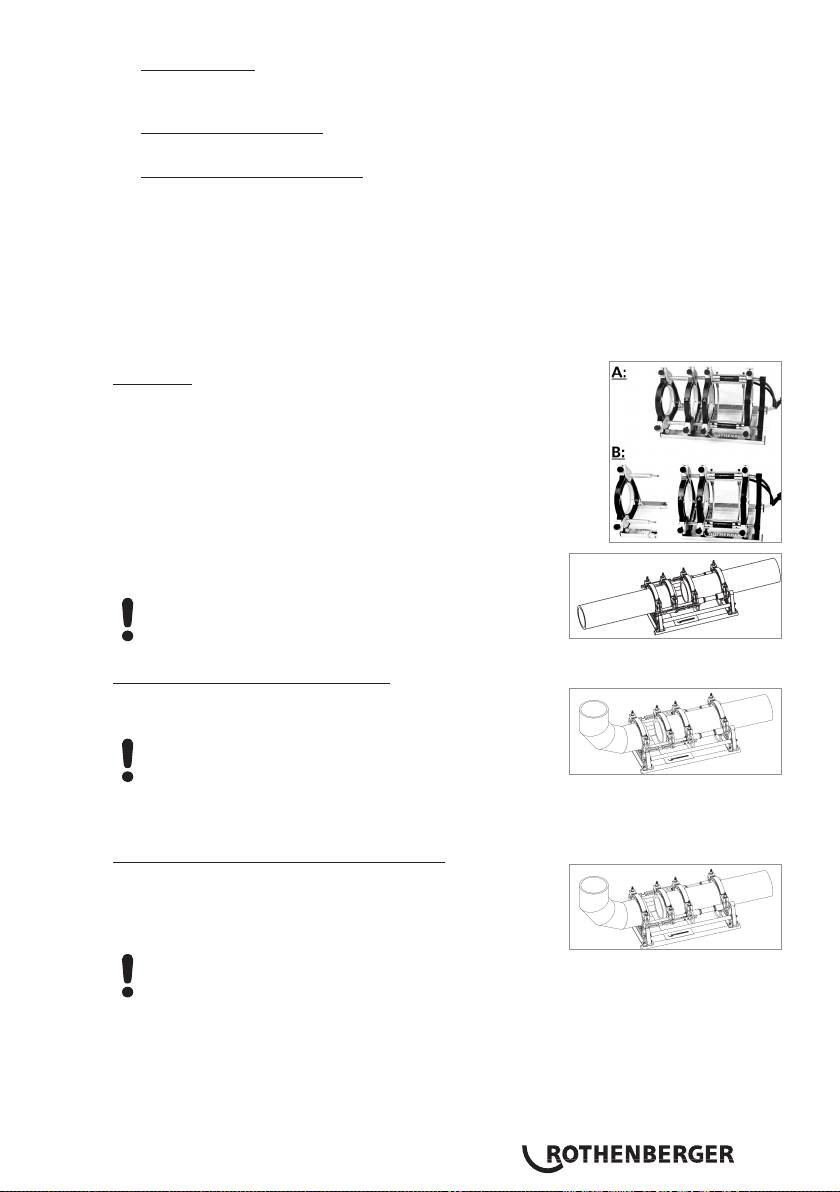
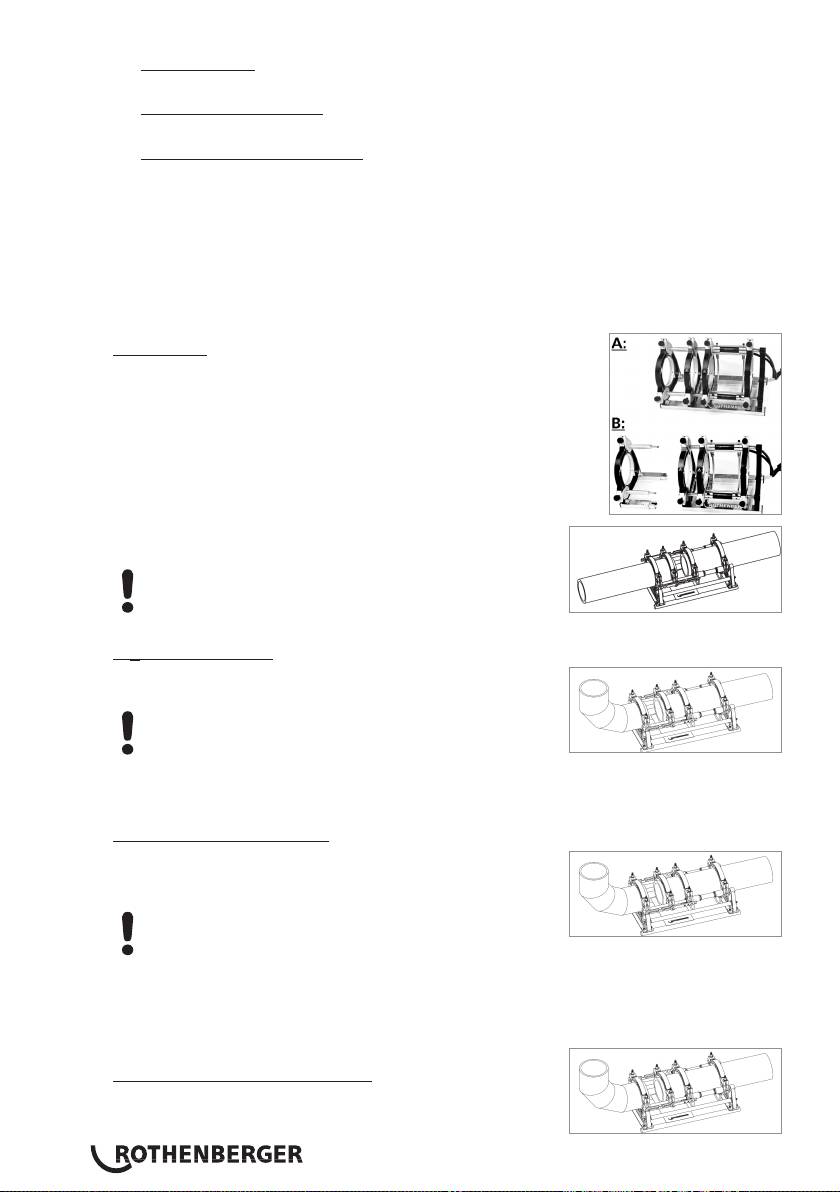
Pro P200B:
U trubek a trubkových spojů se stroj používá se 4 základními
upínacími čelistmi
(svařovací poloha A).
U úzkých trubek a přírubových spojů (svařovací poloha B) je
možno 4. upínací čelist odložit. K tomuto účelu je nejdříve třeba
odstranit šrouby (3) a trochu povolit šrouby (5). Poté je možno 4.
upínací čelist včetně podstavce vyjmout. Nakonec se odšroubují
distanční vložky (4) a nahradí se šrouby (3).
Při spojování trubky s trubkou musí být distanční vložky
zaklesnuty do obou levých upínacích prvků (stav při dodání).
Pozor: Distanční vložky nesmějí být v žádném případě
namontovány s příčným přesazením!
Trubky jsou drženy vždy dvěma upínacími prvky.
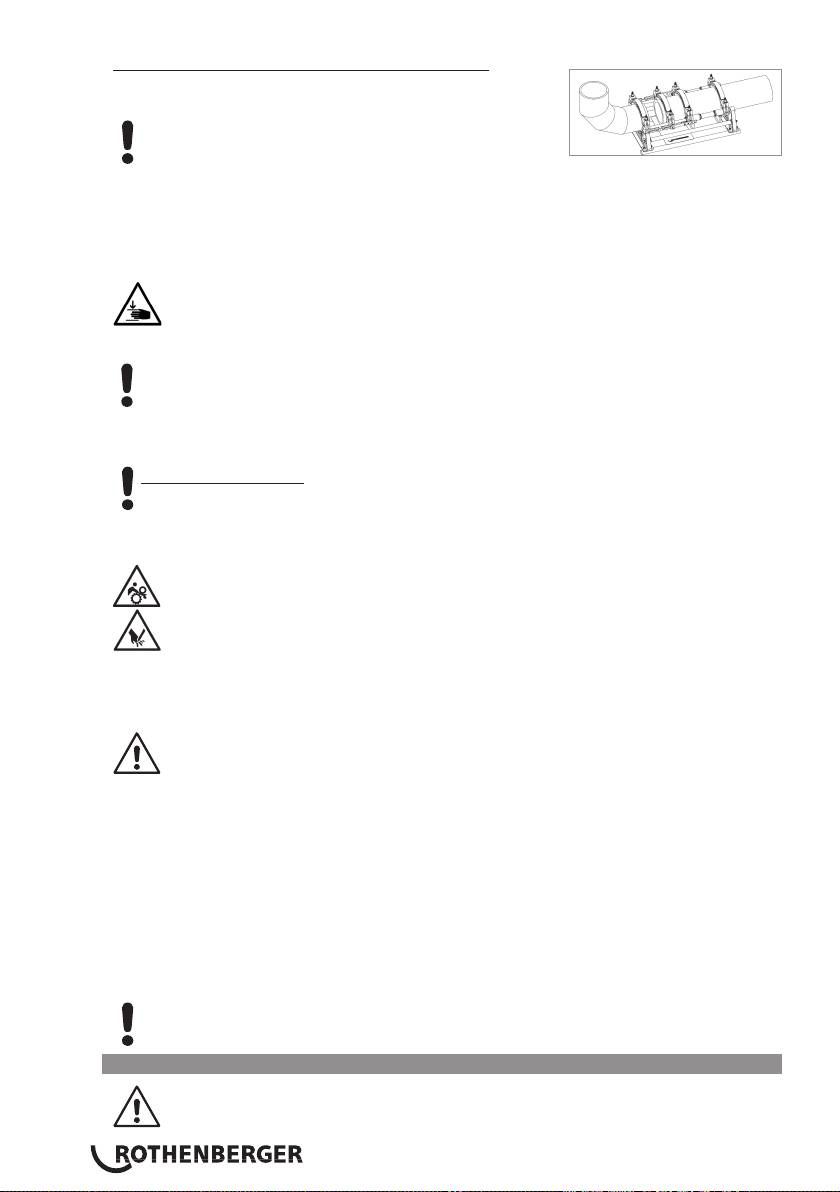
Trubka / spojovací tvarovka P160/5B:
Při spojování trubky se spojovací tvarovkou musí být distanční
vložky zaklesnuty do obou středních upínacích prvků.
Pozor: Distanční vložky nesmějí být v žádném případě
namontovány s příčným přesazením!
Trubka se vkládá do tří upínacích prvků a spojovací tvarovka je držena jedním upínacím
prvkem. Posuvný upínací prvek lze přitom na tyči posouvat tak, jak to vyžadují prostorové
podmínky při upínání a svařování.
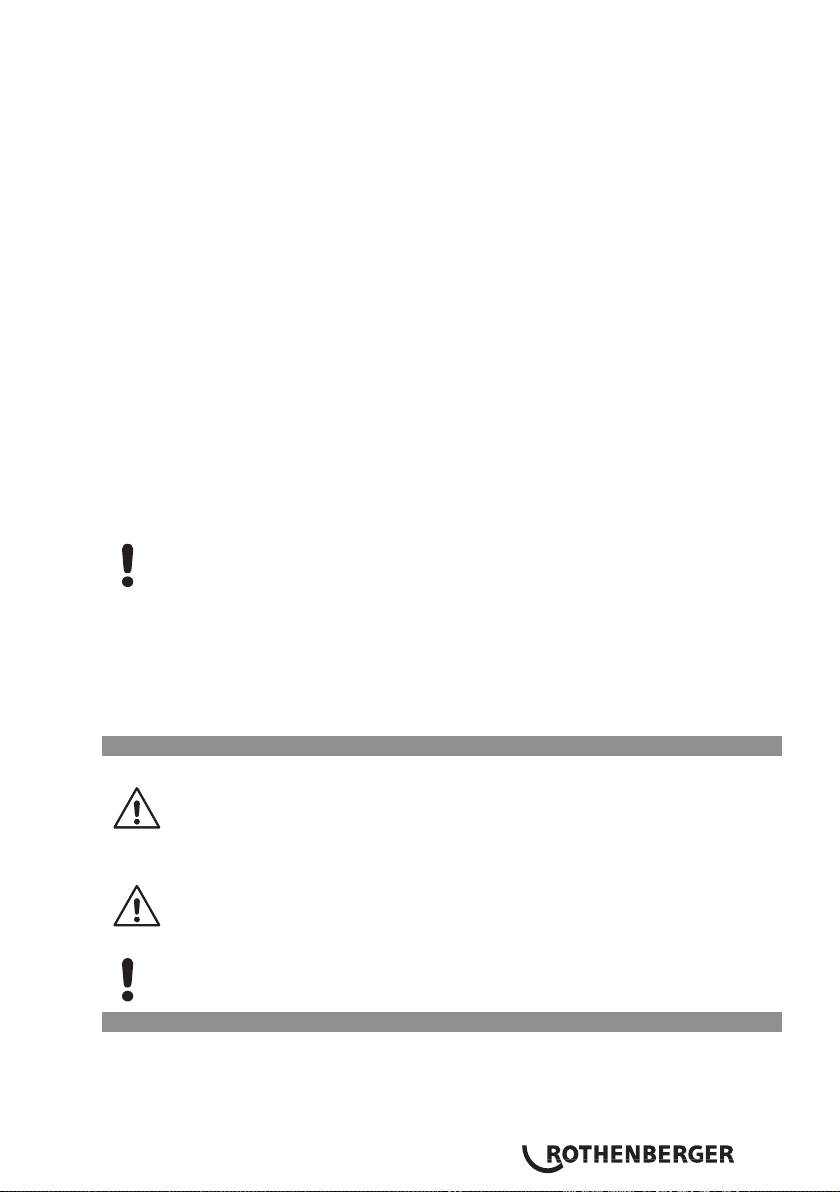
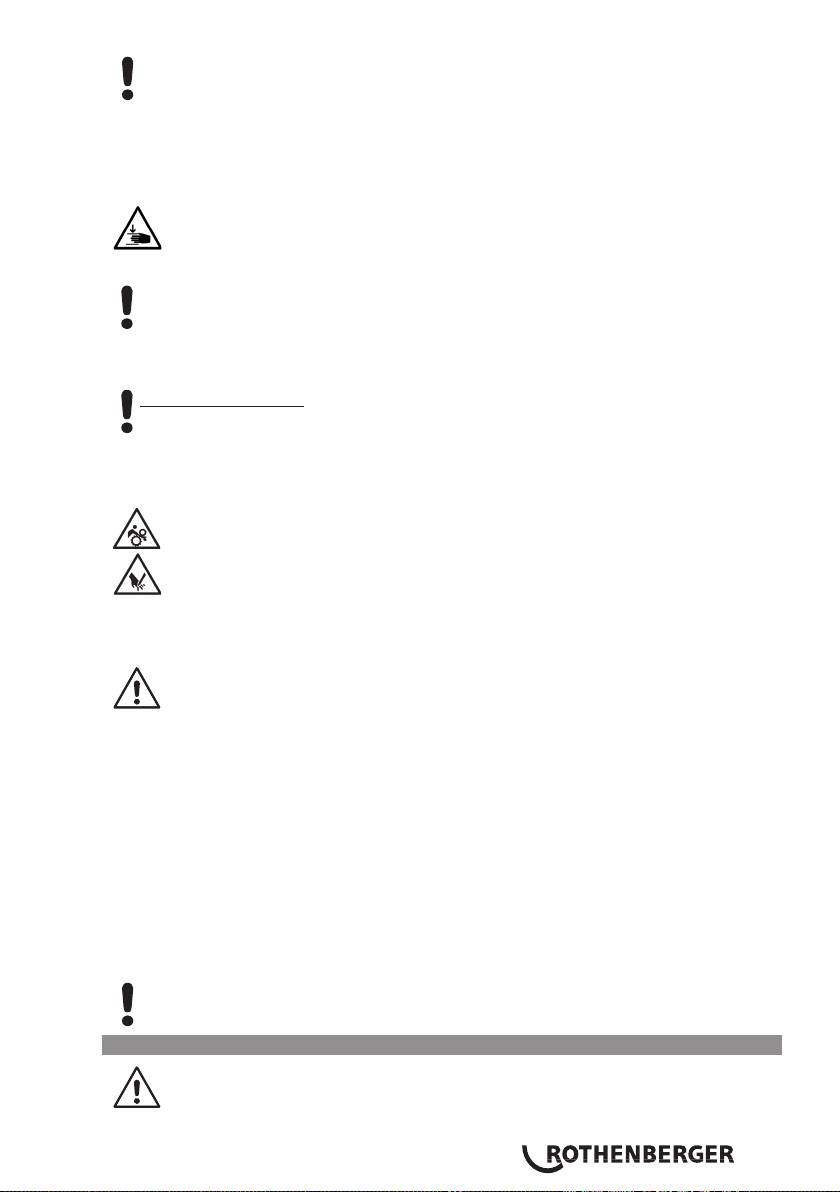
Trubka / spojovací tvarovka P250-355/8-12B:
Při spojování trubky se spojovací tvarovkou musejí být
distanční vložky zaklesnuty do obou středních upínacích
prvků a odtahovací přípravek topných prvků musí být zavěšen
do levých upínacích prvků.
Pozor: Distanční vložky nesmějí být v žádném případě
namontovány s příčným přesazením!
Trubka se vkládá do tří upínacích prvků a spojovací tvarovka je držena jedním upínacím
prvkem. Posuvný upínací prvek lze přitom na tyči posouvat tak, jak to vyžadují prostorové
podmínky při upínání a svařování.
Při zpracování některých tvarovek v určitých polohách, např. oblouky vodorovné, přivařovací
nákružky, je nutné odstranit přípravek na odtažení topných prvků.
ČESKY 119
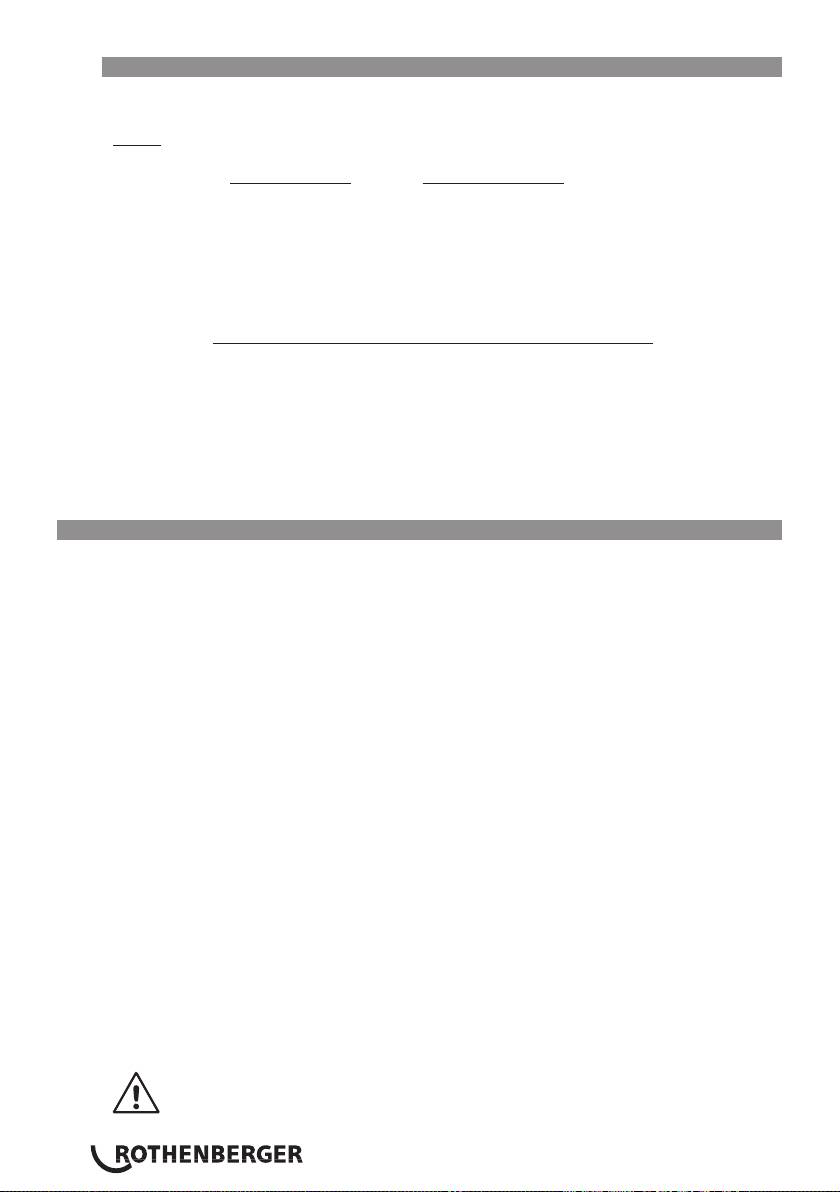
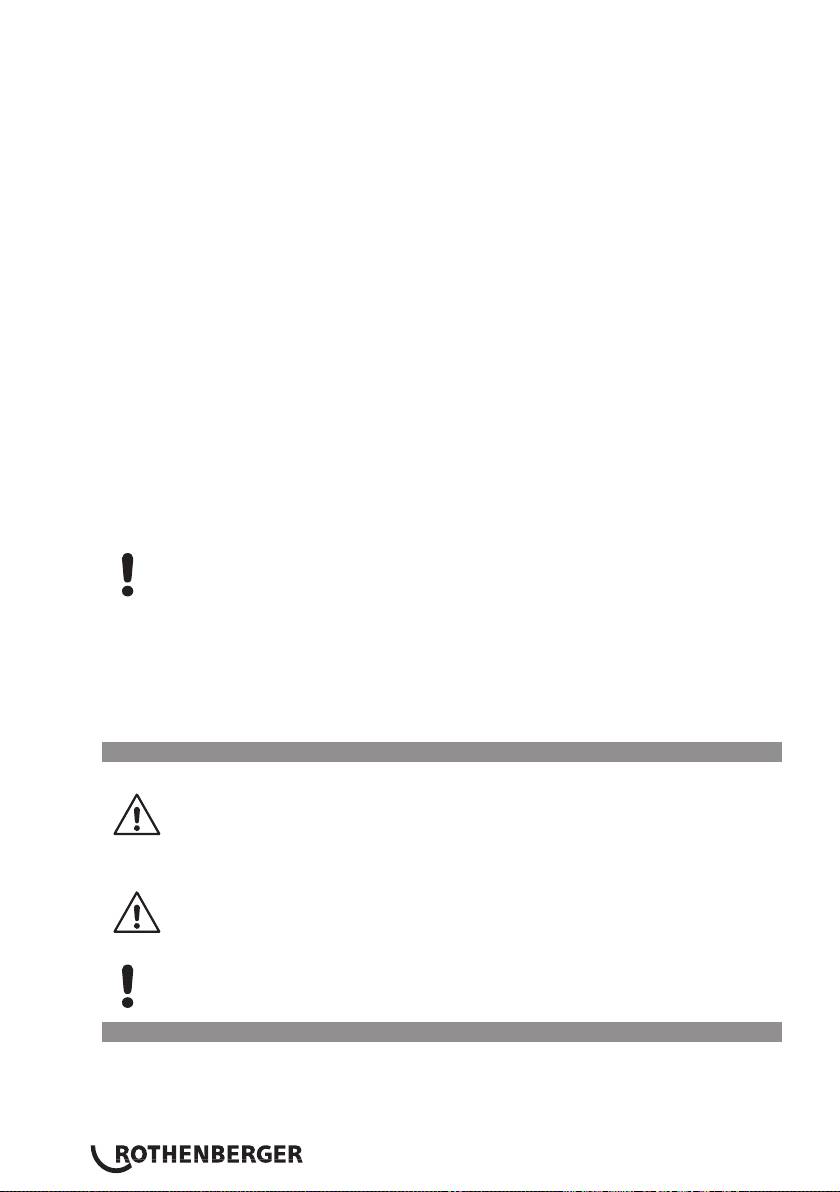
Trubka / spojovací tvarovka P500-630/18-24B Plus:
Při spojování trubky s tvarovkou je nutné distanční vložky
překlopit a zaklesnout do středního upínacího prvku.
Pozor: Distanční vložky nesmějí být v žádném případě
namontovány s příčným přesazením!
Trubka se vkládá do tří upínacích prvků a spojovací tvarovka je držena jedním upínacím
prvkem. Posuvný upínací prvek lze přitom na tyči posouvat tak, jak to vyžadují prostorové
podmínky při upínání a svařování.
Prostřednictvím najetí zpracovávaných dílů k sobě překontrolujte, zda tyto díly sedí v upínacím
nástroji pevně.
Udržujte bezpečný odstup od stroje, nevstupujte do něj, ani do něj nesahejte.
Nepovolaným osobám nepovolte vstup do pracovního úseku stroje.
Rovněž je nezbytné překontrolovat, zda topné těleso dosáhlo své provozní teploty.
Prosím, respektujte!!! Aby bylo zaručeno rovnoměrné rozložení tepla po celém topném
prvku, smí se topný prvek použít nejdříve 10 minut po dosažení požadované teploty. Teplota
musí být překontrolována pomocí měřícího přístroje a popřípadě musí být doregulována!
Elektrické frézovací zařízení nasaďte mezi zpracovávané díly určené ke svařování a toto
zařízení zapněte.
P500-630/18-24B Plus: Překontrolujte směry otáčení! Stroje jsou ze závodu
přisvorkovány pravotočivě.
Frézování a spusťte. Hoblovací nože musí běžet ve směru řezání, v opačném případě
přepněte pomocí vhodného nářadí přepínač fází na síťové zástrčce.
Nebezpečí zranění! Během provozu udržujte bezpečný odstup od stroje a
nesahejte do rotujících nožů. Frézu uvádějte do činnosti pouze v nasazeném stavu
( pracovní pozice ) a následně ji vraťte zpět do odkládací skříňky, která je určena
pro toto použití. Funkčnost bezpečnostního spínače na frézovacím zařízení musí
být neustále zajištěna, aby bylo možné zabránit neúmyslnému spuštění mimo
stroj.
Tlakový redukční ventil úplně vyšroubujte proti směru hodinových ručiček.
Řídicí páku zatlačte doleva a pomalu zvyšujte frézovací tlak až na optimální hodnotu.
Příliš vysoký frézovací tlak může mít za následek přehřátí a poškození pohonu
frézy. Při přetížení popř. nečinnosti pohonu frézy se strojem vyjeďte a snižte tlak.
Jakmile začne z frézy plynule vycházet tříska o tloušťce < = 0,2 mm, stlačte řídicí páku
doprava a stroj roztáhněte od sebe.
Frézovací přípravek vypněte, vyčkejte dokud se hoblovací kotouče nezastaví. Vyjměte
frézovací přípravek ze základního stroje a odložte jej do odkládací skříňky.
Přibližte obrobky k sobě, otevřením tlakového odlehčovacího ventilu snižte tlak.
Zkontrolujte, zda jsou plochy určené pro svařování rovné, rovnoběžné a souosé.
Jestliže tomu tak není, musí být frézování zopakováno. Axiální přesazení mezi zpracovávanými
díly nesmí být ( dle DVS ) větší než 10% tloušťky stěny a max. mezera mezi rovinnými
plochami nesmí být větší než 0,5mm. Pomocí čistého nástroje (např. štětec) odstraňte třísky,
které se v trubce případně vyskytují.
Prosím, respektujte! Plochy, které byly ofrézovány a které jsou připraveny ke svařování, musí
být zbaveny všech nečistot a nesmíte se jich dotknout rukou!
3.2.3 Svařovací postup
Nebezpečí stlačení! Při najíždění upínacích nástrojů a trubek k sobě zásadně
dodržujte bezpečný odstup od stroje. Nikdy nevkládejte do stroje!
ČESKY120
Během opětovného najetí konců zpracovávaných dílů k sobě je nutné na manometru
hydraulické jednotky odečíst tlak pohybu zpracovávaného dílu (vlečný tlak).
Jako tlak pohybu zpracovávaného dílu (vlečný tlak) je označován minimální tlak, který je
nezbytný k tomu, aby se zpracovávaný díl – v závislosti na délce a hmotnosti – axiálně pohy-
boval. Tato hodnota musí být zjištěna zcela přesně, přitom je nezbytné stroj několikrát nechat
oddálit a najet k sobě a ventil pro nastavení tlaku nastavovat tak dlouho, až bude stroj krátce
před zastavením. Tento zjištěný vlečný tlak musí být připočten k srovnávacímu tlaku, k tlaku
ohřevu a ke spojovacímu tlaku.
Topný prvek nasaďte mezi oba zpracovávané díly do základního stroje a dbejte na to, aby
dosedací plochy topné desky spočívaly v zářezech přípravku pro odtažení.
Stroj nechejte najet k sobě, nastavte nezbytný srovnávací tlak plus tažný tlak a udržujte.
Jakmile bude po celém obvodu obou trubek rovnoměrně dosažena patřičná výška zesíleného
okraje , snižte tlak pomocí pomalého otevření ventilu pro snižování tlaku.
Tlak nastavte tak, aby bylo zajištěno rovnoměrné téměř beztlaké dosednutí konců zpracová-
vaných dílů na topném tělese ( ohřev ).
Nyní znovu zavřete ventil pro snižování tlaku. Přitom dejte pozor na to, aby konce
zpracovaných dílů neztratily kontakt s topným tělesem.
Po uplynutí doby ohřevy se zpracovávané díly opět od sebe oddálí, topné těleso bude vyjmuto
a konce zpracovávaných dílů najedou k sobě. Nyní je nutné zvýšit tlak, pokud možno lineárně,
na odpovídající spojovací tlak a udržovat ho po celou dobu ochlazování.
Tlak kontrolujte pravidelně a popřípadě jej dodatečně upravte. Při nadměrné ztrátě tlaku
nechejte zkontrolovat hydraulický systém.
Pozor: Během prvních 20 až 100 sekund je nutné držet řídící páku stisknutou a poté ji
uvolnit (v prostřední poloze).
Topný prvek odložte zpět do odkládací skříňky.
Poté, co uplynula doba ochlazování, zcela snižte tlak prostřednictvím otevření ventilu pro
snižování tlaku, svařené díly uvolněte a odeberte.
Základní stroj nechejte oddálit, vystavte protokol. Stroj je připraven pro následující svařovací
cyklus.
Celkové parametry ke svařování můžete vyčíst z přiložených svařovacích tabulek.
3.2.4 Odstavení z provozu
Vypněte topné těleso.
Topný prvek nechejte vychladnout, popř. jej uložte tak, aby se žádné sousední
látky nemohly vznítit!
Vytáhněte ze zásuvky síťovou zástrčku frézovacího zařízení, topného tělesa a hydraulického
agregátu a kabel namotejte.
Hydraulický agregát přepravujte a odstavujte pouze ve vodorovné poloze, v
nakloněné poloze olej z odvzdušňovací zátky s měrkou vytéká!
Hydraulické hadice odpojte a namotejte.
Pozor! Chraňte spojky před znečištěním!
3.3 Všeobecné požadavky
Protože povětrnostní vlivy a vlivy okolního prostředí mohou svařování ovlivnit rozhodující měrou,
je nezbytně nutné dodržet odpovídající předpisy v DVS – směrnice 2207 díl 1, 11 a 15. Mimo
území Německa platí příslušné národní směrnice.
( Svářečské práce musí být neustále a pečlivě monitorovány! )
ČESKY 121
3.4 Důležité pokyny k parametrům svařování
Všechny náležité parametry pro svařování, jako jsou teplota, tlak a čas, je nutné vyhledat v DVS -
směrnice 2207 díl 1, 11 a 15. Mimo území Německa platí příslušné národní směrnice.
Odkaz: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
V jednotlivých případech je nezbytné si od výrobce trubek opatřit zpracovací parametry specifické
pro daný materiál!
Parametry pro svařování, které jsou uvedeny v přiložených svařovacích tabulkách, jsou orientační
hodnoty, za které firma ROTHENBERGER nepřebírá záruku!
Hodnoty pro srovnávací a spojovací tlak, které jsou uvedeny ve svařovacích tabulkách, byly
vypočítány podle následujícího vzorce:
Svarová plocha A [mm²] x součinitel hodnoty svaru SF [N/mm²]
Tlak P [bar] =
válcová plocha Az [cm²] x 10
Součinitel hodnoty svaru (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Celková válcová plochy ROWELD P 160/5 B činí 3, 53 cm²)
(Celková válcová plochy ROWELD P 200 B činí 3, 53 cm²)
(Celková válcová plochy ROWELD P 250/8 B činí 6, 26 cm²)
(Celková válcová plochy ROWELD P 355/12 B činí 6, 26 cm²)
(Celková válcová plochy ROWELD P 500/18 B a P 630/24 B činí 14, 13 cm²)
(Celková válcová plochy ROWELD P 630/24 B Plus činí 22, 38 cm²)
4 Péče a údržba
Aby byla uchována funkčnost stroje, je nezbytné dodržovat následující body:
• Vodící tyče musí být zbavovány jakékoliv nečistoty. V případě poškození povrchu je nutné
tyto vodící tyče vyměnit, protože by toto mohlo eventuálně způsobit pokles tlaku.
• Frézovací zařízení, topné těleso a hydraulický agregát smí být připojeny pouze k takovému
napětí, které je uvedeno na typovém štítku.
• Aby jste získali bezvadné výsledky svařování, je nezbytné, aby jste udržovali topné těleso
v čistotě. V případě poškození povrchu musí být topné těleso znovu povrstveno popř.
vyměněno. Zbytky materiálu na topném zrcadle snižují protiadhezivní vlastnosti a měly by být
odstraněny pomocí papíru neuvolňujícího vlákna a pomocí lihu (pouze když je topné těleso
studené).
• Hladinu oleje hydraulického agregátu je nutné kontrolovat před každým uvedením do
provozu (hladina oleje by se měla pohybovat mezi značkami min a max). Popřípadě je nutné
doplnit hydraulický olej (HLP – 46, zboží č.: 53649.
• Hydraulický olej (HLP – 46, zboží č.: 53649) musí být vyměněn každých 6 měsíců.
• Aby jste zabránili funkčním poruchám, je nezbytné na hydraulickém agregátu pravidelně
překontrolovat těsnost, pevné uložení šroubových spojů a rovněž bezvadný stav
elektrokabelu.
• Hydraulické rychlospojky na hydraulickém agregátu a na svazku hadic musí být chráněny
před znečištěním. V případě znečištění musí být před připojením vyčištěny.
• Frézovací zařízení je vybaveno dvěma oboustranně nabroušenými noži. V případě
zhoršujícího se řezného výkonu mohou být nože otočeny popř. vyměněny za nové
• Je nezbytné neustále dbát na to, aby konce trubek popř. částí určených k opracování
obzvláště čelní plochy byly zbaveny nečistot, protože v opačném případě se životnost nožů
rapidně snižuje.
Je nezbytné nechat provést roční kontrolu svářečky dle DVS 2208 a to od výrobce
nebo od jedné ze servisních služeb, které jsou tímto výrobcem pověřeny. U strojů
s nadprůměrným zatížením by měl být cyklus kontrol zkrácen.
ČESKY122

4.1 Péče o stroj a o nástroje
(Dodržujte bod 4 předpisy pro údržbu!)
Ostré a čisté nástroje vytváří lepší pracovní výsledky a jsou bezpečnější.
Tupé, zlámané nebo ztracené díly musí být neprodleně vyměněny. Překontrolujte, zda je
příslušenství se strojem bezpečně spojeno.
Při údržbářských pracích používejte pouze originální náhradní díly. Opravy smí provádět pouze
odborný kvalifikovaný personál.
V případě nepoužívání, před údržbářskými pracemi a před výměnou součástí příslušenství odpojte
stroje od elektrické rozvodné sítě.
Před opětovným připojením k elektrické rozvodné síti je nutné zajistit, aby stroj a příslušenství byly
vypnuté.
Při používání prodlužovacích kabelů je nutné překontrolovat, zda jsou bezpečné a funkční.
Používány smí být pouze kabely schválené pro venkovní použití.
Stroje a nástroje nesmí být používány tehdy, když kryt nebo rukojeti, obzvláště z umělé hmoty,
jsou prasklé popř. zdeformované.
Nečistota a vlhkost v takovýchto prasklinách vedou elektrický proud. Toto může vést k úderu
elektrickým proudem, když se na nástroji popř. na stroji vyskytne poškození izolace.
Poznámka: Dále pak poukazujeme na bezpečnostní předpisy.
5 Příslušenství
Vhodné příslušenství a objednací formulář naleznete od strany 147.
6 Likvidace
Části tohoto zařízení představují zhodnotitelný materiál a mohou být předány k recyklaci.
K tomuto účelu jsou k dispozici schválené a certifikované recyklační závody. K tomu, aby jste
mohli provést ekologicky přijatelnou likvidaci částí, které nelze zhodnotit (např. elektronický šrot),
je nutné provést konzultaci s Vaším úřadem, který je kompetentní pro likvidaci odpadů.
Pouze pro země EU:
Neodhazujte elektrické nástroje do odpadu! Podle Evropské směrnice 2012/19/EG o
odpadních elektrických a elektronických zařízeních (OEEZ) a podle jejího převedení do
národního práva musejí být opotřebené elektronástroje sbírány odděleně a odevzdány na
ekologicky šetrné zpracování.
ČESKY 123
Tartalom Oldal
1 Útmutatások a biztonsághoz 125
1.1 Rendeltetésszerű használat 125
1.2 Általános biztonsági utasítások 125
2 Műszaki adatok, lásd Füzet „műszaki adatok”
3 A készülék működése 127
3.1 A készülék leírása 127
3.1.1 Alapgép (A ábra) 127
3.1.2 Hidraulikus aggregátor (B ábra) 127
3.2 Használati utasítás 128
3.2.1 Üzembevétel 128
3.2.2 Intézkedések a hegesztés előkészítéséhez 129
3.2.3 Hegesztés 131
3.2.4 Kikapcsolás 132
3.3 Általános követelmények 132
3.4 Fontos tanácsok a hegesztési paraméterekhez 133
4 Gondozás és karbantartás 133
4.1 Gép- és szerszám-karbantartás 134
5 Tartozékok 134
6 Ártalmatlanítás 134
Az anyagban használt jelölések:
Balesetveszély!
Ez a jel a személyi sérülésektől óv.
Figyelem!
Ez a jel anyagi- vagy környezeti károktól óv.
Felhívás cselekvésre
MAGYAR124
1 Útmutatások a biztonsághoz
1.1 Rendeltetésszerű használat
A ROWELD P160-630/5-24B Plus Professional csak a PE - PP és PVDF csövek hegesztéséhez
használható a műszaki adatoknak megfelelően.
1.2 Általános biztonsági utasítások
FIGYELEM! Az elektromos szerszámok használata során az elektromos áramütés,
baleset- és tűzveszély megelőzése érdekében be kell tartani a következő alapvető
fontosságú biztonsági utasításokat.
Az elektromos szerszám használata előtt olvassa el az összes utasítást, és őrizze azokat
meg egy biztonságos helyen.
Karbantartás és állagmegóvás:
1 Rendszeres tisztítás, karbantartás és kenés. Minden állítás, állagmegóvó vagy karbantartó
művelet előtt húzza ki az elektromos csatlakozót.
2 A készüléket csak képzett szakemberrel javíttassa, és csak eredeti alkatrészeket
használjon. A készülék (javítás utáni) biztonságos működése csak így biztosítható.
Biztonságos munkavégzés:
1 Tartson rendet a munkahelyen. A rendetlen munkahely balesetet okozhat.
2 Vegye figyelembe a környezetet is (annak befolyásoló hatását). Ne tegye ki az
elektromos szerszámot esőnek. Az elektromos szerszámot ne használja nedves vagy nyirkos
környezetben. Biztosítson megfelelő megvilágítást a munkaterületen. Ne használjon
elektromos szerszámot tűz- és robbanásveszélyes helyeken.
3 Védje magát az elektromos áramütés ellen. Kerülje, hogy valamely testrésze földelt
tárggyal (pl. csövekkel, radiátorral, elektromos sütővel, hűtőszekrénnyel) érintkezzen.
4 Tartsa távol a bámészkodókat (többi személyt). Ne engedje, hogy más személy,
különösképpen gyermek az elektromos szerszám közelében tartózkodjon vagy megérintse
annak kábelét. Tartsa őket távol a munkavégzés helyétől.
5 A nem használt elektromos szerszámokat biztonságos helyen tárolja. A nem használt
elektromos szerszámokat száraz, magas (nehezen elérhető) vagy zárt helyen tárolja, ott, ahol
azokhoz a gyerekek nem férhetnek hozzá.
6 Az elektromos szerszámokat ne terhelje túl. A megadott teljesítménytartományban a
szerszámok jobban és biztonságosabban működnek.
7 A feladathoz megfelelő elektromos szerszámot használja. Ne használjon gyenge
teljesítményű gépet nehéz (nagy teljesítményt igénylő) feladatokhoz. Ne használja az
elektromos szerszámot olyan célra, amelyre azt nem tervezték. Ne használjon pl. kézi
körfűrészt fatörzsek vagy fahasábok fűrészeléséhez.
8 A munkavégzéshez megfelelő öltözetet viseljen. Na hordjon olyan ruhát vagy ékszert,
amelyet a mozgó alkatrészek elkaphatnak. Ha szabadban végez munkát, akkor csúszásgátló
lábbeli használata javasolt. Ha a haja hosszú, akkor használjon hajhálót.
9 Használjon védőfelszerelést. Használjon munkavédelmi védőszemüveget. Poros, pornak
kitett munkahelyen használjon védőmaszkot.
10 Csatlakoztassa a porszívó(eszköz)t. Ha a szerszámon van porszívó-csatlakozás vagy
felfogórendszer, akkor győződjön meg ezek megfelelő csatlakoztatásáról, ill. használatáról.
11 A kábelt csak rendeltetésszerűen, azzal ellentétesen ne használja. A csatlakozódugót
az aljzatból ne a kábelt húzva húzza ki. Védje a kábelt a hőtől, az olajtól és az éles élektől.
MAGYAR 125

12 Rögzítse a munkadarabot. Használjon pillanatszorítót vagy más rögzítőeszközt/satut a
munkadarab le- vagy befogására. Ezek az eszközök biztosabban tartják a munkadarabot,
mintha azt a kezében tartaná.
13 Kerülje a természetellenes testtartást. Vegyen fel biztos tartást és folyamatosan őrizze
meg az egyensúlyát.
14 A szerszámot gondosan ápolja. A vágószerszámokat tartsa élesen és tisztán, hogy velük
jobban és biztonságosabban dolgozhasson. Kövesse a kenési és a szerszámcsere utasításokat.
Rendszeresen ellenőrizze az elektromos szerszám vezetékét; ha a vezeték megsérült, akkor
azt cseréltesse le képzett villanyszerelővel. Rendszeresen ellenőrizze a hosszabbító vezetéket;
ha az sérül cserélje le. Tartsa a fogantyúkat szárazon, tisztán, zsír- és olajmentesen.
15 A csatlakozódugót húzza ki az aljzatból. Ha nem használja az elektromos szerszámot, ill.
a karbantartása és a szerszámcsere - pl. fűrészlap, fúrófej, marófej - előtt.
16 A szerszámkulcsot vegye le a szerszámról. A bekapcsolás előtt a kulcsot, és az
állítószerszámot vegye le.
17 Kerülje a véletlen (akaratlan) bekapcsolást. Győződjön meg arról, hogy a kapcsolót a
csatlakozódugó aljzathoz való csatlakoztatása előtt kikapcsolta.
18 Kültéri használatra való hosszabbítókábelt használjon. A szabadban csak erre
engedélyezett és megfelelően megjelölt hosszabbítókábelt használjon.
19 Legyen óvatos/figyelmes. Figyeljen arra, amit csinál. A munkát megfontoltan végezze. Ne
használja az elektromos szerszámot, ha fáradt, figyelme nem elég koncentrált.
20 Ellenőrizze az elektromos szerszámot potenciális sérülésekre. Az elektromos szerszám
használata előtt a védőeszközöket és az alkatrészeket ellenőrizni kell - akadálymentes,
a rendeltetésüknek megfelelő működésre. Ellenőrizze, hogy a mozgó alkatrészek
akadálymentesen működjenek, ne szoruljanak, és az alkatrészek ne legyenek sérültek. Egyes
alkatrészeket megfelelően fel kell szerelni ahhoz, hogy minden elvárást (követelményt)
teljesítsenek, és biztosítsák az elektromos szerszám problémamentes használatát.
A sérült védelmeket és alkatrészeket hivatalos szakszervizben meg kell javíttatni vagy le
kell cseréltetni, kivéve, ha ezt a használati útmutató másképp definiálja. A sérült kapcsolót
műhelyben kell lecseréltetni.
Ne használjon olyan elektromos szerszámot, amelyet a kapcsolójával nem lehet be- vagy
kikapcsolni.
21 Figyelem! Más (gyártó által gyártott) szerszám vagy tartozék használata balesetveszélyes
lehet.
22 Az elektromos szerszámot csak képzett villanyszerelővel javítassa. Ez az elektromos
szerszám megfelel a vonatkozó biztonsági előírásoknak. Javítását csak képzett villanyszerelő
végezheti, a javításhoz csak eredeti cserealkatrészeket szabad használni, különben a szerszám
használója balesetet szenvedhet.
2 Műszaki adatok, lásd Füzet „műszaki adatok”
MAGYAR126
3 A készülék működése
3.1 A készülék leírása
A ROWELD P160-630/5-24B Plus Professional készülékek kompakt, szállítható fűtőelemcsonk
hegesztőgépek, amelyek speciálisan az építkezések területén– és itt speciálisan a csőárkokban
– történő felhasználásra kerültek kidolgozásra. Természetesen a gépek műhelyben történő
felhasználása is lehetséges.
A „ROWELD“ típusú hegesztőgépek sokoldalúsága által minden felhasználási területen a
következő hegesztési kötések hozhatók létre biztosan a PE, PP és PVDF csövekkel, amelyeknek a
külső átmérője 40-630 mm/1 1/4-24” között található:
I. Cső - Cső
II. Cső - csőkönyök
III. Cső - T - idom
IV. Cső - előhegesztő bilincs
A gépek lényegében a következőkből állnak:
Alapgép, redukciós betétek, hidraulikus aggregátor, maróberendezés, fűtőelem, beállító láda
Előhegesztő bilincsek hegesztésekor a tartozékként kapható négypofás feszítő-befogótárcsa
alkalmazható.
ROWELD P160-250/5-8B: Max. a gép átmérőjével megegyező kis keresztmetszetű csőívek
hegesztésénél a tartozékként beszerezhető ferde feszítőszerszámot kell használni.
ROWELD P500-630/18-24B Plus: A maró és a fűtőelem be- és kiemeléséhez a tartozékk ént
kapható elektromos kiemelő berendezés alkalmazható.
3.1.1 Alapgép (A ábra)
1 Mozgatható feszítőelemek 5 Levehető feszítőelem
2 Eltolható feszítőelem 6 Rögzítő csavarok felül
3 Távolságtartó elem rögzítő bevágással 7 Távtartó darab
4 Fűtőelem lehúzó szerkezet 8 Rögzítő csavarok alul
3.1.2 Hidraulikus aggregátor (B ábra)
1 Olajbetöltő és mérőpálca 5 Hálózati kábel
2 Gyorskuplung csatlakozó 6 Nyomásmérő
3 Nyomás mentesítő szelep 7 Szabályozókar Balra – indítás, Jobbra –
befejezés
4 Gyorskuplung karmanytú 8 Gyorskuplung karmanytú
A hidraulikus aggregátor lehetővé teszi a hegesztő készülék következő jelekkel megjelölt
használatát:
A feszítőelemek összekötéséhez fordítsa balra a szabályozókart. Az eljárási és
nyomás növekedési sebesség az elfordítás szögétől függ.
A feszítőelemek szétválasztásához fordítsa jobbra a szabályozókart. Az eljárási
sebesség az elfordítás szögétől függ.
Nyomás beállítási szelep a marási nyomás, kiegyenlítési, felmelegítési és illesztési
nyomás számára. A beállított nyomást a nyomásmérő mutatja.
Nyomáscsökkentő szelep, balra fordítva a nyomás csökkenthető. A csökkentési
sebesség az elforgatások számától függ. Jobbra fordítás – nyomás tartás.
MAGYAR 127
OIL
Olajbetöltő zárósapka mérőpálcával
3.2 Használati utasítás
A hegesztő készüléket csak az erre jogosult és megfelelően kiképzett szakember
kezelheti a DVS 2212 1. résznek megfelelően!
A gépet csak a kiképzett és feljogosított kezelő használhatja!
3.2.1 Üzembevétel
A tompahegesztőgép használatba vétele előtt figyelmesen olvassa el a használati
utasítást!
A fűtőelemet ne használja robbanásveszélyes környezetben és ügyeljen arra,
hogy ne érintkezzen gyúlékony anyaggal.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
Minden üzem behelyezés előtt ellenőrizze a hidraulikus egységben az olajszintet,
az előírt olajszint az olajszint az olajtöltő szerkezeten a min. max. jelölésénél
legyen, szükség esetén töltse fel HLP 46 hidraulika olajjal.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj az olajtöltő szerkezeten.
Kapcsolja össze az alapgépet és a hidraulikus aggregátot mindkét hidraulikus tömlővel.
Ügyeljen arra, hogy a gyorskuplung ne legyen szennyezett. A tömítetlen
kuplungokat haladéktalanul ki kell cserélni!
A maróberendezést, a hidraulikus aggregátort és a fűtőelemet csatlakoztassa a hálózatba a
típustáblának megfelelően.
A P160-250/5-8B nél:
A piros „készenlét” dióda világít, azaz van feszültség. Kapcsolja be a nagy nyomógombbal
(amely zölden világít) a fűtőelemet, és állítsa be a „+” és „-” gombokkal a megfelelő
hőmérsékletet (a (160 ... 285 °C-os tartományban).
A rendszer a fűtőelem felfűtését a fűtőelemen található sárga diódával jelzi. Ez mellett a
hőmérsékletkijelzőn a rendszer vízszintes oszlopokat jelenít meg. A beállított hőmérséklet
elérte előtt (tűrés: +/-3 °C) nem sokkal a sárga dióda kikapcsol, és a zöld el kezd
világítani. További 10 perc eltelte után a fűtőelem üzemkész. Hőmérséklet szabályozása
hőmérőberendezéssel.
Eltolás értékek beállítása: Nyomja meg egyidejűleg a „+” és „-” gombokat. Ez után ezen
gombok bármelyikével és a külső hőmérőberendezéssel kalibrálható a fűtőelem.
Ha a fűtőelem a a külső hőmérőberendezésnél kisebb értéket mutat, akkor a különbséget
a „+” gombbal kell beállítani. Ellentétes kijelzett értéknél a különbséget a „-” gombbal kell
beállítani. Az „Er1” üzenet elektronika hibát jelez. Az „Er1” üzenet ellenállás-hőmérő hibát
jelez, ill. az nincs csatlakoztatva.
Égésveszély ! A fűtőelem 290° C-os hőmérsékletet érhet el és a használat után az
erre a célra előirányzott beállító ládába kell visszahelyezni!
A P355/12B nél:
Kapcsolja be a vezérlődoboz főkapcsolóját, a kapcsoló erre zölden világít, és a rendszer
megjeleníti a fűtőlemez névleges hőmérséklet értékét. A - és + gombokkal állítsa be a
megfelelő hőmérsékletet a 160 ... 270 °C-os tartományban.
A beállított hőmérséklet elérésekor a kijelző a „set” (beállított) kijelzésről az „actual”
(tényleges) kijelzésre vált és a kijelző „heat” (fűtés) eleme villog. A fűtőelem további 10 perc
eltelte után áll készen a használatra. Ellenőrizze a hőmérsékletet egy hőmérővel.
A hőmérsékletszabályozót a gyárban optimálisan beállítottuk; ha a fűtőelem felületi
hőmérséklete nem egyezik a megjelenített értékkel, akkor azt ún. eltolással módosítani kell.
MAGYAR128
Ehhez állítsa a billenőkapcsolót a 0-ra; nyomja meg a - és a + gombokata billenőkapcsoló
bekapcsolásához. Erre a kijelzőn megjelenik az „OFF”, „SET” (Eltolás) felirat és a beállított
eltolás érték. A - és a + gombokkal állítsa be a megfelelő eltolást; és a - és a + gombok
együttes megnyomásával tárolja azt. Ezután a kijelző a névleges értéket jeleníti meg.
A P500-630/18-24B Plus nél:
Kapcsolja be a vezérlő doboz főkapcsolóját (a főkapcsoló zölden világít). Állítsa be a kívánt
hőmérsékletet (lásd hőmérséklet-szabályozó).
A kijelző mutatója rendszerint a valódi hőmérsékletet mutatja. A végrehajtási utasítás szerint a
fűtőelem 10 perccel a kívánt hőmérséklet első elérése után használatra kész. A hőmérsékletet
ellenőrizni kell hőmérsékletmérővel.
Égésveszély ! A fűtőelem 300° C-os hőmérsékletet érhet el és a használat után az
erre a célra előirányzott beállító ládába kell visszahelyezni!
A hegesztő készülék digitális 400-as típusú hőmérséklet-szabályozóval van felszerelve.
A digitális hőmérséklet-szabályozó gyárilag optimálisan konfigurált és beállításra került. A
hőmérséklet beállításához csupán az F gombot kell megnyomni, amíg a kijelző „_SP“-t mutat.
Most megváltoztatható a kívánt hőmérséklet 0-300 °C-ig a nyilazott gombokkal.
Ha semmilyen más gomb nem kerül megnyomásra, akkor a kijelző ismét az aktuális hőmérsékletet
mutatja, a szabályozó automatikusan az újra kiválasztott hőmérsékletet állítja be. Mindaddig,
amíg az aktuális hőmérséklet alacsonyabb, mint a beállított kívánt hőmérséklet, addig a piros nyíl
villog (low). Ha az aktuális hőmérséklet magasabb, akkor a piros nyíl villog (high). Ha a beállított
kívánt hőmérséklet megfelel az aktuális értéknek, akkor a zöld mérősáv világít. Ha a fűtőelem
tényleges felületi hőmérséklete nem egyezik meg a mutatott aktuális hőmérséklettel, akkor
egy „Offset“ adható be. Ehhez tartsa az F gombot lenyomva, amíg a képernyőn „InP“
jelenik meg (kb.7 mp); majd engedje el az F gombot. Ezután az F gombot mindaddig
nyomkodni, amíg „oFS“ megjelenik. Ezt az értéket azután megfelelően beállítani. A változtatás
befejezéseként az F gombot mindaddig tartsa lenyomva, amíg az aktuális hőmérséklet ismét
bemutatásra kerül.
Figyelem! Az összes többi paramétert nem szabad megváltoztatni!
Gyári beállítás:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Megjegyzés:
Az automatikus hangolási funkció által az adatok a CFG alatt enyhén eltérhetnek. Ha nagyobb
szabályozási ingadozások lépnek fel, akkor az automatikus hangolási funkciót hideg fűtőelem
esetén lehet aktiválni. (A CFG menüben az „S.tu“ pontot 2-re állítani; a 0-ra történő visszaállítás
automatikusan bekövetkezik).
A maróberendezés és fűtőelem emeléséhez 53410 vagy 53323 típusjeli emelőszerkezetet vagy
megfelelő szerszámot kell használni.
3.2.2 Intézkedések a hegesztés előkészítéséhez
A csöveknél, amelyek kisebbek, mint a géppel maximálisan hegeszthető átmérő, fel kell
szerelni a redukciós betéteket a feldolgozandó csőátmérőre a tartozékokban található
imbuszkulccsal.
MAGYAR 129
ROWELD P200B: Ø63-140mm: 6 széles feszítő felületű félhéjból és 2 keskeny feszítő felületű
félhéjból áll. Ø160-180mm: 8 széles feszítő felületű félhéjból áll.
ROWELD P160-355/5-12B: 6 széles feszítő felületű félhéjból és 2 keskeny feszítő felületű
félhéjból áll.
ROWELD P500-630/18-24B Plus: 450 mm-es átmérőig 6 széles feszítő felületű félhéjból és 2
keskeny feszítő felületű félhéjból áll, 500 mm-től 8 széles feszítő felületű félhéjból áll.
Ennél arra kell ügyelni, hogy a félhéjak a keskeny feszítő felülettel a két külső alsó alapfeszítő
elembe kerüljenek behelyezésre. Csak cső-/csőívkötéseknél helyezhetők be ezek az alsó és
felső bal alap feszítőelembe.
A hegesztendő műanyag csöveket vagy formadarabokat helyezze be a feszítő berendezésbe
(hosszabb <2,5m csövek esetén görgős bakokat kell alkalmazni) és a sárgaréz anyákat
meg kell húzni a felső feszítő szerszámon. A csövek nem kerekségét a sárgaréz anyák
meghúzásával vagy lazításával lehet kiegyenlíteni.
A P200B nél:
Cső- / cső kötéseknél a gépet 4 darab alapkivitelű szorítópofával
üzemeltetjük
(A hegesztési helyzet).
Szük cső- / szerelvény kötéseknél (B hegesztési helyzet) el lehet
távolítani a 4. alapkivitelű szorítópofát. Ehhez először eltávoltjuk a
(3) csavarokat és kissé meglazítjuk az (5) csavarokat. Ekkor le lehet
húzni a 4. pofát alépítményestül. Végül lecsavarjuk a (4) távtartó
darabokat és a helyükre a (3) csavarokat csavarjuk be.
A cső-/csőívkötéseknél a távtartókat a bal feszítő elemek
között kell elhelyezni (szállítási állapot).
Figyelem: A távtartókat tilos átlós irányban felszerelni!
Gondoskodjon arról, hogy a csöveket két feszítőelem tartsa.
Cső / Fitting P160/5B:
A cső-/csőívkötéseknél a távtartókat a középső feszítő elemek
között kell elhelyezni.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítőelembe kell behelyezni, a fittinget egy feszítőelem tartja. Ekkor az
eltolható feszítőelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a rúdon
eltolható.
Cső / Fitting P250-355/8-12B:
A cső-/csőívkötéseknél a távtartókat a középső feszítő elemek
között kell elhelyezni és a fűtőelem-lehúzószerkezetet a bal
feszítő elemre kell felfüggeszteni.
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítőelembe kell behelyezni, a fittinget egy feszítőelem tartja. Ekkor az
eltolható feszítőelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a rúdon
eltolható.
Néhány fitting feldolgozásánál bizonyos helyzetben, pl. vízszintes íveknél, a hegesztett
darabokat ki kell venni a fűtőelem-lehúzószerkezetből.
Cső / Fitting P500-630/18-24B Plus:
A cső-/csőívkötéseknél a távtartókat el kell fordítani és be kell
akasztani a középső feszítő elembe.
MAGYAR130
Figyelem: A távtartókat tilos átlós irányban felszerelni!
A csövet három feszítoelembe kell behelyezni, a fittinget egy feszítőelem tartja. Ekkor az
eltolható feszítoelem a helyviszonyoknak és a hegesztésnek megfelelően feszítéskor a rúdon
eltolható.
A munkadarabok összekötésével vizsgálja meg, hogy ezek jól bent vannak-e a
feszítőszerszámban.
Tartsa be a biztonságos távolságot, ne álljon a gép közelébe, ne nyúljon a gépbe.
Ügyeljen arra, hogy illetéktelen személyek ne közelíthessék meg a gépet.
Ugyancsak meg kell vizsgálni, hogy a fűtőelem elérte-e az üzemi hőmérsékletét.
FIGYELEM!!! A teljes fűtőelem egyenletes hőelosztásnak biztosításához a fűtőelem
legkorábban az előírt hőmérséklet elérése után 10 perccel helyezhető el. A hőmérsékletet
mérőműszer segítségével vizsgálja meg, és szükség esetén szabályozza után!
Az elektromos maróberendezést helyezze az összehegesztendő munkadarabok közé és
kapcsolja be.
P500-630/18-24B Plus: Vizsgálja meg a forgási irányokat! Gyárilag a gépek jobbra
forgóként kerültek beállításra.
Helyezze a maróberendezést az alapgépbe és kapcsolja be. A gyalutárcsáknak a vágási irányba
kell futniuk, különben a fázisváltót át kell kapcsolni a hálózati csatlakozónál a megfelelő
szerszámmal.
Sérülésveszély! A gép működése közben tartsa be a biztonságos távolságot és ne
nyúljon a mozgásban lévő gépbe. A marót csak bekapcsolt állapotban
(munkahelyzetben) használja, és végül az erre kiképzett beállító dobozba
helyezze vissza. A biztonsági kapcsoló működőképessége mindenkor biztosított
kell legyen, hogy a nemkívánatos elindulás a gépen kívül elkerülhető legyen.
Fordítsa a nyomószelepet az óramutató járásával ellentétes irányba.
Nyomja balra a főkart és lassan növelje a marónyomást az optimális érték eléréséig.
A túl magas marási nyomás túlmelegedést okozhat, és a maró-meghajtás
sérüléséhez vezethet. A maróhajtás túlterhelése vagy leállása esetén gyorsítsa a
gépet és csökkentse a nyomást.
Miután marógépet folyamatosan max. 0,2mm vastag hagyja el és nyomja az vezérlőkart
jobbra és válassza szét a gépet.
Kapcsolja ki a berendezést, várja meg, amíg a tárcsák leállnak. Vegye ki a marógépet az
alapgépből és tegye a dobozába.
Vigye a munkadarabokat ütközésig, a nyomáscsökkentő szelep nyitásával engedje ki a
nyomást.
Ellenőrizze, hogy a hegesztett felületek simák, párhuzamosak legyenek és a tengelyek egy
irányban helyezkedjenek el.
Ha ez nem így van, akkor a marási eljárást meg kell ismételni. Az axiális eltérés a
munkadarabok között nem lehet nagyobb, mint a falvastagság 10 %-a és a maximális rés a
tervezett felületek között nem lehet nagyobb, mint 0,5 mm. Egy tiszta munkaeszközzel (pl.
ecsettel) az esetleges forgácsot távolítsa el a csőből.
Kérjük, ügyeljen! A mart, a hegesztéshez előkészített felületeket nem szabad kézzel
megérinteni, és mindenféle szennyeződéstől mentesnek kell lenniük!
3.2.3 Hegesztés
Zúzódásveszély! A feszítő berendezés és a csövek összekötésekor alapvetően
tartson biztos távolságot a géptől. Soha ne álljon a gépbe!
MAGYAR 131
A munkadarabok újabb összekötése közben olvassa le a hidraulikus egység nyomásmérőjét a
munkadarab mozgási nyomásáról (vontatónyomás).
A munkadarab mozgási nyomását (vontatónyomás) az a minimális nyomás jelöli, amely ahhoz
szükséges, hogy a munkadarab – a hosszától és a tömegétől függetlenül – tengelyirányban
mozgatható legyen. Ezt az értéket nagyon pontosan kell meghatározni, miközben a gépet
többször kell összekötni és szétválasztani, és a nyomás beállító szelepet mindaddig beállíta-
ni, amíg a gép röviddel a megállás előtt lesz. Ezt a megállapított vontatónyomást hozzá kell
számolni a kiegyenlítő-, átmelegítő- és illesztőnyomáshoz.
Helyezze be a fűtőelemeket a két munkadarab közé az alapgépbe ügyeljen arra, hogy a
fűtőlemez tartók a lehúzó készülék vágataiban helyezkedjenek el.
Kösse össze a gépet, állítsa be a szükséges kiegyenlítési nyomást plusz a vontatási nyomást és
tartsa azt.
Amint a szükséges dudorodási magasság az egész cső kerülete mentén elérésre került, a
nyomást engedje le a nyomáscsökkentő szelep lassú megnyitásával.
Állítsa be a nyomást úgy, hogy még egy egyenletes, közel nyomásmentes felfekvés kerüljön
biztosításra a munkadarabok végei és a fűtőelem között (felmelegedés).
Most ismét zárja el a nyomáscsökkentő szelepet. Eközben ügyeljen arra, hogy a
munkadarabok végei ne veszítsék el a kontaktust a fűtőelemhez.
A felmelegedési idő lejárta után a munkadarabok ismét szétválasztásra kerülnek, a fűtőelem
kivételre kerül és a munkadarabok összekötésre kerülnek. A nyomást most lehetőleg
lineárisan a megfelelő illesztőnyomásra kell megnövelni és az egész lehűlési idő alatt tartani.
Rendszeresen ellenőrizze a nyomást és szükség esetén a készüléket töltse fel. Rendszeres
nyomásvesztés esetén ellenőrizze a hidraulikus rendszert.
Figyelem: Az első 20-tól 100 másodpercig a szabályozókart nyomva kell tartani és
utána elengedni (középállásban).
Helyezze vissza a fűtőelemet a tartódobozba.
Miután a lehűlési idő lejárt, vegye vissza a nyomást teljesen a nyomáscsökkentő szelep
megnyitásával, az összehegesztett munkadarabokat fogja ki és vegye ki őket.
Az alapgépet nyissa szét, készítse el a protokollt. A gép készen áll a következő hegesztési
ciklusra.
Az összes hegesztési paramétert a mellékelt hegesztési táblázatból lehet kiolvasni.
3.2.4 Kikapcsolás
Kapcsolja ki a fűtőelemet.
A fűtőelemet hűtse le, vagy úgy helyezze el, hogy a mellette elhelyezett anyagok
gyulladását megakadályozza!
Húzza ki a hálózati csatlakozót a maróberendezésből, a fűtőelemből és a hidraulikus
aggregátorból és tekerje fel a kábelt.
A hidraulikus egység csak vízszintes helyzetben szállítható, ha a talajra
helyezéskor ferde helyzetben van, folyik az olaj a légtelenítő szerkezetből!
A hidraulikus tömlőt csatolja szét és tekerje fel.
Figyelem! A csatlakozókat védje a piszkosságtól!
3.3 Általános követelmények
Mivel az időjárási és környezeti hatások döntően befolyásolják a hegesztést, ezért a
DVS megfelelő előírásait – 2207-es irányelv, 1,11 és 15 rész – okvetlenül be kell tartani.
Németországon kívül a megfelelő nemzeti irányelvek érvényesek.
( A hegesztési munkákat állandóan és gondosan felügyelni kell! )
MAGYAR132
3.4 Fontos tanácsok a hegesztési paraméterekhez
Az összes szükséges hegesztési paramétert, mint a hőmérséklet, nyomás és idő a DVS
irányelvekből – 2207 1, 11 és 15 részből kell kiolvasni. Németországon kívül a megfelelő nemzeti
irányelvek érvényesek.
Hivatkozás: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Egyes esetekben okvetlenül be kell szerezni az anyagnak megfelelő feldolgozási paramétereket a
cső gyártójától!
A mellékelt hegesztési táblázatokban megnevezett hegesztési paraméterek irányértékek, a
ROTHENBERGER cég nem vállal semmilyen garanciát!
A hegesztési táblázatokban megadott értékek a kiegyenlítő és az összeeresztő nyomás a
következő képlet szerint kerülnek kiszámításra:
Hegesztési felület A [mm²] x Hegesztési faktor SF [N/mm²]
Nyomás P [bar] =
Hengerfelület Az [cm²] x 10
Hegesztési faktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A ROWELD P 160/5 B összhengerfelülete 3, 53 cm²)
(A ROWELD P 200 B összhengerfelülete 3, 53 cm²)
(A ROWELD P 250/8 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 355/12 B összhengerfelülete 6, 26 cm²)
(A ROWELD P 500/18 B és P 630/24 B összhengerfelülete 14, 13 cm²)
(A ROWELD P 630/24 B Plus összhengerfelülete 22, 38 cm²)
4 Gondozás és karbantartás
A gép működési képességének fenntartása érdekében a következő pontokra kell ügyelni:
• A megvezető rudakat tisztán kell tartani a szennyeződésektől. A felület sérülése esetén a
megvezető rudakat ki kell cserélni, mivel ez esetlegesen a nyomás csökkenéséhez vezethet.
• A maróberendezés, a fűtőelem és a hidraulikus aggregát csak a típustáblán megadott
feszültséggel üzemeltethető.
• Ahhoz, hogy kifogástalan hegesztési eredményeket kapjon, az szükséges, hogy a fűtőelemet
tartsa tisztán. A felület sérülései esetén a fűtőelemet új bevonattal kell ellátni ill. ki kell
cserélni. Az anyagmaradékok a fűtőtükrön csökkentik a nemtapadási tulajdonságokat és
ezért egy nem rojtosodó papírral és spiritusszal (csak hideg fűtőelem esetén!) kell eltávolítani
azokat.
• A hidraulikus egység olajszintjét minden üzembevétel előtt ellenőrizni kell (az olajszintnek
a min. és a max. jelzés között kell lennie). Adott esetben a hidraulika olajat után kell tölteni
(HLP – 46, cikkszám: 53649).
• A hidraulika olajat (HLP – 46, cikkszám: 53649) hathavonta ki kell cserélni.
• Az üzemzavarokat elkerülendő, a hidraulikus aggregátort rendszeresen meg kell vizsgálni a
tömítettségre, a csavarok szilárd rögzítettségére, valamint az elektromos kábel kifogástalan
állapotára való tekintettel.
• A hidraulikus aggregáton a hidraulikus gyorskuplungot és a tömlőcsomagot meg kell védeni
a szennyeződésektől. Bepiszkolódás esetén ezeket a csatlakoztatás előtt meg kell tisztítani.
• A maróberendezés két kétoldalasan megélezett késsel van ellátva. A vágási teljesítmény
gyengülésével a kések megfordíthatóak ill. újakra cserélhetők ki.
• Állandóan ügyelni kell arra, hogy a megmunkálandó cső – ill. munkadarabok, különösen
a homlokfelületükön, szennyeződés mentesek legyenek, különben a kések élettartama
jelentősen lecsökke.
A hegesztőgép éves felülvizsgálatát, a DVS 2208-nak megfelelően, a gyártó által
vagy egy általa felhatalmazott szervízzel végeztesse el. Az átlagon felüli terhelésű
gépeknél a vizsgálati időtartamot le kell rövidíteni.
MAGYAR 133

4.1 Gép- és szerszám-karbantartás
(A karbantartási előírások 4. pontjára ügyelni!)
Az éles és tiszta szerszámok jobb munkaeredményt érnek el és biztonságosabbak.
Az életlen, törött vagy elveszett részeket késedelem nélkül cserélje ki. Vizsgálja meg, hogy a
tartozék biztosan összekötésre került-e a géppel.
A karbantartási munkák során csak eredeti alkatrészeket használjon. A javításokat csak
szakszerűen kiképzett személyzet végezheti el.
Ha nem használja a gépet, az ápolási- és karbantartási-munkák előtt, és a tartozékok cseréje előtt
válassza le a gépet az elektromos hálózatról.
Az elektromos hálózathoz történő újra csatlakoztatás előtt gondoskodjon róla, hogy a gép és a
tartozék szerszámok kikapcsolt állapotban legyenek.
Hosszabbító kábel esetén azokat meg kell vizsgálni azokat a biztonság és a működési képesség
tekintetében. Csak a külső használatra engedélyezett kábelt szabad alkalmazni.
Nem szabad használni olyan szerszámokat és gépeket, amelyeknek a háza vagy a fogantyúja,
különösen műanyagból, eltörött ill. elvetemedett.
A piszok és a nedvesség az ilyen repedésekben vezetik az elektromos áramot. Ez elektromos
áramütéshez vezethet, ha a szerszámon ill. a gépen szigetelési hiba lép fel.
Megjegyzés: Továbbra is utalunk a balesetelhárítási előírásokra.
5 Tartozékok
Az alkalmas tartozékok és a megrendelőlap az 147 oldaltól kezdve találhatók.
6 Ártalmatlanítás
A készülék egyes részei hasznosítható anyagból vannak, így újrahasznosíthatók. E célra
jóváhagyott és tanúsított újrahasznosító üzemek állnak rendelkezésre. A nem hasznosítható
anyagok (pl. elektronikai hulladék) környezetkímélő ártalmatlanításával kapcsolatban érdeklődjön
a területileg illetékes hulladékkezelő hatóságnál.
Csak EU országoknak szól:
Ne dobjon a szemetesbe elektromos szerszámokat! A kiszolgált elektromos és elektronikus
készülékekről szóló, 2012/19/EK jelű európai irányelv és a nemzeti jogba ültetett változata
szerint a már használhatatlan elektromos szerszámokat a többi hulladéktól elkülönítve kell
összegyűjteni és környezetbarát módon kell újra hasznosítani.
MAGYAR134
Содержание стр.
1 Указания по обеспечению безопасности 136
1.1 Надлежащее использование 136
1.2 Общие указания по технике безопасности 136
2 Технические характеристики, см. буклет „Технические данные“
3 Функции аппарата 138
3.1 Описание приборов 138
3.1.1 Базовая машина (рис. A) 138
3.1.2 Гидравлический агрегат (рис. B) 138
3.2 Руководство по эксплуатации 139
3.2.1 Ввод в эксплуатацию 139
3.2.2 Меры для подготовки к сварке 141
3.2.3 Процесс сварки 143
3.2.4 Вывод из эксплуатации 144
4 Уход и техническое обслуживание 145
4.1 Уход за машиной и инструментами 145
5 Принадлежности 146
6 Утилизация 146
Специальные обозначения в этом документе:
Опасность!
Этот знак предупреждает о возможной травмоопасности.
Внимание!
Этот знак предупреждает о травмоопасности или опасности для окру-
жающей среды.
Необходимость действия
PУCCKИЙ
135
1 Указания по обеспечению безопасности
1.1 Надлежащее использование
Аппарат ROWELD P160-630/5-24B Plus Professional предназначен исключительно
для соединения сваркой полиэтиленовых (ПЭ) и полипропиленовых (ПП) труб в
соответствии с техническими параметрами.
1.2 Общие указания по технике безопасности
Внимание! При использовании электроинструментов для защиты от удара
электрическим током, риска получения травм и возникновения пожара
необходимо соблюдать следующие основные правила техники безопасности
Перед использованием данного электроинструмента необходимо прочесть все
данные указания и сохранить правила техники безопасности в хорошем месте.
Техническое обслуживание и ремонт:
1 Регулярная очистка, техническое обслуживание и смазка. Перед проведением
любых работ по регулировке, наладке или ремонту инструмента необходимо вынуть
из розетки сетевой штепсель.
2 Аппарат разрешается ремонтировать только квалифицированному персоналу
и только с использованием оригинальных запасных деталей. Таким образом
гарантируется неизменная безопасность аппарата.
Безопасность проведения работ:
1 Рабочее место необходимо содержать в порядке. Беспорядок на рабочем месте
может стать причиной несчастного случая.
2 Учитывать влияние окружающей среды. Не допускать попадания
электроинструмента под дождь. Не использовать электроинструменты во влажной
или мокрой среде. Необходимо обеспечить хорошее освещение рабочей зоны.
Не использовать электроинструменты там, где существует опасность пожара или
взрыва.
3 Необходимо защитить себя от опасности удара электрическим током. Избегать
соприкосновения частей тела с заземленными деталями (например, трубами,
радиаторами, электрическими плитами, холодильниками).
4 Запретить доступ для других лиц. Необходимо запретить посторонним лицам, в
особенности детям, прикасаться к электроинструменту или кабелю. Не позволять им
входить в рабочую зону.
5 Хранить не используемые электроинструменты в безопасном месте. Не
используемые электроинструменты необходимо хранить в высоко расположенном
или закрытом месте вне досягаемости детей.
6 Запрещается превышать нагрузку на электроинструмент. Работа в указанном
диапазоне нагрузки является более безопасной и эффективной.
7 Использовать правильный электроинструмент. Не использовать маломощные
станки для выполнения тяжелых работ. Не использовать электроинструмент в целях,
для которых он не предназначен. Не использовать, например, ручную дисковую пилу
для резки ветвей дерева или поленьев.
8 Надевать подходящую одежду. Не надевать свободную одежду или украшения,
так как их может затянуть в подвижные детали. При работе вне помещений
рекомендуется надевать обувь с нескользящей подошвой. Длинные волосы
необходимо прятать под сетку.
9 Использовать средства индивидуальной защиты. Надевать защитные очки. Если
во время проведения работ образуется пыль, надевать респиратор.
10 Подключить устройство аспирации. Если станок оснащен разъемами для
подключения устройства аспирации и устройства улавливания, необходимо
136
PУCCKИЙ

убедиться, что данные устройства подключены и правильно используются.
11 Не использовать кабель в целях, для которых он не предназначен. Не тянуть за
кабель, чтобы вынуть штепсель из розетки. Беречь кабель от высокой температуры,
от попадания масла и от острых краев.
12 Зафиксировать заготовку. Для фиксации заготовки необходимо использовать
зажимные приспособления или струбцину. В этом случае она удерживается более
надежно, чем вручную.
13 Избегать нахождения в неправильной позе. Всегда выполняйте работы,
удерживая тело в надежном положении и соблюдая равновесие.
14 Необходимо тщательно ухаживать за инструментом. Чтобы повысить качество
и безопасность работы, необходимо содержать режущие инструменты острыми и
чистыми. Соблюдать указания по смазке и смене инструмента. Регулярно проверять
соединительный кабель электроинструмента, при его повреждении поручить его
замену компетентному специалисту. Регулярно проверять удлинительный кабель
и заменять его в случае повреждения. Содержать рукоятки сухими и чистыми, без
слоя смазки и масла.
15 Вынимать штепсель из розетки. Если электроинструмент не используется, перед
проведением работ по техническому обслуживанию и при смене инструмента,
например, полотна пилы, сверла, фрезы.
16 Запрещается оставлять в инструменте ключи. Перед включением
электроприбора необходимо убедиться, что из него вынуты ключи и регулировочный
инструмент.
17 Избегать самопроизвольного запуска. Убедиться, что во время вставки штепселя
в розетку выключен выключатель прибора.
18 Для работы вне помещения использовать удлинительный кабель.
При использовании вне помещений необходимо использовать допустимый
удлинительный кабель с соответствующей маркировкой.
19 Соблюдать осторожность. Необходимо следить за своими действиями. Подходить
к работе ответственно. Оператору запрещается использовать инструмент, если он не
может сконцентрироваться.
20 Проверять электроинструмент на наличие возможных повреждений. Перед
последующим использованием электроинструмента
необходимо тщательно
проверить защитные приспособления или незначительно поврежденные детали на
предмет безупречного и надлежащего функционирования. Убедиться, что подвижные
детали безупречно функционируют, не заедают и не повреждены. Все детали
должны быть правильно смонтированы и выполнять все условия для обеспечения
безупречного функционирования электроинструмента.
Поврежденные защитные приспособления и детали необходимо передать на ремонт
компетентному специалисту или заменить, если в руководстве по эксплуатации не
указано иначе. Поврежденные выключатели необходимо заменять в мастерской
центра по обслуживанию клиентов.
Запрещается использовать электроинструменты, выключатель которых не позволяет
выполнить их включение и выключение.
21 Внимание. Использование посторонних вставных инструментов и аксессуаров
может представлять опасность получения травм.
22 Ремонт электроинструмента необходимо поручать компетентным
электрикам. Данный электроинструмент соответствует применимым положениям
по технике безопасности. ремонт инструмента разрешается выполнять только
профессиональному электрику с использованием оригинальных запасных частей, в
противном случае с оператором может произойти несчастный случай.
2 Технические характеристики, см. буклет „Технические данные“
PУCCKИЙ
137
3 Функции аппарата
3.1 Описание приборов
Аппараты ROWELD P160-630/5-24B Plus Professional представляют собой
компактные и мобильные машины для стыковой сварки с нагревательным элементом
и предназначены для использования на строительных площадках, в частности, в
траншеях для укладки труб. Разумеется, возможно применение машин на заводах.
Благодаря многостороннему применению сварочных машин типа ROWELD во всех
отраслях их использования можно надежно выполнять следующие сварные соединения
ПЭ и ПП и ПВДФ труб с толщиной стенки 40-630мм/ 1 1/4“-24“:
I. Труба - Труба
II. Труба - колено трубы
III. Труба - тройник
IV. Труба - привариваемый торец ниппеля
Основными компонентами машины являются:
базовая машина, редукционные вставки, гидравлический агрегат, фрезерный агрегат,
нагревательный элемент, установочный кожух.
Во время сварки привариваемого торца ниппеля необходимо использовать
четырехкулачковый зажимный диск, доступный в качестве принадлежности.
ROWELD P160-250/5-8B: При сварке колен трубопровода с небольшим радиусом
относительно макс. диаметра машины необходимо использовать ограниченную
верхнюю часть зажимного инструмента, доступную в качестве принадлежности.
ROWELD P500-630/18-24B Plus: для установки и снятия фрезерного и нагревательного
элементов можно использовать электрическое приспособление, входящее в комплект
поставки.
3.1.1 Базовая машина (рис. A)
1
Подвижные зажимные элементы
5
Съемный зажимной элемент
2
Смещаемый зажимный элемент
6
Крепежные винты выше
3
Подложка с фиксирующими пазами
7
Подложка
4
Вытягивающее устройство нагревательного элемента
8
Крепежные винты ниже
3.1.2 Гидравлический агрегат (рис. B)
1
Маслоналивной патрубок и стержневой
5
Сетевой кабель
указатель
2
Штекер быстроразъемного соединения
6
Манометр
3
Разгрузочный клапан
7
Рычаг управления: влево – закрыть,
вправо – открыть
4
Муфта быстроразъемного соединения
8
Клапан регулировки давления
Гидравлический агрегат позволяет управлять машиной способами, которые обозначены
следующими символами:
Чтобы свести зажимные элементы, отжать рычаг управления влево. Скорость
перемещения и нагнетания давления зависит от угла поворота.
Чтобы развести зажимные элементы, отжать рычаг управления вправо. Скорость
перемещения зависит от угла поворота.
Клапан регулировки давления фрезерования, компенсации, нагревания и
стыковки. Заданное давление отображается на манометре.
Разгрузочный клапан; при повороте влево давление уменьшается. Скорость
опускания зависит от количества оборотов. Поворот вправо: удерживание
давления.
138
PУCCKИЙ
OIL
Резьбовая пробка маслоналивного патрубка со стержневым указателем уровня
масла
