Festool OF 2200 EB:
: Festool OF 2200 EB

102
przodu i do tyłu tak jak klucz z mechanizmem
zapadkowym.
b) Wyjmowanie
narzędzia
W razie potrzeby należy przesunąć osłonę przed
wiórami [3.2] w górę do zatrzaśnięcia.
Nacisnąć wahacz [3.1] do blokady wrzeciona po
stronie [A].
Odkręcić kluczem widełkowym (o rozwarto-
ści 24) nakrętkę kołpakową [3.3] na taką odle-
głość, aby można było wyjąć narzędzie.
7.3 Wymiana uchwytów zaciskowych
W razie potrzeby należy przesunąć osłonę przed
wiórami [4.2] w górę do zatrzaśnięcia.
Nacisnąć wahacz [4.1] do blokady wrzeciona po
stronie [A].
Całkowicie odkręcić nakrętkę kołpakową [4.3].
Zdjąć nakrętkę kołpakową wraz z uchwytem
zaciskowym [4.4] z wrzeciona. W żadnym wy-
padku nie wolno oddzielać nakrętki kołpakowej
i uchwytu zaciskowego, ponieważ tworzą one
jednostkę!
Włożyć nową tuleję zaciskową we wrzeciono
tylko z nałożoną i zatrzaśniętą nakrętką i lek-
ko dokręcić nakrętkę. W żadnym wypadku nie
wolno dokręcać nakrętki kołpakowej, dopóki
frez nie jest wsunięty!
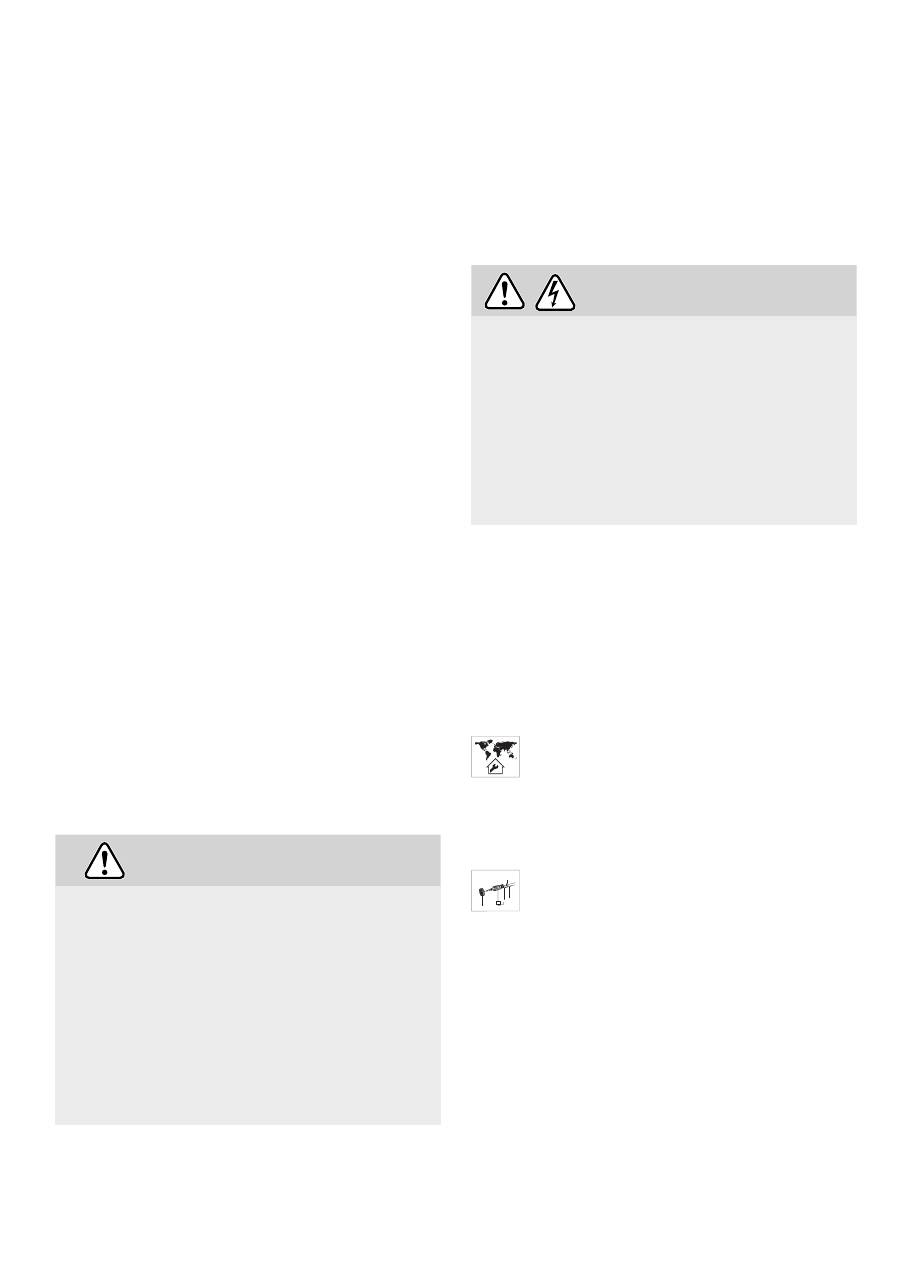
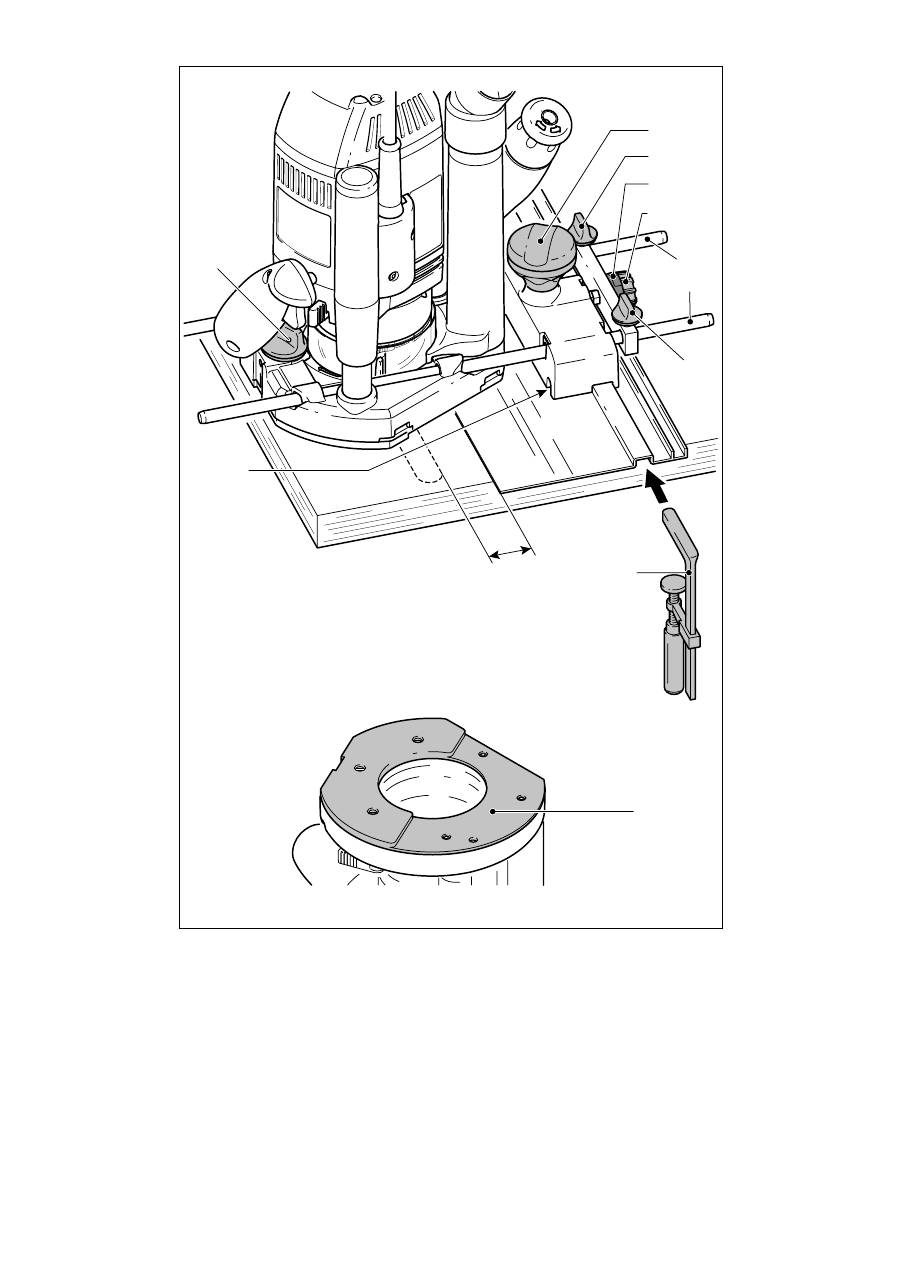
7.4 Ustawianie głębokości frezowania
Ustawianie odbywa się w dwa krokach:
a) Ustawianie punktu zerowego
Postawić frezarkę górnowrzecionową na pła-
skim podłożu (powierzchnia referencyjna).
Otworzyć dźwignię zaciskową [5.2].
Odkręcić pokrętło [5.1].
Docisnąć urządzenie w dół, aż frez oprze się na
podłożu (powierzchnia referencyjna). Przymo-
cować maszynę w tym położeniu poprzez do-
kręcenie pokrętła [5.1].
Docisnąć ogranicznik głębokości [5.3] do jednego
z trzech ograniczników stałych obrotowego ogra-
nicznika stopniowego [5.4].
Przesunąć wskaźnik [5.5] w dół, w taki sposób,
aby na skali [5.7] wskazywał 0 mm.
Jeśli pozycja zerowa wskaźnika nie zgadza
się, można skorygować to poprzez obrót śru-
by [5.6] przy wskaźniku.
Ogranicznik stopniowy (ilustracja 7) ma trzy ogra-
niczniki, przy czym wysokość dwóch ograniczni-
ków można regulować śrubokrętem:
Ogranicznik
Wysokość
A
18 mm - 51 mm
B
6 mm - 18 mm
C
0 mm
Ogranicznik C posiada występ do frezowania
wstępnego - patrz „Frezowanie wstępne/fre-
zowanie dokładne“.
b) Wprowadzanie głębokości frezowania
Pociągnąć ogranicznik głębokości [6.6] do góry
na tyle, aby wskaźnik [6.2] wskazywał wymaga-
ną głębokość frezowania.
Zacisnąć ogranicznik głębokości w tej pozycji
dźwignią zaciskową [6.3].
Odkręcić pokrętło [6.1]. Urządzenie znajduje się
teraz w pozycji wyjściowej.
W razie potrzeby można wyregulować głębo-
kość frezowania poprzez obrót pokrętła na-
stawczego [6.8]. Na każdą kreskę oznaczenia
głębokość frezowania zmienia się o 0,1 mm.
Pełny obrót daje 1 mm.
Można przekręcić sam pierścień skalowy
[6.7], aby ustawić go na „zero“.
Trzy oznaczenia [6.4] na krawędzi [6.5] wska-
zują maksymalny zakres regulacji pokrętła
nastawczego (20 mm) i pozycję środkową.
7.5 Frezowanie wstępne/frezowanie dokładne
Ogranicznik C posiada dwie płaszczyzny ogra-
nicznikowe o różnicy wysokości 2 mm. Umożliwia
to frezowanie głębokości frezowania ustawionej
ogranicznikiem C w dwóch etapach:
Frezowanie wstępne, przy którym frezarka gór-
nowrzecionowa obniżana jest na poziom ogra-
nicznikowy [7.1];
Frezowanie wykańczające, przy którym frezar-
ka górnowrzecionowa obniżana jest na poziom
ogranicznikowy [7.2].
Dzięki takiemu postępowaniu można szybko
wykonywać prace frezarskie o dużej głęboko-
ści frezowania, a mimo to dobrej jakości po-
wierzchni. Ostateczna głębokość frezowania
określana jest przy tym poprzez ustawienie
poziomu ogranicznikowego [7.2].
7.6 Regulacja precyzyjna obróbki krawędzi
Do stosowania frezów z oporowym łożyskiem
kulkowym urządzenie posiada specjalną regula-
cję precyzyjną. Dzięki temu można przykładowo
szybko i prosto ustawić dokładne przejście przy
103
zaokrąglaniu krawędzi bez występu [rysunek 8].
Najpierw należy ustawić przybliżoną głębokość
frezowania i przeprowadzić frezowanie próbne.
Następnie ustawić dokładną głębokość frezowa-
nia:
Otworzyć dźwignię zaciskową [9.2].
Docisnąć ogranicznik głębokości [9.3] do ogra-
nicznika stałego C [9.5].
Zacisnąć ogranicznik głębokości mimośrodem
[9.4] przy ograniczniku stopniowym (obracać
zgodnie z kierunkiem ruchu wskazówek zegara).
Zamknąć dźwignię zaciskową [9.2].
Odkręcić pokrętło [9.1].
Dokładnie ustawić głębokość frezowania po-
przez przekręcenie pokrętła nastawczego [9.6].
Ustawienie głębokości frezowania w obu kie-
runkach jest możliwe ze względu na sprzęże-
nie ogranicznika głębokości z ogranicznikiem
stopniowym.
Dokręcić pokrętło [9.1].
Odkręcić mimośród [9.4] (obracać w kierunku
przeciwnym do ruchu wskazówek zegara).
W razie potrzeby przeprowadzić dodatkowe fre-
zowania próbne i wprowadzić ustawienia.
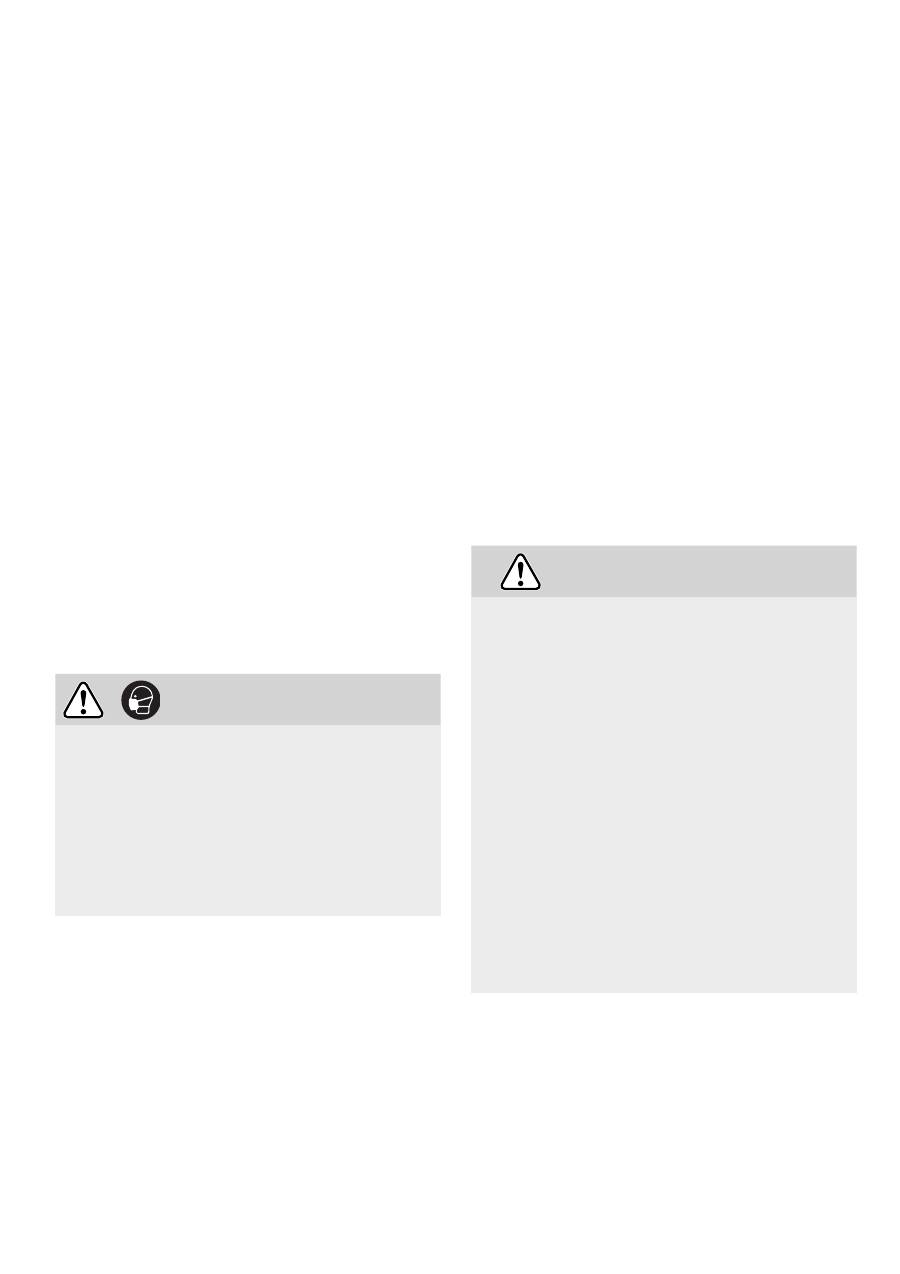
7.7 Odsysanie
OSTROŻNIE
Wdychany pył może działać szkodliwie na drogi
oddechowe.
Urządzenie należy zawsze podłączać do od-
kurzacza.
Pracę należy wykonywać wyłącznie przy
sprawnej osłonie przed wiórami [10.2].
Przy wykonywaniu prac związanych z pyleniem
należy nosić ochronę dróg oddechowych.
Do obrotowego króćca ssącego [10.4] można pod-
łączyć odkurzacz fi rmy Festool o średnicy węża
ssącego 36 mm lub 27 mm (średnica 36 mm jest
zalecana z uwagi na mniejsze zagrożenie zatka-
niem).
Króciec ssący [10.4] można obracać w zakresie
[10.3]. W pozostałym zakresie nie można wystar-
czająco głęboko nasunąć króćca ssącego na rurę
odsysającą, aby można go było zacisnąć.
Osłona przed wiórami
Osłonę przed wiórami [10.2] można zatrzasnąć w
górnym położeniu, np. do wymiany frezu. W tym
celu należy przesunąć osłonę przed wiórami do
zatrzaśnięcia w górę, lub docisnąć urządzenie do
oporu w dół.
W celu polepszenia skuteczności odsysania pod
czas pracy zalecane jest obniżanie osłony przed
wiórami w dół. W tym celu należy nacisnąć dźwi-
gnię [10.1] w kierunku uchwytu.
Łapacz wiórów KSF-OF
Za pomocą łapacza wiórów KSF-OF [11.1] moż-
na zwiększyć skuteczność odsysania przy frezo-
waniu krawędzi. Maksymalnie możliwa średnica
frezu wynosi 78 mm.
Montaż odbywa się w sposób analogiczny do pier-
ścienia kopiowego (patrz „Frezowanie kopiowe“).
Kołpak można odciąć za pomocą piły kabłąkowej
wzdłuż rowków [11.2] i tym samym zmniejszyć.
Łapacz wiórów można wtedy stosować przy mi-
nimalnych promieniach wewnętrznych wynoszą-
cych 52 mm.
8 Eksploatacja
OSTRZEŻENIE
Niebezpieczeństwo wypadku - należy prze-
strzegać następujących zaleceń odnośnie pracy:
Obrabiany element należy mocować zawsze w
taki sposób, aby nie mógł poruszyć się w cza-
sie obróbki.
Urządzenie należy trzymać zawsze obiema rę-
kami za przewidziane do tego uchwyty [2.4].
Zawsze najpierw należy włączać frezarkę
górnowrzecionową, zanim frez dotknie obra-
bianego elementu!
Przed przystąpieniem do pracy należy spraw-
dzić, czy dźwignia zaciskowa [1.6] jest za-
mknięta i czy mimośród [1.7] jest otwarty.
Zawsze należy pracować w taki sposób, aby
siła cięcia narzędzia przeciwdziałała kierun-
kowi przesuwu urządzenia (frezowanie prze-
ciwbieżne).
Sposób postępowania
Ustawić wymaganą głębokość frezowania.
Włączyć urządzenie.
Odkręcić pokrętło [1.3].
Docisnąć urządzenie w dół do oporu.
Przymocować urządzenie w tym położeniu po-
przez dokręcenie pokrętła [1.3].

104
Przeprowadzić frezowanie.
Odkręcić pokrętło [1.3].
Przemieścić urządzenie powoli do oporu w górę
(wychodzenie narzędzia z materiału).
Wyłączyć urządzenie.
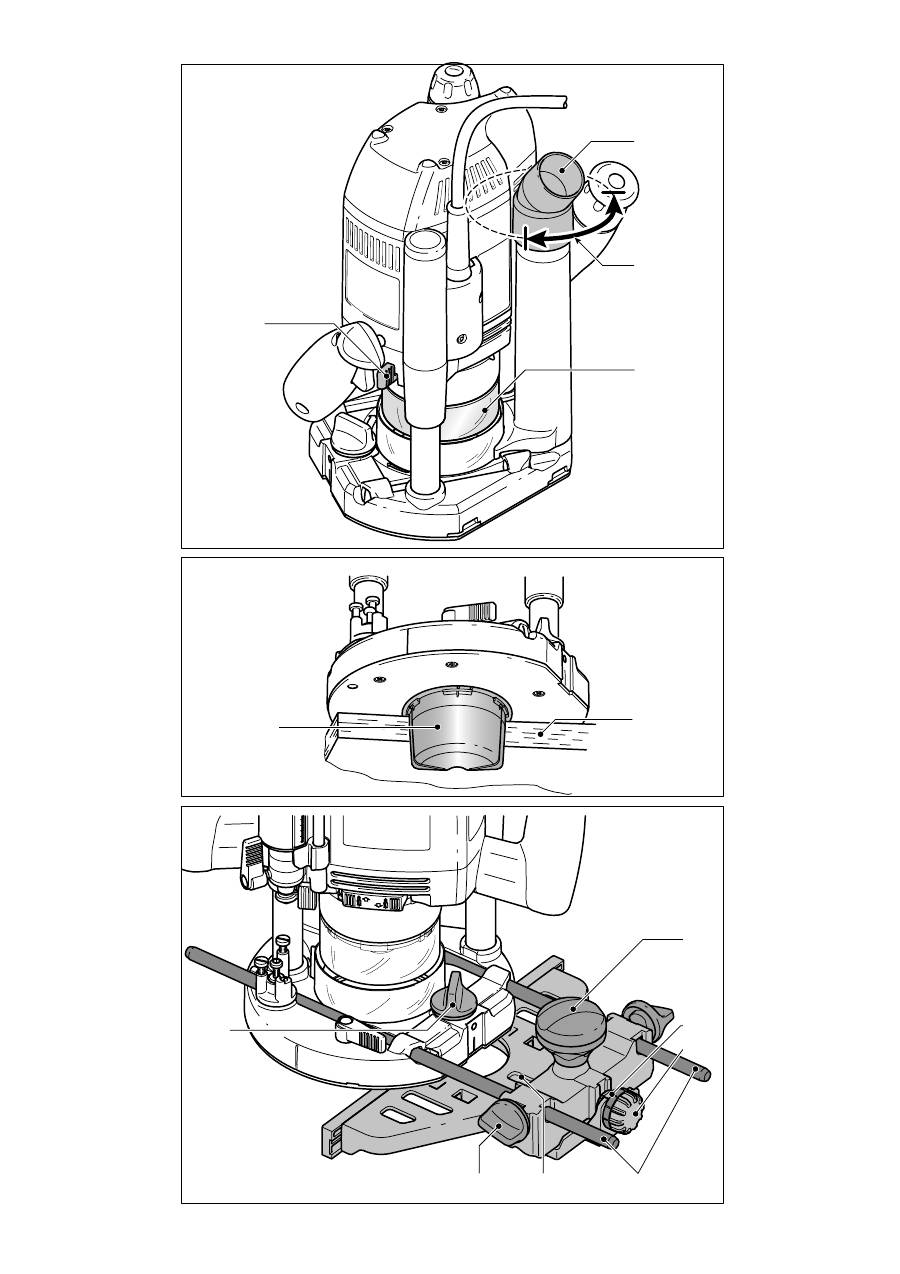
8.1 Rodzaje prowadzenia urządzenia
a) Frezowanie z prowadnicą boczną
Prowadnica boczna (częściowo wyposażenie) sto-
sowana jest do prac frezarskich równolegle do
krawędzi obrabianego elementu.
Przymocować oba drążki prowadzące [12.4] po-
przez dokręcenie obu pokręteł [12.2] przy pro-
wadnicy bocznej.
Wprowadzić drążki prowadzące na wybrany wy-
miar w rowki stołu frezarskiego i zacisnąć je
pokrętłem [12.1].
Regulacja precyzyjna
Odkręcić pokrętło [12.7], w celu przeprowadze-
nia regulacji dokładnej za pomocą pokrętła na-
stawczego [12.5]. W tym celu pierścień skalowy
[12.6] ma podziałkę rzędu 0,1 mm. W przypad-
ku przytrzymania pokrętła nastawczego, moż-
na przekręcić sam pierścień skalowy tak, aby
ustawić go na „zero“. Do większych regulacji
służy skala milimetrowa [12.3] znajdująca się
przy korpusie urządzenia.
Po zakończeniu regulacji dokładnej należy po-
nownie dokręcić pokrętło [12.7].
Ustawić obie szczęki prowadzące [13.3] w taki
sposób, aby ich odległość od frezu wynosiła ok.
5 mm. W tym celu należy odkręcić śruby [13.2] i
po zakończonym ustawianiu ponownie dokręcić.
Tylko przy frezowaniu przy krawędzi: wsunąć
osłonę ssącą [13.1] od tyłu do zatrzaśnięcia na
prowadnicę boczną i podłączyć do króćca ssą-
cego [13.4] wąż ssący o średnicy 27 mm lub
36 mm. W przeciwnym wypadku obciążone jest
odsysanie przy króćcu ssącym maszyny.
b) Frezowanie
kopiowe
Do frezowania z szablonami frezarka górnowrze-
cionowa stosowana jest z wbudowanym pierście-
niem do kopiowania (wyposażenie).
Pierścienie do kopiowania mogą być stoso-
wane z dostępnymi seryjnie bieżniami. Dla
lepszego przyłożenia dostępna jest specjalna
bieżnia jako wyposażenie dodatkowe.
OSTROŻNIE
Zbyt duży frez uszkadza pierścień do kopiowa-
nia i może doprowadzić do wypadku.
Należy pamiętać o tym, aby stosowany frez prze-
chodził przez otwór pierścienia do kopiowania.
Sposób postępowania
Położyć urządzenie na bok na stabilnym podłożu.
Otworzyć dźwignię [14.4].
Zdjąć bieżnię [14.1].
Ponownie zwolnić dźwignię [14.4].
Włożyć pierścień do kopiowania [14.3] w prawi-
dłowej pozycji na płytę stołową frezarki.
Włożyć bieżnię z nakładkami [14.2] na płytę sto-
łową frezarki.
Docisnąć bieżnię do zatrzaśnięcia w płycie sto-
łowej frezarki.
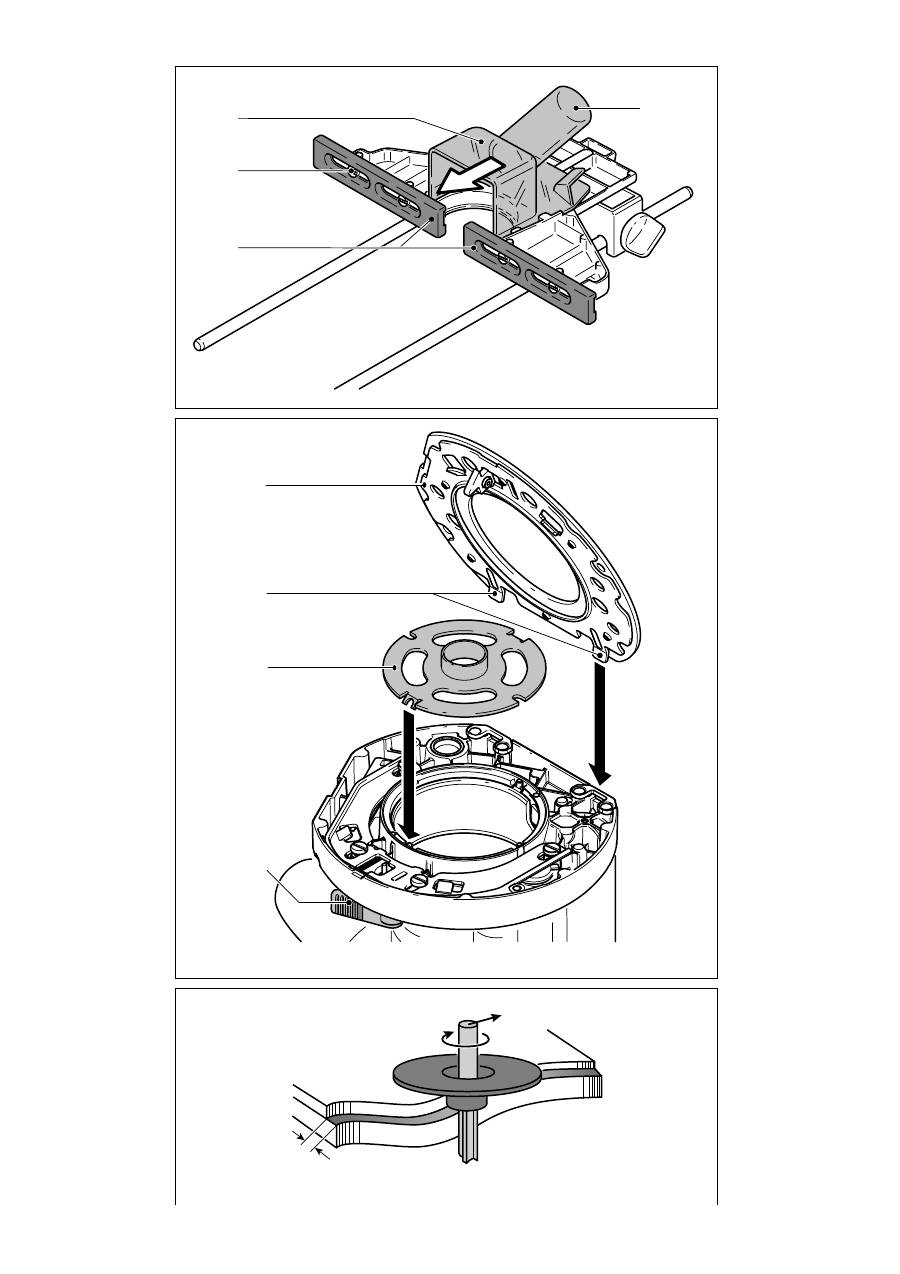
Występ Y obrabianego elementu w stosunku do
szablonu [rysunek 15] obliczany jest w następu-
jący sposób:
Y = ½ (Ø pierścienia do kopiowania - Ø frezu)
c) Obróbka krawędzi
Do obróbki krawędzi stosowane są frezy z oporo-
wym łożyskiem kulkowym. Przy tym urządzenie
prowadzone jest w taki sposób, aby oporowe łoży-
sko kulkowe toczyło się po obrabianym elemen-
cie.
Przy obróbce krawędzi zawsze należy stosować
łapach wiórów KSF-OF w celu polepszenia odsy-
sania.
d) Frezowanie z systemem prowadzącym FS
System prowadzący (częściowo wyposażenie) uła-
twia frezowanie prostych wpustów.
Przymocować szynę prowadzącą ściskami sto-
larskimi [16.4] do obrabianego elementu.
Nałożyć bieżnię [16.3] adaptera prowadnicy
na płytę stołową frezarki górnowrzecionowej
(patrz „Wymiana bieżni“).
Bieżnia ta posiada występ, który wyrównuje
wysokość szyny prowadzącej.
Przymocować oba drążki prowadzące [16.6] po-
przez dokręcenie obu pokręteł [16.5] i [16.9] przy
adapterze prowadnicy.
Odkręcić pokrętło [16.1].
Wprowadzić drążki prowadzące [16.6] w wpusty
płyty stołowej frezarki.
105
Nałożyć frezarkę górnowrzecionową adapterem
prowadnicy na szynę prowadzącą.
W razie potrzeby śrubokrętem można ustawić w
obu szczękach prowadzących [16.2] luz adaptera
prowadnicy w stosunku do szyny prowadzącej.
Przesunąć frezarkę górnowrzecionową wzdłuż
drążków prowadzących aż do osiągnięcia wyma-
ganej odległości X frezu od szyny prowadzącej.
Dokręcić pokrętło [16.1].
Odkręcić pokrętło [16.10].
Ustawić dokładnie odległość X poprzez obrót
pokrętła nastawczego [16.7].
W przypadku przytrzymania pokrętła nastaw-
czego [16.7], można przekręcić samą skalę
[16.8] w celu „wyzerowania“.
Dokręcić pokrętło [16.10].
8.2 Wymiana bieżni
Firma Festool oferuje do różnych zastosowań
specjalne bieżnie (wyposażenie).
Można wymienić je w następujący sposób:
Położyć urządzenie na bok na stabilnym podłożu.
Otworzyć dźwignię [14.4].
Zdjąć bieżnię [14.1].
Ponownie zwolnić dźwignię [14.4].
Włożyć bieżnię z nakładkami [14.2] na płytę sto-
łową frezarki.
Docisnąć bieżnię do zatrzaśnięcia w płycie sto-
łowej frezarki.
Przy pierwszym użyciu bieżni: usunąć folię
ochronną!
8.3 Obróbka aluminium
OSTRZEŻENIE
Niebezpieczeństwo wypadku - przy obróbce
aluminium należy stosować następujące środ-
ki zabezpieczające:
Zainstalować prądowy wyłącznik ochronny
(FI, PRCD).
Urządzenie należy zawsze podłączać do od-
powiedniego odkurzacza.
W regularnych odstępach czasu należy usu-
wać złogi pyłu z obudowy silnika.
Należy nosić okulary ochronne.
9 Wyposażenie
Dla w³asnego bezpieczeñstwa nale¿y stosowaæ
wy³¹cznie oryginalne wyposa¿enie i czêœci zamienne
firmy Festool.
Numery do zamówienia wyposa¿enia i narzêdzi znaj-
dziecie Pañstwo w katalogu Festool lub w internecie
pod adresem “www.festool.com”.
10 Konserwacja i utrzymanie w czystości
OSTRZEŻENIE
Niebezpieczeństwo wypadku, porażenie prą-
dem
Przed przystąpieniem do wykonywania jakich-
kolwiek prac przy urządzeniu należy zawsze
wyciągać wtyczkę z gniazda zasilającego.
Wszelkie prace konserwacyjne i naprawcze,
które wymagają otwarcia obudowy silnika,
mogą być wykonywane wyłącznie przez auto-
ryzowany warsztat serwisowy.
Dla zapewnienia cyrkulacji powietrza, otwory
wlotowe powietrza chłodzącego w obudowie sil-
nika muszą być zawsze odsłonięte i utrzymywane
w czystości.
Urządzenie wyposażone jest w samowyłączające
specjalne szczotki węglowe. Jeśli są one zużyte,
następuje automatyczne przerwanie zasilania i
urządzenie zatrzymuje się.
Obsługa serwisowa i naprawy
wyłącznie
u p ro d u ce n ta l u b w w a rs z ta ta c h
a uto ry zo wa nych: pro simy w y brać
najbliższe miejsce spośród adresów
zamieszczonych na stronie:
www.festool.com/Service
EKAT
1
2
3
5
4
Należy stosować wyłącznie oryginalne
części zamienne firmy Festool.Nr
zamówienia pod:
www.festool.com/Service
11 Środowisko
Nie wolno wyrzucać narzędzi elektrycznych wraz
z odpadami domowymi! Urządzenie, wyposażenie
i opakowanie należy przekazać zgodnie z przepi-
sami o ochronie środowiska do odzysku surowców
wtórnych. Należy przy tym przestrzegać obowią-
zujących przepisów państwowych.
Tylko UE:
Zgodnie z europejską Wytyczną 2002/96/
EG zużyte narzędzia elektryczne trzeba gromadzić
osobno i odprowadzać do odzysku surowców wtór-
nych zgodnie z przepisami o ochronie środowiska.

106
Informacje dotyczące rozporządzenia REACH:
www.festool.com/reach
12 Oświadczenie o zgodności z normami UE
Frezarka
górnowrzecionowa
Nr seryjny
OF 2200 EB
496069, 496071
Rok oznaczenia CE: 2007
Niniejszym oświadczamy na własną odpowie-
dzialność, że produkt ten spełnia następujące
normy lub dokumenty normatywne.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 zgodnie z
postanowieniami wytycznych 98/37/EG, 2006/42/
EG, 2004/108/EG, 2011/65/UE.
Festool Group GmbH & Co. KG
Wertstr. 20, D-73240 Wendlingen, Germany
Dr. Martin Zimmer
Kierownik Działu Badań, Rozwoju i Dokumentacji
Technicznej
10.12.2012





10
20
10
0
7
8
6
5
11
12
11.1
11.2
12.5
12.6
12.7
12.1
12.3
12.4
12.2
10.2
10.1
10.4
10.3
13.4
13.2
13.3
13
13.1
14.1
14.2
14.4
14.3
14
15
Y
16.3
16.6
16.4
16.1
16
16.2
16.5
16.7
16.8
16.9
16.10
5
5
4
6
X


Оглавление
- VORSICHT
- WARNUNG
-
- VORSICHT
-
- WARNUNG
- CAUTION
- WARNING
-
- WARNING
-
- WARNING
- ATTENTION
- AVERTISSEMENT
-
- ATTENTION
-
- AVERTISSEMENT
- ATENCIÓN
- AVISO
-
- ATENCIÓN
-
- AVISO
- PRUDENZA
- AVVISO
-
- VOORZICHTIG
- WAARSCHUWING
-
- WAARSCHUWING
- VARNING
- VARNING!
-
- VARNING!
-
- VARO
- VAROITUS
-
- VAROITUS
-
- FORSIGTIG
- ADVARSEL
-
- ADVARSEL
-
- FORSIKTIG
- ADVARSEL!
-
- ADVARSEL!
-
- CUIDADO
- ADVERTÊNCIA
-
- ADVERTÊNCIA
- ВНИМАНИЕ
- ПРЕДУПРЕЖДЕНИЕ
-
- POZOR
- VÝSTRAHA
-
- VÝSTRAHA
-
- OSTROŻNIE
- OSTRZEŻENIE
-
