Festool VS 600 accessories: инструкция
Раздел: Электроинструменты
Тип:
Инструкция к Festool VS 600 accessories

Festool GmbH
Wertstraße 20
D-73240 Wendlingen
Telefon: 07024/804-0
Telefax: 07024/804-20608
http://www.festool.com
Originalbetriebsanleitung/Ersatzteilliste
2
Original operating manual/Spare parts list
14
Notice d’utilisation d’origine/Liste de pièces de rechange
Manual de instrucciones original/Lista de piezas de repuesto
Istruzioni per l’uso originali/Elenco parti di ricambio
40
Originele gebruiksaanwijzing/Lijst met reserveonderdelen
Originalbruksanvisning/Reservdelslista
Alkuperäiset käyttöohjeet/Varaosaluettelo
66
Original brugsanvisning/Reservedelsliste
Originalbruksanvisning/Reservedelsliste
Manual de instruções original/Lista de peças sobresselentes
92
Оригинал Руководства по эксплуатации/Перечень запасных частей
Originál návodu k obsluze/Seznam náhradních dílù
Oryginalna instrukcja eksploatacji/Lista części zamiennych
118
Eredeti kezelési utasítás/ Alkatrészlista
Γνήσιες οδηγίες χειρισμού/ Κατάλογος ανταλλακτικών
VS 600
468055_003
2
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
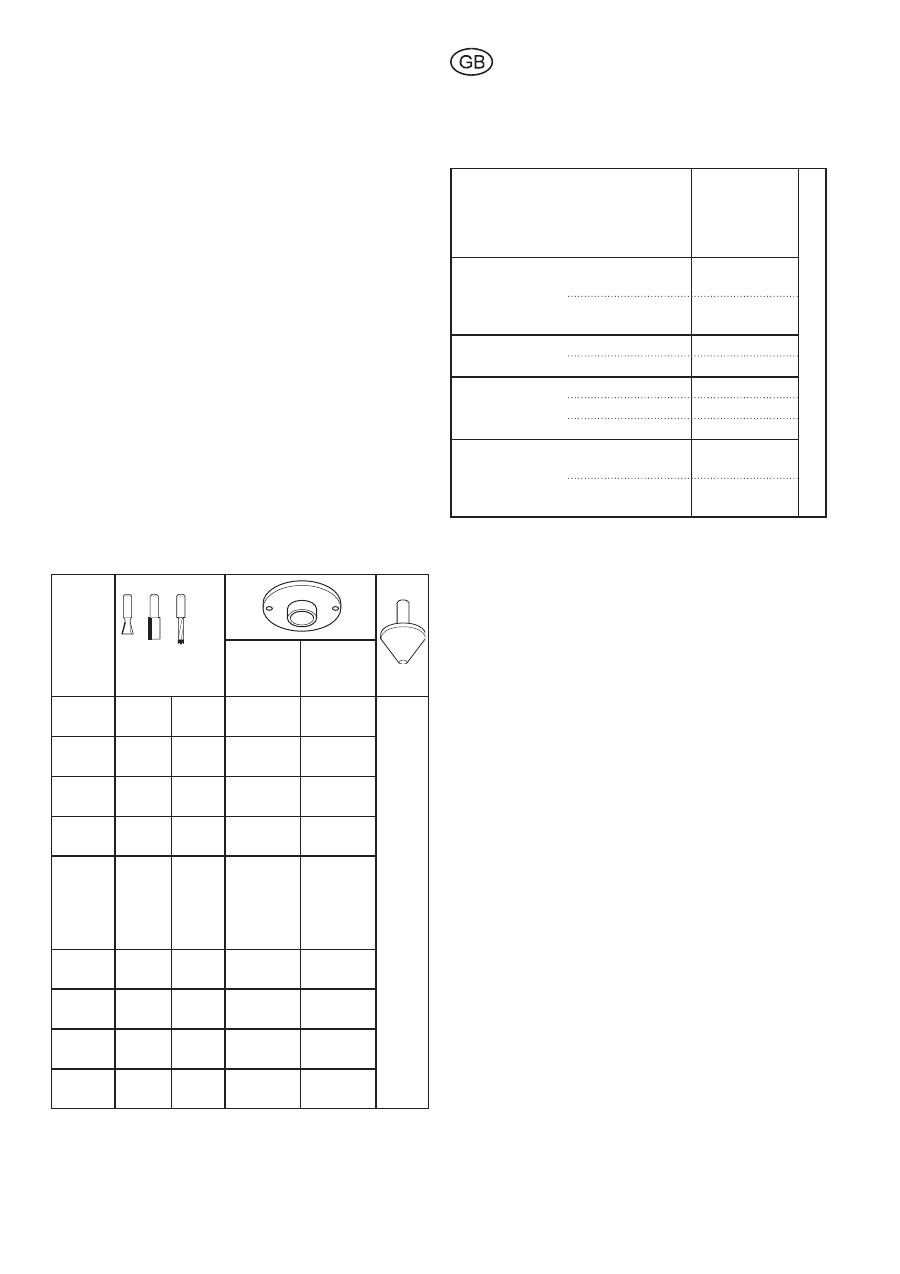
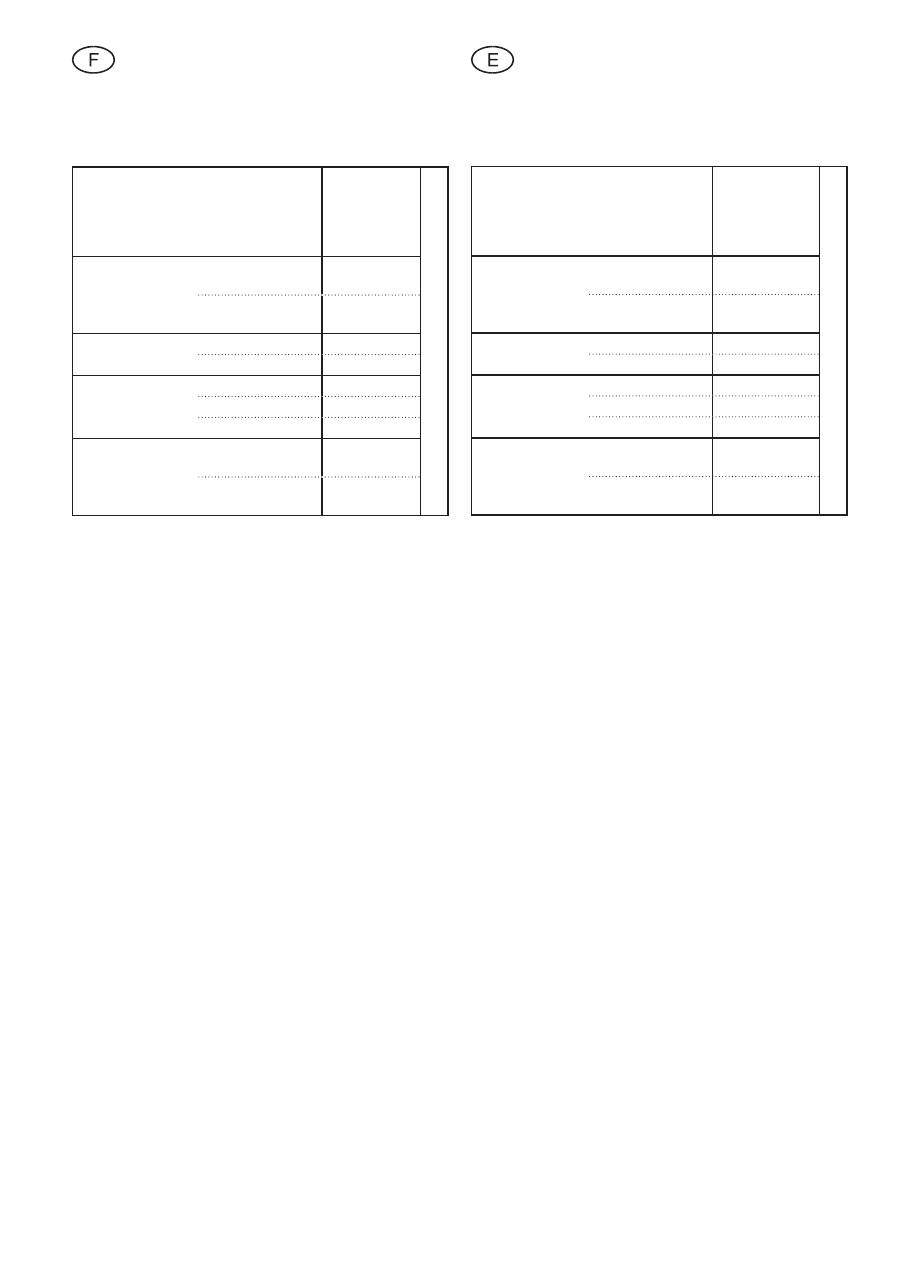
1 Technische
Daten
Die Bestellnummern für Fräser, Bohrer, Kopierringe und Zen-
trierdorne siehe Tabelle T2. Für die angegebenen Fräser bzw.
Bohrer empfehlen wir die maximale Drehzahl Ihrer Oberfräse
zu verwenden.
2 Bestimmungsgemäße
Verwendung
Das Verbindungssystem VS 600 ist bestimmungsgemäß vor-
gesehen, in Verbindung mit den entsprechenden Schablonen,
Kopierringen und Fräswerkzeugen und mit den Festool Ober-
fräsen der Baureihen OF 900, OF 1000, OF 1010 und OF 1400,
Schwalbenschwanz-Zinken, Finger-Zinken, Dübellöcher und
offene Schwalbenschwanz-Zinken in Holz und Holzwerkstoffe
zu fräsen.
Für Schäden und Unfälle durch nicht bestimmungsgemäße Ver-
wendung haftet der Benutzer.
3 Sicherheitshinweise
• Beachten Sie beim Arbeiten mit dem Verbindungssystem VS
600 auch die Sicherheitshinweise Ihrer Handoberfräse.
• Verwenden Sie nur die in Tabelle T2 aufgeführten Fräswerkzeu-
ge, Kopierringe und Zentrierdorne.
• Verwenden Sie nur originales Zubehör und Ersatzteile von
Festool.
• Stellen Sie vor dem Fräsen sicher, dass die Werkstücke sicher
eingespannt sind und sämtliche Spannhebel und Drehknöpfe
des Verbindungssystems geschlossen sind.
T1
Verbindungsart
Material-
stärke
von - bis
(empfohlen)
Materialbr
eite
bis 600 mm
Schwalbenschwanz-
Zinken
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Finger-Zinken
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Dübellöcher DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Offene
Schwalbenschwanz-
Zinken
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Verbindungssystem VS
600
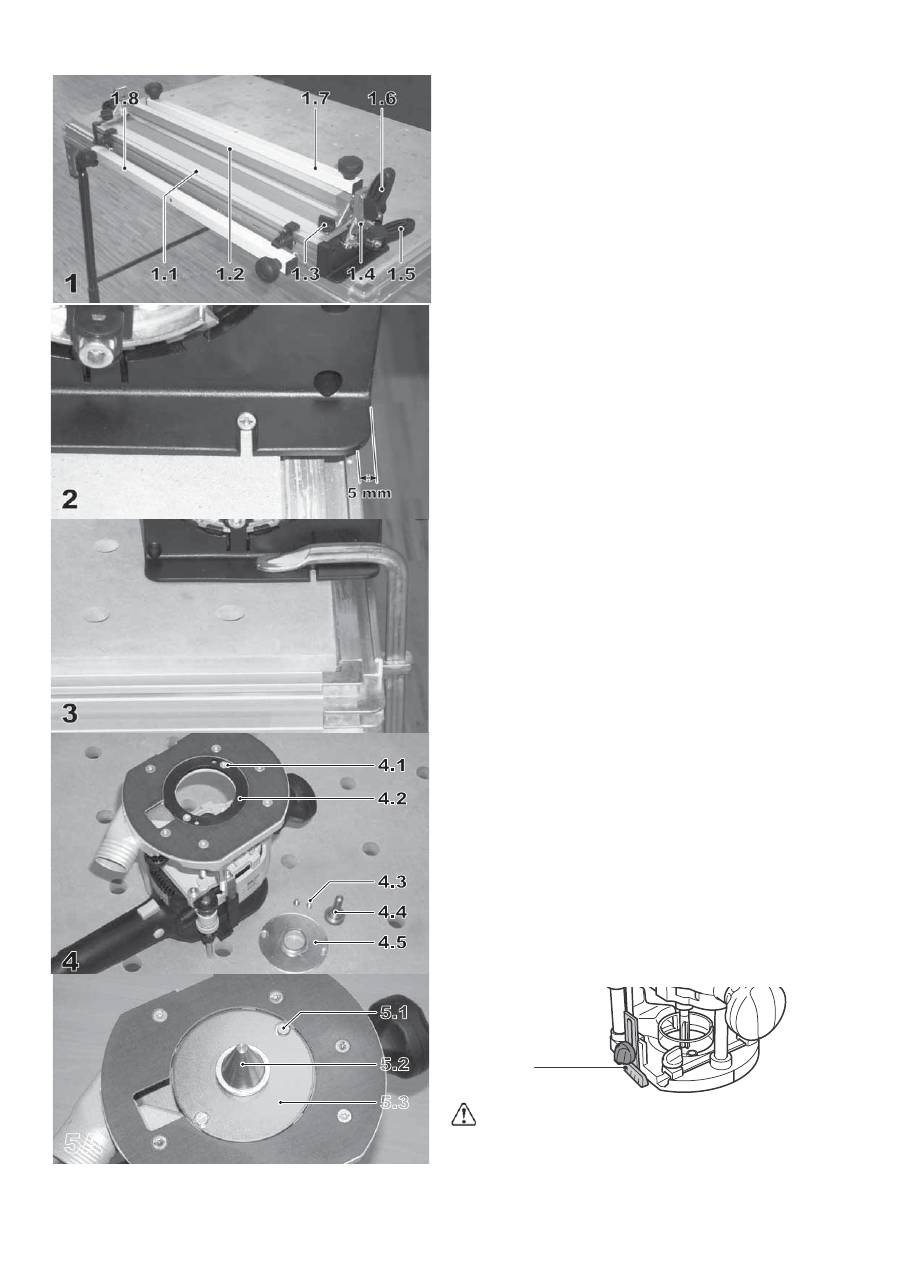
4 Aufbau
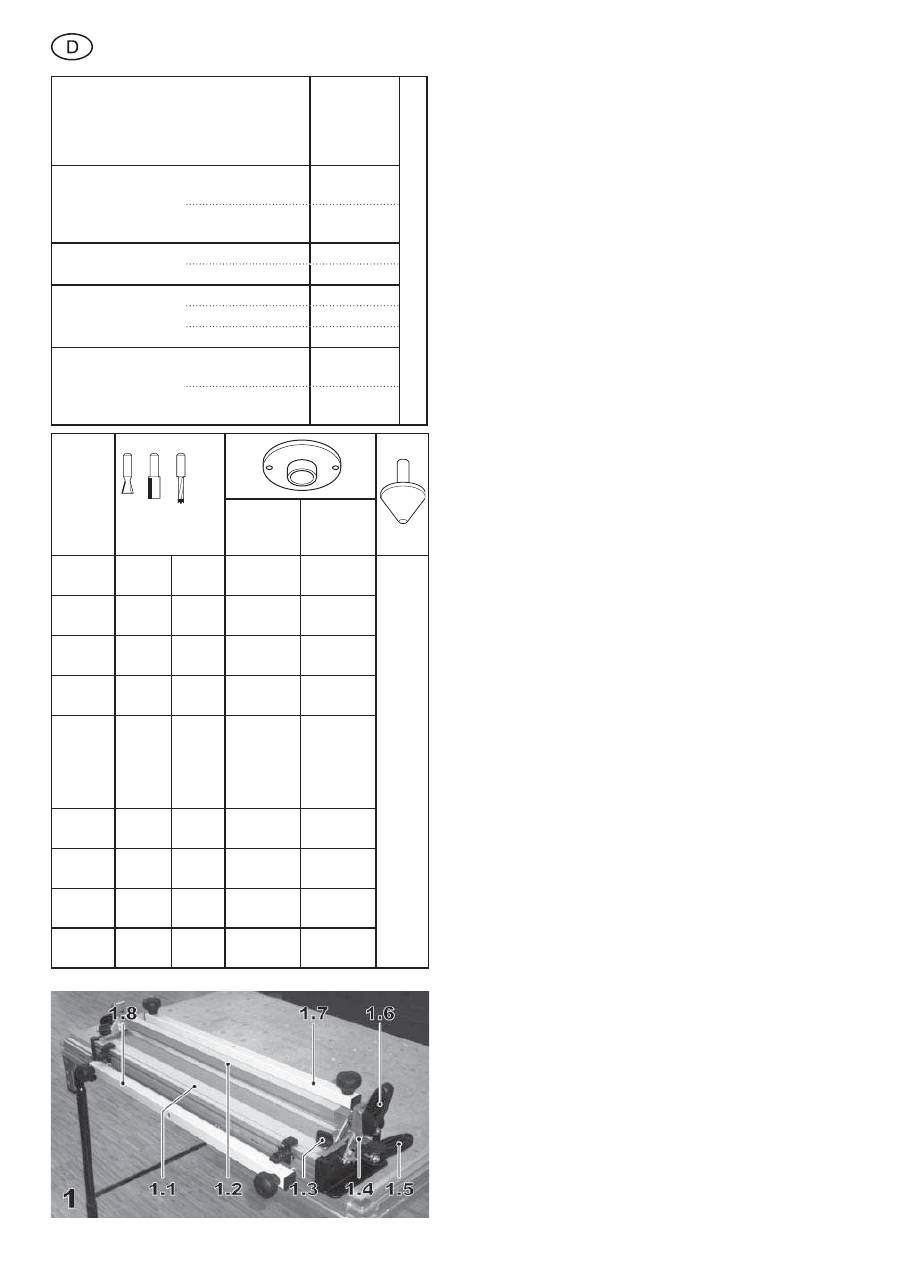
Das Verbindungssystem VS 600 besteht aus folgenden wesentli-
chen Bauteilen (Bild 1):
1.1 Grundgestell
1.2
Halterung für Schablonen
1.3
Drehköpfe zum Einspannen der Schablone
1.4
Schwenksegment für Halterung
1.5
Spannhebel für Schwenksegment
1.6
Spannhebel für Höhenverstellung der Schablone
1.7 Druckbalken zum waagrechten Einspannen von Werkstü-
cken
1.8 Druckbalken zum senkrechten Einspannen von Werkstü-
cken
3
5.3
5.1
5.2
5A
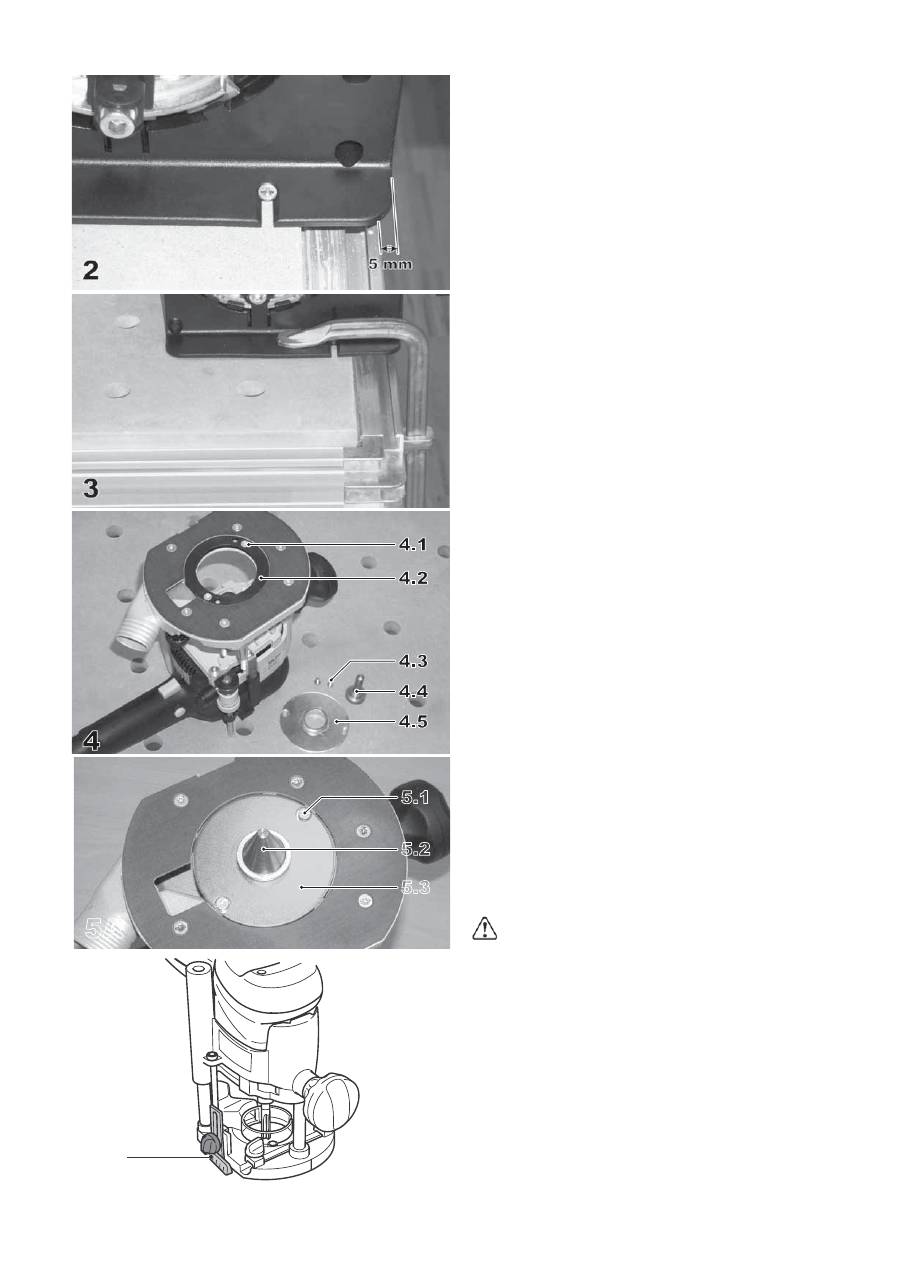
5 Vorbereitung
5.1 Grundgestell
aufstellen
Das Grundgestell muss rutschfest auf einer standfesten Unterlage
befestigt werden:
• Stellen Sie das Grundgestell so auf, dass die Vorderkante ca.
5 mm übersteht.
• Befestigen Sie das Grundgestell mit zwei Schrauben (Bild 2) oder
zwei Schraubzwingen (Bild 3) beidseitig auf der Unterlage.
5.3 Oberfräse
Hinweis:
Die Handhabung der Oberfräse (Einstellen der Fräs-
tiefe, Werkzeugwechsel, usw.) ist in deren Betriebsanleitung
beschrieben.
Montieren Sie den benötigten Kopierring zentrisch im Frästisch
der Oberfräse:
• Ziehen Sie den Stecker aus der Steckdose.
• Stellen Sie die Oberfräse auf den Kopf.
• Öffnen Sie die beiden Schrauben (4.1) und entfernen Sie den
Ring (4.2).
• Spannen Sie den Zentrierdorn (4.4) in der Frässpindel fest.
• Legen Sie den Kopierring (4.5, 5.3) mit dem Bund nach oben in
den Frästisch der Oberfräse ein.
• Bewegen Sie den Frästisch langsam in Richtung Zentrierdorn,
bis der Kopierring (5.3) durch den Zentrierdorn (5.2) zentriert
wird.
• Schrauben Sie den Kopierring mit den beiden mitgelieferten
Schrauben (4.3, 5.1) fest.
• Entfernen Sie den Zentrierdorn aus der Frässpindel.
VORSICHT
Beschädigung des Fräsers und der Frässchablone
- Entfernen Sie, falls montiert, die höhenverstellbare Abstützung
(5.4) von der Oberfräse.
5.4
5B
4
6 Anwendung
Mit dem Verbindungssystem VS 600 und der jeweiligen Schablone
lassen sich folgende Verbindungsarten herstellen:
• Schwalbenschwanz-Zinken
(siehe Kapitel 6.1)
• Finger-Zinken
(siehe Kapitel 6.2)
• Dübellöcher
(siehe Kapitel 6.3)
• Offene Schwalbenschwanz-Zinken
(siehe Kapitel 6.4)
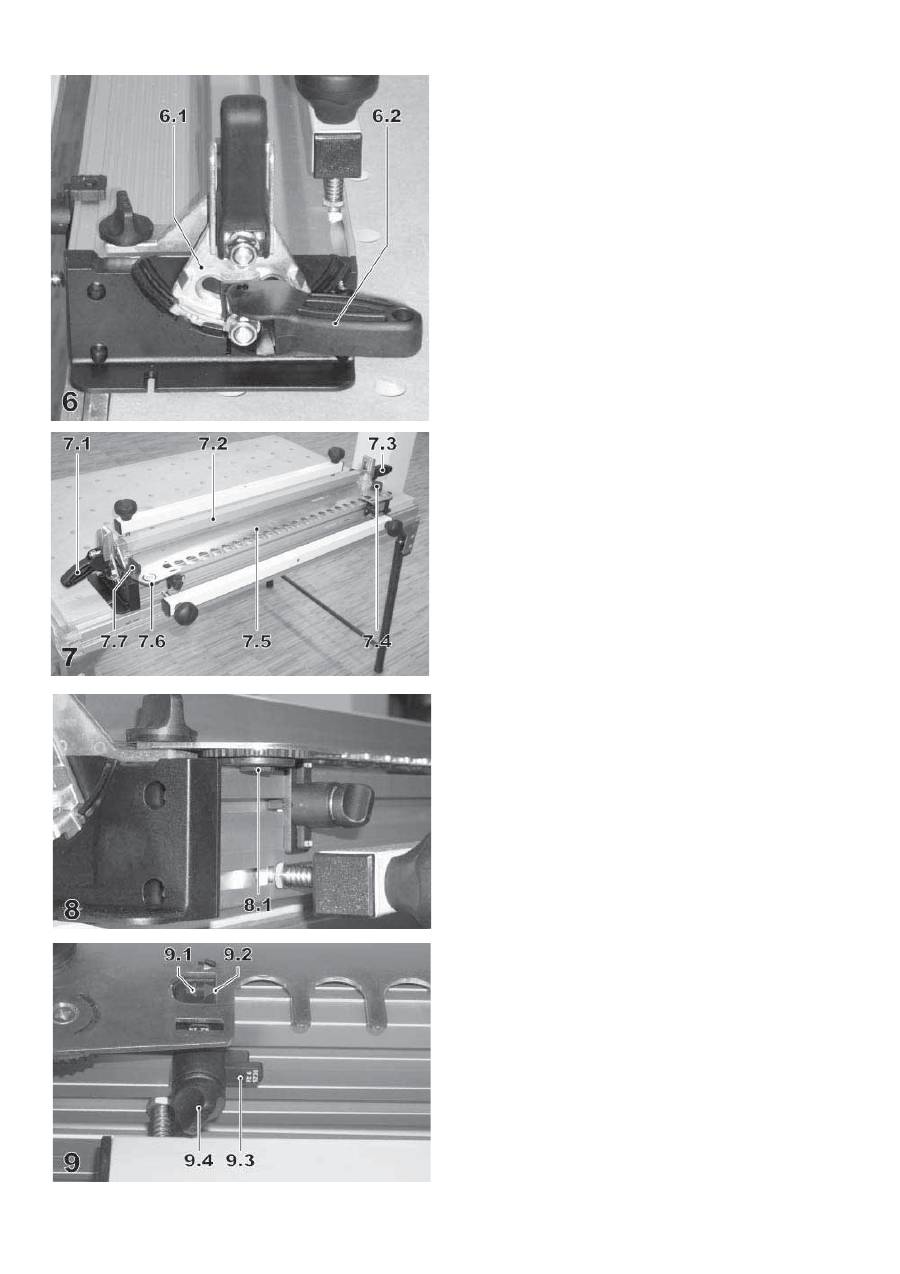
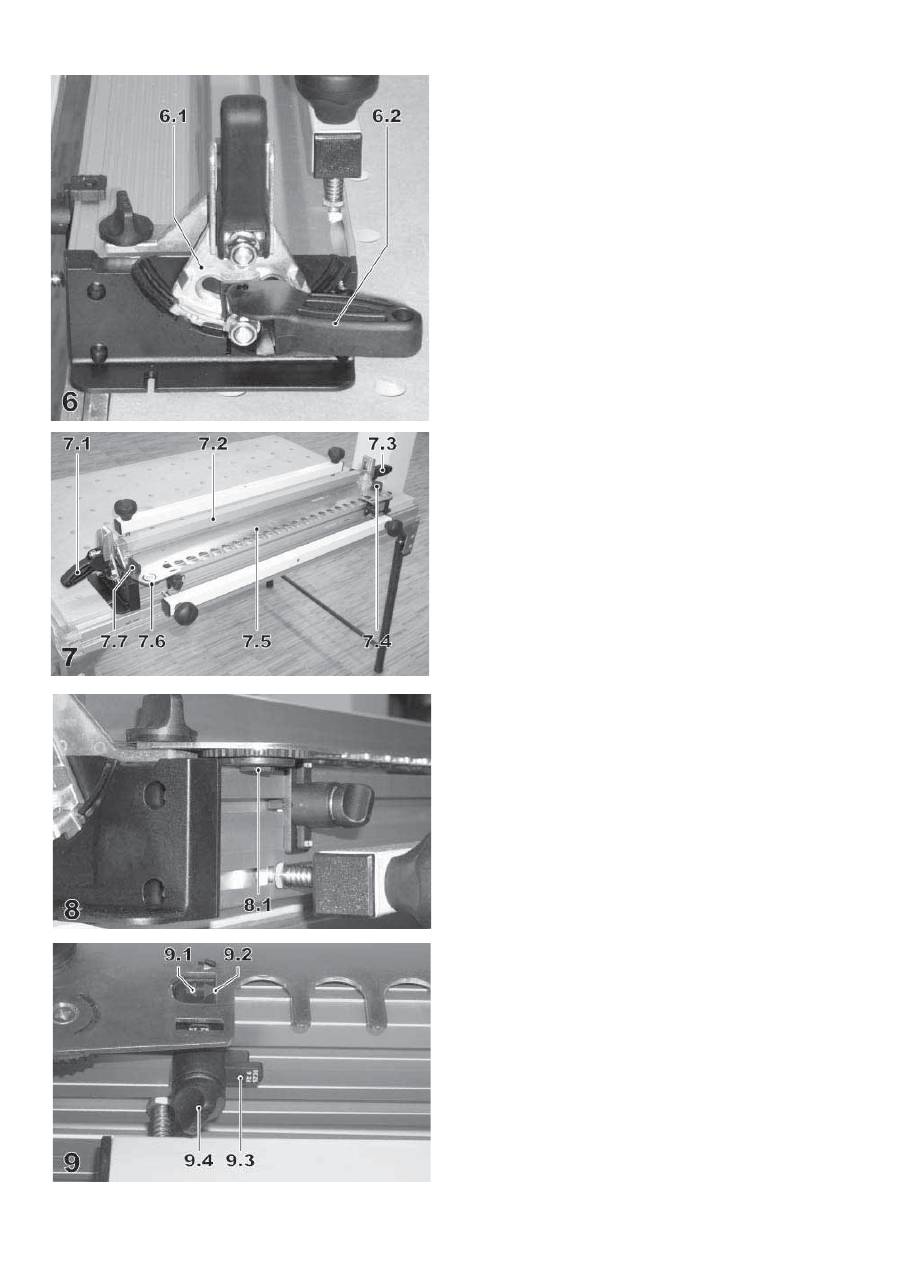
6.1 Schwalbenschwanz-Zinken
a)
Einsetzen der Schablone
• Fixieren Sie die beiden Schwenksegmente (6.1) mit dem Spann-
hebel (6.2) in der mittleren (senkrechten) Stellung.
• Öffnen Sie die beiden Spannhebel (7.1, 7.3) für die Höhenver-
stellung der Schablone und drücken Sie die Halterung (7.2) für
die Schablone ganz nach unten.
• Öffnen Sie die Drehknöpfe (7.4, 7.7) zum Einspannen der Scha-
blone und setzen Sie die Schablone (7.5) ein.
Achtung
: Die beiden Einstellräder (7.6) müssen nach unten
zeigen.
• Schließen Sie die beiden Spannhebel für die Höhenverstellung
der Schablone.
• Richten Sie die Schablone so aus, dass die unteren Absätze (8.1)
der beiden Einstellräder am Grundgestell des Verbindungssys-
tems anliegen und spannen Sie die Schablone mit den beiden
Drehknöpfen (7.4, 7.7) fest.
• Drehen Sie die beiden Anschläge auf die Stellung “SZ 14” bzw.
“SZ 20” (9.3).
Richten Sie die Anschläge so aus, dass die Pfeile (9.1) an den
inneren, geraden Seiten (9.2) der Aussparun gen der Schablone
anliegen.
Klemmen Sie die Anschläge mit den Drehknöpfen (9.4) fest.
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und bewegen Sie die Scha blone nach oben.
• Legen Sie ein Werkstück unter beide Enden der Schablone.
Drücken Sie die Schablone so weit nach unten bis sie fl ächig auf
dem Werkstück aufl iegt und schließen Sie die beiden Spannhe-
bel für die Höhenverstellung der Schablone.
5
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
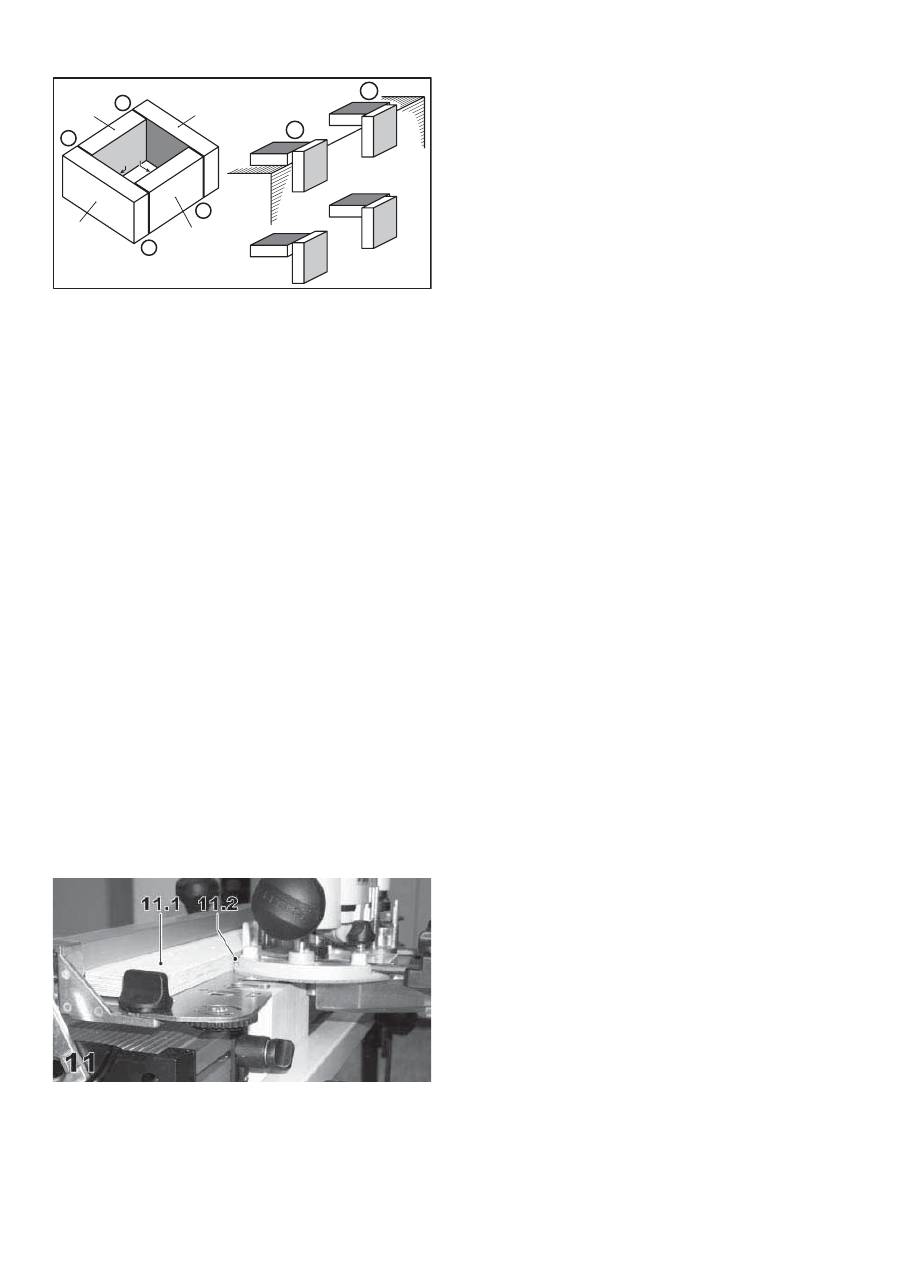
10
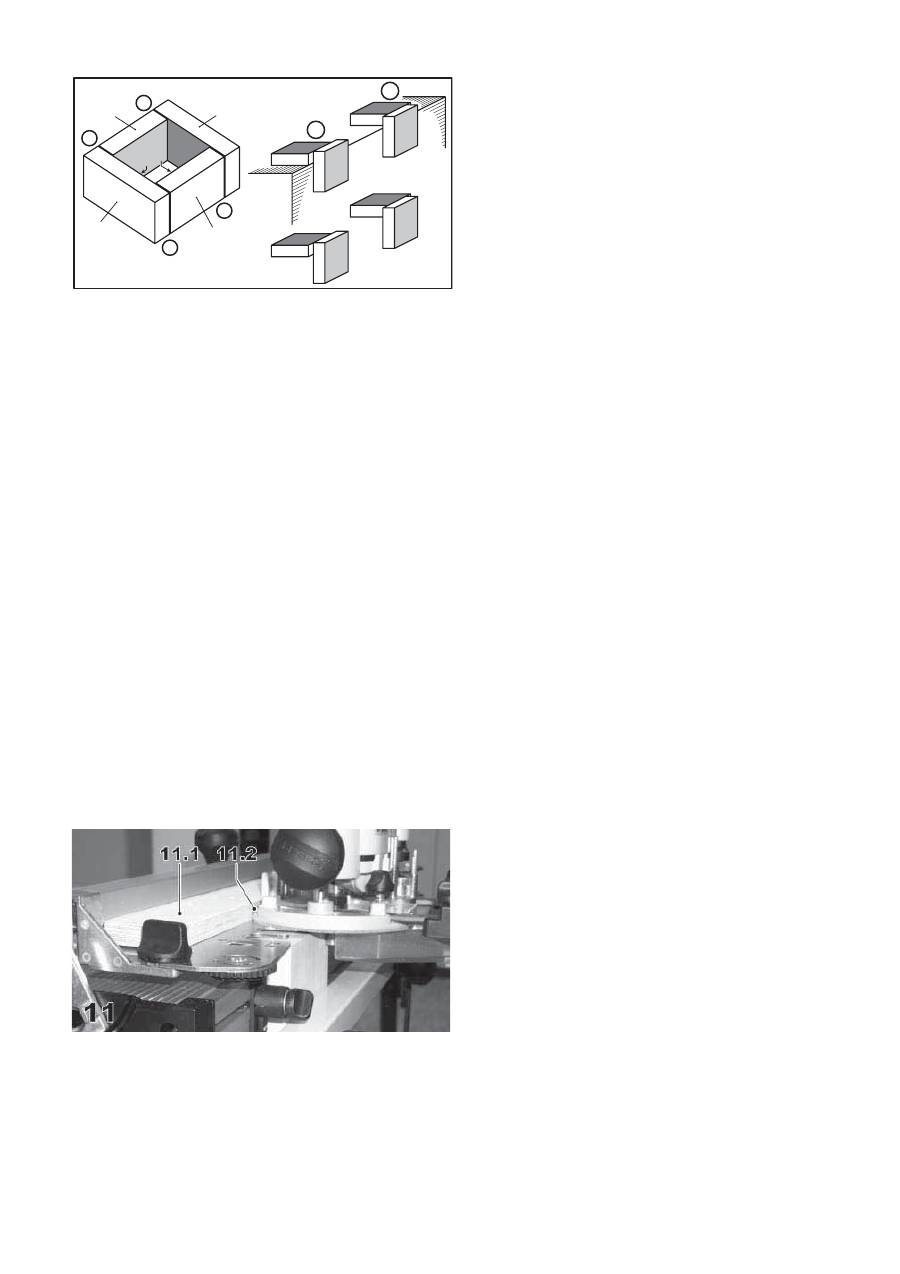
b) Werkstücke
einspannen
Es sind stets beide miteinander zu verbindenden Werkstücke
gleichzeitig einzuspannen.
Dabei ist zu beachten (siehe Bild 10):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
• Die Werkstücke müssen oben bündig miteinander abschlie-
ßen.
• Die im eingespannten Zustand außen liegenden Seiten (a1 - a4)
bilden die inneren Seiten der fertigen Verbindung.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden.
Die Werkstücke “1” und “3” müssen stets waagrecht, die
Werkstücke “2” und “4” stets senkrecht im Verbindungssystem
eingespannt werden.
c)
Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Fräserwechsel stets den Netzste-
cker aus der Steckdose!
• Spannen Sie den Fräser (siehe Tabelle T2) in die Spannzange
der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschine auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse folgende Frästiefe ein (
Achtung:
diese Maße gelten nur für die in Tabelle T2 genannten Fräser):
SZ 14: 12 mm, SZ 20: 15 mm.
• Benutzen Sie beim Fräsen von Zinken die Absaughaube des
Seitenanschlags der Oberfräse oder die Absaughaube AH-OF
(Zubehör). Schließen Sie die Absaughaube an ein geeignetes
Absauggerät der Staubklasse “M” an (z. B. Festool
CLEANTEX
CTM).
Hinweis:
Stellen Sie den Abstand der Absaughaube zum senk-
rechten Werkstück so ein, dass Sie noch ausreichend Verfahr-
weg zum Fräsen der Zinken haben.
d) Bearbeitung
Anritzen
Um beim senkrecht eingespannten Werkstück Ausrisse zu ver-
meiden, sollte dessen Oberfl äche angeritzt werden:
• Legen Sie eine Leiste (11.1) an die Halterung für die Schablone,
deren Breite Werkstückdicke +33 mm beträgt. Diese Leiste dient
als Führung für die Oberfräse.
• Setzen Sie die Oberfräse rechts vom Werkstück auf die Schab-
lone auf, so dass die Führungsfl äche (11.2) des Frästisches der
Oberfräse an der Leiste anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
6
• Führen Sie die Oberfräse von rechts nach links an der Leiste
entlang und ritzen Sie dadurch das Werkstück im Gleichlauf
an.
Probefräsung der Zinken
Führen Sie zuerst eine Probefräsung durch um zu kontrollieren,
ob alle Einstellungen korrekt sind.
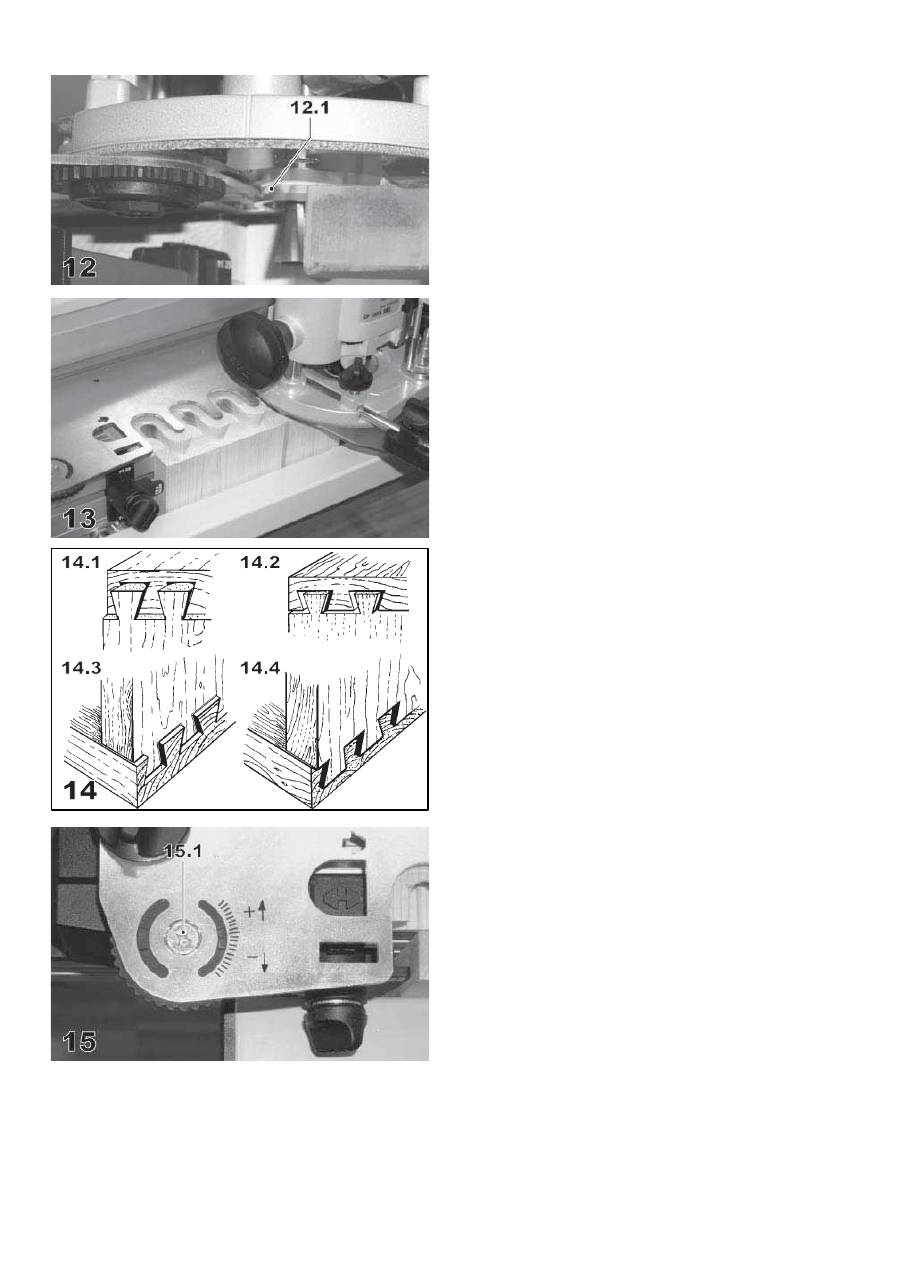
• Setzen Sie die Oberfräse am Ende der Schablone auf, so dass
der Bund (12.1) des Anlaufrings an der Schablone anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 13).
Achtung:
Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Hand-
griffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
• Kontrollieren Sie, ob sämtliche Zinken korrekt gefräst sind –
gegebenenfalls nochmals fräsen.
• Spannen Sie die Werkstücke aus und setzen Sie diese zusam-
men.
Sollte die Zinken-Verbindung nicht exakt stimmen, sind fol-
gende Korrekturen durchzuführen:
Zinken-Verbindung zu schwergängig (14.1):
•
Verringern Sie die Frästiefe der Oberfräse mit der Feinein-
stellung der Oberfräse geringfügig (ca. -0,5 mm)
Zinken-Verbindung zu leichtgängig (14.2):
•
Vergrößern Sie die Frästiefe der Oberfräse mit der Feinein-
stellung der Oberfräse geringfügig (ca. +0,5 mm)
Zinken-Verbindung zu tief (14.3):
•
Einstellräder um das Fehlmaß in Minus-Richtung drehen
(1 Skalenstrich entspricht -0,1 mm Zinkentiefe), Schablone
entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Zinken-Verbindung nicht tief genug (14.4):
•
Einstellräder um das Fehlmaß in Plus-Richtung drehen (1
Skalenstrich entspricht +0,1 mm Zinkentiefe), Schablone
entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Hinweis:
Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (15.1) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
Wiederholen Sie diesen Vorgang, bis die Verbindung exakt
stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
7
A
B
1
2
3
2
3
4
1
4
A
A
B
B
1
2
3
4
17
6.2 Finger-Zinken
a)
Einsetzen der Schablone und Befestigen eines Splitter-
schutzes
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
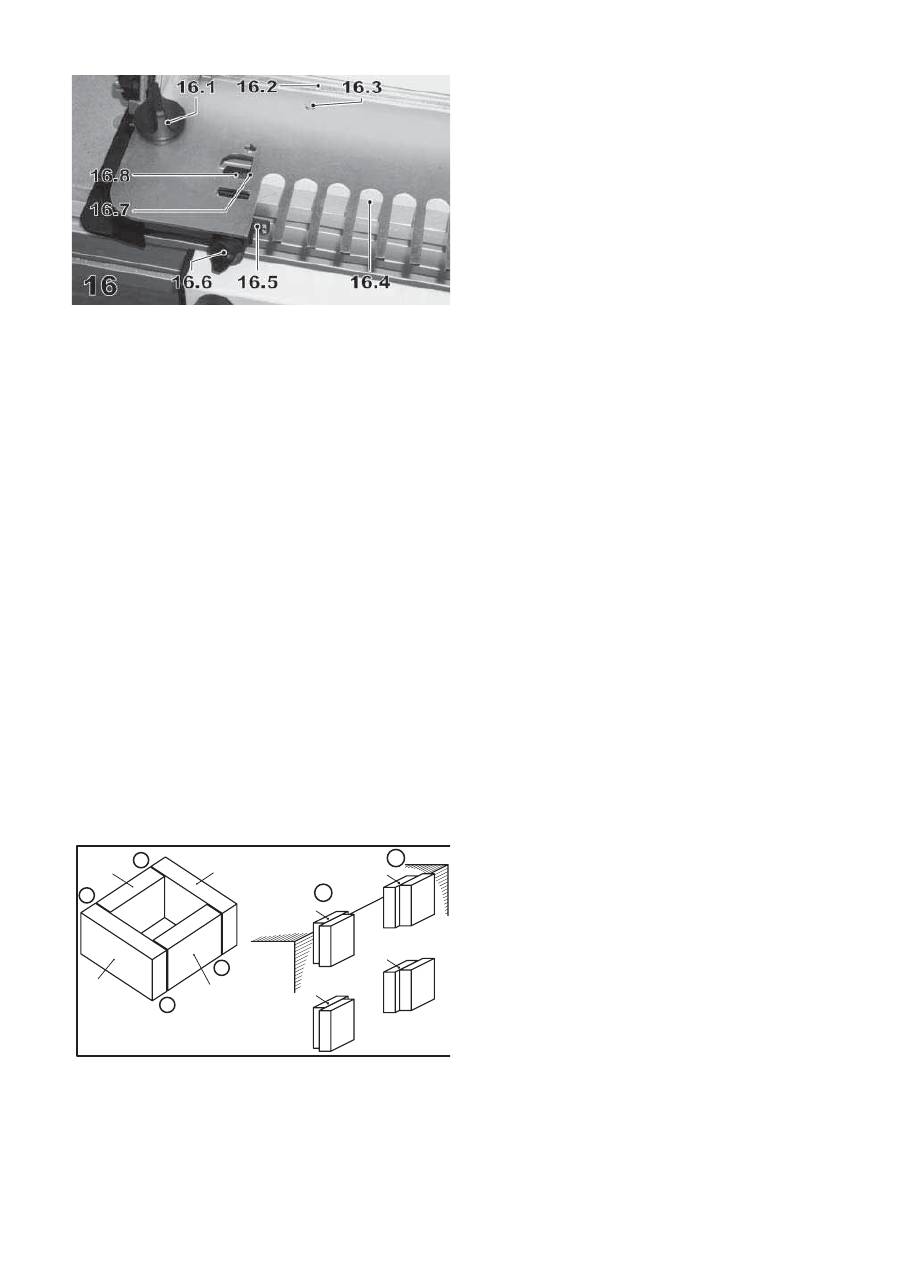
• Öffnen Sie die Drehknöpfe (16.1) zum Einspannen der Schablone
und setzen Sie die Schablone ein.
Achtung:
Die umgebogene hintere Seite (16.2) der Schablone
muss nach oben zeigen.
• Schieben Sie die Schablone bis zum Anschlag nach hinten und
spannen Sie sie mit den beiden Drehknöpfen (16.1) fest
• Drehen Sie die beiden Anschläge auf die Stellung “FZ 6” bzw.
“FZ 10” (16.5). Richten Sie die Anschläge so aus, dass die Pfeile
(16.8) an den inneren, geraden Seiten (16.7) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (16.6) fest.
• Bewegen Sie die Schablone nach oben und legen Sie ein Weich-
holzbrett (16.4) als Splitterschutz unter die Schablone.
Hinweis:
Der Splitterschutz verhindert, dass das Werkstück
beim Fräsen an der Rückseite aussplittert.
Achtung:
Damit das Verbindungssystem beim Fräsen nicht
beschädigt wird und der Splitterschutz seine Funktion erfüllen
kann, muss er 5 mm dicker als das zu bearbeitende Werkstück
sein und mindestens die Breite des zu bearbeitenden Werkstü-
ckes besitzen.
• Drücken Sie die Schablone nach unten, bis sie fl ächig auf dem
Splitterschutz aufl iegt und schließen Sie die beiden Spannhebel
für die Höhenverstellung der Schablone.
• Richten Sie den Splitterschutz so aus, dass er bündig mit der
Vorderkante des Grundgestells abschließt und spannen Sie ihn
mit dem oberen Druckbalken fest.
• Schrauben Sie den Splitterschutz mit kurzen Holzschrauben
(16.3) an der Schablone fest.
b) Werkstücke
einspannen
Es sind beide miteinander zu verbindenden Werkstücke gleich-
zeitig mit dem vorderen Druckbalken einzuspannen und zu
bearbeiten.
Dabei ist zu beachten (siehe Bild 17):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke liegen, um eine Zinkenbreite zueinander ver-
setzt, seitlich am Anschlag an.
• Die Werkstücke müssen von unten gegen die Schablone ge-
schoben werden.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden. Die Werkstücke “1” und “3” müssen
hinten am Splitterschutz, die Werkstücke “2” und “4” vorne am
Druckbalken anliegen.
8
c)
Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Werkzeugwechsel stets den Netz-
stecker aus der Steckdose!
• Spannen Sie den Fräser (siehe Tabelle T1) in die Spannzange
der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe
ein.
Achtung:
Die Frästiefe sollte nicht größer als der Fräserdurch-
messer sein. Fräsen Sie statt dessen in mehreren Arbeitsschrit-
ten.
• Benutzen Sie beim Fräsen von Zinken die Absaughaube des
Seitenanschlags der Oberfräse oder die Absaughaube AH-OF
(Zubehör). Schließen Sie die Absaughaube an ein geeignetes
Absauggerät der Staubklasse “M” an (z. B. Festool
CLEANTEX
CTM).
Hinweis:
Stellen Sie den Abstand der Absaughaube zum senk-
rechten Werkstück so ein, dass Sie noch ausreichend Verfahr-
weg zum Fräsen der Zinken haben.
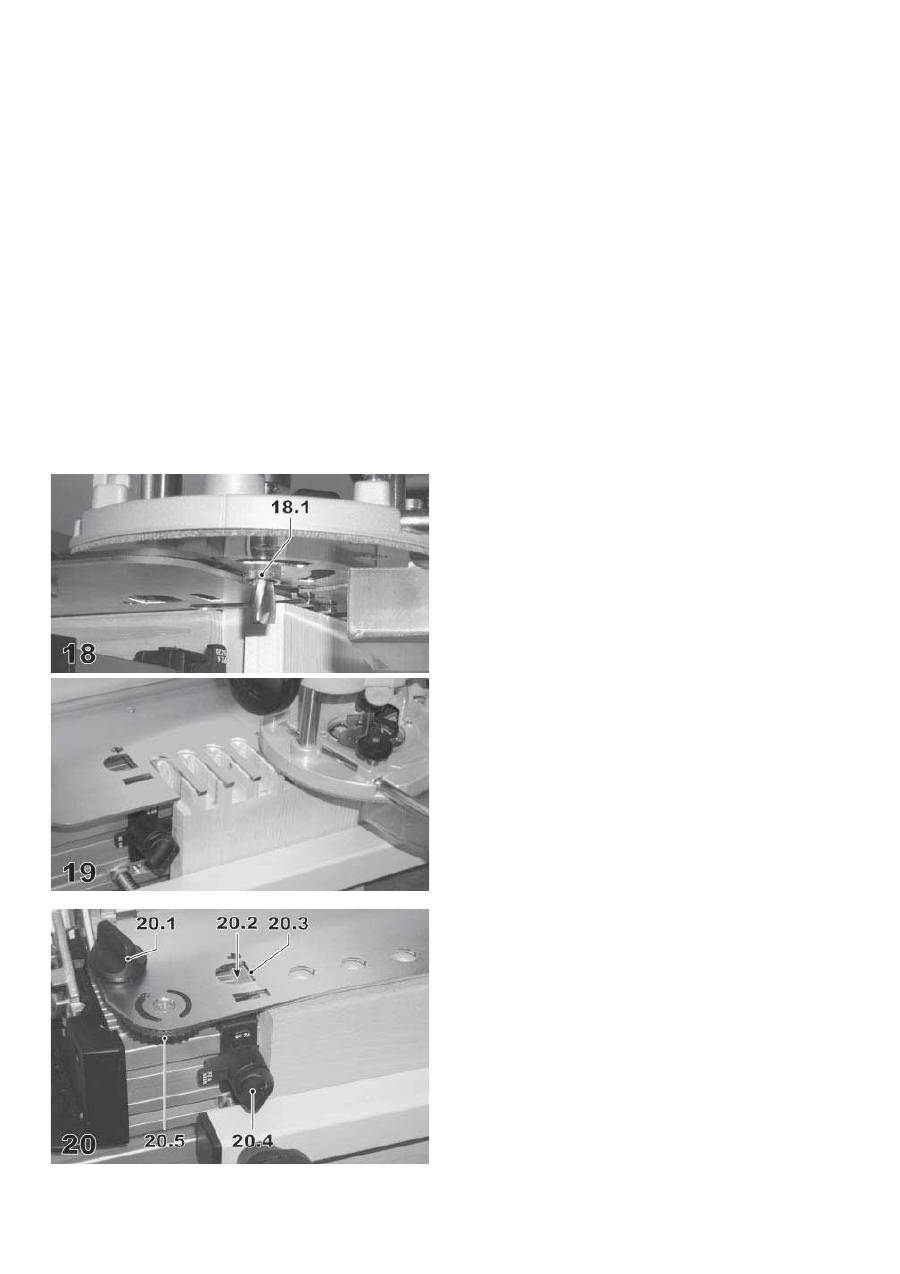
d) Bearbeitung
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (18.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 19).
Achtung:
Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Hand-
griffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
• Kontrollieren Sie vor dem Ausspannen der Werkstücke die Tiefe
der Zinken. Sollte sie nicht stimmen, verringern bzw. vergrößern
Sie die Frästiefe an Ihrer Oberfräse um das Fehlmaß.
6.3 Dübellöcher
a)
Einsetzen der Schablone
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
• Öffnen Sie die Drehknöpfe (20.1) und setzen Sie die Schablone
ein.
Achtung:
Die beiden Einstellräder (20.5) müssen nach unten
zeigen.
• Schließen Sie die beiden Spannhebel für die Höhenverstellung
der Schablone.
• Richten Sie die Schablone so aus, dass die unteren Absätze der
beiden Einstellräder am Grundgestell des Verbindungssystems
anliegen (siehe Bild 8) und spannen Sie die Schablone mit den
beiden Drehknöpfen (20.1) fest.
9
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
• Drehen Sie die beiden Anschläge in die in Bild 20 dargestellte
Stellung. Richten Sie die Anschläge so aus, dass die Pfeile
(20.2) an den inneren, geraden Seiten (20.3) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (20.4) fest.
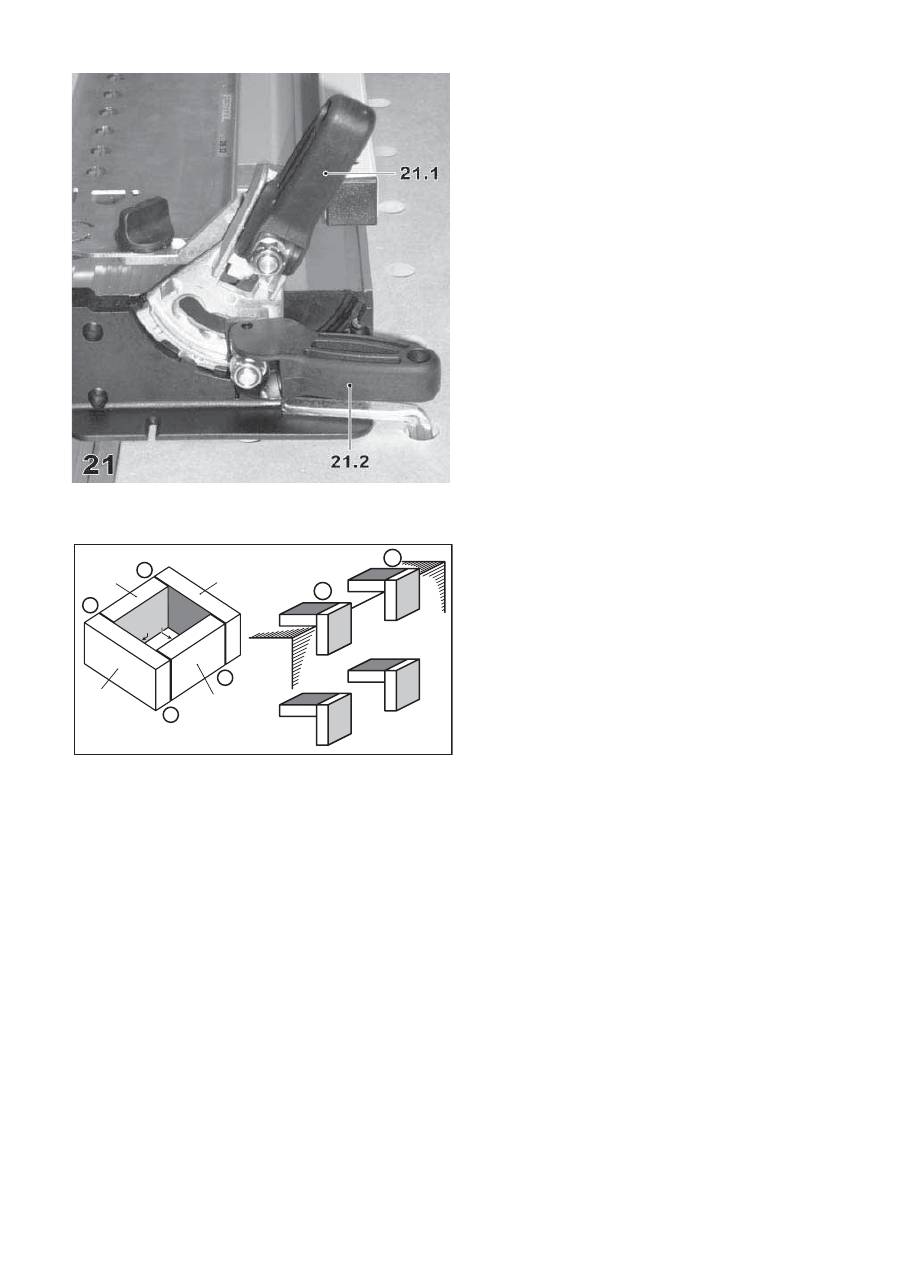
• Öffnen Sie die beiden Spannhebel (21.1) für die Höhenverstellung
der Schablone und bewegen Sie die Schablone nach oben.
• Öffnen Sie den Spannhebel (21.2) und schwenken Sie die
Schwenksegmente für die Halterung der Schablone in die hin-
tere Stellung (Bild 21). Schließen Sie den Spannhebel wieder.
• Legen Sie ein Werkstück unter beide Enden der Schablone.
Drücken Sie die Schablone so weit nach unten bis sie fl ächig auf
dem Werkstück aufl iegt und schließen Sie die beiden Spannhe-
bel für die Höhenverstellung der Schablone.
b) Werkstücke
einspannen
Es sind stets beide miteinander zu verbindenden Werkstücke
gleichzeitig einzuspannen.
Dabei ist zu beachten (Bild 22):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
• Die Werkstücke müssen oben bündig miteinander abschlie-
ßen.
• Die im eingespannten Zustand außen liegenden Seiten (a1 - a4)
bilden die inneren Seiten der fertigen Verbindung.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden. Die Werkstücke “1” und “3” müssen
stets waagrecht, die Werkstücke “2” und “4” stets senkrecht im
Verbindungssystem eingespannt werden.
c)
Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Vor dem Fräserwechsel stets den Netzstecker aus der
Steckdose ziehen!
• Spannen Sie den gewünschten Fräser (siehe Tabelle 1) in die
Spannzange der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie die Frästiefe wie folgt ein:
Die Tiefe der Löcher beim waagerechten Werkstück sollte
2/3 der Werkstückdicke betragen. Die Tiefe der Löcher beim
senkrechten Werkstück ist so zu wählen, dass die Tiefe beider
Löcher zusammen um ca. 2 mm größer ist als die Länge des
Dübels (vergleiche Bild 24).
• Schließen Sie die Oberfräse an ein geeignetes Absaug-gerät
der Staubklasse “M” an (z. B. Festool
CLEANTEX
CTM).
10
24
24.2
24.1
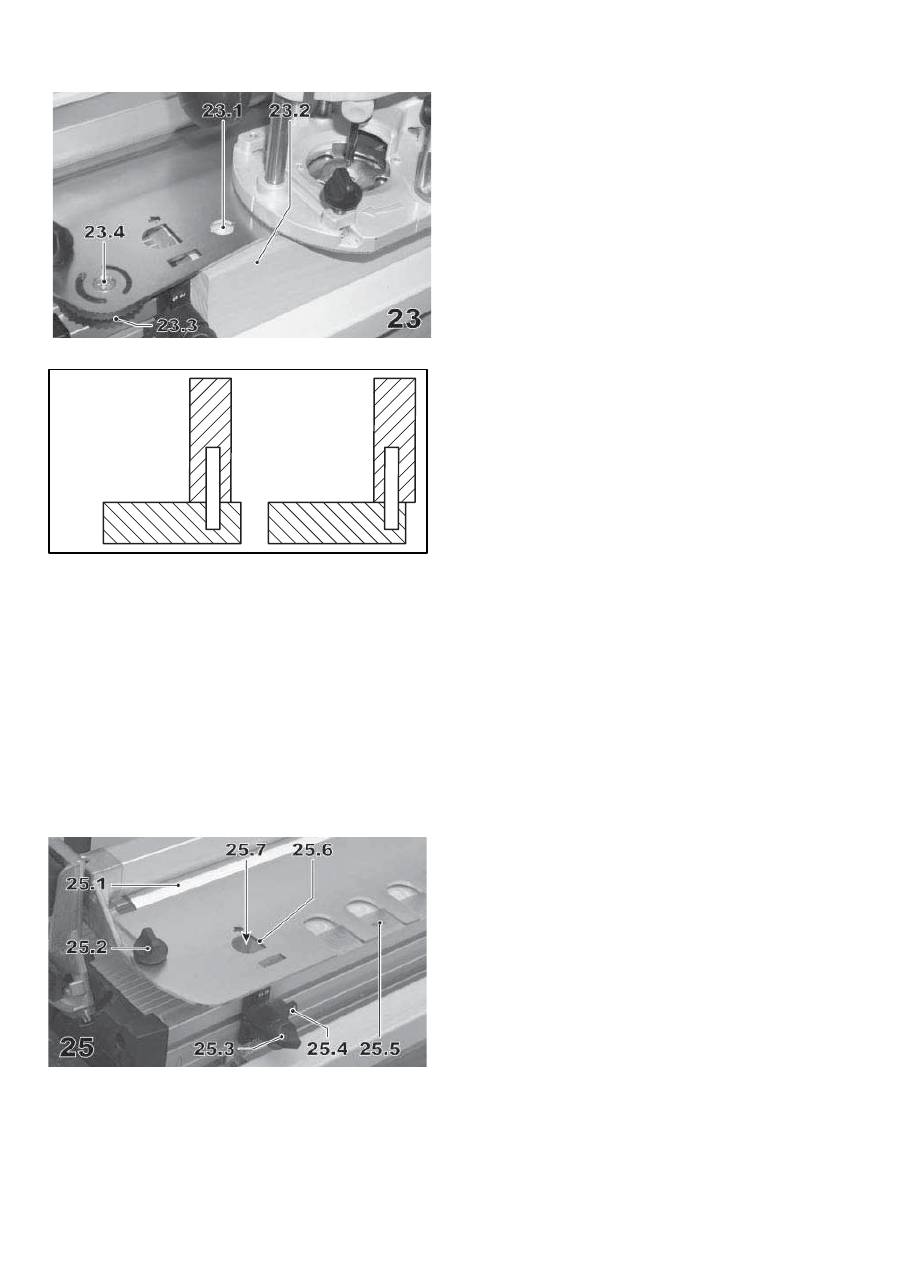
d) Bearbeitung
Zuerst sind die Löcher im waagerechten Werkstück (23.1) zu
fräsen. Dazu muss sich das Schwenksegment in der hinteren
Stellung befi nden (siehe Bild 21).
Danach ist das Schwenksegment in die vordere Stellung zu
schwenken, um die Löcher im senkrechten Werkstück (23.2) zu
fräsen.
Hinweis:
Zum Schwenken der Schwenksegmente ist nur der
Spannhebel (21.2) zu öffnen, nicht jedoch die Spannhebel (21.1)
für die Höhenverstellung der Schablone.
• Setzen Sie die Oberfräse auf die Schablone auf, so dass der Bund
des Anlaufrings in die Bohrungen der Schablone eingreift.
• Schalten Sie die Oberfräse an und drücken Sie die Maschine bis
zur eingestellten Frästiefe nach unten. Fräsen Sie so sämtliche
Löcher nacheinander.
• Spannen Sie die Werkstücke aus und setzen Sie diese zusam-
men. Sollte die Dübelverbindung nicht exakt stimmen, sind
folgende Korrekturen durchzuführen:
Das senkrechte Werkstück steht zurück (24.1):
•
Einstellräder (23.3) um das Fehlmaß in Minus-Richtung dre-
hen (1 Skalenstrich entspricht -0,1 mm Versatz), Schablone
entsprechend Kapitel 6.3 a) neu einsetzen.
Das senkrechte Werkstück steht über (24.2):
•
Einstellräder (23.3) um das Fehlmaß in Plus-Richtung dre-
hen (1 Skalenstrich entspricht +0,1 mm Versatz), Schablone
entsprechend Kapitel 6.3 a) neu einsetzen.
Hinweis:
Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (23.4) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
6.4 Offene
Schwalbenschwanz-Zinken
Bei offenen Schwalbenschwanz-Zinken müssen grundsätzlich
zuerst die Schwalben mit der Schablone SZO 14 S bzw. SZO 20 S
und danach die Zinken mit der Schablone SZO 14 Z bzw. SZO 20
Z gefräst werden.
6.4.1 Schwalben
a)
Einsetzen der Schablone (SZO 14 S bzw. SZO 20 S) und
Befestigen eines Splitterschutzes
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
• Öffnen Sie die Drehknöpfe (25.2) zum Einspannen der Schablone
und setzen Sie die Schablone ein.
Achtung
: Die umgebogene hintere Seite (25.1) der Schablone
muss nach oben zeigen.
• Schieben Sie die Schablone bis zum Anschlag nach hinten und
spannen Sie diese mit den beiden Drehknöpfen (25.2) fest
• Drehen Sie die beiden Anschläge auf die Stellung „SZ 14“ bzw.
„SZ 20“ (25.4). Richten Sie die Anschläge so aus, dass die Pfeile
(25.7) an den inneren, geraden Seiten (25.6) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (25.3) fest.
• Bewegen Sie die Schablone nach oben und legen Sie ein Weich-
holzbrett (25.5) als Splitterschutz unter die Schablone.
Hinweis
: Der Splitterschutz verhindert, dass das Werkstück
beim Fräsen an der Rückseite aussplittert.

11
Achtung
: Damit das Verbindungssystem beim Fräsen nicht
beschädigt wird und der Splitterschutz seine Funktion erfüllen
kann, muss er ca. 5 mm dicker als das zu bearbeitende Werk-
stück sein und mindestens die Breite des zu bearbeitenden
Werkstückes besitzen.
• Drücken Sie die Schablone nach unten, bis sie fl ächig auf dem
Splitterschutz aufl iegt und schließen Sie die beiden Spannhebel
für die Höhenverstellung der Schablone.
• Richten Sie den Splitterschutz so aus, dass er bündig mit der
Vorderkante des Grundgestells abschließt und spannen Sie ihn
mit dem oberen Druckbalken fest.
b) Werkstück
einspannen
Spannen Sie ein Werkstück ein, das mit Schwalben versehen
werden soll.
Dabei ist zu beachten (siehe Bild 26):
• Das Werkstück muss seitlich am Anschlag anliegen.
• Das Werkstück muss von unten gegen die Schablone geschoben
werden und mit dem Splitterschutz oben bündig abschließen.
• Bei SZO 14 S beiliegenden Kunststoffwinkel (26.1) mit einspan-
nen.
c)
Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker
aus der Steckdose zu ziehen!
• Spannen Sie den Fräser (siehe T2) in die Spannzange der Ober-
fräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und
so weit nach unten drücken, bis dass das Fräswerkzeug die
Oberfl äche des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe
ein.
• Benutzen Sie beim Fräsen die Absaughaube des Seitenan-
schlags der Oberfräse oder die Absaughaube AH-OF (Zubehör).
Schließen Sie die Absaughaube an ein geeignetes Absauggerät
der Staubklasse „M“ an (z. B. Festool
CLEANTEX
CTM).
Hinweis
: Stellen Sie den Abstand der Absaughaube zum senk-
rechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg
zum Fräsen der Zinken haben.
d) Bearbeitung
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (27.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 28).
Achtung
: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Hand-
griffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
Fräsen Sie auf diese Art alle Werkstücke mit Schwalben.
12
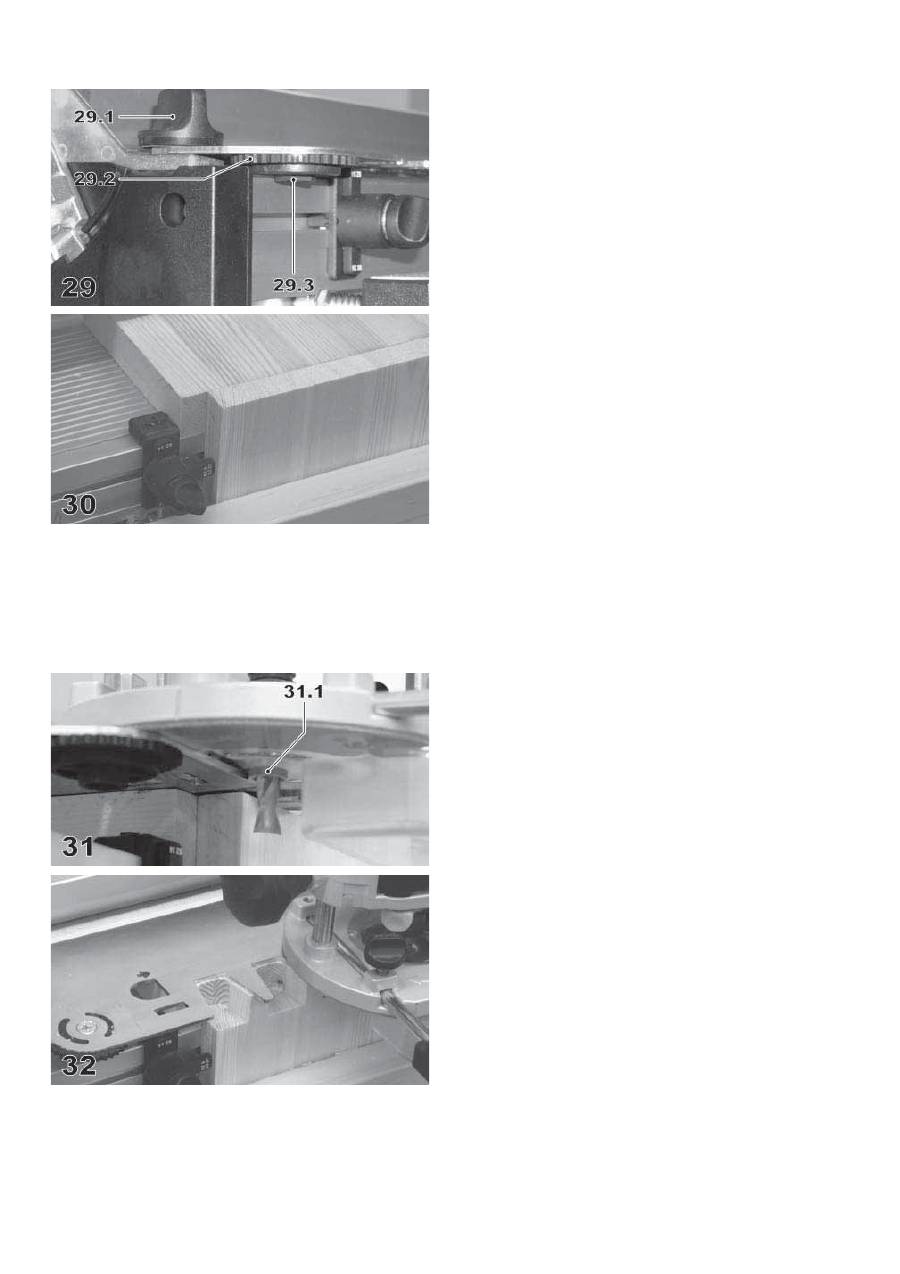
6.4.2 Zinken
a)
Einsetzen der Schablone (SZO 14 Z bzw. SZO 20 Z) und
Befestigen eines Splitterschutzes
Gehen Sie beim Einsetzen der Schablone und beim Befestigen
des Splitterschutzes analog zu 6.4.1 a) vor, jedoch mit folgender
Abweichung:
• Die beiden Einstellräder (29.2) müssen nach unten zeigen.
• Richten Sie die Schablone so aus, dass die unteren Absätze (29.3)
der beiden Einstellräder am Grundgestell des Verbindungssys-
tems anliegen und spannen Sie die Schablone in dieser Position
mit den beiden Drehknöpfen (29.1) fest.
b) Werkstück
einspannen
Spannen Sie ein Werkstück ein, das mit Zinken ver sehen werden
soll.
Dabei ist zu beachten (siehe Bild 30):
• Das Werkstück muss seitlich am Anschlag anliegen.
• Das Werkstück muss von unten gegen die Schablone geschoben
werden und mit dem Splitterschutz oben bündig abschließen.
c)
Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker
aus der Steckdose zu ziehen!
• Ersetzen Sie den Fräser für die Schwalbenschwanz-Zinken
durch den Nutfräser (siehe T2) und stellen Sie an Ihrer Oberfräse
die Werkstückdicke als Frästiefe ein.
d) Bearbeitung
Probefräsung der Zinken
Führen Sie zuerst eine Probefräsung durch um zu kontrollieren,
ob alle Einstellungen korrekt sind.
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (31.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 32).
Achtung
: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Hand-
griffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
13
• Spannen Sie das Werkstück aus und setzen Sie es mit einem
Werkstück mit Schwalben zusammen.
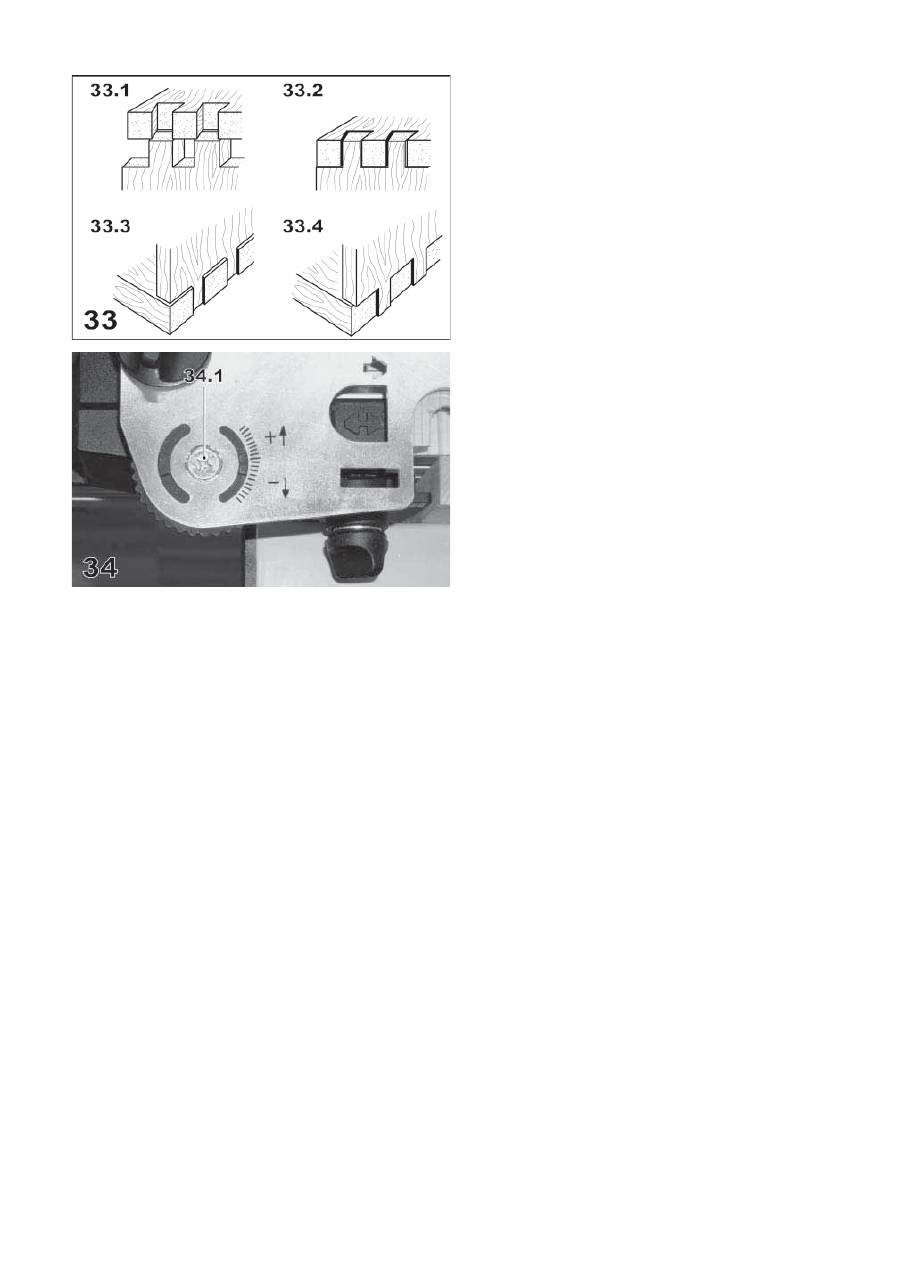
Sollte die Zinken-Verbindung nicht exakt stimmen, sind folgende
Korrekturen durchzuführen:
Zinken-Verbindung zu schwergängig (33.1):
•
Einstellräder in Plus-Richtung drehen.
Zinken-Verbindung zu leichtgängig (33.2):
•
Einstellräder in Minus-Richtung drehen.
Zinken-Verbindung zu tief (33.3):
•
Verringern Sie die Frästiefe an der Oberfräse mit der Fein-
einstellung der Oberfräse geringfügig.
Zinken-Verbindung nicht tief genug (33.4):
•
Vergrößern Sie die Frästiefe an der Oberfräse mit der Fein-
einstellung der Oberfräse geringfügig.
Hinweis
: Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (34.1) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
• Wiederholen Sie diesen Vorgang bis die Verbindung exakt
stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
7 Anwendungsdatenbank
Eine detaillierte Beschreibung der Einsatzmöglichkeiten des
Verbindungssystems fi nden Sie auch in unserer Anwendungsda-
tenbank im Internet unter
“www.festool.com”
.
Weitere interessante Informationen zum Arbeiten mit Ihrem
Festool Werkzeug fi nden Sie auf der Internetseite
www.festool.
de/fuer-zu-hause
, z. B.:
Anwendungsbeispiele
•
Tipps und Tricks,
•
Maschinenkunde,
•
Kostenlose Baupläne zum Download,
•
Wissenswertes rund ums Holz - Holzlexikon
•
8 Zubehör
Verwenden Sie nur das für diese Maschine vorgesehene origi-
nale Festool-Zubehör und Festool-Verbrauchsmaterial, da diese
System-Komponenten optimal aufeinander abgestimmt sind. Bei
der Verwendung von Zubehör und Verbrauchsmaterial anderer
Anbieter ist eine qualitative Beeinträchtigung der Arbeitsergeb-
nisse und Einschränkung der Garantieansprüche wahrscheinlich.
Je nach Anwendung kann sich der Verschleiß der Maschine
oder Ihre persönliche Belastung erhöhen. Schützen Sie daher
sich selbst, Ihre Maschine und Ihre Garantieansprüche durch
die ausschließliche Nutzung von original Festool-Zubehör und
Festool-Verbrauchsmaterial!
Die Bestellnummern für Fräswerkzeuge, Schablonen und sonsti-
ges Zubehör entnehmen Sie bitte der Tabelle T1, Ihrem Festool-
Katalog oder unserer Internet Homepage
“www.festool.com”
.
9 Gewährleistung
Für unsere Geräte leisten wir auf Material- oder Fertigungs-fehler
Gewährleistung gemäß den länderspezifi schen gesetzlichen Be-
stimmungen, mindestens jedoch 12 Monate. Innerhalb der Staaten
der EU beträgt die Gewährleistungszeit 24 Monate (Nachweis
durch Rechnung oder Lieferschein). Schäden, die insbesondere
auf natürliche Abnützung/Verschleiß, Überlastung, unsachgemäße
Behandlung bzw. durch den Verwender verschuldete Schäden
oder sonstige Verwendung entgegen der Bedienungsanleitung
zurückzuführen sind oder beim Kauf bekannt waren, bleiben von
der Gewährleistung ausgeschlossen.
Ebenso ausgeschlossen bleiben Schäden, die auf die Verwendung
von nicht-originalem Festool Zubehör und Verbrauchmaterial (z.
B. Schleifteller) zurückzuführen sind.
Beanstandungen können nur anerkannt werden, wenn das Gerät
unzerlegt an den Lieferanten oder an eine autorisierte Festool-
Kundendienstwerkstätte zurückgesendet wird. Bewahren Sie
Bedienungsanleitung, Sicherheitshinweise, Ersatzteilliste und
Kaufbeleg gut auf. Im Übrigen gelten die jeweils aktuellen Ge-
währleistungsbedingungen des Herstellers.
Anmerkung
Aufgrund der ständigen Forschungs- und Entwicklungsarbeiten
sind Änderungen der hierin gemachten technischen Angaben
vorbehalten.
REACh für Festool Produkte, deren Zubehör und Verbrauchs-
material:
REACh ist die seit 2007 in ganz Europa gültige Chemi-
kalienverordnung. Wir als „nachgeschalteter Anwender“, also als
Hersteller von Erzeugnissen sind uns unserer Informationspfl icht
unseren Kunden gegenüber bewusst. Um Sie immer auf den neu-
esten Stand halten zu können und über mögliche Stoffe der Kan-
didatenliste in unseren Erzeugnissen zu informieren, haben wir
folgende Website für Sie eingerichtet:
www.festool.com/reach
14
1 Technical
data
The order numbers for cutters, drill bits, copying rings and centring
mandrels can be found in Table T2.
We recommend that you use the maximum speed of your router
for the specifi ed cutters and drill bits.
2
Correct use
The jointing system VS 600 has been designed to rout dovetail
joints, slotted box joints, dowel holes and open dovetail tenons in
wood and wooden materials in combination with the correspond-
ing templates, copying rings and cutters with Festool routers from
series OF 900, OF 1000, OF 1010 and OF 1400.
The user will be liable for damages and accidents due to incor-
rect use.
3 Safety
instructions
• When working with the jointing system VS 600 please pay atten-
tion to the safety instructions enclosed with your router too.
• Using only the cutters, copying rings and centring mandrels
listed in Table T2.
• Only use original accessories and spare parts from Festool.
• Make sure that the workpieces are securely clamped and that
all clamping levers and rotary knobs on the jointing system are
closed before routing.
Jointing system VS 600
T1
Type of joint
Workpiece
thickness
from - to
(recommended)
W
orkpiec
e eidth
up t
o
600 mm
Dovetail-
joints
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Slotted box joints
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Dowels holes
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Open
dovetail
tenons
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
15
Système d’assemblage VS 600
T1
Type d'assemblage
Epaisseur
du matériau
de - à
(recommandée)
Lar
geur de piéc
e
à 600 mm
Assemblages
à queues d'aronde
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Assemblages à
queues droites
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Trous de cheville
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Assemblages ouverts
en queue d'aronde
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
1 Caractéristiques
techniques
Pour les références pour fraises, forets, bagues de copiage et
centreurs, cf. le tableau T2.
Pour les fraises ou resp. forets indiqués, nous vous recommandons
d’ajuster la vitesse de rotation maximale de votre défonceuse.
2 Utilisation
conforme
Le système d’assemblage VS 600 est utilisé de manière conforme
en liaison avec les gabarits, bagues de copiage et fraises appro-
priés et les défonceuses Festool des séries OF 900, OF 1000,
OF 1010 et OF 1400 pour fraiser les assemblages à queues
d’aronde, les assemblages à queues droites, les trous de che-
villes et les assemblages ouverts en queue d’aronde dans des
matériaux en bois.
C’est exclusivement l’utilisateur qui est responsable de dommages
et d’accidents provoqués par une utilisation pas conforme.
3
Consignes de sécurité
• Lors de l’exécution des travaux avec le système d’assemblage
VS 600, veuillez également observer les consignes de sécurité
fournies avec votre défonceuse portative.
• Utilisez exclusivement les fraises, bagues de copiage et cen-
treurs mentionnés dans le tableau T2.
• Utilisez uniquement des accessoires et des pièces de rechange
originales de Festool.
• Avant de fraiser, assurez-vous que les fraises sont serrées
avec fi abilité et que tous les leviers de serrage et les boutons
tournants du système d’assemblages sont fermés.
1 Datos
técnicos
Para los números de pedido de fresas, brocas, anillos de copiar y
mandriles de centraje véase tabla T2.
Para las fresas y/o brocas indicadas recomendamos que utilice
las revoluciones máximas en su fresadora.
2
Utilización adecuada y correcta
El sistema de unión VS 600 ha sido concebido para fresar dientes
de cola de milano, dientes de punta, agujeros de taco y ensambles
a cola de milano abiertas en madera y materiales de madera con
las fresadoras de Festool de las series de construcción OF 900,
OF 1000, OF 1010 y OF 1400 y siempre en combinación con los
correspondientes patrones, anillos de copiar y herramientas
fresadoras.
En caso de daños o accidentes debidos a una utilización inadecua-
da o de fi nalidad no prevista la responsabilidad correrá a cargo
del usuario.
3
Instrucciones de seguridad
• Al trabajar con el sistema de unión VS 600 tenga en cuenta
también las instrucciones de seguridad adjuntas a su fresadora
manual.
• Utilice solamente las herramientas fresadoras, los anillos de
copiar y los mandriles de centraje que se indican en la tabla
T2.
• Utilice solamente accesorios y piezas de recambio originales
de Festool.
• Asegúrese antes de fresar de que las piezas estén sujetadas de
forma segura y de que todas las palancas de sujeción y todas
las ruedas de giro del sistema de unión estén cerradas.
Sistema de unión VS 600
T1
Tipo de unión
Grosor de
material
desde - hasta
(recommendado)
Ancho pieza de tr
abajo
max. 600 mm
Dientes de cola de
milano
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Dientes de punta
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Agujeros de taco
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Ensambles a cola
de milano abiertas
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
16
5.3
5.1
5.2
5A
4 Construction
The jointing system VS 600 consists of the following components
(Figure 1):
1.1 Base
frame
1.2
Mount for templates
1.3
Rotary knob to clamp the templates
1.4
Swivel segment for mount
1.5
Clamping lever for swivel segment
1.6
Clamping lever to adjust the height of the templates
1.7
Pressure beam for horizontal clamping of the workpieces
1.8
Pressure beam of vertical clamping of the workpieces
5 Preparation
5.1
Setting up the base frame
The base frame must be fastened to a non-slip fi rm base:
• Set the base frame up so that the front edge protrudes by ap-
prox. 5 mm.
• Fasten the base frame on both sides of the base with two screws
(Figure 2) or two screw clamps (Figure 3).
5.3 Router
Note:
Handling of the router (adjusting the routing depth, changing
tools, etc.) is described in its operating instructions.
Mount the required copying ring centrally in the routing plate
of the router:
• Unplug the tool from the mains.
• Turn the router upside down.
• Open the two screws (4.1) and remove the ring (4.2).
• Clamp the centring mandrel (4.4) tight in the cutter spindle.
• Place the copying ring (4.5, 5.3) into the router’s routing plate
with the collar uppermost.
• Slowly move the routing plate towards the centring mandrel
until the centring ring (5.3) is centred by the centring mandrel
(5.2).
• Screw the copying ring tight with the two enclosed screws (4.3,
5.1).
• Remove the centring mandrel from the cutter spindle.
5.4
CAUTION
Damage to the cutter and routing template
- If fi tted, remove the height-adjustable support (5.4) from the
router.

17
4 Montage
Le système d’assemblage VS 600 comprend les modules suivants
(fi gure 1):
1.1 Base
1.2
Support pour gabarits
1.3
Boutons tournants pour serrer le gabarit
1.4
Segment pivotant pour support
1.5
Levier de serrage pour segment pivotant
1.6
Levier de serrage pour réglage de la hauteur du gabarit
1.7 Barre de pression pour assurer le serrage horizontal de
pièces
1.8 Barre de pression pour assurer le serrage vertical de piè-
ces
5 Préparatifs
5.1
Mise en place de la base
La base doit être fi xée sur un support stable et non glissant:
• Placez la base de telle manière que le bord avant soit en saillie
de 5 mm environ.
• Fixez la base par deux vis (fi gure 2) ou par deux serre-joints
(fi gure 3) des deux côtés sur le support.
5.3 Défonceuse
Remarque
: L’utilisation/la manipulation de la défonceuse (réglage
de la profondeur de fraisage, changement d’outil, etc.) est décrite
dans les instructions de service appropriées.
Veuillez monter la bague de copiage requise au centre, dans le
plateau de la défonceuse:
• Débranchez la fi che mâle de la prise d’alimentation secteur.
• Mettez la défonceuse sur la tête.
• Ouvrez les deux vis (4.1) puis enlevez la bague (4.2).
• Serrez le centreur (4.4) fermement dans l’arbre porte-fraise.
• Posez la bague de copiage (4.5, 5.3) avec le collet dirigé vers le
haut dans le plateau de la défonceuse.
• Déplacez lentement le plateau de la défonceuse dans la direction
du centreur, jusqu’à ce que la bague de copiage (5.3) soit centrée
par le centreur (5.2).
• Serrez fermement la bague de copiage au moyen des deux vis
(4.3, 5.1) fournies.
• Enlevez le centreur de l’arbre porte-fraise.
4 Estructura
El sistema de unión VS 600 consiste de los siguientes elementos
de construcción (fi gura 1):
1.1
Bastidor de base
1.2
Soporte para patrón
1.3
Rueda de giro para sujetar el patrón
1.4
Segmento basculante para soporte
1.5
Palanca de sujeción para segmento basculante
1.6
Palanca de sujeción para reajuste de altura del patrón
1.7 Barra opresora para la sujeción horizontal de piezas de
trabajo
1.8
Barra opresora para la sujeción vertical de piezas de traba-
jo
5 Preparación
5.1
Colocar el bastidor de base
El bastidor de base deberá fi jarse sobre una base fi ja y antides-
lizante:
• Coloque el bastidor de base de tal manera que el canto delantero
sobresalga unos 5 mm.
• Sujete el bastidor de base con dos tornillos (fi gura 2) o bien con
dos sargentos (fi gura 3) en ambos lados sobre la base.
5.3 Fresadora
Nota
: El manejo de la fresadora (ajustar la profundidad de fresado,
cambiar herramienta, etc.) se describe en las instrucciones de
servicio de la misma.
Monte el anillo de copiar que necesite de forma centrada en la
mesa de fresado de la fresadora:
• Saque el enchufe de la caja de enchufe.
• Ponga la fresa al revés.
• Abra ambos tornillos (4.1) y saque el anillo (4.2).
• Fije el mandril de centraje (4.4) en el husillo de fresa.
• Introduzca el anillo de copiar (4.5, 5.3) con el collar hacia arriba
en la mesa de fresado de la fresadora.
• Desplace lentamente la mesa de fresado en dirección del man-
dril de centraje hasta que el el mandril de centraje (5.2) centre
el anillo de copiar (5.3).
• Atornille con fuerza el anillo de copiar con los dos tornillos
suministrados (4.3, 5.1).
• Saque el mandril de centraje del husillo de fresa.
ATTENTION
Endommagement de la fraise et du gabarit de fraisage
- Retirez le support réglable en hauteur (5.4) (s’il est monté) de
la défonceuse.
ATENCIÓN
Daños en la fresa y la plantilla para fresar
- Si está montado, retire el apoyo con altura regulable (5.4) de la
fresadora.
18
6 Use
The following type of joint can be made with the jointing system
VS 600 and respective template:
• Dovetail joint
(see Chapter 6.1),
• Slotted box joint
(see Chapter 6.2),
• Dowel holes
(see Chapter 6.3),
• Open dovetail tenons
(see Chapter 6.4).
6.1 Dovetail
joints
a)
Inserting the template
• Lock the tow swivel segments (6.1) in the central (vertical) posi-
tion with the clamping lever (6.2).
• Open both clamping levers (7.1, 7.3) to adjust the height of the
template and press the mount (7.2) for the templates right
down.
• Open the rotary knobs (7.4, 7.7) to clamp the template and insert
the template (7.5).
Caution
: the two adjusting wheels (7.6) must point down-
wards.
• Close the two clamping levers to adjust the height of the tem-
plate.
• Align the template so that the lower shoulders (8.1) of the two
adjusting wheels rest against the base frame of the jointing
system and clamp the template tight with the two rotary knobs
(7.4, 7.7).
• Turn the two stops into the positions “SZ 14” and “SZ 20”
(9.3).
Align the stops so that the arrows (9.1) lie against the inner
straight side (9.2) of the notches in the template.
Clamp the stops tight with the rotary knobs (9.4).
• Open the two clamping levers to adjust the height of the template
and move the template upwards.
• Place a workpiece under both ends of the template. Press the
template down until it rest fl at on the workpiece and close the
two clamping levers to adjust the height of the template.

19
6 Utilisation
Le système d’assemblage VS 600 et le gabarit correspondant
permettent de réaliser les types d’assemblage suivants:
• assemblages à queues d’aronde
(cf.chapitre 6.1),
• assemblages à queues droites
(cf.chapitre 6.2),
• trous de cheville
(cf.chapitre 6.3),
• assemblages ouverts en queue d’aronde
(cf.chapitre 6.4).
6.1
Assemblages à queues d’aronde
a)
Mise en place du gabarit
• Fixez les deux segments pivotants (6.1) au moyen du levier de
serrage (6.2) sur la position moyenne (verticale).
• Ouvrez les deux leviers de serrage (7.1, 7.3) pour le réglage de
la hauteur du gabarit et appuyez le support (7.2) pour le gabarit
complètement vers le bas.
• Ouvrez les boutons tournants (7.4, 7.7) pour serrer le gabarit
puis mettez le gabarit (7.5) en place.
Attention
: Les deux roues de réglage (7.6) doivent être dirigées
vers le bas.
• Fermez les deux leviers de serrage pour le réglage de la hauteur
de gabarit.
• Alignez le gabarit de sorte que les déports inférieurs (8.1) des
deux roues de réglage soient sur la base du système d’assem-
blage puis serrez le gabarit fermement avec les deux boutons
tournants (7.4, 7.7).
• Tournez les deux butées sur la position «SZ 14“ ou resp. «SZ
20“ (9.3).
Alignez les butées de sorte que les fl èches (9.1) soient contre
le côté droit (9.2) des évidements à l’intérieur du gabarit.
Serrez fermement les butées avec les boutons tournants
(9.4).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
de gabarit puis déplacez le gabarit vers le haut.
• Déposez une pièce sous les deux extrémités du gabarit.
Poussez le gabarit vers le bas jusqu’à ce qu’il soit bien à plat sur
la pièce puis fermez les deux leviers de serrage pour le réglage
de la hauteur de gabarit.
6 Utilización
Con el sistema de unión VS 600 y el patrón correspondiente se
pueden crear los tipos de unión siguientes:
• dientes de cola de milano
(véase capítulo 6.1),
• dientes de punta
(véase capítulo 6.2),
• agujeros de taco
(véase capítulo 6.3),
• ensambles a cola de milano abiertas
(véase capítulo 6.4).
6.1
Dientes de cola de milano
a)
Colocar el patrón
• Fije ambos segmentos basculantes (6.1) con la palanca de
sujeción (6.2) en la posición central (vertical).
• Abra ambas palancas de sujeción (7.1, 7.3) para el reajuste del
patrón y presione el soporte (7.2) del patrón completamente
hacia abajo.
• Abra las ruedas de giro (7.4, 7.7) para sujetar el patrón e intro-
duzca el mismo (7.5).
Atención
: Las dos ruedas de ajuste (7.6) deberán señalar hacia
abajo.
• Cierre las dos palancas de sujeción para el reajuste de altura
del patrón.
• Alinee el patrón de manera que los salientes inferiores (8.1) de
las dos ruedas de ajuste estén en contacto con el bastidor de
base del sistema de unión y, a continuación, sujete el patrón con
las dos ruedas de giro (7.4, 7.7) mediante apriete.
• Gire ambos topes hasta la posición „SZ 14“ o „SZ 20“ (9.3).
Alinee los topes de forma que las fl echas (9.1) estén en contacto
con los lados interiores y rectos (9.2) de las escotaduras del
patrón.
Sujete los topes con las ruedas de giro (9.4).
• Abra ambas palancas de sujeción para el reajuste de altura del
patrón y mueva el mismo hacia arriba.
• Coloque una pieza de trabajo debajo de los dos extremos del
patrón.
Presione el patrón hacia abajo hasta que éste se encuentre al
mismo nivel que la pieza de trabajo y cierre las dos palancas
de sujeción para el reajuste de altura del patrón.
20
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
10
b)
Clamping workpieces
Always clamp the two workpieces which are to be jointed simul-
taneously.
Pay attention to the following during this work (see Figure 10):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces must rest against the stop.
• The tops of the workpieces must be fl ush with one another.
• The outer sides in the clamped position (a1 - a4) form the inner
sides of the fi nished joint.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop. The workpieces “1” and “3” must always
be clamped on top, the workpieces “2 and “4” always at the front
of the jointing system.
c)
Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before chang-
ing cutters!
• Clamp the cutter (see Table T2) in the router’s clamping col-
let.
• Set the zero point (routing depth = 0 mm) on your router by plac-
ing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the following routing depth on your router
(
Caution:
these dimensions only apply for the cutters named in
Table T2):
SZ 14: 12 mm,
SZ 20: 15 mm.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool
CLEANTEX
CTM).
Note:
set the gap between the extractor hood and vertical work-
piece so that you still have enough travel to rout the dovetails.
d) Processing
Scoring
In order to avoid splintering in vertically clamped workpieces their
surface should be scored:
• Place a strip whose width is the width of the workpiece +33 mm
(11.1) on the template mount. This strip serves as a guide for
the router.
• Place the router on the workpiece to the right of the template so
that the guide surface (11.2) of the router’s table rests against
the strip.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router from right to left along the strip and thus syn-
chronously score the workpiece.
