Festool VS 600 accessories – страница 4
Инструкция к Festool VS 600 accessories

61
d) Bewerking
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(27.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
28).
Attentie
: de kraag van de aanloopring moet steeds tegen de sja-
bloon liggen. Houd de bovenfrees steeds met beide handgrepen
parallel t.o.v. de sjabloon en draai de machine niet tijdens het
frezen. De freesdiepte mag tijdens de freesbewerking niet worden
veranderd.
Frees op deze wijze alle werkstukken met zwaluwen.
d) Bearbetning
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (27.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopier-
stycket. (fi g. 28).
Se upp
: Startringens ansats måste alltid anliga mot kopierstycket.
Håll alltid överhandsfräsen med båda handtagen parallellt i förhål-
lande till kopierstycket och vrid inte på maskinen medan du fräser.
Fräsdjupet får inte förändras under tiden du fräser.
Fräs alla arbetsstycken med laxstjärtar på detta sätt.
6.4.2 Lassen
a)
Inzetten van de sjabloon (SZO 14 Z resp. SZO 20 Z) en
monteren van een splinterbescherming
Ga bij het inzetten van het sjabloon en bij het bevestigen van de
splinterbescherming te werk volgens 6.4.1 a), zij het met het
volgende verschil:
• De twee instelwielen (29.2) moeten naar beneden wijzen.
• Richt de sjabloon zó uit dat de onderste afzettingen (29.3) van
de twee instelwielen tegen het basisframe van het verbindings-
systeem aanliggen en span de sjabloon vast met de twee draai-
knoppen (29.1).
b) Werkstuk
inspannen
Span een werkstuk in dat van lassen voorzien dient te worden.
Daarbij dient op het volgende gelet te worden (zie afb. 30):
• Het werkstuk dient met de zijkant tegen de aanslag aan te lig-
gen.
• Het werkstuk moet vanaf de onderzijde tegen het sjabloon wor-
den geschoven en met de splinterbescherming aan de bovenkant
vlak aansluiten.
c)
Voorbereidingen aan de bovenfrees
(na inbouw van de kopieerring, zie Hfdst. 5.3)
Attentie: alvorens gereedschap te wisselen, dient altijd de stek-
ker uit het stopcontact te worden gehaald!
• Vervang de frees voor de zwaluwstaartlassen door de groef-
frees (zie T2) en stel bij uw bovenfrees de werkstukdikte in als
freesdiepte.
6.4.2 Sinkor
a)
Sätta kopierstycket (SZO 14 Z resp SZO 20 Z) på plats och
fästa splitterskyddet
När kopierstycketen och splitterskyddet skall sättas fast gör du på
samma sätt som i 6.4.1 a) men med följande undantag:
• De båda inställningsrattarna (29.2) ska visa i riktning nedåt.
• Rikta kopierstycket så, att de undre klackarn (29.3) på de båda
inställningsrattarna anligger mot förbindningssystemets stativ
och spänn fast kopierstycket med hjälp av de båda vridknap-
parna (29.1).
b) Fästa
arbetsstycket
Spänn fast det arbetsstycke som skall förses med sinkor. Att tänka
på (se bild 30):
• Arbetsstycket måste ligga med sidan mot anslaget.
• Arbetsstycket måste skjutas underifrån mot kopierstycket och
upptill ligga jämnt mot splitterskyddet.
c) Förbereda
överhandsfräsen
(efter montering av kopierringen, se kap. 5.3)
OBS! Innan man byter verktyg ska man alltid dra ut nätkontakten
ur eluttaget!
• Ersätt fräsen för laxstjärt-sinkorna med en notfräs (se T2), och
ställ in arbetsstyckets tjocklek som fräsdjup på överhandsfrä-
sen.
62
d) Lavorazione
Prova di fresatura degli incastri
Eseguire prima una prova di fresatura e controllare se tutte le
impostazioni sono corrette.
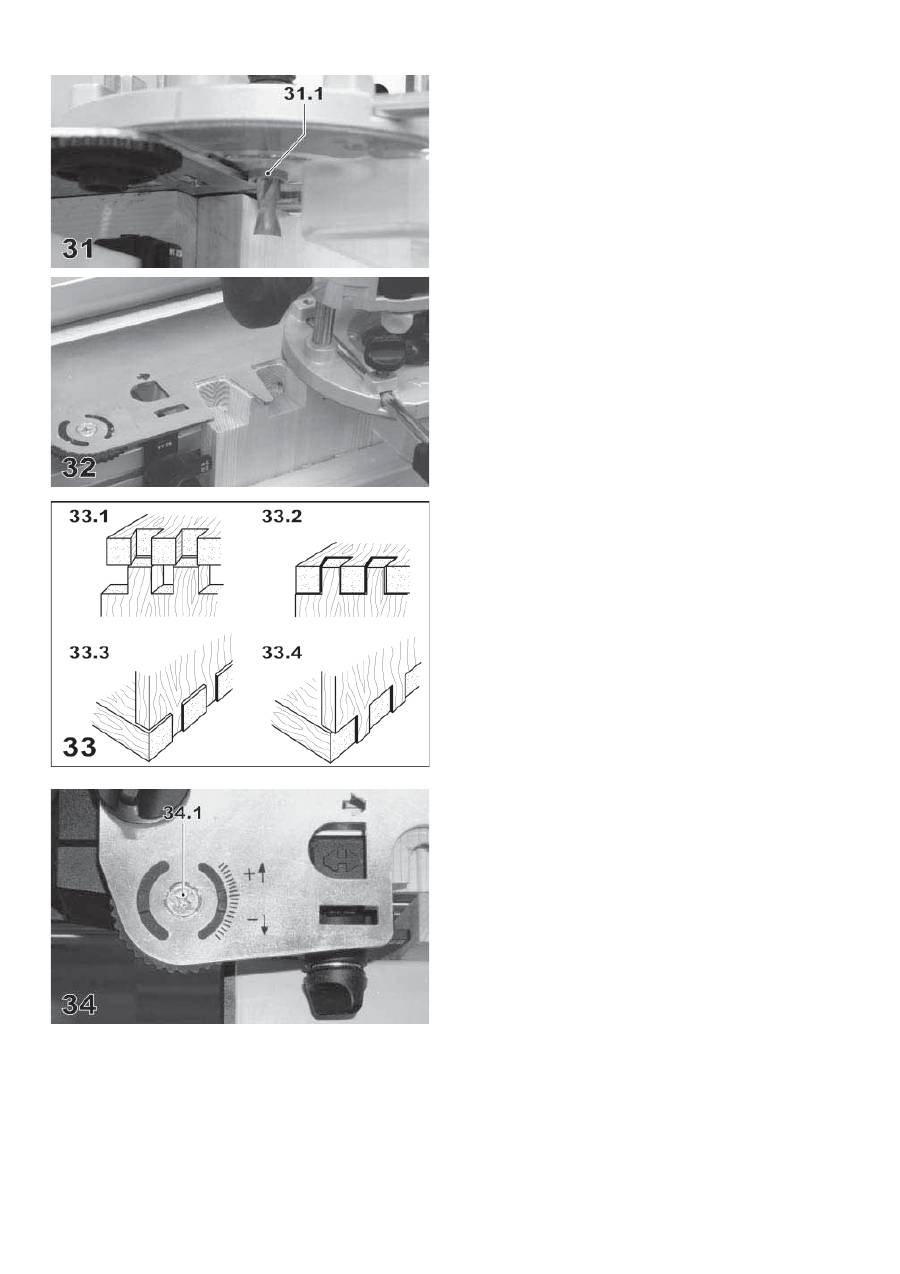
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (31.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la pro-
fondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 32).
Attenzione
: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Sbloccate il pezzo in lavorazione ed accoppiatelo ad un pezzo
provvisto di coda di rondine.
Se la giunzione ad incastro non coincidesse esattamente, do-
vranno essere apportate le seguenti correzioni:
° La giunzione ad incastro è troppo “dura” (33.1):
girare le rotelle di regolazione in direzione positiva.
° La giunzione ad incastro è troppo “morbida” (33.2):
girare le rotelle di regolazione in direzione negativa.
° La giunzione ad incastro è troppo profonda (33.3):
mediante la regolazione fi ne della fresatrice verticale, ridurre
leggermente la profondità di fresatura sulla fresatrice stes-
sa.
° La giunzione ad incastro non è suffi cientemente profonda
(33.4):
mediante la regolazione fi ne della fresatrice verticale, aumen-
tare leggermente la profondità di fresatura sulla fresatrice
stessa.
Avvertenza
: per poter agire sulle rotelle di regolazione occorre
svitare le viti (34.1) e stringerle nuovamente alla fi ne della rego-
lazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
• Ripetere questa operazione fi nché la giunzione non risulta
esatta.
Fresatura degli incastri
Eseguire la fresatura di tutti gli incastri basandosi sui campioni
già fresati.

63
d) Bewerking
Lassen op proef frezen
Frees eerst op proef om te controleren of alle instellingen cor-
rect zijn.
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(31.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
32).
Attentie
: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgre-
pen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
• Span het werkstuk uit en zet het met een werkstuk met zwalu-
wen in elkaar.
Past de zwaluwstaart-verbinding niet exact, voer dan de vol-
gende correcties uit:
° Zwaluwstaartverbinding te stroef (33.1):
draai de instelwielen in de plus-richting.
° Zwaluwstaartverbinding te los (33.2):
draai de instelwielen in de min-richting.
° Zwaluwstaartverbinding te diep (33.3):
verminder de freesdiepte bij de bovenfrees met de fi jninstel-
ling van de bovenfrees minimaal.
° Zwaluwstaartverbinding niet diep genoeg (33.4):
vergroot de freesdiepte bij de bovenfrees met de fi jninstelling
van de bovenfrees minimaal.
Aanwijzing
: om de instelwielen te kunnen omzetten moet u de
schroeven (34.1) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
• Herhaal deze procedure totdat de verbinding exact klopt.
Frezen van de lassen
Frees alle lassen analoog aan het frezen op proef.
d) Bearbetning
Provfräsa sinkor
Provfräs först en sinka för att kontrollera att alla inställningar
stämmer.
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (31.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopier-
stycket. (fi g. 32).
Se upp
: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Lossa arbetsstycket och sätt ihop det med ett arbetsstycke med
laxstjärtar.
Skulle sinkfogen inte stämma exakt, korrigerar man så här:
° Sinkningen för trång (33.1):
Vrid inställningsrattarna i plus-riktningen.
° Sinkfogen glappar (33.2):
Vrid inställningsrattarna i minus-riktningen.
° Sinkfogen för djup (33.3):
Minska fräsdjupet på överhandfräsen något med fi ninställ-
ningen på överhandfräsen.
° Sinkfogen är inte tillräckligt djup (33.4):
Öka fräsdjupet på överhandsfräsen något med fi ninställningen
på överhandsfräsen.
OBS
: För att kunna justera inställningsrattarna måste du lossa
skruvarna (34.1) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
• Upprepa proceduren tills förbindningen passar exakt.
Fräsa sinkor
Fräs alla sinkorna på samma sätt som du genomförde provfräs-
ningen.

64
7 Database
applicativo
Per una descrizione più dettagliata delle possibilità d’impiego
del sistema per giunzioni rimandiamo anche al nostro database
applicativo nel nostro sito Internet “
www.festool.com
”.
8 Accessori
Utilizzare esclusivamente gli accessori originali Festool e il ma-
teriale di consumo Festool previsti per questo utensile, perché
questi componenti di sistema sono perfettamente compatibili
tra di loro. L’utilizzo di accessori e materiale di consumo di altri
produttori pregiudica la qualità dei risultati di lavoro e compor-
ta verosimilmente una limitazione della garanzia. A seconda
dell’applicazione, può aumentare l’usura dell’utensile o possono
aumentare le sollecitazioni per l’utilizzatore. Pertanto raccoman-
diamo di salvaguardare sempre se stessi, l’utensile e la garanzia
utilizzando esclusivamente accessori originali Festool e materiale
di consumo Festool!
Per i codici prodotto degli utensili di fresatura, delle sagome e
degli altri accessori, rimandiamo alla tabella 1, al vostro catalogo
Festool o al nostro sito Internet “
www.festool.com
”.
9 Garanzia
Per i nostri apparecchi offriamo, in caso di difetti di materiale o
di fabbricazione, in conformità alle disposizioni legislative vigenti
nei diversi stati, una garanzia della durata minima di 12 mesi.
Negli stati dell’UE, la durata della garanzia è di 24 mesi (fa fede
la fattura o la bolla di consegna). Sono esclusi dalla garanzia i
danni riconducibili a naturale logoramento/usura, a sovraccarico,
a trattamento non idoneo e/o provocati dall’utilizzatore oppure do-
vuti a un impiego diverso da quello indicato nellle istruzioni d’uso
oppure già noti al momento dell’acquisto. Si escludono anche i
danni derivanti dall‘impiego di accessori e materiali di consumo
(ad es. platorelli) non originali.
Eventuali reclami possono essere accettati soltanto se l’apparec-
chio è rispedito non smontato ai fornitori o a un centro di assistenza
clienti Festool autorizzato. Le istruzioni d’uso, le indicazioni sulla
sicurezza, la lista dei pezzi di ricambio e la ricevuta d’acquisto
devono essere conservate in buono stato. Per il resto valgono le
attuali condizioni di garanzia del costruttore.
Nota
Dati i costanti lavori di ricerca e sviluppo i dati tecnici qui forniti
potrebbero subire variazioni.
REACh per prodotti Festool, gli accessori e il materiale di con-
sumo
REACh è l’ordinanza sulle sostanze chimiche valida in tutta Europa
dal 2007. Noi, in quanto „utenti fi nali“, ovvero in quanto fabbricanti
di prodotti, siamo consapevoli del nostro dovere di informazione nei
confronti dei nostri clienti. Per potervi tenere sempre aggiornati
e per informarvi delle possibili sostanze appartenenti alla lista di
candidati e contenute nei nostri prodotti, abbiamo organizzato il
seguente sito web per voi:
www.festool.com/reach

65
7 Gebruiksdatabank
Een gedetailleerde beschrijving van de gebruiksmogelijkheden
van het verbindingssysteem vindt u in onze gebruiksdatabank op
het internet op “
www.festool.com
”.
8 Accessoires
Maak uitsluitend gebruik van de voor deze machine bestemde
originele Festool-accessoires en het Festool-verbruiksmateriaal,
omdat deze systeemcomponenten optimaal op elkaar zijn afge-
stemd. Bij het gebruik van accessoires en verbruiksmateriaal
van andere leveranciers is een kwalitatieve beïnvloeding van de
werkresultaten en een beperking van de garantieaanspraken
waarschijnlijk. Al naar gelang de toepassing kan de slijtage van
de machine of de persoonlijke belasting van u zelf toenemen. Be-
scherm daarom uzelf, uw machine en uw garantieaanspraken door
uitsluitend gebruik te maken van originele Festool-accessoires en
Festool-verbruiksmateriaal!
De bestelnummers voor freesgereedschappen, sjablonen en
overige accessoires kunt u ontlenen aan tabel 1, uw Festool - ca-
talogus of onze internet homepage “
www.festool.com
”.
9
Garantie
Overeenkomstig de wettelijke voorschriften van het betreffende
land, maar minimaal 12 maanden geven wij voor onze apparaten
garantie op materiaal- en fabricagefouten. Binnen de staten van
de EU bedraagt de garantieperiode 24 maanden (op vertoon van
een rekening of bon). Schade die met name te herleiden is tot
natuurlijke slijtage, overbelasting of ondeskundige bediening, dan
wel tot schade die door de gebruiker zelf veroorzaakt is of door
ander gebruik tegen de handleiding in, of die bij de koop reeds
bekend was, blijven van de garantie uitgesloten. Ook schade die
is terug te voeren op het gebruik van niet-originele accessoires
en verbruiksmateriaal (bijv. steunschijf) wordt niet in aanmerking
genomen.
Klachten kunnen alleen in behandeling worden genomen wan-
neer het apparaat niet-gedemonteerd aan de leverancier of een
geautoriseerde Festool-klantenservice wordt teruggestuurd. Berg
de handleiding, de veiligheidsvoorschriften, de onderdelenlijst en
het koopbewijs goed op. Voor het overige zijn de geldende garan-
tievoorwaarden van de producent van kracht.
Opmerking
Vanwege de voortdurende research- en ontwikkelingswerkzaam-
heden zijn wijzigingen in de hier gegeven technische specifi catie
voorbehouden.
REACh voor producten, accessoires en verbruiksmateriaal van
Festool
REACh is de sinds 2007 in heel Europa toepasselijke chemicaliën-
verordening. Wij als „downstream-gebruiker“, dus als fabrikant
van producten, zijn ons bewust van onze informatieplicht tegenover
onze klanten. Om u altijd over de meest actuele stand van zaken
op de hoogte te houden en over mogelijke stoffen van de kandida-
tenlijst in onze producten te informeren, hebben wij de volgende
website voor u geopend:
www.festool.com/reach
7 Anwändningsdatabank
En detaljerad beskrivning på de olika användningsmöjligheter
som du har med förbindningssystemet hittar du även i vår an-
vändningsdatabank på Internet: “
www.festool.com
”.
8 Tillbehör
Använd endast Festools originaltillbehör och Festools förbruk-
ningsmaterial som är avsedda för den här maskinen, eftersom
dessa systemkomponenter är optimalt anpassade för varandra.
Användning av tillbehör och förbrukningsmaterial från andra
tillverkare kan det leda till sämre kvalitet på arbetsresultatet
och till att garantianspråk ogillas. Slitaget på maskinen och
belastningen på användaren påverkas av hur maskinen används.
Skydda dig själv, din maskin och dina garantiförmåner genom
att bara använda Festools originaltillbehör och Festools förbruk-
ningsmaterial!
Best.-nr. för fräsverktygen, kopierstyckena och för det övriga
tillbehöret hittar du i tabell 1 i din Festool-katalog eller på vår
Internet-hemsida “
www.festool.com
”.
9
Garantie
Vi lämnar garanti på våra produkter vad gäller material- och
tillverkningsfel enligt landsspecifi ka lagenliga bestämmelser, dock
i minst 12 månader. Inom EUs medlemsländer uppgår garantin till
24 månader (ska kunna styrkas av faktura eller följesedel). Skador
som framför allt kan härledas till normalt slitage, överbelastning,
ej fackmässig hantering resp. skador som orsakats av användaren
eller som uppstått på grund av användning som strider mot
bruksanvisningen eller skador som var kända vid köpet, innefattas
inte av garantin. Undantag gäller även vid skador som uppkommer
till följd av att tillbehör och förbrukningsmaterial (t.ex. slipskivor)
som inte är original har använts.
Reklamationer godkänns endast om produkten återsänds till
leverantören eller till en auktoriserad Festool-serviceverkstad utan
att ha tagits isär. Spara bruksanvisningen, säkerhetsföreskrifterna,
reservdelslistan och köpebrevet. I övrigt gäller tillverkarens
garantivillkor för respektive produkt.
Anmärkning
På grund av det kontinuerliga forsknings- och utvecklingsarbetet
förbehåller vi oss rätten till ändringar vad gäller de tekniska
uppgifterna i detta dokument.
REACh för Festool-produkter, tillbehör och förbrukningsma-
terial
REACh är den kemikalieförordning som sedan 2007 gäller i hela
Europa. I egenskap av “nedströmsanvändare”, dvs tillverkare av
produkter, är vi medvetna om den informationsplikt som vi har
gentemot våra kunder. För att hela tiden hålla kunderna upp-
daterade och informera om eventuella ämnen i våra produkter
som återfi nns på den sk kandidatlistan, har vi tagit fram denna
webbsida:
www.festool.com/reach
66
1 Tekniset
tiedot
Jyrsin- ja poranterien, kopiointirenkaiden ja keskiöintituurnien
tilausnumerot, ks. taulukko T2. Ilmoitetuille jyrsin- ja poranterille
suosittelemme käyttämään yläjyrsimessä maksimikierroslukua.
2
Käyttötarkoituksen mukainen käyttö
Liitosjärjestelmä VS 600 on tarkoitettu lohenpyrstöliitosten, sormi-
liitosten, vaarnareikien ja avoimet lohenpyrstöliitokset jyrsimiseen
puuhun ja puumateriaaleihin Festool-sarjojen OF 900, OF 1000,
OF 1010 ja OF 1400 yläjyrsimillä yhdessä vastaavien mallineiden,
kopiointirenkaiden ja jyrsintyökalujen kanssa.
Käyttötarkoituksen vastaisesta käytöstä aiheutuvista vahingoista
ja tapaturmista vastaa laitteen käyttäjä.
3 Turvaohjeita
• Ota huomioon liitosjärjestelmän VS 600 kanssa työskennelles-
säsi myös käsiyläjyrsimen mukana toimitetut turvaohjeet.
• Käytä vain taulukossa T2 mainittuja jyrsintyökaluja, kopiointi-
renkaita ja keskiöintituurnia.
• Käytä vain Festoolin alkuperäisiä tarvikkeita ja varaosia.
• Varmista ennen jyrsimistä, että työkappaleet on kiinnitetty
luotettavasti ja että liitosjärjestelmän kaikki kiinnitysvivut ja
vääntönupit ovat kiinni.
T1
Liitostapa
Materiaalin
vahvuus
min - max
(suositus)
T
y
ökappal
een
leveys
max 600 mm
Lohenpyrstö-
liitos
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Sormiliitos
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Vaarnarelät
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Avoimet
lohenpyrstö-
liitokset
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Liitosjärjestelmä VS 600
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
67
1 Tekniske
data
Bestillingsnumrene for fræsere, boremaskiner, kopiringe og
centrerdorne fremgår af tabel T2.
Det anbefales at benytte det max. omdrejningstal på din overfræser
til de angivne fræsere hhv. boremaskiner.
2 Beregnet
anvendelse
Samlingssystemet VS 600 er beregnet til fræsning af svalehale-
sinkninger, fi ngersinkninger, dyvel-samlinger
og åben svalehaleesamlinger i træ og træmateriale i forbindelse
med de pågældende skabeloner, kopiringe og fræseværktøjer
med Festool overfræsere af typen OF 900, OF 1000, OF 1010 og
OF 1400.
Brugeren bærer ansvaret for skader og uheld, der skyldes forkert
brug af værktøjet.
3 Sikkerhedsforskrifter
• De sikkerhedsforskrifter, der er vedlagt håndoverfræseren, skal
overholdes under arbejdet med samlingssystemet VS 600.
• Brug kun de fræseværktøjer, kopiringe og centrerdorne, der er
nævnt i tabel T2.
• Brug kun originalt tilbehør og originale reservedele fra
Festool.
• Før fræsearbejdet startes: Kontrollér at arbejdsemnerne er
spændt rigtigt fast og at alle samlingssystemets spændearme
og drejeknapper er lukket.
1 Tekniske
data
Bestillingsnumre for fres, bor, kopiringer og senterdor se tabell
T2.
For de oppførte freser hhv. bor anbefaler vi å benytte overfresens
maksimale turtall.
2 Formålstjenlig
bruk
Forbindelsessystemet VS 600 er bestemt for å frese svalehale-
forbindelser, fi ngerskjøt, tapphull og åpne svalehale-sinker i tre
og trematerialer i forbindelse med de tilsvarende sjabloner, ko-
piringer og freseverktøy med Festool overfreser av byggeseriene
OF 900, OF 1000, OF 1010 og OF 1400.
For skader og uhell på grunn av ikke formålstjenlig bruk er bru-
keren alene ansvarlig.
3 Sikkerhetsforskrifter
• Vær ved arbeidet med forbindelsessystemet VS 600 også opp-
merksom på sikkerhetsforskriftene som er vedlagt håndover-
fresen.
• Bruk bare freseverktøy, kopiringer og senterdor som er oppført
i tabell T2.
• Bruk bare originalt tilbehør og originale reservedeler fra Fe-
stool.
• Sikre før du freser at arbeidsstykkene er er spent inn sikkert og
at samtlige spennarmer og betjeningsknapper til forbindelses-
systemet er lukket.
T1
Forbindelsesmåde
Materiale-
tykkelse
fra - til
(anbefaket
)
Arbejdsemnebr
edde
til 600 mm
Svalehale-
sinkning
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Finger-
sinkning
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Dyvel-
samlinger
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Å
bne
Svalehale-
samlinger
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
T1
Forbindelsestype
Material-
tykkelse
fra - til
(anabefalt)
Br
edde arbeids
s
tykk
e
til 600 mm
Svalehale
forbindelser
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Fingerskj
ø
t
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Tapphull DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Å
bne
svalehale-
sinker
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Samlingssystem VS 600
Forbindelsessystem VS 600
68
5.3
5.1
5.2
5A
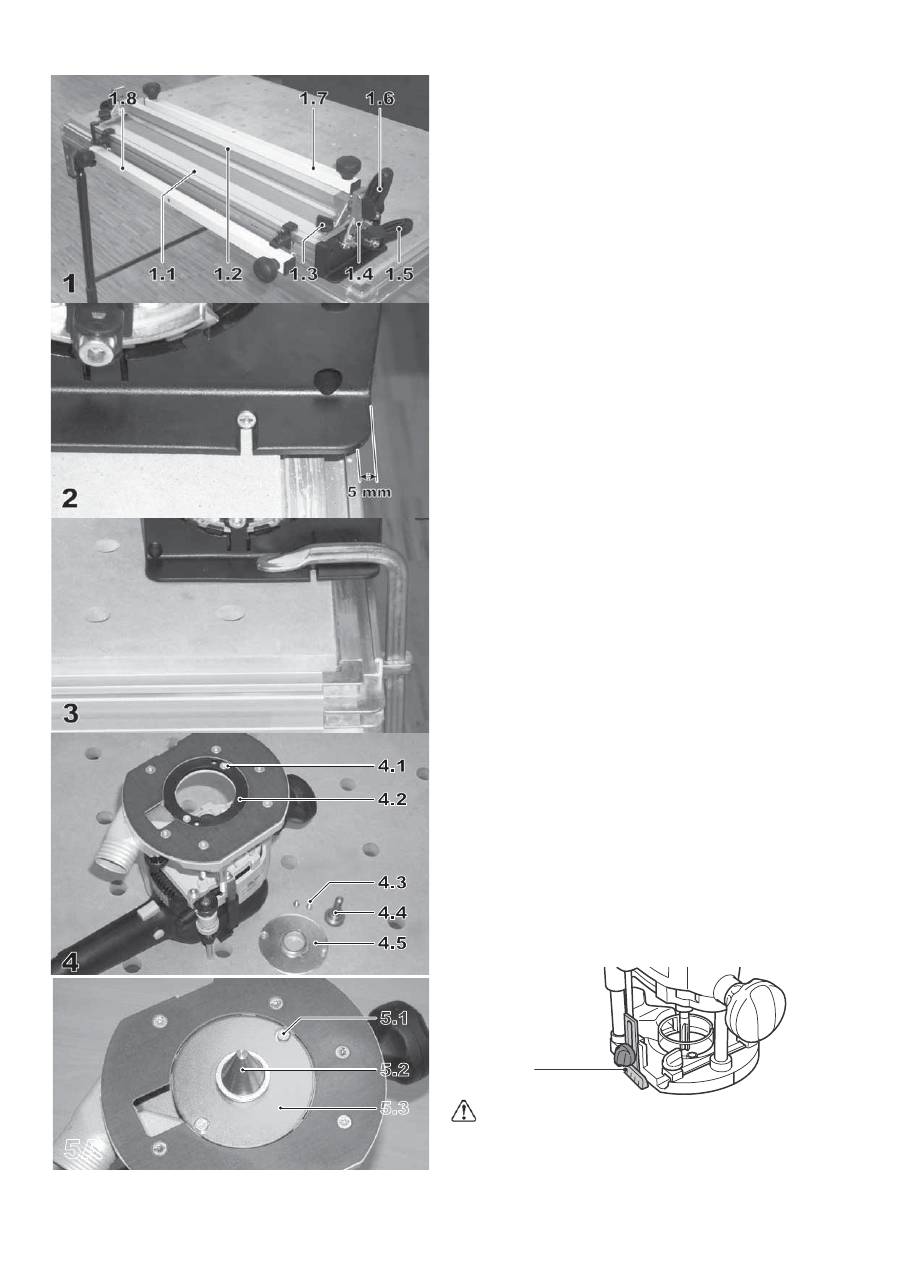
4 Rakenne
Liitosjärjestelmä VS 600 koostuu seuraavista osista (kuva 1):
1.1 Perusrunko
1.2 Pidin
mallineille
1.3
Vääntönupit mallineiden kiinnittämiseksi
1.4 Pitimen
kääntösegmentti
1.5 Kääntösegmentin
kiinnitysvipu
1.6
Mallineen korkeudensäädön kiinnitysvipu
1.7
Puristuspalkki työkappaleiden vaakasuoraa kiinnitystä var-
ten
1.8 Puristuspalkki työkappaleiden pystysuoraa kiinnitystä var-
ten
5 Valmistelut
5.1 Perusrungon
pystyttäminen
Perusrunko on kiinnitettävä luistamattomasti tukevalle alustal-
le:
• Pystytä perusrunko siten, että etureuna on n. 5 mm ulkona.
• Kiinnitä perusrunko kahdella ruuvilla (kuva 2) tai kahdella ruu-
vipuristimella (kuva 3) alustalle molemmilta puolilta.
5.3 Yläjyrsin
Huom
.: Yläjyrsimen käsittely (jyrsintäsyvyyden säätö, työkalun
vaihto jne.) on selostettu jyrsimen käyttöohjeessa.
Keskiöi tarvittava kopiointirengas yläjyrsimen jyrsintäpöy-
tään:
• Vedä pistoke irti pistorasiasta.
• Aseta yläjyrsin ylösalaisin.
• Avaa kummatkin ruuvit (4.1) ja poista rengas (4.2).
• Kiinnitä keskiöintituurna (4.4) lujasti jyrsinkaraan.
• Laita kopiointirengas (4.5, 5.3) laippa ylöspäin yläjyrsimen jyr-
sintäpöytään.
• Siirrä jyrsinpöytää hitaasti keskiöintituurnan suuntaan, kunnes
keskiöintituurna (5.2) keskittää kopiointirenkaan (5.3).
• Kiinnitä kopiointirengas lujasti kummallakin mukana toimite-
tulla ruuvilla (4.3, 5.1).
• Poista keskiöintituurna jyrsinkarasta.
VARO
Jyrsinterän ja jyrsintäsapluunan vaurio
- Irrota (mikäli asennettu) korkeussäädettävä tuki (5.4)
yläjyrsimestä.
5.4

69
4 Opbygning
Samlingssystemet VS 600 består af følgende enkelte dele
(Fig. 1):
1.1 Grundenhed
1.2
Holder til skabeloner
1.3
Drejeknapper til ispænding af skabelonen
1.4
Svingsegment til holder
1.5
Spændearm til svingsegment
1.6
Spændearm til højdejustering af skabelonen
1.7
Trykbjælke til vandret opspænding af arbejdsemner
1.8
Trykbjælke til lodret opspænding af arbejdsemner
5 Forberedelse
5.1
Opstilling af grundenhed
Grundenheden fastgøres på et skridsikkert, fast underlag:
• Anbring grundenheden på en sådan måde, at forkanten rager
ca. 5 mm ud over underlaget.
• Fastgør grundenheden til underlaget med to skruer (Fig. 2) eller
to skruetvinger (Fig. 3) på begge sider.
4 Konstruksjon
Forbindelsessystemet VS 600 består av følgende komponenter
(bilde 1):
1.1 Grunnenhet
1.2
Holder for sjabloner
1.3
Betjeningsknapper for å spenne inn sjablonen
1.4
Svingsegment for holdeinnretning
1.5
Spennarm for svingsegment
1.6
Spennarm for sjablonens høydejustering
1.7
Trykkbjelker for å spenne arbeidsstykker inn vannrett
1.8
Trykkbjelker for å spenne arbeidsstykker inn loddrett
5 Forberedelse
5.1
Grunnenhet stilles opp
Grunnenheten må festes sklisikkert på et stabilt underlag:
• Still grunnenheten opp slik at forkanten stikker ut med ca. 5
mm.
• Fest grunnenheten med to skruer (bilde 2) eller to skrutvinger
(bilde 3) på begge sider på underlaget.
5.3 Overfræser
Bemærk
: Overfræseren håndteres (indstilling af fræsedybde,
værktøjsskift osv.) iht. beskrivelserne i betjeningsvejledningen.
Montér den nødvendige kopiring i midten af overfræserens
fræsebord:
• Træk stikket ud af stikdåsen.
• Stil overfræseren på hovedet.
• Åbn de to skruer (4.1) og fjern ringen (4.2).
• Spænd centrerdornen (4.4) fast i fræsespindlen.
• Læg kopiringen med bunden opad (4.5, 5.3) ind i overfræserens
fræsebord.
• Bevæg fræsebordet langsomt i retning af centrerdornen, indtil
kopiringen (5.3) er centreret med centrerdornen (5.2).
• Skru kopiringen fast med de to medleverede skruer (4.3, 5.1).
• Fjern centrerdornen fra fræsespindlen.
5.3 Overfres
Henvisning
: Håndteringen av overfresen (innstilling av fresedybde,
verktøyskifte, osv.) er beskrevet i den tilhørende bruksanvisnin-
gen.
Monter nødvendig kopiring sentrisk i overfresens fresebord:
• Trekk støpselet ut av stikkontakten.
• Sett overfresen på hodet.
• Åpne begge skruene (4.1) og fjern ringen (4.2).
• Spenn senterdoren (4.4) fast i fresespindelen.
• Legg kopiringen (4.5, 5.3) med kragen oppover inn i overfresens
fresebord.
• Beveg fresebordet langsomt mot senterdoren til kopiringen (5.3)
sentreres av senterdoren (5.2).
• Skru kopiringen fast med de to medleverte skruene (4.3, 5.1).
• Fjern senterdoren fra fresespindelen.
BEMÆRK
Beskadigelse af fræseren og fræseskabelonen
- Fjern den højdejusterbare afstøtning (5.4) fra overfræseren, hvis
denne er monteret.
FORSIKTIG
Skader på fresen og fresesjablonen
- Hvis det er montert høyderegulerbar støtte (5.4) på overfresen,
må den fjernes.
70
6 Käyttö
Liitosjärjestelmää VS 600 ja vastaavaa mallinetta käyttäen voidaan
tehdä seuraavanlaisia liitoksia:
• lohenpyrstöliitos
(ks. luku 6.1),
• sormiliitos
(ks. luku 6.2),
• vaarnareiät
(ks. luku 6.3),
• avoimet lohenpyrstöliitos
(ks. luku 6.4).
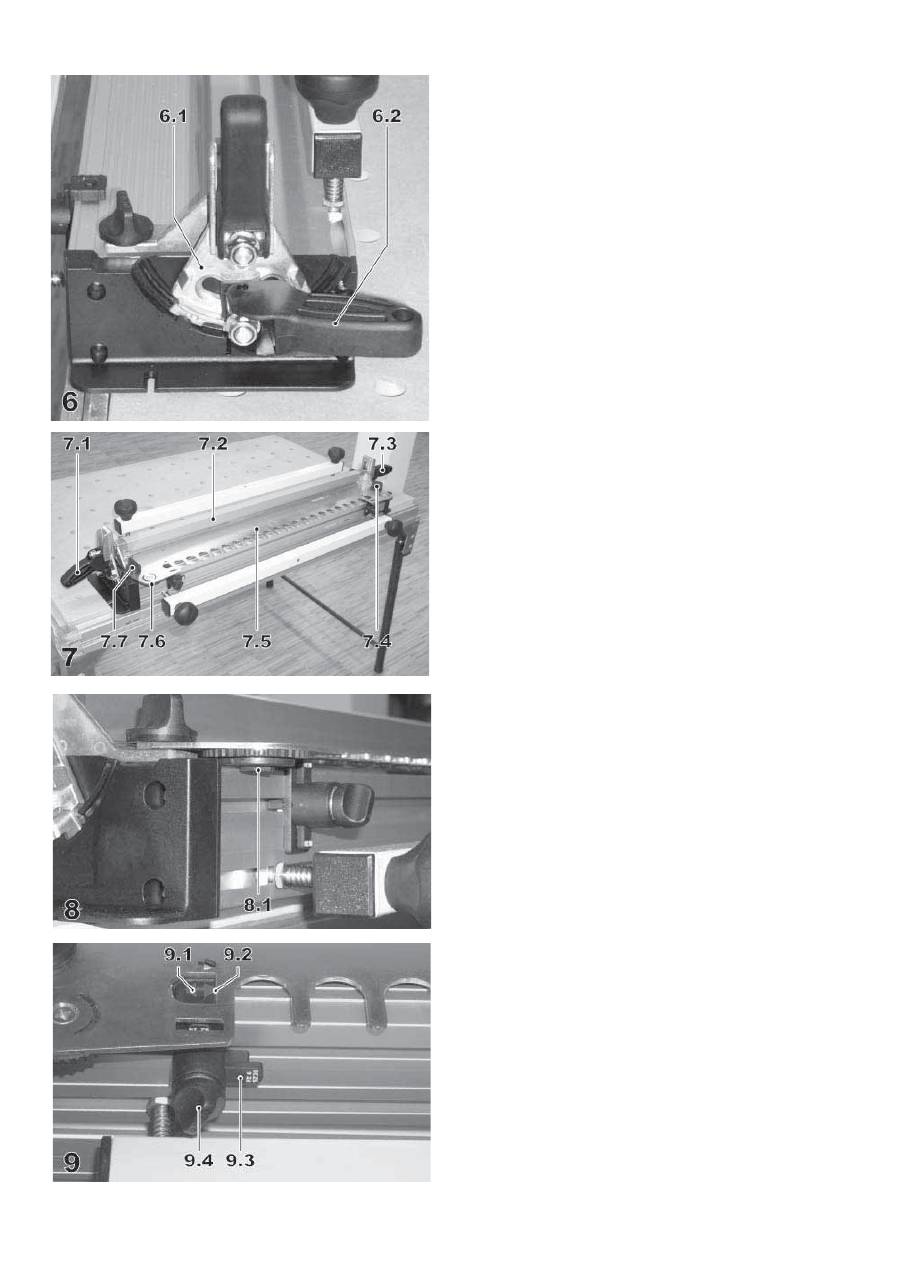
6.1 Lohenpyrstöliitokset
a)
Mallineen asennus paikalleen
• Kiinnitä kummatkin kääntösegmentit (6.1) kiinnitysvivulla (6.2)
keskiasentoon (pystysuoraan).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut (7.1,
7.3) ja paina mallineen pidin (7.2) aivan alas.
• Avaa vääntönupit (7.4, 7.7) mallineen kiinnittämiseksi ja asenna
malline (7.5) paikalleen.
Huomio
: Kummankin säätöpyörän (7.6) on osoitettava alas-
päin.
• Sulje mallineen korkeudensäädön kummatkin kiinnitysvivut.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
(8.1) ovat kiinni liitosjärjestelmän perusrungossa, ja kiinnitä
malline kummallakin vääntönupilla (7.4, 7.7) lujasti.
• Kierrä toinen ohjain asentoon „SZ 14“ ja toinen asentoon „SZ
20“ (9.3). Suuntaa ohjaimet siten, että nuolet (9.1) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (9.2).
Kiristä ohjaimet kiinni vääntönupeilla (9.4).
• Avaa mallineen korkeudensäädön kummatkin kiinnitysvivut ja
siirrä mallinetta ylöspäin.
• Laita työkappale mallineen kummankin pään alle. Paina mal-
linetta niin paljon alaspäin, kunnes se tukee koko pinnalta työ-
kappaleeseen, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.

71
6 Anvendelse
Samlingssystemet VS 600 og den pågældende skabelon benyttes
til at fremstille følgende samlinger:
• Svalehalesinkning
(se kapitel 6.1),
• Fingersinkning
(se kapitel 6.2),
• Dyvelsamlinger
(se kapitel 6.3),
• Åpen svalehalesinkning
(se kapitel 6.4).
6.1 Svalehalesinkning
a)
Isætning af skabelonen
• Fastgør de to svingsegmenter (6.1) i den midterste (lodrette)
position med spændearmen (6.2).
• Åbn de to spændearme (7.1, 7.3) til højdejustering af skabelonen
og tryk holderen (7.2) til skabelonen helt ned.
• Åbn drejeknapperne (7.4, 7.7) til opspænding af skabelonen og
isæt skabelonen (7.5).
Pas
på
: De to indstillingshjul (7.6) skal vende ned.
• Luk de to spændearme til højdejustering af skabelonen.
• Ret skabelonen ud, så de nederste indrykninger (8.1) på de to
indstillingshjul ligger an mod samlings-systemets grundenhed.
Spænd skabelonen fast med de to drejeknapper (7.4, 7.7).
• Drej de to anslag hen på „SZ 14“ hhv. „SZ 20“ (9.3). Justér an-
slagene på en sådan måde, at pilene (9.1) ligger an mod den
indvendige, lige side (9.2) på skabelonens udsparinger.
Klem anslagene fast med drejeknapperne (9.4).
• Åbn de to spændearme til højdejustering af skabelonen og
bevæg skabelonen op.
• Læg et arbejdsemne ind under skabelonens ender. Tryk skabe-
lonen ned, indtil den ligger helt fl ad på arbejdsemnet.
Luk de to spændearme til højdejustering af skabelonen.
6 Bruk
Med forbindelsessystemet VS 600 og den henholdsvise sjablonen
kan du fremstille følgende forbindelsestyper:
• Svalehaleforbindelser
(se kapittel 6.1),
• fi ngerskjøt
(se kapittel 6.2),
• tapphull
(se kapittel 6.3),
• Åpne svalehaleforbindelser
(se kapittel 6.4).
6.1 Svalehaleforbindelser
a)
Innsetting av sjablonen
• Fikser begge svingsegmenter (6.1) med spennarmen (6.2) i den
midlere (loddrette) stillingen.
• Åpne begge spennarmer (7.1, 7.3) for sjablonenes høydejustering
og trykk holdeinnretningen (7.2) for sjablonen helt nedover.
• Åpne betjeningsknappene (7.4, 7.7) for å spenne inn sjablonen
og sett inn sjablonen (7.5).
OBS
: Begge stillehjul (7.6) må peke nedover.
• Lukk begge spennarmene for sjablonens høyde-justering.
• Rett sjablonen inn slik at de nedre avsatser (8.1) på begge stil-
lehjulene ligger an mot forbindelses-systemets grunnenhet og
spenn sjablonen fast med begge betjeningsknapper (7.4, 7.7).
• Drei begge anslagene på stillingen „SZ 14“ hhv. „SZ 20“ (9.3).
Rett inn anslagene slik at pilene (9.1) ligger an mot den indre,
rette side (9.2) på sjablonens utsparinger.
Klem anslagene fast med betjeningsknappene (9.4).
• Åpne begge spennarmer for sjablonens høyde-justering og
beveg sjablonen oppover.
• Legg arbeidsstykket under sjablonens begge ender. Trykk sja-
blonen så langt nedover til den ligger plant opp på arbeidsstyk-
ket og lukk begge spennarmer for sjablonens høydejustering.
72
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
10
b) Työkappaleiden
kiinnittäminen
Kummatkin toisiinsa liitettävät työkappaleet on kiinnitettävä
samanaikaisesti.
Tällöin on otettava huomioon seuraavaa (ks. kuva 10):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleiden täytyy olla sivulta kiinni ohjaimessa.
• Työkappaleiden täytyy olla ylhäällä samassa tasossa.
• Kiinnitettyjen työkappaleiden ulkosivut (a1 - a4) muodostavat
valmiin liitoksen sisäpuolet.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemman-puoleiseen ohjaimeen ja
kulmia „B“ varten oikean-puoleiseen ohjaimeen. Työkappaleet
„1“ ja „3“ on kiinnitettävä aina ylhäältä, työkappaleet „2“ ja „4“
aina edestä liitosjärjestelmään.
c)
Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko T2) yläjyrsimen kiinnitysleukoi-
hin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asetta-
malla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä seuraava jyrsintäsyvyys (
Huomio
: nämä
mitat pätevät vain taulukossa T2 mainituille jyrsinterille):
SZ 14: 12 mm, SZ 20: 15 mm.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan „M“ imuriin (esim. Festoolin
CLEANTEX
CTM-
imuriin).
Huom
.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimi-
seen.
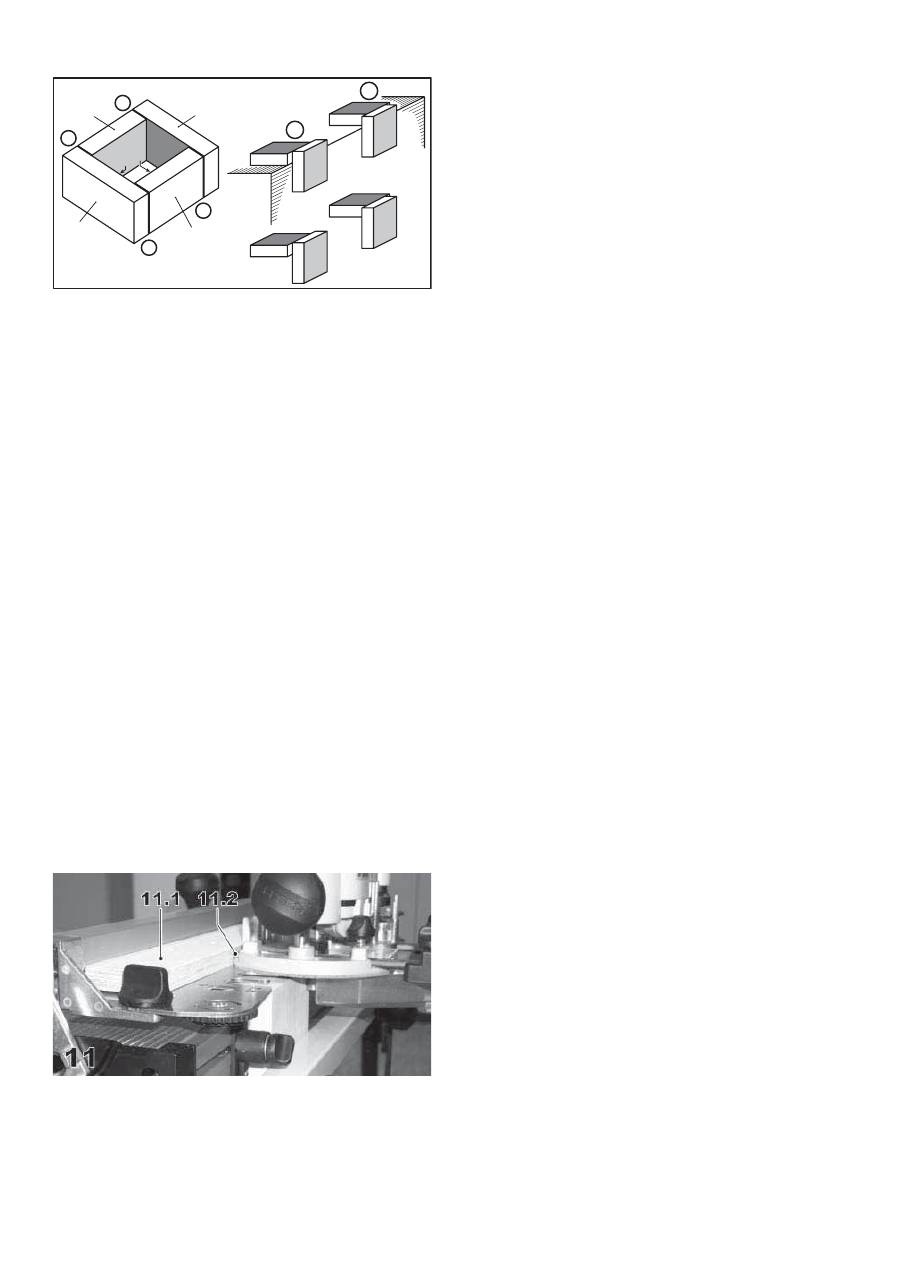
d) Työstö
Pinnan viillotus
Jotta pystyyn kiinnitettyyn työkappaleeseen ei synny repeytymiä,
sen pinta olisi viillotettava:
• Laita lista (11.1) mallineen pitimeen, mallineen leveys = työ-
kappaleen paksuus + 33 mm. Tämä lista toimii yläjyrsimen
ohjaimena.
• Aseta yläjyrsin työkappaleen oikealle puolelle mallineelle, niin
että yläjyrsimen jyrsintäpöydän ohjauspinta (11.2) on kiinni
listassa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintä-
syvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä oikealta vasemmalle listaa pitkin ja viillota näin
työkappale tasakäynnissä.

73
b)
Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 10):
• Arbejdsemnerne opspændes på en sådan måde, at de to front-
sider, der skal forbindes med hinanden, ligger an mod hinan-
den.
• Arbejdsemnerne skal fl ugte i siden.
• Den øverste kant på arbejdsemnerne skal fl ugte.
• De sider, der vender udad (a1 - a4) i opspændt tilstand, danner
de indvendige sider på den færdige samling.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“
og „3“ skal altid være spændt øverst og arbejdsemnerne „2“ og
„4“ altid forrest i samlingssystemet.
c)
Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skif-
tes!
• Spænd fræseren (se tabel T2) ind i overfræserens spænde-
tang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil følgende fræsedybde på overfræseren (
Pas på
: disse mål
gælder kun for de fræsere, der er nævnt i tabel T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
„M“ (f.eks. Festool
CLEANTEX
CTM-støvsuger).
Bemærk
: Indstil afstanden mellem opsugningskappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads
til at fræse de ønskede sinkninger.
b)
Spenne inn arbeidsstykker
Begge arbeidsstykker som skal forbindes med hverandre må
spennes inn samtidig.
Derved må det tas hensyn til (se bilde 10):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandrer.
• Arbeidsstykkenen må ligge an på siden mot anslaget.
• Arbeidsstykkene må oppe avslutte i plan med hverandre.
• Sidene (a1 - a4) som i innspent tilstand ligger utover, danner de
indre sidene i den ferdige forbindelsen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid spennes inn oppe,
arbeidsstykkene „2“ og „4“ alltid foran i forbindelsessyste-
met.
c)
Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell T2) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still følgende fresedybde inn på overfresen (
OBS
: Målene gjelder
bare for freser nevnt i tabell T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsu-
ger av støvklasse „M“ (f. eks. Festool
CLEANTEX
CTM-suger).
Henvisning
: Still avsugets avstand til det loddrette arbeidsstyk-
ket inn slik at du har tilstrekkelig plass for fresing av sinkene.
d) Behandling
Ridsning
Hvis arbejdsemnet er opspændt lodret, bør emnets overfl ade
ridses for at sikre en fl ossefri overfl ade:
• Anbring en liste (11.1) op mod holderen til skabelonen, der har
en bredde på arbejdsemnets tykkelse + 33 mm. Denne liste
benyttes til at føre overfræseren.
• Anbring overfræseren på skabelonen, til højre for arbejdsemnet,
så føringsfl aden (11.2) på overfræserens fræsebord ligger an
mod listen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren fra højre mod venstre, langs med listen. Her-
ved ridses arbejdsemnet i jævnløb.
d) Bearbeiding
Risse arbeidsstykket lett
Ufor å unngå utrivinger på arbeidsstykket som er spent inn lodd-
rett, bør dens overfl ate risses lett:
• Legg en list (11.1) på holdeinnretningen for sjablonen hvis
bredde er arbeidsstykkets tykkelse + 33 mm. Denne listen
benyttes som føring for overfresen.
• Sett overfresen opp på sjablonen til høyre for arbeidsstykket
slik at styrefl aten (11.2) til overfresens fresebord ligger an mot
listen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedyb-
den på overfresen.
• Kople inn overfresen.
• Før overfresen fra høyre mot venstre langs listen og riss derved
samtidig arbeidsstykket lett.
74
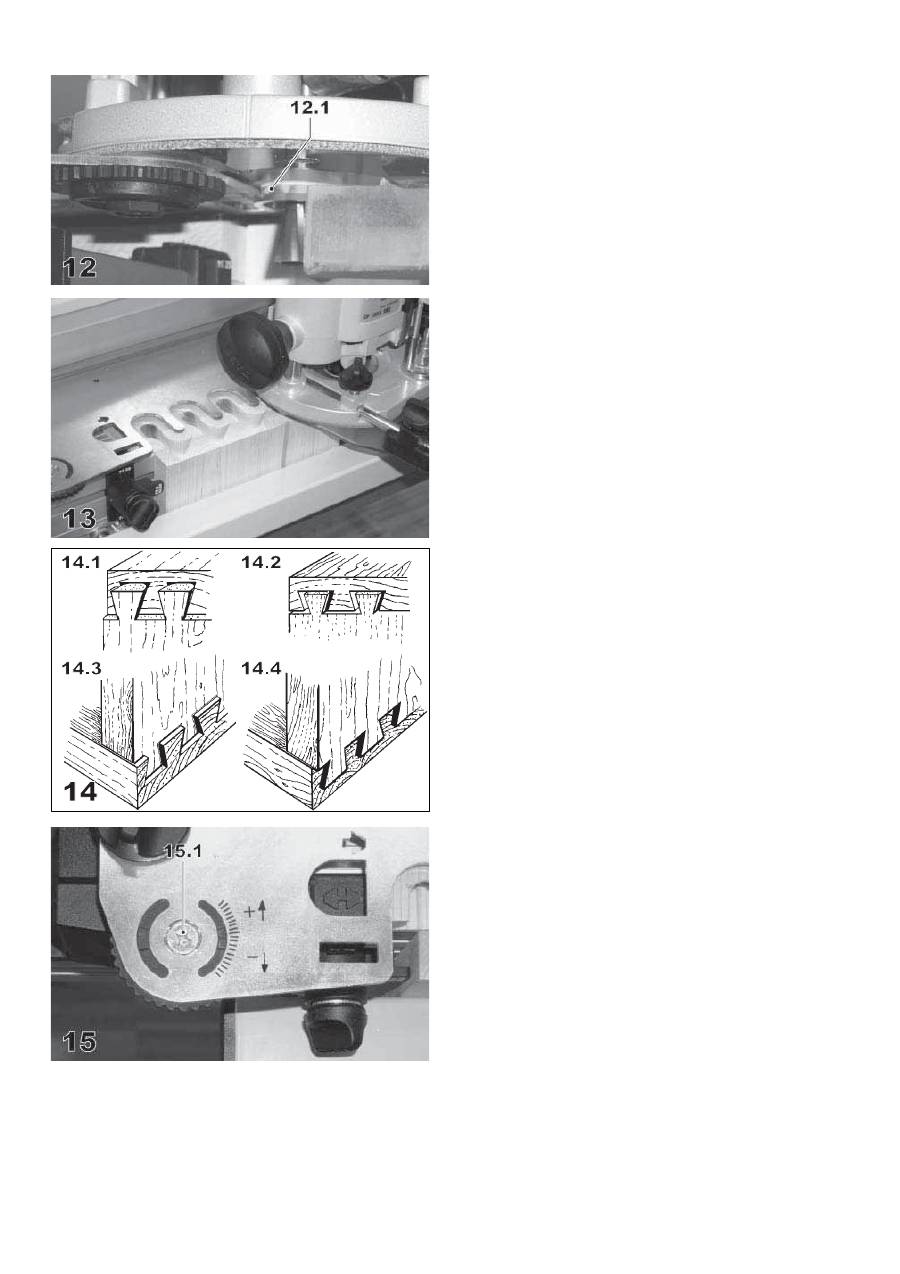
Liitosten koejyrsintä
Suorita ensiksi koejyrsintä tarkastaaksesi, ovatko kaikki säädöt
oikein.
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (12.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintä-
syvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 13).
Huomio
: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aika-
na. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Tarkasta, onko kaikki liitokset jyrsitty oikein - suorita jyrsintä
tarvittaessa uudelleen.
• Irrota työkappaleet ja kokoa yhteen.
Jos liitos ei ole tarkasti jyrsitty, on suoritettava seuraavat
korjaukset:
°
Liitos on liian vaikeakulkuinen (14.1):
Vähennä yläjyrsimen jyrsintäsyvyyttä jyrsimen hienosäädöllä
hieman (n. - 0,5 mm).
°
Liitos on liian helppokulkuinen (14.2):
Vähennä yläjyrsimen jyrsintäsyvyyttä jyrsimen hienosäädöllä
hieman (n. + 0,5 mm).
°
Liitos on liian syvä (14.3):
Kierrä säätöpyöriä virhemitan verran miinus-suuntaan (1
viiva asteikolla vastaa - 0,1 mm:n sinkkaussyvyyttä), asenna
malline uudelleen luvun 6.1 a) mukaan ja suuntaa.
°
Liitos ei ole tarpeeksi syvä (14.4):
Kierrä säätöpyöriä virhemitan verran plus-suuntaan (1 viiva
asteikolla vastaa - 0,1 mm:n sinkkaus-syvyyttä), asenna mal-
line uudelleen luvun 6.1 a) mukaan ja suuntaa.
Huom
.: Säätöpyörien siirtämiseksi on avattava ruuvit (15.1), jotka
on kiristettävä takaisin kiinni säädön jälkeen. Säädetty asema
pysyy näin kohdallaan myöhempiä töitä varten.
• Toista tätä, kunnes liitos on tarkasti oikein.
Liitosten jyrsiminen
Jyrsi kaikki liitokset samalla tavalla kuin koejyrsinnässä.

75
Prøvefræsning af sinkninger
Gennemfør først en prøvefræsning for at kontrollere, om alle
indstillinger er korrekte.
• Anbring overfræseren for enden af skabelonen, så kanten (12.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelo-
nen (Fig. 13).
Pas på
: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
• Kontrollér om alle sinkninger er fræset korrekt – gentag fræ-
searbejdet efter behov.
• Løsne arbejdsemnerne og forsøg at samle dem.
Hvis samlingen ikke passer helt nøjagtigt ind i hinanden, gen-
nemføres følgende korrekturer:
°
Samlingen går for tungt (14.1):
Reducér fræsedybden på overfræseren med en let fi nindstil-
ling på overfræseren (ca. - 0,5 mm).
°
Samlingen går for let (14.2):
Øg fræsedybden på overfræseren med en let fi nindstilling på
overfræseren (ca. + 0,5 mm).
°
Samlingen er for dyb (14.3):
Drej indstillingshjulene det manglende mål i minusretning (1
streg på skalaen svarer til - 0,1 mm sinkningsdybde) og isæt
og justér skabelonen som forklaret i afsnit 6.1 a).
°
Samlingen er ikke dyb nok (14.4):
Drej indstillingshjulene det manglende mål i plusretning (1
streg på skalaen svarer til + 0,1 mm sinkningsdybde) og isæt
og justér skabelonen som forklaret i afsnit 6.1 a).
Bemærk
: Skruerne (15.1) skal altid løsnes, når indstillingshju-
lene skal indstilles. Spænd skruerne igen efter indstillingen.
Dermed forbliver den indstillede position fi kseret til senere
brug.
• Gentag denne proces, indtil samlingen er rigtig.
Fræsning af sinkninger
Fræs alle sinkningerne i analogi med prøvefræsningen.
Prøvefresing av sinkene
Gjennomfør først en prøvefresing for å kontrollere at alle innstil-
lingene er korrekt.
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (12.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedyb-
den på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 13).
OBS
: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Kontroller om alle sinker er freset korrekt – fres hvis nødvendig
en gang til.
• Ta ut arbeidsstykkene og sett dem sammen.
Hvis sinke-forbindelsen ikke skulle stemme eksakt, må føl-
gende korrekturer gjennomføres:
°
Sinke-forbindelse går for tungt (14.1):
Reduser overfresens fresedybde litt med over-fresens fi ninn-
stilling (ca. - 0,5 mm).
°
Sinke-forbindelse for lettløpende (14.2):
Øk overfresens fresedybde litt med overfresens fi ninnstilling
(ca. + 0,5 mm).
°
Sinke-forbindelse for dyp (14.3):
Drei stillehjulene med feil mål i minus-retning (1 delestrek
tilsvarer - 0,1 mm sinke-dybde), sett sjablonen inn på nytt og
rett den inn i henhold til kapittel 6.1 a).
°
Sinke-forbindelse ikke dyp nok (14.4):
Drei stillehjulene med feil mål i pluss-retning (delestrek til-
svarer + 0,1 mm sinke-dybde), sett sjablonen inn på nytt og
rett den inn i henhold til kapittel 6.1 a).
Henvisning
: For å kunne regulere stillehjulene, må du åpne
skruene (15.1) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
• Gjenta denne prosessen til forbindelsen stemmer eksakt.
Fresing av sinkene
Fres alle sinker analog til prøvefresingen.
76
A
B
1
2
3
2
3
4
1
4
A
A
B
B
1
2
3
4
17
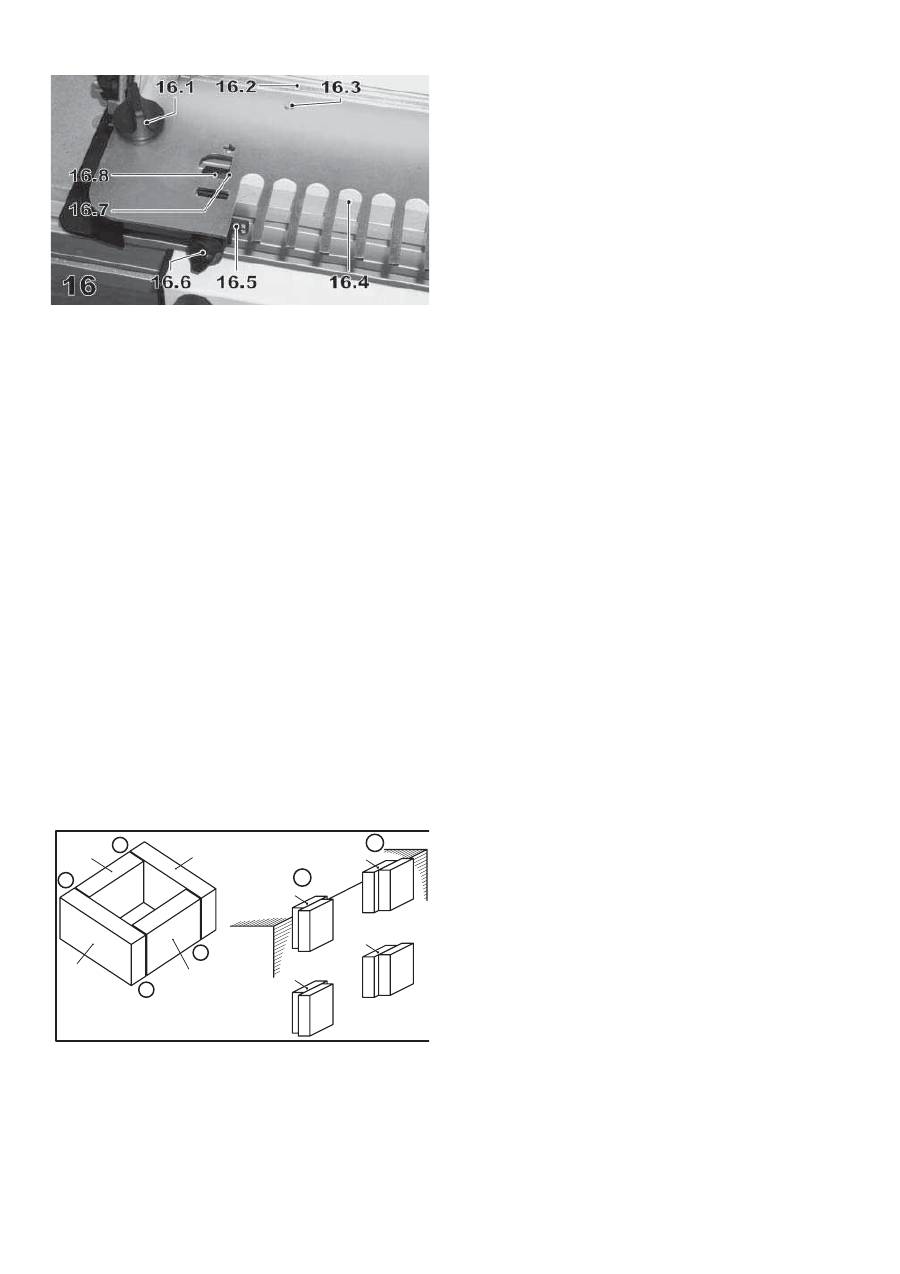
6.2 Sormiliitokset
a)
Mallineen asentaminen ja murtosuojan kiinnittäminen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasen-
toon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (16.1) mallineen kiinnittämiseksi ja asenna
malline paikalleen.
Huomio
: Mallineen taivutetun takaosan (16.2) on osoitettava
ylöspäin.
• Työnnä malline taakse ohjaimeen asti ja kiinnitä kummallakin
vääntönupilla (16.1) lujasti
• Kierrä toinen ohjain asentoon „FZ 6“ ja toinen asentoon „FZ 10“
(16.5). Suuntaa ohjaimet siten, että nuolet (16.8) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (16.7). Kiristä ohjaimet
kiinni vääntönupeilla (16.6).
• Siirrä mallinetta ylös ja laita pehmeästä puusta oleva lauta (16.4)
murtosuojaksi mallineen alle.
Huom
.: Murtosuoja estää työkappaleen murtumisen jyrsittäessä
takaosaa.
Huomio
: Jotta liitosjärjestelmä ei vaurioidu jyrsittäessä ja
murtosuoja voi täyttää tehtävänsä, murtosuojan on oltava 5 mm
paksumpi kuin työstettävä työkappale ja vähintään yhtä leveä
kuin työstettävä työkappale.
• Paina mallinetta alas, kunnes se on koko pinnaltaan kiinni mur-
tosuojan päällä, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
• Suuntaa murtosuoja siten, että se päättyy samaan tasoon pe-
rusrungon etureunan kanssa, ja kiinnitä murtosuoja ylemmällä
puristuspalkilla.
• Ruuvaa murtosuoja lujasti kiinni mallineeseen lyhyillä puuru-
veilla (16.3).
b) Työkappaleiden
kiinnittäminen
Molemmat toisiinsa liitettävät työkappaleet on kiinnitettävä ja
työstettävä yhtä aikaa etumaista puristuspalkkia käyttäen.
Tällöin on otettava huomioon seuraavaa (ks. kuva 17):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleet ovat sivulta kiinni ohjaimessa, yhden liitoksen
leveyden verran siirtyneinä toisiinsa nähden.
• Työkappaleet on työnnettävä alapuolelta mallinetta vasten.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemmanpuoleiseen ohjaimeen ja
kulmia „B“ varten oikeanpuoleiseen ohjaimeen. Työkappaleiden
„1“ ja „3“ on oltava takaa kiinni murtosuojassa, työkappaleiden
„2“ ja „4“ edestä puristuspalkissa.
77
6.2 Fingersinkning
a)
Isætning af skabelon og fastgørelse af en overfl adebe-
skytter
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (16.1) til opspænding af skabelonen og isæt
skabelonen.
Pas
på
: Den ombøjede, bageste side (16.2) på skabelonen skal
vende op.
• Skub skabelonen bagud indtil stop og spænd den med de to
drejeknapper (16.1)
• Drej de to anslag hen på „FZ 6“ hhv. „FZ 10“ (16.5). Justér an-
slagene på en sådan måde, at pilene (16.8) ligger an mod den
indvendige, lige side (16.7) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (16.6).
• Bevæg skabelonen op og læg et blødt stykke træ (16.4) som
overfl adebeskytter ind under skabelonen.
Bemærk
: Overfl adebeskytteren forhindrer, at der opstår „fl os-
ser“ bag på arbejdsemnet.
Pas på
: For at undgå at samlingssystemet beskadiges under
fræsearbejdet og for at sikre at overfl adebeskytteren kan opfylde
sin funktion skal overfl adebeskytteren være 5 mm tykkere end
arbejdsemnet og mindst lige så bred som arbejdsemnet.
• Tryk skabelonen ned, indtil den ligger oven på overfl adebeskyt-
teren og luk de to spændearme til højdejustering af skabelo-
nen.
• Indstil overfl adebeskytteren på en sådan måde, at den fl ugter
med den forreste kant på grundenheden, og spænd den med
den øverste trykbjælke.
• Skru overfl adebeskytteren fast til skabelonen med korte træ-
skruer (16.3).
6.2 Fingerskjøt
a)
Innsetting av sjablonen og montering av et fl isvern
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (16.1) for å spenne inn sjablonen og
sett inn sjablonen.
OBS
: Den bakre siden (16.2) av sjablonen som er bøyet rundt
må peke oppover.
• Skyv sjablonen bakover inntil anslaget og spenn den fast med
begge betjeningsknapper (16.1)
• Drei begge anslagene på stillingen „FZ 6“ hhv. „FZ 10“ (16.5).
Rett inn anslagene slik at pilene (16.8) ligger an mot den indre,
rette side (16.7) på sjablonens utsparinger. Klem anslagene fast
med betjeningsknappene (16.6).
• Beveg sjablonen oppover og legg et brett av løst tre (16.4) som
fl isvern under sjablonen.
Henvisning
: Flisvernet forhindrer at arbeidsstykket splintrer på
baksiden ved fresingen.
OBS
: Flisvernet må være 5 mm tykkere enn arbeidsstykket som
skal bearbeides og må ha minst samme bredde slik at forbin-
delsessystemet ikke skades under fresingen og fl isvernet kan
oppfylle funksjonen.
• Trykk sjablonen nedover til den ligger plant opp på fl isvernet og
lukk begge spennarmene for sjablonens høydejustering.
• Rett fl isvernet inn slik at det avslutter i plan med grunnenhetens
forkant og spenn det fast med den øvre trykkbjelken.
• Skru fl isvernet med korte treskruer (16.3) fast på sjablonen.
b)
Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
med den forreste trykbjælke og bearbejdes samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 17):
• Arbejdsemnerne opspændes på en sådan måde, at de to front-
sider, der skal forbindes med hinanden, ligger an mod hinan-
den.
• Arbejdsemnerne er forskubbet en sinkningsbredde i forhold til
hinanden og ligger an mod anslaget i siden.
• Arbejdsemnerne skal skubbes mod skabelonen nedefra.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“ og
„3“ skal ligge an bagerst på overfl adebeskytteren og arbejdsem-
nerne „2“ og „4“ forrest på trykbjælken.
b)
Spenne inn arbeidsstykker
Arbeidsstykkene som skal forbindes med hverandre må spennes
og bearbeides samtidig med den fremre trykkbjelken.
Vær derved oppmerksom på (se bilde 17):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandre.
• Arbeidsstykkene ligger, forskjøvet med en sinke-bredde, på
siden på anslaget.
• Arbeidsstykkene må skyves nedenfra mot sjablonen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid ligge bak an mot
fl isvernet, arbeidsstykkene „2“ og „4“ alltid foran på trykkbjel-
ken.
78
c)
Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko 1) yläjyrsimen kiinnitysleukoi-
hin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asetta-
malla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä työkappaleen paksuus jyrsintäsyvyydeksi.
Huomio
: Jyrsintäsyvyys ei saisi olla suurempi kuin jyrsinterän
läpimitta. Sen sijaan jyrsintäsyvyys on jaettava kahteen tai use-
ampaan työvaiheeseen.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan „M“ imuriin (esim. Festoolin
CLEANTEX
CTM-
imuriin).
Huom
.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimi-
seen.
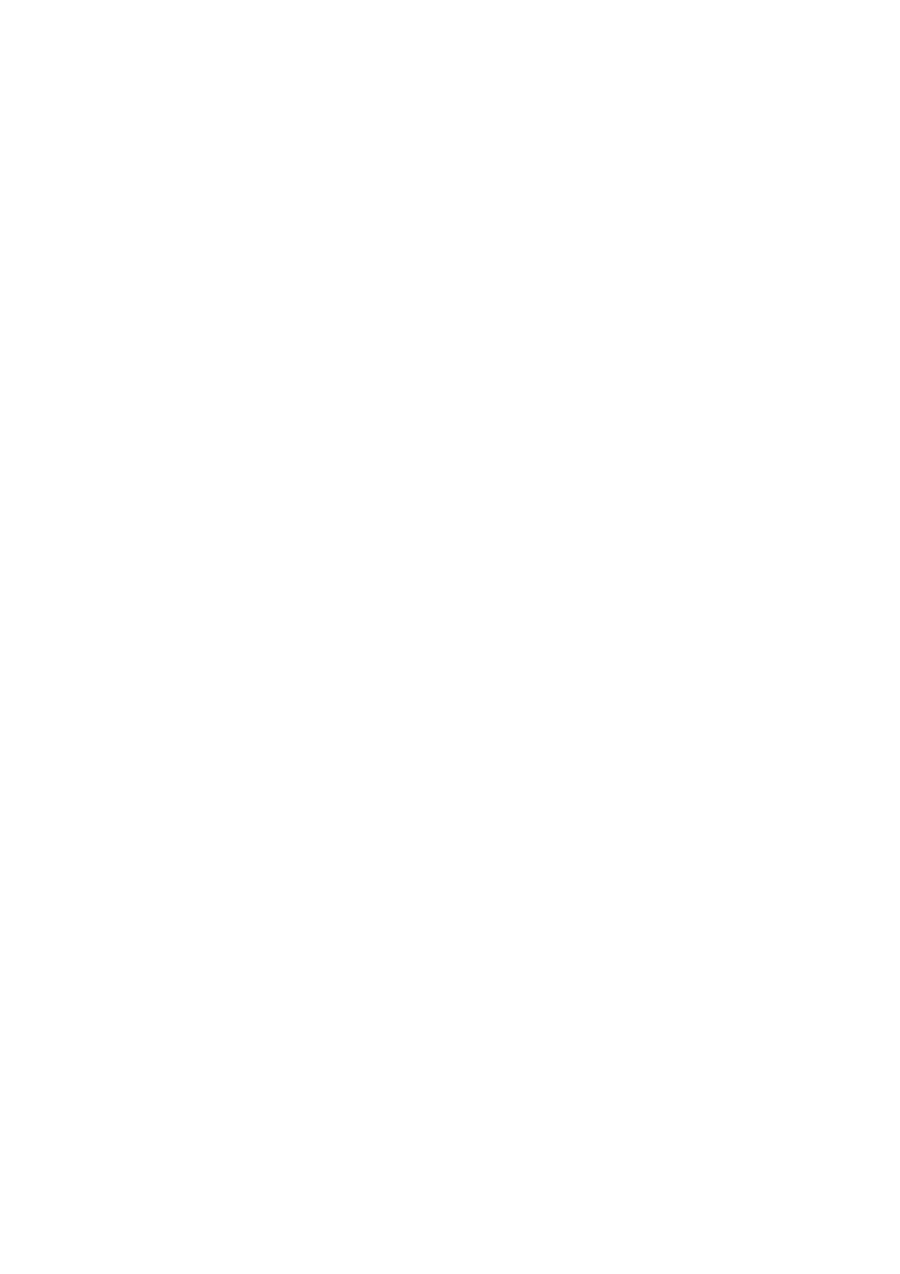
d) Työstö
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (18.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintä-
syvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 19).
Huomio
: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aika-
na. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Tarkasta ennen työkappaleiden irrottamista liitosten syvyys.
Jos syvyys ei ole oikein, pienennä tai suurenna jyrsintäsyvyyttä
yläjyrsimestä virhemitan verran.
79
c)
Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skif-
tes!
• Spænd fræseren (se tabel 1) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil emnetykkelsen som fræsedybde på din overfræser.
Pas på
: Fræsedybden bør ikke være større end fræserdiame-
teren. I dette tilfælde bør fræsedybden inddeles i to eller fl ere
arbejdsskridt.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
„M“ (f.eks. Festool
CLEANTEX
CTM-støvsuger).
Bemærk: Indstil afstanden mellem opsugnings- kappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads til
at fræse de ønskede sinkninger.
c)
Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell 1) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still arbeidsstykkets tykkelse på overfresen inn som frese-
dybde.
OBS
: Fresedybden bør ikke være større enn fresediameteren.
Istedenfor må fresedybden deles opp i to eller fl ere arbeids-
trinn.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsu-
ger av støvklasse „M“ (f. eks. Festool
CLEANTEX
CTM-suger).
Henvisning
: Still avsugets avstand til det loddrette arbeidsstyk-
ket inn slik at du har tilstrekkelig plass for fresing av sinkene.
d) Behandling
• Anbring overfræseren for enden af skabelonen, så kanten (18.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelo-
nen (Fig. 19).
Pas på
: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
• Kontrollér sinkningernes dybde, før arbejdsemnerne løsnes.
Hvis dybden ikke er i orden, reduceres eller øges fræsedybden
på overfræseren.
d) Bearbeiding
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (18.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedyb-
den på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 19).
OBS
: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Kontroller sinkenes dybde før du tar ut arbeidsstykkene. Hvis
den ikke skulle stemme, reduser hhv. øk fresedybden på over-
fresen med det feile målet.
80
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
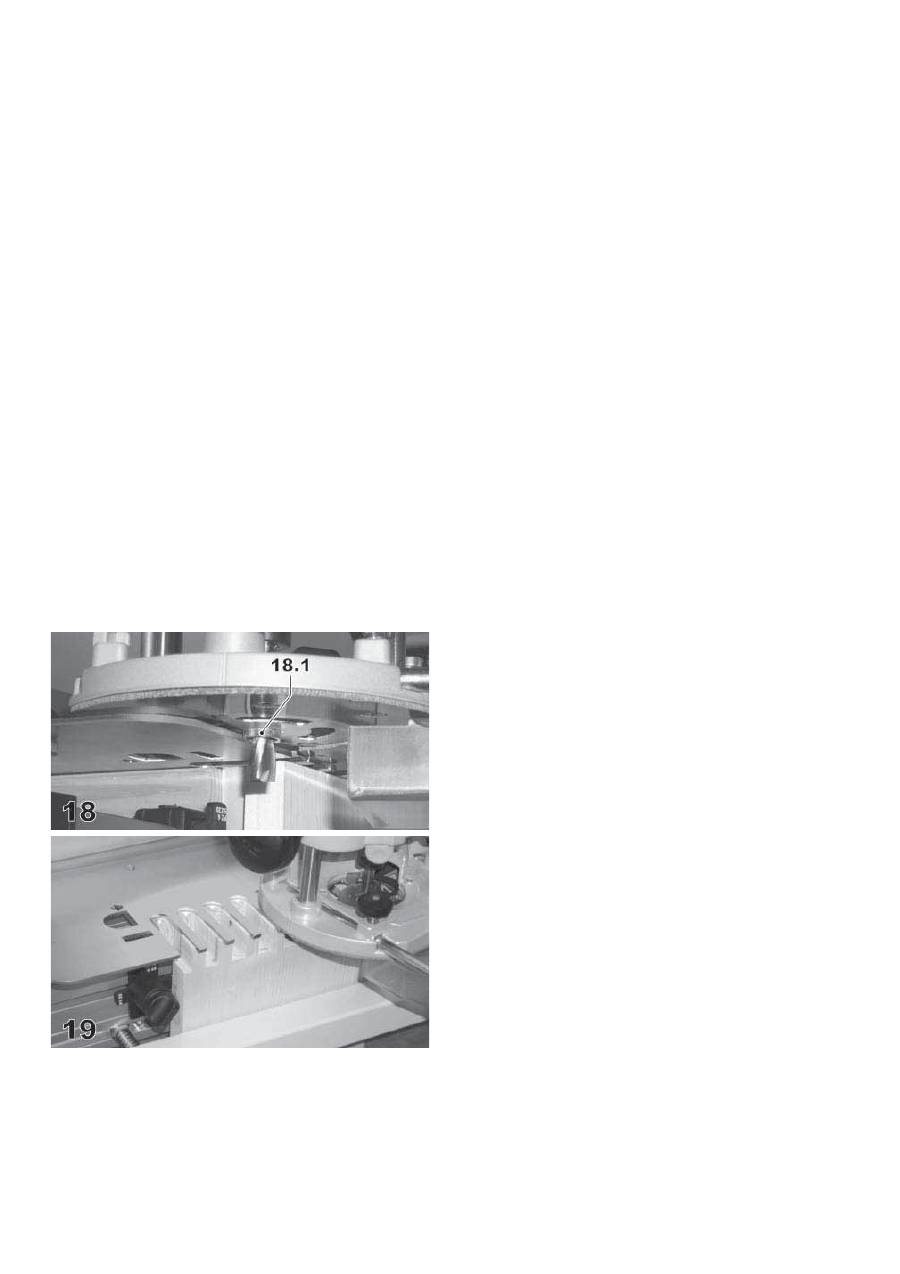
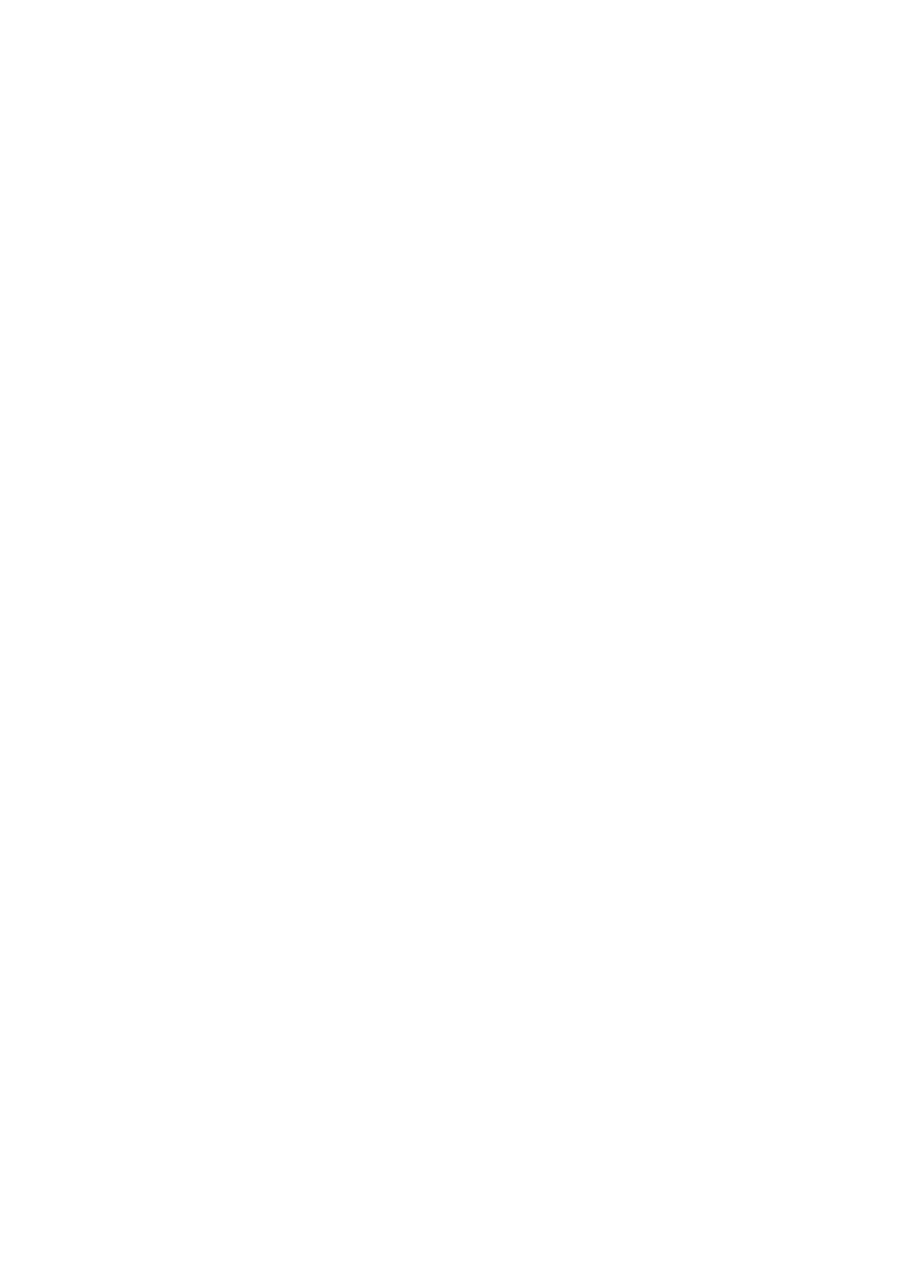
6.3 Vaarnareiät
a)
Mallineen asennus paikalleen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasen-
toon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (20.1) mallineen kiinnittämiseksi ja asenna
malline paikalleen.
Huomio
: Kummankin säätöpyörän (20.5) on osoitettava alas-
päin.
• Sulje mallineen korkeudensäädön kummatkin kiinnitysvivut.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
ovat kiinni liitosjärjestelmän perusrun-gossa (ks. kuva 8), ja
kiinnitä malline kummallakin vääntönupilla (20.1) lujasti.
• Käännä molemmat ohjaimet kuvassa 20 esitettyyn asentoon.
Suuntaa ohjaimet siten, että nuolet (20.2) tulevat kiinni malli-
neen kolojen suoraan sisäpintaan (20.3). Kiristä ohjaimet kiinni
vääntönupeilla (20.4).
• Avaa mallineen korkeudensäädön kummatkin kiinnitysvivut
(21.1) ja siirrä mallinetta ylöspäin.
• Avaa kiinnitysvivut (21.2) ja käännä mallineen pitimen kääntö-
segmentit taka-asentoon (kuva 21).
Sulje jälleen kiinnitysvivut.
• Laita työkappale mallineen kummankin pään alle. Paina mal-
linetta niin paljon alaspäin, kunnes se tukee koko pinnalta työ-
kappaleeseen, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
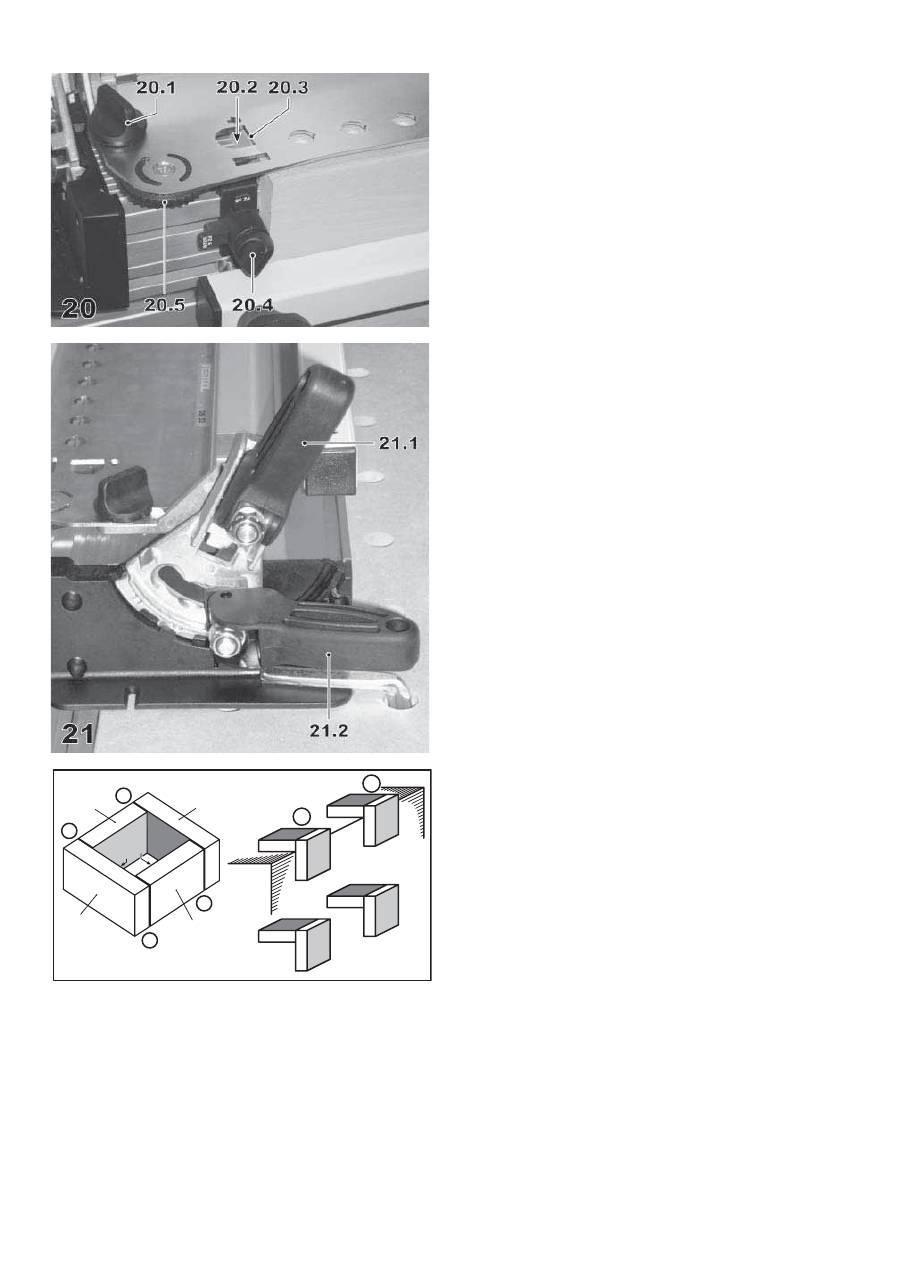
b) Työkappaleiden
kiinnittäminen
Kummatkin toisiinsa liitettävät työkappaleet on kiinnitettävä
samanaikaisesti.
Tällöin on otettava huomioon seuraavaa (ks. kuva 22):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleiden täytyy olla sivulta kiinni ohjaimessa.
• Työkappaleiden täytyy olla ylhäällä samassa tasossa.
• Kiinnitettyjen työkappaleiden ulkosivut (a1 - a4) muodostavat
valmiin liitoksen sisäpuolet.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemman-puoleiseen ohjaimeen ja
kulmia „B“ varten oikeanpuoleiseen ohjaimeen. Työkappaleet
„1“ ja „3“ on kiinnitettävä aina ylhäältä, työkappaleet „2“ ja „4“
aina edestä liitosjärjestelmään.
