Festool VS 600 accessories – страница 3
Инструкция к Festool VS 600 accessories
41
T1
Soort verbinding
Materiaal-
dikte
van - tot
(aanbevolen)
W
erks
tukbr
eedte
t
ot 600 mm
Zwaluw-
staart-
lassen
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Vingerlassen
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Deuvelgaten DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Open
zwaluw-
staart-
lassen
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
T1
Förbindningstyp
Material-tjocklek
från - till
(rekommenderat)
Br
edd på arbetss
ty
cket
til 600 mm
Laxstjärt-
sinkor
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Finger-
sinkor
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Tapph
å
l
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Öppna
laxstjärt-
sinkor
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Verbindingssysteem VS 600
Förbindningssystem VS 600
1 Technische
gegevens
De bestelnummers voor frezen, boren, kopieerringen en centreer-
doorns: zie tabel T2. Voor de aangegeven frezen resp. boren advise-
ren wij het maximale toerental van uw bovenfrees te gebruiken.
2
Gebruik volgens de voorschriften
Het verbindingssysteem VS 600 is volgens de voorschriften bedoeld
om, gekoppeld aan de bijbehorende sjablonen, kopieerringen en
frees-gereedschappen, met Festool bovenfrezen van de bouwse-
ries OF 900, OF 1000, OF 1010 en OF 1400 zwaluwstaartlassen,
vingerlassen, deuvelgaten en open zwaluwstaart-lassen in hout
en houtmaterialen te frezen.
Voor schades en ongevallen door gebruik dat niet volgens de
voorschriften is, is de gebruiker aansprakelijk.
3 Veiligheidsinstructies
• Let bij het werken met het verbindingssysteem VS 600 ook op
de bij uw handbovenfrees bijgevoegde veiligheidsinstructies.
• Gebruik alleen de in tabel T2 opgevoerde frees-gereedschappen,
kopieerringen en centreerdoorns.
• Gebruik alleen originele accessoires en reserve-onderdelen van
Festool.
• Waarborg vóór het frezen dat de werkstukken veilig zijn op-
gespannen en dat alle spanhendels en draaiknoppen van het
verbindingssysteem gesloten zijn.
1 Teknisk
data
Best.-nr. för fräsar/fräsverktyg, borrar, kopierringar och centrer-
dornar hittar du i tabellen T2. För de nämnda fräsarna/fräsverk-
tygen resp. borrarna rekommenderar vi att ställa in maximalt
varvtal på din överhandsfräs.
2 Föreskrivet
användningområde
Förbindningssystemet VS 600 ska enligt det föreskrivna använd-
ningsområdet användas för att fräsa laxstjärtsinkor, fi ngersinkor,
tapphål och öppna laxstjärtsinkor i trä och trämaterial med hjälp
av Festool överhandsfräsar serie OF 900, OF 1000, OF 1010 och
OF 1400 i kombination med kopierstycken, kopierringar och
fräsverktyg.
Användaren ansvarar själv för skador och olyckor om produkten
inte används enligt det föreskrivna användningsområdet.
3 Säkerhetsanvisningar
• När du använder förbindningssystemet VS 600 ska du alltid även
beakta säkerhetsanvisningarna för överhandsfräsen.
• Använd endast de i tabell T2 nämnda fräsverktygen, kopierringar
och centeringsdornar.
• Använd endast original Festool tillbehör och reservdelar.
• Innan du börjar fräsa är det viktigt att kontrollera, att arbets-
stycket är ordentligt fastspänt och att alla spännarmar och vrid-
knappar på förbindnings-systemet har gått i lås ordentligt.
42
5.3
5.1
5.2
5A
4 Struttura
Il sistema per giunzioni VS 600 è composto dai seguenti compo-
nenti (fi gura 1):
1.1 Telaio
base
1.2
Supporto con sagome
1.3
Manopole per bloccare la sagoma
1.4
Settore orientabile per il supporto
1.5
Leva di bloccaggio per settore orientabile
1.6 Leva
di
bloccaggio
per regolare la sagoma il altezza
1.7
Pressore per bloccare i pezzi orizzontalmente
1.8
Pressore per bloccare i pezzi verticalmente
5 Preparativi
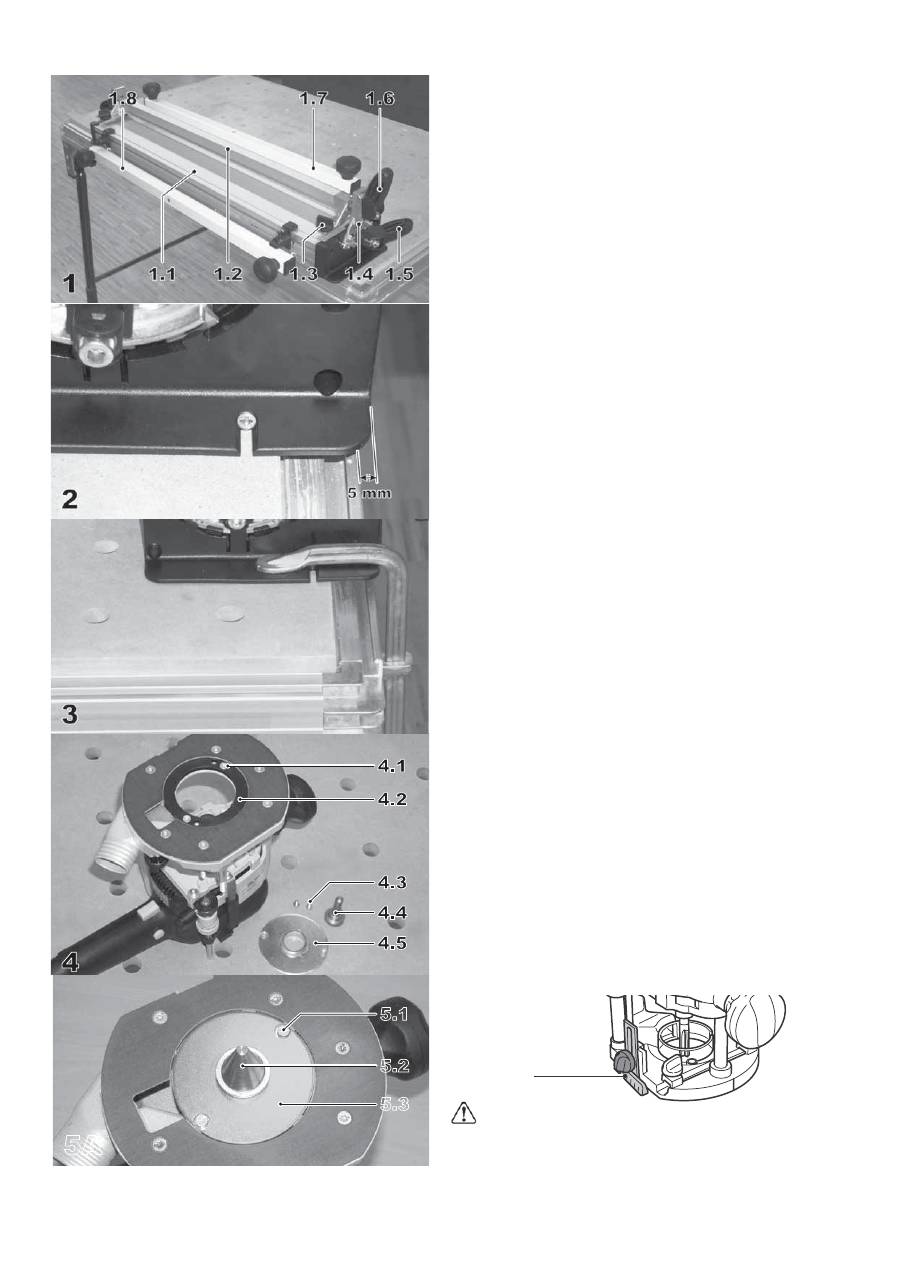
5.1
Posizionamento del telaio base
Il telaio base si deve fi ssare su un supporto stabile in modo che
non possa scivolare:
• disporre il telaio base in modo che il bordo anteriore sporga di
circa 5 mm.
• fi ssare il telaio base da entrambi i lati sul supporto con due viti
(fi gura 2) o due morsetti (fi gura 3).
5.3 Fresatrice
verticale
Avvertenza
: l’impiego della fresatrice verticale (regolazione della
profondità di fresatura, cambio dell’utensile, ecc.) è descritto nelle
relative istruzioni per l’uso.
Montare l’anello a copiare occorrente al centro del piano di taglio
della fresatrice verticale:
• Staccare la spina dalla presa di corrente.
• Capovolgere la fresatrice verticale.
• Svitare le due viti (4.1) e rimuovere l’anello (4.2).
• Bloccare il perno di centraggio (4.4) nel codolo portafresa.
• Inserire l’anello a copiare (4.5, 5.3) nel piano di taglio della
fresatrice verticale, con il collarino rivolto verso l’alto.
• Muovere lentamente il piano di taglio in direzione del perno di
centraggio, fi nché l’anello a copiare (5.3) non viene centrato dal
perno di centraggio (5.2).
• Fissare l’anello a copiare con le due viti in dotazione (4.3, 5.1).
• Rimuovere il perno di centraggio dal codolo portafresa.
5.4
PRUDENZA
Danneggiamento della fresa e della dima di fresatura
- Rimuovere, se montato, il supporto regolabile in altezza (5.4)
dalla fresatrice verticale.

43
4 Montage
Het verbindingssysteem VS 600 bestaat uit de volgende onderdelen
(afbeelding 1):
1.1 Basisframe
1.2
Houder voor sjablonen
1.3
Draaiknoppen voor het inspannen van de sjabloon
1.4
Zwenksegment voor houder
1.5
Spanhendel voor zwenksegment
1.6
Spanhendel voor hoogteomzetting van de sjablonen
1.7
Drukbalk om werkstukken horizontaal in te spannen
1.8
Drukbalk om werkstukken verticaal in te spannen
5 Voorbereiding
5.1 Basisframe
opstellen
Het basisframe moet dusdanig op een ondergrond worden ge-
monteerd dat het niet wegglijdt:
• Stel het basisframe zó op dat de voorkant ca. 5 mm uitsteekt.
• Bevestig het basisframe met twee schroeven (afbeelding 2) of
twee lijmklemmen (afbeelding 3) aan beide zijden op de onder-
grond.
4 Konstruktion
Förbindningssystemet VS 600 består av följande komponenter
(fi g. 1):
1.1 Stativ
1.2
Hållare för kopierstycken
1.3
Vridknappar för fastsättning av kopierstyckena
1.4
Svängdetalj för hållaren
1.5
Spännarm för svängdetaljen
1.6
Spännarm för kopierstyckets höjdjustering
1.7
Tryckbalk för vårätt fastspänning av arbetsstycken
1.8
Tryckbalk för vårätt fastspänning av arbetsstycken
5 Förberedelse
5.1
Ställ upp stativet
Stativet ska fästas ordentligt på ett stabilt underlag så att det inte
kan glida iväg:
• Ställ upp stativet så, att framkanten står ut ca.5 mm.
• Fäst stativet med två skruvar (fi g. 2) eller två skruvtvingar (fi g.
3) på båda sidorna på underlaget.
5.3 Bovenfrees
Aanwijzing
: De bediening van de bovenfrees (instellen van de
freesdiepte, gereedschapvervanging, etc.) staat beschreven in de
handleiding ervan.
Monteer de vereiste kopieerring centraal in de freestafel van
de bovenfrees.
• Trek de stekker uit de stekkerdoos.
• Zet de bovenfrees ondersteboven.
• Draai de twee schroeven (4.1) los en verwijder de ring (4.2).
• Span de centreerdoorn (4.4) vast in de freesspindel.
• Leg de kopieerring (4.5, 5.3) met de kraag naar boven in de
freestafel van de bovenfrees.
• Beweeg de freestafel langzaam in de richting van de centreer-
doorn, tot de kopieerring (5.3) door de centreerdoorn (5.2)
gecenterd wordt.
• Schroef de kopieerring vast met de twee meegeleverde schroe-
ven (4.3, 5.1).
• Verwijder de centreerdoorn uit de freesspindel.
5.3 Överhandsfräs
OBS
: Hur man använder överhandsfräsen (inställning av fräs-
djupet, verktygbyte etc.) beskrivs i överhandsfräsens bruksan-
visning.
Montera kopierringen som du behöver centriskt i överhands-
fräsens fräsbord:
• Drag ut stickkontakten ur eluttaget.
• Ställ överhandsfräsen upp och ner (på huvudet).
• Lossa de båda skruvarna (4.1) och tag bort ringen (4.2).
• Spänn fast centrerdornen (4.4) i frässpindeln.
• Placera kopierringen (4.5, 5.3) med ansatsen i riktning uppåt i
överhandffräsens fräsbord.
• För fräsbordet långsamt i riktning mot centrerdornen, tills
kopierringen (5.3) centreras med hjälp av centrerdornen (5.2).
• Skruva fast kopierringen med hjälp av de båda skruvarna (4.3,
5.1) som ingår i leveransen.
• Tag ut centrerdornen ur frässpindeln.
ATTENTIE
Beschadiging van de frees en freessjabloon
- Verwijder, indien gemonteerd, de in hoogte verstelbare
afsteunpoot (5.4) van de bovenfrees.
OBS
Skador på fräsen och frässchablonen
- Om höjdinställbara stöd (5.4) fi nns monterade ska man ta bort
dessa från handöverfräsen.
44
6 Impiego
Con il sistema per giunzioni VS 600 e la relativa sagoma si possono
realizzare i seguenti tipi di giunzione:
• incastri a coda di rondine
(v. capitolo 6.1),
• incastri
(v. capitolo 6.2),
• fori per spine
(v. capitolo 6.3),
• incastri a coda di rondine aperti
(v. capitolo 6.4).
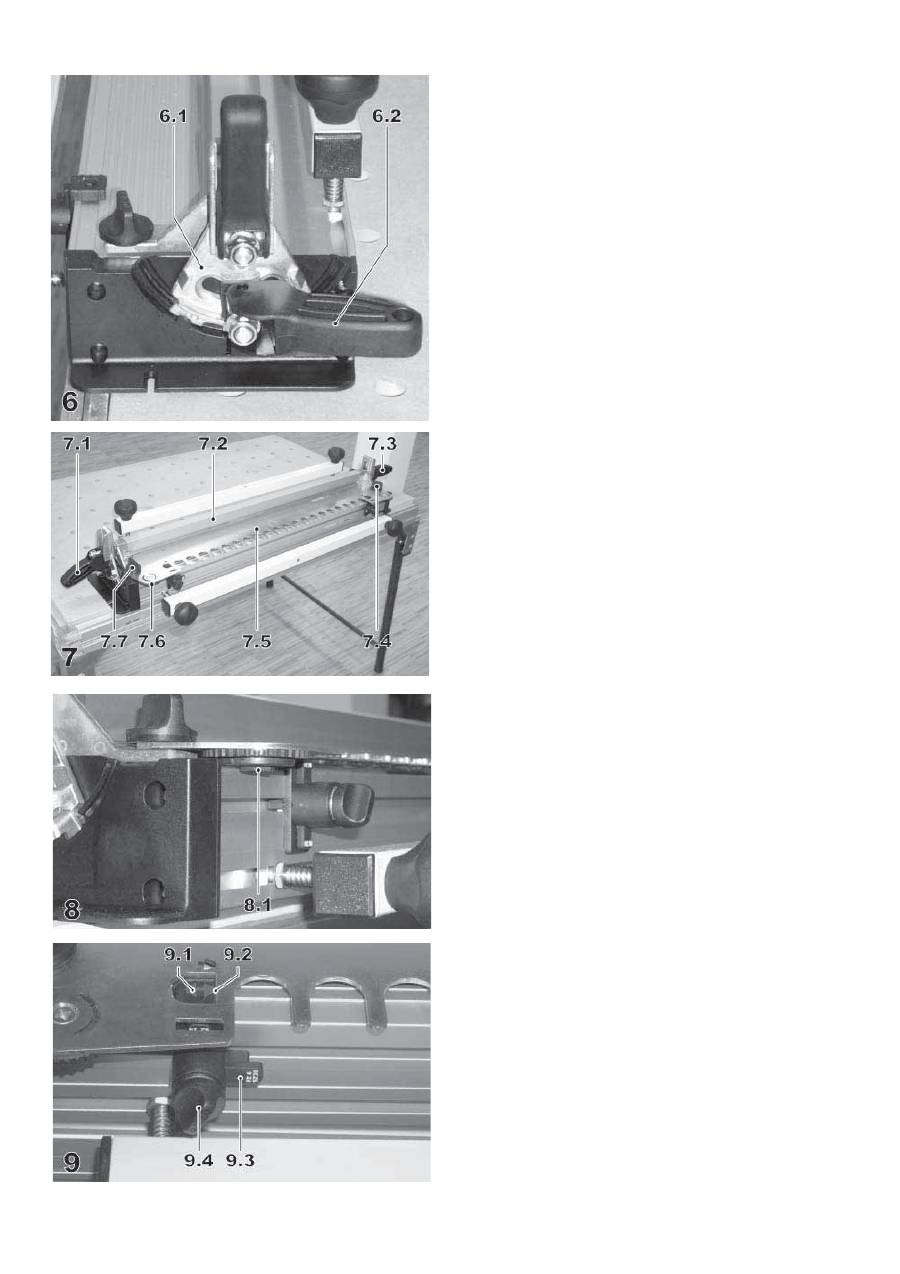
6.1
Incastri a coda di rondine
a)
Inserimento della sagoma
• Fissare i due settori orientabili (6.1) con la leva di bloccaggio
(6.2) in posizione centrale (verticale).
• Aprire le due leve di bloccaggio (7.1, 7.3) per regolare la sago-
ma in altezza e spingere tutto in basso il supporto (7.2) della
sagoma.
• Aprire le manopole (7.4, 7.7) per il bloccaggio della sagoma e
inserire la sagoma (7.5).
Attenzione
: le due rotelle di regolazione (7.6) devono essere
rivolte verso il basso.
• Chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
• Orientare la sagoma in modo che i gradini inferiori (8.1) delle
due rotelle di regolazione siano appoggiati sul telaio base del
sistema per giunzioni e fi ssare la sagoma con le due manopole
(7.4, 7.7).
• Ruotare le due battute portandole in posizione „SZ 14“ e „SZ
20“ (9.3). Orientare le battute in modo che le frecce (9.1) siano
appoggiate sul lato diritto interno (9.2) delle rientranze della
sagoma. Fissare le battute con le manopole (9.4).
• Aprire le due leve di bloccaggio per la regolazione della sagoma
in altezza e spostare la sagoma verso l’alto.
• Inserire un pezzo sotto le due estremità della sagoma. Spingere
la sagoma verso il basso fi no ad appoggiarla in piano sul pezzo
e chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.

45
6 Toepassing
Met het verbindingssysteem VS 600 en de erbij horende sjabloon
kunnen de volgende soorten verbindingen worden gemaakt:
• Zwaluwstaartlassen
(zie hoofdstuk 6.1),
• Vingerlassen
(zie hoofdstuk 6,2),
• Deuvelgaten
(zie hoofdstuk 6.3),
• Open zwaluwstaartlassen
(zie hoofdstuk 6.4).
6.1 Zwaluwstaartlassen
a)
Monteren van de sjabloon
• Fixeer de twee zwenksegmenten (6.1) met de spanhendel (6.2)
in de middelste (verticale) stand.
• Maak de twee spanhendels (7.1, 7.3) voor de hoogteomzetting
van de sjablonen open en druk de houder (7.2) voor de sjabloon
geheel naar beneden.
• Maak de draaiknoppen (7.4, 7.7) voor het inspannen van de
sjabloon los en plaats de sjabloon (7.5) erin.
Attentie
: De twee
instelwielen (7.6) moeten naar beneden wijzen.
• Sluit de twee spanhendels voor de hoogteverstelling van de
sjabloon.
• Richt de sjabloon zó uit dat de onderste afzettingen (8.1) van
de twee instelwielen tegen het basisframe van het verbin-
dingssysteem aanliggen en span de sjabloon vast met de twee
draaiknoppen (7.4, 7.7).
• Draai de twee aanslagen naar stand „SZ 14“ resp. „SZ 20“ (9.3).
Richt de aanslagen zó uit dat de pijlen (9.1) tegen de binnenste,
rechte kant (9.2) van de uitsparingen in de sjabloon liggen. Klem
de aanslagen vast met de draaiknoppen (9.4).
• Maak de twee spanhendels voor de hoogteom-zetting van der
sjablonen open en beweeg de sjablonen naar boven toe.
• Leg een werkstuk onder beide uiteinden van de sjabloon. Druk
de sjabloon zó ver naar beneden dat hij plat op het werkstuk
ligt en sluit de twee spanhendels voor de hoogteomzetting van
de sjabloon.
6 Användning
Med hjälp av förbindningssystemet VS 600 och respektive kopier-
stycke kan man tillverka följande förbindningar:
• Laxstjärtsinkor
(se kapitel 6.1),
• Fingersinkor
(se kapitel 6.2),
• Tapphål
(se kapitel 6.3),
• Öppna laxstjärtsinkor
(se kapitel 6.4).
6.1 Laxstjärtsinkor
a)
Sätta kopierstycket på plats
• Fixera de båda svängdetaljerna (6.1) med spännarmen (6.2) i
det mellersta (lodräta) läget.
• Öppna de båda spännarmarna (7.1, 7.3) för kopierstyckets höjd-
justering och tryck ner hållaren (7.2) för kopierstycket så långt
det går.
• Öppna vridknapparna (7.4, 7.7) för fastspänning av kopierstycket
och sätt kopierstycket (7.5) på plats.
Se upp:
De båda inställningsrattarna (7.6) ska visa i riktning
nedåt.
• Stäng nu de båda spännarmarna för kopierstyckets höjdjuste-
ring.
• Rikta kopierstycket så, att de undre klackarn (8.1) på de båda
inställningsrattarna anligger mot förbindningssystemets stativ
och spänn fast kopierstycket med hjälp av de båda vridknap-
parna (7.4, 7.7).
• Vrid de båda anslagen så, att det står på „SZ 14“ resp. „SZ
20“ (9.3). Rikta anslagen så, att pilarna (9.1) anligger mot de
inre raka sidan (9.2) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (9.4).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och fl ytta kopierstycket i riktning uppåt.
• Placera nu arbetsstycket under kopierstyckets båda ändar.
Tryck ner kopierstycket så långt, tills det anligger plant mot
arbetsstycket och stäng sedan de båda spännarmarna för ko-
pierstyckets höjdjustering.
46
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
10
b) Bloccaggio
pezzi
Si devono sempre bloccare insieme entrambi i pezzi da giuntare.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 10):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi devono essere appoggiati lateralmente sulla battuta.
• I bordi delle superfi ci superiori dei pezzi devono trovarsi esat-
tamente a fi lo.
• I lati che si trovano all’esterno quando i pezzi sono bloccati (a1
- a4) formaneranno i lati interni della giunzione fi nita.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere bloccati
sempre nella parte superiore del sistema per giunzioni, i pezzi
„2“ e „4“ sempre nella parte anteriore.
c)
Preparativi per la fresatrice verticale (v. 5.3)
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella T2) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare sulla fresatrice verticale la seguente profondità di
fresatura (
Attenzione
: queste quote valgono soltanto per gli
utensili riportati nella tabella T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Nella fresatura di incastri si deve utilizzare la calotta di aspira-
zione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
„M“ (per es. l’aspiratore Festool
CLEANTEX
CTM).
Avvertenza
:
regolare la distanza tra la calotta di aspirazione e il pezzo verti-
cale lasciando uno spazio suffi ciente per la traslazione durante
la fresatura degli incastri.
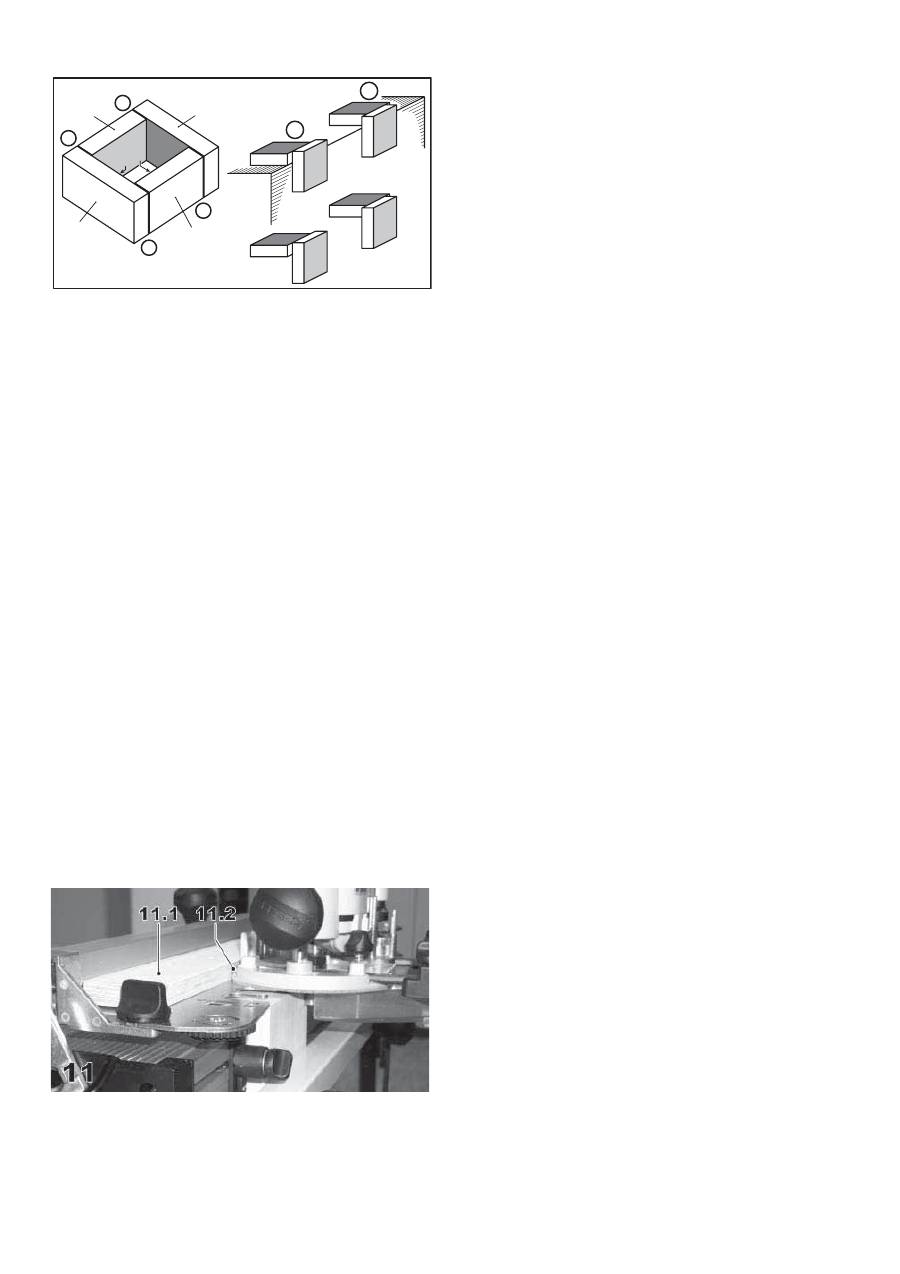
d) Lavorazione
Scalfi ttura
Per evitare scheggiature nei pezzi bloccati in posizione verticale si
dovrebbe procedere alla scalfi ttura della loro superfi cie:
• Appoggiare sul supporto della sagoma un listello (11.1) la cui
larghezza corrisponda a quella del pezzo +33 mm. Il listello
servirà da guida per la fresatrice verticale.
• Appoggiare la fresatrice verticale sulla sagoma, a destra del
pezzo, facendo in modo che la superfi cie di guida (11.2) del piano
di taglio della fresatrice verticale sia appoggiata sul listello.
• Spingere la macchina verso il basso fi no a raggiungere la pro-
fondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Muovere la fresatrice verticale da destra a sinistra lungo il
listello scalfendo il pezzo in modo unidirezionale.

47
b) Werkstukken
inspannen
De twee met elkaar te verbinden werkstukken moeten altijd
tegelijkertijd worden ingespannen.
Hierbij dient te worden gelet
(zie afbeelding 10) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken moeten aan de zijkant tegen de aanslag lig-
gen.
• De werkstukken moeten aan de bovenkant gelijk eindigen.
• De in de ingespannen staat buiten liggende kanten (a1 - a4)
vormen de binnenkanten van de verbinding als die gereed is.
• Bij een frame (corpus) moeten de werkstukken voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de
rechter aanslag worden gelegd. De werkstukken „1“ en „3“
moeten steeds boven en de werkstukken „2“ en „4“ steeds
vooraan in het verbindingssysteem worden ingespannen.
c)
Voorbereidingen aan de bovenfrees (zie 5.3)
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel T2) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de volgende freesdiepte in (
attentie
:
deze afmetingen gelden alleen voor de in tabel T2 genoemde
frezen):
SZ 14: 12 mm, SZ 20: 15 mm.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
„M“ (b.v. Festool
CLEANTEX
CTM).
Aanwijzing
: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
b)
Spänna fast arbetsstycket
Man ska alltid spänna fast båda arbetsstycken som ska förbindas
med varandra samtidigt.
Beakta följande (se fi g. 10):
• Arbetsstyckena ska spännas fast på så sätt, att frontsidorna
som ska förbindas ligger mot varandra.
• Arbetsstyckena ska anligga mot anslaget på sidorna.
• Arbetsstyckena ska ligga i linje upptill.
• De sidor som i fastspänt tillstånd befi nner sig på utsidan (a1 - a4)
är sedan de invändiga sidorna på den färdigställda förbindel-
sen.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska alltid spännas fast uppe i för-
bindningssystemet och arbetsstyckena „2“ och „4“ framtill.
c)
Förbereda överhandsfräsen (se 5.3)
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell T2) i överhandsfräsen spänn-
hylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in följande fräsdjup på din överhandsfräs (
se upp
: dessa
mått gäller endast för den i tabell T2 nämnda fräsen):
SZ 14: 12 mm, SZ 20: 15 mm.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AH-
OF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare „M“ (t.ex. Festool
CLEANTEX
CTM).
OBS
: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
d) Bewerking
Ritsen
Om bij loodrecht opgespannen werkstukken splinters te voorko-
men, dienen deze oppervlakken te worden geritst:
• Leg een werkbalk (11.1) tegen de houder voor de sjabloon waar-
van de breedte werkstukdikte +33 mm bedraagt. Deze werkbalk
geldt als geleiding voor de bovenfrees.
• Zet de bovenfrees aan de rechterkant van de werkstuk op het
sjabloon zodat het geleidingsvlak (11.2) van de freestafel van de
bovenfrees tegen de werkbalk ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Geleid de bovenfrees van rechts naar links langs de werkbalk
en rits daardoor het werkstuk in gelijkloop in.
d) Bearbetning
Ritsning
För att undvika splittrade kanter på det lodrätt fastspända arbets-
stycket bör man ritsa dess yta.:
• Placera en list (11.1) mot kopierstyckets hållare med en bredd på
arbetsstyckets tjocklek + 33 mm. Denna list har en styrfunktion
för överhandsfräsen.
• Placera nu överhandsfräsen till höger om arbetsstycket på
kopierstycket, så att styrkanten (11.2) på överhandsfräsens
fräsbord anligger mot listen.
• Tryck ner maskinen ända ner till det inställda fräsdjupet och
arretera fräsdjupet på överhands fräsen.
• Tillkoppla nu överhandsfräsen.
• För sedan överhandsfräsen längs listen från högger till vänster
och ritsa så arbetsstycket parallellt.
48
Prova di fresatura degli incastri
Eseguire prima una prova di fresatura e controllare se tutte le
impostazioni sono corrette.
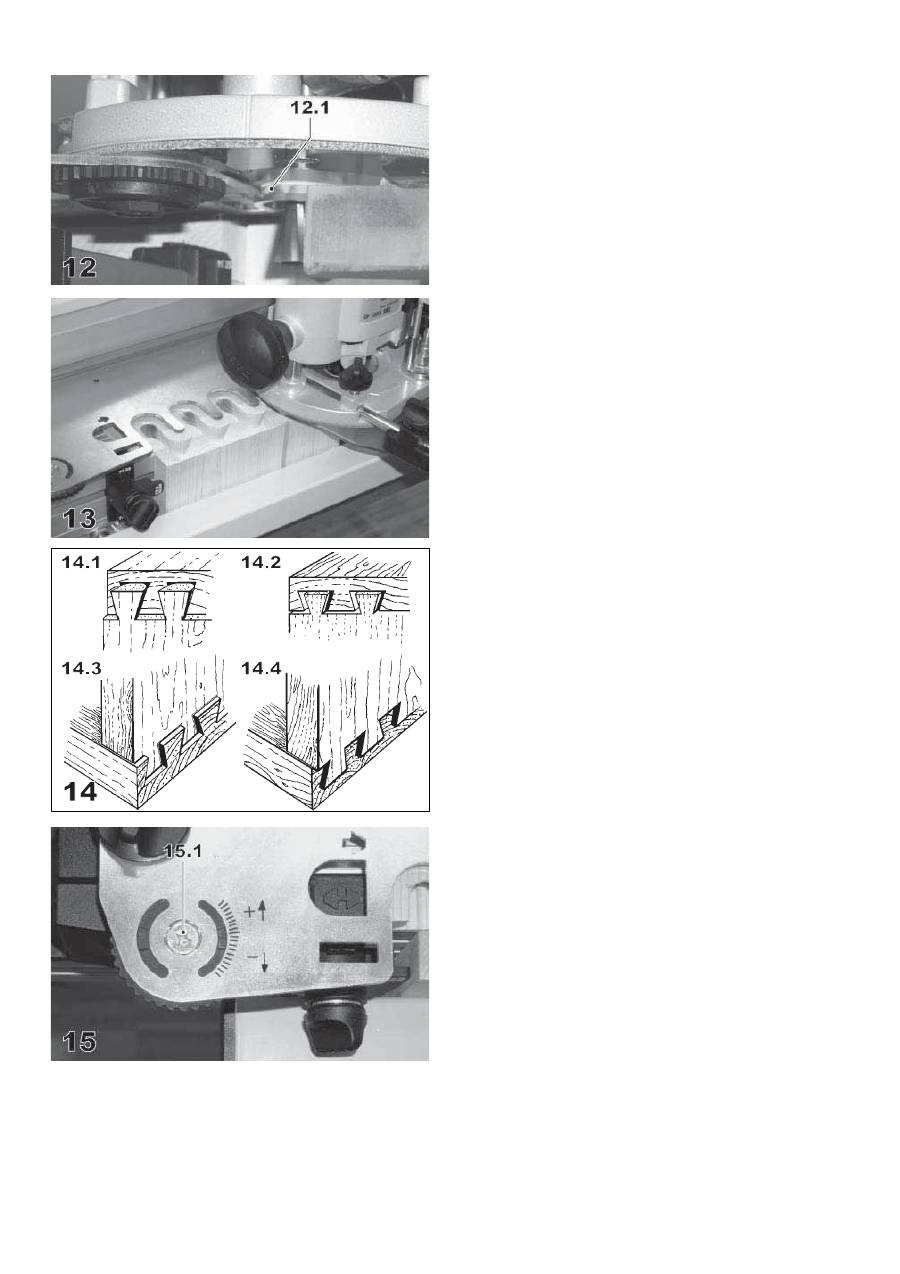
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (12.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la pro-
fondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 13).
Attenzione
: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Controllare se tutti gli incastri vengono fresati correttamente –
ripetere eventualmente la fresatura.
• Sbloccare i pezzi e combinarli insieme.
Se la giunzione a incastro non dovesse coincidere esattamente,
si devono eseguire le seguenti correzioni:
°
Le parti della giunzione si incastrano con diffi coltà (14.1):
ridurre leggermente la profondità di fresatura della fresatrice
verticale agendo sulla regolazione micrometrica (circa - 0,5
mm).
°
Le parti della giunzione si incastrano con troppa facilità
(14.2):
aumentare leggermente la profondità di fresatura della fre-
satrice verticale agendo sulla regolazione micrometrica (circa
+ 0,5 mm).
°
Le parti della giunzione si incastrano troppo in profondità
(14.3):
girare le rotelle di regolazione della quota di errore in direzione
negativa (1 graduazione corrisponde a -0,1 mm di profondità
dell’incastro), reinserire la sagoma come indicato nel capitolo
6.1 a) e allinearla.
°
Le parti della giunzione non si incastrano con suffi ciente
profondità (14.4):
girare le rotelle di regolazione della quota di errore in direzione
positiva (1 graduazione corrisponde a +0,1 mm di profondità
dell’incastro), reinserire la sagoma come indicato nel capitolo
6.1 a) e allinearla.
Avvertenza
: per poter agire sulle rotelle di regolazione occorre
svitare le viti (15.1) e stringerle nuovamente alla fi ne della rego-
lazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
• Ripetere questa operazione fi nché la giunzione non risulta
esatta.
Fresatura degli incastri
Eseguire la fresatura di tutti gli incastri basandosi sui campioni
già fresati.

49
Lassen op proef frezen
Frees eerst op proef om te controleren of alle instellingen cor-
rect zijn.
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(12.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
13).
Attentie
: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgre-
pen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
• Controleer of alle lassen correct zijn gefreesd - zo nodig opnieuw
frezen.
• Span de werkstukken eruit en zet deze in elkaar.
Als de lasverbinding niet exact klopt, dienen de volgende cor-
recties te worden uitgevoerd:
°
Lasverbinding loopt te moeilijk (14.1):
verminder de freesdiepte van de bovenfrees een beetje met
de fi jninstelling van de freesdiepte (ca. - 0,5 mm).
°
Lasverbinding loopt te gemakkelijk (14.2):
vergroot de frees-
diepte van de bovenfrees een beetje met de fi jninstelling van
de freesdiepte (ca. +0,5 mm).
°
Lasverbinding te diep (14.3):
instelwielen met de fouthoeveelheid in de min-richting draaien
(1 schaalstreep komt overeen met - 0,1 mm diepte van de
las), sjabloon (i.o.m. hoofdstuk 6.1 a) opnieuw plaatsen en
uitrichten.
°
Lasverbinding niet diep genoeg (14.4):
instelwielen met de
fouthoeveelheid in de plusrichting draaien (1 schaalstreep
komt overeen met +0,1 mm diepte van de las), sjabloon i.o.m.
hoofdstuk 6.1 a) opnieuw plaatsen en uitrichten.
Aanwijzing
: om de instelwielen te kunnen omzetten moet u de
schroeven (15.1) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
• Herhaal deze procedure totdat de verbinding exact klopt.
Frezen van de lassen
Frees alle lassen analoog aan het frezen op proef.
Provfräsa sinkor
Provfräs först en sinka för att kontrollera att alla inställningar
stämmer.
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (12.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopier-
stycket. (fi g. 13).
Se upp
: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Kontrollera att samtliga sinkor är korrekt frästa – upprepa
fräsningen om det skulle behövas.
• Lossa arbetsstyckena och sätt ihop dem.
Om sinkförbindelsen inte skulle exakt kan du korrigera den
på följande sätt::
°
Sinkförbindningen sitter åt för hårt (14.1):
Reducera fräs-
djupet på överhandsfräsen något (ca. - 0,5 mm) med hjälp av
överhandfräsens fi ninställning.
°
Sinkförbindningen är för lös (14.2):
Öka fräsdjupet på överhandsfräsen något (ca.+ 0,5 mm) med
hjälp av överhandfräsens fi ninställning.
°
Sinkförbindningen är för djup (14.3):
Vrid inställningsrattarna i minus-riktning motsvarande fel-
måttet (1 streck på skalan motsvarar - 0,1 mm sinkdjup), sätt
i kopierstycket på nytt motsvarande beskrivningen i kapitel
6.1 a) och rikta den.
°
Sinkförbindningen är inte tillräckligt djup (14.4):
Vrid inställ-
ningsrattarna i plus-riktning motsvarande felmåttet (1 streck
på skalan motsvarar + 0,1 mm sinkdjup), sätt i kopierstycket
på nytt motsvarande beskrivningen i kapitel 6.1 a) och rikta
den.
OBS
: För att kunna justera inställningsrattarna måste du lossa
skruvarna (15.1) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
• Upprepa proceduren tills förbindningen passar exakt.
Fräsa sinkor
Fräs alla sinkorna på samma sätt som du genomförde provfräs-
ningen.
50
A
B
1
2
3
2
3
4
1
4
A
A
B
B
1
2
3
4
17
6.2 Incastri
a)
Inserimento della sagoma e fi ssaggio del paraschegge
• Fissare i due settori orientabili con la leva di bloccaggio in po-
sizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
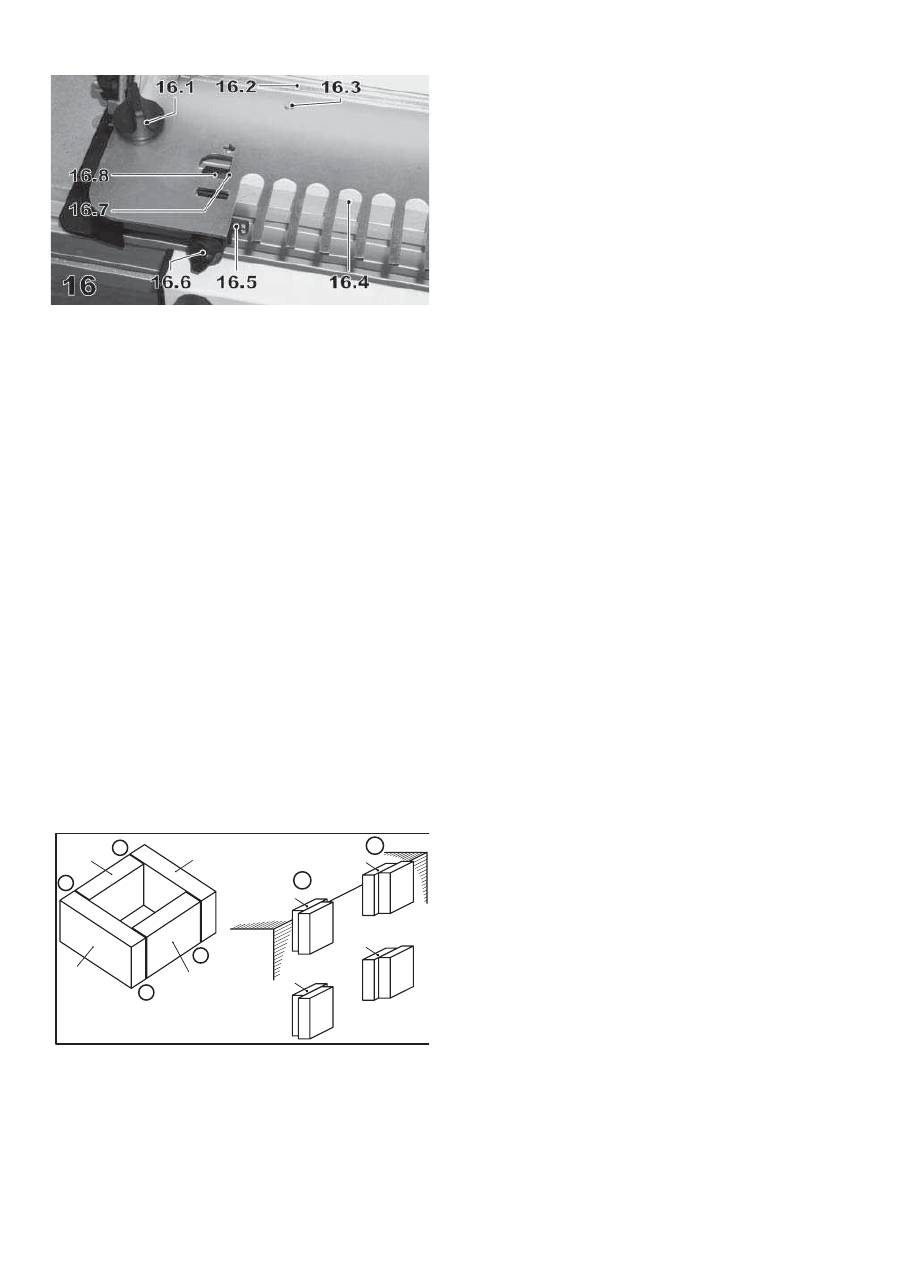
• Aprire le manopole (16.1) per il bloccaggio della sagoma e in-
serire la sagoma.
Attenzione
: il lato posteriore ricurvo della sagoma (16.2) deve
essere rivolto verso l’alto.
• Spingere la sagoma fi no a battuta verso la parte posteriore e
bloccarla con le due manopole (16.1).
• Ruotare le due battute portandole in posizione „FZ 6“ e „FZ 10“
(16.5). Orientare le battute in modo che le frecce (16.8) siano
appoggiate sul lato diritto interno (16.7) delle rientranze della
sagoma. Fissare le battute con le manopole (16.6).
• Spostare la sagoma verso l’alto e inserire un blocco di legno
tenero (16.4) come paraschegge sotto la sagoma.
Avvertenza
: il paraschegge impedisce che il pezzo si scheggi
sul retro durante la fresatura.
Attenzione
: affi nché il sistema per giunzioni non venga dan-
neggiato durante la fresatura e il paraschegge possa svolgere
la sua funzione, deve avere 5 mm in più di spessore rispetto al
pezzo da lavorare e almeno la stessa larghezza del pezzo da
lavorare.
• Spingere la sagoma verso il basso fi no ad appoggiarla in piano
sul paraschegge e chiudere le due leve di bloccaggio per la
regolazione della sagoma in altezza.
• Orientare il paraschegge in modo che sia a fi lo con il bordo
anteriore del telaio base e fi ssarlo con il pressore superiore.
• Fissare il paraschegge alla sagoma usando le viti corte per legno
(16.3).
b) Bloccaggio
pezzi
I due pezzi da giuntare insieme devono essere fi ssati con il pressore
anteriore e lavorati contemporaneamente.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 17):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi sono appoggiati lateralmente contro la battuta, sfalsati
tra di loro di una quota corrispondente all’incastro.
• I pezzi si devono spingere dal basso contro la sagoma.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere appoggiati al
paraschegge nella parte posteriore, i pezzi „2“ e „4“ al pressore
nella parte anteriore.

51
6.2 Vingerlassen
a)
Inzetten van de sjabloon en monteren van een splinter-
bescherming
• Fixeer de twee zwenksegmenten met de spanhendel in de mid-
delste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteom-zetting van de
sjablonen open en druk de houder voor de sjabloon geheel naar
beneden.
• Maak de draaiknoppen (16.1) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie
: de omgebogen achterste kant (16.2) van de sjabloon
moet naar boven wijzen.
• Schuif de sjabloon tot aan de aanslag naar achteren en span
hem vast met de twee draaiknoppen (16.1)
• Draai de twee aanslagen naar stand „FZ 6“ resp. „FZ 10“ (16.5).
Richt de aanslagen zó uit dat de pijlen (16.8) tegen de binnenste,
rechte kant (16.7) van de uitsparingen in de sjabloon liggen.
Klem de aanslagen vast met de draaiknoppen (16.6).
• Beweeg de sjabloon naar boven en leg een zachthouten plank
(16.4) als splinterbescherming de sjabloon.
Aanwijzing
: de splinterbescherming voorkomt dat het werkstuk
bij het frezen aan de achterkant versplintert.
Attentie
: om het verbindingsysteem bij het frezen niet te be-
schadigen en de splinterbescherming zijn taak te laten vervul-
len, moet de splinterbescherming 5 mm dikker zijn dan het te
bewerken werkstuk en minimaal de breedte van het te bewerken
werkstuk hebben.
• Druk de sjabloon zó ver naar beneden dat hij plat op de splin-
terbescherming ligt en sluit de twee spanhendels voor de
hoogteomzetting van de sjabloon.
• Richt de splinterbescherming zó uit dat hij gelijk met de voorkant
van het basisframe uitkomt en span hem vast met de bovenste
drukbalk.
• Schroef de splinterbescherming met korte houtschroeven (16.3)
vast op de sjabloon.
6.2 Fingersinkor
a)
Sätta kopierstycket på plats och fästa splitterskyddet
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (16.1) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se
upp
: Den böjda bakre sidan (16.2) på kopierstycket ska visa
uppåt.
• Skjut kopierstycket bakåt ända till anslaget och spänn det med
hjälp av de båda vridknapparna (16.1).
• Vrid de båda anslagen så, att det står på „FZ 6“ resp. „FZ 10“
(16.5). Rikta anslagen så, att pilarna (16.8) anligger mot de
inre raka sidan (16.7) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (16.6).
• Flytta kopierstycket i riktning uppåt och lägg en bräda av mjukt
trä (16.4) som splitterskydd under kopierstycket.
OBS
: Splitterskyddet förhindrar att arbetsstycket splittrar i
sambandn med fräsningen.
Se upp
: För att förbindningssystemet inte ska kunna ta skada
i samband med fräsningen och splitterskyddet ska fungera
optimalt måste splitterskyddet vara 5 mm tjockare än arbets-
stycket du bearbetar och vara minst så brett som själva arbets-
stycket.
• Tryck ner kopierstycket så långt att med helt anligger mot split-
terskyddet och lås de båda
spännarmarna för kopierstyckets höjdjustering.
• Rikta splitterskyddet så, att det slutar i linje med framkanten
på stativet och spänn fast splitterskyddet med hjälp av den övre
tryckbalken.
• Skruva fast splitterskyddet med korta träskruvar (16.3) på ko-
pierstycket.
b) Werkstukken
inspannen
De twee met elkaar te verbinden werkstukken moeten tegelijker-
tijd met de voorste drukbalk worden ingespannen en bewerkt.
Hierbij dient te worden gelet (zie afb. 17) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken liggen, uit het verband t.o.v. elkaar met de
breedte van een las, met de zijkant tegen de aanslag aan.
• De werkstukken moeten van beneden tegen de sjabloon worden
geschoven.
• Bij een frame (corpus) moeten de werkstukken, voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de rech-
ter aanslag, worden gelegd. De werkstukken „1“ en „3“ moeten
aan de achterkant tegen de splinterbescherming liggen, en de
werk stukken „2“ en „4“ aan de voorkant tegen de drukbalk.
b) Fästa
arbetsstycket
De båda arbetsstycken som ska förbindas med varandra ska
fästas fast samtidigt med hjälp av de främre tryckbalkarna och
även bearbetas samtidigt.
I detta ssammanhang är följande viktigt (se fi g. 17):
• Arbetsstyckena ska fästas på så sätt, att de båda frontsidorna
som ska förbindas med
varandra ska ligga mot varandra.
• De båda arbetsstyckena ska anligga med sidorna mot anslaget
en sinkbredd förskjutna i förhållande till varandra.
• Arbetsstyckena ska skjutas mot kopierstycket nerifrån.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska anligga baktill mot splitterskyd-
det och arbetsstyckena „2“ och „4“ framtill mot tryckbalken.
52
c)
Preparativi per la fresatrice verticale (v. 5.3)
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella 1) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare lo spessore del pezzo nella fresatrice verticale come
profondità di fresatura.
Attenzione
: la profondità di fresatura non dovrebbe superare
il diametro dell’utensile. In questi casi si deve suddividere la
profondità di fresatura in due o più passate.
• Nella fresatura di incastri si deve utilizzare la calotta di aspira-
zione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
„M“ (per es. l’aspiratore Festool
CLEANTEX
CTM).
Avvertenza
: regolare la distanza tra la calotta di aspirazione e
il pezzo verticale lasciando uno spazio suffi ciente per la trasla-
zione durante la fresatura degli incastri.
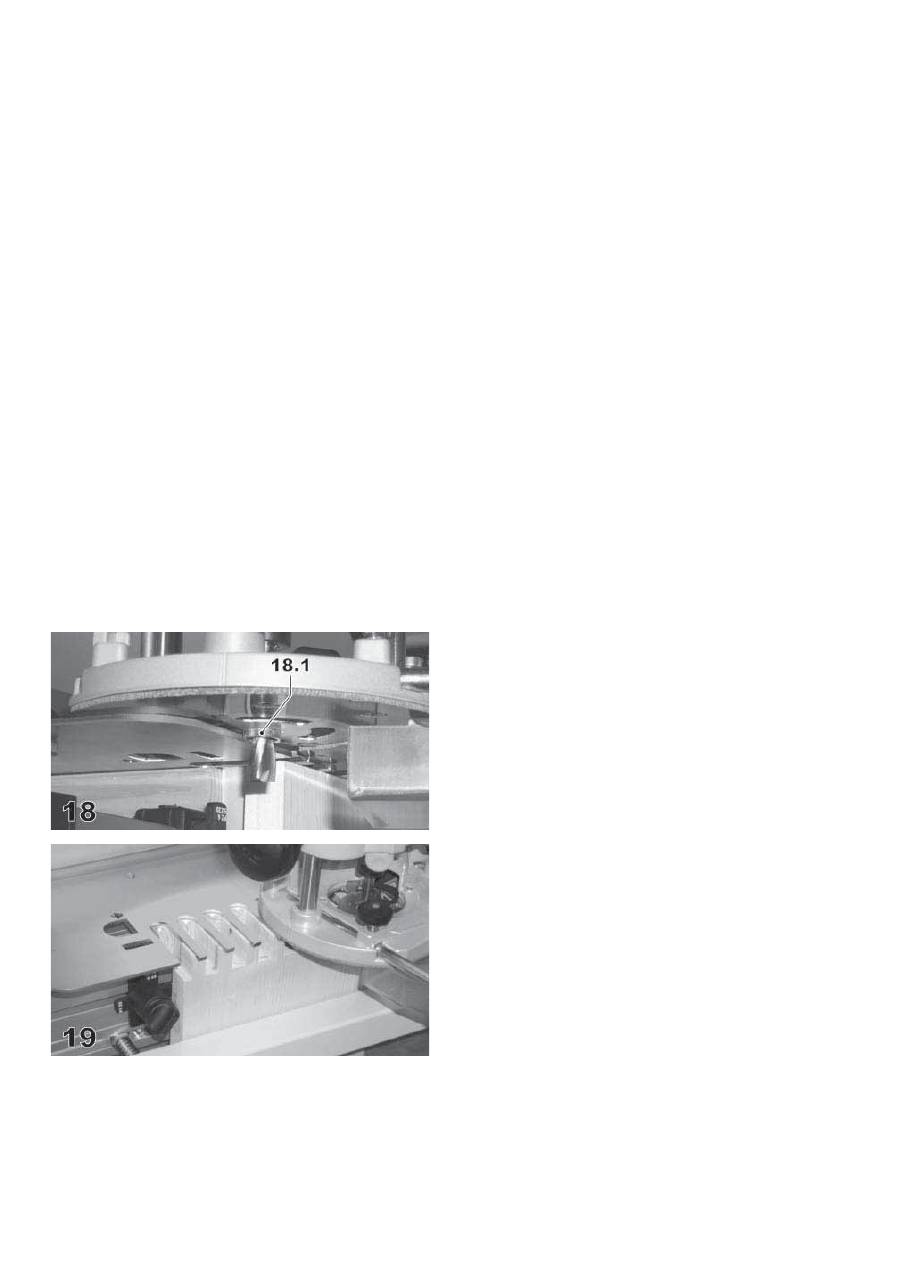
d) Lavorazione
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (18.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la pro-
fondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 19).
Attenzione
: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Controllare la profondità degli incastri prima di sbloccare i pezzi.
Se non risulta corretta, ridurre o aumentare la profondità di
fresatura sulla fresatrice verticale di un valore pari alla quota
di errore.

53
c)
Voorbereidingen aan de bovenfrees (zie 5.3)
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel 1) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de werkstukdikte als freesdiepte in.
Attentie
: de freesdiepte mag niet groter zijn dan de diameter van
de frees. De freesdiepte daarentegen moet in twee of meerdere
stappen worden ingedeeld.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
„M“ (b.v. Festool
CLEANTEX
CTM).
Aanwijzing
: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
c)
Förbereda överhandsfräsen (se 5.3)
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell 1) i överhandsfräsen spänn-
hylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din över handsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in arbetsstyckets tjocklek som fräsdjup på överhands-
fräs.
Se upp
: Fräsdjupet bör inte vara större en fräsverktygets dia-
meter. I stället rekommenderas att man delar upp fräsdjupet i
två eller fl era arbetssteg.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AH-
OF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare „M“ (t.ex. Festool
CLEANTEX
CTM).
OBS
: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
d) Bewerking
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(18.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
19).
Attentie
: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgre-
pen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
• Controleer vóór het uitspannen van de werkstukken de diepte
van de lassen. Als deze niet klopt, vergroot of verkleint u de
freesdiepte op uw bovenfrees met de fouthoeveelheid.
d) Bearbetning
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (18.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopier-
stycket. (fi g. 19).
Se upp
: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Kontrollera sinkdjupet innan du tar loss arbetsstycket. Om
djupet inte stämmer reducerar resp. ökar du fräsdjupet med
ett felmått på din överhandsfräs.

54
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
6.3
Fori per spine
a)
Inserimento della sagoma
• Fissare i due settori orientabili con la leva di bloccaggio in po-
sizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
• Aprire le manopole (20.1) per il bloccaggio della sagoma e in-
serire la sagoma.
Attenzione
: le due rotelle di regolazione (20.5) devono essere
rivolte verso il basso.
• Chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
• Orientare la sagoma in modo che i gradini inferiori delle due
rotelle di regolazione siano appoggiati sul telaio base del si-
stema per giunzioni (v. fi gura 8) e fi ssare la sagoma con le due
manopole (20.1).
• Ruotare le due battute portandone nella posizione indicata dalla
fi gura 20. Orientare le battute in modo che le frecce (20.2) siano
appoggiate sul lato diritto interno (20.3) delle rientranze della
sagoma. Fissare le battute con le manopole (20.4).
• Aprire le due leve di bloccaggio (21.1) per la regolazione della
sagoma in altezza e spostare la sagoma verso l’alto.
• Aprire la leva di bloccaggio (21.2) e ruotare i settori orientabili per
il sostegno della sagoma portandoli nella posizione posteriore
(fi gura 21). Chiudere nuovamente la leva di bloccaggio.
• Inserire un pezzo sotto le due estremità della sagoma. Spingere
la sagoma verso il basso fi no ad appoggiarla in piano sul pezzo
e chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
b) Bloccaggio
pezzi
Si devono sempre bloccare insieme entrambi i pezzi da giunta-
re.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 22):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi devono essere appoggiati lateralmente sulla battuta.
• I bordi delle superfi ci superiori dei pezzi devono trovarsi esat-
tamente a fi lo.
• I lati che si trovano all’esterno quando i pezzi sono bloccati (a1
- a4) formaneranno i lati interni della giunzione fi nita.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere bloccati
sempre nella parte superiore del sistema per giunzioni, i pezzi
„2“ e „4“ sempre nella parte anteriore.

55
6.3 Deuvelgaten
a)
Monteren van de sjabloon
• Fixeer de twee zwenksegmenten met de spanhendel in de mid-
delste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteom-zetting van de
sjablonen open en druk de houder voor de sjabloon geheel naar
beneden.
• Maak de draaiknoppen (20.1) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie
: De twee instelwielen (20.5) moeten naar beneden
wijzen.
• Sluit de twee spanhendels voor de hoogteverstelling van de
sjabloon.
• Richt de sjabloon zó uit dat de onderste afzettingen van de twee
instelwielen tegen het basisframe van het verbindingssysteem
aanliggen (zie afbeelding 8) en span de sjabloon vast met de
twee draaiknoppen (20.1).
• Draai de twee aanslagen in de in afbeelding 20 weergegeven
stand. Richt de aanslagen zó uit dat de pijlen (20.2) tegen de
binnenste, rechte kant (20.3) van de uitsparingen in de sjabloon
liggen. Klem de aanslagen vast met de draaiknoppen (20.4).
• Maak de twee spanhendels (21.1) voor de hoogteomzetting van
de sjablonen open en beweeg de sjablonen naar boven toe.
• Maak de spanhendel (21.2) open en zwaai de zwenksegmenten
voor het vasthouden van de sjabloon de achterste stand in (af-
beelding 21). Sluit de spanhendel weer.
• Leg een werkstuk onder beide uiteinden van de sjabloon. Druk
de sjabloon zó ver naar beneden dat hij plat op het werkstuk
ligt en sluit de twee spanhendels voor de hoogteomzetting van
de sjabloon.
6.3 Tapphål
a)
Sätta kopierstycket på plats
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (20.1) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se
upp
: De båda inställningsrattarna (20.5) ska visa i riktning
nedåt.
• Stäng nu de båda spännarmarna för kopierstyckets höjdjuste-
ring.
• Rikta kopierstycket så, att de undre klackarn på de båda in-
ställningsrattarna anligger mot förbindningssystemets stativ
(se fi g. 8) och spänn fast kopierstycket med hjälp av de båda
vridknapparna (20.1).
• Vrid de båda anslagen i läget som visas i fi g. 20. Rikta anslagen
så, att pilarna (20.2) anligger mot de inre raka sidan (20.3) på
kopierstyckets ursparingar. Kläm fast anslagen med hjälp av
vridknapparna (20.4).
• Lossa de båda spännarmarna (21.1) för kopierstyckets höjdjus-
tering och fl ytta kopierstycket i riktning uppåt.
• Lossa spännarmen (21.2) och sväng svängdetaljerna för kopier-
styckets hållare i det bakre läget (Bild 21). Drag åt spännarmen
igen.
• Placera nu arbetsstycket under kopierstyckets båda ändar.
Tryck ner kopierstycket så långt, tills det anligger plant mot
arbetsstycket och stäng sedan de båda spännarmarna för ko-
pierstyckets höjdjustering.
b) Werkstukken
inspannen
De twee met elkaar te verbinden werkstukken moeten altijd te-
gelijkertijd worden ingespannen.
Hierbij dient te worden gelet (zie afb. 22) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken moeten aan de zijkant tegen de aanslag lig-
gen.
• De werkstukken moeten aan de bovenkant gelijk eindigen.
• De in de ingespannen staat buiten liggende kanten (a1 - a4)
vormen de binnenkanten van de verbinding als die gereed is.
• Bij een frame (corpus) moeten de werkstukken voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de
rechter aanslag worden gelegd. De werkstukken „1“ en „3“
moeten steeds boven en de werkstukken „2“ en „4“ steeds
vooraan in het verbindingssysteem worden ingespannen.
b)
Spänna fast arbetsstycket
Man ska alltid spänna fast båda arbetsstycken som ska förbindas
med varandra samtidigt.
Beakta följande (se fi g. 22):
• Arbetsstyckena ska spännas fast på så sätt, att frontsidorna
som ska förbindas ligger mot varandra.
• Arbetsstyckena ska anligga mot anslaget på sidorna.
• Arbetsstyckena ska ligga i linje upptill.
• De sidor som i fastspänt tillstånd befi nner sig på utsidan (a1 - a4)
är sedan de invändiga sidorna på den färdigställda förbindel-
sen.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska alltid spännas fast uppe i för-
bindningssystemet och arbetsstyckena „2“ och „4“ framtill.
56
c)
Preparativi per la fresatrice verticale
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella 1) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
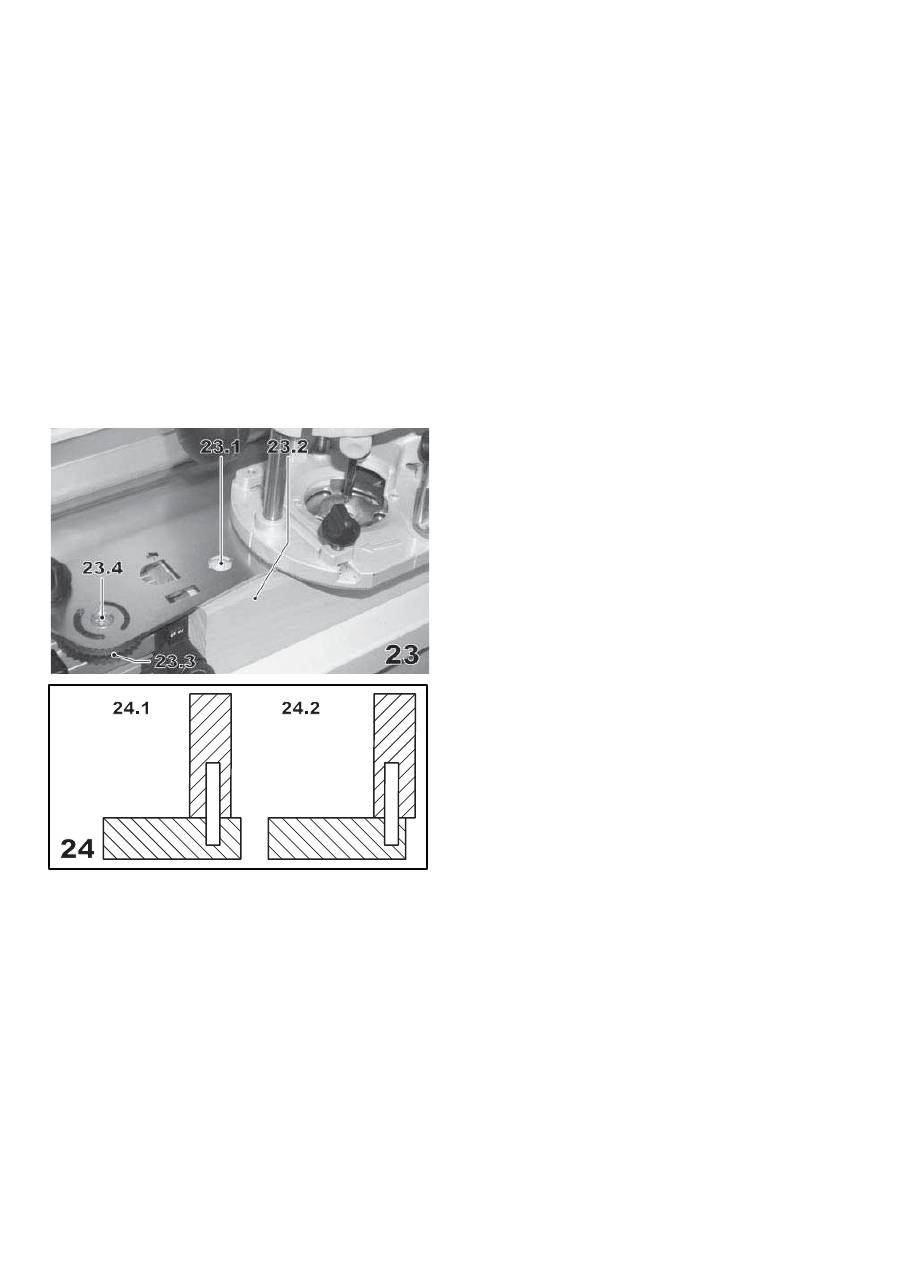
• Impostare la profondità di fresatura nel modo seguente: la
profondità dei fori del pezzo orizzontale dovrebbe corrispon-
dere a 2/3 dello spessore del pezzo. La profondità dei fori del
pezzo verticale si dovrebbe scegliere in modo che la profondità
complessiva di entrambi i fori superi di circa 2 mm la lunghezza
della spina (cfr. fi gura 24).
• Collegare la fresatrice verticale a un aspiratore adeguato della
classe di polveri „M“ (per es. l’aspiratore Festool
CLEANTEX
CTM).
d) Lavorazione
Per prima cosa si devono eseguire i fori del pezzo orizzontale (23.1).
A tale scopo si deve portare il settore orientabile nella posizione
posteriore (v. fi gura 21). Quindi si deve portare il settore orientabile
nella posizione anteriore in modo da poter eseguire la fresatura
dei fori nel pezzo verticale (23.2).
Avvertenza
: per ruotare i settori orientabili si deve sbloccare sol-
tanto la leva di bloccaggio (21.2) e non le leve di bloccaggio (21.1)
per la regolazione della sagoma in altezza.
• Appoggiare la fresatura verticale sulla sagoma facendo in modo
che il collarino dell’anello di guida ingrani nei fori della sago-
ma.
• Accendere la fresatura verticale e spingere la macchina verso
il basso fi no alla profondità di fresatura impostata. Eseguire in
tal modo la fresatura di tutti i fori, uno dopo l’altro.
• Sbloccare gli utensili e combinarli insieme. Se la giunzione a
spina non dovesse coincidere esattamente, si devono eseguire
le seguenti correzioni:
°
Il pezzo verticale è rientrante (24.1):
girare le rotelle di regolazione (23.3) della quota di errore in
direzione negativa (1 graduazione corrisponde a -0,1 mm di
sfalsamento), reinserire la sagoma come indicato nel capitolo
6.3 a).
°
Il pezzo verticale sporge (24.2):
girare le rotelle di regolazione (23.3) della quota di errore in
direzione positiva (1 graduazione corrisponde a +0,1 mm di
sfalsamento), reinserire la sagoma come indicato nel capitolo
6.3 a).
Avvertenza
: per poter agire sulle rotelle di regolazione occorre
svitare le viti (23.4) e stringerle nuovamente alla fi ne della rego-
lazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
6.4
Incastri a coda di rondine aperti
Nel caso di incastri a coda di rondine aperti, in linea di principio
devono essere fresate dapprima le code di rondine con la sagoma
SZO 14 S e/o SZO 20 S e quindi gli incastri con la sagoma SZO 14
Z e/o SZO 20 Z.

57
c)
Voorbereidingen aan de bovenfrees
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel 1) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel de freesdiepte als volgt in: de diepte van de gaten bij het
horizontale werkstuk dient 2/3 van de dikte van het werkstuk
te zijn. De diepte van de gaten bij het loodrechte werkstuk moet
zó worden gekozen dat de diepte van de twee gaten samen ca. 2
mm groter is dan de lengte van de deuvel (vergelijk afbeelding
24).
• Sluit de bovenfrees aan op een geschikt afzuigapparaat van de
stofklasse „M“ (b.v. Festool
CLEANTEX
CTM).
c) Förbereda
överhandsfräsen
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell 1) i överhandsfräsen spänn-
hylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in fräsdjupet på följande sätt: Hålens djup bör uppgå till
2/3 av arbetsstyckets tjpocklek om man bearbetar ett vågrätt
arbetsstycke. Djupet på hålen om man bearbetar ett lodrätt
arbetsstycke bör man välja så, att de båda hålen tillsammans
är ca. 2 mm större än tapplängden (jämför fi g. 24).
• Anslut överhandsfräsen till en lämplig utsugningsapparat/
dammsugare “M” (t.ex. Festool
CLEANTEX
CTM).
d) Bewerking
Eerst moeten de gaten in het horizontale werkstuk (23.1) worden
gefreesd. Hiervoor moet het zwenksegment zich in de achterste
stand bevinden (zie afbeelding 21). Daarna moet het zwenkseg-
ment naar de voorste stand worden gezwaaid, om de gaten in het
loodrechte werkstuk (23.2) te frezen.
Aanwijzing
: Voor het zwaaien van de zwenksegmenten hoeft al-
leen maar de spanhendel (21.2) te worden geopend, maar niet de
spanhendels (21.1) voor de hoogteomzetting van de sjablonen.
• Zet de bovenfrees op de sjabloon zodat de kraag van de aan-
loopring in de boringen van de sjabloon grijpt.
• Zet de bovenfrees aan en druk de machine naar beneden tot de
ingestelde freesdiepte. Frees op deze wijze alle gaten achter
elkaar.
• Span de werkstukken uit en zet deze in elkaar. Als de deuvel-
verbinding niet exact klopt, dienen de volgende correcties te
worden uitgevoerd:
°
Het loodrechte werkstuk helt achterover (24.1):
instelwie-
len (23.3) met de fouthoeveelheid in de inrichting draaien (1
schaalstreep komt overeen met - 0,1 mm foutieve afstelling),
sjabloon (i.o.m. hoofdstuk 6.3 a) opnieuw plaatsen.
°
Het loodrechte werkstuk helt naar voren (24.2):
instelwielen
(23.3) met de fouthoeveelheid in de plusrichting draaien (1
schaalstreep komt overeen met +0,1 mm foutieve afstelling),
sjabloon (i.o.m. hoofdstuk 6.3 a) opnieuw plaatsen.
Aanwijzing
: om de instelwielen te kunnen omzetten moet u de
schroeven (23.4) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
d) Bearbetning
Först fräser man hålen i det vågräta arbetsstycket (23.1).
För att kunna göra det måste svängdetaljen befi nna sig i det bakre
läget (se fi g. 21).
Sedan svänger man svängdetaljen i det främre läget för att fräsa
hålen i det lodräta arbetsstycket (23.2).
OBS
: För att kunna svänga svängdetaljen behöver man endast
lossa en spänarm (21.2), emellertid inte spännarmarna (21.1) för
kopierstyckets höjdjustering.
• Placera överhandsfräsen så på kopierstycket, att startringens
ansats greppar i kopierstyckets borrhål.
• Tillkoppla överhandsfräsen och tryck ner maskinen ända till det
inställda fräsdjupet. Fräs nu samtliga hål i tur och ordning.
• Lossa arbetsstyckena och sätt ihop dem. Om tapphålsförbind-
ningen inte skulle stämma exakt krävs följande korrekturer:
°
Det lodräta arbetsstycket befi nner sig för långt tillbaka
(24.1):
Vrid inställningsrattarna (23.3) i minus-riktning motsvarande
felmåttet (1 streck på skalan motsvarar -0,1 mm förskjutning),
sätt i kopierstycket på nytt motsvarande kapitel 6.3 a).
°
Det lodräta arbetsstycket står ut för mycket (24.2):
Vrid inställningsrattarna (23.3) i plus-riktning motsvarande
felmåttet (1 streck på skalan motsvarar + 0,1 mm förskjutning),
sätt i kopierstycket på nytt motsvarande kapitel 6.3 a).
OBS
: För att kunna justera inställningsrattarna måste du lossa
skruvarna (23.4) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
6.4 Open
zwaluwstaartlassen
Bij open zwaluwstaartlassen dienen in principe eerst de zwaluwen
met sjabloon SZO 14 S resp. SZO 20 S en vervolgens de lassen met
sjabloon SZO 14 Z resp. SZO 20 Z te worden gefreesd.
6.4 Öppna
laxstjärt-sinkor
Vid öppna laxstjärtsinkor måste först laxstjärtarna fräsas ut med
kopierstycket SZO 14 S resp SZO 20 S och sedan sinkorna med
kopierstycket SZO 14 Z resp SZO 20 Z.

58
6.4.1 Code di rondine
a)
Inserimento della sagoma (SZO 14 S e/o SZO 20 S) e fi s-
saggio del paraschegge
• Fissare i due settori orientabili con la leva di bloccaggio in po-
sizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
• Aprire le manopole (25.2) per il bloccaggio della sagoma e in-
serire la sagoma.
Attenzione
: il lato posteriore ricurvo della sagoma (25.1) deve
essere rivolto verso l’alto.
• Spingere la sagoma fi no a battuta verso la parte posteriore e
bloccarla con le due manopole (25.2).
• Ruotare le due battute portandole in posizione “SZ 14” e “SZ 20”
(25.4). Orientare le battute in modo che le frecce (25.7) siano
appoggiate sul lato diritto interno (25.6) delle rientranze della
sagoma. Fissare le battute con le manopole (25.3).
• Spostare la sagoma verso l’alto e inserire un blocco di legno
tenero (25.5) come paraschegge sotto la sagoma.
Avvertenza
: il paraschegge impedisce che il pezzo si scheggi
sul retro durante la fresatura.
Attenzione
: affi nché il sistema per giunzioni non venga danneg-
giato durante la fresatura e il paraschegge possa svolgere la
sua funzione, deve avere circa 5 mm in più di spessore rispetto
al pezzo da lavorare e almeno la stessa larghezza del pezzo da
lavorare.
• Spingere la sagoma verso il basso fi no ad appoggiarla in piano
sul paraschegge e chiudere le due leve di bloccaggio per la
regolazione della sagoma in altezza.
• Orientare il paraschegge in modo che sia a fi lo con il bordo
anteriore del telaio base e fi ssarlo con il pressore superiore.
b) Bloccaggio
pezzo
Bloccate un pezzo che debba essere munito di coda di rondine. Si
devono osservare i seguenti punti (vedere fi gura 26):
• Il pezzo dev’essere appoggiato lateralmente sulla battuta.
• Il pezzo dev’essere spinto dal basso contro la sagoma e trovarsi
sopra a livello con il paraschegge.
• Per quanto riguarda il mod. SZO 14 S, includere nel montaggio
anche l’angolare in plastica (26.1) allegato.
c)
Preparazione per la fresatrice verticale
(dopo il montaggio dell’anello a copiare, vedere cap. 5.3)
Attenzione: prima di cambiare l’utensile si deve scollegare sem-
pre la spina dalla presa di corrente!
• Bloccare l’utensile (vedere T2) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare lo spessore del pezzo nella fresatrice verticale come
profondità di fresatura.
• Nella fresatura di incastri si deve utilizzare la calotta di aspira-
zione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
“M” (per es. l’aspiratore Festool
CLEANTEX
CTM).
Avvertenza
: regolare la distanza tra la calotta di aspirazione e il
pezzo verticale lasciando uno spazio suffi ciente per la traslazione
durante la fresatura degli incastri.

59
6.4.1 Zwaluwen
a)
Inzetten van de sjabloon (SZO 14 S resp. SZO 20 S) en
monteren van een splinterbescherming
• Fixeer de twee zwenksegmenten met de spanhendel in de mid-
delste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteomzetting van de sjablonen
open en druk de houder voor de sjabloon geheel naar beneden.
• Maak de draaiknoppen (25.2) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie
: de omgebogen achterste kant (25.1) van de sjabloon
moet naar boven wijzen.
• Schuif de sjabloon tot aan de aanslag naar achteren en span
hem vast met de twee draaiknoppen (25.2)
• Draai de twee aanslagen naar stand “SZ 14” resp. “SZ 20” (25.4).
Richt de aanslagen zó uit dat de pijlen (25.7) tegen de binnenste,
rechte kant (25.6) van de uitsparingen in de sjabloon liggen.
Klem de aanslagen vast met de draaiknoppen (25.3).
• Beweeg de sjabloon naar boven en leg een zachthouten plank
(25.5) als splinterbescherming de sjabloon.
Aanwijzing
: de splinterbescherming voorkomt dat het werkstuk
bij het frezen aan de achterkant versplintert.
Attentie
: om het verbindingsysteem bij het frezen niet te bescha-
digen en de splinterbescherming zijn taak te laten vervullen,
moet de splinterbescherming ca. 5 mm dikker zijn dan het te
bewerken werkstuk en minimaal de breedte van het te bewerken
werkstuk hebben.
• Druk de sjabloon zó ver naar beneden dat hij plat op de splin-
terbescherming ligt en sluit de twee spanhendels voor de
hoogteomzetting van de sjabloon.
• Richt de splinterbescherming zó uit dat hij gelijk met de voorkant
van het basisframe uitkomt en span hem vast met de bovenste
drukbalk.
6.4.1 Laxstjärtar
a)
Sätta kopierstycket (SZO 14 S resp SZO 20 S) på plats och
fästa splitterskyddet
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (25.2) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se
upp
: Den böjda bakre sidan (25.1) på kopierstycket ska visa
uppåt.
• Skjut kopierstycket bakåt ända till anslaget och spänn det med
hjälp av de båda vridknapparna (25.2).
• Vrid de båda anslagen så, att det står på “SZ 14” resp. “SZ 20”
(25.4). Rikta anslagen så, att pilarna (25.7) anligger mot de
inre raka sidan (25.6) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (25.3).
• Flytta kopierstycket i riktning uppåt och lägg en bräda av mjukt
trä (25.5) som splitterskydd under kopierstycket.
OBS
: Splitterskyddet förhindrar att arbetsstycket splittrar i
sambandn med fräsningen.
Se upp
: För att förbindningssystemet inte ska kunna ta skada
i samband med fräsningen och splitterskyddet ska fungera
optimalt måste splitterskyddet vara ca. 5 mm tjockare än ar-
betsstycket du bearbetar och vara minst så brett som själva
arbetsstycket.
• Tryck ner kopierstycket så långt att med helt anligger mot split-
terskyddet och lås de båda
spännarmarna för kopierstyckets höjdjustering.
• Rikta splitterskyddet så, att det slutar i linje med framkanten
på stativet och spänn fast splitterskyddet med hjälp av den övre
tryckbalken.
b) Werkstuk
inspannen
Span een werkstuk in dat van zwaluwen voorzien dient te worden.
Daarbij moet erop gelet worden (zie afb. 26):
• Het werkstuk dient met de zijkant tegen de aanslag aan te lig-
gen.
• Het werkstuk moet vanaf de onderzijde tegen het sjabloon wor-
den geschoven en met de splinterbescherming aan de bovenkant
vlak aansluiten.
• De kunststofhoek (26.1) die bij de SZO 14 S is ingesloten, even-
eens inspannen.
c)
Voorbereidingen aan de bovenfrees
(na inbouw van de kopieerring, zie Hfdst. 5.3)
Attentie: alvorens gereedschap te wisselen, dient altijd de stek-
ker uit het stopcontact te worden gehaald!
• Span de frees (zie T2) in de spantang van de boven frees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de werkstukdikte als freesdiepte in.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
“M” (b.v. Festool
CLEANTEX
CTM).
Aanwijzing
: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
b) Fästa
arbetsstycket
Spänn in arbetsstycket som skall förses med laxstjärtar. Att tänka
på (se bild 26):
• Arbetsstycket måste ligga med sidan mot anslaget.
• Arbetsstycket måste skjutas underifrån mot kopierstycket och
upptill ligga jämnt mot splitterskyddet.
• Vid SZO 14 S ska även plastvinkeln (26.1) spännas in samti-
digt.
c) Förbereda
överhandsfräsen
(efter montering av kopierringen, se kap. 5.3)
OBS! Innan man byter verktyg ska man alltid dra ut nätkontakten
ur eluttaget!
• Spänn fast fräsverktyget (se T2) i överhandsfräsen spänn-
hylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in arbetsstyckets tjocklek som fräsdjup på överhands-
fräs.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AH-
OF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare “M” (t.ex. Festool
CLEANTEX
CTM).
OBS
: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
60
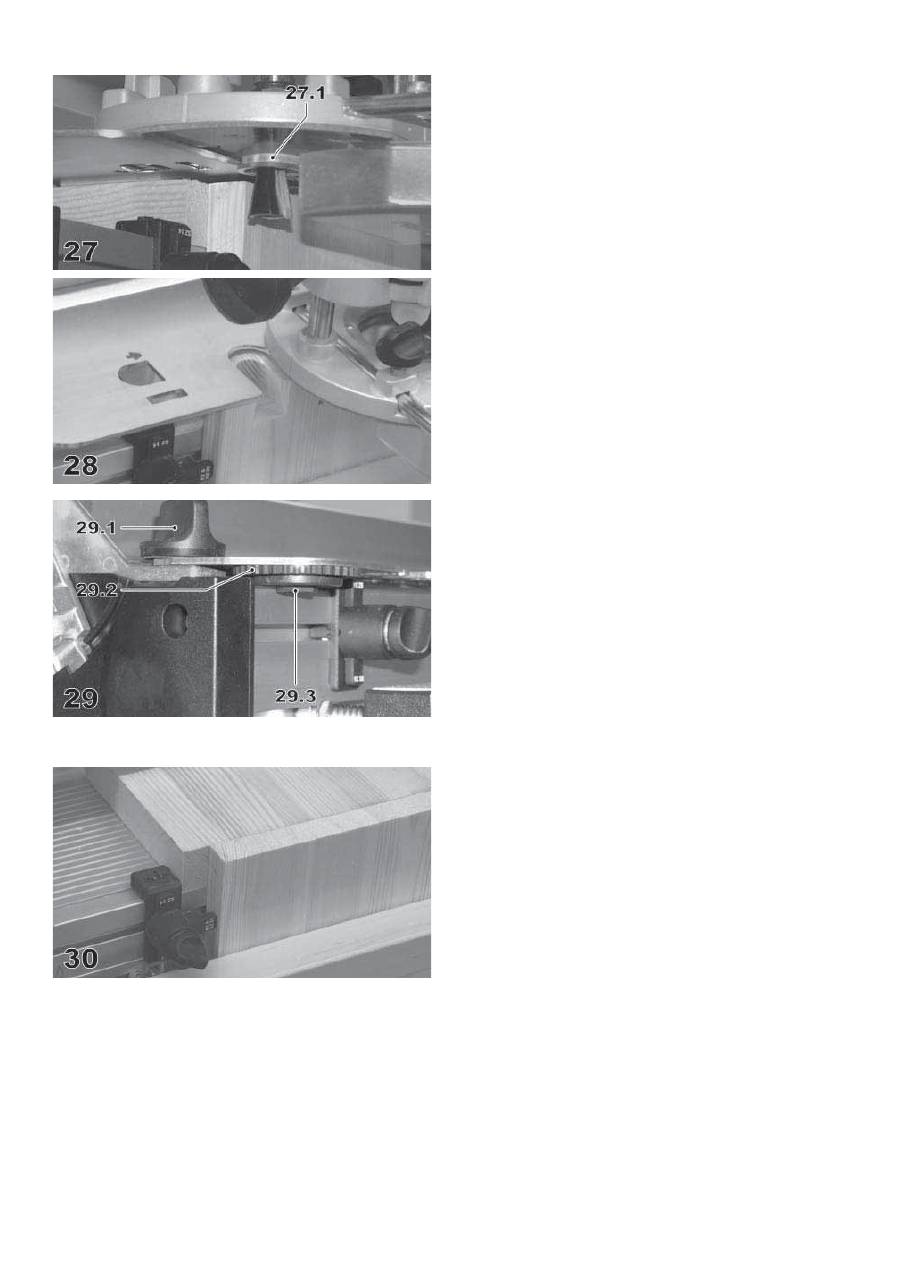
d) Lavorazione
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (27.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la pro-
fondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 28).
Attenzione
: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre con
entrambe le impugnature in parallelo alla sagoma e non girare la
macchina durante la fresatura. Durante l’operazione non si deve
mai cambiare la profondità di fresatura.
Eseguite in questo modo la fresatura a coda di rondine su tutti i
pezzi in lavorazione.
6.4.2 Incastri
a)
Inserimento della sagoma (SZO 14 Z e/o SZO 20 Z) e
fi ssaggio del paraschegge
Per la collocazione della sagoma e per il fi ssaggio del paraschegge
procedete analogamente a quanto descritto nel punto 6.4.1 a),
tuttavia con la seguente variazione:
• Le due rotelle di regolazione (29.2) devono essere rivolte verso
il basso.
• Orientare la sagoma in modo che i gradini inferiori (29.3) delle
due rotelle di regolazione siano appoggiati sul telaio base del
sistema per giunzioni e fi ssare la sagoma con le due manopole
(29.1).
b) Bloccaggio
pezzo
Bloccate un pezzo che debba essere munito di incastro. Si devono
osservare i seguenti punti (vedere fi gura 30):
• Il pezzo dev’essere appoggiato lateralmente sulla battuta.
• Il pezzo dev’essere spinto dal basso contro la sagoma e trovarsi
sopra a livello con il paraschegge.
c)
Preparazione per la fresatrice verticale
(dopo il montaggio dell’anello a copiare, vedere cap. 5.3)
Attenzione: prima di cambiare l’utensile si deve scollegare sem-
pre la spina dalla presa di corrente!
• Sostituite la fresa per l’incastro a coda di rondine con la fresa
per scanalature (vedere T2), ed impostate sulla Vostra fresatrice
verticale lo spessore del pezzo in lavorazione come profondità
di fresatura.
