Festool OF 1400 EBQ: инструкция
Раздел: Сети, связь, телекоммуникации, интернет, безопасность
Тип: Роутер
Инструкция к Роутеру Festool OF 1400 EBQ

Originalbetriebsanleitung
7
Original operating manual
13
Notice d’utilisation d’origine
18
Manual de instrucciones original
24
Istruzioni per l’uso originali
28
Originele gebruiksaanwijzing
35
Originalbruksanvisning
40
Alkuperäiset käyttöohjeet
45
Original brugsanvisning
50
Originalbruksanvisning
55
Manual de instruções original
60
Оригинал Руководства по эксплуатации
65
Originál návodu k obsluze
71
Oryginalna instrukcja eksploatacji
76
701660_003
OF 1400 EB
OF 1400 EBQ
2
3.1
3.3
3.4
3.5
3.6
1.6
1.7
1.2
1.3
1.4
1.8
1.9
1.5
1.13
1.15
1.14
1.16
3.2
3
1.1
1.10
1.11
1.12
1
3a
3a.2
3a.3
3a.1
4.1
4.4
5.1
5.2
4.3
4.2
5.3
5.4
4.5
4.7
4.8
4.6
5 4
6.5
6.6
6.4
6.1
6.3
6.2
6 7
7.1 7.2
7.3
7.5
7.4
8.3
8.2
8.1
8 9
10.7
10
10.1
10.6
10.3
10.4
10.5
10.2
Y
1
2
3
11
EG-Konformitätserklärung.
Wir erklären in
alleiniger Verantwortung, dass dieses Produkt
mit den folgenden Normen oder normativen Doku-
menten übereinstimmt: EN 60745-1, EN 60745-2-17,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-
3 gemäß den Bestimmungen der Richtlinien 2006/42/
EG, 2004/108/EG,
2011/65/EU
.
EC-Declaration of Conformity:
We declare
at our sole responsibility that this product is
in conformity with the following standards or stan-
dardised documents: EN 60745-1, EN 60745-2-17,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-
3-3 in accordance with the regulations 2006/42/EC,
2004/108/EC,
2011/65/EU
.
CE-Déclaration de conformité communau-
taire.
Nous déclarons sous notre propre res-
ponsabilité que ce produit est conforme aux normes
ou documents de normalisation suivants: EN 60745-1,
EN 60745-2-17, EN 55014-1, EN 55014-2, EN 61000-
3-2, EN 61000-3-3 conformément aux prescriptions
des directives 2006/42/CE, 2004/108/CE,
2011/65/UE
.
CE-Declaración de conformidad.
Declaramos
bajo nuestra exclusiva responsabilidad que este
producto corresponde a las siguientes normas o do-
cumentos normalizados: EN 60745-1, EN 60745-2-17,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3
conforme a las prescripciones estipuladas en las di-
rectrices 2006/42/CE, 2004/108/CE,
2011/65/UE
.
CE-Dichiarazione di conformità.
Dichiariamo
sotto la nostra esclusiva responsabilità che il
presente prodotto è conforme alle norme e ai docu-
menti normativi seguenti: EN 60745-1, EN 60745-2-17,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3
conformemente alle normative delle direttive 2006/42/
CE, 2004/108/CE,
2011/65/UE
.
EG-conformiteitsverklaring.
Wij verklaren
op eigen verantwoordelijkheid dat dit produkt
voldoet aan de volgende normen of normatieve do-
cumenten: EN 60745-1, EN 60745-2-17, EN 55014-1,
EN 55014-2, EN 61000-3-2, EN 61000-3-3 conform de
richtlijnen 2006/42/EG, 2004/108/EG,
2011/65/EU
.
EG-konformitetsförklaring.
Vi förklarar i eget
ansvar, att denna produkt stämmer överens
med följande normer och normativa dokument: EN
60745-1, EN 60745-2-17, EN 55014-1, EN 55014-2, EN
61000-3-2, EN 61000-3-3 enligt bestämmelserna i di-
rektiven 2006/42/EG, 2004/108/EG,
2011/65/EU
.
EY-standardinmukaisuusvakuutus.
Vakuu-
tamme yksinvastuullisina, että tuote on seuraa-
vien standardien ja normatiivisten ohjeiden mukainen:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN 55014-2,
EN 61000-3-2, EN 61000-3-3 direktiivien 2006/42/EY,
2004/108/EY,
2011/65/EU
määräysten mukaan.
EF-konformitetserklæring:
Vi erklærer at
have alene ansvaret for, at dette produkt er i
overensstemmelse med de følgende normer eller
normative dokumenter: EN 60745-1, EN 60745-2-17,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-
3-3 i henhold til bestemmelserne af direktiverne
2006/42/EG, 2004/108/EG,
2011/65/EU
.
CE-Konformitetserklæring.
Vi erklærer på eget
ansvar at dette produktet er i overensstemmelse
med følgende normer eller normative dokumenter: EN
60745-1, EN 60745-2-17, EN 55014-1, EN 55014-2, EN
61000-3-2, EN 61000-3-3 iht. Bestemmelsene i rådsdi-
rektivene 2006/42/EF, 2004/108/EF,
2011/65/EU
.
CE-Declaração de conformidade:
Declaramos,
sob a nossa exclusiva responsabilidade, que
este produto corresponde às normas ou aos docu-
mentos normativos citados a seguir: EN 60745-1, EN
60745-2-17, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3 segundo as disposições das directivas
2006/42/CE, 2004/108/CE,
2011/65/EU
.
Декларация соответствия ЕС.
Мы заявляем с
исключительной ответственностью, что дан-
ный продукт соответствует следующим нормам или
нормативным документам: EN 60745-1, EN 60745-2-
17, EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-
3-3 в соответствии с положениями директив 2006/42/
EG, 2004/108/EG,
2011/65/EU
.
ES prohlášení o shodě.
Prohlašujeme s veške-
rou odpovědností, že tento výrobek je ve shodě
s následujícími normami nebo normativními doku-
menty: EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 podle ustano-
vení směrnic, 2006/42/ES, 2004/108/ES,
2011/65/EU
.
Oświadczenie o zgodności z normami UE.
Niniejszym oświadczamy na własną odpo-
wiedzialność, że produkt ten spełnia następujące
normy lub dokumenty normatywne: EN 60745-1, EN
60745-2-17, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3 zgodnie z postanowieniami wytycznych
2006/42/EG, 2004/108/EG,
2011/65/UE
.
Festool Group GmbH & Co. KG
Wertstr. 20, D-73240 Wendlingen
Dr. Martin Zimmer
Leiter Forschung, Entwicklung, technische
Dokumentation
10.12.2012
Oberfräse, Router,
Défonceuse
Serien-Nr., Serial
no., N° de série
OF 1400 EBQ
491367
OF 1400 EQ
492584
Jahr der CE-Kennzeichnung:
2004
Year of CE mark:
Année du marquage CE :
7
Symbole
Warnung vor allgemeiner Gefahr
Atemmaske tragen!
Augenschutz tragen!
Gehörschutz tragen!
Anleitung/Hinweise lesen!
1 Bestimmungsgemäße
Verwendung
Die Oberfräsen sind bestimmungsgemäß vorge-
sehen zum Fräsen von Holz, Kunststoffen und
holzähnlichen Werkstoffen.
Bei Verwendung der in den Festool Verkaufsun-
terlagen dafür vorgesehenen Fräswerkzeugen
kann auch Aluminium und Gipskarton bearbeitet
werden.
Für Schäden und Unfälle bei nicht be-
stimmungsgemäßem Gebrauch haftet
der Benutzer.
2 Sicherheitshinweise
2.1 Allgemeine
Sicherheitshinweise
Warnung!
Lesen Sie sämtliche Sicher-
heitshinweise und Anweisungen.
Fehler bei der
Einhaltung der Warnhinweise und Anweisungen
können elektrischen Schlag, Brand und/oder
schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und An-
weisungen für die Zukunft auf.
Der in den Sicherheitshinweisen verwendete
Begriff „Elektrowerkzeug“ bezieht sich auf netz-
betriebene Elektrowerkzeuge (mit Netzkabel)
und auf akkubetriebene Elektrowerkzeuge (ohne
Netzkabel).
2.2
Maschinenspezifi sche Sicherheitshin-
weise
-
Halten Sie das Elektrowerkzeug an den iso-
lierten Grifffl ächen, da der Fräser das eigene
Netzkabel treffen kann.
Der Kontakt mit einer
spannungsführenden Leitung kann auch me-
tallene Geräteteile unter Spannung setzen und
könnte zu einem elektrischen Schlag führen.
-
Befestigen und sichern Sie das Werkstück
mittels Zwingen oder auf andere Art und Wei-
se an einer stabilen Unterlage.
Wenn Sie das
Werkstück nur mit der Hand oder gegen Ihren
Körper halten, bleibt es labil, was zum Verlust
der Kontrolle führen kann.
-
Festool Elektrowerkzeuge dürfen nur in Ar-
beitstische eingebaut werden, die von Festool
hierfür vorgesehen sind.
Durch den Einbau in
einen anderen oder selbstgefertigten Arbeits-
tisch kann das Elektrowerkzeug unsicher wer-
den und zu schweren Unfällen führen.
- Die auf dem Werkzeug angegebene Höchstdreh-
zahl darf nicht überschritten werden, bzw. der
Drehzahlbereich muss eingehalten werden.
- Spannen Sie Werkzeuge nur mit dem Schaft-
durchmesser ein, für den die Spannzange vor-
gesehen ist.
- Achten Sie auf einen festen Sitz des Fräsers und
überprüfen Sie dessen einwandfreien Lauf.
- Die Spannzange und Überwurfmutter dürfen
keine Beschädigungen aufweisen.
- Rissige Fräser oder solche, die ihre Form ver-
ändert haben, dürfen nicht verwendet werden.
Tragen Sie geeignete persönli-
che Schutzausrüstungen: Ge-
hörschutz, Schutzbrille, Staub-
maske bei stauberzeugenden
Arbeiten, Schutzhandschuhe
beim Bearbeiten rauher Ma-
terialien und beim Werkzeug-
wechsel.
Oberfräse
Technische Daten
OF 1400 EBQ/OF 1400 EQ
Leistung 1400
W
Drehzahl (Leerlauf)
10000 - 22000 min
-1
Tiefenschnellverstellung 70
mm
Tiefenfeinverstellung 8
mm
Anschlussgewinde der Antriebswelle
M22x1,0
Fräserdurchmesser
max. 63 mm
Gewicht (ohne Kabel)
4,5 kg
Schutzklasse
/ II
Die angegebenen Abbildungen fi nden Sie am Anfang dieser Bedienungsanleitung.
8
3 Emissionswerte
Die nach EN 60745 ermittelten Werte betragen
typischerweise:
Schalldruckpegel 82
dB(A)
Schallleistungspegel
93 dB(A)
Messunsicherheitszuschlag
K = 3 dB
Gehörschutz
tragen!
Schwingungsgesamtwerte (Vektorsumme dreier
Richtungen) ermittelt entsprechend EN 60745:
Schwingungsemissionswert
(3-achsig)
a
h
= 3,5 m/s
2
Unsicherheit
K = 2,0 m/s²
Die angegebenen Emissionswerte (Vibration,
Geräusch)
– dienen dem Maschinenvergleich,
– eignen sich auch für eine vorläufi ge Einschät-
zung der Vibrations- und Geräuschbelastung
beim Einsatz,
– repräsentieren die hauptsächlichen Anwen-
dungen des Elektrowerkzeugs.
Erhöhung möglich bei anderen Anwendungen, mit
anderen Einsatzwerkzeugen oder ungenügend
gewartet. Leerlauf- und Stillstandszeiten der
Maschine beachten!
4
Elektrischer Anschluss und Inbetrieb-
nahme
Die Netzspannung und die Frequenz müs-
sen mit den Angaben auf dem Typenschild
übereinstimmen!
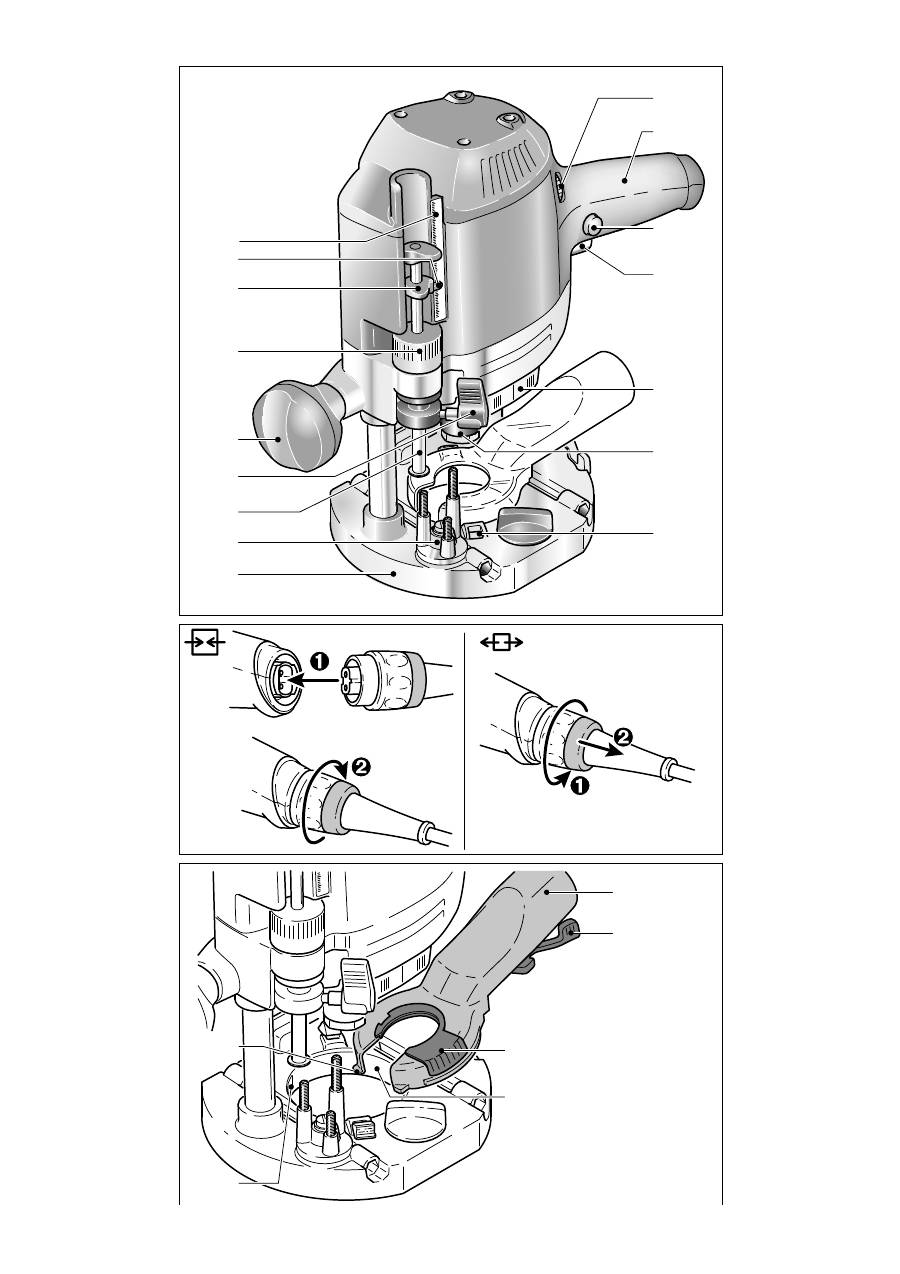
Der Schalter (1.13) dient als Ein-/Aus-Schalter.
Für Dauerbetrieb kann er mit dem seitlichen
Arretierknopf (1.12) eingerastet werden. Durch
nochmaliges Drücken des Schalters wird die Ar-
retierung wieder gelöst. Anschließen und Lösen
der Netzanschlussleitung siehe Bild 2.
5
Einstellungen an der Maschine
Ziehen Sie vor allen Arbeiten an der Ma-
schine stets den Netzstecker aus der
Steckdose.
5.1 Elektronik
Arbeiten Sie nicht mit der Maschine, wenn die
Elektronik defekt ist, da dies zu überhöhten Dreh-
zahlen führen kann. Eine fehlerhafte Elektronik
erkennen Sie am fehlenden Sanftanlauf oder
wenn keine Drehzahlregelung möglich ist.
Die OF 1400 EBQ, OF 1400 EQ besitzen
eine Vollwellenelektronik mit folgenden
Eigenschaften:
Sanftanlauf
Der elektronisch geregelte Sanftanlauf sorgt für
ruckfreien Anlauf der Maschine.
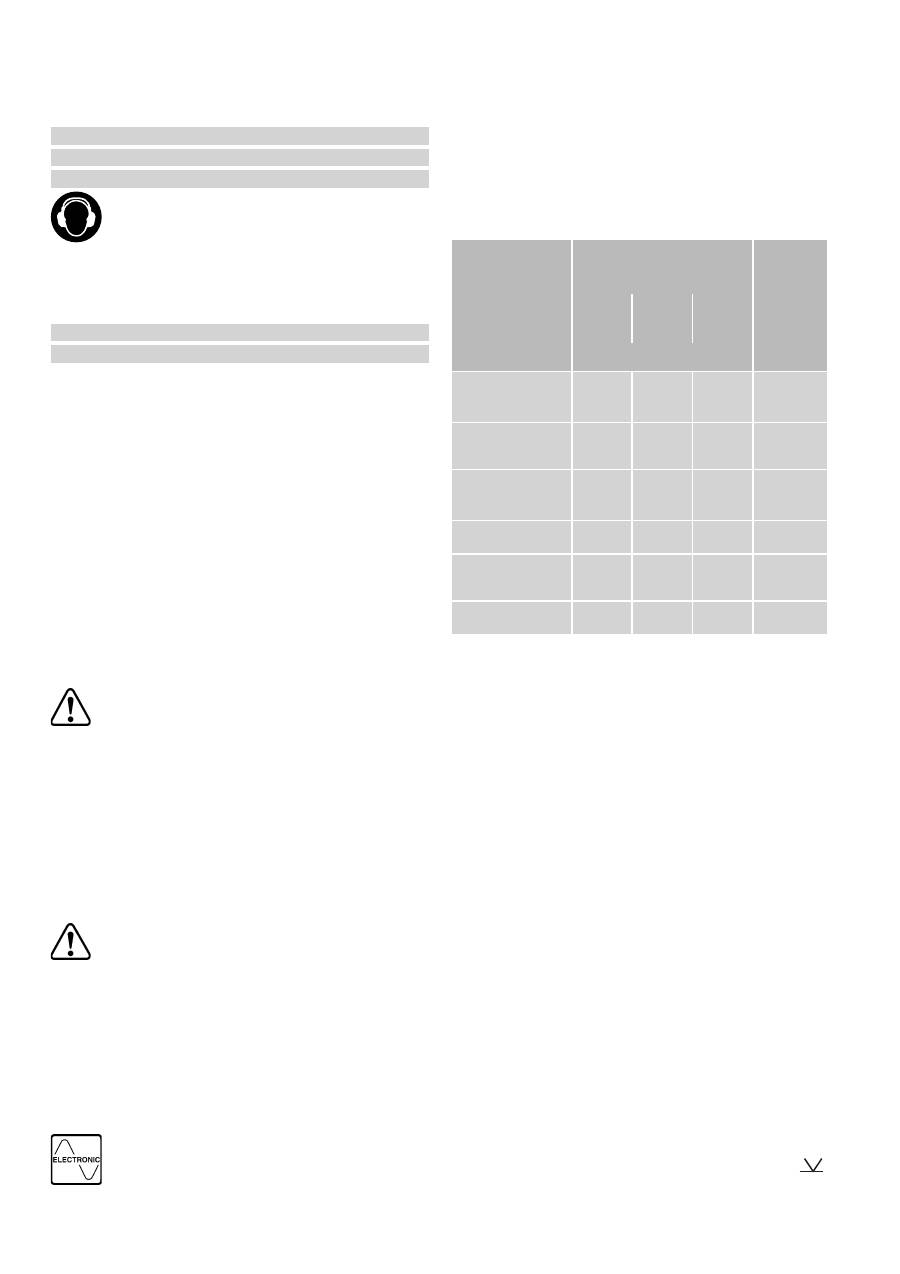
Drehzahlregelung
Die Drehzahl lässt sich mit dem Stellrad (1.10)
stufenlos zwischen 10000 und 22000 min
-1
einstel-
len. Damit können Sie die Schnittgeschwindigkeit
dem jeweiligen Werkstoff optimal anpassen:
Fräserdurchmesser
[mm]
empf
ohl
enes
Schneiden-
mat
erial
Material
10 -25
25 - 40
40 - 60
Stellrad-Stufe
Hartholz
6 - 4
5 - 3
3 - 1
HW
(HSS)
Weichholz
6 - 5
6 - 3
4 - 1
HSS
(HW)
Spanplatten,
beschichtet
6 - 5
6 - 3
4 - 2
HW
Kunststoff
6 - 4
5 - 3
2 - 1
HW
Aluminium
3 - 1
2 - 1
1
HSS
(HW)
Gipskarton
2 - 1
1
1
HW
Konstante Drehzahl
Die vorgewählte Motordrehzahl wird elektronisch
konstant gehalten. Dadurch wird auch bei Belas-
tung eine gleichbleibende Schnittgeschwindigkeit
erreicht.
Temperatursicherung
Bei zu hoher Motortemperatur werden Stromzu-
fuhr und Drehzahl reduziert. Die Maschine läuft
nur noch mit verringerter Leistung, um eine
rasche Abkühlung durch die Motorlüftung zu er-
möglichen. Nach Abkühlung läuft die Maschine
wieder selbstständig hoch.
Bremse (OF 1400 EBQ)
Die OF 1400 EBQ besitzt eine elektronische Brem-
se, die nach dem Ausschalten der Maschine die
Spindel mit dem Werkzeug in ca. 2 Sekunden zum
Stehen bringt.
5.2 Werkzeug
wechseln
Für den Werkzeugwechsel können Sie die Ma-
schine auf den Kopf stellen.
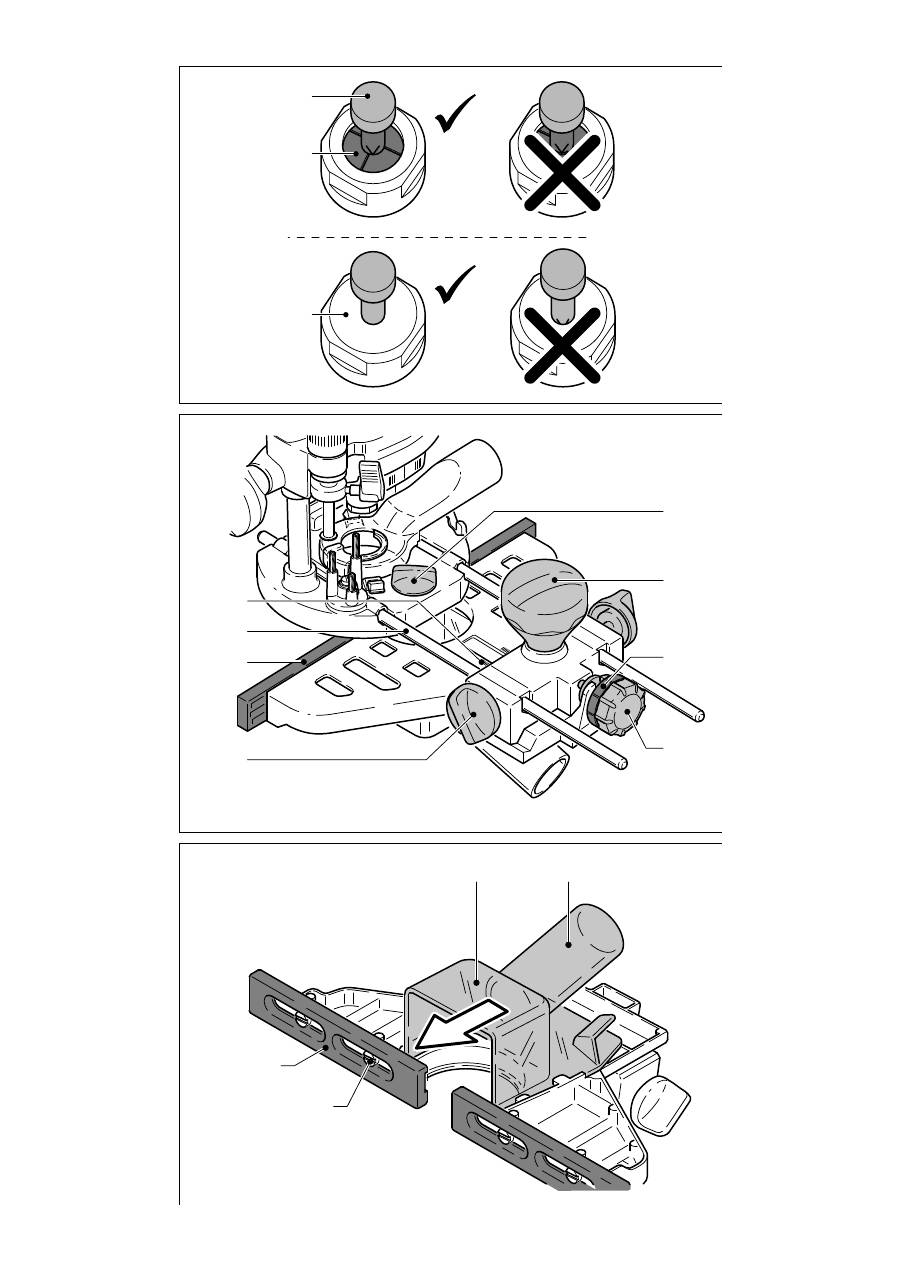
a) Werkzeug
einsetzen
- Stecken Sie das Fräswerkzeug so weit wie mög-
lich, zumindest jedoch bis zur Markierung (
)
am Fräserschaft, in die geöffnete Spannzange.
9
Wenn die Spannzange [3a.2] aufgrund der Über-
wurfmutter (3a.3) nicht sichtbar ist, muss das
Fräswerkzeug [3a.1] zumindest so weit in die
Spannzange eingeführt werden, dass die Mar-
kierung
nicht mehr über die Überwurfmutter
übersteht.
- Drücken Sie den Schalter (1.14) für die Spindel-
arretierung auf der rechten Seite.
- Ziehen Sie die Mutter (1.15) mit einem Gabel-
schlüssel (SW 24) fest.
Hinweis:
die Spindelarretierung blockiert die
Motorspindel jeweils nur in eine Drehrichtung.
Daher braucht der Schraubenschlüssel beim
Öffnen bzw. Schließen der Mutter nicht abgesetzt
werden, sondern kann wie eine Ratsche hin- und
herbewegt werden.
b) Werkzeug
entnehmen
- Drücken Sie den Schalter (1.14) für die Spindel-
arretierung auf der linken Seite.
- Lösen Sie die Mutter (1.15) mit einem Gabel-
schlüssel SW 24 so weit, bis Sie einen Wider-
stand spüren. Überwinden Sie diesen Widerstand
durch Weiterdrehen des Gabelschlüssels.
- Entnehmen Sie den Fräser.
5.3 Spannzangenwechsel
Es sind Spannzangen für folgende Schaftdurch-
messer erhältlich: 6,0 mm, 6,35 mm, 8 mm,
9,53 mm, 10 mm, 12 mm, 12,7 mm (Bestellnum-
mern siehe Festool-Katalog oder Internet „www.
festool.com“).
- Drehen Sie die Mutter (1.15) vollständig ab und
nehmen Sie sie zusammen mit der Spannzange
aus der Spindel.
- Setzen Sie eine neue Spannzange mit Mutter in
die Spindel ein und drehen Sie die Mutter leicht
an. Ziehen Sie die Mutter nicht fest, wenn kein
Fräser eingesteckt ist!
5.4 Frästiefe
einstellen
Das Einstellen der Frästiefe erfolgt in drei Schrit-
ten:
a) Nullpunkt
einstellen
- Öffnen Sie den Spannhebel (1.6), so dass der
Tiefenanschlag (1.7) frei beweglich ist.
- Stellen Sie die Oberfräse mit dem Frästisch
(1.9) auf eine ebene Unterlage. Öffnen Sie den
Drehknopf (1.5) und drücken Sie die Maschine so
weit nach unten bis der Fräser auf der Unterlage
aufsitzt.
- Klemmen Sie die Maschine durch Schließen
des Drehknopfs (1.5) in dieser Stellung fest.
- Drücken Sie den Tiefenanschlag gegen einen
der drei Festanschläge des drehbaren Revol-
veranschlages (1.8).
Mit einem Schraubendreher können Sie jeden
Festanschlag individuell in seiner Höhe einstel-
len:
Festanschlag
min. Höhe/max. Höhe
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Schieben Sie den Zeiger (1.3) nach unten, so
dass er auf der Skala (1.1) 0 mm zeigt.
Stimmt die Null-Stellung nicht, kann dies mit der
Schraube (1.2) am Zeiger korrigiert werden.
b) Frästiefe
vorgeben
Die gewünschte Frästiefe lässt sich entweder mit
der Tiefenschnellverstellung oder mit der Tiefen-
feineinstellung vorgeben.
-
Tiefen-Schnellverstellung
: Ziehen Sie den Tie-
fenanschlag (1.7) so weit nach oben, bis der Zei-
ger die gewünschte Frästiefe anzeigt. Klemmen
Sie den Tiefenanschlag mit dem Spannhebel
(1.6) in dieser Stellung fest.
-
Tiefen-Feineinstellung
: Klemmen Sie den Tie-
fenanschlag mit dem Spannhebel (1.6) fest. Stel-
len Sie die gewünschte Frästiefe durch Drehen
des Stellrades (1.4) ein. Wenn Sie das Stellrad
um einen Markierungsstrich verdrehen, ändert
sich die Frästiefe um 0,1 mm. Eine vollständige
Umdrehung ergibt 1 mm. Der maximale Ver-
stellbereich des Stellrades beträgt 8 mm.
c) Frästiefe
zustellen
- Öffnen Sie den Drehknopf (1.5) und drücken
Sie die Maschine so weit nach unten, bis der
Tiefenanschlag den Festanschlag berührt.
- Klemmen Sie die Maschine durch Schließen des
Drehknopfs (1.5) in dieser Stellung fest.
5.5 Absaugung
Schließen Sie die Maschine stets an eine
Absaugung an.
- Montieren Sie die Absaughaube am Frästisch,
indem Sie zuerst die Absaughaube mit den bei-
den Zapfen (3.1) in die Aussparungen (3.2) am
Frästisch einsetzen, danach die Absaughaube
auf den Frästisch aufsetzen und den Hebel (3.5)
umlegen.
- Um den Ein- und Ausbau der Absaughaube bei
montiertem Fräser zu ermöglichen, kann durch
10
Drehen des Segmentes (3.4) die Aussparung
(3.3) in der Absaughaube geöffnet werden. Für
eine optimale Absaugung muss beim Arbeiten
die Aussparung mit dem drehbaren Segment
verschlossen sein.
An den Absaugstutzen (3.6) kann an ein Festool
Absauggerät mit einem Absaugschlauchdurch-
messer von 36 mm oder 27 mm (36 mm wegen
der geringeren Verstopfungsgefahr empfohlen)
angeschlossen werden.
Spanfänger KSF-OF
Durch den Spanfänger KSF-OF (teilweise im
Lieferumfang) lässt sich beim Kantenfräsen die
Wirksamkeit der Absaugung steigern.
Die Montage erfolgt analog zum Kopierring (Bild
8).
Die Haube kann mit einer Bügelsäge entlang den
Nuten abgeschnitten und dadurch verkleinert
werden. Der Spanfänger kann dann bei Innenra-
dien bis zu einem minimalen Radius von 40 mm
verwendet werden.
6
Arbeiten mit der Maschine
Befestigen Sie das Werkstück immer
so, dass es sich beim Bearbeiten nicht
bewegen kann.
Halten Sie die Maschine stets mit beiden
Händen an den vorgesehenen Handgrif-
fen (1.5, 1.11).
Verwenden Sie bei stauberzeugenden
Arbeiten eine Atemmaske.
Schalten Sie immer zuerst die Oberfräse ein,
bevor Sie mit dem Fräser das Werkstück berüh-
ren! Nur im Gegenlauf fräsen (Vorschubrichtung
der Maschine in Schnittrichtung des Werkzeugs,
Bild 9).
6.1 Aluminiumbearbeitung
Halten Sie bei der Bearbeitung von Alu-
minium aus Sicherheitsgründen folgende
Maßnahmen ein:
- Fehlerstrom- (FI-, PRCD-) Schutzschalter vor-
schalten.
- Maschine an ein geeignetes Absauggerät an-
schließen.
- Maschine regelmäßig von Staubablagerungen
im Motorgehäuse reinigen.
Schutzbrille
tragen.
6.2 Freihandfräsen
Hauptsächlich beim Schriften- oder Bilderfräsen
und beim Bearbeiten von Kanten mit Fräsern mit
Anlaufring oder Führungszapfen wird die Ober-
fräse freihändig geführt.
6.3
Fräsen mit Seitenanschlag
Für parallel zur Werkstückkante verlaufende
Arbeiten kann der mitgelieferte Seitenanschlag
eingesetzt werden.
- Klemmen Sie die beiden Führungsstangen (4.2)
mit den beiden Drehknöpfen (4.4) am Seitenan-
schlag fest.
- Führen Sie die Führungsstangen bis zum ge-
wünschten Maß in die Nuten des Frästisches
ein und klemmen Sie die Führungsstangen mit
dem Drehknopf (4.5) fest.
-
Feineinstellung
: Öffnen Sie den Drehknopf (4.6),
um mit dem Stellrad (4.8) eine Feineinstellung
vorzunehmen. Dazu hat der Skalenring (4.7)
hat eine 0,1 mm Skala. Wird das Stellrad fest-
gehalten, kann der Skalenring alleine verdreht
werden, um ihn auf „Null“ zu stellen. Bei größe-
ren Verstellungen ist die Millimeter-Skala (4.1)
am Grundkörper behilfl ich. Schließen Sie nach
erfolgter Feineinstellung wieder den Drehknopf
(4.6).
- Stellen Sie die beiden Führungsbacken (4.3,
5.1) so ein, dass deren Abstand zum Fräser ca.
5 mm beträgt. Hierzu sind die Schrauben (5.2)
zu öffnen, und nach erfolgter Einstellung wieder
anzuziehen.
- Schieben Sie, wie in Bild 5 dargestellt, die Ab-
saughaube (5.4) von hinten bis zum Einrasten
auf den Seitenanschlag. Am Absaugstutzen (5.3)
kann ein Absaugschlauch mit Durchmesser
27 mm oder 36 mm angeschlossen werden.
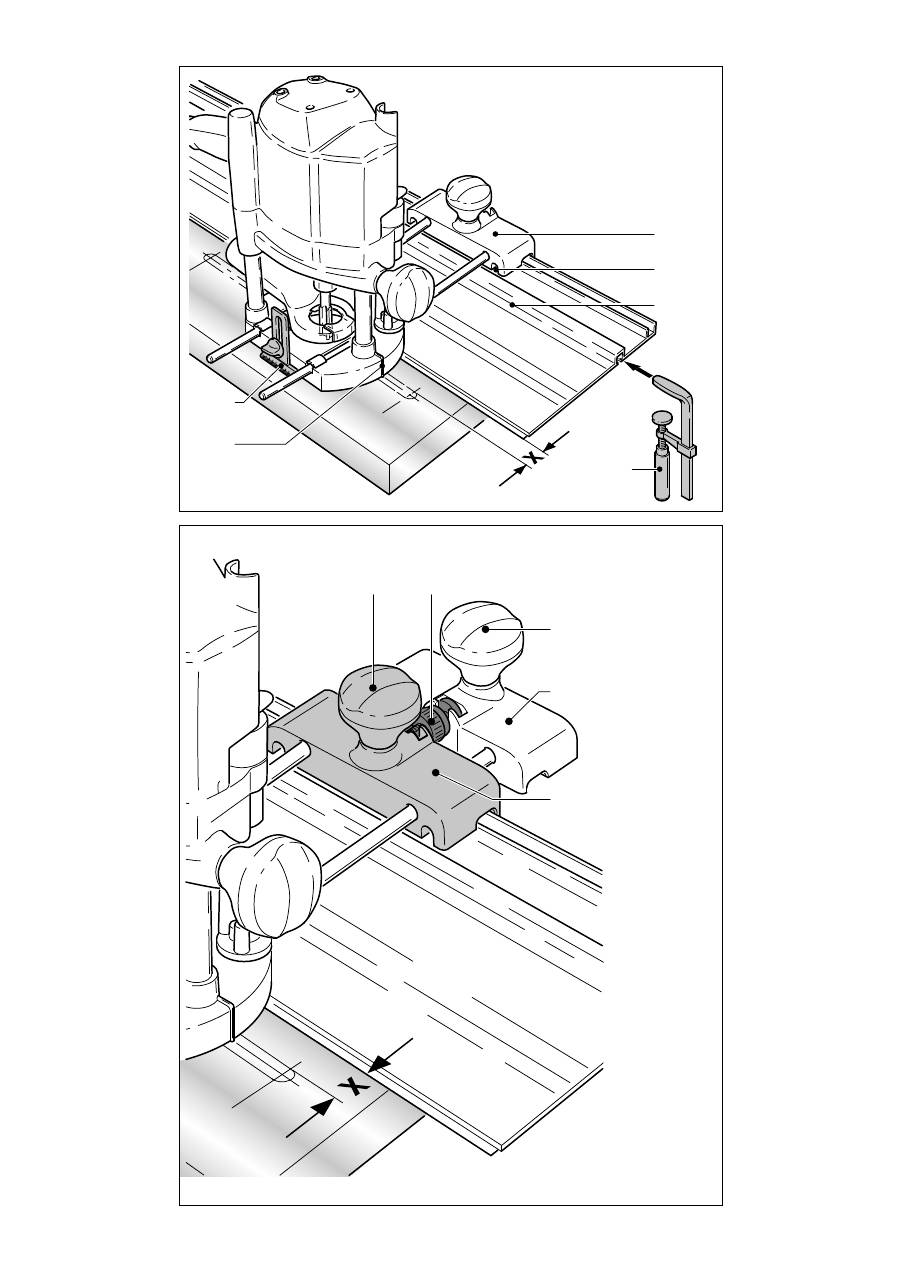
6.4
Fräsen mit Führungssystem FS
Das als Zubehör erhältliche Führungssystem
erleichtert das Fräsen gerader Nuten.
- Befestigen Sie den Führungsanschlag (6.1) mit
den Führungsstangen des Seitenanschlages am
Frästisch.
- Befestigen Sie die Führungsschiene (6.3) mit
Schraubzwingen (6.4) am Werkstück. Achten
Sie darauf, dass ein Sicherheitsabstand X (Bild
6) von 5 mm zwischen der Vorderkante der
Führungsschiene und dem Fräser, bzw. der Nut,
besteht.
- Setzen Sie den Führungsanschlag, wie in Bild
6 dargestellt, auf die Führungsschiene. Um ein
spielfreies Führen des Fräsanschlages sicher-
zustellen, können Sie mit einem Schraubendre-
11
her durch die beiden seitlichen Öffnungen (6.2)
zwei Führungsbacken einstellen.
- Schrauben Sie die höhenverstellbare Abstützung
(6.6) so an der Gewindebohrung des Frästisches
fest, dass die Unterseite des Frästisches parallel
zur Werkstückoberfl äche ist.
Um nach Anriss arbeiten zu können, zeigen Ihnen
die Markierung am Frästisch (6.5) und die Skala
an der Abstützung (6.6) die Mittelachse des Frä-
sers an.
Feineinstellung
Mit der Feineinstellung (7.5, Zubehör) lässt sich
der Abstand X feinfühlig einstellen.
- Montieren Sie die Feineinstellung (7.5) zwischen
Maschine und Führungsanschlag auf die Füh-
rungsstangen.
- Setzen Sie das Stellrad (7.2) wie in Bild 7 dar-
gestellt in den Führungsanschlag ein.
- Schrauben Sie das Stellrad (7.2) in die Mutter
der Feineinstellung.
- Zum Einstellen des Abstandes X öffnen Sie den
Drehknopf (7.1) des Führungsanschlages und
schließen den Drehknopf (7.3) der Feineinstel-
lung.
- Stellen Sie den gewünschten Abstand X durch
Drehen des Stellrades (7.2) ein, und schließen
Sie danach den Drehknopf (7.1) des Führungs-
anschlages.
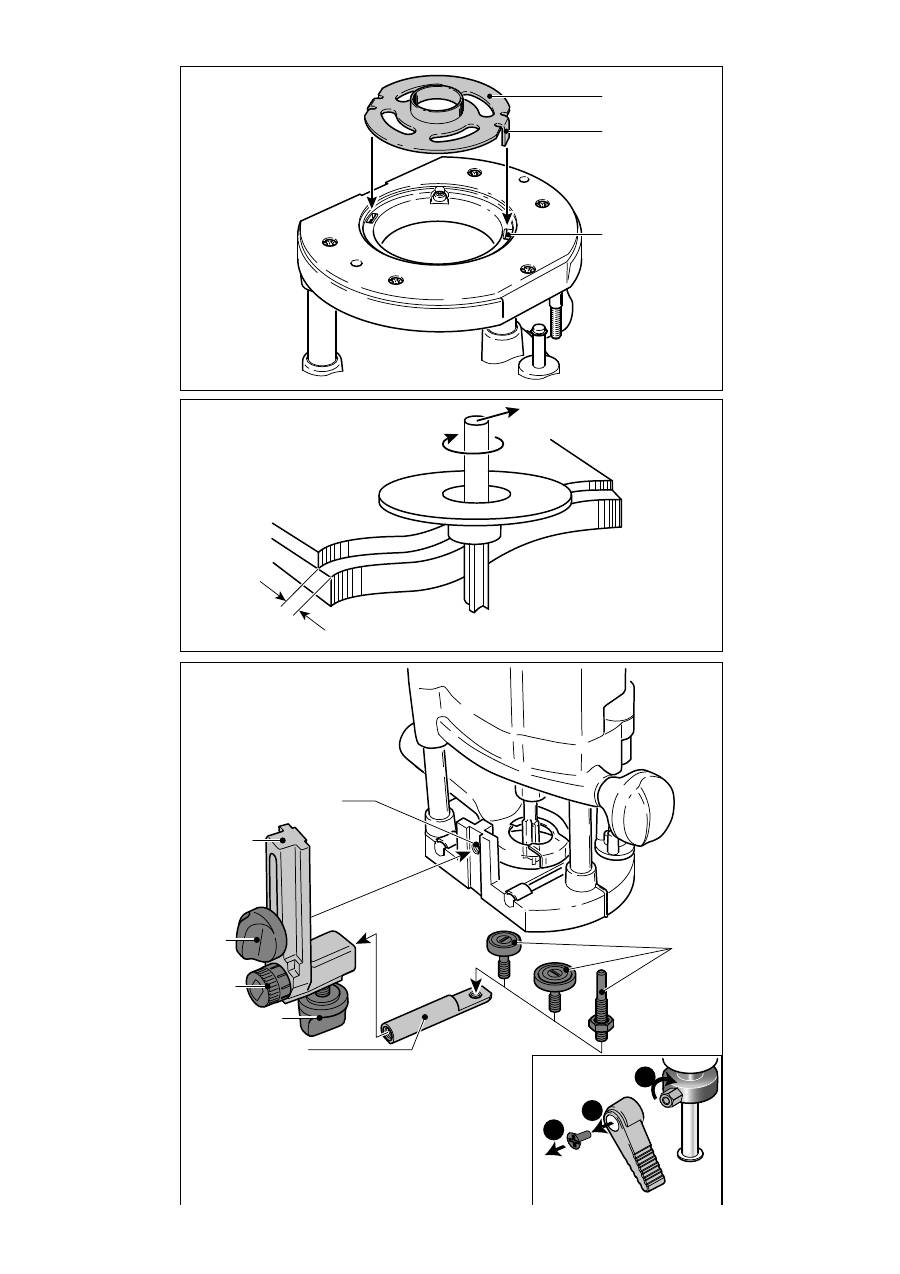
6.5 Kopierfräsen
Um bestehende Werkstücke maßgenau zu re-
produzieren, verwendet man einen Kopierring
oder die Kopiereinrichtung (jeweils als Zubehör
erhältlich).
a) Kopierring
Achten Sie bei der Auswahl der Größe des Kopier-
ringes darauf, dass der eingesetzte Fräser durch
dessen Öffnung passt.
Der Überstand Y (Bild 9) des Werkstückes zur
Schablone berechnet sich wie folgt:
Y = (Ø Kopierring - Ø Fräser)
2
- Befestigen Sie den Kopierring (8.1) am Fräs-
tisch, indem Sie die beiden Zapfen (8.2) in die
Aussparungen (8.3) stecken.
- Zum Entnehmen des Kopierringes sind die
beiden Tasten (1.16) gleichzeitig nach innen zu
drücken.
b) Kopiereinrichtung
Für die Kopiereinrichtung wird der Winkelarm
WA-OF (10.2) und das Kopiertastset KT-OF, be-
stehend aus einem Rollenhalter (10.6) und drei
Kopierrollen (10.7), benötigt.
- Schrauben Sie den Winkelarm mit dem Dreh-
knopf (10.3) in der gewünschten Höhe an der
Gewindebohrung (10.1) des Frästisches fest.
- Montieren Sie eine Kopierrolle am Rollenhalter
und schrauben Sie diesen mit dem Drehknopf
(10.5) am Winkelarm fest. Achten Sie darauf,
dass die Kopierrolle und der Fräser denselben
Durchmesser haben!
- Durch Drehen des Stellrades (10.4), lässt sich
der Abstand der Tastrolle zur Fräserachse ein-
stellen.
7 Zubehör,
Werkzeuge
Verwenden Sie zu Ihrer eigenen Sicher-
heit nur original Festool-Zubehör und
Ersatzteile.
Die Bestellnummern für Zubehör und Werkzeu-
ge fi nden Sie in Ihrem Festool-Katalog oder im
Internet unter „www.festool.com“.
8
Warten und Pfl egen
Ziehen Sie vor allen Arbeiten an der Ma-
schine den Netzstecker aus der Steckdo-
se.
Alle Wartungs- und Reparaturarbeiten,
die ein Öffnen des Motorgehäuses erfor-
dern, dürfen nur von einer autorisierten
Kundendienstwerkstatt durchgeführt
werden.
Kundendienst und Reparatur:
Nur durch
Hersteller oder durch Servicewerkstät-
ten. Nächstgelegene Adresse unter:
www.festool.com/Service
EKAT
1
2
3
5
4
Nur original Festool Ersatzteile verwen-
den! Bestell-Nr. unter
www.festool.com/Service
Zur Sicherung der Luftzirkulation müssen die
Kühlluftöffnungen im Motorgehäuse stets frei und
sauber gehalten werden.
Die Maschine ist mit selbstabschaltenden Spe-
zialkohlen ausgerüstet. Sind diese abgenutzt,
erfolgt eine automatische Stromunterbrechung
und das Gerät kommt zum Stillstand.
Um die Position des Klemmhebels zu verän-
dern (siehe Bild 11):
- Lösen Sie die Schraube.
- Entfernen Sie den Klemmhebel und ziehen Sie
die Sechskantschraube fest an.

12
- Stecken Sie den Klemmhebel in der gewünsch-
ten Position wieder auf und fi xieren Sie diesen
mit der Schraube.
9
Umwelt
Werfen Sie Elektrowerkzeuge nicht in den
Hausmüll! Führen Sie die Geräte, Zubehör und
Verpackungen einer umweltgerechten Wieder-
verwertung zu. Beachten Sie dabei die geltenden
nationalen Vorschriften.
Nur EU:
Gemäß Europäischer Richtlinie 2002/96/
EG müssen verbrauchte Elektrowerkzeuge ge-
trennt gesammelt und einer umweltgerechten
Wiederverwertung zugeführt werden.
Informationen zur REACh:
www.festool.com/reach
13
Symbols
Warning of general danger
Wear a dust mask!
Wear protective goggles!
Wear ear protection!
Read the Operating Instructions/Notes!
1 Intended
use
The routers are designed for routing wood, plas-
tics and similar materials.
Aluminium and plasterboard can also be proc-
essed with corresponding cutters such as are
listed in the Festool catalogues.
The user is liable for damage and injury
resulting from incorrect usage!
2 Safety
instructions
2.1 Safety
rules
WARNING! Read all safety warnings and
all instructions.
Failure to follow the warn-
ings and instructions may result in electric
shock, fi re and/or serious injury.
Save all warnings and instructions for future
reference.
The term „power tool“ in the warnings refers
to your mains-operated (corded) power tool or
battery-operated (cordless) power tool.
2.2 Tool-specifi c safety rules
-
Hold power tool by insulated gripping surfaces,
because the cutter may contact its own cord.
Cutting a „“live““ wire may make exposed metal
parts of the power tool „“live““ and could give
the operator an electric shock.
-
Use clamps or another practical way to secure
and support the workpiece to a stable platform.
Holding the work by your hand or against the
body leaves it unstable and may lead to loss of
control.
-
Festool electric power tools should only be
installed in work benches specially designed
by Festool.
The electric power tool may become
unsafe and cause serious accident if installed
in benches from other manufacturers or self-
manufactured work benches.
- Do not exceed the maximum speed specifi ed on
the tool and/or keep to the speed range.
- The clamping collet should only be used to
clamp tools with a shank diameter appropriate
for the collet.
- Check that the cutter is fi rmly fi tted and runs
freely.
- The clamping collet and union nut must show
no signs of damage.
- Cracked or distorted cutters must not be
used.
Wear suitable protection such as
ear protection, safety goggles, a
dust mask for work which gener-
ates dust, and protective gloves
when working with raw materials
and when changing tools.
3
Noise and vibration information
The typical values determined in accordance with
EN 60745 are:
Sound-pressure level
82 dB(A)
Sound-power level
93 dB(A)
Measuring uncertainty allowance
K = 3 dB
Wear ear protection!
Overall vibration levels (vector sum for three
directions) measured in accordance with EN
60745:
Router
Technical data
OF 1400 EBQ/OF 1400 EQ
Power 1400
W
Speed (no load)
10000 - 22000 rpm
Quick height adjustment
70 mm
Fine height adjustment
8 mm
Drive shaft connection of the spindle
M22x1.0
Router diameter
max. 63 mm
Weight (excluding cable)
4.5 kg
Degree of protection
/ II
The specifi ed illustrations can be found at the beginning of the operating instructions.
14
Vibration emission level (3-axis)
a
h
= 3.5 m/s²
Uncertainty
K = 2.0 m/s²
The specifi ed emissions values (vibration, noise)
– are used to compare machines.
– They are also used for making preliminary
estimates regarding vibration and noise loads
during operation.
– They represent the primary applications of the
power tool.
Increase possible for other applications, with
other insertion tools or if not maintained adequat-
ely. Take note of idling and downtimes of machine!
4
Power supply and start-up
The line voltage and frequency must
correspond with the data on the ratings
plate!
Switch (1.13) serves as an On/Off switch (I = On/0
= Off). It may be latched with the locking knob on
the side (1.12) for continuous operation. Press-
ing the switch again releases the lock. See Fig.
2 for connection and disconnection of the power
cable.
5 Machine
settings
Always remove the power supply plug
from the socket before carrying out any
work on the machine.
5.1 Electronics
Do not operate the tool if the electronics are faulty
as this can lead to the tool operating at excessive
speeds. If the start-up is not smooth or speed
adjustment is not possible, this indicates that the
electronics are faulty.
The OF 1400 EBQ, OF 1400 EQ features
full-wave electronics with the following
properties:
Smooth start-up
The smooth start-up ensures the router starts
up jolt-free.
Speed adjustment
You can regulate the speed steplessly between
10000 and 22000 min
-1
using the adjusting wheel
(1.10). This enables you to optimise the cutting
speed to suit the material:
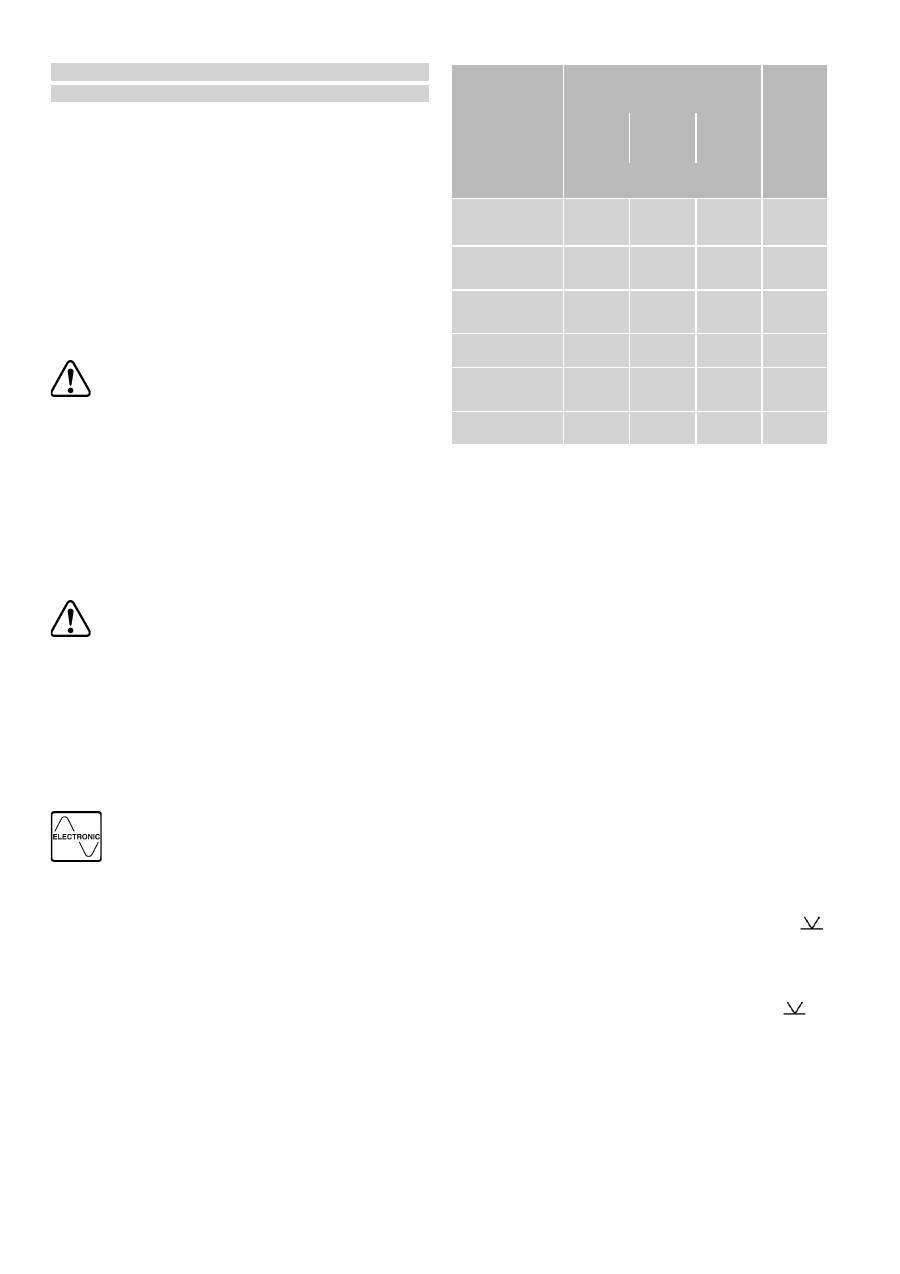
Routing tool diameter
[mm]
Rec
ommended
cutting material
Material
10 -25 25 - 40 40 - 60
Adjusting wheel setting
Hardwood
6 - 4
5 - 3
3 - 1
HW
(HSS)
Softwood
6 - 5
6 - 3
4 - 1
HSS
(HW)
Chipboard,
coated
6 - 5
6 - 3
4 - 2
HW
Plastic
6 - 4
5 - 3
2 - 1
HW
Aluminium
3 - 1
2 - 1
1
HSS
(HW)
Plasterboard
2 - 1
1
1
HW
Constant speed
The pre-selected speed remains constant whether
the machine is in operation or in neutral position.
Temperature control
If the motor temperature becomes too high, the
power supply and speed are reduced. The tool
then only runs with reduced power to enable
rapid cooling by means of the motor ventilation.
After cooling down, the tool accelerates again
automatically.
Brake (OF 1400 EBQ)
The OF 1400 EBQ has an electronic brake which
brings the spindle with tool to a standstill within
approx. 2 seconds of the tool being switched off.
5.2 Changing
tools
You can turn the machine upside down when
changing the tool.
a)
Inserting the tool
- Insert the router into the open clamping collet as
far as possible, but at least up to the mark (
)
on the router shank. If the collet (3a.2) is not vis-
ible because it is blocked by the union nut (3a.3),
the milling tool (3a.1) must be inserted into the
collet at least far enough that the marker
no
longer overlaps with the union nut.
- Press the switch (1.14) for locking the spindle
on the right-hand side.
- Tighten the locking nut (1.15) with a 24 mm
open-end spanner.
Note
: the spindle lock only blocks the motor spin-
dle in one direction of rotation at any one time.
Therefore when the nut is undone or tightened,
15
the wrench does not need to be offset but can be
moved back and forth like a ratchet.
b)
Removing the tool
- Press the switch (1.14) for locking the spindle
on the left-hand side.
- Loosen the locking nut (1.15) using a 24 mm
open-ended spanner until a resistance is felt.
Overcome this resistance by turning the open-
ended spanner even further.
- Remove the cutter.
5.3
How to change the clamping collet
Clamping collets are available for following shank
diameters: 6.0 mm, 6.35 mm, 8 mm, 9.53 mm, 10
mm, 12 mm, 12.7 mm (order numbers see Festool
catalogue or Internet „www.festool.com“.
- Fully unscrew the nut (1.15) and remove from
spindle together with the clamping collet.
- Insert a new clamping collet with nut into the
spindle and slightly tighten the nut. Do not tight-
en the nut until a milling cutter has been fi tted.
5.4
Adjusting the milling depth
The milling depth is adjusted in three stages:
a)
Setting the zero point
- Open the clamping lever (1.6) so that the stop
cylinder (1.7) can move freely.
- Place the router with router table (1.9) onto a
smooth surface. Open the rotary knob (1.5) and
press the machine down until the milling cutter
rests on the base.
- Clamp the machine in this position by tightening
the rotary knob (1.5).
- Press the stop cylinder against one of the three
sensing stops of the pivoted turret stop (1.8).
The individual height of each sensing stop can be
adjusted with a screwdriver:
Sensing stop
min. height/max. height
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Push the pointer (1.3) down so that it shows 0
mm on the scale (1.1).
If the base position is incorrect, this can be ad-
justed with the screw (1.2) on the indicator.
b)
Setting the milling depth
The desired milling depth can be set either with
the quick depth adjustment or with the fi ne depth
adjustment.
-
Quick depth adjustment
: Pull the stop cylinder
(1.7) up until the pointer shows the desired
milling depth. Clamp the stop cylinder in this
position with the clamping lever (1.6).
-
Fine depth adjustment
: Clamp the stop cylinder
with the clamping lever (1.6). Set the desired
milling depth by turning the adjusting wheel (1.4)
in. Turn the adjusting wheel to the next mark
on the scale to adjust the milling depth by 0.1
mm. One full turn adjusts the milling depth by 1
mm. The maximum adjustment range with the
adjusting wheel is 8 mm.
c)
Increasing the milling depth
- Open the rotary knob (1.5) and press the tool
down until the stop cylinder touches the sensing
stops.
- Clamp the machine in this position by tightening
the rotary knob (1.5).
5.5 Dust
extraction
Always connect the machine to a dust
extractor.
- Fit the extractor hood to the router base by fi rst
inserting the two tenons (3.1) on the extractor
hood into the recesses (3.2) on the router base,
then place the extractor hood on the router base
and close the lever (3.5).
- To enable fi tting and removing the extractor
hood with the router attached, the recess (3.3)
in the extractor hood can be opened by turning
the segment (3.4). For optimised dust extraction,
the recess with the rotating segment must be
closed during work.
A Festool dust extractor with an extractor hose
diameter of 36 mm or 27 mm (36 mm recom-
mended due to the reduced risk of clogging) can
be connected to the extractor connector (3.6).
KSF-OF chip catcher
Using the KSF-OF chip catcher (sometimes in-
cluded in the scope of delivery), the effi ciency
of the extraction can be increased when routing
edges.
Installation is similar to that of the copying ring
(fi g. 8).
The hood can be cut off along the grooves using a
hacksaw and can thus be reduced in size. The chip
catcher can then be used for interior radiuses up
to a minimum radius of 40 mm.
6
Working with the machine
Always secure the workpiece in such a
manner that it cannot move while being
sawed.

16
The machine must always be held with
both hands by the designated handles
(1.5, 1.11).
For work that generates dust, wear a dust
mask.
Always advance the router in the direction op-
posite to the direction of rotation of the cutter
(counter-routing)!
When routing (ensure feed direction of power tool
is the same as cutting direction of tool, Fig. 9).
6.1 Aluminium
processing
When processing aluminium, the follow-
ing measures must be taken for safety
reasons:
- Pre-connect a residual current circuit-breaker
(FI, PRCD).
- Connect the machine to a suitable dust extractor.
- Clean tool regularly of dust accumulations in
the motor housing.
Wear protective goggles.
6.2 Freehand
routing
Freehand routing is the method normally used for
lettering or shapes, and for routing edges using
cutters with a guide pin or ring.
6.3
Routing with the parallel guide
The parallel guide (4.2) supplied can be used for
routing parallel to the edge of the workpiece.
- Secure both guide rods (4.2) with the two rotary
knobs (4.4) on the side stop.
- Insert the guide rods into the grooves on the
router base to the required distance and secure
them by turning the rotary knob (4.5).
-
Fine adjustment
: Unscrew the rotary knob (4.6)
to make fi ne adjustments with the adjusting
wheel (4.8). The scale ring (4.7) has a 0.1 mm
scale for this purpose. If the adjusting wheel is
held secure, the scale ring can be turned sepa-
rately and set to „Zero“. The millimetre scale
(4.1) on the main casing is useful when making
larger adjustments. Tighten the rotary knob (4.6)
again on completion of any fi ne adjustments.
- Adjust both guidance jaws (4.3, 5.1) so that they
are approx. 5 mm from the router. To do this,
undo screws (5.2) and tighten again after com-
pleting the adjustments.
- As shown in Fig. 5, slide the extractor hood (5.4)
from behind until it latches into place on the side
stop. You can connect an extractor hose with a
diameter of 27 mm or 36 mm to the extractor
connector (5.3).
6.4
Routing with the FS guide system
The guide system, available as an accessory, fa-
cilitates routing straight grooves.
- Fasten the guide stop (6.1) to the platen with the
guide rails of the parallel guide.
- Fasten the guide rail (6.3) with FSZ screw clamps
(6.4) to the workpiece. Make sure that the safety
distance X (Fig. 6) of 5 mm between the front
edge of the guide rail and cutter or groove is
observed.
- Place the guide stop onto the guide rail as shown
in Fig. 6. To ensure a backlash-free guidance of the
router stop you can adjust two guide cheeks with
a screwdriver through the side openings (6.2).
- Screw the height-adjustable support (6.6) of the
router table’s threaded bore in such a way that
the underside of the router table is parallel to
the surface of the workpiece.
When working with marking-up lines, the marks
on the platen (6.5) and the scale on the support
(6.6) show the centre axis of the cutter.
Fine adjustment
Distance X can be adjusted precisely with the fi ne
adjuster (7.5, Accessory).
- Fit the fi ne adjuster (7.5) between the tool and
the guide stop on the guide rails.
- Insert the adjusting wheel (7.2) into the guide
stop as shown in Fig. 7.
- Screw the adjusting wheel (7.2) into the nut on
the fi ne adjuster.
- To adjust distance X, unscrew the rotary knob
(7.1) on the guide stop and tighten the rotary
knob (7.3) on the fi ne adjuster.
- Adjust to the required distance X by turning the
adjusting wheel (7.2), and then tighten the rotary
knob (7.1) on the guide stop.
6.5 Copy
cutting
A copying ring or the copying device is used to
exactly reproduce existing workpieces (both avail-
able as accessories).
a) Copying
ring
When choosing the size of the copying ring make
sure that the cutter used fi ts through the ring’s
opening.
The distance Y (Fig. 9) between the workpiece and
template is calculated by
Y = (Ø copying ring - Ø cutter)
2
17
- Secure the copying ring (8.1) to the router base
by inserting both tenons (8.2) into the recesses
(8.3).
- To loosen the copying ring, press both buttons
(1.16) inwards simultaneously.
b) Copying
device
The angle arm WA-OF (10.2) and copier scanning
set KT-OF, consisting of roller holder (10.6) and
three copying rollers (10.7), are required for the
copying device.
- Screw the angle arm at the desired height in the
platen’s threaded bore (10.1) with the rotating
knob (10.3).
- Fit a copying roller in the roller holder and bolt
this to the angle arm with the rotating knob
(10.5). Make sure that the copying roller and
cutter have the same diameter!
- Turn the adjusting wheel (10.4) to adjust the dis-
tance between the copying roller and cutter axis.
7 Accessories
For your own safety, use only original
Festool accessories and spare parts.
The accessory and tool order number can be found
in the Festool catalogue or on the Internet under
„www.festool.com“.
8
Maintenance and care
Always remove the power supply plug
from the socket before carrying out any
work on the machine.
All maintenance and repair work which
requires the motor casing to be opened
may only be carried out by an authorised
service centre.
Customer service and repair.
Only
through manufacturer or service work-
shops: Please fi nd the nearest address
at: www.festool.com/Service
EKAT
1
2
3
5
4
Use only original Festool spare parts!
Order No. at: www.festool.com/Service
The cool air openings in the motor casing must
always be kept clean and unobstructed to ensure
air circulation.
The tool is fi tted with special motor brushes with
an automatic cut-out. When the brushes become
worn the power supply is shut off automatically
and the tool comes to a standstill.
To alter the position of the clamping lever (see
Fig. 11):
- Release the screw.
- Remove the clamping lever and tighten the
hexagon screw.
- Insert the clamping lever again in the desired
position and lock it with the screw.
9
Environment
Do not throw the power tool in your household
waste! Dispose of machines, accessories and
packaging at an environmentally-responsible
recycling centre. Observe the valid national regu-
lations.
EU only:
European Directive 2002/96/EC stipulate
that used electric power tools must be collected
separately and disposed of at an environmentally
responsible recycling centre.
Information on REACh:
www.festool.com/reach
18
Symboles
Avertissement de danger
Portez des lunettes de protection !
Munissez-vous de casques anti-bruit!
Portez un masque antipoussières !
Lire la notice / les instructions !
1 Utilisation
conforme
Les défonceuses sont destinées à fraiser le bois,
les matières plastiques et les matériaux res-
semblant au bois. En cas d’utilisation des outils
de fraisage prévus à cet effet dans les documen-
tations de vente Festool, de l’aluminium et du
placoplâtre peuvent également être traités.
L’utilisateur est responsable des dégâts ou
accidents qu’il peut provoquer en ne res-
pectant pas les dispositions de sécurité.
2
Informations de sécurité
2.1
Indications générales de sécurité
ATTENTION ! Lire toutes les consignes de
sécurité et indications.
Le non-respect des
avertissements et instructions indiqués ci-après
peut entraîner un choc électrique, un incendie et/
ou de graves blessures.
Conservez toutes les consignes de sécurité et
notices pour une référence future.
Le terme « outil » dans les avertissements fait
reference à votre outil électrique alimenté par
le secteur (avec cordon d’alimentation) ou votre
outil fonctionnant sur batterie (sans cordon d’ali-
mentation).
2.2
Consignes de sécurité spécifi ques à la
machine
-
Ne tenez l’outil électrique que par les surfa-
ces de préhension isolées, étant donné que
la fraise risque de toucher le propre câble
d’alimentation de l’outil.
Le contact avec un
câble sous tension peut également mettre des
pièces métalliques de l’appareil sous tension et
pourrait provoquer un choc électrique.
-
Fixez et bloquez la pièce au moyen de serre-
joints ou d’une autre manière sur un support
stable.
Si vous maintenez la pièce uniquement
avec la main ou la bloquez uniquement contre
votre corps, elle reste instable, ce qui peut
conduire à une perte de contrôle.
-
Les outils électriques Festool doivent unique-
ment être montés sur une table de travail pré-
vue par Festool à cet effet.
Du fait du montage
sur une autre table de travail ou sur une table
de travail réalisée par vos propres soins, l’outil
électrique peut devenir instable et entraîner des
blessures graves.
- La vitesse maximale indiquée sur l’outil ne
doit pas être dépassée par le haut ou resp. les
limites de la vitesse de rotation doivent être
respectées.
- Serrez uniquement les outils avec le diamètre
de queue pour lequel la pince est prévue.
- Il convient de contrôler que la fraise est correcte-
ment fi xée et qu’elle fonctionne impeccablement .
- Les pinces et les écrou-raccords ne doivent pas
présenter de quelconque trace de détérioration.
- Ne pas utiliser de fraises déformées ou usées.
Porter des protections person-
nelles adéquates : protection
auditive, lunettes de protection,
masque pour les travaux géné-
rant de la poussière, gants de
protection pour les travaux avec
des matériaux rugueux et pour le
changement d’outils.
Défonceuse
Données techniques
OF 1400 EBQ/OF 1400 EQ
Puissance 1400
W
Rotation (à vide)
10000-22000 tr/min
Réglage en profondeur rapide
70 mm
Réglage en profondeur fi n
8 mm
Filetage de broche
M22x1,0
Diamètre de fraise
63 mm maxi.
Poids (sans câble)
4,5 kg
Classe de protection
/ II
Les illustrations indiquées se trouvent au début du mode d’emploi.
19
3
Information concernant le niveau sonore
et les vibrations
Les valeurs typiques obtenues selon EN 60745
sont les suivantes :
Niveau de pression acoustique
82 dB(A)
Niveau de puissance sonore
93 dB(A)
Majoration pour incertitude de mesure K = 3 dB
Munissez-vous de casques anti-bruit!
Valeurs vibratoires globales (somme vectorielle
tridirectionnelle) déterminées selon EN 60745 :
Valeur d‘émission vibratoire
(tridirectionnelle)
a
h
= 3,5 m/s
2
Incertitude de mesure
K = 2,0 m/s²
Les valeurs d’émission indiquées (vibration, bruit)
– sont destinées à des fi ns de comparaisons entre
les outils.
– Elles permettent également une estimation
provisoire de la charge de vibrations et de la
nuisance sonore lors de l’utilisation
– et représentent les principales applications de
l’outil électrique.
Cependant, si la ponceuse est utilisée pour
d’autres applications, avec d’autres outils de tra-
vail ou est insuffi samment entretenue, la charge
de vibrations et la nuisance sonore peuvent être
nettement supérieures. Tenir compte des temps
de ralenti et d’immobilisation de l’outil !
4
Raccordement électrique et mise en
route
La tension secteur et la fréquence doi-
vent correspondre aux indications sur la
plaque signalétique!
L’interrupteur (1.13) sert d’interrupteur marche,
arrêt (I = Marche/0 = Arrêt). L’utilisation en conti-
nue est facilitée par le bouton de blocage (1.12)
latéral. Une nouvelle pression sur l’interrupteur
libère le blocage. Voir en fi gure 2 la connexion
et la déconnexion du câble de raccordement au
secteur.
5
Réglages de la machine
Avant d’entreprendre une quelconque
intervention sur la machine, débrancher
la prise de courant !
5.1 Électronique
Ne pas utiliser la machine si l’électronique est
défectueuse, cela pourrait entraîner un surré-
gime. Une électronique défectueuse se reconnaît
à l’absence de démarrage progressif ou à l’impos-
sibilité de réguler la vitesse de rotation.
La OF 1400 EBQ, OF 1400 EQ dispose d’un
système électronique à ondes pleines aux
propriétés suivantes:
Démarrage progressif
Le démarrage progressif assure un fonctionne-
ment sans à-coups de la machine.
Régulation de la vitesse
Le régime est réglé en continu au moyen de la
molette (1.10) entre 10000 et 22000 tr/min. Vous
pouvez ainsi adapter de façon optimale la vitesse
de coupe à chaque matériau:
Diamètre de fraise
[mm]
Matériau
de taillant
re
c
ommandé
Matériau
10 - 25 25 - 40 40 - 60
Position de la molette
Bois dur
6 - 4
5 - 3
3 - 1
HW
(HSS)
Bois tendre
6 - 5
6 - 3
4 - 1
HSS
(HW)
Panneaux de
particules
stratifi és
6 - 5
6 - 3
4 - 2
HW
Matière plas-
tique
6 - 4
5 - 3
2 - 1
HW
Aluminium
3 - 1
2 - 1
1
HSS
(HW)
Carton plâtre
2 - 1
1
1
HW
Régime constant
Le régime sélectionné est maintenu constant en
marche à vide et pendant le traitement.
Protection thermique
En cas de surchauffe du moteur, l’arrivée de
courant et la vitesse de rotation sont réduites.
La machine fonctionne encore mais seulement
avec une puissance minimale afi n de permettre
un refroidissement rapide grâce à la ventilation
du moteur. Après refroidissement, la machine re-
prend automatiquement sa puissance nominale.
Frein (OF 1400 EBQ)
L’OF 1400 EBQ est équipée d’un frein rapide élec-
tronique qui, après mise hors tension de la ma-
chine, immobilise la broche (l’arbre) avec l’outil
en l’espace de 2 secondes environ.
20
5.2 Changement
d’outil
Pour faciliter le changement d’outil, il est possible
de retourner la machine.
a)
Insertion de l’outil
- Introduire la fraise aussi loin que possible dans
la pince de serrage ouverte, au moins jusqu’au
repère (
) de la tige de la fraise. Si la pince
de serrage (3a.2) n’est pas visible en raison
de l’écrou-raccord (3a.3), la fraise (3a.1) doit
être insérée dans la pince de serrage au moins
jusqu’à ce que le repère
ne se trouve plus
au-dessus de l’écrou-raccord.
- Appuyer sur le bouton de blocage de broche
(1.14) situé sur le côté droit.
- Serrez l’écrou (1.15) à l’aide de la clé à fourche
d’ouverture de 24.
Nota
: le dispositif de blocage de broche bloque la
broche motorisée dans un seul sens de rotation.
Il n‘est donc pas nécessaire de retirer la clé de
serrage lors du desserrage ou du serrage, car elle
peut être déplacée comme un cliquet.
b)
Retrait de l‘outil
- Appuyer sur le bouton de blocage de broche
(1.14) situé sur le côté gauche.
- Desserrez l’écrou (1.15) à l’aide d’une clé à
fourche d’ouverture de 24 jusqu’au point de ré-
sistance. Continuez à tourner la clé pour vaincre
ce point de résistance.
- Retirez la fraise.
5.3
Changement de pince de serrage
Des pinces de serrage sont disponibles pour les
diamètres de tige suivants : 6,0 mm, 6,35 mm,
8 mm, 9,53 mm, 10 mm, 12 mm, 12,7 mm (consul-
ter le catalogue Festoool ou le site Internet „www.
festool.com“ pour obtenir les références)
- Démontez complètement l’écrou (1.15) et repre-
nez-le de l’arbre avec la pince.
- Introduisez une nouvelle pince avec écrou dans
l’arbre et serrez l’écrou légèrement. Ne pas
serrer à fond l’écrou s’il n’y a pas de fraise!
5.4
Réglage de la profondeur de fraisage
Le réglage de la profondeur de fraisage s’opère
en trois étapes :
a)
Réglage du zéro
- Débloquez le levier de serrage (1.6) de sorte que
la butée de profondeur (1.7) devienne entière-
ment mobile.
- Placez la défonceuse avec la table de fraisage
(1.9) sur un support plan. Débloquez le bouton
rotatif (1.5) et poussez la machine vers le bas
jusqu’à ce que la défonceuse soit en contact avec
le support.
- Pour verrrouiller la position, serrer le bouton
rotatif (1.5).
- Poussez la butée de profondeur contre l’une des
trois butées fi xes de la butée tournante (1.8).
Un tournevis vous permet de régler individuelle-
ment la hauteur de chacune des butées fi xes:
Butée fi xe Hauteur min./Hauteu max.
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Poussez l’indicateur (1.3) vers le bas, de sorte
qu’il soit dirigé sur 0 mm sur la graduation
(1.1).
Si la position zéro n‘est pas correcte, il est pos-
sible de la rectifi er avec la molette (1.2) de l‘in-
dicateur.
b)
Détermination de la profondeur de frai-
sage
La profondeur de fraisage souhaitée peut être
réglée soit par le réglage rapide en profondeur
soit par le réglage fi n en profondeur.
-
Réglage rapide en profondeur
: tirez la butée
de profondeur (1.7) vers le haut jusqu’à ce que
l’indicateur indique la profondeur de fraisage
souhaitée. Bloquez la butée de profondeur au
moyen du levier de serrage (1.6) dans cette
position.
-
Réglage fi n en profondeur
: bloquez la butée de
profondeur au moyen du levier de serrage (1.6).
Réglez la profondeur de fraisage souhaitée en
tournant le bouton moleté (1.4). En tournant le
bouton d’un trait, la profondeur de fraisage se
modifi e de 0,1 mm. Un tour complet donne lieu
à une variation de 1 mm. La plage de réglage
maximale du bouton moleté est de 8 mm.
c)
Réduire la profondeur de fraisage
- Desserrez le bouton rotatif (1.5) et poussez la
machine vers le bas jusqu’à ce que la butée de
profondeur soit au contact de la butée fi xe.
- Pour verrrouiller la position, serrer le bouton
rotatif (1.5).
5.5 Aspiration
Raccorder toujours la machine à une
aspiration.
- Montez le capot d‘aspiration sur la table de frai-
sage en introduisant ce dernier avec les deux
tenons (3.1) dans les orifi ces (3.2) de la table de
