Festool APS 900 accessories: инструкция
Раздел: Электроинструменты
Тип:
Инструкция к Festool APS 900 accessories
468 011_001
Festool GmbH
Wertstraße 20
D-73240 Wendlingen
Tel.: 07024/804-0
Telefax: 07024/804-608
http://www.festool.com
APS 900
Bedienungsanleitung/Ersatzteilliste*)
4
Operating Instructions/Spare parts list*)
4 - 5
Mode d’emploi/Liste de pièces de rechange*)
5 - 6
Instrucciones de servicio/Lista de piezas de repuesto*)
6
Istruzioni d’uso/Elenco parti di ricambio*)
7
Gebruiksaanwijzing/Lijst met reserveonderdelen*)
7 - 8
Bruksanvisning/Reservdelslista*)
8 - 9
Käyttöohje/Varaosaluettelo*)
9
Driftsvejledning/Reservedelsliste*)
10
Bruksanvisning/Reservedelsliste*)
10
-
11
Instruções de uso/Lista de peças sobresselentes*)
11 - 12
Ðóêîâîäñòâî ïî ýêñïëóàòàöèè/Ïåðå÷åíü çàïàñíûõ ÷àñòåé*)
12
Návod k obsluze/Seznam náhradních dílù*)
13
Instrukcja obs³ug/Lista czêœci zamiennych*)
13 - 14
4
Arbeitsplatten-Schablone
Allgemeiner Hinweis
Die Arbeitsplatten-Schablone APS 900 ist für einen 30 mm Kopierring und einen Nutfräser
Ø 14 mm ausgelegt. Die Nutzlänge des Fräsers muss mindestens der Plattenstärke entsprechen.
Die Schablone ist standardmäßig für Arbeitsplatten bis 600 mm Breite ausgelegt.
Montage
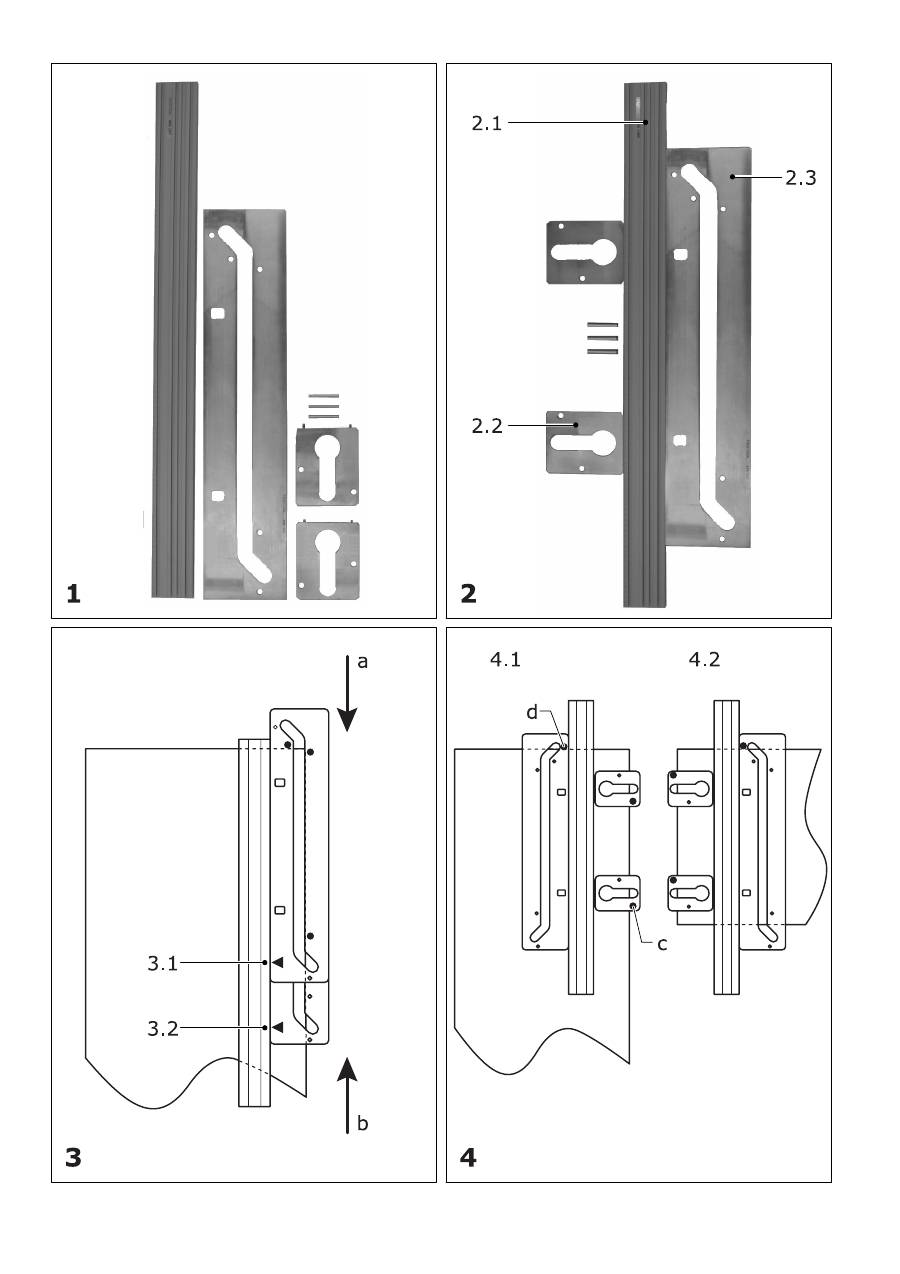
Die Arbeitsplatten-Schablone ist entsprechend Abbildung 2 zu montieren. Das MFS-Standard-
profi l (2.1) dient als Führungs- und Spannprofi l für die Arbeitsplatten-Schablone (2.3) und die
Plattenverbinder-Schablone (2.2).
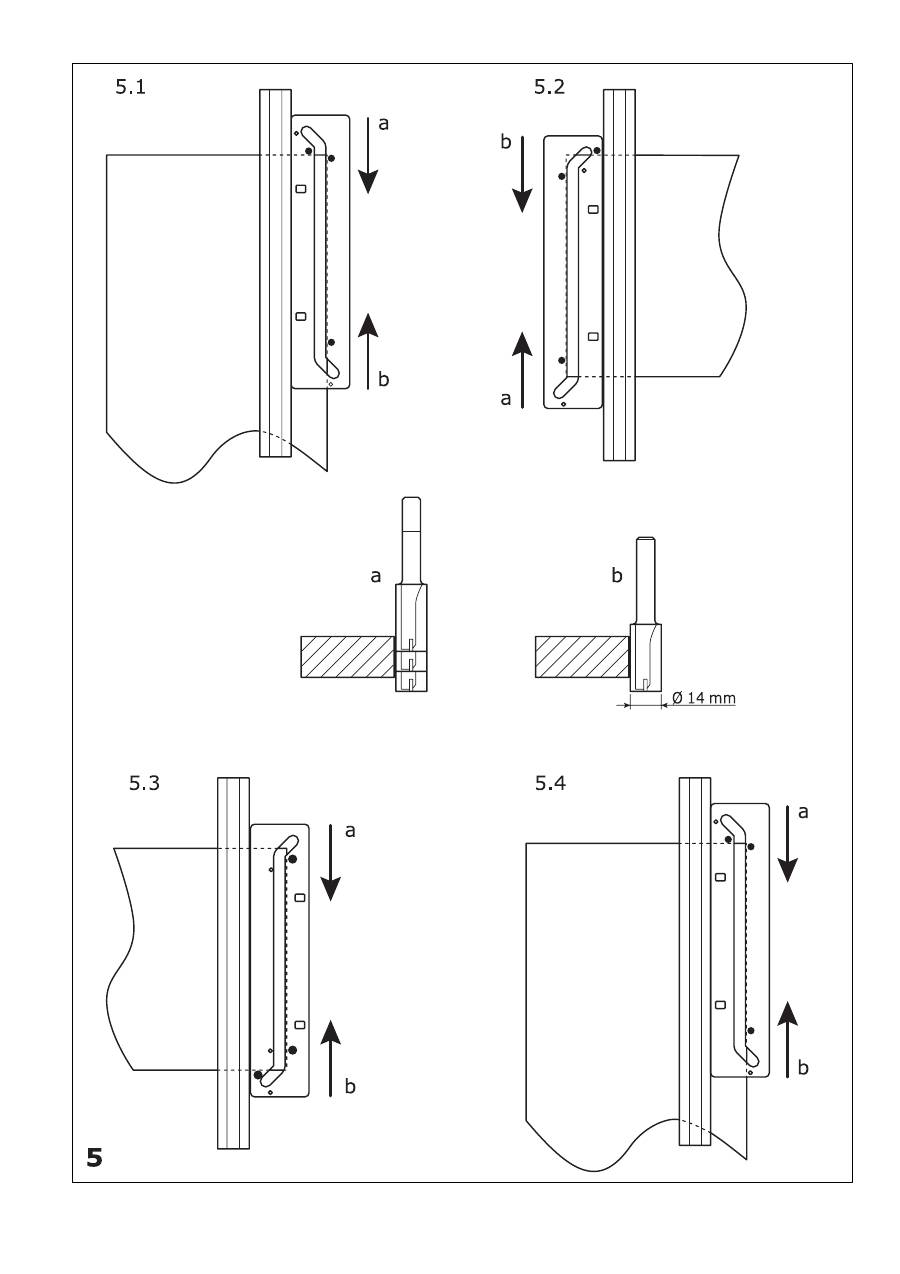
Fräsanleitung
Die Schablone wird, wie in Abbildung 5.1 bis 5.4 dargestellt, für die einzelnen Fräsungen durch
die Bolzen ausgerichtet und aufgespannt.
Die Plattenstärke ist in drei Schritten vorzufräsen (a). Anschließend ist ein Schlichtgang über
die gesamte Plattenstärke (b) zu fräsen. Die Pfeile zeigen die jeweilige Vorschubrichtung der
Oberfräse an. Um ein Ausreißen der Kante zu vermeiden, sind die einzelnen Platten wie folgt
zu bearbeiten:
Platte Abbildung
Arbeitsfl äche
linke Längsplatte
5.1
oben
linke Stirnseite der Querplatte
5.2
unten
rechte Stirnseite der Querplatte
5.3
oben
rechte Längsplatte
5.4
unten
Breitere Arbeitsplatten
Arbeitsplatten breiter als 600 mm werden entsprechend Abbildung 3 gefräst.
Im ersten Schritt wird die Schablone wie bei einer 600 mm breiten Arbeitsplatte mittels der
Bolzen ausgerichtet. Anschließend wird das Maß 60 auf dem Profi l deckungsgleich mit der Mar-
kierung (3.1) auf der Schablone gebracht.
Im zweiten Schritt wird die Schablone mit der Markierung um das benötigte Aufmaß verschoben
(3.2). Mit der Fräsung ist in Position 3.2 zu beginnen. Die Vorfräsung erfolgt in Richtung a, der
Schlichtgang in Richtung b.
Fräsanleitung für Plattenverbinder
Die Plattenverbinder werden, wie in Abbildung 4 dargestellt, in die Platte eingefräst.
Die Länge der Plattenverbinder wird über die Bolzen in Position c eingestellt. Es können 65 mm
oder 150 mm lange Plattenverbinder eingefräst werden.
Zum Ausrichten (4.1) wird ein zusätzlicher Bolzen in die Arbeitsplatten-Schablone gesteckt (d).
Die Schablone ist um 180° zu drehen (4.2), um die Plattenverbinder in der zweiten Platte zu
fräsen.
Worktop
template
General note
The APS 900 worktop template is designed for a 30 mm copying ring and a groove cutter Ø 14
mm. The useful length of the router must at least match the panel thickness. The template is
designed as standard for worktops measuring up to 600 mm in width.
Assembly
Assemble the worktop template according to diagram 2. The MFS standard profi le (2.1) acts
as a guide and clamp profi le for the worktop template (2.3) and the panel connector template
(2.2).
5
Routing instructions
The template is aligned and clamped for the individual routings using the pins, as illustrated in
diagrams 5.1 to 5.4. The panel thickness must be pre-routed in three steps (a). The router is
then run in planing mode across the entire panel thickness (b). The arrows indicate the direction
in which to guide the router.
To avoid breaking off the corner, the individual panels must be worked on as follows:
Panel diagram
work
surface
left lengthways panel
5.1
top
left front side of cross panel
5.2
bottom
right front side of cross panel
5.3
top
right lengthways panel
5.4
bottom
Wider worktops
Worktops which are wider than 600 mm are routed as per diagram 3.
Firstly, the template is aligned using the pins, as in the case of a 600 mm wide worktop. The
60 cm mark on the profi le is then positioned congruently with the mark (3.1) on the template.
Secondly, the template with the mark is moved the required distance (3.2). Routing must be
started in position 3.2. Pre-routing is done in direction a, while planing is done in direction b.
Routing instructions for panel connectors
The panel connectors are routed into the panel, as illustrated in diagram 4. The length of the
panel connectors is set using the pins in position c. It is possible to route panel connectors
measuring 65 mm or 150 mm in length. To align (4.1), an additional pin is inserted into the
worktop template (d). The template must be rotated 180° (4.2) to route the panel connectors
in the second panel.
Gabarit pour plan de travail
Remarque générale
Le gabarit pour plan de travail APS 900 est conçu pour une bague de copiage de 30 mm et
une fraise à rainurer de 14 mm de diamètre. La longueur utile de la fraise doit correspondre au
minimum à l’épaisseur de la plaque. Le gabarit est conçu en standard pour des plans de travail
d’une largeur maximale de 600 mm.
Montage
Le gabarit pour plan de travail doit être monté conformément à la fi gure 2. Le profi l standard
MFS (2.1) sert de profi l de guidage et de serrage au gabarit pour plan de travail (2.3) et au
gabarit d’assemblage de plaque (2.2).
Instruction de fraisage
Ajuster le gabarit, comme indiqué sur les fi gures 5.1 à 5.4, à l’aide des goupilles pour les diffé-
rents fraisages et l’abloquer. Effectuer en trois passes (a) un fraisage pour ébaucher l’épaisseur
de la plaque. Fraiser ensuite sur toute l’épaisseur de la plaque en une passe de fi nition (b). Les
fl èches indiquent les sens de travail de la défonceuse. Pour éviter tout arrachement du bord,
usiner les plaques de la façon suivante :
Plaque Figure
Surface
de
travail
Plaque longitudinale gauche
5.1
haut
Face frontale gauche de la plaque transversale
5.2
bas
Face frontale droite de la plaque transversale
5.3
haut
Plaque longitudinale droite
5.4
bas
6
Plans de travail plus larges
Les plans de travail ayant une largeur supérieure à 600 mm sont fraisés comme indiqué à la
fi gure 3. Lors de la première passe, le gabarit est ajusté à l’aide de goupilles comme sur un
plan de travail de 600 mm de largeur. Ensuite, la cote 60 sur le profi l est mise en superposition
avec le repère (3.1) sur le gabarit. Lors de la deuxième passe, le gabarit est décalé en même
temps que le repère de la surcote nécessaire (3.2). Commencer le fraisage dans la position 3.2.
Le fraisage d’ébauche se fait dans le sens a, le fraisage de fi nition dans le sens b.
Instruction de fraisage pour les ferrures
Les ferrures sont fraisées dans la plaque, comme indiqué sur la fi gure 4. La longueur des ferru-
res se règle en position c en agissant sur les goupilles. Il est possible de fraiser des ferrures de
65 mm ou de 150 mm de longueur. Pour assurer l’ajustement (4.1), une goupille supplémentaire
est insérée dans le gabarit pour plan de travail (d). Tourner le gabarit de 180° (4.2) pour fraiser
les ferrures dans le deuxième plan.
Plantilla para planchas de trabajo
Indicaciones generales
La plantilla para planchas de trabajo APS 900 está diseñada para un anillo copiador de 30 mm
y una fresa de ranuras de 14 mm de Ø. La longitud útil de la fresa debe ser como mínimo equi-
valente al grosor de la plancha. La plantilla está diseñada de manera estándar para planchas
de trabajo de hasta 600 mm de ancho.
Montaje
La plantilla para planchas de trabajo se deberá montar tal como se muestra en la ilustración 2.
El perfi l estándar MFS (2.1) sirve de perfi l de guiado y sujeción para la plantilla de las planchas
de trabajo (2.3) y la plantilla de unión de planchas (2.2).
Instrucciones para fresado
La plantilla se orienta y fi ja mediante pernos para los diferentes fresados tal como se muestra
en las fi guras 5.1 a 5.4. El grosor de la plancha se desbasta en tres etapas (a). A continuación
se efectúa un fresado de alisado que abarca el grosor íntegro de la plancha (b). Las fl echas in-
dican el sentido de avance de la fresadora. Para evitar que se produzcan roturas en los bordes
se deberá trabajar cada una de las planchas del siguiente modo:
Plancha Figura
Superfi cie de trabajo
Plancha longitudinal izquierda
5.1
Arriba
Frontal izquierdo de la plancha transversal
5.2
Abajo
Frontal derecho de la plancha transversal
5.3
Arriba
Plancha longitudinal derecha
5.4
Abajo
Planchas de trabajo de mayor anchura
Las planchas de trabajo de anchura superior a 600 mm se fresan tal como se muestra en la
fi gura 3. 1. Se coloca la plantilla mediante pernos de igual forma que en el caso de las planchas
de 600 mm de anchura. A continuación, se transporta la medida 60 del perfi l haciéndola coin-
cidir con la marca (3.1) de la plantilla. 2. Se desplaza la plantilla con la marca de acuerdo con
la distancia necesaria (3.2). Se comenzará el fresado en la posición 3.2. El desbaste se realiza
en la dirección a, el alisado en la dirección b.
Instrucciones de fresado para uniones de planchas
Las uniones de planchas se fresan según se muestra en la fi gura 4. La longitud de las uniones
de planchas se ajusta mediante pernos en la posición c. Se pueden fresar uniones de planchas
con una longitud de 65 mm ó 150 mm. Para la alineación (4.1) se inserta un segundo perno en
la plantilla para planchas de trabajo (d). La plantilla se girará 180° (4.2) para fresar la unión en
la segunda plancha.
7
Dima per pannelli da lavoro
Nota generale
La dima per pannelli da lavoro APS 900 è adatta per anello a copiare di 30 mm e fresa per sca-
nalature di Ø 14 mm. La lunghezza utile della fresa deve corrispondere almeno allo spessore dei
pannelli. La dima è standard per pannelli da lavoro fi no a 600 mm di larghezza.
Montaggio
La dima per pannelli da lavoro deve essere montata seguendo le istruzioni della fi gura 2. Il profi lo
standard MFS (2.1) serve da profi lo di guida e di serraggio per la dima per pannelli da lavoro
(2.3) e per la dima per la congiunzione di pannelli (2.2).
Guida alla fresatura
Orientare e fi ssare la dima, come illustrato nelle fi gure da 5.1 a 5.4, per le singole fresature
mediante i perni. Lo spessore dei pannelli deve essere fresato anticipatamente in tre fasi (a).
Infi ne, fresare una feritoia per tutto lo spessore del pannello (b). Le frecce indicano la relativa
direzione di spostamento della fresatrice verticale. Per evitare strappi ai bordi, lavorare i singoli
pannelli come segue:
pannello fi gura
superfi cie di lavoro
pannello longitudinale di sinistra
5.1
sopra
lato frontale sinistro del pannello trasversale
5.2
sotto
lato frontale destro del pannello trasversale
5.3
sopra
pannello longitudinale di destra
5.4
sotto
Pannelli da lavoro più ampi
I pannelli da lavoro superiori a 600 mm di larghezza vengono fresati come illustrato in fi gura 3.
Nella prima fase si orienta la dima per mezzo dei perni come con un pannello da lavoro di 600
mm di larghezza. Infi ne si riporta sulla dima la misura 60 del profi lo in corrispondenza del con-
trassegno (3.1).
Successivamente si spinge la dima con il contrassegno sulla misura necessaria (3.2). Iniziare la
fresatura nella posizione 3.2. La prefresatura si esegue in direzione a, la feritoia in direzione b.
Guida alla fresatura del giunto per pannelli
Fresare il giunto per pannelli nel pannello, come illustrato in fi gura 4. La lunghezza del giunto
è regolata, mediante i perni, in posizione c. Si possono fresare giunti per pannelli da 65 mm
o 150 mm di lunghezza. Per l’orientamento (4.1) è possibile fi ssare un perno aggiuntivo nella
dima per pannelli da lavoro (d). Ruotare la dima di 180° (4.2) per fresare il giunto per pannelli
nel secondo pannello.
Werkplaatsjabloon
Algemene aanwijzing
De werkplaatsjabloon APS 900 is bestemd voor een kopieerring van 30 mm en een groeffrees
van Ø 14 mm. De nuttige lengte van de frees dient minstens gelijk te zijn aan de dikte van de
plaat. De sjabloon is standaard bestemd voor werkplaten tot 600 mm breed.
Montage
De werkplaatsjabloon dient volgens afbeelding 2 te worden gemonteerd. Het MFS-standaard-
profi el (2.1) dient als geleidings- en spanprofi el voor de werkplaatsjabloon (2.3) en de plaat-
verbindersjabloon (2.2).
Gebruiksaanwijzing voor het frezen
De sjabloon wordt, zoals weergegeven in afbeelding 5.1 tot 5.4, voor het frezen met behulp van
de bouten afgesteld en opgespannen. De plaatdikte dient in drie stappen te worden voorgefreesd
(a). Vervolgens dient er over de gehele dikte van de plaat (b) een nabewerking plaats te vinden.
8
De pijlen geven de betreffende aanvoerrichting van de bovenfrees aan. Om te vermijden dat de
randen uitscheuren dienen de platen stuk voor stuk als volgt te worden bewerkt:
Plaat Afbeelding
Werkvlak
Langsplaat links
5.1
Boven
Linkervoorzijde van de dwarsplaat
5.2
Onder
Rechtervoorzijde van de dwarsplaat
5.3
Boven
Rechterlangsplaat
5.4
Onder
Bredere werkplaten
Werkplaten die breder zijn dan 600 mm worden gefreesd volgens afbeelding 3. Bij de eerste
stap wordt de sjabloon met behulp van de bouten afgesteld zoals bij een werkplaat van 600
mm breed. Vervolgens wordt de maat 60 op het profi el congruent aan de markering (3.1) op
de sjabloon gebracht. Bij de tweede stap wordt de sjabloon met de markering zo verschoven
dat de benodigde overmaat wordt verkregen (3.2). Met het frezen dient te worden begonnen in
positie 3.2. Het voorfrezen gebeurt in de richting a, de nabewerking in richting b.
Freesgebruiksaanwijzing voor plaatverbindingsstuk
De plaatverbindingstukken worden, zoals op afbeelding 4 weergegeven, in de plaat gefreesd.
De lengte van het plaatverbindingsstuk wordt met behulp van de bouten op positie c ingesteld.
Er kunnen plaatverbindingstukken met een lengte van 65 mm of 150 mm worden ingefreesd.
Voor het afstellen (4.1) wordt een extra bout in de werkplaatsjabloon gestoken (d). De sjabloon
moet 180° worden gedraaid (4.2) om het plaatverbindingsstuk in de tweede plaat te frezen.
Arbetsskivsschablon
Allmän anvisning
Arbetsskivsschablonen APS 900 är konstruerad för en 30 mm kopierring och en notfräs för Ø 14
mm. Fräsens effektiva längd måste vara minst densamma som skivans tjocklek. Schablonen är
standardmässigt konstruerad för upp till 600 mm breda arbetsskivor.
Montering
Arbetsskivsschablonen monteras enligt bild 2. Multifrässchablonens standardprofi l (2.1) används
som styrnings- och spännprofi l för arbetsskivsschablonen (2.3) och skivförbindningsschablonen
(2.2).
Fräsbruksanvisning
Som visas på bilderna 5.1 till 5.4 riktas och spänns schablonen med hjälp av tapparna för varje
fräsning. Skivans tjocklek förfräser man i tre steg (a). Därefter bearbetar man med slätskär över
hela skivtjockleken (b). Pilarna anger handöverfräsens respektive matningsriktning.
För att undvika splitter utmed kanten, bearbetar man varje skiva enligt följande:
skiva bild
arbetsyta
vänster längsskiva
5.1
uppe
vänster framsida på tvärskivan
5.2
nere
höger framsida på tvärskivan
5.3
uppe
höger längsskiva
5.4
nere
9
Bredare arbetsskivor
Arbetsskivor som är bredare än 600 mm fräser man enligt bild 3. I första steget riktas schablo-
nen som för en 600 mm bred arbetsskiva med hjälp av sprintarna. Därefter placerar man måttet
60 på profi len i överensstämmelse med markeringen (3.1) på schablonen. I det andra steget
förskjuts schablonen med markeringen med det erforderliga tilläggmåttet (3.2). Man påbörjar
fräsningen vid position 3.2. Förfräsningen utförs i riktningen a och slätskärsbearbetningen i
riktningen b.
Fräsbruksanvisning för skivförbindningar
Skivförbindningarna fräser man in i skivan i enlighet med bild 4. Skivförbindningarnas längd ställs
in i position C via tapparna. Man kan fräsa in 65 mm eller 150 mm långa skivförbindningar.
För att justeringen (4.1) sticker man i en extra tapp i arbetsskivsschablonen (d). För att fräsa
skivförbindningarna i nästa skiva, vrider man schablonen 180° (4.2).
Työtasosapluuna
Yleisiä ohjeita
Työtasosapluuna APS 900 on tarkoitettu 30 mm:n kopiorenkaalle ja urajyrsimelle Ø 14 mm.
Jyrsinterän hyötypituuden täytyy vastata vähintään levyn paksuutta. Sapluuna on tarkoitettu
standardinmukaisesti jopa 600 mm:n levyisille työtasoille.
Asennus
Työtasosapluuna on asennettava kuvan 2 mukaisesti. MFS-vakioprofi ili (2.1) toimii ohjaus- ja
profi ilikiinnikkeenä työtasosapluunalle (2.3) ja levyliitossapluunalle (2.2).
Jyrsintäohjeet
Sapluuna kohdistetaan ja kiristetään kuvien 5.1 - 5.4 mukaisesti yksittäisiä jyrsintöjä varten
pulteilla. Levyn paksuus on esijyrsittävä kolmessa vaiheessa (a). Lopuksi koko levyn paksuudelle
(b) on jyrsittävä viimeistelykäytävä. Nuolet osoittavat yläjyrsimen kyseisen syöttösuunnan.
Reunan lohkeamisen estämiseksi ykisttäiset levyt on työstettävä seuraavasti:
levy kuva
työtaso
vasen pituuslevy
5.1
ylhäällä
poikkilevyn vasen etupuoli
5.2
alhaalla
poikkilevyn oikea etupuoli
5.3
ylhäällä
oikea pituuslevy
5.4
alhaalla
Leveämmät työtasot
Yli 600 mm leveät työtasot jyrsitään kuvan 3 mukaisesti. Ensimmäisessä vaiheessa sapluuna
kohdistetaan pulteilla kuten 600 mm leveän työtason yhteydessä. Sen jälkeen mitta 60 laitetaan
profi ilille yhtenevästi sapluunan merkinnän (3.1) kanssa. Toisessa vaiheessa sapluunaa siirre-
tään tarvittava mitta (3.2). Jyrsintä on aloitettava kohdasta 3.2. Esijyrsintä tapahtuu suuntaan
a, siloitus suuntaan b.
Levyliitoksen jyrsintäohje
Levyliitos upotetaan levyyn kuvan 4 mukaisesti. Levyliitoksen pituutta säädetään pulteista koh-
dassa c. Sillä voidaan jyrsiä 65 mm tai 150 mm pitkiä levyliitoksia. Kohdistusta varten (4.1)
työtasosapluunaan pistetään ylimääräräinen pultti (d). Sapluunaa käännetään 180° (4.2) levy-
liitoksen jyrsimiseksi toiseen levyyn.
10
Arbejdspladeskabelon
Generel henvisning
Arbejdspladeskabelonen APS 900 er konstrueret til en 30 mm kopiring og en notfræser Ø 14 mm.
Fræserens nyttelængde skal mindst svare til pladetykkelsen. Skabelonen er som standard be-
regnet til arbejdsplader med en bredde på indtil 600 mm.
Montering
Arbejdspladeskabelonen skal monteres, som vist i fi g. 2. MFS-standardprofi len (2.1) anvendes som
førings- og spændeprofi l for arbejdspladeskabelonen (2.3) og pladesamlerskabelonen (2.2).
Fræsevejledning
Skabelonen bliver, som vist i fi g. 5.1 til 5.4, indstillet og spændt op til de enkelte fræsninger med
boltene. Pladetykkelsen skal forfræses i tre trin (a). Derefter skal der udføres en sletfræsning
over hele pladetykkelsen (b). Pilene viser den gældende fremføringsretning for overfræseren.
For at undgå at kanterne fl ænses skal de enkelte plader bearbejdes på følgende måde:
Plade Illustration
Arbejdsareal
Venstre langsgående plade
5.1
foroven
Venstre frontside af tværpladen
5.2
forneden
Højre frontside af tværpladen
5.3
foroven
Højre langsgående plade
5.4
forneden
Bredere arbejdsplader
Arbejdsplader som er bredere end 600 mm fræses, som angivet i fi g. 3. I det første trin indstilles
skabelonen som ved en 600 mm bred arbejdsplade ved hjælp af boltene. Derefter bringes målet
60 på profi len til at passe med markeringen (3.1) på skabelonen. I trin to forskydes skabelonen
med markeringen det nødvendige tillægsmål (3.2). Fræsningen skal begyndes i position 3.2.
Forfræsningen udføres i retning a og sletfræsningen i retning b.
Fræsevejledning for pladesamlere
Pladesamlerne fræses ind i pladen, som vist i fi g. 4. Pladesamlernes længde indstilles via boltene
i position c. Der kan fræses 65 mm eller 150 mm lange pladesamlere. Ved indstillingen (4.1)
sættes der en ekstra bolt i arbejdspladeskabelonen (d). Skabelonen skal drejes 180° (4.2) for
at fræse pladesamlerne i plade nummer to.
Mal
for
arbeidsplater
Generell informasjon
Malen for arbeidsplaten APS 900 er konstruert for en 30 mm kopiring og en notfrese med dia-
meter 14 mm. Fresens nyttelengde må minst tilsvare platetykkelsen. Malen er konstruert som
standard til arbeidsplater med en lengde på inntil 600 mm.
Montasje
Malen for arbeidsplatene skal monteres iht. illustrasjon 2. MFS-standardprofi l (2.1) brukes som
førings- og spennprofi l for arbeidsplatemalen (2.3) og for platekoblingsmalen (2.2).
Fresanvisning
Malen blir justert og spent opp for de enkelte fresingene gjennom boltene, slik det vises i illus-
trasjon 5.1 til 5.4. Platetykkelsen skal forfreses i tre trinn (a). Deretter skal det utjevnes over
hele platetykkelsen (b) Pilen viser overfresens aktuelle fremføringsretning. For å unngå oppfl ising
av kantene, skal de enkelte platene bearbeides på følgende måte:
11
Plate Illustrasjon
Arbeidsfl ate
venstre lengdeplate
5.1
oppe
tverrplatens venstre framside
5.2
nede
tverrplatens høyre framside
5.3
oppe
høyre lengdeplate
5.4
nede
Bredere abeidsplater
Arbeidsplater som er bredere enn 600 mm freses iht. illustrasjon 3. Ved hjelp av boltene jus-
teres malen som ved en 600 mm bred arbeidsplate. Deretter føres målet 60 på profi len slik
at det dekker markeringen (3.1) på malen. I trinn to forskyves malen med markeringen med
det nødvendige målet (3.2). Start med fresingen i posisjon 3.2. Forfresingen skjer i retning a,
utjevningen i retning b.
Freseveiledning for platekobling
Platekoblingen blir innfrest i platen slik det vises i illustrasjon 4. Lengden på platekoblingen
stilles inn via boltene i posisjon c. 65 mm eller 150 mm lange platekoblinger kan freses inn. For
oppretting (4.1) blir ytterligere en bolt satt inn i malen for arbeidsplaten (d). Malen dreies 180°
(4.2) for å frese platekoblingen i den neste platen.
Matriz de placas de trabalho
Indicação geral
A matriz de placas de trabalho APS 900 está preparada para um anel copiador de 30 mm e uma
fresa de ranhuras Ø 14 mm. O comprimento útil da fresa deve corresponder no mínimo à es-
pessura das placas. A matriz está preparada de série para placas de trabalho com uma largura
até 600 mm.
Montagem
A matriz de placas de trabalho deve ser montada de acordo com a fi gura 2. O perfi l standard
MFS (2.1) tem a função de perfi l guia e de perfi l de aperto para a matriz de placas de trabalho
(2.3) e a matriz de ligação de placas (2.2).
Instruções de fresagem
Para as fresagens individuais, a matriz é orientada e fi xa através das cavilhas, como ilustrado
nas imagens 5.1 a 5.4. A espessura das placas deve ser fresada em três etapas (a). A seguir,
deve fresar-se um passo de alisamento ao longo de toda a espessura da placa (b). As setas in-
dicam o respectivo sentido de avanço da tupia. Para não existirem arrancamentos das arestas,
as placas individuais devem ser trabalhadas do seguinte modo:
Placa Figura
Superfície
de
trabalho
Placa longitudinal esquerda
5.1
em cima
Lado frontal esquerdo da placa transversal
5.2
em baixo
Lado frontal direito da placa transversal
5.3
em cima
Placa longitudinal direita
5.4
em baixo
Placas de trabalho mais largas
As placas de trabalho com uma largura superior a 600 mm são fresadas de acordo com a fi gura
3. Na primeira etapa, a matriz é orientada através das cavilhas do mesmo modo que numa placa
de trabalho com uma largura de 600 mm. A seguir coloca-se a medida 60 sobre o perfi l de for-
ma congruente com a marcação (3.1) na matriz. Na segunda etapa, a matriz com a marcação
12
é deslocada pela necessária medida excedente (3.2). A fresagem deve ser iniciada na posição
3.2. A fresagem de avanço ocorre no sentido a, o passo de alisamento no sentido b.
Instruções de fresagem para o ligador de placas
Os ligadores de placas são entalhados por fresagem na placa, como ilustrado na fi gura 4. O
comprimento dos ligadores de placas é ajustado através das cavilhas na posição c. Podem ser
entalhados por fresagem ligadores de placas com um comprimento de 65 mm ou 150 mm. Para
o ajuste (4.1) é introduzida uma cavilha adicional na matriz das placas de trabalho (d).
A matriz deve ser girada por 180° (4.2), para fresar os ligadores de placas na segunda placa.
Ôðåçåðíûé øàáëîí
Общие указания
Фрезерный шаблон APS 900 предназначен для копировального кольца 30 мм и пазовой фрезы
Ø 14 мм. Рабочая длина фрезы должна соответствовать как минимум толщине панели.
Шаблон разработан для панелей до 600 мм шириной.
Монтаж
Фрезерный шаблон монтируется согласно рис. 2. Стандартный профиль MFS (2.1)
служит направляющим и зажимным профилем для фрезерного шаблона (2.3) и шаблона
соединительного зажима (2.2).
Руководство по фрезерованию
Шаблоны, как показано на рис. 5.1 - 5.4, центрируются и крепятся к различным фрезам
при помощи болтов.
Панель фрезеруется за три этапа (a). В заключение необходимо пройти всю толщину панели
за один проход (b). Стрелками показано направление подачи фрезы в каждом случае.
Чтобы избежать сколов на кромках заготовки, обрабатывайте панели следующим
образом:
Панель Рисунок
Рабочая
поверхность
Левая продольная панель
5.1
верх
левый торец поперечной панели
5.2
низ
правый торец поперечной панели
5.3
верх
правая продольная панель
5.4
низ
Ширина опорного стола
Панели шириной свыше 600 мм фрезеруются как показано на рис. 3.
На первом этапе шаблоны центрируются болтом как на панелях шириной до 600 мм. Затем
размер 60 при помощи отметки (3.1) на шаблоне переносится на профиль.
На втором этапе шаблон с отметкой перемещается на необходимое расстояние (3.2).
Фрезерование начинается с положения 3.2. Предварительное фрезерование осуществляется
в направлении a, а заключительный проход в направлении b.
Руководство по фрезерованию соединительного зажима панелей
Соединительные зажимы фрезеруются в панели, как показано на рис. 4.
Длина соединительного зажима панелей устанавливается болтом в положении c. Можно
профрезеровать соединительный зажим 65 мм или 150 мм длиной.
Для центрирования (4.1) во фрезерном шаблоне используется дополнительный болт (d).
Шаблон можно повернуть на 180° (4.2), чтобы профрезеровать соединительный зажим во
второй панели.
13
Šablona na frézování pracovních desek
Všeobecné informace
Šablona na frézování pracovních desek APS 900 je určena pro kopírovací kroužek 30 mm a
drážkovací frézu o Ø 14 mm. Užitná délka frézy musí minimálně odpovídat tloušťce desky.
Šablona je standardně navržena pro pracovní desky do tloušťky 600 mm.
Montáž
Namontujte pracovní šablonu dle obrázku 2. Standardní profi l MFS (2.1) slouží jako vodicí a
upínací profi l pro šablonu na frézování pracovních desek (2.3) a šablonu na spojování pracovních
desek (2.2).
Návod na frézování
Šablona se vyrovná, jak je znázorněno na obrázcích 5.1 až 5.4, pomocí čepů pro jednotlivá
frézování, a upne.
Tloušťka desky se frézuje nahrubo ve třech krocích (a). Následně se provede frézování načisto
po celé tloušťce desky (b). Šipky ukazují směr posunu horní frézky.
Aby se zabránilo vytrhávání hrany, opracujte jednotlivé desky následujícím způsobem:
deska Obrázek
pracovní
plocha
levá podélná deska
5.1
nahoře
levá čelní strana příčné desky
5.2
dole
pravá čelní strana příčné desky
5.3
nahoře
pravá podélná deska
5.4
dole
Širší pracovní desky
Pracovní desky širší než 600 mm se frézují dle obrázku 3.
V prvním kroku se šablona vyrovná jako u pracovní desky o šířce 600 mm pomocí čepů. Následně
se na profi l vynese míra 60 cm shodná se značkou (3.1) na šabloně.
Ve druhém kroku se šablona se značkou posune o potřebný přídavek (3.2). S frézováním začněte
v poloze 3.2. Frézování nahrubo se provádí ve směru a, frézování načisto ve směru b.
Návod na frézování pro spojovací prvky
Spojovací prvky se zafrézují, jak je znázorněno na obrázku 4, do pracovní desky.
Délka spojovacích prvků se nastavuje pomocí čepů v poloze c. Je možné zafrézovat spojovací
prvky o délce 65 mm nebo 150 mm.
K vyrovnání (4.1) se do šablony na frézování pracovních desek zasune další čep (d).
Šablonu je třeba otočit o 180° (4.2), aby bylo možné zafrézovat spojovací prvky do druhé pra-
covní desky.
Szablon do wytwarzania płyt roboczych
Zalecenie ogólne
Szablon do wytwarzania płyt roboczych APS 900 zaprojektowano do stosowania pierścienia do
kopiowania 30 mm i frezu do wpustów Ø 14 mm. Długość użytkowa frezu musi odpowiadać co
najmniej grubości płyty. Standardowo szablon zaprojektowano do wytwarzania płyt roboczych
o szerokości do 600 mm.
Montaż
Szablon do wytwarzania płyt roboczych należy zmontować zgodnie z ilustracją 2. Profi l standar-
dowy MFS (2.1) służy jako profi l prowadnicowy mocujący szablon do wytwarzania płyt roboczych
(2.3) i szablon łącznika płytowego (2.2).
14
Instrukcja frezowania
Do wykonania poszczególnych frezowań szablon mocowany jest i ustawiany za pomocą trzpieni
w sposób pokazany na rysunku 5.1 do 5.4.
Grubość płyty należy wstępnie frezować w trzech etapach (a). Następnie należy wykonać fre-
zowanie wyrównujące na całej grubości płyty (b). Strzałki wskazują dany kierunek przesuwu
frezarki górnowrzecionowej. Dla uniknięcia wyszczerbień krawędzi, pojedyncze płyty należy
obrabiać w następujący sposób:
Płyta
Rysunek Powierzchnia robocza
Lewa płyta wzdłużna
5.1
Góra
Lewa strona czołowa płyty poprzecznej
5.2
Dół
Prawa strona czołowa płyty poprzecznej
5.3
Góra
Prawa płyta wzdłużna
5.4
Dół
Szersze płyty robocze
Płyty robocze szersze niż 600 mm frezowane są według rysunku 3.
W pierwszym etapie szablon ustawiany jest za pomocą trzpieni tak, jak w przypadku płyty ro-
boczej o szerokości 600 mm. Następnie wymiar 60 na profi lu ustawiany jest w taki sposób, aby
pokrywał się ze znacznikiem (3.1) na szablonie.
W drugim etapie szablon ze znacznikiem przesuwany jest o wymagany naddatek obróbkowy
(3.2). Frezowanie należy rozpocząć na pozycji 3.2. Frezowanie wstępne odbywa się w kierunku
a, przejście wyrównujące odbywa się w kierunku b.
Instrukcja frezowania łączników płytowych
Łączniki płytowe frezowane są w sposób przedstawiony na rysunku 4.
Długość łączników płytowych ustawiana jest za pomocą trzpienia na pozycji c. Można frezować
łączniki płytowe o długości 65 mm lub 150 mm. Przy ustawieniu (4.1) w szablon do wytwarzania
płyt roboczych wsuwany jest dodatkowy trzpień (d).
Do wyfrezowania łączników płytowych w drugiej płycie należy przekręcić szablon o 180° (4.2).
")