Festool VS 600 accessories – страница 2
Инструкция к Festool VS 600 accessories

21
b)
Serrage des pièces
Il convient de toujours serrer simultanément les deux pièces à
assembler.
Ce faisant, il faut veiller à observer les points suivants (cf.
fi gure 10):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces doivent être placées sur le côté de la butée.
• Les pièces doivent être alignées à fl eur dans la partie supé-
rieure.
• Les côtés situés à l’extérieur à l’état serré (a1 - a4) constituent
les côtés intérieurs de l’assemblage fi ni.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent toujours être
serrées en haut dans le système d’assemblage et les pièces «2“
et «4“ à l’avant.
c)
Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau T2) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre dé-
fonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Réglez sur votre défonceuse la profondeur de fraisage suivante
(
attention
: ces cotes sont uniquement valables pour la fraise
mentionnée dans le tableau T2): SZ 14: 12 mm, SZ 20: 15
mm.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un as-
pirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX CTM).
Remarque
: Ajustez l’écart du capot de protection par rapport à
la pièce à la verticale de sorte qu’elle ait suffi samment de trajet
de déplacement pour fraiser les assemblages.
d) Traitement
Traçage
Afi n d’éviter des éclats de la pièce serrée à la verticale, il faudrait
que sa surface soit tracée:
• A cet effet, posez une réglette (11.1) sur le support de gabarit
dont la largeur est l’épaisseur de la pièce + 33 mm. Cette réglette
sert de guidage pour la défonceuse.
• Déposez la défonceuse à droite de la pièce sur le gabarit de sorte
que la surface de guidage (11.2) du plateau de la défonceuse
soit contre la réglette.
• Appuyez la machine vers le bas jusqu’à la profondeur de frai-
sage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse de la droite vers la gauche le long de la
réglette et tracez (égratignez) ainsi la pièce.
b)
Sujetar las piezas de trabajo
Deberán sujetarse siempre a la vez las dos piezas de trabajo que
se quieran unir.
Deberán tenerse en cuenta los aspectos siguientes (véase fi -
gura 10):
• Las piezas de trabajo deberán sujetarse de tal manera que estén
tocando uno con otro los dos lados frontales que se quieran
unir.
• Las piezas de trabajo deberán tocar lateralmente el tope.
• Las piezas de trabajo deberán estar alineadas al mismo nivel
en la parte de arriba.
• Los lados que quedan en el exterior (a1 - a4) después de sujetar
las piezas forman los lados interiores de la unión acabada.
• En un marco (cuerpo) las piezas de trabajo deberán colocarse
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
sujetarse siempre arriba y las piezas de trabajo „2“ y „4“ siempre
delante en el sistema de unión.
c)
Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (v. tabla T2) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado =0 mm) en su fresa
colocando la máquina sobre el patrón y presionando hacia abajo
hasta que la herramienta fresadora entre en contacto con la
superfi cie de la pieza de trabajo sujetada.
• Ajuste en su fresadora la profundidad de fresado siguiente
(
Atención
: Estas medidas solamente serán válidas para las
fresas indicadas en la tabla T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej.
CLEANTEX
CTM de Fes-
tool).
Nota
: Ajuste la distancia entre la campana de aspiración
y la pieza de trabajo vertical de tal forma que disponga usted
todavía de sufi ciente capacidad de recorrido para fresar los
dientes.
d) Elaboración
Rayado inicial
Para evitar desgarros en una pieza de trabajo vertical debería
efectuarse un rayado inicial en la superfi cie de dicha pieza:
• Coloque una regleta (11.1) en el soporte del patrón cuyo ancho
sea igual al grosor de la pieza + 33 mm. Esta regleta sirve de
guía para la fresadora.
• Coloque la fresadora sobre el patrón y a la derecha de la pieza
de trabajo, de forma que la superfi cie-guía (11.2) de la mesa de
fresado de la fresadora esté apoyada sobre la regleta.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je la profundidad de fresado en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora de derecha a izquierda a lo largo de la regleta.
De esta manera realizará de forma sincrónica el rayado inicial
de la pieza de trabajo.
22
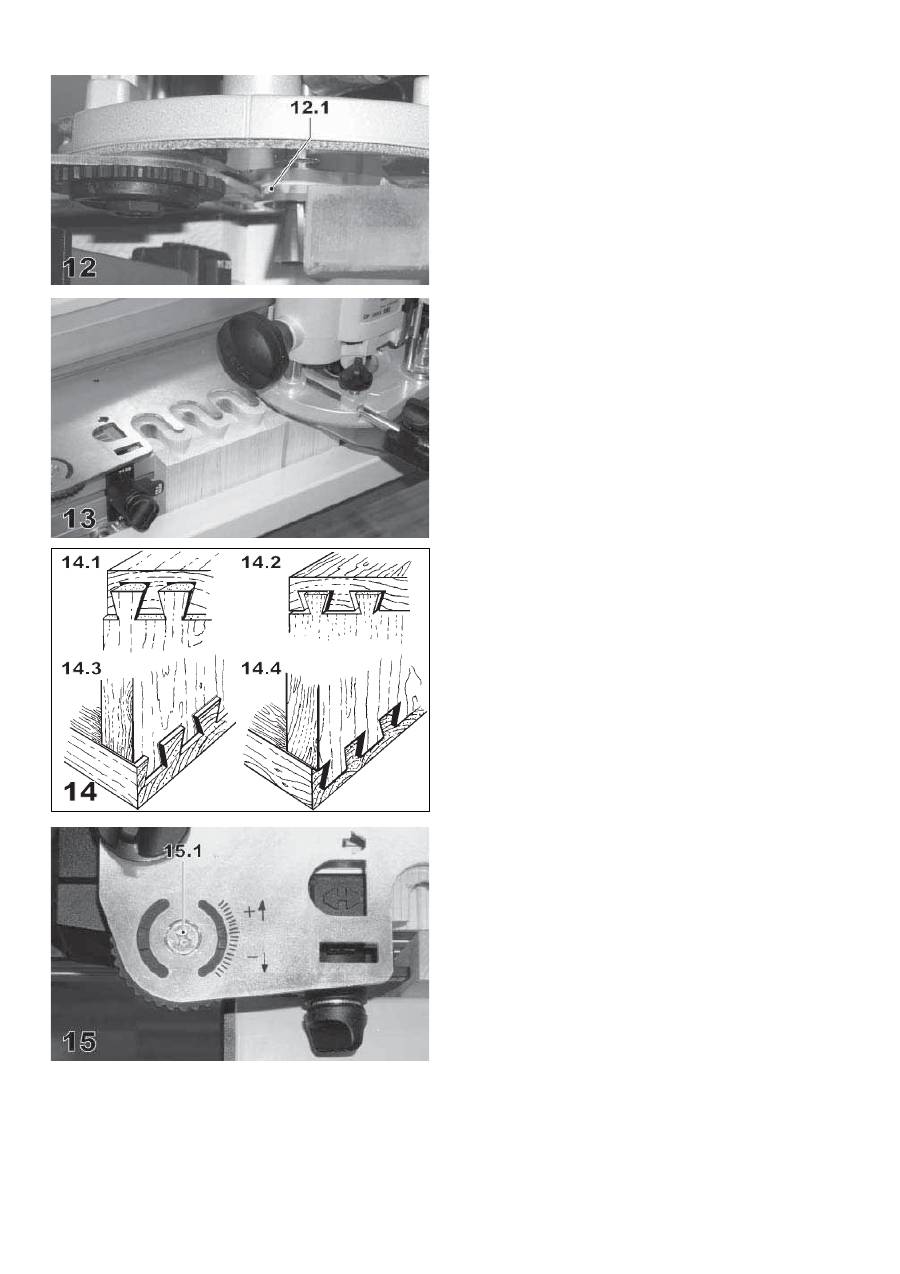
Trial routing of the dovetails
Perform a trial routing to check whether all settings are cor-
rect.
• Place the router on the end of the template so that the collar
(12.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 13).
Caution
: The collar of the starting ring must always rest against
the.
Always hold the router by both handles parallel to the template
and do not turn the tool during routing. The routing depth may
not be changed during routing.
• Check that all dovetails are routed correctly – repeat work if
necessary.
• Unclamp the workpieces and fi t together.
If the dovetail joint does not fi t exactly carry out the following
corrections:
°
Dovetail joint too stiff (14.1):
Slightly reduce the router’s routing depth with the fi ne adjust-
ment (approx. –0.5 mm).
°
Dovetail joint too loose (14.2):
Slightly increase the router’s routing depth with the fi ne ad-
justment (approx. + 0.5 mm).
°
Dovetail joint too deep (14.3):
Turn the adjusting wheels in the minus direction by the faulty
dimension (1 scale graduation mark corresponds to –0.1 mm
dovetail depth), replace and realign template according to
Chapter 6.1 a).
°
Dovetail joint not deep enough (14.4):
Turn the adjusting wheels in the plus direction by the faulty
dimension (1 scale graduation mark corresponds to +0.1 mm
dovetail depth), replace and realign template according to
Chapter 6.1 a).
Note
: In order to adjust the adjusting wheels the screws (15.1)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
• Repeat this procedure until the joint fi ts exactly.
Routing the dovetails
Rout all dovetails analogous to the trial routing.

23
Fraisage d’essai des assemblages à queues
Réalisez tout d’abord un fraisage d’essai pour contrôler si tous
les réglages sont corrects.
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (12.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de frai-
sage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
13).
Attention
: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage. La profondeur de fraisage n’a pas le droit d’être
modifi ée au cours de la phase de fraisage.
• Contrôlez si tous les assemblages à queues sont correctement
fraisés, le cas échéant, fraisez de nouveau.
• Desserrez les pièces et assemblez-les.
Au cas ou l’assemblage ne coïnciderait pas exactement,
veuillez réaliser les corrections suivantes:
°
assemblage à queues pas assez souple (14.1):
Diminuez de
manière minimale la profondeur de fraisage au moyen du
réglage fi n de la défonceuse (env. -0,5 mm).
°
assemblage à queues trop lâche (14.2):
Augmentez de manière minimale la profondeur de fraisage de
au moyen du réglage fi n de la défonceuse (env. +0,5 mm).
°
assemblage à queues trop profond (14.3):
Tournez les roues de réglage de la cote erronée dans le sens
moins (1 trait de graduation correspond à -0,1 mm de profon-
deur d’assemblage), remettez en place et alignez le gabarit
conformément au chapitre 6.1 a).
°
assemblage à queues pas assez profond (14.4):
Tournez les
roues de réglage de la cote erronée dans le sens plus (1 trait
de graduation correspond à +0,1 mm de profondeur d’assem-
blage), remettez en place et alignez le gabarit conformément
au chapitre 6.1 a).
Remarque
: Pour pouvoir régler les roues de réglage, vous devez
ouvrir les vis (15.1) et, une fois que le réglage a eu lieu, vous
devez les resserrer fermement. De cette manière, la position
réglée demeurera fi xée pour de futurs travaux.
• Veuillez répéter cette opération jusqu’à ce que l’assemblage
coïncide exactement.
Fraisage des assemblages à queues
Fraisez comme ce qui a été mentionné pour le fraisage d’essai de
tous les assemblages à queues.
Fresado de prueba de los dientes
Efectúe primero el fresado de prueba a fi n de controlar si todos
los ajustes son correctos.
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (12.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
13).
Atención
: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando. La profundidad de fresado no
se deberá modifi car durante el proceso de fresado.
• Controle si todos los dientes están fresadas correctamente - en
caso de necesidad deberá volver a fresar de nuevo.
• Saque las piezas de trabajo y júntelas.
En caso de no ser la ensambladura de dientes del todo correcta,
se deberán efectuar las correcciones siguientes:
°
La ensambladura de dientes funciona con difi cultad (14.1):
Reduzca un poco la profundidad de fresado de la fresadora
con el ajuste de precisión de la misma (aprox. -0,5 mm).
°
La ensambladura de dientes tiene una marcha demasiado
suave (14.2):
Aumente un poco la profundidad de fresado de
la fresadora con el ajuste de precisión de la misma (aprox.
+0,5 mm).
°
La ensambladura de dientes es demasiado profunda (14.3):
Gire las ruedas de ajuste la medida que falte y en dirección
negativa (1 raya de la escala corresponde a -0,1 mm de pro-
fundidad de diente), coloque de nuevo el patrón conforme al
capítulo 6.1 a) y realice la alineación.
°
La ensambladura de dientes no es sufi cientemente profunda
(14.4):
Gire las ruedas de ajuste la medida que falte y en di-
rección positiva (1 raya de la escala corresponde a +0,1 mm de
profundidad de diente), coloque de nuevo el patrón conforme
al capítulo 6.1 a) y realice la alineación.
Nota
: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (15.1) y, tras realizado el ajuste, volver a
apretarlos. De esta forma quedará fi jada la posición ajustada
para trabajos posteriores.
• Repita este proceso hasta que la ensambladura sea correcta.
Fresar los dientes
Frese todos los dientes de forma análoga al fresado de prueba.
24
A
B
1
2
3
2
3
4
1
4
A
A
B
B
1
2
3
4
17
6.2
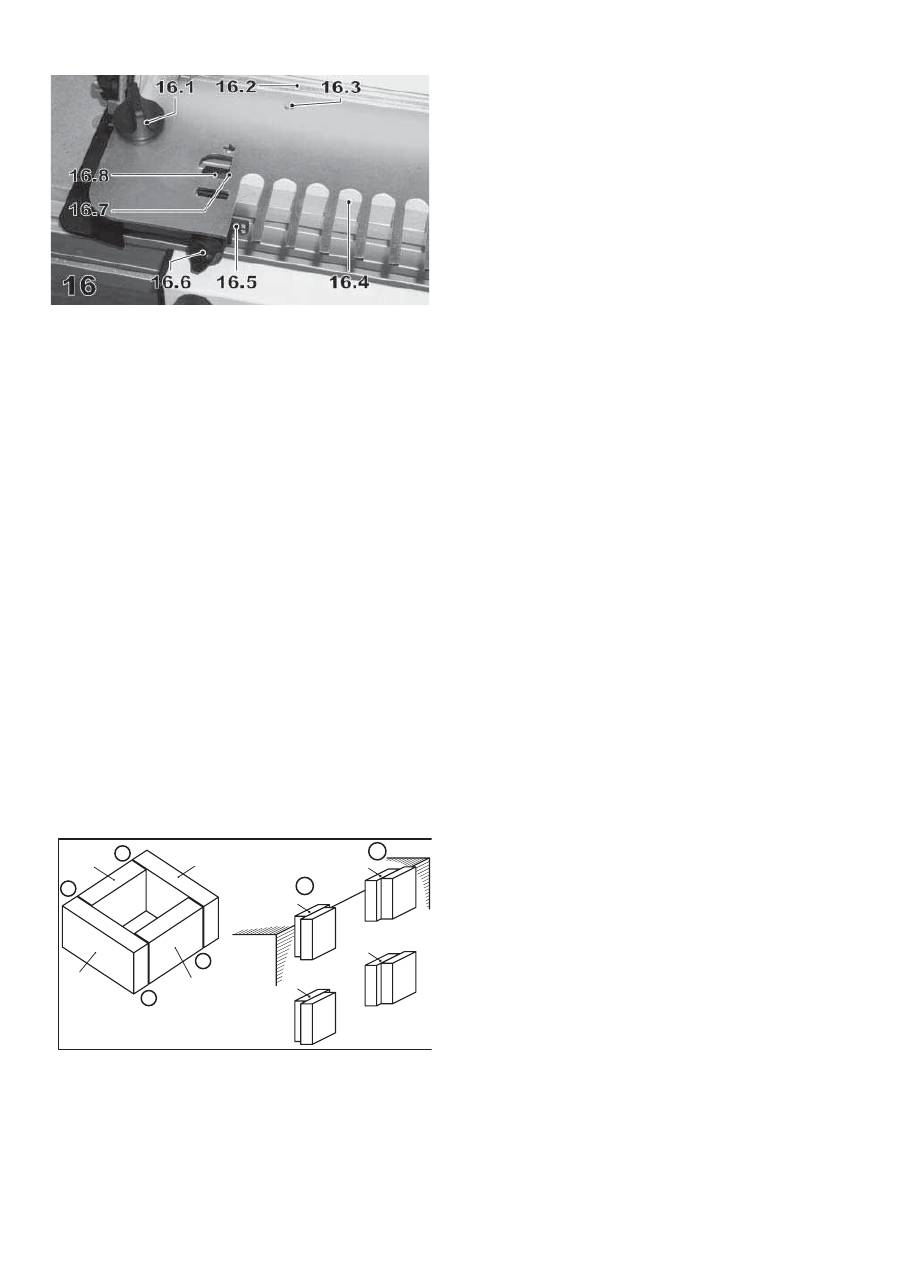
Slotted box joint
a)
Inserting the template and fi tting a splinterguard
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (16.1) to clamp the template and insert
the template.
Caution
: The bent rear edge (16.2) of the template must point
upwards.
• Push the template back up to the stop and clamp tight with the
two rotary knobs (16.1)
• Turn the two stops into the positions “FZ 6” and “FZ 10” (16.5).
Align the stops so that the arrows (16.8) lie against the inner
straight side (16.7) of the notches in the template. Clamp the
stops tight with the rotary knobs (16.6).
• Move the template up and place a board of soft wood (16.4) below
the template as a splinterguard.
Note
: The splinterguard prevents splintering on the rear side of
the workpiece during routing.
Caution
: To avoid damage to the jointing system during routing
and to ensure that the splinterguard functions properly it must
be 5 mm thicker and at least as wide as the workpiece being
processed.
• Push the template down until it lies fl at on the splinterguard
and close the two clamping levers to adjust the height of the
template.
• Align the splinterguard so that it lies fl ush with the front edge
of the base frame and clamp it tight with the upper pressure
beam.
• Screw the splinterguard tight to the template with short wood
screws (16.3).
b)
Clamping workpieces
Clamp and process both workpieces to be joined simultaneously
with the front pressure.
Pay attention to the following (see Figure 17):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces lie against the stop, offset by one
slot width.
• The workpieces must be pressed against the template from
below.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop. The workpieces “1” and “3” must rest
against the splinterguard at the rear, the workpieces “2 and “4”
against the pressure beam at the front.

25
6.2
Assemblages à queues droites
a)
Mettez le gabarit en place puis fi xez un anti-éclats.
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (16.1) pour serrer le gabarit puis
mettez le gabarit en place.
Attention
: Le côté arrière courbé (16.2) du gabarit doit être dirigé
vers le haut.
• Poussez le gabarit jusqu’à la butée vers l’arrière puis serrez-le
fermement au moyen des deux boutons tournants (16.1)
• Tournez les deux butées sur la position «FZ 6“ ou resp. «FZ 10“
(16.5). Alignez les butées de sorte que les fl èches (16.8) soient
contre le côté droit (16.7) des évidements à l’intérieur du ga-
barit. Serrez fermement les butées avec les boutons tournants
(16.6).
• Déplacez le gabarit vers le haut et placez une planche en bois
tendre (16.4), pour faire offi ce d’anti-éclats, sous le gabarit.
Remarque
: L’anti-éclats empêche qu’il y ait formation d’éclats
sur le dessous de la pièce lors du fraisage.
Attention
: Afi n que le système d’assemblage ne soit pas endom-
magé au cours du fraisage, et que l’anti-éclats puisse exécuter
sa fonction, il faut qu’il soit 5 mm plus épais que la pièce à traiter
et il doit avoir au moins la largeur de la pièce à traiter.
• Appuyez le gabarit vers le bas jusqu’à ce qu’il soit bien sur toute
la surface de l’anti-éclats puis fermez les deux leviers de serrage
pour le réglage de la hauteur de gabarit.
• Alignez l’anti-éclats de sorte qu’il soit à fl eur du bord avant de la
base et serrez-le fermement au moyen de la barre de pression
supérieure.
• Vissez l’anti-éclats fermement au moyen des vis à bois courtes
(16.3) au gabarit.
b)
Serrage des pièces
Il convient de serrer et de traiter simultanément avec la barre de
pression avant les deux pièces à assembler.
Pour ce faire, il convient d’observer les points suivants (cf.
fi gure 17):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces touchent latéralement la butée et sont posées dé-
calées l’une par rapport à l’autre d’une largeur d’assemblage.
• Les pièces doivent être poussées, de par le dessous, contre le
gabarit.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent se trouver à
l’arrière de l’anti-éclats, les pièces «2» et «4» à l’avant, contre
la barre de pression.
6.2
Dientes de punta
a)
Coloque el patrón y fi je la protección antiastillas
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (16.1) para sujetar el patrón e introduzca
el mismo.
Atención
: La parte trasera doblada (16.2) del patrón deberá
estar encarada hacia arriba.
• Desplace el patrón hacia atrás hasta el tope y sujételo con las
dos ruedas de giro (16.1).
• Gire ambos topes hasta la posición „FZ 6“ o „FZ 10“ (16.5). Alinee
los topes de forma que las fl echas (16.8) estén en contacto con
los lados interiores y rectos (16.7) de las escotaduras del patrón.
Sujete los topes con las ruedas de giro (16.6).
• Mueva el patrón hacia arriba y coloque una tabla de madera
blanda (16.4) debajo del patrón a modo de protección antiasti-
llas.
Nota
: La protección antiastillas impide que la pieza de trabajo
se astille en su parte de atrás a la hora de fresar.
Atención
: A fi n de que el sistema de unión no sea dañado durante
el fresado y de que la protección antiastillas pueda cumplir con
su función, dicha protección deberá tener un grosor de 5 mm
mayor que la pieza que se vaya a trabajar y, como mínimo, el
mismo ancho que dicha pieza.
• Presione el patrón hacia abajo hasta que esté nivelada sobre la
superfi cie de la protección antiastillas y cierre, a continuación,
ambas palancas de sujeción para el reajuste de altura del pa-
trón.
• Alinee la protección antiastillas de tal manera que quede enra-
sada con el canto delantero del bastidor de base y sujétela con
la barra opresora de arriba.
• Atornille la protección antiastillas en el patrón con los tornillos
cortos de madera (16.3).
b)
Sujetar las piezas de trabajo
Las dos piezas que se quieran trabajar deberán sujetarse simultá-
neamente con la barra opresora delantera y elaborarse asimismo
de forma simultánea.
Deberán tenerse en cuenta los aspectos siguientes (véase fi gura
17):
• Las piezas de trabajo deberán sujetarse de forma que los lados
frontales que se vayan a unir estén tocando uno con otro.
• Las piezas de trabajo se encuentran tocando lateralmente el
tope y están desplazadas en la medida del ancho de un dien-
te.
• Las piezas de trabajo deberán empujarse desde abajo y contra
el patrón.
• En un marco (cuerpo) las piezas de trabajo deberán colocarase
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
estar atrás tocando la protección antiastillas y las piezas de
trabajo „2“ y „4“ delante en la barra opresora.

26
c)
Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before chang-
ing cutters!
• Clamp the cutter (see Table 1) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by plac-
ing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the workpiece thickness as the routing depth on your
router.
Caution
: The routing depth should not be greater than the cutter
diameter. Instead, divided the cutting depth up into two or more
operating stages.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool
CLEANTEX
CTM).
Note
: set the gap between the extractor hood and vertical work-
piece so that you still have enough travel to rout the dovetails.
d) Processing
• Place the router on the end of the template so that the collar
(18.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 19).
Caution
: The collar of the starting ring must always rest against
the. Always hold the router by both handles parallel to the tem-
plate and do not turn the tool during routing. The routing depth
may not be changed during routing.
• Check the depth of the slots before unclamping the workpiece.
If they are not correct, reduce or increase the routing depth at
your router by the faulty dimension.

27
c)
Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau 1) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre dé-
fonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Sur votre défonceuse, ajustez l’épaisseur de pièce en tant que
profondeur de fraisage.
Attention
: La profondeur de fraisage ne devrait pas excéder le
diamètre de la fraise. Au lieu de cela, il convient de répartir la
profondeur de fraisage en deux ou plusieurs étapes de travail.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un as-
pirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX
CTM).
Remarque
: Ajustez l’écart du capot de protection par rapport à
la pièce à la verticale de sorte qu’elle ait suffi samment de trajet
de déplacement pour fraiser les assemblages.
d) Traitement
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (18.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de frai-
sage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
19).
Attention
: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage. La profondeur de fraisage n’a pas le droit d’être
modifi ée au cours de la phase de fraisage.
• Contrôlez, avant de desserrer les pièces, la profondeur des
assemblages à queues. Au cas où elle ne serait pas correcte,
diminuez ou resp. augmentez de la cote erronée la profondeur
de fraisage sur votre défonceuse.
c)
Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (véase tabla 1) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste usted en su fresadora el grosor de la pieza de trabajo
como profundidad de fresado.
Atención
: La profundidad de fresado no debería ser mayor que
el diámetro de la fresa. La profundidad del fresado debería
dividirse en dos o más fases de trabajo.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej.
CLEANTEX
CTM de
Festool).
Nota
: Ajuste la distancia entre la campana de aspiración y la
pieza de trabajo vertical de tal forma que disponga usted todavía
de sufi ciente capacidad de recorrido para fresar los dientes.
d) Elaboración
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (18.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
19).
Atención
: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando. La profundidad de fresado no
se deberá modifi car durante el proceso de fresado.
• Antes de sacar las piezas de trabajo controle usted la profundi-
dad de los dientes. En caso de que no fuera correcta, reduzca o
aumente la profundidad de fresado de su fresadora en la medida
que requiera la corrección.
28
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
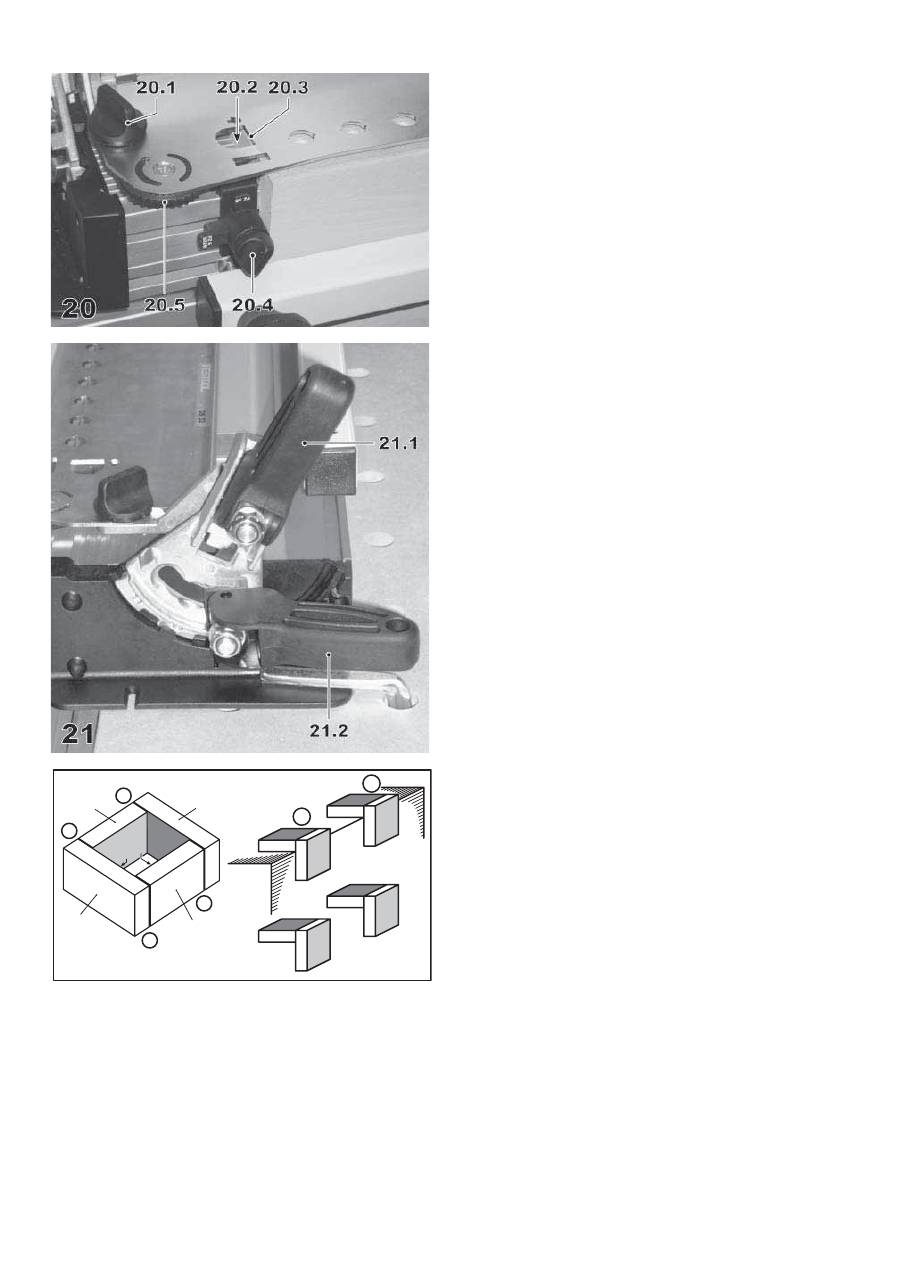
6.3 Dowel
holes
a)
Inserting the template
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (20.1) to clamp the template and insert
the template.
Caution
: the two adjusting wheels (20.5) must point down-
wards.
• Close the two clamping levers to adjust the height of the tem-
plate.
• Align the template so that the lower shoulders of the two adjust-
ing wheels rest against the base frame of the jointing system
(see Figure 8) and clamp the template tight with the two rotary
knobs (20.1).
• Turn the two stops into the position shown in Figure 20. Align
the stops so that the arrows (20.2) lie against the inner straight
side (20.3) of the notches in the template. Clamp the stops tight
with the rotary knobs (20.4).
• Open the two clamping levers (21.1) to adjust the height of the
template and move the template upwards.
• Open the clamping lever (21.2) and swivel the swivel segments
for the template mount to the rear position (Figure 21). Re-close
the clamping levers.
• Place a workpiece under both ends of the template. Press the
template down until it rest fl at on the workpiece and close the
two clamping levers to adjust the height of the template.
b)
Clamping workpieces
Always clamp the two workpieces which are to be jointed simul-
taneously.
Pay attention to the following during this work (see Figure 22):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces must rest against the stop.
• The tops of the workpieces must be fl ush with one another.
• The outer sides in the clamped position (a1 - a4) form the inner
sides of the fi nished joint.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop.
The workpieces “1” and “3” must always be clamped on top,
the workpieces “2 and “4” always at the front of the jointing
system.

29
6.3
Trous de cheville
a)
Mise en place du gabarit
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (20.1) pour serrer le gabarit puis
mettez le gabarit en place.
Attention
: Les deux roues de réglage (20.5) doivent être dirigées
vers le bas.
• Fermez les deux leviers de serrage pour le réglage de la hauteur
de gabarit.
• Alignez le gabarit de sorte que les déports inférieurs des deux
roues de réglage soient sur la base du système d’assemblage
(cf. fi gure 8) puis serrez le gabarit fermement avec les deux
boutons tournants (20.1).
• Tournez les deux butées dans la position représentée fi gure 20.
Alignez les butées de sorte que les fl èches (20.2) soient contre le
côté droit (20.3) des évidements à l’intérieur du gabarit. Serrez
fermement les butées avec les boutons tournants (20.4).
• Ouvrez les deux leviers de serrage (21.1) pour le réglage de la
hauteur de gabarit puis déplacez le gabarit vers le haut.
• Ouvrez le levier de serrage (21.2) et faites pivoter les segments
pivotants pour le support de gabarit sur la position arrière (fi gure
21). Refermez le levier de serrage.
• Déposez une pièce sous les deux extrémités du gabarit. Poussez
le gabarit vers le bas jusqu’à ce qu’il soit bien à plat sur la pièce
puis fermez les deux leviers de serrage pour le réglage de la
hauteur de gabarit.
b)
Serrage des pièces
Il convient de toujours serrer simultanément les deux pièces à
assembler.
Ce faisant, il faut veiller à observer les points suivants (cf. fi gure
22):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces doivent être placées sur le côté de la butée.
• Les pièces doivent être alignées à fl eur dans la partie supé-
rieure.
• Les côtés situés à l’extérieur à l’état serré (a1 - a4) constituent
les côtés intérieurs de l’assemblage fi ni.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent toujours être
serrées en haut dans le système d’assemblage et les pièces «2“
et «4“ à l’avant.
6.3
Agujeros de taco
a)
Colocar el patrón
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (20.1) para sujetar el patrón e introduzca
el mismo.
Atención
: Las dos ruedas de ajuste (20.5) deberán señalar hacia
abajo.
• Cierre las dos palancas de sujeción para el reajuste de altura
del patrón.
• Alinee el patrón de manera que los salientes inferiores de las
dos ruedas de ajuste estén en contacto con el bastidor de base
del sistema de unión (véase fi gura 8) y, a continuación, sujete
el patrón con las dos ruedas de giro (20.1) mediante apriete.
• Gire ambos topes hasta la posición que se indica en la fi gura 20.
Alinee los topes de forma que las fl echas (20.2) estén en contacto
con los lados interiores y rectos (20.3) de las escotaduras del
patrón. Sujete los topes con las ruedas de giro (20.4).
• Abra las dos palancas de sujeción (21.1) para el reajuste de
altura del patrón y desplace el patrón hacia arriba.
• Abra la palanca de sujeción (21.2) y desplace con movimiento
basculante los segmentos basculantes para el soporte del
patrón hasta la posición trasera (fi gura 21). Vuelva a cerrar la
palanca de sujeción.
• Coloque una pieza de trabajo debajo de los dos extremos del
patrón. Presione el patrón hacia abajo hasta que éste se en-
cuentre al mismo nivel que la pieza de trabajo y cierre las dos
palancas de sujeción para el reajuste de altura del patrón.
b)
Sujetar las piezas de trabajo
Deberán sujetarse siempre a la vez las dos piezas de trabajo que
se quieran unir.
Deberán tenerse en cuenta los aspectos siguientes (véase fi gura
22):
• Las piezas de trabajo deberán sujetarse de tal manera que estén
tocando uno con otro los dos lados frontales que se quieran
unir.
• Las piezas de trabajo deberán tocar lateralmente el tope.
• Las piezas de trabajo deberán estar alineadas al mismo nivel
en la parte de arriba.
• Los lados que quedan en el exterior (a1 - a4) después de sujetar
las piezas forman los lados interiores de la unión acabada.
• En un marco (cuerpo) las piezas de trabajo deberán colocarse
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
sujetarse siempre arriba y las piezas de trabajo „2“ y „4“ siempre
delante en el sistema de unión.
30
c)
Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before chang-
ing cutters!
• Clamp the cutter (see Table 1) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by plac-
ing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the routing depth as follows:
The depth of the holes in the horizontal workpiece should be
2/3 of the workpiece thickness. The depth of the holes in the
vertical workpiece should be set so that the depth of both holes
together is around 2 mm greater than the length of the dowel
(see. Figure 24).
• Connect the router to a suitable dust extractor from dust class
“M” (e. g. Festool
CLEANTEX
CTM).
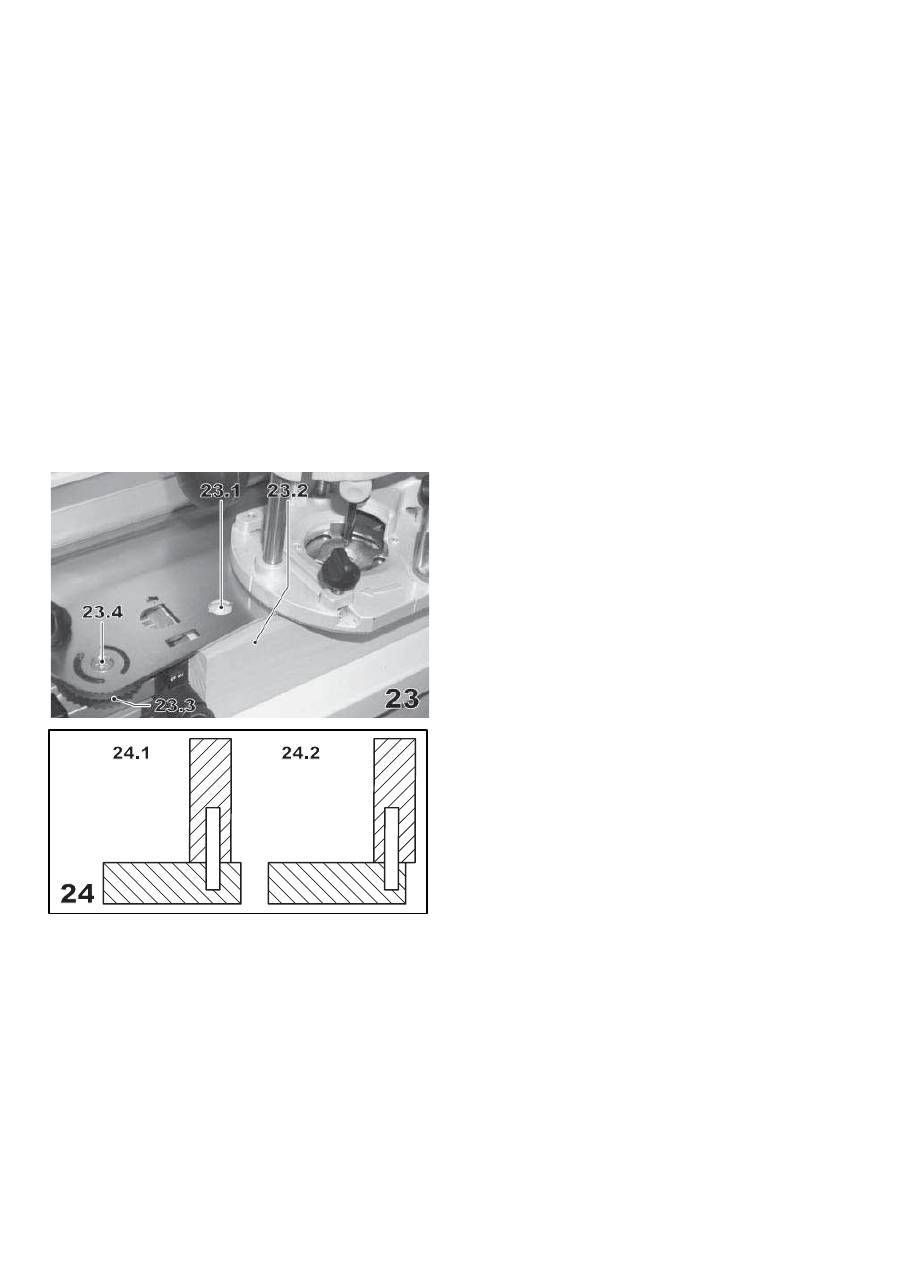
d) Processing
First rout the holes in the horizontal workpiece (23.1). The swivel
segment must be in the rear position (see Figure 21). Then swivel
the swivel segment into the front position to rout the holes on the
vertical workpiece (23.2).
Note
: Only open clamping lever (21.2), not clamping lever (21.1)
to adjust the height of the template, when swivelling the swivel
segments.
• Place the router on the template so that the collar of the starting
ring engages in the bore holes of the template.
• Switch the router on and push the tool down to the preset routing
depth. Rout all holes in sequence.
• Unclamp the workpieces and fi t together. If the dowel joint does
not fi t exactly carry out the following corrections:
°
The vertical workpiece is set back (24.1):
Turn adjusting wheels (23.3) in the minus direction by the faulty
(1 scale graduation mark corresponds to – 0.1 mm dovetail
depth), replace and realign template according to Chapter 6.3
a).
°
The vertical workpiece is set back (24.2):
Turn adjusting wheels (23.3) in the plus direction by the faulty
(1 scale graduation mark corresponds to + 0.1 mm dovetail
depth), replace and realign template according to Chapter
6.3 a).
Note
: In order to adjust the adjusting wheels the screws (23.4)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
6.4
Open dovetail tenons
With open dovetail tenons, the dovetail must fi rst be routed thor-
oughly using templates SZO 14 S or SZO 20 S, and the tenon must
then be cut using templates SZO 14 Z or SZO 20 Z.

31
c)
Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau 1) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre dé-
fonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Réglez la profondeur de fraisage de la manière suivante: La
profondeur des alésages pour la pièce à l’horizontale devrait être
de 2/3 de l’épaisseur de la pièce. La profondeur des alésages
pour la pièce à la verticale doit être sélectionnée de sorte que
la profondeur des deux alésages soit ensemble d’environ 2 mm
plus grande que la longueur de la cheville (cf. la fi gure 24).
• Raccordez la défonceuse à un aspirateur approprié de la classe
de poussière «M“ (p. ex. Festool
CLEANTEX
CTM).
d) Traitement
Tout d’abord, il convient de fraiser les alésages dans la pièce à la
verticale (23.1). A cet effet, il faut que le segment pivotant se trouve
sur la position arrière (cf. fi gure 21). Après quoi, vous devez pivoter
le segment sur la position avant afi n de fraiser les alésages dans
la pièce à la verticale (23.2).
Remarque
: Pour pivoter les segments, il faut uniquement ouvrir
le levier de serrage (21.2) mais cependant pas le levier de serrage
(21.1) destiné au réglage de la hauteur de gabarit.
• Déposez la défonceuse sur le gabarit de sorte que le collet du
galet-butée crabote les alésages du gabarit.
• Mettez la défonceuse en marche puis poussez la machine vers le
bas jusqu’à la profondeur de fraisage réglée, De cette manière,
fraisez tous les alésages successivement.
• Desserrez les pièces et assemblez-les. Au cas où l’assemblage
pour chevilles ne coïnciderait pas parfaitement, il faudra pro-
céder aux corrections suivantes:
°
La pièce à la verticale est en retrait (24.1):
tournez les roues de réglage (23.3) de la cote erronée, dans
le sens moins (1 trait de graduation correspond à un déport
de - 0,1 mm), remettez le gabarit en place conformément au
chapitre 6.3 a).
°
La pièce à la verticale est en saillie (24.2):
tournez les roues de réglage (23.3) de la cote erronée, dans
le sens plus (1 trait de graduation correspond à un déport de
+ 0,1 mm), remettez le gabarit en place conformément au
chapitre 6.3 a).
Remarque
: Pour pouvoir modifi er les valeurs des roues de
réglage, vous devrez ouvrir les vis (23.4) puis les serrer fer-
mement de nouveau une fois que le réglage est terminé. De
cette manière, la position réglée demeure fi xée pour les futurs
travaux.
c)
Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (véase tabla 1) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste la profundidad de fresado de la manera siguiente: La
profundidad de los agujeros en una pieza de trabajo horizontal
debería ser de 2/3 del grosor de la pieza en cuestión. La pro-
fundidad de los agujeros en una pieza de trabajo vertical deberá
elegirse de tal manera que la profundidad de ambos agujeros
sumados sea aproximadamente 2 mm mayor a la longitud del
taco (compárase fi gura 24).
• Conecte la fresadora a un aspirador adecuado de la clase de
polvo „M“ (p.ej.
CLEANTEX
CTM de Festool).
d) Trabajo/elaboración
Primero deberán fresarse los agujeros en la pieza horizontal
(23.1). Para ello el segmento basculante deberá encontarse en la
posición de atrás (véase fi gura 21). A continuación de desplazará
dicho segmento hasta su posición delantera a fi n de fresar los
agujeros en la pieza de trabajo vertical (23.2).
Nota
: Para mover de forma basculante el segmento solamente
será necesario abrir la palanca de sujeción (21.2). No se deberá
abrir, sin embargo, la palanca de sujeción (21.1) para el reajuste
de altura del patrón.
• Coloque la fresadora de tal forma sobre el patrón que el collar
del anillo de ataque encaje las perforaciones del patrón.
• Encienda la fresadora y presione la máquina hacia abajo hasta
la profundidad de fresado ajustada. Se deberán fresar todos los
agujeros de la manera descrita uno detrás del otro.
• Quite las herramientas y ensámblelas luego. Si la unión de
los tacos no fuera exacta, deberán realizarse las correcciones
siguientes:
°
La pieza de trabajo vertical ha quedado demasiado atrás
(24.1):
Gire las ruedas de ajuste (23.3) la medida que falte y
en dirección negativa (1 raya de la escala corresponde a - 0,1
mm de desplazamiento), coloque de nuevo el patrón conforme
al capítulo 6.3 a).
°
La pieza de trabajo vertical sobresale (24.2):
Gire las ruedas
de ajuste (23.3) la medida que falte y en dirección positiva (1
raya de la escala corresponde a + 0,1 mm de desplazamiento),
coloque de nuevo el patrón conforme al capítulo 6.3 a).
Nota
: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (23.4) y, tras realizado el ajuste, volver a
apretarlos. De esta forma queda fi jada la posición ajustada para
trabajos posteriores.
6.4
Assemblages ouverts en queue d’aronde
Pour réaliser des assemblages ouverts en queue d’aronde, il faut
en principe fraiser les queues d’aronde avec le gabarit SZO 14 S
ou le gabarit SZO 20 S d’abord puis les biseaux avec le gabarit SZO
14 Z ou le gabarit SZO 20 Z.
6.4
Ensambles a cola de milano abiertas
En los ensambles a cola de milano abiertos, en primer lugar se
deben fresar las lengüetas con la plantilla SZO 14 S o SZO 20 S y
a continuación las ranuras con la plantilla SZO 14 Z o SZO 20 Z.

32
6.4.1 Dovetails
a)
Inserting the template (SZO 14 S or SZO 20 S) and fi tting
a splinterguard
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (25.2) to clamp the template and insert
the template.
Caution
: The bent rear edge (25.1) of the template
must point upwards.
• Push the template back up to the stop and clamp tight with the
two rotary knobs (25.2)
• Turn the two stops into the positions “SZ 14” and “SZ 20” (25.4).
Align the stops so that the arrows (25.7) lie against the inner
straight side (25.6) of the notches in the template. Clamp the
stops tight with the rotary knobs (25.3).
• Move the template up and place a board of soft wood (25.5) below
the template as a splinterguard.
Note
: The splinterguard prevents splintering on the rear side of
the workpiece during routing.
Caution
: To avoid damage to the jointing system during routing
and to ensure that the splinterguard functions properly it must
be approx. 5 mm thicker and at least as wide as the workpiece
being processed.
• Push the template down until it lies fl at on the splinterguard
and close the two clamping levers to adjust the height of the
template.
• Align the splinterguard so that it lies fl ush with the front edge
of the base frame and clamp it tight with the upper pressure
beam.
b) Clamping
workpiece
Clamp a workpiece which is to be dovetailed.
When doing this, note the following (see fi g. 26):
• The side of the workpiece must rest against the stop.
• The workpiece must be pushed against the template from be-
neath and connected fl ush at the top with the splinterguard.
• Clamp the plastic bracket (26.1) included with SZO 14 S as
well.
c)
Preparing the router
(After the copying ring has been installed, see section 5.3)
Caution: The plug should always be removed from the power
mains before changing tools.
• Clamp the cutter (see T2) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by plac-
ing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the workpiece thickness as the routing depth on your
router.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool
CLEANTEX
CTM).
Note
: set the gap between the extractor hood and vertical work-
piece so that you still have enough travel to rout the dovetails.

33
6.4.1 Queues
d’aronde
a)
Mettez le gabarit (SZO 14 S ou SZO 20 S) en
place puis
fi xez un anti-éclats.
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (25.2) pour serrer le gabarit puis
mettez le gabarit en place.
Attention
: Le côté arrière courbé
(25.1) du gabarit doit être dirigé vers le haut.
• Poussez le gabarit jusqu’à la butée vers l’arrière puis serrez-le
fermement au moyen des deux boutons tournants (25.2)
• Tournez les deux butées sur la position «SZ 14“ ou resp. «SZ 20“
(25.4). Alignez les butées de sorte que les fl èches (25.7) soient
contre le côté droit (25.6) des évidements à l’intérieur du gaba-
rit. Serrez fermement les butées avec les boutons tournants
(25.3).
• Déplacez le gabarit vers le haut et placez une planche en bois
tendre (25.5), pour faire offi ce d’anti-éclats, sous le gabarit.
Remarque
: L’anti-éclats empêche qu’il y ait formation d’éclats
sur le dessous de la pièce lors du fraisage.
Attention
: Afi n que le système d’assemblage ne soit pas endom-
magé au cours du fraisage, et que l’anti-éclats puisse exécuter
sa fonction, il faut qu’il soit env. 5 mm plus épais que la pièce à
traiter et il doit avoir au moins la largeur de la pièce à traiter.
• Appuyez le gabarit vers le bas jusqu’à ce qu’il soit bien sur toute
la surface de l’anti-éclats puis fermez les deux leviers de serrage
pour le réglage de la hauteur de gabarit.
• Alignez l’anti-éclats de sorte qu’il soit à fl eur du bord avant de la
base et serrez-le fermement au moyen de la barre de pression
supérieure.
6.4.1 Lengüetas
a)
Coloque el patrón (SZO 14 S o SZO 20 S) y fi je la protección
antiastillas
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (25.2) para sujetar el patrón e introduzca
el mismo.
Atención
: La parte trasera doblada (25.1) del patrón
deberá estar encarada hacia arriba.
• Desplace el patrón hacia atrás hasta el tope y sujételo con las
dos ruedas de giro (25.2).
• Gire ambos topes hasta la posición „SZ 14“ o „SZ 20“ (25.4). Ali-
nee los topes de forma que las fl echas (25.7) estén en contacto
con los lados interiores y rectos (25.6) de las escotaduras del
patrón. Sujete los topes con las ruedas de giro (25.3).
• Mueva el patrón hacia arriba y coloque una tabla de madera
blanda (25.5) debajo del patrón a modo de protección antiasti-
llas.
Nota
: La protección antiastillas impide que la pieza de trabajo
se astille en su parte de atrás a la hora de fresar.
Atención
: A fi n de que el sistema de unión no sea dañado durante
el fresado y de que la protección antiastillas pueda cumplir con
su función, dicha protección deberá tener un grosor de aprox. 5
mm mayor que la pieza que se vaya a trabajar y, como mínimo,
el mismo ancho que dicha pieza.
• Presione el patrón hacia abajo hasta que esté nivelada sobre la
superfi cie de la protección antiastillas y cierre, a continuación,
ambas palancas de sujeción para el reajuste de altura del pa-
trón.
• Alinee la protección antiastillas de tal manera que quede enra-
sada con el canto delantero del bastidor de base y sujétela con
la barra opresora de arriba.
b)
Serrage la pièce
Insérer la pièce dans laquelle il faut usiner les queues d’aronde.
Pour ce faire, il faut respecter les points suivants (voir illustration
26) :
• La pièce à usiner doit être calée latéralement contre la butée.
• La pièce à usiner doit être placée contre le gabarit depuis le
dessous et fi xée solidement contre le pare éclats.
• Pour SZO 14 S monter l’équerre en plastique ci-jointe (26.1).
c)
Préparation de la défonceuse
(quand la bague de copiage est montée, passer au chapitre 5.3)
Attention : Débrancher la prise électrique avant de changer
d’outil !
• Serrez la fraise (cf. T2) dans la pince de serrage de la défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre dé-
fonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Sur votre défonceuse, ajustez l’épaisseur de pièce en tant que
profondeur de fraisage.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un as-
pirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX
CTM).
Remarque
: Ajustez l’écart du capot de protection par rapport à la
pièce à la verticale de sorte qu’elle ait suffi samment de trajet de
déplacement pour fraiser les assemblages.
b)
Sujetar la pieza de trabajo
Tense una pieza de trabajo que deba estar provista con lengüe-
tas.
Se debe tener en cuenta (véase la Fig. 26):
• La pieza de trabajo debe estar alineada lateralmente con el
tope.
• La pieza de trabajo debe deslizarse abajo contra la plantilla y
conectarse arriba a ras con la protección antiastillas.
• En la SZO 14 S, sujete también la escuadra de plástico que se
adjunta (26.1).
c)
Preparativos en la fresadora
(después del montaje del anillo copiador, véase el cap. 5.3)
Atención: ¡Retire siempre el enchufe de red de la caja de enchufe
antes de cambiar una herramienta!
• Sujete la fresa (véase T2) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste usted en su fresadora el grosor de la pieza de trabajo
como profundidad de fresado.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej.
CLEANTEX
CTM de
Festool).
Nota
: Ajuste la distancia entre la campana de aspiración y la pieza
de trabajo vertical de tal forma que disponga usted todavía de
sufi ciente capacidad de recorrido para fresar los dientes.
34
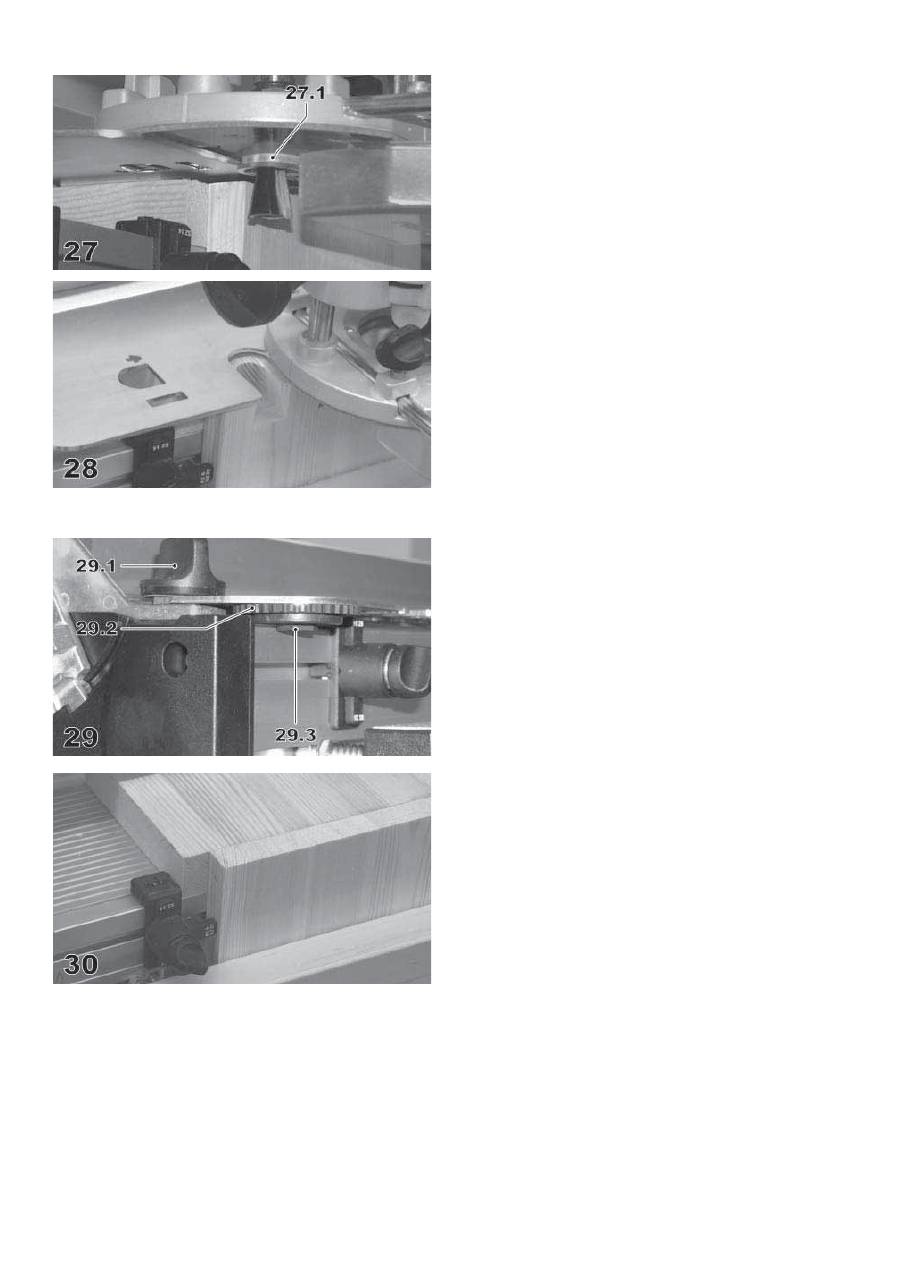
d) Processing
• Place the router on the end of the template so that the collar
(27.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 28).
Caution
: The collar of the starting ring must always rest against
the template.
Always hold the router by both handles parallel to the template
and do not turn the tool during routing.
The routing depth may not be changed during routing.
All workpieces with dovetails should be routed in this way.
6.4.2 Tenons
a)
Inserting the template (SZO 14 Z or SZO 20 Z) and fi tting a
splinterguard
When inserting the template and securing the splinterguard,
follow the instructions given in 6.4.1 a), but with the following
alteration:
• The two adjusting wheels (29.2) must point downwards.
• Align the template so that the lower shoulders (29.3) of the two
adjusting wheels rest against the base frame of the jointing
system and clamp the template tight with the two rotary knobs
(29.1).
b) Clamping
workpiece
Clamp a workpiece which is to have a tenon cut.
When doing this, note the following (see fi g. 30):
• The side of the workpiece must rest against the stop.
• The workpiece must be pushed against the template from be-
neath and connected fl ush at the top with the splinterguard.
c)
Preparing the router
(After the copying ring has been installed, see section 5.3)
Caution: The plug should always be removed from the power
mains before changing tools.
• For dovetail joints, use the groove cutter (see T2) instead of the
cutter, and set the workpiece thickness as the routing depth on
your router.

35
d) Traitement
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (27.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de frai-
sage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
28).
Attention
: Le collet du galet-butée doit toujours être contre le
gabarit.
Maintenez toujours la défonceuse par les deux poignées, paral-
lèlement au gabarit et ne tournez pas la machine au cours du
fraisage.
La profondeur de fraisage n’a pas le droit d’être modifi ée au cours
de la phase de fraisage.
Fraiser de cette façon toutes les pièces qui doivent être taillées
en queues d’aronde.
6.4.2 Assemblages
a)
Mettez le gabarit (SZO 14 Z ou SZO 20 Z) en place puis
fi xez un anti-éclats.
Installer le gabarit et fi xer le pare éclats de la même façon qu’en
6.4.1 a), aux exceptions suivantes près :
• Les deux roues de réglage (29.2) doivent être dirigées vers le
bas.
• Alignez le gabarit de sorte que les déports inférieurs (29.3) des
deux roues de réglage soient sur la base du système d’assem-
blage puis serrez le gabarit fermement avec les deux boutons
tournants (29.1).
b)
Serrage la pièce
Insérer la pièce dans laquelle il faut usiner les assemblages.
Pour ce faire, il faut respecter les points suivants (voir illustration
30) :
• La pièce à usiner doit être calée latéralement contre la butée.
• La pièce à usiner doit être placée contre le gabarit depuis le
dessous et fi xée solidement contre le pare éclats.
c)
Préparation de la défonceuse
(quand la bague de copiage est montée, passer au chapitre 5.3)
Attention : Débrancher la prise électrique avant de changer
d’outil !
• Retirer la fraise d’usinage pour queues d’aronde et la remplacer
par la fraise à rainurer (cf. T2), et régler la profondeur de la
défonceuse égale à l’épaisseur de la pièce à usiner.
d) Elaboración
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (27.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
28).
Atención
: El collar del anillo de ataque deberá estar siempre en
contacto con el patrón.
Mantenga la fresadora siempre con ambos mangos paralelamente
respecto al patrón y no gire la máquina mientras esté fresando.
La profundidad de fresado no se deberá modifi car durante el
proceso de fresado.
Frese de este modo la lengüeta en todas las piezas de trabajo.
6.4.2 Ranuras
a)
Coloque el patrón (SZO 14 Z o SZO 20 Z) y fi je la protección
antiastillas
Proceda de forma análoga a 6.4.1 a) al insertar la plantilla y fi jar
la protección antiastillas, pero con la siguiente diferencia:
• Las dos ruedas de ajuste (29.2) deberán señalar hacia abajo.
• Alinee el patrón de manera que los salientes inferiores (29.3)
de las dos ruedas de ajuste estén en contacto con el bastidor
de base del sistema de unión y, a continuación, sujete el patrón
con las dos ruedas de giro (29.1) mediante apriete.
b)
Sujetar la pieza de trabajo
Tense una pieza de trabajo que deba estar provista con ranuras.
Se debe tener en cuenta (véase la Fig. 30):
• La pieza de trabajo debe estar alineada lateralmente con el
tope.
• La pieza de trabajo debe deslizarse abajo contra la plantilla y
conectarse arriba a ras con la protección antiastillas.
c)
Preparativos en la fresadora
(después del montaje del anillo copiador, véase el cap. 5.3)
Atención: ¡Retire siempre el enchufe de red de la caja de enchufe
antes de cambiar una herramienta!
• Cambie la fresa para los ensambles de cola de milano por la
fresas de ranurar (véase T2), y ajuste en su fresadora el espesor
de la pieza de trabajo como profundidad de fresado.
36
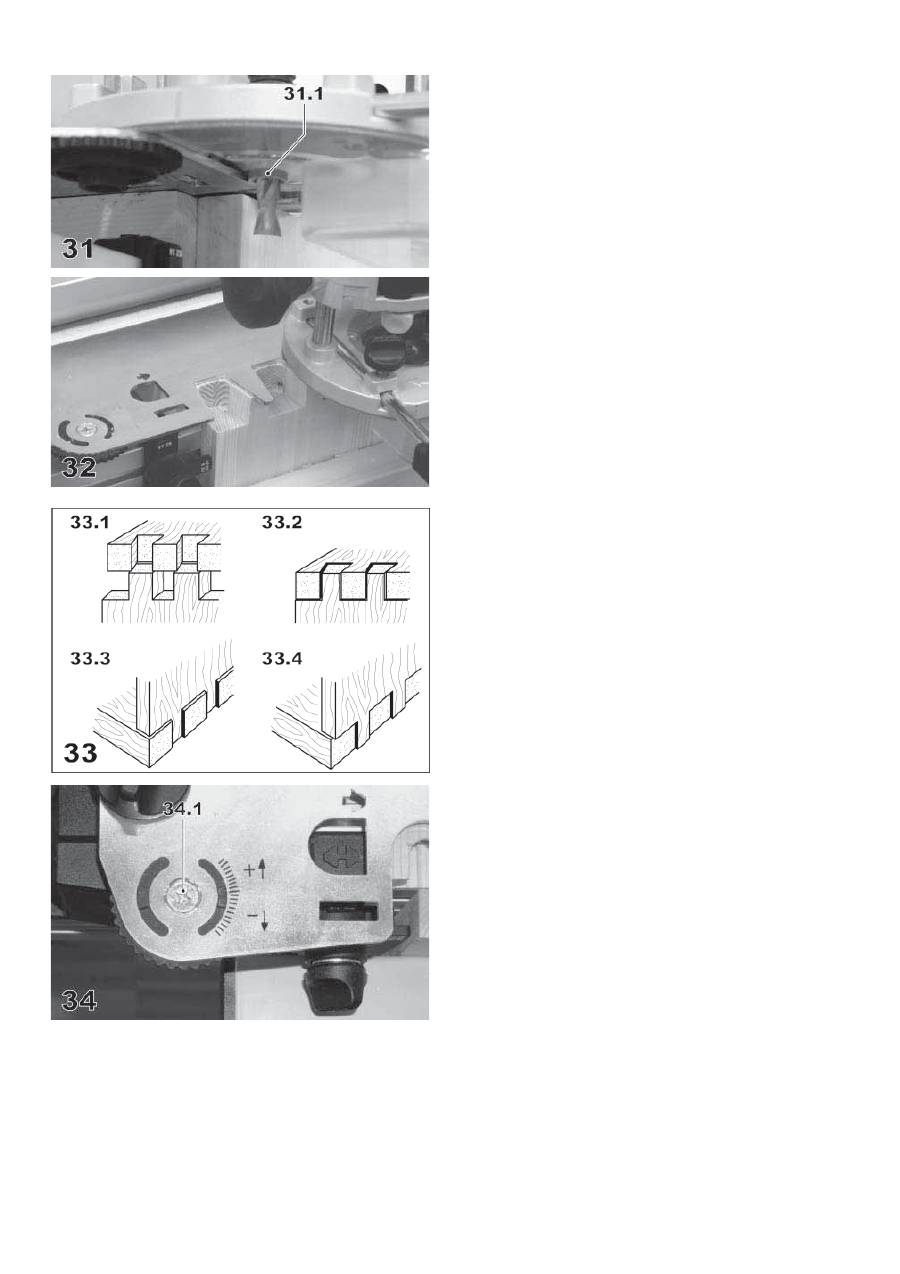
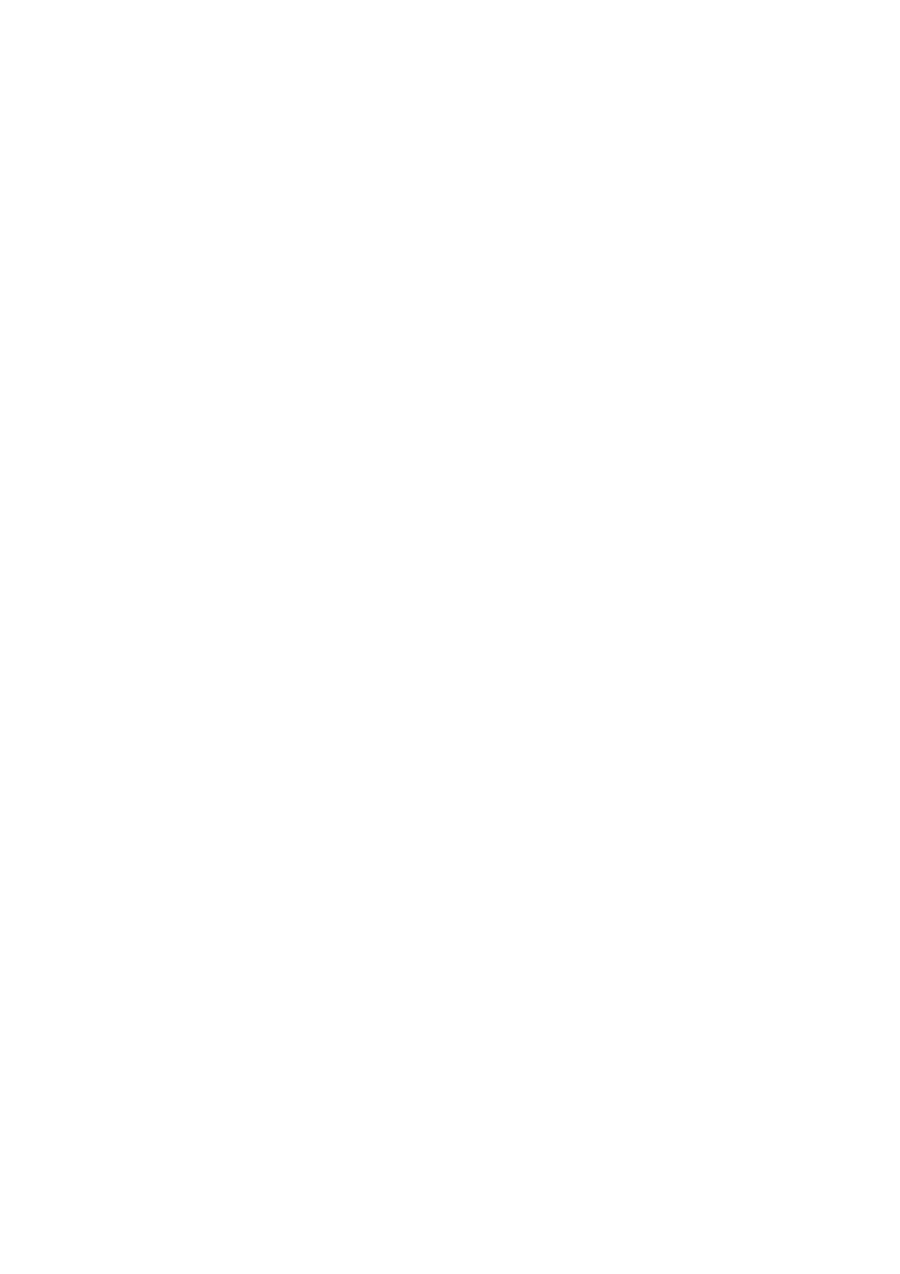
d) Processing
Trial routing of the dovetails
Perform a trial routing to check whether all settings are cor-
rect.
• Place the router on the end of the template so that the collar
(31.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 32).
Caution
: The collar of the starting ring must always rest against
the. Always hold the router by both handles parallel to the tem-
plate and do not turn the tool during routing.
The routing depth may not be changed during routing.
• Unclamp the workpiece and place it together with a workpiece
with dovetails. If the joints do not fi t exactly together, the fol-
lowing corrections should be made:
° The joints are too tight (33.1):
Turn the adjustment wheels towards plus.
° The joints are too loose (33.2):
Turn the adjustment wheels towards minus.
° The joints are too deep (33.3):
Slightly reduce the routing depth on the router using the
router’s precision adjustment feature.
° The joints are not deep enough (33.4):
Slightly increase the routing depth on the router using the
router’s precision adjustment feature.
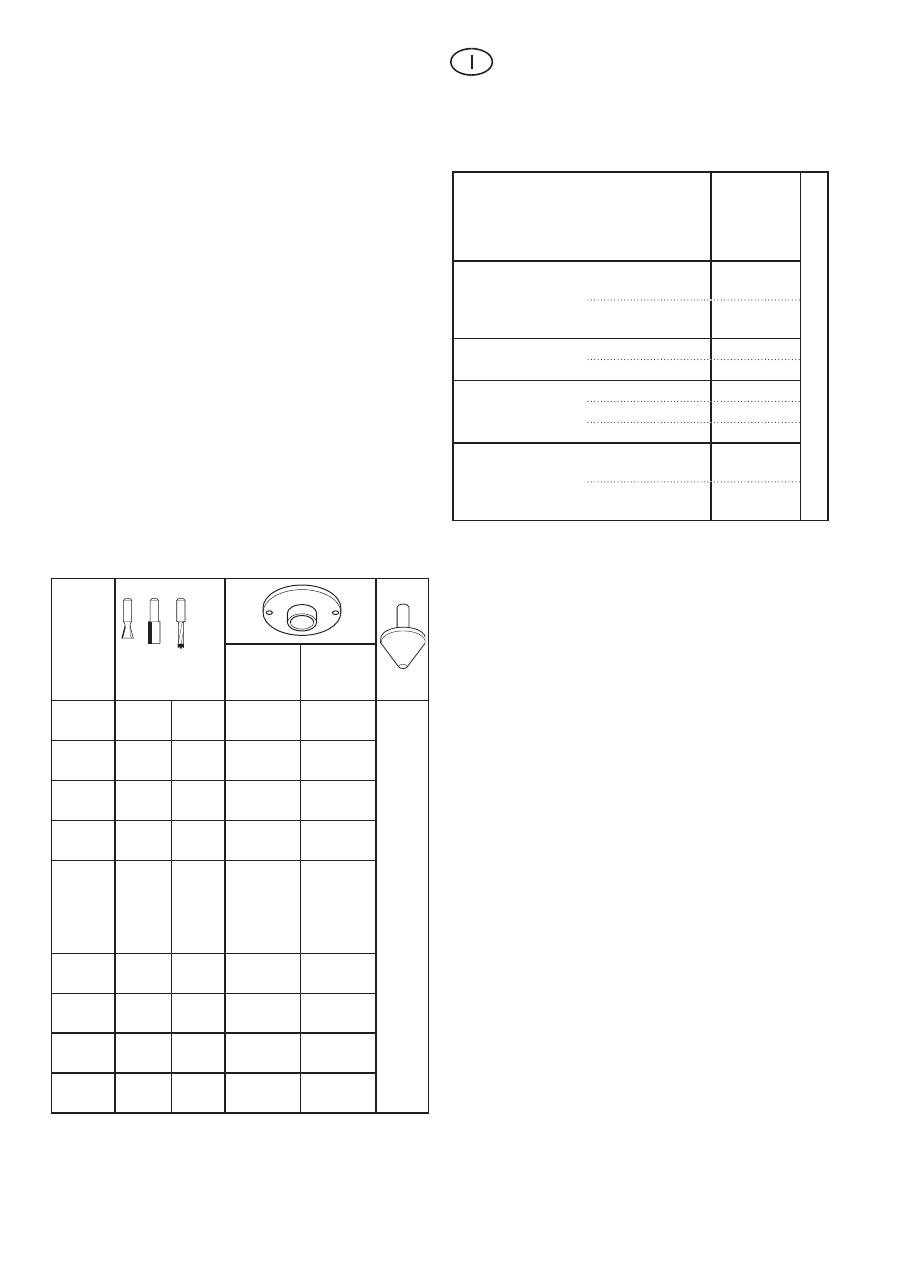
Note
: In order to adjust the adjusting wheels the screws (34.1)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
• Repeat this procedure until the joint fi ts exactly.
Routing the dovetails
Rout all dovetails analogous to the trial routing.

37
d) Traitement
Fraisage d’essai des assemblages à queues
Réalisez tout d’abord un fraisage d’essai pour contrôler si tous
les réglages sont corrects.
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (31.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de frai-
sage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
32).
Attention
: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage.
La profondeur de fraisage n’a pas le droit d’être modifi ée au
cours de la phase de fraisage.
• Retirer la pièce à usiner et la présenter face à une pièce usinée
de queues d’aronde. Si l’assemblage ne correspond pas exac-
tement, les corrections suivantes sont à effectuer :
° Assemblages trop serrés (33.1):
Tourner la roue de réglage dans le sens plus.
° Assemblages trop lâches (33.2):
Tourner la roue de réglage dans le sens moins.
° Assemblages trop profonds (33.3):
Diminuer très légèrement la profondeur de la défonceuse au
moyen du réglage fi n.
° Assemblages pas assez profonds (33.4):
Augmenter très légèrement la profondeur de la défonceuse
au moyen du réglage fi n.
Remarque
: Pour pouvoir régler les roues de réglage, vous devez
ouvrir les vis (34.1) et, une fois que le réglage a eu lieu, vous
devez les resserrer fermement. De cette manière, la position
réglée demeurera fi xée pour de futurs travaux.
• Veuillez répéter cette opération jusqu’à ce que l’assemblage
coïncide exactement.
Fraisage des assemblages à queues
Fraisez comme ce qui a été mentionné pour le fraisage d’essai de
tous les assemblages à queues.
d) Elaboración
Fresado de prueba de los dientes
Efectúe primero el fresado de prueba a fi n de controlar si todos
los ajustes son correctos.
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (31.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
32).
Atención
: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando.
La profundidad de fresado no se deberá modifi car durante el
proceso de fresado.
• Destense la pieza de trabajo y júntela con una pieza con lengüe-
tas. Si la unión de cola de milano no es exacta, deberá llevar a
cabo las siguientes correcciones:
° Unión de cola de milano demasiado dura (33.1):
Girar las ruedas de ajuste en dirección +.
° Unión de cola de milano demasiado suave (33.2):
Girar las ruedas de ajuste en dirección -.
° Unión de cola de milano demasiado profunda (33.3):
Disminuya ligeramente la profundidad de fresado en la fre-
sadora con el ajuste fi no.
° Unión de cola de milano sin la profundidad suficiente
(33.4):
Aumente ligeramente la profundidad de fresado en la fresa-
dora con el ajuste fi no.
Nota
: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (34.1) y, tras realizado el ajuste, volver a
apretarlos. De esta forma quedará fi jada la posición ajustada
para trabajos posteriores.
• Repita este proceso hasta que la ensambladura sea correcta.
Fresar los dientes
Frese todos los dientes de forma análoga al fresado de prueba.

38
7 Application
database
A detailed description of the possible uses of the jointing system
can also be found in our application database on the Internet under
“www.festool.com”.
8 Accessories
Use only original Festool accessories and Festool consumable
material designed for this machine because these system compo-
nents are designed specifi cally for the machine. Using accessories
and consumable material from other suppliers will most likely
affect the quality of your working results and limit any warranty
claims. Machine wear or your own personal workload may increase
depending on the application. Protect yourself and your machine,
and preserve your warranty claims by always using original Festool
accessories and Festool consumable material!
The order numbers for cutters, templates and other accessories
can be fond in Table 1, your Festool catalogue or on our Internet
Homepage
“www.festool.com”.
9 Warranty
Our equipment is under warranty for at least 12 months with re-
gard to material or production faults in accordance with national
legislation. In the EU countries, the warranty period is 24 months
(an invoice or delivery note is required as proof of purchase). Dam-
age resulting from, in particular, normal wear and tear, overload-
ing, improper handling, or caused by the user or other damage
caused by not following the operating instructions, or any fault
acknowledged at the time of purchase, is not covered by the war-
ranty. Damage caused by the use of non-original accessories and
consumable material (e.g. sanding pads) is also excluded.
Complaints will only be acknowledged if the equipment has not
been dismantled before being sent back to the suppliers or to
an authorised Festool customer support workshop. Store the
operating instructions, safety notes, spare parts list and proof of
purchase in a safe place. In addition, the manufacturer‘s current
warranty conditions apply.
Note
We reserve the right to make changes to the technical data con-
tained in this information as a result of ongoing research and
development work.
REACH for Festool products, their accessories and consuma-
bles
REACh is a European Chemical Directive that came into effect in
2007. As “downstream users” and product manufacturers, we are
aware of our duty to provide our customers with information. We
have set up the following website to keep you updated with all the
latest news and provide you with information on all the materials
used in our existing products
: www.festool.com/reach
39
7
Base de données d’applications
Vous trouverez une description détaillée des possibilités d’uti-
lisation du système d’assemblage également dans notre base
de données d’applications sur notre site Internet «
www.festool.
com
“.
8 Accessoires
Utilisez uniquement des accessoires et consommables Festool
d’origine prévus pour cet outil : ces composants sont parfaite-
ment adaptés les uns aux autres. Si vous utilisez des accessoires
et consommables d’autres marques, la qualité du résultat peut
être dégradée et les recours en garantie peuvent être soumis à
des restrictions. L’usure de l’outil ou votre charge personnelle
peuvent augmenter selon chaque application. Pour cette raison,
protégez-vous, votre outil et vos recours en garantie en utilisant
exclusivement les accessoires Festool et consommables Festool
d’origine !
Pour les références pour les fraises, gabarits et autres accessoi-
res, veuillez vous reporter au tableau 1 de votre catalogue Festool
ou visiter notre home page Internet «
www.festool.com
“.
9 Garantie
Nos appareils sont couverts par une garantie couvrant les défauts
de matière ou de fabrication variable selon les dispositions légales
en vigueur dans le pays d’utilisation, mais en tous cas non inférieu-
re à 12 mois. A l’intérieur des pays de la Communauté Européenne,
la durée de la garantie est de 24 mois (la facture ou le bon de livrai-
son faisant foi). Ne sont pas couverts par la garantie les dommages
résultant d’une usure naturelle, d’une surcharge, d’une utilisation
non conforme, ou causés par l’utilisateur, ou qui proviennent d’une
utilisation non prévue dans la notice d’utilisation, ou qui étaient
connus au moment de l’achat. Sont également exclus les domma-
ges résultant de l‘utilisation d‘accessoires et de consommables
(patins de ponçage par exemple) qui ne sont pas d‘origine. Les ré-
clamations ne sont recevables qu’à la condition que l’appareil soit
retourné non démonté au fournisseur ou à un service après-vente
agréé Festool. Conservez soigneusement la notice d’utilisation,
les instructions de sécurité, la liste de pièces de rechange, ainsi
qu’une preuve de l’achat. Pour le reste, ce sont les conditions de
garantie du fabricant en vigueur qui s’appliquent selon le cas.
Remarque
Les démarches continues en recherche et développement peuvent
entrainer des modifi cations dans les caractéristiques techniques
fi gurant ici, et qui sont donc données sous toutes réserves.
REACh pour les produits Festool, leurs accessoires et les
consommables
REACh est le nom de la directive sur les produits chimiques ap-
plicable à l’ensemble de l’Europe depuis 2007. En notre qualité
d’« utilisateur en aval », en l’occurrence de fabricant de produits,
nous sommes tenus à un devoir d’information vis-à-vis de notre
clientèle. Afi n de vous tenir systématiquement informés des
dernières nouveautés ainsi que des substances susceptibles de
fi gurer sur la liste des candidats et rentrant dans la composition
de nos produits, nous avons créé le site Internet suivant :
www.
festool.com/reach
7
Banco de datos para la utilización
En Internet encontrará usted en nuestro banco de datos para la
utilización, bajo „
www.festool.com
“, una descripción detallada de
las posibilidades de utilización del sistema de unión.
8 Accesorios
Utilice solamente los accesorios Festool originales y el material de
consumo Festool diseñados para esta máquina, ya que los compo-
nentes de este sistema presentan una óptima compatibilidad entre
sí. La utilización de accesorios y material de consumo de otros
fabricantes es probable que afecte a la calidad de los resultados
de trabajo y conlleve una limitación de los derechos de la garantía.
El desgaste de la máquina o de su carga personal puede variar en
función de la aplicación. Utilice únicamente accesorios originales
y material de consumo de Festool para su propia protección y la
de la máquina, así como de los derechos de la garantía
Para los números de pedido de las herramientas fresadoras,
los patrones y accesorios varios sírvase consultar la tabla 1, su
catálogo de Festool o bien nuestra página Web (homepage) de
Internet, bajo „
www.festool.com
“.
9
Prestación de garantía
Ofrecemos para nuestros aparatos una garantía por defectos
de material o fabricación en virtud de las disposiciones legales
específi cas de cada país, pero como mínimo de 12 meses. Para
los países de la UE, el periodo de prestación de garantía es de
24 meses (se determinará por la factura o el albarán). Quedan
excluidos de la prestación de garantía los daños originados por
el desgaste natural, la sobrecarga, o el uso inadecuado, o los
daños ocasionados por el usuario o cualquier empleo contrario al
manual de instrucciones o que ya eran conocidos en el momento
de la compra. También quedan excluidos los daños provocados a
raíz de la utilización de accesorios y materiales de consumo no
originales (p. ej. platos lijadores).
Sólo se reconocerán reclamaciones cuando se remita el aparato
sin desmontar al proveedor o a un taller de servicio al cliente
autorizado de Festool. Conserve el manual de instrucciones, las
indicaciones de seguridad, la lista de piezas de recambio y el com-
probante de compra en un lugar seguro. Por lo demás rigen las
condiciones de prestación de garantía actuales del fabricante.
Nota
Debido a los constantes trabajos de investigación y desarrollo nos
reservamos el derecho de realizar modifi caciones respecto a los
datos técnicos indicados en el presente documento.
Normativa REACh para productos Festool, incluyendo accesorios
y material de consumo
La normativa REACh, vigente desde 2007 en toda Europa, regula
el uso de productos químicos. Nosotros, como “usuarios interme-
dios”, es decir, como fabricantes de productos, somos conscientes
de nuestra obligación de mantener informados a nuestros clientes.
A fi n de mantenerle siempre al día de nuestras novedades y de
informarle sobre las posibles sustancias utilizadas en nuestros
productos, hemos creado para usted la siguiente página web:
www.festool.com/reach
40
T1
Tipo di giunzione
Spessore
materiale
da - a
(consigliata)
Lar
ghezza pezzo
max. 600 mm
Incastri a
coda di
rondine
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Incastri
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Fori per spine
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Incastri a coda
di rondine aperti
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Sistema per giunzioni VS 600
1 Dati
tecnici
Per i codici prodotto di frese, punte da trapano, anelli a copiare e
perni di centraggio, v. tabella T2. Per le frese o le punte indicate si
consiglia di usare la velocità massima consentita dalla fresatrice
verticale.
2 Impiego
appropriato
Il sistema per giunzioni VS 600 è previsto per eseguire la fresatura
di incastri, incastri a coda di rondine, fori per spine e incastri a
coda di rondine aperti su legno e legni misti, in combinazione con
le relative sagome, gli anelli a copiare e gli utensili di fresatura,
con le frese verticali Festool della serie OF 900, OF 1000, OF 1010
e OF 1400.
L’utilizzatore è responsabile di eventuali danni o infortuni causati
da un impiego non appropriato.
3
Avvertenze sulla sicurezza
• Quando si lavora con il sistema per giunzioni VS 600 si devono
osservare anche le avvertenze sulla sicurezza allegate alla
vostra fresatrice verticale manuale.
• Si raccomanda di usare solo gli utensili di fresatura, gli anelli a
copiare e i perni di centraggio riportati nella tabella T2.
• Utilizzare solo accessori e ricambi originali Festool.
• Prima di iniziare a lavorare ci si deve accertare che i pezzi siano
bloccati in modo sicuro e che siano chiuse tutte le leve di bloc-
caggio e le manopole del sistema per giunzioni.
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
