Festool VS 600 accessories – страница 5
Инструкция к Festool VS 600 accessories

81
6.3 Dyvelsamlinger
a)
Isætning af skabelonen
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (20.1) til opspænding af skabelonen og isæt
skabelonen.
Pas
på
: De to indstillingshjul (20.5) skal vende ned.
• Luk de to spændearme til højdejustering af skabelonen.
• Ret skabelonen ud, så de nederste indrykninger på de to indstil-
lingshjul ligger an mod samlings-systemets grundenhed (se
Fig. 8).
Spænd skabelonen fast med de to drejeknapper (20.1).
• Drej de to anslag i den position som ses på Fig. 20. Justér an-
slagene på en sådan måde, at pilene (20.2) ligger an mod den
indvendige, lige side (20.3) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (20.4).
• Åbn de to spændearme (21.1) til højdejustering af skabelonen
og bevæg skabelonen op.
• Åbn spændearmen (21.2) og sving svingsegmenterne til ska-
belonholderen i bageste position (Fig. 21). Luk spændearmen
igen.
• Læg et arbejdsemne ind under skabelonens ender. Tryk skabe-
lonen ned, indtil den ligger helt fl ad på arbejdsemnet. Luk de
to spændearme til højdejustering af skabelonen.
6.3 Tapphull
a)
Innsetting av sjablonen
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (20.1) for å spenne inn sjablonen og
sett inn sjablonen.
OBS
: Begge stillehjul (20.5) må peke nedover.
• Lukk begge spennarmene for sjablonens høyde-justering.
• Rett sjablonen inn slik at de nedre avsatser på begge stille-
hjulene ligger an mot forbindelsessystemets grunnenhet (se
bilde 8) og spenn sjablonen fast med begge betjeningsknapper
(20.1).
• Drei begge anslagene i stillingen vist på bildet 20. Rett inn
anslagene slik at pilene (20.2) ligger an mot den indre, rette
side (20.3) på sjablonens utsparinger. Klem anslagene fast med
betjeningsknappene (20.4).
• Åpne begge spennarmer (21.1) for sjablonens høydejustering
og beveg sjablonen oppover.
• Åpne spennarmen (21.2) og sving svingsegmentene for sja-
blonens holdeinnretning i bakre stilling (bilde 21). Lukk igjen
spennarmen..
• Legg arbeidsstykket under sjablonens begge ender. Trykk sja-
blonen så langt nedover til den ligger plant opp på arbeidsstyk-
ket og lukk begge spennarmer for sjablonens høydejustering.
b)
Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 22):
• Arbejdsemnerne opspændes på en sådan måde, at de to front-
sider, der skal forbindes med hinanden, ligger an mod hinan-
den.
• Arbejdsemnerne skal fl ugte i siden.
• Den øverste kant på arbejdsemnerne skal fl ugte.
• De sider, der vender udad (a1 - a4) i opspændt tilstand, danner
de indvendige sider på den færdige samling.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“
og „3“ skal altid være spændt øverst og arbejdsemnerne „2“ og
„4“ altid forrest i samlingssystemet.
b)
Spenne inn arbeidsstykker
Begge arbeidsstykker som skal forbindes med hverandre må
spennes inn samtidig.
Derved må det tas hensyn til (se bilde 22):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandrer.
• Arbeidsstykkenen må ligge an på siden mot anslaget.
• Arbeidsstykkene må oppe avslutte i plan med hverandre.
• Sidene (a1 - a4) som i innspent tilstand ligger utover, danner de
indre sidene i den ferdige forbindelsen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid spennes inn oppe,
arbeidsstykkene „2“ og „4“ alltid foran i forbindelsessyste-
met.
82
c)
Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko 1) yläjyrsimen kiinnitysleukoi-
hin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asetta-
malla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
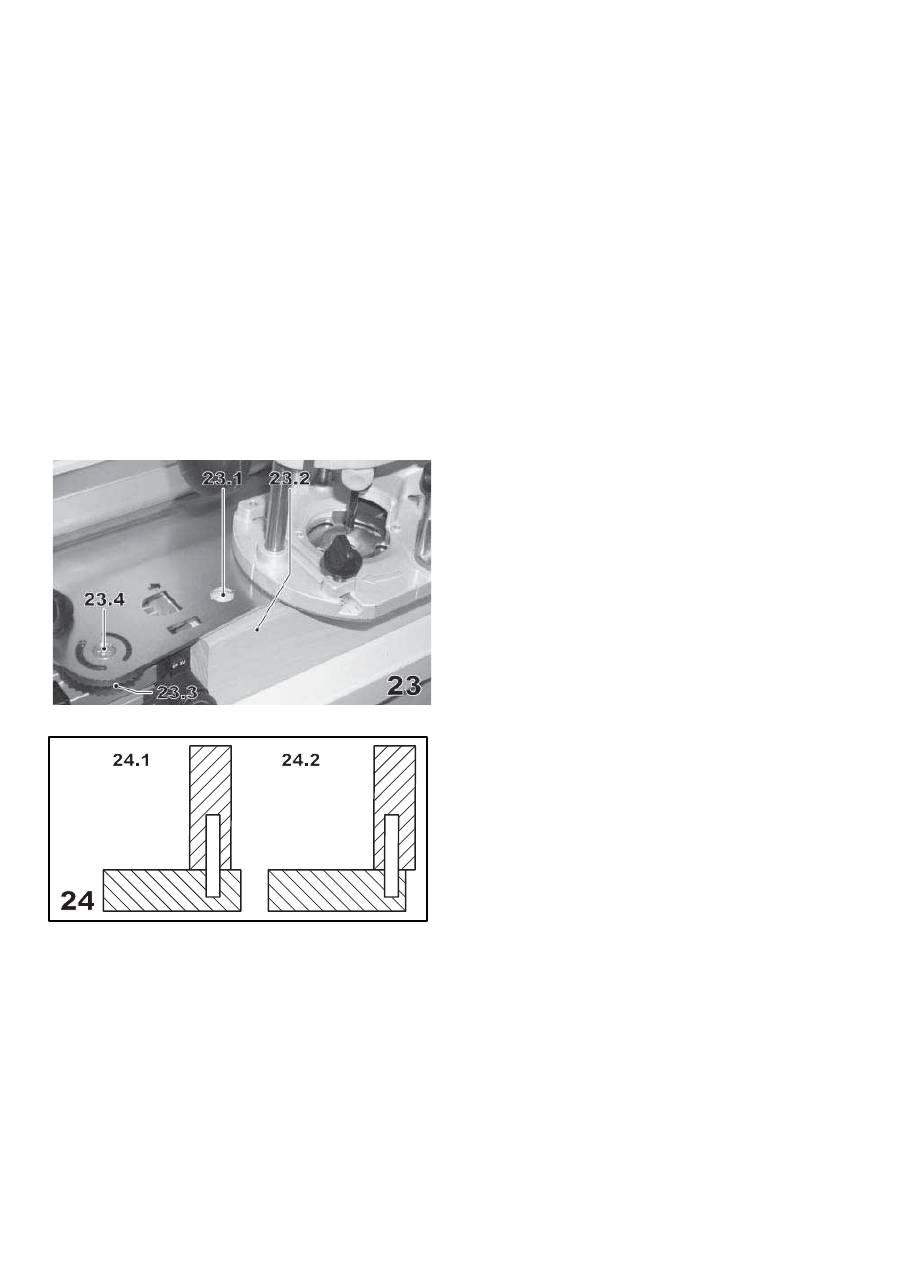
• Säädä jyrsintäsyvyys seuraavasti: Reikien syvyyden vaakasuoras-
sa työkappaleessa tulisi olla 2/3 työkappaleen paksuudesta.
Reikien syvyys pystysuorassa työkappaleessa on valittava siten,
että kummankin reiän syvyys on yhteensä n. 2 mm suurempi
kuin vaarnan pituus (vrt. kuva 24).
• Liitä yläjyrsin soveltuvaan pölyluokan „M“ imuriin (esim. Fes-
toolin
CLEANTEX
CTM-imuriin).
d) Työstö
Jyrsi ensiksi reiät vaakasuoraan työkappaleeseen (23.1). Kääntö-
segmentin on oltava tällöin taka-asennossa (ks. kuva 21).
Tämän jälkeen kääntösegmentti on käännettävä etuasentoon
reikien jyrsimiseksi pystysuoraan työkappaleeseen (23.2).
Huom
.: Kääntösegmenttien kääntämiseksi on avattava vain
kiinnitysvipu (21.2), ei kuitenkaan mallineen korkeudensäädön
kiinnitysvipuja (21.1).
• Laita yläjyrsin mallineelle, niin että kulutusrenkaan laippa
tarttuu mallineen reikiin.
• Käynnistä yläjyrsin ja paina kone säädettyyn jyrsintäsyvyyteen
asti. Jyrsi tällä tavalla kaikki reiät peräkkäin.
• Irrota työkappaleet ja kokoa yhteen. Jos vaarnaliitos ei täsmää
tarkasti, on suoritettava seuraavat korjaukset:
°
Pystysuora työkappale on liian syvällä (24.1):
kierrä säätö-
pyöriä (23.3) virhemitan verran miinus-suuntaan (1 viiva as-
teikolla vastaa - 0,1 mm:n siirtoa). Asenna malline uudelleen
luvun 6.3 a) mukaan.
°
Pystysuora työkappale on liian ulkona (24.2):
kierrä säätö-
pyöriä (23.3) virhemitan verran plus-suuntaan (1 viiva astei-
kolla vastaa + 0,1 mm:n siirtoa). Asenna malline uudelleen
luvun 6.3 a) mukaan.
Huom
.: Säätöpyörien säätämiseksi on avattava ruuvit (23.4) ja
kiristettävä jälleen lujalle säädön jälkeen. Säädetty asema pysyy
näin kohdallaan myöhempiä töitä varten.
6.4 Avoimet
lohenpyrstöliitokset
Avoimia lohenpyrstöliitoksia tehtäessä on ensin jyrsittävä lohen-
pyrstöt mallineella SZO 14 S tai SZO 20 S ja sitten niitä vastaavat
liitoslovet mallineella SZO 14 Z tai SZO 20 Z .

83
c)
Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skif-
tes!
• Spænd fræseren (se tabel 1) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil fræsedybden på følgende måde: På det vandrette ar-
bejdsemne bør hullerne have en dybde på 2/3 af arbejdsemnets
tykkelse. Huldybden på det lodrette arbejdsemne bør vælges
på en sådan måde, at dybden af de to huller er ca. 2 mm større
end dyvlens længde (sammenlign Fig. 24).
• Tilslut overfræseren til en egnet støvsuger fra støvklasse „M“
(f.eks. Festool
CLEANTEX
CTM-støvsuger).
c)
Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell 1) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Innstill fresedybdenpå følgende måte: Ved et vannrett arbeids-
stykke bør hullenes dybde være 2/3 av arbeidsstykkets tykkelse.
Ved loddrette arbeidsstykker bør hullenes dybde velges slik at
dybden til begge hullene sammen er med ca. 2 mm større enn
pluggens lengde (sammenligne bilde 24).
• Kople overfresen til en egnet støvsuger av støvklassen „M“ (f.
eks. Festool
CLEANTEX
CTM-suger).
d) Bearbejdning
Først fræses hullerne i det vandrette arbejdsemne (23.1). Dette
forudsætter, at svingsegmentet befi nder sig i bageste position
(se Fig. 21).
Herefter svinges svingsegmentet i forreste position for at fræse
hullerne i det lodrette arbejdsemne (23.2).
Bemærk
: Svingsegmenterne svinges ved at åbne spændearmen
(21.2) og ikke ved at åbne spændearmen (21.1) til højdejustering
af skabelonen.
• Anbring overfræseren på skabelonen, så kanten på føringsrin-
gen griber ind i boringerne på skabelonen.
• Tænd for overfræseren og tryk maskinen ned, indtil den indstil-
lede fræsedybde er nået. Fræs alle hullerne et ad gangen.
• Løsne værktøjerne og samle disse.
Hvis dyvelsamlingen ikke passer helt nøjagtigt, gennemføres
følgende korrekturer:
°
Det lodrette arbejdsemne står tilbage (24.1):
Drej indstil-
lingshjulene (23.3) det manglende mål i minusretning (1 streg
på skalaen svarer til - 0,1 mm forskydning), isæt skabelonen
som forklaret i afsnit 6.3 a).
°
Det lodrette arbejdsemne rager ud over kanten (24.2):
Drej
indstillingshjulene (23.3) det manglende mål i plusretning
(1 streg på skalaen svarer til + 0,1 mm forskydning), isæt
skabelonen som forklaret i afsnit 6.3 a).
Bemærk
: Skruerne (23.4) skal altid løsnes, når indstillingshju-
lene skal indstilles. Spænd skruerne igen efter indstillingen.
Dermed forbliver den indstillede position fi kseret til senere
brug.
d) Bearbeiding
Først må hullene i det vannrette arbeidsstykket (23.1) freses. Dertil
må svingsegmentet være i bakre stilling (se bilde 21).
Deretter må svingsegmentet svinges i fremre stilling for å frese
hullene i det loddrette arbeidsstykket (23.2).
Henvisning
: For å svinge svingsegmentene må bare spennar-
men (21.2) åpnes men ikke spennarmene (21.1) for sjablonens
høydejustering.
• Sett overfresen opp på sjablonen slik at ringens krage griper
inn i sjablonens boringer.
• Kople inn overfresen og trykk maskinen nedover til innstilt
fresedybde. Fres slik alle hull etter hverandre.
• Ta ut arbeidsstykkene og sett dem sammen.
Hvis plugg-forbindelsen ikke skulle stemme eksakt, må føl-
gende korrekturer gjennomføres:
°
Det loddrette arbeidsstykke står tilbake (24.1):
Drei stil-
lehjulene (23.3) med feil mål i minus-retningen (1 delestrek
tilsvarer - 0,1 mm feiljustering), sett sjablonen inn på nytt i
henhold til kapittel 6.3 a).
°
Det loddrette arbeidsstykket stikker ut (24.2):
Drei stillehju-
lene (23.3) med feil mål i pluss-retningen (1 delstrek tilsvarer
+ 0,1 mm feiljustering), sett sjablonen inn på nytt i henhold til
kapittel 6.3 a).
Henvisning
: For å kunne regulere stillehjulene, må du åpne
skruene (23.4) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
6.4 Åbne
svalehalesamlinger
Ved åbne svalehalesamlinger skal man først fræse svalehalerne
med skabelonen SZO 14 S eller SZO 20 S og derefter samlingerne
med skabelonen SZO 14 Z eller SZO 20 Z.
6.4 Åpne
svalehale-sinker
Når svalehale-sinkene er åpne, skal svalene først freses med
sjablon SZO 14 S / SZO 20 S og deretter med sjablon SZO 14 Z /
SZO 20 Z.
84
6.4.1 Lohenpyrstöjen
jyrsiminen
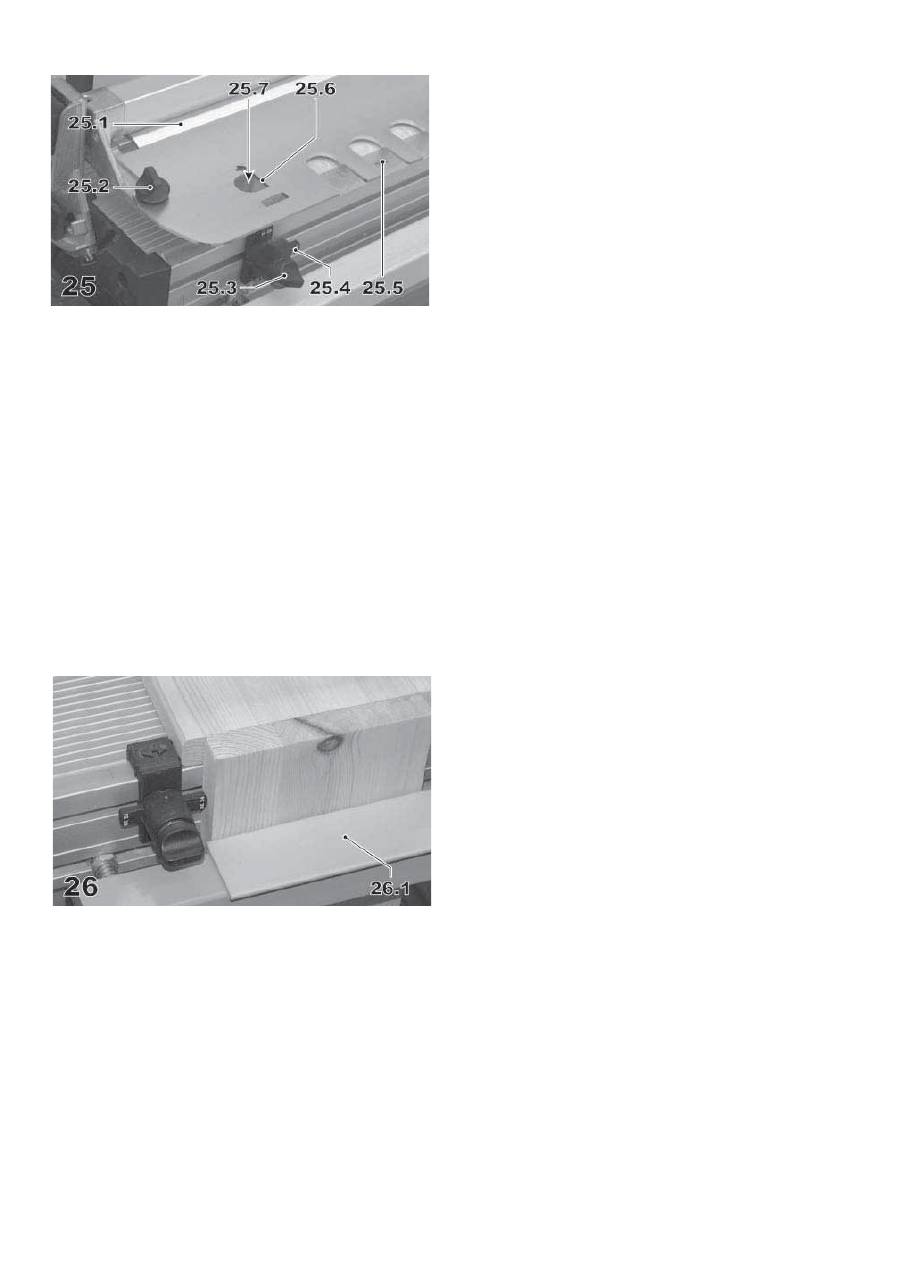
a)
Mallineen (SZO 14 S tai SZO 20 S) asentaminen ja murto-
suojan kiinnittäminen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasen-
toon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (25.2) mallineen kiinnittämiseksi ja asenna
malline paikalleen.
Huomio
: Mallineen taivutetun takaosan
(25.1) on osoitettava ylöspäin.
• Työnnä malline taakse ohjaimeen asti ja kiinnitä kummallakin
vääntönupilla (25.2) lujasti
• Kierrä toinen ohjain asentoon “SZ 14” ja toinen asentoon “SZ 20”
(25.4). Suuntaa ohjaimet siten, että nuolet (25.7) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (25.6). Kiristä ohjaimet
kiinni vääntönupeilla (25.3).
• Siirrä mallinetta ylös ja laita pehmeästä puusta oleva lauta (25.5)
murtosuojaksi mallineen alle.
Huom
.: Murtosuoja estää työkappaleen murtumisen jyrsittäessä
takaosaa.
Huomio
: Jotta liitosjärjestelmä ei vaurioidu jyrsittäessä ja mur-
tosuoja voi täyttää tehtävänsä, murtosuojan on oltava n. 5 mm
paksumpi kuin työstettävä työkappale ja vähintään yhtä leveä
kuin työstettävä työkappale.
• Paina mallinetta alas, kunnes se on koko pinnaltaan kiinni mur-
tosuojan päällä, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
• Suuntaa murtosuoja siten, että se päättyy samaan tasoon pe-
rusrungon etureunan kanssa, ja kiinnitä murtosuoja ylemmällä
puristuspalkilla.
b) Työkappaleiden
kiinnittäminen
Kiinnitä työkappale, johon lohenpyrstöt jyrsitään Varmista tällöin
(ks. kuva 26):
• Työkappaleen on vastattava sivuohjaimeen.
• Työnnä työkappale alhaalta mallinetta vasten; työkappaleen
pitää ylhäältä olla samassa tasossa murtosuojan kanssa.
• Mallissa SZO 14 S kiristä myös oheinen muovikulma (26.1).
c) Valmistelut
yläjyrsimessä
(kopiointirenkaan asennus, ks. kappale 5.3)
Huomio: Irrota laitteen verkkovirtapistoke ennen työkalun
vaihtoa!
• Kiinnitä jyrsinterä (ks. T2) yläjyrsimen kiinnitysleukoihin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asetta-
malla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä työkappaleen paksuus jyrsintäsyvyydeksi.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan “M” imuriin (esim. Festoolin
CLEANTEX
CTM-
imuriin).
Huom
.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimiseen.

85
6.4.1 Svalehaler
a)
Isætning af skabelon (SZO 14 S eller SZO 20 S) og fastgø-
relse af en overfl ade- beskytter
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (25.2) til opspænding af skabelonen og
isæt skabelonen.
Pas på
: Den ombøjede, bageste side (25.1) på
skabelonen skal vende op.
• Skub skabelonen bagud indtil stop og spænd den med de to
drejeknapper (25.2)
• Drej de to anslag hen på “SZ 14” hhv. “SZ 20” (25.4). Justér an-
slagene på en sådan måde, at pilene (25.7) ligger an mod den
indvendige, lige side (25.6) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (25.3).
• Bevæg skabelonen op og læg et blødt stykke træ (25.5) som
overfl adebeskytter ind under skabelonen.
Bemærk
: Overfl adebeskytteren forhindrer, at der opstår “fl os-
ser” bag på arbejdsemnet.
Pas på
: For at undgå at samlingssystemet beskadiges under
fræsearbejdet og for at sikre at overfl adebeskytteren kan opfylde
sin funktion skal overfl adebeskytteren være ca. 5 mm tykkere
end arbejdsemnet og mindst lige så bred som arbejdsemnet.
• Tryk skabelonen ned, indtil den ligger oven på overfl adebeskyt-
teren og luk de to spændearme til højdejustering af skabelo-
nen.
• Indstil overfl adebeskytteren på en sådan måde, at den fl ugter
med den forreste kant på grundenheden, og spænd den med
den øverste trykbjælke.
6.4.1 Svaler
a)
Innsetting av sjablonen (SZO 14 S / SZO 20 S) og montering
av et fl isvern
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (25.2) for å spenne inn sjablonen og
sett inn sjablonen.
OBS
: Den bakre siden (25.1) av sjablonen
som er bøyet rundt må peke oppover.
• Skyv sjablonen bakover inntil anslaget og spenn den fast med
begge betjeningsknapper (25.2)
• Drei begge anslagene på stillingen “SZ 14” hhv. “SZ 20” (25.4).
Rett inn anslagene slik at pilene (25.7) ligger an mot den indre,
rette side (25.6) på sjablonens utsparinger. Klem anslagene fast
med betjeningsknappene (25.3).
• Beveg sjablonen oppover og legg et brett av løst tre (25.5) som
fl isvern under sjablonen.
Henvisning
: Flisvernet forhindrer at arbeidsstykket splintrer på
baksiden ved fresingen.
OBS
: Flisvernet må være ca. 5 mm tykkere enn arbeidsstykket
som skal bearbeides og må ha minst samme bredde slik at
forbindelsessystemet ikke skades under fresingen og fl isvernet
kan oppfylle funksjonen.
• Trykk sjablonen nedover til den ligger plant opp på fl isvernet og
lukk begge spennarmene for sjablonens høydejustering.
• Rett fl isvernet inn slik at det avslutter i plan med grunnenhetens
forkant og spenn det fast med den øvre trykkbjelken.
b)
Opspænding af arbejdsemner
Fastspænd det arbejdsemne, der skal forsynes med svalehalen.
Herved skal man være opmærksom på følgende (se fi gur 26):
• Arbejdsemnet skal været placeret med siden til anslaget.
• Arbejdsemnet skal skubbes nedefra mod skabelonen, og tilslut-
tes til splintbeskyttelsen ovenfor.
• Ved SZO 14 S skal den medfølgende kunststofvinkel (26.1)
spændes med.
c)
Forberedelse af overfræseren
(efter montage af kopiringen, se kap. 5.3)
Advarsel: Før udskiftning af værktøj, skal De trække stikket ud
af stikdåsen!
• Spænd fræseren (se T2) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil emnetykkelsen som fræsedybde på din overfræser.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
“M” (f.eks. Festool
CLEANTEX
CTM-støvsuger).
Bemærk
: Indstil afstanden mellem opsugningskappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads til
at fræse de ønskede sinkninger.
b)
Spenne inn arbeidsstykker
Spenn først fast et arbeidsstykke der det skal freses inn svaler.
Vær oppmerksom på følgende (se bilde 26):
• Arbeidsstykket må ligge inntil anslaget på siden.
• Arbeidsstykket må skyves mot sjablonen nedenfra og ligge i
fl ukt med fl isvernet oppe.
• På SZO 14 S må den medfølgende kunststoffvinkelen (26.1) også
spennes fast.
c)
Forberedelser på overfresen
(etter at kopiringen er montert, se kap. 5.3)
Obs: Trekk alltid støpselet ut av stikkontakten før du bytter
verktøy!
• Spenn fresen (se T2) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still arbeidsstykkets tykkelse på overfresen inn som frese-
dybde.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsu-
ger av støvklasse “M” (f. eks. Festool
CLEANTEX
CTM-suger).
Henvisning
: Still avsugets avstand til det loddrette arbeidsstykket
inn slik at du har tilstrekkelig plass for fresing av sinkene.

86
d) Työstö
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (27.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintä-
syvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 28).
Huomio
: Kulutusrenkaan laipan täytyy olla aina kiinni mallineessa.
Pidä yläjyrsintä aina molemmista kahvoista mallineen kanssa
samansuuntaisesti äläkä kierrä konetta jyrsinnän aikana. Jyrsin-
täsyvyyttä ei saa muuttaa jyrsinnän aikana.
Jyrsi lohenpyrstöt kaikkiin tarvittaviin työkappaleisiin.
6.4.2 Lohenpyrstöjen lovien jyrsiminen
a)
Mallineen (SZO 14 Z tai SZO 20 Z) asen- taminen ja mur-
tosuojan kiinnittäminen
Aseta malline paikalleen ja kiinnitä murtosuoja kuten edellä
kohdassa 6.4.1 a) on selostettu, mutta em. ohjeista poiketen
kuitenkin:
• Kummankin säätöpyörän (29.2) on osoitettava alaspäin.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
(29.3) ovat kiinni liitosjärjestelmän perusrungossa, ja kiinnitä
malline kummallakin vääntönupilla (29.1) lujasti.
b) Työkappaleiden
kiinnittäminen
Kiinnitä työkappale, johon lohenpyrstöjen lovet jyrsitään Varmista
tällöin (ks. kuva 30):
• Työkappaleen on vastattava sivuohjaimeen.
• Työnnä työkappale alhaalta mallinetta vasten; työkappaleen
pitää ylhäältä olla samassa tasossa murtosuojan kanssa.
c) Valmistelut
yläjyrsimessä
(kopiointirenkaan asennus, ks. kappale 5.3)
Huomio: Irrota laitteen verkkovirtapistoke ennen työkalun
vaihtoa!
• Laita lohenpyrstö-jyrsinterän tilalle urajyrsinterä (ks. T2), ja
säädä yläjyrsiin jyrsintäsyvyydeksi työkappaleen paksuus.

87
d) Behandling
• Anbring overfræseren for enden af skabelonen, så kanten (27.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelo-
nen (Fig. 28).
Pas på
: Kanten på føringsringen skal altid ligge an mod skabe-
lonen. Før altid overfræseren med begge hænder parallelt med
skabelonen og drej ikke maskinen under fræsearbejdet. Fræse-
dybden må ikke ændres under fræsearbejdet.
Sådan skal De fræse alle arbejdsemner med svalehale.
d) Bearbeiding
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (27.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedyb-
den på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 28).
OBS
: Føringsringens krage må alltid ligge an mot sjablonen. Hold
overfresen alltid i begge håndtakene parallelt til sjablonen og
drei ikke maskinen mens du freser. Fresedybden må ikke endres
under fresing.
Fres alle arbeidsstykker med svaler på denne måten.
6.4.2 Samlinger
a)
Isætning af skabelon (SZO 14 Z eller SZO 20 Z) og fastgø-
relse af en overfl ade- beskytter
Når De placerer skabelonen og fastgør splint-beskyttelsen, skal
De gå frem i henhold til 6.4.1 a), dog med en undtagelse:
• De to indstillingshjul (29.2) skal vende ned.
• Ret skabelonen ud, så de nederste indrykninger (29.3) på de to
indstillingshjul ligger an mod samlings-systemets grundenhed.
Spænd skabelonen fast med de to drejeknapper (29.1).
6.4.2 Sinker
a)
Innsetting av sjablonen (SZO 14 Z / SZO 20 Z) og montering
av et fl isvern
Gjør tilsvarende 6.4.1 a når du skal sette inn sjablonen og feste
splintvernet, med følgende endring:
• Begge stillehjul (29.2) må peke nedover.
• Rett sjablonen inn slik at de nedre avsatser (29.3) på begge stil-
lehjulene ligger an mot forbindelses-systemets grunnenhet og
spenn sjablonen fast med begge betjeningsknapper (29.1).
b)
Opspænding af arbejdsemner
Fastspænd det arbejdsemne, der skal forsynes med samlingen.
Herved skal man være opmærksom på følgende (se fi gur 30):
• Arbejdsemnet skal været placeret med siden til anslaget.
• Arbejdsemnet skal skubbes nedefra mod skabelonen, og tilslut-
tes til splintbeskyttelsen ovenfor.
c)
Forberedelse af overfræseren
(efter montage af kopiringen, se kap. 5.3)
Advarsel: Før udskiftning af værktøj, skal De trække stikket ud
af stikdåsen!
• Ved svalehalesamlingerne skal De udskifte fræseren med en
notfræser (se T2), og indstille arbejdsemnets tykkelse som
fræsedybde på Deres fræser.
b)
Spenne inn arbeidsstykker
Spenn først fast et arbeidsstykke der det skal freses inn sinker.
Vær oppmerksom på følgende (se bilde 30):
• Arbeidsstykket må ligge inntil anslaget på siden.
• Arbeidsstykket må skyves mot sjablonen nedenfra og ligge i
fl ukt med fl isvernet oppe.
c)
Forberedelser på overfresen
(etter at kopiringen er montert, se kap. 5.3)
Obs: Trekk alltid støpselet ut av stikkontakten før du bytter
verktøy!
• Bytt ut fresen for svalehale-sinkene med notfresen (se T2), og
still inn tykkelsen på arbeidsstykket som fresedybde på over-
fresen.
88
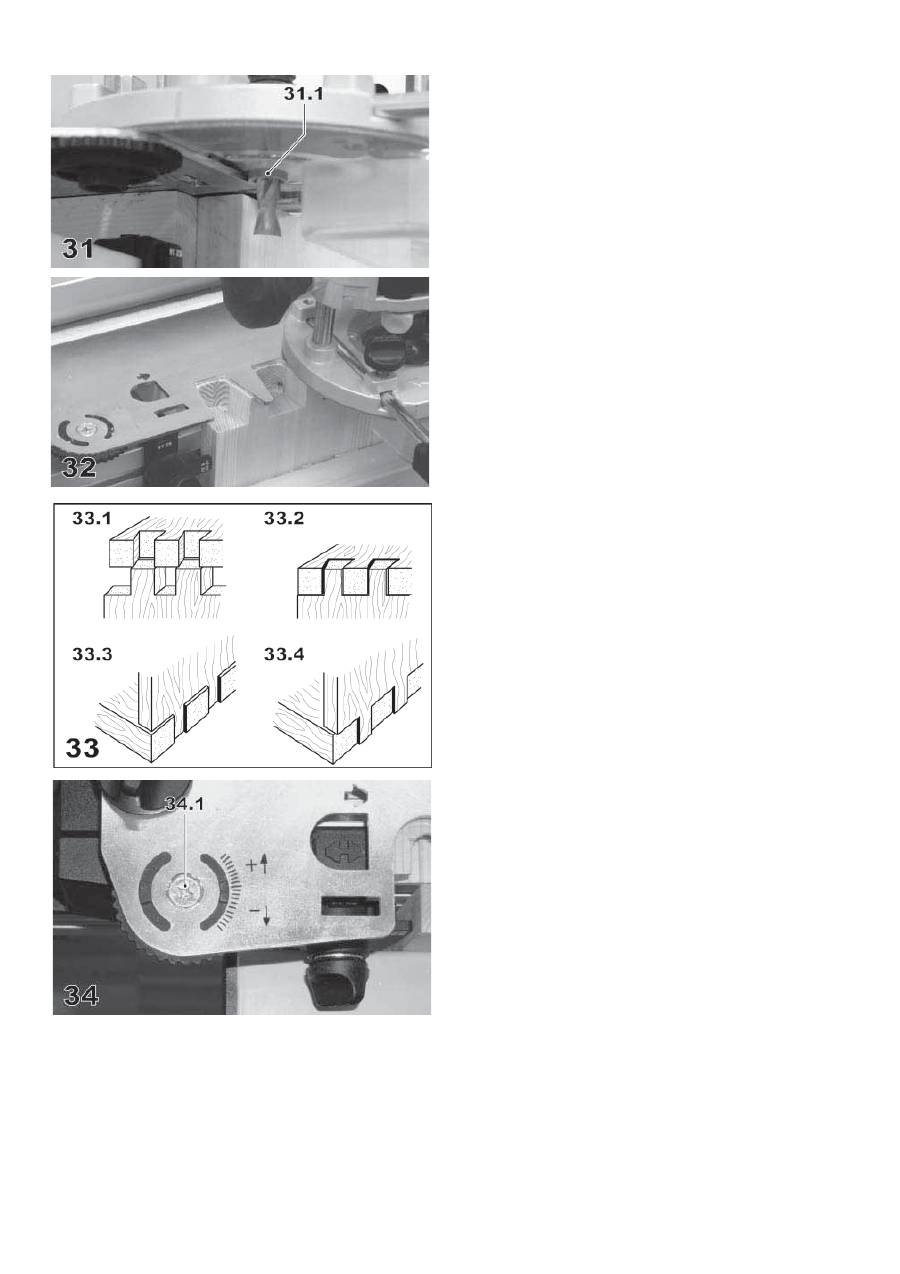
d) Työstö
Liitosten koejyrsintä
Suorita ensiksi koejyrsintä tarkastaaksesi, ovatko kaikki säädöt
oikein.
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (31.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintä-
syvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 32).
Huomio
: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aika-
na. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Irrota työkappale ja liitä se sopivaa työkalua käyttäen lohenpyrs-
töihin toisessa työkappaleessa. Jos liitos ei ole tarkasti jyrsitty,
seuraavat korjaukset on suoritettava:
° Jos liitos on liian vaikeakulkuinen (33.1):
Kierrä säätöpyöriä plus-suuntaan.
° Jos liitos on liian helppokulkuinen (33.2):
Kierrä säätöpyöriä miinus-suuntaan.
° Jos liitos on liian syvä (33.3):
Pienennä yläjyrsin jyrsintäsyvyyden asetusta hiukan hieno-
säädöllä.
° Jos liitos ei ole tarpeeksi syvä (33.4):
Suurenna yläjyrsin jyrsintäsyvyyden asetusta hiukan hieno-
säädöllä.
Huom
.: Säätöpyörien siirtämiseksi on avattava ruuvit (34.1),
jotka on kiristettävä takaisin kiinni säädön jälkeen.
Säädetty asema pysyy näin kohdallaan myöhempiä töitä var-
ten.
• Toista tätä, kunnes liitos on tarkasti oikein.
Liitosten jyrsiminen
Jyrsi kaikki liitokset samalla tavalla kuin koejyrsinnässä.

89
d) Behandling
Prøvefræsning af sinkninger
Gennemfør først en prøvefræsning for at kontrollere, om alle
indstillinger er korrekte.
• Anbring overfræseren for enden af skabelonen, så kanten (31.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelo-
nen (Fig. 32).
Pas på
: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
d) Bearbeiding
Prøvefresing av sinkene
Gjennomfør først en prøvefresing for å kontrollere at alle innstil-
lingene er korrekt.
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (31.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedyb-
den på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 32).
OBS
: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Løsn arbejdsemnet, og sæt et arbejdsemne sammen med sva-
lehalen.
Hvis sinkesamlingen ikke passer rigtigt, skal De foretage føl-
gende ændringer:
° Sinkesamling er svært tilgængelig (33.1):
Indstillingshjulene drejes i plus-retning.
° Sinkesamling er let tilgængelig (33.2):
Indstillingshjulene drejes i minus-retning.
° Sinkesamling er for dyb (33.3):
Reducer fræsedybden på overfræseren med en anelse fi nind-
stilling af overfræseren.
° Sinkesamling er ikke dyb nok (33.4):
Forhøj fræsedybden på overfræseren med en anelse fi nindstil-
ling af overfræseren.
Bemærk
: Skruerne (34.1) skal altid løsnes, når indstillingshju-
lene skal indstilles.
Spænd skruerne igen efter indstillingen. Dermed forbliver den
indstillede position fi kseret til senere brug.
• Gentag denne proces, indtil samlingen er rigtig.
Fræsning af sinkninger
Fræs alle sinkningerne i analogi med prøvefræsningen.
• Ta ut arbeidsstykket og sett det sammen med et arbiedsstykke
med svaler.
Hvis sinke-forbindelsen ikke stemmer nøyektig, må det utføres
følgende korreksjoner:
° Sinkeforbindelse er for treg (33.1):
Vri innstillingshjulene mot pluss.
° Sinkeforbindelse er for rask (33.2):
Vri innstillingshjulene mot minus.
° Sinkeforbindelse er for dyp (33.3):
Reduser fresedybden på overfresen litt med fi njusteringen
for overfresen.
° Sinkeforbindelsen er ikke dyp nok (33.4):
Øk fresedybden på overfresen litt med fi njusteringen for
overfresen.
Henvisning
: For å kunne regulere stillehjulene, må du åpne
skruene (34.1) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
• Gjenta denne prosessen til forbindelsen stemmer eksakt.
Fresing av sinkene
Fres alle sinker analog til prøvefresingen.

90
7 Sovellustietokanta
Yksityiskohtainen selostus liitosjärjestelmän käyttömahdollisuuk-
sista löytyy myös sovellustietokannastamme Internet-osoitteesta
„
www.festool.com
“.
8 Tarvikkeet
Käytä vain tälle koneelle tarkoitettuja alkuperäisiä Festool-tar-
vikkeita ja Festool-kulutusmateriaaleja, koska nämä järjestelmä-
komponentit on sovitettu parhaalla mahdollisella tavalla toisiinsa.
Toisten valmistajien tarvikkeiden ja kulutusmateriaalien käyttö
vaikuttaa laadullisesti työtuloksiin ja rajoittaa takuuvaatimuksia.
Käyttö saattaa kasvattaa koneen kulumista tai henkilökohtaista
rasittumistasi. Suojaa itseäsi, konettasi ja takuuvaatimuksia
käyttämällä ainoastaan alkuperäisiä Festool-varusteita ja Festool-
kulutusmateriaaleja! Jyrsintyökalujen, mallineiden ja muiden
tarvikkeiden tilausnumerot käyvät ilmi taulukosta 1, Festool-
luettelosta tai Internet-kotisivulta
„www.festool.com“
.
9 Käyttöturva
Myönnämme valmistamillemme laitteille materiaali- ja valmis-
tusviat kattavan käyttöturvan, joka vastaa maakohtaisia määräyk-
siä, ja jonka pituus on vähintään 12 kuukautta. Käyttöturvan pituus
on EU-maissa 24 kuukautta (laskun tai toimituslistan päiväyksestä
lukien). Käyttöturva ei kata vaurioita, jotka ovat syntyneet luon-
nollisen kulumisen, ylikuormituksen tai epäasianmukaisen käytön
seurauksena, ovat käyttäjän aiheuttamia tai syntyneet käyttöohje-
kirjan ohjeiden noudattamatta jättämisen seurauksena, tai jotka
olivat tiedossa jo laitteen ostohetkellä. Poissuljettuja ovat myös
vahingot, jotka johtuvat ei-alkuperäisten tarvikkeiden ja kulutus-
materiaalien (esim. hiomalautanen) käytöstä.
Käyttöturvaan voidaan vedota vain kun laite toimitetaan purka-
mattomana myyjälle tai valtuutettuun Festool-huoltoon. Säilytä
laitteen käyttöohje, turvallisuusohjeet, varaosaluettelo ja ostokuitti
huolellisesti. Muilta osin ovat voimassa valmistajan antamat, ajan-
tasalla olevat käyttöturvaehdot.
Huomautus
Jatkuvan tutkimus- ja tuotekehittelytyön seurauksena tässä
annettuihin teknisiin tietoihin saattaa tulla muutoksia.
REACh Festool-tuotteille, niiden tarvikkeille ja kulutusmateri-
aaleille
REACh on vuodesta 2007 lähtien koko Euroopassa voimassaoleva
kemikaaleja koskeva asetus. Käytämme kemikaaleja tuotteidem-
me valmistuksessa ja olemme tietoisia tiedotusvelvollisuudes-
tamme asiakkaillemme. Olemme avanneet asiakkaitamme varten
seuraavan Web-sivuston, josta voit aina katsoa viimeisimmät tiedot
tuotteissamme mahdollisesti käytettävistä aineista:
www.festool.
com/reach

91
7 Anvendelsesdatabank
En detaljeret beskrivelse af de mange anvendelseseksempler for
samlingssystemet kan du fi nde i vores anvendelsesdatabank på
internettet under „
www.festool.com
“.
8 Tilbehør
Anvend udelukkende det originale Festool-tilbehør og Festool-
forbrugsmateriale, som er beregnet til maskinen, da disse system-
komponenter er tilpasset optimalt til hinanden. Ved anvendelse af
tilbehør og forbrugsmateriale af andre mærker skal man regne
med en forringelse af arbejdsresultaterne og en begrænsning af
garantien. Alt efter anvendelse kan maskinen opslides hurtigere
eller brugeren belastes mere end nødvendigt. Pas derfor på dig
selv, maskinen og garantien ved udelukkende at anvende originalt
Festool-tilbehør og Festool-forbrugsmateriale!
Bestillingsnumrene på fræseværktøj, skabeloner og andet tilbehør
kan du fi nde i tabel 1, i dit Festool-katalog eller på vores homepage
„
www.festool.com
“.
9 Garanti
I henhold til de respektive landes lovbestemmelser yder vi en
garanti for materiale- eller produktionsfejl – dog mindst på en
periode af 12 måneder. Inden for EU-medlemsstaterne udgør
denne garantiperiode 24 måneder (bevis via faktura eller leve-
ringsformular). Skader, der især kan føres tilbage til naturlig
slitage, overbelastning, faglig ukorrekt omgang i modstrid med
betjeningsvejledningen og skader, der forårsages af brugeren eller
en anden anvendelse, der er i modstrid med betjeningsvejled-
ningen, eller der var kendt ved købet, er udelukket af garantien.
Vi frasiger os ligeledes ethvert ansvar for skader, som skyldes
anvendelse af ikke-originalt tilbehør og forbrugsmaterialer (f.eks.
bagskiver).
Krav fra kundens side kan udelukkende accepteres, hvis maskinen/
værktøjet sendes tilbage til leverandøren eller et serviceværksted,
der er autoriseret af Festool. Opbevar betjeningsvejledningen,
sikkerhedsanvisningerne, reservedelslisten og bonen. Derudover
gælder fabrikantens aktuelle garantibetingelser.
Bemærkning
På grund af konstant forsknings- og udviklingsarbejde forbeholdes
retten til at gennemføre ændringer af de tekniske oplysninger.
REACh til Festool produkter, tilbehør og forbrugsmateriale
Kemikalieloven REACH trådte i kraft i 2007 og er gældende i hele
Europa. Som ”downstream-bruger” af kemikalier, dvs. producent
af produkter, tager vi vores informationspligt over for kunderne
alvorligt. På følgende hjemmeside fi nder du altid aktuelle infor-
mationer om de stoffer fra kandidatlisten, som vores produkter
kan indeholde:
www.festool.com/reach
7 Brukerdatabase
En detaljert beskrivelse av forbindelsessystemets bruksmulighe-
ter fi nner du også i vår brukerdatabase i internett under „
www.
festool.com
“.
8 Tilbehør
Bruk bare originalt Festool-tilbehør og Festool-forbruksmateriale
som er beregnet på denne maskinen, siden disse systemkom-
ponentene er optimalt tilpasset hverandre. Ved bruk av tilbehør
og forbruksmateriale fra andre tilbydere senker kvaliteten på
arbeidsresultatet og en sannsynlig innskrenking av garantien.
Alt etter bruk kan slitasjen på maskinen eller den personlige
belastningen på deg økes. Beskytt derfor deg selv, maskinen og
garantien ved kun å benytte originalt Festool-tilbehør og Festool-
forbruksmateriale.
Bestillingsnumrene for freseverktøy, sjablon og annet tilbehør
fi nner du i tabellen 1, Festool-katalogen eller på vår Internett
Homepage „
www.festool.com
“.
9
Ansvar for mangler
For våre apparater er vi ansvarlig for material- eller produksjons-
feil i samsvar med gjeldende nasjonale bestemmelser, i minst 12
måneder. Denne tiden 24 måneder innenfor EU-stater (bevises
med regning eller følgeseddel). Skader som spesielt skyldes
slitasje, overbelastning, ufagmessig håndtering, eller skader
forårsaket av brukeren eller annen bruk i strid med bruksanvis-
ningen, eller skader som var kjent ved kjøp av apparatet omfat-
tes ikke av dette ansvaret. I tillegg unntas skader som kan føres
tilbake til bruk av ikke-originalt tilbehør og forbruksmaterialer
(f.eks. slipetallerken).
Reklamasjoner kan bare godtas hvis apparatet ikke ble demontert
og returneres til leverandøren eller et autorisert Festool-service-
verksted. Ta godt vare på bruksanvisningen, sikkerhetsforskrifter,
reservedelsliste og kvittering. Dessuten gjelder produsentens
aktuelle betingelser for ansvar ved mangler.
Anmerkning
På grunn av kontinuerlige forsknings- og utviklingsarbeid tas det
forbehold om endringer av de tekniske spesifi kasjonene i dette
dokumentet.
REACh for Festool-produkter, tilbehør og forbruksmateriell
REACh har siden 2007 vært gjeldende kjemikalievedtekt over hele
Europa. Som produsent av produkter som inneholder kjemikalier,
er vi bevisst på vår informasjonsplikt overfor kundene. For at vi
alltid skal kunne holde deg oppdatert og gi deg informasjon om
mulige stoffer i våre produkter som fi nnes på listen, har vi opprettet
følgende nettside:
www.festool.com/reach
92
1 Característica
técnicas
Para os códigos de compra de fresas, brocas, anéis de copiar e
espigas de centrar, ver o quadro T2.
Para as fresas ou brocas apresentadas recomendamos utilizar a
rotação máxima da fresa de topo.
2
Utilização conforme as prescrições
Conforme as prescrições, o sistema de junção VS 600 é concebido
para, em conjunto com os gabaritos, anéis de copiar e ferramen-
tas de fresa e fresas de topo Festool, das séries OF 900, OF 1000,
OF 1010 e OF 1400, fresar caudas de andorinha, espigas, furos para
tacos e caudas de andorinha abertas em madeira e aglomerados
de madeira.
O utilizador é responsável por danos e acidentes, em função do
uso não apropriado.
3
Avisos de segurança
• Nos trabalhos com o sistema de junção VS 600 atentar, também,
aos avisos de segurança entregues junto com a fresa de topo.
• Empregar, exclusivamente, as ferramentas de fresa, anéis de
copiar e espigas de centrar apresentados no quadro T2.
• Empregar, exclusivamente, acessórios e peças sobressalentes
originais da Festool.
• Antes de iniciar o serviço de fresa, verifi car se as peças a pro-
cessar estão bem fi xadas e se todas as alavancas de pressão e
botões de fi xação do sistema de junção estão fechados.
Sistema de junção VS 600
T1
Tipo de junção
Espessura
do material
de - até
(recomendada)
Lar
gur
a da peça
at
é 600 mm
Caudas de
andorinha
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Espigas
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Furos para
taco DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Caudas de
andorinha
abertas
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
93
T1
Вид соединения
Толщина
заготовки
от – до
(рекомендуется)
Длина заготовки
до 600 мм
Шипы "Ласточкин
хвост"
SZ 14 (14 мм)
15–20 мм
(18 мм)
SZ 20 (20 мм)
21–28 мм
(24 мм)
Прямые шипы
FZ 6 (6 мм)
6–10 мм
FZ 10 (10 мм)
10–20 мм
Гнезда под
вставные шипы
DS 32
Ø 6 мм
12–14 мм
Ø 8 мм
15–22 мм
Ø 10 мм
23–28 мм
Открытые
шипы "Ласточкин
хвост"
SZO 14 Z
SZO 14 S (14 мм)
10–14 мм
SZO 20 Z
SZO 20 S (20 мм)
14–25 мм
Шипорезное приспособление VS 600
1 Технические
характеристики
Номера для заказа фрез, сверл, копировальных колец и цен-
трирующих штифтов см. в таблице T2. Для указанных фрез и
сверл рекомендуется применять максимальное число оборотов
верхней фрезы.
2
Применение по назначению
Приспособление VS 600 предназначено для фрезерования в
древесных материалах шипов "Ласточкин хвост", прямых шипов,
гнезд под вставные шипы с применением соответствующих ша-
блонов, копировальных колец, фрезеровальных инструментов,
а также верхних фрез Festool серии OF 900, OF 1000, OF 1010 и
OF 1400.
За ущерб и несчастные случаи в связи с применением не по
назначению отвечает Пользователь.
3
Указания по технике безопасности
• При работе с шипорезным приспособлением VS 600 соблю-
дайте также указания по технике безопасности при работе с
ручными верхними фрезами.
• Применяйте только фрезы, копировальные кольца и центри-
рующие штифты, указанные в таблице Т2.
• Применяйте только оригинальную оснастку и запасные части
Festool.
• Перед фрезерованием убедитесь, что заготовки надежно
закреплены, все вращающиеся ручки и зажимные рычаги
затянуты.
Spojovací systém VS
600
1 Technické
údaje
Objednací čísla pro frézy, vrtáky, kopírovací kroužky a středicí trny
viz tabulka T2. Pro uvedené frézy, resp. vrtáky doporučujeme po-
užívat maximální otáčky Vaší horní frézky.
2 Správné
použití
Spojovací systém VS 600 je, ve spojení s odpovídajícími šablonami,
kopírovacími kroužky a frézovacími nástroji a s horními frézkami
Festool konstrukční řady OF 900, OF 1000, OF 1010 a OF 1400, ur-
čený pro frézování rybinových čepů, klínových čepů, otvorů na kolíky
a otevřených rybinových čepů do dřeva a dřevěných materiálů.
Za škody a poranění způsobené použitím, které není v souladu
s určením, zodpovídá uživatel.
3 Bezpečnostní
pokyny
• Při práci se spojovacím systémem VS 600 dodržujte také bez-
pečnostní pokyny pro ruční horní frézku.
• Používejte pouze frézovací nástroje, kopírovací kroužky a středicí
trny uvedené v tabulce T2.
• Používejte pouze originální příslušenství a náhradní díly Festo-
ol.
• Před frézováním se ujistěte, že jsou obrobky bezpečně upnuty
a veškeré upínací páčky a otočné knofl íky spojovacího systému
jsou utažené.
T1
Druh spojení
Tloušťka
materiálu
od - do
(doporučená)
Tl
ouš
ťka materiálu
do 600 mm
Rybinové spoje
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Klínové spoje
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Spoje na kolíky DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Otevřené
rybinové spoje
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
94
5.3
5.1
5.2
5A
4 Composição
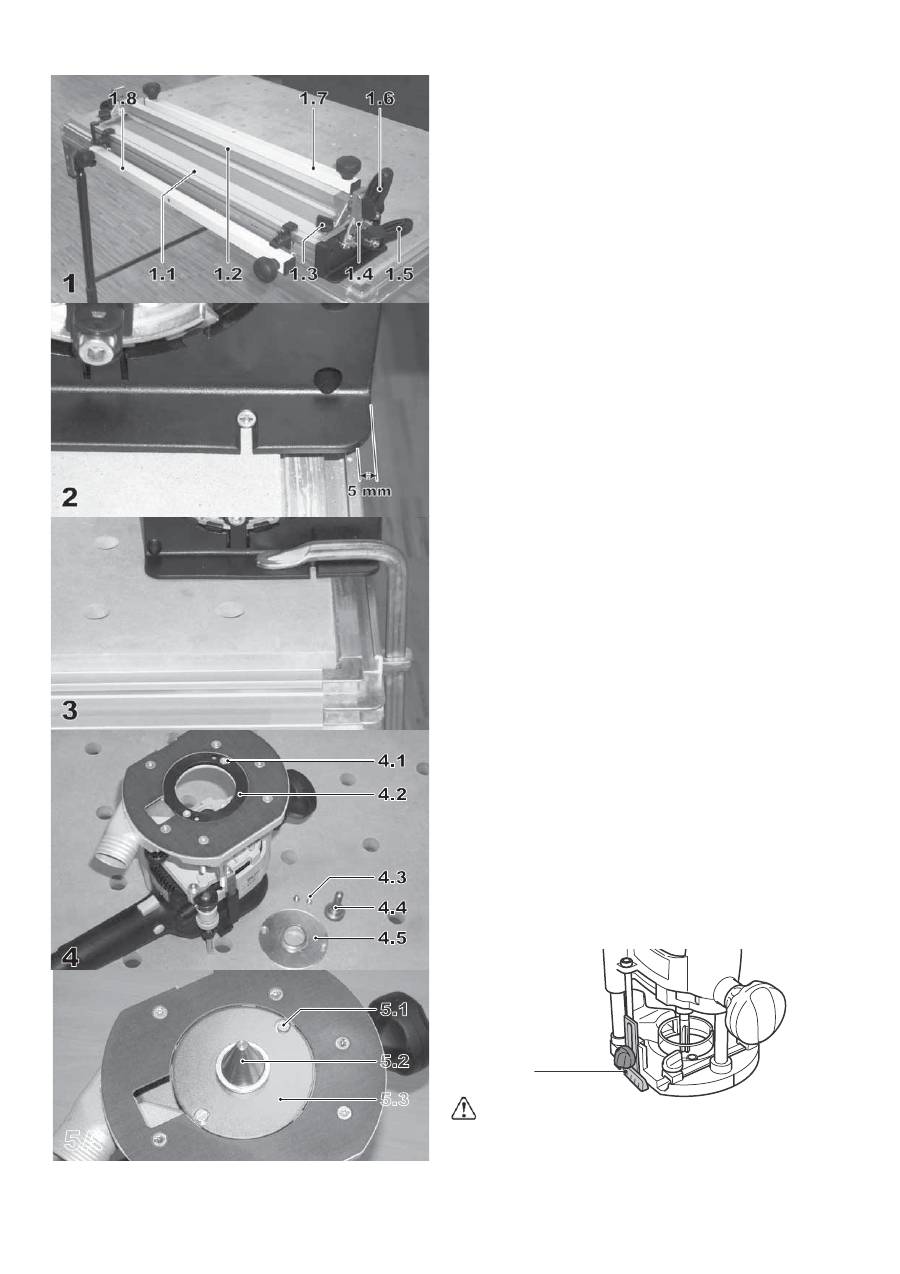
O sistema de junção VS 600 é composto dos seguintes elementos
(fi gura 1):
1.1 Armação
base
1.2 Porta-gabaritos
1.3
Botões de fi xação para fi rmar o gabarito
1.4
Segmento de giro para o porta-gabarito
1.5
Alavanca de fi xação para o segmento de giro
1.6
Alavanca de fi xação para o ajuste de altura do gabarito
1.7 Barra de pressão para a fi xação horizontal da peça a pro-
cessar
1.8 Barra de pressão para a fi xação vertical da peça a proces-
sar
5 Preparativos
5.1
Instalar a armação base
A armação base deve ser fi xada numa base fi rme, que não es-
corregue:
• posicionar a armação base de forma que sua margem frontal
sobressaia a da mesa aprox. 5 mm;
• fi xá-la à mesa, em ambos os lados, com dois parafusos (fi gura
2) ou dois sargentos (fi gura 3).
5.3
Fresa de topo
Aviso
: A descrição do manejo da fresa de topo (ajuste da profun-
didade de fresa, troca de ferramenta, etc.) consta nas instruções
de operação.
Montar o anel de copiar apropriado, no centro da mesa da fresa
de topo:
• sacar a fi cha da tomada;
• posicionar a fresa de topo com a parte inferior para cima;
• desandar os dois parafusos (4.1) e sacar o anel (4.2);
• Fixar a espiga de centrar (4.4) no fuso da fresa.
• inserir o anel de copiar (4.5, 5.3) na mesa da fresa de topo, com
o colar para cima;
• Deslocar a mesa de tupia lentamente na direcção da espiga de
centrar, até que o anel copiador (5.3) seja centrado através da
espiga de centrar (5.2).
• aparafusar o anel de copiar, por meio dos dois parafusos for-
necidos (4.3, 5.1);
• tirar a espiga de centrar do fuso da fresa.
5.4
CUIDADO
Danifi cação da fresa e do molde de fresar
- Se montado, remova o suporte ajustável em altura (5.4) da
fresadora.

95
4 Montáž
Spojovací systém VS 600 se skládá z následujících základních
součástí (obrázek 1):
1.1 Základní
rám
1.2
Držák na šablony
1.3 Otočné
knofl íky pro upnutí šablony
1.4
Náklonový segment pro držák
1.5
Upínací páčka pro náklonový segment
1.6
Upínací páčka pro výškové přestavení šablony
1.7
Přítlačný nosník pro vodorovné upnutí obrobků
1.8
Přítlačný nosník pro svislé upnutí obrobků
5 Příprava
5.1
Instalace základního rámu
Základní rám je nutné připevnit ke stabilnímu podkladu a zabez-
pečit proti posuvu:
• Základní rám umístěte tak, aby přední hrana přečnívala cca
o 5 mm.
• Základní rám připevněte na obou stranách podkladu dvěma
šrouby (obrázek 2) nebo dvěma truhlářskými svorkami (obrá-
zek 3).
4 Устройство
Приспособление VS 600 состоит из следующих частей (рис.
1):
1.1 Станина
1.2 Держатель
шаблонов
1.3
Вращающиеся ручки для зажима шаблона
1.4
Поворотный сегмент держателя
1.5
Зажимной рычаг поворотного сегмента
1.6
Зажимной рычаг для регулирования высоты шаблона
1.7 Прижимная балка для горизонтального крепления за-
готовок
1.8 Прижимная балка для вертикального крепления загото-
вок
5 Подготовительные
работы
5.1 Установка
станины
Станина должна быть укреплена на устойчивом основании так,
чтобы исключить скольжение. Для этого:
• установите станину таким образом, чтобы ее передняя кромка
выступала примерно на 5 мм;
• закрепите обе стороны станины на основании двумя винтами
(рис. 2) или двумя резьбовыми струбцинами (рис. 3).
5.3 Верхняя
фреза
Примечание –
Обращение с верхней фрезой (настройка глуби-
ны фрезерования, смена рабочего инструмента и т. п.) описано
в руководстве по эксплуатации этой фрезы.
Необходимое копировальное кольцо установите по центру
опорной пластины верхней фрезы, для этого:
• выньте вилку из розетки;
• установите верхнюю фрезу на попа;
• выверните оба винта (4.1) и снимите кольцо (4.2);
• зажмите центрирующий штифт (4.4) во фрезерном шпинде-
ле;
• копировальное кольцо (4.5, 5.3) уложите во опорную пластину
верхней фрезы буртиком вверх;
• медленно перемещайте опорную пластину в направлении
центрирующего штифта до центрирования копировального
кольца (5.3) при помощи центрирующего штифта (5.2);
• плотно приверните копировальное кольцо двумя винтами
(4.3, 5.1) из комплекта поставки;
• удалите центрирующий штифт из фрезерного шпинделя.
5.3 Horní
frézka
Upozornění:
Manipulace s horní frézkou (nastavení hloubky
frézování, výměna nástroje atd.) je popsaná v příslušném návodu
k použití.
Potřebný kopírovací kroužek namontujte vystředěně na frézovací
stůl horní frézky:
• Vytáhněte zástrčku ze síťové zásuvky.
• Obraťte horní frézku o 180 °C.
• Povolte oba šrouby (4.1) a sejměte kroužek (4.2).
• Do frézovacího vřetena upněte středicí trn (4.4).
• Kopírovací kroužek (4.5, 5.3) vložte nákružkem směrem nahoru
do frézovacího stolu horní frézky.
• Pohybujte frézovacím stolem pomalu směrem ke středicímu
trnu, dokud není kopírovací kroužek (5.3) vystředěný pomocí
středicího trnu (5.2).
• Oběma šrouby (4.3, 5.1), které jsou součástí dodávky, přišrou-
bujte kopírovací kroužek.
• Z frézovacího vřetena odstraňte středicí trn.
ОСТОРОЖНО
Повреждение фрезы и фрезерного шаблона
- Снимите регулируемую по высоте дополнительную опору (5.4)
(если установлена) с вертикального фрезера.
POZOR
Poškození frézy a frézovací šablony
- Pokud je namontovaná, odstraňte z horní frézky výškově
nastavitelnou podpěrnou nožku (5.4).
96
6 Aplicações
Por meio do sistema de junção VS 600 e dos respectivos gabaritos,
podem ser feitos os seguintes tipos de junção:
• caudas de andorinha abertas
(ver capítulo 6.1)
• espigas
(ver capítulo 6.2)
• furos para tacos
(ver capítulo 6.3)
• caudas de andorinha
(ver capítulo 6.4)
6.1
Caudas de andorinha
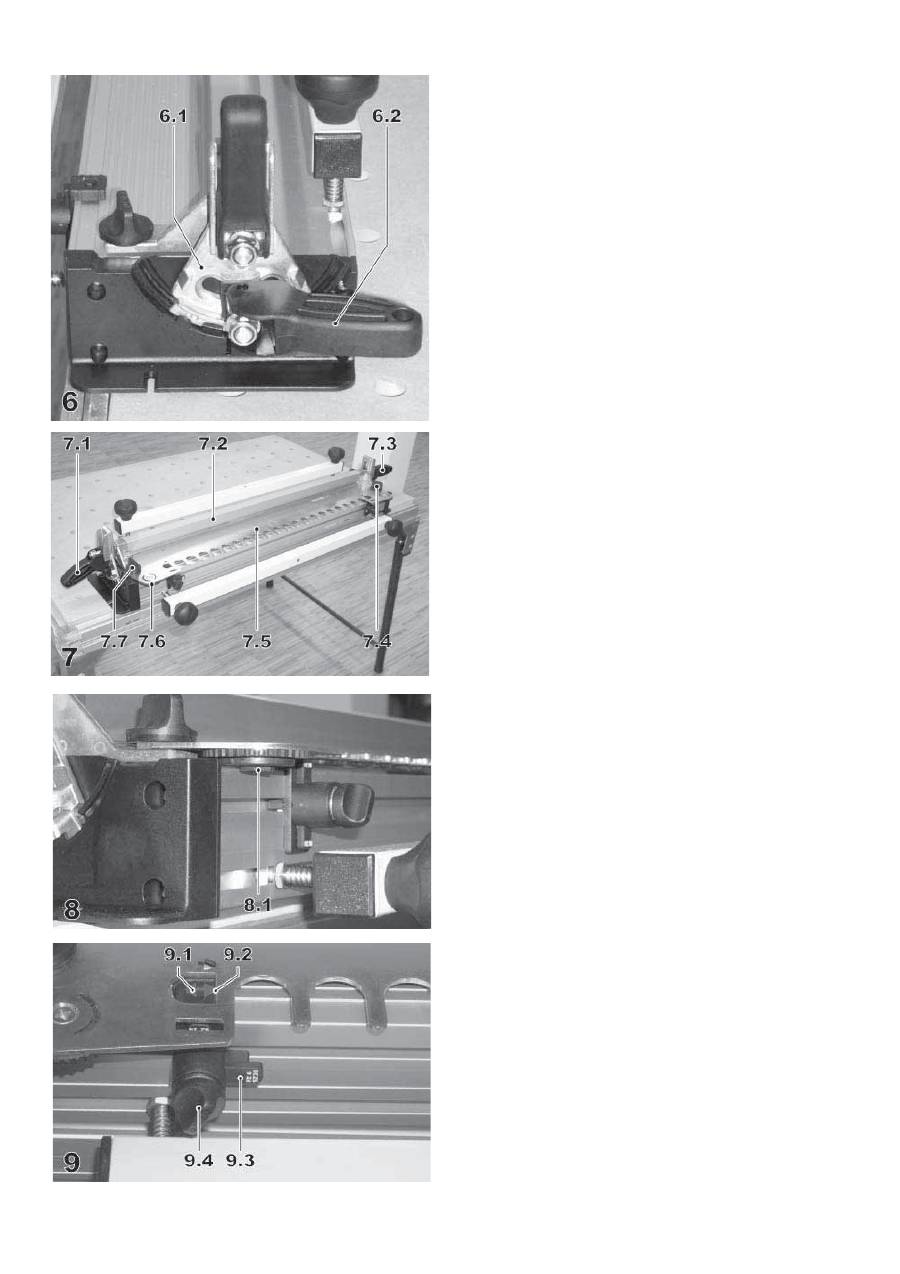
a)
Inserir o gabarito
• Fixar os dois segmentos de giro (6.1) na posição central, por
meio da alavanca de fi xação (6.2).
• Abrir as duas alavancas de pressão (7.1, 7.3) para o ajuste de
altura do gabarito e premir o porta-gabarito (7.2) completamente
para baixo.
• Abrir os botões de fi xação (7.4, 7.7) do gabarito e inseri-lo
(7.5).
Atenção
: as duas rodas de regulação (7.6) devem estar orien-
tadas para baixo.
• Fechar as duas alavancas de pressão para o ajuste de altura do
gabarito.
• Alinhar o gabarito, de forma que os ressaltos inferiores (8.1) das
duas rodas de regulação encostem na armação base do sistema
de junção e imobilizar o gabarito, por meio dos dois botões de
fi xação (7.4, 7.7).
• Girar os dois encostos à posição “SZ 14” ou “SZ 20” (9.3). Ajus-
tar os encostos, de forma que as setas (9.1) encostem no lado
interno recto (9.2) das partes vazadas do gabarito. Firmar os
encostos, por meio dos botões de fi xação (9.4).
• Abrir as duas alavancas de pressão para o ajuste da altura do
gabarito e deslocá-lo para cima.
• Posicionar uma peça a trabalhar sob as duas extremidades do
gabarito.
Premir o gabarito o sufi ciente para que encoste em toda a sua
área na peça a trabalhar e fechar as duas alavancas de pressão
para o ajuste de altura do gabarito.

97
6 Применение
С помощью шипорезного приспособления VS 600 и соот-
ветствующего шаблона можно изготовить следующие виды
соединений:
• шипы "Ласточкин хвост"
(см. гл. 6.1)
• прямые шипы
(см. гл. 6.2)
• гнезда под вставные шипы
(см. гл. 6.3)
• открытые шипы "Ласточкин хвост"
(см. гл. 6.4)
6.1
Шипы "Ласточкин хвост"
а) Установка
шаблона
• Зафиксируйте оба поворотных сегмента (6.1) зажимным
рычагом (6.2) в среднем (вертикальном) положении.
• Откройте оба зажимных рычага (7.1, 7.3) для регулирования
высоты шаблона и отожмите держатель (7.2) шаблона вниз
до упора.
• Отверните вращающиеся ручки (7.4, 7.7) крепления шаблона
и вставьте шаблон (7.5).
Внимание
: оба регулировочных колеса (7.6) должны быть
направлены вниз.
• Зажмите оба рычага для регулирования высоты шаблона.
• Выровняйте шаблон так, чтобы нижние уступы (8.1) обоих
регулировочных колес прилегали к станине, и надежно за-
фиксируйте шаблон при помощи обеих вращающихся ручек
(7.4, 7.7).
• Оба упора поверните в положение "SZ 14" или "SZ 20" (9.3).
Упоры выровняйте так, чтобы стрелки (9.1) прилегали к вну-
тренним, прямым сторонам (9.2) выемок шаблона.
Прочно закрепите упоры с помощью вращающихся ручек
(9.4).
• Разблокируйте оба зажимных рычага для регулирования
высоты шаблонов и переместите шаблон вверх.
• Уложите заготовку под оба края шаблона.
Отожмите шаблон вниз до полного совмещения его плоско-
сти со всей плоскостью заготовки и затяните оба рычага для
регулирования высоты шаблона.
6 Použití
Pomocí spojovacího systému VS 600 a příslušné šablony lze vy-
tvářet následující druhy spojů:
• Rybinové spoje
(viz kapitola 6.1)
• Klínové spoje
(viz kapitola 6.2)
• Spoje na kolíky
(viz kapitola 6.3)
• Otevřené rybinové spoje
(viz kapitola 6.4)
6.1 Rybinové
spoje
a) Nasazení
šablony
• Oba náklonové segmenty (6.1) upevněte upínací páčkou (6.2) do
střední (svislé) polohy.
• Uvolněte obě upínací páčky (7.1, 7.3) pro výškové přestavení
šablony a držák (7.2) šablony zatlačte zcela dolů.
• Povolte otočné knofl íky (7.4, 7.7) pro upnutí šablony a nasaďte
šablonu (7.5).
Pozor
: Obě ovládací kolečka (7.6) musí směřovat dolů.
• Zajistěte obě upínací páčky pro výškové přestavení šablony.
• Vyrovnejte šablonu tak, aby dolní výstupky (8.1) obou ovládacích
koleček přiléhaly k základnímu rámu spojovacího systému a ša-
blonu upněte oběma otočnými knofl íky (7.4, 7.7).
• Oba dorazy otočte do polohy „SZ 14”, resp. „SZ 20” (9.3).
Dorazy vyrovnejte tak, aby šipky (9.1) na vnitřních, rovných stra-
nách (9.2) souhlasily s výřezy šablony.
Dorazy zajistěte otočnými knofl íky (9.4).
• Uvolněte obě upínací páčky pro výškové přestavení šablony
a šablonu posuňte nahoru.
• Pod oba konce šablony položte obrobek.
Šablonu zatlačte dolů tak, aby celou plochou přiléhala na
obrobek a zajistěte obě upínací páčky pro výškové přestavení
šablony.
98
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
10
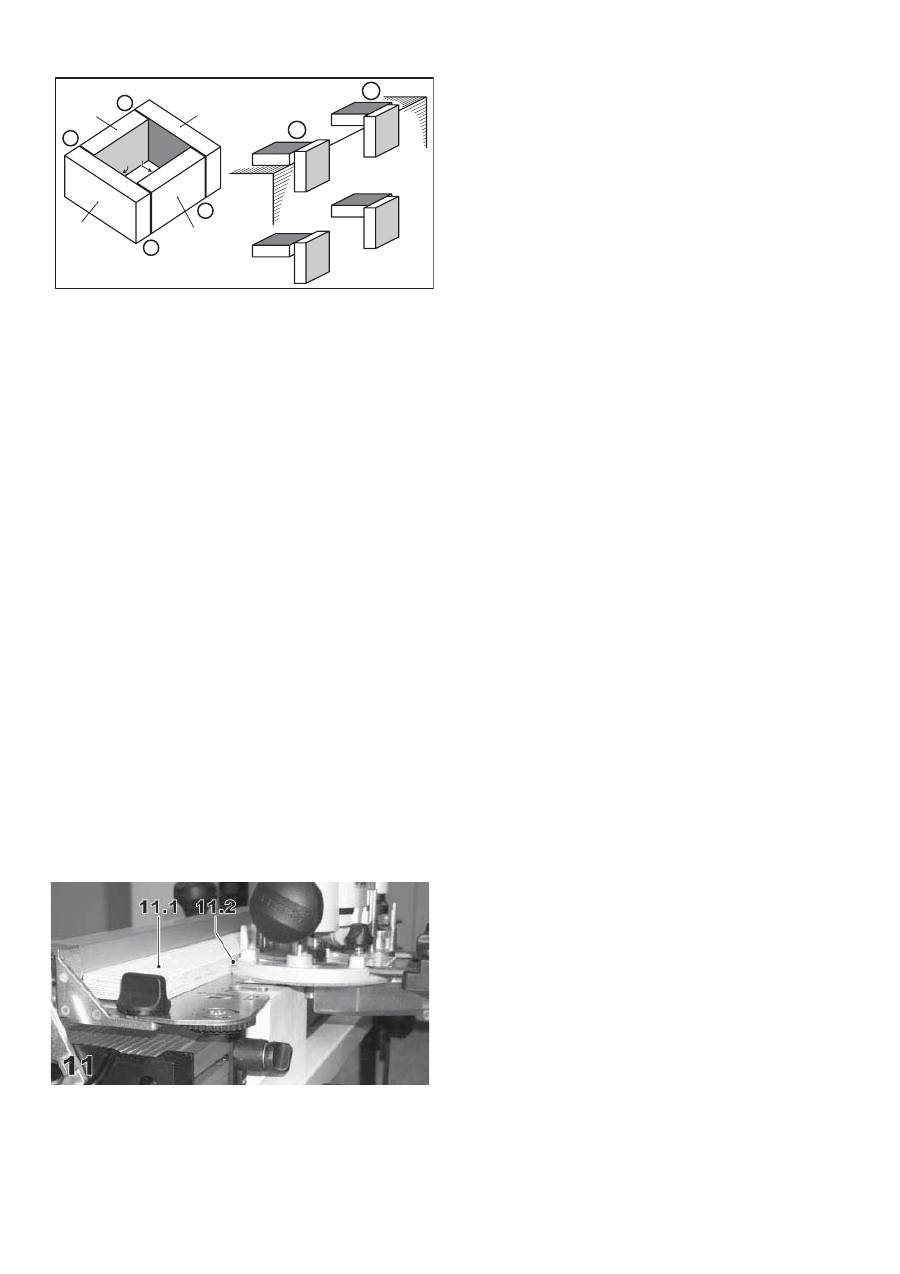
b)
Fixar peças a trabalhar
As duas peças a serem unidas devem ser fi xadas sempre ao
mesmo tempo.
Para isto, há de ser observado (ver fi gura 10):
• as peças a trabalhar devem ser fi xadas de forma que as faces
frontais encostem uma na outra;
• as peças a trabalhar devem encostar lateralmente no encos-
to;
• as faces superiores das peças a trabalhar devem fi car rentes;
• as faces externas, quando fi xadas (a1 - a4) formam as faces
internas da junção pronta;
• numa moldura (corpo), as peças a trabalhar para os cantos “A”,
devem encostar no encosto esquerdo e, para os cantos “B”, no
encosto direito. As peças a trabalhar “1” e “3” devem sempre
ser fi xadas em cima no sistema de junção e as peças “2” e “4”
sempre na frente.
c)
Preparativos na fresa de topo (ver 5.3)
Atenção: Antes de trocar uma fresa sacar sempre a fi cha de
ligação à rede da tomada!
• Fixar a fresa (ver quadro T2) na pinça da fresa de topo.
• Ajustar o ponto de origem (profundidade de fresa = 0 mm) da
fresa de topo, colocando a máquina no gabarito e premi-la o
sufi ciente para a ferramenta de fresa tocar a superfície da peça
a trabalhar.
• Ajustar na fresa de topo a seguinte profundidade de fresa (
aten-
ção
: estas dimensões aplicam-se, exclusivamente, às fresas
constantes no quadro T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Para fresar espigas de junção, empregar a cobertura de aspira-
ção do encosto lateral da fresa de topo ou a AH-OF (acessório).
Ligar a cobertura a um aspirador apropriado da classe de pó
“M” (p.ex., Festool aspirador
CLEANTEX
CTM).
Aviso
: Ajustar a distância da cobertura de aspiração à peça a
trabalhar vertical de modo que ainda haja sufi ciente curso de
deslocamento para fresar as espigas.
d) Processamento
Fenda preliminar
A fi m de evitar o estilhaçar da peça fi xada verticalmente, recomen-
da-se fazer uma fenda preliminar na sua superfície:
• Encostar uma régua (11.1) no porta-gabarito, cuja largura deve
ser a espessura da peça a trabalhar + 33 mm. Esta régua serve
como guia para a fresa de topo.
• Colocar a fresa de topo no gabarito, à direita da peça a trabalhar,
de modo que a face de guia (11.2) da mesa da fresa de topo
encoste na régua.
• Premir a máquina até atingir a profundidade de fresa ajustada
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo, da direita à esquerda, ao longo da régua,
produzindo, assim, em sentido de avanço, a fenda preliminar na
peça a trabalhar.
99
б) Крепление
заготовок
Всегда следует зажимать обе заготовки, которые надо соеди-
нить друг с другом.
При этом необходимо учитывать следующее (см. pис. 10):
• заготовки должны зажиматься таким образом, чтобы под-
лежащие соединению торцовые стороны прилегали друг к
другу;
• боковые стороны заготовок должны прилегать к упору;
• сверху заготовки должны прилегать друг к другу заподли-
цо;
• расположенные снаружи в зажатом состоянии стороны (a1–a4)
образуют внутренние стороны готового соединения;
• при изготовлении рамы (корпуса) заготовки для углов "A"
должны прилегать к левому упору, а заготовки для углов "B"
– к правому.
Заготовки "1" и "3" должны закрепляться всегда сверху, а
заготовки "2" и "4" – всегда с торца.
в)
Подготовительные работы на верхней фрезе (см. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Закрепите фрезу (см. таблицу Т2) в зажимной цанге верхней
фрезы.
• Установите точку нуля (глубина фрезерования = 0 мм) на
верхней фрезе. Для этого установите станок на шаблон и
отжимайте его вниз до соприкосновения фрезеровального
инструмента с поверхностью зажатой заготовки.
• Настройте верхнюю фрезу на следующую глубину фрезеро-
вания (
Внимание:
эти размеры действуют только для фрез,
указанных в таблице T2): SZ 14: 12 мм, SZ 20: 15 мм.
• При фрезеровании шипов используйте вытяжной кожух
бокового упора верхней фрезы или вытяжной кожух AH-OF
(оснастка). Подключайте вытяжной кожух к подходящему
пылеудаляющему аппарату с классом защиты от пыли "M"
(например, к пылесосу Festool
CLEANTEX
CTM).
Примечание –
Расстояние от вытяжного кожуха до вертикаль-
но закрепленной заготовки выбирайте таким образом, чтобы
иметь достаточное пространство для фрезерования шипов.
г)
Обработка - Разметка
Во избежание трещин в вертикально закрепленной заготовке ее
поверхность следует предварительно разметить, для этого:
• Уложите на держатель шаблона планку (11.1), ширина кото-
рой составляет толщину заготовки +33 мм. Эта планка будет
служить направляющей для верхней фрезы.
• Установите верхнюю фрезу на шаблон справа от заготовки так,
чтобы направляющая плоскость (11.2) опорной пластины верхней
фрезы прилегала к планке.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
• Равномерно перемещая верхнюю фрезу вдоль планки справа налево,
Вы сможете выполнить разметку заготовки.
b) Upnutí
obrobků
Vždy je nutné současně upnout oba spojované obrobky.
Přitom je nutné dodržovat následující pokyny (viz obrázek 10):
• Obrobky je třeba upnout tak, aby k sobě přiléhaly spojované čelní
strany.
• Obrobky musí na straně přiléhat k dorazu.
• Obrobky musí být nahoře zarovnané.
• Strany, které se v upnutém stavu nachází vně (a1 - a4), předsta-
vují vnitřní strany výsledného spojení.
• U rámu (korpusu) musí být obrobky pro rohy „A” přiloženy k le-
vému dorazu a pro rohy „B” k pravému dorazu.
Obrobky „1” a „3” musí být ve spojovacím systému vždy upevněny
nahoře, obrobky „2” a „4” vždy vpředu.
c)
Přípravy horní frézky (viz 5.3)
Pozor: Před výměnou frézy vždy vytáhněte zástrčku ze síťové
zásuvky!
• Do upínací kleštiny horní frézky upněte frézu (viz tabulka T2).
• Na horní frézce nastavte následujícím způsobem nulový bod
(hloubka frézování = 0 mm): Nasaďte stroj na šablonu a stlačte
tak daleko dolů, dokud se fréza nedotkne povrchu upnutého
obrobku.
• Na horní frézce nastavte hloubku frézování (
Pozor:
Tyto rozměry
platí pouze pro frézy uvedené v tabulce T2): SZ 14: 12 mm, SZ 20:
15 mm.
• Při frézování čepů používejte odsávací přírubu bočního dorazu
horní frézky nebo odsávací přírubu AH-OF (příslušenství). Od-
sávací přírubu připojte k vhodnému vysavači třídy prachu „M”
(např. vysavače Festool
CLEANTEX
CTM).
Upozornění:
Vzdálenost odsávací příruby od svislého obrobku
nastavte tak, abyste měli dostatečný prostor pro frézování
čepů.
d) Obrábění
Naříznutí
Abyste u svisle upnutého obrobku zabránili vzniku otřepů, měli
byste naříznout jeho povrch:
• Do držáku šablony vložte lištu (11.1), jejíž šířka je tloušťka ob-
robku + 33 mm. Tato lišta slouží pro vedení horní frézky.
• Nasaďte horní frézku vpravo od obrobku na šablonu tak, aby
vodicí plocha (11.2) frézovacího stolu horní frézky přiléhala
k liště.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Veďte horní frézku zprava doleva podél lišty a obrobek tak sou-
běžně nařízněte.
100
Teste de fresa de uma espiga:
Recomenda-se fresar, primeiro, uma espiga como teste, a fi m
de assegurar que todos os ajustes estão correctos.
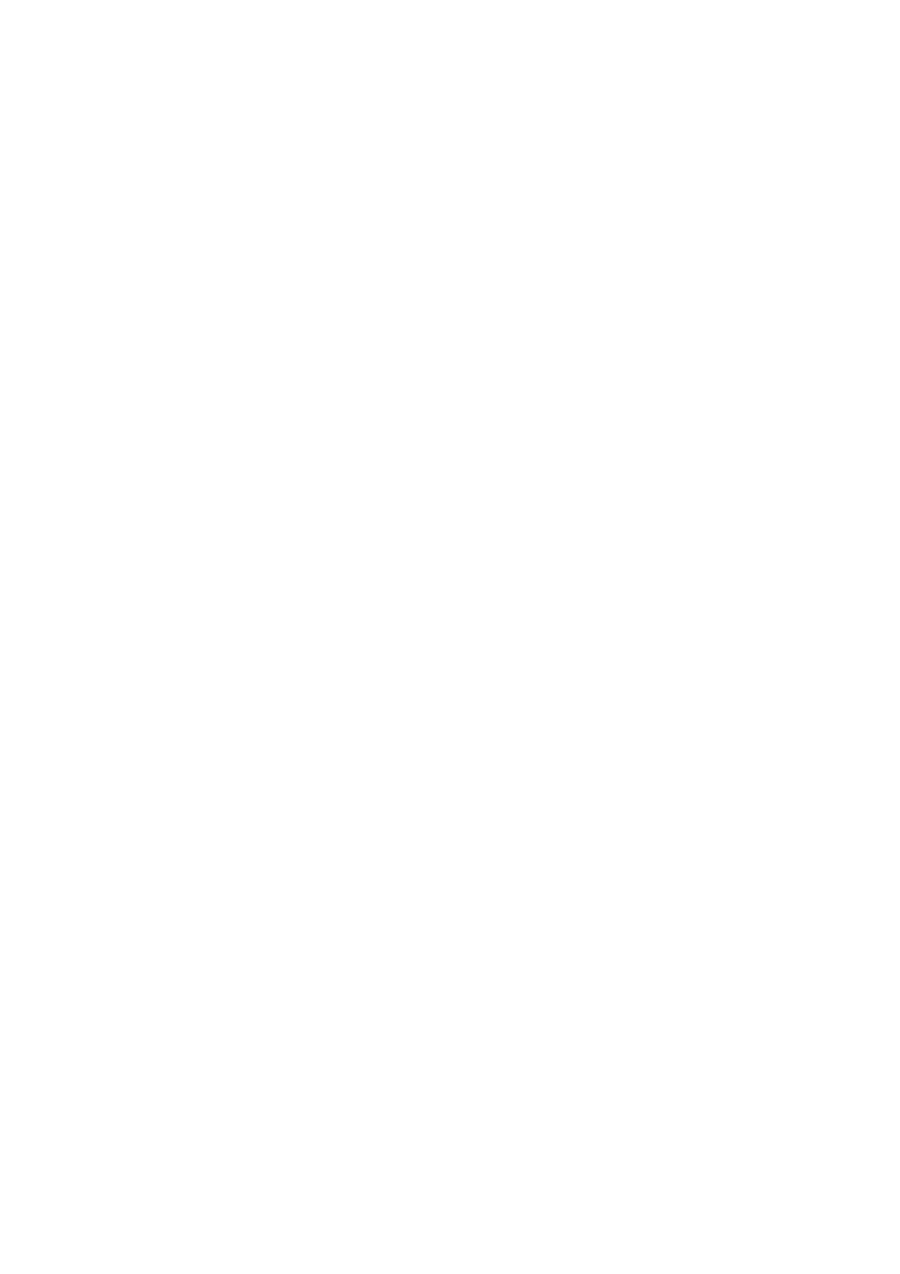
• Posicionar a fresa de topo na extremidade do gabarito, de forma
que o colar (12.1) do anel de esbarro encoste no gabarito.
• Premir a máquina, até atingir a profundidade de fresa ajustada,
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo uniformemente ao longo do gabarito
(fi gura 13).
Atenção
: O colar de esbarro deve sempre encostar no gabarito.
Segurar a fresa de topo sempre nas duas pegas, paralelamente
ao gabarito, não girar a máquina e não alterar a profundidade
de fresa durante o processamento.
• Verifi car se todas as espigas foram fresadas correctamente;
caso contrário, voltar a fresá-las.
• Tirar as peças trabalhadas da fi xação e uni-las.
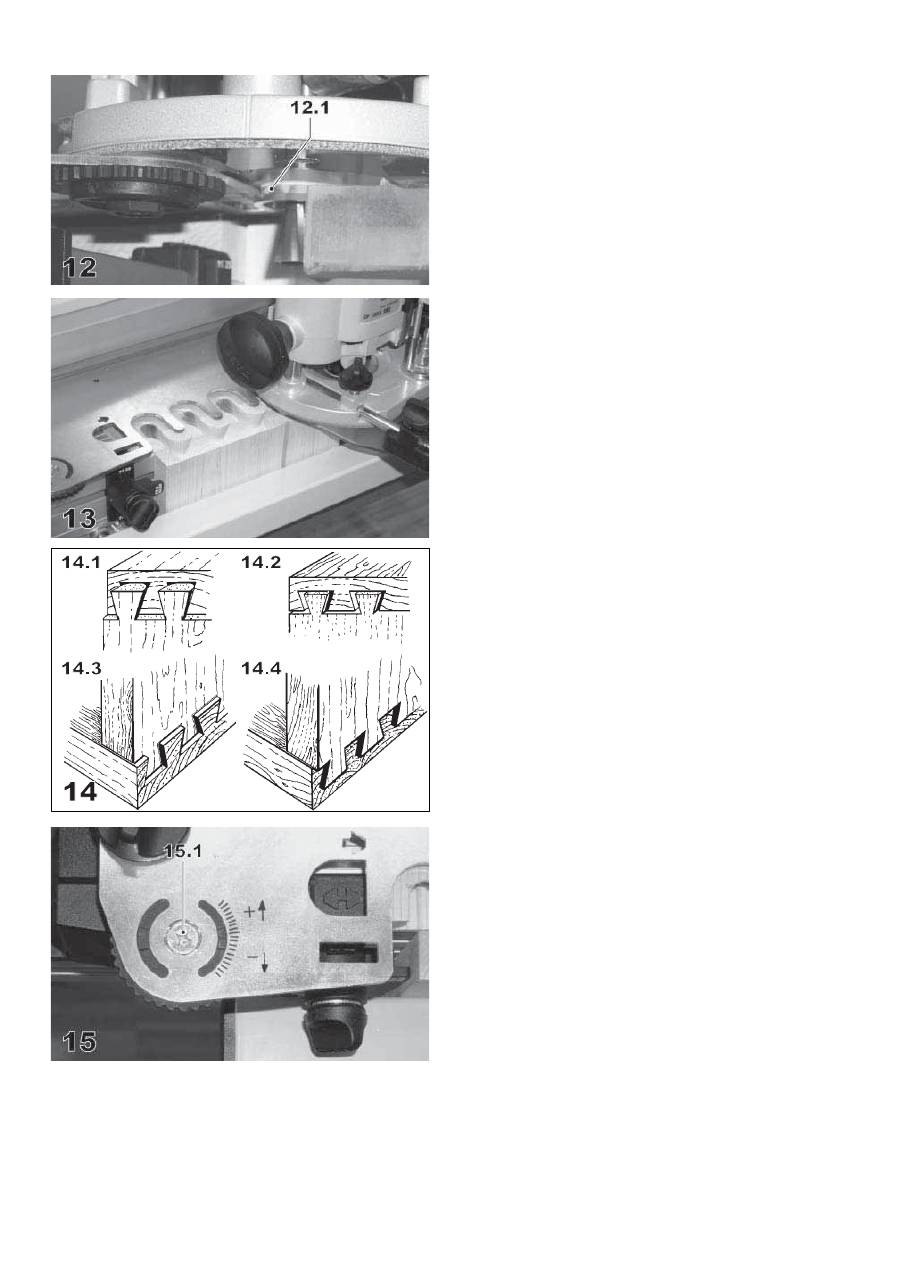
Se a junção não for perfeita efectuar a seguinte correcção:
°
Junção da espiga demasiado apertada (14.1):
diminuir um
pouco a profundidade de fresa da máquina, por meio de sua
regulação de precisão (aprox. -0,5 mm).
°
Junção da espiga demasiado folgada (14.2):
aumentar um
pouco a profundidade de fresa da máquina, por meio de sua
regulação de precisão (aprox. +0,5 mm).
°
Junção da espiga demasiado profunda (14.3):
girar as rodas
de regulação no sentido “menos”, de acordo com a diferença
de medida (1 traço na escala corresponde a -0,1 mm de pro-
fundidade da espiga); voltar a inserir e alinhar o gabarito, em
conformidade com a descrição no capítulo 6.1 a).
°
Junção da espiga pouco profunda (14.4):
girar as rodas de regulação no sentido “mais”, de acordo com
a diferença de medida (1 traço na escala corresponde a +0,1
mm de profundidade da espiga); voltar a inserir e alinhar o
gabarito, em conformidade com a descrição no capítulo 6.1
a).
Aviso
: Para poder girar as rodas de regulação, desapertar os
parafusos (15.1) e, concluída a regulação, voltar a apertá-los.
Assim, a posição ajustada permanece fi xa para serviços poste-
riores.
• Repetir o processo, até a junção fi car totalmente perfeita.
Fresar as espigas
Fresar todas as espigas de acordo com o processamento do
teste.
