Festool VS 600 accessories – страница 7
Инструкция к Festool VS 600 accessories

121
4 Felépítés
A VS 600 összekötő rendszer a következő lényeges elemekből áll
(1. ábra):
1.1 Alapállvány
1.2 Sablontartó
1.3
Forgatható gombok a sablon befogására
1.4
Elfordítható sablon a tartóhoz
1.5
Szorítókar az elfordítható sablonhoz
1.6
Szorítókar a sablon magasságának beállításához
1.7
Támasztóléc munkadarabok vízszintes befogásához
1.8 Támasztóléc munkadarabok függőleges befogásához
5 Előkészítés
5.1 Alapállvány
felállítása
Az alapállványt csúszásmentesen szilárd aljzatra kell rögzíteni:
• Állítsa fel úgy az alapállványt, hogy az elülső él kb. 5 mm-el
túlérjen.
• Rögzítse az alapállványt két csavar (2. ábra) vagy két pillanat-
szorító (3. ábra) segítségével az aljzat mindkét oldalához.
5.3 Felsőmaró
Megjegyzés:
A felső maró kezelésének leírása (marásmélység
beállítása, szerszámcsere stb.) a hozzátartozó használati útmu-
tatóban található.
Szerelje be centrikusan a felsőmaró géptalpába a szükséges
másológyűrűt:
• Húzza ki a hálózati csatlakozót a dugaszoló aljzatból.
• Állítsa fel függőlegesen a felsőmarót.
• Engedje ki a két csavart (4.1), majd távolítsa el a gyűrűt (4.2).
• Húzza meg a központozó csapot (4.4) a marótengelyen.
• Hevederrel felfelé helyezze be a másológyűrűt (4.5, 5.3) a fel-
sőmaró géptalpába.
• Tolja a géptalpat lassan a központozó csap irányába, míg a
központozó csap (5.2) nem központozza a másológyűrűt (5.3).
• A géppel szállított két csavar ( 4.3, 5.1) segítségével húzza meg
a másológyűrűt.
• Távolítsa el a központozó csapot a marótengelyből.
VIGYÁZAT
A maró és a marósablon sérülése
- Ha fel van szerelve, távolítsa el a felsőmaróról a beállítható
magasságú támasztékot (5.4).
4 Δομή
Το σύστημα σύνδεσης VS 600 αποτελείται από τα ακόλουθα σημα-
ντικά εξαρτήματα (εικόνα 1):
1.1 Βάση
1.2
Στήριγμα για αντιγραφικά
1.3
Περιστρεφόμενη κεφαλή για το σφίξιμο του αντιγραφικού
1.4
Περιστρεφόμενος τομέας για στήριγμα
1.5
Μοχλός σύσφιγξης του περιστρεφόμενου τομέα
1.6
Μοχλός σύσφιγξης της ρύθμισης του ύψους του αντιγραφικού
1.7 Δοκός πίεσης για το οριζόντιο σφίξιμο των επεξεργαζόμενων
κομματιών
1.8 Δοκός
πίεσης για το κάθετο σφίξιμο των επεξεργαζόμενων
κομματιών
5 Προετοιμασία
5.1
Τοποθέτηση της βάσης
Η βάση πρέπει να στερεωθεί αντιολισθητικά πάνω σε μια σταθερή
επιφάνεια στήριξης:
• Τοποθετήστε τη βάση έτσι, ώστε η μπροστινή ακμή να προεξέχει
περίπου 5 mm.
• Στερεώστε τη βάση με δύο βίδες (εικόνα 2) ή με δύο νταβίδια/
σφιγκτήρες (εικόνα 3) και από τις δύο πλευρές πάνω στην επι-
φάνεια στήριξης.
5.3 Κάθετη
φρέζα
Υπόδειξη:
Ο χειρισμός της κάθετης φρέζας (ρύθμιση του βάθους
φρεζαρίσματος, αλλαγή φρέζας, κτλ.) περιγράφεται στις οδηγίες
λειτουργίας της κάθετης φρέζας.
Συναρμολογήστε τον απαιτούμενο δακτύλιο αντιγραφής κεντραρι-
σμένα στην πλάκα φρεζαρίσματος της κάθετης φρέζας:
• Τραβήξτε το φις από την πρίζα.
• Τοποθετήστε την κάθετη φρέζα ανάποδα, με την κεφαλή κάτω.
• Λύστε τις δύο βίδες (4.1) και αφαιρέστε το δακτυλίδι (4.2).
• Σφίξτε τον πείρο κεντραρίσματος (4.4) σταθερά στην άτρακτο της
φρέζας.
• Τοποθετήστε το δακτύλιο αντιγραφής (4.5, 5.3) με το περιλαίμιο
προς τα επάνω στην πλάκα φρεζαρίσματος της κάθετης φρέζας.
• Κινήστε την πλάκα φρεζαρίσματος αργά προς την κατεύθυνση
του πείρου κεντραρίσματος, ώσπου να κεντραριστεί ο δακτύλιος
αντιγραφής (5.3) με τον πείρο κεντραρίσματος (5.2).
• Βιδώστε το δακτύλιο αντιγραφής με τις δύο συνημμένες βίδες
(4.3, 5.1) σταθερά.
• Απομακρύνετε τον πείρο κεντραρίσματος από την άτρακτο της
φρέζας.
ΠΡΟΣΟΧΗ!
Ζημιά της φρέζας και του αντιγραφικού φρεζαρίσματος
- Αφαιρέστε, εάν είναι τοποθετημένο, το ρυθμιζόμενο στο ύψος
εξάρτημα στήριξης (5.4) από την κάθετη φρέζα.

122
6 Zastosowanie
Za pomocą systemu do wykonywania połączeń VS 600 i danego
szablonu można wykonywać następujące rodzaje połączeń:
• Wczepy na "jaskółczy ogon"
(patrz rozdział 6.1)
• Wczepy klinowe
(patrz rozdział 6.2)
• Otwory pod kołki
(patrz rozdział 6.3)
• Otwarte wczepy na "jaskółczy ogon"
(patrz rozdział 6.4)
6.1
Wczepy na "jaskółczy ogon"
a) Mocowanie
szablonu
• Zamocować oba segmenty uchylne (6.1) za pomocą dźwigni
mocującej (6.2) w środkowej (pionowej) pozycji.
• Otworzyć obie dźwignie mocujące (7.1, 7.3) do regulacji wysoko-
ści szablonu i docisnąć uchwyt (7.2) szablonu całkiem w dół.
• Odkręcić pokrętła (7.4, 7.7) do mocowania szablonu i założyć
szablon (7.5).
Uwaga
: Oba pokrętła nastawcze (7.6) muszą być skierowane w
dół.
• Zamknąć obie dźwignie regulacji wysokości szablonu.
• Ustawić szablon w taki sposób, aby dolne odsadzenia (8.1) obu
pokręteł nastawczych przylegały do stelaża podstawy systemu
do połączeń i mocowały szablon za pomocą obu pokręteł (7.4,
7.7).
• Przekręcić obie prowadnice na pozycję “SZ 14” względnie
“SZ 20” (9.3).
Ustawić prowadnice w taki sposób, aby strzałki (9.1) na we-
wnętrznych, prostych powierzchniach (9.2) przylegały do wycięć
szablonu.
Zacisnąć prowadnice za pomocą pokręteł (9.4).
• Otworzyć obie dźwignie regulacji wysokości szablonu i przesunąć
szablon do góry.
• Włożyć obrabiany element pod oba końce szablonu.
Docisnąć szablon w dół w taki sposób, aby przylegał całą po-
wierzchnią do obrabianego elementu i zamknąć obie dźwignie
regulacji wysokości szablonu.

123
6 Felhasználás
A VS 600 összekötő rendszerrel és a hozzátartozó sablonokkal a
következő csapozási módokat lehet létrehozni:
• Fecskefarkos csapozás
(lásd a 6.1 fejezetet)
• Ujj-csapolás
(lásd a 6.2 fejezetet)
• Csaplyukak
(lásd a 6.3 fejezetet)
• Nyitott fecskefarkos csapozás
(lásd a 6.4 fejezetet)
6.1 Fecskefarkos
csapozás
a)
A sablon behelyezése
• A szorítókar (6.2) segítségével rögzítse középső (függőleges)
helyzetben a két elfordítható sablont (6.1).
• A sablon magasságának beállításához engedje ki a két szorító-
kart (7.1, 7.3) és nyomja teljesen le a sablontartót (7.2).
• A sablon befogásához engedje ki a forgatható gombokat (7.4,
7.7) és helyezze be a sablont (7.5).
Figyelem
: A két állítókeréknek (7.6) lefelé kell nézni.
• Zárja a sablon magasságbeállítására szolgáló két szorítókart.
• A sablont úgy állítsa be, hogy a két állítókerék alsó pereme (8.1)
az összekötőrendszer alapállványára feküdjön fel, majd szorítsa
be a sablont a két forgatható gombbal (7.4, 7.7).
• A két ütközőt fordítsa el az “SZ 14” ill. “SZ 20” (9.3) helyzetbe.
Az ütközőket úgy állítsa be, hogy a nyilak (9.1) a sablon kivágá-
sának belső, egyenes oldalán (9.2) feküdjenek fel.
A forgatható gombokkal szorítsa be az ütközőket (9.4).
• Engedje ki a sablon magasságbeállítására szolgáló két szorító-
kart és tolja felfelé a sablont.
• A sablon két vége alá helyezzen egy munkadarabot.
A sablont addig nyomja lefelé, míg az síkszerűen fel nem fek-
szik a munkadarabra, majd zárja a sablon magasságállítására
szolgáló szorítókart.
6 Εφαρμογή
Με το σύστημα σύνδεσης VS 600 και το εκάστοτε αντιγραφικό μπο-
ρούν να κατασκευαστούν οι ακόλουθες συνδέσεις:
• Σύνδεση χελιδονοουράς
(βλέπε κεφάλαιο 6.1)
• Σύνδεση δοντιών
(βλέπε κεφάλαιο 6.2)
• Τρύπες για καβίλιες
(βλέπε κεφάλαιο 6.3)
• Ανοιχτή σύνδεση χελιδονοουράς
(βλέπε κεφάλαιο 6.4)
6.1 Σύνδεση
χελιδονοουράς
α)
Τοποθέτηση του αντιγραφικού
• Σταθεροποιήστε τους δύο περιστρεφόμενους τομείς (6.1) με το μοχλό
σύσφιγξης (6.2) στη μεσαία (κάθετη) θέση.
• Λύστε τους δύο μοχλούς σύσφιγξης (7.1, 7.3) για τη ρύθμιση του
ύψους του αντιγραφικού και πιέστε το στήριγμα (7.2) του αντιγραφικού
εντελώς προς τα κάτω.
• Λύστε τα περιστροφικά κουμπιά (7.4, 7.7) για το σφίξιμο του αντι-
γραφικού και τοποθετήστε το αντιγραφικό (7.5).
Προσοχή:
Οι δύο τροχίσκοι ρύθμισης (7.6) πρέπει να δείχνουν
προς τα κάτω.
• Σφίξτε τους δύο μοχλούς σύσφιγξης της ρύθμισης του ύψους του
αντιγραφικού.
• Ευθυγραμμίστε το αντιγραφικό έτσι, ώστε οι κάτω πατούρες (8.1) των
δύο τροχίσκων ρύθμισης να ακουμπούν στη βάση του συστήματος
σύνδεσης και σφίξτε το αντιγραφικό με τα δύο περιστροφικά κουμπιά
(7.4, 7.7).
• Γυρίστε τους δύο αναστολείς στη θέση “SZ 14” και “SZ 20”
(9.3).
Ευθυγραμμίστε τους αναστολείς έτσι, ώστε τα βέλη (9.1) να
ακουμπούν στις εσωτερικές, ίσιες πλευρές (9.2) των εγκοπών του
αντιγραφικού.
Σφίξτε τους αναστολείς με τα περιστροφικά κουμπιά (9.4) σταθε-
ρά.
• Λύστε τους δύο μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του
αντιγραφικού και μετακινήστε το αντιγραφικό προς τα επάνω.
• Τοποθετήστε ένα επεξεργαζόμενο κομμάτι κάτω από τα δύο άκρα
του αντιγραφικού.
Πιέστε το αντιγραφικό προς τα κάτω τόσο, ώσπου να ακουμπά
επίπεδα πάνω στο επεξεργαζόμενο κομμάτι και σφίξτε τους δύο
μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του αντιγραφικού.
124
A
A
A
B
B
B
1
2
3
4
a4
a4
a4
a2
a2
a3
a2
a1
a1
a3
a3
a1
10
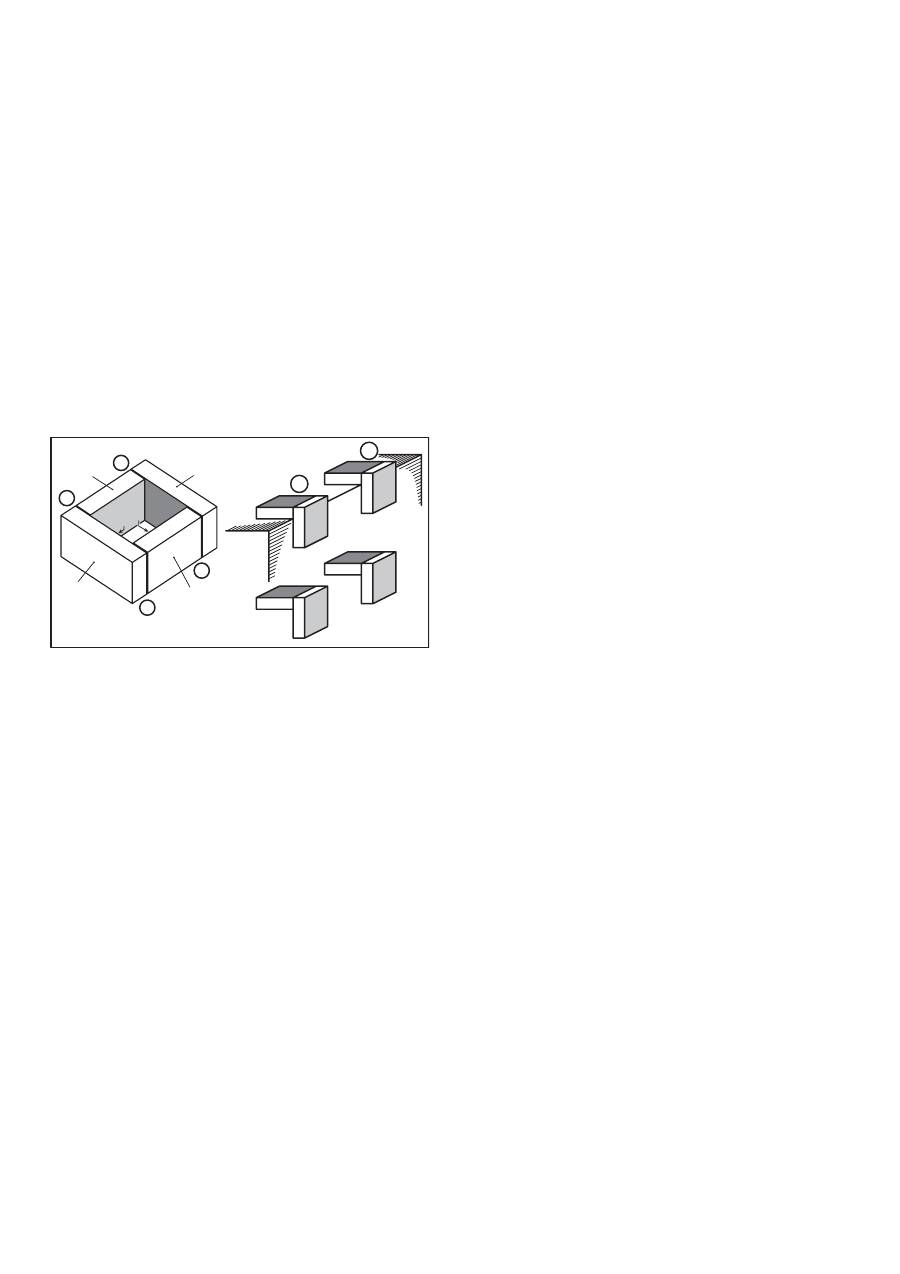
b)
Mocowanie obrabianych elementów
Oba, łączone ze sobą elementy obrabiane należy zawsze mocować
równocześnie.
Należy przy tym przestrzegać następujących zaleceń (patrz
rysunek 10):
• Obrabiane elementy należy mocować w taki sposób, aby łączone
ze sobą powierzchnie czołowe przylegały do siebie.
• Obrabiane elementy muszą przylegać bocznie do prowadnicy.
• Obrabiane elementy muszą u góry ściśle przylegać do siebie.
• Powierzchnie znajdujące się w stanie zamocowanym na zewnątrz
(a1 - a4) tworzą powierzchnie wewnętrzne gotowego połącze-
nia.
• W przypadku ramy (korpus) elementy obrabiane dla narożników
“A” muszą zostać przyłożone do lewej prowadnicy, a dla narożników
“B” do prawej prowadnicy.
Obrabiane elementy “1” i “3” muszą być zawsze mocowane w
systemie do połączeń na górze, a obrabiane elementy “2” i “4”
muszą być zawsze mocowane z przodu.
c)
Przygotowania frezarki górnowrzecionowej (patrz 5.3)
Uwaga: Przed wymianą frezu zawsze należy wyciągać wtyczkę prze-
wodu zasilającego z gniazdka wtykowego!
• Zamocować frez (patrz tabela T2) w uchwycie zaciskowym fre-
zarki górnowrzecionowej.
• Ustawić punkt zerowy (głębokość frezowania = 0 mm) frezarki
górnowrzecionowej, nasadzając urządzenie na szablon i doci-
skając w dół tak, aby frez dotknął powierzchni zamocowanego
elementu obrabianego.
• Ustawić na frezarce górnowrzecionowej następującą głębokość
frezowania (
uwaga:
wymiary dotyczą tylko frezów wymienionych
w tabeli T2): SZ 14: 12 mm, SZ 20: 15 mm.
• Do frezowania wczepów należy stosować osłonę ssącą prowadnicy
bocznej frezarki górnowrzecionowej lub osłonę ssącą AH-OF (wy-
posażenie). Podłączyć osłonę ssącą do odpowiedniego odkurzacza
kategorii “M” (np. odkurzacz
CLEANTEX
CTM fi rmy Festool).
Zalecenie:
Ustawić odległość osłony ssącej do pionowego ele-
mentu obrabianego w taki sposób, aby zapewniona była jeszcze
wystarczająca droga przesunięcia do frezowania wczepów.
d) Obróbka
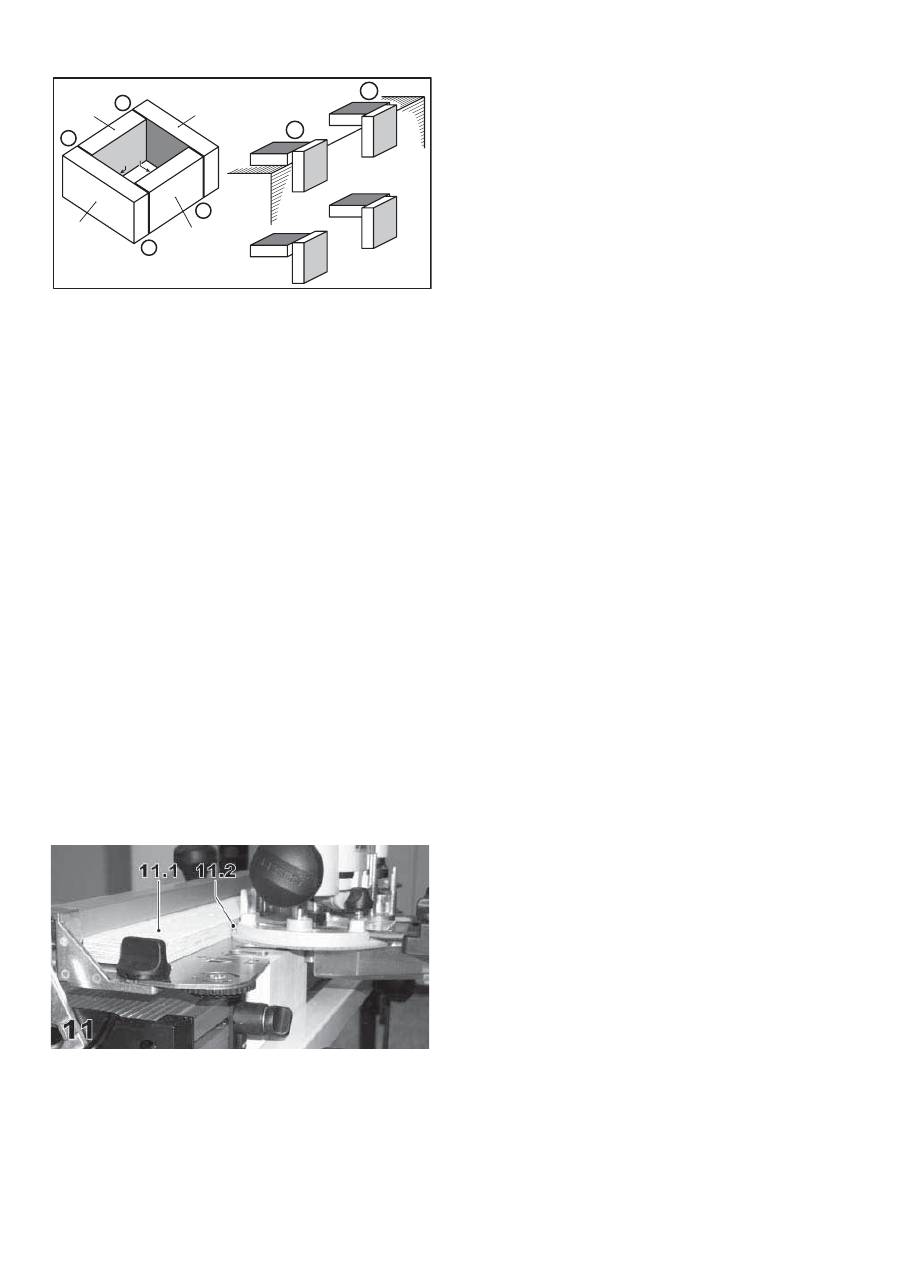
Nacinanie
W celu uniknięcia wyrwać w pionowo zamocowanym elemencie,
jego powierzchnia powinna zostać nacięta:
• Włożyć jedną listwę (11.1) w uchwyt szablonu, którego szerokość
równa jest grubości obrabianego elementu +33 mm. Listwa ta
służy jako prowadnica frezarki górnowrzecionowej.
• Nasadzić frezarkę górnowrzecionową po prawo od obrabianego
elementu na szablon w taki sposób, aby powierzchnia prowad-
nicowa (11.2) stołu frezarki górnowrzecionowej przylegała do
listwy.
• Docisnąć maszynę do ustawionej głębokości frezowania w dół
i zablokować głębokość frezowania na frezarce górnowrzecio-
nowej.
• Włączyć frezarkę górnowrzecionową.
• Prowadzić frezarkę górnowrzecionową od prawej do lewej
wzdłuż listwy i nacinając w ten sposób obrabiany element w
ruchu współbieżnym.

125
b) Munkadarabok
befogása
A két egymással összecsapolandó munkadarabot mindig egyide-
jűleg kell befogni.
Ügyeljen a következőkre (lásd a 10. ábrát):
• A munkadarabokat úgy kell befogni, hogy az egymással össze-
csapolandó homlokoldalak egymáshoz illeszkedjenek.
• A munkadaraboknak oldalt az ütközőre kell felfeküdniük.
• A munkadaraboknak fent szintben egymáshoz kell illeszkedni-
ük.
• A munkadarab befogott állapotban kívül fekvő oldalai (a1 - a4)
a kész összekötés belső oldalait adják.
• Keret (bútortestek) esetén a munkadarabokat “A” sarkakhoz a
baloldali ütközőre, "B" sarkakhoz “B” a jobboldali ütközőre kell
felfektetni.
Az “1” és “3” munkadarabokat az összekötő rendszerben mindig
fent, a “2” és “4” munkadarabokat mindig elől kell befogni.
c)
Előkészítés a felsőmarón (lásd 5.3)
Figyelem: a marócsere előtt mindig húzza ki a csatlakozódugót
a dugaszoló aljzatból!
• Fogja be a marót (lásd a T2 táblázatot) a felsőmaró
befogópatronába.
• A felsőmarón állítsa be a nullapontot (marásmélység = 0 mm),
úgy, hogy a gépet a sablonra helyezi és addig nyomja lefelé, míg
a marókés el nem éri a befogott munkadarab felületét.
• A felsőmarón állítsa be a következő marásmélységet (
Figyelem:
a megadott méretek csak a T2 táblázatban felsorolt marókra
érvényesek): SZ 14: 12 mm, SZ 20: 15 mm.
• Csap marásánál használja a felsőmaró oldalvezetőjének
elszívóburáját vagy az AH-OF elszívóburát (tartozék). Csatlakoz-
tassa az elszívóburát egy arra alkalmas "M" porosztályba beso-
rolt elszívókészülékhez (pl. Festool CLEANTEX CTM-elszívó).
Megjegyzés:
Az elszívóbura és a függőleges munkadarab közti
távolságot úgy állítsa be, hogy maradjon elegendő hely a gép
számára a csap kimarásához.
d) Megmunkálás
Karcolás
Annak érdekében, hogy elkerülje a függőlegesen befogott mun-
kadarab kipattogzását, karcolja be a felületét:
• Helyezzen egy lécet a (11.1) sablontartóhoz, a léc vastagsága
a munkadarab vastagsága +33 mm legyen. Ez a léc szolgál a
felsőmaró vezetésére.
• Helyezze fel a felsőmarót a munkadarabhoz képest jobbra, úgy,
hogy a felsőmaró géptalpának vezetőfelülete (11.2) a léc szélére
feküdjön fel.
• Nyomja lefelé a gépet a beállított marásmélységig és rögzítse
a felsőmarón a marásmélységet.
• Kapcsolja be a felsőmarót.
• A felsőmarót a léc mentén jobbról balra vezesse és párhuza-
mosan karcolja be a munkadarabot.
β)
Σφίξιμο των επεξεργαζόμενων κομματιών
Τα δύο επεξεργαζόμενα κομμάτια που πρόκειται να συνδεθούν πρέπει
πάντοτε να σφίγγονται μαζί ταυτόχρονα.
Σε αυτή την περίπτωση πρέπει να προσέξετε τα εξής (βλέπε εικόνα 10):
• Τα επεξεργαζόμενα κομμάτια πρέπει να σφιχτούν έτσι, ώστε να
ακουμπούν μεταξύ τους με τις μετωπικές πλευρές που πρόκειται
να συνδεθούν.
• Τα επεξεργαζόμενα κομμάτια πρέπει να ακουμπούν πλάγια στον
αναστολέα.
• Τα επεξεργαζόμενα κομμάτια πρέπει να κλείνουν μεταξύ τους
επάνω ισόπεδα.
• Οι πλευρές που στη σφιγμένη κατάσταση βρίσκονται προς τα έξω (a1
- a4) σχηματίζουν την εσωτερική πλευρά της έτοιμης σύνδεσης.
• Σε περίπτωση ενός πλαισίου (σώμα) πρέπει τα επε-ξεργαζόμενα
κομμάτια για τις γωνίες “A” να ακουμπήσουν στον αριστερό αναστο-
λέα και για τις γωνίες “B” στο δεξιό αναστολέα. Τα επεξεργαζόμενα
κομμάτια “1”και “3” πρέπει να σφίγγονται στο σύστημα σύνδεσης
πάντοτε επάνω, τα επεξεργαζόμενα κομμάτια “2” και “4” πάντοτε
μπροστά.
γ)
Προετοιμασίες στην κάθετη φρέζα (βλέπε 5.3)
Προσοχή: Πριν από την αλλαγή της φρέζας τραβάτε πάντοτε το φις
από την πρίζα του ρεύματος!
• Σφίξτε τη φρέζα (βλέπε στον πίνακα T2) στο σφιγκτήρα (τσοκ) της
κάθετης φρέζας.
• Ρυθμίστε τη μηδενική θέση (βάθος φρεζαρίσματος = 0 mm) στην
κάθετη φρέζα σας, τοποθετώντας το εργαλείο πάνω στο αντιγραφικό
και πιέζοντάς το προς τα κάτω τόσο, ώσπου η φρέζα να ακουμπήσει
την επιφάνεια του σφιγμένου επεξεργαζόμενου κομματιού.
• Ρυθμίστε στην κάθετη φρέζα το ακόλουθο βάθος φρεζαρίσματος
(
Προσοχή:
αυτές οι διαστάσεις ισχύουν μόνο για την αναφερόμενη
στον πίνακα T2 φρέζα): SZ 14: 12 mm, SZ 20: 15 mm.
• Κατά το φρεζάρισμα των δοντιών σύνδεσης χρησιμοποιείτε τον προ-
φυλακτήρα με αναρρόφηση του πλευρικού αναστολέα της κάθετης
φρέζας ή τον προφυλακτήρα με αναρρόφηση AH-OF (εξάρτημα).
Συνδέστε τον προφυλακτήρα με αναρρόφηση σε μια κατάλληλη
συσκευή αναρρόφησης της κατηγορίας σκόνης “M” (π.χ. αναρρο-
φητήρας
CLEANTEX
CTM Festool).
Υπόδειξη:
Ρυθμίστε την απόσταση του προφυλακτήρα με αναρ-
ρόφηση από το κάθετο επεξεργαζόμενο κομμάτι έτσι, ώστε να
έχετε ακόμα αρκετό χώρο κίνησης για το φρεζάρισμα των δοντιών
σύνδεσης.
δ)
Επεξεργασία - Χάραγμα
Για την αποφυγή των σκληθρών στο κάθετο σφιγμένο επεξεργαζόμενο
κομμάτι, πρέπει να χαραχτεί η εξωτερική του επιφάνεια:
• Τοποθετήστε έναν πήχη (11.1) στο στήριγμα για το αντιγραφικό,
του οποίου το πλάτος είναι ίσο με το πάχος του επεξεργαζόμενου
κομματιού +33 mm. Αυτός ο πήχης χρησιμεύει ως οδηγός της
κάθετης φρέζας.
• Τοποθετήστε την κάθετη φρέζα δεξιά από το επεξεργαζόμενο
κομμάτι πάνω στο αντιγραφικό, έτσι ώστε η επιφάνεια οδήγησης
(11.2) της πλάκας φρεζαρίσματος της κάθετης φρέζας να ακουμπά
στον πήχη.
• Σπρώξτε το εργαλείο μέχρι το ρυθμισμένο βάθος φρεζαρίσματος
προς τα κάτω και ασφαλίστε το βάθος φρεζαρίσματος στην κάθετη
φρέζα.
• Ενεργοποιήστε την κάθετη φρέζα.
• Οδηγήστε την κάθετη φρέζα από δεξιά προς τα αριστερά κατά
μήκος του πήχη και χαράξτε έτσι το επεξεργαζόμενο κομμάτι
ομοιόμορφα.
126
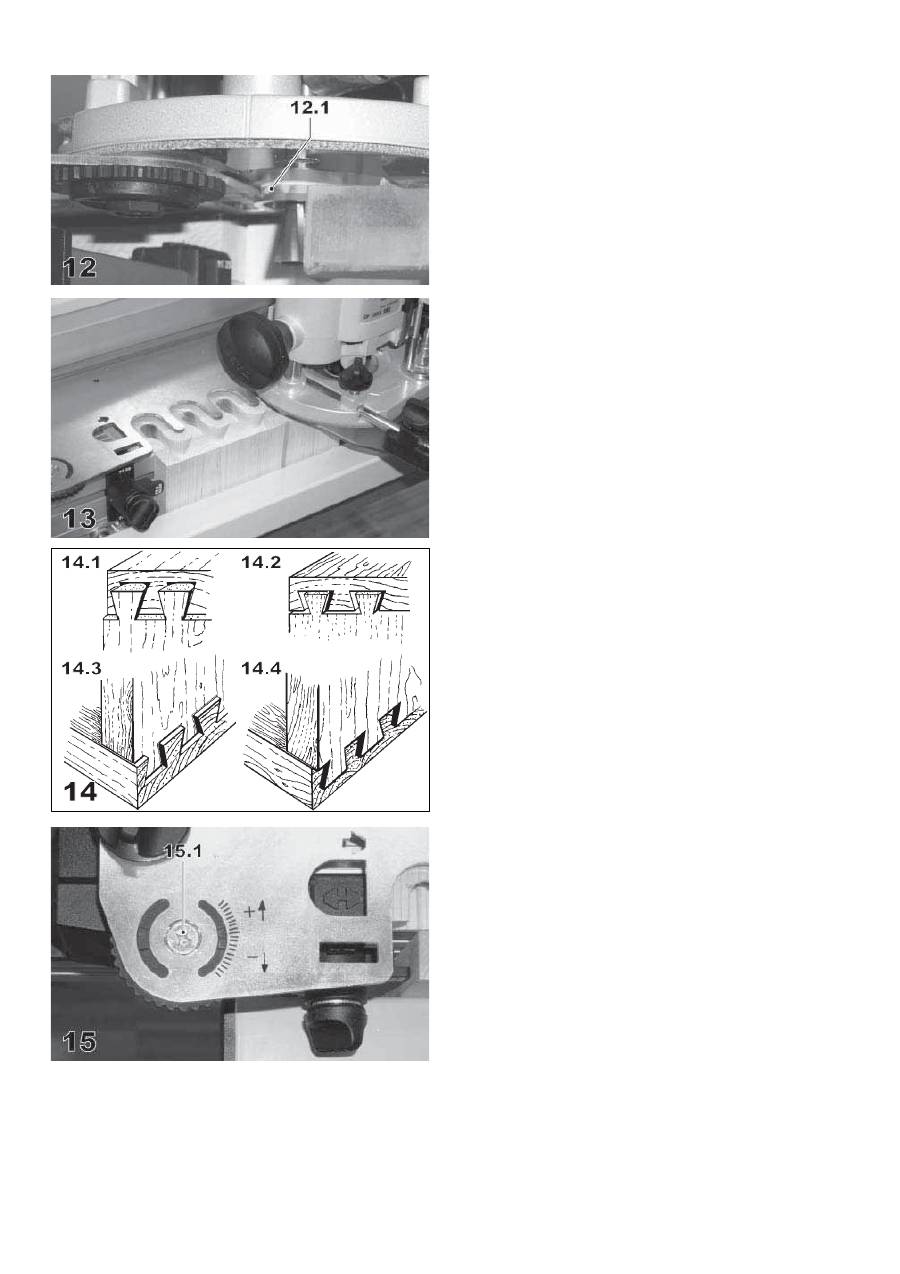
Próbne frezowanie wczepów
Najpierw należy wykonać frezowanie próbne, aby sprawdzić czy
wszystkie ustawienia są prawidłowe.
• Nasadzić frezarkę górnowrzecionową na końcu szablonu w taki
sposób, aby pierścień oporowy (12.1) przylegał do szablonu.
• Docisnąć maszynę do ustawionej głębokości frezowania w dół
i zablokować głębokość frezowania na frezarce górnowrzecio-
nowej.
• Włączyć frezarkę górnowrzecionową.
• Prowadzić frezarkę górnowrzecionową równomiernie wzdłuż
szablonu (rysunek 13).
Uwaga:
Pierścień oporowy musi zawsze przylegać do szablonu.
Frezarkę górnowrzecionową należy zawsze trzymać za oba
uchwyty równolegle do szablonu i nie przekręcać urządzenia przy
frezowaniu. Podczas frezowania nie wolno zmieniać głębokości
frezowania.
• Sprawdzić, czy wszystkie wczepy zostały prawidłowo wyfrezo-
wane – w razie potrzeby przeprowadzić ponowne frezowanie.
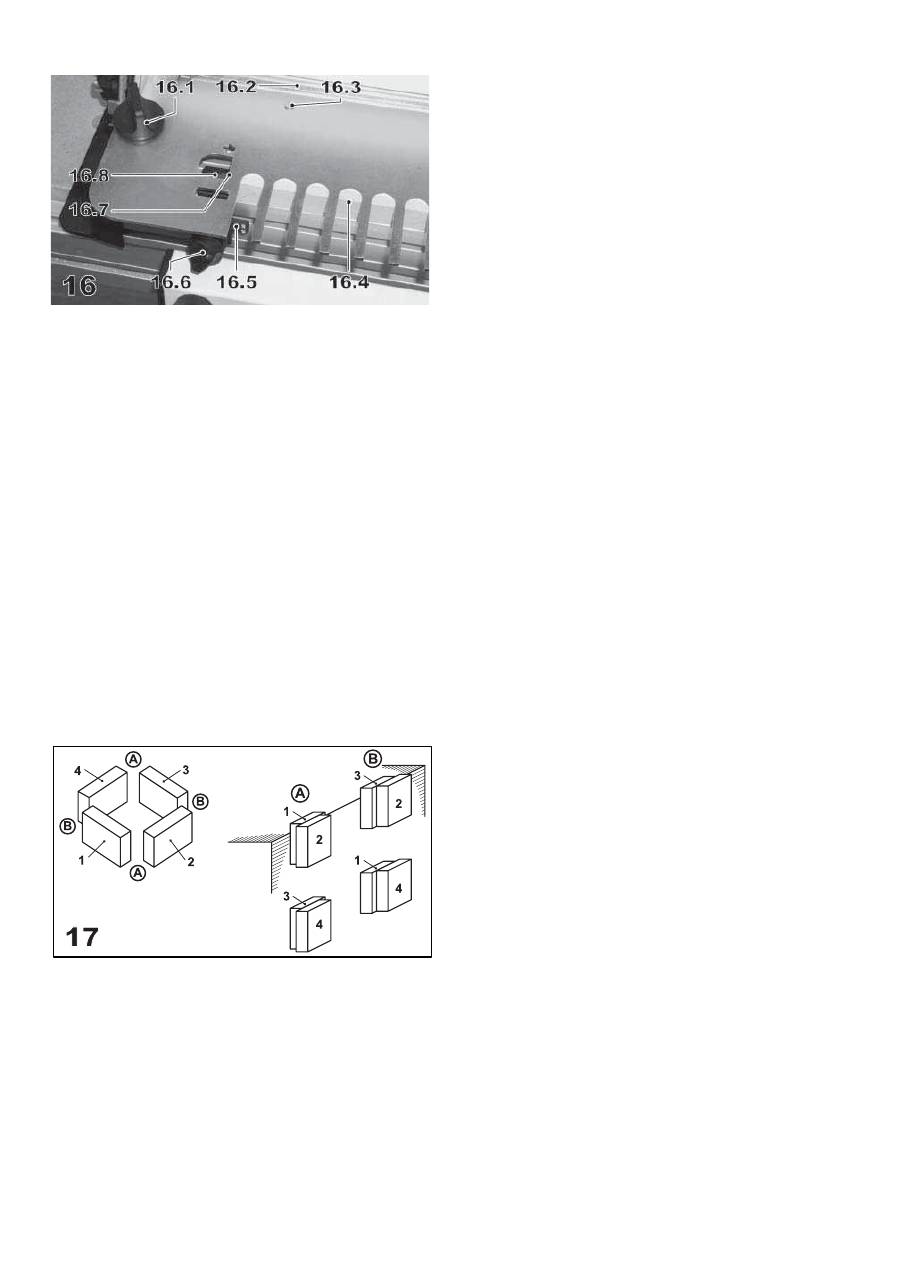
• Wymontować obrabiane elementy i złożyć je razem.
Jeśli połączenie wczepowe nie jest dokładnie zgodne, należy
przeprowadzić następujące korekty:
°
Połączenie wczepowe wchodzi z oporami (14.1):
Zmniejszyć głębokość frezowania frezarki górnowrzecionowej
za pomocą nieznacznej regulacji precyzyjnej frezarki górnow-
rzecionowej (ok. -0,5 mm)
°
Połączenie wczepowe wchodzi zbyt lekko (14.2):
Zwiększyć głębokość frezowania frezarki górnowrzecionowej
za pomocą nieznacznej regulacji precyzyjnej frezarki górnow-
rzecionowej (ok. +0,5 mm)
°
Połączenie wczepowe jest byt głębokie (14.3):
Przekręcić pokrętła nastawcze o nieprawidłowy wymiar w
kierunku ujemnym (1 kreska podziałki odpowiada -0,1 mm
głębokości wczepu), ponownie założyć i ustawić szablon
zgodnie z rozdziałem 6.1 a).
°
Połączenie wczepowe nie jest wystarczająco głębokie
(14.4):
Przekręcić pokrętła nastawcze o nieprawidłowy wymiar w
kierunku dodatnim (1 kreska podziałki odpowiada +0,1 mm
głębokości wczepu), ponownie założyć i ustawić szablon
zgodnie z rozdziałem 6.1 a).
Zalecenie:
Aby można było przestawić pokrętła nastawcze, muszą
być odkręcone śruby (15.1) i po ustawieniu należy je ponownie
dokręcić. Dzięki temu ustawiona pozycja pozostaje ustalona do
późniejszych prac.
• Proces ten należy powtarzać do momentu, aż połączenie będzie
dokładnie dopasowane.
Frezowanie wczepów
Frezować analogicznie do frezowania próbnego.

127
Csap próbamarása
A beállítások ellenőrzése érdekében a munka megkezdése előtt
végezze próbamarást.
• Helyezze a felsőmarót a sablon végére, úgy, hogy a vezetőgyűrű
hevederje (12.1) a sablon szélére feküdjön fel.
• Nyomja lefelé a gépet a beállított marásmélységig és rögzítse
a felsőmarón a marásmélységet.
• Kapcsolja be a felsőmarót.
• Vezesse a felsőmarót egyenletesen a sablon mentén (13.
ábra).
Figyelem:
A vezetőgyűrű hevederének mindig a sablon szélére
kell felfeküdnie. A felsőmarót a két markolatnál megfogva
mindig a sablonnal párhuzamosan tartsa és marás közben ne
fordítsa el a gépet. Marás közben nem szabad megváltoztatni
a marásmélységet.
• Ellenőrizze, hogy a csapok megfelelően vannak-e kimarva – ha
szükséges végezze el a marást ismét.
• Engedje ki a munkadarabokat a befogásból és illessze össze
azokat.
Ha a csap-kötés nem teljesen illeszkedik, akkor a következő
korrekciókat kell elvégezni:
°
A csap-kötés túlságosan nehezen jár (14.1):
A felsőmaró finombeállításával csökkentse kissé a maró
marásmélységét (kb. -0,5 mm)
°
A csap kötés túlságosan könnyen jár (14.2):
A felsőmaró fi nombeállításával növelje kissé a maró marás-
mélységét (kb. +0,5 mm)
°
A csap-kötés túlságosan mély (14.3):
Fordítsa el az eltérés mértékével az állítókereket mínusz
irányba (a skála egy beosztása -0,1 mm csapmélységnek felel
meg), majd helyezze be és igazítsa be újra a sablont a 6.1 a)
fejezetben leírtaknak megfelelően.
°
A csap-kötés nem elég mély (14.4):
Fordítsa el az eltérés mértékével az állítókereket plusz irányba
(a skála egy beosztása +0,1 mm csapmélységnek felel meg),
majd helyezze be és igazítsa be újra a sablont a 6.1 a) feje-
zetben leírtaknak megfelelően.
Megjegyzés:
Az állítókerekek átállításához ki kell engedni a
csavarokat (15.1), majd sikeres beállítás után meg kell azokat
húzni. Ezáltal rögzíti a beállított pozíciót a későbbi munkavég-
zéshez.
• Ezt az eljárást addig ismételje meg, míg a kötés pontosan il-
leszkedik.
Csap marása
A csapokat a próbafúráshoz hasonlóan marja ki.
Δοκιμαστικό φεζάρισμα των δοντιών σύνδεσης
Εκτελέστε πρώτα ένα δοκιμαστικό φεζάρισμα, για να ελέγχετε,
εάν όλες οι ρυθμίσεις είναι σωστές.
• Τοποθετήστε την κάθετη φρέζα στο άκρο του αντιγραφικού, έτσι
ώστε η πατούρα (12.1) του δακτύλιου εκκίνησης να ακουμπά στο
αντιγραφικό.
• Σπρώξτε το εργαλείο μέχρι το ρυθμισμένο βάθος φρεζαρίσματος
προς τα κάτω και ασφαλίστε το βάθος φρεζαρίσματος στην κάθετη
φρέζα.
• Ενεργοποιήστε την κάθετη φρέζα.
• Οδηγήστε την κάθετη φρέζα ομοιόμορφα κατά μήκος του αντι-
γραφικού (εικόνα 13).
Προσοχή:
Η πατούρα του δακτύλιου εκκίνησης πρέπει να ακου-
μπά πάντοτε στο αντιγραφικό. Κρατάτε την κάθετη φρέζα πάντοτε
και από τις δύο χειρολαβές παράλληλα στο αντιγραφικό και μην
περιστρέφετε το εργαλείο κατά το φρεζάρισμα. Το βάθος φρεζα-
ρίσματος δεν επιτρέπεται κατά τη διάρκεια της διαδικασίας του
φρεζαρίσματος να αλλάξει.
• Ελέγξτε, εάν όλα τα δόντια σύνδεσης είναι σωστά φρεζαρισμένα
– ενδεχομένως φρεζάρετε ακόμα μια φορά.
• Ξεσφίξτε τα επεξεργαζόμενα κομμάτια και συναρμολογήστε τα
μεταξύ τους.
Σε περίπτωση που η σύνδεση δοντιών δεν είναι ακριβής, πρέπει
να γίνουν οι ακόλουθες διορθώσεις:
°
Σύνδεση δοντιών πολύ σφιχτή (14.1):
Μειώστε ελάχιστα το βάθος φρεζαρίσματος της κάθετης φρέ-
ζας με τη διάταξη ακριβούς ρύθμισης της κάθετης φρέζας
(περίπου -0,5 mm)
°
Σύνδεση δοντιών πολύ χαλαρή (14.2):
Αυξήστε ελάχιστα το βάθος φρεζαρίσματος της κάθετης φρέ-
ζας με τη διάταξη ακριβούς ρύθμισης της κάθετης φρέζας
(περίπου +0,5 mm)
°
Σύνδεση δοντιών πολύ βαθιά (14.3):
Γυρίστε τους τροχούς ρύθμισης κατά την εσφαλμένη διάσταση
προς την κατεύθυνση πλην (1 γραμμή της κλίμακας αντιστοιχεί σε
-0,1 mm βάθος των δοντιών σύνδεσης ), τοποθετήστε το αντιγρα-
φικό εκ νέου σύμφωνα με το κεφάλαιο 6.1 α) και ευθυγραμμίστε
το.
°
Σύνδεση δοντιών όχι αρκετά βαθιά (14.4):
Γυρίστε τους τροχούς ρύθμισης κατά την εσφαλμένη διάσταση προς
την κατεύθυνση συν (1 γραμμή της κλίμακας αντιστοιχεί σε +0,1 mm
βάθος των δοντιών σύνδεσης), τοποθετήστε το αντιγραφικό εκ νέου
σύμφωνα με το κεφάλαιο 6.1 α) και ευθυγραμμίστε το.
Υπόδειξη:
Για να μπορείτε να γυρίσετε τους τροχούς ρύθμισης,
πρέπει να λύσετε τις βίδες (15.1) και μετά τη ρύθμιση να τις σφί-
ξετε ξανά. Έτσι παραμένει η ρυθμισμένη θέση για τις μετέπειτα
εργασίες σταθερή.
• Επαναλάβετε αυτή τη διαδικασία, ώσπου να είναι η σύνδεση
ακριβής.
Φρεζάρισμα των δοντιών σύνδεσης
Φρεζάρετε σύμφωνα με το δοκιμαστικό φρεζάρισμα όλα τα δόντια
σύνδεσης.
128
6.2 Wczepy
klinowe
a)
Mocowanie szablonu i zabezpieczenia przeciwodprysko-
wego
• Zamocować oba segmenty uchylne za pomocą dźwigni mocującej
w środkowej (pionowej) pozycji (patrz rysunek 6).
• Otworzyć obie dźwignie mocujące do regulacji wysokości sza-
blonu i docisnąć uchwyt szablonu całkiem w dół.
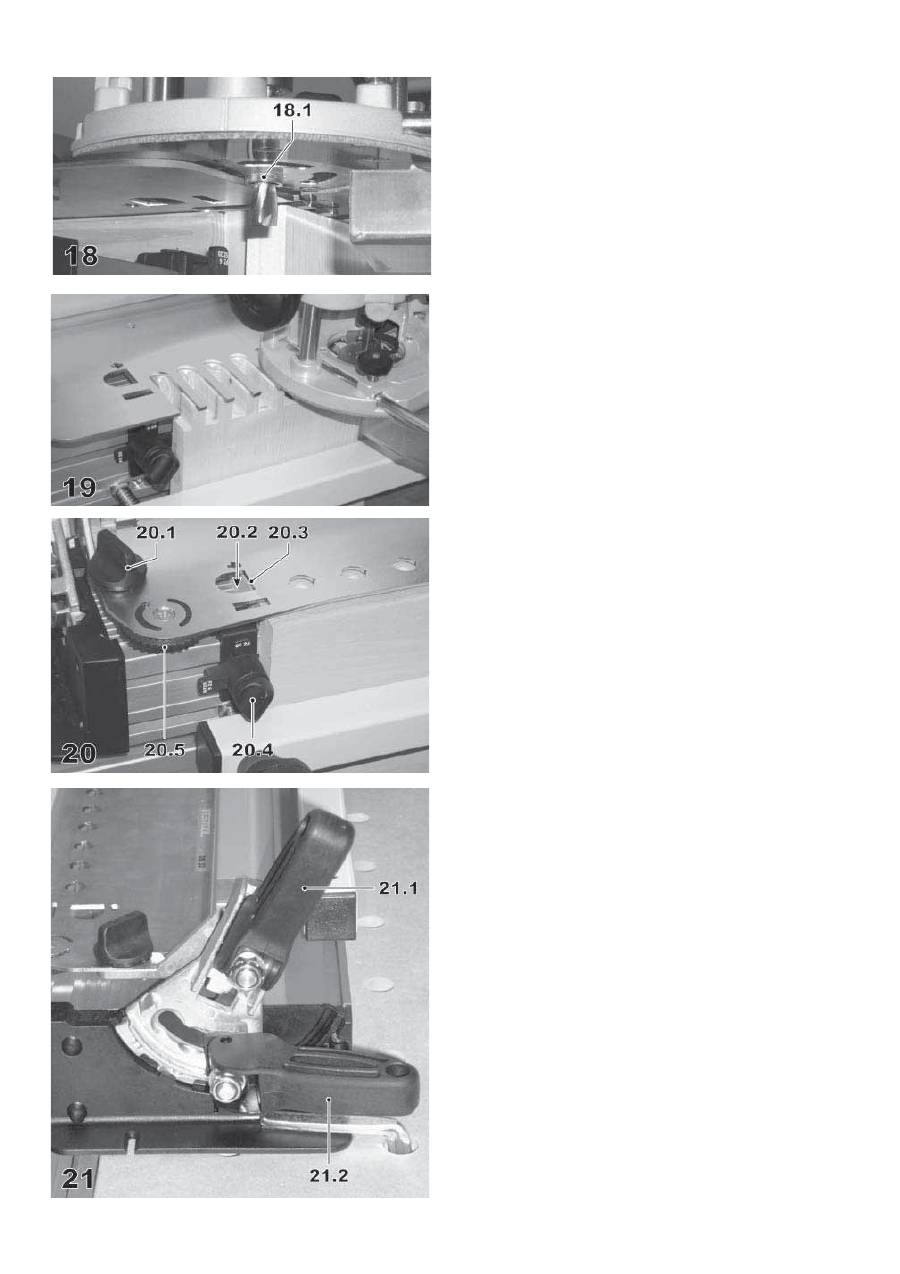
• Odkręcić pokrętła (16.1) do mocowania szablonu i założyć szablon.
Uwaga:
Zagięta tylna strona (16.2) szablonu musi być skierowana
w górę.
• Przesunąć szablon do oporu do tyłu i przymocować oboma
pokrętłami (16.1)
• Przekręcić obie prowadnice na pozycję “FZ 6” względnie “FZ 10”
(16.5). Ustawić prowadnice w taki sposób, aby strzałki (16.8) na
wewnętrznych, prostych powierzchniach (16.7) przylegały do wy-
cięć szablonu. Zacisnąć prowadnice za pomocą pokręteł (16.6).
• Przemieścić szablon do góry i podłożyć deskę z drewna miękkie-
go (16.4) jako zabezpieczenie przeciwodpryskowe pod szablon.
Zalecenie:
Zabezpieczenie przeciwodpryskowe zapobiega od-
pryskom powstającym podczas frezowania z tyłu obrabianego
elementu.
Uwaga:
Aby podczas frezowania system do połączeń nie został
uszkodzony i zabezpieczenie przeciwodpryskowe mogło speł-
nić swoją funkcję, musi on być o 5 mm grubsze niż obrabiany
element i co najmniej tak szerokie jak obrabiany element.
• Docisnąć szablon w dół w taki sposób, aby przylegał całą po-
wierzchnią do zabezpieczenia przeciwodpryskowego i zamknąć
obie dźwignie regulacji wysokości szablonu.
• Ustawić zabezpieczenie przeciwodpryskowe w taki sposób, aby
było ono zlicowane z przednią krawędzią stelaża podstawowy i
zamocować górną belką dociskową.
• Przykręcić zabezpieczenie przeciwodpryskowe krótkimi wkrę-
tami do drewna (16.3) do szablonu.
b)
Mocowanie obrabianych elementów
Oba łączone ze sobą elementy obrabiane należy równocześnie
zamocować przednią belką dociskową i obrabiać.
Należy przy tym przestrzegać następujących zaleceń (patrz
rysunek 17):
• Obrabiane elementy należy mocować w taki sposób, aby łączone
ze sobą powierzchnie czołowe przylegały do siebie.
• Obrabiane elementy przylegają bocznie do prowadnicy z prze-
sunięciem o szerokość jednego wczepu.
• Obrabiane elementy muszą być od dołu dosunięte do szblonu.
• W przypadku ramy (korpus) elementy obrabiane dla narożników
“A” muszą zostać przyłożone do lewej prowadnicy, a dla naroż-
ników “B” do prawej prowadnicy. Obrabiane elementy “1” i “3”
muszą przylegać z tyłu do zabezpieczenia przeciwodpryskowego,
a obrabiane elementy “2” i “4” z przodu do belki dociskowej.

129
6.2 Ujj-csapolás
a)
Sablon behelyezése és a kipattogzásgátló rögzítése
• A szorítókar segítségével rögzítse középső (függőleges) hely-
zetben a két elfordítható sablont (lásd 6. ábra).
• A sablon magasságának beállításához engedje ki a két szorító-
kart és nyomja teljesen le a sablontartót.
• A sablon befogásához engedje ki a forgatható gombokat (16.1)
és helyezze be a sablont.
Figyelem:
A sablon hátsó meghajlított oldala (16.2) felfelé mu-
tasson.
• A sablont tolja hátra ütközésig, majd a két forgatható gombbal
(16.1) szorítsa be
• A két ütközőt fordítsa el az “FZ 6” ill. “FZ 10” (16.5) helyzetbe.
Az ütközőket úgy állítsa be, hogy a nyilak (16.8) a sablon kivágá-
sának belső, egyenes oldalán (16.7) feküdjenek fel. A forgatható
gombokkal szorítsa be az ütközőket (16.6).
• Mozgassa felfelé a sablont és kipattogzásgátlónak helyezzen
egy puhafa deszkát (16.4) a sablon alá.
Megjegyzés:
A kipattogzásgátló megakadályozza, hogy marás
közben a munkadarab hátsó oldala kipattogzzon.
Figyelem:
Annak érdekében, hogy marás közben az összekötő
rendszer ne sérüljön meg és a kipattogzásgátló el tudja látni a
feladatát, 5 mm-rel vastagabbnak kell lennie a megmunkálandó
munkadarabnál és legalább olyan szélesnek kell lennie, mint a
megmunkálandó munkadarab.
• A sablont addig nyomja lefelé, míg az teljes felülettel fel nem
fekszik a kipattogzásgátlóra, majd zárja a sablon magasságál-
lítására szolgáló szorítókart.
• Állítsa be úgy a kipattogzásgátlót, hogy az az alapállvány elülső
élével legyen egy szintben, majd szorítsa be a felső támasztóléc
segítségével.
• Rövid facsavarok (16.3) segítségével csavarozza oda a
kipattogzásgátlót a sablonra.
b) Munkadarabok
befogása
A két egymással összecsapolandó munkadarabot az elülső tá-
masztóléccel egyidejűleg kell befogni és megmunkálni.
Ügyeljen a következőkre (lásd a 17. ábrát):
• A munkadarabokat úgy kell befogni, hogy az egymással össze-
csapolandó homlokoldalak egymáshoz illeszkedjenek.
• A munkadarabok egymáshoz képest egy csapszélességgel
eltolva, az ütközőhöz fekszenek fel.
• A munkadarabokat alulról kell a sablonhoz tolni.
• Keret (bútortestek) esetén a munkadarabokat “A” sarkokhoz
a baloldali ütközőre, "B" sarkokhoz a jobboldali ütközőre
kell felfektetni. Az “1” és “3” munkadaraboknak hátul a
kipattogzásgátlóra, a “2” és “4” munkadarabnak elől a támasz-
tólécre kell felfeküdniük.
6.2 Σύνδεση
δοντιών
α)
Τοποθέτηση του αντιγραφικού και στερέωση ενός προφυ-
λακτήρα σκληθρών
• Σταθεροποιήστε τους δύο περιστρεφόμενους τομείς με το μοχλό
σύσφιγξης στη μεσαία (κάθετη) θέση (βλέπε εικόνα 6).
• Λύστε τους δύο μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του
αντιγραφικού και πιέστε το στήριγμα του αντιγραφικού εντελώς
προς τα κάτω.
• Λύστε τα περιστροφικά κουμπιά (16.1) για το σφίξιμο του αντι-
γραφικού και τοποθετήστε το αντιγραφικό.
Προσοχή:
Η λυγισμένη πίσω πλευρά (16.2) του αντιγραφικού
πρέπει να δείχνει προς τα επάνω.
• Σπρώξτε το αντιγραφικό μέχρι τέρμα προς τα πίσω και σφίξτε το με
τα δύο περιστροφικά κουμπιά (16.1) σταθερά
• Γυρίστε τους δύο αναστολείς στη θέση “FZ 6” και “FZ 10” (16.5).
Ευθυγραμμίστε τους αναστολείς έτσι, ώστε τα βέλη (16.8) να
ακουμπούν στις εσωτερικές, ίσιες πλευρές (16.7) των εγκοπών του
αντιγραφικού. Σφίξτε τους αναστολείς με τα περιστροφικά κουμπιά
(16.6) σταθερά.
• Μετακινήστε το αντιγραφικό προς τα επάνω και τοποθετήστε μια
σανίδα από μαλακό ξύλο (16.4) ως προφυλακτήρα σκληθρών κάτω
από το αντιγραφικό.
Υπόδειξη:
Ο προφυλακτήρας σκληθρών εμποδίζει, το σχίσιμο του
επεξεργαζόμενου κομματιού στην πίσω πλευρά κατά το φρεζάρισμα.
Προσοχή:
Για να μην υποστεί ζημιά το σύστημα σύνδεσης κατά
το φρεζάρισμα και για να μπορεί να εκτελεί ο προφυλακτήρας
σκληθρών τη λειτουργία του, πρέπει να είναι 5 mm πιο χοντρός
από το επεξεργαζόμενο κομμάτι και να έχει το ελάχιστο το πλάτος
του επεξεργαζόμενου κομματιού.
• Πιέστε το αντιγραφικό προς τα κάτω τόσο, ώσπου να ακουμπά
επίπεδα πάνω στον προφυλακτήρα σκληθρών και σφίξτε τους δύο
μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του αντιγραφικού.
• Ευθυγραμμίστε τον προφυλακτήρα σκληθρών έτσι, ώστε να τε-
λειώνει ισόπεδα με την μπροστινή ακμή της βάσης και σφίξτε τον
με την επάνω δοκό πίεσης σταθερά.
• Βιδώστε τον προφυλακτήρα σκληθρών με κοντές ξυλόβιδες (16.3)
στο αντιγραφικό.
β)
Σφίξιμο των επεξεργαζόμενων κομματιών
Τα δύο επεξεργαζόμενα κομμάτια που πρόκειται να συνδεθούν
πρέπει να σφιχτούν μαζί ταυτόχρονα με την μπροστινή δοκό πίεσης
και να επεξεργαστούν.
Σε αυτή την περίπτωση πρέπει να προσέξετε τα εξής (βλέπε
εικόνα 17):
• Τα επεξεργαζόμενα κομμάτια πρέπει να σφιχτούν έτσι, ώστε να
ακουμπούν μεταξύ τους με τις μετωπικές πλευρές που πρόκειται
να συνδεθούν.
• Τα επεξεργαζόμενα κομμάτια ακουμπούν, μετατοπισμένα μεταξύ
τους κατά ένα πλάτος δοντιού, πλάγια στον αναστολέα.
• Τα επεξεργαζόμενα κομμάτια πρέπει να σπρωχτούν από κάτω
ενάντια στο αντιγραφικό.
• Σε περίπτωση ενός πλαισίου (σώμα) πρέπει τα επεξεργαζόμενα
κομμάτια για τις γωνίες “A” να ακουμπήσουν στον αριστερό αναστο-
λέα και για τις γωνίες “B” στο δεξιό αναστολέα. Τα επεξεργαζόμενα
κομμάτια “1” και “3” πρέπει να ακουμπούν πίσω στον προφυλακτή-
ρα σκληθρών, τα επεξεργαζόμενα κομμάτια “2” και “4” μπροστά
στη δοκό πίεσης.
130
c)
Przygotowania frezarki górnowrzecionowej (patrz 5.3)
Uwaga: Przed wymianą narzędzia zawsze należy wyciągać wtycz-
kę przewodu zasilającego z gniazdka wtykowego!
• Zamocować frez (patrz tabela T1) w uchwycie zaciskowym fre-
zarki górnowrzecionowej.
• Ustawić punkt zerowy (głębokość frezowania = 0 mm) frezarki
górnowrzecionowej, nasadzając urządzenie na szablon i doci-
skając w dół tak, aby frez dotknął powierzchni zamocowanego
elementu obrabianego.
• Ustawić na frezarce górnowrzecionowej grubość obrabianego
elementu jako głębokość frezowania.
Uwaga:
Głębokość frezowania nie powinna być większa niż
średnica frezu. W przypadku większej głębokości frezowania
należy frezować stosując wiele kroków roboczych.
• Do frezowania wczepów należy stosować osłonę ssącą pro-
wadnicy bocznej frezarki górnowrzecionowej lub osłonę ssącą
AH-OF (wyposażenie). Podłączyć osłonę ssącą do odpowiedniego
odkurzacza kategorii “M” (np. odkurzacz
CLEANTEX
CTM fi rmy
Festool).
Zalecenie:
Ustawić odległość osłony ssącej do pionowego ele-
mentu obrabianego w taki sposób, aby zapewniona była jeszcze
wystarczająca droga przesunięcia do frezowania wczepów.
d) Obróbka
• Nasadzić frezarkę górnowrzecionową na końcu szablonu w taki
sposób, aby pierścień oporowy (18.1) przylegał do szablonu.
• Docisnąć maszynę do ustawionej głębokości frezowania w dół
i zablokować głębokość frezowania na frezarce górnowrzecio-
nowej.
• Włączyć frezarkę górnowrzecionową.
• Prowadzić frezarkę górnowrzecionową równomiernie wzdłuż
szablonu (rysunek 19).
Uwaga:
Pierścień oporowy musi zawsze przylegać do szablonu.
Frezarkę górnowrzecionową należy zawsze trzymać za oba
uchwyty równolegle do szablonu i nie przekręcać urządzenia przy
frezowaniu. Podczas frezowania nie wolno zmieniać głębokości
frezowania.
• Przed wymontowaniem elementów obrabianych należy spraw-
dzić głębokość wczepów. Jeśli nie jest ona prawidłowa należy
zmniejszyć względnie zwiększyć głębokość frezowania na fre-
zarce górnowrzecionowej o nieprawidłowy wymiar.
6.3
Otwory pod kołki
a) Mocowanie
szablonu
• Zamocować oba segmenty uchylne za pomocą dźwigni mocującej
w środkowej (pionowej) pozycji (patrz rysunek 6).
• Otworzyć obie dźwignie mocujące do regulacji wysokości sza-
blonu i docisnąć uchwyt szablonu całkiem w dół.
• Odkręcić pokrętła (20.1) i założyć szablon.
Uwaga:
Oba pokrętła nastawcze (20.5) muszą być skierowane
w dół.
• Zamknąć obie dźwignie regulacji wysokości szablonu.
• Ustawić szablon w taki sposób, aby dolne odsadzenia obu po-
kręteł nastawczych przylegały do stelaża podstawy systemu do
połączeń (patrz rysunek 8) i mocowały szablon za pomocą obu
pokręteł (20.1).
• Przekręcić obie prowadnice na pozycję przedstawioną na ry-
sunku 20. Ustawić prowadnice w taki sposób, aby strzałki (20.2)
na wewnętrznych, prostych powierzchniach (20.3) przylegały

131
c)
Előkészítés a felsőmarón (lásd 5.3)
Figyelem: szerszámcsere előtt mindig húzza ki a csatlakozódugót
a dugaszoló aljzatból!
• Fogja be a marót (lásd a T1 táblázatot) a felsőmaró
befogópatronába.
• A felsőmarón állítsa be a nullapontot (marásmélység = 0 mm),
úgy, hogy a gépet a sablonra helyezi és addig nyomja lefelé, míg
a marókés el nem éri a befogott munkadarab felületét.
• Á felsőmarón állítsa be a munkadarab vastagságát marásmély-
ségként.
Figyelem:
A marásmélység ne legyen nagyobb mint a maró
átmérője. Több lépésben végezze el a marást.
• Csap marásánál használja a felsőmaró oldalvezetőjének
elszívóburáját vagy az AH-OF elszívóburát (tartozék). Csatlakoz-
tassa az elszívóburát egy arra alkalmas "M" porosztályba beso-
rolt elszívókészülékhez (pl. Festool
CLEANTEX
CTM-elszívó).
Megjegyzés:
Az elszívóbura és a függőleges munkadarab közti
távolságot úgy állítsa be, hogy maradjon elegendő hely a gép
számára a csap kimarásához.
d) Megmunkálás
• Helyezze a felsőmarót a sablon egyik végére, úgy, hogy a veze-
tőgyűrű hevederje (18.1) a sablon szélére feküdjön fel.
• Nyomja lefelé a gépet a beállított marásmélységig és rögzítse
a felsőmarón a marásmélységet.
• Kapcsolja be a felsőmarót.
• Vezesse a felsőmarót egyenletesen a sablon mentén (19.
ábra).
Figyelem:
A vezetőgyűrű hevederének mindig a sablon szélére
kell felfeküdnie. A felsőmarót a két markolatnál megfogva
mindig a sablonnal párhuzamosan tartsa és marás közben ne
fordítsa el a gépet. Marás közben nem szabad megváltoztatni
a marásmélységet.
• A munkadarab kifogása előtt ellenőrizze a csap mélységét.
Ha az nem megfelelő, akkor csökkentse ill. növelje az eltérés
mértékével a felsőmaró marásmélységét.
γ)
Προετοιμασίες στην κάθετη φρέζα (βλέπε 5.3)
Προσοχή: Πριν από την αλλαγή της φρέζας τραβάτε πάντοτε το φις
από την πρίζα του ρεύματος!
• Σφίξτε τη φρέζα (βλέπε στον πίνακα T1) στο σφιγκτήρα (τσοκ) της
κάθετης φρέζας.
• Ρυθμίστε τη μηδενική θέση (βάθος φρεζαρίσματος = 0 mm) στην
κάθετη φρέζα σας, τοποθετώντας το εργαλείο πάνω στο αντιγραφικό
και πιέζοντάς το προς τα κάτω τόσο, ώσπου η φρέζα να ακουμπήσει
την επιφάνεια του σφιγμένου επεξεργαζόμενου κομματιού.
• Ρυθμίστε στην κάθετη φρέζα το πάχος του επεξεργαζόμενου
κομματιού ως βάθος φρεζαρίσματος.
Προσοχή:
Το βάθος φρεζαρίσματος δεν πρέπει να είναι μεγα-
λύτερο από τη διάμετρο της φρέζας. Φρεζάρετε αντί αυτού σε
περισσότερα βήματα εργασίας.
• Κατά το φρεζάρισμα των δοντιών σύνδεσης χρησιμοποιείτε τον
προφυλακτήρα με αναρρόφηση του πλευρικού αναστολέα της
κάθετη φρέζας ή τον προφυλακτήρα με αναρρόφηση AH-OF
(εξάρτημα). Συνδέστε τον προφυλακτήρα με αναρρόφηση σε μια
κατάλληλη συσκευή αναρρόφησης της κατηγορίας σκόνης “M”
(π.χ. αναρροφητήρας
CLEANTEX
CTM Festool).
Υπόδειξη:
Ρυθμίστε την απόσταση του προφυλακτήρα με αναρρόφη-
ση από το κάθετο επεξεργαζόμενο κομμάτι έτσι, ώστε να έχετε ακόμα
αρκετό χώρο κίνησης για το φρεζάρισμα των δοντιών σύνδεσης.
δ) Επεξεργασία
• Τοποθετήστε την κάθετη φρέζα στο ένα άκρο του αντιγραφικού,
έτσι ώστε η πατούρα (18.1) του δακτύλιου εκκίνησης να ακουμπά
στο αντιγραφικό.
• Σπρώξτε το εργαλείο μέχρι το ρυθμισμένο βάθος φρεζαρίσματος
προς τα κάτω και ασφαλίστε το βάθος φρεζαρίσματος στην κάθετη
φρέζα.
• Ενεργοποιήστε την κάθετη φρέζα.
• Οδηγήστε την κάθετη φρέζα ομοιόμορφα κατά μήκος του αντι-
γραφικού (εικόνα 19).
Προσοχή:
Η πατούρα του δακτύλιου εκκίνησης πρέπει να ακου-
μπά πάντοτε στο αντιγραφικό. Κρατάτε την κάθετη φρέζα πάντοτε
και από τις δύο χειρολαβές παράλληλα στο αντιγραφικό και μην
περιστρέφετε το εργαλείο κατά το φρεζάρισμα. Το βάθος φρεζα-
ρίσματος δεν επιτρέπεται κατά τη διάρκεια της διαδικασίας του
φρεζαρίσματος να αλλάξει.
• Ελέγξτε πριν το ξεσφίξιμο των επεξεργαζόμενων κομματιών το
βάθος των δοντιών σύνδεσης. Σε περίπτωση που δεν είναι το
σωστό, μειώστε ή αυξήστε αντίστοιχα το βάθος φρεζαρίσματος
στην κάθετη φρέζα κατά τη λάθος διάσταση.
6.3
Τρύπες για καβίλιες
α)
Τοποθέτηση του αντιγραφικού
• Σταθεροποιήστε τους δύο περιστρεφόμενους τομείς με το μοχλό
σύσφιγξης στη μεσαία (κάθετη) θέση (βλέπε εικόνα 6).
• Λύστε τους δύο μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του
αντιγραφικού και πιέστε το στήριγμα του αντιγραφικού εντελώς
προς τα κάτω.
• Λύστε τα περιστροφικά κουμπιά (20.1) και τοποθετήστε το αντι-
γραφικό.
Προσοχή:
Οι δύο τροχίσκοι ρύθμισης (20.5) πρέπει να δείχνουν
προς τα κάτω.
• Σφίξτε τους δύο μοχλούς σύσφιγξης της ρύθμισης του ύψους του
αντιγραφικού.
• Ευθυγραμμίστε το αντιγραφικό έτσι, ώστε οι κάτω πατούρες των
δύο τροχίσκων ρύθμισης να ακουμπούν στη βάση του συστήματος
σύνδεσης (βλέπε εικόνα 8) και σφίξτε το αντιγραφικό με τα δύο
περιστροφικά κουμπιά (20.1).
6.3 Csaplyukak
a)
A sablon behelyezése
• A szorítókar segítségével rögzítse középső (függőleges) hely-
zetben a két elfordítható sablont (lásd 6. ábra).
• A sablon magasságának beállításához engedje ki a két szorító-
kart és nyomja teljesen le a sablontartót.
• Engedje ki a forgatható gombokat (20.1) és helyezze be a sab-
lont.
Figyelem:
A két állítókeréknek (20.5) lefelé kell nézni.
• Zárja a sablon magasságbeállítására szolgáló két szorítókart.
• A sablont úgy állítsa be, hogy a két állítókerék alsó pereme az
összekötőrendszer alapállványára feküdjön fel (lásd a 8. ábrát),
majd szorítsa be a sablont a két forgatható gombbal (20.1).
• Fordítsa el a két ütközőt a 20. ábrán látható helyzetbe. Az ütkö-
zőket úgy állítsa be, hogy a nyilak (20.2) a sablon kivágásának
belső, egyenes oldalán (20.3) feküdjenek fel. A forgatható gom-
bokkal szorítsa be az ütközőket (20.4).
132
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
do wycięć szablonu. Zacisnąć prowadnice za pomocą pokręteł
(20.4).
• Otworzyć obie dźwignie (21.1) regulacji wysokości szablonu i
przesunąć szablon do góry.
• Otworzyć dźwignię mocującą (21.2) i przesunąć segmenty
uchylne do mocowania szablonu w tylne położenie (rysunek 21).
Ponownie zamknąć dźwignię mocującą.
• Włożyć obrabiany element pod oba końce szablonu. Docisnąć
szablon w dół w taki sposób, aby przylegał całą powierzchnią
do obrabianego elementu i zamknąć obie dźwignie regulacji
wysokości szablonu.
b)
Mocowanie obrabianych elementów
Oba, łączone ze sobą elementy obrabiane należy zawsze mocować
równocześnie.
Należy przy tym przestrzegać następujących zaleceń (rysunek 22):
• Obrabiane elementy należy mocować w taki sposób, aby łączone
ze sobą powierzchnie czołowe przylegały do siebie.
• Obrabiane elementy muszą przylegać bocznie do prowadnicy.
• Obrabiane elementy muszą u góry ściśle przylegać do siebie.
• Powierzchnie znajdujące się w stanie zamocowanym na zewnątrz
(a1 - a4) tworzą powierzchnie wewnętrzne gotowego połączenia.
• W przypadku ramy (korpus) elementy obrabiane dla narożników
“A” muszą zostać przyłożone do lewej prowadnicy, a dla narożników
“B” do prawej prowadnicy. Obrabiane elementy “1” i “3” muszą być
zawsze mocowane w systemie do połączeń na górze, a obrabiane
elementy “2” i “4” muszą być zawsze mocowane z przodu.
c)
Przygotowania frezarki górnowrzecionowej (patrz 5.3)
Uwaga: Przed wymianą frezu zawsze należy wyciągać wtyczkę
przewodu zasilającego z gniazdka wtykowego!
• Zamocować wybrany frez (patrz tabela 1) w uchwycie zacisko-
wym frezarki górnowrzecionowej.
• Ustawić punkt zerowy (głębokość frezowania = 0 mm) frezarki
górnowrzecionowej, nasadzając urządzenie na szablon i doci-
skając w dół tak, aby frez dotknął powierzchni zamocowanego
elementu obrabianego.
• Ustawić głębokość frezowania w następujący sposób:
Głębokość otworów w poziomym elemencie obrabianym po-
winna wynosić 2/3 grubości obrabianego elementu. Głębokość
otworów w pionowym elemencie obrabianym należy wybrać w
taki sposób, aby suma głębokości obu otworów była większa o
ok. 2 mm niż długość kołka (porównaj rysunek 24).
• Podłączyć frezarkę górnowrzecionową do odpowiedniego odku-
rzacza kategorii “M” (np. odkurzacz
CLEANTEX
CTM fi rmy Festool).

133
• Engedje ki a sablon magasságbeállítására szolgáló két szorító-
kart (21.1) és tolja felfelé a sablont.
• Engedje ki a szorítókart (21.2) és fordítsa el a sablontartó
elfordítható sablonjait hátsó helyzetbe (21. ábra). Zárja be s
szorítókart.
• A sablon két vége alá helyezzen egy munkadarabot. A sablont
addig nyomja lefelé, míg az síkszerűen fel nem fekszik a mun-
kadarabra, majd zárja a sablon magasságállítására szolgáló
szorítókart.
b) Munkadarabok
befogása
A két egymással összecsapolandó munkadarabot mindig egyide-
jűleg kell befogni.
Ügyeljen a következőkre (22. ábra):
• A munkadarabokat úgy kell befogni, hogy az egymással össze-
csapolandó homlokoldalak egymáshoz illeszkedjenek.
• A munkadaraboknak oldalt az ütközőre kell felfeküdniük.
• A munkadaraboknak fent szintben egymáshoz kell illeszkedniük.
• A munkadarab befogott állapotban kívül fekvő oldalai (a1 - a4)
a kész összekötés belső oldalait adják.
• Keret (bútortestek) esetén a munkadarabokat “A” sarkokhoz
a baloldali ütközőre, "B" sarkokhoz a jobboldali ütközőre kell
felfektetni. Az “1” és “3” munkadarabokat az összekötő rend-
szerben mindig fent, a “2” és “4” munkadarabokat mindig elől
kell befogni.
c)
Előkészítés a felsőmarón (lásd 5.3)
Figyelem: a marócsere előtt mindig húzza ki a csatlakozódugót
a dugaszoló aljzatból!
• Fogja be a kívánt marót (lásd az 1. táblázatot) a felsőmaró
befogópatronába.
• A felsőmarón állítsa be a nullapontot (marásmélység = 0 mm),
úgy, hogy a gépet a sablonra helyezi és addig nyomja lefelé, míg
a marókés el nem éri a befogott munkadarab felületét.
• Állítsa be a marásmélységet a következők szerint:
Vízszintes munkadarab esetén a lyukak mélysége a munkadarab
vastagságának 2/3 része legyen. Függőleges munkadarab ese-
tén úgy kell a lyukak mélységét megválasztani, hogy a két lyuk
mélysége együtt kb. 2 mm-rel legyen nagyobb a csap hosszánál
(vesd össze a 24. ábrával).
• Csatlakoztassa a felsőmarót egy arra alkalmas "M" porosztály-
ba besorolt elszívókészülékhez (pl. Festool
CLEANTEX
CTM-
elszívó).
• Γυρίστε τους δύο αναστολείς στη θέση που φαίνεται στην εικόνα
20. Ευθυγραμμίστε τους αναστολείς έτσι, ώστε τα βέλη (20.2) να
ακουμπούν στις εσωτερικές, ίσιες πλευρές (20.3) των εγκοπών του
αντιγραφικού. Σφίξτε τους αναστολείς με τα περιστροφικά κουμπιά
(20.4) σταθερά.
• Λύστε τους δύο μοχλούς σύσφιγξης (21.1) για τη ρύθμιση του
ύψους του αντιγραφικού και μετακινήστε το αντιγραφικό προς τα
επάνω.
• Λύστε το μοχλό σύσφιγξης (21.2) και στρέψτε τον περιστρεφόμενο
τομέα για το στήριγμα του αντιγραφικού στην πίσω θέση (εικόνα
21). Σφίξτε ξανά το μοχλό σύσφιγξης.
• Τοποθετήστε ένα επεξεργαζόμενο κομμάτι κάτω από τα δύο άκρα
του αντιγραφικού. Πιέστε το αντιγραφικό προς τα κάτω τόσο,
ώσπου να ακουμπά επίπεδα πάνω στο επεξεργαζόμενο κομμάτι
και σφίξτε τους δύο μοχλούς σύσφιγξης για τη ρύθμιση του ύψους
του αντιγραφικού.
β)
Σφίξιμο των επεξεργαζόμενων κομματιών
Τα δύο επεξεργαζόμενα κομμάτια που πρόκειται να συνδεθούν
πρέπει πάντοτε να σφίγγονται μαζί ταυτόχρονα.
Σε αυτή την περίπτωση πρέπει να προσέξετε τα εξής (εικόνα 22):
• Τα επεξεργαζόμενα κομμάτια πρέπει να σφιχτούν έτσι, ώστε να
ακουμπούν μεταξύ τους με τις μετωπικές πλευρές που πρόκειται
να συνδεθούν.
• Τα επεξεργαζόμενα κομμάτια πρέπει να ακουμπούν πλάγια στον
αναστολέα.
• Τα επεξεργαζόμενα κομμάτια πρέπει να κλείνουν μεταξύ τους
επάνω ισόπεδα.
• Οι πλευρές που στη σφιγμένη κατάσταση βρίσκονται προς τα έξω (a1
- a4) σχηματίζουν την εσωτερική πλευρά της έτοιμης σύνδεσης.
• Σε περίπτωση ενός πλαισίου (σώμα) πρέπει τα επεξεργαζόμενα
κομμάτια για τις γωνίες “A” να ακουμπήσουν στον αριστερό αναστο-
λέα και για τις γωνίες “B” στο δεξιό αναστολέα. Τα επεξεργαζόμενα
κομμάτια “1” και “3” πρέπει να σφίγγονται στο σύστημα σύνδεσης
πάντοτε επάνω, τα επεξεργαζόμενα κομμάτια “2” και “4” πάντοτε
μπροστά.
γ)
Προετοιμασίες στην κάθετη φρέζα (βλέπε 5.3)
Προσοχή: Πριν από την αλλαγή της φρέζας τραβάτε πάντοτε το φις
από την πρίζα του ρεύματος!
• Σφίξτε την επιθυμητή φρέζα (βλέπε στον πίνακα 1) στο σφιγκτήρα
(τσοκ) της κάθετης φρέζας.
• Ρυθμίστε τη μηδενική θέση (βάθος φρεζαρίσματος = 0 mm)
στην κάθετη φρέζα σας, τοποθετώντας το εργαλείο πάνω στο
αντιγραφικό και πιέζοντάς το προς τα κάτω τόσο, ώσπου η φρέζα
να ακουμπήσει την επιφάνεια του σφιγμένου επεξεργαζόμενου
κομματιού.
• Ρυθμίστε το βάθος φρεζαρίσματος ως εξής:
Το βάθος των τρυπών στο οριζόντιο επεξεργαζόμενο κομμάτι
πρέπει να ανέρχεται στα 2/3 του πάχους του επεξεργαζόμενου
κομματιού. Το βάθος των τρυπών στο κάθετο επεξεργαζόμενο
κομμάτι πρέπει να επιλεγεί έτσι, ώστε το βάθος των δύο τρυπών
μαζί να είναι περίπου 2 mm μεγαλύτερο από το μήκος της καβίλιας
(βλέπε εικόνα 24).
• Συνδέστε την κάθετη φρέζα σε μια κατάλληλη συσκευή αναρρόφη-
σης της κατηγορίας σκόνης “M” (π.χ. αναρροφητήρας
CLEANTEX
CTM Festool).
134
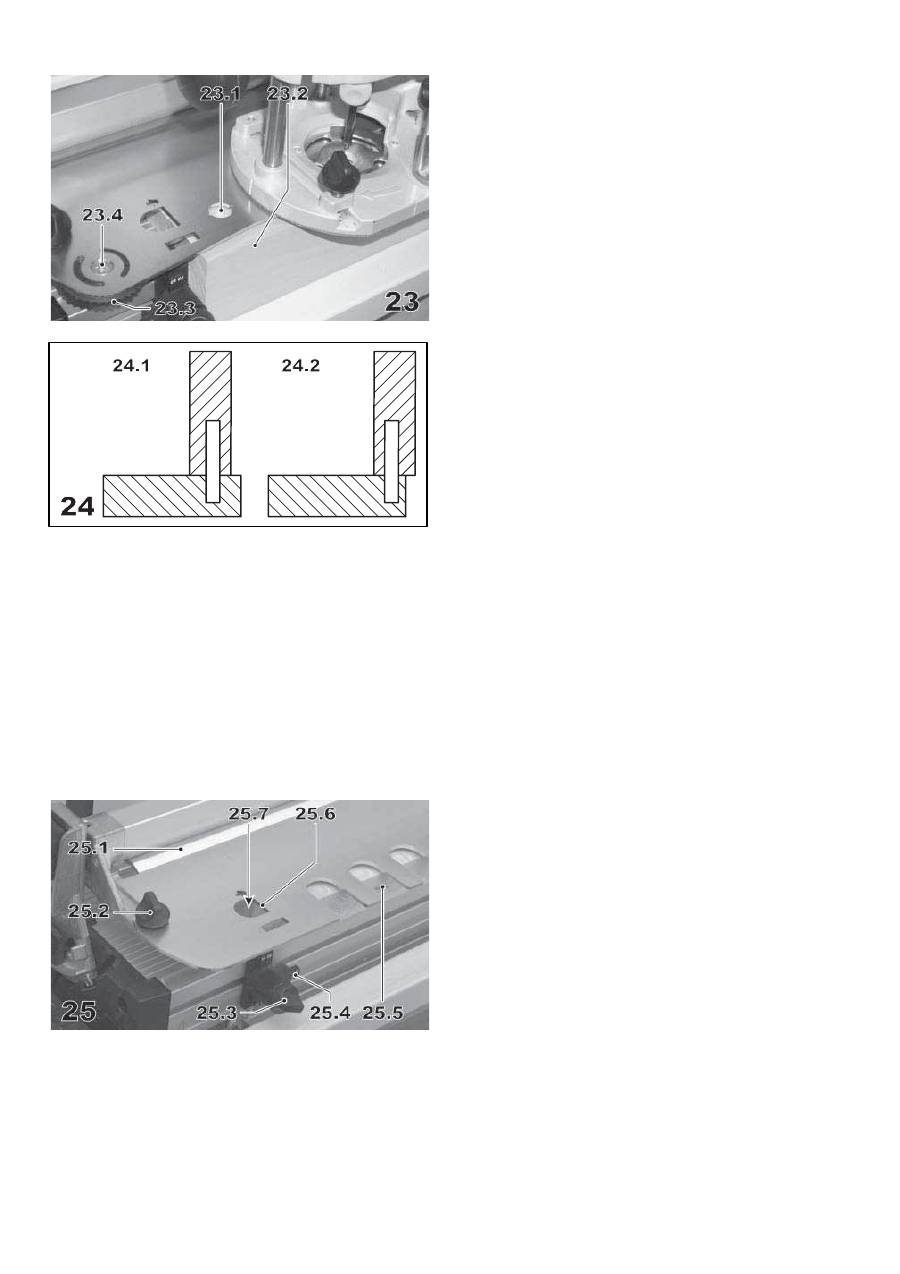
d) Obróbka
Najpierw należy wyfrezować otwory w poziomym elemencie obra-
bianym (23.1). W tym celu segment uchylny musi znajdować się w
tylnym położeniu (patrz rysunek 21).
Następnie segment uchylny należy odchylić do pozycji przedniej,
aby wyfrezować otwory w pionowym elemencie obrabianym (23.2).
Zalecenie:
W celu odchylenia segmentów uchylnych należy
otworzyć tylko dźwignię mocującą (21.2), a nie dźwignię (21.1) do
regulacji wysokości szablonu.
• Nasadzić frezarkę górnowrzecionową na szablon w taki sposób,
aby pierścień oporowy wszedł w otwory szablonu.
• Włączyć frezarkę górnowrzecionową i docisnąć urządzenie do
ustawionej głębokości frezowania w dół. Wyfrezować w ten
sposób kolejno wszystkie otwory.
• Wymontować obrabiane elementy i złożyć je razem. Jeśli połą-
czenie kołkowe nie jest dokładnie zgodne, należy przeprowadzić
następujące korekty:
°
Pionowy element obrabiany jest cofnięty (24.1):
Przekręcić pokrętła nastawcze ( 23.3) o nieprawidłowy wymiar
w kierunku ujemnym (1 kreska podziałki odpowiada -0,1 mm
przesunięcia), ponownie założyć i ustawić szablon zgodnie z
rozdziałem 6.3 a).
°
Pionowy element obrabiany wystaje (24.2):
Przekręcić pokrętła nastawcze ( 23.3) o nieprawidłowy wymiar
w kierunku dodatnim (1 kreska podziałki odpowiada +0,1 mm
przesunięcia), ponownie założyć i ustawić szablon zgodnie z
rozdziałem 6.3 a).
Zalecenie:
Aby można było przestawić pokrętła nastawcze, muszą być
odkręcone śruby (23.4) i po ustawieniu należy je ponownie dokręcić.
Dzięki temu ustawiona pozycja pozostaje ustalona do późniejszych prac.
6.4
Otwarte wczepy na "jaskółczy ogon"
W przypadku otwartych wczepów na "jaskółczy ogon" zasadniczo
najpierw trzeba wyfrezować wczepy płetwiaste za pomocą szablo-
nu SZO 14 S względnie SZO 20 S, a następnie wczepy za pomocą
szablonu SZO 14 Z względnie SZO 20 Z.
6.4.1 Wczepy
płetwiaste
a)
Zamocowanie szablonu (SZO 14 S bzw. SZO 20 S) i przy-
mocowanie zabezpieczenia przeciwodpryskowego
• Zamocować oba segmenty uchylne za pomocą dźwigni mocującej
w środkowej (pionowej) pozycji (patrz rysunek 6).
• Otworzyć obie dźwignie mocujące do regulacji wysokości sza-
blonu i docisnąć uchwyt szablonu całkiem w dół.
• Odkręcić pokrętła (25.2) do mocowania szablonu i założyć sza-
blon.
Uwaga
: Zagięta tylna strona (25.1) szablonu musi być skierowana
w górę.
• Przesunąć szablon do oporu do tyłu i przymocować oboma
pokrętłami (25.2)
• Przekręcić obie prowadnice na pozycję „SZ 14“ względnie
„SZ 20“ (25.4). Ustawić prowadnice w taki sposób, aby strzałki
(25.7) na wewnętrznych, prostych powierzchniach (25.6) przy-
legały do wycięć szablonu. Zacisnąć prowadnice za pomocą
pokręteł (25.3).
• Przemieścić szablon do góry i podłożyć deskę z drewna mięk-
kiego (25.5) jako zabezpieczenie przeciwodpryskowe pod sza-
blon.

135
d) Megmunkálás
Először a vízszintes munkadarab (23.1) lyukait kell kimarni. Ehhez az
elfordítható sablonnak hátsó helyzetben kell lennie (lásd a 21. ábrát).
Ezt követően fordítsa az elfordítható sablont az elülső helyzetbe,
annak érdekében, hogy kimarja a lyukakat a függőleges munka-
darabban (23.2).
Megjegyzés:
Az elfordítható sablon elfordításához csak a szorí-
tókart (21.2), nem pedig a sablon magasságállítására szolgáló
szorítókart (21.1) kell kiengedni.
• Helyezze a felsőmarót a sablonra, úgy, hogy a vezetőgyűrű he-
vedere a sablon furataiba találjon.
• Kapcsolja be a felsőmarót, majd nyomja lefelé a gépet a beállított
marásmélységig. Marja ki egymásután az összes lyukat.
• Engedje ki a munkadarabokat a befogásból és illessze össze
azokat. Ha a köldökcsapozás nem teljesen illeszkedik, akkor a
következő korrekciókat kell elvégezni:
°
A függőleges munkadarab nem éri el a szintet (24.1):
Fordítsa el az állítókereket (23.3) az eltérés mértékével mínusz
irányba (a skála egy beosztása -0,1 mm eltolásnak felel meg),
majd helyezze be újra a sablont a 6.3 a) fejezetben leírtaknak
megfelelően.
°
A függőleges munkadarab kiáll (24.2):
Fordítsa el az állítókereket (23.3) az eltérés mértékével plusz
irányba (a skála egy beosztása +0,1 mm eltolásnak felel meg),
majd helyezze be újra a sablont a 6.3 a) fejezetben leírtaknak
megfelelően.
Megjegyzés:
Az állítókerekek átállításához ki kell engedni a
csavarokat (23.4), majd sikeres beállítás után meg kell azokat
húzni. Ezáltal rögzíti a beállított pozíciót a későbbi munkavég-
zéshez.
δ) Επεξεργασία
Πρώτα πρέπει να φρεζαριστούν οι τρύπες στο οριζόντιο επεξεργα-
ζόμενο κομμάτι (23.1). Γι’ αυτό πρέπει ο περιστρεφόμενος τομέας
να βρίσκεται στην πίσω θέση (βλέπε εικόνα 21).
Μετά πρέπει να τεθεί ο περιστρεφόμενος τομέας στην μπροστινή
θέση, για να φρεζαριστούν οι τρύπες στο κάθετο επεξεργαζόμενο
κομμάτι (23.2).
Υπόδειξη:
Για την περιστροφή του περιστρεφόμενου τομέα πρέπει να
λυθεί μόνο ο μοχλός σύσφιγξης (21.2), αλλά όχι ο μοχλός σύσφιγξης
(21.1) για τη ρύθμιση του ύψους του αντιγραφικού.
• Τοποθετήστε την κάθετη φρέζα πάνω στο αντιγραφικό, έτσι ώστε
η πατούρα του δακτύλιου εκκίνησης να πιάνει στις τρύπες του
αντιγραφικού.
• Ενεργοποιήστε την κάθετη φρέζα και πιέστε το εργαλείο μέχρι το
ρυθμισμένο βάθος φρεζαρίσματος προς τα κάτω. Φρεζάρετε έτσι
διαδοχικά όλες τις τρύπες.
• Ξεσφίξτε τα επεξεργαζόμενα κομμάτια και συναρμολογήστε τα με-
ταξύ τους. Σε περίπτωση που η σύνδεση με καβίλιες (ξυλόπειρους)
δεν είναι ακριβής, πρέπει να γίνουν οι ακόλουθες διορθώσεις:
°
Το κάθετο επεξεργαζόμενο κομμάτι βρίσκεται πίσω (24.1):
Γυρίστε τους τροχούς ρύθμισης (23.3) κατά την εσφαλμένη
διάσταση προς την κατεύθυνση πλην (1 γραμμή της κλίμακας
αντιστοιχεί σε -0,1 mm μετατόπιση), τοποθετήστε το αντιγρα-
φικό εκ νέου σύμφωνα με το κεφάλαιο 6.3 α).
°
Το κάθετο επεξεργαζόμενο κομμάτι βρίσκεται έξω (24.2):
Γυρίστε τους τροχούς ρύθμισης (23.3) κατά την εσφαλμένη
διάσταση προς την κατεύθυνση πλην (1 γραμμή της κλίμακας
αντιστοιχεί σε +0,1 mm μετατόπιση), τοποθετήστε το αντιγρα-
φικό εκ νέου σύμφωνα με το κεφάλαιο 6.3 α).
Υπόδειξη:
Για να μπορείτε να γυρίσετε τους τροχούς ρύθμισης,
πρέπει να λύσετε τις βίδες (23.4) και μετά τη ρύθμιση να τις σφί-
ξετε ξανά. Έτσι παραμένει η ρυθμισμένη θέση για τις μετέπειτα
εργασίες σταθερή.
6.4
Ανοιχτή σύνδεση χελιδονοουράς
Στην ανοιχτή σύνδεση χελιδονοουράς πρέπει να φρεζάρονται πάντοτε
πρώτα οι χελιδονοουρές με το αντιγραφικό SZO 14 S ή SZO 20 S και
μετά τα δόντια σύνδεσης με το αντιγραφικό SZO 14 Z ή SZO 20 Z.
6.4.1 Χελιδονοουρές
α)
Τοποθέτηση του αντιγραφικού (SZO 14 S ή SZO 20 S) και
στερεώση ενός προφυλακτήρα σκληθρών
• Σταθεροποιήστε τους δύο περιστρεφόμενους τομείς με το μοχλό
σύσφιγξης στη μεσαία (κάθετη) θέση (βλέπε εικόνα 6).
• Λύστε τους δύο μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του
αντιγραφικού και πιέστε το στήριγμα του αντιγραφικού εντελώς
προς τα κάτω.
• Λύστε τα περιστροφικά κουμπιά (25.2) για το σφίξιμο του αντι-
γραφικού και τοποθετήστε το αντιγραφικό.
Προσοχή
: Η λυγισμένη πίσω πλευρά (25.1) του αντιγραφικού
πρέπει να δείχνει προς τα επάνω.
• Σπρώξτε το αντιγραφικό μέχρι τέρμα προς τα πίσω και σφίξτε το
με τα δύο περιστροφικά κουμπιά (25.2) σταθερά
• Γυρίστε τους δύο αναστολείς στη θέση “SZ 14” ή “SZ 20” (25.4).
Ευθυγραμμίστε τους αναστολείς έτσι, ώστε τα βέλη (25.7) να
ακουμπούν στις εσωτερικές, ίσιες πλευρές (25.6) των εγκοπών
του αντιγραφικού. Σφίξτε τους αναστολείς με τα περιστροφικά
κουμπιά (25.3) σταθερά.
• Μετακινήστε το αντιγραφικό προς τα επάνω και τοποθετήστε μια
σανίδα από μαλακό ξύλο (25.5) ως προφυλακτήρα σκληθρών κάτω
από το αντιγραφικό.
6.4
Nyitott fecskefarkos csapozás
Nyitott fecskefarkos csapozásnál először az SZO 14 S ill. SZO 20
S sablonokkal a fecskefarkakat, majd az SZO 14 Z ill. SZO 20 Z
sablonnal a csapokat kell kimarni.
6.4.1 Fecskék
a)
Sablon behelyezése (SZO 14 S ill. SZO 20 S) és a
kipattogzásgátló rögzítése
• A szorítókar segítségével rögzítse középső (függőleges) hely-
zetben a két elfordítható sablont (lásd 6. ábra).
• A sablon magasságának beállításához engedje ki a két szorító-
kart és nyomja teljesen le a sablontartót.
• A sablon befogásához engedje ki a forgatható gombokat (25.2),
majd helyezze be a sablont.
Figyelem
: A sablon hátsó meghajlított oldala (25.1) felfelé mu-
tasson.
• A sablont tolja hátra ütközésig, majd a két forgatható gombbal
(25.2) szorítsa be
• A két ütközőt fordítsa el az „SZ 14“ ill. „SZ 20“ (25.4) helyzetbe.
Az ütközőket úgy állítsa be, hogy a nyilak (25.7) a sablon kivágá-
sának belső, egyenes oldalán (25.6) feküdjenek fel. A forgatható
gombokkal szorítsa be az ütközőket (25.3).
• Mozgassa felfelé a sablont és kipattogzásgátlónak helyezzen
egy puhafa deszkát (25.5) a sablon alá.
Megjegyzés
: A kipattogzásgátló megakadályozza, hogy marás
közben a munkadarab hátsó oldala kipattogzzon.

136
b)
Mocowanie obrabianego elementu
Zamocować obrabiany element, który ma zostać wyposażony we
wczepy płetwiaste.
Należy przy tym przestrzegać następujących zaleceń (patrz ry-
sunek 26):
• Obrabiany element musi przylegać z boku do prowadnicy.
• Obrabiany element musi być dosunięty od dołu do szablonu i u
góry być zlicowany z zabezpieczeniem przeciwodpryskowym.
• W przypadku SZO 14 S należy mocować dołączony kątownik z
tworzywa sztucznego (26.1).
c)
Przygotowania frezarki górnowrzecionowej
(po zamontowaniu pierścienia kopiującego, patrz rozdz. 5.3)
Uwaga: Przed wymianą narzędzia zawsze należy wyciągać wtycz-
kę przewodu zasilającego z gniazdka wtykowego!
• Zamocować frez (patrz T2) w uchwycie zaciskowym frezarki
górnowrzecionowej.
• Ustawić punkt zerowy (głębokość frezowania = 0 mm) frezarki
górnowrzecionowej, nasadzając urządzenie na szablon i doci-
skając w dół tak, aby frez dotknął powierzchni zamocowanego
elementu obrabianego.
• Ustawić na frezarce górnowrzecionowej grubość obrabianego
elementu jako głębokość frezowania.
• Do frezowania wczepów należy stosować osłonę ssącą pro-
wadnicy bocznej frezarki górnowrzecionowej lub osłonę ssącą
AH-OF (wyposażenie). Podłączyć osłonę ssącą do odpowiedniego
odkurzacza kategorii „M“ (np. odkurzacz
CLEANTEX
CTM fi rmy
Festool).
Zalecenie
: Ustawić odległość osłony ssącej do pionowego ele-
mentu obrabianego w taki sposób, aby zapewniona była jeszcze
wystarczająca droga przesunięcia do frezowania wczepów.
Zalecenie
: Zabezpieczenie przeciwodpryskowe zapobiega od-
pryskom powstającym podczas frezowania z tyłu obrabianego
elementu.
Uwaga
: Aby podczas frezowania system do połączeń nie został
uszkodzony i zabezpieczenie przeciwodpryskowe mogło spełnić
swoją funkcję, musi on być o ok. 5 mm grubsze niż obrabiany
element i co najmniej tak szerokie jak obrabiany element.
• Docisnąć szablon w dół w taki sposób, aby przylegał całą po-
wierzchnią do zabezpieczenia przeciwodpryskowego i zamknąć
obie dźwignie regulacji wysokości szablonu.
• Ustawić zabezpieczenie przeciwodpryskowe w taki sposób, aby
było ono zlicowane z przednią krawędzią stelaża podstawowy i
zamocować górną belką dociskową.

137
b) Munkadarab
befogása
Fogja be azt a munkadarabot, amelyiken a fecskefarkot szeretné
kialakítani.
Ügyeljen a következőkre (lásd a 26. ábrát):
• A munkadarabnak oldalt az ütközőre kell felfeküdnie.
• A munkadarabot alulról kell a sablonhoz tolni és a
kipattogzásgátlóval felül egy szintben kell lennie.
• SZO 14 S esetén a munkadarabbal együtt a mellékelt műanyag-
szöget (26.1) is be kell fogni.
c)
Előkészítés a felsőmarón
(a másológyűrű behelyezése után, lásd az 5.3 fejezetet)
Figyelem: szerszámcsere előtt mindig húzza ki a csatlakozódugót
a dugaszoló aljzatból!
• Fogja be a marót (lásd a T2 táblázatot) a felsőmaró
befogópatronába.
• A felsőmarón állítsa be a nullapontot (marásmélység = 0 mm),
úgy, hogy a gépet a sablonra helyezi és addig nyomja lefelé, míg
a marókés el nem éri a befogott munkadarab felületét.
• Á felsőmarón állítsa be a munkadarab vastagságát marásmély-
ségként.
• Marásánál használja a felsőmaró oldalvezetőjének elszívóburáját
vagy az AH-OF elszívóburát (tartozék). Csatlakoztassa az
elszívóburát egy arra alkalmas "M" porosztályba besorolt
elszívókészülékhez (pl. Festool
CLEANTEX
CTM-elszívó).
Megjegyzés
: Az elszívóbura és a függőleges munkadarab közti
távolságot úgy állítsa be, hogy maradjon elegendő hely a gép
számára a csap kimarásához.
Υπόδειξη
: Ο προφυλακτήρας σκληθρών εμποδίζει, το σχίσιμο του
επεξεργαζόμενου κομματιού στην πίσω πλευρά κατά το φρεζάρι-
σμα.
Προσοχή
: Για να μην υποστεί ζημιά το σύστημα σύνδεσης κατά
το φρεζάρισμα και για να μπορεί να εκτελεί ο προφυλακτήρας
σκληθρών τη λειτουργία του, πρέπει να είναι περίπου 5 mm πιο
χοντρός από το επεξεργαζόμενο κομμάτι και να έχει το ελάχιστο
το πλάτος του επεξεργαζόμενου κομματιού.
• Πιέστε το αντιγραφικό προς τα κάτω τόσο, ώσπου να ακουμπά
επίπεδα πάνω στον προφυλακτήρα σκληθρών και σφίξτε τους δύο
μοχλούς σύσφιγξης για τη ρύθμιση του ύψους του αντιγραφικού.
• Ευθυγραμμίστε τον προφυλακτήρα σκληθρών έτσι, ώστε να τε-
λειώνει ισόπεδα με την μπροστινή ακμή της βάσης και σφίξτε τον
με την επάνω δοκό πίεσης σταθερά.
Figyelem
: Annak érdekében, hogy marás közben az összekötő
rendszer ne sérüljön meg és a kipattogzásgátló el tudja látni a
feladatát, kb. 5 mm-rel vastagabbnak kell lennie a megmunká-
landó munkadarabnál és legalább olyan szélesnek kell lennie,
mint a megmunkálandó munkadarab.
• A sablont addig nyomja lefelé, míg az teljes felülettel fel nem
fekszik a kipattogzásgátlóra, majd zárja a sablon magasságál-
lítására szolgáló szorítókart.
• Állítsa be úgy a kipattogzásgátlót, hogy az az alapállvány elülső
élével legyen egy szintben, majd szorítsa be a felső támasztóléc
segítségével.
β)
Σφίξιμο του επεξεργαζόμενου κομματιού
Σφίξτε ένα επεξεργαζόμενο κομμάτι, που πρέπει να αποκτήσει
χελιδονοουρές.
Σε αυτή την περίπτωση πρέπει να προσέξετε τα εξής (βλέπε εικόνα 26):
• Το επεξεργαζόμενο κομμάτι πρέπει να ακουμπά πλάγια στον
αναστολέα.
• Το επεξεργαζόμενο κομμάτι πρέπει να σπρωχτεί από κάτω ενάντια
στο αντιγραφικό και να ευθυγραμμιστεί ισόπεδα επάνω με τον
προφυλακτήρα σκληθρών.
• Στο SZO 14 S σφίξτε μαζί τη συνημμένη πλαστική γωνία (26.1).
γ)
Προετοιμασίες στην κάθετη φρέζα
(μετά την τοποθέτηση του δακτύλιου αντιγραφής, βλέπε κεφάλαιο 5.3)
Προσοχή: Πριν από την αλλαγή της φρέζας πρέπει να τραβάτε
πάντοτε το φις από την πρίζα του ρεύματος!
• Σφίξτε τη φρέζα (βλέπε στον πίνακα T2) στο σφιγκτήρα (τσοκ) της
κάθετης φρέζας.
• Ρυθμίστε τη μηδενική θέση (βάθος φρεζαρίσματος = 0 mm)
στην κάθετη φρέζα σας, τοποθετώντας το εργαλείο πάνω στο
αντιγραφικό και πιέζοντάς το προς τα κάτω τόσο, ώσπου η φρέζα
να ακουμπήσει την επιφάνεια του σφιγμένου επεξεργαζόμενου
κομματιού.
• Ρυθμίστε στην κάθετη φρέζα το πάχος του επεξεργαζόμενου
κομματιού ως βάθος φρεζαρίσματος.
• Κατά το φρεζάρισμα χρησιμοποιείτε τον προφυλακτήρα με
αναρρόφηση του πλευρικού αναστολέα της κάθετη φρέζας
AH-OF (εξάρτημα). Συνδέστε τον προφυλακτήρα με αναρρόφηση
σε μια κατάλληλη συσκευή αναρρόφησης της κατηγορίας σκόνης
“M” (π.χ. αναρροφητήρας
CLEANTEX
CTM Festool).
Υπόδειξη
: Ρυθμίστε την απόσταση του προφυλακτήρα με αναρρόφη-
ση από το κάθετο επεξεργαζόμενο κομμάτι έτσι, ώστε να έχετε ακόμα
αρκετό χώρο κίνησης για το φρεζάρισμα των δοντιών σύνδεσης.
138
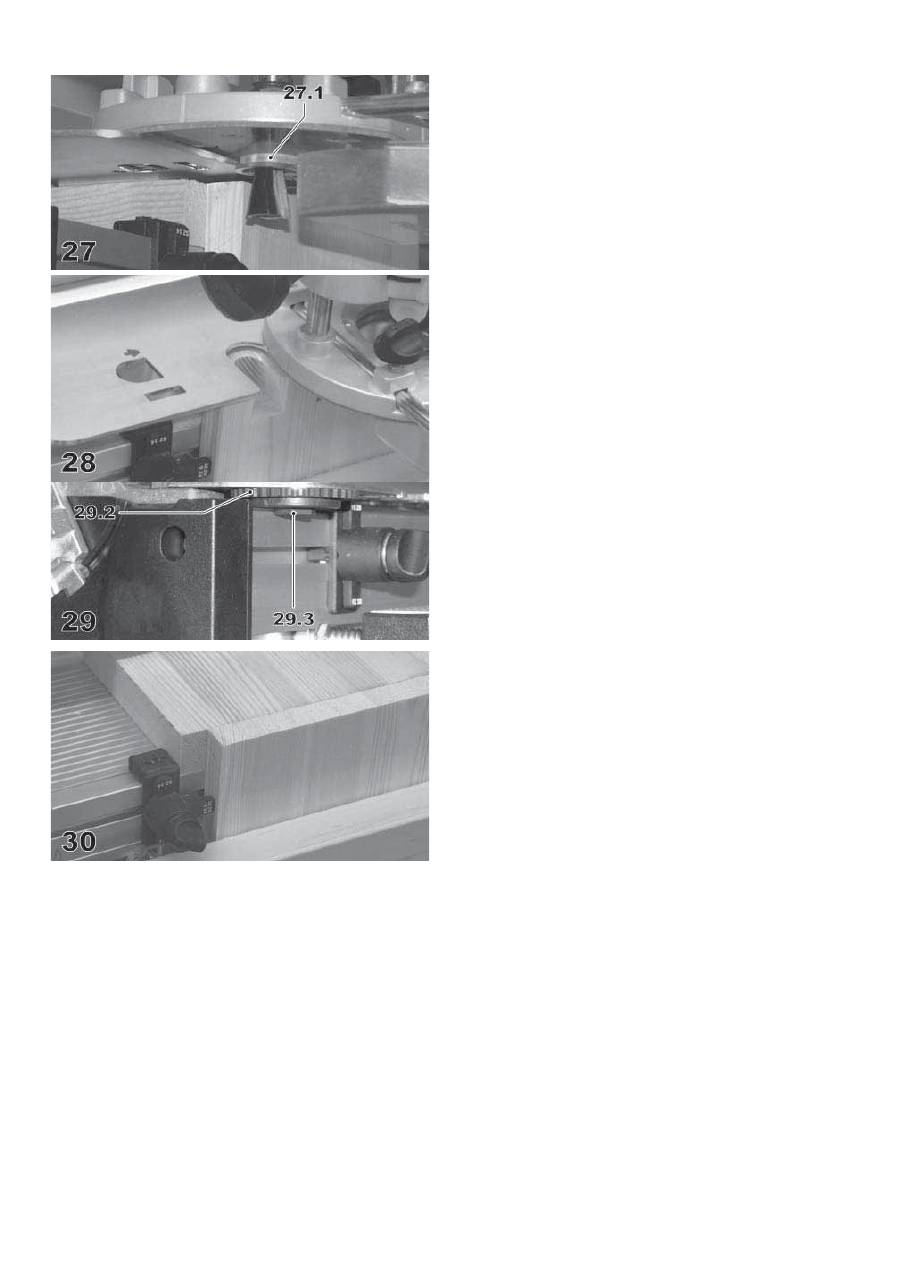
d) Obróbka
• Nasadzić frezarkę górnowrzecionową na końcu szablonu w taki
sposób, aby pierścień oporowy (27.1) przylegał do szablonu.
• Docisnąć maszynę do ustawionej głębokości frezowania w dół
i zablokować głębokość frezowania na frezarce górnowrzecio-
nowej.
• Włączyć frezarkę górnowrzecionową.
• Prowadzić frezarkę górnowrzecionową równomiernie wzdłuż
szablonu (rysunek 28).
Uwaga
: Pierścień oporowy musi zawsze przylegać do szablonu.
Frezarkę górnowrzecionową należy zawsze trzymać za oba
uchwyty równolegle do szablonu i nie przekręcać urządzenia przy
frezowaniu. Podczas frezowania nie wolno zmieniać głębokości
frezowania.
W ten sposób należy wyfrezować wszystkie elementy z wczepami
płetwiastymi.
6.4.2 Wczepy
a)
Zamocowanie szablonu (SZO 14 Z bzw. SZO 20 Z) i przy-
mocowanie zabezpieczenia przeciwodpryskowego
Przy mocowaniu szablonu i zabezpieczenia przeciwod-pryskowego
należy postępować analogicznie jak w punkcie 6.4.1 a), jednakże
z następującą różnicą:
• Oba pokrętła nastawcze (29.2) muszą być skierowane w dół.
• Ustawić szablon w taki sposób, aby dolne odsadzenia (29.3) obu
pokręteł nastawczych przylegały do stelaża podstawy systemu
do połączeń i mocowały szablon w tej pozycji za pomocą obu
pokręteł (29.1).
b)
Mocowanie obrabianego elementu
Zamocować obrabiany element, który ma zostać wyposażony we
wczepy.
Należy przy tym przestrzegać następujących zaleceń (patrz ry-
sunek 30):
• Obrabiany element musi przylegać z boku do prowadnicy.
• Obrabiany element musi być dosunięty od dołu do szablonu i u
góry być zlicowany z zabezpieczeniem przeciwodpryskowym.
c)
Przygotowania frezarki górnowrzecionowej
(po zamontowaniu pierścienia kopiującego, patrz rozdz. 5.3)
Uwaga: Przed wymianą narzędzia zawsze należy wyciągać wtycz-
kę przewodu zasilającego z gniazdka wtykowego!
• Zastąpić frez do wczepów na "jaskółczy ogon" frezem do wpu-
stów (patrz T2) i ustawić na frezarce górnowrzecionowej grubość
obrabianego elementu jako głębokość frezowania.

139
d) Megmunkálás
• Helyezze a felsőmarót a sablon egyik végére, úgy, hogy a veze-
tőgyűrű hevederje (27.1) a sablon szélére feküdjön fel.
• Nyomja lefelé a gépet a beállított marásmélységig és rögzítse
a felsőmarón a marásmélységet.
• Kapcsolja be a felsőmarót.
• Vezesse a felsőmarót egyenletesen a sablon mentén (28.
ábra).
Figyelem
: A vezetőgyűrű hevederének mindig a sablon szélén
kell felfeküdnie. A felsőmarót a két markolatnál megfogva
mindig a sablonnal párhuzamosan tartsa és marás közben ne
fordítsa el a gépet. Marás közben nem szabad megváltoztatni
a marásmélységet.
Ugyanígy marjon minden fecskefarkos munkadarabot.
6.4.2 Csapok
a)
Sablon behelyezése (SZO 14 Z ill. SZO 20 Z) é a
kipattogzásgátló rögzítése
A sablon behelyezésénél és a kipattogzásgátló rögzítésénél
alapvetően a 6.4.1 a) pontban leírtak szerint járjon el, a következő
különbséggel:
• A két állítókeréknek (29.2) lefelé kell nézni.
• A sablont úgy állítsa be, hogy a két állítókerék alsó pereme (29.3)
az összekötőrendszer alapállványára feküdjön fel, majd ebben
a helyzetben szorítsa be a sablont a két forgatható gombbal
(29.1).
b) Munkadarab
befogása
Fogja be azt a munkadarabot, amelyiken a csapot szeretné ki-
alakítani.
Ügyeljen a következőkre (lásd a 30. ábrát):
• A munkadarabnak oldalt az ütközőre kell felfeküdnie.
• A munkadarabot alulról kell a sablonhoz tolni és a
kipattogzásgátlóval felül egy szintben kell lennie.
c)
Előkészítés a felsőmarón
(a másológyűrű behelyezése után, lásd az 5.3 fejezetet)
Figyelem: szerszámcsere előtt mindig húzza ki a csatlakozódugót
a dugaszoló aljzatból!
• A fecskefarkos csapozáshoz használt marót cserélje ki a ho-
ronymaróra (lásd a T2 táblázatot) és a felsőmarón marásmély-
ségként állítsa be a munkadarab vastagságát.
δ) Επεξεργασία
• Τοποθετήστε την κάθετη φρέζα στο ένα άκρο του αντιγραφικού,
έτσι ώστε η πατούρα (27.1) του δακτύλιου εκκίνησης να ακουμπά
στο αντιγραφικό.
• Σπρώξτε το εργαλείο μέχρι το ρυθμισμένο βάθος φρεζαρίσματος προς
τα κάτω και ασφαλίστε το βάθος φρεζαρίσματος στην κάθετη φρέζα.
• Ενεργοποιήστε την κάθετη φρέζα.
• Οδηγήστε την κάθετη φρέζα ομοιόμορφα κατά μήκος του αντι-
γραφικού (εικόνα 28).
Προσοχή
: Η πατούρα του δακτύλιου εκκίνησης πρέπει να ακουμπά
πάντοτε στο αντιγραφικό. Κρατάτε την κάθετη φρέζα πάντοτε και από
τις δύο χειρολαβές παράλληλα στο αντιγραφικό και μην περιστρέφετε
το εργαλείο κατά το φρεζάρισμα. Το βάθος φρεζαρίσματος δεν επιτρέ-
πεται κατά τη διάρκεια της διαδικασίας του φρεζαρίσματος να αλλάξει.
Φρεζάρετε με αυτό τον τρόπο όλα τα επεξεργαζόμενα κομμάτια με
χελιδονοουρές.
6.4.2 Δόντια
σύνδεσης
α)
Τοποθέτηση του αντιγραφικού (SZO 14 Z ή SZO 20 Z) και
στερεώση ενός προφυλακτήρα σκληθρών
Κατά την τοποθέτηση του αντιγραφικού και κατά τη στερέωση του
προφυλακτήρα σκληθρών εργαστείτε ανάλογα με την ενότητα 6.4.1
α), αλλά όμως με την ακόλουθη απόκλιση:
• Οι δύο τροχίσκοι ρύθμισης (29.2) πρέπει να δείχνουν προς τα
κάτω.
• Ευθυγραμμίστε το αντιγραφικό έτσι, ώστε οι κάτω πατούρες (29.3)
των δύο τροχίσκων ρύθμισης να ακουμπούν στη βάση του συστή-
ματος σύνδεσης και σφίξτε το αντιγραφικό σε αυτή τη θέση με τα
δύο περιστροφικά κουμπιά (29.1).
β)
Σφίξιμο του επεξεργαζόμενου κομματιού
Σφίξτε ένα επεξεργαζόμενο κομμάτι, που πρέπει να αποκτήσει
δόντια σύνδεσης.
Σε αυτή την περίπτωση πρέπει να προσέξετε τα εξής (βλέπε εικόνα
30):
• Το επεξεργαζόμενο κομμάτι πρέπει να ακουμπά πλάγια στον
αναστολέα.
• Το επεξεργαζόμενο κομμάτι πρέπει να σπρωχτεί από κάτω ενάντια
στο αντιγραφικό και να ευθυγραμμιστεί ισόπεδα επάνω με τον
προφυλακτήρα σκληθρών.
γ)
Προετοιμασίες στην κάθετη φρέζα
(μετά την τοποθέτηση του δακτύλιου αντιγραφής, βλέπε κεφάλαιο
5.3)
Προσοχή: Πριν από την αλλαγή της φρέζας πρέπει να τραβάτε
πάντοτε το φις από την πρίζα του ρεύματος!
• Αντικαταστήστε τη φρέζα για τη σύνδεση χελιδονοουράς με τη
φρέζα αυλακώσεων (βλέπε T2) και ρυθμίστε στην κάθετη φρέζα
το πάχος του επεξεργαζόμενου κομματιού ως βάθος φρεζαρίσμα-
τος.
140
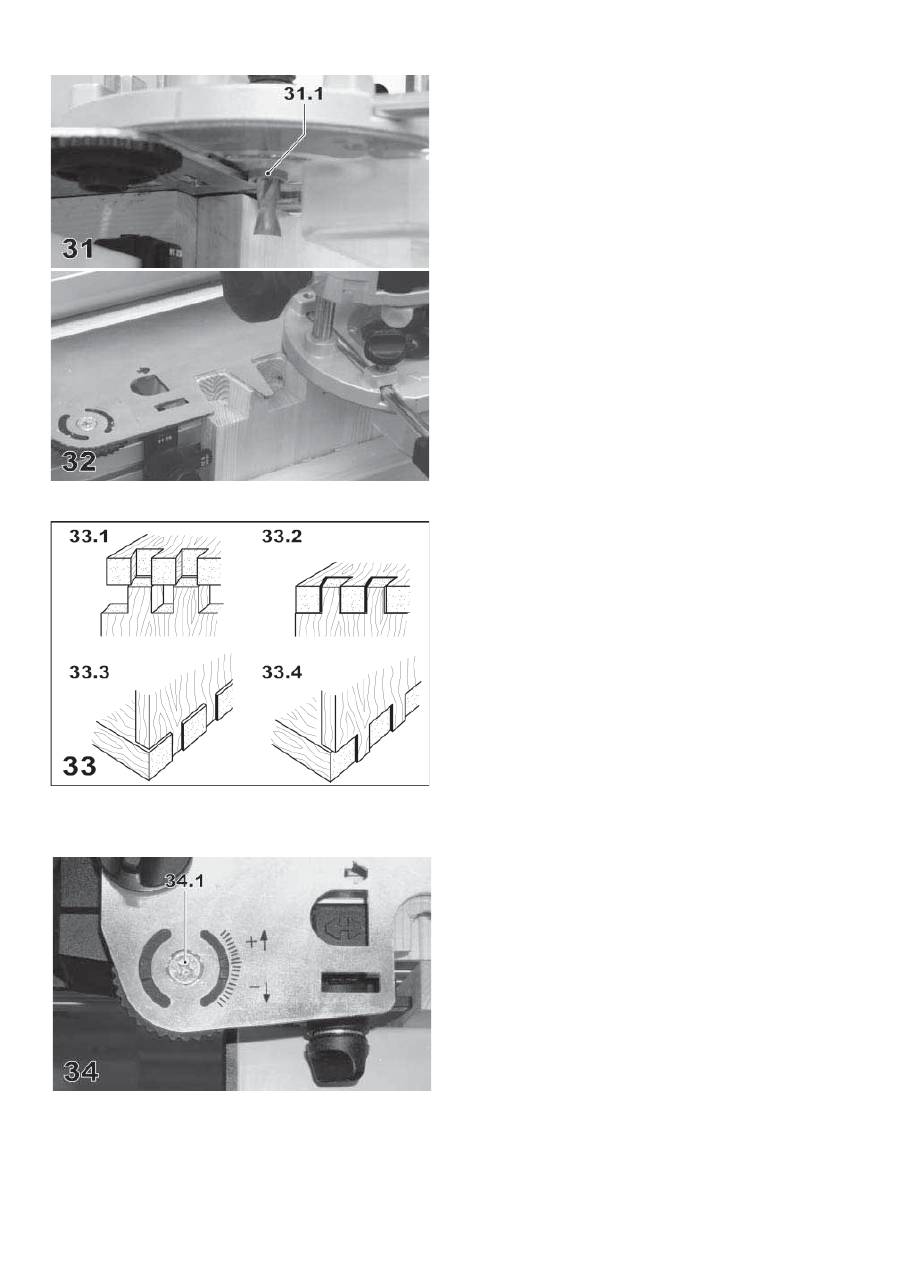
d) Obróbka
Próbne frezowanie wczepów
Najpierw należy wykonać frezowanie próbne, aby sprawdzić czy
wszystkie ustawienia są prawidłowe.
• Nasadzić frezarkę górnowrzecionową na końcu szablonu w taki
sposób, aby pierścień oporowy (31.1) przylegał do szablonu.
• Docisnąć maszynę do ustawionej głębokości frezowania w dół
i zablokować głębokość frezowania na frezarce górnowrzecio-
nowej.
• Włączyć frezarkę górnowrzecionową.
• Prowadzić frezarkę górnowrzecionową równomiernie wzdłuż
szablonu (rysunek 32).
Uwaga
: Pierścień oporowy musi zawsze przylegać do szablonu.
Frezarkę górnowrzecionową należy zawsze trzymać za oba
uchwyty równolegle do szablonu i nie przekręcać urządzenia przy
frezowaniu. Podczas frezowania nie wolno zmieniać głębokości
frezowania.
• Wymontować obrabiany element i złożyć go z elementem z
wczepami płetwiastymi.
Jeśli połączenie wczepowe nie jest dokładnie zgodne, należy
przeprowadzić następujące korekty:
° Połączenie wczepowe wchodzi z oporami (33.1):
Przekręcić pokrętła nastawcze w kierunku dodatnim.
°
Połączenie wczepowe wchodzi zbyt lekko
(33.2):
Przekręcić pokrętła nastawcze w kierunku ujemnym.
°
Połączenie wczepowe jest byt głębokie (33.3):
Zmniejszyć głębokość frezowania frezarki górnowrzecionowej
za pomocą nieznacznej regulacji precyzyjnej frezarki gór-
nowrzecionowej.
° Połączenie wczepowe nie jest wystarczająco głębokie (33.4):
Zwiększyć głębokość frezowania frezarki górnowrzecionowej
za pomocą nieznacznej regulacji precyzyjnej frezarki górnow-
rzecionowej.
Zalecenie
: Aby można było przestawić pokrętła nastawcze,
muszą być odkręcone śruby (34.1) i po ustawieniu należy je
ponownie dokręcić. Dzięki temu ustawiona pozycja pozostaje
ustalona do późniejszych prac.
• Proces ten należy powtarzać do momentu, aż połączenie będzie
dokładnie dopasowane.
Frezowanie wczepów
Frezować analogicznie do frezowania próbnego.
