Festool VS 600 accessories – страница 6
Инструкция к Festool VS 600 accessories

101
Пробное фрезерование шипов:
Сначала выполните пробное фрезерование для контроля
правильности всех настроек.
• Установите верхнюю фрезу у края шаблона сверху так, чтобы
буртик (12.1) упорного кольца прилегал к шаблону.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
• Равномерно ведите верхнюю фрезу вдоль шаблона (рис.
13).
Внимание:
буртик упорного кольца должен всегда прилегать
к шаблону. Всегда держите верхнюю фрезу за обе рукоятки
и параллельно шаблону. Не поворачивайте станок во время
фрезерования. Менять глубину фрезерования в процессе
работы запрещается.
• Проверьте, правильно ли вырезаны все шипы. В случае не-
обходимости выполните фрезерование повторно.
• Разожмите заготовки и сложите их вместе.
Если шипы и пазы не совпадает, следует выполнить сле-
дующие корректировки:
°
Слишком плотное шиповое соединение (14.1):
При помощи точной регулировки верхней фрезы немного
уменьшите глубину фрезерования (прим. -0,5 мм)
°
Слишком свободное шиповое соединение (14.2):
При помощи точной регулировки верхней фрезы немного
увеличьте глубину фрезерования (прим. +0,5 мм)
°
Слишком глубокое шиповое соединение (14.3):
Поверните регулировочное колесо в направлении "минус"
на величину погрешности (1 деление шкалы соответствует
-0,1 мм глубины шипа). Снова установите и выровняйте
шаблон согл. описанию в гл. 6.1 а).
°
Недостаточно глубокое шиповое соединение (14.4):
Поверните регулировочное колесо в направлении "плюс" на
величину погрешности (1 деление шкалы соответствует +0,1 мм
глубины шипа). Снова установите и выровняйте шаблон согл.
описанию в гл. 6.1 а).
Примечание
–
Для изменения положения регулировочных
колес необходимо ослабить винты (15.1), а после выполнения
настройки вновь затянуть их. Это обеспечивает фиксацию
заданной позиции для последующих работ.
• Повторяйте эту операцию до полного соответствия шипов
друг друг.
Фрезерование шипов
Фрезерование выполняется аналогично пробному фрезерова-
нию всех шипов.
Zkušební frézování čepů
Nejprve proveď te zkušební frézování, abyste zkontrolovali, zda
jsou všechna nastavení správná.
• Nasaďte horní frézku na konci šablony tak, aby nákružek (12.1)
náběhového kroužku přiléhal k šabloně.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Stejnoměrně veďte horní frézku podél šablony (obrázek 13).
Pozor:
Nákružek náběhového kroužku musí stále přiléhat
k šabloně. Držte horní frézku stále za obě rukojeti paralelně se
šablonou a nářadí při frézování neotáčejte. Hloubka frézování
se během frézování nesmí měnit.
• Zkontrolujte, zda jsou všechny čepy správně vyfrézované – pří-
padně je vyfrézujte znovu.
• Obrobky uvolněte z upnutí a spojte je.
Pokud čepové spoje přesně neodpovídají, je nutné provést
následující úpravy:
°
Spojení čepů jde příliš ztuha (14.1):
Nepatrně zmenšete hloubku frézování pomocí jemného na-
stavení horní frézky (cca -0,5 mm)
°
Spojení čepů jde příliš zlehka (14.2):
Nepatrně zvětšete hloubku frézování pomocí jemného nasta-
vení horní frézky (cca +0,5 mm)
°
Čepové spojení je příliš hluboké (14.3):
Ovládací kolečka otočte o potřebný rozměr záporným směrem
(-) (1 dílek na stupnici odpovídá -0,1 mm hloubky čepu), znovu
nasaďte a vyrovnejte šablonu podle popisu v kapitole 6.1 a).
°
Čepové spojení je nedostatečně hluboké (14.4):
Ovládací kolečka otočte o potřebný rozměr kladným směrem
(+) (1 dílek na stupnici odpovídá +0,1 mm hloubky čepů), znovu
nasaďte a vyrovnejte šablonu podle popisu v kapitole 6.1 a).
Upozornění:
Pro nastavení ovládacích koleček musíte povolit
šrouby (15.1) a po provedení nastavení je znovu utáhnout. Na-
stavená poloha tak zůstane zachovaná pro pozdější práci.
• Tento postup opakujte, dokud spojení přesně neodpovídá.
Frézování čepů
Analogicky, jako u zkušebního frézování, vyfrézujte všechny čepy.
102
A
B
1
2
3
2
3
4
1
4
A
A
B
B
1
2
3
4
17
6.2 Espigas
a)
Inserir o gabarito e fi xar uma protecção contra o estilha-
çar
• Fixar os dois segmentos de giro na posição central (vertical – ver
fi gura 6), por meio da alavanca de fi xação.
• Abrir as duas alavancas de pressão para o ajuste de altura do
gabarito e premir o porta-gabarito completamente para bai-
xo.
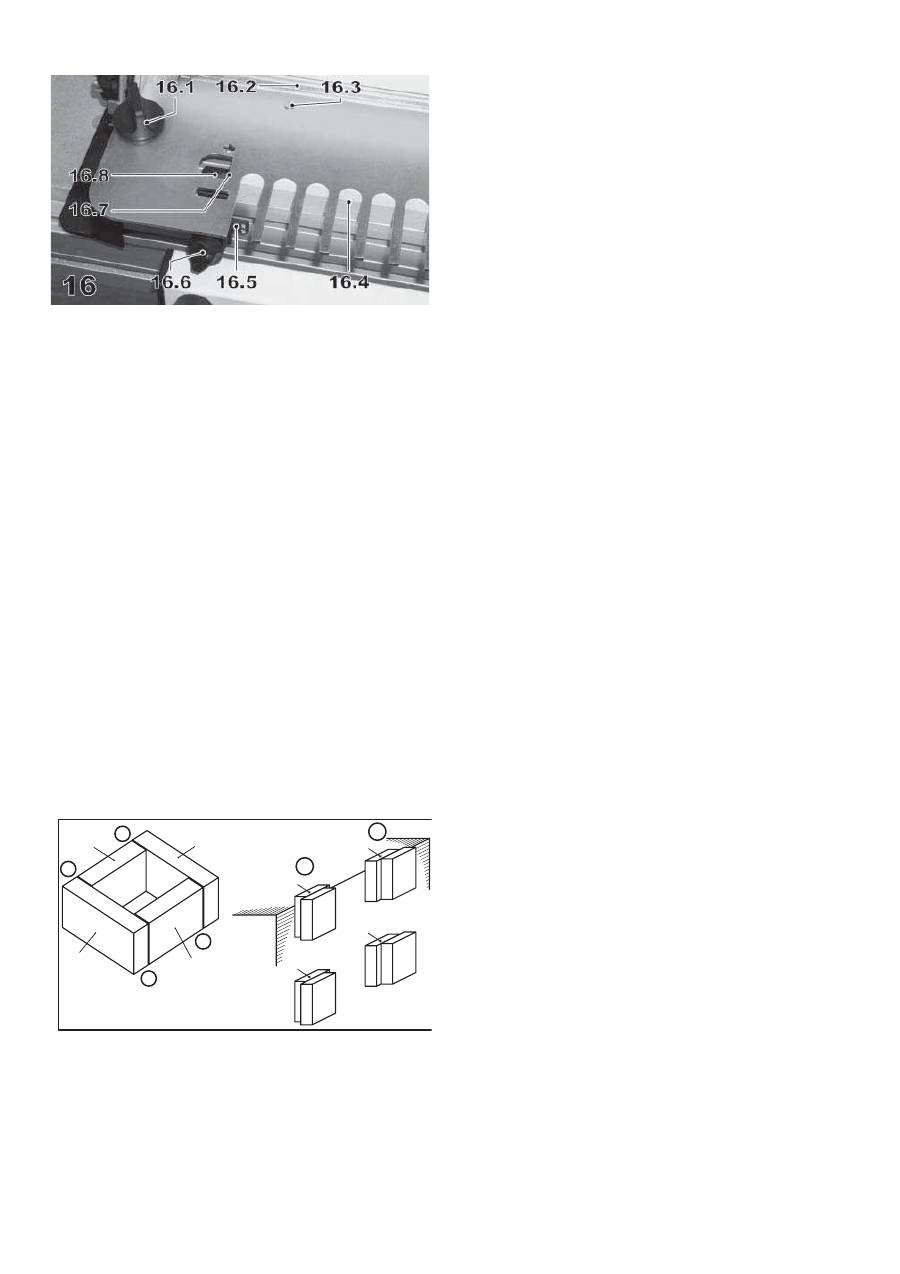
• Abrir os botões de fi xação (16.1) do gabarito e inseri-lo.
Atenção
: A parte traseira dobrada do gabarito (16.2) deve estar
orientada para cima.
• Empurrar o gabarito para trás, até o encosto, e voltar a imobi-
lizá-lo, por meio dos dois botões de regulação (16.1).
• Girar os dois encostos à posição “FZ 6” ou “FZ 10” (16.5). Ajustar
os encostos, de forma que as setas (16.8) encostem no lado
interno recto (16.7) das partes vazadas do gabarito. Firmar os
encostos, por meio dos botões de fi xação (16.6).
• Deslocar o gabarito para cima e, para a protecção contra o
estilhaçar, colocar uma tábua de madeira mole (16.4) sob o
gabarito.
Aviso
: A protecção contra o estilhaçar evita que, durante o
processamento, haja estilhaços na parte traseira da peça a
trabalhar.
Atenção
: Para não danifi car o sistema de junção durante o
processamento, a tábua de protecção deve ter uma espessura
de mais de 5 mm que a peça a trabalhar e, no mínimo, a largura
da mesma.
• Premir o gabarito para baixo o sufi ciente para que encoste em
toda sua área na protecção contra o estilhaçar e fechar as duas
alavancas de pressão para o ajuste de altura do gabarito.
• Alinhar a protecção contra o estilhaçar, de forma que a mesma
fi que rente com a face frontal da armação base e imobilizá-la
com a barra de pressão superior.
• Aparafusar a protecção contra o estilhaçar no gabarito, por meio
de parafusos de madeira curtos (16.3).
b)
Fixar as peças a trabalhar
Com a barra de pressão frontal, as duas peças a serem unidas
devem ser fi xadas juntas e, assim, processadas.
Para isto, há de atentar-se a que (ver fi gura 17):
• As peças a trabalhar sejam fi xadas de modo que as faces frontais
encostem uma na outra;
• As peças a trabalhar encostem lateralmente no encosto, des-
locadas pela largura de uma espiga;
• As peças a trabalhar sejam empurradas, de baixo, contra o
gabarito.
• Numa moldura (corpo), as peças a trabalhar para os cantos “A”,
devem encostem no encosto esquerdo e, para os cantos “B”, no
encosto direito. As peças a trabalhar “1” e “3” devem encostar
atrás, na protecção contra o estilhaçar e as peças “2” e “4” na
frente da barra de pressão.

103
6.2 Klínové
spoje
a)
Nasazení šablony a upevnění ochrany proti otřepům
• Oba náklonové segmenty upevněte upínací páčkou do střední
(svislé) polohy (viz obrázek 6).
• Uvolněte obě upínací páčky pro výškové přestavení šablony
a držák šablony zatlačte zcela dolů.
• Povolte otočné knofl íky (16.1) pro upnutí šablony a nasaďte
šablonu.
Pozor:
Přehnutá zadní strana (16.2) šablony musí směřovat
nahoru.
• Posuňte šablonu až na doraz dozadu a upněte ji oběma otočnými
knofl íky (16.1).
• Otočte oba dorazy do polohy „FZ 6”, resp. „FZ 10” (16.5). Dorazy
vyrovnejte tak, aby šipky (16.8) na vnitřních, rovných stranách
(16.7) souhlasily s výřezy šablony. Dorazy zajistěte otočnými
knofl íky (16.6).
• Posuňte šablonu nahoru a pod ni položte prkno z měkkého dřeva
(16.4) jako ochranu proti otřepům.
Upozornění:
Ochrana proti otřepům zabraňuje při frézování
odštípávání obrobku na zadní straně.
Pozor:
Aby při frézování nedošlo k poškození spojovacího sys-
tému a ochrana proti otřepům mohla plnit svou funkci, musí být
o 5 mm silnější než obrobek a široká minimálně jako obrobek.
• Šablonu zatlačte dolů tak, aby celou plochou přiléhala na
ochranu proti otřepům a zajistěte obě upínací páčky pro výškové
přestavení šablony.
• Ochranu proti otřepům vyrovnejte tak, aby končila v rovině
s přední hranou základního rámu a upněte ji horním přítlačným
nosníkem.
• Ochranu proti otřepům přišroubujte k šabloně krátkými šrouby
do dřeva (16.3).
6.2 Прямые
шипы
а)
Установка шаблона и крепление
противоскольного
вкладыша
• Зафиксируйте оба поворотных сегмента зажимным рычагом
в среднем (вертикальном) положении (см. рис. 6).
• Разблокируйте оба зажимных рычага для регулирования
высоты шаблона и отожмите держатель шаблона вниз до
упора.
• Отверните вращающиеся ручки (16.1) крепления шаблона и
вставьте шаблон.
Внимание:
выгнутая задняя сторона (16.2) шаблона должна
быть направлена вверх.
• Сдвиньте шаблон назад до упора и закрепите его с помощью
обеих вращающихся ручек (16.1)
• Оба упора поверните в положение "FZ 6" или "FZ 10" (16.5).
Упоры выровняйте так, чтобы стрелки (16.8) прилегали к вну-
тренним, прямым сторонам (16.7) выемок шаблона. Прочно
закрепите упоры с помощью вращающихся ручек (16.6).
• Переместите шаблон вверх и уложите под него доску из
мягкой древесины (16.4) в качестве противоскольного вкла-
дыша.
Примечание –
Противоскольный вкладыш предотвращает
повреждение обратной стороны заготовки во время фрезе-
рования.
Внимание:
во избежание повреждения приспособления и
для выполнения своей функции противоскольный вкладыш
должен быть на 5 мм толще заготовки, а его ширина – как
минимум равна ширине заготовки.
• Отожмите шаблон вниз до совпадения всей его плоскости
с плоскостью противоскольного вкладыша и затяните оба
зажимных рычага регулирования высоты шаблона.
• Выровняйте вкладыш так, чтобы он находился заподлицо
с передним краем станины, и зафиксируйте его с помощью
верхней прижимной балки.
• Приверните вкладыш короткими шурупами (16.3) к шабло-
ну.
б) Крепление
заготовок
Для обработки двух соединяемых заготовок их необходимо
одновременно зажать передней прижимной балкой.
При этом необходимо учитывать следующее (см. рис. 17):
• заготовки должны зажиматься таким образом, чтобы под-
лежащие соединению торцовые стороны прилегали друг к
другу;
• боковые стороны заготовки прилегают к упору со смещением
друг относительно друга на ширину шипа;
• заготовки необходимо сдвинуть снизу по направлению к
шаблону;
• при изготовлении рамы (корпуса) заготовки для углов "A"
должны прилегать к левому упору, а заготовки для углов "B"
– к правому. Заготовки "1" и "3" должны задней стороной при-
легать к противоскольному вкладышу, а заготовки "2" и "4"
должны передней стороной прилегать к прижимной балке.
b) Upnutí
obrobků
Oba spojované obrobky upněte předním přítlačným nosníkem
a frézujte současně.
Přitom je nutné dodržovat následující pokyny (viz obrázek 17):
• Obrobky je třeba upnout tak, aby k sobě přiléhaly spojované čelní
strany.
• Obrobky na straně přiléhají k dorazu a jsou navzájem posunuté
o šířku čepu.
• Obrobky se musí zespodu posunout proti šabloně.
• U rámu (korpusu) musí být obrobky pro rohy „A” přiloženy k le-
vému dorazu a pro rohy „B” k pravému dorazu. Obrobky „1” a „3”
musí přiléhat vzadu k ochraně proti otřepům, obrobky „2” a „4”
vpředu k přítlačnému nosníku.
104
c)
Preparativos na fresa de topo (ver 5.3)
Atenção: Antes de trocar uma fresa sacar sempre a fi cha de
ligação à rede da tomada!
• Fixar a fresa (ver quadro 1) na pinça da fresa de topo.
• Ajustar o ponto de origem (profundidade de fresa = 0 mm) da
fresa de topo, colocando a máquina no gabarito e premi-la o
sufi ciente para a ferramenta de fresa tocar a superfície da peça
a trabalhar.
• Ajustar, na fresa de topo, a espessura da peça a trabalhar como
profundidade de fresa.
Atenção
: A profundidade de fresa não deve ser mais do que
o diâmetro da ferramenta da fresa. Se assim não for, dividir o
processamento em duas ou três etapas.
• Para fresar espigas de junção, empregar a cobertura de aspira-
ção do encosto lateral da fresa de topo ou a AH-OF (acessório).
Ligar a cobertura a um aspirador apropriado da classe de pó
“M” (p.ex., Festool aspirador
CLEANTEX
CTM).
Aviso
: Ajustar a distância da cobertura de aspiração à peça a
trabalhar vertical de modo que ainda haja sufi ciente curso de
deslocamento para fresar as espigas.
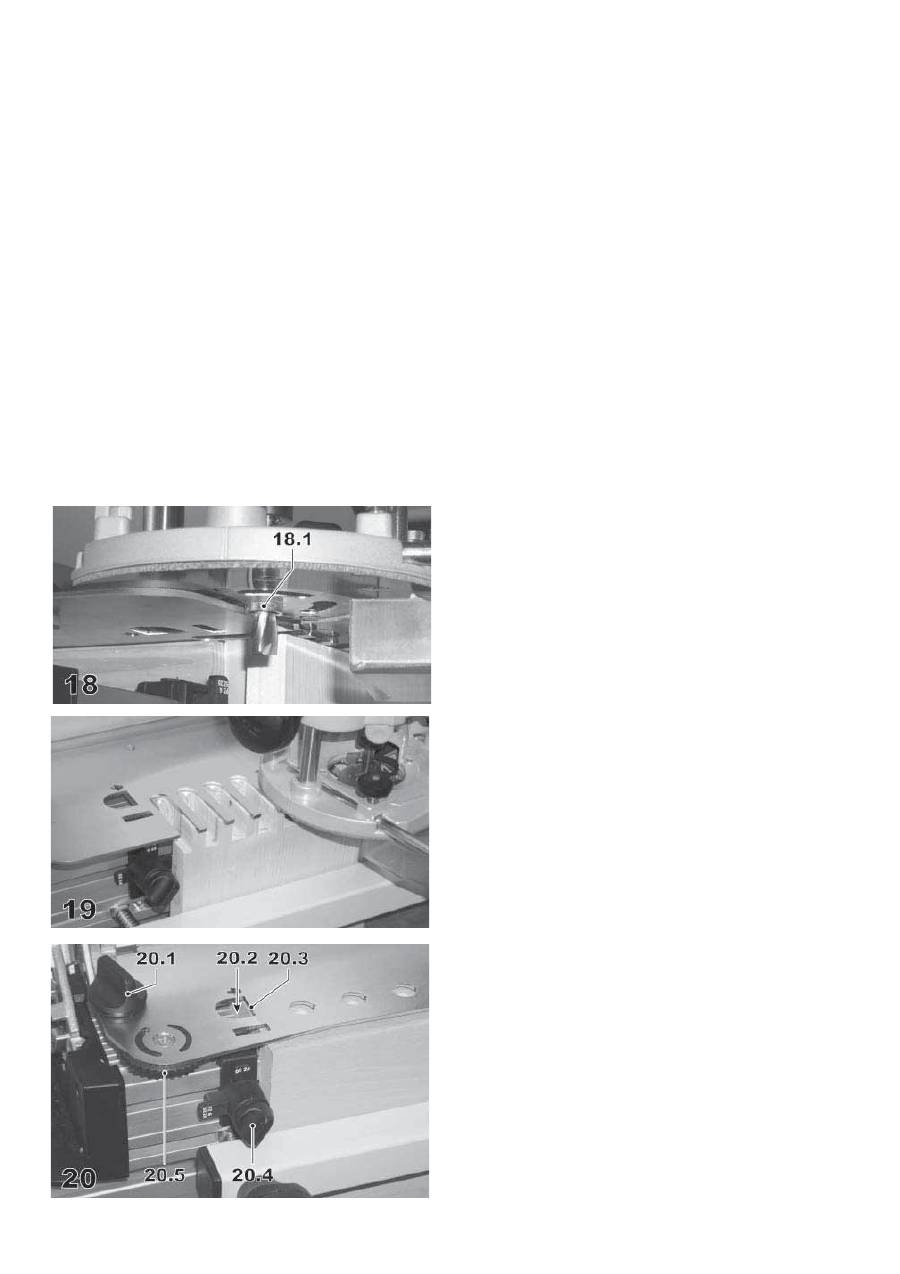
d) Processamento
• Posicionar a fresa de topo na extremidade do gabarito, de forma
que o colar (18.1) do anel de esbarro encoste no gabarito.
• Premir a máquina, até atingir a profundidade de fresa ajustada,
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo uniformemente ao longo do gabarito
(fi gura 19).
Atenção
: O colar de esbarro deve sempre encostar no gabarito.
Segurar a fresa de topo sempre nas duas pegas, paralelamente
ao gabarito, não girar a máquina e não alterar a profundidade
de fresa durante o processamento.
• Antes de tirar as peças trabalhadas, verifi car a profundidade
das espigas. Se não estiver correcta, diminuir ou aumentar a
profundidade de fresa, de acordo com a dimensão do desvio.
6.3
Furos para tacos
a)
Inserir o gabarito
• Fixar os dois segmentos de giro na posição central (vertical – ver
fi gura 6), por meio da alavanca de fi xação.
• Abrir as duas alavancas de pressão para o ajuste de altura do
gabarito e premir o porta-gabarito completamente para bai-
xo.
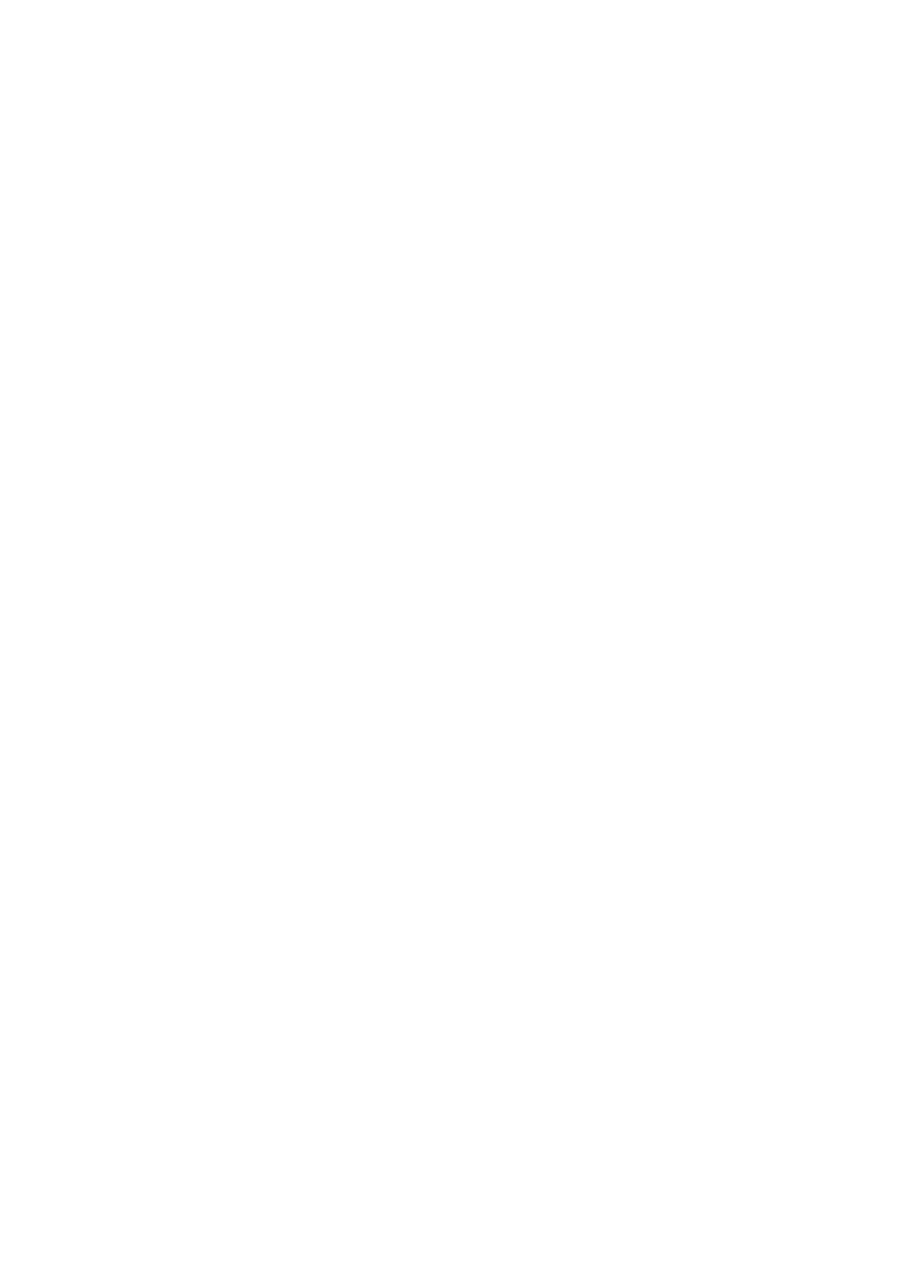
• Abrir os botões de fi xação (20.1) do gabarito e inseri-lo.
Atenção
: as duas rodas de regulação (20.5) devem estar orien-
tadas para baixo.
• Fechar as duas alavancas de pressão para o ajuste de altura do
gabarito.
105
в)
Подготовительные работы на верхней фрезе (см. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Закрепите фрезу (см. таблицу Т1) в зажимной цанге верхней
фрезы.
• Установите точку нуля (глубина фрезерования = 0 мм) верхней
фрезы. Для этого установите станок на шаблон и отжимайте
его вниз до соприкосновения фрезеровального инструмента
с поверхностью закрепленной заготовки.
• Настройте толщину инструмента в качестве глубины фрезе-
рования на верхней фрезе.
Внимание:
глубина фрезерования не должна превышать диа-
метр фрезы. При необходимости выполняйте фрезерование
в несколько этапов.
• При фрезеровании шипов используйте вытяжной кожух
бокового упора верхней фрезы или вытяжной кожух AH-OF
(оснастка). Подключайте вытяжной кожух к подходящему
пылеудаляющему аппарату с классом защиты от пыли "M"
(например, к пылесосу Festool
CLEANTEX
CTM).
Примечание –
Расстояние от вытяжного кожуха до вертикаль-
но закрепленной заготовки выбирайте таким образом, чтобы
иметь достаточное пространство для фрезерования шипов.
c)
Přípravy horní frézky (viz 5.3)
Pozor: Před výměnou nástroje vždy vytáhněte zástrčku ze síťové
zásuvky!
• Do upínací kleštiny horní frézky upněte frézu (viz tabulka T1).
• Na horní frézce nastavte následujícím způsobem nulový bod
(hloubka frézování = 0 mm): Nasaďte stroj na šablonu a stlačte
tak daleko dolů, dokud se fréza nedotkne povrchu upnutého
obrobku.
• Na horní frézce nastavte tloušťku obrobku jako hloubku frézo-
vání.
Pozor:
Hloubka frézování by neměla být větší než průměr frézy.
Místo toho frézujte ve více pracovních krocích.
• Při frézování čepů používejte odsávací přírubu bočního dorazu
horní frézky nebo odsávací přírubu AH-OF (příslušenství). Od-
sávací přírubu připojte k vhodnému vysavači třídy prachu „M”
(např. vysavače Festool
CLEANTEX
CTM).
Upozornění:
Vzdálenost odsávací příruby od svislého obrobku
nastavte tak, abyste měli dostatečný prostor pro frézování
čepů.
г) Обработка
• Установите верхнюю фрезу у края шаблона сверху так, чтобы
буртик (18.1) упорного кольца прилегал к шаблону.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
• Равномерно ведите верхнюю фрезу вдоль шаблона (рис.
19).
Внимание:
буртик упорного кольца должен всегда прилегать
к шаблону. Всегда держите верхнюю фрезу за обе рукоятки
и параллельно шаблону. Не поворачивайте станок во время
фрезерования. Менять глубину фрезерования в процессе
работы запрещается.
• Перед зажимом заготовок проверьте глубину шипов. Если
глубина не соответствует, ее следует уменьшить или увели-
чить на величину погрешности.
d) Obrábění
• Nasaďte horní frézku na konci šablony tak, aby nákružek (18.1)
náběhového kroužku přiléhal k šabloně.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Stejnoměrně veďte horní frézku podél šablony (obrázek 19).
Pozor:
Nákružek náběhového kroužku musí stále přiléhat
k šabloně. Držte horní frézku stále za obě rukojeti paralelně se
šablonou a nářadí při frézování neotáčejte. Hloubka frézování
se během frézování nesmí měnit.
• Před uvolněním obrobků z upnutí zkontrolujte hloubku čepů.
Pokud by nesouhlasila, podle potřeby zmenšete, resp. zvětšete
hloubku frézování na horní frézce.
6.3
Гнезда под вставные шипы
а) Установка
шаблона
• Зафиксируйте оба поворотных сегмента зажимным рычагом
в среднем (вертикальном) положении (см. рис. 6).
• Разблокируйте оба зажимных рычага для регулирования
высоты шаблона и отожмите держатель шаблона вниз до
упора.
• Отверните вращающиеся ручки (20.1) и вставьте шаблон.
Внимание:
оба регулировочных колеса (20.5) должны быть
направлены вниз.
• Зажмите оба рычага для регулирования высоты шаблона.
6.3
Otvory na kolíky
a) Nasazení
šablony
• Oba náklonové segmenty upevněte upínací páčkou do střední
(svislé) polohy (viz obrázek 6).
• Uvolněte obě upínací páčky pro výškové přestavení šablony
a držák šablony zatlačte zcela dolů.
• Povolte otočné knofl íky (20.1) a nasaďte šablonu.
Pozor:
Obě ovládací kolečka (20.5) musí směřovat dolů.
• Zajistěte obě upínací páčky pro výškové přestavení šablony.
106
A
B
a2
a1
a2
a3
a4
a3
a4
a1
A
A
B
B
1
2
3
4
a4
a3
a2
a1
22
• Alinhar o gabarito, de forma que os ressaltos inferiores das duas
rodas de regulação encostem na armação base do sistema de
junção (ver fi gura 8) e imobilizar o gabarito, por meio dos dois
botões de fi xação (20.1).
• Girar os dois encostos à posição ilustrada na fi gura 20. Ajustar
os encostos, de forma que as setas (20.2) encostem no lado
interno recto (20.3) das partes vazadas do gabarito. Firmar os
encostos, por meio dos botões de fi xação (20.4).
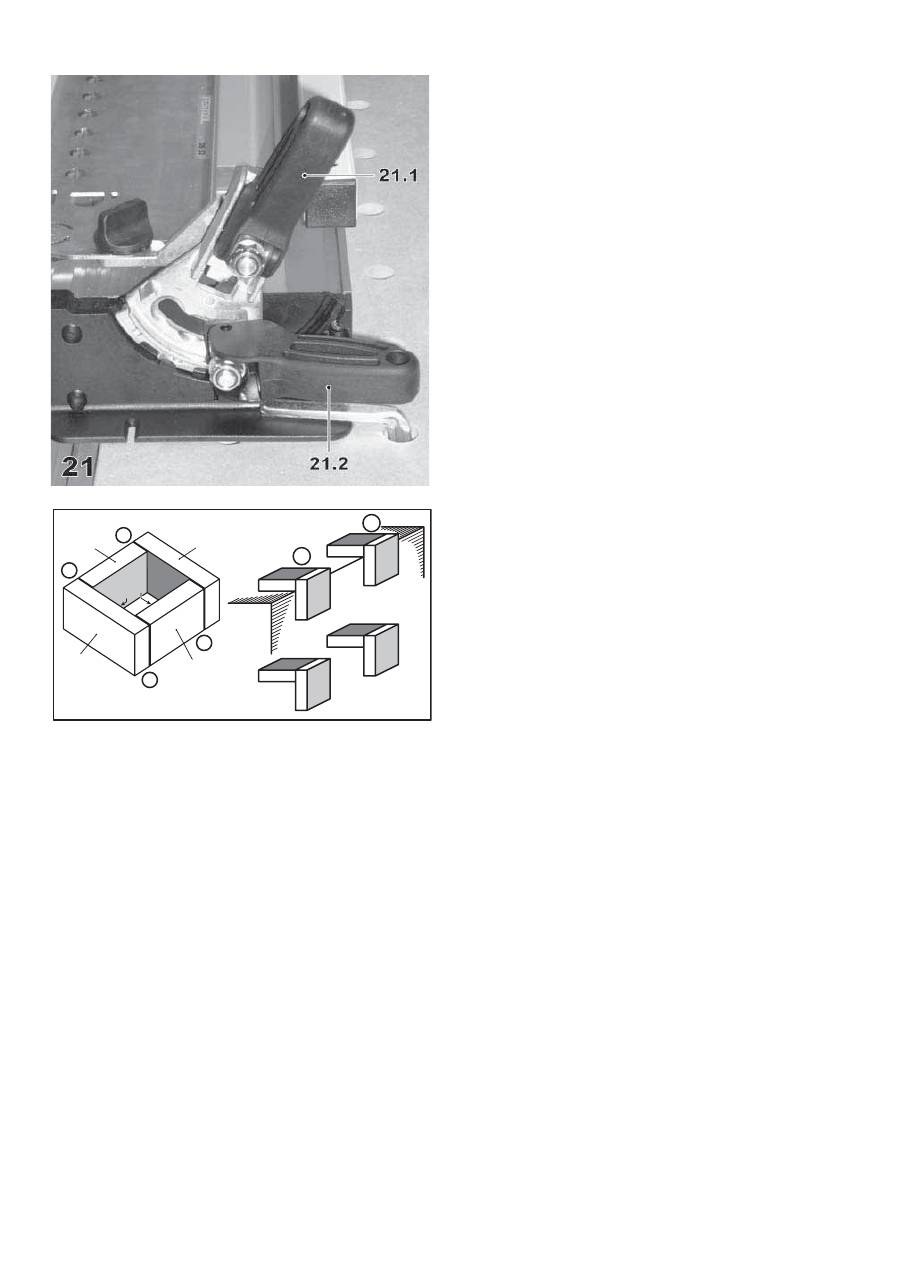
• Abrir as duas alavancas de fi xação (21.1) para o ajuste de altura
do gabarito e deslocá-lo para cima.
• Abrir a alavanca de fi xação (21.2) e girar os segmentos pertinen-
tes para o porta-gabarito à posição traseira (fi gura 21). Voltar a
fechar a alavanca de fi xação.
• Posicionar uma peça a trabalhar sob as duas extremidades do
gabarito. Premir o gabarito o sufi ciente para que encoste em
toda a sua área na peça a trabalhar e fechar as duas alavancas
de pressão para o ajuste de altura do gabarito.
b)
Fixar peças a trabalhar
As duas peças a serem unidas devem ser fi xadas sempre ao
mesmo tempo.
Para isto, há de ser observado (ver fi gura 22):
• as peças a trabalhar devem ser fi xadas de forma que as faces
frontais encostem uma na outra;
• as peças a trabalhar devem encostar lateralmente no encos-
to;
• as faces superiores das peças a trabalhar devem fi car rentes;
• as faces externas, quando fi xadas (a1 - a4) formam as faces
internas da junção pronta;
• numa moldura (corpo), as peças a trabalhar para os cantos “A”,
devem encostar no encosto esquerdo e, para os cantos “B”, no
encosto direito. As peças a trabalhar “1” e “3” devem sempre
ser fi xadas em cima no sistema de junção e as peças “2” e “4”
sempre na frente.
c)
Preparativos na fresa de topo (ver 5.3)
Atenção: Antes de trocar uma fresa sacar sempre a fi cha de
ligação à rede da tomada!
• Fixar a fresa (ver quadro 1) na pinça da fresa de topo.
• Ajustar o ponto de origem (profundidade de fresa = 0 mm) da
fresa de topo, colocando a máquina no gabarito e premi-la o
sufi ciente para a ferramenta de fresa tocar a superfície da peça
a trabalhar.
• Ajustar a profundidade de fresa como segue: na peça a traba-
lhar horizontal, a profundidade dos furos deve ser 2/3 de sua
espessura. Na peça a trabalhar vertical, a profundidade dos dois
furos juntos deve ser de 2 mm mais do que o comprimento do
taco (ver fi gura 24).
• Ligar a fresa de topo a um aspirador apropriado da classe de
pó “M” (p.ex., Festool aspirador
CLEANTEX
CTM).

107
• Vyrovnejte šablonu tak, aby dolní výstupky obou ovládacích
koleček na základním rámu spojovacího systému přiléhaly (viz
obrázek 8) a šablonu upněte oběma otočnými knofl íky (20.1).
• Otočte oba dorazy do polohy zobrazené na obrázku 20. Dorazy
vyrovnejte tak, aby šipky (20.2) na vnitřních, rovných stranách
(20.3) souhlasily s výřezy šablony. Dorazy zajistěte otočnými
knofl íky (20.4).
• Uvolněte obě upínací páčky (21.1) pro výškové přestavení šablony
a šablonu posuňte nahoru.
• Uvolněte upínací páčku (21.2) a náklonové segmenty pro držák
šablony uveďte do zadní polohy (obrázek 21). Upínací páčku
znovu zajistěte.
• Pod oba konce šablony položte obrobek. Šablonu zatlačte dolů
tak, aby celou plochou přiléhala na obrobek a zajistěte obě
upínací páčky pro výškové přestavení šablony.
• Выровняйте шаблон так, чтобы нижние уступы (8) обоих
регулировочных колес прилегали к станине, и надежно за-
фиксируйте шаблон при помощи обеих вращающихся ручек
(20.1).
• Оба упора поверните в положение, показанное на рис. 20.
Упоры выровняйте так, чтобы стрелки (20.2) прилегали к вну-
тренним, прямым сторонам (20.3) выемок шаблона. Прочно
закрепите упоры с помощью вращающихся ручек (20.4).
• Разблокируйте оба зажимных рычага (21.1) для регулирова-
ния высоты шаблона и переместите шаблон вверх.
• Разблокируйте зажимной рычаг (21.2) и переведите пово-
ротные сегменты держателя в заднее положение (рис. 21).
Теперь опять закройте зажимной рычаг.
• Уложите заготовку под оба края шаблона. Отожмите шаблон
вниз до полного совмещения его плоскости со всей плоско-
стью заготовки и затяните оба рычага для регулирования
высоты шаблона.
б) Крепление
заготовок
Всегда следует зажимать обе заготовки, которые надо соеди-
нить друг с другом.
При этом необходимо помнить следующее (см. рис. 22):
• заготовки должны зажиматься таким образом, чтобы под-
лежащие соединению торцовые стороны прилегали друг к
другу;
• боковые стороны заготовок должны прилегать к упору;
• сверху заготовки должны прилегать друг к другу заподли-
цо;
• расположенные снаружи в зажатом состоянии стороны
(a1–a4) образуют внутренние стороны готового соединения;
• при изготовлении рамы (корпуса) заготовки для углов "A"
должны прилегать к левому упору, а заготовки для углов "B"
– к правому. Заготовки "1" и "3" должны закрепляться всегда
сверху, а заготовки "2" и "4" – всегда с торца.
b) Upnutí
obrobků
Vždy je nutné současně upnout oba spojované obrobky.
Přitom je nutné dodržovat následující pokyny (obrázek 22):
• Obrobky je třeba upnout tak, aby k sobě přiléhaly spojované čelní
strany.
• Obrobky musí na straně přiléhat k dorazu.
• Obrobky musí být nahoře zarovnané.
• Strany, které se v upnutém stavu nachází vně (a1 - a4), předsta-
vují vnitřní strany výsledného spojení.
• U rámu (korpusu) musí být obrobky pro rohy „A” přiloženy k le-
vému dorazu a pro rohy „B” k pravému dorazu. Obrobky „1” a „3”
musí být ve spojovacím systému vždy upevněny nahoře, obrobky
„2” a „4” vždy vpředu.
в)
Подготовительные работы на верхней фрезе (см. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Закрепите нужную фрезу (см. таблицу 1) в зажимной цанге
верхней фрезы.
• Установите точку нуля (глубина фрезерования = 0 мм) верхней
фрезы. Для этого установите станок на шаблон и отжимайте
его вниз до соприкосновения фрезеровального инструмента
с поверхностью закрепленной заготовки.
• Установите глубину фрезерования следующим образом:
Глубина отверстия в вертикальной заготовке должна составлять
2/3 толщины заготовки. Глубину отверстия в горизонтальной за-
готовке следует подбирать так, чтобы глубина обеих отверстий
вместе была примерно на 2 мм больше длины вставного шипа
(сравни рис. 24).
• Подключите верхнюю фрезу к подходящему пылеудаляюще-
му аппарату класса защиты от пыли "M" (напр., к пылесосу
Festool
CLEANTEX
CTM).
c)
Přípravy horní frézky (viz 5.3)
Pozor: Před výměnou frézy vždy vytáhněte zástrčku ze síťové
zásuvky!
• Do upínací kleštiny horní frézky upněte požadovanou frézu (viz
tabulka T1).
• Na horní frézce nastavte následujícím způsobem nulový bod
(hloubka frézování = 0 mm): Nasaďte stroj na šablonu a stlačte
tak daleko dolů, dokud se fréza nedotkne povrchu upnutého
obrobku.
• Následujícím způsobem nastavte hloubku frézování:
Hloubka otvorů u vodorovného obrobku by měla činit 2/3 tloušť-
ky obrobku. Hloubku otvorů u svislého obrobku zvolte tak, aby
hloubka obou otvorů dohromady byla o cca 2 mm větší než délka
kolíku (srov. obrázek 24).
• Horní frézku připojte k vhodnému vysavači třídy prachu „M”
(např. vysavače Festool
CLEANTEX
CTM).
108
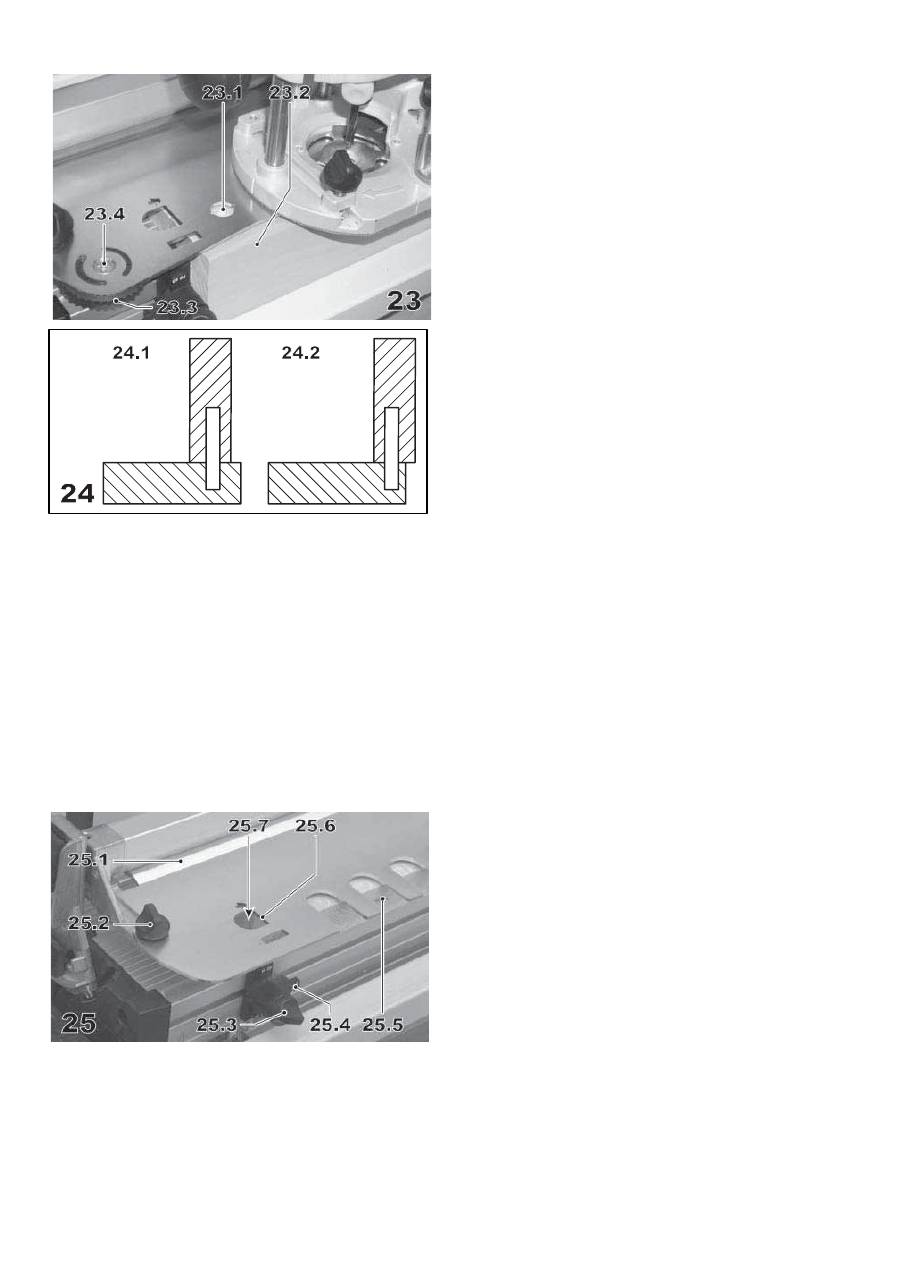
d) Processamento
Primeiro devem ser fresados os furos na peça horizontal (23.1).
Para isto, o segmento de giro deve encontrar-se na posição inferior
(ver fi gura 21).
Em seguida este segmento deve ser girado à posição frontal, para
fresar os furos na peça vertical (23.2).
Aviso
: Para mover os segmentos de giro deve ser aberta somente
a alavanca de fi xação (21.2) e não as alavancas de fi xação (21.1)
para o ajuste de altura do gabarito.
• Colocar a fresa de topo no gabarito, de forma que o colar do
anel de esbarro entre nos furos do gabarito.
• Ligar a fresa de topo e premir a máquina para baixo, até atingir
a profundidade de fresa ajustada. Assim, fresar todos os furos
consecutivamente.
• Tirar as peças processadas e juntá-las. Se a junção de taco
não for perfeita, efectuar as seguintes correcções:
°
A peça a trabalhar vertical está afastada (24.1):
girar as rodas
de regulação (23.3), de acordo com a dimensão do desvio no
sentido “menos” (1 traço na escala corresponde a - 0,1 mm de
deslocamento); voltar a inserir o gabarito, em conformidade
com a descrição no capítulo 6.3 a).
°
A peça a trabalhar vertical sobressai (24.2):
girar as rodas de regulação (23.3), de acordo com a dimensão
do desvio no sentido “mais” (1 traço na escala corresponde
a + 0,1 mm de deslocamento); voltar a inserir o gabarito, em
conformidade com a descrição no capítulo 6.3 a).
Aviso
: Para poder girar as rodas de regulação, desapertar os
parafusos (23.4) e, concluída a regulação, voltar a apertá-los.
Assim, a posição ajustada permanece fi xa para serviços poste-
riores.
6.4
Caudas de andorinha abertas
Nas caudas de andorinha abertas devem, por norma, ser fresadas
primeiro as caudas de andorinha com o gabarito SZO 14 S ou SZO
20 S e em seguida as espigas de junção com o gabarito SZO 14
Z ou SZO 20 Z.
6.4.1 Caudas de andorinha
a)
Inserir o gabarito (SZO 14 S ou SZO 20 S) e fi xar uma
protecção contra o estilhaçar
• Fixar os dois segmentos de giro na posição central (vertical – ver
fi gura 6), por meio da alavanca de fi xação.
• Abrir as duas alavancas de pressão para o ajuste de altura do
gabarito e premir o porta-gabarito completamente para bai-
xo.
• Abrir os botões de fi xação (25.2) do gabarito e inseri-lo.
Atenção
: A parte traseira dobrada do gabarito (25.1) deve estar
orientada para cima.
• Empurrar o gabarito para trás, até o encosto, e voltar a imobi-
lizá-lo, por meio dos dois botões de regulação (25.2).
• Girar os dois encostos à posição “SZ 14” ou “SZ 20” (25.4).
Ajustar os encostos, de forma que as setas (25.7) encostem no
lado interno recto (25.6) das partes vazadas do gabarito. Firmar
os encostos, por meio dos botões de fi xação (25.3).
• Deslocar o gabarito para cima e, para a protecção contra o
estilhaçar, colocar uma tábua de madeira mole (25.5) sob o
gabarito.

109
г) Обработка
Сначала следует вырезать отверстия в вертикально закреплен-
ной заготовке (23.1). Для этого поворотный сегмент должен
находиться в заднем положении (см. Рис. 21).
Затем переведите поворотный сегмент в переднее положение,
чтобы вырезать отверстия в вертикально закрепленной за-
готовке (23.2).
Примечание –
Для изменения положения поворотных сег-
ментов достаточно только разблокировать зажимной рычаг
(21.2), но не зажимной рычаг (21.1) для регулирования высоты
шаблона.
• Верхнюю фрезу установите на шаблон так, чтобы буртик упор-
ного кольца вошел в отверстия шаблона.
• Включите верхнюю фрезу и отожмите станок вниз до заданной
глубины фрезерования. Вырезайте так все отверстия, одно
за другим.
• Удалите заготовки из зажимов и сложите их вместе. При
неточном соответствии отверстий следует выполнить сле-
дующие корректировки:
°
Вертикально закрепленная заготовка не доходит (24.1):
Поверните регулировочные колеса (23.3) в направлении
"минус" на величину погрешности (1 деление шкалы со-
ответствует -0,1 мм смещения). Установите и выровняйте
шаблон повторно согл. описанию в гл. 6.3 а).
°
Вертикально закрепленная заготовка выступает (24.2):
Поверните регулировочные колеса (23.3) в направлении
"плюс" на величину погрешности (1 деление шкалы со-
ответствует +0,1 мм смещения). Установите и выровняйте
шаблон повторно согл. описанию в гл. 6.3 а).
Примечание
–
Для изменения положения регулировочных
колес необходимо ослабить винты (23.4), а после выполнения
настройки вновь затянуть их. Это обеспечивает фиксацию
заданной позиции для последующих работ.
d) Obrábění
Nejprve vyfrézujte otvory ve vodorovném obrobku (23.1). Náklonový
segment se musí nacházet v zadní poloze (viz obrázek 21).
Poté uveďte náklonový segment do přední polohy pro frézování
otvorů ve svislém obrobku (23.2).
Upozornění:
Pro naklápění náklonových segmentů uvolněte pouze
upínací páčku (21.2), nikoli upínací páčku (21.1) pro výškové pře-
stavení šablony.
• Nasaďte horní frézku na šablonu tak, aby nákružek náběhového
kroužku zapadl do otvorů šablony.
• Zapněte horní frézku a přitiskněte nářadí dolů až k nastavené
hloubce frézování. Takto postupně vyfrézujte všechny otvory.
• Obrobky uvolněte z upnutí a spojte je. Pokud spoje na kolíky
přesně neodpovídají, je nutné provést následující úpravy:
°
Svislý obrobek nedosahuje okraje (24.1):
Ovládací kolečka (23.3) otočte o potřebný rozměr záporným
směrem (-) (1 dílek na stupnici odpovídá přesazení -0,1 mm),
znovu nasaďte šablonu podle popisu v kapitole 6.3 a).
°
Svislý obrobek přečnívá (24.2):
Ovládací kolečka (23.3) otočte o potřebný rozměr kladným
směrem (+) (1 dílek na stupnici odpovídá přesazení +0,1 mm),
znovu nasaďte šablonu podle popisu v kapitole 6.3 a).
Upozornění:
Pro nastavení ovládacích koleček musíte povolit
šrouby (23.4) a po provedení nastavení je znovu utáhnout. Na-
stavená poloha tak zůstane zachovaná pro pozdější práci.
6.4
Otevřené rybinové spoje
U otevřených rybinových spojů je zásadně nutné nejprve vyfrézovat
rybinové drážky pomocí šablony SZO 14 S , resp. SZO 20 S a poté
čepy pomocí šablony SZO 14 Z, resp. SZO 20 Z.
6.4
Открытый шип "Ласточкин хвост"
При изготовлении открытого шипа "Ласточкин хвост" нужно
сначала выполнить фрезерование "Ласточкин хвост" с помощью
шаблона SZO 14 S или SZO 20 S, а затем шипы с помощью шаблона
SZO 14 Z или SZO 20 Z.
6.4.1 Шипы "Ласточкин хвост"
а)
Установка шаблона (SZO 14 S или SZO 20 S) и крепление
противоскольного вкладыша
• Зафиксируйте оба поворотных сегмента зажимным рычагом
в среднем (вертикальном) положении (см. рис. 6).
• Разблокируйте оба зажимных рычага для регулирования
высоты шаблона и отожмите держатель шаблона вниз до
упора.
• Отверните вращающиеся ручки (25.2) крепления шаблона и
вставьте шаблон.
Внимание
: выгнутая задняя сторона (25.1) шаблона должна
быть направлена вверх.
• Сдвиньте шаблон назад до упора и закрепите его с помощью
обеих вращающихся ручек (25.2)
• Оба упора поверните в положение "SZ 14" или "SZ 20" (25.4).
Упоры выровняйте так, чтобы стрелки (25.7) прилегали к вну-
тренним, прямым сторонам (25.6) выемок шаблона. Прочно
закрепите упоры с помощью вращающихся ручек (25.3).
• Переместите шаблон вверх и уложите под него доску из
мягкой древесины (25.5) в качестве противоскольного вкла-
дыша.
6.4.1 Rybinové
drážky
a)
Nasazení šablony (SZO 14 S, resp. SZO 20 S) a upevnění
ochrany proti otřepům
• Oba náklonové segmenty upevněte upínací páčkou do střední
(svislé) polohy (viz obrázek 6).
• Uvolněte obě upínací páčky pro výškové přestavení šablony
a držák šablony zatlačte zcela dolů.
• Povolte otočné knofl íky (25.2) pro upnutí šablony a nasaďte
šablonu.
Pozor
: Přehnutá zadní strana (25.1) šablony musí směřovat
nahoru.
• Posuňte šablonu až na doraz dozadu a upněte ji oběma otočnými
knofl íky (25.2).
• Oba dorazy otočte do polohy „SZ 14“, resp. „SZ 20“ (25.4). Dorazy
vyrovnejte tak, aby šipky (25.7) na vnitřních, rovných stranách
(25.6) souhlasily s výřezy šablony. Dorazy zajistěte otočnými
knofl íky (25.3).
• Posuňte šablonu nahoru a pod ni položte prkno z měkkého dřeva
(25.5) jako ochranu proti otřepům.

110
b)
Fixar as peça a trabalhar
Fixe por aperto uma peça a trabalhar que deve ser provida de
caudas de andorinha. Nessa altura deve ter-se em conta (con-
sultar imagem 26):
• A peça a trabalhar deve encostar lateralmente no encosto.
• A peça a trabalhar deve ser empurrada pelo lado de baixo contra
o gabarito e a sua face superior deve fi car rente à protecção
contra o estilhaçar.
• Na SZO 14 S fi xar também a peça angular de plástico (26.1) que
vai junta.
Aviso
: A protecção contra o estilhaçar evita que, durante o
processamento, haja estilhaços na parte traseira da peça a
trabalhar.
Atenção
: Para não danifi car o sistema de junção durante o
processamento, a tábua de protecção deve ter uma espessura
de mais de aprox. 5 mm que a peça a trabalhar e, no mínimo, a
largura da mesma.
• Premir o gabarito para baixo o sufi ciente para que encoste em
toda sua área na protecção contra o estilhaçar e fechar as duas
alavancas de pressão para o ajuste de altura do gabarito.
• Alinhar a protecção contra o estilhaçar, de forma que a mesma
fi que rente com a face frontal da armação base e imobilizá-la
com a barra de pressão superior.
c)
Preparativos na fresa de topo
(Após a montagem do anel de copiar, consultar cap. 5.3)
Atenção: antes de trocar uma ferramenta retirar sempre a fi cha
de ligação da tomada de corrente!
• Fixar a fresa (consultar T2) na pinça da fresa de topo.
• Ajustar o ponto de origem (profundidade de fresa = 0 mm) da
fresa de topo, colocando a máquina no gabarito e premi-la o
sufi ciente para a ferramenta de fresa tocar a superfície da peça
a trabalhar.
• Ajustar, na fresa de topo, a espessura da peça a trabalhar como
profundidade de fresa.
• Para fresar espigas de junção, empregar a cobertura de aspira-
ção do encosto lateral da fresa de topo ou a AH-OF (acessório).
Ligar a cobertura a um aspirador apropriado da classe de pó
“M” (p.ex., Festool aspirador
CLEANTEX
CTM).
Aviso
: Ajustar a distância da cobertura de aspiração à peça a
trabalhar vertical de modo que ainda haja sufi ciente curso de
deslocamento para fresar as espigas.
d) Processamento
• Posicionar a fresa de topo na extremidade do gabarito, de forma
que o colar (27.1) do anel de esbarro encoste no gabarito.
• Premir a máquina, até atingir a profundidade de fresa ajustada,
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo uniformemente ao longo do gabarito
(fi gura 28).
Atenção
: O colar de esbarro deve sempre encostar no gabarito.
Segurar a fresa de topo sempre nas duas pegas, paralelamente
ao gabarito, não girar a máquina e não alterar a profundidade de
fresa durante o processamento.

111
б) Крепление
заготовок
Зажмите заготовку так, как это предусмотрено для изготовления
шипового соединения "Ласточкин хвост".
При этом необходимо учитывать следующее (см. рис. 26):
• боковые стороны заготовки должны прилегать к упору;
• заготовка должна быть сдвинута снизу по направлению к
шаблону, а сверху прилегать заподлицо к противоскольному
вкладышу.
• в модели SZO 14 S выполните зажим при помощи пластмассового
уголка (26.1), входящего в комплект.
b) Upnutí
obrobku
Upněte obrobek, ve kterém potřebujete vyfrézovat rybinové dráž-
ky.
Přitom je nutné dodržovat následující pokyny (viz obrázek 26):
• Obrobek musí na straně doléhat k dorazu.
• Obrobky se musí zespodu posunout proti šabloně a musí být
nahoře zarovnané s ochranou proti otřepům.
• U SZO 14 S upněte také přiložený plastový úhelník (26.1).
Upozornění
: Ochrana proti otřepům zabraňuje při frézování
odštípávání obrobku na zadní straně.
Pozor
: Aby při frézování nedošlo k poškození spojovacího sys-
tému a ochrana proti otřepům mohla plnit svou funkci, musí
být o cca 5 mm silnější než obrobek a široká minimálně jako
obrobek.
• Šablonu zatlačte dolů tak, aby celou plochou přiléhala na
ochranu proti otřepům a zajistěte obě upínací páčky pro výškové
přestavení šablony.
• Ochranu proti otřepům vyrovnejte tak, aby končila v rovině
s přední hranou základního rámu a upněte ji horním přítlačným
nosníkem.
Примечание –
Противоскольный вкладыш предотвращает
повреждение обратной стороны заготовки во время фрезе-
рования.
Внимание
: во избежание повреждения системы соединений
для выполнения своей функции противоскольный вкладыш
должен быть на 5 мм толще заготовки, а его ширина – как
минимум равна ширине заготовки.
• Отожмите шаблон вниз до совпадения всей его плоскости
с плоскостью противоскольного вкладыша и затяните оба
зажимных рычага регулирования высоты шаблона.
• Выровняйте вкладыш так, чтобы он находился заподлицо
с передним краем станины, и зафиксируйте его с помощью
верхней прижимной балки.
в)
Подготовительные работы на верхней фрезе
(после установки копировального кольца, см. гл. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Закрепите фрезу (см. таблицу Т2) в зажимной цанге верхней
фрезы.
• Установите точку нуля (глубина фрезерования = 0 мм) верхней
фрезы. Для этого установите станок на шаблон и отжимайте
его вниз до соприкосновения фрезеровального инструмента
с поверхностью закрепленной заготовки.
• Настройте толщину инструмента в качестве глубины фрезе-
рования на верхней фрезе.
• При фрезеровании шипов используйте вытяжной ко-
жух бокового упора верхней фрезы или вытяжной кожух
AH-OF (оснастка). Подключайте вытяжной кожух к подходя-
щему пылеудаляющему аппарату с классом защиты от пыли
"M" (например, к пылесосу Festool
CLEANTEX
CTM).
Примечание –
Расстояние от вытяжного кожуха до вертикально
закрепленной заготовки выбирайте таким образом, чтобы иметь
достаточное пространство для фрезерования шипов.
c)
Přípravy horní frézky
(po montáži kopírovacího kroužku, viz kap. 5.3)
Pozor: Před výměnou nástroje vždy vytáhněte zástrčku ze síťové
zásuvky!
• Do upínací kleštiny horní frézky upněte frézu (viz T2).
• Na horní frézce nastavte následujícím způsobem nulový bod
(hloubka frézování = 0 mm): Nasaďte stroj na šablonu a stlačte
tak daleko dolů, dokud se fréza nedotkne povrchu upnutého
obrobku.
• Na horní frézce nastavte tloušťku obrobku jako hloubku frézo-
vání.
• Při frézování používejte odsávací přírubu bočního dorazu horní
frézky nebo odsávací přírubu AH-OF (příslušenství). Odsávací
přírubu připojte k vhodnému vysavači třídy prachu „M” (např.
vysavače Festool
CLEANTEX
CTM).
Upozornění
: Vzdálenost odsávací příruby od svislého obrobku
nastavte tak, abyste měli dostatečný prostor pro frézování čepů.
г) Обработка
• Установите верхнюю фрезу у края шаблона сверху так, чтобы
буртик (27.1) упорного кольца прилегал к шаблону.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
• Равномерно ведите верхнюю фрезу вдоль шаблона (рис.
28).
Внимание
: буртик упорного кольца должен всегда прилегать
к шаблону. Всегда держите верхнюю фрезу за обе рукоятки и
параллельно шаблону. Не поворачивайте станок во время фре-
зерования. Менять глубину фрезерования в процессе работы
запрещается.
d) Obrábění
• Nasaďte horní frézku na konci šablony tak, aby nákružek (27.1)
náběhového kroužku přiléhal k šabloně.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Stejnoměrně veďte horní frézku podél šablony (obrázek 28).
Pozor
: Nákružek náběhového kroužku musí stále přiléhat
k šabloně. Držte horní frézku stále za obě rukojeti paralelně se
šablonou a nářadí při frézování neotáčejte. Hloubka frézování
se během frézování nesmí měnit.
112
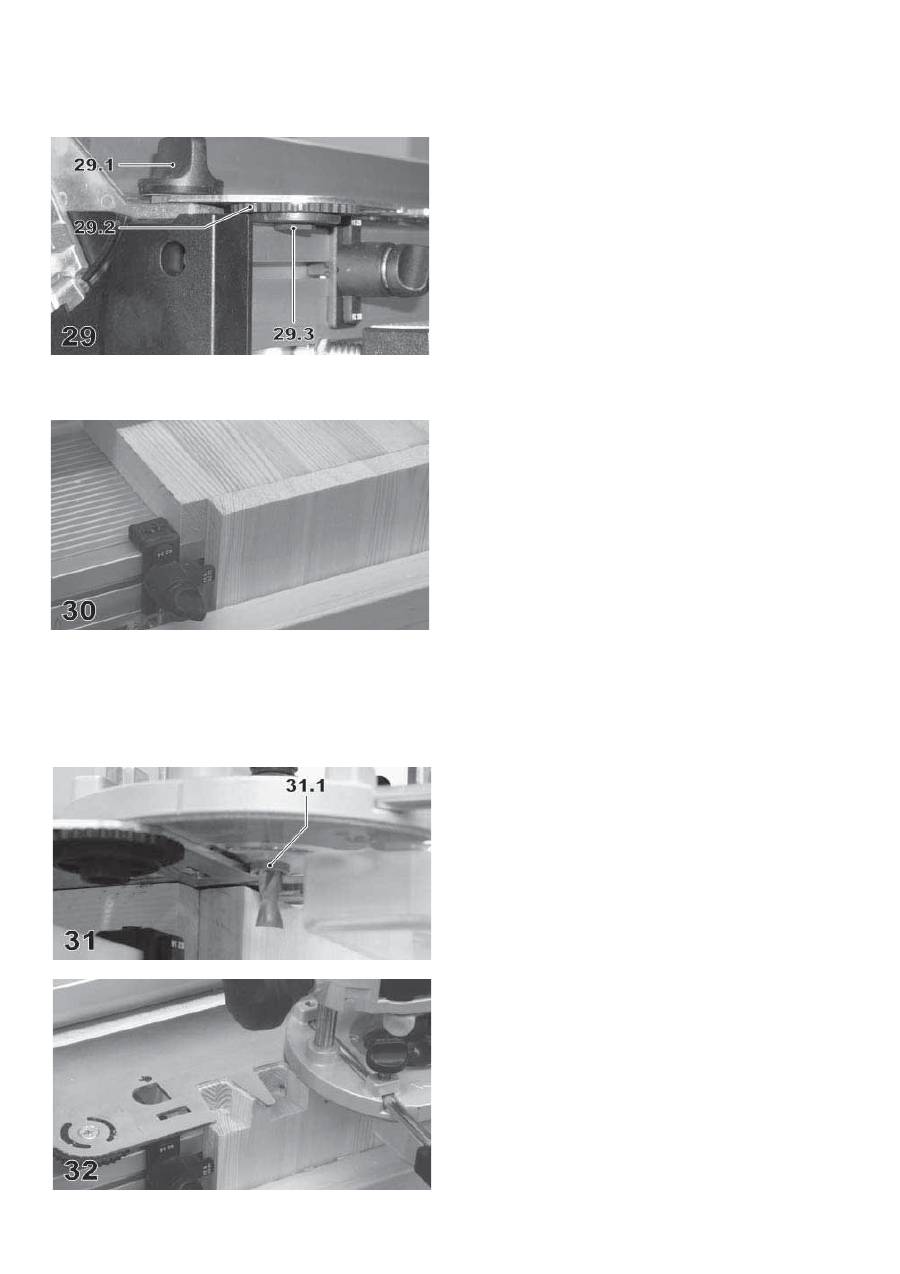
6.4.2 Espigas de junção
a)
Inserir o gabarito (SZO 14 Z ou SZO 20 Z) e
fi xar uma
protecção contra o estilhaçar
Ao colocar o gabarito e ao fi xar a protecção contra o estilhaçar pro-
ceda de modo idêntico a 6.4.1 a), mas com a seguinte variação:
• As duas rodas de regulação (29.2) devem estar orientadas para
baixo.
• Alinhar o gabarito, de forma que os ressaltos inferiores (29.3)
das duas rodas de regulação encostem na armação base do
sistema de junção e imobilizar o gabarito, por meio dos dois
botões de fi xação (29.1).
Frese deste modo todas as peças a trabalhar com caudas de
andorinha.
b)
Fixar as peça a trabalhar
Fixe por aperto uma peça a trabalhar que deve ser munida com
espigas de junção. Nessa altura deve ter-se em conta (consultar
imagem 30):
• A peça a trabalhar deve encostar lateralmente no encosto.
• A peça a trabalhar deve ser empurrada pelo lado de baixo contra
o gabarito e a sua face superior deve fi car rente à protecção
contra o estilhaçar.
c)
Preparativos na fresa de topo
(Após a montagem do anel de copiar, consultar cap. 5.3)
Atenção: antes de trocar uma ferramenta retirar sempre a fi cha
de ligação da tomada de corrente!
• Substitua a fresa para caudas de andorinha pela fresa de ra-
nhuras (consultar T2), e ajuste na fresa de topo a espessura da
peça como profundidade de fresa.
d) Processamento
Teste de fresa de uma espiga
Recomenda-se fresar, primeiro, uma espiga como teste, a fi m de
assegurar que todos os ajustes estão correctos.
• Posicionar a fresa de topo na extremidade do gabarito, de forma
que o colar (31.1) do anel de esbarro encoste no gabarito.
• Premir a máquina, até atingir a profundidade de fresa ajustada,
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo uniformemente ao longo do gabarito
(fi gura 32).
Atenção
: O colar de esbarro deve sempre encostar no gabarito.
Segurar a fresa de topo sempre nas duas pegas, paralelamente
ao gabarito, não girar a máquina e não alterar a profundidade
de fresa durante o processamento.

113
6.4.2 Шипы
а)
Установка шаблона (SZO 14 S или SZO 20 S) и крепление
противоскольного вкладыша
При установке шаблона и креплении вкладыша действуйте
аналогично 6.4.1 а), но с учетом следующих особенностей:
• оба регулировочных колеса (29.2) должны быть направлены
вниз;
• выровняйте шаблон так, чтобы нижние уступы (29.3) обоих
регулировочных колес прилегали к станине, и надежно за-
фиксируйте шаблон при помощи обеих вращающихся ручек
(29.1).
6.4.2 Čepy
a)
Nasazení šablony (SZO 14 Z, resp. SZO 20 Z) a upevnění
ochrany proti otřepům
Při nasazování šablony a upevňování ochrany proti otřepům
postupujte analogicky jako v bodě 6.4.1 a), ovšem s následující
odchylkou:
• Obě ovládací kolečka (29.2) musí směřovat dolů.
• Vyrovnejte šablonu tak, aby dolní výstupky (29.3) obou ovláda-
cích koleček přiléhaly k základnímu rámu spojovacího systému
a šablonu upněte oběma otočnými knofl íky (29.1).
Профрезеруйте подобным образом все заготовки с шипами
"Ласточкин хвост".
Tímto způsobem vyfrézujte všechny obrobky s rybinovými dráž-
kami.
б) Крепление
заготовок
Зажмите заготовку, на которой нужно сделать шипы.
При этом необходимо учитывать следующее (см. рис. 30):
• боковые стороны заготовки должны прилегать к упору;
• заготовка должна быть сдвинута снизу по направлению к
шаблону, а сверху прилегать заподлицо к противоскольному
вкладышу.
в)
Подготовительные работы на верхней фрезе
(после установки копировального кольца, см. гл. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Замените фрезу для изготовления шипа "Ласточкин хвост" на
пазовую фрезу (см. T2) и установите глубину фрезерования
верхней фрезы, равную толщине заготовки.
b) Upnutí
obrobku
Upněte obrobek, ve kterém potřebujete vyfrézovat čepy.
Přitom je nutné dodržovat následující pokyny (viz obrázek 30):
• Obrobek musí na straně doléhat k dorazu.
• Obrobky se musí zespodu posunout proti šabloně a musí být
nahoře zarovnané s ochranou proti otřepům.
c)
Přípravy horní frézky
(po montáži kopírovacího kroužku, viz kap. 5.3)
Pozor: Před výměnou nástroje vždy vytáhněte zástrčku ze síťové
zásuvky!
• Frézu na rybinové čepy vyměňte za drážkovací frézu (viz T2) a na
horní frézce nastavte jako hloubku frézování tloušťku obrob-
ku.
d) Obrábění
Zkušební frézování čepů
Nejprve proveďte zkušební frézování, abyste zkontrolovali, zda jsou
všechna nastavení správná.
• Nasaďte horní frézku na konci šablony tak, aby nákružek (31.1)
náběhového kroužku přiléhal k šabloně.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Stejnoměrně veďte horní frézku podél šablony (obrázek 32).
Pozor
: Nákružek náběhového kroužku musí stále přiléhat
k šabloně. Držte horní frézku stále za obě rukojeti paralelně se
šablonou a nářadí při frézování neotáčejte. Hloubka frézování
se během frézování nesmí měnit.
г) Обработка
Пробное фрезерование шипов:
Сначала выполните пробное фрезерование для контроля пра-
вильности всех настроек.
• Установите верхнюю фрезу у края шаблона сверху так, чтобы
буртик (31.1) упорного кольца прилегал к шаблону.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
• Равномерно ведите верхнюю фрезу вдоль шаблона (рис.
32).
Внимание
: буртик упорного кольца должен всегда прилегать
к шаблону. Всегда держите верхнюю фрезу за обе рукоятки
и параллельно шаблону. Не поворачивайте станок во время
фрезерования. Менять глубину фрезерования в процессе
работы запрещается.
114
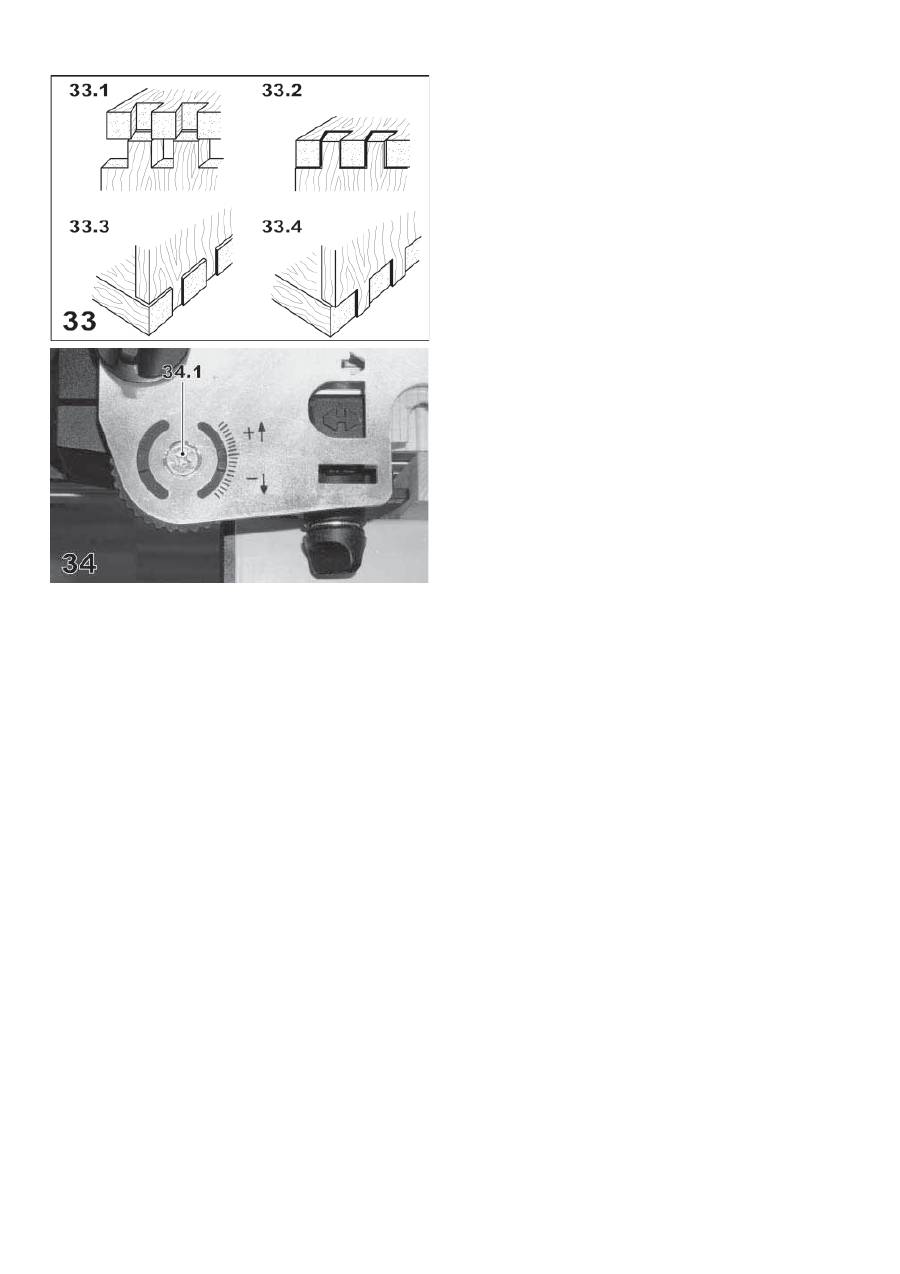
• Tire a peça de trabalho da fi xação, e encaixe-a numa peça com
cauda de andorinha. Se a junção de espiga não for perfeita
efectuar as seguintes correcções:
° Junção de espiga demasiado apertada (33.1):
rodar as rodas de regulação no sentido “mais”.
° Junção de espiga demasiado folgada (33.2):
rodar as rodas de regulação no sentido “menos”.
° Junção de espiga demasiado profunda (33.3):
diminuir um pouco a profundidade de fresa da máquina, por
meio de sua regulação de precisão.
° Junção da espiga pouco profunda (33.4):
aumentar um pouco a profundidade de fresa da máquina, por
meio de sua regulação de precisão.
Aviso
: Para poder girar as rodas de regulação, desapertar os
parafusos (34.1) e, concluída a regulação, voltar a apertá-los.
Assim, a posição ajustada permanece fi xa para serviços poste-
riores.
• Repetir o processo, até a junção fi car totalmente perfeita.
Fresar as espigas
Fresar todas as espigas de acordo com o processamento do
teste.
7
Base de dados de aplicação
Uma descrição detalhada das variedades de aplicação do siste-
ma de junção encontra-se também em nossa base de dados de
aplicação, na Internet, “
www.festool.com
”.
8 Acessórios
Utilize apenas acessórios e material de desgaste Festool origi-
nais previstos para esta ferramenta, pois estes componentes do
sistema estão adaptados uns aos outros. Em caso de utilização de
acessórios e material de desgaste de outros fabricantes, é prová-
vel que a qualidade dos resultados dos trabalhos fi que afectada,
sendo de esperar uma limitação dos direitos à garantia. Em função
da utilização, o desgaste da ferramenta ou o seu esforço pessoal
podem aumentar. Por essa razão, proteja-se a si próprio, a sua
ferramenta e os seus direitos à garantia, utilizando exclusivamente
acessórios e material de desgaste Festool originais!
Os códigos para ferramentas de fresa, gabaritos e outros acessó-
rios constam no quadro 1, no catálogo Festool ou em nosso site
na Internet, “
www.festool.com
”.

115
• Uvolněte obrobek z upnutí a spojte ho s obrobkem s rybinovými
drážkami.
Pokud čepové spoje přesně neodpovídají, je nutné provést ná-
sledující úpravy:
° Spojení čepů jde příliš ztuha (33.1):
Ovládací kolečka otočte kladným směrem (+).
°
Spojení čepů jde příliš zlehka (33.2):
Ovládací kolečka otočte záporným směrem (-).
°
Čepové spojení je příliš hluboké (33.3):
Nepatrně zmenšete hloubku frézování pomocí
jemného
nastavení horní frézky.
° Čepové spojení je nedostatečně hluboké (33.4):
Nepatrně zvětšete hloubku frézování pomocí jemného nasta-
vení horní frézky.
Upozornění
: Pro nastavení ovládacích koleček musíte povolit
šrouby (34.1) a po provedení nastavení je znovu utáhnout. Na-
stavená poloha tak zůstane zachovaná pro pozdější práci.
• Tento postup opakujte, dokud spojení přesně neodpovídá.
Frézování čepů
Analogicky jako u zkušebního frézování vyfrézujte všechny čepy.
• Разожмите заготовку и составьте ее с заготовкой с шипами
"Ласточкин хвост".
Если шипы и пазы не совпадают, следует выполнить следую-
щие корректировки:
° Слишком плотное шиповое соединение (33.1):
Поверните регулировочные колеса в направлении "плю-
са".
°
Слишком свободное шиповое соединение (33.2):
Поверните регулировочные колеса в направлении "ми-
нус".
°
Слишком глубокое шиповое соединение (33.3):
При помощи точной регулировки верхней фрезы немного
уменьшите глубину фрезерования.
° Недостаточно глубокое шиповое соединение (33.4):
При помощи точной регулировки верхней фрезы немного
увеличьте глубину фрезерования.
Примечание
–
Для изменения положения регулировочных
колес необходимо ослабить винты (34.1), а после выполнения
настройки вновь затянуть их. Это обеспечивает фиксацию
заданной позиции для последующих работ.
• Повторяйте эту операцию до полного соответствия шипов и
пазов.
Фрезерование шипов
Фрезерование выполняется аналогично пробному фрезерова-
нию всех шипов.
7
База данных о возможностях применения
Детальное описание возможностей применения шипорезного
приспособления Вы найдете в нашей базе данных по возмож-
ностям применения на Интернет-сайте
www.festool.com
.
8 Оснастка
Используйте только предназначенные для данной машинки
оригинальные оснастку и расходные материалы Festool, так
как эти компоненты оптимально согласованы между собой. В
случае использования оснастки и расходных материалов других
производителей следует принимать во внимание возможность
снижения качества работы и ограничений по гарантийным
обязательствам. В зависимости от вида работ это может при-
вести к более интенсивному износу машинки или к увеличению
нагрузки на руки. Поэтому для того, чтобы сберечь свои силы,
оптимально использовать ресурс машинки и обеспечить на-
дежность гарантийных обязательств, применяйте только ори-
гинальные оснастку и расходные материалы Festool!
Номера для заказа фрезеровальных инструментов, шаблонов
и прочей оснастки Вы найдете в таблице Т1, а также в Вашем
каталоге Festool, либо в Интернете на нашей домашней стра-
нице по адресу
www.festool.com
.
7 Databáze
použití
Podrobný popis možností použití spojovacího systému naleznete
také v naší databázi použití na internetu na adrese
„www.festool.
com”
.
8 Příslušenství
Používejte pouze originální příslušenství Festool a spotřební
materiál Festool určené pro toto nářadí, protože tyto systémo-
vé komponenty jsou navzájem optimálně sladěné. Při použití
příslušenství a spotřebního materiálu od jiných výrobců je prav-
děpodobné kvalitativní zhoršení pracovních výsledků a omezení
záruky. V závislosti na použití se může zvýšit opotřebení nářadí
nebo vaše osobní zatížení. Chraňte tedy sami sebe, své nářadí
a záruku výhradním používáním originálního příslušenství Festool
a spotřebního materiálu Festool!
Objednací čísla frézovacích nástrojů, šablon a ostatního příslušenství
naleznete v tabulce T1, v katalogu Festool nebo na našich interneto-
vých stránkách
„www.festool.com”
.

116
9
Prestação de garantia
Os nossos aparelhos estão ao abrigo de prestação de garantia
referente a defeitos do material ou de fabrico de acordo com as
regulamentações nacionalmente legisladas, todavia no mínimo
12 meses. Dentro do espaço dos estados da EU o período de
prestação de garantia é de 24 meses (prova através de factura ou
recibo de entrega). Danos que se devem em especial ao desgaste
natural, sobrecarga, utilização incorrecta ou danos por culpa do
utilizador ou qualquer outra utilização que não respeite o manual
de instruções ou conhecidos aquando da aquisição, estão excluídos
da prestação de garantia. Também se excluem os danos causados
pela utilização de acessórios que não sejam originais e materiais
de desgaste (p. ex., pratos de lixar).
Reclamações só podem ser reconhecidas caso o aparelho seja re-
metido todo montado (completo) ao fornecedor ou a um serviço de
assistência ao cliente Festool autorizado. O manual de instruções,
instruções de segurança, lista de peças de substituição e compro-
vativo de compra devem ser bem guardados. São válidas, de resto,
as actuais condições de prestação de garantia do fabricante.
Nota
Devido aos trabalhos de investigação e desenvolvimento perma-
nentes, reserva-se o direito às alterações das instruções técnicas
aqui produzidas.
REACh para produtos Festool, respectivos acessórios e material
de desgaste
REACh é, desde 2007, o regulamento relativo a produtos químicos,
válido em toda a Europa. Nós, enquanto “utilizadores subjacentes”,
ou seja, fabricante de produtos, estamos conscientes do nosso
dever de informar os nossos clientes. Para o manter sempre
actualizado e para o informar sobre possíveis materiais da lista
de candidatos aos nossos produtos, criámos o seguinte website
para si:
www.festool.com/reach

117
9 Гарантия
На наши приборы мы даем гарантию, связанную с дефектами
материала или с дефектами при производстве в соответствии
с законодательством каждой из стран, на срок не менее 12
месяцев. В странах ЕС срок гарантии составляет 24 месяца
(подтверждение по счету или накладной). Гарантия не рас-
пространяется на повреждения, полученные в результате есте-
ственного износа/использования, перегрузки, ненадлежащего
использования, повреждения по вине Пользователя или при
использовании вопреки Руководству по эксплуатации, либо
известные на момент покупки (уценка товара).
Также исключается ответственность за ущерб, вызванный
использованием неоригинальной оснастки и расходных мате-
риалов (например, шлифовальных тарелок).
Рекламации признаются только в том случае, если прибор от-
правляется поставщику или в мастерскую Сервисной службы
Festool в неразобранном состоянии. Сохраняйте Руководство
по эксплуатации, указания по технике безопасности, список
запасных частей и квитанцию о покупке. В остальном следует
действовать согласно соответствующим условиям предостав-
ления гарантии изготовителя.
Примечание
В связи с постоянными исследованиями и новыми технически-
ми разработками фирма оставляет за собой право на внесение
изменений в технические характеристики.
REACh для изделий Festool, их оснастки и расходных мате-
риалов
С 2007 года директива REACh является регламентом по хими-
ческим веществам, действующим на территории всей Европы.
Выступая в роли «привлекаемого участника» этого регламента,
мы, как производители изделий, принимаем на себя обяза-
тельство предоставлять соответствующую информацию нашим
клиентам. Чтобы держать вас в курсе последних событий и
предоставлять информацию о веществах, которые включены в
список вышеупомянутого регламента и которые могут исполь-
зоваться в наших изделиях, мы создали специальный веб-сайт:
www.festool.com/reach
9 Záruka
Na naše nářadí poskytujeme na vady materiálu nebo výrobní vady
záruku podle zákonných ustanovení jednotlivých zemí, minimálně
ovšem 12 měsíců. V rámci zemí EU činí záruční doba 24 měsíců
(na základě účtenky nebo dodacího listu). Ze záruky jsou vyloučeny
škody způsobené zejména přirozeným opotřebením, přetížením,
neodborným zacházením, resp. škody zaviněné uživatelem nebo
způsobené jiným použitím v rozporu s návodem k použití nebo
které byly známy již při zakoupení.
Rovněž jsou vyloučeny škody, které byly způsobeny použitím jiného
než originálního příslušenství a spotřebního materiálu Festool
(např. brusné talíře).
Reklamace lze uznat pouze tehdy, pokud je nerozebrané nářadí
zasláno zpět dodavateli nebo autorizovanému servisu Festool.
Návod k použití, bezpečnostní pokyny, seznam náhradních dílů
a nákupní doklad pečlivě uschovejte. Jinak platí vždy aktuální
záruční podmínky výrobce.
Poznámka
Na základě neustálého výzkumu a vývoje jsou vyhrazeny změny
zde uvedených technických údajů.
Adresa pro výrobky Festool, jejich příslušenství a spotřební
materiál
REACh je nařízení o chemických látkách, platné od roku 2007 v celé
Evropě. Jako následný uživatel, tedy jako výrobce výrobků jsme si
vědomi své informační povinnosti vůči zákazníkům. Abychom vás
mohli vždy informovat o nejnovějším vývoji a o možných látkách ze
seznamu látek v našich výrobcích, vytvořili jsme pro vás následující
webovou stránku: www.festool.com/reach
118
System do wykonywania połączeń VS
600
1 Dane
techniczne
Numery zamówieniowe frezów, wierteł, pierścieni do kopiowania i
czopów centrujących patrz tabela T2. Dla podanych frezów względ-
nie wierteł zalecane jest stosowanie maksymalnej prędkości
obrotowej frezarki górnowrzecionowej.
2
Użycie zgodne z przeznaczeniem
System do wykonywania połączeń VS 600 zgodnie z przeznacze-
niem przewidziany jest w połączeniu z odpowiednimi szablonami,
pierścieniami do kopiowania, frezami i frezarkami górnowrzecio-
nowymi typoszeregu OF 900, OF 1000, OF 1010 oraz OF 1400 fi rmy
Festool do frezowania wczepów na "jaskółczy ogon", wczepów kli-
nowych, otworów pod kołki oraz otwartych wczepów na "jaskółczy
ogon" w drewnie i materiałach drewnianych.
Za szkody i wypadki spowodowane użyciem niezgodnym z prze-
znaczeniem odpowiedzialność ponosi użytkownik.
3
Zalecenia odnośnie bezpieczeństwa pracy
• Podczas pracy z użyciem systemu do wykonywania połączeń
VS 600 należy przestrzegać również zaleceń bezpieczeństwa
odnoszących się do ręcznej frezarki górnowrzecionowej.
• Należy stosować wyłącznie frezy, pierścienie kopiujące i czopy
centrujące wymienione w tabeli T2.
• Należy stosować wyłącznie oryginalne wyposażenie i części
zamienne fi rmy Festool.
• Przed frezowaniem należy sprawdzić, czy obrabiane elementy są
bezpiecznie zamocowane i czy dokręcone są wszystkie dźwignie
mocujące oraz pokrętła systemu do wykonywania połączeń.
T1
Rodzaj połączenia
Grubość
materiału
od - do
(zalecane)
Szer
ok
ość materiału
do 600 mm
Wczepy na "jaskółczy
ogon"
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Wczepy klinowe
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Otwory pod kołki DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Otwarte
wczepy na "jaskółczy
ogon"
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
T2
OF 900,
OF 1000,
OF 1010
OF 1400
SZ 14
HSS
HM
490991
490992
490770
(Ø 17 mm)
492181
(Ø 17 mm)
464164
SZ 20
HSS
HM
490995
490996
490771
(Ø 24 mm)
492182
(Ø 24 mm)
FZ 6
HSS
HM
490944
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
FZ 10
HSS
HM
490946
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
DS 32
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
491065
491066
490067
491068
491069
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 14 Z HM
490978
490772
(Ø 8,5 mm)
492179
(Ø 8,5 mm)
SZO 14 S HM
491164
490770
(Ø 17 mm)
492181
(Ø 17 mm)
SZO 20 Z HM
490980
484176
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
SZO 20 S HM
491165
490771
(Ø 24 mm)
492182
(Ø 24 mm)
119
VS összekötő rendszer
600
1 Műszaki
adatok
A maró, fúró, másológyűrű és központozó csap rendelési számát a
T2 táblázatban találja. Javasoljuk, hogy a megadott maróval ill. fú-
róval a felsőmaró maximális fordulatszámán végezzen munkát.
2 Rendeltetésszerű
használat
A VS 600 összekötő rendszer rendeltetésszerűen használható a
megfelelő sablonokkal, másológyűrűkkel és marókésekkel együtt
valamint az OF 900, OF 1000, OF 1010 és OF 1400 Festool felsőma-
ró szériával fecskefarkos csapozás, ujj-csapolás, csaplyukak és
nyitott fecskefarkos csapozás fában és fából készült anyagokban
végzett marására.
A nem rendeltetésszerű használat sérülési és baleseti kockázata
a felhasználót terheli.
3 Biztonsági
utasítások
• A VS 600 összekötő rendszerrel végzett munka során tartsa be
kézi felsőmaró biztonsági utasításait is.
• Csak a T2 táblázatban felsorolt marókéseket, másológyűrűket
és központozó csapokat használja.
• Csak eredeti Festool tartozékokat és pótalkatrészeket használ-
jon.
• Marás előtt győződjön meg róla, hogy a munkadarabok bizton-
ságosan be vannak fogva és az összekötő rendszer valamennyi
szorítókarja és forgógombja zárva van.
T1
Csapolási mód
Anyagvastagság
-tól, -ig
(ajánlott)
Any
agszél
es
ség
600 mm -ig
Fecskefarkas
csap
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Ujj-csapolás
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
DS 32
csaplyukak
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Nyitott
Fecskefarkas
csapok
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
Σύστημα σύνδεσης VS 600
T1
Τρόπος σύνδεσης
Πάχος υλικού
από - έως
(συνίσταται)
Πλ
άτ
ος υλ
ικ
ού
έως 600 mm
Σύνδεση χελιδονοουράς
SZ 14 (14 mm)
15 - 20 mm
(18 mm)
SZ 20 (20 mm)
21 - 28 mm
(24 mm)
Σύνδεση δοντιών
FZ 6 (6 mm)
6 - 10 mm
FZ 10 (10 mm)
10 - 20 mm
Τρύπες για καβίλιες
DS 32
Ø 6 mm
12 - 14 mm
Ø 8 mm
15 - 22 mm
Ø 10 mm
23 - 28 mm
Ανοιχτή
σύνδεση χελιδονοουράς
SZO 14 Z
SZO 14 S (14 mm)
10 - 14 mm
SZO 20 Z
SZO 20 S (20 mm)
14 - 25 mm
1 Τεχνικά
στοιχεία
Για τους αριθμούς παραγγελίας για φρέζες, τρυπάνια, δακτύλιους
αντιγραφής και πείρους κεντραρίσματος βλέπε στον πίνακα T2. Για
τις αναφερόμενες φρέζες ή τρυπάνια συνιστούμε να χρησιμοποιείτε
το μέγιστο αριθμό στροφών της κάθετης φρέζας σας.
2
Χρήση σύμφωνα με το σκοπό προορισμού
Το σύστημα σύνδεσης VS 600, σύμφωνα με το σκοπό προορισμού,
προβλέπεται για φρεζάρισμα σε συνδυασμό με τα αντίστοιχα
αντιγραφικά, τους αντίστοιχους δακτύλιους αντιγραφής και τις
αντίστοιχες φρέζες και με τις κάθετες φρέζες Festool της σειράς
OF 900, OF 1000, OF 1010 και OF 1400, συνδέσεων χελιδονοουράς,
συνδέσεων δοντιών, τρυπών για καβίλιες και ανοιχτών συνδέσεων
χελιδονοουράς σε ξύλο και σε υλικά με βάση το ξύλο.
Για τις τυχόν ζημιές και ατυχήματα λόγω μη ενδεδειγμένης χρήσης
ευθύνεται ο χρήστης.
3 Υποδείξεις
ασφαλείας
• Κατά την εργασία με το σύστημα σύνδεσης VS 600 προσέξτε επίσης
τις υποδείξεις ασφαλείας της κάθετης φρέζας χεριού.
• Χρησιμοποιείτε μόνο τις φρέζες, τους δακτύλιους αντιγραφής και
τους πείρους κεντραρίσματος, που αναφέρονται στον πίνακα T2.
• Χρησιμοποιείτε μόνο γνήσια εξαρτήματα και ανταλλακτικά της
Festool.
• Πριν το φρεζάρισμα βεβαιωθείτε, ότι τα επεξεργαζόμενα κομμά-
τια είναι καλά σφιγμένα και όλα τα περιστροφικά κουμπιά και οι
μοχλοί σύσφιγξης του συστήματος σύνδεσης είναι κλειστοί.
120
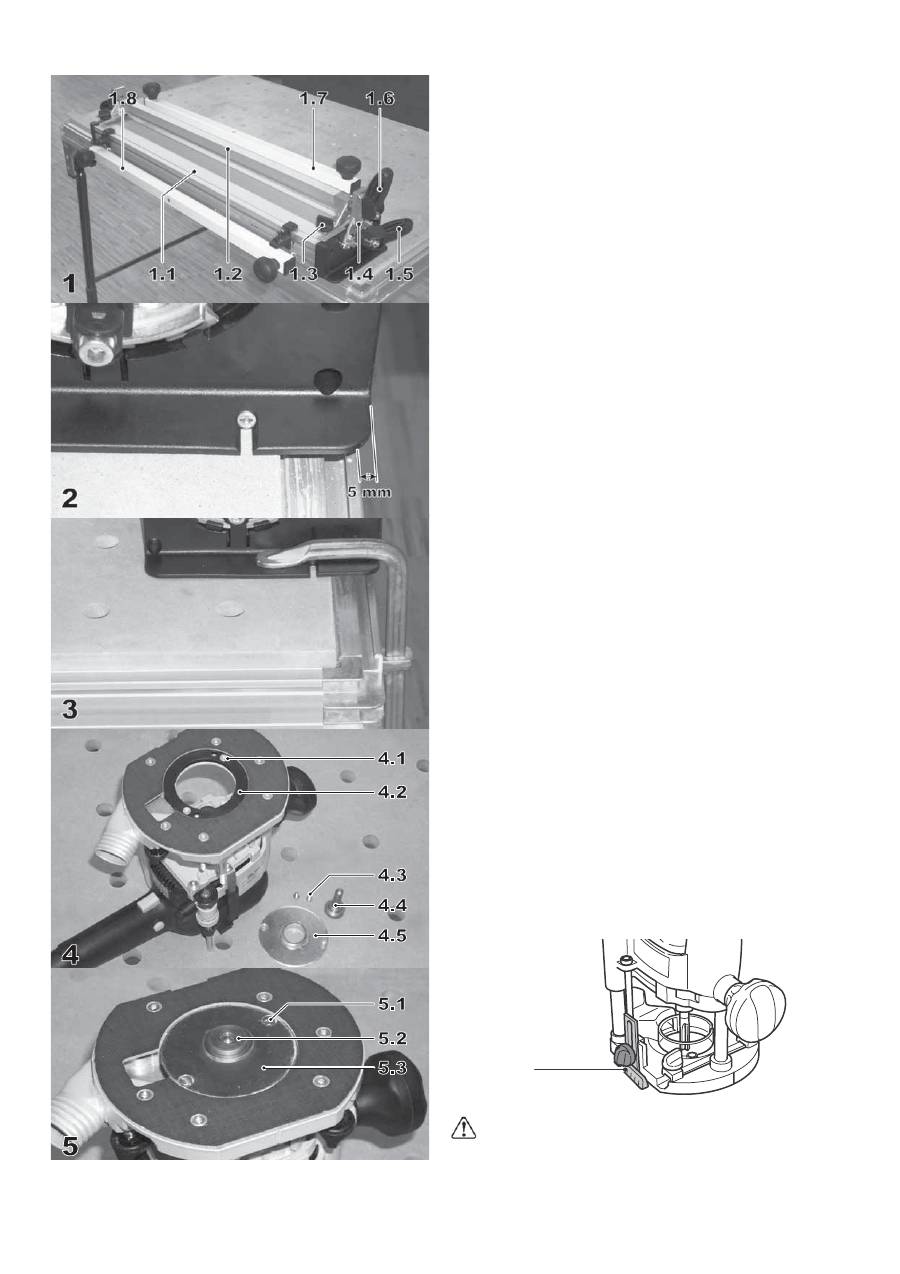
4 Budowa
System do wykonywania połączeń VS 600 składa się z następują-
cych istotnych podzespołów (rysunek 1):
1.1 Stelaż
podstawowy
1.2
Uchwyt do mocowania szablonów
1.3
Pokrętła do mocowania szablonów
1.4
Segment uchylny do uchwytu
1.5
Dźwignia mocująca do segmentu uchylnego
1.6
Dźwignia mocująca do regulacji wysokości szablonów
1.7
Belka dociskowa do poziomego mocowania obrabianych
elementów
1.8
Belka dociskowa do pionowego mocowania obrabianych
elementów
5 Przygotowanie
5.1
Ustawianie stelaża podstawowego
Stelaż podstawowy musi być przymocowany bezpoślizgowo do
mocnego podłoża:
• Ustawić stelaż podstawowy w taki sposób, aby przednia krawędź
wystawała na ok. 5 mm.
• Przymocować stelaż podstawowy dwiema śrubami (rysunek 2)
lub dwoma ściskami stolarskimi (rysunek 3) po obu stronach
do podłoża.
5.3 Frezarka
górnowrzecionowa
Zalecenie:
Obsługa frezarki górnowrzecionowej (ustawianie
głębokości frezowania, wymiana narzędzi, itp.) opisana jest w
instrukcji eksploatacji.
Zamontować wymagany pierścień kopiujący centrycznie w stole
frezarki górnowrzecionowej:
• Wyciągnąć wtyczkę z gniazda wtykowego.
• Ustawić frezarkę górnowrzecionową do góry nogami.
• Odkręcić obie śruby (4.1) i usunąć pierścień (4.2).
• Zamocować czop centrujący (4.4) w trzpieniu frezarskim.
• Włożyć pierścień kopiujący (4.5, 5.3) pierścieniem oporowym do
góry w stole frezarki górnowrzecionowej.
• Przemieścić stół frezarki powoli w kierunku czopu centrującego
do momentu, aż pierścień kopiujący (5.3) zostanie wycentrowany
przez czop centrujący (5.2).
• Przykręcić pierścień kopiujący obiema dostarczonymi śrubami
(4.3, 5.1).
• Usunąć czop centrujący z trzpienia frezarskiego.
OSTROŻNIE
Uszkodzenie frezarki i szablonów do frezowania
- Jeśli jest zamontowana, należy zdemontować z frezarki
górnowrzecionowej podparcie(5.4) o regulowanej wysokości.
5.4
