Festool RAS 180.03 E: OSTRZEŻENIE
OSTRZEŻENIE: Festool RAS 180.03 E
77
Regulacja prędkości obrotowej
Prędkość obrotową można regulować za pomocą
pokrętła nastawczego [1-4] bezstopniowo w zakre-
sie od 800 do 4000 min
-1
.
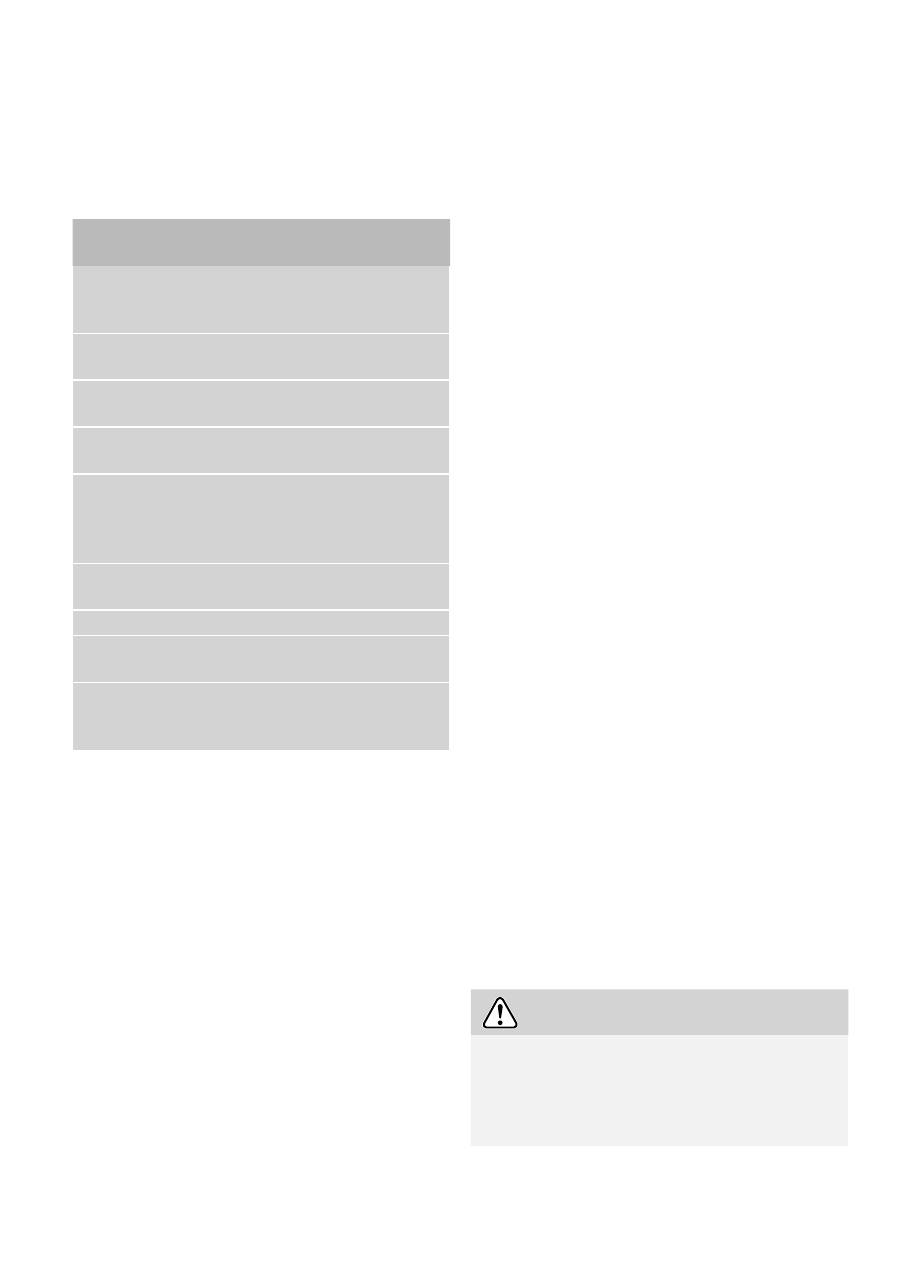
W poniższej tabeli znajdują się wytyczne, na jakim
stopniu elektronicznym praca dostosowana jest do
materiału. Oczywiście przejścia są płynne.
Obrabiany materiał
Proces roboczy
Stopień elek-
troniczny
Zeszlifowywanie suchych,
popękanych
powłok malarskich
6
Szlifowanie "mażących" powłok
malarskich / lakierniczych
2 - 4
Oszlifowywanie cienkich warstw
lakieru kryjącego
3 - 5
Usuwanie farb
przeciwporostowych
3 - 6
Szlifowanie twardych ele-
mentów z tworzywa sztucznego
wzmacnianego włóknem szkla-
nym (GFK)
4 - 6
Szlifowanie termoplastycznych
tworzyw sztucznych
2 - 3
Szlifowanie drewna
6
Czyszczenie piaskowca, betonu,
materiału deskowania
4
Szlifowanie zaatakowanych
rdzą, lakierowanych elementów
metalowych
(6)
( ) = nadaje się tylko warunkowo
Stała prędkość obrotowa
Wstępnie wybrana prędkość obrotowa silnika
utrzymywana jest elektronicznie na stałym pozio-
mie. Dzięki temu nawet przy obciążeniu osiągana
jest stała prędkość cięcia.
Zabezpieczenie przed przeciążeniem
Przy ekstremalnym przeciążeniu pobór prądu może
przekroczyć dopuszczalną wartość nominalną. W
tym przypadku elektroniczne zabezpieczenie przed
przeciążeniem chroni silnik przed przepaleniem.
Silnik jest przy odłączany przez "elektroniczne
sprzęgło zabezpieczające" i natychmiast po odcią-
żeniu pracuje w dalszym ciągu.
Zabezpieczenie przed nadmiernym wzrostem
temperatury
W celu zabezpieczenia przed przegrzaniem (prze-
palenie silnika) wbudowany jest elektroniczny
układ kontroli temperatury. Przed osiągnięciem
krytycznej temperatury silnika elektroniczny układ
zabezpieczający wyłącza silnik. Po czasie stygnię-
cia wynoszącym ok. 3-5 minut urządzenie jest po-
nownie gotowe do pracy i w pełni obciążalne. Jeśli
urządzenie pracuje (bieg jałowy) czas stygnięcia
ulega znacznemu skróceniu.
Wskaźnik diodowy
Oprócz elektronicznego pokrętła nastawczego,
szlifi erka rotacyjna ma zieloną i czerwoną diodę
świecącą [1-3]. Dopóki świeci się dioda zielona,
szlifi erka rotacyjna pracuje normalnie. Gdy świe-
ci się dioda czerwona, silnik przeciążony jest na
ok. 70%. Jeśli silnik przez dłuższy czas będzie
przeciążony w ten sposób, zostanie on wyłączony
przez zabezpieczenie przed przeciążeniem lub
zabezpieczenie przed nadmiernym wzrostem
temperatury.
Jednakże, naprzemienne miganie zielonej i czer-
wonej diody oznacza, że szczotki węglowe zużyte są
do minimum (pozostały czas pracy wynosi maks. 10
godzin). W tym przypadku, następnego dnia należy
zlecić wymianę szczotek węglowych w upoważnio-
nym warsztacie serwisowym. Należy przy tym za-
stosować sprzedawane parami specjalne szczotki
węglowe, ponieważ w przeciwnym wypadku nie
będzie funkcjonował wskaźnik diodowy.
7.2 Wymiana wkładu szczotkowego
Przy wymianie wyjąć wkład szczotkowy śrubo-
krętem przez kwadratowy otwór [3-3].
Włożyć nową listwę szczotkową w rowek, do-
pasować promień poprzez lekkie zgięcie i wci-
snąć aż listwa szczotkowa będzie przylegała do
spodu osłony.
Włoski szczotki muszą być skierowane skosami
na zewnątrz.
Dostępne są dwa różne wkłady szczotkowe:
- AH-RAS D 180 Poly (jako zamiennik przy zuży-
ciu)
- AH-RAS D 180 Metall (do stosowania przy ma-
teriałach iskrzących)
7.3 Wymiana talerza szlifi erskiego
OSTRZEŻENIE
Niebezpieczeństwo zranienia
• Blokadę wrzeciona należy naciskać tylko przy
nieruchomym wrzecionie napędowym.
• Przy włączonej blokadzie wrzeciona nie wolno
włączać silnika.
