Festool DF 500 Q – страница 5
Инструкция к Festool DF 500 Q
wie szeregu licznych prób. Zarówno maszyna, jak
(rozdz. 8.5).
i wymiary kołków DOMINO ustawione są na tę
Porada: Frezować pierwsze gniazdo bez luzu
uśrednioną wartość. Jeśli pomimo to powstanie
(szerokość gniazda na kołki = szerokość koł-
przesunięcie boczne rzędu ok. 0,03 mm - 0,04
ka), natomiast pozostałe gniazda na kołki z
mm przy złożeniu dwóch przedmiotów obrabia-
następną w kolejności szerokością (ilustracja
nych, istnieje możliwość zamiany zamontowanych
10). Pierwsze gniazdo na kołek służy za wymiar
fabrycznie zapadek ogranicznikowych (2.4) na
odniesienia, podczas gdy pozostałe gniazda po-
zapadki korygujące. Zapadki te są węższe o 0,15
siadają tolerancję wynikającą z niedokładności
mm i zmniejszają w ten sposób odstęp boczny
wykonania.
otworów na kołki od krawędzi przedmiotu obra-
- Frezowanie gniazd na kołki:
bianego (patrz rozdział 14).
a) pierwsze gniazdo przez przyłożenie pierw-
Prze rozpoczęciem obróbki ostatecznego przed-
szego kołka do krawędzi bocznej przedmiotu
miotu obrabianego zaleca się ustawić na przed-
obrabianego,
miocie próbnym optymalną głębokość, szerokość
b) pozostałe gniazda zgodnie z przygotowanymi
i średnicę gniazda na kołek.
uprzednio zaznaczeniami ołówkiem oraz po-
działką okienka podglądowego (10.3).
W czasie pracy przestrzegać następują-
cych zasad:
9 Przegląd, konserwacja i czyszczenie
- Obrabiany element należy mocować zawsze w
Przed przystąpieniem do wykonywania
taki sposób, aby nie mógł poruszyć się w czasie
jakichkolwiek prac przy maszynie należy
obróbki.
zawsze wyciągać wtyczkę z gniazda!
- Frezarkę trzymać w czasie pracy zawsze obu-
Wszystkie prace konserwacyjne i napraw-
rącz za obudowę silnika oraz za uchwyt dodat-
cze, które wymagają otwarcia obudowy
kowy. Dzięki temu można uniknąć zagrożenia
silnika, mogą być wykonywane wyłącznie
odniesienia obrażeń oraz zapewnić precyzyjne
przez upoważniony warsztat serwisowy.
prowadzenie narzędzia.
Obsługa serwisowa i naprawy wyłącznie
- Zamknąć dźwignię zaciskową regulacji wy-
u producenta lub w warsztatach
sokości frezu (2.3) oraz dźwignię zaciskową
autoryzowanych: prosimy wybrać
ogranicznika kątowego (1.5) w taki sposób, aby
najbliższe miejsce spośród adresów
uniemożliwić ich przypadkowe odblokowanie w
zamieszczonych na stronie:
czasie pracy.
www.festool.com/Service
- Dostosować prędkość przesuwu do średnicy
EKAT
4
Należy stosować wyłącznie oryginalne
frezu i materiału. Pracować zachowując stałą
3
5
prędkość przesuwu.
2
części zamienne firmy Festool.Nr
1
- Odkładać frezarkę dopiero wówczas, kiedy frez
zamówienia pod:
zatrzyma się całkowicie.
www.festool.com/Service
Frezarka do kołków jest w dużej mierze bezobsłu-
Sposób postępowania
gowa. Mimo wszystko zalecamy coroczną kontrolę
Aby utworzyć połączenie na kołki wykonać nastę-
i / lub po ok. 100 roboczogodzinach oddanie urzą-
pujące czynności:
dzenia do specjalistycznego warsztatu. Czynność
- Wybrać odpowiedni kołek, i założyć pasujący do
ta pozwoli zapewnić bezpieczeństwo w pracy oraz
niego frez na maszynę (rozdz. 8.1).
długi okres eksploatacji frezarki.
- Ustawić głębokość frezu (rozdz. 8.2). Głębokość
W celu zabezpieczenia cyrkulacji powietrza należy
frezu musi być mniejsza przynajmniej 3 mm niż
utrzymywać drożność i czystość otworów wenty-
grubość przedmiotu obrabianego, aby połącze-
lacyjnych na obudowie silnika.
nie na kołki było odpowiednio wytrzymałe.
Prowadnice (4.3) czyścić z kurzu. Regularnie sma-
- Ustawić wysokość frezu odpowiednio do grubo-
rować lekko prowadnice olejem nie zawierającym
ści przedmiotu obrabianego (rozdz. 8.3).
żywicy (np. olejem do maszyn do szycia).
- Oznaczyć należące do siebie powierzchnie
Dla zamocowania dźwigni zaciskowej (patrz
przedmiotów obrabianych (10.1), aby umożliwić
rysunek 6b):
po frezowaniu gniazd na kołki i ponowne prawi-
- Usunąć dźwignię zaciskową i mocniej zacisnąć
dłowe złożenie.
śrubę z łbem sześciokątnym.
- Przyłożyć do siebie oba łączone przedmioty
- Ponownie przymocować dźwignię zaciskową do
obrabiane, a następnie zaznaczyć wybrane po-
śruby z łbem sześciokątnym.
łożenie kołków za pomocą ołówka (10.2).
Urządzenie jest wyposażone w specjalne węgle
- Ustawić żądaną szerokość gniazda na kołek
81
samoczynnie wyłączające. Jeżeli są one zużyte,
12 Oświadczenie o zgodności z normami
następuje samoczynne odłączenie prądu i ma-
UE
szyna zatrzymuje się.
Frezarka do kołków pła-
Nr seryjny
10 Wyposażenie, narzędzia
skich
Dla własnego bezpieczeństwa należy sto-
DF 500 Q 498621, 498622
sować wyłącznie oryginalne wyposażenie
Rok oznaczenia CE: 2006
i części zamienne fi rmy Festool.
Niniejszym oświadczamy na własną odpowiedzial-
Numery do zamówienia wyposażenia i narzędzi
ność, że produkt ten spełnia następujące normy
znajdziecie Państwo w katalogu Festool lub w
lub dokumenty normatywne: EN 60745-1, EN
internecie pod adresem “www.festool.com”.
60745-2-19, EN 55014-1, EN 55014-2, EN 61000-
3-2, EN 61000-3-3 zgodnie z postanowieniami wy-
11 Środowisko
tycznych 2006/42/EG, 2004/108/EG, 2011/65/UE.
Nie wolno wyrzucać narzędzi elektrycznych wraz z
odpadami domowymi! Urządzenia, wyposażenie i
Festool Group GmbH & Co. KG
opakowania należy przekazać zgodnie z przepisa-
Wertstr. 20, D-73240 Wendlingen, Germany
mi o ochronie środowiska do odzysku surowców
wtórnych. Należy przy tym przestrzegać obowią-
zujących przepisów państwowych.
Tylko UE: Zgodnie z europejską Wytyczną 2002/96/
EG zużyte narzędzia elektryczne trzeba gromadzić
osobno i odprowadzać do odzysku surowców wtór-
nych zgodnie z przepisami o ochronie środowiska.
Dr. Martin Zimmer
Informacje dotyczące rozporządzenia REACH:
Kierownik Działu Badań, Rozwoju i Dokumentacji
www.festool.com/reach
Technicznej
10.12.2012
82
13 Przykłady zastosowań
(Następujące ilustracje A1 do A6.3 znajdują się na dołączonym dokumencie).
A1.1 - A1.4 stabilne i zabezpieczone przed przekręceniem połączenia ram pod skosem.
A2 bardzo stabilne połączenie ramy blokowej.
A3 bardzo stabilne i zabezpieczone przed przekręceniem połączenia drewniane w bu-
dowie kadłubowej i stolcowej.
A4.1 - A4.3 stabilne, zabezpieczone przed przekręceniem i dopasowane połączenia płytowe
(na skos).
A5.1 stabilne i dopasowane połączenie płytowe (na styk).
A5.2 ustawienie frezu na kołek do połączenia płytowego (na styk), czołowe gniazdo na
kołek.
A5.3 ustawienie frezu na kołek kątownikiem do połączenia płytowego (na styk).
A6.1 stabilne i dopasowane połączenie płytowe (centralnie).
A6.2 ustawienie frezu na kołek do połączenia płytowego (centralnie).
A6.3 ustawienie frezu na kołek do połączenia płytowego (centralnie), czołowe gniazdo
na kołek.
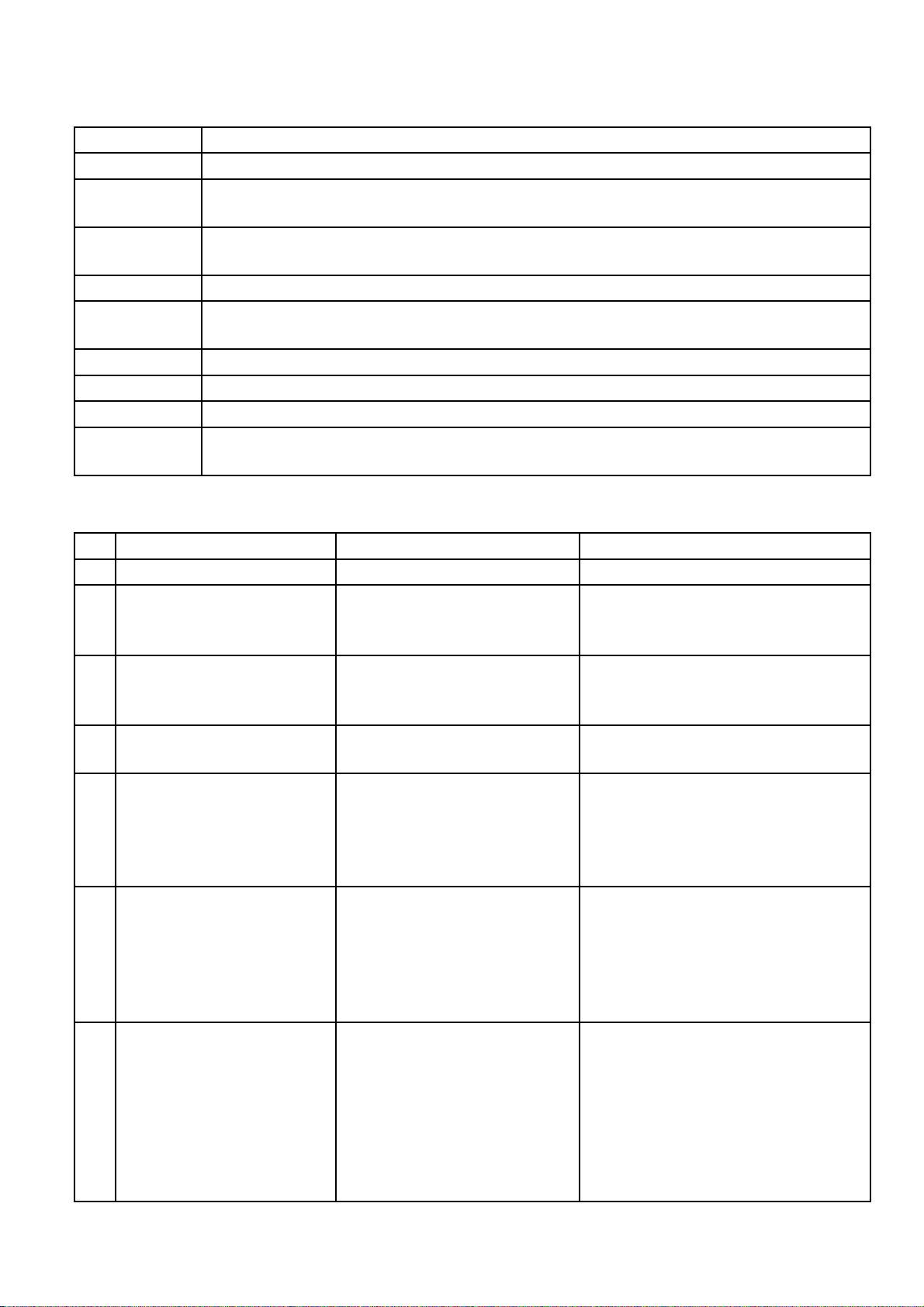
14 Usuwanie błędów
(Następujące ilustracje B1 do B6 znajdują się na dołączonym dokumencie).
Błąd Przyczyna Usunięcie
B1 plamy od spalenia tępy frez używać ostry frez
B2 rozszerzanie się gniazda
zbyt duża głębokość frezo-
zmniejszyć głębokość frezu
na kołek
wania (większa nić 20 mm) z
frezem 5 mm
B3 kołek przebija przedmiot
niewłaściwa grubość przed-
dostosować grubość przedmiotu
obrabiany
miotu obrabianego i / lub
obrabianego i / lub głębokość fre-
głębokość frezu
zu
B4 zarysowania na krawędzi
zbyt duża prędkość przesu-
zmniejszyć prędkość przesuwu
gniazda na kołek
wu
B5 gniazdo kołka nie znaj-
przedmiot obrabiany prze-
zamocować odpowiednio przed-
duje się w położeniu
sunął się przy obróbce
miot obrabiany
równoległym względem
krawędzi przedmiotu ob-
rabianego
B6 gniazdo na kołek nie
a) zanieczyszczenia (np. wió-
a) usunąć zanieczyszczenia
znajduje się pod kątem
ry) pod płytą podłogową
prostym (90°) względem
b) ogranicznik kątowy nie
b) ogranicznik kątowy ustawić do-
powierzchni przedmiotu
jest ustawiony dokładnie
kładnie na 90°
obrabianego
na 90°
c) stosować kątownik
c) obróbka bez kątownika
9a,
Położenie gniazd na koł-
Punkt środkowy między oby-
Wyjąć wszystkie zapadki ogra-
9b
ki, utworzonych za po-
dwoma kołkami ogranicza-
nicznikowe (9.1) (rysunek 9a).
mocą lewego i prawego
jącymi nie leży dokładnie w
Zamontować jedną z załączonych
kołka ograniczającego,
punkcie środkowym zakresu
zapadek ogranicznikowych (9.2) do
nie zgadza się wzajemnie
obrotu frezu.
frezarki do kołków płaskich (rysu-
(różne odstępy od krawę-
nek 9b). Zapadki ogranicznikowe
dzi przedmiotu obrabia-
są znacznie węższe i umożliwiają
nego).
bardzo dokładne ustawienie.
83

