Festool MFT 1080: 78 9
78 9: Festool MFT 1080
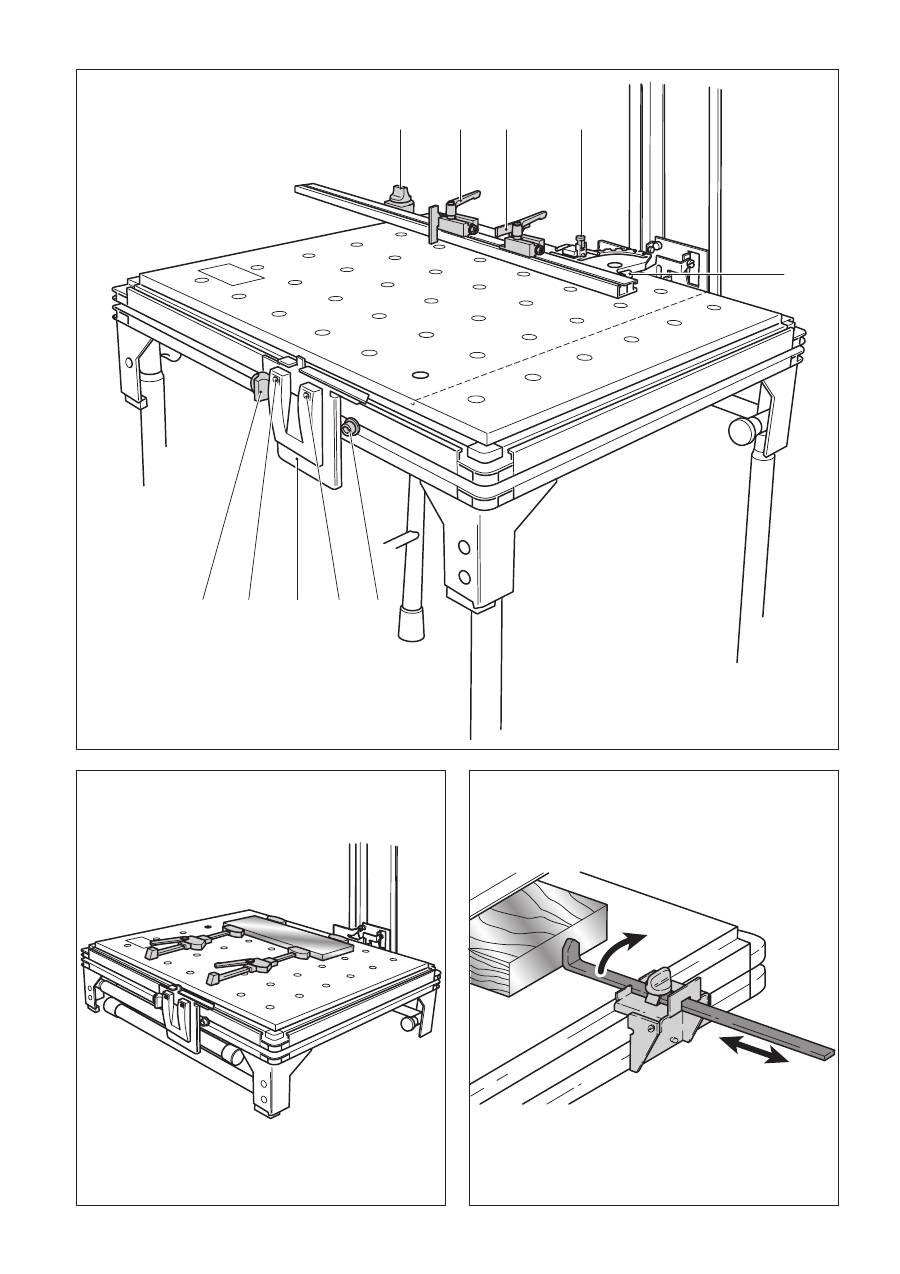
7.3 7.9 7.6 7.7 7.8 7.5 7.2 7.1 7.2 7.4
7 8 9
5
1
Technische Daten
MFT 800
MFT 1080
Tischabmessung (Breite x Länge)
590 x 725 mm
724 x 1164 mm
Tischhöhe - mit Klappbeinen
820 mm
820 mm
- ohne Klappbeine
205 mm
205 mm
max. Arbeitsbreite
- mit Führungsschiene FS 800, quermontiert
510 mm
- mit Führungsschiene FS 1080, quermontiert
625 mm
- mit Führungsschiene FS 1400 (Best.-Nr. 482975),
längsmontiert
625 mm
1085 mm
max. Werkstückdicke
90 mm
90 mm
Gewicht
20 kg
33 kg
2 Lieferumfang
1
Tisch (1.1) bestehend aus: Profi l-
rahmen, Winkelfüßen, Lochplatte,
Klappbeinen
1 Aufl ageeinheit (1.2)
1
Führungsschiene FS 800 oder
FS 1080 (1.3)
1 Schwenkeinheit
(1.4)
1 Schwenksegment
(1.5)
mit
Sechs-
kantstiftschlüssel (1.6)
1 Anschlaglineal
(1.7)
1 Zusatzklemmung
für
Anschlaglineal
(1.8)
1 Anschlagreiter
AR-MFT
(1.9)
1 Abweiser
(1.10)
3 Bestimmungsgemäße
Verwen-
dung
Der Multifunktionstisch ist vorgesehen zum
sicheren und genauen Sägen und Fräsen mit
Festool-Elektrowerkzeugen.
Mit den im Zubehörprogramm angebotenen
Spannsystemen können auf der Arbeitsplat-
te Werkstücke sicher gespannt werden. Der
Tisch wird so zu einem Arbeitstisch für viele
handwerkliche Arbeiten wie Hobeln, Schlei-
fen, Schnitzen usw..
4 Aufstellen
und
Montage
Am Multifunktionstisch können die Anbau-
elemente in verschiedenen Stellungen an-
gebaut werden, wodurch sich verschiedene
Arbeitsstellungen ergeben.
In der Standard-Arbeitsstellung steht der
Bedienende an der Tischlängsseite (Abb. 4).
In dieser Betriebsanleitung wird diese Tisch-
seite mit „vorne“ bezeichnet.
4.1 Aufstellen
Die Griffknöpfe (4.3) bis Anschlag auf-
schrauben. Klappbeine ausklappen und
mit den Griffknöpfen an den Gelenken
wieder festschrauben. Unebenheiten in der
Standfl äche können durch Verdrehen der
Abschlusskappe (4.1) hinten rechts ausge-
glichen werden.
Die Winkelfüße (4.4) sind auf der Unterseite
mit Gummikappen bestückt, damit der Tisch
auch mit eingeklappten Klappbeinen einen
sicheren Stand hat (Abb. Titelseite).
4.2 Montage
der
Führungsschiene
Für die von uns empfohlene Arbeitsstellung
sind werkseitig, auf der vorderen und hinte-
ren Tischseite, am Längsprofi l, entsprechen-
de Anschläge (7.4 + 6.1) gesetzt.
Auf der hinteren Längsseite wird die Schwen-
keinheit (1.4/6.2) befestigt, auf der vorderen
Längsseite die Aufl ageeinheit (1.2/4.2).
Mit gelöster Spannung der Höhenverstellung
(7.3) und gelöstem Drehknopf (7.1) werden
die Einheiten von links bis zum Anschlag in
die Profi lnut eingefahren und dann mit Dreh-
knopf (7.1) festgeklemmt. Beide Einheiten
können Sie spielfrei zur Profi lnut einstellen,
indem Sie mit einem Sechskantschlüssel SW
2,5 die Stellschrauben in der Führungsfeder
verdrehen.
Zur besseren Zugänglichkeit an beiden Ein-
heiten die Blechteile ganz nach oben schie-
ben und durch Niederdrücken am Spannhe-
bel (7.3) festklemmen.
Die Klemmwirkung kann bei Bedarf an den
Schrauben (7.2) nachgestellt werden.
Zur Montage der Führungsschiene wird diese
so auf die Passfeder (6.3) aufgesteckt, dass

6
die Schiene auf dem Aufl ageblech aufl iegt
(der Festool-Schriftzug ist dann von rechts
lesbar) und die Passfeder vollständig in der
Nut ist.
In dieser Lage wird die Führungsschiene
mit den zwei Schrauben (6.4), mit Hilfe
des beiliegenden Sechskantstiftschlüssels,
festgeschraubt.
4.3 Abweiser
Der Abweiser (1.10) verhindert ein Verhaken
des Absaugschlauches und des Stromkabels
an der Führungsschiene.
Der Abweiser wird auf das Ende der Füh-
rungsschiene gesteckt und mit dem Dreh-
knopf (1.11) befestigt.
4.4 Montage
des
Winkelanschlags
Das Anschlaglineal hat zwei um 90° ge-
geneinander geöffnete Nuten und kann an
beiden Nuten am Schwenksegment be-
festigt werden, indem es auf die Vierkant-
muttern der Befestigungsschrauben (7.5)
aufgesteckt wird. Es ergibt sich eine 14 mm
oder 35 mm hohe Führungsfl äche. Das An-
schlaglineal wird mit den Schrauben (7.5)
so am Schwenksegment befestigt, dass es
ca. 35 mm über das Segment hinaussteht.
Der Anschlag wird bei 0°-Stellung in die Lö-
cher 3 und 4 (beim MFT 1080 in die Löcher
4 und 5) der hinteren Lochreihe eingehängt
(Abb. 5) und mit den Griffknöpfen von un-
ten, gegen die Lochplatte, festgeschraubt.
5
Arbeiten mit dem MFT 800/
MFT 1080
5.1
Einstellen des Winkelanschlags
(Abb. 3)
Nach Anheben des Fixierstiftes (7.6), kön-
nen am Schwenksegment beliebige Win-
kelstellungen eingestellt werden, die häufi g
gebrauchten Winkel sind dabei rastbar.
Zur Prüfung der Winkligkeit wird die Füh-
rungsschiene abgesenkt, sodass sie auf dem
Anschlag aufl iegt.
Mit einem Winkel wird der 90°-Winkel vom
Anschlagslineal zur Führungsschiene über-
prüft und wenn erforderlich nachjustiert.
Dazu Schraube (3.1) lösen, 90°-Winkel
genau einstellen und Schraube wieder fest-
ziehen.
Zur Stabilisierung des Anschlaglineals wird
die Zusatzklemmung (7.9) verwendet.
Dazu wird die Passfeder der Zusatzklem-
mung in die Nut am linken Profi lrahmen
eingeführt, die Rippe der Zusatzklemmung
in die Nut des Anschlaglineals eingeschwenkt
und mit dem Drehknopf festgeschraubt.
Wird der eingestellte Winkelanschlag in an-
dere Löcher umgesetzt, ist die Winkligkeit
zu überprüfen.
5.2 Einstellen
der
Führungsschiene
zum Werkstück
Zum Sägen und Fräsen wird die Führungs-
schiene so weit abgesenkt, dass die Schiene
eben auf dem Werkstück aufl iegt. So wird
das Werkstück mit der Schiene sicher ge-
halten.
Damit die Führungsschiene beim Bearbeiten
von schmalen Werkstücken nicht verkantet,
wird in der Mitte zwischen Werkstück und
Aufl ageeinheit (4.2) eine gleichdicke Unter-
lage unter der Führungsschiene beigelegt.
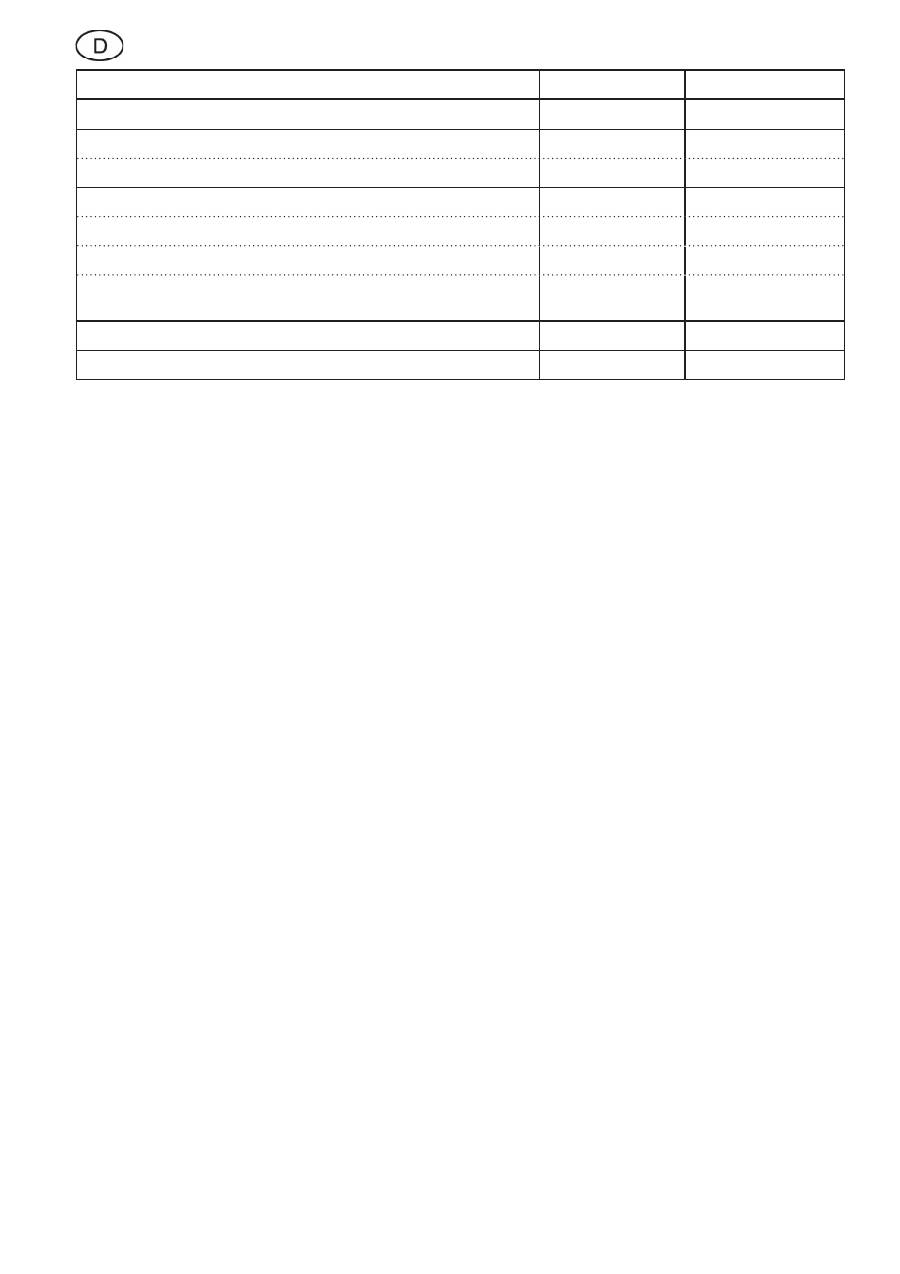
5.3 Einstellen
der
Schnitttiefe
zum
Sägen (Abb. 2)
Achten Sie darauf, dass die Schnitttiefe zur
Werkstückdicke immer richtig eingestellt
ist. Wir empfehlen, die Schnitttiefe 1-3 mm
größer als die Werkstückdicke einzustellen.
Dadurch vermeiden Sie, dass der Profi lrah-
men beschädigt wird.
6 Zubehör
Zum sicheren Festspannen der Werkstücke
werden im Zubehörprogramm Spannsyste-
me als Flachspanner und als Vertikalspanner
angeboten.
Die Bestellnummern für Zubehör fi nden Sie
in Ihrem Festool Katalog oder im Internet
unter „www.festool.com“.
6.1
Spannelement MFT-SP (Abb. 8)
Best.-Nr. 488030
Der Bausatz des Spannsystems besteht
aus zwei Flachspannern und zwei Gegen-
haltern.
Die Gegenhalter können an Stelle des Win-
kelanschlags in Löcher der hinteren Loch-
reihe eingesteckt und mit einem Griffknopf
von unten festgeschraubt werden.
Die Gummiaufl age zeigt zum Werkstück und
ist Werkstückgegenhalter.
Entsprechend der Werkstückbreite werden
die Flachspanner mit offenem Spannhebel in
ein passendes Loch gesteckt und mit Griff-
knopf von unten angeschraubt.
Durch Umlegen des Spannhebels drückt der

7
Klemmschuh gegen das Werkstück.
Mit den Flachspannern können Werkstücke
in beliebigem Winkel auch gegen den Win-
kelanschlag gespannt werden.
Durch das seitliche Spannen am Werkstück
ist ungehindertes, fl ächiges Oberfl ächenbe-
arbeiten (z. B. Überschleifen) bequem und
sicher möglich.
6.2 Schraubzwinge
FSZ,
Best.-Nr.
489570
Durch vertikales Spannen können mit den
Schraubzwingen FSZ Werkstücke auf der
Arbeitsfl äche geklemmt werden.
Mit dem Klemmbügel der Schraubzwinge
wird von oben in ein Loch der Lochplatte
eingefahren und das Werkstück mit dem
Druckstück von oben geklemmt.
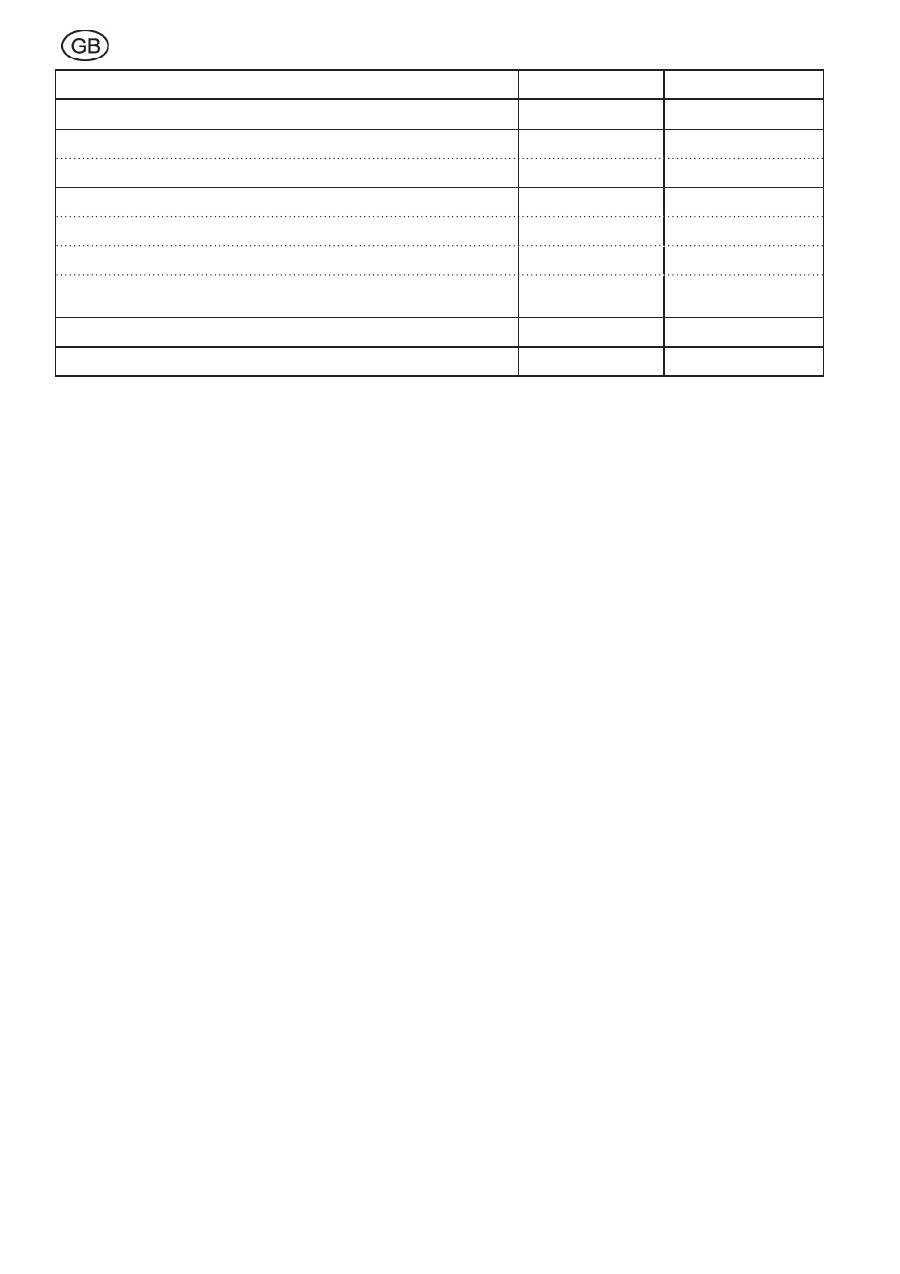
6.3 Längenanschlag
MFT-LA,
Best.-
Nr. 488564
Fräs- oder Sägearbeiten mit gleichbleiben-
dem Abstand zur Führungsschiene, können
auf einfache Weise mit dem Längenanschlag
MFT-LA durchgeführt werden. Der MFT-LA
kann am Profi lrahmen ringsum angebaut
werden.
Zum Ablängen gleich langer Teile oder zum
Fräsen in gleichbleibendem Abstand wird der
Anschlag an der rechten Tischseite montiert
(Abb. 9).
Der Anschlag kann nach der Einstellung
weggeschwenkt werden, sodass eine un-
gehinderte Werkstückbearbeitung möglich
ist.
6.4 Anschlagreiter
AR-MFT
(Best.-
Nr. 490555; 1 Stück im Liefer-
umfang)
Auf das Anschlaglineal können ein oder
mehrere Anschlagreiter geschoben werden
und mit dem Klemmhebel (7.8) an beliebi-
ger Stelle festgeklemmt werden. Um den
Anschlagreiter aus-ser Funktion zu setzen,
kann das Anschlagblech (7.9) wegge-
schwenkt werden.
7 Nachrüsten
von
FST
660/85
Der Winkelanschlag MFT-WA (Best.-Nr.
488563) und die Spannsysteme, wie in Pkt.
6.1 und 6.2 beschrieben, können auch beim
Festool-Fräs-/Sägetisch FST 660/85 verwen-
det werden, wenn die Arbeitsplatte gegen
die Lochplatte MFT-LP (Best.-Nr. 488565)
ausgetauscht wird.
Damit die Führungsschiene auch in der
Standard-Arbeitsstellung bis auf den Winkel-
anschlag abgesenkt werden kann, muss das
Befestigungsblech (6.5) der Wippe ausge-
tauscht werden. Das neue Befestigungsblech
liegt dem Lieferumfang des Winkelanschlags
bei.
8
2
Scope of delivery
1
Table (1.1) consisting of: profi le fra-
me, angular feet, perforated panel,
foldaway legs
1 support
unit
(1.2)
1
FS 800 or FS 1080 guide rail (1.3)
1 swivel
unit
(1.4)
1
swivel segment (15) with hexagon
key (1.6)
1 stop
ruler
(1.7)
1
additional clamp for stop ruler (1.8)
1 sliding
stop
AR-MFT
(1.9)
1 defl ector (1.10)
3 Correct
use
The multifunction table has been designed
for safe and precise sawing and routing with
Festool electric tools.
Workpieces can be safely clamped on the
worktop using the clamping systems avai-
lable from the accessories program, making
the table a workbench for numerous jobs
such as planing, sanding, carving, etc.
4
Erection and assembly
The attachments can be fi tted on the multi-
function table at various positions, resulting
in various working positions.
In the standard working position, the ope-
rator stands on the long side of the table
(Fig. 4).
In these operating instructions, this side of
the table will be referred to as the “front”.
4.1
Erection
Screw the grip knobs (4.3) in up to the stop.
Unfold foldaway legs and lock in position with
the grip knobs at the joints.
Uneven surfaces can be compensated by
turning the cap (4.1) on the rear right leg.
The angular feet (4.4) have rubber caps
on their underside so that the table stands
fi rmly even when the legs are folded away
(illustration on front cover).
4.2
Fitting the guide rails
Corresponding stops (7.4 + 6.1) have been
provided in the longitudinal profi le on the
front and rear of the table in the works for
the recommended working positions.
The swivel unit (1.4/6.2) is mounted on the
rear long side, the support unit (1.2/4.2) on
the front long side.
The units are inserted into the profi le groove
from the left up to the stop with the height
adjustment (7.3) and the rotary knob (7.1)
released, and are then clamped with the
rotary knob (7.1).
Both units can be adjusted free from play
in the profi le groove by turning the setting
screws in the tongue with a size 2.5 hexa-
gon key.
Push the metal parts up and lock in position
by pressing the clamping lever (7.3) down
for better access to the two units.
The clamping effect can be adjusted at the
screws (7.2) as required.
To fi t the guide rail, place on the feather key
(6.3) so that the rail rests on the support
plate (the Festool lettering can be read from
the right) and the feather key is fully in the
groove.
1
Technical data
MFT 800
MFT 1080
Table dimensions (width x length)
590 x 725 mm
724 x 1164 mm
Table height - with foldaway legs
820 mm
820 mm
- without foldaway legs
205 mm
205 mm
max. working width
- with FS 800 guide rail (mounted crosswise)
510 mm
- with FS 1080 guide rail (mounted crosswise)
625 mm
- with FS 1400 guide rail (order no. 482975)
mounted lengthwise
625 mm
1085 mm
max. workpiece thickness
90 mm
90 mm
Weight
20 kg
33 kg

9
The guide rail is screwed in place with the
two screws (6.4) using the enclosed hexa-
gon key.
4.3 Defl ector
The defl ector (1.10) prevents that suction
hose and power cable will hook on guide
rail.
The defl ector is attached to the end of the
guide rail and secured with the rotary knob
(1.11).
4.4
Fitting the angle stop
The stop ruler has two open grooves 90°
opposite to each other and can be fastened
to the swivel segment with both grooves by
fi tting onto the square nut of the fastening
screw (7.5). The face of the guide is either
14 mm or 35 mm high.
The stop ruler is fastened to the swivel seg-
ment with the screws (7.5) so that it pro-
trudes approx. 35 mm beyond the segment.
The stop is suspended in holes 3 and 4 of the
rear row of holes (MFT 1080: holes 4 and 5)
in the 0° position (Fig. 5) and screwed tight
against the perforated plate from below with
the grip knobs.
5
Working with the MFT 800/
MFT 1080
5.1
Adjusting the angle stop (Fig. 3)
Random angles can be set at the swivel seg-
ment after raising the positioning pin (7.6),
with catches being provided for the most
commonly used angles.
Lower the guide rail so that it rests on the
stop to check the angularity.
Check the 90° angle between the stop ruler
and guide rail with a set square and adjust
as necessary.
Release screw (3.1), set an exact 90° angle
and re-tighten the screw.
Use the additional clamp (7.9) to stabilise
the stop ruler. Insert the additional clamp’s
feather key into the groove in the left-hand
profi le frame, swing the rib of the additional
clamp into the groove of the stop ruler and
screw tight with the rotary knob.
If the pre-set angle stop is used in other
holes check the angularity before starting
work.
5.2
Adjusting the guide rail to the
work-piece
Lower the guide rail during sawing and rou-
ting so that it rests fl at on the workpiece.
This ensures that the workpiece is held safe-
ly with the rail.
To make sure that the guide rail does not tilt
when working with narrow workpieces, in-
sert a support under the guide rail, the same
thickness as this, in the middle between the
workpiece and support unit (4.2).
5.3
Adjusting the depth of cut when
sawing (Fig. 2)
Make sure that the depth of cut is always set
correctly in relationship to the thickness of
the workpiece. We recommend setting the
depth of cut 1-3 mm larger than the work-
piece thickness. This avoids damages to the
profi le frame.
6 Accessories
Clamping systems with fl at clamps and ver-
tical clamps are available as accessories to
ensure a safe clamping of the workpieces.
The accessory order number can be found
in your Festool catalogue or on the Internet
under “www.festool.com”.
6.1
Clamping element MFT-SP, order
no. 488030 (Fig. 8)
This clamping system set consists of two fl at
clamps and two steadying devices.
The steadying devices can be inserted in the
rear set of holes in place of the angle stop
and are screwed into place from below with
a grip knob.
The rubber rest faces the workpieces and is
the actual steadying device.
The fl at clamps are inserted into a hole to
match the workpiece width with their clam-
ping levers open and screwed into place from
below with a grip knob.
The clamping shoe is pressed against the
workpiece when the clamping lever is mo-
ved.
Workpieces can also be clamped at random
angles against the angle stop with the ver-
tical clamps.
The lateral clamping of the workpieces en-
ables safe and easy unhampered surface
processing (e.g. sanding).

10
6.2
Screw clamp FSZ, order no.
489570
Workpieces can be clamped vertically on the
working table with the FSZ screw clamps.
Insert the clamping bow of the screw clamp
into a hole in the perforated plate from above
and clamp the workpiece from above with
the pressure pad.
6.3
Length stop MFT-LA, order no.
488564
Routing or sawing work with a constant
distance to the guide rail can be simply
and easily carried out using the length stop
MFT-LA. The MFT-LA can be fi tted at any
point around the profi le frame.
Fit the stop on the right side of the table to
cut parts of equal length to size or for routing
at a constant distance (Fig. 9).
The stop can be swivelled out of the way
after adjustment, enabling unhindered pro-
cessing of the workpiece.
6.4
Sliding stop AR-MFT (order no.
490555; 1 included in delivery)
One or several sliding stops can be slid onto
the stop ruler and clamped with the clamping
lever (7.8) in an arbitrary position.
The stop plate (7.9) can be away swung to
put the sliding stop out of action.
7 Retrofi tting the FST 660/85
The angle stop MFT-WA (order no. 488563)
and the clamping systems described in sec-
tions 6.1 and 6.2 can also be used with the
Festool FST 660/85 router/saw table if the
worktop is replaced by the perforated plate
MFT-LP (order no. 488565).
The fastening plate (6.5) for the rocker has
to be exchanged so that the guide rail can
be lowered to the angle stop in the standard
working position.
The new fastening plate is enclosed with the
angle stop.
11
1
Caractéristiques techniques
MFT 800
MFT 1080
Dimensions de la table (largeur x longueur)
590 x 725 mm
724 x 1164 mm
Hauteur de table - avec pieds rabattables
820 mm
820 mm
- sans pieds rabattables
205 mm
205 mm
Largeur de travail maximale
- avec rail de guidage FS 800, montage transversal
510 mm
- avec rail de guidage FS 1080, montage transversal
625 mm
- avec rail de guidage FS 1400 (n°de réf. 482975)
montage longitudinal
625 mm
1085 mm
Epaisseur de la pièce à usiner maximale
90 mm
90 mm
Poids
20 kg
33 kg
2 Matériel
fourni
d’origine
1
Table (1.1) comprenant les éléments
suivants: cadre en profi lé, pieds ar-
ticulés, plateau perforé, pieds rabat-
tables
1 Dispositif
support
(1.2)
1
Rail de guidage FS 800/FS 1080
(1.3)
1 Unité
basculante
(1.4)
1
Segment inclinable (1.5) avec clé
mâle normale (1.6)
1
Règle de butée (1.7)
1
Dispositif de serrage supplémentaire
pour la règle de butée (1.8)
1
Curseur de butée AR-MFT (1.9)
1 Défl ecteur (1.10)
3
Utilisation conforme aux prescrip-
tions
La table multi-fonctions est destinée à assu-
rer un sciage et un fraisage sûrs, fi ables et
exacts avec les outils électriques de Festool.
Les sys-tèmes de serrage faisant partie du
programme d’accessoires permettent de
serrer en toute fi abilité des pièces à usiner
sur le plateau de travail. Avec la table se
transformant ainsi en un plateau de travail,
il est possible de réaliser de nombreuses
activités artisanales, par exemple rabotage,
rectifi cation, sculpture, etc.
4
Mise en place et montage
La table multi-fonctions permet un montage
des éléments dans n’importe quelle position
et d’obtenir ainsi une grande multiplicité de
positions de travail. En position de travail
standard, l’opérateur travaille sur le côté
longitudinal de la table (fi g. 4).
Au cours de ce mode d’emploi, ce côté de la
table sera désigné par «avant».
4.1 Mise
en
place
Visser les bouton-poignée (4.3) jusqu’à la
butée. Sortir les pieds rabattables puis les
serrer à fond au moyen des bouton-poignée
sur les articulations. Les irrégularités de
la surface sur laquelle la table est posée,
peuvent être com-pensées en tournant le
capuchon d’extrémité (4.1) situé à l’arrière
gauche.
Les pieds articulés (4.4) sont équipés, en
bas, de capuchons en caoutchouc afi n que
la table soit bien stable, même lorsque les
pieds rabattables sont rentrés (fi g. page de
garde).
4.2
Montage du rail de guidage
Des butées appropriées (7.4 + 6.1) sont po-
sées départ usine sur le profi lé longitudinal,
sur le côté avant et arrière de la table, pour
obtenir la position de travail recommandée
par nos soins. L’unité basculante (1.4/6.2)
est fi xée sur le côté longitudinal arrière, le
dispositif support (1.2/4.2) est fi xé sur le
côté longitudinal avant (1.2/4.2). Les uni-
tés sont poussées de par la gauche dans la
rainure profi lée jusqu’à la butée, la tension
d’ajustage en hauteur (7.3) et le bouton
tournant (7.1) étant desserrés.
Puis le bouton tournant (7.1) doit être blo-
qué à fond. Les deux unités peuvent être
ajustées sans jeu par rapport à la rainure
profi lée en tournant les vis de réglage dans

12
la clavette au moyen d’une clé mâle normale
de 2,5 d’ou-verture. Pour mieux accéder aux
deux unités, pousser les pièces en tôle tout à
fait vers le haut et les bloquer à fond en en-
fonçant le levier de serrage (7.3). L’effet de
blocage peut être réajusté, si besoin est, sur
les vis (7.2). Pour procéder au montage du
rail de guidage, celui-ci doit être enfi ché sur
la clavette (6.3), de sorte que le rail soit posé
sur la tôle support (l’inscription Festool peut
alors être lue depuis le côté droit) et que la
clavette soit entièrement dans la rainure.
Dans cette position, le rail de guidage doit
être vissé à fond par les deux vis (6.4), en
utilisant la clé mâle normale fournie.
4.3 Défl ecteur
Le défl ecteur (1.10) empêche tout coin-
cement du tuyau d’aspiration ou du câble
électrique au niveau du rail de guidage.
Le défl ecteur est enfi ché au bout du rail de
guidage et fi xé avec l’écrou moleté (1.11).
4.4
Montage du guide-butée angu-
laire
La règle de butée possède deux rainures
ouvertes à 90° l’une par rapport à l’autre et
peut être fi xée sur les deux rainures situées
sur le segment inclinable en l’enfi chant sur
les écrous carré des vis de fi xation (7.5).
Il en résulte une surface de guidage de 14
mm ou de 35 mm de haut. La règle de butée
doit être fi xée au moyen des vis (7.5) sur le
segment inclinable, de sorte qu’elle dépasse
celuici de 35 mm environ. La butée doit être
accrochée, en position 0°, dans les trous 3
et 4 (MFT 1080: 4 et 5) de la série de trous
arrière (fi g. 5) et doit être vissée à fond au
moyen des bouton-poignée, de par le des-
sous, contre le plateau perforé.
5
Travail avec la MFT 800/MFT 1080
5.1
Ajustage du guide-butée angu-
laire (fi g. 3)
Après avoir soulevé la tige de fi xation (7.6),
l’utilisateur peut ajuster des positions angu-
laires quelconques sur le segment inclinab-
le, pour les angles fréquemment utilisés, il
existe des crans.
Pour vérifi er l’angle correct, le rail de guidage
doit être abaissé, de sorte qu’il soit posé sur
la butée. L’angle à 90° de la règle de butée
par rapport au rail de guidage doit être vé-
rifi é au moyen d’une équerre et réajusté si
nécessaire.
A cet effet, desserrer la vis (3.1), ajuster
exacte-ment l’angle à 90° et resserrer la vis.
Pour stabiliser la règle de butée, il convient
d’utiliser le dispositif de serrage supplémen-
taire (7.9). A cet effet, introduire la clavette
du dispositif de serrage supplémentaire dans
la rainure du cadre profi lé gauche, rentrer
la nervure du dispositif de serrage supplé-
mentaire dans la rainure de la règle de bu-
tée puis visser à fond au moyen du bouton
tournant. Si le guide-butée angulaire ajusté
est déplacé dans d’autres trous, il convient
de vérifi er l’angle correct.
5.2
Ajustage du rail de guidage par
rapport à la pièce à usiner
Pour des travaux de sciage et de fraisage, le
rail de guidage doit être abaissé jusqu’à ce
qu’il soit à plat sur la pièce à usiner. Ainsi, la
pièce à usiner sera maintenue avec fi abilité
par le rail.
Afi n que le rail de guidage, lors de l’usinage
de pièces étroites, ne se coince pas, un
support de même épaisseur doit être dépo-
sé sous le rail de guidage, au centre, entre
la pièce à usiner et le dispositif support
(4.2).
5.3
Ajustage de la profondeur de
coupe pour les travaux de sciage
(fi g. 2)
Veiller à ce que la profondeur de coupe soit
toujours correctement ajustée par rapport à
l’épaisseur de la pièce à scier. Nous recom-
man-dons d’ajuster la profondeur de coupe
entre 1 et 3 mm de plus que l’épaisseur
de la pièce à usiner, ce qui évite ainsi
d’endommager le cadre profi lé.
6 Accessoires
Pour assurer un serrage fi able des pièces à
usiner, vous trouverez dans le programme
d’accessoires, des systèmes de serrage
sous forme de dispositifs de serrage plats
et de dispositifs de serrage verticaux. Les
références des accessoires fi gurent dans
le catalogue Festool ou sur Internet sous
„www.festool.com“.
6.1
Elément de serrage MFT-SP
(fi g. 8) , n° de réf. 488030
Le kit de montage du système de serrage
comprend deux dispositifs de serrage plats
et deux contre-supports. Les contre-sup-
ports peuvent être enfi chés, au lieu du gui-

13
de-butée angulaire, dans les trous de la série
de trous arrière puis vissés à fond au moyen
d’un bouton-poignée, de par le dessous.
Le revêtement en caoutchouc est en face
de la pièce à usiner et fait offi ce de contre-
support de pièce. C’est en fonction de la
largeur de la pièce à scier que les disposi-
tifs de serrage plats sont enfi chés, à levier
de serrage ouvert, dans un trou approprié
puis vissés de par le dessous au moyen du
bouton-poignée. En modifi ant la position du
levier de serrage, le patin de blocage presse
contre la pièce à usiner. Les dispositifs de
serrage plats permettent de serrer les pièces
à usiner à angle quelconque, même contre
le guide-butée angulaire. Le serrage laté-
ral sur la pièce à usiner assure un usinage
surfacique (par exemple ponçage), et ce en
tout sécurité, sans aucune gêne et avec un
grand confort de maniabilité.
6.2
Serre-joint FSZ, n° de réf. 489570
Le dispositif de serrage vertical permet de
fi xer les pièces à usiner sur la surface de
travail au moyen des serre-joint FSZ. A cet
effet, l’étrier de serrage du serre-joint doit
être entré de par le haut dans un trou du
plateau perforé et la pièce à usiner peut en-
suite être serrée de par le haut par l’élément
de pression.
6.3 Guide-butée
longitudinal
MFT-
LA, n° de réf. 488564
Les travaux de fraisage ou de sciage à écarts
constants par rapport au rail de guidage
peuvent être réalisés en toute facilité par la
mise en oeuvre du guide-butée longitudinal
MFT-LA. Le guide-butée longitudinal MFT-LA
peut être monté sur le pourtour du cadre
profi lé. Pour tronçonner des pièces de même
longueur ou pour fraiser à écarts constants,
monter la butée du côté droit sur la table
(fi g. 9). La butée peut être escamotée après
avoir procédé à l’ajustage, de manière à
assurer un usinage de la pièce sans aucune
gêne.
6.4
Curseur de butée AR-MFT (réf.
490555; 1 unité fournie d’origine)
Vous pouvez équiper la règle de butée d’un
ou de plusieurs curseurs et fi xer l’ensemble
au moyen du levier de serrage (7.8) sur un
endroit de votre choix. Pour rendre la fonc-
tion du curseur de butée ineffi cace, il vous
suffi t d’éloigner la plaque de butée (7.9).
7 Rééquipement
de
la
FST
660/85
Le guide-butée angulaire MFT-WA (n° de
réf. 488563) et les systèmes de serrage,
comme décrits au point 6.1 et 6.2, peu-
vent également être utilisés sur la table de
fraisage/de sciage FST 660/85 de Festool
si le plateau de travail est remplacé par le
plateau perforé MFT-LP (n° de réf. 488565).
Afi n que le rail de guidage puisse également
être abaissé jusqu’au guide-butée angulaire
dans la position de travail standard, il con-
vient de remplacer la tôle de fi xation (6.5)
de la bascule. La nouvelle tôle de fi xation
fait partie du matériel fourni avec le guide-
butée angulaire.
14
1
Datos técnicos
MFT 800
MFT 1080
Dimensiones de la mesa (b x l)
590 x 725 mm
724 x 1164 mm
Altura de la mesa
- con patas plegables
820 mm
820 mm
- sin patas plegables
205 mm
205 mm
Anchura máx. de trabajo
- con guía FS 800 montada transversalmente
510 mm
- con guía FS 1080 montada transversalmente
625 mm
- con guía FS 1400 (nº de pedido: 482975)
montada longitudinalmente
625 mm
1085 mm
Grosor máx. de la pieza
90 mm
90 mm
Peso
20 kg
33 kg
2 Contenido
del
suministro
1
mesa (1.1) consistente en: bordes
ranu-rados, pies acodados, tablero
perforado, patas plegables
1
unidad de apoyo (1.2)
1
guía FS 800 / FS 1080 (1.3)
1 unidad
basculante
(1.4)
1
segmento basculante (1.5) con llave
hexagonal (1.6)
1
guía de tope (1.7)
1 fi jación adicional para la guía de tope
(1.8)
1
Tope desplazable AR-MFT (1.9)
1 Derivador
(1.10)
3 Utilización
adecuada
La mesa multifuncional está concebida para
cortar y fresar de modo seguro con herra-
mientas eléctricas de Festool.
Con los sistemas de fi jación ofrecidos en el
programa de accesorios, se pueden sujetar
con seguridad las piezas sobre el tablero.
Así la mesa se vuelve mesa de trabajo para
cepillar, lijar, tallar, etc.
4 Instalación
y
montaje
En la mesa multifuncional se pueden colocar
los accesorios de montaje diferentemente,
con lo que se obtienen diferentes posiciones
de trabajo.
En la posición de trabajo estándar, el usuario
está por el lado largo de la mesa (fi g. 4).
En estas instrucciones de uso se denomina
este lado de la mesa como „delantero“.
4.1 Instalación
Afl ojar las ruedecillas (4.3) hasta el tope.
Abrir las patas plegables y fi jarlas a las
uniones articuladas girando de nuevo las
ruedecillas.
las desigualdades del suelo las puede com-
pensar girando la caperuza (4.1) de la pata
posterior derecha. Los pies acodados (4.4)
tienen goma por el lado inferior; así la mesa
está bien fi ja incluso con las patas plegables
plegadas (fi g. en portada).
4.2
Montaje de la guía
Para la posición de trabajo que recomenda-
mos se han puesto de fábrica los topes (7.4
+ 6.1) necesarios en los lados delantero y
posterior de la mesa, en la ranura longitu-
dinal.
En el lado longitudinal posterior se fi ja la
unidad basculante (1.4/6.2), en el lado
longitudinal delantero la unidad de apoyo
(1.2/4.2).
Afl ojando el ajuste en altura (7.3) y el botón
giratorio (7.1), hay que introducir las unida-
des por la izquierda en la ranura perfi lada
hasta llegar al tope.
Después se fi jan apretando el botón giratorio
(7.1).
Usted puede colocar las dos unidades sin que
quede holgura en la ranura si gira con una
llave hexagonal de tamaño 2,5 los tornillos
de ajuste de la guía.
Para tener un mejor acceso a las dos uni-
dades, levante las chapas completamente
y fíjelas apretando hacia abajo la palanca
(7.3).

15
Si fuese necesario, este efecto de apriete se
puede reajustar con los tornillos (7.2).
Para el montaje de la guía, hay que ponerla
en la chaveta (6.3) de modo que la guía
descanse en la chapa de apoyo (la marca
de Festool se puede leer entonces por la
derecha) y la chaveta esté completamente
metida en la ranura.
En esta posición se atornilla fuertemente
la guía con los dos tornillos (6.4) usando la
llave hexagonal adjunta.
4.3 Derivador
El derivador (1.10) impide que el tubo fl e-
xible de aspiración y el cable de la corriente
queden enganchados al riel de guía.
El derivador se inserta al fi nal del riel de guía
y se fi ja con el regulador (1.11).
4.4
Montaje del tope angular
La guía de tope tiene dos ranuras abiertas
oblicuamente en ángulo de 90° y se puede
fi jar en las dos ranuras al segmento bascu-
lante colocándola en las tuercas cuadradas
de los tornillos de fi jación (7.5).
Así se obtiene una superfi cie de guía de
14 mm o 35 mm de altura.
La guía de tope se fi ja con los tornillos (7.5)
al segmento basculante de modo que so-
bresalga unos 35 mm sobre el segmento.
El tope se engancha en posición de 0° en
los agujeros 3 y 4 (MFT 1080: 4 y 5) de la
fi la perforada posterior (fi g. 5) y se fi ja al
tablero perforado por debajo girando las
ruedecillas.
5
T r a b a j o c o n l a M F T 8 0 0/
MFT 1080
5.1
Ajuste del tope angular (fi g. 3)
Levantando el pasador de fi jación (7.6), se
pueden ajustar en el segmento basculante
todos los ángulos que se quiera.
Los ángulos más usuales pueden quedar
encajados.
Para comprobar el ángulo se desciende la
guía, de modo que descanse sobre el tope.
Comprobar con una escuadra el ángulo de
90° entre guía de tope y guía; realustarlo si
fuese necesario.
Afl ojar para esto los tornillos (3.1), ajustar
un ángulo exacto de 90° y apretar de nuevo
los tornillos.
Para estabilizar el tope angular se emplea la
fi jación adicional (7.9).
Para esto se introduce la chaveta de la fi -
jación adicional en la ranura que hay en el
borde ranurado izquierdo, se mete la aca-
naladura de la fi jación adicional en la ranura
de la guía de tope y se aprieta con el botón
giratorio.
Si el tope angular, una vez ajustado, se pone
en otros agujeros, hay que comprobar de
nuevo si el ángulo es el correcto.
5.2
Ajustar la guía en función de la
pieza
Al cortar y fresar hay que bajar la guía hasta
que descanse sobre la pieza.
Así es como la guía sujeta con seguridad la
pieza.
Para que la guía no se astille cuando usted
trabaja con piezas muy estrechas, se pone
bajo la guía por la mitad entre la pieza y la
unidad de apoyo (4.2) un soporte del mismo
grosor.
5.3
Ajustar la profundidad de corte
al serrar (fi g 2)
Asegúrese siempre de que la profundidad
de corte es la adecuada para el grosor de la
pieza. Recomendamos ajustar una profundi-
dad de corte unos 1-3 mm más grande que
el grosor de la pieza. Así usted no daña los
bordes ranurados.
6 Accesorios
Para fi jar las piezas con seguridad, en la
gama de accesorios se ofrecen sistemas de
fi jación, como la fi jación plana y la fi jación
vertical.
Los números de pedido para los respectivos
accesorios se encuentran en su catálogo
Festool o en la dirección de Internet «www.
festool.com“.
6.1 Elemento
de
fijación
MFT-SP
(fi g. 8), nº de pedido 488030
El sistema de fi jación consiste en dos fi jacio-
nes planas y dos piezas de contrasujeción.
Las piezas de contrasujeción se pueden
poner, en vez del tope angular,en agujeros
de la fi la perforada posterior y se pueden
atornillar con una ruedecilla por debajo.
La parte de goma mira hacia la pieza y con-
stituye la contrasujeción.
Según la anchura de la pieza, se meten las
fi jaciones planas con la palanca abierta en un
agujero adecuado y se atornillan por debajo
con una ruedecilla.

16
Tumbando la palanca, la zapata se aprieta
contra la pieza.
Con las fi jaciones planas se pueden fi jar las
piezas en cualquier ángulo también contra
el tope angular.
Con la sujeción lateral de la pieza es posible
realizar de modo seguro y cómodo un aca-
bado de superfi cies (p.ej. lijado fi nal).
6.2
Sargento FSZ, nº de pedido:
489570
Gracias a la fi jación vertical se pueden su-
jetar piezas en la superfi cie de trabajo por
medio de sargentos FSZ.
Se mete el estribo de sujeción del sargento
por arriba en un agujero del tablero perfo-
rado y se sujeta la pieza por arriba con la
pieza de apriete.
6.3
Tope longitudinal MFT-LA, nº de
pedido 488564
Con el tope longitudinal MFT-LA se puede
fresar o cortar de modo sencillo mantenien-
do siempre la misma distancia a la guía.
El tope MFT-LA se puede montar en cualquier
lado del borde ranurado.
Para recortar piezas de la misma longitud o
para fresar manteniendo siempre la misma
distancia, se monta el tope en el lado de-
recho de la mesa (fi g. 9).
El tope se puede rebatir después del ajus-
te, de modo que no moleste cuando usted
realice trabajos en la pieza.
6.4
Tope desplazable AR-MFT (Nº
de pedido 490555; 1 pieza en la
dotación del suministro)
Sobre la guía de tope se pueden desplazar
uno o varios topes desplazables y se pueden
fi jar en cualquier punto con la palanca de
fi jación (7.8). Para anular el funcionamien-
to del tope desplazable se puede apartar la
chapa de tope (7.9).
7 Transformación
de
la
mesa
FST
660/85
En la mesa para fresar y cortar 660/85 de
Festool se pueden emplear también el tope
angular MFT-WA (nº de pedido: 488563)
y los sistemas de sujeción, así como se ha
descrito en los puntos 6.1 y 6.2, si se cambia
el tablero de trabajo por el tablero perforado
MFT-LP (nº de pedido: 488565).
Para que se pueda bajar la guía hasta el
tope angular también en la posición de tra-
bajo estándar, hay que cambiar la chapa de
fi jación (6.5) del balancín. La nueva chapa
de fi jación forma parte del suministro del
tope angular.
17
1
Dati tecnici
MFT 800
MFT 1080
Dimensioni del tavolo (larghezza x lunghezza)
590 x 725 mm
724 x 1164 mm
Altezza del tavolo - con gambe inclinabili
820 mm
820 mm
- senza gambe inclinabili
205 mm
205 mm
Larghezza max. di lavoro
- con binario di guida FS 800, montato in senso
trasversale
510 mm
- con binario di guida FS 1080, montato in senso
trasversale
625 mm
- con binario di guida FS 1400 (Cod. prod. 482975)
montato in senso longitudinale
625 mm
1085 mm
Spessore max. pezzo
90 mm
90 mm
Peso
20 kg
33 kg
2 Fornitura
1
tavolo (1.1) composto da: telaio
profi lato, piedi angolari, lastra forata,
gambe inclinabili
1
unità di appoggio (1.2)
1
binario di guida FS 800/FS 1080
(1.3)
1 unità
oscillante
(1.4)
1
segmento oscillante (1.5) con chiave
esagona (1.9)
1 riga
a
T
(1.7)
1
bloccaggio supplementare per riga a
T (1.8)
1
guida di arresto AR-MFT (1.9)
1 protezione
(1.10)
3 Uso
appropriato
Il tavolo di lavoro multifunzioni è previsto
per segare e fresare in modo sicuro e preciso
con utensili elettrici Festool.
Con i sistemi di bloccaggio offerti nel pro-
gramma di accessori, i pezzi si possono fi s-
sare sul tavolo di lavoro in modo del tutto
sicuro facendone un tavolo di lavoro per
molti lavori artigianali quali piallatura, luci-
datura, intagliatura ecc.
4
Messa in opera e montaggio
Sul tavolo di lavoro multifunzioni gli acces-
sori si possono fi ssare in diverse posizioni
realizzando diverse posizioni di lavoro.
Nella posizione di lavoro standard l’operatore
si trova dal lato longitudinale del tavolo (fi g.
4). In questa posizione, questo lato viene
chiamato „lato anteriore“.
4.1
Messa in opera
Avvitare a fondo le manopole (4.3), aprire
la gambe inclinabili e fi ssarle di nuovo con
le manopole sulle articolazioni. Per compen-
sare eventuali dislivelli del pavimento basta
agire sul tappo terminale (4.1) posteriore
destro.
Sul lato inferiore dei piedi angolari (4.4) sono
applicati tappi di gomma per posizionare in
modo sicuro il tavolo di lavoro anche con le
gambe ripiegate (fi g. prima pagina).
4.2
Montaggio del binario di guida
Per la posizione di lavoro da noi consigliata
sono state previste delle battute (7.4 e 6.1)
lungo il profi lo longitudinale, dalla parte an-
teriore e posteriore del tavolo.
Sul lato longitudinale posteriore viene fi s-
sata l’unità oscillante (1.4/6.2), sul lato
longitudinale posteriore l’unità di appoggio
(1.2/4.2).
Dopo aver sbloccato la regolazione in altezza
(7.3) e la manopola (7.1) le unità si inseris-
cono da sinistra nella scanalatura sagomata
fi no all’arresto e quindi si bloccano con la
manopola (7.1).
Le due unità si possono impostare senza
gioco rispetto alla scanalatura sagomata gi-
rando con una chiave esagona da 2,5 le viti
di registrazione nella chiavetta di guida.
Per facilitare l’accesso alle due unità si spin-
gono verso l’alto i due elementi di lamiera
bloccandoli schiacciando la leva di bloccaggio
(7.3). L’azione del bloccaggio si può regolare

18
mediante le viti (7.2) in base al bisogno.
Per montare il binario di guida lo si innesta
nella linguetta (6.3) in modo che venga a
trovarsi sulla lamiera di appoggio (nel qual
caso la scritta Festool si leggerà da destra)
e la linguetta si trovi interamente dentro la
scanalatura.
In questa posizione si serra il binario di
guida con le due viti (6.4) usando la chiave
esagona in dotazione.
4.3 Protezione
La protezione (1.10) impedisce che il tubo
di aspirazione e il cavo di corrente vengano
agganciati nelle barre di guida.
La protezione viene inserita all’estremità
della barra di guida e fi ssata con la manopola
(1.11).
4.4
Montaggio della battuta angolare
La riga a T ha due scanalature disposte a
90 gradi fra di loro e può essere fi ssata sul-
le due scanalature del segmento oscillante
innestandola sui dadi quadri delle viti di
fi ssaggio (7.5).
Si ottiene una superfi cie di guida di 14 mm
oppure di 35 mm.
La riga a T viene fi ssata sul segmento oscil-
lante con le viti (7.5) facendola sporgere di
circa 35 mm oltre il segmento.
La battuta viene agganciata in posizione 0
gradi nei fori 3 e 4 (MFT 1080: 4 e 5) della
serie posteriore di fori (fi g. 5) e avvitata dal
basso con le manopole sulla lastra forata.
5
Impiego del MFT 800/MFT 1080
5.1 Regolazione
della
battuta
ango-
lare (fi g. 3)
Dopo aver sollevato la spina di riferimento
(7.6) si può impostare qualsiasi posizione
angolare del segmento oscillante (sono pre-
visti scatti nelle angolazioni più frequenti).
Per controllare l’angolazione si abbassa il
binario di guida fi no ad appoggiarlo sulla
battuta. Adesso si controlla con una squadra
se l’angolo fra la riga a T e il binario di guida
è di 90 gradi regolandolo adeguatamente
ove occorra.
A tale scopo si allenta la vite (3.1), si im-
posta un angolo esattamente di 90 gradi e
si serra nuovamente la vite. Per stabilizzare
la riga a T si impiega il bloccaggio supple-
mentare (7.9).
A tale scopo si inserisce la linguetta del bl-
occaggio supplementare nella scanalatura
del telaio profi lato sinistro, si ruota l’aletta
del bloccaggio supplementare facendola
entrare nella scanalatura della riga a T e la si
blocca con la manopola. Occorre controllare
di nuovo l’angolarità quando si inserisce la
battuta angolare in altri fori.
5.2
Regolazione del binario di guida
rispetto al pezzo
Per eseguire lavori di segatura e fresatura si
abbassa il binario di guida fi no ad appoggiar-
lo in piano sul pezzo. In tal modo si guida il
pezzo in modo sicuro.
Per evitare che il binario di guida si inclini
durante la lavorazione di pezzi sottili, si in-
serisce un supporto dello stesso spessore
sotto il binario di guida, fra il pezzo e l’unità
di appoggio (4.2).
5.3 Regolazione
della
profondità
di
taglio della sega (fi g. 2)
Si raccomanda di fare in modo che la pro-
fondità di taglio sia sempre corretta per lo
spessore del pezzo da lavorare.
Consigliamo si impostare una profondità di
1 - 3 mm più grande dello spessore del pez-
zo, onde evitare che il telaio profi lato venga
danneggiato.
6 Accessori
Per bloccare i pezzi in modo sicuro il pro-
gramma di accessori prevede sistemi di
serraggio con bloccaggi piatti e verticali.
I numeri d’ordine degli accessori sono ripor-
tati nel catalogo Festool o su Internet, al sito
“www.festool.com”.
6.1 Elemento
di
bloccaggio
MFT-SP
(fi g. 8), Cod. prodotto 488030
Il kit del sistema di bloccaggio è composto
da due bloccaggi piatti e due elementi di
reazione.
Gli elementi di reazione possono essere in-
seriti nei fori della serie posteriore, al posto
della battuta angolare, ed essere serrati dal
basso con la manopola.
Il rivestimento in gomma è rivolto verso il
pezzo e funge da elemento di reazione per
il pezzo.
I bloccaggi piatti vengono inseriti nel foro
adeguato in base alla larghezza del pezzo e
serrati dal basso con la manopola.
Girando la leva di serraggio si preme contro
il pezzo con il pattino di bloccaggio.

19
Con i bloccaggi piatti si possono bloccare i
pezzi in qualsiasi angolazione, anche contro
la battuta angolare.
Bloccando il pezzo lateralmente è possibile
eseguire comodamente e in modo sicuro
la lavorazione superfi ciale (ad es. levigare)
senza alcun problema.
6.2
Morsetto FSZ, Cod. prodotto
489570
Tramite il bloccaggio verticale si possono
fi ssare i pezzi sulla superfi cie di lavoro me-
diante i morsetti FSZ.
La staffa di bloccaggio del morsetto viene
inserita dall’alto in un foro della lastra fora-
ta e il pezzo viene bloccato dall’alto con il
tassello di spinta.
6.3
Riscontro longitudinale MFT-LA,
Cod. prodotto 488564
Con il riscontro longitudinale MFT-LA si pos-
sono facilmente eseguire lavori di fresatura e
segatura con una distanza costante rispetto
al binario di guida. Il MFT-LA si può fi ssare
tutt’intorno sul telaio profi lato. Per tagliare
a misura pezzi di uguale lunghezza o per
fresare a distanza costante, il riscontro si
monta sul lato destro del tavolo di lavoro
(fi g. 9).
Dopo la regolazione si può portare il riscont-
ro fuori ingombro per consentire di lavorare
liberamente il pezzo.
6.4
Guida di arresto AR-MFT (Cod.
prodotto 490555; 1 pezzo com-
preso nella fornitura)
Sulla riga a T si possono inserire una o più
guide di arresto che si possono poi fi ssare in
qualsiasi posizione con la leva di bloccaggio
(7.8). Per mettere fuori servizio la guida di
arresto, si può portare fuori ingombro la
lamiera di riscontro (7.9).
7 E q u i p a g g i a m e n t o
d e l
F S T
660/85
La battuta angolare MFT-WA (Cod. prodotto
488563) e i sistemi di bloccaggio descritti
in 6.1 e 6.2 si possono impiegare anche nel
tavolo di fresatura/segatura Festool FST
660/85 dopo aver sostituito il piano di lavoro
con la lastra forata MFT-LP (Cod. prodotto
488565).
Occorre anche sostituire il lamierino di fi s-
saggio (6.5) del bilanciere, per poter ab-
bassare il binario di guida fi no alla battuta
angolare anche nella posizione di lavoro
standard.
Il nuovo lamierino di fi ssaggio viene fornito
in dotazione alla battuta angolare.
20
1
Technische gegevens
MFT 800
MFT 1080
Afmeting tafel (breedte x lengte)
590 x 725 mm
724 x 1164 mm
Hoogte tafel - met inklapbare poten
820 mm
820 mm
- zonder inklapbare poten
205 mm
205 mm
Max. werkbreedte
- met geleiderail FS 800 dwars gemonteerd
510 mm
- met geleiderail FS 1080 dwars gemonteerd
625 mm
- met geleiderail FS1400 (bestelnr. 482 975)
aan de lange zijde gemonteerd
625 mm
1085 mm
Max. werkstukdikte
90 mm
90 mm
Gewicht
20 kg
33 kg
2 Leveringsomvang
1
tafel (1.1) bestaande uit: profi el-
raamwerk, hoekpoten, gatenplaat,
inklapbare poten
1 oplegunit
(1.2)
1
geleiderail FS 800/FS 1080 (1.3)
1 zwenkmodule
(1.4)
1
zwenksegment (1.5) met inbussleu-
tel (1.6)
1 aanslagmaat
(1.7)
1
extra klem voor aanslagmaat (1.8)
1 aanslagruiter
AR-MFT
(1.9)
1 slangbescherming
(1.10)
3
Gebruik in overeenstemming met
de voorschriften
De multifunctionele tafel is bedoeld om veilig
en nauwkeurig te kunnen zagen en frezen
met Festool elektrische gereedschappen.
Met de in het programma voor accessoires
aange-boden opspansystemen kunnen
werkstukken veilig op de werkplaat vastge-
zet worden, de tafel wordt dan een werkplek
voor vele ambachtelijke bewerkingen zoals
schaven, schuren, houtsnijwerk verrichten
etc.
4 Opstellen
en
montage
Op de multifunctionele tafel kunnen de aan-
bouw-elementen op verschillende plaatsen
gemonteerd worden waardoor verschillende
werkinstellingen ontstaan.
Bij de standaard werkpositie staat de ge-
bruiker aan de lange kant van de tafel
(afb. 4).
In deze gebruiksaanwijzing wordt deze kant
van de tafel aangegeven als “voorkant”.
4.1 Opstellen
De knoppen (4.3) tot aanslag vastschroe-
ven. Inklapbare poten naar buiten klappen
en met de knoppen weer vastschroeven op
de gewrichten.
Oneffenheden in het vloeroppervlak kunnen
door draaien aan het pootuiteinde (4.1)
rechts achter weer uitgebalanceerd wor-
den.
De hoekpoten (4.4) zijn aan de onderkant
voorzien van rubber doppen, opdat de tafel
ook met ingeklapte poten veilig kan staan
(afb. titelpagina).
4.2 Montage
van
de
geleiderail
Voor de door ons aanbevolen werkpositie
zijn af fabriek, aan de voor- en achterkant
van de tafel, aan de lange zijde, dienove-
reenkomstige aanslagen (7.4 + 6.1) ge-
monteerd.
Aan de achterste lange zijde wordt de zwen-
keenheid (1.4/6.2) bevestigd, aan de voors-
te lange zijde de oplegeenheid (1.2/4.2).
Als de hoogteïnstelling (7.3) en de draaiknop
(7.1) losgedraaid zijn, worden de eenheden
vanaf de linker kant tot aan de aanslag in
de profi elgroef gebracht en dan met de
draaiknop (7.1) vastgeklemd.
Beide eenheden kunt u spelingsvrij t.o.v.
de profi elgroef instellen, door met een in-
bussleutel SW 2,5 de stelschroeven in de
geleidingsveer te verdraaien.
Om beter toegang te hebben tot de twee
eenheden de plaatstalen delen naar boven
schuiven en door naar beneden drukken via

21
de spanhendel (7.3) vastklemmen.
De klemwerking kan indien nodig via de
schroeven (7.2) bijgesteld worden.
Voor de montage van de geleiderail wordt
deze dusdanig op de pasveer (6.3) gezet dat
de rail op de oplegplaat ligt (het Festool-op-
schrift is dan van rechts af te lezen) en de
pasveer volledig in de groef zit.
In deze positie wordt de geleiderail met de
twee schroeven (6.4) met behulp van de
bijgesloten inbussleutel vastgeschroefd.
4.3 Slangbescherming
De slangbescherming (1.10) voorkomt dat
de afzuigslang en het aansluitsnoer achter
de geleiderail blijven haken.
De slangbescherming wordt op het uitein-
de van de geleiderail geplaatst en met de
draaiknop (1.11) bevestigd.
4.4 Montage
van
de
hoekaanslag
De aanslagmaat heeft twee haaks t.o.v.
elkaar staande groeven en kan via beide
groeven aan het zwenksegment bevestigd
worden door hem op de vierkante moeren
van de bevestigingsschroeven (7.5) te plaat-
sen. Hieruit resulteert een 14 mm of een 35
mm hoog geleidingsoppervlak.
De aanslagmaat wordt met de schroeven
(7.5) dusdanig aan het zwenksegment
bevestigd dat hij ong. 35 mm boven het
segment uitsteekt. De aanslag wordt bij de
0º-instelling in gat 3 en 4 (MFT 1080: 4 en
5) van de achterste gatenrij gezet (afb. 5)
en via de knoppen van beneden tegen de
gatenplaat vastgeschroefd.
5
W e r k e n m e t d e M F T 8 0 0/
MFT 1080
5.1 Instellen
van
de
hoekaanslag
(afb. 3)
Nadat de fi xeerpin (7.6) is opgetild kun-
nen via het zwenksegment naar believen
verstekken worden ingesteld, de vaak ge-
bruikte hoeken kunnen hierbij vergrendeld
worden.
Ter controle van de hoekigheid wordt de ge-
leiderail naar beneden gelaten zodat zij op
de aanslag ligt. Met een winkelhaak wordt
gecontroleerd of de hoek van de aanslag-
maat tot de geleiderail 90° is en indien
noodzakelijk bijgesteld.
Draai voor dit laatste de schroef (3.1) los,
stel de haakse hoek nauwkeurig in en draai
de schroef weer vast.
Voor de stabilisering van de aanslagmaat
wordt de extra klem (7.9) gebruikt.
De pasveer van de extra klem wordt dan in
de groef aan de linkerkant van het profi el-
raamwerk gezet, de rib van de extra klem
in de groef van de aanslagmaat gedraaid en
met de draaiknop vastgeschroefd.
Als de reeds ingestelde hoekaanslag naar
andere gaten verplaatst wordt, moet de
hoekigheid gecontroleerd worden.
5.2 Het
instellen
van
de
geleiderail
t.o.v. het werkstuk
Voor het zagen en frezen laat men de ge-
leiderail zover zakken dat de rail plat op het
werkstuk ligt.
Op deze manier wordt het werkstuk veilig
vastgehouden door de rail. Om te voorko-
men dat de geleiderail bij het bewerken van
smalle werkstukken kantelt, wordt in het
midden tussen werkstuk en oplegunit (4.2)
een net zo dik stuk materiaal onder de ge-
leiderail geplaatst.
5.3 Het
instellen
van
de
zaagdiepte
t.b.h. het zagen (afb. 2)
Let erop dat de zaagdiepte t.o.v. het
werkstuk steeds juist ingesteld is. Wij raden
aan de zaag-diepte 1-3 mm ruimer dan de
werkstukdikte in te stellen. Hierdoor wordt
voorkomen dat het profi elraamwerk bescha-
digd wordt.
6 Accessoires
Voor het veilig opspannen van de werkstuk-
ken worden in de leveringsomvang van de
accessoires opspansystemen zoals de vlakke
en de vertikale spanner aangeboden. De be-
stelnummers voor accessoires vindt u in de
Festool-catalogus of op het Internet onder
„www.festool.com“.
6.1
Opspanelement MFT-SP (afb. 8),
bestelnr. 488030
De bouwset van het opspansysteem bestaat
uit twee vlakke spanners en twee tegen-
houders. De tegenhouders kunnen in de
plaats van de hoekaanslag in de gaten van
de achterste gatenrij gestopt worden en
met een knop van beneden vastgeschroefd
worden. De rubber bedekking zit aan de
werkstukzijde en is de tegenhouder van het
werkstuk.
In overeenstemming met de werkstukbreed-
te worden de vlakke spanners met geopend

22
spanhendel in een passend gat gezet en
met de knop van beneden vastgeschroefd.
Door de spanhendel te verzetten drukt de
klemzool tegen het werkstuk.
Met de vlakke spanners kunnen werkstuk-
ken onder elke gewenste hoek ook tegen de
hoekaanslag gespannen worden.
Door de zijdelingse opspanning op het
werkstuk kan men platte vlakken (b.v. bij
vlakschuren) onbelemmerd, gemakkelijk en
veilig bewerken.
6.2 Schroefklemmen
FSZ,
bestelnr.
489570
Door vertikaal opspannen kunnen met de
schroefklemmen FSZ werkstukken op het
werkopper-vlak vastgezet worden.
De klembeugel van de klem wordt van bo-
venaf in een gat in de gatenrij gezet en het
werkstuk wordt van bovenaf met het druk-
gedeelte vastgezet.
6.3 Lengte-aanslag
MFT-LA,
bes-
telnr. 488564
Frees- of zaagwerkzaamheden waarbij de
afstand tot de geleiderail gelijk blijft kunnen
op eenvoudige wijze met de lengte-aanslag
MFT-LA uitgevoerd worden. De MFT-LA kan
om het profi elraamwerk heen gemonteerd
worden. Voor het afkanten van lange delen
of voor het frezen bij een gelijk blijvende
afstand wordt de aanslag aan de rechterkant
van de tafel gemonteerd (afb. 9).
De aanslag kan als de instelling voltooid
is weggezwenkt worden zodat men het
werkstuk onbelemmerd kan bewerken.
6.4 Aanslagruiter
AR-MFT
(bestelnr.
490555; 1 stuks in de leverings-
omvang)
Op de aanslagmaat kunnen één of meerdere
aanslagruiters worden geschoven en met
de klemhendel (7.8) op iedere willekeurige
plaats worden vastgeklemd. Om de aans-
lagruiter buiten bedrijf te stellen kan de
aanslagplaat (7.9) worden weggedraaid.
7
Verder uitrusten van de FST
660/85.
De hoekaanslag MFT-WA (bestelnr. 488563)
en de spansystemen die in punt 6.1 en 6.2
beschreven zijn, kunnen ook bij de Festool-
frees-zaagtafel FST 660/85 worden gebruikt,
als de werkplaat omgewisseld wordt voor de
gatenplaat MFT-LP (bestelnr. 488565).
Om de geleiderail ook in de standaard wer-
kinstelling tot aan de hoekaanslag te kunnen
laten zakken, moet de bevestigings-plaat
(6.5) van de tuimelaar worden verwisseld.
De nieuwe bevestigingsplaat is opgenomen
in de leveringsomvang van de hoekaans-
lag.
23
1
Tekniska data
MFT 800
MFT 1080
Bordsmått (bredd x längd)
590 x 725 mm
724 x 1164 mm
bordshöjd - med hopfällbara ben
820 mm
820 mm
- utan hopfällbara ben
205 mm
205 mm
max arbetsbredd
- med styrskena FS 800, tvärmonterad
510 mm
- med styrskena FS 1080, tvärmonterad
625 mm
- med styrskena FS 1400 (best-nr 482 975),
längsmonterad
625 mm
1085 mm
max arbetsstyckstjocklek
90 mm
90 mm
vikt
20 kg
33 kg
2 Leveransomfattning
1
bord (1.1) bestående av: profi lram,
vinkel-fötter, hålskiva, hopfällbara
ben
1 stödenhet
(1.2)
1
styrskena FS 800/FS 1080 (1.3)
1 svängenhet
(1.4)
1
svängsegment (1.5) med sexkant-
stiftnyckel (1.6)
1 anslagslinjal
(1.7)
1
extrafäste för anslagslinjal (1.8)
1 anslagslöpare
AR-MFT
(1.9)
1 avvisaren
(1.10)
3 Korrekt
användning
Såg-/fräsbordet är avsett för att säkert och
precist kunna såga och fräsa med Festool-
elektroverktyg.
Med spännsystemen som erbjuds i tillbe-
hör-programmet kan arbetsstycken säkert
spännas fast på arbetsskivan, på så sätt kan
bordet användas som arbetsbord för mån-
ga hantverksarbeten som hyvling, slipning,
snidning osv.
4 Uppsättning
och
montering
Vid såg-/fräsbordet kan monterings-ele-
menten monteras i olika positioner så att
det uppstår olika arbetslägen.
I standardarbetsläget står operatören vid
bordets längssida (fi g 4).
I denna bruksanvisning betecknas denna
bordssida som „framme“.
4.1
Uppsättning
Gripknapparna (4.3) skruvas lös till ansla-
get.
De hopfällbara benen fälls ut och skruvas
fast igen med gripknapparna vid lederna.
Ojämnheter i grundplanet kan utjämnas
genom att förvrida ändhuven (4.1) som är
baktill på höger sida.
Vinkelfötterna (4.4) har gummihuvar på
undersidan så att bordet även om de hop-
fällbara benen är igenfällda står stadigt (fi g
titelsida).
4.2
Styrskenans montering
För det arbetsläge som vi rekommenderar
är fritt fabrik vederbörande anslag (7.4 +
6.1) placerade på den främre och bakre
bordssidan vid längsprofi len.
Svängenheten (1.4/6.2) fästes på den bakre
längssidan och stödenheten (1.2/4.2) på den
främre längssidan.
Med höjdinställningens (7.3) lösta spänning
och med löst vridknapp (7.1) körs enheterna
vänsterifrån in i profi lspåret fram till ansla-
get och kläms sedan fast med vridknappen
(7.1).
Båda enheterna kan ställas in utan glapp till
profi lspåret genom att förvrida ställskruvar-
na i styrfjädern med en sexkantnyckel SW
2,5.
För att bättre nå fram till de båda enheterna
skjuts plåtdelarna längst uppåt och kläms
fast genom att trycka ner vid spännspaken
(7.3).
Om så behövs kan klämverkan justeras igen
vid skruvarna (7.2).
För att montera styrskenan sticks denna
på passkilen (6.3) så att skenan ligger på

24
stödplåten (Festool-skriften kan då läsas
från höger) och passkilen fullständigt är i
spåret.
I denna position skruvas styrskenan fast
med de två skruvarna (6.4) med hjälp av
sexkant-stiftnyckeln som är bifogad.
4.3 Avvisare
Avvisaren (1.10) förhindrar att sugslangen
och nätkabeln fastnar i styrskenan.
Avvisaren sticks på i styrskenans ände och
monteras fast med vridknappen (1.11).
4.4
Vinkelanslagets montering
Anslagslinjalen har två spår som om 90° är
öppnade mot varandra och den kan fästas
vid svängsegmentets båda spåren genom
att den sticks på fästskruvarnas (7.5) fyr-
kantmuttrar.
Det uppstår en 14 mm eller 35 mm hög
styryta.
Anslagslinjalen fästes med skruvarna (7.5)
på så sätt vid svängsegmentet att den ca
35 mm skjuter ut över segmentet.
Anslaget hängs in vid 0°-position i hålen 3
och 4 (MFT 1080: 4 och 5) i den bakre hål-
raden (fi g 5) och skruvas fast nedifrån med
grip-knapparna mot hålskivan.
5
Arbetet med MFT 800/MFT 1080
5.1
Vinkelanslagets justering (fi g 3)
Efter styrstiften (7.6) lyfts kan vid sväng-
segmentet valfria vinkelinställningar juste-
ras, de vinkel som används ofta kan därvid
hakas i.
För att prova vinklingen sänks styrskenan
av så att den ligger på anslaget.
Med en vinkel kontrolleras 90°-vinkeln från
anslagslinjalen till styrskenan och om så
behövs justeras den igen.
Därtill lossas skruven (3.1), 90°-vinkeln
ställs in exakt och skruven dras åt igen.
För att stabilisera anslagslinjalen används
extrafästet (7.9).
Därtill förs extrafästets passkil in i spåret vid
profi lramen till vänster, extrafästets ribba
svängs in i anslagslinjalens spår och skruvas
fast med vridknappen.
Placeras det inställda vinkelanslaget i andra
hål ska vinklingen kontrolleras.
5.2
Styrskenans justering till arbets-
stycket
För att såga och fräsa sänks styrskenan av
så långt att skenan ligger plant på arbets-
stycket.
På så sätt hålls arbetsstycket säkert fast
med skenan.
För att undvika att styrskenan förskjuts när
det bearbetas smala arbetsstycken placeras
i mitten mellan arbetsstycket och stöden-
heten (4.2) ett likatjockt underlägg under
styrskenan.
5.3
Skärdjupets justering för att såga
(fi g 2)
Akta på att skärdjupet alltid är inställt korrekt
i förhållandet till arbetsstyckets tjocklek.
Vi rekommenderar att inställa skärdjupet 1
- 3 mm större än arbetsstyckets tjocklek.
På så sätt undviks att profi lramen skadas.
6 Tillbehör
För att säkert kunna spänna fast arbetssty-
cken erbjuds i tillbehörprogrammet spänn-
system som platt-spänndon och vertikal-
spänndon.
Beställnumren för tillbehör fi nns i Festool-
katalogen eller på Internet ”www.festool.
com”.
6.1
Spännelement MFT-SP (fi g 8),
best-nr 488030
Spannsystemets byggsats består av två
plattspänndon och två mothållare.
Mothållarna kan istället för vinkelanslaget
stickas in i hål i den bakre hålraden och
skruvas fast nedifrån med en gripknapp.
Gummistödet pekar åt arbetsstyckets håll
och är arbetsstycksmothållare.
I enlighet med arbetsstycksbredden sticks
plattspänndonen med öppen spännspak in
i ett lämpligt hål och skruvas fast nedifrån
med gripknappen.
Genom att kasta om spännspaken trycker
låsklacken mot arbetsstycket.
Med plattspänndonen kan arbetsstyckena i
valfri vinkel också spännas mot vinkelans-
laget.
Genom att spänna arbetsstycket sidledes är
det bekvämt och säkert möjligt att bearbeta
hela ytor ohindrat (t ex överslipning).

25
6.2 S k r u v t v i n g
F S Z ,
b e s t - n r
489570
Genom att spänna vertikalt kan med skruvt-
vingarna FSZ arbetsstycken klämmas fast
på arbetsytan.
Med skruvtvingens klämbygel körs uppifrån
in i ett hål i hålplattan och arbetsstycket
kläms fast uppifrån med den tryckförmed-
lande detaljen.
6.3 Längdanslag
MFT-LA,
best-nr.
488564
Fräs- och sågarbeten med konstant avstånd
till styrskenan kan på enkelt sätt genomföras
med längdanslaget MFT-LA.
MFT-LA kan monteras runt om profilra-
men.
För kapningen av lika långa delar eller för att
fräsa i konstant avstånd monteras anslaget
vid den högra bordssidan (fi g 9).
Efter justeringen kan anslaget svängas bort
så att verkstyckena ohindrat kan bearbe-
tas.
6.4 Anslagslöpare
AR-MFT
(best.nr.
490555; 1 styck ingår i leveran-
sen)
Man kan skjuta en eller fl era anslagslöpare
på anslagslinjalen och klämma fast den/de
på valfritt ställe med hjälp av klämarmen
(7.8). För att ta anslagslöparen ur funktion
kan man svänga bort anslagsplåten (7.9).
7 Komplettering
för
FST
660/85
Vinkelanslaget MFT-WA (best-nr. 488563)
och spännsystemen, såsom de beskrivs i
6.1 och 6.2 ovan, kan också användas för
Festool-fräs-/sågbordet FST 660/85 om
arbetsskivan byts ut mot hålskivan MFT-LP
(best-nr. 488565).
För att styrskenan också i standardarbetslä-
get kan sänkas av ända fram till vinkelansla-
get måste vippens fästplåt (6.5) bytas ut.
Vinkelanslagets leveransomfattning innehål-
ler den nya fästplåten.
26
1
Tekniset tiedot
MFT 800
MFT 1080
Pöydän mitat (leveys x pituus)
590 x 725 mm
724 x 1164 mm
Pöydän korkeus - taitettavien jalkojen kanssa
820 mm
820 mm
- ilman taitettavia jalkoja
205 mm
205 mm
Työleveys maks.
- poikittain asennetun ohjauskiskon FS 800 kanssa
510 mm
- poikittain asennetun ohjauskiskon FS 1080 kanssa
625 mm
- pituussuuntaan asennetun ohjauskiskon FS 1400
(til.-nro 482 975) kanssa
625 mm
1085 mm
Työkappaleen maksimipaksuus
90 mm
90 mm
Paino
20 kg
33 kg
2 Toimitussisältö
1
pöytä (1.1), jonka osat ovat: profi -
ilikehys, kulmajalat, reikälevy, tai-
tettavat jalat
1 tukiyksikkö
(1.2)
1
ohjauskisko FS 800/FS 1080 (1.3)
1 kääntöyksikkö
(1.4)
1 kääntösegmentti
(1.5)
ja
kuusioko-
loavain (1.6)
1 rajoitinmittakisko
(1.7)
1 rajoitinmittakiskon
lisälukitsin
(1.8)
1 rajoitinratsastaja
AR-MFT
(1.9)
1 puskuri
(1.10)
3 Määräystenmukainen
käyttö
Monitoimipöytä on tarkoitettu tarkkoihin
sahaus- ja jyrsintätöihin yhdessä Festool-
sähkötyökalujen kanssa.
Työkappaleet voidaan kiinnittää luotettavalla
tavalla lisävarustevalikoimassa tarjolla ole-
villa kiinnitysjär-jestelmillä.
Pöydästä saadaan näin työpöytä, jolla vo-
idaan tehdä mitä moninaisempia käsitöitä
kuten höylätä, hioa, leikata jne.
4 Pystytys
ja
asentaminen
Lisäkomponentit voidaan kiinnittää monitoi-
mi-pöytään eri asentoihin, minkä ansiosta
voidaan työskennellä eri asennoissa.
Normaalit-yöasennossa käyttäjä seisoo pöy-
dän pitkän sivun puolella (kuva 4).
Tässä käyttöohjeessa tätä pöydän sivua
nimitetään „etuosaksi“.
4.1
Pystytys
Kahvanupit (4.3) kierretään rajoittimeen asti
auki. Taitettavat jalat käännetään ulospäin
ja ruuvataan kiinni nivelissä olevilla kahva-
nupeilla.
Epätasaista pystytysalustaa voidaan tasata
kiertämällä oikeanpuoleisten takajalkojen
päässä olevista tulpista (4.1).
Kulmajalkojen (4.4) alla on kumitulpat, jotta
pöytä seisoo tukevasti, jos pöytää käytetään
taitettavat jalat sisään käännettyinä (kuva
kansisivulla).
4.2
Ohjauskiskon asentaminen
Pöydän etu- ja takasivun pitkittäisprofi iliin
on asetettu tehtaalla rajoittimet (7.4 + 6.1)
suosittelemaamme työasentoa varten.
Pitkälle takasivulle on kiinnitetty kääntöyksik-
kö (1.4 / 6.2), pitkälle etusivulle tukiyksikkö
(1.2 / 4.2).
Kun korkeudensäätöyksikkö (7.3) on vapau-
tettu ja vääntönuppi (7.1) avattu, näitä yk-
siköitä voidaan siirtää profi iliurassa vasem-
malta rajoittimeen asti, mihin ne lukitaan
sitten kiinni vääntönupilla (7.1).
Molemmat yksiköt voidaan säätää välyksettä
profi iliuraan nähden kiertämällä johdekiilan
asetusruuveja kuusiokoloavaimella, avain-
väli 2,5.
Jotta yksiköihin päästään paremmin käsiksi,
teräslevyt tulee työntää aivan ylös ja lukita
kiinni painamalla kiinnitysvipu (7.3) alas.
Lukituksen kireyttä voidaan korjata tarvit-
taessa ruuveista (7.2).
Asennettava ohjauskisko laitetaan sovitus-
kiilan (6.3) päälle siten, että kisko tukee
tukilevyyn (Festool-logo on tällöin luetta-

27
vissa oikealta) ja sovituskiila on kokonaan
urassa.
Ohjauskisko kiinnitetään tässä asennossa
kahdella ruuvilla (6.4) käyttäen apuna mu-
kana toimitettua kuusiokoloavainta.
4.3 Puskuri
Puskuri (1.10) estää poistoimuletkun ja
virtajohdon kiinnittymisen ohjainkiskoon.
Puskuri pistetään ohjainkiskon päähän ja
kiinnitetään kierrettävällä nupilla (1.11).
4.4
Kulmarajoittimen asentaminen
Rajoitinmittakiskossa on kaksi toisiaan kohti
90°-asennossa olevaa uraa. Mittakisko kiin-
nitetään kääntösegmentin molempiin uriin
laittamalla se kiinnitysruuvien (7.5) nelikan-
tamuttereiden päälle.
Näin saadaan aikaan 14 mm tai 35 mm
korkea ohjaustaso.
Rajoitinmittakisko kiinnitetään ruuveilla
(7.5) kääntösegmenttiin siten, että kisko on
n. 35 mm ulompana kuin segmentti.
Rajoitin ripustetaan 0°-asennossa takim-
mai-sen reikärivin reikiin 3 ja 4 (MFT 1080:
4 ja 5) (kuva 5) ja ruuvataan alapuolelta
kahvanupeilla reikälevyyn kiinni.
5
Työskentely MFT 800/MFT 1080
-pöydällä
5.1
Kulmarajoittimen säätäminen
(kuva 3)
Kiinnitystappia (7.6) kohottamalla kääntö-
segmentistä voidaan säätää mikä tahansa
kulmaasento.
Usein käytetyt kulmat ovat lukittuvia.
Kulman tarkistusta varten ohjauskiskoa on
laskettava, niin että se tukee rajoittimeen.
Kulmamitalla on tarkistettava, onko rajoitin-
mittakisko 90°:n kulmassa ohjauskiskoon
nähden. Säätöä on korjattava tarvittaessa.
Korjaus tapahtuu siten, että avataan ruuvi
(3.1), 90°:n kulma säädetään tarkasti ja
ruuvi kierretään jälleen kiinni.
Rajoitinmittakisko pysyy tukevammin pai-
kallaan, kun käytetään lisälukitsinta (7.9).
Lisälukitsimen sovituskiila on asetettava
tällöin vasemman profi ilikehyksen uraan,
lisälu-kitsimen ripa käännettävä rajoitinmit-
takiskon uraan ja ruuvattava lujasti kiinni
vääntönupilla.
Jos säädetty kulmarajoitin siirretään toisiin
reikiin, kulma on tarkistettava.
5.2
Ohjauskiskon säätäminen työk-
appa-leeseen nähden
Ohjauskiskoa tulee laskea sahaus- ja jyr-
sintätöitä varten niin alas, että kisko tukee
tasaisesti työkappaleeseen.
Näin työkappale pysyy tukevasti paikallaan
kiskon avulla.
Jotta ohjauskisko ei nyrjähdä kapeita työ-
kappaleita työstettäessä, työkappaleen ja
tukiyksikön (4.2) keskelle ohjauskiskon alle
on asetettava yhtä paksu alusta.
5.3
Leikkaussyvyyden säätäminen
sahaustöissä (kuva 2)
Kiinnitä huomiota siihen, että leikkaussyvyys
on säädetty oikein työkappaleen mukaan.
Suosittelemme, että leikkaussyvyys sääde-
tään 1 - 3 mm suuremmaksi kuin työkap-
paleen paksuus.
Näin profi ilikehys ei vioitu.
6 Lisävarusteet
Työkappaleiden turvallista kiinnitystä varten
lisävarustevalikoimassa on tarjolla kiinnitys-
jär-jestelmiä tasokiinnittiminä ja pystykiin-
nittiminä.
Tarvikkeiden tilausnumerot löytyvät ohei-
sesta Festool-luettelosta tai internetistä
osoitteesta „www.festool.com“.
6.1
Kiinnityskomponentti MFT-SP
(kuva 8), til.-nro 488030
Kiinnitysjärjestelmäsarja koostuu kahdesta
tasokiinnittimestä ja kahdesta vastapidik-
keestä.
Vastapidikkeet voidaan pistää kulmarajoitti-
men sijasta takimmaisen reikärivin reikiin ja
ruuvata kiinni alapuolelta kahvanupilla.
Kumialusta osoittaa työkappaleeseen päin ja
toimii työkappaleen vastapidikkeenä.
T asokiinnittimet pistetään kiinnitysvivun
ollessa auki sopivaan reikään työkappaleen
leveyden mukaan ja ruuvataan alapuolelta
kiinni kahvanupilla.
Kun kiinnitysvipu käännetään kiinni, lukitus-
kenkä painaa työkappaletta vasten.
Tasokiinnittimien avulla työkappaleet voi-
daan kiinnittää mihin tahansa kulmaan myös
kulmarajoitinta vasten.
Kun työkappale on sivuilta kiinnitetty, tasai-
sia pintoja on mahdollista työstää esteittä
(esim. hiontatyöt) mukavasti ja turvallises-
ti.

28
6.2
R u u v i p u r i s t i n F S Z , t i l . - n r o
489570
Työkappaleet voidaan kiinnittää työtasoon
pystysuunnassa ruuvipuristimia FSZ käyttä-
en. Ruuvipuristimen lukitussanka asetetaan
ylhäältä reikälevyn reikään ja työkappale
lukitaan puristusosalla yläpuolelta kiinni.
6.3
Pituusrajoitin MFT-LA, til.-nro
488564
Kun jyrsintä- ja sahaustöissä etäisyyden
ohjauskiskoon tulee pysyä yhtä suurena,
nämä työt voidaan suorittaa helposti pitu-
usrajoitinta MFT-LA käyttäen.
MFT-LA voidaan kiinnittää profi ilikehykseen
mihin kohtaan tahansa.
Kun katkaistavien osien tulee olla yhtä pit-
kiä tai kun jyrsinnän tulee tapahtua samalla
etäisyydellä, rajoitin asennetaan pöydän
oikeanpuoleiselle sivulle (kuva 9).
Rajoitin voidaan kääntää säädön jälkeen
pois tieltä, niin että työkappaletta voidaan
työstää esteittä.
6.4 Rajoitinratsastaja
AR-MFT
(ti-
laus-nro 490555; 1 kpl, sisältyy
toimitukseen)
Rajoitinmittakiskolle voidaan työntää yksi tai
useampi rajoitinratsastaja ja lukita lukitus-
vivulla (7.8) kiinni haluttuun kohtaan.
Rajoitinratsastaja voidaan ottaa pois käytös-
tä kääntämällä rajoitinlevy (7.9) poispäin.
7 FST
660/85
-pöydän
jälkiva-
rustelu
Kulmarajoitinta MFT-WA (til.-nro 488563) ja
kohdissa 6.1 ja 6.2 selostettuja kiinnitysjär-
jestelmiä voidaan käyttää myös Festooln jyr-
sintä- ja sahauspöydän FST 660/85 kanssa,
kun työlevy vaihdetaan reikälevyyn MFT-LP
(til.-nro 488565).
Jotta ohjauskisko voidaan laskea myös
normaalityöasennossa kulmarajoittimeen
asti, viputangon kiinnityslevy (6.5) on vaih-
dettava.
Uusi kiinnityslevy sisältyy kulmarajoitin-toi-
mitukseen.
29
1
Tekniske data
MFT 800
MFT 1080
Bordmål (bredde x længde)
590 x 725 mm
724 x 1164 mm
Bordhøjde - med klapben
820 mm
820 mm
-
uden
klapben
205
mm
205
mm
Maks. arbejdsbredde
- med styreskinne FS 800 monteret på tværs
510 mm
- med styreskinne FS 1080 monteret på tværs
625 mm
- med styreskinne FS 1400 (best.nr. 482975)
monteret på langs
625 mm
1085 mm
Maks. arbejdsstykke
90 mm
90 mm
Vægt 20
kg
33
kg
2 Leverance
1
bord (1.1) som består af: profi lram-
me, vinkelfødder, hulplade, klap-
ben
1 arbejdsunderlag
(1.2)
1
styreskinne FS 800/FS 1080 (1.3)
1 svingenhed
(1.4)
1 svingsegment
(1.5)
med
unbra-
conøgle (1.6)
1 anslagslineal
(1.7)
1
ekstra klemning til anslagslineal
(1.8)
1 anslagsrytter
AR-MFT
(1.9)
1 afl ederen (1.10)
3 Beregnet
anvendelsesområde
Multifunktionsbordet er beregnet til sikker og
nøjagtig savning og fræsning med el-værktøj
fra Festool.
Spændesystemerne (tilbehørspro-gram)
bruges til at fastspænde arbejdsstykker
sikkert på arbejdspladen, hvorved bordet
forvandles til et arbejdsbord til udførelse af
mange håndværksmæssige arbejder som
høvling, slibning, skæring osv.
4 Opstilling
og
montering
På multifunktionsbordet kan monterings-
elementerne monteres i forskellige stilllinger,
hvorved der opstår forskellige arbejdsstillin-
ger. I den almindelige standard-arbejdsstil-
ling står brugeren ved bordets længdeside
(Fig. 4).
I denne betjeningsvejledning betegnes den-
ne bordside med „foran“ (vorne).
4.1
Opstilling
Gribeknapperne (4.3) skrues på indtil ans-
lag. Klapbenene klappes ud og skrues fast
igen ved hjælp af gribeknapperne på led-
dene.
Ujævnheder i ståfl aden udlignes ved at dreje
endekappen (4.1), som befi nder sig bagest
til højre. Vinkelfødderne (4.4) er forsynet
med gummikapper på undersiden, således
at bordet også står sikkert, når klapbenene
er klappet ind (Fig. på forside).
4.2
Montering af styreskinnen
Den forreste og bageste bordside - på læng-
deprofi len - er fra fabrikkens side forsynet
med anslag (7.4 + 6.1) på de steder, som
svarer til den af os anbefalede arbejdsstil-
ling.
På den bageste længdeside fastgøres sving-
enheden (1.4/6.2), på den forreste længde-
side arbejdsunderlaget (1.2/4.2).
Højdeindstillingen (7.3) og drejeknappen
(7.1) skal være løsnet, når enhederne køres
ind i profi lnoten fra venstre indtil anslag og
klemmes fast med drejeknappen (7.1).
Begge enheder kan indstilles slørfrit til pro-
fi lnoten.
Dette gøres ved at dreje stilleskruerne i sty-
refjederen med en unbraconøgle SW 2,5.
For bedre at kunne komme hen til de to
enheder skydes metaldelene helt opad og
klemmes fast ved at trykke dem ned på
spændearmen (7.3).
Klemmevirkningen kan indstilles på skruerne
(7.2) efter behov.
Styreskinnen monteres ved at sætte den
på pasfjederen (6.3) på en sådan måde, at

30
skinnen hviler på arbejdsunderlagets metal-
plade (mærket Festool læses da fra højre),
og pasfjederen er fuldstændig i noten.
I denne position skrues styreskinnen fast
med de to skruer (6.4) ved hjælp af den
vedlagte unbraconøgle.
4.3 Afl eder
Afl ederen (1.10) forhindrer, at støvsugers-
lange og kabel hænger fast på føringsskin-
nen.
Afl ederen stikkes på enden af føringsskinnen
og fastgøres med drejeknappen (1.11).
4.4
Montering af vinkelanslaget
Anslagslinealen er forsynet med to noter,
som er åbnet 90° over for hinanden, og
kan fastgøres til svingsegmentet ved be-
gge noter. Dette gøres ved at anbringe den
på fastgørelsesskruernes (7.5) fi rkantede
møtrikker.
Dermed opstår der en 14 mm eller 35 mm
høj styrefl ade.
Anslagslinealen fastgøres på svingsegmen-
tet med skruer (7.5), således at den rager
ca. 35 mm ud over segmentet.
Anslaget hænges ind i hul 3 og hul 4
(MFT 1080: hul 4 og hul 5) i den bageste
hulrække ved 0°-stillingen (Fig. 5) og skru-
es fast mod hulpladen med gribeknapperne
nedefra.
5
A r b e j d e m e d M F T 8 0 0/
MFT 1080
5.1
Indstilling af vinkelanslaget
(Fig. 3)
Når fi kseringsstiften (7.6) løftes, er det mu-
ligt at indstille de ønskede vinkelstillinger på
svingsegmentet, de almindelige vinkler, som
benyttes hyppigt, er forsynet med hak.
Den korrekte vinkel kontrolleres ved at sæn-
ke styreskinnen ned, således at den hviler
på anslaget.
Med en vinkel kontrolleres 90°-vinklen fra
anslagslinealen til styreskinnen. Vinklen kan
indstilles, hvis nødvendigt. Dette gøres ved
at løsne skruen (3.1), indstille 90°-vinklen
nøjagtigt og fastspænde skruen igen.
Den ekstra klemning (7.9) benyttes til at
stabilisere anslagslinealen. Til dette formål
føres pasfjederen på den ekstra klemning
ind i noten på den venstre profi lramme,
ribben på den ekstra klemning svinges ind
i noten på anslags-linealen og skrues fast
med drejeknappen.
Hvis det indstillede vinkelanslag fl yttes til
andre huller, skal vinklen kontrolleres.
5.2
Indstilling af styreskinnen til
arbejds-stykket
Til savning og fræsning sænkes styreskinnen
så meget, at skinnen ligger lige jævnt hen
oven på arbejdsstykket. På den måde holdes
arbejdsstykket sikkert på skinnen.
For at styreskinnen ikke kommer til at sidde
i klemme i forbindelse med bearbejdning af
smalle arbejdsstykker, ilægges et under-
lag af samme tykkelse under styreskinnen
mellem arbejdsstykke og arbejdsunderlag
(4.2).
5.3
Indstilling af skæredybden til
savning (Fig. 2)
Vær opmærksom på, at skæredybden til
arbejdsstykkets tykkelse altid er indstillet
rigtigt. Vi anbefaler, at skæredybden ind-
stilles 1 - 3 mm større end arbejdsstykkets
tykkelse.
Dermed undgår De, at profi lrammen bes-
kadiges.
6 Tilbehør
Til sikker fastspænding af arbejdsstykkerne
indeholder tilbehørsprogrammet spænde-
systemer som fl ad-spænder og som verti-
kal-spænder. Bestillingsnumrene for tilbehør
fi nder De i Deres Festool-kataloget eller på
internettet under „www.festool.com“.
6.1
Spændeelement MFT-SP (Fig. 8),
best.nr. 488030
Spændesystemets byggesæt består af to
fagspænder og to modholdere.
Modholderne kan stikkes ind i huller på den
bageste hulrække i stedet for vinkelanslaget
og skrues fast med en gribeknap nedefra.
Gummistykket peger hen imod arbejdsstyk-
ket og fungerer som arbejdsstykke-mod-
holder.
Fladspænderne med spændearm stikkes ind
i et passende hul passende til arbejdsstyk-
kets bredde og fastskrues med gribeknap
nedefra.
Når spændearmen omlægges, trykker klem-
meskoen mod arbejdsstykket.
Med fl adspænderne kan arbejdsstykkerne
spændes i en hvilken som helst vinkel, også
mod vinkelanslaget.
Sidevendt spænding på arbejdsstykket mu-

31
liggør uhindret, fl ad overfl adebearbejdning
(f.eks. over-slibning) på en behagelig og
sikker måde.
6.2 S k r u e t v i n g e F S Z , b e s t . n r .
489570
Vertikal spænding gør det muligt at klem-
me arbejdsstykker på arbejdsfl aden med
skruetvinger FSZ.
Med klemmebøjlen på skruetvingen køres
der oppefra ind i et hul på hulpladen, og
arbejdsstykket klemmes fast oppefra med
trykstykket.
6.3
Længdeanslag MFT-LA, best.nr.
488564
Fræse- eller savearbejde med konstant af-
stand til styreskinnen kan gennemføres på
en enkel måde med længdeanslaget MFT-
LA.
MFT-LA kan monteres hele vejen rundt om
på profi lrammen.
Til afklipning af længden på lige lange dele
eller til fræsning med ens afstand monteres
anslaget på den højre bordside (Fig. 9).
Anslaget kan svinges væk, når indstillingen
er gennemført, for at sikre en uhindret be-
arbejdning af arbejdsstykket.
6.4 Anslagsrytter
AR-MFT
(Bestill.
nr. 490555; 1 stk. følger med
leveringen)
En eller fl ere anslagsryttere kan skubbes fast
på anslagslinealen og klemmes fast ethvert
sted med spændearmen (7.8).
Anslaggsrytteren sættes ud af funktion ved
at svinge anslagspladen (7.9) væk.
7
Eftermontering af FST 660/85
Vinkelanslaget MFT-WA (best.nr. 488563) og
spændesystemerne, som beskrevet under
punkt 6.1 og 6.2, kan også benyttes ved
Festool-fræse-/savebord FST 660/85, hvis
arbejdspladen udskiftes og erstattes af hul-
pladen MFT-LP (best.nr. 488565).
For at styreskinnen også kan sænkes ned i
standard-arbejdsstillingen indtil vinkelansla-
get, skal fastgørelsespladen (6.5) udskiftes
på vippen.
Den nye fastgørelsesplade er vedlagt vin-
kelanslaget.
32
1
Tekniske data
MFT 800
MFT 1080
Bordmål (bredde x lengde)
590 x 725 mm
724 x 1164 mm
Bordhøyde - med sammenleggbare bein
820 mm
820 mm
- uten sammenleggbare bein
205 mm
205 mm
Maks. arbeidsbredde
- med styreskinne FS 800 (montert på tvers)
510 mm
- med styreskinne FS 1080 (montert på tvers)
625 mm
- med styreskinne FS 1400 (best.-nr. 482 975)
montert på langs
625 mm
1085 mm
Maks. tykkelse på arbeidsstykke
90 mm
90 mm
Vekt
20 kg
33 kg
2 Leveringsomfang
1
bord (1.1) bestående av: profi lram-
mer, vinkel-føtter, hullplate, sam-
menleggbare bein.
1 bordplate
(1.2)
1
styreskinne FS 800 / FS 1080 (1.3)
1 dreieenhet
(1.4)
1
dreiesegment (1.5) med sekskant-
nøkkelstift (1.6)
1 stopplinjal
(1.7)
1
tilleggsklemme for stopplinjal (1.8)
1
stoppglider AR-MFT (1.9)
1 avviseren
(1.10)
3 Formålstjenlig
bruk
Universalbordet er konstruert for sikker og
nøyaktig saging og fresing med Festool-
elektroverktøy.
Arbeidsstykkene kan spennes sikkert med
de spennsystemer som tilbys i tilbehørs-
programmet.
Bordet blir dermed til et arbeidsbord for
mange håndverksoppgaver som høvling,
sliping, skjæring osv.
4 Oppstilling
og
montasje
På universalbordet kan påbyggings-elemen-
tene monteres i forskjellige stillinger.
Dermed kan du stå i ulike arbeidsstillinger.
I standard-arbeidsstillingen står brukeren
på bordets langside (ill.4).
I denne bruksanvisningen blir denne bord-
siden angitt med “foran“.
4.1 Oppstilling
Håndtaksknottene (4.3) skrus opp for hånd
til anslag.
De sammenleggbare beina klappes ut og
med håndtaksknottene på leddene skrus til
igjen. Ujevnheter på oppstillingsplassen kan
utjevnes ved å dreie på dekkappen (4.1) til
høyre bak.
Vinkelføttene (4.4) er på undersiden utstyrt
med gummihetter for at bordet også står
sikkert når beina er klappet inn. (ill. tittel-
side).
4.2
Montasje av styreskinne
For å få anbefalt arbeidsstilling er det fra
produ-senten, på framre og bakre bordsi-
de, på lengde-profi len montert tilsvarende
stoppere (7.4 + 6.1).
På den bakre langsiden blir dreieenheten
(1.4/6.2) festet, på den framre langsiden
festes bordplaten (1.2/4.2).
Med løsnet spenning på høydejusterin-
gen (7.3) og løsnet dreieknott (7.1) kjø-
res enhetene fra venstre inn i profi lspo-
ret til anslag og klemmes deretter fast
med dreieknotten (7.1). Begge enhetene
kan du innstille klaringsfritt til profil-
sporet idet du med en sekskantnøkkel
SW 2,5 vrir på stillskruene i styringsfjæren.
For å få bedre tilgjengelighet til begge en-
hetene skyver du metalldelene helt opp og
klemmer disse fast ved å trykke ned på
spennarmen (7.3).
Ved behov kan klemmevirkningen etterstilles
på skruene (7.2).
For monteringen av styreskinnen blir denne
satt på passkilen (6.3) slik at skinnen ligger

33
på metallplaten (Festool-innskriften er da
leselig fra høyre) og passkilen er fullstendig
i sporet.
I denne stilling blir styreskinnen skrudd fast
med de to skruene (6.4) med vedlagt seks-
kant-nøkkelstift.
4.3 Avviser
Avviseren (1.10) hindrer at avsugslan-
gene og strømledningen klemmes fast i
føringsskinnen. Avviseren settes på enden
av føringsskinnen og festes med vriderne
(1.11).
4.4
Montasje av vinkelanslag
Stoppelinjalen har to spor som er åpnet 90°
mot hverandre og den kan festes i begge
spor på dreiesegmentet ved at den settes
på festeskruenes (7.5) fi rkantmutre.
Det gir 14 mm eller 35 mm høy styrefl ate.
Stoppelinjalen festes med skruene (7.5) på
dreiesegmentet slik at den står ut ca. 35
mm over segmentet.
Anslaget blir ved 0° stilling hengt inn i hul-
lene 3 og 4 (MFT 1080: 4 og 5) på bakre
hullrekke (ill.5) og skrus fast med håndtaks-
knottene nedenifra mot hullplaten.
5
Arbeid med MFT 800/MFT 1080
5.1 Innstilling
av
vinkelanslag
(ill.3)
Etter å ha løftet fi kserstiften (7.6) kan de
ønskede vinkelstillinger stilles inn på vin-
kelsegmentet.
Dermed holdes vinkler, som ofte brukes,
fast.
For å kontrollere vinkelfunksjonen senkes
styreskinnen ned, slik at den ligger på an-
slaget.
Med en vinkel kontrolleres 90°-vinkelen fra
stoppelinjalen til styreskinnen og hvis nød-
vendig foretas etterjustering.
For dette løsnes skrue (3.1), 90°-vinkelen
stilles nøyaktig inn og skruen trekkes fast
til igjen.
For å stabilisere stoppelinjalen brukes til-
leggs-klemmen (7.9).
For dette føres tilleggsklemmens passkile
inn i sporet på den venstre profi lrammen,
tilleggs-klemmens ribbe dreies inn i stop-
pelinjalens spor og skrus fast med dreie-
knotten.
Dersom det innstilte vinkelanslaget omsettes
til andre hull, må vinklingen kontrolleres.
5.2
Innstilling av styreskinnen i for-
hold til arbeidsstykket.
For saging og fresing senkes styreskinnen
så langt ned at skinnen ligger jevnt på ar-
beids-stykket.
Slik holdes arbeidsstykket sikkert med skin-
nen.
For at styreskinnen ikke skal komme ut av
stilling under bearbeiding av smale arbeids-
stykker, vedlegges i midten mellom arbeids-
stykket og bordfl aten (4.2) et jevnt underlag
under styres-kinnen.
5.3. Innstilling av snittdybde for sa-
ging.
Pass på at snittdybden i forhold til arbeids-
stykket alltid er riktig innstilt.
Vi anbefaler å innstille snittdybden 1-3 mm
mer enn tykkelsen på arbeidsstykket.
Dermed unngår du at profi lrammen ska-
des.
6 Tilbehør
For sikker fastspenning av arbeidsstykket,
blir det i tilbehørsprogrammet tilbudt spen-
ne-systemer som planspenner og vertikal-
spenner.
Bestillingsnumrene til tilbehør fi nnes i Deres
Festool-katalogen eller på Internett under
„www.festool.com“.
6.1 Spenneelement
MFT-SP,
best.-
nr. 488 030 (ill.8).
Spennesystemets byggesett består av to
plan-spennere og to motholdere.
Motholdere kan i stedet for vinkelanslaget
stikkes inn i huller på den bakre hullrekken
og skrus fast fra undersiden med håndtaks-
knotten.
Gummiunderlaget viser mot arbeidsstykket
og er arbeidsstykkets motholder.
Tilsvarende arbeidsstykkets bredde stikkes
planspennerne med åpen spennarm inn i
et passende hull og skrus deretter fast fra
undersiden med håndtaksknotten.
Ved å legge om spennarmen trykker klem-
meskoen mot arbeidsstykket.
Med planspennerne kan arbeidsstykkene
også spennes i ønsket vinkel mot vinkelans-
laget.
Ved spenn fra siden på arbeidsstykket er
det lett og sikkert mulig uhindret å utføre
overfl atearbeider (f.eks. oversliping).
34
6.2 S k r u t v i n g e
F S Z ,
b e s t . - n r .
489570
Med vertikalt spenn kan arbeidsstykker
klemmes på arbeidsfl aten.
Med skrutvingens klemmebøyle kjøres det
inn i et hull i hullplaten ovenifra og arbeids-
stykket klemmes ovenifra med trykkem-
net.
6.3 Lengdeanslag
MFT-LA,
best.-nr.
488564
Frese-eller sagearbeider med konstant av-
stand til styreskinnen kan på en enkel måte
utføres med lengdeanslaget MFT-LA.
MFT-LA kan monteres rundt på profi lram-
men.
For å få like lange deler eller for fresing i
konstant avstand, monteres anslaget på
bordets høyre side (ill.9).
Anslaget kan etter innstilling svinges til side
slik at uhindret bearbeidelse av arbeidsstyk-
ket er mulig.
6.4 Stoppglider
AR-MFT
(bestillings-
nr. 490555; 1 stk.inkludert i le-
veringen)
På stopplinjalen kan en eller fl ere stoppgli-
dere skyves på og klemmes fast på ønsket
posisjon ved hjelp av klemspaken (7.8).
For å sette glideren ut av funksjon kan stop-
peplaten (7.9) svinges bort.
7
Etterutstyring av FST 660/85
Vinkelanslaget MFT-WA
(best.-nr. 488563) og
spennesystemene som er beskrevet under
pkt. 6.1 og 6.2 kan også brukes i forbindelse
med Festool-frese-/sagebord FST 660/85
når arbeidsplaten byttes ut mot hullplaten
MFT-LP (best.-nr. 488565).
For at styreskinnen også i standard-arbeids-
stilling kan senkes ned på vinkelanslaget, må
vippens festeplate (6.5) skiftes ut.
Den nye festeplaten er inkludert i leverings-
omfanget for vinkelanslaget.
35
1
Dados técnicos
MFT 800
MFT 1080
Dimensões da mesa (larg. x compr.)
590 x 725 mm 724 x 1164 mm
Altura da bancada - com pernas basculantes
820 mm
820 mm
- sem pernas basculantes
205 mm
205 mm
Largura de trabalho máxima
- com barra de guia FS 800 (instalação transversal)
510 mm
- com barra de guia FS 1080 (instalação transversal)
625 mm
- com barra de guia FS 1400 (nº de encomenda 482975)
instalação longitudinal
625 mm
1085 mm
Espessura máxima da peça a trabalhar
90 mm
90 mm
Peso
20 kg
33 kg
2 Fornecimento
1
Mesa (1.1) composta por: quadro
perfi lado, pés angulares, chapa per-
furada, pernas basculantes
1
Unidade de apoio (1.2)
1
Barra de guia FS 800/FS 1080
(1.3)
1 Unidade
giratória
(1.4)
1
Segmento giratório (1.5 com chave
para parafusos sextavados internos
(1.6)
1
Régua de encosto (1.7)
1
Dispositivo de aperto adicional para
régua de encosto (1.8)
1
Ressalto de encosto AR-MFT (1.9)
1 Derivador
(1.10)
3 Utilização
adequada
A mesa multi-funções pode ser utilizada com
ferramentas eléctricas Festool, proporcion-
ando segurança e precisão para serrar e
fresar.
Utilizando-se os sistemas de aperto (aces-
sórios opcionais), as peças a trabalhar po-
dem ser fi xadas na superfície de trabalho
com a maior segurança. Dessa forma, a
mesa proporciona condições adequadas à
realização de inúmeros trabalhos, como ap-
lainação, lixamento, entalhamento etc.
4 Instalação
e
montagem
A mesa multi-funções possibilita a instala-
ção de elementos em várias posições, ob-
tendo-se, dessa forma, várias posições de
trabalho.
Na posição de trabalho padrão, o usuário
encontra-se do lado longitudinal da mesa
(fi g. 4). Nessas instruções de uso, esse lado
da mesa será denominado “frente”.
4.1
Instalação
Desaparafuse os botões em forma de punho
(4.3) até o encosto. Abra as pernas bascul-
antes e aparafuse-as nas articulações por
meio dos botões em forma de punho.Irre-
gularidades do chão podem ser compensa-
das, girando-se a tampa fi nal (4.1) traseira
direita. Em suas extremidades inferiores, os
pés angulares (4.4) estão equipados com
de tampas de borracha, que garantem a
estabilidade da ban-cada, quando as per-
nas basculantes estiverem fechadas (fi g.
na capa).
4.2
Instalação da barra de guia
A mesa já vem equipada com os encostos
adequados (7.4 + 6.1) para a posição de
trabalho recomendada. Eles encontram-se
nos lados dianteiro e traseiro da bancada,
no perfi l longitudinal. A unidade giratória
(1.4/6.2) é fi xada no lado longitudinal tra-
seiro, a unidade de apoio (1.2/4.2), no lado
longitudinal dianteiro. Desapertado o ajuste
de altura (7.3) e afrouxado o botão giratório
(7.1), come-çando pela esquerda, as unida-
des serão introduzidas na ranhura perfi lada
até atingirem o encosto. Em seguida, elas
serão fi xadas por meio do botão giratório
(7.1). Em relação à ranhura perfi lada, am-
bas as unidades podem ser ajustadas sem
folga, girando-se os parafusos de ajuste na
lingueta através de uma chave sextavada
(abertura da chave 2,5). Para facilitar o
acesso, empurre as peças prensadas das
unidades para cima o máximo possível e

36
fi xe-as, pressionando a alavanca de aperto
(7.3) de cima para baixo. Caso necessário,
o efeito de aperto pode ser reajustado nos
dois parafusos (7.2). Para a montagem, a
barra de guia há de ser encaixada na cun-
ha de ajuste (6.3), de forma que a barra
se apoie sobre a chapa de apoio (agora, a
inscrição Festool poderá ser lida da direita).
A cunha de ajuste deverá estar introduzida
totalmente na ranhura. Nessa posição, a
barra de guia será fi xada pelos dois parafu-
sos (6.4) através da chave para parafusos
sextavados internos.
4.3 Derivador
O derivador (1.10) impede um engate do
tubo fl exível de aspiração e do cabo de cor-
rente no trilho-guia. O derivador é encaixado
na extremidade do trilho-guia e fi xado com
a manete de aperto (1.11).
4.4
Montagem do encosto angular
A régua de encosto possui duas ranhuras,
entre as quais há um ângulo de 90º. Ela
poderá ser fi xada em ambas as ranhuras do
segmento giratório, sendo encaixada para
isso sobre as porcas quadradas dos parafu-
sos de fi xação (7.5). A resultante superfície
de guia terá uma altura de 14 mm ou de 35
mm, respectiva-mente. A régua de encosto
deverá ser fi xada no segmento giratório
através dos parafusos (7.5) e de forma que
sobressaia do segmento em ca. de 35 mm.
Na posição 0º, o encosto será introduzido
nas perfurações 3 e 4 (MFT 1080: 4 e 5) da
fi la de perfurações traseira (fi g. 5), sendo
fi xado em seguida, pelo lado inferior, contra
a chapa perfurada, através dos botões em
forma de punho.
5
Trabalhando com a MFT 800/
MFT 1080
5.1
Ajuste do encosto angular
(fi g. 3)
Uma vez levantado o pino de fi xação (7.6),
no segmento giratório poderá ajustar-se
qualquer posição angular. Para os ângulos
de uso mais frequente, existem posições de
engate.
Para controlar a angularidade, a barra de
guia será abaixada até que ela se apoie
sobre o encosto. O ângulo de 90º entre a
régua de encosto e a barra de guia será
controlado através de um ângulo. Caso
necessário, o ângulo deverá ser reajusta-
do, desapertando-se, para isso, o parafuso
(3.1), ajustando-se o ângulo em 90º. Em
seguida, o parafuso deverá ser apertado
novamente. Para a estabilização da régua de
encosto, utilizar-se-á o dispositivo de aperto
adicional (7.9): insira a cunha de ajuste do
dispositivo de aperto adicional na ranhura do
quadro perfi lado esquerdo, gire a nervura do
dispositivo de aperto adicional para dentro
da ranhura da régua de encosto e fi xe-a
novamente através do botão giratório. Caso
o encosto angular for instalado em per-fura-
ções diferentes, a an-gularidade deverá ser
controlada novamente.
5.2
Ajuste da barra de guia em rela-
ção à peça a trabalhar
Para a serragem e fresagem, a barra de
guia deverá ser abaixada até apoiar-se
planamente sobre a peça a trabalhar. Des-
sa forma, ga-rantir-se-á a fi xação segura
da peça a trabalhar através da barra. Para
evitar que a barra de guia fi que emperrada
ao trabalhar-se peças fi nas, um apoio de
idêntica espessura deverá ser colocado no
meio, entre a peça a trabalhar e a unidade
de apoio (4.2), abaixo da barra de guia.
5.3
Ajuste da profundidade de corte
para serrar (fi g. 2)
Assegure a relação certa entre a profun-
didade de corte e a espessura da peça a
trabalhar. Para evitar que o quadro perfi lado
seja danifi cado, recomendamos um ajuste
da profundidade de corte na espessura da
peça a trabalhar, acrescida de 1 a 3 mm.
6 Acessórios
Para a fi xação segura das peças a trabal-
har, oferecemos, como acessórios opcio-
nais, sistemas de aperto (tensores planos
e verticais). Os números de encomenda
para acessórios podem ser encontrados no
catálogo Festool ou na Internet sob ‘www.
festool.com’.
6.1
Elemento de aperto MFT-SP (fi g. 8),
nº de encomenda 488030
O conjunto modular do sistema de aperto
é composto por dois tensores planos e dois
apoios de encontro. Os apoios de encontro
poderão ser introduzidos nas perfurações
da fi la de perfurações traseira, no lugar do
encosto angular. Eles serão fi xados pelo lado

37
inferior, por meio de um botão em forma de
punho.
A superfície de borracha indicará em direcção
à peça a trabalhar, servindo como apoio de
encontro. De acordo com a largura da peça a
trabalhar, os tensores planos serão inseridos
em uma perfuração adequada, enquanto a
alavanca de aperto estiver aberta, e, em
seguida, aparafusados pelo lado inferior por
meio do botão. Fechando-se a alavanca de
aperto, a sapata de aperto será premida
contra a peça a trabalhar. Os tensores planos
proporcionam também a fi xação de peças
a trabalhar contra o encosto angular e em
qualquer ângulo. Devido ao aperto lateral da
peça a trabalhar, as superfícies poderão ser
trabalhadas de maneira segura e confortável
(por exemplo: polimento).
6.2
Sargento FSZ, nº de encom.
489570
As peças a trabalhar poderão ser fi xadas
na superfície de trabalho pelo aperto verti-
cal dos sargentos FSZ. O estribo de aperto
do sargento será introduzido de cima para
baixo em uma das perfurações da chapa
perfurada. Em seguida, a peça a trabalhar
será apertada no lado superior através do
membro de pressão.
6.3
Encosto longitudinal MFT-LA, nº
de encomenda 488564
O encosto longitudinal MFT-LA proporciona
a realização fácil de trabalhos de fresar e
serrar com distância homogénea da barra
de guia.
O encosto MFT-LA pode ser instalado em
toda a circunferência do quadro perfi lado.
Para cortar a medida peças compridas ou
para fresar em uma distância homogénea,
instale o encosto do lado direito da mesa
(fi g. 9).
Uma vez ajustado, o encosto poderá ser
girado para fora, proporcionando o fácil
processamento da peça a trabalhar.
6.4 Ressalto
de
encosto
AR-MFT
(código 490555; 1 unidade no
escopo de fornecimento)
Na régua de encosto podem ser inseridos um
ou vários ressaltos e, por meio da alavanca
de aperto (7.8), fi xados em qualquer ponto
da mesma. A fi m de pôr o ressalto de en-
costo fora de acção, a chapa correspondente
(7.9) pode ser girada.
7
Utilização com a mesa FST
660/85
O encosto angular MFT-WA (nº de enco-
menda 488563) e os sistemas de aperto
descritos nos itens 6.1 e 6.2 poderão ser
utilizados também com a mesa de fresar
e serrar Festool FST 660/85. Para isso, a
su-perfície de trabalho deverá ser substi-
tuída pela chapa perfurada MFT-LP (nº de
encomenda 488565). Para possibilitar que
a barra de guia, na posição de trabalho
padrão, possa ser abai-xada até o encosto
angular, substitua a chapa de fi xação (6.5)
da báscula pela chapa nova, fornecida junto
com o encosto angular.
38
1
Технические характеристики
MFT 800
MFT 1080
Размеры стола (Ш x Д)
590 х 725 мм
724 х 1164 мм
Высота стола
- с откидными ножками
820 мм.
820 мм.
-
без
откидных
ножек
205
мм
205
мм
макс. рабочая ширина
- с шиной-направляющей FS 800, монтир.
поперечно
510 мм
- с шиной-направляющей FS 1080, монтир.
поперечно
625 мм
- с шиной-направляющей FS 1400 (№ зак. 482975),
монтир. продольно
625 мм
1085 мм
макс. толщина заготовки
90 мм
90 мм
Вес
20 кг
33 кг
2
Комплект поставки
1
с т о л ( 1 . 1 ) , с о с т о я щ и й и з :
профилированной рамы, уголков,
перфорированной плиты, складных
ножек
1
накладной блок (1.2)
1
шина-направляющая FS 800 или FS
1080 (1.3)
1 откидной
блок
(1.4)
1
п о в о р о т н ы й с е г м е н т ( 1 . 5 ) с
шестигранным рожковым гаечным
ключом (1.6)
1
упорная планка (1.7)
1
дополнительный зажим для упорной
планки (1.8)
1 ограничитель
AR-MFT
(1.9)
1 законцовщик
(1.10)
3 Применение
по
назначению
С т о л м н о г о ф у н к ц и о н а л ь н ы й
предназначен для безопасного и точного
пиления и фрезерования с помощью
электроинструментов Festool.
С помощью зажимных приспособлений,
предлагаемых в качестве оснастки,
заготовки надежно фиксируются на
рабочем столе. Стол пригоден для многих
работ - строгания, шлифования, резьбы
по дереву и т. д.
4 Установка
и
монтаж
На многофункциональном столе можно
смонтировать навесные элементы в
различных положениях и подготовить таким
образом разные рабочие положения.
Стандартным считается положение,
когда оператор стоит у длинной стороны
стола (рис. 4). В Руководстве эта сторона
называется "передней".
4.1 Установка
Вверните винтовые ручки (4.3) до упора.
Откиньте складные ножки и прикрутите
их винтовыми ручками к шарнирам.
Неровности пола можно скомпенсировать,
повернув регулирующую заглушку (4.1)
на правой задней ножке.
На нижних кромках уголков (4.4) имеются
резиновые накладки, чтобы стол мог
прочно стоять и со сложенными ножками
(см. рисунок на титульной странице).
4.2 Монтаж
шины-направляющей
Для рекомендуемого нами рабочего
положения на передней и задней сторонах
стола, на продольном профиле, имеются
упоры (7.4 + 6.1).
На задней продольной стороне крепится
откидной блок (1.4/6.2), а на передней
стороне - накладной блок (1.2/4.2).
Ослабив регулятор высоты (7.3) и винт-
барашек (7.1),вставьте блоки слева в
профилированный паз до упора и зажмите
винтом-барашком (7.1). Оба блока
нужно вставить в паз плотно, повернув
регулировочные винты в направляющей
пружине шестигранным ключом SW 2,5.
Для облегчения доступа к обоим блокам
сдвиньте листовые детали до упора вверх
и зафиксируйте их, нажав на зажимной
рычаг (7.3).

39
Прижимное усилие при необходимости
можно подрегулировать винтами (7.2).
Для монтажа шины-направляющей ее
нужно надеть на призматическую шпонку
(6.3) так, чтобы направляющая опиралась
на листовую прокладку (в этом случае
надпись Festool будет видна справа), а
призматическая шпонка полностью зашла
в паз.
В этом положении шина-направляющая
фиксируется двумя винтами (6.4) с
помощью прилагаемого шестигранного
ключа.
4.3 Законцовщик
Законцовщик (1.10) предотвращает
зацепление всасывающего шланга и
э л е к т р и ч е с к о г о ш н у р а з а ш и н у -
направляющую.
Законцовщик надевается на конец шины-
направляющей и фиксируется винтом-
барашком (1.11).
4.4 Монтаж
углового
упора
У п о р н а я п л а н к а и м е е т д в а п а з а ,
сходящиеся под углом 90°, ее можно
закрепить на поворотном сегменте, надев
на четырехгранные гайки болтов (7.5).
Получается направляющая плоскость
высотой 14 или 35 мм. Упорная планка
крепится к поворотному сегменту болтами
(7.5) таким образом, чтобы она выходила
за сегмент приблизительно на 35 мм.
Упор при нулевом (0°) положении
навешивается на отверстия 3 и 4 (у модели
MFT 1080 в отверстия 4 и 5) заднего ряда
отверстий (рис. 5) и фиксируется снизу
винтовыми ручками на перфорированной
плите.
5
Работа с MFT 800/MFT 1080
5.1
Регулировка углового упора
(рис. 3)
Приподняв фиксирующий штифт (7.6),
можно отрегулировать любой угол
поворотного сегмента, при этом часто
используемые углы фиксируются.
Для проверки угла шина-направляющая
опускается на упор.
С помощью угольника можно проверить
и при необходимости откорректировать
прямой угол между упорной планкой и
шиной-направляющей.
Для этого ослабьте винт (3.1), выставьте
угол в 90° и затяните винт.
Для стабилизации упорной планки
используется дополнительный зажим
(7.9).
Для этого вставьте призматическую
шпонку дополнительного зажима в паз
на левой профилированной раме, а
ребро дополнительного зажима - в паз на
упорной планке и зафиксируйте винтом-
барашком.
В случае, если отрегулированный угловой
упор переставляется под другие отверстия,
необходимо проверить угол.
5.2 Р е г у л и р о в к а ш и н ы-
направляющей под заготовку
Для пиления и фрезерования шина-
направляющая опускается настолько,
чтобы она ровно лежала на заготовке.
Таким образом заготовка надежно
фиксируется в направляющей.
Чтобы при обработке узких заготовок
шина-направляющая не наклонялась,
посредине между заготовкой и накладным
блоком (4.2) под шиной-направляющей
кладется прокладка такой же толщины.
5.3 Регулировка
глубины
резания
(рис. 2)
Следите за тем, чтобы глубина резания была
всегда правильно настроена под толщину
заготовки. Рекомендуем устанавливать
глубину резания на 1-3 мм больше
толщины заготовки. Это предотвратит
повреждение профилированной рамы.
6 Оснастка
Для надежной фиксации заготовок
в качестве дополнительной оснастки
предлагаются плоские и вертикальные
зажимы.
Номера для заказа оснастки можно найти
в каталоге Festool и в сети Интернет по
адресу www.festool.com.
6.1 Зажимной
элемент
MFT-SP
(рис. 8), № для заказа 488030
Зажимная система состоит из двух плоских
зажимов и двух контропор.
Контропоры можно вставить в отверстия
нижнего ряда вместо углового упора и
снизу зафиксировать винтовой ручкой.
Резиновая накладка обращена к заготовке
и является для нее контропорой.
Соответственно ширине заготовки плоские

40
зажимы с открытым зажимным рычагом
вставляются в подходящее отверстие и
снизу фиксируются винтовыми ручками.
При сдвиге зажимного рычага прижимной
башмак упирается в заготовку.
С помощью плоских зажимов заготовки
можно также фиксировать под любым
углом в угловом упоре.
Боковая фиксация заготовки обеспечивает
удобную и беспрепятственную обработку
всей поверхности (напр. шлифование).
6.2
Резьбовая струбцина FSZ, №
для заказа 489570
Благодаря зажиму в вертикальной
плоскости с помощью резьбовой струбцины
FSZ заготовки можно зажимать на рабочей
поверхности.
Зажимная скоба струбцины входит сверху
в отверстие перфорированной плиты и
прижимает заготовку сверху.
6.3
Продольный упор MFT-LA, №
для заказа 488564
Фрезерование и пиление на равном
расстоянии от шины-направляющей
обеспечивает продольный упор MFT-LA.
Упор MFT-LA можно закрепить в любом
месте профилированной рамы.
Д л я о б р е з к и д е т а л е й о д и н а к о в о й
длины или фрезерования с одинаковым
интервалом упор монтируется с правой
стороны стола (рис. 9).
П о с л е р е г у л и р о в к и у п о р м о ж н о
отвести в сторону, чтобы обеспечить
б е с п р е п я т с т в е н н у ю о б р а б о т к у
заготовки.
6.4 О г р а н и ч и т е л ь
A R - M F T
( №
для заказа 490555; комплект
поставки уже включает 1 шт.)
На упорную планку можно надеть один
или несколько ограничителей и закрепить
их зажимным рычагом (7.8) в нужном
месте. Для нейтрализации ограничителя
можно отвести в сторону упор (7.9).
7 Дооснащение
FST
660/85
Угловой упор MFT-WA (№ для заказа
488563) и зажимные системы, описанные
в п.п. 6.1 и 6.2 можно использовать также
со платой-основанием Festool FST 660/85.
Для этого нужно заменить рабочую
пластину на перфорированную MFT-LP (№
для заказа 488565).
Чтобы шину-направляющую можно было
опустить на угловой упор и в стандартном
рабочем положении, необходимо заменить
крепежный лист (6.5) балансира. Новый
крепежный лист входит в комплект
поставки углового упора.
41
1
Technické údaje
MFT 800
MFT 1080
Rozměry stolu (šířka x délka)
590 x 725 mm
724 x 1164 mm
Výška stolu - se sklápěcími nohami
820 mm
820 mm
- bez sklápěcích nohou
205 mm
205 mm
max. pracovní šířka
- s vodicí lištou FS 800, příčně montovanou
510 mm
- s vodicí lištou FS 1080, příčně montovanou
625 mm
- s vodicí lištou FS 1400 (obj.č. 482975), podélně
montovanou
625 mm
1085 mm
max. tloušťka obrobku
90 mm
90 mm
Hmotnost
20 kg
33 kg
2
Rozsah dodávky
1
stůl (1.1) sestávající z: profi lovaného
rámu, úhelníkových nožiček, perfo-
rované desky, sklápěcích nohou
1
výškově stavitelná jednotka nesoucí
vodicí lištu (1.2)
1
vodicí lišta FS 800 nebo FS 1080
(1.3)
1
výškově stavitelná jednotka s klou-
bem a fi xací vodicí lišty (1.4)
1 n á k l o n o v ý
s e g m e n t
( 1 . 5 )
s šestihranným kolíkovým klíčem
(1.6)
1
dlouhé dorazové pravítko (1.7)
1
přídavná aretace pro dlouhé dorazo-
vé pravítko (1.8)
1 dorazový
jezdec
AR-MFT
(1.9)
1 náběhová
hrana
(1.10)
3 Správné
použití
Multifunkční stůl je určen pro bezpečné
a přesné řezání a frézování pomocí elek-
trického nářadí Festool.
Obrobky se na pracovní desku upínají pomocí
upínacích systémů, nabízených v sortimentu
příslušenství. Stůl se tak stává pracovním
stolem pro různé řemeslné práce, jako ho-
blování, broušení, řezbářství, rytí atd.
4 Ustavení
a
montáž
Na multifunkční stůl lze montovat nástav-
bové prvky v různých polohách, čímž se
dociluje různých pracovních poloh.
Ve standardní pracovní poloze stojí pracovník
u podélné strany stolu (obr. 4). V tomto pro-
vozním návodu se tato strana stolu označuje
jako "přední."
4.1 Ustavení
Rýhovaná kolečka (4.3) vyšroubujte na do-
raz. Sklápěcí nohy vyklopte a rýhovanými
kolečky je v kloubech opět utáhněte. Ne-
rovnosti podlahy lze vyrovnat otáčením
šroubovací botkou (4.1) pravé zadní nohy.
Úhelníkové nožičky (4.4) jsou na spodní
straně opatřeny pryžovými krytkami, aby
stůl bezpečně stál i se zaklopenými nohami
(obr. na titulní straně).
4.2
Montáž vodicí lišty
Pro doporučenou pracovní polohu jsou na
podélném profi lu na přední a zadní straně
stolu standardně nasazeny odpovídající do-
razy (7.4 + 6.1).
Na zadní podélnou stranu se upevňuje
výškově stavitelná jednotka s kloubem
a fi xací vodicí lišty (1.4/6.2), na přední po-
délnou stranu výškově stavitelná jednotka
nesoucí vodicí lištu (1.2/4.2).
Když je uvolněno výškové přestavení
(7.3) a otočný knoflík (7.1), najede se
výškově stavitelnými jednotkami zleva
až na doraz v profi lové drážce a pak se
otočným knofl íkem (7.1) utáhnou. Použitím
šestihranného klíče velikosti 2,5 můžete,
otáčením stavěcími šrouby ve vodicí pružině,
nastavit obě jednotky k profi lové drážce bez
vůle.
K lepší přístupnosti obou jednotek vysuňte
plechy úplně nahoru a stlačením upínací
páčky (7.3) dolů je v této poloze upněte.
V případě potřeby lze upínání dodatečně
seřídit šrouby (7.2).
Při montáži se vodicí lišty nasunou na zalíco-
vané pero (6.3), aby lišta dosedla na opěrný

42
plech (značka Festool je pak čitelná zprava)
a zalícované pero bylo plně v drážce.
V této poloze se vodicí lišta přišroubuje
a utáhne přiloženým šestihranným kolíko-
vým klíčem a dvěma šrouby (6.4).
4.3
Náběhová hrana
Náběhová hrana (1.10) brání zachycení
odsávací hadice a síťové šňůry za vodicí
lištu. Náběhová hrana se nasazuje na konec
vodicí lišty a upevňuje se otočným knofl íkem
(1.11).
4.4 Montáž
úhlového
dorazu
Dlouhé dorazové pravítko má dvě drážky
svírající spolu úhel 90° a lze je upevnit
na obě drážky na náklonovém segmentu,
přičemž se nasouvá na čtyřhranné matice
upevňovacích šroubů (7.5). Vznikne tak
14 mm nebo 35 mm vysoká vodicí plocha.
Dlouhé dorazové pravítko se šrouby (7.5)
upevní na náklonový segment tak, aby
vyčnívalo nad segment cca 35 mm.
U polohy 0° se doraz zavěsí do otvorů 3
a 4 (u multifunkčního stolu MFT 1080 do
otvorů 4 a 5) zadní řady otvorů (obr. 5)
a rýhovanými kolečky se zespodu pevně
přitáhne k perforované desce.
5
Práce s multifunkčním stolem
MFT 800/MFT 1080
5.1
Nastavení úhlového dorazu
(obr. 3)
Na náklonovém segmentu lze nastavit, po
nadzvednutí fi xačního kolíku (7.6), libovolný
úhel; často používané úhly jsou přitom are-
tované (zapadávací).
Pro kontrolu sklonu se vodicí lišta sníží tak,
aby dosedla na doraz.
Úhelníkem se zkontroluje 90° úhel mezi
dlouhým dorazovým pravítkem a vodicí
lištou a v případě potřeby se dostaví.
Za tím účelem uvolněte šrouby (3.1), přesně
nastavte 90° úhel a šrouby opět utáhněte.
Ke stabilizaci dlouhého dorazového pravítka
se používá přídavná aretace (7.9).
Za tím účelem se zalícované pero přídavné
aretace zavede do drážky v levém profi lova-
ném rámu, žebro přídavné aretace se zaklopí
do drážky dlouhého dorazového pravítka
a rýhovaným kolečkem se utáhne.
Zavěsí-li se nastavený úhlový doraz do
jiných otvorů, musí se přesnost úhlového
nastavení zkontrolovat.
5.2
Nastavení vodicí lišty vůči obrob-
ku
Při řezání a frézování se vodicí lišta sníží tak,
aby dosedla na samotný obrobek. Tak budou
obrobek a lišta bezpečně držet.
Aby se při obrábění úzkých obrobků vo-
dicí lišta nenašikmila, podloží se pod ni,
doprostřed mezi obrobek a výškově stavi-
telnou jednotku nesoucí vodicí lištu (4.2),
podložka stejné tloušťky.
5.3 Nastavení
hloubky
řezu
při
řezání (obr. 2)
Dbejte na to, aby byla hloubka řezu vždy
správně nastavena s ohledem na tloušťku
obrobku. Doporučujeme, aby hloubka řezu
byla nastavena o 1 - 3 mm větší než tloušťka
obrobku. Tím zamezíte poškození profi lova-
ného rámu.
6 Příslušenství
V sortimentu příslušenství se k bezpečnému
upínání obrobků nabízejí upínací systémy,
jako upínací přípravek na ploché obrobky
a upínací přípravek na vertikální obrobky.
Objednací čísla příslušenství vyhledejte,
prosím, ve svém katalogu Festool nebo na
internetu na adrese "www.festool.com".
6.1
Upínací prvek MFT-SP (obr. 8),
obj.č. 488030
Souprava tvořící upínací systém sestává ze
dvou upínacích přípravků na ploché obrobky
a dvou opěrek.
Opěrky lze místo úhlového dorazu nasadit
do otvorů zadní řady a rýhovaným knofl íkem
je zespodu přišroubovat.
Gumová podložka směřuje k obrobku a je
jeho opěrou.
Upínací přípravky na ploché obrobky se
s otevřenou upínací pákou nasadí do
příslušných otvorů, podle šířky obrob-
ku, a rýhovaným knoflíkem se zespodu
přišroubují.
Přepnutím upínací páky se upínka přitlačí
na obrobek.
Upínacím přípravkem na ploché obrobky lze
obrobky upínat i pod libovolným úhlem proti
úhlovému dorazu.
Boční upnutí obrobku umožňuje pohodlně,
bezpečně a nerušeně (bez překážek) obrábět
ploché povrchy (např. přebrušovat).

43
6.2
Šroubové truhlářské svorky FSZ,
obj.č. 489570
Šroubovými truhlářskými svorkami FSZ
lze obrobky na pracovní plochu upínat
i vertikálně.
Upínací třmen šroubové truhlářské svorky
se do otvoru v perforované desce nasadí
shora a obrobek se shora přichytí přítlačným
elementem.
6.3
Podélný doraz MFT-LA, obj.č.
488564
Pomocí podélného dorazu MFT-LA lze při
frézování nebo řezání pilou snadno udržovat
stále stejnou vzdálenost od vodicí lišty. Po-
délný doraz MFT-LA lze na profi lovaný rám
namontovat po celém obvodu.
Při přiřezávání na stejnou délku nebo při
frézování ve stále stejné vzdálenosti se
doraz montuje na pravou stranu stolu
(obr. 9).
Po nastavení lze doraz odklopit, aby bylo
umožněno nerušené obrábění obrobku.
6.4 Dorazový
jezdec
AR-MFT
(obj.č.
490555; 1 ks v rozsahu dodáv-
ky)
Na dlouhé dorazové pravítko lze nasunout
jeden nebo několik dorazových jezdců
a upínací páčkou (7.8) je upevnit na libo-
volném místě. Aby dorazový jezdec mohl
působit i směrem ven, lze dorazový plech
(7.9) odklopit.
7 Dovybavení
FST
660/85
Úhlový doraz MFT-WA (obj.č. 488563)
a upínací systémy, jak jsou popsány pod
body 6.1 a 6.2, lze použít i k dovybavení
frézovacího a řezacího stolu Festool FST
660/85, když se jeho pracovní deska vymění
za perforovanou desku multifunkčního stolu
MFT-LP (obj.č. 488565).
Aby i ve standardní pracovní poloze bylo
možné vodicí lištu snížit až na úhlový doraz,
musí se upevňovací plech (6.5) kolébkového
spínače vyměnit. Nový upevňovací plech se
dodává s úhlovým dorazem.
44
1
Dane techniczne
MFT 800
MFT 1080
Wymiary stołu (szerokość x długość)
590 x 725 mm
724 x 1164 mm
Wysokość stołu
- z nóżkami składanymi
820 mm
820 mm
- bez nóżek składanych
205 mm
205 mm
maks. szerokość robocza
- z szyna prowadzącą FS 800, zamontowaną
w poprzek
510 mm
- z szyna prowadzącą FS 1080, zamontowaną
w poprzek
625 mm
- z szyną prowadzącą FS 1400 (nr zamów. 482975),
zamontowaną wzdłużnie
625 mm
1085 mm
maks. grubość obrabianego elementu
90 mm
90 mm
Ciężar
20 kg
33 kg
2
Zakres dostawy
1
Stół (1.1) składający się z: ramy
profi lowej, stóp kątowych, płyty per-
forowanej, nóżek składanych
1 Segment
nakładany
(1.2)
1
Szyna prowadząca FS 800 lub FS
1080 (1.3)
1 Segment
uchylny
(1.4)
1
S e g m e n t u c h y l n y ( 1 . 5 ) z
sześciokątnym kluczem wsuwanym
(1.6)
1 Liniał
prowadnicowy
(1.7)
1
Zacisk dodatkowy do liniału prowad-
nicowego (1.8)
1 Konik
prowadnicowy
AR-MFT
(1.9)
1 Odrzutnik
(1.10)
3 Użycie
zgodne
z
przeznacze-
niem
Stół wielofunkcyjny przewidziany jest do
bezpiecznego i dokładnego cięcia i frezo-
wania narzędziami elektrycznymi firmy
Festool.
Systemami mocującymi oferowanymi w
asortymencie wyposażenia można bezpi-
ecznie mocować obrabiane elementy na
płycie roboczej. Tym samym stół ten staje
się stołem roboczym do wykonywania wielu
prac rzemieślniczych jak heblowanie, szlifo-
wanie, rzeźbienie itp.
4 Ustawianie
i
montaż
Na stole wielofunkcyjnym można mocować
elementy w różnych pozycjach, dzięki czemu
uzyskiwane są różne pozycje robocze.
W standardowej pozycji roboczej operator
stoi przy wzdłużnej stronie stołu (rys. 4).
W niniejszej instrukcji eksploatacji ta strona
stołu określana jest jako "przód".
4.1
Posadawianie
Przykręcić pokrętła uchwytowe (4.3) do
oporu. Rozłożyć nóżki składane i ponow-
nie przykręcić pokrętłami uchwytowymi w
przegubach. Nierówności podłoża można
zrównoważyć za pomocą przekręcenia
końcówki (4.1) z tyłu po prawo.
Stopy kątowe (4.4) wyposażone są u dołu w
kołpaki gumowe, aby stół stał niezawodnie
nawet przy złożonych nóżkach (rys. strona
tytułowa).
4.2 Montaż
szyny
prowadzącej
Dla zalecanej przez naszą fi rmę pozycji ro-
boczej, z przodu i z tyłu stołu, przy profi lu
wzdłużnym, zamocowane są fabrycznie od-
powiednie prowadnice (7.4 + 6.1).
Przy tylnej stronie wzdłużnej zamoco-
wany jest segment uchylny (1.4/6.2), a
przy przedniej stronie wzdłużnej segment
nakładany (1.2/4.2).
Przy zwolnionym mocowaniu regulacji
wysokości (7.3) i zwolnionym pokrętłem
(7.1) jednostki wsuwane są w z lewej strony
do oporu we wpust profi lowany a następnie
zaciskane pokrętłem (7.1). Obie jednostki
można ustawić bezluzowo w stosunku do

45
wpustu profi lowanego, przekręcając kluczem
inbusowym o rozwartości 2,5 śruby nastaw-
cze we wpuście prowadzącym.
Dla lepszej dostępności do obu jednostek
przesunąć elementy blaszane całkowicie do
góry i zacisnąć poprzez naciśnięcie dźwigni
mocującej (7.3).
W razie potrzeby zaciskanie można
wyregulować za pomocą śrub (7.2).
Przy montażu szyna prowadząca nasadzana
jest na wpust (6.3) w taki sposób, aby szy-
na przylegała do blaszanej nakładki (napis
Festool jest wtedy czytelny od prawej strony)
i wpust znajduje się całkowicie w rowku.
W tym położeniu szyna prowadząca
przykręcana jest dwiema śrubami (6.4), za
pomocą dołączonego sześciokątnego klucza
wsuwanego.
4.3 Odrzutnik
Odrzutnik (1.10) zapobiega zahaczaniu węża
ssącego i przewodu zasilającego o szynę
prowadzącą.
Odrzutnik nasadzany jest na końcówkę
szyny prowadzącej i mocowany pokrętłem
(1.11).
4.4
Montaż przykładnicy kątowej
Liniał prowadnicowy ma dwa rowki otwar-
te naprzeciwko siebie o 90° i może być
mocowany w obu rowkach do segmentu
uchylnego, poprzez nasadzenie na nakrętki
czterokątne śrub mocujących (7.5). Powsta-
je powierzchnia prowadząca o wysokości
14 mm lub 35 mm. Liniał prowadnicowy
mocowany jest śrubami (7.5) do segmentu
uchylnego w taki sposób, aby wystawał na
ok. 35 mm ponad segment.
Przy pozycji 0° prowadnica zawieszana jest
w otworach 3 i 4 (w przypadku MFT 1080 w
otworach 4 i 5) tylnego rzędu otworów (rys.
5) i przykręcana pokrętłami uchwytowymi
od dołu, do płyty perforowanej.
5 Wykonywanie
pracy
za
pomocą
MFT 800/MFT 1080
5.1
Ustawianie przykładnicy kątowej
(rys. 3)
Po uniesieniu trzpienia mocującego (7.6),
można ustawić segment uchylny pod dowol-
nym kątem, przy często stosowanych kątach
następuje zatrzaśnięcie.
W celu sprawdzenia odchylenia kątowego
szyna prowadząca jest obniżana tak, aby
przylegała do prowadnicy.
Za pomocą kątownika sprawdzany jest kąt
90° pomiędzy liniałem prowadnicowym i
szyną prowadzącą i w razie potrzeby usta-
wiany.
W tym celu odkręcić śrubę (3.1), dokładnie
ustawić kąt 90° i ponownie przykręcić
śrubę.
Dla stabilizacji liniału prowadnicowego sto-
sowany jest zacisk dodatkowy (7.9).
W tym celu wpust zacisku dodatkowego
wprowadzany jest w rowek przy lewej ramie
profi lowej, żebro zacisku dodatkowego wsu-
wane jest w rowek liniału prowadnicowego i
przykręcane pokrętłem.
Jeśli ustawiona przykładnica kątowa zosta-
nie przestawiona na inny otwór, należy
sprawdzić odchylenie kątowe.
5.2 Ustawianie
szyny
prowadzącej
w stosunku do obrabianego ele-
mentu
Do cięcia i frezowania szyna prowadząca
obniżana jest w taki sposób, aby szyna
płasko przylegała do obrabianego elementu.
Dzięki temu obrabiany element jest nieza-
wodnie przytrzymywany szyną.
Aby szyna prowadząca przy obróbce wąskich
elementów obrabianych nie przechylała się,
w środku pomiędzy obrabianym elementem
i segmentem nakładanym (4.2) przykładana
jest pod szyną prowadzącą podkładka o jed-
nakowej grubości.
5.3 Ustawianie
głębokości
cięcia
przy piłowaniu (rys. 2)
Należy zwrócić uwagę na to, aby głębokość
cięcia była zawsze prawidłowo ustawiona do
grubości obrabianego elementu. Zalecamy
ustawianie głębokości cięcia większej o 1-
3 mm niż grubość obrabianego elementu.
Dzięki temu zapobiega się uszkodzeniu ramy
profi lowej.
6 Wyposażenie
W celu niezawodnego zamocowania ob-
rabianych elementów w asortymencie
wyposażenia oferowane są systemy mocujące
jako naprężacze płaskie i jako naprężacze
pionowe.
Numery katalogowe wyposażenia podane
są w katalogu fi rmy Festool lub w Internecie
pod adresem www.festool.com.
46
6.1 E l e m e n t
m o c u j ą c y
M F T - S P
(rys. 8) nr zamów. 488030
Zestaw montażowy systemu mocowania
składa się z dwóch naprężaczy płaskich i
dwóch dociskaczy.
Dociskacze mogą zostać wsunięte w miejsce
przykładnicy kątowej w otwory tylnego rzędu
otworów i przykręcone od dołu pokrętłem
uchwytowym.
Wykładzina gumowa skierowana jest do
obrabianego elementu i jest dociskaczem
obrabianego elementu.
Odpowiednio do szerokości obrabianego
elementu naprężacze płaskie wsuwane są
z otwartą dźwignią zaciskową w odpowied-
ni otwór i przykręcane od dołu pokrętłem
uchwytowym.
Poprzez przełożenie dźwigni mocującej
element zaciskowy dociska obrabiany ele-
ment.
Za pomocą naprężaczy płaskich można
mocować obrabiane elementy pod dowolnym
kątem również do przykładnicy kątowej.
Poprzez boczne mocowanie do obrabiane-
go elementu możliwe jest niezakłócone,
wygodne i bezpieczne płaskie obrabianie
powierzchni (np. przeszlifowanie).
6.2
Ścisk stolarski FSZ, nr zamów.
489570
Poprzez zaciskanie pionowe ściskami sto-
larskimi FSZ można mocować obrabiane
elementy do powierzchni roboczej.
Pałąk zaciskowy ścisku stolarskiego wsu-
wany jest od góry w jeden z otworów płyty
perforowanej i obrabiany element zaciskany
od góry elementem dociskowym.
6.3 Prowadnica
wzdłużna
MFT-LA,
nr zamów. 488564
Cięcie i frezowanie w jednakowej odległości
od szyny prowadzącej mogą być wykonywa-
ne w prosty sposób za pomocą prowadnicy
wzdłużnej MFT-LA. Prowadnica MFT-LA może
być mocowana na całym obwodzie ramy
profi lowej.
Do przycinania elementów o jednakowej
długości lub do frezowania w jednakowej
odległości prowadnica montowana jest do
prawej strony stołu (rys. 9).
Po ustawieniu prowadnica może zostać od-
chylona tak, aby możliwe było nieutrudnione
obrabianie elementu.
6.4 Konik
prowadnicowy
AR-MFT
(nr zamów. 490555; 1 sztuka w
zakresie dostawy)
Na liniał prowadnicowy można nasunąć
jeden lub wiele koników prowadnicowych
i zacisnąć je dźwignią zaciskową (7.8) w
dowolnym miejscu. W celu unieczynnienia
konika prowadnicowego, można odchylić
blachę prowadnicową (7.9).
7 Przezbrajanie
FST
660/85
Przykładnica kątowa MFT-WA (nr zamów.
488 563) i systemy mocujące, opisane w
pkt. 6.1 i 6.2, mogą być stosowane również
w stole pilarskim/frezarskim FST 660/85
fi rmy Festool, jeśli płyta robocza zostanie
zastąpiona płytą perforowaną MFT-LP (nr
zamów. 488565).
Aby szyna prowadząca również w standar-
dowym ustawieniu roboczym mogła być
obniżana na przykładnicę kątową, blacha
mocująca (6.5) musi zostać zastąpiona wa-
haczem. Nowa blacha mocująca dołączona
jest do zakresu dostawy przykładnicy
kątowej.
