Rothenberger ROWELD P5-24B Plus Professional – страница 6
Инструкция к Rothenberger ROWELD P5-24B Plus Professional
3.4 Viktig information om svetsdata
Alla nödvändiga svetsdata såsom temperatur, tryck och tid ska beaktas med hänsyn till DVS -
Riktlinjer 2207 Del 1, 11 och 15. Utanför Tyskland gäller motsvarande nationella riktlinjer.
Referenser: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-post: media@dvs-hg.de internet: www.dvs-media.info
I individuella fall skall de grundläggande materialspecifika bearbetningsparametrarna hämtas från
rörtillverkaren.
De medföljande svetstabellerna med nämnda svetsparametrar är endast referensvärden för vilka
bolaget ROTHENBERGER inte lämnar några garantier!
De värden som anges i svetstabellerna för matchnings-tryck och sammanfogningstryck
beräknades med användning av följande formel:
svetsområdet A [mm²] x svetsfaktor SF [N/mm²]
Svetstryck P [bar] =
Cylinderyta Az [cm²] x 10
Svetsfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Total cylindrisk yta ROWELD P 160/5 B 3, 53 cm²)
(Total cylindrisk yta ROWELD P 200 B 3, 53 cm²)
(Total cylindrisk yta ROWELD P 250/8 B 6, 26 cm²)
(Total cylindrisk yta ROWELD P 355/12 B 6, 26 cm²)
(Total cylindrisk yta ROWELD P 500/18 B och P 630/24 B är 14, 13 cm²)
(Total cylindrisk yta ROWELD P 630/24 B Plus 22, 38 cm²)
4 Skötsel och underhåll
För att bevara funktionaliteten hos maskinen, ha följande punkter i åtanke:
• Styrstängerna måste hållas fri från smuts. I händelse av skada på ytan ska styrstängerna bytas
ut, eftersom detta kan leda till tryckfall.
• Fräs, värmare och hydraulisk enhet får endast användas med den spänning som anges på
märkskylten.
• För att erhålla perfekt svetsresultat är det nödvändigt att värmeelementet hålls rent. Vid
skador på ytan, måste värmeelementet få en ny yta eller ersättas. Material som ligger kvar på
uppvärmningsspegeln minskar antihäftegenskaperna och bör därför tas bort med luddfritt
papper och alkohol (endast på kall värmare!).
• Oljenivån i den hydrauliska enheten ska kontrolleras före varje användning (oljenivån ska
ligga mellan MIN- och MAX-märkena). Vid behov ska hydraulikolja (HLP – 46 art. nr.: 5.3649)
fyllas på.
• Hydraulik - olja (HLP – 46 Art. nr.: 53649) bör bytas ut var 6:e månad.
• För att undvika störningar ska den hydrauliska enheten inspekteras regelbundet för läckor,
lösa beslag och att elkabeln är i gott skick.
• Hudrauliksnabbkopplingen på den hydrauliska enheten och slangpaketet måste skyddas från
föroreningar. Om de är smutsiga de måste rengöras före anslutning.
• Fräsen är försedd med två vässade dubbelsidiga knivar. Vid minskad skärkraft kan knivarna
vändas eller ersättas med nya.
• Det måste alltid säkerställas att röret som skall bearbetas - och arbetsstyckets ändar, i
synnerhet ändytorna, är fria från föroreningar, annars minskas knivens livslängd.
En årlig översyn av svetsmaskinen, enligt DVS 2208, ska ske av tillverkaren eller
av en verkstad som är auktoriserad av denne. På maskiner med mer än
genomsnittlig belastning bör intervallet förkortas.
SVENSKA 99

4.1 Maskin- och verktygsunderhåll
(Observera skötselinstruktioner under punkt 4!)
Använd skarpa, rena verktyg som ger bättre resultat och är mer säkra.
Byt slöa, trasiga eller saknade delar omedelbart. Kontrollera att tillbehöret är ordentligt fastsatt i
maskinen.
Vid service används endast originalreservdelar. Reparationer får endast utföras av kompetent
personal.
När den inte används, innan service-och underhållsarbeten och innan byte av tillbehör, koppla
bort maskinen från nätströmmen.
Innan återanslutning till elnätet, se till att maskinen och tillbehören är avstängda.
Vid användning av förlängningssladdar ska dessa testas för säkerhet och drift. Endast kablar
godkända för utomhusbruk får användas.
Använd inte verktyg och maskiner när hus eller handtag, i synnerhet de av plast, är spräckta eller
skeva.
Smuts och fukt i sådana sprickor kan leda elektricitet. Detta kan leda till elektriska stötar om
skador på verktygets eller maskinens isolering uppstår.
Anmärkning: Dessutom hänvisar vi till föreskrifter för förebyggande av olyckor.
5 Tillbehör
Lämpligt tillbehör och ett beställningsformulär återfinns från sidan 147.
6 Avfallshantering
Vissa delar i detta verktyg innehåller ämnen som kan återvinnas. Detta kan utföras av certifierade
återvinningsföretag. Vid skrotning av icke återvinningsbara ämnen (t.ex. elektronikskrot) skall du
ta kontakt med ansvarig kommunal instans.
Gäller endast EU-länder:
Kasta inte elektriska verktyg bland hushållsavfall! Enligt direktiv 2012/19/EG om avfall som
utgörs av eller innehåller elektriska eller elektroniska produkter och nationell lagstiftning
genom vilken direktivet införlivats ska elektriska verktyg som inte längre är användbara
samlas in separat och tillföras miljövänlig återvinning.
SVENSKA100
Spis treści Strona
1 Wskazówki dotyczące bezpieczeństwa 102
1.1 Wskazówki dotyczące bezpieczeństwa 102
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń 102
2 Dane techniczne, patrz broszura „Dane techniczne”
3 Funkcjonowanie urządzenia 104
3.1 Opis urządzenia 104
3.1.1 Maszyna podstawowa (vyobr. A) 104
3.1.2 Agregat hydrauliczny (vyobr. B) 104
3.2 Instrukcja obsługi 105
3.2.1 Rozruch 105
3.2.2 Przygotowania do przeprowadzenia zgrzewania 107
3.2.3 Proces zgrzewania 109
3.2.4 Wyłączenie maszyny 110
3.3 Ogólne wymagania 110
3.4 Ważne wskazówki dotyczące parametrów zgrzewania 110
4 Utrzymywanie w dobrym stanie i konserwacja 111
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie 111
5 Dodatkowe wyposażenie 112
6 Utylizacja 112
Oznakowanie w tym dokumencie:
Niebezpieczeństwo!
Ten znak ostrzega przed zagrożeniem dla ludzi.
Uwaga!
Ten znak ostrzega przed możliwością powstania zagrożenia dla dóbr material-
nych i środowiska naturalnego.
Wezwanie do działania
POLSKI 101
1 Wskazówki dotyczące bezpieczeństwa
1.1 Wskazówki dotyczące bezpieczeństwa
Urządzenia ROWELD P160-630/5-24B Plus Professional należy stosować wyłącznie do zgrze-
wania rur PE - PP i PVDF zgodnie z danymi technicznymi.
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń
UWAGA! Podczas użytkowania elektronarzędzi należy, w celu ochrony przed porażeniem
elektrycznym, odniesieniem obrażeń i niebezpieczeństwem spowodowania pożaru, należy
przestrzegać następujących środków bezpieczeństwa.
Przed przystąpieniem do pracy z elektronarzędziami przeczytać wszystkie zamieszczone
tu wskazówki i przetrzymywać instrukcję ze wskazówkami bezpieczeństwa w
bezpiecznym miejscu.
Konserwacja i utrzymanie w dobrym stanie:
1 Regularne czyszczenie, konserwacja i smarowanie. Zawsze przed przystąpieniem do
ustawiania, prac związanych z utrzymaniem w dobrym stanie lub naprawą wyjmij wtyczkę z
gniazdka sieciowego.
2 Naprawę urządzenia powierzać wyłącznie wykwalifikowanemu personelowi, a
także do napraw stosować wyłącznie oryginalne części zamienne. W ten sposób
można zapewnić bezpieczeństwo urządzenia.
Bezpieczna praca:
1 Utrzymuj porządek w miejscu pracy. Brak porządku w miejscu pracy może doprowadzić
do wypadków.
2 Zwracaj uwagę na warunki otoczenia. Nie wystawiaj elektronarzędzi na deszcz. Nie
używaj elektronarzędzi w wilgotnym lub mokrym otoczeniu. Zadbaj o dobre oświetlenie w
miejscu pracy. Nie używaj elektronarzędzi gdy występuje zagrożenie wybuchu pożaru lub
eksplozji.
3 Chroń się przed porażeniem prądem elektrycznym. Unikaj kontaktu z uziemionymi
elementami (np. rurami, wentylatorami, piecykami elektrycznymi, urządzeniami
chłodniczymi).
4 Trzymaj z dala inne osoby. Nie zezwalaj na dotykanie elektronarzędzi przez inne osoby, w
szczególności dzieci. Nie dopuszczaj innych osób, w tym dzieci, do obszaru pracy.
5 Nieużywane elektronarzędzia przechowuj w bezpiecznym miejscu. Nieużywane
elektronarzędzia należy przechowywać w suchym, wysoko rozmieszczonym lub zamkniętym
miejscu, z dala od zasięgu dzieci.
6 Nie przeciążaj elektronarzędzi. Pracują one lepiej i bezpiecznie w podanym zakresie mocy.
7 Używaj właściwych elektronarzędzi do właściwych prac. Nie używaj zbyt słabych
maszyn do trudnych prac. Nie używaj elektronarzędzi do celów, do których nie zostały one
przewidziane. Nie używaj np. ręcznej piły tarczowej do cięcia gałęzi drzew lub drewna
kominkowego.
8 Zakładaj odpowiednią odzież. Nie zakładaj szerokiej odzieży ani biżuterii, gdyż elementy
te mogłyby zostać wciągnięte przez ruchome części. Do prac na wolnym powietrzu zaleca się
zakładanie antypoślizgowego obuwia. Długi włosy zakrywaj specjalną siatką.
9 Korzystaj z wyposażenia ochronnego. Zakładaj okulary ochronne. W pracach wiążących
się z silnym zapyleniem używaj maski oddechowej.
10 Podłącz urządzenie do odsysania pyłu. W razie dostępnych przyłączy do odsysania pyłu
i elementów wyłapujących, sprawdź, czy elementy to zostały podłączone i są prawidłowo
używane.
POLSKI102

11 Nie używaj kabla do celów, do których nie został on przewidziany. Nie ciągnij za
kabel przy wyjmowaniu wtyczki z gniazdka sieciowego. Chroń kabel przed wysokimi
temperaturami, kontaktem z olejem i ostrymi krawędziami.
12 Zabezpiecz przedmiot obrabiany. Użyj urządzeń mocujących lub imadła do
unieruchomienia przedmiotu obrabianego. W ten sposób przedmiot będzie pewniej
przytrzymywany, niż w ręku.
13 Unikaj pracy w nienaturalnej postawie ciała. Podczas pracy stale utrzymuj stabilność i
równowagę.
14 Dbaj o narzędzia. Narzędzia do cięcia powinny być zawsze naostrzone i czyste, co
zagwarantuje ich skuteczniejsze działanie. Przestrzegaj wskazówek dotyczących smarowania
i zmiany narzędzia. Regularnie sprawdzaj stan przewodu przyłączeniowego elektronarzędzia
i w razie jego uszkodzenia zwróć się do autoryzowanego punktu serwisowego. Regularnie
sprawdzaj stan przedłużaczy i w razie uszkodzenia wymień je. Uchwyty narzędzie muszą być
suche, czyste i wolne od smaru i oleju.
15 Wyjmij wtyczkę z gniazdka sieciowego. Gdy nie używasz elektronarzędzia, przed
przystąpieniem do konserwacji i zmiany narzędzi, np. tarczy pilarskiej, wiertła, frezu.
16 Nie zostawiaj założonych kluczy narzędziowych. Przed włączeniem sprawdź, czy klucz i
narzędzie nastawcze zostały zdjęte.
17 Unikaj przypadkowego rozruchu urządzenia. Włącznik przy wkładaniu wtyczki do
gniazdka sieciowego musi być wyłączony.
18 Używaj przedłużaczy przystosowanych do pracy na zewnątrz pomieszczeń. W
pracy na zewnątrz pomieszczeń używaj wyłącznie przystosowanych do tego i odpowiednio
oznakowanych przedłużaczy.
19 Zachowaj ostrożność. Zwracaj uwagę na to, co robisz. Zachowaj rozsądek w pracy. Nie
używaj elektronarzędzia, gdy nie możesz się skoncentrować na pracy.
20 Sprawdź, czy urządzenie nie uległo ewentualnym uszkodzeniom. Przed przystąpieniem
do dalszego użytkowania elektronarzędzia należy sprawdzić, czy urządzenia ochronne
lub nieznacznie uszkodzone elementy zapewniają prawidłowe działanie. Sprawdź, czy
ruchome elementy prawidłowo działają, nie blokują się i nie uległy uszkodzeniu. Wszystkie
części muszą być prawidłowo zamontowane i wszystkie warunki spełnione, w celu
zagwarantowania prawidłowego działania elektronarzędzia.
Uszkodzone urządzenia ochronne i części należy przekazać do naprawy lub wymiany
autoryzowanemu punktowi serwisowemu, o ile nie podano inaczej w instrukcji użytkowania.
Uszkodzone włączniki należy wymieniać w warsztacie klienta.
Nie używaj elektronarzędzi, w których nie można włączać i wyłączać włącznika.
21 Uwaga. Używanie innych narzędzi roboczych i innych akcesoriów może stwarzać
niebezpieczeństwo odniesienia obrażeń.
22 Uszkodzone elektronarzędzie przekaż do naprawy wykwalifikowanemu
elektrykowi. Niniejsze elektronarzędzie odpowiada obowiązującym przepisom
bezpieczeństwa. Naprawy mogą być wykonywane wyłącznie przez elektryka z
zastosowaniem oryginalnych części zamiennych; w przeciwnym wypadku użytkownik może
być narażony na niebezpieczeństwo wypadku.
2 Dane techniczne, patrz broszura „Dane techniczne”
POLSKI 103
3 Funkcjonowanie urządzenia
3.1 Opis urządzenia
ROWELD P160-630/5-24B Plus Professional są to doczołowe przenośne zgrzewarki o
niewielkich wymiarach z elementami grzewczymi, które skonstruowane zostały specjalnie do
użytku na terenie budów, a w szczególności bezpośrednio w wykopach rurociągowych. Możliwe
jest również używanie tych maszyn w warsztatach.
Dzięki wielostronności zgrzewarki doczołowej „Typ ROWELD“ wykonane mogą zostać w
każdych warunkach użytkowania następujące połączenia zgrzewane rur PE - PP i PVDF o
przekrojach od 40 do 630 mm/1 1/4-24” względnie:
I. Rura - Rura
II. Rura - łuk rurowy
III. Rura - trójnik
IV. Rura - kołnierz wpawany
Głównymi grupami składowymi maszyny są:
maszyny podstawowej, wkładów redukujących, agregatu hydraulicznego, głowicy frezującej,
elementu grzewczego oraz skrzyni do przechowywania osprzętu.
Podczas zgrzewania kołnierzy wpawanych należy używać czteroszczękowej tarczy mocującej,
którą można nabyć jako osprzęt.
ROWELD P160-250/5-8B: Podczas zgrzewania łuków rurowych o wąskim promieniu przy
maksymalnej średnicy zgrzewania przez maszynę, należy użyć dostępnego jako osprzęt górnego
skośnego zacisku.
ROWELD P500-630/18-24B Plus: Do wyjęcia bądź włożenia freza i elementu grzewczego
można użyć elektrycznego urządzenia wydźwigowego, które jest do nabycia jako osprzęt.
3.1.1 Maszyna podstawowa (vyobr. A)
1 Ruchome elementy mocujące 5 Zdejmowany element mocujący
2 Przesuwalny element mocujący 6 Śruby mocujące u góry
3 Wkładka odległościowa z nacięciami blokującymi 7 Element dystansowy
4 Wyciągacz elementu grzewczego 8 Śruby mocujące u dołu
3.1.2 Agregat hydrauliczny (vyobr. B)
1 Króciec wlewowy oleju i głębokościomierz
5 Kabel sieciowy
prętowy
2 Włącznik sprzęgła szybkowłączalneg 6 Manometrze
3 Zawór redukcji ciśnienia 7 Dźwignia sterująca W lewo – docisnąć,
W prawo – poluzować
4 Nasuwa sprzęgła szybko włączalnego 8 Zawór nastawczy ciśnienia
Agregat hydrauliczny umożliwia obsługę funkcji zgrzewarki oznaczonych następującymi
symbolami:
W celu dociśnięcia elementów mocujących należy przesunąć dźwignię sterującą w
lewo. Prędkość ściskania i wytworzenia ciśnienia zależy od kąta obrotu.
W celu rozsunięcia elementów mocujących należy przesunąć dźwignię sterującą w
prawo. Prędkość ściskania zależy od kąta obrotu.
Zawór nastawczy ciśnienia dla nacisku frezu, dla ciśnienia naciągu wstępnego,
ciśnienia fazy nagrzewania i ciśnienia zgrzewania. Nastawione ciśnienie pokazane
będzie na manometrze.
Zawór odciążający ciśnienia, wykonując obrót w lewo można zredukować
ciśnienie. Prędkość obniżania zależy od ilości obrotów. Obrót w prawo –
utrzymywanie ciśnienia.
POLSKI104
OIL
Króciec wlewowy oleju. Zamknięcie z głębokościomierzem prętowym
3.2 Instrukcja obsługi
Zgrzewarka może być obsługiwana tylko przez upoważniony do tego i dostatecznie
wykwalifikowany fachowy personel zgodnie z przepisami DVS 2212 część 1!
Maszyna może być używana tylko przez autoryzowany i wykwalifikowany personel
obsługujący!
3.2.1 Rozruch
Przed uruchomieniem zgrzewarki doczołowej należy dokładnie przeczytać
instrukcję obsługi!
Nie używać elementu grzewczego w otoczeniu wybuchowym i nie stykać z
łatwopalnymi materiałami.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przed każdym użyciem należy sprawdzać poziom oleju. Poziom oleju musi
znajdować się pomiędzy oznaczeniem minimalnego poziomu a oznaczeniem
maksymalnego poziomu korka wlewu z prętowym wskaźnikiem poziomu. W
razie potrzeby uzupełnić olejem hydraulicznym HLP 46.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu.
Maszynę podstawową i agregat hydrauliczny należy połączyć giętkimi przewodami
hydraulicznymi.
Szybkozłącza należy chronić. Nieszczelne złącza należy natychmiast wymienić!
Włącznik sieciowy urządzenia frezowego, agregat hydrauliczny i element grzewczy należy
podłączyć do zasilania prądem odpowiednio do danych na tabliczce identyfikacyjnej.
Dotyczy P160-250/5-8B:
Czerwona dioda „Stand by“ jest włączona. Oznacza to załączenie napięcia zasilającego. Duży
przycisk (podświetlany na zielono) umożliwia włączenie elementu grzewczego i ustawienie
żądanej temperatury (160°C do 285°C) za pomocą przycisków „+“ lub „-„.
Praca elementu grzewczego jest sygnalizowana włączeniem żółtej diody zamontowanej na
tym elemencie. Dodatkowo, na wskaźniku temperatury pojawi się poziomy pasek. Krótko
przed uzyskaniem ustawionej temperatury (tolerancja +/-3°C) żółta dioda LED zostanie
wyłączona i włączy się dioda zielona. Po kolejnych 10 minutach element grzewczy jest
gotowy do pracy. Sprawdź temperaturę za pomocą miernika.
Ustawienie wartości przesunięcia: jednocześnie naciśnij przyciski „+“ oraz „-„. Po
zastosowaniu zewnętrznego czujnika temperatury, jeden z tych przycisków pozwala także na
skalibrowanie elementu grzewczego.
W przypadku wskazania przez element grzewczy niższej wartości niż wartość wskazywana
przez zewnętrzny miernik temperatury, zlikwiduj różnicę za pomocą przycisku „+”. W
przeciwnym przypadku zlikwiduj różnicę za pomocą przycisku „-“. Pojawienie się symbolu
„Er1“ wskazuje na usterkę elektroniczną. Symbol „Er2“ sygnalizuje usterkę termometru
oporowego lub jego odłączenie się.
Niebezpieczeństwo poparzenia! Element grzewczy może osiągnąć temperaturę
do 290°C. Bezpośrednio po użyciu należy włożyć go z powrotem do
przeznaczonej do tego celu skrzyni do przechowywania osprzętu!
Dotyczy P355/12B:
Włączyć włącznik główny skrzynki sterującej. Włącznik zaświeci się na zielono, a na
wyświetlaczu pojawi się bieżąca temperatura płyty grzejnej. Ustawić żądaną temperaturę
przyciskami – i + w zakresie od 160 do 270°C.
Po osiagnięciu ustawionej temperatury wyświetlany tekst zmienia się z „set“ (ustawiona) na
POLSKI 105
„actual“ (rzeczywista), a tekst „heat“ (grzanie) miga. Element grzejny jest gotowy do pracy
po upływie kolejnych 10 minut. Temperaturę należy sprawdzić termometrem.
Termoregulator jest fabrycznie ustawiony optymalnie, ale jeśli faktyczna temperatura
powierzchni elementu grzejnego nie odpowiada wyświetlanej wartości, można
przeprowadzić regulację wyświetlania. W tym celu należy przestawić przełącznik na 0,
wcisnąć przyciski – oraz +, a następniewłączyć przełącznik. Na wyświetlaczu pojawi się
„OFF“, „SET“, a potem ustawiona wartość przesunięcia wartości (regulacji). Ustawić
odpowiednie przesunięcie (regulację) wartości przyciskami – oraz +, a następnie zapisać ją,
naciskając przyciski – oraz +. Następnie rzeczywista wartość zostanie wyświetlona ponownie.
Dotyczy P500-630/18-24B Plus:
Włączyć włącznik główny w skrzynce sterowniczej / element grzewczy (zapali się zielone
światło włącznika). Nastawić żądaną temperaturę (patrz regulator temperatury).
Wskazanie na wyświetlaczu pokazuje z reguły rzeczywistą wartość temperatury. Według
DVS element grzewczy jest gotowy do podjęcia pracy dopiero po 10 minutach po pierwszym
osiągnięciu zadanej temperatury. Temperaturę należy kontrolować przyrządem do pomiaru
temperatury.
Niebezpieczeństwo poparzenia! Element grzewczy może osiągnąć temperaturę
do 300°C. Bezpośrednio po użyciu należy włożyć go z powrotem do
przeznaczonej do tego celu skrzyni do przechowywania osprzętu!
Zgrzewarka wyposażona jest w cyfrowy regulator temperatury Typ 400.
Cyfrowy regulator temperatury jest fabrycznie optymalnie skonfigurowany i nastawiony. W
celu nastawienia temperatury należy tylko nadusić przycisk F aż do momentu, gdy ukaże
się wskazanie „_SP“. Teraz można przy pomocy przycisków ze strzałkami zmienić temperaturę
zadaną w zakresie od 0 do 300°C.
Jeżeli żaden inny przycisk nie zostanie naciśnięty, to wskaźnik pokaże ponownie temperaturę
rzeczywistą, a regulator nastawi automatycznie nowo wybraną temperaturę. Czerwona strzałka
(low) będzie migotała tak długo, jak długo temperatura rzeczywista będzie niższa od nastawionej
temperatury zadanej. Natomiast, gdy temperatura rzeczywista będzie wyższa to migotać będzie
czerwona strzałka (high). Jeżeli temperatura rzeczywista odpowiada temperaturze zadanej
świeci się zielona belka. W przypadku, gdy rzeczywista temperatura powierzchni elementu
grzewczego nie odpowiada wskazanej wartości rzeczywistej, możliwe jest wprowadzenie stałej
temperatury korygującej („Offset“). W tym celu należy trzymać przyciśnięty przycisk F tak
długo, aż na wyświetlaczu pokaże się „oFS“. Teraz należy dopasować odpowiednio tę wartość.
Dla potwierdzenia zmiany i zakończenia korektury należy przyciskać przycisk F tak długo, aż
wyświetlona zostanie ponownie wartość rzeczywista.
Uwaga! Nie należy zmieniać żadnych innych parametrów!
Nastawienia robocze:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Uwaga:
Funkcją automatycznego dostrajania (Autotuning) przyczynić się może do tego, że dane w CFG mogą
się w niewielkim stopniu różnić. Gdyby wystąpiły wibracje regulatora, to można uaktywnić funkcję
Autotuning na zimnym elemencie grzewczym (nastawić punkt „S.tu“ na 2 w wykazie funkcji CFG;
nastawienie pierwotne na 0 nastąpi automatycznie).
POLSKI106
Do wyciągania frezu i elementu grzewczego należy używać urządzenia wydźwigowego 53410
lub 53323 lub odpowiedniego narzędzia.
3.2.2 Przygotowania do przeprowadzenia zgrzewania
W przypadku rur, które są mniejsze niż maksymalna średnica zgrzewania maszyny należy,
przy pomocy znajdujących się w osprzęcie śrub z łbem okrągłym o gnieździe sześciokątnym,
zamontować następujące wkładki redukcyjne średnicy rur obrabianych.
ROWELD P200B: Ø63-140mm: składa się z 6 półkolistych segmentów o szerokiej powierzchni
mocującej i z 2 o wąskiej powierzchni mocującej. Ø63-140mm: składa się z 8 półkolistych
segmentów o szerokiej powierzchni mocującej.
ROWELD P160-355/5-12B: składa się z 6 półkolistych segmentów o szerokiej powierzchni
mocującej i z 2 o wąskiej powierzchni mocującej.
ROWELD P500-630/18-24B Plus: składa się (do średnicy 450 mm) z 6 półkolistych segmentów
o szerokiej powierzchni mocującej i z 2 o wąskiej powierzchni mocującej oraz (od średnicy
500 mm) z 8 półkolistych segmentów o szerokiej powierzchni mocującej.
Należy przy tym zwrócić uwagę na to, że ww. półkoliste segmenty z wąską powierzchnią
mocującą należy wsadzić do obu dolnych, zewnętrznych podstawowych elementów
mocujących. Te segmenty należy wsadzić do obu lewych podstawowych elementów
mocujących tylko w przypadku obróbki połączeń pomiędzy rurą a łukiem rurowym.
Przeznaczone do zgrzewania rury ze sztucznego tworzywa bądź kształtki (przy dłuższych
rurach <2,5m należy używać kozłów na kołach) włożyć do urządzenia mocującego i
dociągnąć nakrętki z mosiądzu znajdujące się na górnych narzędziach mocujących.
Nierówności na rurach można wyrównać poprzez dociąganie bądź poluzowanie mosiężnych
nakrętek.
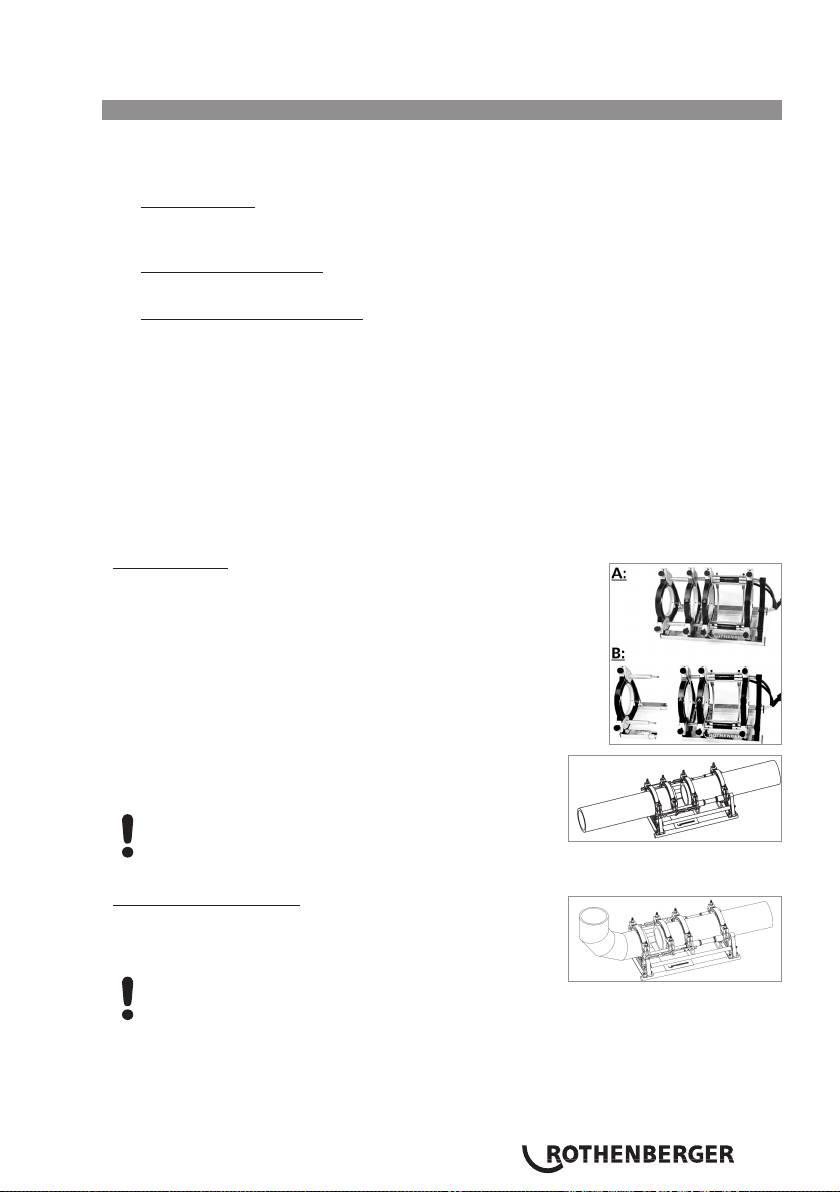
Dotyczy P200B:
W połączeniach rura / rura maszyna pracuje z 4 podstawowymi
szczękami mocującymi
(pozycja zgrzewania A).
W ciasnych połączeniach rura / element (pozycja zgrzewania
B), można usunąć czwartą szczękę mocującą. W tym celu należy
usunąć najpierw śruby (3) i nieco poluzować śruby (5). Teraz
można wyciągnąć czwartą szczękę razem z podstawą. Na koniec
odkręcić elementy dystansowe (4) i zastąpić je śrubami (3).
W przypadku połączeń pomiędzy rurą a łukiem rurowym
wkładki redukcyjne należy włożyć w oba lewe elementy
mocujące (stan po dostawie).
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
W każdym razie rury będą przytrzymywane przez dwa elementy mocujące.
Rura / kształtka P160/5B:
W przypadku połączeń między rurą a krztałtką wkładki
redukcyjne należy włożyć w oba środkowe elementy
mocujące.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
POLSKI 107
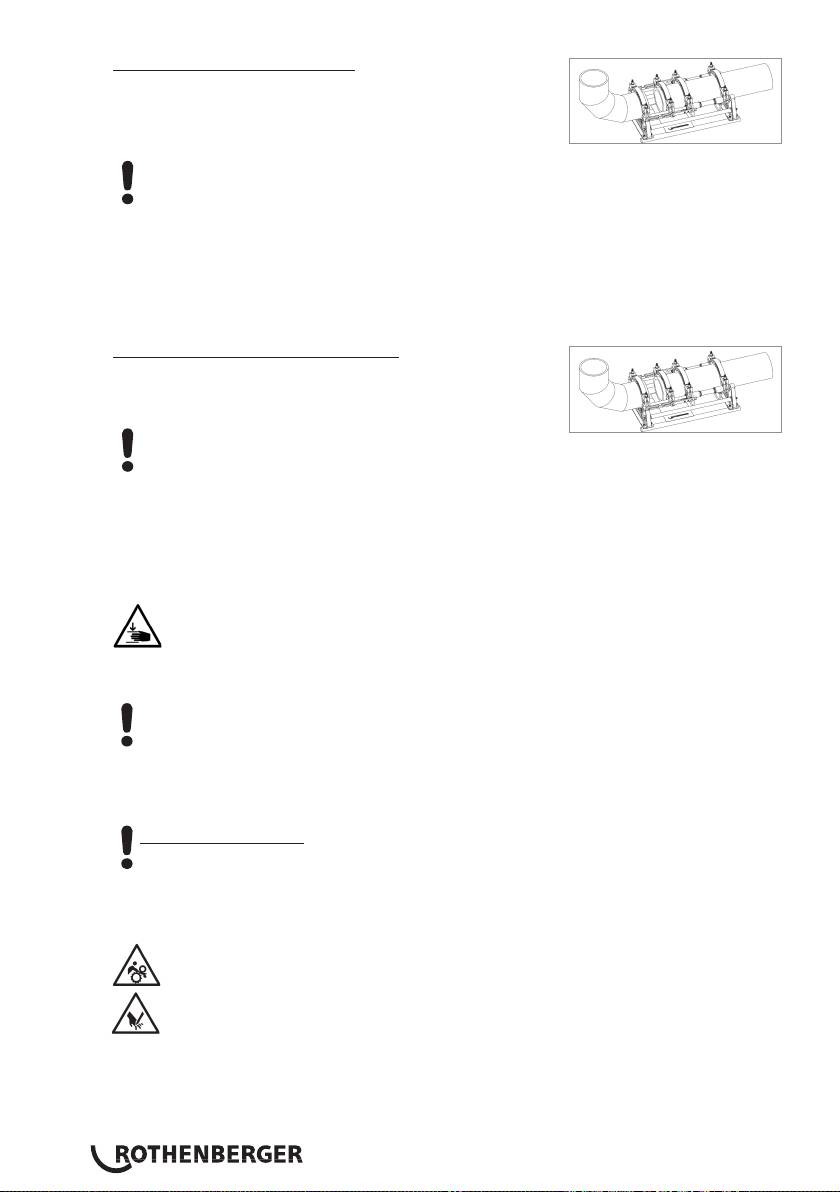
Rura / kształtka P250-355/8-12B:
W przypadku połączeń między rurą a krztałtką wkładki
redukcyjne należy włożyć w oba środkowe elementy
mocujące i zamocować wyciągacz elementu grzewczego w
lewym elemencie mocującym.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Podczas obróbk niektórych kształtek przy pewnych ułożeniach, np. poziomoch łuków,
kołnierzy wpawalnych, zalecamy odłączenie wyciągacza elementu grzewczego.
Rura / kształtka P500-630/18-24B Plus:
W przypadku połączeń między rurą a kształtką wkładki
redukcyjne należy odwrócić i włożyć w środkowy element
mocujący.
Uwaga: Wkładek redukcyjnych nie wolno pod żadnym
pozorem montować ukośnie!
Rura jest umieszczona w trzech elementach mocujących a kształtka jest przytrzymywana
przez jeden element mocujący. W ten sposób przesuwalny element mocujący można
przesuwać na prowadnicy w zakresie, jaki umożliwia ilość wolnego miejsca podczas
mocowania i zgrzewania.
Poprzez zsunięcie części obrabianych sprawdzić, czy są one pewnie osadzone w narzędziu
mocującym.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Należy również skontrolować, czy element grzewczy osiągnął wymaganą temperaturę
roboczą.
UWAGA!!! Aby zapewnić równomierne rozłożenie ciepła na całym elemencie grzewczym,
elementu grzewczego należy używać nie wcześniej niż 10 minut po osiągnięciu żądanej
temperatury roboczej. Następnie sprawdzić temperaturę przy pomocy urządzenia
pomiarowego i w razie potrzeby skorygować!
Elektryczną głowicę frezującą osadzić pomiędzy przeznaczone do zgrzewania części
obrabiane.
P500-630/18-24B Plus: Sprawdzić kierunek obrotu! Urządzenie jest fabrycznie
podłączone prawoskrętnie.
Frezową włożyć włączyć. Tarcze strugarskie muszą się poruszać w kierunku cięcia. Jeżeli tak
nie jest, to należy przy pomocy odpowiedniego narzędzia przełączyć nawrotnik fazowy we
wtyczce sieciowej.
Niebezpieczeństwo zranienia! Podczas użytkowania należy zachować bezpieczny
odstęp od maszyny i nie chwytać obracających się ostrzy. Głowicę uruchomić
tylko wtedy, gdy jest ona osadzona w maszynie (pozycja robocza), a następnie
ulokować ją do przeznaczonej do tego celu skrzyni do przechowywania osprzętu.
Niezbędne jest zagwarantowanie zdolność funkcjonowania wyłącznika
bezpieczeństwa głowicy frezującej, aby uniknąć niezamierzonego włączenia go
poza maszyną.
Przekręcić zawór nastawczy ciśnienia do końca w kierunku przeciwnym do ruchu wskazówek
zegara.
POLSKI108
Nacisnąć dźwignię sterującą w lewo i powoli podnosić ciśnienie nacisku frezu do optymalnej
wartości.
Zbyt wysokie ciśnienie frezowania może prowadzić do przegrzania i uszkodzenia
napędu frezarki. W przypadku przeciążenia lub utknięcia napędu frezu należy
podnieść maszynę i zniejszyć ciśnienie.
W przypadku oderwania i wypadnięcia wióra o grubości < = 0,2 mm z frezu, należy nacisnąć
dźwignię sterującą w prawo i rozsunąć maszynę.
Wyłączyć głowicę frezującą i odczekać aż tarcze strugarskie się zatrzymają. Zdjąć głowicę
frezującą z maszyny głównej i włożyć do skrzyni do przechowywania osprzętu.
Zsunąć części obrabiane i zwolnić ciśnienie, otwierając zawór redukcji ciśnienia.
Sprawdzić, czy powierzchnie zgrzewane są płaskie, ustawione równolegle i w osi.
Jeżeli tak nie jest, to należy powtórzyć proces frezowania. Przesunięcie osiowe pomiędzy
częściami obrabianymi nie może być większe niż 10% grubości ściany (według DVS) a
maksymalna szczelina pomiędzy płaskimi powierzchniami nie większa niż 0,5 mm. Przy
pomocy czystych narzędzi (np. pędzla) należy usunąć wióry znajdujące się ewentualnie w
rurze.
Uwaga! Wyfrezowane i przygotowane do zgrzewania powierzchnie nie mogą być w żaden
sposób zabrudzone i nie wolno ich dotykać rękami!
3.2.3 Proces zgrzewania
Niebezpieczeństwo zmiażdżenia! Przy zsuwaniu się narzędzi mocujących i rur
należy zachować z zasady bezpieczny odstęp od maszyny. Nigdy nie wchodzić w
obręb działania maszyny!
Podczas ponownego zsunięcia części obrabianych należy odczytać na manometrze jednostki
hydraulicznej ciśnienie posuwu części obrabianych (ciśnienie holownicze).
Ciśnieniem posuwu części obrabianych (ciśnienie holownicze) określa się minimalne ciśnie-
nie, które jest niezbędne do poruszenia osiowego części obrabianej. Jest ono zależne od
długości i ciężaru zgrzewanych części. Wartość tę należy bardzo dokładnie ustalić. W tym
celu maszynę kilka razy zsunąć i rozsunąć i nastawiać zawór redukcyjny tak długo, aby zna-
leźć wartość progową ciśnienia, przy którym maszyna znajdzie się w sytuacji na krótko przed
zatrzymaniem przez siły oporu. Ustalone ciśnienie holownicze należy doliczyć do ciśnienia
naciągu wstępnego, ciśnienia fazy nagrzewania oraz ciśnienia łączenia.
Element grzewczy ulokować w maszynie pomiędzy obie części obrabiane i dopilnować by
podpory powierzchni grzewczej znajdowały się we wgłębieniach wyciągacza.
Maszynę zsunąć, nastawić i utrzymywać wymagane ciśnienie holownicze plus ciśnienie
naciągu wstępnego plus.
Jak tylko na całym obwodzie obu rur osiągnięta zostanie równomiernie niezbędna wysokość
zgrubienia, zredukować ciśnienie poprzez powolne otworzenie zaworu odciążającego
ciśnienie.
Ciśnienie należy tak nastawić, aby osiągnąć prawie beznaciskowe, równomierne przyleganie
końców części obrabianych na elemencie grzewczym (nagrzewanie).
Zawór odciążający ciśnienia ponownie zamknąć. Należy zwracać przy tym uwagę na to, aby
końcówki części obrabianych nie straciły kontaktu z elementem grzewczym.
Po upływie czasu podgrzewania obie części obrabiane zostaną rozsunięte, element grzewczy
wyjęty i części obrabiane ponownie zsunięte. Ciśnienie należy zwiększać możliwie liniowo
do osiągnięcia wymaganego ciśnienia łączenia i następnie tak je utrzymywać przez cały czas
chłodzenia.
Regularnie sprawdzać ciśnienie i zwiększać je w razie potrzeby. W przypadku nadmiernych
spadków ciśnienia należy zlecić kontrolę układu hydraulicznego.
Uwaga: podczas pierwszych 20 do 100 sekund należy trzymać (naciskać) dźwignię
sterującą a następnie nacisk zwolnić (do pozycji środkowej).
POLSKI 109
Włożyć element grzewczy na miejsce w skrzyni do przechowywania osprzętu.
Po upływie czasu chłodzenia zredukować całkowicie ciśnienie poprzez otwarcie zaworu
odciążającego ciśnienie, nacisk mocujący zgrzane części obrabiane zwolnić i zgrzane części
wyjąć.
Maszynę podstawową rozsunąć i sporządzić protokół. Maszyna jest teraz gotowa do
następnego cyklu zgrzewania.
Wszystkie parametry zgrzewania znajdują się w załączonych tabelach zgrzewania.
3.2.4 Wyłączenie maszyny
Wyłączyć element grzewczy.
Poczekać, aż element grzewczy ostygnie, lub umieścić go w taki sposób, aby
wykluczyć możliwość zapłonu otaczających go materiałów!
Wyciągnąć z gniazda wtyczkę sieciową głowicy frezującej, elementu grzewczego i agregatu
hydraulicznego oraz nawinąć kabel.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu!
Odłączyć i nawinąć giętkie przewody hydrauliczne.
Uwaga! Chronić sprzęgła przed zabrudzeniem!
3.3 Ogólne wymagania
Ponieważ warunki atmosferyczne i sytuacyjne w znacznym stopniu wpływają na proces
zgrzewania, dlatego też należy koniecznie przestrzegać odpowiednich wiążących zaleceń
znajdujących się w dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec
obowiązują odpowiednie dyrektywy danego państwa.
(Prace zgrzewarskie muszą być zawsze nadzorowane!)
3.4 Ważne wskazówki dotyczące parametrów zgrzewania
Wszystkie niezbędne parametry zgrzewania jak temperatura, ciśnienie i czas znajdują się w
dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec obowiązują odpowiednie
dyrektywy danego państwa.
Możliwość nabycia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
W poszczególnych przypadkach niezbędne jest uzyskanie parametrów obróbki dotyczących
danego materiału od producenta rur!
Parametry zgrzewania podane w załączonych tabelach zgrzewania są tylko wartościami
przybliżonymi, za które firma ROTHENBERGER nie przejmuje żadnej odpowiedzialności!
Podane w tabeli zgrzewania wartości dla ciśnienia naciągu wstępnego i potrzebnego obliczone
zostały na podstawie następującego wzoru:
powierzchnia zgrzewania A [mm²] x współczynnik zgrzewania SF [N/mm²]
Ciśnienie P [bar] =
powierzchnia cylindra Az [cm²] x 10
Współczynnik zgrzewania (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Całkowita powierzchnia cylindra urządzenia ROWELD P 160/5 B wynosi 3, 53 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 200 B wynosi 3, 53 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 250/8 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 355/12 B wynosi 6, 26 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 500/18 B i P 630/24 B wynosi 14, 13 cm²)
(Całkowita powierzchnia cylindra urządzenia ROWELD P 630/24 B Plus wynosi 22, 38 cm²)
POLSKI110
4 Utrzymywanie w dobrym stanie i konserwacja
W celu zagwarantowania prawidłowego funkcjonowania maszyny należy przestrzegać
następujących punktów:
• Prowadnice należy utrzymywać w czystości. W przypadku uszkodzeń powierzchni należy
prowadnice wymienić, ponieważ uszkodzenie prowadzić może ewentualnie do utraty
ciśnienia.
• Głowicę frezującą, element grzewczy i agregat hydrauliczny należy zasilać tylko podanym na
tabliczce identyfikacyjnej napięciem.
• W celu uzyskania bezbłędnych wyników zgrzewania konieczne jest utrzymywanie elementu
grzewczego w czystości. W przypadku uszkodzeń powierzchni element grzewczy otrzymać
musi nową warstwę powlekającą bądź zostać wymieniony. Pozostałości materiałowe na
powierzchni grzejnej redukują właściwości antyadhezyjne i należy je usunąć przy pomocy
papieru niepozostawiającego włókien i spirytusu (element grzewczy musi być zimny).
• Poziom oleju w agregacie hydraulicznym należy sprawdzać przed każdym użyciem (stan oleju
powinien znajdować się pomiędzy oznakowaniem minimum i maksimum). W razie potrzeby
olej hydrauliczny należy uzupełnić (HLP – 46, no. 53649).
• Olej hydrauliczny (HLP – 46, no. 53649) należy zmieniać co 6 miesięcy
• W celu uniknięcia zakłóceń w funkcjonowaniu należy sprawdzać agregat hydrauliczny pod
względem szczelności, ewentualnego poluzowania połączeń śrubowych oraz nienagannego
stanu kabla elektrycznego.
• Złącza szybkiego łączenia przy agregacie hydraulicznym oraz złącza na przewodach giętkich
należy chronić przed zabrudzeniem. W przypadku zabrudzenia należy je przed podłączeniem
wyczyścić.
• Głowica frezująca wyposażone jest w dwa obustronnie wyszlifowane noże. W przypadku
obniżenia się jakości cięcia można noże obrócić bądź wymienić je na nowe.
• Zawsze należy zwracać uwagę na to, aby końcówki przeznaczonych do obróbki rur bądź
części obrabianych, a w szczególności powierzchnia czołowa, nie były zabrudzone, gdyż
nieprzestrzeganie tego przyczyni się do istotnego obniżenia czasu używania noży
Należy przeprowadzać raz w roku kontrolę zgrzewarki przez producenta bądź
przez autoryzowaną przez niego stację serwisową zgodnie z DVS 2208. W
przypadku maszyn z ponadprzeciętnym obciążeniem należy skrócić odstępy
pomiędzy kolejnymi przeglądami.
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie
(Należy przestrzegać przepisów dotyczących konserwacji - punkt 4!)
Ostre i czyste narzędzia pozwalają osiągnąć lepsze wyniki w pracy i są bezpieczniejsze w użyciu.
Tępe, złamane bądź zgubione części należy niezwłocznie wymienić bądź uzupełnić. Należy
sprawdzić, czy osprzęt maszyny jest z nią bezpiecznie połączony.
Podczas prac konserwacyjnych używać tylko oryginalnych części zamiennych. Naprawy może
przeprowadzać tylko fachowo wykwalifikowany personel.
W okresie nieużywania, przed pracami konserwacyjnymi oraz przed wymianą części osprzętu
należy maszynę odłączyć od zasilania prądem.
Przed ponownym podłączeniem do zasilania prądem należy się upewnić, że maszyna i narzędzia
osprzętu są wyłączone.
W przypadku używania kabli przedłużających należy skontrolować, czy funkcjonują one
prawidłowo i bezpiecznie. Stosować wolno tylko kable, które przeznaczone są do użytku na
wolnym powietrzu.
Nie wolno używać narzędzi i maszyn, których obudowa bądź uchwyty są pęknięte lub
zdeformowane. Dotyczy to w szczególności części wykonanych z tworzywa sztucznego.
POLSKI 111

W takich pęknięciach zabrudzenia i wilgoć mogą przewodzić prąd elektryczny. Może to
doprowadzić do porażenia prądem, jeżeli w narzędziu bądź w maszynie wystąpi uszkodzenie
izolacji.
Uwaga: odsyłamy również do przepisów dotyczących zapobiegania wypadkom.
5 Dodatkowe wyposażenie
Odpowiednie akcesoria i formularz zamówień znaleźć można na stronie 147 i następnych.
6 Utylizacja
Części urządzenia są materiałami o wartości utylizacyjnej i można je odprowadzić do
przedsiębiorstw zajmujących się odzyskiem surowców wtórnych i unieszkodliwianiem
pozostałości, posiadających wymaganą koncesję i certyfikaty. O nieszkodliwy dla środowiska
sposób utylizacji części, których nie można odprowadzić do ponownego obiegu (np. odpady
elektroniczne), należy zapytać właściwy urząd zajmujący się sprawami utylizacji.
Tylko dla krajów UE:
Nie należy wyrzucać elektronarzędzi do śmieci domowych! Zgodnie z Dyrektywą
Europejską 2012/19/EG o zużytych przyrządach elektrycznych i elektronicznych i jej
wprowadzeniem do prawa krajowego, niesprawne już elektronarzędzia muszą być
zbierane osobno i doprowadzane do utylizacji zgodnie z zasadami ochrony środowiska.
POLSKI112
Obsah Strana
1 Upozornění k bezpečnosti 114
1.1 Použití k určenému účelu 114
1.2 Všeobecné bezpečnostní pokyny 114
2 Technické údaje, viz brožury „Technické údaje”
3 Funkce zařízení 116
3.1 Popis zařízení 116
3.1.1 Základní stroj (vyobr. A) 116
3.1.2 Hydraulický agregát (vyobr. B) 116
3.2 Návod k obsluze 117
3.2.1 Uvedení do provozu 117
3.2.2 Opatření pro přípravu svařování 118
3.2.3 Svařovací postup 120
3.2.4 Odstavení z provozu 121
3.3 Všeobecné požadavky 121
3.4 Důležité pokyny k parametrům svařování 121
4 Péče a údržba 122
4.1 Péče o stroj a o nástroje 122
5 Příslušenství 123
6 Likvidace 123
Označení v tomto dokumentu:
Nebezpečí!
Tato značka varuje před poškozením lidského zdraví.
Pozor!
Tato značka varuje před poškozením věcí nebo životního prostředí.
Výzva k jednání
ČESKY 113
1 Upozornění k bezpečnosti
1.1 Použití k určenému účelu
Stroje ROWELD P160-630/5-24B Plus Professional se používají jen pro zajištění spojení PE - PP
a PVDF trubek svarem podle technických údajů.
1.2 Všeobecné bezpečnostní pokyny
POZOR! Při používání elektrického nářadí dodržujte následující zásadní bezpečnostní
opatření na ochranu před úrazem elektrickým proudem, nebezpečím zranění a
nebezpečím požáru.
Přečtěte si všechny tyto pokyny, než budete používat toto elektrické nářadí, a dobře
tyto bezpečnostní pokyny uložte.
Obsluha a údržba:
1 Pravidelné čištění, údržba a mazání. Před každým seřizováním, údržbou nebo opravou
vytáhněte síťovou zástrčku.
2 Opravy svěřujte výhradně specializovaným opravnám, které mají k dispozici
originální náhradní díly. Zajistíte tak dlouhodobou provozní bezpečnost přístroje.
Bezpečná práce:
1 Pracovní plochu udržujte v pořádku. Nepořádek na pracovní ploše může vést ke zraněním.
2 Mějte na zřeteli vnější vlivy. Nevystavujte elektrické nářadí dešti. Nepoužívejte elektrické
nářadí ve vlhkém nebo mokrém prostředí. Postarejte se o dobré osvětlení pracovní plochy.
Nepoužívejte elektrické nářadí tam, kde hrozí nebezpečí požáru nebo nebezpečí výbuchu.
3 Chraňte se před úrazem elektrickým proudem. Zabraňte kontaktu těla s uzemněnými díly
(např. trubkami, radiátory, elektrickými sporáky, chladicími jednotkami).
4 Udržujte ostatní osoby v bezpečné vzdálenosti. Nenechejte další osoby, obzvlášť děti,
dotýkat se elektrického nářadí nebo kabelů. Udržujte je v bezpečné vzdálenosti od pracovní
plochy.
5 Bezpečně ukládejte nepoužívané elektrické nářadí. Nepoužívané elektrické nářadí musí
být uloženo na suchém, vysoko položeném nebo uzavřeném místě, mimo dosah dětí.
6 Nepřetěžujte elektrická nářadí. Pracují lépe a bezpečněji ve stanoveném rozsahu výkonů.
7 Používejte správné elektrické nářadí. Na těžké práce nepoužívejte žádné stroje o malém
výkonu. Nepoužívejte elektrické nářadí pro takové účely, pro které není určeno. Např.
nepoužívejte ruční okružní pilu pro řezání větví nebo polen.
8 Noste vhodný oděv. Nenoste žádné oblečení nebo šperky, které by mohly být zachyceny
pohyblivými díly. Při práci na volném prostranství se doporučuje používat obuv odolnou proti
skluzu. Na dlouhé vlasy používejte síťku.
9 Používejte ochrannou výbavu. Používejte ochranné brýle. Při prašných pracích používejte
ochrannou masku.
10 Připojte odsávací zařízení. Pokud jsou k dispozici přípojky na odsávání prachu a jímací
zařízení, ujistěte se, že jsou připojené a správně používané.
11 Nepoužívejte kabel pro účely, pro které není určen. Nepoužívejte kabel na vytahování
zástrčky ze zásuvky. Chraňte kabel před horkem, olejem a ostrými hranami.
12 Zajistěte opracovávaný kus. Používejte upínací zařízení nebo svěrák, aby opracovávaný kus
pevně držel. Tak je držen spolehlivěji než rukou.
ČESKY114

13 Vyvarujte se nenormálního postoje. Stůjte na stabilním povrchu a udržujte si neustále
rovnováhu.
14 Pečlivě se starejte o nářadí. Řezací nářadí udržujte ostré a čisté, aby mohlo pracovat lépe a
spolehlivěji. Dodržujte pokyny pro mazání a výměnu nástrojů. Pravidelně kontrolujte přípojné
vedení elektrického nářadí a poškození nechejte opravit zkušeným specialistou. Pravidelně
kontrolujte prodlužovací vedení, a když jsou poškozená, vyměňte je. Rukojeti udržujte v suchu
a čistotě, aby nebyly znečištěné mazivem a olejem.
15 Vytáhněte zástrčku ze zásuvky. Pokud nepoužíváte elektrické nářadí, před údržbou a při
výměně nástrojů jako např. pilového kotouče, vrtáku, frézy.
16 Nenechávejte nasazený žádný klíč. Před zapnutím zkontrolujte, že je odstraněn klíč a
seřizovací nářadí.
17 Vyvarujte se neúmyslného spuštění. Při zasunutí zástrčky do zásuvky se ujistěte, že je
vypínač vypnutý.
18 Používejte prodlužovací kabel pro venkovní použití. Venku používejte pouze k tomu
vhodný a odpovídajícím způsobem označený prodlužovací kabel.
19 Buďte opatrní. Všímejte si, co se děje. Pracujte s rozumem. Nepoužívejte elektrické nářadí,
když nejste soustředění.
20 Zkontrolujte elektrické nářadí na možné poškození. Před dalším použitím elektrického
nářadí musí být bezpečnostní zařízení nebo lehce poškozené díly pečlivě zkontrolovány na
bezvadnou funkci a daný účel. Zkontrolujte, že pohyblivé díly fungují bezvadně a nezadírají
se, nebo že díly nejsou poškozené. Veškeré díly musí být správně namontovány a všechny
podmínky splněny, aby byl zajištěn bezvadný provoz elektrického nářadí.
Poškozená bezpečnostní zařízení a díly musí být podle účelu opraveny ve specializované dílně
nebo vyměněny, pokud není v návodu k obsluze uvedeno jinak. Poškozený vypínač musí být
vyměněn v servisní dílně.
Nepoužívejte žádné elektrické nářadí, u kterého se nedá vypínač zapnout a vypnout.
21 Pozor. Použití jiných nástrojů a jiného příslušenství pro vás může znamenat nebezpečí úrazu.
22 Elektrické nářadí nechejte opravit specializovaným elektrikářem. Toto elektrické
nářadí odpovídá příslušným bezpečnostním směrnicím. Opravy smí být prováděny pouze
elektrikářem, a smí být použity pouze originální náhradní díly; jinak se může uživateli stát
úraz.
2 Technické údaje, viz brožury „Technické údaje”
ČESKY 115
3 Funkce zařízení
3.1 Popis zařízení
ROWELD P160-630/5-24B Plus Professional jsou kompaktní přenosné svářečky natupo
s topnými tělesy, které byly speciálně koncipovány po použití v oblasti stavenišť – a zde speciálně
ve výkopech pro potrubí. Samozřejmě že je možné tyto stroje použít i v dílně.
Díky univerzálnosti svářeček „typ ROWELD“ je možné bezpečně vytvořit ve všech oblastech
použití následující svařované spoje trubek PE, PP a PVDF s vnějším průměrem 40-630 mm/ 1 1/4-
24“:
I. Trubka - Trubka
II. Trubka - trubkový oblouk
III. Trubka - T - kus
IV. Trubka - přivařovací nákružek
Stroje se v podstatě skládají z:
Základní stroj, redukční upínací nástavce, hydraulický agregát, frézovací zařízení, topné těleso,
odkládací skříňka.
Při svařování přivařovacích nákružků je nutné použít čtyřčelisťovou upínací desku, kterou lze
obdržet jako příslušenství.
ROWELD P160-250/5-8B: Při svařování potrubních oblouků s malým poloměrem max.
průměru stroje je nutné použít horní díl zkoseného upínacího přípravku, který lze obdržet jako
příslušenství.
ROWELD P500-630/18-24B Plus: Pro umístění a vyzvednutí frézy a topného tělesa může být
použito elektrické zvedací zařízení, které lze obdržet jako příslušenství.
3.1.1 Základní stroj (vyobr. A)
1 Pohyblivé upínací prvky 5 Odnímatelný upínací prvek
2 Posouvatelný upínací prvek 6 Upevňovací šrouby horní
3 Distanční vložka s aretačními zářezy 7 Distanční vložka
4 Přípravek na odtažení topného prvku 8 Upevňovací šrouby dolní
3.1.2 Hydraulický agregát (vyobr. B)
1 Hrdlo pro nalévání oleje a měrka oleje 5 Síťový kabel
2 Rychlospojka zástrčka 6 Manometru
3 Ventil pro snižování tlaku 7 Řídící páka Doleva-najetí , Doprava-oddálení
4 Rychlospojka objímka 8 Ventil pro nastavení tlaku
Hydraulický agregát umožňuje obsluhu svářečky vyznačenou pomocí následujících symbolů:
Pro najetí upínacích prvků k sobě stiskněte řídící páku doleva. Rychlost pojíždění a
rychlost nárůstu tlaku je závislá na úhlu natočení.
Pro oddálení upínacích prvků stiskněte řídící páku doprava. Rychlost pojíždění je
závislá na úhlu natočení.
Ventil pro nastavení tlaku pro frézovací tlak, srovnávací tlak, tlak ohřevu a spojovací
tlak. Nastavený tlak se zobrazí na manometru.
Ventil pro snižování tlaku, prostřednictvím otočení doleva je možné tlak snížit.
Rychlost snížení je závislá na počtu otáček. Otočení doprava – udržování tlaku.
ČESKY116
OIL
Hrdlo pro nalévání oleje, nasazovací uzávěr s měrkou oleje
3.2 Návod k obsluze
Svářečka smí být obsluhována pouze odbornými pracovníky, kteří jsou k tomuto
oprávněni a kteří jsou přiměřeně kvalifikováni dle DVS 2212 díl 1!
Stroj smí používat pouze vyškolení a autorizovaní operátoři!
3.2.1 Uvedení do provozu
Prosím, přečtěte si pozorně provozní návod před uvedením svářečky natupo do
provozu!
Topný prvek nepoužívejte v prostředí, kde hrozí výbuch a zabraňte jeho styku se
snadno hořlavými látkami.
Udržujte bezpečný odstup od stroje, nevstupujte do něj, ani do něj nesahejte.
Nepovolaným osobám nepovolte vstup do pracovního úseku stroje.
Před každým uvedením do provozu zkontrolujte hladinu oleje hydraulického
agregátu, hladina oleje se musí pohybovat mezi značkami min. a max. na zátce
plnicího otvoru oleje s měrkou, popřípadě doplňte hydraulický olej HLP 46.
Hydraulický agregát přepravujte a odstavujte pouze ve vodorovné poloze, v
nakloněné poloze olej z odvzdušňovací zátky s měrkou vytéká.
Základní stroj a hydraulický agregát propojte pomocí obou hydraulických hadic.
Rychlospojky chraňte před znečištěním. Netěsnící spojky okamžitě vyměňte!
Síťové zástrčky frézovacího zařízení, hydraulického agregátu a topného tělesa připojte ke
zdroji elektrického proudu odpovídajícím způsobem dle typového štítku.
Pro P160-250/5-8B:
Svítí červená dioda „Stand by“, což znamená: je připojeno napětí. Pomocí velkého
(zeleně svítícího) tlačítka zapněte topný článek a pomocí tlačítka „+“ nebo „-“ nastavte
požadovanou teplotu (160°C až 285°C).
Zahřívání topného článku bude signalizováno prostřednictvím žluté diody na topném článku.
Kromě toho se na displeji udávajícím teplotu zobrazí vodorovné pruhy. Krátce před dosažením
nastavené teploty (s tolerancí +/-3°C) zhasne žlutá dioda a rozsvítí se zelená dioda. Po dalších
10 minutách je topný článek připraven k provozu. Teplotu zkontrolujte pomocí měřicího
přístroje s teplotním čidlem.
Nastavení korekce: stiskněte současně tlačítka „+“ a „-“. Následně bude možno provést
pomocí těchto tlačítek a externího měřicího přístroje s teplotním čidlem kalibraci topného
článku.
Udává-li displej topného článku nižší hodnotu než externí přistroj použitý k měření teploty,
je nutno provést nastavení rozdílu pomocí tlačítka „+“. Při zobrazení hodnot v opačném
poměru je nutno provést nastavení rozdílu pomocí tlačítka „-“. Zobrazí-li se údaj „Er1“, došlo
k závadě elektronické části. Zobrazení údaje „Er2“ znamená, že odporový teploměr je vadný
nebo není připojen.
Nebezpeční popálení ! Topné těleso může dosáhnout teploty až 290° C a je nutné
ho bezprostředně po použití vrátit do odkládací skříňky, která je určena pro toto
použití!
Pro P355/12B:
Zapněte hlavní spínač ovládací skříně, spínač se rozsvítí zeleně a na displeji se zobrazí
skutečná teplota topné desky. Pomocí tlačítek – a + nastavte požadovanou teplotu mezi 160
a 270°C.
Při dosažení nastavené teploty přeskočí indikátor ze „set“ (nastavená) na „actual“ (aktuální) a
bliká ukazatel „heat“ (zahřívání). Topný článek je po dalších 10 minutách připravený k použití.
Teplotu kontrolujte teploměrem.
ČESKY 117
Regulátor teploty je optimálně nastaven, pokud skutečná teplota povrchu topného článku
neodpovídá zobrazené hodnotě, tak může být proveden posun. Při tom nastavte kolébkový
spínač na 0, stiskněte tlačítka – a + a zapněte kolébkový spínač, na displeji se rozsvítí „OFF“,
„SET“ a potom nastavená hodnota posunu. Tlačítky – a + nastavte odpovídající posun a
uložte jej stiskem tlačítek – a +, potom se znovu zobrazí skutečná hodnota.
Pro P500-630/18-24B Plus:
Zapněte hlavní spínač v řídícím boxu / topné těleso (spínač se rozsvítí zeleně). Požadovanou
teplotu (viz termostat).
Indikace na displeji ukazuje zpravidla skutečnou naměřenou hodnotu teploty. Dle DVS je
topné těleso připraveno k použití 10 minut po prvotním dosažení nastavené teploty. Teplotu
je kontrolovat pomocí přístroje na měření teploty.
Nebezpeční popálení ! Topné těleso může dosáhnout teploty až 300° C a je nutné
ho bezprostředně po použití vrátit do odkládací skříňky, která je určena pro toto
použití!
Svářečka je vybavena digitálním termostatem typ 400.
Digitální termostat je ze závodu optimálně nakonfigurován a nastaven. Pro nastavení teploty je
nutné stisknout pouze tlačítko F , dokud se nezobrazí „_SP“. Nyní může být pomocí tlačítek
se šipkami změněna nastavená teplota v rozsahu 0-300°C.
Nebudou-li stisknuta žádná další tlačítka, bude opět zobrazena skutečná teplota, termostat
automaticky nastaví nově zvolenou teplotu. Pokud je skutečná teplota nižší, než nastavená
požadovaná teplota, pak bliká červená šipka (low). Pokud je skutečná teplota vyšší, pak bliká
červená šipka (high). Odpovídá-li nastavená požadovaná teplota skutečné hodnotě, pak svítí
zelená indikace. Pokud by skutečná teplota povrchu na topném tělese neodpovídala zobrazené
naměřené hodnotě, pak můžete zadat „Offset“. Za tímto účelem držte stisknuté tlačítko F,
dokud se na displeji nezobrazí „InP“ (cca. 7 sekund); tlačítko F uvolněte. Poté se dotýkejte
tlačítka F tak často, dokud se nezobrazí „oFS“. Tuto hodnotu pak odpovídajícím způsobem
přizpůsobte. Pro dokončení změny stiskněte tlačítko F tak dlouho, dokud se opět nezobrazí
skutečná hodnota.
Pozor ! Žádné další parametry by neměly být změněny!
Nastavení ze závodu:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Pozn:
Prostřednictvím funkce Autotuning se mohou údaje v CFG nepatrně lišit. Jestliže se vyskytnou větší
výkyvy v regulaci, pak může být na chladném topném tělese aktivována funkce Autotuning. (V menu
CFG nastavte bod „S.tu“ na 2; původní nastavení na 0 se uskuteční automaticky).
Ke zvedání frézovacího zařízení a topného prvku použijte zvedák 53410 popř. 53323 nebo
vhodné nářadí.
3.2.2 Opatření pro přípravu svařování
U trubek, které jsou menší než průměr, který může stroj maximálně svařit, je nutné
namontovat redukční nástavce trubkového průměru, který je určen ke zpracování a to
pomocí šroubů s vnitřním šestihranem, které se nachází v příslušenství.
ČESKY118
