Rothenberger ROWELD P5-24B Plus Professional – страница 5
Инструкция к Rothenberger ROWELD P5-24B Plus Professional
Indhold Side
1 Henvisninger til sikkerheden 80
1.1 Korrekt brug 80
1.2 Almene sikkerhedshenvisninger 80
2 Tekniske data, se hæfte „Tekniske data“
3 Apparatets funktion 82
3.1 Beskrivelse af apparatet 82
3.1.1 Basismaskine (ill. A) 82
3.1.2 Hydraulikaggregat (ill. B) 82
3.2 Betjeningsvejledning 83
3.2.1 Idriftsættelse 83
3.2.2 Klargøring til svejsning 84
3.2.3 Svejsning 87
3.2.4 Standsning 87
3.3 Generelle krav 88
3.4 Vigtige henvisninger vedrørende svejseparametrene 88
4 Pleje og vedligeholdelse 88
4.1 Maskine- og værktøjspleje 89
5 Tilbehør 89
6 Affaldsbehandling 89
Symboleri denne dokumentation:
Fare!
Dette tegn advarer mod personskader.
Pas på!
Dette tegn advarer mod ting- eller miljøskader.
Opfordrer til handling
DANSK 79
1 Henvisninger til sikkerheden
1.1 Korrekt brug
ROWELD P160-630/5-24B Plus Professional må kun anvendes til fremstilling af svejsninger af
PE- PP og PVDF-rør i henhold til tekniske data.
1.2 Almene sikkerhedshenvisninger
ADVARSEL!
Når man anvender elværktøj, skal man overholde følgende grundlæggende sikkerhedsfor-
anstaltninger for at undgå elektrisk stød, tilskadekomst og brandfare.
Læs alle disse anvisninger, før dette elværktøj anvendes, og pas godt på
sikkerhedsanvisningerne.
Service og vedligeholdelse:
1 Regelmæssig rengøring, service og smøring. Netstikket skal altid trækkes ud, før der
foretages nogen form for indstilling, vedligeholdelse eller reparation.
2 Lad kun faguddannet personale reparere apparatet og kun med originale
reservedele. Derved sikres det, at produktet vedbliver at være sikkert.
Sådan arbejder man sikkert:
1 Hold orden i det område, hvor der arbejdes. Uorden i arbejdsområdet kan resultere i
uheld.
2 Tag højde for påvirkning fra omgivelserne. Elværktøj må ikke udsættes for regn.
Elværktøj må ikke benyttes i fugtige eller våde omgivelser. Sørg for god belysning i
arbejdsområdet. Elværktøj må ikke benyttes, hvor der er brand- eller eksplosionsfare.
3 Sørg for beskyttelse mod elektrisk stød. Undgå, at kroppen rører ved jordede genstande
(f.eks. rør, radiatorer, elektriske komfurer, køleudstyr).
4 Hold andre mennesker på afstand. Lad ikke andre, især ikke børn, røre ved det elværktøjet
eller kablet. De skal holdes borte fra arbejdsområdet.
5 Elværktøj skal opbevares et sikkert sted, når det ikke er i brug. Ubenyttet elværktøj bør
opbevares tørt og enten højt eller et sted, hvor der er aflåst, uden for børns rækkevidde.
6 Overbelast ikke værktøjet. Man arbejder bedre og sikrere inden for det angivne
effektområde.
7 Benyt det rigtige stykke elværktøj. Små maskiner med lav effekt må ikke anvendes til
tungt arbejde. Undgå at benytte elværktøjet til formål, som det ikke er beregnet til. Brug
f.eks. ikke en håndrundsav til at save i grene eller brændeknuder.
8 Brug egnet beklædning. Løst tøj og smykker er ikke egnet beklædning, fordi bevægelige
dele kan gribe fat i dem. Det kan anbefales at bruge skridsikkert fodtøj, når der arbejdes i det
fri. Brug hårnet til langt hår.
9 Brug beskyttelsesudstyr. Brug beskyttelsesbriller. Brug maske under støvende arbejde.
10 Tilslut støvudsugningsanordningen. Hvis der findes tilslutninger for støvudsugning og
opsamlingsanordninger, skal det kontrolleres, at de er tilsluttet og benyttes korrekt.
11 Kablet må ikke anvendes til formål, som det ikke er beregnet til. Benyt ikke kablet til at
trække stikket ud af stikdåsen. Beskyt kablet mod varme, olie og skarpe kanter.
12 Sæt emnet godt fast. Brug spændeanordninger eller en skruestik til at holde emnet fast
med. Det er sikrere end at holde det i hånden.
13 Undgå unaturlige kropsstillinger. Sørg for at stå fast og hele tiden være i balance.
DANSK80

14 Plej værktøjet med omhu. Hold skærende værktøj skarpt og rent; så arbejder man bedre
og mere sikkert. Følg anvisningerne vedrørende smøring og udskiftning. Kontroller jævnligt
elværktøjets tilslutningsledning, og lad den udskifte af en autoriseret fagmand, hvis den er
beskadiget. Kontroller forlængerledningerne jævnligt, og udskift dem, hvis de er beskadiget.
Sørg for, at håndtagene er tørre, rene og uden fedt og olie.
15 Træk stikket ud af stikdåsen. Når elværktøjet ikke er i brug, før service og ved udskiftning
af tilbehør som f.eks. savblad, bor, fræser.
16 Sørg for at fjerne alt hjælpeværktøj. Før der tændes for elværktøjet, skal det kontrolleres,
at nøgle og indstillingsredskab er fjernet.
17 Undgå utilsigtet start. Kontroller, at der er slukket på afbryderen, når stikket sættes i
stikdåsen.
18 Benyt forlængerkabler til udendørs brug. Anvend kun forlængerkabler, der er mærket
som godkendt til udendørs brug, når der arbejdes i det fri.
19 Vær koncentreret. Koncentrer Dem om den opgave, der udføres. Grib arbejdet fornuftigt
an. Benyt ikke elværktøjet, når De er ukoncentreret.
20 Kontroller elværktøjet for eventuelle skader. Før man går i gang med at arbejde med
elværktøjet skal det undersøges omhyggeligt, om beskyttelsesanordninger eller dele, der let
beskadiges, fungerer perfekt. Kontroller, om de bevægelige dele fungerer perfekt og ikke
sætter sig fast, og om der er beskadigede dele. Samtlige dele skal være korrekt monteret og
opfylde alle betingelser for, at elværktøjet kan fungere perfekt.
Beskadigede beskyttelsesanordninger og dele skal repareres på et godkendt værksted eller
udskiftes, medmindre andet er angivet i brugsanvisningen. Beskadigede kontakter skal
repareres på et kundeværksted.
Benyt aldrig elværktøj, som ikke kan tændes og slukkes på sin egen kontakt.
21 Bemærk. Brug af andre indsatser og andet tilbehør kan indebære risiko for tilskadekomst.
22 Elværktøj skal repareres af en fagmand. Dette elværktøj opfylder de relevante
sikkerhedsbestemmelser. Reparationer må kun udføres af en fagmand, som anvender
originale reservedele; ellers kan brugeren komme til skade.
2 Tekniske data, se hæfte „Tekniske data“
DANSK 81
3 Apparatets funktion
3.1 Beskrivelse af apparatet
ROWELD P160-630/5-24B Plus Professional er kompakte, transportable varmespejls
stuksvejsemaskiner, som specielt er konstrueret til anvendelsen på byggepladser – og her specielt
til ledningstunneller. Maskinen kan selvfølgelig også anvendes i værksteder.
Med de mangesidige funktioner på svejsemaskinen af „typen ROWELD“ kan der fremstilles
følgende svejseforbindelser for PE - PP og PVDF -rør med en udvendig diameter på 40-355 mm/
1 1/4-12” eller 200 - 630mm/8-24”:
I. Rør - Rør
II. Rør - rørbøjning
III. Rør - T - stykke
IV. Rør - Forsvejsningskrave
Maskinen består af:
Basismaskine, reduktionssæt, hydraulikaggregat, fræseanordning, varmespejl, indstillingskasse.
Under svejsningen af forsvejsningskraver skal der anvendes fire spændebakker, der fås som
tilbehør.
ROWELD P160-250/5-8B: Ved svejsning af rørbøjninger med en snæver radius af maskinens
maksimale diameter skal man bruge det skråtslebne opspændingsværktøjs overdel, som fås som
tilbehør.
ROWELD P500-630/18-24B Plus: Til isætning og udtagning af fræser og varmespejl kan der
anvendes et elektrisk udtagningsanlæg, der fås som tilbehør.
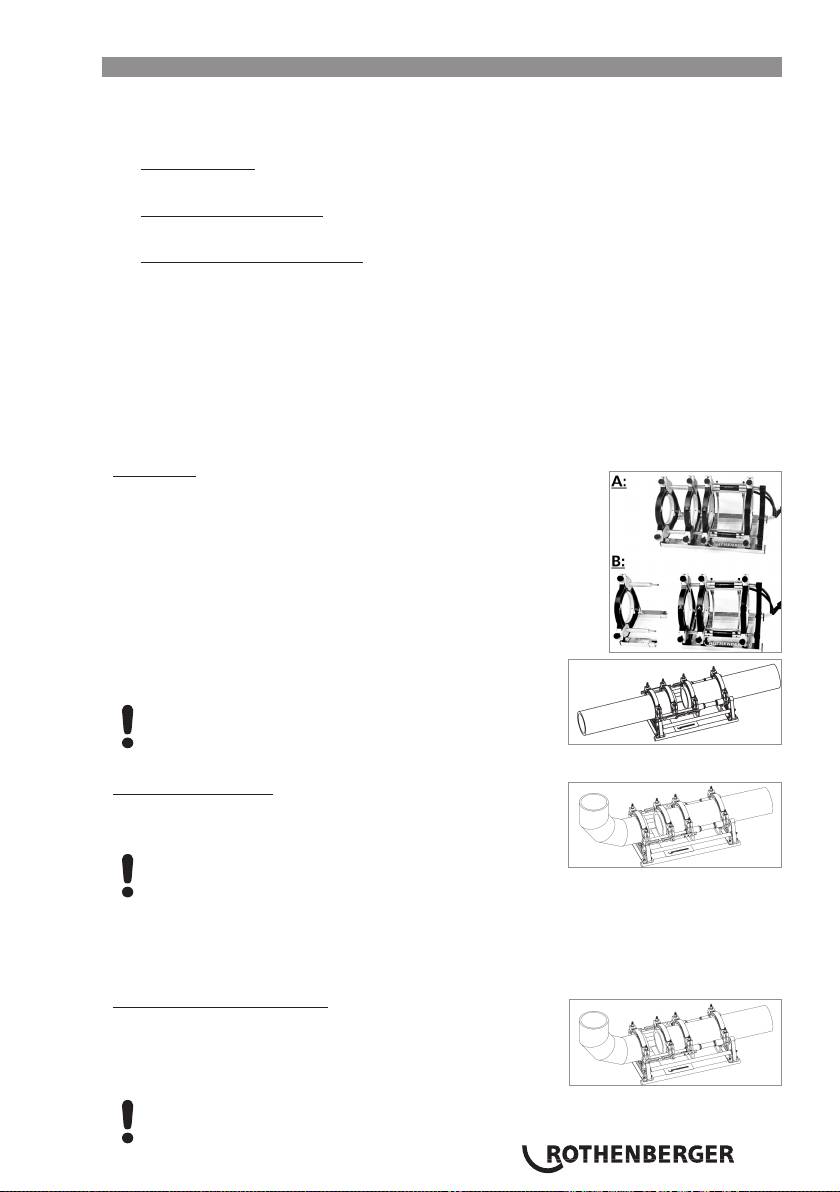
3.1.1 Basismaskine (ill. A)
1 Bevægelige fastspændingselementer 5 Fastspændingselement der kan afmonteres
2 Forskydeligt fastspændingselement 6 Monteringsskruer oppe
3 Afstandsstykke med låsehakker 7 Afstandsstykke
4 Varmespejlsaftræksanordning 8 Monteringsskruer nede
3.1.2 Hydraulikaggregat (ill. B)
1 Oliepåfyldnings-studs og målepind 5 Strømkabel
2 Lynkobling stik 6 Manometer
3 Trykaflastningsventil 7 Betjeningsarm venstre-lukker i højre-åbner
4 Lynkobling muffe 8 Trykindstillingsventil
Det hydrauliske aggregat giver mulighed for betjening af svejsemaskinen, der er markeret med
følgende symboler:
Tryk betjeningsarmen mod venstre for at køre fastspændings-elementerne sammen.
Kørehastigheden samt trykopbygningshastigheden afhænger af drejningsvinklen.
Tryk betjeningsarmen mod højre for at trække fastspændings-elementerne fra
hinanden. Kørehastigheden afhænger af drejningsvinklen.
Trykindstillingsventil til fræsertryk, udlignings-, opvarme- og sammenføjningstryk.
Det indstillede tryk ses på manometeret.
Trykaflastningsventil, ved at dreje den til venstre kan trykket reduceres.
Sænkningens hastighed afhænger af antallet af omdrejninger. Højredrejning – tryk
opretholdes.
DANSK82
OIL
Oliepåfyldningsstudser slutmuffe med olie-pind
3.2 Betjeningsvejledning
Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret
personale iht. DVS 2212 del 1!
Maskinen må kun anvendes af uddannet og autoriseret brugere!
3.2.1 Idriftsættelse
Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før
stuksvejsemaskinen sættes i drift!
Varmespejlet må ikke bruges i eksplosionstruede omgivelser og ikke, hvor det kan
komme i kontakt med brændbare stoffer.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Kontroller altid oliestanden på hydraulikaggregatet før igangsætning.
Oliestanden skal ligge på mellem min. maks. markeringen på
oliepåfyldningsstudsen med målepind. Efterfyld evt. med HLP 46 hydraulikolie.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind.
Basismaskinen og hydraulikaggregatet forbindes med de to hydraulikslanger.
Beskyt lynkoblinger mod snavs. Utætte koblinger skal udskiftes med det samme!
Forbind stikket til fræseanordningen, hydraulikaggregatet og varmespejlet, som anført på
typeskiltet.
Ved P160-250/5-8B:
Den røde LED „Standby2 lyser. Det betyder, at strømmen er sluttet. Tænd varmeelementet
med den store tast (lyser grøn), og indstil den ønskede temperatur (160 °C til 285 °C) vha.
tasterne „+“ og „–“.
Opvarmningen af varmeelementet angives af en gul LED på varmeelementet. Desuden vises
vandrette streger i temperaturvisningen. Lige før, at den indstillede temperatur nås (tolerance
+/-3°C), slukkes den gule LED, og den grønne LED lyser. Efter yderligere 10 minutter er
varmeelementet klar til brug. Kontrollér temperaturen med en temperaturmåler.
Indstilling af forskydninger: Tryk samtidigt på tasterne „+“ og „–“. Derefter kan
varmeelementet kalibreres vha. disse taster og en temperaturmåler.
Hvis der vises en mindre værdi på varmeelementet end på den eksterne temperaturmåler, skal
forskellen indstilles vha. tasten „+“. Ved modsatte visningsværdier skal forskellen indstilles
vha. tasten „–“. Hvis der vises „Er1“, er elektronikken defekt. Hvis der vises „Er2“, er
modstandstermometeret defekt eller ikke tilsluttet.
Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 290° C
og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Ved P355/12B:
Tænd på kontaktskabets hovedafbryder; kontakten lyser grønt, og varmepladens faktiske
temperatur vises på displayet. Brug tasterne – og + til at indstille til den ønskede temperatur
fra 160 til 270 °C.
Når den indstillede temperatur nås, skifter visningen fra “set“ til “actual“, og “heat“ blinker.
Der går 10 minutter, før varmeelementet er klar til anvendelse. Kontroller temperaturen med
en temperaturmåler.
DANSK 83
Temperaturregulatoren leveres optimalt indstillet; skulle den faktiske overfladetemperatur på
varmeelementet ikke svare til den viste værdi, kan der indtastes en offset. Sæt vippekontakten
på 0, tryk på tasterne – og + , og tænd på vippekontakten. Displayet viser “OFF“, “SET“
og derefter den indstillede offset-værdi. Brug – og + tasterne til at indstille Offset i
overensstemmelse hermed og til at gemme; derefter vises den faktiske værdi igen.
Ved P500-630/18-24B Plus:
Tænd for hovedafbryderen i styreboksen / varmespejlet (kontakten lyser grønt). Indstil den
ønskede temperatur (se termostaten).
Displayets melding angiver som regel temperaturens faktiske værdi. Iht. DVS er varmespejlet
klar til brug 10 minutter efter at det har nået den foreskrevne værdi. Temperaturen skal
kontrolleres med en temperaturmåler.
Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 300° C
og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Svejsemaskinen er udstyret med en digital termostat af typen 400.
Den digitale termostat er indstillet og konfigureret på fabrikken. For at indstille temperaturen skal
der kun trykkes på F tasten indtil meldingen „_SP“ ses. Nu kan den foreskrevne temperatur
ændres fra 0-300°C med piltasterne.
Trykkes der ikke på andre taster, viser displayet igen den faktiske temperatur, termostaten
indstiller automatisk til den valgte temperatur. Når den faktiske temperatur er lavere end den
ønskede temperatur blinker den røde pil (low). Er den faktiske temperatur højere, blinker den
røde pil (high). Svarer den indstillede foreskrevne værdi til den faktiske værdi, lyser den grønne
bjælke. Svarer til målte overfladetemperatur på varmespejlet ikke til den viste faktiske værdi, kan
der indtastes en ”offset”. Tryk på F tasten, indtil „InP“ ses på displayet (ca.7sek); slip F
tasten. Tryk derefter flere gange på F tasten, indtil „oFS“ ses. Tilpas denne værdi. For at
afslutte ændringen holdes F tasten trykket inde, indtil den faktiske værdi igen ses.
NB! Alle andre parametre bør ikke ændres!
Fabriksindstilling:
Menü „CFG“
Menü „InP“
Menü „Out“
Menü „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Bemærk:
Med autotuningsfunktionen kan oplysningerne under CFG afvige en smule. Skulle der opstå større
svingninger, så kan autotuningsfunktionen også tilsluttes ved et koldt varmespejl (i menuen CFG
indstilles punktet „S.tu“ til 2; nulstillingen sker automatisk).
Når fræseanordningen og varmespejlet skal løftes, skal man bruge hhv. hæveapparat 53410 eller
53323 eller andet egnet værktøj.
DANSK84
3.2.2 Klargøring til svejsning
Ved rør, der er mindre en maskinens maks. sammensvejsede diameter skal der monteres
reduktionssæt på den rørdiameter, der skal bearbejdes, med en unbrakoskrue, der findes i
tilbehøret.
ROWELD P200B: Ø63-140mm: bestående af hver 6 halvparter med bred og 2 halvparter med
smal spændflade. Ø160-180mm: bestående af hver 8 halvparter med bred spændflade.
ROWELD P160-355/5-12B: bestående af hver 6 halvparter med bred og 2 halvparter med
smal spændflade.
ROWELD P500-630/18-24B Plus: bestående af hver 6 halvparter med bred 2 halvparter
med smal spændflade ved en diameter op til 450 mm, fra 500 mm 8 halvparter med bred
spændflade.
I den forbindelse skal halvparterne med smalle spændflader sættes ind i de to ydre og nedre
fastspændingselementer. Kun ved rør / rørbøjningsforbindelser sættes disse ind i det venstre
basisopspændingselement nede og oppe.
Plastrør eller formstykker, der skal svejses sammen, sættes ind i fastspændingsanordningen
(ved længere rør <2,5m skal der anvendes understøtninger) og messingnoterne spændes fast
på det øverste opspændingsværktøj. Urundheder på rørene kan udlignes ved at fastspænde
eller løsne messingnoterne.
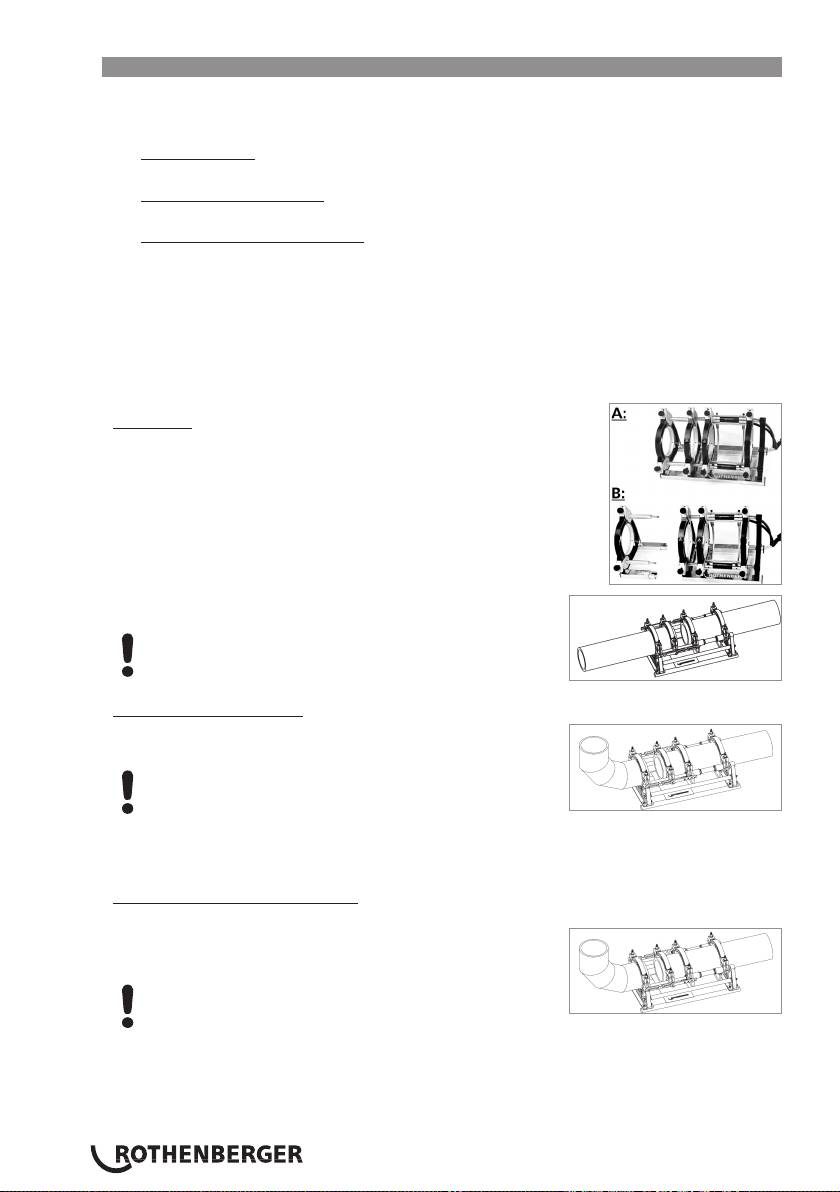
Ved P200B:
Ved rør / rør – forbindelser drives maskinen med 4
grundopspændingsbakker
(svejseposition A).
Ved snævre rør / fitting – forbindelser (svejseposition B) kan
den 4. grundopspændings-bakke fjernes. Fjern først skruerne
(3) og løsn så skruerne (5) en smule. Derefter kan den 4.
opspændingsbakke samt underdelen trækkes af. Derefter skrues
afstandsstykkerne (4) af og erstattes med skruerne (3).
Ved rør / rørforbindelser skal afstandsstykkerne sidde i hak i de
to venstre opspændingselementer (leveringstilstand).
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Rørene holdes af to opspændingselementer.
Rør / Fitting P160/5B:
Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i
hak i de to midterste opspændingselementer.
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Rør / Fitting P250-355/8-12B:
Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i
hak i begge de to midterste opspændingselementer og
varmespejlaftræksanordningen hænges i de venstre
opspændingselementer.
Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
DANSK 85
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Ved forarbejdningen af nogle pakninger i bestemte positioner fx vandrette buer eller
svejseringe, tilrådes det at varmespejlsaftræksanordningen fjernes.
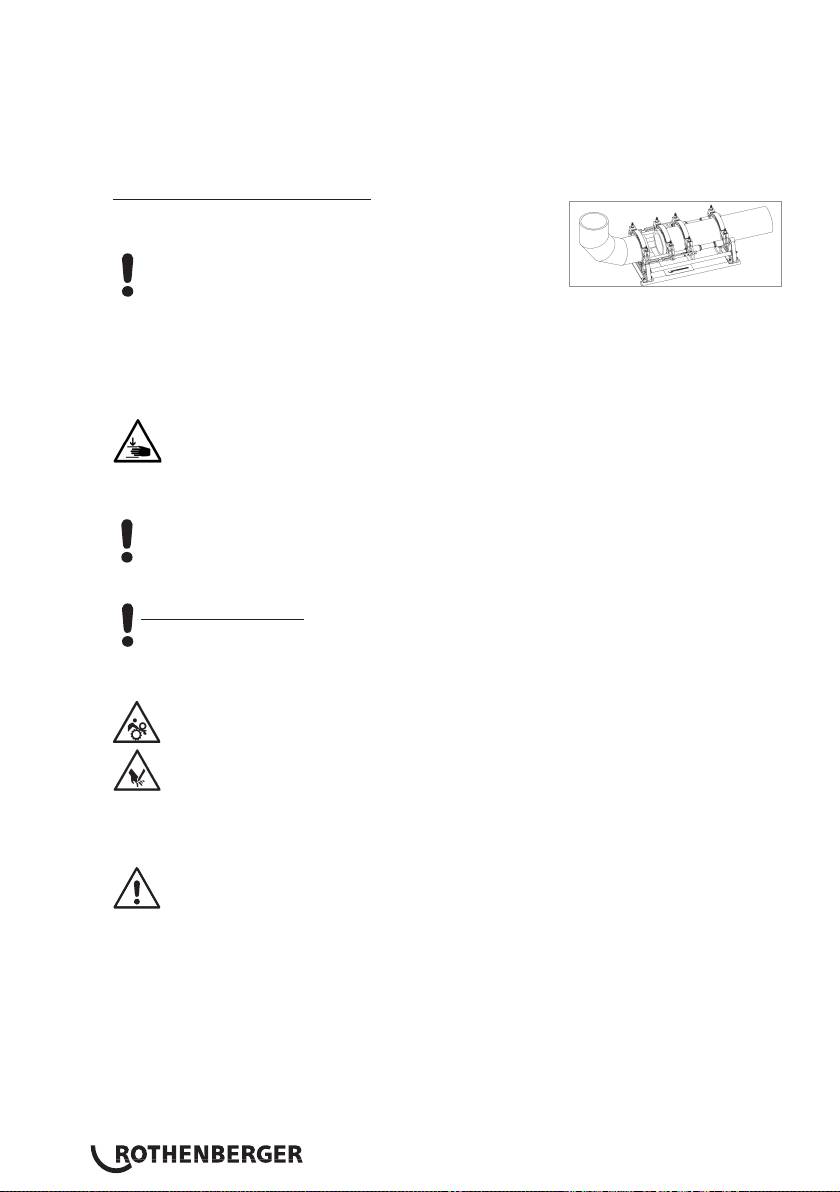
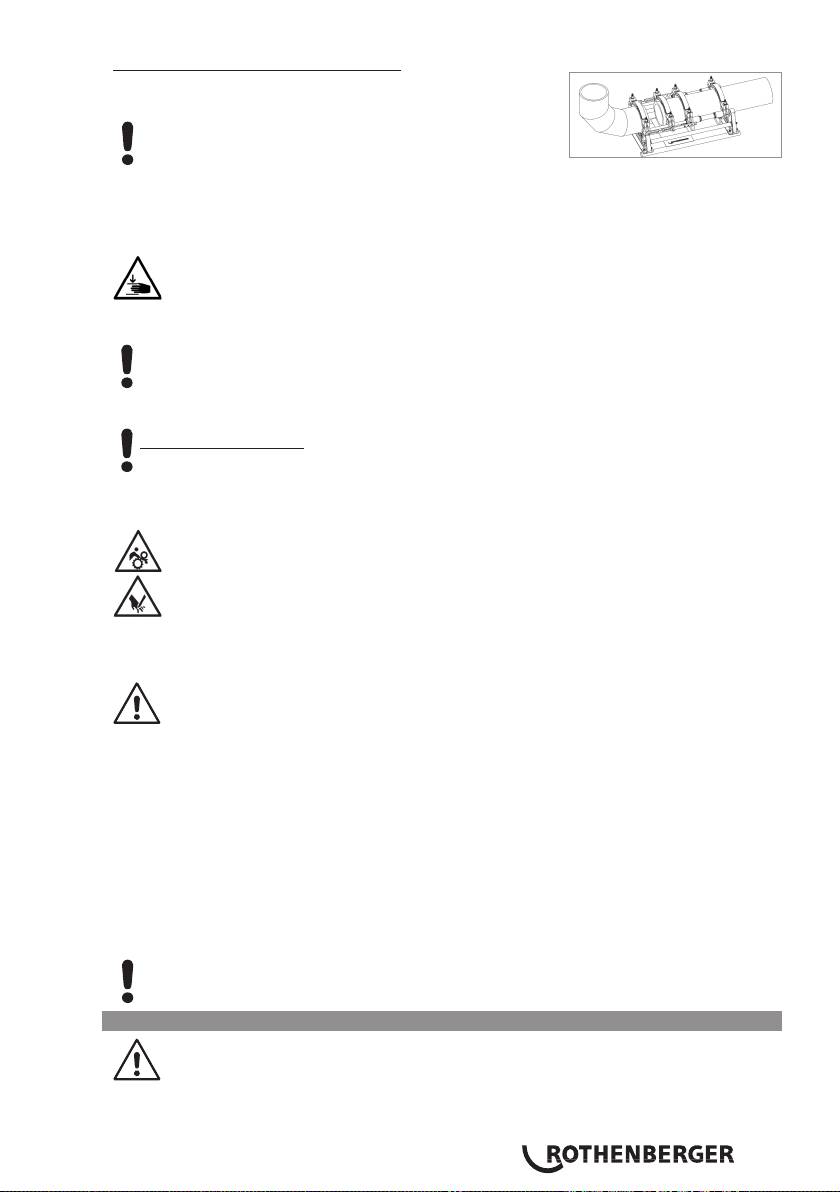
Rør / Fitting P500-630/18-24B Plus:
Ved rør / pakningsforbindelser skal afstandsstykkerne svinges
over og sættes i hak det midterste opspændingselement.
Bemærk: Afstandsstykkerne må under ingen
omstændigheder monteres diagonalt!
Røret lægges ind i tre opspændingselementer, og pakningen holdes af et
opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og
tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning
kræver det.
Ved at køre emnerne sammen kontrolleres det om disse sidder fast i opspændingsværktøjet.
Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i
eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra
arbejdsområdet.
Kontroller ligeledes, om varmespejlet har nået driftstemperaturen.
OBS!!! For at sikre en jævn varmefordeling over hele varmespejlet må varmespejlet tidligst
sættes i 10 minutter efter den ønskede temperatur er nået. Temperaturen kontrolleres og
efterreguleres efter behov med et måleapparat!
Den elektriske fræseanordning sættes ind mellem de to emner, der skal svejses sammen.
P500-630/18-24B Plus: Kontroller rotationsretningen! Maskinen er indstillet til
højredrejning på fabrikken.
Start den fræseanordningen. Høvlespån skal dreje i skæreretningen, i modsat fald skal
fasevenderen omstilles på stikket med et egnet værktøj.
Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke
ind i de roterende knive. Tænd kun for fræseren, når den er monteret
(arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse.
Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at
undgå en utilsigtet opstart uden for maskinen.
Drej trykindstillingsventilen helt ud mod uret.
Pres betjeningsarmen mod venstre og bring langsom fræsetrykket op på den optimale værdi.
For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet.
Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og
trykket mindskes.
Når høvlspånen kører uafbrudt ud af fræseren med en spånetykkelse på < = 0,2mm, trykkes
betjeningsarmen mod højre, og maskindelene køres væk fra hinanden.
Sluk fræseanordningen og vent til høvlskiverne står stille. Tag fræseanordningerne ud af
basismaskinen og sæt dem i indstillingskassen.
Kør emnerne sammen, tøm trykket gennem åbningen på trykaflastningsventilen.
Kontroller om svejseoverfladerne er plane og parallelle og at akserne flugter.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke
være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større
end 0,5 mm (iht. DVS). Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).
DANSK86
OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal
være fri for snavs af enhver art!
3.2.3 Svejsning
Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og
rørene køres sammen. Stil dig ikke ind i maskinen!
Når emnernes ender igen føres sammen, aflæses emnebevægelsestrykket (slæbetrykket) på
hydraulikaggregatets manometer.
Som emnebevægelsestryk (slæbetryk) betegnes det minimale tryk, som er nødvendigt for
at bevæge emnet aksialt – afhængigt af længde og vægt. Denne værdi skal udregnes
meget præcist, hertil startes og slukkes der flere gange for maskinen og der finindstilles på
trykindstillingsventilen, indtil maskinen næsten stopper. Det udregnede slæbetryk tilføjes til
udlignings-, opvarme- og sammenføjningstrykket.
Varmespejlet sættes ind i basismaskinen mellem de to emner sørg også for at at
varmepladens støtter sidder i indsnittene på aftræksanordningerne.
Kør maskinen sammen, indstil og fasthold til det nødvendige udligningstryk plus
slæbetrykket.
Så snart den ønskede vulstbredde er nået på hele omfanget på rørene, reduceres trykket idet
aflastningsventilen langsomt åbnes.
Indstil trykket således, at emnefladerne føres jævnt sammen så trykløst som muligt mod
varmespejlet (opvarmning).
Luk herefter igen for aflastningsventilen. I den forbindelse skal det sikres, at emnefladerne
ikke føres væk fra varmespejlet.
Når opvarmningstiden er udløbet, køres emnerne igen fra hinanden, varmespejlet tages væk
og emnerne føres igen sammen. Trykket forhøjes nu så lineært som muligt til det pågældende
sammenføjningstryk og holdes under hele afkølingstiden.
Kontroller regelmæssigt trykket og pump efter, hvis det er nødvendigt. Ved uforholdsmæssigt
tryktab skal man få hydrauliksystemet efterset.
NB: Hold betjeningsarmen trykket inde under de første 20 til 100 sekunder og slip
den derefter (i midterposition).
Sæt varmespejlet tilbage i indstillingskassen.
Når afkølingen er afsluttet, reduceres trykket helt ved at åbne aflastningsventilen, de
sammensvejsede emner spændes ned og tages ud.
Kør basismaskinen fra hinanden, opret en protokol. Maskinen er nu klar til næste svejsning.
Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.4 Standsning
Sluk for varmespejlet.
Lad varmespejlet køle af og opbevar det sådan at materialer, som står ved siden
af ikke kan blive antændt!
Træk stikket på fræseren, varmespejlet og hydraulikaggregatet ud af stikdåsen og rul kablet
op.
Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes
skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
Løsn hydraulikslangerne og rul dem op.
NB! Beskyt koblingerne mod snavs!
DANSK 87
3.3 Generelle krav
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS –
direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale
bestemmelser.
(Svejsningen skal overvåges konstant og omhyggeligt! )
3.4 Vigtige henvisninger vedrørende svejseparametrene
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207 del
1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser.
Reference: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I særlige tilfælde skal rørleverandørens materialespecifikke bearbejdningsparametre bestilles!
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet
ROTHENBERGER påtager sig ingen garanti herfor.
De værdier, der er anført i svejsetabellerne, for udlignings- og sammenføjningstryk blev udregnet
med følgende formel:
Svejseflade A [mm²] x svejsefaktor SF [N/mm²]
Tryk P [bar] =
Cylinderflade Az [cm²] x 10
Svejsefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Den samlede cylinderflade på ROWELD P 160/5 B er 3, 53 cm²)
(Den samlede cylinderflade på ROWELD P 200 B er 3, 53 cm²)
(Den samlede cylinderflade på ROWELD P 250/8 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 355/12 B er 6, 26 cm²)
(Den samlede cylinderflade på ROWELD P 500/18 B og P 630/24 B er 14, 13 cm²)
(Den samlede cylinderflade på ROWELD P 630/24 B Plus er 22, 38 cm²)
4 Pleje og vedligeholdelse
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:
• Styrestængerne skal være fri for urenheder. Er overfladen beskadiget skal styrestængerne
udskiftes, da beskadigelsen evt. kan medføre tryktab.
• Fræser, varmespejl og hydraulikaggregat må kun anvendes med den spænding, der er
angivet på typeskiltet.
• For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er
beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på
varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og alkohol
(kun når varmespejlet er koldt!).
• Oliestanden skal ses efter før hver idræftsættelse (olieniveauet bør være mellem min- og
maks- markeringen). Efterfyld evt. med hydraulikolie (HLP – 46, Art. nr.: 53649).
• Hydraulikolien (HLP – 46, Art. nr.: 53649) skal udskiftes efter 6 måneder.
• For at undgå funktionsforstyrrelser, skal det regelmæssigt kontrolleres om
hydraulikaggregatet er tæt, forskruningerne sidder fast samt om kablet er i orden.
• Lynkoblingen på aggregatet samt på slangebundtet skal beskyttes mod snavs. Er de snavsede
skal de rengøres før sammenkoblingen.
• Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten
reduceres, skal knivene vendes eller udskiftes med nye.
• Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes, er
rene, da knivenes levetid i modsat fald reduceres.
Svejsemaskinen skal iht. DVS 2208 kontrolleres en gang om året af fabrikanten
eller et serviceværksted, der er godkendt af fabrikanten. For maskiner med
usædvanlig høj belastning skal kontrolcyklussen forkortes.
DANSK88

4.1 Maskine- og værktøjspleje
(Overhold vedligeholdelsesforskrifterne under pkt. 4!)
Skarpe og rene værktøjer giver bedre resultater og arbejder sikrere.
Stumpe, brudte eller mistede dele skal udskiftes med det samme. Kontroller om tilbehøret sidder
fast på maskinen.
Anvend kun originale reservedele under vedligeholdelsen. Reparationer må kun udføres af fagligt
kvalificeret personale.
Når maskinen ikke anvendes, skal maskinen tages fra strømmen, før pleje- og
vedligeholdelsesarbejder samt før tilbehørsdele udskiftes.
Før maskinen igen tilsluttes til strømmen, skal det sikres, at maskinen og værktøjet er slået fra.
Anvendes der forlængerledninger skal det kontrolleres om disse fungerer korrekt og sikkert. Der
må kun anvendes kabler, der er godkendt til udendørs brug.
Der må ikke anvendes værktøj og maskiner, hvis kabinettet og håndgreb, der er ødelagte eller
bøjede, især hvis de er af plastik.
Snavs og fugt i ridser leder elektriske strøm. Dette kan medføre stød, hvis der opstår
isoleringsskader på værktøjet eller i maskinen.
Bemærk: Der henvises desuden til de gældende forskrifter til forebyggelse af ulykker.
5 Tilbehør
Egnet tilbehør og en bestillingsformular findes fra sida 147.
6 Affaldsbehandling
Dele af apparetet er af brugbart materiale og kann genbruges. Hertil står autoriserede og
certificerede genbrugsvirksomheder til rådighed. Til miljøvenlig affaldsbehandling af ikke brugbart
materiale (f.eks. elektronikaffald) vær venlig at spørg den myndighed, hvorunder det sorterer.
Kun til EU-lande:
Elektrisk værktøj må ikke smides ud med det almindelige affald! I henhold til det
Europæiske Direktiv 2012/19/EF om affald af elektrisk- og. elektronisk udstyr og
gennemførelsen i national lovgivning skal ikke længere brugbart elektrisk værktøj
indsamles separat og tilføres en recyclingsproces.
DANSK 89

Innehåll Sida
1 Anvisningar om säkerhet 91
1.1 Avsedd användning 91
1.2 Allmänna säkerhetsanvisningar 91
2 Tekniska data, se häftet „tekniska data“
3 Apparatens funktion 93
3.1 Beskrivning 93
3.1.1 Basmaskin (bild A) 93
3.1.2 Hydraulaggregat (bild B) 93
3.2 Bruksanvisning 94
3.2.1 Driftsättning 94
3.2.2 Åtgärder för att förbereda svetsen 95
3.2.3 Svetsning 97
3.2.4 Urdrifttagning 98
3.3 Allmänna krav 98
3.4 Viktig information om svetsdata 98
4 Skötsel och underhåll 99
4.1 Maskin- och verktygsunderhåll 99
5 Tillbehör 100
6 Avfallshantering 100
Symboler i detta dokument:
Fara!
Denna symbol varnar för personskador.
OBS!
Denna symbol varnar för skador på material eller miljö.
Uppmaning till handlande
SVENSKA90
1 Anvisningar om säkerhet
1.1 Avsedd användning
ROWELD P160-630/5-24B Plus Professional är endast avsedd för produktion av svetsfogar av
PE-, PP- och PVDF-rör enligt de tekniska specifikationerna.
1.2 Allmänna säkerhetsanvisningar
VARNING! När du använder elverktyg ska följande grundläggande säkerhetsåtgärder
följas för att skydda mot elektriska stötar, personskador och brand.
Läs alla dessa anvisningar innan du använder detta verktyg och förvara dem på ett
säkert ställe.
Underhåll och reparation:
1 Regelbunden rengöring, underhåll och smörjning. Dra ut kontakten innan justering,
underhåll eller reparationer utförs.
2 Låt apparaten enbart repareras av kvalificerad fackpersonal som endast använder
originalreservdelar. Därmed säkerställs att apparatens säkerhet bibehålls.
Arbeta säkert:
1 Håll din arbetsplats ren. Avfall och kringliggande delar kan orsaka olyckor.
2 Tänk på miljöfaktorerna. Ställ inte ut elverktyg i regn. Använd inte elektriska verktyg i
fuktiga eller våta miljöer. Sörj för god belysning av arbetsytan. Använd inte elverktyg där
brand- eller explosionsrisk föreligger.
3 Skydda dig mot elektriska stötar. Undvik kroppskontakt med jordade ytor (t.ex. rör,
radiatorer, spisar, kylskåp).
4 Håll obehöriga borta. Låt inga andra personer, särskilt inte barn, komma i kontakt med
elverktyget eller sladden. Håll dem borta från arbetsområdet.
5 Förvara elektriska verktyg på ett säkert sätt. Oanvända elverktyg bör förvaras på en torr,
hög eller låst plats, utom räckhåll för barn.
6 Överbelasta inte dina elverktyg. Gör jobbet bättre och säkrare i angivet driftsområde.
7 Använd rätt elverktyg. Använd inte maskiner med låga prestanda för tungt arbete. Använd
inte verktyget för andra ändamål än de avsedda. Använd till exempel ingen cirkelsåg för att
såga stockar och kubbar.
8 Bär lämplig klädsel. Bär inte löst sittande kläder eller smycken, de kan fastna i rörliga delar.
När du arbetar utomhus är halkfria skor att rekommendera. Använd hårnät om du har långt
hår.
9 Använd skyddsutrustning. Använd skyddsglasögon. Använd dammskyddsmask vid
dammigt arbete.
10 Stäng av dammsugs-funktionen. Om det finns anslutningar för dammutsug och
damminsamlingsenhet, se till att de är anslutna och används på rätt sätt.
11 Använd inte kabeln för andra ändamål än de avsedda. Använd inte kabeln för att dra ut
kontakten ur vägguttaget. Håll sladden borta från värme, olja och skarpa kanter.
12 Säkra verktyget. Använd skruvtving eller skruvstäd för att hålla fast arbetsstycket. Det
ärsäkrare än att använda handen.
13 Undvik dålig kroppshållning. Se till att du står stadigt och behåller balansen vid alla
tillfällen.
SVENSKA 91

14 Underhåll verktygen med omsorg. Håll skärverktyg vassa och rena för bättre och
säkrare arbete. Följ instruktionerna för smörjning och verktygsbyte Kontrollera regelbundet
sladden till verktyget och få den utbytt av en fackman om den är skadad. Kontrollera
förlängningssladdarna med jämna mellanrum och byt ut dem om de är skadade. Håll
handtagen torra, rena och fria från fett och olja.
15 Dra ut stickkontakten ur eluttaget. När du inte använder elverktyget, före service och vid
byte av verktyg såsom knivar, bits, blad.
16 Sätt inte in några skiftnycklar. Kontrollera att nyckeln och monteringsverktyget är
borttagna innan du slår på apparaten.
17 Undvika oavsiktlig start. Se till att strömbrytaren är avstängd när du sätter i kontakten i
uttaget.
18 Använd skyddsmarkerad förlängningssladd för utomhusbruk. Användning utomhus får
endast ske med för avseendet godkänd och skyddsmärkt förlängningssladd.
19 Använd skyddsutrustning. Var försiktig med vad du gör. Använd ditt sunda förnuft i
arbetet. Använd inte elverktyget när du är trött.
20 Kontrollera att maskinen inte är skadad. Innan fortsatt användning av verktyget
måste säkerhetsanordningar eller eventuella skadade delar noggrant undersökas för rätt
handhavande och funktion. Kontrollera att de rörliga delarna fungerar och inte har fastnat
eller att några delar är skadade. Alla delar måste vara korrekt installerade och uppfylla alla
krav för att säkerställa korrekt drift av verktyget.
Skadad säkerhetsutrustning och skadade delar måste repareras eller bytas ut av en
auktoriserad serviceverkstad, om inte annat anges i bruksanvisningen. En skadad strömbrytare
får endast bytas ut av en auktoriserad serviceverkstad.
Använd inte elverktyg där strömbrytaren inte kan slås på och av.
21 Varning! Användning av andra verktyg och tillbehör kan leda till skador för dig.
22 Låt verktyget endast repareras av en behörig elektriker. Detta elverktyg uppfyller
gällande säkerhetsföreskrifter. Reparationer får endast utföras av en behörig elektriker med
hjälp av originalreservdelar, annars kan användaren riskera att råka ut för olyckor.
2 Tekniska data, se häftet „tekniska data“
SVENSKA92
3 Apparatens funktion
3.1 Beskrivning
ROWELD P160-630/5-24B Plus Professional är en kompakt, bärbar, stumsvetsmaskin, speciellt
avsedd för användning på byggarbetsplatser - och här speciellt vid arbete på rör/rörschakt.
Naturligtvis går det även att använda maskinerna i verkstad.
Svetsmaskinen „ROWELD“ är mångsidig och kan användas för svetsfogar av PE-, PP- och PVDF
rör med ytterdiameter på 40-630mm/ 1 1/4“-24“ för:
I. rör - rör
II. rör - rörböjar
III. rör - T-stycken
IV. rör - svetsfogar
Maskinen består i huvudsak av:
Basmaskin, reducerade spänninsatser, hydraulisk motor, fräsenhet, värmare, isoleringsbox.
Vid svetsning av svetsbuntar kan man använda tillbehöret klämkäft-spännskiva.
ROWELD P160-250/5-8B: Vid svetsning av rörböjar med en snäv radie på maskinens
maxdiameter finns ett tillbehör för att använda avsmalnande spännverktygs övre del.
ROWELD P500-630/18-24B Plus: För in- och utlyftning av fräs och värmare kan tillvalet elektrisk
lyftanordning användas.
3.1.1 Basmaskin (bild A)
1 Rörliga spännelement 5 Avtagbara spännelement
2 Skjutbart spännelement 6 Monteringsskruvar ovan
3 Mellanlägg med spärrar 7 Mellanlägg
4 Uppvärmningsanordning 8 Monteringsskruvar nedan
3.1.2 Hydraulaggregat (bild B)
1 Oljepåfyllningslock och oljesticka 5 Nätsladd
2 Snabbkopplingskontakt 6 Manometer
3 Tryckavlastningsventil 7 Manöverspak vänster-ner, höger-upp
4 Snabbkopplingskrage 8 Tryckinställningsventil
Hydraulaggregatet är markerat med följande symboler för användning av svetsmaskinen:
Tryck manöverspaken åt vänster för att skjuta samman spännelementen. Kör- och
tryckuppbyggnadshastigheten beror på rotationsvinkeln.
Tryck manöverspaken åt höger för att skjuta isär spännelementen. Körhastigheten
är beroende av rotationsvinkeln.
Tryckinställningsventil för frästryck, matchningstryck, uppvärmningstryck och
fogtryck. Det inställda trycket visas på manometern.
Tryckavlastningsventil, genom att vrida till vänster kan trycket sänkas.
Sänkningshastigheten är beroende på antalet varv. Medurs rotation - håll trycket.
SVENSKA 93
OIL
Oljepåfyllningslocket med olja - mätsticka
3.2 Bruksanvisning
Svetsmaskinen får endast användas av vederbörligen kvalificerad och lämplig
utbildad personal enligt DVS 2212 del 1!
Maskinen får endast användas av utbildade och auktoriserade operatörer!
3.2.1 Driftsättning
Vänligen läs bruksanvisningen och säkerhetsanvisningarna noga innan du
använder maskinen!
Använd inte värmeelementet i en explosiv miljö och låt det inte komma i kontakt
med brännbart material.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag i
den. Håll andra människor borta från arbetsområdet.
Före varje användning ska oljenivån i den hydrauliska enheten kontrolleras vid
oljepåfyllningslocket med oljestickan, så den ligger mellan markeringarna min.och
max. Fyll på vid behov.
Hydraulaggregatet får endast vara i horisontellt läge vid transport och
avställning, vid lutning tränger olja ut från på- och avluftningsenheten med
oljestickan.
Basmaskinen och den hydrauliska enheten ansluts med de bägge hydraulslangarna.
Skydda snabbkopplingarna mot föroreningar. Läckande kopplingar måste bytas
omedelbart!
Anslut kontakten för fräs, värmare och hydraulisk enhet till till strömförsörjningen, enligt
specifikationerna på märkskylten.
För P160-250/5-8B:
Den röda lysdioden “Standby“ lyser, det betyder: Spänningen är på. Slå på värmeelementet
med den stora tryckknappen (lyser grönt) och ställ in önskad temperatur (160°C till 285°C)
med knapparna „+“ eller „-“.
Uppvärmningen av värmeelementet indikeras med en gul ljusdiod på värmeelementet.
Dessutom visas vågräta staplar på temperaturdisplayen. Strax innan den inställda
temperaturen nås (tolerans + / -3 °C) slocknar den gula lysdioden och den gröna tänds. Efter
ytterligare 10 minuter är värmaren driftsklar. Kontrollera temperaturen med en termometer.
Inställning av „Off“ (av): Tryck samtidigt på knapparna „+“ och „-“. Kan sedan kalibreras
med en av dessa knappar och en extern temperaturmätanordning på värmeelementet.
Visar värmeelementet ett mindre värde än den externa temperaturmätaren så måste
skillnaden ställas in med „+“-tangenten. Vid motsatta avläsningar, justera skillnaden med „-“
. Om „Er1“ visas är elektroniken defekt. Om „ER2“ visas är motståndstermometern defekt
eller inte ansluten.
Risk för brännskador! Värmeelementet kan nå en temperatur på upp till 290 ° C
och ska omedelbart ställas tillbaka efter användning i den därför avsedda
isoleringsboxen!
För P355/12B:
Slå på huvudbrytaren till kontrollboxen, omkopplaren lyser grönt och värmeplattans faktiska
temperatur visas i displayen. Ställ in önskad temperatur mellan 160 och 270 °C med
knapparna + och -.
SVENSKA94
När den inställda temperaturen uppnås ändras visningen av “set” (inställning) till “ actual”
(faktisk) och “heat” (värme) blinkar. Värmaren är klar att användas efter 10 minuter.
Kontrollera temperaturen med en termometer.
Temperaturregleringen har som grundinställning ställts in optimalt, men om den
faktiska yttemperaturen på värmeelementet inte matchar det värde som visas så kan en
förskjutning utföras Ställ vippströmbrytaren på 0, tryck på knapparna - och + och slå på
vippströmbrytaren, displayen visar „OFF“, „SET“ och sedan det inställda förskjutningsvärdet .
Använd knapparna - och + och ställ in motsvarande förskjutning, spara med knapparna - och
+ , sedan visas det faktiska värdet igen.
För P500-630/18-24B Plus:
Slå på huvudbrytaren vid manöverkontakten (omkopplaren lyser grönt). Ställ in önskad
temperatur (se temperaturregulator).
Displayen visar vanligen det faktiska värdet för temperaturen. Enligt DVS är värmeelementet
redo 10 minuter efter det att det initiala temperaturbörvärdet nås. Kontrollera temperaturen
med en termometer.
Risk för brännskador! Värmeelementet kan nå en temperatur på upp till 300 ° C
och ska omedelbart ställas tillbaka efter användning i den därför avsedda
isoleringsboxen!
Svetsmaskinen är utrustad med en digital termostat av typ 400.
Den digitala termostaten är förkonfigurerad och inställd på fabriken. Vid temperaturinställning
måste knappen F tryckas in tills displayen visar „_SP“. Nu kan börtemperaturen ändras med
piltangenterna i intervallet 0-300 °C.
Om inga ytterligare knappar trycks in, visar displayen den faktiska temperaturen igen, styrenheten
ställer automatiskt in den nyvalda temperaturen. Så länge som den faktiska temperaturen är lägre
än den inställda temperaturen blinkar den röda pilen (låg). Om den faktiska temperaturen är
högre blinkar den röda pilen (hög). Motsvarar det inställda värdet det faktiska värdet, tänds den
gröna stapeln. Om den faktiska yttemperaturen på värmeelementet inte matchar det värde som
visas så kan en förskjutning utföras. Håll ner knappen F tills „InP“ visas på displayen (ca.7
sek), släpp sedan F-knappen. Tryck sedan upprepade gånger på F-knappen tills „oFS“
visas. Justera sedan detta värde på motsvarande sätt. För att slutföra ändringen trycker du på
F-knappen tills det faktiska värdet visas igen.
Varning! Inga andra parametrar ska ändras!
Fabriksinställning:
Meny „CFG“
Meny „InP“
Meny „Out“
Meny „PAS“
„S.tu“ 0
„Ctr“ 8
„AL.n“ 0
„Prot“ 32
„h.Pb“ 1.0
„tYP“ 16
„r.o.1“ 0
„h.lt“ 0.68
„FLt“ 0.1
„r.o.2“ 0
„h.dt“ 0.17
„FLd“ 0.5
„Ct.1“ 20
„h.P.H“ 100
„dP.S.“ 0
„Ct.2“ 20
„rst“ 0
„Lo.S“ 0
„rEL.“ 0
„P.rE“ 0
„HI.S“ 300
„SoF“ 0
„oFS“ xx
„Lb.t“ 0
„HI.A“ 0
„Lb.P“ 25
„Lo.L“ 0
„FA.P“ 0
„HI.L“ 280
Obs:
Med den automatiska sökfunktionen kan informationen nedan avvika något från CFG. Om större
kontrollsvängningar förekommer kan den automatiska sökfunktionen aktiveras i kallt värmeelement
(ställ in alternativet „S.tu“ på 2 i CFG-menyn så sker återställning till 0 automatiskt).
För lyft av fräsningsenheten och värmare, ska lyftanordning med art.nr 53410 eller 53323 eller
lämpligt verktyg användas.
SVENSKA 95
3.2.2 Åtgärder för att förbereda svetsen
För rör som är mindre än den maximala diametern måste enheten förses med
reduceringsinsatser för den rördiameter som ska bearbetas med insexskruvarna som finns i
tillbehören.
ROWELD P200B: Ø63-140mm: bestående av 6 halvskal med bred och 2 halvskal med smal
klämyta. Ø160-180mm: 8 halvskal med bred klämyta.
ROWELD P160-355/5-12B: bestående av 6 halvskal med bred och 2 halvskal med smal
klämyta.
ROWELD P500-630/18-24B Plus: består av till 450 mm diameter på 6 halvskal med bred och 2
halvskal med smal klämyta, från 500 mm 8 halvskal med bred klämyta.
Det bör noteras att halv-skalen med den smala klämytan ska införas i de två yttre nedre
basspännelementen. Endast för rör/rörböjanslutning som kan sättas in i det vänstra
gripelementet ovanför och nedanför.
Lägg i de plaströr eller beslag som ska svetsas i spännanordningen (vid långa rör över
2,5 m måste rullblock användas) och sätt i mässingsmuttrarna för att dra åt vid det
övre fastspänningsverktyget. Rörens rundhet kan kompenseras genom att dra åt eller
lossamässingsmuttrarna.
För P200B:
För rör / rör - föreningar maskinen drivs med 4 grundbackar
(Svetsläge A).
I trånga rör / montering - föreningar (Svetsläge B), ska det
4 grundläggande käken bort. För detta är skruvarna (6) först
avlägsnas och bultarna (8) är något lossas. Nu den 4 käken
inklusive underbyggnad dras. Slutligen distanserna (7) som skall
skruvas av och skruvarna (6) ersättas.
För rör / rör - föreningar måste distanser användas i de bägge
vänstra spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Rören hålls av två spännelement.
Rör / montering P160/5B:
Vid rör/monterings - anslutningar,måste distanserna användas
i de bägge mittersta spännelementen.
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett klämelement. Härmed kan det
rörliga klämelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Rör / montering P250-355/8-12B:
Vid rör/monterings - anslutningar,måste distanserna användas
i de bägge mittersta spännelementen och
värmaravsågsinställningen hängas upp i de vänstra
spännelementen.
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett klämelement. Härmed kan det
rörliga klämelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Vid arbete på vissa rördelar på särskilda platser, t.ex. horisontella böjar eller svetsbuntar är det
nödvändigt att ta bort värmaravsågsinställningen.
SVENSKA96
Rör / montering P500-630/18-24B Plus:
För rör/monterings-föreningar måste distanser snurras och
användas i de bägge mittersta spännelementen (standard).
Varning: Distanserna får aldrig monteras diagonalt!
Röret sätts in i tre spännelement, monteringen hålls av ett spännelement. Härmed kan det
rörliga spännelementet förflyttas på stången, beroende på vilket utrymme som krävs för
fastspänning och svetsning.
Kontrollera om arbetsstyckena sitter fast i spännverktyget under sammanskjutningen.
Se till att hålla säkert avstånd från maskinen, ställ dig inte i maskinen eller ta tag i
den. Håll andra människor borta från arbetsområdet.
Det är också nödvändigt att kontrollera om värmaren har uppnått sin arbetstemperatur.
Observera!!! För att säkerställa en jämn värmefördelning över hela värmeelementet, kan
värmeelementet användas tidigast 10 minuter efter att ha nått den inställda temperaturen.
Kontrollera temperaturen med hjälp av ett instrument och justera vid behov!
Sätt in elfräsen mellan arbetsstyckena som skall svetsas och slå på den.
P500-630/18-24B Plus: Kontrollera rotation! På fabriken är maskinerna fastklämda
medurs.
Slå på fräsenheten. Hyvlingsskivorna måste köras i skärriktningen, annars måsta fasvändaren
på huvudströmbrytaren kopplas om med ett lämpligt verktyg.
Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avstånd
från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen
i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda
isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid
kontrolleras för att undvika oavsiktlig start utanför maskinen.
Dra ut tryckinställningsventilen moturs hela vägen ut.
Skjut manöverspaken till vänster och öka långsamt frästrycket upp till det optimala värdet.
För högt frästryck kan leda till överhettning och skador på skärenheten. Vid
överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas.
Efter det att hyvelspån med en tjocklek på <= 0,2 mm kommer ut ur fräsen, skjut
manöverspaken åt höger och ta isär maskinen.
Stäng av fräsenheten, vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och
sätt in den i isoleringsboxen .
Flytta ihop arbetsstyckena, släpp trycket genom att öppna tryckavlastningsventilen.
Kontrollera att svetsytorna är plana, parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan
ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max.
avstånd mellan de plana ytorna får inte vara större än 0,5 mm. Använd ett rent verktyg (t.ex.
en borste) och ta bort eventuella spån i röret.
Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med
händerna, och måste vara fri från föroreningar!
3.2.3 Svetsning
Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett
säkert avstånd till maskinen. Stå aldrig i maskinen!
Vid upprepad sammanskjutning av ändarna av arbetsstycket kan arbetsstyckets rörelse
(topptryck) läsas av på manometern till den hydrauliska enheten.
SVENSKA 97

Arbetsstyckets rörelsetryck (topptryck) definieras som det minsta tryck som är nödvändigt
för att arbetsstycket - beroende på längd och vikt - kan röra sig axiellt. Detta värde måste
bestämmas mycket noggrant, och det är det nödvändigt att låta maskinen köra flera gånger
fram och tillbaka och justera tryckinställningensventilen tills maskinen är nästan står stilla. Det
uppmätta bromstrycket läggs till matchningstryck, blötläggningstryck och fogtryck.
Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att stöden i
värmeplattan sitter i skårorna på utsugsmekanismen.
Skjut ihop maskinen, ställ in motsvarande matchningstryck och bromstryck.
När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, frigör trycket genom att
långsamt öppna reduceringsventilen.
Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot värme-
elementet (uppvärmning).
Nu stänger du reduceringsventilen igen. Se till att ändarna av arbetsstycket inte förlorar
kontakt med värmeelementet.
Efter uppvärmningstiden glider arbetsstyckena isär igen, ta sedan bort värmaren och kör ihop
ändarna på arbetsstycket. Trycket är nu möjligt att ökas linjärt på motsvarande fogtryck och
hållas hela kylningen.
Kontrollera regelbundet trycket och efterpumpa vid behov. Vid överdrivet tryckfall, låt
kontrollera hydraulsystemet.
Varning: Under de första 20 till 100 sekunder håll manöverspaken intryckt och släpp
den sedan igen (i mittläget).
Sätt tillbaka värmeelement i isoleringsboxen.
Efter att kyltiden har förflutit, dra helt tillbaka trycket genom att öppna reduceringsventilen
och lossa och ta bort de svetsade arbetsstyckena.
Flytta isär basmaskinen, skapa protokoll. Maskinen är klar för nästa svetscykel.
Samtliga svetsparametrar kan anges i de bifogade svetstabellerna.
3.2.4 Urdrifttagning
Slå av värmaren.
Låt värmaren svalna och tillse att inga intilliggande material kan antändas!
Dra ut kontakten för fräs, värmare och hydraulisk enhet från vägguttaget och rulla ihop
kabeln.
Hydraulaggregat får endast stå i horisontellt läge vid transport och avställning,
vid lutning tränger olja ut från på- och avluftningsenheten med oljestickan!
Koppla loss hydraulslangarna och vira ihop dem.
Varning! Skydda kopplingarna från smuts!
3.3 Allmänna krav
Eftersom vädret och miljömässiga faktorer påverkar svetsningen måste motsvarande anvisningar
i DVS - Riktlinjer 2207 Del 1, 11 och 15 följas. Utanför Tyskland gäller motsvarande nationella
riktlinjer.
(Svetsning skall övervakas kontinuerligt och noggrant!)
SVENSKA98
