Ridgid 3814 (E): Инструкция по эксплуатации
Инструкция по эксплуатации: Ridgid 3814 (E)
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
90
ПРЕДУПРЕЖДЕНИЕ
!
Перед
ис
-
пользованием
данного
обору
дования
внимательно
прочтите
эти
инструкции
.
Также
прочтите
прилагаемый
буклет
с
инструк
-
циями
по
безопасности
.
Если
нет
уверенности
в
каком
-
либо
аспекте
применения
данного
инструмента
,
для
получения
дополни
тельной
информации
свяжитесь
со
своим
агентом
по
продаже
товаров
компании
RIDGID.
Невыполнение
данных
инструкций
может
привести
к
поражению
электрическим
током
,
пожару
и
/
или
серьезным
травмам
.
СОХРАНИТЕ
ЭТИ
ИНСТРУКЦИИ
!
Сборка
1. a.
Машины
1 1/4”, 2”
и
3”.
Положить
гибочную
раму
с
ее
опорами
на
пол
и
насадить
кольцо
на
переднюю
часть
цилиндра
насоса
.
Вставить
крепежную
скобу
сквозь
отверстия
в
кольцевом
блоке
гибочной
рамы
.
Теперь
цилиндр
насоса
и
трубогибочная
рама
закреплены
в
надлежащем
положении
.
1. b.
Машина
4”.
-
Положить
балку
основания
на
пол
.
-
Положить
нижнюю
полку
на
балку
основания
.
-
Поместить
гибочный
насос
на
балку
основания
,
зацепить
нижнюю
полку
,
введя
ее
в
насос
,
и
прикрепить
насос
сзади
двумя
болтами
M10.
-
Поместить
на
нижнюю
полку
угловые
опоры
и
там
,
где
это
необходимо
,
гибочный
формирователь
,
который
будет
использован
в
работе
.
-
Поместить
верхнюю
полку
на
угловые
опоры
и
зацепить
их
,
введя
в
насос
.
-
Вставить
фиксирующие
штифты
сквозь
полки
и
угловые
опоры
.
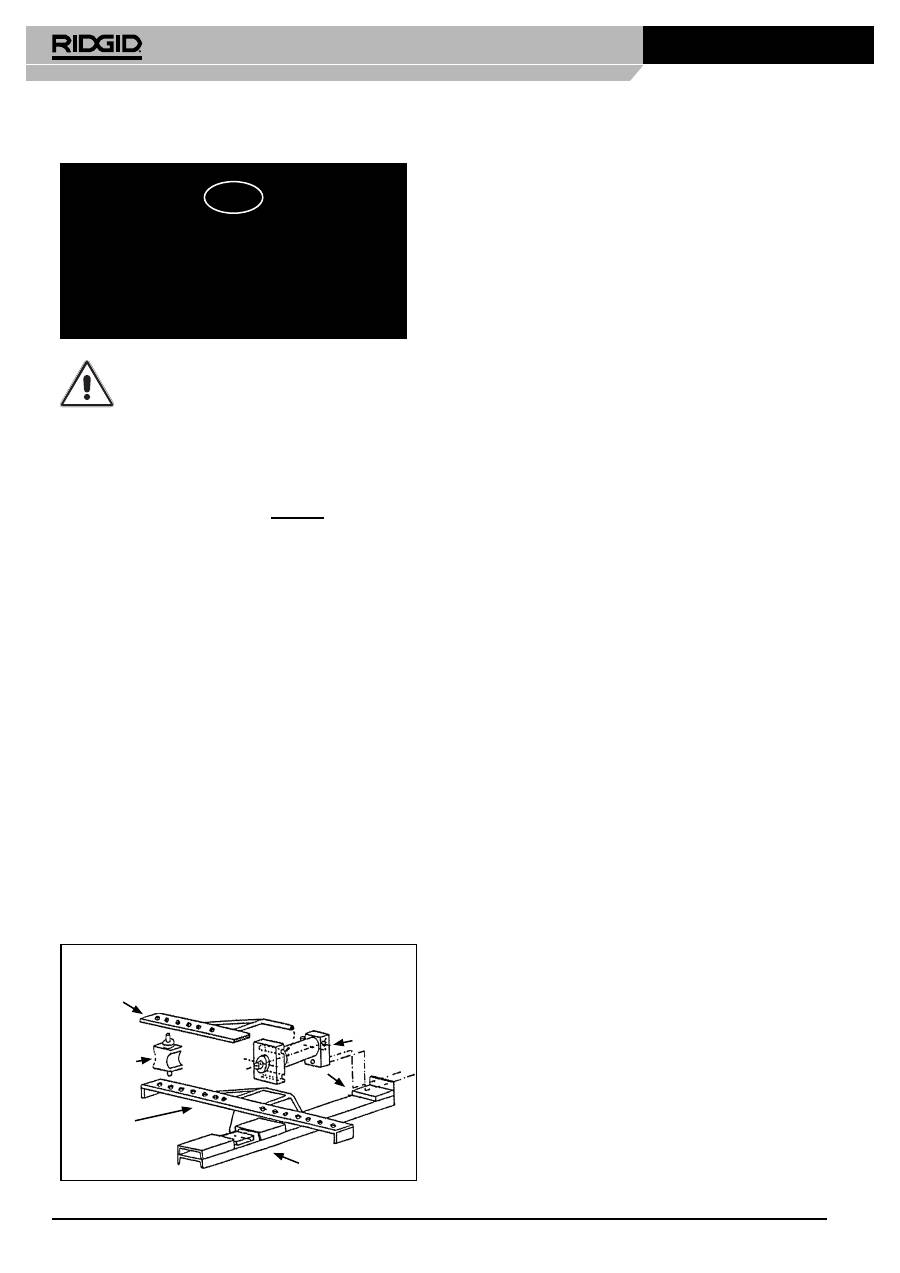
СБОРКА
МАШИНЫ
4”
Насос
4”
Верхняя
полка
Угловая
опора
с
фиксирующими
штифтами
Нижняя
полка
Балка
основания
2.
Установить
на
верхнюю
часть
поршня
пресса
гибочный
формирователь
,
соответствующий
диаметру
изгибаемой
трубы
.
Угловые
опоры
следует
расположить
между
поршнем
или
на
гибочной
раме
.
Их
следует
прикрепить
фиксирующими
штифтами
.
Отверстия
в
раме
позволяют
регулировать
положение
угловых
опор
в
соответствии
с
требуемыми
наружными
диаметрами
.
Отверстия
имеют
надлежащую
маркировку
.
Для
предотвращения
повреждений
убедиться
,
что
фиксирующие
штифты
угловых
опор
надлежащим
образом
вставлены
сквозь
обе
полки
или
сквозь
гибочную
раму
.
Гибка
труб
1.
В
колпачке
наполнительного
отверстия
имеется
небольшой
канал
для
выпуска
воздуха
.
При
транспортировке
гибочной
машины
этот
колпачок
наполнительного
отверстия
следует
полностью
закрыть
,
но
при
работе
–
слегка
отвернуть
.
2.
Перед
сгибанием
трубу
необходимо
немного
смазать
.
Затем
трубу
следует
вставить
между
угловыми
опорами
и
гибочным
формирователем
.
Перепускной
винт
следует
плотно
завернуть
.
Насос
приводится
в
действие
путем
перемещения
рукоятки
вверх
и
вниз
.
Поршень
перемещается
наружу
,
и
происходит
сгибание
трубы
.
Операцию
сгибания
следует
продолжать
до
достижения
требуемой
кривизны
,
но
не
далее
кривой
гибочного
формирователя
.
Следует
помнить
,
что
после
сгибания
труба
немного
распрямится
в
соответствии
с
качеством
ее
материала
.
Величину
распрямления
трубы
следует
определять
опытным
путем
.
3.
Как
только
труба
примет
требуемую
форму
,
слегка
отвернуть
перепускной
винт
,
поршень
будет
отведен
автоматически
.
Отсоединить
одну
из
угловых
опор
,
после
чего
можно
вынуть
трубу
.
Преимущество
моделей
машин
с
открытой
рамой
заключается
в
более
простом
извлечении
трубы
(
особенно
длинных
труб
с
несколькими
изгибами
),
что
экономит
много
времени
.
4.
Если
изгиб
сделан
излишне
крутым
,
ошибку
можно
устранить
с
помощью
распрямителя
.
Поршень
машины
следует
перемещать
в
обратном
направлении
,
при
этом
труба
будет
изгибаться
относительно
угловых
опор
.
Распрямитель
помещают
на
верхнюю
часть
поршня
,
после
чего
изгиб
можно
выпрямить
до
требуемой
формы
.
На
гибочной
машине
1 1/4”
изгиб
на
90°
обычно
не
поддается
коррекции
.
То
же
самое
относится
к
машине
3”
при
гибке
труб
2 1/2”
и
3”
и
к
машине
4”
при
гибке
труб
3”
и
4”.
5.
Только
для
моделей
машин
3”
и
4”.
При
гибке
труб
2 1/2”, 3”
и
4”
на
поршень
следует
устанавливать
удлинитель
,
если
трубу
изгибают
на
угол
более
75°.
Рабочий
ход
поршня
недостаточен
для
выполнение
изгиба
на
90°
за
одну
операцию
.
6.
Электрогидравлические
трубогибочные
машины
1 1/4”, 2”, 3”, 4”.
Электрогидравлические
трубогибочные
машины
оборудуются
однофазным
электродвигателем
переменного
напряжения
115
В
, 220
В
или
3-
фазным
двигателем
напряжения
380
В
.
Электродвигатель
оборудован
специальным
предохранительным
выключателем
.
Во
время
вращения
электродвигателя
перемещением
поршня
управляет
перепускной
винт
,
который
может
быть
открыт
или
закрыт
.
Электродвигатель
не
требуется
отключать
.
На
машине
также
установлен
предохранительный
клапан
давления
.
Он
отрегулирован
на
заводе
так
,
чтобы
можно
было
производить
гибку
толстостенных
труб
(
паропроводов
)
без
каких
-
либо
проблем
.
Предохранительный
клапан
расположен
на
корпусе
насоса
,
его
можно
регулировать
только
с
помощью
манометра
.
Гибка
тонких
труб
на
угол
180°
Для
выполнения
этой
операции
требуются
дополнительные
принадлежности
,
которые
можно
специально
заказать
.
RU
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Инструкция по эксплуатации

3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
91
Сборка
1.
См
.
операции
сборки
гибочной
машины
.
2.
Установить
на
поршень
пресса
гибочный
формирователь
(180°),
соответствующий
диаметру
изгибаемой
трубы
.
Затем
отрегулировать
пластины
(
дополнительные
каркасы
)
и
3
ролика
(
холостых
)
между
собой
или
в
раме
.
Фиксирующие
штифты
угловых
опор
следует
ввести
в
сквозные
отверстия
1 1/4”
центрального
фиксатора
;
съемные
холостые
ролики
необходимо
снять
и
вставить
трубу
,
которую
требуется
согнуть
.
Теперь
труба
должна
касаться
центрального
холостого
ролика
с
одной
стороны
и
гибочной
формы
на
угол
180°
с
другой
стороны
.
Теперь
можно
выполнить
изгиб
.
Гибка
труб
1.
См
.
операцию
гибки
трубы
.
2.
Если
осуществляется
изгиб
на
угол
более
90°,
направление
перемещения
поршня
следует
изменить
на
обратное
путем
открывания
перепускного
винта
.
Отрегулировать
положение
съемных
холостых
роликов
и
произвести
изгиб
на
угол
до
180°.
Чтобы
снять
согнутую
трубу
,
следует
выполнить
операции
,
указанные
в
пункте
“
Гибка
труб
”.
Техническое
обслуживание
Гибочная
машина
поставляется
с
камерой
,
заполненной
маслом
.
Однако
уровень
масла
следует
регулярно
проверять
,
в
ином
случае
рабочий
ход
поршня
может
стать
слишком
коротким
.
Масло
всегда
должно
находиться
на
уровне
нижней
кромки
колпачка
наполнительного
отверстия
.
При
необходимости
для
доливки
следует
использовать
только
гидравлическое
масло
.
Внимание
1.
Убедиться
,
что
угловые
опоры
всегда
отрегулированы
в
отверстиях
симметрично
по
диаметру
трубы
,
которую
требуется
согнуть
.
При
неверной
установке
поршень
может
быть
согнут
вместо
трубы
,
что
приведет
к
серьезному
повреждению
машины
.
2.
Кроме
того
,
следует
проверить
,
что
фиксирующие
штифты
угловых
опор
надлежащим
образом
вставлены
в
отверстия
в
верхней
и
нижней
полке
гибочной
рамы
и
полностью
прошли
сквозь
открытую
гибочную
раму
.
3.
Поршень
не
следует
выдвигать
наружу
за
маркировочную
канавку
.
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
92
Возможные
неисправности
и
меры
по
их
устранению
Числа
в
скобках
относятся
к
электрическим
машинам
.
НЕИСПРАВНОСТЬ
ВОЗМОЖНАЯ
ПРИЧИНА
СПОСОБ
УСТРАНЕНИЯ
1.
Поршень
(33)
выдвигается
наружу
недостаточно
далеко
.
a.
Недостаточно
отвернут
колпачок
наполнительного
отверстия
(37).
b.
Недостаточно
масла
в
масляной
камере
.
c.
Закупорен
воздушный
канал
в
колпачке
наполнительного
отверстия
(37).
a.
Отвернуть
колпачок
наполнительного
отверстия
(37)
примерно
на
1
или
1 1/2
оборота
.
При
снятии
машины
следует
проверить
,
что
колпачок
наполнительного
отверстия
плотно
закрыт
.
b.
Долить
масло
в
камеру
так
,
чтобы
его
уровень
находился
у
нижней
кромки
колпачка
наполнительного
отверстия
.
Поршень
при
работе
насоса
не
должен
выдвигаться
наружу
далее
его
маркировочной
канавки
.
c.
Очистить
воздушный
канал
.
2.
Поршень
(33)
совсем
не
выдвигается
.
a.
Недостаточно
завернут
перепускной
винт
(7).
b.
При
создании
давления
шарик
(32)
не
запирает
седло
;
возможно
,
загрязнено
конусное
седло
шарика
.
c.
Закупорен
фильтр
(42)
и
/
или
канал
подачи
масла
.
a.
Завернуть
перепускной
винт
.
b1.
Очистить
конусное
седло
под
шариком
(32).
Затем
постучать
по
шарику
на
конусном
седле
для
обеспечения
его
плотной
посадки
.
b2.
Обратиться
к
поставщику
.
c.
Извлечь
стопорный
штифт
(34).
Очистить
фильтр
и
канал
подачи
масла
.
3.
Поршень
(33)
создает
небольшое
давление
или
вообще
не
создает
давления
.
a.
Не
завернут
перепускной
винт
(7).
b.
Вследствие
наличия
грязи
между
конусным
седлом
и
шариком
(32)
перепускного
винта
(7)
масло
вытекает
обратно
в
масляную
камеру
.
c.
Шарик
(32)
не
запирает
седло
вследствие
загрязнения
конусного
седла
.
d.
Течь
по
уплотнительному
кольцу
под
предохранительным
винтом
стяжной
пружины
(27).
e.
Течь
по
уплотнительному
кольцу
(40).
f.
Течь
по
уплотнительному
кольцу
(46).
a.
Завернуть
перепускной
винт
.
b.
Снять
перепускной
винт
(7),
стопорную
гайку
(8),
уплотнительное
кольцо
(9)
и
нижнее
кольцо
(10).
Очистить
конусное
седло
под
шариком
(31).
См
. 2b1. (
При
необходимости
обратиться
к
поставщику
).
c.
Снять
предохранительный
винт
стяжной
пружины
(27)
и
выдвинуть
поршень
наружу
примерно
на
2
см
(1”).
См
. 2b1.
d.
Завернуть
этот
винт
и
при
необходимости
заменить
кольцевую
уплотняющую
прокладку
(28).
e.
Заменить
уплотнительное
кольцо
.
Убедиться
,
что
оно
надлежащим
образом
зафиксировано
.
Для
снятия
поршня
обратиться
к
пункту
3c.
f.
Заменить
уплотнительное
кольцо
.
4.
Рукоятка
насоса
(16)
не
поднимется
вверх
еще
раз
.
a.
Повреждена
нажимная
пружина
(30).
a.
Заменить
нажимную
пружину
.
5.
Поршень
(33)
не
изменяет
направление
перемещения
на
обратное
при
отворачивании
перепускного
винта
.
a.
Повреждена
стяжная
пружина
(29).
b.
Погнут
поршень
(33).
Это
может
произойти
только
при
несимметричной
установке
угловых
опор
.
a.
Заменить
стяжную
пружину
.
Обратиться
к
поставщику
.
b.
Обратиться
к
поставщику
.
6.
Масло
вытекает
из
-
под
поршня
пресса
(20).
a.
Течь
по
маслосъемному
кольцу
(41).
a.
Заменить
маслосъемное
кольцо
.
При
необходимости
заменить
также
уплотнительное
кольцо
(46).
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
93
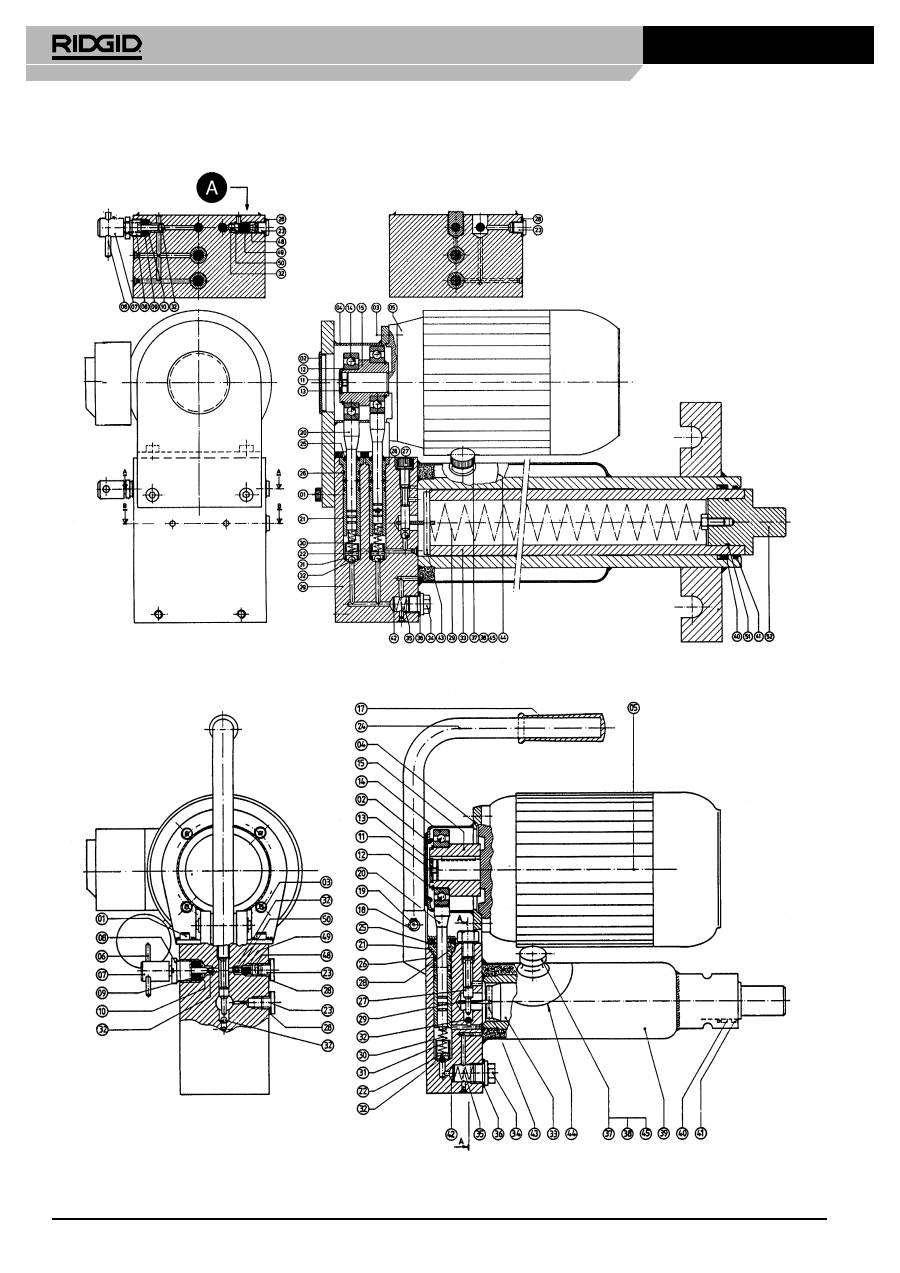
№
поз
.
Модель
3801/
3811
К
-
ВО
Модель
3802/
3812
К
-
ВО
Модель
3813
К
-
ВО
Модель
3814
К
-
ВО
Модель
3801 E
К
-
ВО
Модель
3802 E
3812 E
К
-
ВО
Модель
3813 E
К
-
ВО
Модель
3814 E
К
-
ВО
№
поз
.
Винт
01
21256
4
21256
4
21256
4
28256
4
01
Колпачок
02
21266
1
21266
1
21266
1
21266
1
02
Винт
03
21276
4
21276
4
21276
4
21276
4
03
Рабочий
корпус
04
21286
1
21286
1
21286
1
28736
1
04
Электродвигатель
05
См
.
табл
.
1
См
.
табл
. 1
См
.
табл
. 1
См
.
табл
. 1 05
Штифт
с
насечками
перепускного
винта
06 21126 1 21126
1 21126 1 21126 1 21126 1 21126
1 21126 1 21126
1
06
Перепускной
винт
07 21116 1 21116
1 21116 1 21116 1 21116 1 21116
1 21116 1 21116
1
07
Стопорная
гайка
перепускного
винта
08 21106 1 21106
1 21106 1 21106 1 21106 1 21106
1 21106 1 21106
1
08
Резиновое
уплотнительное
кольцо
09*
1
1 1 1 1
1 1
1
09
Медное
нижнее
кольцо
10*
2
2 2 2 2
2 2
2
10
Винт
11
21376
1
21376
2
21376
2
21376
2
11
Предохранительное
кольцо
12
21386
1
21386
1
21386
1
21386
1
12
Контргайка
13
21396
1
21396
1
21396
1
21396
1
13
Шариковый
подшипник
14
21406
1
21406
1
21406
1
21406
1
14
Эксцентрик
15
21416
1
21416
1
21416
1
28606
1
15
Рукоятка
16
20846
1
20846
1
20846
1
28726
1
16
Ручка
17*
1
1 1 1 1
1 1
17
Предохранительное
кольцо
18
21076
2
21076
2
21076
2
28746
2
21076
2
21076
2
21976
2
18
Штифт
с
насечками
19
21066
1
21066
1
21066
1
28516
1
21066
1
21066
1
21066
1
19
Поршень
пресса
20
20866
1
20866
1
20866
1
28596
1
21466
1
21466
1
21466
1
21466
2
20
Корпус
поршня
пресса
21
21476
1
21476
1
21476
1
21476
2
21
Штифт
с
насечками
диам
. 4
х
16 22
21486
1
21486
1
21486
1
21486
2
22
Заглушка
клеммы
G 1/4”
23
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
2
23
Скоба
для
переноски
24
21426
1
21426
1
21426
1
24
Маслосъемное
кольцо
поршня
пресса
25*
1
1 1 1 1
1 1
2
25
Кольцо
круглого
сечения
26*
2
2 2
4
26
Предохранительный
винт
стяжной
пружины
27
20916
1
20916
1
20916
1
28636
1
21526
1
21526
1
21526
1
28866
2
27
Кольцевая
уплотняющая
прокладка
PP 45 B
28*
2
2
2
2
3
3
3
4
28
Стяжная
пружина
1 1/4”
29
21166
1
21176
1
21176
1
28496
1
21166
1
21176
1
21176
1
28496
1
29
Нажимная
пружина
30
20896
1
20896
1
20896
1
28476
1
21536
1
21536
1
21536
1
21536
2
30
Конусное
седло
шарика
31
21546
1
21546
1
21546
1
21546
2
31
Шарик
5/16”
32*
3
3 3 3 4
4 4
6
32
Поршень
1 1/4”
33
21186
1
21196
1
21206
1
28586
1
21186
1
21196
1
21206
1
28586
1
33
Клемма
G 1/2”
34
21026
1
21026
1
21126
1
21026
1
21026
1
21026
1
21026
1
21026
1
34
Нажимная
пружина
фильтра
35
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
35
Кольцевая
уплотняющая
прокладка
PP 45 D
36*
1
1
1
1
1
1
1
1
36
Колпачок
наполнительного
отверстия
37
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
37
Пробковое
уплотнительное
кольцо
колпачка
наполнительного
отверстия
38*
1
1 1 1 1
1 1
1
38
Корпус
насоса
39
1
1
1
1
1
1
1
1
39
Уплотнительное
кольцо
1 1/4” 40*
20996
1
21006
1
21016
1
28466
1
20996
1
21006
1
21016
1
28466
1
40
Маслосъемное
кольцо
41*
1
1 1 1 1
1
1
1
41
Фильтр
42*
1
1
1
1
1
1
1
1
42
Штифт
стяжной
пружины
43
21136
1
21146
1
21156
1
28556
1
21136
1
21146
1
21156
1
28556
1
43
Диск
44
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
44
Гидравлическая
жидкость
(2,5
л
)
45
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
45
Уплотнительное
кольцо
46*
1
1
1
1
46
Штифт
уплотнительного
£
кольца
47
20886
1
20866
1
20866
1
20886
1
47
Пробка
предохранительного
клапана
48
28576
1
28576
1
28576
1
28576
1
48
Пружина
49
28486
24
28486
24
28486
24
28486 24 49
Конусное
седло
шарика
50
28626
1
28626
1
28626
1
28626
1
50
Кольцо
круглого
сечения
51*
28426
1
28426
1
51
Заглушка
поршня
4”
52
28616
1
28616
1
52
Комплект
уплотнений
(
в
том
числе
с
поз
.,
указанными
*)
21906
21916
21926
33226
21936
21946
21956
33236
Электродвигатель
110
В
, 1
фаза
28276
Конденсатор
230
В
= 40
мкФ
34306
Переключатель
110
В
57786
230
В
, 1
фаза
21316
110
В
= 110
мкФ
34316
230
В
1
фаза
57776
400
В
, 3
фазы
21306
400
В
3
фазы
57766
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
94
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
95
Принадлежности
3802
3812
3813
Крепление
на
180°
22366
22346
22356
См
.
гибочные
формирователи
40 x 8
мм
Крепление
стержня
22446
22436
22456
См
.
ниже
для
формирователей
Регулировка
рабочего
хода
3801 E / 3811 E2
3802 E / 12 E / 13 E
3814-E
220
В
360
В
115
В
26896
26906
35116
26916
26926
34916
29126
29116
35726
Радиус
(
мм
)
60
70
80
90
100
110
120
130
40 x 8
мм
Стержнегибочные
формирователи
22466 22476 22486 22496 22506 22516 22526 22536
Гибочные
формирователи
Номинальный
размер
Наружный
диам
.
мм
Стандартные
формирователи
Котловая
труба Изгибы
на
180°
Радиус №
по
кат
.
Радиус №
по
кат
.
Радиус №
по
кат
.
1/4
13,5 60
28286
130
22376
3/8
17,2
45
21806
18
18 60
27816
20
20 70
27826
1/2
21,3
50
21816
110
22236
130
22386
22
22 80
27836
25
25 115
22116
3/4”
26,9
65
21826
137
22246
130
22396
28
28 70
35066
30
30 140
22126
32
32 140
22136
1
33,7 100 21836
190 22256 130 22406
35
35
100
35076
38
38
170
22146
40
40
125
35086
42
42
125
35096
1 1/4”
42,4
130
21846
220
22266
130
22416
44,5
44,5
190
22156
1 1/2
48,3
160
21856
220
22166
140
22426
50
50
140
35106
51
51
220
22176
57
57
250
22186
2
60,3
220
21866
270
22196
190
28766
63,5
63,5
270
22206
70
70
315
22216
2 1/2
76,1
320
21876
420
22226
3
88,9
380
21886
4
114,3
600
28756
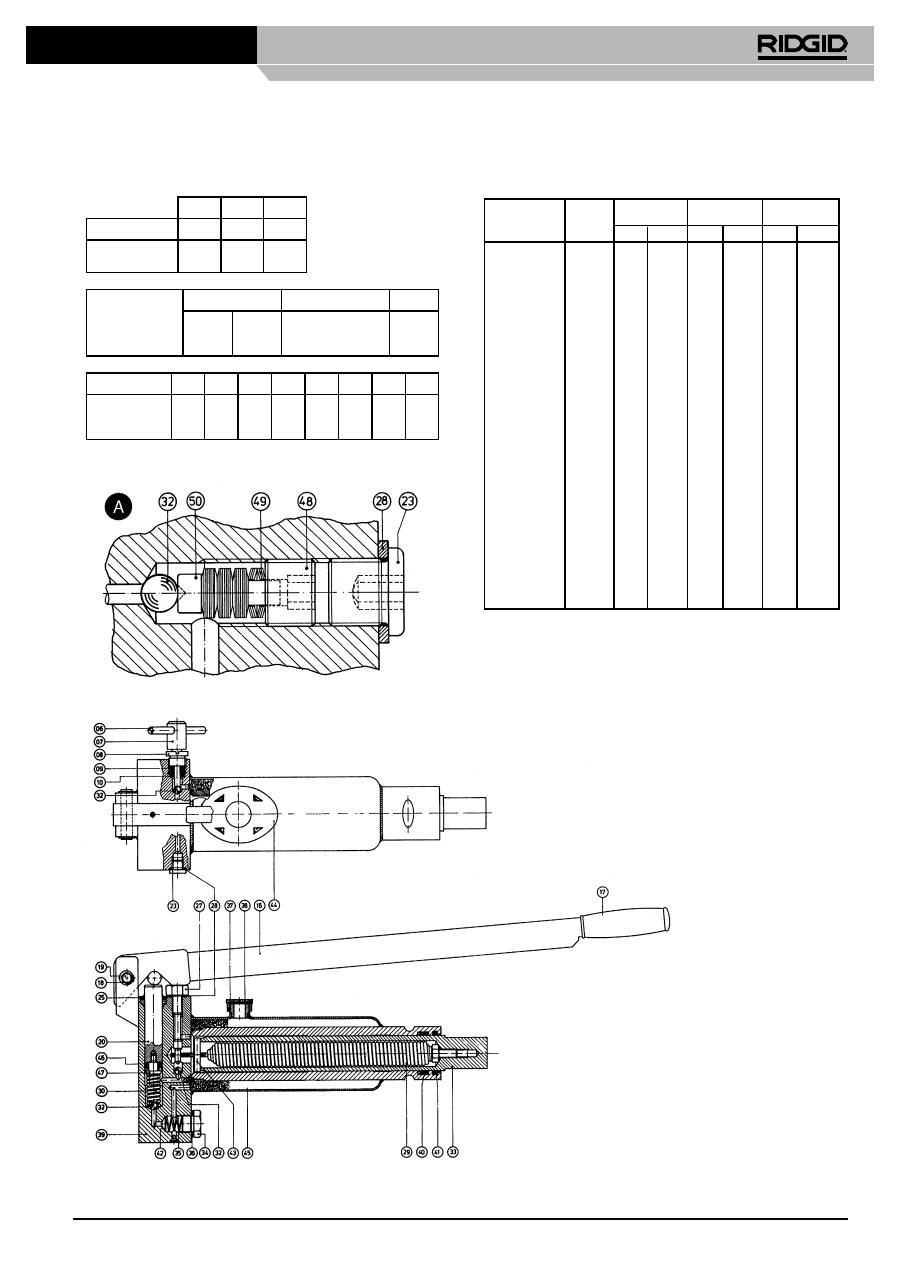
УЗЕЛ
РЕГУЛИРОВОЧНОГО
КЛАПАНА
МАКСИМАЛЬНОГО
ДАВЛЕНИЯ
ЭЛЕКТРОГИДРАВЛИЧЕСКИХ
НАСОСОВ
МАКСИМАЛЬНОЕ
ДАВЛЕНИЕ
420
АТМ

RID 890950014-41
Ridge Tool Europe
Research Park Haasrode, Interleuvenlaan 50, 3001 Leuven
Belgium
Phone.: + 32 (0)16 380 280
Fax: + 32 (0)16 380 381
www.ridgid.eu
Tools For The Professional
TM
Оглавление
- Operating Instructions
- Bedienungsanleitung
- Instructions d’utilisation
- Gebruiksaanwijzing
- Istruzioni operative
- Instrucciones de uso
- Instruções de Funcionamento
- Driftsinstruktioner
- Betjeningsvejledning
- Brukerveiledning
- Käyttöohjeet
- Upute za rukovanje
- Instrukcja obs ł ugi
- Instruc ţ iuni de exploatare
- Návod k obsluze
- Használati útmutató
- Οδηγίες λειτουργίας
- Инструкция по эксплуатации
