Ridgid 3814 (E): Instrucciones de uso
Instrucciones de uso: Ridgid 3814 (E)
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
27
¡ATENCIÓN! Antes de utilizar esta herra-
mienta, lea las instrucciones y el folle-
to de seguridad que la acompaña. Si no
está seguro de cualquier cuestión relacionada
con la utilización de esta herramienta, consulte
a su distribuidor RIDGID para obtener más infor-
mación.
El no respeto de estas consignas puede dar lugar
a descargas eléctricas, incendios o lesiones
graves.
¡CONSERVE ESTAS INSTRUCCIONES!
Montaje
1. a. Máquinas de 1 1/4”, 2” y 3”.
Coloque el armazón de curvado con sus soportes en el suelo y haga
pasar el anillo por encima de la parte delantera del cilindro de la
bomba.
Coloque la abrazadera en U en los ori
fi
cios del bloque de anillos
del armazón de curvado. De esta forma, el cilindro de la bomba y el
armazón de curvado del tubo estarán
fi
jados en la posición correcta.
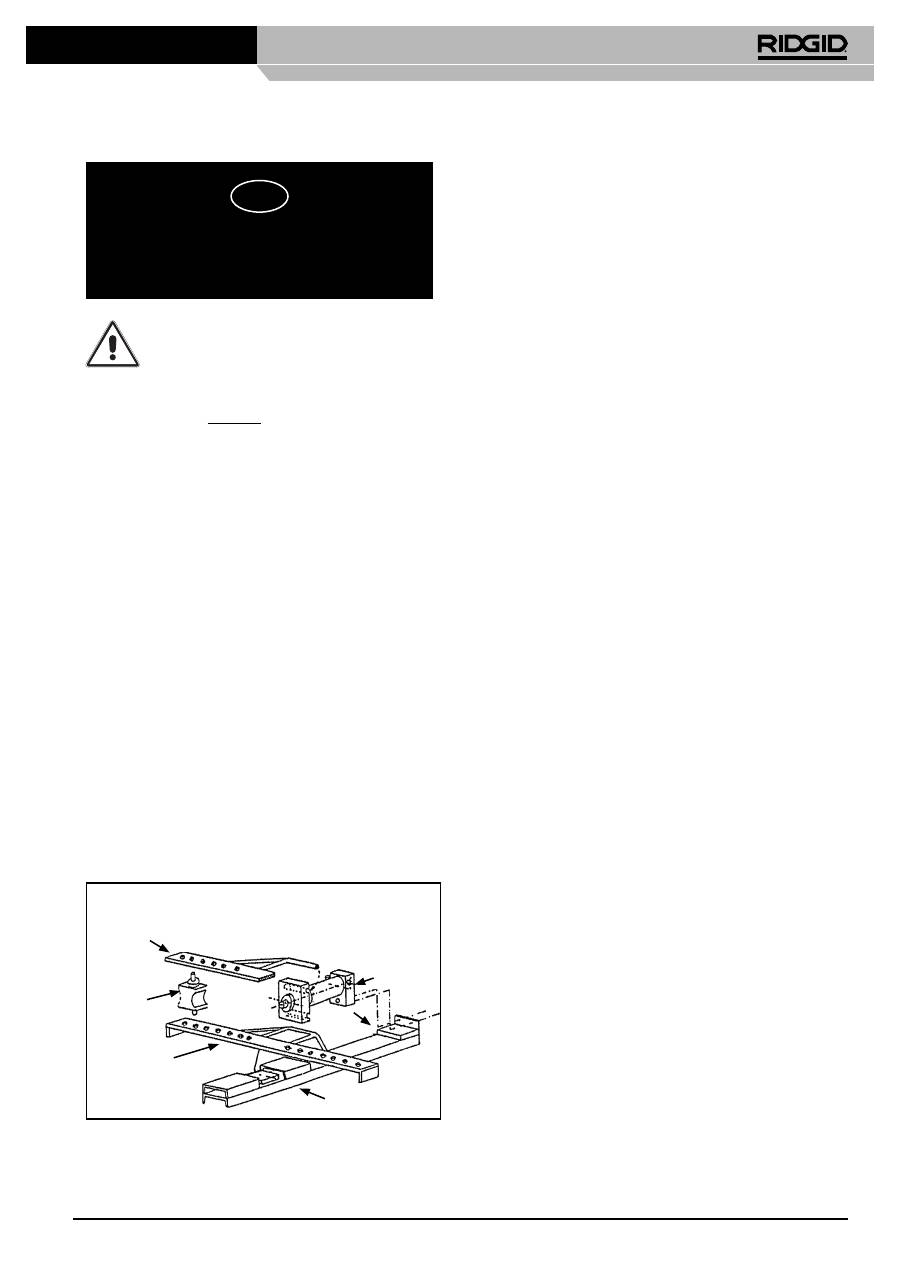
1. b. Máquina de 4”.
- Coloque el soporte base en el suelo.
- Coloque el travesaño inferior en el soporte base.
- Coloque la bomba de curvado en el soporte base, cuelgue el
travesaño inferior en la bomba y
fi
je la bomba en la parte posterior
con dos pernos M10.
- Coloque los soportes de las esquinas y, si es necesario, el molde
de curvado que esté utilizando, en el travesaño inferior.
- Coloque el travesaño superior en los soportes de las esquinas y
cuélguelo en la bomba.
- Introduzca las cuñas de
fi
jación a través de los travesaños y los
soportes de las esquinas.
MONTAJE DE LA MÁQUINA DE 4”
Bomba de 4”
Travesaño superior
Soporte de
esquina con
cuñas de
fi
jación
Travesaño inferior
Soporte base
2. Monte un molde de curvado según el diámetro del tubo que se
dispone a curvar, en la parte superior del vástago. Los soportes
de las esquinas deben estar situados entre el armazón de curvado
o encima de él y apretados por medio de cuñas de
fi
jación. Los
ori
fi
cios del armazón permiten ajustar los soportes de las esquinas a
los diámetros exteriores deseados. Dichos ori
fi
cios están marcados
convenientemente. Asegúrese de que las cuñas de
fi
jación de los
soportes de las esquinas están bien encajadas en ambos travesaños
o a través del armazón de curvado para evitar cualquier daño.
Curvado
1. El tapón de rellenado está agujereado para permitir la salida del aire.
Este tapón debe estar siempre herméticamente cerrado cuando se
desplace la máquina curvadora, pero ligeramente suelto cuando la
máquina esté en funcionamiento.
2. Antes de efectuar una operación de curvado, engrase levemente el
tubo. De esta forma, el tubo se deslizará entre los soportes de las
esquinas y el molde de curvado. El husillo de seguridad debe estar
herméticamente cerrado. La bomba se pone en funcionamiento
moviendo la empuñadura de arriba a abajo. El vástago se desplaza
hacia fuera y se produce la curvadura del tubo. Prosiga con la
operación de curvado hasta alcanzar la curvadura deseada pero sin
exceder la del molde de curvado. Recuerde que el tubo retrocederá
un poco, según la calidad. La experiencia del usuario será de gran
ayuda en estos casos.
3. En cuanto el tubo alcance la forma pretendida, a
fl
oje el husillo de
seguridad y el vástago se retirará automáticamente. Desconecte
uno de los soportes de las esquinas para poder extraer el tubo. Los
modelos equipados con armazón abierto permiten una extracción del
tubo más fácil, especialmente los trozos largos con varios codos, lo
que hace ahorrar una cantidad considerable de tiempo.
4. En caso de curvadura excesiva, esta puede corregirse mediante el
enderezador. En tal caso, debe retirarse el vástago y girar el tubo
hacia los soportes de las esquinas. A continuación, se colocará el
enderezador en la parte superior del vástago y se presionará la
parte curvada hasta que alcance la forma deseada. En las máquinas
curvadoras de 1 1/4”, las curvaduras de 90° no pueden corregirse
normalmente. Lo mismo ocurre con las máquinas de 3” para tubos de
2 1/2” y 3”, y las de 4” para tubos de 3” y 4”.
5. Sólo para modelos de 3” y 4”.
Al efectuar operaciones de curvado de tubos de 2 1/2”, 3” y 4”, debe
aplicarse un pistón extensible al vástago cuando la curvadura supere
los 75°. La carrera del vástago no es su
fi
ciente para curvar 90° en
una sola operación.
6. Máquinas curvadoras de tubos electrohidráulicos de 1 1/4”, 2”, 3” y 4”.
Las máquinas curvadoras de tubos electrohidráulicos están equipadas
con un motor monofásico de 115 V, 220 V, CA o un motor trifásico
de 380 V. Ambos tipos tienen un interruptor especial de seguridad.
Una vez en funcionamiento, el movimiento del vástago se controla
mediante un husillo de seguridad que puede abrirse o cerrarse.
El motor no necesita detenerse. Asimismo, la máquina dispone
igualmente de una válvula de seguridad a presión, incorporada en
fábrica, que permite curvar tubos de pared (tuberías de vapor) sin
ningún problema. La válvula de seguridad a presión está situada
en el alojamiento de la bomba y sólo puede con
fi
gurarse con un
manómetro.
Curvado de tubos en U de 180°
Para operaciones de curvado de este tipo se requieren accesorios
adicionales que pueden obtenerse previa solicitud.
Montaje
1. Consulte la sección de montaje de máquinas curvadoras.
2. El molde de curvado (180°), según el tamaño del tubo a curvar,
se coloca en el vástago. A continuación, se ajustan las placas
(armazones de reserva) con 3 rodillos (diábolos) entre los armazones
o en los mismos. Las cuñas de
fi
jación para los soportes de las
esquinas se colocan en los ori
fi
cios de 1 1/4” a través del dispositivo
de bloqueo central, se saca el diábolo extraíble y se introduce el
tubo a curvar. En este punto, el tubo debe tocar el diábolo central por
un lado y el molde de curvado de 180° por el otro. A partir de ahora
puede proceder con el curvado.
ES
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Instrucciones de uso

3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
28
Curvado
1. Consulte la sección de curvado.
2. Si el curvado supera los 90°, el vástago debe retrocederse a
fl
ojando
el husillo de seguridad. Ajuste los diábolos extraíbles y curve hasta
180°. Para sacar el tubo curvado, consulte la sección de Curvado.
Mantenimiento
La máquina de curvado viene con el depósito de aceite lleno. No obstante,
compruebe periódicamente el nivel de aceite para evitar que la carrera del
vástago se acorte demasiado. El aceite debe estar siempre al nivel de la
parte inferior del tapón de llenado. Si es necesario añadir aceite, utilice sólo
aceite hidráulico.
Precaución
1. Asegúrese de que los soportes de las esquinas estén siempre
ajustados simétricamente en los ori
fi
cios, de acuerdo con el tamaño
del tubo a curvar. Si no están colocados correctamente, puede
curvarse el vástago en lugar del tubo y dañarse seriamente la
máquina.
2. Procure también que las cuñas de
fi
jación de los soportes de las
esquinas estén bien encajadas en los ori
fi
cios del travesaño superior
e inferior del armazón de curvado, y a lo largo del armazón de
curvado abierto.
3. El vástago no debe apartarse más allá de la ranura.
Posibles fallos y soluciones
Los números entre paréntesis se re
fi
eren a las máquinas eléctricas.
FALLO
CAUSA POSIBLE
SOLUCIÓN
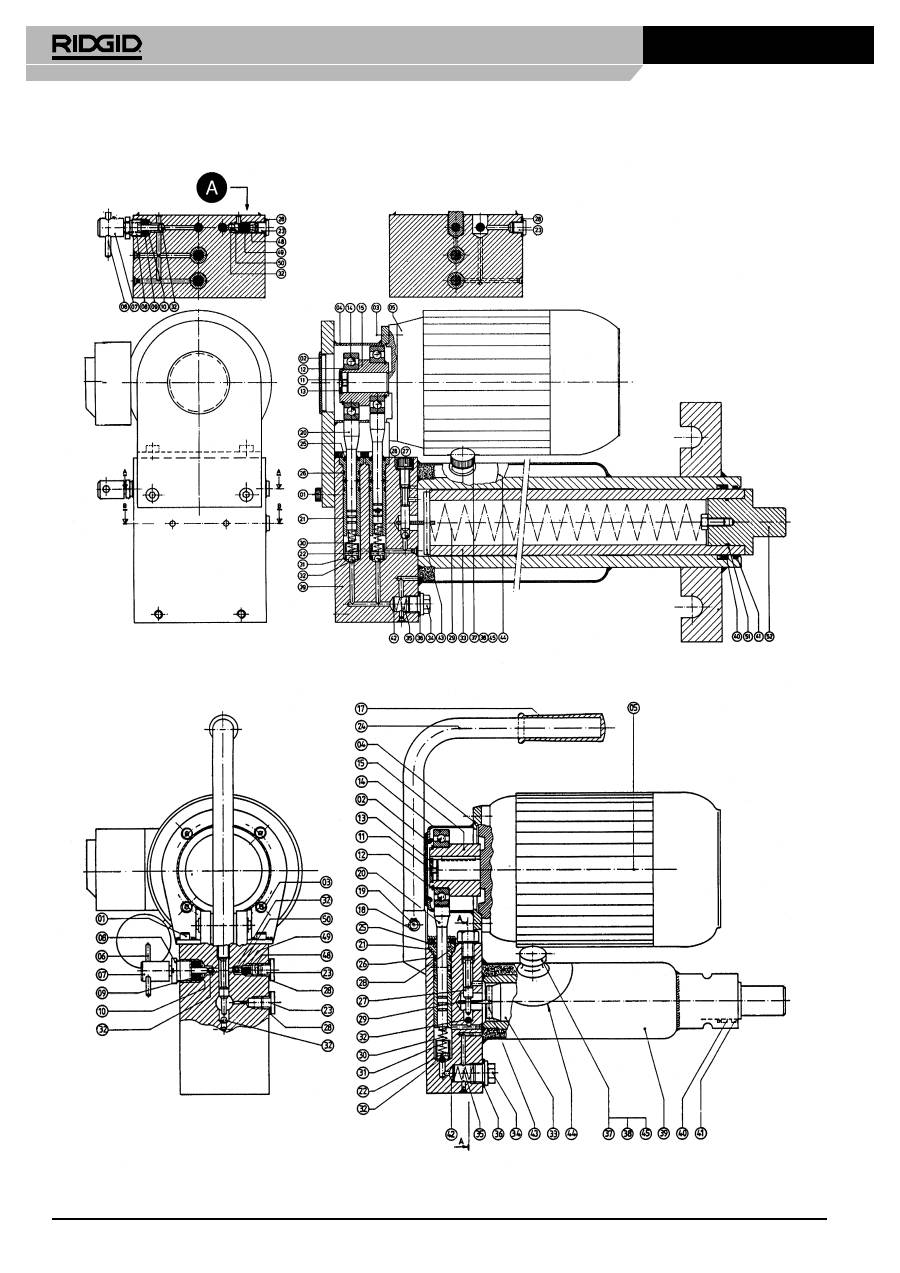
1. El vástago (33) no
puede apartarse
su
fi
cientemente.
a. El tapón de llenado (37) no está su
fi
cientemente
a
fl
ojado.
b. El depósito de aceite no está su
fi
cientemente lleno.
c. El ori
fi
cio de ventilación del tapón de llenado (37)
está bloqueado.
a. A
fl
oje el tapón de llenado (37) 1 vuelta o 1 y media.
Siempre que mueva la máquina, asegúrese de que el tapón de
llenado está herméticamente cerrado.
b. Llene el depósito de aceite hasta que el aceite esté al nivel de la
parte inferior del tapón. El vástago no debe bombearse más allá
de la ranura.
c. Limpie el ori
fi
cio de ventilación.
2. El vástago (33) no
puede apartarse en
absoluto.
a. El husillo de seguridad (7) no está su
fi
cientemente
apretado.
b. La bola (32) no se bloquea al presionar; es posible
que el cono de la bola esté sucio.
c. El
fi
ltro (42) y/o el conducto de suministro están
atascados.
a. Apriete el husillo de seguridad.
b1. Limpie el cono debajo de la bola (32).
Si es necesario, golpee la bola en el cono para encajarla bien.
b2. Póngase en contacto con su proveedor.
c. Extraiga el perno de cierre (34). Limpie el
fi
ltro y el conducto de
suministro de aceite.
3. La presión del vástago
(33) es escasa o nula.
a. El husillo de seguridad (7) no está apretado.
b. Hay fuga de aceite hacia el depósito debido a la
suciedad entre el cono y la bola (32) del husillo de
seguridad (7).
c. La bola (32) no se bloquea debido a la suciedad
del cono.
d. Hay una fuga en la junta de debajo del tornillo de
seguridad para el muelle de tracción (27).
e. Hay una fuga en la junta (40).
f. Hay una fuga en la junta (46).
a. Apriete el husillo de seguridad.
b. Suelte el husillo de seguridad (7), la tuerca roscada (9), la junta
(9) y los anillos inferiores (10). Limpie el cono de la bola (31).
Consulte el punto 2b1 (si fuera necesario, póngase en contacto
con su proveedor).
c. A
fl
oje el tornillo de seguridad del muelle de tracción (27) y tire del
vástago unos 2 cm (1”). Consulte el punto 2b1
d. Apriete este tornillo y, si es necesario, sustituya la junta (28).
e. Sustituya la junta. Asegúrese de que está bien cerrada. Para
soltar el vástago, consulte el punto 3c.
f. Sustituya la junta.
4. La empuñadura de la
bomba (16) no vuelve a
subir.
a. El muelle de presión (30) está dañado.
a. Sustituya el muelle de presión.
5. El vástago (33) no
retrocede al a
fl
ojarse el
husillo de seguridad.
a. El muelle de tracción (29) está dañado.
b. El vástago (33) está torcido. Esto sólo ocurre
cuando los soportes de las esquinas no están
colocados simétricamente.
a. Sustituya el muelle de tracción. Póngase en contacto con su
proveedor.
b. Póngase en contacto con su proveedor.
6. Fugas de aceite del
vástago de la prensa
(20).
a. Hay una fuga en la junta de arrastre (41).
a. Sustituya la junta de arrastre. Si es necesario, sustituya también
la junta (46).
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
29
Pos. n°.
Modelo
3801/
3811
CANT.
Modelo
3802/
3812
CANT.
Modelo
3813
CANT.
Modelo
3814
CANT.
Modelo
3801 E
CANT.
Modelo
3802 E
3812 E
CANT.
Modelo
3813 E
CANT.
Modelo
3814 E
CANT.
Pos. n°.
Tornillo
01
21256 4 21256 4 21256 4 28256 4
01
Tapón
02
21266 1 21266 1 21266 1 21266 1
02
Tornillo
03
21276
4
21276
4
21276
4
21276
4
03
Caja de transmisión
04
21286
1
21286
1
21286
1
28736
1
04
Electromotor
05
Ver tabla
1 Ver tabla
1
Ver tabla
1
Ver tabla
1
05
Pasador de muescas para
husillo de seguridad
06
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
06
Husillo
de
seguridad
07 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 07
Tuerca roscada para
husillo de seguridad
08
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
08
Junta de goma
09*
1
1
1
1
1
1
1
1
09
Anillo inferior de cobre
10*
2
2
2
2
2
2
2
2
10
Tornillo
11
21376
1
21376
2
21376
2
21376
2
11
Anillo de seguridad
12
21386
1
21386
1
21386
1
21386
1 12
Contratuerca
13
21396
1
21396
1
21396
1
21396
1 13
Cojinete de bolas
14
21406
1
21406
1
21406
1
21406
1 14
Excéntrico
15
21416
1
21416
1
21416
1
28606
1 15
Palanca manual
16
20846
1
20846
1
20846
1
28726
1
16
Empuñadura
17*
1 1 1 1
1
1 1
17
Anillo de seguridad
18
21076
2
21076
2
21076
2
28746
2
21076
2
21076
2
21976
2
18
Pasador de muescas
19
21066
1
21066
1
21066
1
28516
1
21066
1
21066
1
21066
1
19
Vástago de la prensa
20
20866
1
20866
1
20866
1
28596
1
21466
1
21466
1
21466
1
21466
2 20
Alojamiento del vástago
de la prensa
21
21476
1
21476
1
21476
1
21476
2 21
Diámetro del pasador
de muescas 4 x16
22
21486
1
21486
1
21486
1
21486
2 22
Tapón de terminal G 1/4”
23
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
2 23
Horquilla portadora
24
21426
1
21426
1
21426
1
24
Junta de arrastre para
vástago de prensa
25*
1
1
1
1
1
1
1
2
25
Junta
tórica
26*
2
2 2 4
26
Tornillo de seguridad para
muelle de tracción
27
20916
1
20916
1
20916
1
28636
1
21526
1
21526
1
21526
1
28866
2 27
Junta PP 45 B
28*
2
2
2
2
3
3
3
4
28
Muelle de tracción 1 1/4”
29
21166
1
21176
1
21176
1
28496
1
21166
1
21176
1
21176
1
28496
1 29
Muelle de empuje
30
20896
1
20896
1
20896
1
28476
1
21536
1
21536
1
21536
1
21536
2 30
Cono de bola
31
21546
1
21546
1
21546
1
21546
2 31
Bola
5/16”
32*
3 3 3 3
4
4 4 6
32
Vástago1 1/4”
33
21186
1
21196
1
21206
1
28586
1
21186
1
21196
1
21206
1
28586
1 33
Tapón G 1/2”
34
21026
1
21026
1
21126
1
21026
1
21026
1
21026
1
21026
1
21026
1 34
Muelle de empuje para el
fi
ltro 35
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1 35
Junta PP 45 D
36*
1
1
1
1
1
1
1
1
36
Tapón de llenado
37
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
37
Junta de corcho para el
tapón de llenado
38*
1
1
1
1
1
1
1
1
38
Cuerpo de la bomba
39
1
1
1
1
1
1
1
1 39
Junta 1 1/4”
40*
20996
1
21006
1
21016
1
28466
1
20996
1
21006
1
21016
1
28466
1 40
Junta de arrastre
41*
1
1
1
1
1
1
1
1
41
Filtro
42*
1
1 1 1
1
1 1 1
42
Pasador para muelle
de tracción
43
21136
1
21146
1
21156
1
28556
1
21136
1
21146
1
21156
1
28556
1 43
Disco
44
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1 44
Líquido hidráulico (2,5 l)
45
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1 45
Junta de la prensa
46*
1
1
1
1
46
Pasador para la junta
de la prensa
47
20886
1
20866
1
20866
1
20886
1
47
Tapón para válvula
de seguridad
48
28576
1
28576
1
28576
1
28576
1 48
Muelle
49
28486
24
28486
24
28486
24
28486
24 49
Cono de bola
50
28626
1
28626
1
28626
1
28626
1 50
Junta tórica
51*
28426
1
28426
1 51
Tapón para vástago de 4”
52
28616
1
28616
1 52
Kits de sellado
(incluyen artículos con *)
21906
21916
21926
33226
21936
21946
21956
33236
Motor 110V 1Ø
28276
Condensador 230V = 40
μ
F
34306
Interruptor 110V
57786
230V 1Ø
21316
110V = 110
μ
F
34316
230V
1Ø
57776
400V 3Ø
21306
400V
3Ø
57766
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
30
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
31
Accesorios
3802
3812
3813
Acoplamiento de 180°
22366
22346
22356
Ver moldes de curvado
40 x 8 mm
Acoplamiento de barra
22446
22436
22456
Ver abajo para moldes
Ajuste de
la carrera
3801 E / 3811 E2
3802 E / 12 E / 13 E
3814 E
220 V
360 V
115 V
26896
26906
35116
26916
26926
34916
29126
29116
35726
Radio (mm)
60
70
80
90
100
110
120
130
40 x 8 mm
Moldes de barra
22466 22476 22486 22496 22506 22516 22526 22536
Moldes de curvado
Tamaño
nominal
Diámetro
exterior
mm
Moldes estándar
Tubo de caldera
Curvaduras de 180 gr.
Radio N° de cat. Radio N° de cat. Radio
N° de cat.
1/4
13,5
60 28286
130 22376
3/8
17,2
45 21806
18
18
60 27816
20
20
70 27826
1/2
21,3
50 21816 110 22236 130 22386
22
22
80 27836
25
25
115 22116
3/4” 26,9 65 21826 137 22246 130
22396
28
28
70 35066
30
30
140 22126
32
32
140 22136
1
33,7 100 21836
190 22256 130 22406
35
35
100
35076
38
38
170
22146
40
40
125
35086
42
42
125
35096
1 1/4”
42,4
130
21846
220
22266
130
22416
44,5
44,5
190
22156
1 1/2
48,3
160
21856
220
22166
140
22426
50
50
140
35106
51
51
220
22176
57
57
250
22186
2
60,3
220
21866
270
22196
190
28766
63,5
63,5
270
22206
70
70
315
22216
2 1/2
76,1
320
21876
420
22226
3
88,9
380
21886
4
114,3
600
28756
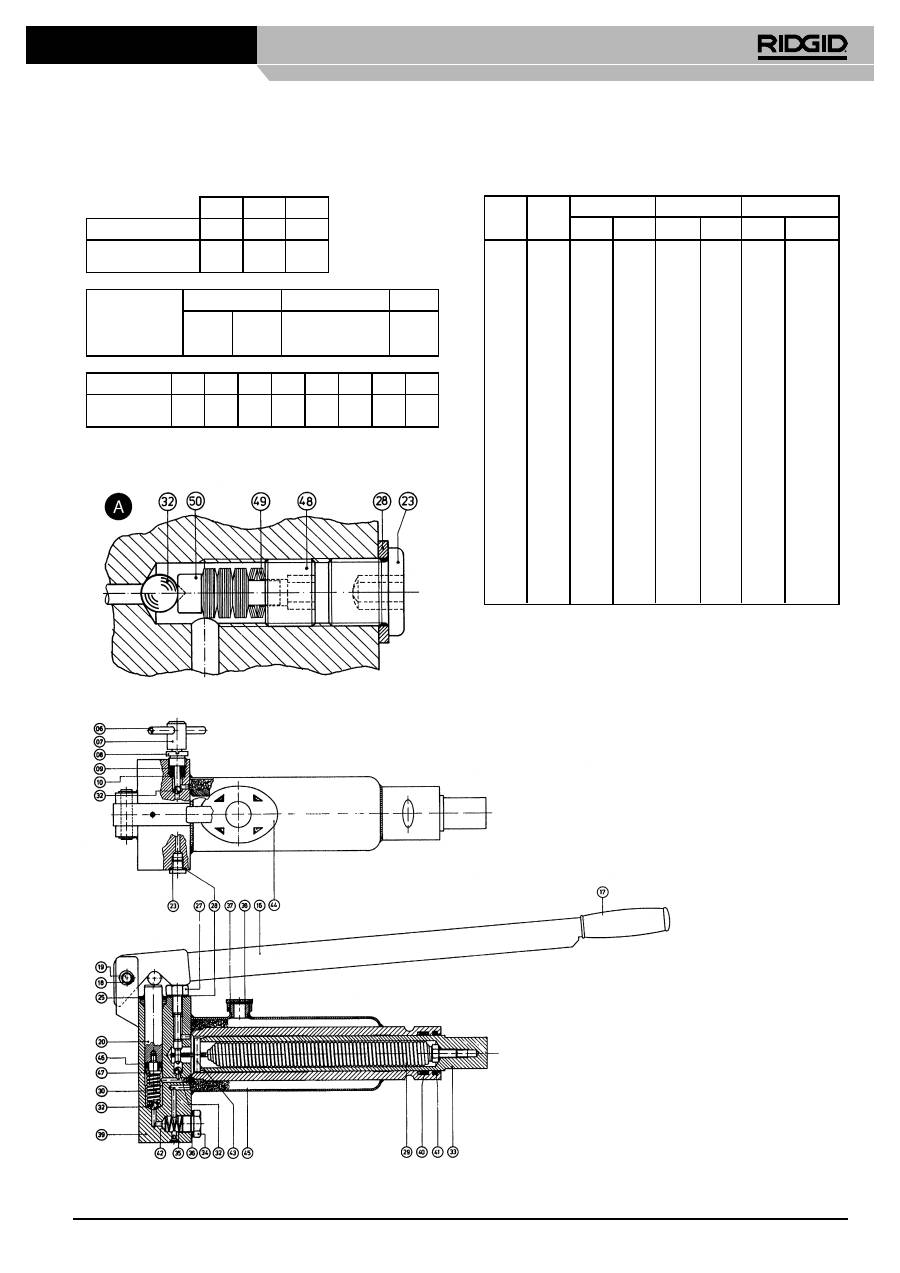
DETALLE DE BOMBAS
ELECTROHIDRÁULICAS
DE VÁLVULA PRESIÓN MÁXIMA
PRESIÓN MÁXIMA 420 ATO
Оглавление
- Operating Instructions
- Bedienungsanleitung
- Instructions d’utilisation
- Gebruiksaanwijzing
- Istruzioni operative
- Instrucciones de uso
- Instruções de Funcionamento
- Driftsinstruktioner
- Betjeningsvejledning
- Brukerveiledning
- Käyttöohjeet
- Upute za rukovanje
- Instrukcja obs ł ugi
- Instruc ţ iuni de exploatare
- Návod k obsluze
- Használati útmutató
- Οδηγίες λειτουργίας
- Инструкция по эксплуатации
