Ridgid 3814 (E): Instruções de Funcionamento
Instruções de Funcionamento: Ridgid 3814 (E)
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
32
AVISO! Antes de utilizar este
equipamento, leia cuidadosamente estas
instruções e o folheto de segurança
em anexo. Se tiver dúvidas acerca de qualquer
aspecto de utilização desta ferramenta, contacte
o seu distribuidor RIDGID para obter mais
informações.
O facto de não compreender e não cumprir todas
as instruções pode provocar choque eléctrico,
incêndio e/ou ferimentos pessoais graves.
GUARDE ESTAS INSTRUÇÕES!
Montagem
1. a. Máquinas de 1 1/4”, 2” e 3”.
Coloque a estrutura de dobragem nos respectivos suportes no chão e
faça deslizar o anel para a frente do cilindro de bomba.
Coloque o suporte em U através dos orifícios no bloco de anel
da estrutura de dobragem. O cilindro de bomba e a estrutura de
dobragem de tubos estão
fi
nalmente
fi
xados na posição correcta.
1. b. Máquina de 4”.
- Coloque a viga da base no chão.
- Coloque a aba inferior na viga da base.
- Coloque a bomba de dobragem na viga da base, prenda a aba
inferior na bomba e
fi
xe a bomba na parte traseira com dois
parafusos M10.
- Coloque os suportes de canto e, onde for necessário, posicione o
moldador de dobragem que vai utilizar na aba inferior.
- Insira a aba superior nos suportes de canto e prenda-a à bomba.
- Aplique as cavilhas de
fi
xação nas abas e nos suportes de canto.
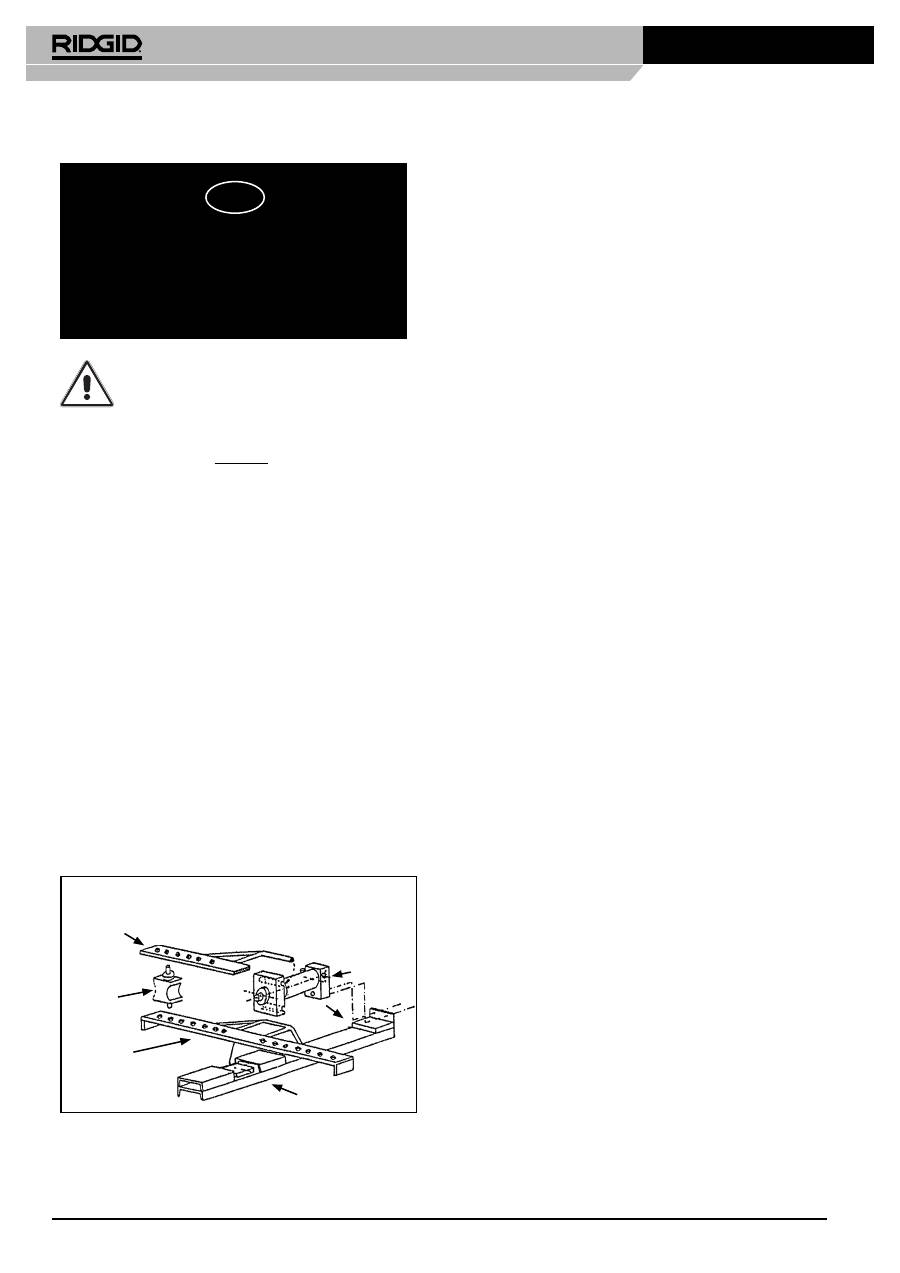
MONTAGEM DA MÁQUINA DE 4”
Bomba de 4”
Aba superior
Suporte de
canto com
cavilhas de
fi
xação
Aba inferior
Viga da base
2. Monte um moldador de dobragem de acordo com o diâmetro do tubo
a ser dobrado na parte superior do pistão. Os suportes de canto
devem ser colocados entre a estrutura de dobragem ou na própria
estrutura. São apertados com as cavilhas de
fi
xação. Os orifícios
na estrutura permitem que os suportes de canto sejam ajustados
nos diâmetros exteriores pretendidos. Os orifícios estão marcados
de modo adequado. Certi
fi
que-se de que as cavilhas de
fi
xação dos
suportes de canto estão devidamente colocadas nas duas abas ou na
estrutura de dobragem para evitar danos.
Dobragem
1. A cápsula de enchimento é perfurada para que haja libertação de ar.
Sempre que a máquina de dobragem for transportada, esta cápsula
de enchimento deverá ser bem fechada, no entanto, deverá ser
ligeiramente aliviada quando estiver em funcionamento.
2. Antes da dobragem, o tubo deve ser ligeiramente lubri
fi
cado.
Em seguida, faça o tubo deslizar entre os suportes de canto e o
moldador de dobragem. O eixo de descarga deve ser bem travado.
Ao movimentar o manípulo para cima e para baixo a máquina é posta
em funcionamento. O pistão desloca-se para fora e o tubo é dobrado.
A operação de dobragem deverá continuar até que se alcance a
curvatura desejada, nunca para além da curvatura do moldador de
dobragem. É necessário não esquecer que o tubo vai deformar de
acordo com a sua qualidade. Isso determina-se pela experiência.
3. Assim que o tubo alcançar a forma desejada, solte o eixo de descarga
e o pistão recolhe-se automaticamente. Separe um dos suportes de
canto e o tubo poderá ser retirado. Os modelos equipados com uma
estrutura aberta têm a vantagem do tubo dobrado poder ser retirado
mais facilmente, sobretudo partes de tubo compridas com várias
curvaturas, poupando, desta forma, muito tempo.
4. Se a curvatura foi demasiado grande, poderá corrigir esta situação
utilizando o corrigida. O pistão deve ser invertido e o tubo deverá ser
virado contra os suportes de canto. O endireitador é colocado na parte
superior do pistão e a curvatura poderá ser corrigida para a posição
pretendida. Na máquina de dobrar de 1 1/4”, uma curvatura de 90º
não pode ser normalmente corrigida. Este caso também se aplica à
maquina de 3” para 2 1/2” e 3”, para a máquina de 4” para tubos de 3”
e 4”.
5. Apenas para o modelo de 3” e 4”.
Quando dobrar tubos de 2 1/2”, 3” e 4”, deverá ser aplicado ao pistão
um êmbolo de extensão sempre que o tubo tiver sido dobrado para
além dos 75º. A pancada do pistão não é su
fi
ciente para dobrar uma
curvatura de 90º de uma só vez.
6. Máquinas de dobrar tubos electro-hidráulicas de 1 1/4”, 2”, 3” e 4”.
As máquinas de dobrar tubos electro-hidráulicas estão equipadas com
um trifásico de 380 V ou com um motor monofásico de 115 V, 220 V
AC. O motor tem um interruptor de segurança especial. Quando o
motor estiver em funcionamento, o movimento do pistão é controlado
através de um eixo de descarga que tanto pode ser aberto como
fechado.
O motor não necessita de ser desligado. A máquina também inclui
uma válvula de pressão de segurança. Esta característica é preparada
na fábrica de forma que os tubos de parede grossa (tubo de vapor)
possam ser dobrados sem quaisquer problemas. A válvula de pressão
de segurança está localizada no invólucro da bomba e só pode ser
ajustada através de um manómetro.
Dobragem para Curvaturas de Gancho de 180°
Para este tipo de curvatura são necessários acessórios adicionais que
podem ser fornecidos a pedido.
PT
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Instruções de Funcionamento

3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
33
Montagem
1. Consultar a Montagem da máquina de dobrar.
2. O moldador de dobragem (180º) é colocado no pistão de acordo com
o tamanho do tubo a ser dobrado. Em seguida, as placas (estruturas
de reserva) com 3 rolos (diábolos) são ajustados entre ou dentro da
estrutura. As cavilhas de
fi
xação para os suportes de canto devem ser
colocadas nos orifícios 1 1/4 através do fecho central; o diábolo
amovível deverá ser retirado e o tubo a ser dobrado introduzido. O
tubo deve, nesta altura, tocar no diábolo central com um dos lados e o
molde da curvatura de 180° com o outro lado. A dobragem poderá,
então, ser iniciada.
Dobragem
1. Consultar a Dobragem.
2. Se a dobragem for superior a 90°, o pistão deverá ser invertido,
soltando o eixo de descarga. Ajuste os diábolos amovíveis e dobre até
aos 180°. Para retirar o tubo dobrado, ver Dobragem.
Manutenção
A máquina de dobrar é entregue com recipiente de óleo cheio. No entanto,
o nível de óleo deve ser veri
fi
cado com regularidade, caso contrário a
pancada do pistão tornar-se-á demasiado curta. O óleo deve estar sempre
nivelado com o fundo da cápsula de enchimento. Caso seja necessário
adicionar mais óleo, utilize óleo hidráulico.
Atenção
1. Certi
fi
que-se que os suportes de canto estão sempre ajustados
simetricamente nos orifícios, de acordo com o tamanho do tubo
que vai ser dobrado. Se não estiverem correctamente colocados, o
pistão pode ser dobrado em vez do tubo e a máquina
fi
ca seriamente
dani
fi
cada.
2. Veri
fi
que também se as cavilhas de
fi
xação dos suportes de canto
estão colocadas adequadamente nos orifícios das abas superior
e inferior da estrutura de dobragem, e totalmente posicionadas na
estrutura de dobragem aberta.
3. O pistão não deverá ser deslocado para além da marca da ranhura.
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
34
Avarias que podem ocorrer e a forma como podem ser solucionadas
Os números entre parênteses referem-se às máquinas eléctricas.
AVARIA
CAUSA POSSÍVEL
COMO CORRIGIR
1. O pistão (33) não se desloca o su
fi
ciente.
a. A cápsula de enchimento (37) não está
su
fi
cientemente solta.
b. O recipiente de óleo não está
su
fi
cientemente cheio.
c. A ventilação de ar na cápsula de
enchimento (37) está bloqueada.
a. Solte a cápsula de enchimento (37) cerca de 1 ou
1 1/2 voltas.
Quanto retirar a máquina tenha o cuidado de veri
fi
car
se a cápsula de enchimento está bem apertada.
b. Ateste o recipiente de óleo até que o nível atinja o
fundo da cápsula de enchimento. O pistão não deverá
ser elevado para além da marca da ranhura no pistão.
c. Limpe o orifício de ventilação de ar.
2. O pistão (33) não se desloca de forma
alguma.
a. O eixo de descarga (7) não está
su
fi
cientemente apertado.
b. A esfera (32) não bloqueia quando sob
pressão; possível sujidade no cone da
esfera.
c. O
fi
ltro (42) e/ou o canal de fornecimento
de óleo está obstruído.
a. Aperte o eixo de descarga.
b1. Limpe o cone da esfera debaixo da esfera (32).
Eventualmente, bata com a esfera no cone para
fi
car
mais apertado.
b2. Por favor, contacte o seu fornecedor.
c. Retire a cavilha de bloqueio (34). Limpe o
fi
ltro e o
canal de fornecimento de óleo.
3. O pistão (33) fornece pouca ou nenhuma
pressão.
a. O eixo de descarga (7) não está
su
fi
cientemente apertado.
b. Devido à sujidade entre o cone e a esfera
(32) do eixo de descarga (7), o óleo está a
verter de novo para o recipiente do óleo.
c. A esfera (32) não bloqueia por causa da
sujidade do cone.
d. A vedação debaixo do parafuso de
segurança da mola de puxar (27) está com
uma fuga.
e. A vedação (40) está com uma fuga.
f. A vedação de pressão (46) está com fuga.
a. Aperte o eixo de descarga.
b. Retire o eixo de descarga (7), a porca de anel (8),
a vedação (9) e os anéis do fundo (10). Limpe o
cone da esfera (31). Ver o ponto 2b1. (Caso seja
necessário contacte o seu fornecedor).
c. Retire o parafuso de segurança para a mola de puxar
(27) e retire o pistão cerca de 2 cm (1”). Ver o ponto
2b1.
d. Aperte este parafuso e, caso seja necessário,
substitua o anel da junta (28).
e. Substitua a vedação. Veri
fi
que se
fi
cou devidamente
trancada. Para retirar o pistão ver o ponto 3c.
f. Substitua a vedação.
4. O manípulo da bomba (16) não volta a subir. a. A mola de pressão (30) está dani
fi
cada.
a. Substitua a mola de pressão.
5. O pistão (33) não inverte quando o eixo de
descarga é solto.
a. A mola de puxar (29) está dani
fi
cada.
b. O pistão (33) está dobrado. Esta situação
apenas pode acontecer devido à colocação
assimétrica dos suportes de canto.
a. Substitua a mola de puxar. Por favor, contacte o seu
fornecedor.
b. Por favor, contacte o seu fornecedor.
6. Fugas de óleo do pistão de pressão (20).
a. A vedação do raspador (41) está com fuga. a. Substitua a vedação do raspador. Caso seja
necessário, substitua também a vedação (46).
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
35
Pos. n.º
Modelo
3801/
3811
QTD.
Modelo
3802/
3812
QTD.
Modelo
3813
QTD.
Modelo
3814
QTD.
Modelo
3801 E
QTD.
Modelo
3802 E
3812 E
QTD.
Modelo
3813 E
QTD.
Modelo
3814 E
QTD.
Pos. n.º
Parafuso
01
21256
4
21256
4
21256
4
28256
4
01
Cápsula de cobertura
02
21266
1
21266
1
21266
1
21266
1
02
Parafuso
03
21276
4
21276
4
21276
4
21276
4
03
Caixa de transmissão
04
21286
1
21286
1
21286
1
28736
1
04
Electromotor
05
Ver a
1
Ver a
1
Ver a
1
Ver a
1
05
tabela tabela tabela tabela
Pino de entalhe para
eixo de descarga
06
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
21126
1
06
Eixo
de
descarga
07 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116
1
07
Porca de anel
para eixo de descarga
08
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
21106
1
08
Vedação de borracha
09*
1
1
1
1
1
1
1
1
09
Anéis do fundo de cobre
10*
2
2
2
2
2
2
2
2
10
Parafuso
11
21376
1
21376
2
21376
2
21376
2
11
Anel de segurança
12
21386
1
21386
1
21386
1
21386
1 12
Porca de travamento
13
21396
1
21396
1
21396
1
21396
1 13
Rolamento de esferas
14
21406
1
21406
1
21406
1
21406
1 14
Excêntrico
15
21416
1
21416
1
21416
1
28606
1 15
Alavanca manual
16
20846
1
20846
1
20846
1
28726
1
16
Cabo
17*
1 1 1 1 1 1 1
17
Anel de segurança
18
21076
2
21076
2
21076
2
28746
2
21076
2
21076
2
21976
2
18
Pino de entalhe
19
21066
1
21066
1
21066
1
28516
1
21066
1
21066
1
21066
1
19
Pistão de pressão
20
20866
1
20866
1
20866
1
28596
1
21466
1
21466
1
21466
1
21466
2 20
Alojamento do
pistão de pressão
21
21476
1
21476
1
21476
1
21476
2 21
Diâmetro 4 x16 do
pino de entalhe
22
21486
1
21486
1
21486
1
21486
2 22
Ficha do terminal G 1/4”
23
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
2 23
Pega para transporte
24
21426
1
21426
1
21426
1
24
Vedação do raspador
para pistão de pressão
25*
1
1
1
1
1
1
1
2
25
Junta tórica
26*
2
2
2
4
26
Parafuso de segurança
para mola de puxar
27
20916
1
20916
1
20916
1
28636
1
21526
1
21526
1
21526
1
28866
2 27
Anel da junta PP 45 B
28*
2
2
2
2
3
3
3
4
28
Mola de puxar 1 1/4”
29
21166
1
21176
1
21176
1
28496
1
21166
1
21176
1
21176
1
28496
1 29
Mola de empurrar
30
20896
1
20896
1
20896
1
28476
1
21536
1
21536
1
21536
1
21536
2 30
Cone da esfera
31
21546
1
21546
1
21546
1
21546
2 31
Esfera
5/16”
32*
3 3 3 3 4 4 4
6
32
Pistão 1 1/4”
33
21186
1
21196
1
21206
1
28586
1
21186
1
21196
1
21206
1
28586
1 33
Ficha G 1/2”
34
21026
1
21026
1
21126
1
21026
1
21026
1
21026
1
21026
1
21026
1 34
Mola de empurrar para
fi
ltro
35
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1 35
Anel da junta PP 45 D
36*
1
1
1
1
1
1
1
1
36
Cápsula de enchimento
37
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
37
Vedação de cortiça
para cápsula de enchimento 38*
1
1
1
1
1
1
1
1
38
Corpo da bomba
39
1
1
1
1
1
1
1
1 39
Vedação 1 1/4”
40*
20996
1
21006
1
21016
1
28466
1
20996
1
21006
1
21016
1
28466
1 40
Vedação do raspador
41*
1
1
1
1
1
1
1
1
41
Filtro
42*
1
1 1 1 1 1 1 1
42
Pino para mola de puxar
43
21136
1
21146
1
21156
1
28556
1
21136
1
21146
1
21156
1
28556
1 43
Disco
44
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1 44
Fluido hidráulico (2,5 l)
45
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061 1 45
Vedação de pressão
46*
1
1
1
1
46
Pino para vedação de pressão 47
20886
1
20866
1
20866
1
20886
1
47
Ficha para
válvula de segurança
48
28576
1
28576
1
28576
1
28576
1 48
Mola
49
28486
24
28486 24
28486
24
28486 24 49
Cone da esfera
50
28626
1
28626
1
28626
1
28626
1 50
Junta tórica
51*
28426
1
28426
1 51
Ficha para pistão 4”
52
28616
1
28616
1 52
Jogos de vedação
(inclui itens com*)
21906
21916
21926
33226
21936
21946
21956
33236
Motor 110 V 1Ø
28276
Condensador 230 V = 40
μ
F
34306
Interruptor 110 V
57786
230 V 1Ø
21316
110 V = 110
μ
F
34316
230 V
1Ø
57776
400 V 3Ø
21306
400 V
3Ø
57766
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
36
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
37
Acessórios
3802
3812
3813
Fixação 180°
22366
22346
22356
Ver moldadores de dobragem
40 x 8 mm
Fixação da barra
22446
22436
22456
Ver abaixo moldadores
Ajuste
da pancada
3801 E / 3811 E2
3802 E / 12 E / 13 E
3814 E
220 V
360 V
115 V
26896
26906
35116
26916
26926
34916
29126
29116
35726
Raio (mm)
60
70
80
90
100
110
120
130
40 x 8 mm
Moldadores de
barra
22466 22476 22486 22496 22506 22516 22526 22536
Moldadores de dobragem
Dimensão
nominal
Ø externo
mm
Moldadores
padrão
Tubo da
caldeira
Curvaturas de
180 graus
Raio
Cat. N.º
Raio
Cat. N.º
Raio
Cat. N.º
1/4
13,5 60
28286 130 22376
3/8
17,2 45
21806
18
18 60
27816
20
20 70
27826
1/2
21,3 50
21816
110
22236
130 22386
22
22 80
27836
25
25 115
22116
3/4”
26,9
65 21826 137 22246 130
22396
28
28 70
35066
30
30 140
22126
32
32 140
22136
1
33,7 100 21836
190 22256 130 22406
35
35
100
35076
38
38
170
22146
40
40
125
35086
42
42
125
35096
1 1/4”
42,4
130
21846
220
22266
130
22416
44,5
44,5
190
22156
1 1/2
48,3
160
21856
220
22166
140
22426
50
50
140
35106
51
51
220
22176
57
57
250
22186
2
60,3
220
21866
270
22196
190
28766
63,5
63,5
270
22206
70
70
315
22216
2 1/2
76,1
320
21876
420
22226
3
88,9
380
21886
4
114,3
600
28756
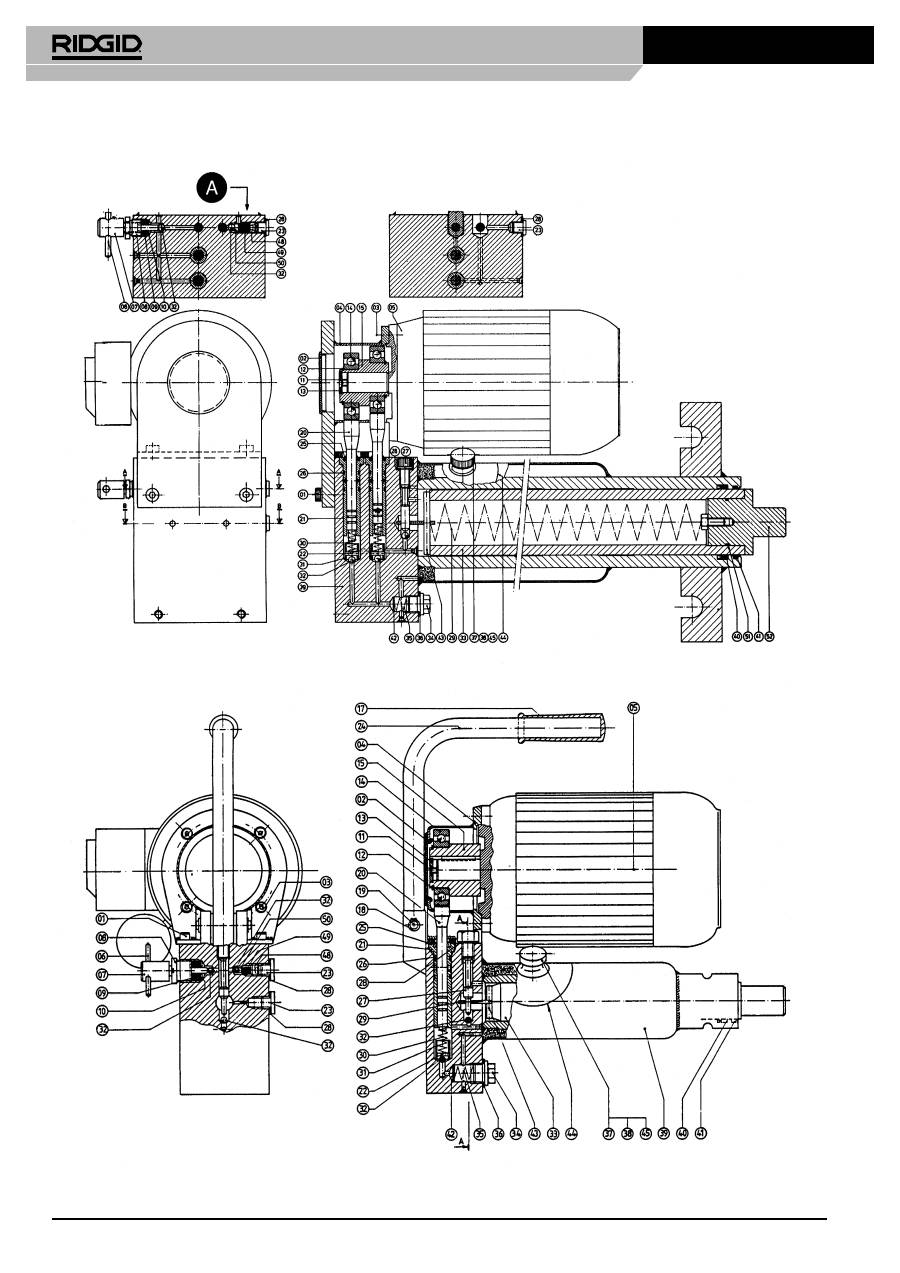
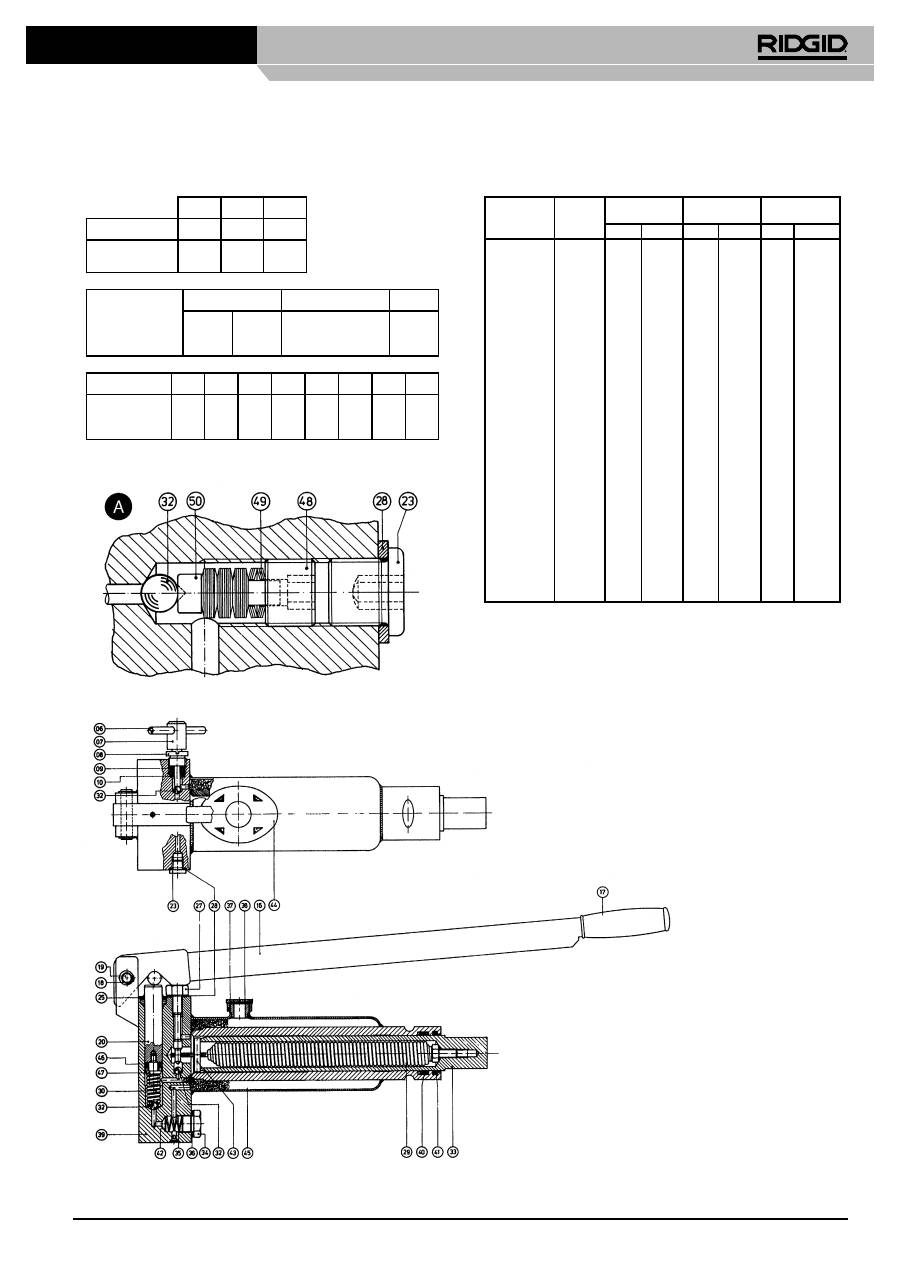
PORMENOR DE
VÁLVULA DE PRESSÃO MÁXIMA
BOMBAS ELECTRO-HIDRÁULICAS
PRESSÃO MÁXIMA 420 ATO
Оглавление
- Operating Instructions
- Bedienungsanleitung
- Instructions d’utilisation
- Gebruiksaanwijzing
- Istruzioni operative
- Instrucciones de uso
- Instruções de Funcionamento
- Driftsinstruktioner
- Betjeningsvejledning
- Brukerveiledning
- Käyttöohjeet
- Upute za rukovanje
- Instrukcja obs ł ugi
- Instruc ţ iuni de exploatare
- Návod k obsluze
- Használati útmutató
- Οδηγίες λειτουργίας
- Инструкция по эксплуатации
