Ridgid 3814 (E): Instrukcja obs ł ugi
Instrukcja obs ł ugi: Ridgid 3814 (E)
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
63
OSTRZE
Ż
ENIE! Przed rozpocz
ę
ciem
u
ż
ytkowania urz
ą
dzenia nale
ż
y dok
ł
adnie
zapozna
ć
si
ę
z tymi zaleceniami oraz z
do
łą
czon
ą
broszur
ą
dotycz
ą
c
ą
bezpiecze
ń
stwa.
W przypadku wyst
ą
pienia w
ą
tpliwo
ś
ci
dotycz
ą
cych jakiegokolwiek aspektu u
ż
ytkowania
tego narz
ę
dzia nale
ż
y skontaktowa
ć
si
ę
z
dystrybutorem
fi
rmy RIDGID, aby uzyska
ć
wi
ę
cej
informacji.
Skutkiem braku zrozumienia i nie przestrzegania
wszystkich zalece
ń
mo
ż
e by
ć
pora
ż
enie pr
ą
dem
elektrycznym, po
ż
ar i/lub powa
ż
ne obra
ż
enia
cia
ł
a.
NALE
Ż
Y ZACHOWA
Ć
TE ZALECENIA!
Sk
ł
adanie
1. a. Gi
ę
tarki 1 1/4”, 2” i 3”
Po
ł
o
ż
y
ć
na pod
ł
odze ram
ę
gn
ą
c
ą
razem z klockami oporowymi i
nasun
ąć
pier
ś
cie
ń
na przedni
ą
cz
ęść
cylindra pompy.
Umie
ś
ci
ć
przetyczk
ę
w kszta
ł
cie litery w otworach bloku pier
ś
cienia
ramy gn
ą
cej. Cylinder pompy i rama gn
ą
ca s
ą
teraz zamocowane we
w
ł
a
ś
ciwym po
ł
o
ż
eniu.
1. b. Gi
ę
tarka 4”
- Po
ł
o
ż
y
ć
belk
ę
podstawy na pod
ł
odze.
- Umie
ś
ci
ć
dolne skrzyd
ł
o na belce podstawy.
- U
ł
o
ż
y
ć
pomp
ę
gi
ę
tarki na belce podstawy, zahaczy
ć
dolne skrzyd
ł
o
o pomp
ę
i zamocowa
ć
pomp
ę
przykr
ę
caj
ą
c z ty
ł
u dwie
ś
ruby M10.
- Za
ł
o
ż
y
ć
na dolne skrzyd
ł
o klocki oporowe oraz ewentualnie
wzornik, je
ś
li ma by
ć
u
ż
ywany.
- U
ł
o
ż
y
ć
górne skrzyd
ł
o na klockach oporowych i zahaczy
ć
o
pomp
ę
.
- Prze
ł
o
ż
y
ć
ko
ł
ki ustalaj
ą
ce przez skrzyd
ł
a ramy i klocki oporowe.
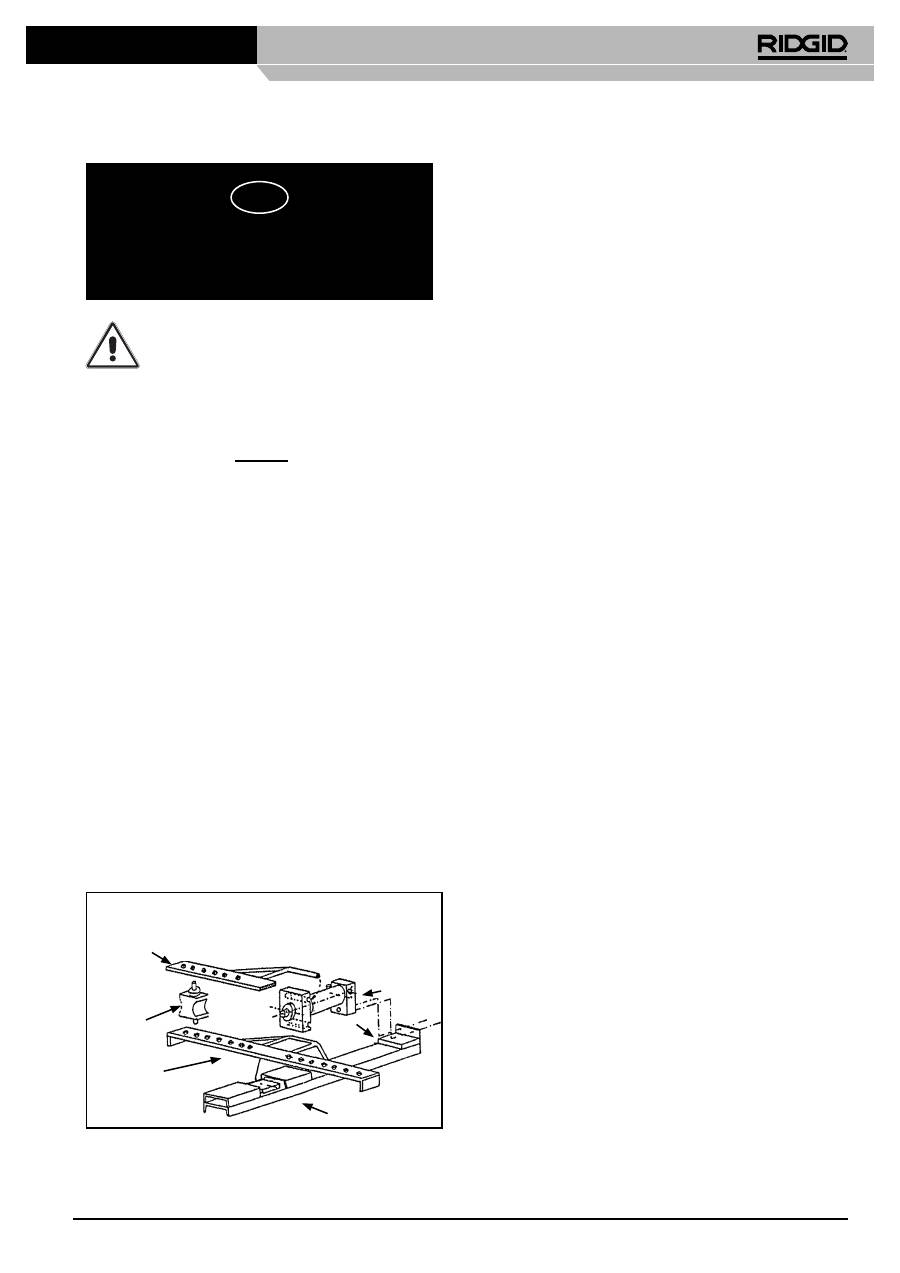
SK
Ł
ADANIE GI
Ę
TARKI 4”
Pompa 4”
Górne skrzyd
ł
o ramy
Klocek oporowy
z ko
ł
kami
ustalaj
ą
cymi
Dolne skrzyd
ł
o ramy
Belka podstawy
2. Na ko
ń
cu trzpienia zamocowa
ć
wzornik gn
ą
cy odpowiedni dla
ś
rednicy zginanej rury. Klocki oporowe musz
ą
by
ć
umieszczone
pomi
ę
dzy skrzyd
ł
ami ramy lub na ramie gn
ą
cej. S
ą
one mocowane
za pomoc
ą
ko
ł
ków ustalaj
ą
cych. Otwory w ramie pozwalaj
ą
dobra
ć
rozstawienia klocków w zale
ż
no
ś
ci od wymaganej
ś
rednicy
zewn
ę
trznej
ł
uku. Otwory te s
ą
odpowiednio oznaczone. W celu
unikni
ę
cia uszkodze
ń
nale
ż
y zadba
ć
, aby ko
ł
ki ustalaj
ą
ce po
ł
o
ż
enie
klocków by
ł
y prawid
ł
owo za
ł
o
ż
one w obu skrzyd
ł
ach lub w ramie
gn
ą
cej.
Zginanie
1. W korku wlewu jest otwór s
ł
u
żą
cy do odprowadzania powietrza.
Podczas transportowania gi
ę
tarki korek wlewu musi by
ć
szczelnie
zamkni
ę
ty, lecz nale
ż
y go nieco poluzowa
ć
podczas u
ż
ywania gi
ę
tarki.
2. Nasmarowa
ć
lekko rur
ę
przed rozpocz
ę
ciem gi
ę
cia. Dzi
ę
ki temu rura
ś
lizga si
ę
pomi
ę
dzy klockami oporowymi i wzornikiem gn
ą
cym. Zawór
upustowy musi by
ć
pewnie zamkni
ę
ty. Pompa jest nap
ę
dzana ruchami
d
ź
wigni w gór
ę
i w dó
ł
. Trzpie
ń
t
ł
oka pompy wysuwa si
ę
i nast
ę
puje
zginanie rury. Operacj
ę
gi
ę
cia nale
ż
y kontynuowa
ć
a
ż
do osi
ą
gni
ę
cia
żą
danej krzywizny. Nie mo
ż
e ona by
ć
wi
ę
ksza ni
ż
krzywizna wzornika
gn
ą
cego. Nale
ż
y pami
ę
ta
ć
o niewielkim powrocie spr
ęż
ystym rury,
którego wielko
ść
zale
ż
y od jako
ś
ci rury. Musi on by
ć
wyznaczony
do
ś
wiadczalnie.
3. Kiedy tylko zostanie uzyskany wymagany kszta
ł
t rury, nale
ż
y
poluzowa
ć
zawór upustowy i wtedy trzpie
ń
t
ł
oka cofnie si
ę
automatycznie. Od
łą
czenie jednego ze klocków oporowych pozwala
wyj
ąć
rur
ę
. Modele gi
ę
tarek wyposa
ż
one w otwart
ą
ram
ę
posiadaj
ą
t
ę
zalet
ę
,
ż
e zgi
ę
t
ą
rur
ę
mo
ż
na
ł
atwiej wyj
ąć
. Oszcz
ę
dza to wiele czasu
zw
ł
aszcza w przypadku d
ł
ugich odcinków rur z kilkoma
ł
ukami.
4. Je
ś
li
ł
uk zosta
ł
wygi
ę
ty zbyt mocno, mo
ż
na to skorygowa
ć
za pomoc
ą
przystawki do prostowania. Trzeba cofn
ąć
trzpie
ń
t
ł
oka, a rur
ę
odwróci
ć
zagi
ę
ciem w drug
ą
stron
ę
i oprze
ć
na klockach oporowych.
Na ko
ń
cu trzpienia t
ł
oka nale
ż
y umie
ś
ci
ć
przystawk
ę
do prostowania
i teraz mo
ż
na zmniejszy
ć
nadmierne zagi
ę
cie do
żą
danego kszta
ł
tu.
W przypadku gi
ę
tarek do rur 1 1/4” nie mo
ż
na w normalny sposób
korygowa
ć
ł
uków 90°. To samo dotyczy gi
ę
tarki 3” w przypadku rur 2
1/2” i 3” oraz gi
ę
tarki 4” w przypadku rur 3” i 4”.
5. Tylko modele gi
ę
tarek 3” i 4”.
Przy
gi
ę
ciu rur 2 1/2”, 3” i 4” powinien by
ć
stosowany przed
ł
u
ż
acz
t
ł
oka, je
ż
eli rura ma by
ć
zgi
ę
ta bardziej ni
ż
pod k
ą
tem 75°. Suw
trzpienia t
ł
oka nie jest wystarczaj
ą
co du
ż
y, aby wykona
ć
ł
uk 90° w
jednej operacji.
6. Elektro-hydrauliczne gi
ę
tarki do rur 1 1/4”, 2”, 3” i 4”
Elektro-hydrauliczne
gi
ę
tarki do rur s
ą
wyposa
ż
one w elektryczny
silnik jednofazowy 115 V, 220 V, na pr
ą
d przemienny lub w silnik
trójfazowy 380 V. Silnik posiada specjalny wy
łą
cznik bezpiecze
ń
stwa.
Przemieszczanie trzpienia t
ł
oka podczas pracy silnika jest
kontrolowane za pomoc
ą
zaworu upustowego, który mo
ż
na otworzy
ć
lub zamkn
ąć
. Nie wyst
ę
puje konieczno
ść
wy
łą
czania silnika. Gi
ę
tarka
jest zaopatrzona tak
ż
e w ci
ś
nieniowy zawór bezpiecze
ń
stwa. Jest
on ustawiony fabrycznie w taki sposób, aby bez problemów mo
ż
na
by
ł
o gi
ąć
rury grubo
ś
cienne (rury parowe). Ci
ś
nieniowy zawór
bezpiecze
ń
stwa znajduje si
ę
na obudowie pompy i mo
ż
na go
nastawia
ć
tylko przy u
ż
yciu manometru.
Wykonywanie ostrych
ł
uków pod k
ą
tem 180°
Do tego celu konieczne jest u
ż
ycie dodatkowego wyposa
ż
enia
pomocniczego, które mo
ż
e by
ć
dostarczone na zamówienie.
Sk
ł
adanie
1. Zobacz punkt przedstawiaj
ą
cy sk
ł
adanie gi
ę
tarki.
2. Na trzpieniu t
ł
oka za
ł
o
ż
y
ć
wzornik gn
ą
cy (180°) dostosowany do
ś
rednicy gi
ę
tej rury. Nast
ę
pnie pomi
ę
dzy skrzyd
ł
ami ramy lub na ramie
otwartej nale
ż
y ustawi
ć
p
ł
ytki (zapasowe ramki) z 3 rolkami (diabolo).
Ko
ł
ki ustalaj
ą
ce klocków oporowych musz
ą
by
ć
umieszczone
w otworach 1 1/4” przez
ś
rodkowe zamkni
ę
cie; nale
ż
y wyj
ąć
zdejmowan
ą
rolk
ę
i prze
ł
o
ż
y
ć
rur
ę
, która ma by
ć
zgi
ę
ta. Teraz rura
musi dotyka
ć
jedn
ą
stron
ą
ś
rodkowej rolki i wzornika do gi
ę
cia pod
k
ą
tem 180° drug
ą
stron
ą
. Mo
ż
na zacz
ąć
zginanie rury.
PL
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Instrukcja obs ł ugi
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
64
Zginanie
1. Zobacz punkt omawiaj
ą
cy zginanie.
2. Je
ś
li rura ma zgi
ę
ta pod k
ą
tem wi
ę
kszym 90°, nale
ż
y cofn
ąć
trzpie
ń
t
ł
oka otwieraj
ą
c zawór upustowy. Dostosowa
ć
ustawienie rolek
zdejmowanych i wykona
ć
ł
uk pod k
ą
tem a
ż
do 180°. Zdejmowanie
rury przedstawiono w punkcie Zginanie.
Konserwacja
Gi
ę
tarka jest dostarczana z pojemnikiem wype
ł
nionym olejem. Trzeba
jednak regularnie sprawdza
ć
poziom oleju, w przeciwnym razie suw
trzpienia t
ł
oka b
ę
dzie zbyt krótki. Poziom oleju musi zawsze si
ę
ga
ć
dolnej
kraw
ę
dzi korka wlewu. Uzupe
ł
nia
ć
tylko olejem hydraulicznym.
Przestroga
1. Dba
ć
, aby klocki oporowe zawsze by
ł
y ustawione symetrycznie,
stosownie do
ś
rednicy gi
ę
tej rury. W przypadku nieprawid
ł
owego
ich ustawienia mo
ż
e doj
ść
do zgi
ę
cie trzpienia t
ł
oka i powa
ż
nego
uszkodzenia urz
ą
dzenia.
2. Nale
ż
y tak
ż
e dba
ć
, aby ko
ł
ki ustalaj
ą
ce klocków oporowych by
ł
y
prawid
ł
owo umieszczone w otworach w górnym i dolnym skrzydle
ramy gn
ą
cej oraz by
ł
y ca
ł
kowicie wsuni
ę
te do otworów w przypadku
otwartej ramy gn
ą
cej.
3. Trzpie
ń
t
ł
oka nie mo
ż
e by
ć
wysuniety poza oznaczenie w postaci
rowka.
Prawdopodobne usterki oraz sposoby ich usuwania
Liczby w nawiasach odnosz
ą
si
ę
do urz
ą
dze
ń
elektrycznych.
USTERKA
PRAWDOPODOBNA PRZYCZYNA
SPOSÓB USUNI
Ę
CIA USTERKI
1. Trzpie
ń
t
ł
oka (33)
nie wysuwa si
ę
wystarczaj
ą
co.
a. Korek wlewu (37) nie jest wystarczaj
ą
co odkr
ę
cony.
b. Pojemnik na olej nie jest dostatecznie nape
ł
niony.
c. Zatkany odpowietrznik w korku wlewu (37).
a. Odkr
ę
ci
ć
korek wlewu (37) o 1 do 1 1/2 obrotu.
Przy przenoszeniu maszyny nale
ż
y zadba
ć
, aby korek wlewu
zosta
ł
mocno dokr
ę
cony.
b. Uzupe
ł
ni
ć
olej w taki sposób, aby jego poziom si
ę
ga
ł
dolnej
kraw
ę
dzi korka wlewu. Nie wysuwa
ć
trzpienia t
ł
oka poza
umieszczony na nim rowek.
c. Oczy
ś
ci
ć
otwór odpowietrznika.
2. Trzpie
ń
t
ł
oka (33) nie
wysuwa si
ę
wcale.
a. Zawór upustowy (7) nie zosta
ł
dostatecznie zamkni
ę
ty.
b. Kulka (32) nie zamyka przelotu przy doci
ś
ni
ę
ciu;
prawdopodobne zabrudzenie sto
ż
ka kulki.
c. Zatkany
fi
ltr (42) i/lub kana
ł
dop
ł
ywu oleju.
a. Zamkn
ąć
zawór upustowy.
b1. Oczy
ś
ci
ć
sto
ż
ek pod kulk
ą
(32).
Ostatecznie,
stukn
ąć
kulk
ę
w celu lepszego doci
ś
ni
ę
cia do
sto
ż
ka.
b2. Skontaktowa
ć
si
ę
z dostawc
ą
.
c. Wykr
ę
ci
ć
ko
ł
ek blokuj
ą
cy (34). Oczy
ś
ci
ć
fi
ltr i kana
ł
dop
ł
ywu oleju.
3. Niewielki nacisk
lub ca
ł
kowity brak
nacisku trzpienia
t
ł
oka (33).
a. Zawór upustowy (7) nie zosta
ł
zamkni
ę
ty.
b. Z powodu zanieczyszczenia pomi
ę
dzy sto
ż
kiem i kulk
ą
(32) zaworu upustowego (7), wyst
ę
puje przeciek oleju z
powrotem do pojemnika.
c. Kulka (32) nie blokuje przep
ł
ywu z powodu
zanieczyszczenia sto
ż
ka.
d. Przeciek na uszczelnieniu pod
ś
rub
ą
mocuj
ą
c
ą
spr
ęż
yny powrotnej t
ł
oka (27).
e. Przeciek uszczelnienia (40).
f. Przeciek
uszczelnienia
t
ł
oczka (46).
a. Zamkn
ąć
zawór upustowy.
b. Odkr
ę
ci
ć
zawór upustowy (7), wyj
ąć
nakr
ę
tk
ę
wie
ń
cow
ą
(8),
uszczelnienie (9) i dolne pier
ś
cienie (10). Oczy
ś
ci
ć
sto
ż
kowe
gniazdo kulki (31). Patrz 2b1. (W razie potrzeby skontaktowa
ć
si
ę
z dostawc
ą
).
c. Odkr
ę
ci
ć
ś
rub
ę
mocuj
ą
c
ą
spr
ęż
yny powrotnej (27) i wyci
ą
gn
ąć
trzpie
ń
t
ł
oka na odleg
ł
o
ść
oko
ł
o 2 cm (1”). Patrz 2b1.
d. Dokr
ę
ci
ć
t
ę
ś
rub
ę
i w razie potrzeby wymieni
ć
pier
ś
cie
ń
łą
cz
ą
cy
(28).
e. Wymieni
ć
uszczelnienie. Zadba
ć
o prawid
ł
owe unieruchomienie.
Od
łą
czanie trzpienia t
ł
oka przedstawiono w punkcie 3c.
f. Wymieni
ć
uszczelnienie.
4. D
ź
wignia pompy
(16) nie powraca po
naci
ś
ni
ę
ciu.
a. Uszkodzenie spr
ęż
yny (30) t
ł
oczka.
a. Wymieni
ć
spr
ęż
yn
ę
t
ł
oczka.
5. Trzpie
ń
t
ł
oka (33) nie
powraca po otwarciu
zaworu upustowego.
a. Uszkodzenie spr
ęż
yny powrotnej (29) t
ł
oka.
b. Zgi
ę
cie trzpienia t
ł
oka (33). Mo
ż
e to by
ć
spowodowane
tylko niesymetrycznym rozmieszczeniem klocków
oporowych.
a. Wymieni
ć
spr
ęż
yn
ę
powrotn
ą
t
ł
oka. Skontaktowa
ć
si
ę
z
dostawc
ą
.
b. Skontaktowa
ć
si
ę
z dostawc
ą
.
6. Wyciek oleju spod
trzpienia t
ł
oczka (20).
a. Przeciek uszczelnienia zgarniaj
ą
cego (41).
a. Wymieni
ć
uszczelnienie zgarniaj
ą
ce. W razie potrzeby wymieni
ć
tak
ż
e uszczelnienie (46).
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
65
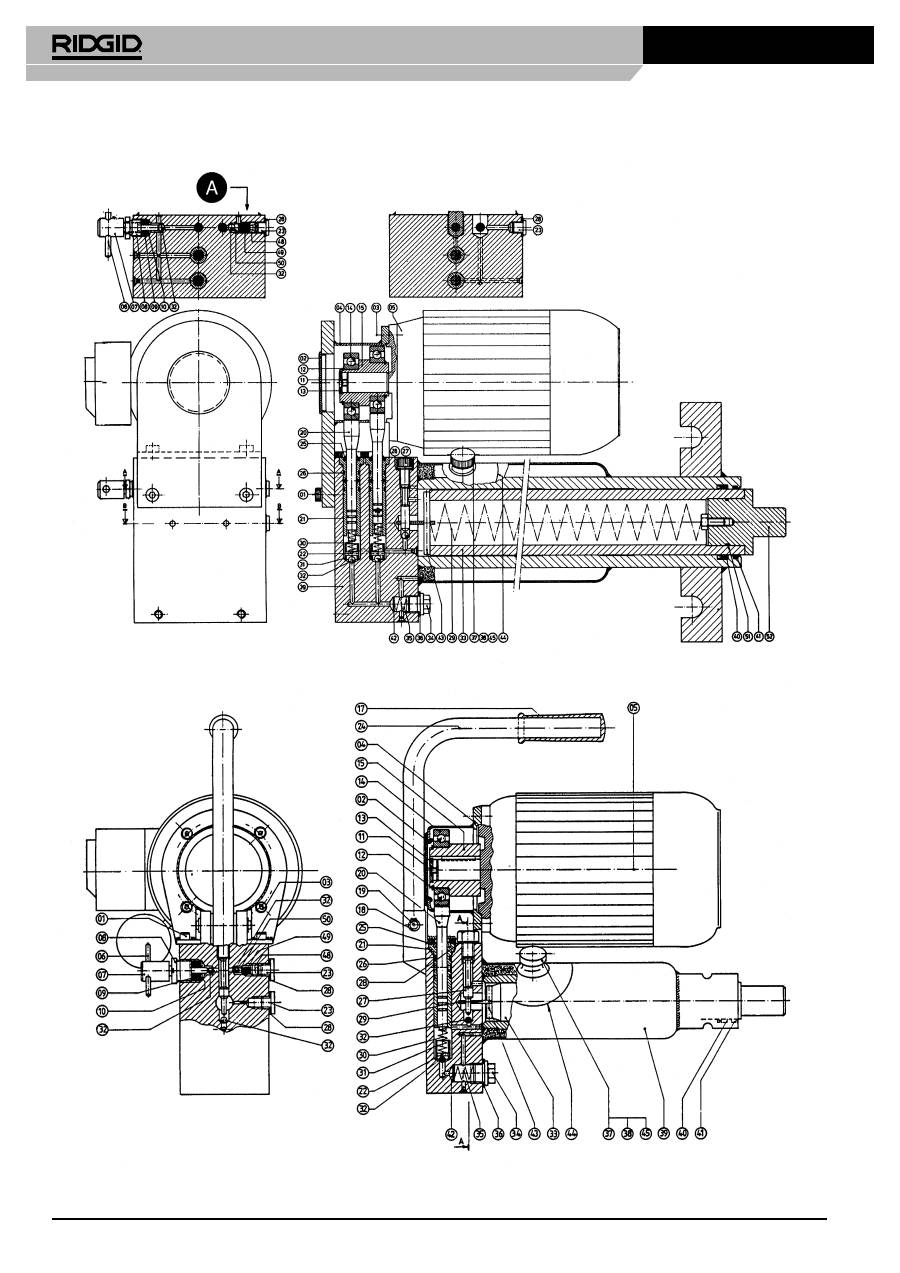
Poz. nr
Model
3801/
3811
Ilo
ść
Model
3802/
3812
Ilo
ść
Model
3813
Ilo
ść
Model
3814
Ilo
ść
Model
3801 E
Ilo
ść
Model
3802 E
3812 E
Ilo
ść
Model
3813 E
Ilo
ść
Model
3814 E
Ilo
ść
Poz. nr
Ś
ruba
01
21256 4 21256 4 21256 4 28256 4 01
Za
ś
lepka
02
21266 1 21266 1 21266 1 21266 1 02
Ś
ruba
03
21276
4 21276 4 21276 4 21276 4 03
Obudowa nap
ę
du
04
21286 1 21286 1 21286 1 28736 1 04
Silnik
elektryczny
05
patrz
1
patrz
1
patrz
1
patrz
1
05
tabela tabela tabela tabela
Ko
ł
ek z karbem zaworu
upustowego
06 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 06
Zawór
upustowy
07 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 07
Nakr
ę
tka wie
ń
cowa
zaworu
upustowego
08 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 08
Uszczelnienie
gumowe
09*
1 1 1 1 1 1 1 1
09
Pier
ś
cie
ń
dolny,
miedziany
10*
2 2 2 2 2 2 2 2
10
Ś
ruba
11
21376
1
21376
2
21376
2
21376
2
11
Pier
ś
cie
ń
zabezpieczaj
ą
cy
12
21386
1
21386
1
21386
1
21386
1 12
Nakr
ę
tka zabezpieczaj
ą
ca
13
21396
1
21396
1
21396
1
21396
1 13
Ł
o
ż
ysko kulkowe
14
21406
1
21406
1
21406
1
21406
1 14
Mimo
ś
ród
15
21416
1
21416
1
21416
1
28606
1 15
D
ź
wignia r
ę
czna
16
20846
1
20846
1
20846
1
28726
1
16
Uchwyt
17*
1 1 1 1 1 1 1
17
Pier
ś
cie
ń
zabezpieczaj
ą
cy
18
21076
2
21076
2
21076
2
28746
2
21076
2
21076
2
21976
2
18
Ko
ł
ek z karbem
19
21066
1
21066
1
21066
1
28516
1
21066
1
21066
1
21066
1
19
Trzpie
ń
t
ł
oczka
20
20866
1
20866
1
20866
1
28596
1
21466
1
21466
1
21466
1
21466
2 20
Obudowa trzpienia t
ł
oczka
21
21476
1
21476
1
21476
1
21476
2 21
Ko
ł
ek z karbem,
ś
rednica 4 x16 22
21486
1
21486
1
21486
1
21486
2 22
Korek graniczny G 1/4”
23
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
1
20926
2 23
Uchwyt do przenoszenia
24
21426
1
21426
1
21426
1
24
Uszczelnienie zgarniaj
ą
ce
trzpienia t
ł
oczka
25*
1 1 1 1 1 1 1 2
25
Pier
ś
cie
ń
uszczelniaj
ą
cy o
przekroju ko
ł
owym
26*
2 2 2 4
26
Ś
ruba mocuj
ą
ca
spr
ęż
yny powrotnej
27
20916
1
20916
1
20916
1
28636
1
21526
1
21526
1
21526
1
28866
2 27
Pier
ś
cie
ń
łą
cz
ą
cy
PP
45
B
28*
2 2 2 2 3 3 3 4
28
Spr
ęż
yna powrotna 1 1/4”
29
21166
1
21176
1
21176
1
28496
1
21166
1
21176
1
21176
1
28496
1 29
Spr
ęż
yna
ś
ciskana
30
20896
1
20896
1
20896
1
28476
1
21536
1
21536
1
21536
1
21536
2 30
Sto
ż
ek zaworu kulkowego
31
21546
1
21546
1
21546
1
21546
2 31
Kulka
5/16”
32*
3 3 3 3 4 4 4 6
32
Trzpie
ń
t
ł
oka 1 1/4”
33
21186
1
21196
1
21206
1
28586
1
21186
1
21196
1
21206
1
28586
1 33
Korek G 1/2”
34
21026
1
21026
1
21126
1
21026
1
21026
1
21026
1
21026
1
21026
1 34
Spr
ęż
yna
ś
ciskana
fi
ltru
35
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1
21576
1 35
Pier
ś
cie
ń
łą
cz
ą
cy
PP
45
D
36*
1 1 1 1 1 1 1 1
36
Korek wlewu
37
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
20946
1
37
Uszczelnienie korkowe
korka
wlewu
38*
1 1 1 1 1 1 1 1
38
Korpus pompy
39
1
1
1
1
1
1
1
1 39
Uszczelnienie 1 1/4”
40* 20996
1
21006
1
21016
1
28466
1
20996
1
21006
1
21016
1
28466
1 40
Uszczelnienie zgarniaj
ą
ce
41*
1 1 1 1 1 1
1 1
41
Filtr
42*
1
1 1 1 1 1 1 1
42
Ko
ł
ek spr
ęż
yny powrotnej
43
21136
1
21146
1
21156
1
28556
1
21136
1
21146
1
21156
1
28556
1 43
Kr
ąż
ek
44
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1
21246
1 44
P
ł
yn hydrauliczny (2,5 l)
45
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1
14061
1 45
Uszczelnienie t
ł
oczka
46*
1
1
1
1
46
Ko
ł
ek uszczelnienia t
ł
oczka
47
20886
1
20866
1
20866
1
20886
1
47
Korek zaworu bezpiecze
ń
stwa 48
28576
1
28576
1
28576
1
28576
1 48
Spr
ęż
yna
49
28486
24
28486
24
28486
24
28486
24 49
Sto
ż
ek kulki
50
28626
1
28626
1
28626
1
28626
1 50
Pier
ś
cie
ń
uszczelniaj
ą
cy o
przekroju ko
ł
owym
51*
28426
1
28426
1 51
Korek trzpienia t
ł
oka 4”
52
28616
1
28616
1 52
Zestawy uszczelek
(do
łą
czone do pozycji
z
oznaczeniem
*)
21906
21916
21926
33226 21936 21946 21956 33236
Silnik 110 V 1-fazowy
28276
Kondensator 230 V = 40
μ
F
34306
Prze
łą
cznik 110 V
57786
230 V 1-fazowy
21316
110 V = 110
μ
F
34316
230 V
1-fazowy
57776
400 V 3-fazowy
21306
400 V
3-fazowy
57766
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
66
3801(E), 3802(E), 3811(E), 3812(E), 3813(E), 3814(E)
Ridge Tool Company
67
1/4
13,5
60 28286
130 22376
3/8
17,2
45 21806
18
18
60 27816
20
20
70 27826
1/2
21,3
50 21816 110 22236 130 22386
22
22
80 27836
25
25
115 22116
3/4”
26,9
65 21826 137 22246 130
22396
28
28
70 35066
30
30
140 22126
32
32
140 22136
1
33,7 100 21836
190 22256 130 22406
35
35
100
35076
38
38
170
22146
40
40
125
35086
42
42
125
35096
1 1/4”
42,4
130
21846
220
22266
130
22416
44,5
44,5
190
22156
1 1/2
48,3
160
21856
220
22166
140
22426
50
50
140
35106
51
51
220
22176
57
57
250
22186
2
60,3
220
21866
270
22196
190
28766
63,5
63,5
270
22206
70
70
315
22216
2 1/2
76,1
320
21876
420
22226
3
88,9 380
21886
4
114,3
600
28756
Wzorniki do gi
ę
cia rur
Ś
rednica
znamionowa
Zewn
ę
trzna
Ø
mm
Standardowe
wzorniki
Rury kot
ł
owe
Ł
uki pod k
ą
tem
180 stopni
Promie
ń
Nr kat. Promie
ń
Nr kat. Promie
ń
Nr kat.
Wyposa
ż
enie pomocnicze
3802
3812
3813
Przystawka do gi
ę
cia
pod k
ą
tem 180°
22366
22346
22356
Zobacz wzorniki
gn
ą
ce
40 x 8 mm
- przystawka do pr
ę
tów
22446
22436
22456
Zobacz poni
ż
ej - wzorniki
gn
ą
ce
Regulacja
suwu
3801 E / 3811 E2
3802 E / 12 E / 13 E
3814 E
220 V
360 V
115 V
26896
26906
35116
26916
26926
34916
29126
29116
35726
Promie
ń
(mm)
60
70
80
90
100
110
120
130
40 x 8 mm
- wzorniki do
pr
ę
tów
22466 22476 22486 22496 22506 22516 22526 22536
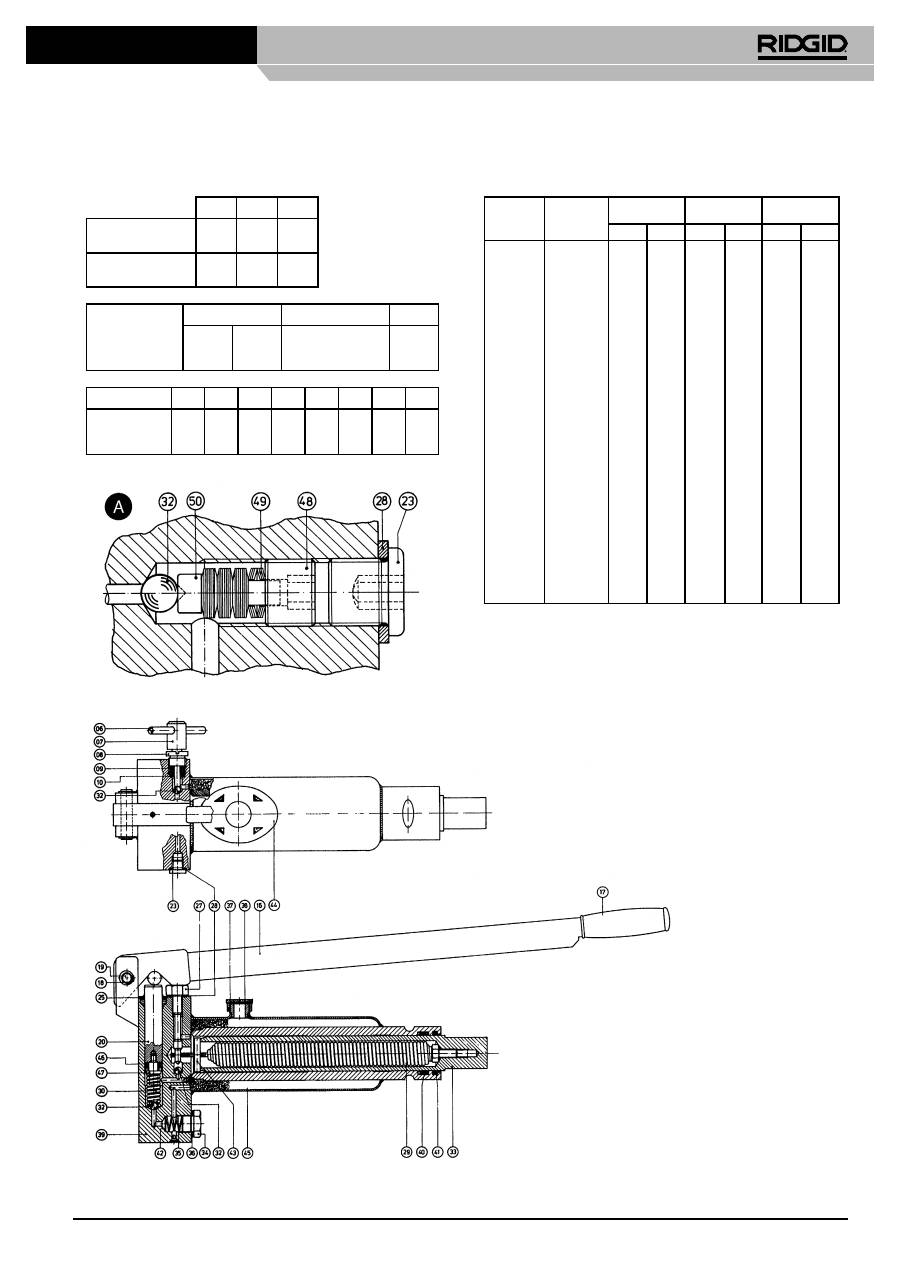
SZCZEGÓ
Ł
ZAWORU
CI
Ś
NIENIA MAKSYMALNEGO
POMP ELEKTRO-HYDRAULICZNYCH
CI
Ś
NIENIE MAKSYMALNE 420 ATMOSFER
Оглавление
- Operating Instructions
- Bedienungsanleitung
- Instructions d’utilisation
- Gebruiksaanwijzing
- Istruzioni operative
- Instrucciones de uso
- Instruções de Funcionamento
- Driftsinstruktioner
- Betjeningsvejledning
- Brukerveiledning
- Käyttöohjeet
- Upute za rukovanje
- Instrukcja obs ł ugi
- Instruc ţ iuni de exploatare
- Návod k obsluze
- Használati útmutató
- Οδηγίες λειτουργίας
- Инструкция по эксплуатации
