Ridgid Combo Roll Groover – page 22
Manual for Ridgid Combo Roll Groover
975 Kombo Yiv Açma Aleti
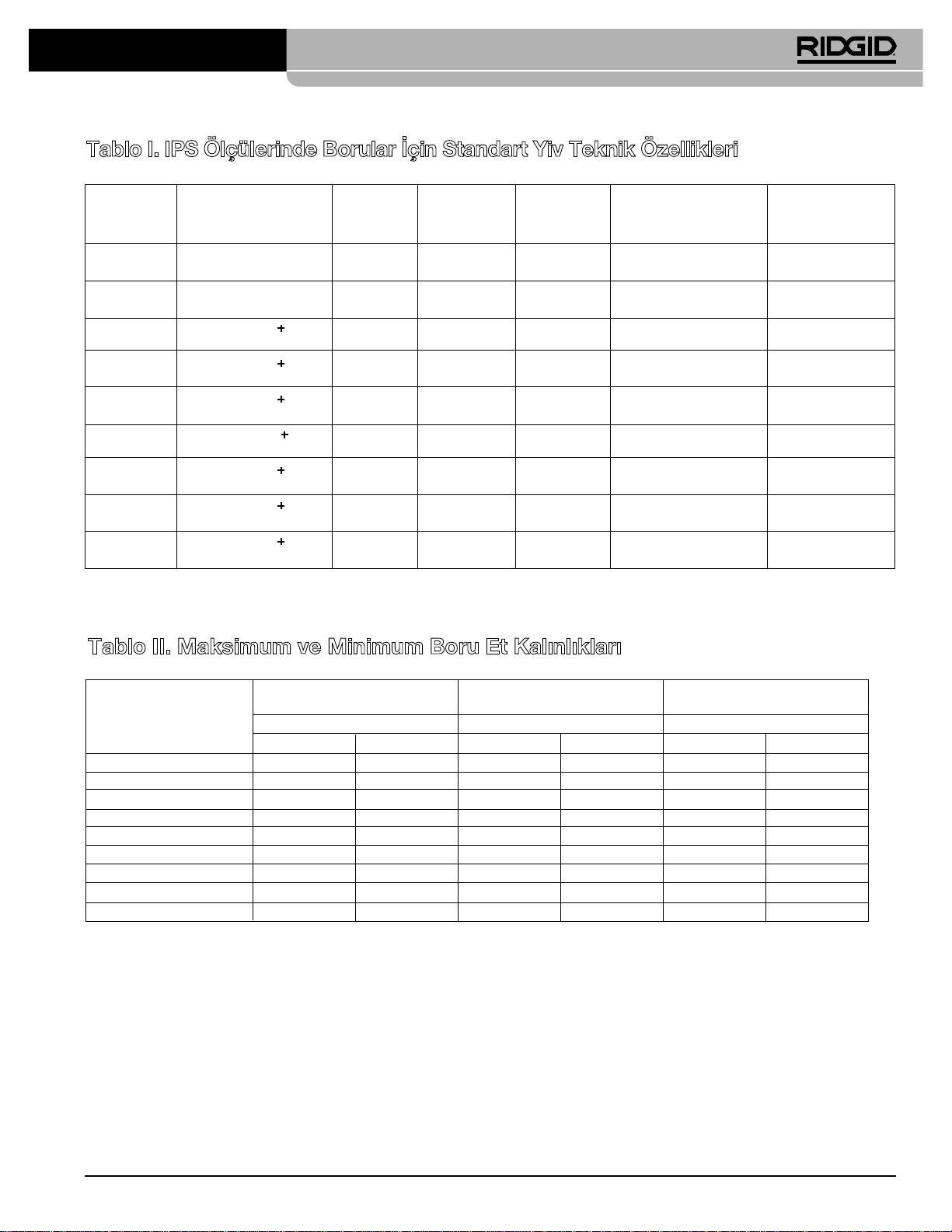
Tablo I. IPS Ölçülerinde Borular İçin Standart Yiv Teknik Özellikleri
NOT! Tüm ölçüler inç olarak verilmiştir.
T
A
B
C
D
NOM.
BORU
MİN.
CONTA
YİV
YİV
NOM. YİV
BORU
ÇAPI
ET
YUVASI
GENİŞLİĞİ
ÇAPI
DERİNLİĞİ (Ref.)
ÖLÇÜSÜ
DIŞ ÇAP TOLERANS
KALINLIĞI
+.015/-.030
+.030/-.015
DIŞ ÇAP TOLERANS
(2)
1
1
/
4
1.660 +.016 .065 .625 .344 1.535 +.000 .063
-.016 -.015
1
1
/
2
1.900 +.016 .065 .625 .344 1.775 +.000 .063
-.016 -.015
2
(1)
2.375
+
.024 .065 .625 .344 2.250 +.000 .063
-.016 -.015
2
1
/
(1)
2
2.875
+
.029 .083 .625 .344 2.720 +.000 .078
-.016 -.015
3
(1)
3.50
+
.030 .083 .625 .344 3.344 +.000 .078
-.018 -.015
3
1
/
(1)
2
4.00
+
030 .083 .625 .344 3.834 +.000 .083
-.018 -.015
4
(1)
4.50
+
.035 .083 .625 .344 4.334 +.000 .083
-.020 -.015
5
(1)
5.563
+
.056 .109 .625 .344 5.395 +.000 .084
-.022 -.015
6
(1)
6.625
+
.050 .109 .625 .344 6.455 +.000 .085
-.024 -.015
(1) AWWA C606-06’ya göre
(2) Nominal Yiv Derinliği sadece referans ölçü olarak verilmiştir. Yivin kabul edilebilirliğini belirlemek için yiv derinliğini kullanmayın.
Tablo II. Maksimum ve Minimum Boru Et Kalınlıkları
NOT! Tüm ölçüler inç olarak verilmiştir.
KARBON ÇELİK VEYA
PASLANMAZ ÇELİK
ALÜMİNYUM BORU
BORU
PVC BORU
Boru Ölçüsü
Et Kalınlığı Et Kalınlığı Et Kalınlığı
Min. Maks. Min.
Maks. Min. Maks.
1
1
/
4
“ .065 .140 .065 .140 .140 .140
1
1
/
2
“ .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2
1
/
2
“ .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3
1
/
2
“ .083 .226 .083 .188 .226 .300
4” .083 .237 .083 .188 .237 .300
5” .109 .258 .109 .188 .258 .300
6” .109 .280 .109 .188 .280 .300
Ridge Tool Company 419
975 Kombo Yiv Açma Aleti
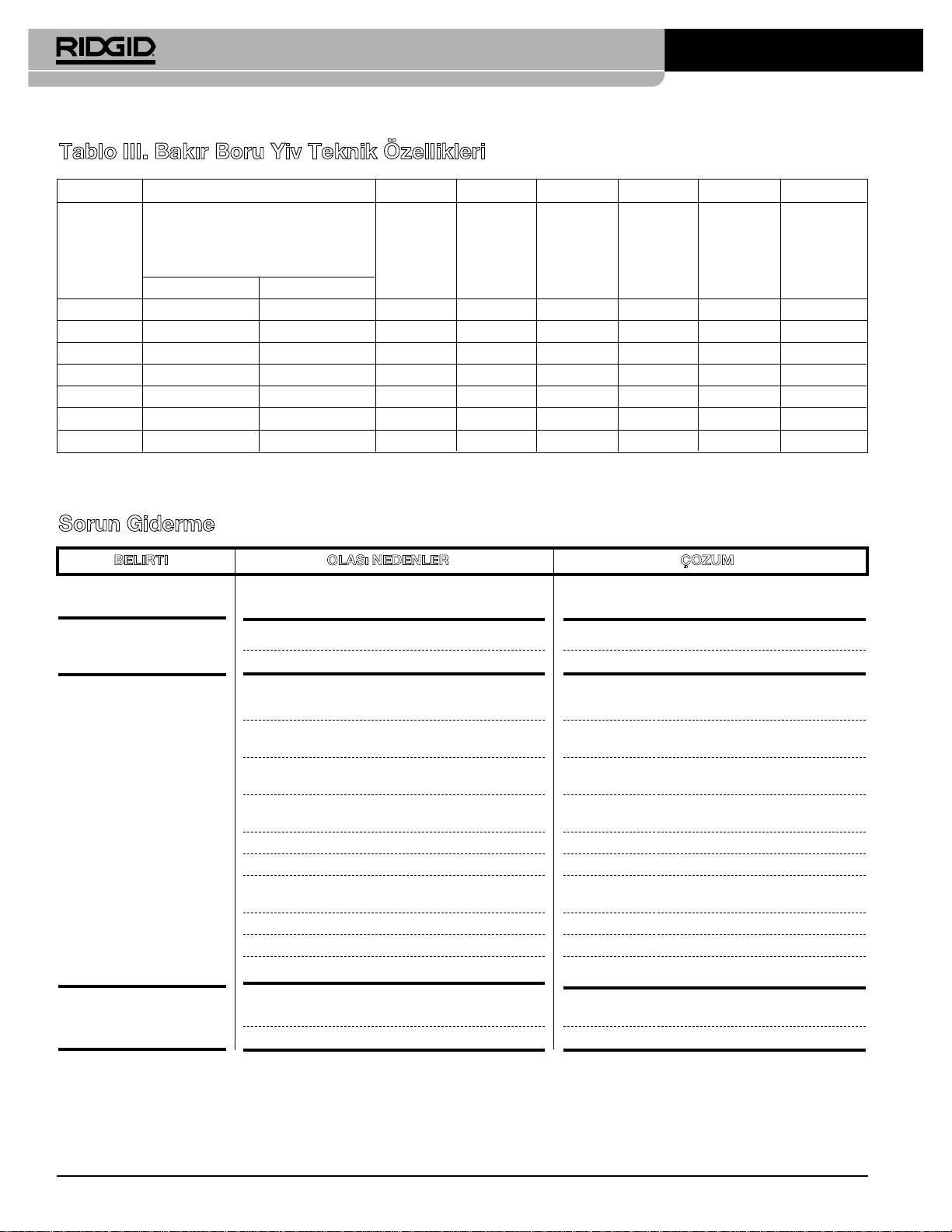
Tablo III. Bakır Boru Yiv Teknik Özellikleri
1 2 34567 8
AB CDT
Nom.
Boru Dış
Conta
Yiv
Yiv
Yiv
Min.
Maks.
Ölçü
Çapı D.Ç.
Yuvası
Genişliği
Çapı
Derinliği
İzin Verilen
İzin Verilen
İnç
A +.03 +.00 Ref.
1
Et
Koni
Ana Tolerans ±0.03 –.000 –.02
Kalınlığı
Çapı
2” 2.125 ±0.002 0.610 0.300 2.029 0.048 DWV 2.220
2
1
/
2
“ 2.625 ±0.002 0.610 0.300 2.525 0.050 0.065 2.720
3” 3.125 ±0.002 0.610 0.300 3.025 0.050 DWV 3.220
4” 4.125 ±0.002 0.610 0.300 4.019 0.053 DWV 4.220
5” 5.125 ±0.002 0.610 0.300 5.019 0.053 DWV 5.220
6” 6.125 ±0.002 0.610 0.300 5.999 0.063 DWV 6.220
8” 8.125 +0.002/-0.004 0.610 0.300 7.959 0.083 DWV 8.220
1. Nominal Yiv Derinliği sadece referans ölçü olarak verilmiştir. Yivin kabul edilebilirliğini belirlemek için yiv derinliğini kullanmayın.
Sorun Giderme
BELIRTI OLASı NEDENLER ÇOZUM
Açılan yiv çok dar veya
Aşınmış yiv açma ve/veya tahrik mili.
Yiv açma silindirini ve/veya tahrik milini değiştirin.
çok geniş.
Açılan yiv boru eksenine
Boru düz değil.
Düz bir boru kullanın.
dik değil.
Boru ucu boru eksenine dik değil.
Borunun ucunu düzgün kesin.
Yiv açma esnasında boru
Boru ve tahrik mili paralel değil.
Boruyu paralel konuma getirmek için sehpayı
ilerlemiyor/Yiv açma esna-
ayarlayın.
sında yiv açma aleti boru-
Boru ekseni, tahrik silindiri eksenine
1
/
derece açı ile
Boruyu
1
2
/
2
derece açı ile yerleştirin.
nun üzerinde ilerlemiyor.
yerleştirilmemiş.
Tahrik silindirinin tırtıkları tıkanmış veya aşınıp düz-
Tahrik silindirini temizleyin veya değiştirin.
leşmiş.
Besleme vidası sıkı değil.
Her tam dönüşte beslem
e vidasını talimatlara göre sıkın.
Cırcır yanlış yöne çevriliyor.
Cırcırı doğru yönde çevirin.
Borunun içinde çok fazla tortu var.
Borunun içini temizleyin.
Aşırı kaynak dikişi.
Kaynak dikişini borunun ucundan geriye 5 cm aynı
hizada taşlayın.
Boruya kuvvet uygulanmıyor.
Boruya kuvvet uygulayın. (Bkz. Şekil 10.)
Borunun ucu düz/çapaksız değil.
Borunun ucunu düzgün şekilde hazırlayın.
Besleme vidası çok sıkı.
Besleme vidasını sadece
1
/
4
turluk artışlarla ilerletin.
Boru ve tahrik mili paralel değil.
Boruyu paralel konuma getirmek için sehpayı
Yiv açılan uçta boru konik-
ayarlayın.
leşti.
Besleme vidası çok sıkı.
Besleme vidasını sadece 1/4 tur ilerletin.
Ridge Tool Company420
975 Kombo Yiv Açma Aleti
Sorun Giderme(devamı)
BELIRTI OLASı NEDENLER ÇOZUM
Boru, yiv açılırken tahrik
Boru düz değil.
Düz bir boru kullanın.
silindiri ekseni üzerinde ileri
Boru ucu boru eksenine dik değil.
Borunun ucunu düzgün kesin.
geri hareket ediyor.
Boru, yiv açılırken tahrik
Boru destek sehpası borunun ucuna çok yakın.
Boru destek sehpasını talimatlara göre yerleştirin
silindiri üzerinde sağa
ve ayarlayın.
sola sallanıyor.
Boru ucu yassılaşmış veya hasar görmüş.
Hasarlı boru ucunu kesin.
Boru malzemesindeki sert puntalar veya kaynak
Farklı boru kullanın.
dikişleri borudan daha sert.
Yiv açma silindirinin besleme hızı çok düşük.
Yiv açma silindirini boruya daha hızlı besleyin.
Elektrikli motorun hızı 57 dev/dk’nın üzerinde.
Hızı 57 dev/dk’a veya altına düşürün.
Boru destek sehpası yanlış konumda.
Boru destek sehpasının silindirlerini doğru şekilde
konumlandırın.
Yiv açma aleti, boruya yiv
Maksimum boru et kalınlığı aşılmış.
Boru kapasitesi çizelgesini kontrol edin.
açmıyor.
Boru malzemesi çok sert.
Boruyu değiştirin.
Ayar vidası ayarlanmamış.
Derinliği ayarlayın.
Elektrikli motor, gereken minimum torku sağlamı-
RIDGID No. 300, Elektrikli Motor veya
yor.
300 Kompakt veya 1233 kullanın.
Yiv açma aleti, gereken
Maksimum boru çapı toleransı aşılmış.
Doğru çapta boru kullanın.
çapta yiv açmıyor.
Derinlik ayarı vidası doğru ayarlanmamış.
Derinlik ayarını ayarlayın.
Boru çok sert.
Farklı boru kullanın.
Boru, tahrik silindiri üze-
Yiv açma silindirinin besleme hızı çok düşük.
Yiv açma silindirini boruya daha hızlı besleyin.
rinde kayıyor.
Tahrik silindirinin tırtıkları tıkanmış veya aşınıp düzleş-
Tahrik silindirini temizleyin veya değiştirin.
miş.
Yiv açma aleti, yiv açma
Elektrikli motor, gereken minimum torku sağlamı-
RIDGID No. 300, Elektrikli Motor veya
esnasında boruyu dön-
yor.
300 Kompakt veya 1233 kullanın.
dürmüyor.
Ayna, tahrik milinin düz kısımlarının üzerine kapan-
Aynayı kapatın.
mıyor.
Boru, yiv açma aletini
Boru destek sehpası doğru şekilde ayarlanmamış.
Destek sehpalarını doğru şekilde yerleştirin ve
devirecek şekilde yükseli-
ayarlayın.
yor veya eğilim gösteriyor.
Ridge Tool Company 421

975
Kombinirani kolutni
vtiskovalnik utorov

Kombinirani kolutni vtiskovalnik utorov 975
Vsebina
Varnostni simboli ..........................................................................................................................................................................424
Splošne varnostne informacije
Varnost delovnega območja ......................................................................................................................................................424
Električna varnost........................................................................................................................................................................424
Osebna varnost .................................................................................................................................................................
.........425
Uporaba in ravnanje z orodjem ..................................................................................................................................................425
Servisiranje..................................................................................................................................................................................425
Posebne varnostne infor
macije
Varnost kolutnega vtiskovalnika utorov ......................................................................................................................................426
Varnost kolutnega vtiskovalnika utorov ob uporabi el. pogona/naprave za izdelavo navojev....................................................426
Varnost kolutnega vtiskovalnika utorov ob uporabi na mestu vgradnje ..............................
......................................................426
Opis, tehnični podatki in standardna oprema
Opis ............................................................................................................................................................................................426
Specifikacije.................................................................................................
...............................................................................427
Standardna oprema ....................................................................................................................................................................427
Pregled kolutnega vtiskovalnika utorov ......................................................................................................................................427
Priprava naprave in delovnega območja za uporabo z električnim pogonom
Montaža kombiniranega vtiskovalnika utorov 975 na električni pogon RIDGID 300..................................................................429
Montaža kombiniranega vtiskovalnika utorov 975 na kompaktno napravo za izdelavo navojev RIDGID 300 ali 1233 ............ 429
Zaključne nastavitve......................................
..............................................................................................................................430
Priprava cevi ..............................................................................................................................................................................431
Namestitev cevi v kolutni vtiskovalnik utorov ..........................................
..................................................................................432
Upravljanje kombiniranega kolutnega vtiskovalnika utorov 975 z el. pogonom/napravo za izdelavo navojev
Nastavitev/merjenje premera utora ............................................................................................................................................432
Oblikovanje utora ..................................
......................................................................................................................................433
Nastavitev premera utora za bakrene cevi..................................................................................................................................434
Nasveti za vodenje kombiniranega kolutnega vtiskovalnika utorov 975 ...................................
.................................................434
Priprava naprave in delovnega območja za uporabo na mestu vgradnje
Priprava cevi ..............................................................................................................................................................................436
Namestitev kolutnega vtiskovalnika utorov na cev ...........................................................
.........................................................436
Uporaba kombiniranega kolutnega vtiskovalnika utorov 975 na mestu vgradnje
Nastavitev/merjenje premera utora ............................................................................................................................................437
Oblikovanje utora ....................................................................................
....................................................................................438
Navodila za vzdrževanje
Podmazovanje ............................................................................................................................................................................438
Čiščenje .................................................................................................
.....................................................................................439
Zamenjava kompleta kolutov......................................................................................................................................................439
Dodatki............................................................................................................................................................................................440
Shranjevanje naprave ......................................................................................................................................................................440
Servisiranje in popravilo................................................................................................................................................................440
Tabela I. Tehnični podatki za standardne utore..........................................................................................................................441
Tabela II. Maksimalna in minimalna debelina stene cevi ..........................................................................................................441
Tabela III. Tehnični podatki za utore pri bakreni
h ceveh ..........................................................................................................442
Odpravljanje težav..................................................................................................................................................................442-443
423 Ridge Tool Company

Kombinirani kolutni vtiskovalnik utorov 975
Varnostni simboli
V tem uporabniškem priročniku in na izdelku se uporabljajo varnostni simboli in signalne besede za posredovanje pomembnih
varnostnih informacij. V tem poglavju boste spoznali pomen teh signalnih besed in simbolov.
To je varnostni alarmni simbol. Uporablja se za opozarjanje na tveganje telesnih poškodb. Upoštevajte varnostna navodila, ki
spremljajo ta simbol, da preprečite morebitno poškodbo ali smrt.
NEVARNOST
NEVARNOST pomeni nevarno situacijo, ki bo povzročila smrt ali težko poškodbo, če se ji ne izognete.
OPOZORILO
OPOZORILO pomeni nevarno situacijo, ki bi lahko povzročila smrt ali težko poškodbo, če se ji ne izognete.
POZOR pomeni nevarno situacijo, ki bi lahko povzročila manjše ali zmerno težke telesne poškodbe, če se ji ne
POZOR
izognete.
OPOMBA
OPOMBA pomeni
informacijo, ki se nanaša na zaščito lastnine.
Ta simbol vas opozarja, da preberete uporabniški priročnik, preden začnete uporabljati napravo. Uporabniški priročnik vsebuje
pomembne informacije o varni in pravilni uporabi naprave.
Ta simbol pomeni, da je treba pri uporabi in rokovanju s to opremo vedno uporabljati varnostna očala s stranskimi ščitniki ali
varovalne naočnike, da zmanjšate nevarnost poškodbe oči.
Simbol opozarja na nevarnost stisnjenja prstov ali rok med koluta vtiskovalnika utorov.
Simbol pomeni nevarnost, da se roke, prsti, noge, oblačila in drugi predmeti ujamejo in/ali zapletejo v vrteče se gredi, kar lahko
povzroči poškodbe zaradi stisnjenja ali udarcev.
Simbol označuje, da se vrtalnik, udarno ali drugo orodje z električnim pogonom ne sme uporabljati za poganjanje te naprave
pri uporabi na mestu vgradnje.
Simbol označuje nevarnost prevračanja naprave, ki bi lahko povzročilo poškodbe zaradi udarcev ali stisnjenja.
Simbol pomeni, da morate ob uporabi naprave za izdelavo navojev/el. pogona vedno uporabljati stopalko.
Simbol pomeni, da morate pri delu nad glavo nositi čelado, da se zmanjša nevarnost poškodb glave.
• Pazite, da bodo tla suha. Na njih ne sme biti spolzkih
Splošne varnostne informacije
snovi, npr. olja. Nesreče so lahko posledica spolzkih tal.
OPOZORILO
• Če sega obdelovanec preko naprave, delovno območje
Pozorno preberite in se seznanite z vsemi navodili.
zavarujte ali ogradite. Varovalo oz. ograja, ki omogoča
Neupoštevanje vseh spodaj navedenih napotkov lahko pov-
najmanj 90 cm (3 čevlje) prostora okrog obdelovanca, bosta
zroči električni udar, požar in/ali hude telesne poškodbe.
zmanjšala nevarnost zapletanja.
TA NAVODILA SKRBNO HRANITE!
Električna varnost
Izraz »električno orodje« v opozorilih se nanaša na vaše el.
orodje (povezano z električnim kablom), ki se napaja iz el.
• Vtiči električnega orodja morajo ustrezati vtičnici. Vtiča
omrežja, ali na el. orodje z baterijo (brez kabla).
nikoli na noben način ne prilagajajte. Vtičev prilagoje-
valnika ne upora
bljajte z ozemljenimi električnimi orod-
Varnost delovnega območja
ji. Nespremenjeni vtiči in ustrezne vtičnice zmanjšajo
• Delovno območje naj bo čisto in dobro osvetljeno.
nevarnost električnega udara.
Nesreče so lahko posledica neurejenih in slabo osvetljenih
• Izogibajte se stiku z ozemljenimi površinami kot so
delovnih prostorov.
cevi, grelniki, štedilniki in hladilniki. Če je vaše telo ozem-
• Električnih orodij ne uporabljajte v eksplozivnih atmos-
ljeno, za vas obstaja večja nevarnost električnega udara.
ferah, npr. v prisotnosti vnetljivih tekočin, plinov ali
prahu. Električna orodja ustvarjajo iskre, zaradi katerih se
• Orodja ne izpostavljajte dežju in vlažnim pogojem. Voda,
prah ali hlapi lahko vnamejo.
ki prodre v električno napravo, poveča možnosti elektri-
čnega udara.
• Med uporabo električne naprave naj se otroci in druge
osebe ne približujejo. Zaradi nepozornosti lahko izgubite
• Kabla ne uporabljajte nenamensko
. Kabla nikoli ne upo-
nadzor nad orodjem.
rabljajte za prenašanje ali vlečenje oz. za izklop el.
Ridge Tool Company424

Kombinirani kolutni vtiskovalnik utorov 975
orodja. Kabla ne izpostavljajte vročini, olju, ostrim robo-
• Če s stikalom ne morete VKLOPITI in IZKLOPITI orod-
vom ali gibljivim delom naprave. Poškodovani ali pre-
ja, ga ne uporabljajte. Vsako orodje, ki ga ne morete
pleteni kabli povečajo možnost električnega udara.
krmiliti s stikalom, je nevarno in ga je treba popraviti.
• Med uporabo el. orodja na prostem uporabljajte samo
• Preden boste nastavili orodje, zamenjali dodatke ali
podaljške, primerne za uporabo na prostem. Uporaba
odložili orodje, izvlecite vtič iz vtičnice in/ali odstranite
kabla, primernega za uporabo na prostem, zmanjšuje mož-
baterijo iz orodja. S tovrstnimi varnostnimi ukrepi boste
nost električnega udara.
zmanjšali tveganje zaradi nenamernega vklopa orodja.
• Če se ne morete izogniti uporabi električne naprave v
• Orodje, ki ga ne uporabljate, h
ranite izven dosega
vlažnih prostorih, uporabljajte stikalo za zemljostičn
o
otrok in ne dovolite, da bi orodje uporabljale osebe, ki ga
zaščito (GFCI). Uporaba zemljostične zaščite zmanj-
ne poznajo ali ki niso prebrale teh navodil. Orodje je
šuje možnost električnega udara.
nevarno, če
ga uporabljajo neizkušene osebe.
• Orodje redno vzdržujte. Preverite, ali so gibljivi deli
Osebna varnost
orodja pravilno nameščeni in niso ukleščeni, preverite
• Med uporabo električnega orodja bodite pazljivi, pozor-
tudi morebitne zlome delov in vsa druga stanja, ki bi
ni in delajte z glavo. Električnega orodja ne uporabljaj-
lahko vplivala na delovanje orodja. Če je orodje poško-
te, če ste utrujeni ali ste pod vplivom drog, alkohola ali
dovano, ga pred uporabo obvezno popravite. Številne
zdravil. Trenutek nepozornosti med uporabo električnega
nesreče so posledic
a slabo servisiranih orodij.
orodja lahko povzroči hude telesne poškodbe.
• Uporabljajte samo dodatke, ki so namenjeni za vaše
• Uporabljajte opremo za osebno zaščito. Vedno nosite
orodje. Redno vzdrževana rezalna orodja z ostrimi rezili
zaščitna očala. Zaščitna oprema,
npr. zaščitna maska za
se manjkrat ukleščijo in jih je lažje upravljati.
prah, zaščitni čevlji z nedrsečimi podplati, čelada ali zaščit-
• Ročaje vzdržujte suhe, čiste in razmaščene. Tako boste
ne slušalke, ki jo uporabljamo različnim delovnim pogo-
omogočili boljši nadzor orodja.
jem ustrezno, zmanjša nevarnost poškodb.
• Izogibajte se nenamernemu vklopu orodja. Prepričajte
Servisiranje
se, da je stikalo izklopljeno, preden orodje priključite na
električni vir in/ali baterijo, ga dvignete ali prestavite. Do
• Vaše orodje naj popravlja samo usposobljen strokovnjak
nesreče lahko pride tudi, če imate med nošenjem orodja
in pri tem uporablja samo originalne nadomestne dele.
prste na stikalu ali če nanj pritiskate, medtem ko j
e orodje
Tako bo vaše orodje ostalo varno za uporabo.
vklopljeno.
• Pred vklopom električnega orodja odstranite vse nasta-
Posebne varnostne informacije
vitvene ključe ali izvijač. Izvijač ali ključ, ki ga pustite pri-
trjenega na vrtljiv del električnega orodja, lahko povzroči
OPOZORILO
telesne poškodbe.
To poglavje vsebuje pomembna varnostna navodila, zna-
čilna za to orodje.
• Ne stegujte se. Stojte v stabilnem položaju in skušajte
ohraniti ravnotežje. Tako boste v nepredvidljivih situacijah
Da bi zmanjšali nevarnost hudih poškodb, pred uporabo
kombiniranega kolutnega vtiskovalnika utorov 975 skrbno
imeli boljši nadzor nad električnim orodjem.
preberite naslednja varnostna opozorila.
• Bodite primerno oblečeni. Ohlapna oblačila in nakit
niso primerni. Las, obleke
in rokavic ne približujte giblji-
TA NAVODILA SKRBNO HRANITE!
vim delom. Široka oblačila, nakit ali dolgi lasje se lahko uja-
V primeru vprašanj se obrnite na oddelek za tehnične storitve
mejo v gibljive dele.
Ridge Tool preko številke (800) 519-3456 ali e-poštnega naslo-
• Če lahko namestite sesalnike in zbiralnike za prah, se
va techservices@ridgid.com.
prepričajte, da so ti priključeni in pravilno uporabljeni.
Uporaba zbiralnikov za prah lahko zmanjša tveganja zaradi
Varnost kolutnega vtiskovalnika utorov
kopičenja prahu.
• Ne nosite ohlapnih oblačil. Rokavi in jopiči naj bodo
zapeti. Ne segajte preko naprave ali cevi. Oblačila se
Uporaba in ravnanje z orodjem
lahko ujamejo na cev ali med druge vrteče se dele, kar
• Od orodja ne zahtevajte preveč. Uporabljajte orodje,
lahko povzroči zapletanje in hude poškodbe.
ki je primerno za vaše delo. Z uporabo primernega orod-
ja boste delo opravili
bolje in varneje, s hitrostjo, za katero je
namenjeno.
Ridge Tool Company 425

Kombinirani kolutni vtiskovalnik utorov 975
• Roke držite proč od utornih kolutov. Ne izdelu
jte utorov
lahko povzroči stisnjenje, zlom kosti, udarce ali druge
na ceveh, ki so krajše od navedenih. Ne nosite ohlapnih
poškodbe.
rokavic. Prsti se lahko stisnejo med koluta vtiskovalnika
• Ena oseba mora nadzorovati tako postopek izdelave
utorov ali med kolut in cev.
utora kot stopalko. Naprave ne sme upravljati več oseb
• Roke držite proč od koncev cevi. Ne segajte v notranjost
sočasno. V primeru zapletanja mora imeti operater nadzor
cevi. Na ostrih robovih ali ostružkih bi se lahko porezali. Prsti
nad stopalko.
se lahko stisnejo med koluta vtiskovalnika utorov ali med
• Uporabljajte izključno pogone in naprave za izdelavo
kolut in cev.
navojev z vrtilno hitrostjo 57 ali manj vrtljajev na minuto.
• Cev ustrezno pripravite in ravnajte z njo. Na ostrih robo-
Naprave z višjimi hitrostmi povečujejo tveganje poškodb.
vih ali ostružkih bi se lahko porezali.
• Prepričajte se, da je kolutni vtiskovalnik utorov
pravilno
• Cev ustrezno podprite. Tako b
oste preprečili prevračanje
nameščen in pritrjen na pogon/napravo za izdelavo
cevi in opreme.
navojev. Prepričajte se, da so naprava, stojalo, vtisko-
valnik utorov in cev stabilno postavljeni. Tako boste pre-
• Preberite in se seznanite z vsebino tega uporabniškega
prečili prevračanje opreme in cevi.
priročnika, uporabniškega priročnika električnega pogo-
na ali naprave za izdelavo navojev, navodili proizvajalca
Varnost kolutnega vtiskovalnika utorov ob
za namestitev cevi in navodili za vso drugo opremo, ki se
uporabi na mestu vgradnje
uporablja s tem orodjem, pred delom s kombiniranim
kolutnim vtiskovalnikom utorov RIDGID
®
975.
• Ročni pogon uporabljajte samo pri uporabi na mestu
Neupoštevanje teh navodil lahko povzroči škodo na lastnini
vgradnje. Ob uporabi na mestu vgradnje ne uporabljaj-
in/ali hude telesne poškodbe.
te el. naprav (npr. vrtalnika ali udarnega orodja) za
poganjanje kolutnega vtisko
valnika utorov. Uporaba
• Pri nas
tavitvi in uporabi kombiniranega kolutnega vtis-
električnih naprav lahko povzroči poškodbe vtiskovalnika
kovalnika utorov RIDGID 975 vedno uporabljajte pri-
utorov in povečuje nevarnost poškodb.
merno osebno zaščitno opremo. Ustrezna osebna zaščita
vedno obsega zaščitna očala, lahko pa vsebuje tudi takšno
• Kadar delate na višini nad glavo, mora vso osebje nosi-
opremo kot so tesno prilegajoče se usnjene rokavice, obu-
ti čelade. Pod delovnim območjem se ne sme nihče
tev z jekleno zaščito prstov in čelada.
zadrževati. Tako boste v primeru padca kolutnega vtisko-
valnika utorov, cevi ali drugih predmetov preprečili hude
• Kolutni
vtiskovalnik utorov uporabljajte izključno za
poškodbe.
izdelavo utorov na ceveh, katerih velikost in vrsta ustre-
zata priporočilom teh navodil. Drugačna
uporaba ali pre-
delava kolutnega vtiskovalnika utorov za drugačno uporabo
Opis, tehnični podatki in
lahko poveča nevarnost poškodb.
standardna oprema
Opis
Varnost kolutnega vtiskovalnika utorov ob
Kombinirani kolutni vtiskovalnik utorov RIDGID
®
975 omogoča
uporabi el. pogona/naprave za izdelavo
izdelavo utorov na jeklenih, aluminijastih in plastičnih ceveh
navojev
premera od 1
1
/
4
“ do 6”, debeline 10 in 40. Primeren je tudi za
• S kombiniranim kolutnim vtiskovalnikom utorov upora-
utore na ceveh iz nerjavnega jekla premera od 1
1
/
4
“ do 6” in
bljajte samo električni pogon RIDGID 300 (RIDGID 300
debeline 10, ter premera od 1
1
/
4
“ do 2” in debeline 40. Ob
Power Drive) ali kompaktno napravo za izdelavo navo-
zamenjavi kompleta kolutov se lahko uporablja tudi za bakrene
jev 300 (300 Compact Threading Machine). Uporaba
cevi vrste K, L, M in DWV premera 2”–8”. Utori se oblikujejo z
drugih pogonskih virov bo povzročila nepravilno namesti
tev
mehanskim pomikanjem utornega koluta, ki ga podpira pogon-
in lahko povzroči prevračanje ali druge težave.
ski kolut, po cevi. Potrebna je samo prilagoditev globine u
tora.
• Kolutnega vtiskovalnika utorov ne uporabljajte z el.
Enota je oblikovana posebej za uporabo na mestu vgradnje ali z
pogonom ali napravo za izdelavo navojev brez stopalke.
modelom el. pogona RIDGID 300 (modela z 38 in 57 vrt. na min).
Stopalke nikoli ne smete blokirati tako, da ne bi mogla
S primernim prilagojevalnikom (kat. št. 67662) se lahko uporablja
nadzorovati pogona. Stopalka omogoča boljši nadzor,
z modelom naprave za izdelavo navojev RIDGID 300 Compact.
saj lahko električni pogon izklopite tako, da odmaknete
Kombinirani kolutni vtiskovalnik utorov 975 premore patentira-
nogo. Če se v napravo ujamejo oblačila in motor ostane v
ni merilnik globine utora za pomoč pri nastavitvi utora in paten-
pogonu, bo oblačila povleklo v napravo. Navor te naprave je
tirane možnosti za izboljšanje sledenja.
visok, zato lahko povzroči, da
se ujeta oblačila zategnejo
okrog vaše roke ali drugih delov telesa z zadostno silo, da
Ridge Tool Company426
Kombinirani kolutni vtiskovalnik utorov 975
Kombinirani kolutni vtiskovalnik utorov 975 je prenosna napra-
Standardna oprema
va, namenjena za občasno uporabo na mestu dela, in ni pri-
Utorni in pogonski kolut za premer od 1
1
/
4
“ do 6“ in debe-
meren za močno obremenjeno uporabo ali proizvodno
lino 10 in 40
obdelavo cevi.
Ključ z zatikalom (
1
/
2
“) in gumbom za sprostitev
OPOMBA
Kombinirani kolutni vtiskovalnik utorov, model
Vpenjalni podaljšek
975, ob pravilni uporabi omogoča izdelavo utorov z merami
Podporni ročici
2”–6”, ki so v skladu z ameriškim standardom AWWA C606-06.
Vgrajeni indeksni merilnik debeline
Za izbiro primernih materialov in načinov spajanja je odgovoren
projektant sistema in/ali inštalater. Pred samo name
stitvijo je
potrebno izdelati temeljito oceno značilnih pogojev okolja, vklju-
Pregled kolutnega vtiskovalnika
čno s kemijskimi značilnostmi in delovno temperaturo.
utorov
Specifikacije
OPOZORILO
Zmogljivost ........................jeklene cevi premera 1
1
/
4
“–6”,
debeline 10 in 40
Ob zamenjavi kolutov: bakrene
cevi 2”–8”, vrste K, L ,M in DWV
Premer utora
Prilagoditev........................uravnalni vijak in merilnik globine
utora
Pred vsako uporabo preglejte kolutni vtiskovalnik utorov in
odpravite morebitne težave, da se zmanjša tveganje hudih
Pogon ................................dodajalni polž z zatikalnim
klju-
poškodb zaradi stisnjenja in iz drugih vzrokov in da se
čem
1
/
2
“
prepreči poškodba kolutnega vtiskovalnika utorov.
Kolutnega vtiskovalnika utorov ne uporabljajte z el. pogo-
Montaža električnega
nom/napravo za izdelavo navojev brez stopalke.
pogona ..............................el.pogon RIDGID 300 (samo
modela 38 in 57 rpm), naprava za
1. Če je kolutni vtiskovalnik utorov nameščen na el. pogonu ali
izd. navojev RIDGID 300 Compact
napravi za izdelavo navojev, se prepričajte, da je vtič izvle-
(s prilagojevalnikom)
č
en iz vtičnice, stikalo REV/OFF/FOR pa v položaju OFF
Teža ...................................12,52 kg (27,6 lbs.)
(izklop). El. pogon/napravo za izdelavo navojev pregledujte
in vzdržujte v skladu z uporabniškim priročnikom teh naprav.
Kombinirani kolutni vtiskovalnik utorov 975 je zaščiten s paten-
V primeru nepravilnega pregledovanja in vzdrževanja opre-
ti ZDA in mednarodnimi patenti, vključno s patentoma 6.272.895
me lahko pride do hudih telesnih poškodb in poškodb las-
in 6.591.652.
tnine. Prepričajte se, da je stopalka na voljo in da pravilno
deluje. Tega kolutnega vtiskovalnika utorov ne uporabljajte
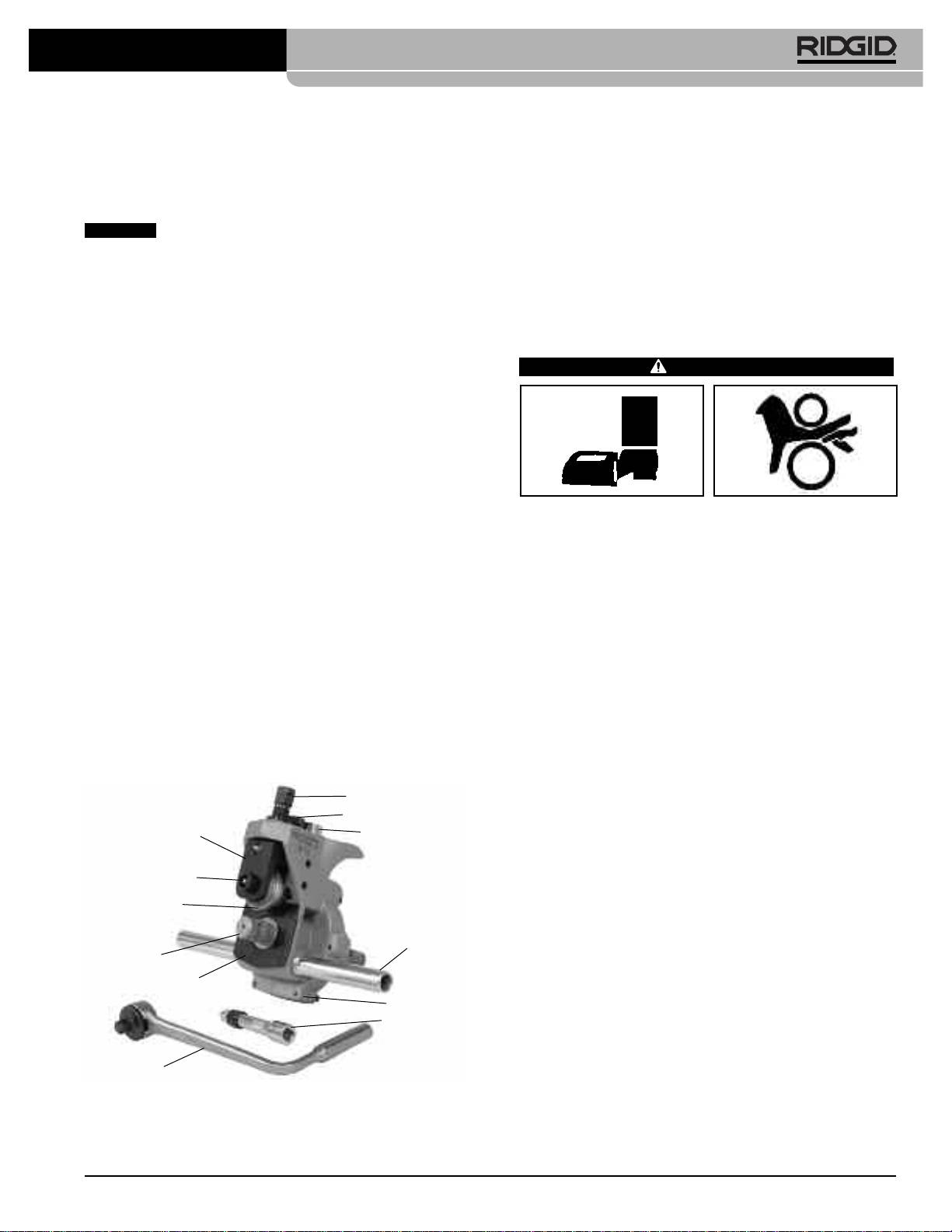
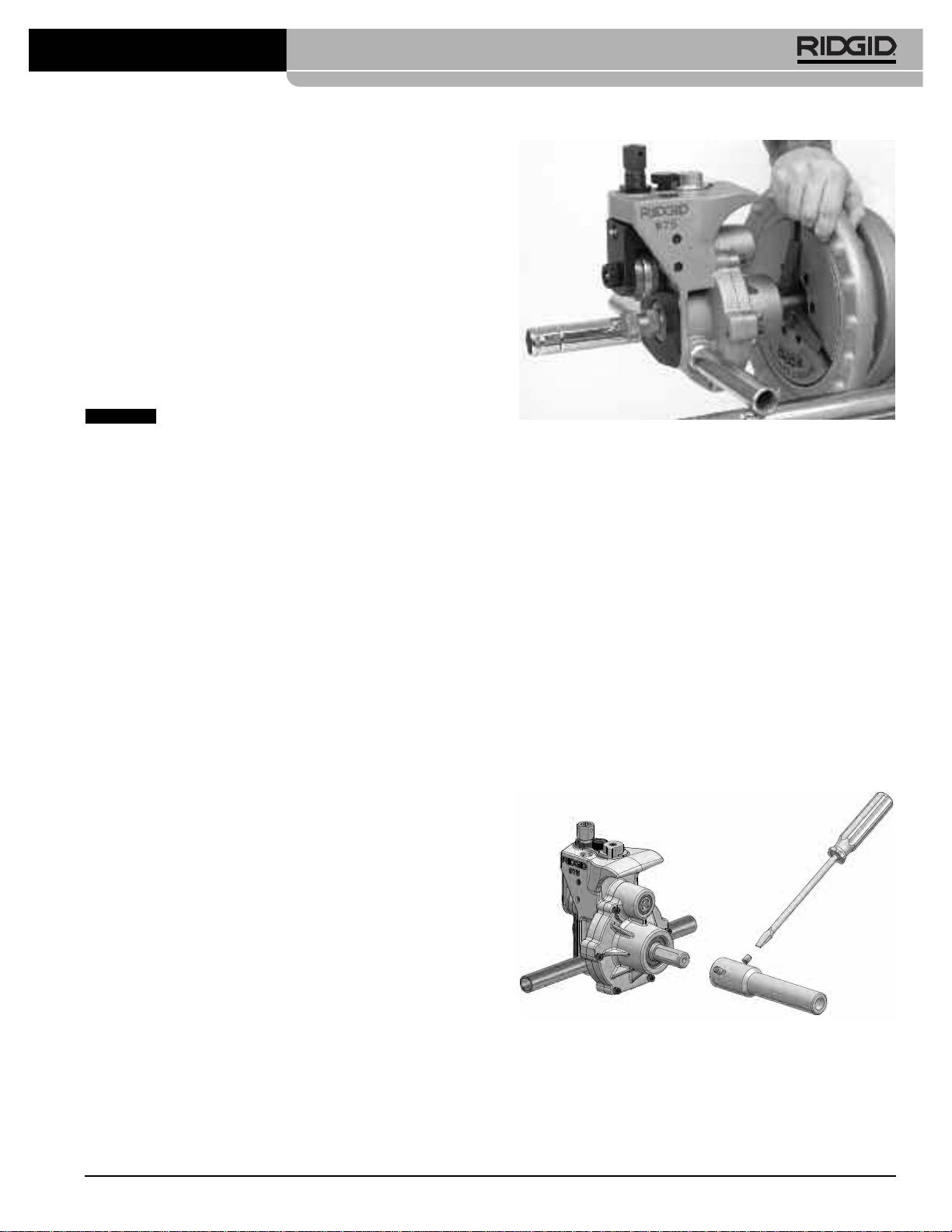
Dovajalni polž
brez stopalke.
Uravnalni vijak
Drsni sklop
Merilnik globine
2. Očistite kolutni vtiskovalnik utorov
od olja, maščob ali
utora
umazanije. Očistite tudi nosilni ročaj in zatikalo, ki se upo-
Gred utornega
rablja za sprožanje kolutnega vtiskovalnika utorov. Tako
koluta
boste zmanjšali nevarnost, da bi vam vtiskovalnik utorov ali
Utorni kolut
zatikalo med uporabo zdrsnila iz rok, in posledične poškod-
be, ter olajšali pregled.
Podporna ročica
3. Prepričajte se, da sta podporni ročici trdno nameščeni v
Pogonska gred
ohišje kolutnega vtiskovalnika utorov.
Pokrivna ploščica
4. Preverite morebitne zlomljene, manjkajoče, nepravilno
Osnova
Podaljšek
nameščene ali zatikajo
če se dele, ali katero koli drugo
stanje, ki bi lahko onemogočalo običajno in varno delova-
nje. Prepričajte se, da se utorni in pogonski kolut prosto
Zatikalo
obračata.
Slika 1 – Kombinirani kolutni vtiskovalnik utorov 975
5. Preverite, ali je opozorilna nalepka prisotna in dobro pritr-
jena. Na sliki 2 poglejte, kje se opozorilna nalepka nahaja.
Ridge Tool Company 427

Kombinirani kolutni vtiskovalnik utorov 975
6. Če so rebra pogonske gredi umazana, jih očistite z žično
Priprava naprave in delovnega
krtačo. Umazana rebra lahko povzročijo zdrs cevi in teža-
območja za uporabo z el. pogonom
ve pri sledenju utora.
7. Preglejte morebitne razpoke, obrabo in druge znake
OPOZORILO
poškodb utornega koluta in pogonske gredi. Poškodovani
utorni koluti in pogonske gredi lahko povzročijo zdrs cevi,
slabo kakovost utorov ali napako med uporabo.
8. Preverite pravilno delovanje zatikala in podaljška.
Prepričajte se, da zatikalo nemoteno deluje in se tekoče
Vedno nosite zaščito za oči, da zaščitite svoje oči pred
pom
ika v obeh smereh. Pritisnite gumb za sprostitev na
umazanijo in tujki. Nosite obuvala z jekleno zaščito prstov,
sredini glave zatikala in ga namestite na dovajalni polž.
ki vas bodo varovala v primeru prevračanja orodja in pada-
Zatikalo se mora varno pritrditi v položaj. Zatikalo se mora
nja cevi.
prav tako varno pritrditi v podaljšek, podaljšek pa mora biti
Kolutnega vtiskovalnika utorov ne uporabljajte z el. pogonom
varno pritrjen v predel ročnega pogona na zadnjem delu
ali napravo za izdelavo navojev brez stopalke. Stopalke
kolutnega vtiskovalnika utorov. Na ta način preprečite,
nikoli ne smete blokirati tako, da ne bi mogla nadzorovati
pogona. Stopalka omogoča boljši nadzor, saj lahko elektri-
da bi se zatikalo in podaljšek med uporabo zrahljala in
čni pogon izklopite tako, da odmaknete n
ogo. Če se v napra-
izpadla iz vtiskovalnika utorov. Če uporabljate drugačno
vo ujamejo oblačila in električni motor ostane v pogonu, bo
zatikalo, ključ
ali podaljšek, ki ne naseda v kolutni vtisko-
oblačila povleklo v napravo. Navor te naprave je visok, zato
valnik utorov, se morate zavedati, da se lahko med upo-
lahko povzroči, da se ujeta oblačila zategnejo okrog vaše
rabo zrahlja.
roke ali drugih delov telesa z zadostno silo, da lahko povzroči
stisnjenje, zlom kosti, udarce ali druge poškodbe.
V primeru kakršnih koli težav naprave ne uporabljajte,
Kolutni vtiskovalnik utorov in delovno območje pripravite v
dokler jih ne odpravite.
skladu s temi postopki, da se zmanjša nevarnost poškodb
zaradi el. udara, požara, prevračanja naprav
e, zapletanja v
9. Kolutni vtiskovalnik utorov podmazujte v skladu z navodi-
gibljive dele, stisnjenja in drugih razlogov in da se prepreči-
li za vzdrževanje v tem priročniku. Z vtiskovalnika utorov
jo poškodbe kolutnega vtiskovalnika utorov.
obrišite morebitno odvečno mast.
1. Izberite delovno območje z naslednjimi lastnostmi:
10. Če uporabljate kakršno koli drugo opremo, jo pregledujte
• Ustrezna osvetlitev.
in vzdržujte, da zagotovite pravilno delovanje.
• Brez vnetljivih tekočin, hlapov ali prahu, ki se lahko
vžgejo. Če so te snovi prisotne, v delovnem območju ne
delajte, dokler ne ugotovite oziroma odstranite njihovih
virov. Električni pogoni in naprave za izdelavo navojev
niso eksplozijsko varni in lahko povzročaj
o iskrenje.
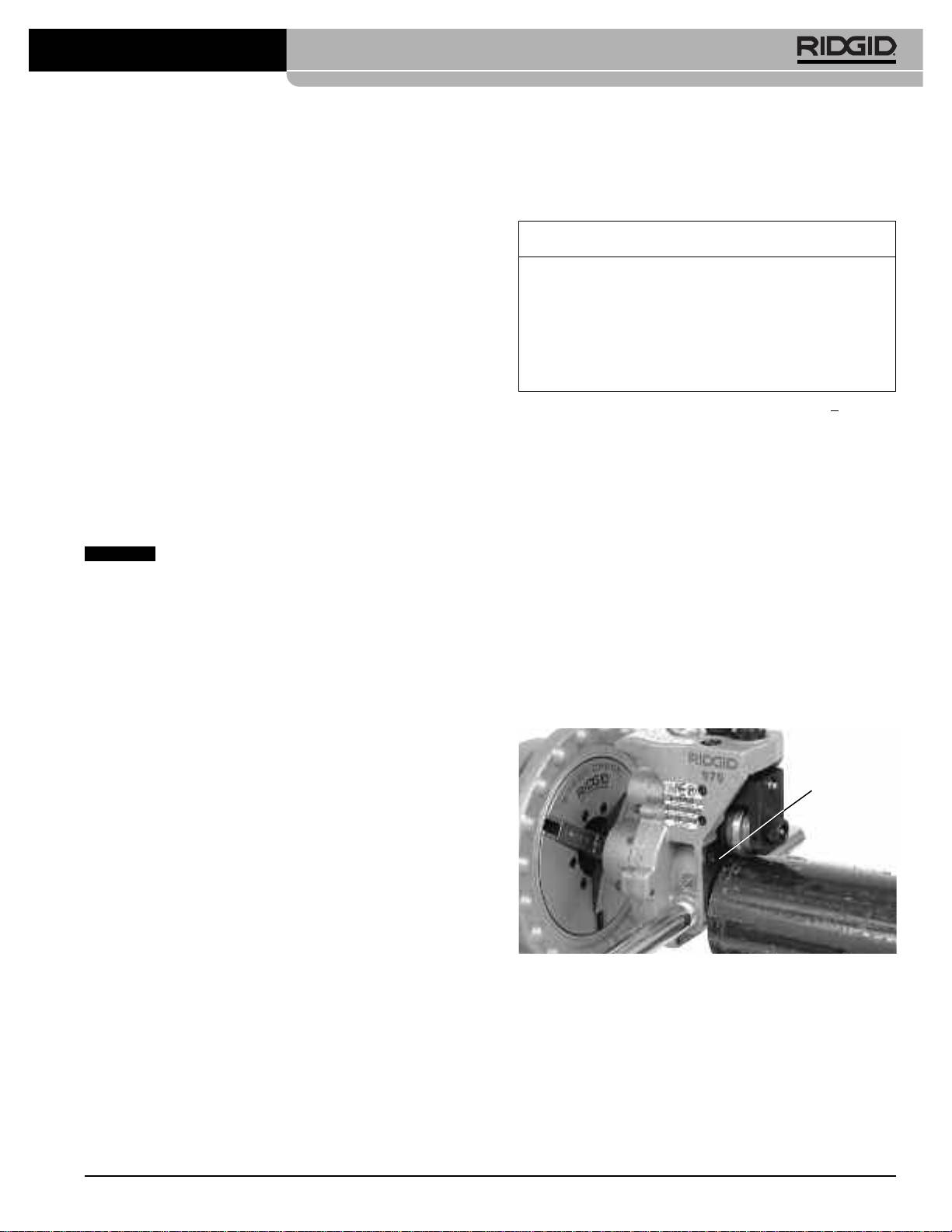
• Čisto, ravno, stabilno in suho mesto za vso opremo in
Mazalke
operaterja. Opreme ne uporabljajte, če stojite v vodi.
Opozorilna
nalepka
• Pravilno ozemljena električna vtičnica. Tripolna ali vti-
čnica z
zemljostično zaščito (GFCI) morda ni pravilno
ozemljena. Če dvomite v kakovost vtičnice, se obrnite
na pooblaščenega električarja.
• Očistite pot do električne vtičnice tako, da ne bodo pri-
sotni nikakršni možni viri okvare napajalnega kabla.
2. Pred namestitvijo opreme očistit
e delovno območje. Vedno
obrišite morebitne sledi olja.
Slika 2 – Opozorilna nalepka na kombiniranem kolutnem
vtiskovalniku utorov 975
3. Preglejte cev, na kateri boste izdelali utor, in se prepričaj-
te, da je kombinirani kolutni vtiskovalnik utorov 975 ustre-
zno orodje za to delo. Kombinirani kolutni vtiskovalnik
utorov 975 je primeren za izdelavo utorov na jeklenih, alu-
minijastih in plastičnih ceveh debeline 10 in 40 in velikosti
od 1
1
/
4
“ do 6”. Namenjen je tudi za izdelavo utorov na
ceveh iz nerjavnega jekla vel. od 1
1
/
4
“ do 6” debeline 10, ter
Ridge Tool Company428
Kombinirani kolutni vtiskovalnik utorov 975
vel. od 1
1
/
4
“ do 2” in debeline 40. Ob zamenjavi kompleta
kolutov se lahko uporablja za bakrene cevi vrste K, L, M in
DWV premera 2”–8”.
Kombin
irani kolutni vtiskovalnik utorov 975 se lahko upo-
rablja na mestu vgradnje (vgrajena cev ali cev v primežu) ali
z el. pogonom RIDGID 300 ali napravo za izdelavo navojev
300 Compact za uporabo z el. pogonom na mestu dela.
Kombinirani kolutni vtiskovalnik utorov 975 ni namenjen za
uporabo v proizvodnji.
Kolutne vtiskovalnike utorov za druge namene poiščite v
katalogu orodja Ridge (Ridge Tool catalog), na spletnem
mestu www.RIDGID.com, ali preko tehnične službe Ridge
To
ol, tel. 800-519-3456.
OPOMBA
Uporaba kompleta kolutov (utorni kolut in pogonska
gred) tako na karbonskih kot ceveh iz nerjavnega jekla lahko pov-
Figure 3 – Namestitev kombiniranega vtiskovalnika uto-
rov 975 v vpenjalo električnega pogona 300
zroči onesnaženje nerjavnega jekla. Tovrstno onesnaženje lahko
povzroči korozijo in skrajšanje življenjske dobe cevi. Da bi pre-
prečili onesnaženje cevi iz nerjavnega jekla z železom, uporabljajte
Montaža kombiniranega vtiskovalnika utorov
komplet kolutov, namenjen za izdelavo utorov na ceveh iz ner-
975 na kompaktno napravo za izdelavo navojev
javnega jekla. Namesto tega lahko pri zamenjavi materialov
RIDGID 300 ali 1233
komple
t kolutov temeljito očistite z žično krtačo iz nerjavnega
Pri uporabi kombiniranega kolutnega vtiskovalnika utorov 975
jekla.
s kompaktno napravo za izdelavo navojev 300 ali 1233 obvezno
4. Prepričajte se, da sta el. pogon/naprava za izdelavo navo-
uporabite prilagoditveni komplet (kat. št. 67662). Prilagoditveni
jev pregledana v skladu s priročnikom. Prepričajte se, da je
komplet omogoča pravilno postavitev kombiniranega kolut-
stopalka prisotna, in da je stikalo FOR/OFF/REV v položaju
nega v
tiskovalnika utorov 975 na napravo za izdelavo navojev
OFF (izklop). El. pogon/napravo za izdelavo navojev name-
in celoten razpon velikosti utorov. Kombiniranega kolutnega vti-
stite v skladu z navodili pripadajočega priročnika.
skovalnika utorov 975 ne poskušajte uporabljati z drugimi
Prepričajte se, da sta naprava in stojalo stabilna in brez tre-
napravami za izdelavo navojev, saj lahko pride do prevračanja
sljajev.
ali drugih težav.
5. Vpenjalo el. pogona/naprave za izdelav
o navojev do konca
1. Na pogonsko gred kolutnega vtiskovalnika utorov namestite
odprite.
prilagojevalnik pogonske ročice (glejte sliko 4). Pritrdilne vija-
ke poravnajte s ploščicami pogonske gredi kolutnega vti-
6. Prepričajte se, da je kombinirani kolutni vtiskovalnik utorov
skovalnika utorov i
n jih tesno privijte.
975 pregledan in ustrezen komplet kolutov nameščen.
Montaža kombiniranega vtiskovalnika utorov
975 na električni pogon RIDGID 300
1. Če je električni pogon, ki ga boste uporabili, opremljen z
vozičkom ali drugimi dodatki, jih odstranite. Prepričajte
se, da sta podporni ročici električnega pogona povsem
spredaj in pritrjeni.
2. Podporni ročici kolutnega vtiskovalnika uto
rov namestite na
podporni ročici električnega pogona, konec pogonske
g
redi kolutnega vtiskovalnika utorov pa v vpenjalo napra-
ve. Zaprite in zategnite vpenjalo el. pogona na ploščici
pogonske gredi. Prepričajte se, da je pogonska gred v
vpenjalu središčno poravnana. Z večkratnim in močnim
Slika 4 – Namestitev prilagojevalnika pogonske ročice
obračanjem udarne glave hitrega vpenjala v nasprotni
2. Voziček na kompaktni napravi za izdelovanje navojev 300
smeri urinega kazalca poskrbite za trden oprijem pogonske
ali 1233 premaknite kolikor je le mogoče blizu vpenjalu.
gredi (slika 3).
Premaknite rezkar, posnemalo in rezalno glavo v položaj
stran od operaterja, da ne bodo napoti. Posnemalno koni-
co vstavite v rezalno glavo.
Ridge Tool Company 429

Kombinirani kolutni vtiskovalnik utorov 975
3. Prilagoditveni nosilec namestite na konec vodila naprave
• Stojo v smeri proti kolutnemu vtiskovalniku utorov in
300 Compact ali 1233 (kot prikazuje slika 5) in pritrdite s
dostop do stikala FOR/OFF/REV (na isti strani kot stikalo).
priloženim zatičem.
• Nadzor preklapljanja (ON/OFF) s stopalko, po potrebi tudi
hitro sprostitev stopalke.
• Pripraven dostop do kolutnega vtiskovalni
ka utorov,
cevi in ključa z zatikalom, ne da bi moral segati preko
kolutnega vtiskovalnika utorov.
Slika 5 – Namestitev prilagoditvenega nosilca
4. Podporni ročici vtiskovalnika utorov 975 namestite na roči-
ci prilagoditvenega nosilca, s prilagojevalnikom pogonske
ročice v vpenjalu naprave. Zaprite in zategnite vpenjalo
naprave za izdelavo navojev na prilagojevalnik pogonske
ročice. Prepričajte se, da je pogonska roči
ca v vpenjalu sre-
diščno poravnana. Z večkratnim in močnim obračanjem
udarne glave hitrega vpenjala v nasprotni smeri urinega
kazalca poskrbite za trden oprijem pogonske ročice.
Slika 7 – Položaj operaterja
2. Napajalni kabel napeljite po prej opisani očiščeni poti. S
suhimi rokami priklopite vtič el. pogona v pravilno ozem-
ljeno vtičnico. Vse el. povezave morajo biti suhe in nad
tlemi. Če napajalni kabel ni dovolj dolg, uporabite podaljšek,
ki:
• je v dobrem stanju,
• ima tripolni vtič, podoben vtiču električnega pogona,
• je namenjen za zunanjo uporabo in vsebuje W ali W-A v
Slika 6 – Pravilno nameščen kombinirani kolutni vtisko-
oznaki kabla (npr. SOW
),
valnik utorov 975 na kompaktni napravi za izde-
lavo navojev 300
• je ustrezno dimenzioniran (AWG 14 za 7,5, AWG 12 za
7,5–15 m dolžine). Pretanke žile se lahko pregrejejo in
povzročijo topljenje izolacije, požar ali drugo škodo.
Zaključne nastavitve
3. Preverite električni pogon/napravo za izdelavo navojev in se
1. Stopalko postavite tako, da operater lahko nadzoruje elek-
prepričajte, da pravilno deluje:
trični pogon/napravo za izdelavo navojev, vtiskovanik uto-
• Stikalo premaknite v položaj FOR (naprej). Pritisnite in
rov in cev, na kateri dela
utore. Kot prikazuje slika 6, mora
spustite stopalko. Preverite, ali se pogonska gred vrti v
položaj operaterju omogočati naslednje:
nasprotni smeri urinega kazalca, ko ste obrnjeni proti
Ridge Tool Company430
Kombinirani kolutni vtiskovalnik utorov 975
vpenjalu. Če se enota ne vrti v pravilni smeri ali pa stopal-
stojala za cev. Daljše cevi morate podpreti z najmanj
ka ne krmili delovanja naprave, naprave ne uporabljajte,
dvema stojaloma. Brez ustrezne podpore se cev ali cev in
dokler ne bo popravljena.
naprava lahko prevrneta in padeta. Ne izdelujte utorov na
• Pritisnite in zadržite stopalko. Preverite vrtilno hitrost
ceveh, ki so krajše od minimalne dolžine.
enote. Preverite, ali so gibljivi deli orodja pravilno nameš-
Nazivna Min. Maks. Nazivna Min. Maks.
čeni in niso ukleščeni, morebitne nenavadne zvoke in
velikost dolžina dolžina velikost dolžina dolžina
kakršne koli druge nenavadne pojave. Sprostite sto-
1836 4836
palko. Če vrtilna hitrost preseže 57 vrt. na minuto,
1
1
/
4
8 36 4
1
/
2
8 32
naprave na uporabljajte za i
zdelavo utorov. Pri višjih
1
1
/
2
8 36 5832
hitrostih se lahko poveča tveganje poškodb. V primeru
2836 zun. pr. 6 10 30
nenavadnih stanj opreme ne uporabljajte, dokler ne bo
2
1
/
2
8 36 6 10 28
popravljena.
3836
3
1
/
2
8 36
• Stikalo premaknite v položaj REV (nazaj). Pritisnite in spu-
stite stopalko. Preverite, ali se pogonska gred vrti v
Tabela A – Min./maks. dolžina cevi za izd. utora z 1 stoja-
smeri urinega kazalca, ko ste obrnjeni proti vpenjalu. Če
lom (vse mere so podane v palcih)
se enota ne vrti v pravilni smeri, naprave ne uporabljaj-
te, dokler ne bo popravljena.
3. Potrebna stojala za cevi postavite pred kolutni vtiskovalnik
• Stikalo premaknite v položaj OFF (izklop). S suhimi
utorov. Pri dolžinah, za katere se uporablja eno stojalo,
rokami i
morate stojalo postaviti rahlo dlje kot na polovici dolžine
zvlecite vtič naprave.
cevi od pokrivne ploščice kolutnega vtiskovalnika utorov.
Pri dolžinah, za kate
Priprava cevi
re se uporablja več kot eno stojalo,
morate stojala postaviti na
1
/
4
dolžine cevi od koncev cevi.
OPOMBA
Pričujoča navodila so splošna. Vedno upošte-
V določenih primerih je treba uporabiti več stojal. Višino sto-
vajte značilna navodila proizvajalcev utornih spojk za pripra-
jal prilagodite tako, da cev nalega na pogonski kolut.
vo konca cevi. Neupoštevanje značilnih navodil proizvajalcev
utornih spojk lahko povzroči nepravilno spajanje in puščanje.
4. Prepričajte se, da je utorni kolut dovolj uvlečen, da bo
1. Cev odrežite na primerno dolžino. Upoštevajte minimalno
omogočal namestitev cevi na pogonsko gred. Po potrebi
dolžino cevi, ki jo lahko obdelate pri posamezni velikosti
dovajalni polž obrnite v nasprotni smeri urinega kazalca, da
cevi (glejte tabelo A). Izdelava utorov na cevi, ki je krajša od
dvignete utorni kolut.
minimalne dol
žine, povečuje nevarnost stisnjenja prstov in
5. Konec cevi položite preko pogonske gredi in jo naslonite na
zapletanja.
stojalo(-a) za cev. Preverite, ali je cev stabilno postavljena.
Prepričajte se, da je konec cevi odrezan in posnet. Med
izdelavo utorov se lahko rokavice zataknejo za ostružke ali
prerežejo ali pa si porežete prste. Način odrezovanja in veli-
ki ostružki lahko vplivajo na kakovost izdelanega utora in
Pokrivna
sledenje. Na
cevi, ki je bila odrezana z gorilnikom, ne
ploščica
poskušajte izdelovati utorov.
2. Vso škajo, drobce zvarov ali spoje morate zunaj in znotraj
gladko pobrusiti in sprati na
jmanj 5 cm stran od konca cevi.
Ne vrezujte predela za vstavljanje tesnila, saj s tem lahko
povzročite puščanje.
3. Odstranite vse obloge, umazanijo, rjo in druge onesnaže-
valce z dolžine najmanj 5 cm od konca cevi. Smeti lahko
Slika 8 – Namestitev cevi na pogonsko gred in poravnava
zamašijo pogonska rebra in onemogočijo pravilno poga-
s pokrivno ploščico
njanje in sledenje cevi med izdelavo utorov.
6. Cev in konec cevi postavite tako, da je konec cevi porav-
Namestitev cevi v kolutni vtiskovalnik utorov
nan s pokrivno ploščico kolutnega vtiskovalnika utorov
1. Preverite, ali je stikalo el. pogona/naprave za izdelavo
in da notranjost cevi nalega na zgornji del pogonske gredi
navojev v položaju OFF.
(slika 7). Središčnica cevi in središčnica pogonske gredi
morata biti vzporedni med seboj. Eden od načinov, da to
2. Poskrbite, da boste imeli na voljo primerno podporo za cev,
dosežete, je ta, da izravnate cev in napravo za i
zdelavo
na kateri boste izdelovali utore. Tabela A podaja maksi-
navojev.
malno dolžino cevi za izdelavo utorov ob uporabi enega
Ridge Tool Company 431
Kombinirani kolutni vtiskovalnik utorov 975
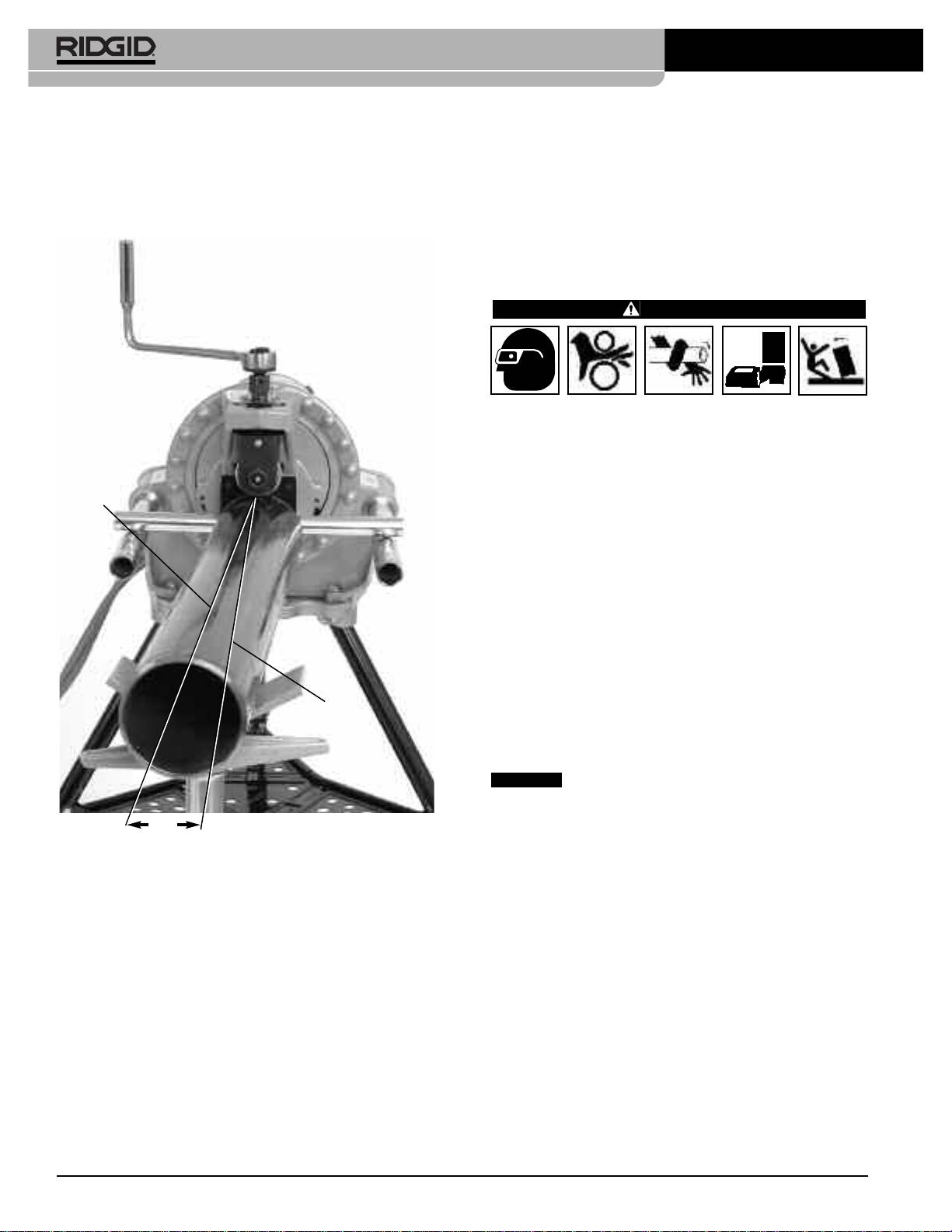
7. Cev in stojala za cev rahlo zamaknite, za približno
1
/
2
sto-
10. S suhimi rokami priklopite vtič naprave v pravilno ozemljeno
pinje (približno 25 mm na dolžini 3 m od kolutnega vtis-
vtičnico.
kovalnika utorov) proti operaterju. Pravilna poravnava cevi
in kolutnega vtiskovalnika utorov pomaga zagotoviti pra-
vilno sledenje cevi med izdelavo utorov. (Glejte sliko 9.)
Upravljanje kombiniranega
kolutnega vtiskovalnika utorov 975
z el. pogonom/napravo za izdelavo
navojev
OPOZORILO
Med delom s kolutnim vtiskovalnikom utorov ne nosite
ohlapnih oblačil. Rokavi in jopiči naj bodo zapeti. Ne segaj-
te preko naprave ali cevi. Ohlapna oblačila se lahko zapletejo
med vrteče se dele in povzročijo poškodbe zaradi stisnjenja.
Središčnica
Roke držite proč od utornih kolutov. Ne izdelujte utorov na
cevi
ceveh, ki so krajše od navedenih. Ne nosite ohlapnih rokavic.
Prsti se lahko stisnejo med koluta vtiskovalnika utorov ali
med kolut in cev.
Roke držite proč od koncev
cevi. Ne segajte v notranjost
cevi. Na ostrih robovih ali ostružkih bi se lahko porezali.
Prsti se lahko stisnejo med koluta vtiskovalnika utorov ali
med kolut in cev.
Vedno nosite zaščito za oči, da zaščitite svoje oči pred
umazanijo in tujki. Nosite obuvala z jekleno zaščito prstov, ki
vas bodo varovala v primeru prevračanja orodja in padanja
cevi.
Upoštevajte navodila za uporabo, da zmanjšate nevarnost
poškodb zaradi stisnjenja, prevračanja, udarcev in drugih
Središčnica
pogonske gredi
razlo
gov.
Nastavitev/merjenje premera utora
OPOMBA
Zaradi različnih lastnosti cevi morate pred izdelavo
prvega utora v dnevu ali kadar menjavate velikost, debelino ali
material cevi vedno izdelati poskusni utor. Merilniki za nasta-
1
/
2
°
vitev premera utora so le približno natančni, zato morate
Slika 9 – Zamik cevi za 1/2° proti operaterju (poudarjen
premer utora vedno izmeriti, da potrdite pravilno velikost.
prikaz)
1. Prepričajte se, da sta oprema in cev pravilno nameščena.
Nepravilno pripravljena cev lahko vpliva na natančnost
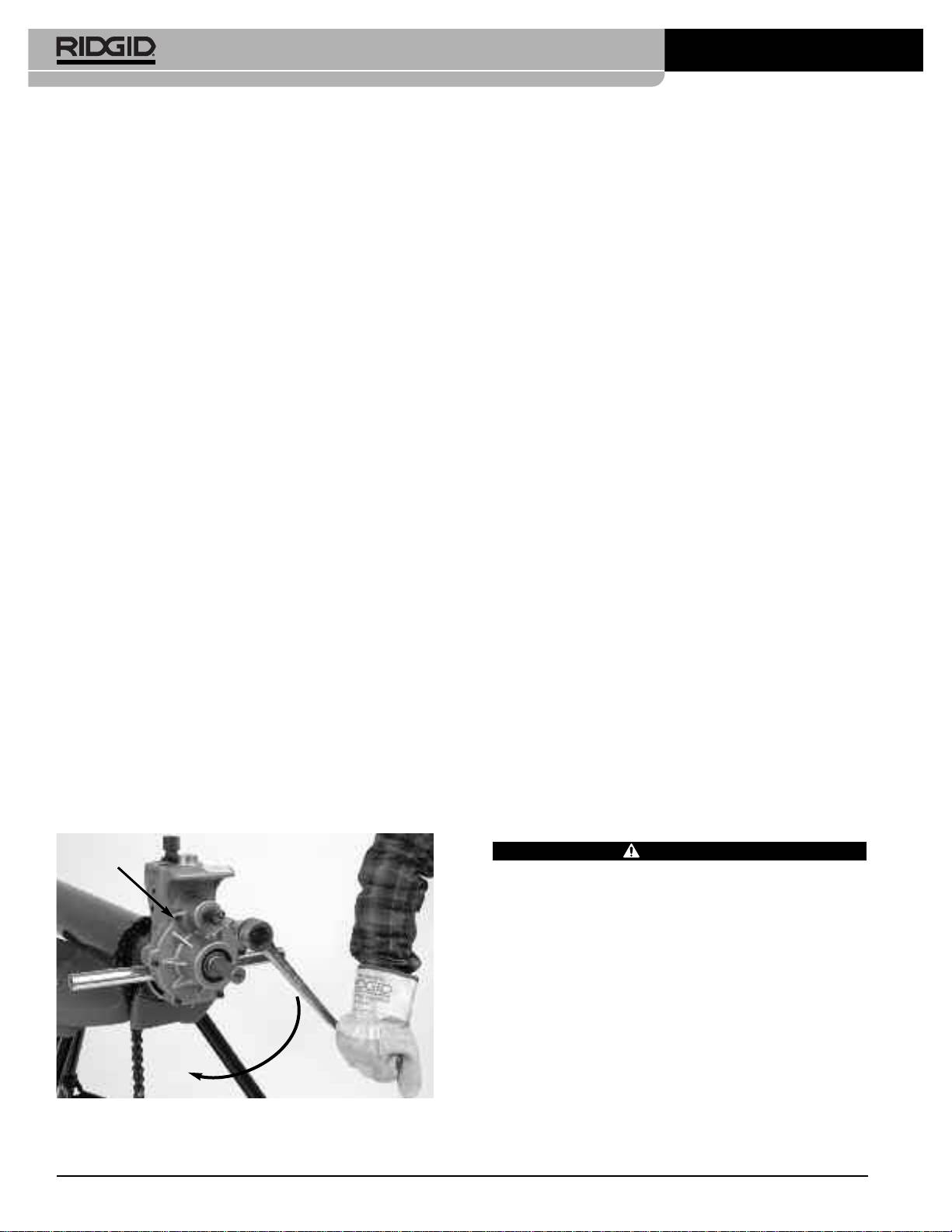
8. Dovajalni polž obrnite v smeri urinega kazalca, da spusti-
namestitve m
erilnika globine utora. Utorni kolut se mora
te utorni kolut do stika z zunanjim premerom cevi, nato
dotikati cevi.
dovajalni polž obrnite še za četrt obrata. Uravnalni vijak bo
morda potrebno odviti (obrniti v nasprotni smeri urinega
2. Meril
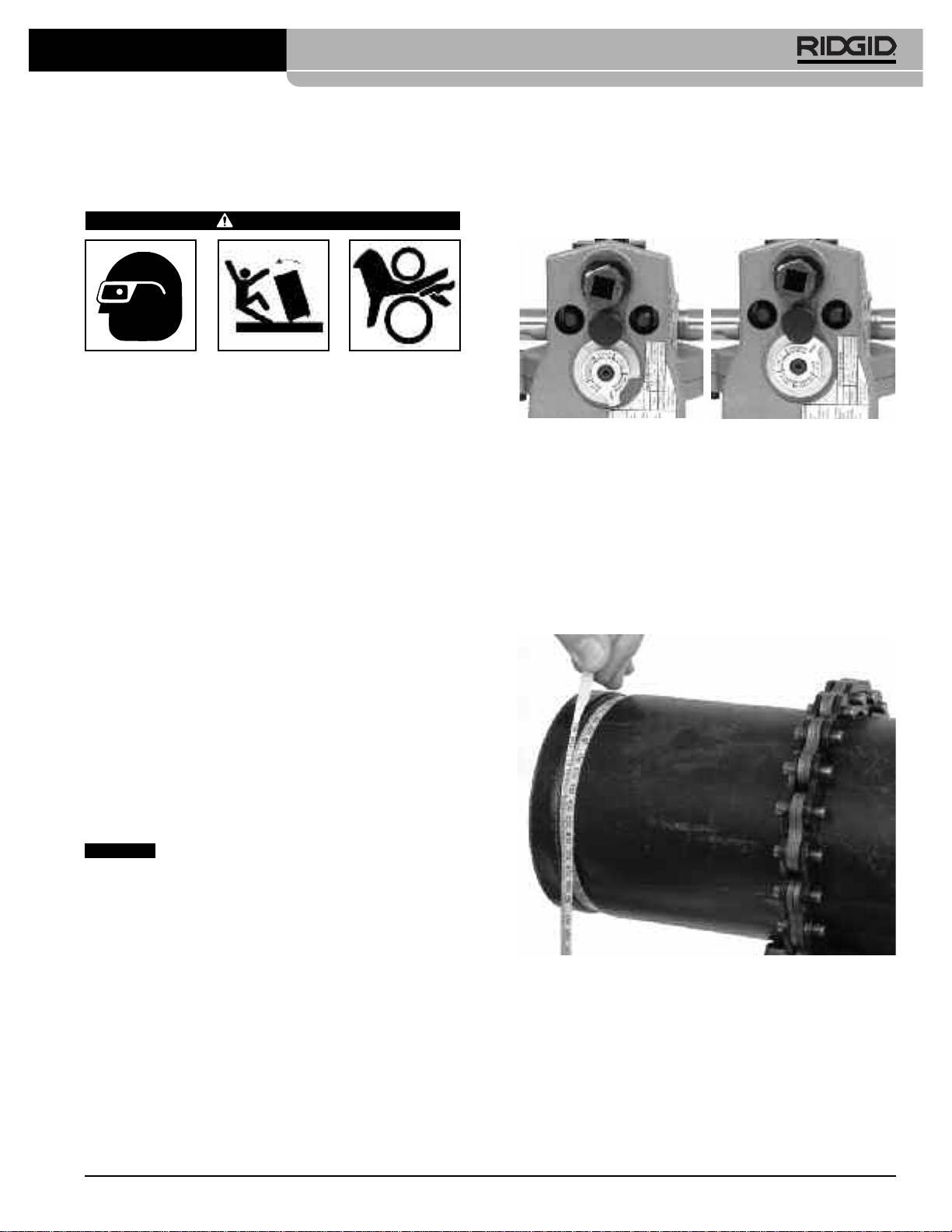
nik globine utora prilagodite tako, da bo ustrezni
kazalca), da omogočite stik utornega koluta s cevjo. Cev in
korak merilnika pod glavo uravnalnega vijaka (slika 10A).
kolutni vtiskovalnik utorov se morata nato stikati.
Merilnik globine utora je namenjen za uporabo s cevjo.
Za uporabo z bakrenimi cevmi glejte »Nastavitev premera
9. Ocenite delovno območje i
n ugotovite, ali je potrebna
utora za bakrene cevi«.
ograditev, s katero boste vse, razen operaterja, obdržali
stran od opreme in cevi. Z varovali oziroma ograjami
3. Uravnalni vijak obračajte v smeri urinega kazalca, dokler se
zamejite najmanj 90 cm (3 čevlje) prostora okrog elektri-
glava ne dotakne koraka merilnika globine. Obrnite meril-
čnega pogon
a in cevi. Ta »varnostna cona« preprečuje dru-
nik globine utora v položaj za izdela
vo utora (slika 10B). Če
gim, da bi se po nesreči dotaknili naprave ali cevi in
merilnik ni v položaju za izdelavo utora, bo onemogočil
povzročili prevračanje ali se zapletli med vrteče se dele.
izdelavo in se lahko poškoduje.
Ridge Tool Company432

Kombinirani kolutni vtiskovalnik utorov 975
7. Ponavljajte korake 4–6, dokler premer utora ne bo ustrezal
specifikacijam. Če je utor prevelik, lahko vtiskovalnik pri-
lagodite in izdelate manjši utor. Če je utor premajhen,
morate narediti nov utor. Pravilen premer utora je pomem-
ben za ustrezne lastnosti spoja. Utori, ki ne ustrezajo spe-
cifikacijam, lahko povzročijo napake na spojih.
Oblikovanje utora
1. Prepričajte se, da sta oprema in cev pravilno nameščena.
Slika 10A – Ustrezen korak
Slika 10B – Merilnik v
merilnika premaknite pod
položaju za izdelavo
glavo uravnalnega vijaka
utora
4. Izdelajte poskusni utor (sledite korakom v poglavju
»Oblikovanje utora«).
5. Izmerite premer utora. Najboljši način za merjenje preme-
ra utora je uporaba tračnega metra (glejte poglavje
»Dodatki«). Tračni meter za merjenje premera tesno ovijte
po utoru okoli cevi. Prepričajte se, da trak nalega v brazdo
in odčitajte premer utora. (Glejte sliko 11.)
Slika 12 – Delovni položaj kolutnega vtiskovalnika utorov
2. Postavite se v ustrezen delovni položaj. Stopalko elektri-
Slika 11 – Preverjanje premera utora s tračnim metrom
čnega pogona postavite tako, da lahko operater nadzoruje
električni pogon, kolutni vtiskovalnik utorov in cev, na
6. Izmerjeni premer utora primerjajte z zahtevanim premerom
kateri bo izdeloval utor. Kot prikazuje slika 12, mora polo-
utora, kot je prikazano v tabeli I ali III ali kot določa proiz-
žaj operaterju omogočati naslednje:
vajalec utornih spojk. Če je izmerjeni utor izven zahtevanega
• Stojo v smeri proti kolutnemu vtiskovalniku utorov in
premera utora, morate uravnalni vijak nastaviti tako, da bo
dostop do stikala FOR/OFF/REV (na isti strani kot sti-
omogočal zahtevani premer utora.
kalo).
• Uravnalni
vijak obračajte v smeri urinega kazalca, da
• Nadzor preklapljan
ja (ON/OFF) s stopalko, po potrebi tudi
povečate premer utora.
hitro sprostitev stopalke.
• Uravnalni vijak obračajte v nasprotni smeri urinega
• Pripraven dostop do vtiskovalnika in ključa z zatika-
kazalca, da zmanjšate premer utora.
lom, ne da bi moral segati preko kolutnega vtiskovalni-
• Pri
1
/
ka utorov.
4
obrata uravnalnega vijaka se premer utora spre-
meni za približno 0,02” (0,5 mm).
Ridge Tool Company 433

Kombinirani kolutni vtiskovalnik utorov 975
• Po potrebi z desno roko primite cev, na kateri izdelujete
Nastavitev premera utora za bakrene cevi
utor.
Kadar kombinirani utorni vtiskovalnik utorov 975 uporabljate za
• Pazite na stabilno stojo in ravnotežje.
bakrene cevi, merilnika globine utora na kolutnem vtiskovalni-
ku utorov ne morete uporabljati. Izmerjeni premeri utora bodo
3. Stikalo FOR/OFF/REV premaknite v položaj REV (nazaj).
nepravilni.
Kombiniranega kolutnega vtiskovalnika utorov 975 ne
poganjajte v položaju FOR (naprej). Zaradi oblike kom-
1. Dovajalni polž obrnite v smeri urinega kazalca, da spusti-
biniranega kolutnega vtiskovalnika utorov 975 lahko
te utorni kolut do stika z zunanjim premerom cevi, nato
to povzroči, da se cev spiralno izvije iz kolutov vtisko-
dovajalni polž obrnite še za četrt obrata. Uravnalni vijak bo
valnika utorov, zaradi česar cev lahko pade.
morda potrebno odviti (obrniti v nasprotni smeri urinega
kazalca), da omogočite stik utornega koluta s cevjo. Cev in
4. Eno roko postavite na glavo zatikala/vrh
dovajalnega polža,
kolutni vtiskovalnik utorov se morata nato stikati.
drugo pa na konec zatikala.
2. Poskr
bite, da bo merilnik globine utora v položaju za izde-
5. Pritisnite stopalko, da zaženete električni pogon. Opazujte
lavo utora. (Slika 10B)
vrtenje cevi in se prepričajte, da robna površina cevi osta-
ja v stiku s pokrivno ploščico kolutnega vtiskovalnika uto-
3. Uravnalni vijak obračajte, dokler ni poravnan z vrhnjo ploš-
rov. Če se začne cev premikati stran od pokrivne ploščice
čo vtiskovalnika utorov.
kolutnega vtiskovalnika utorov, spustite stopalko, da pre-
4. V t
abeli B
poiščite premer in vrsto cevi, na kateri boste
prečite spiralni zdrs in padec cevi. Po potrebi cev ponovno
izdelali utor, in odmaknite uravnalni vijak od vrhnje ploš-
namestite (glejte poglavje »Namestitev cevi«). Če je konec
če za ustrezno število obratov. Na primer, pri bakreni
ce
vi deformiran, ga je potrebno odrezati in pripraviti nov
cevi debeline L in premera 4”, uravnalni vijak odvijte za 1
1
/
utor.
4
obrata.
6. Ko cev zaključi poln obrat, dovajalni polž zategnite še za
1
/
4
obrata. Še naprej opazujte konec cevi in se prepričajte, da
Prilagoditev globine za izdelavo utora na bakrenih cevi
se dotika pokrivne ploščice. Dovajalnega polža ne zategujte
(obrati uravnalnega vijaka)
za več kot
1
/
4
obrata pri vsakem obratu cevi. Premočno
Premer K LMDWV
zategovanje dovajalnega polža lahko povzroči široko obro-
2-2.5”
7
/
7
/
5
/
5
8
8
8
/
8
bo ali spiralni zdrs cevi s pogonske gredi.
3” 1
1
/
16
1
1
/
1
1
16
1
1
/
16
/
16
7. Še naprej zategujte dovajalni polž za
1
/
4
obrata pri pol-
4” 1
1
/
1
1
1
4
1
/
4
1
/
4
1
/
8
nem obratu cevi, dokler se glava uravnalnega vijaka ne
5” 1
1
/
1
1
2
/
1
2
1
1
/
2
1
/
2
ustavi ob vrhu kolutnega vtiskovalnika utorov. Ko uravnalni
6” 1
13
/
1
3
/
1
3
/
1
3
16
4
4
/
4
vijak doseže vrh kolutnega vtiskovalnika utorov, dovajal-
8” 2
1
/
2
2
3
/
2
1
8
/
2
1
8
/
8
nega polža ne smete več zategovati, sicer lahko poško-
dujete uravnalni vijak. Pustite, da se cev v tem položaju
Tabela B – Prilagoditev globine za izdelavo utorov na
bakreni cevi (premer v palcih)
obrne vsaj še dva polna obrata, da zagotovite enovito
globino utora.
5. Pojdite na 4. korak poglavja »Nastavitev/merjenje premera
u
tora«.
8. Spustite stopalko in premaknite stikalo FOR/OFF/REV v
položaj OFF (izklop).
Nasveti za vodenje kombiniranega kolutnega
9. Dovajalni polž obrnite v nasprotni smeri uri
nega kazalca in
vtiskovalnika utorov 975
dvignite utorni kolut, da lahko cev odstranite iz naprave.
Težave, s katerimi se uporabniki največkrat srečujejo, so spiralni
10. Preverite utor.
zdrs, snemanje cevi s pogonske gredi in nepravilno sledenje. Za
• Prepričajte se, da je utor v celoti izdelan.
pravilno sledenje je pomembno, da sledite vsem navodilom. Če
sledenje cevi tudi ob upoštevanju vseh navodil ne poteka pra-
• Preverite premer utora in se prepričajte, da ustreza spe-
vilno, obstaja več dodatnih možnosti za izboljšanje sledenja.
cifikacijam.
• Preverite morebitne druge zahteve proizvajalca spojk.
• Rahlo povečajte zamik cevi proti operaterju (s
1
/
2
na 1 sto-
pinjo) (glejte sliko 9).
Če ugotovite kakršne koli nepravilnosti, utora ne morete upo-
rabiti.
• Operater mora
po potrebi uporabiti rahlo silo pri držanju
cevi, medtem ko izdeluje utor, da ohrani sledenje. Običajno
je to potrebno le pri krajših kosih cevi. V ta namen mora
operater nositi usnjeno rokavico v dobrem stanju in z roko
Ridge Tool Company434

Kombinirani kolutni vtiskovalnik utorov 975
oprijeti srednji del cevi, kot prikazuje slika 13. V tem primeru
Priprava naprave in delovnega
bo morda potrebno stojalo, na katerega je montiran elek-
območja za uporabo na mestu
trični pogon/naprava za izdelavo navojev, pritrditi na tla, da
vgradnje
preprečite premikanje med izdelavo utorov. Da bi pre-
prečili poškodbe zaradi stisnjenja, držite roke proč od
OPOZORILO
utornega koluta in konca cevi in ne izdelujte utorov na
ceveh, krajših od priporočenih dolžin.
Vedno nosite zaščito za oči, da zaščitite svoje oči pred uma-
zanijo in tujki. Nosite obuvala z jekleno zaščito prstov, ki vas
bodo varovala v primeru prevračanja in padanja orodja ali
cevi. Pri delu na mestu vgradnje nosite čelado.
Kolutni vtiskovalnik utorov in delovno območje pripravite v
skladu s temi postopki, da se zmanjša nevarnost poškodb
prevračanja naprave, stisnjenja in drugih razlogov in da se
preprečijo poškodbe kolutnega vtiskovalnika utorov.
1. Izberite delovno območje z naslednjimi lastnostmi:
• Ustrezna osvetlitev.
• Brez vnetljivih tekočin, hlapov ali prahu, ki se lahko vžge-
jo. Če so te snovi prisotne, v delovnem območju ne delaj-
te, dokler ne ugotovite oziroma odstranite njihovih virov.
• Čisto, ravno, stabilno in suho mesto z zadostnim pro-
storom za vso opremo in operaterja.
2. Pred namestitvijo opreme očistite delovno območje. Vedno
obrišite morebitne sledi olja.
3. Preglejte cev, na kateri boste
izdelovali utor, in se prepri-
čajte, da je kombinirani kolutni vtiskovalnik utorov 975
ustrezno orodje za to delo. Kombinirani kolutni vtiskovalnik
Slika 13 – Pritisk na cev med izdelavo utora, da se ohrani
utorov 975 je primeren za izdelavo utorov na jeklenih, alu-
sledenje
minijastih in plastičnih ceveh debeline 10 in 40 in velikosti
od 1
1
/
4
“ do 6”. Namenjen je tudi za izdelavo utorov na
• Celovit seznam razlogov za težave s sledenjem in možne
ceveh iz nerjavnega jekla vel. od 1
1
/
4
“ do 6” debeline 10, ter
rešitve si oglejte v poglavju Odpravljanje težav.
vel. od 1
1
/
4
“ do 2” in debeline 40. Ob zamenjavi kompleta
kolutov se lahko uporablja za bakrene cevi vrste K, L, M in
DWV premera 2”–8”.
Kombinirani kolutni vtiskovalnik utorov 975 se lahko upo-
rablja na mestu vgradnje (vgrajena cev ali cev v primežu) ali
z el. pogonom RIDGID 300 ali napravo za izdelavo navojev
300 Compact za uporabo z el. pogonom na mestu dela.
Kombinirani kolutni vtiskovalnik utorov 975 ni namenjen za
uporabo v proizvodnji.
4. Kadar utore izdelujete na mestu vgradnje, se prepričajte, da
bo na voljo dovolj prostora za kombinirani kolutni vtisko
-
valnik utorov 975 in delo z njim. Kolutni vtiskovalnik utorov
mora obkrožiti trdno vgrajeno cev, za kar potrebujete:
• Najmanj 6
1
/
2
“ (165 mm) prostega prostora okrog cevi, na
kateri boste izdelali utor.
Ridge Tool Company 435
Kombinirani kolutni vtiskovalnik utorov 975
• Najmanj 2
1
/
2
“ (63 mm) cevi mora segati izven gradbene
Namestitev kolutnega vtiskovalnika utorov na
ovire, npr. stene.
cev
• Najmanj 9
1
/
2
“ (240 mm) prostora, da na cev namestite
1. Prepričajte se, da je kombinirani kolutni vtiskovalnik utorov
utorni vtiskovalnik utorov.
975 pregledan in ustrezen komplet kolutov nameščen.
Kolutne vtiskovalnike utorov za druge namene poiščite v
Prepričajte se, da sta podporni ročici trdno pritrjeni na
katalogu orodja Ridge (Ridge Tool catalog), na spletnem
ohišje kolutnega vtiskovalnika utorov, ali pa jih popolnoma
mestu www.RIDGID.com, ali preko tehnične službe,
odstranite, da omogočite boljši dostop v tesnem prostoru.
tel. 800-519-3456.
Nato namestite zatikalo v dovajalni polž in podaljšek v
predel za ročni pogon na zadnjem delu kolutnega vtisko-
OPOMBA
Uporaba kompleta kolutov (utorni kolut in pogon-
valnika utorov. Prepričajte se, da sta tako zatikalo kot
ska gred) tako na karbonskih kot ceve
h iz nerjavnega jekla
podaljšek varno pritrjena.
lahko povzroči onesnaženje nerjavnega jekla. Tovrstno ones-
naženje lahko povzroči korozijo in skrajšanje življenjske dobe
2. Prepričajte se, da je med utornim ko
lutom in pogonsko
cevi. Da bi preprečili onesnaženje cevi iz nerjavnega jekla z žele-
gredjo dovolj prostora za debelino cevi. Po potrebi dova-
zom, uporabljajte komplet kolutov, namenjen za izdelavo utorov
jalni polž obrnite v nasprotni smeri urinega kazalca, da
na ceveh iz nerjavnega jekla. Namesto tega lahko pri zamenjavi
uvlečete utorni kolut.
materialov komplet kolutov temeljito očistite z žično krtačo iz
nerjavnega jekla.
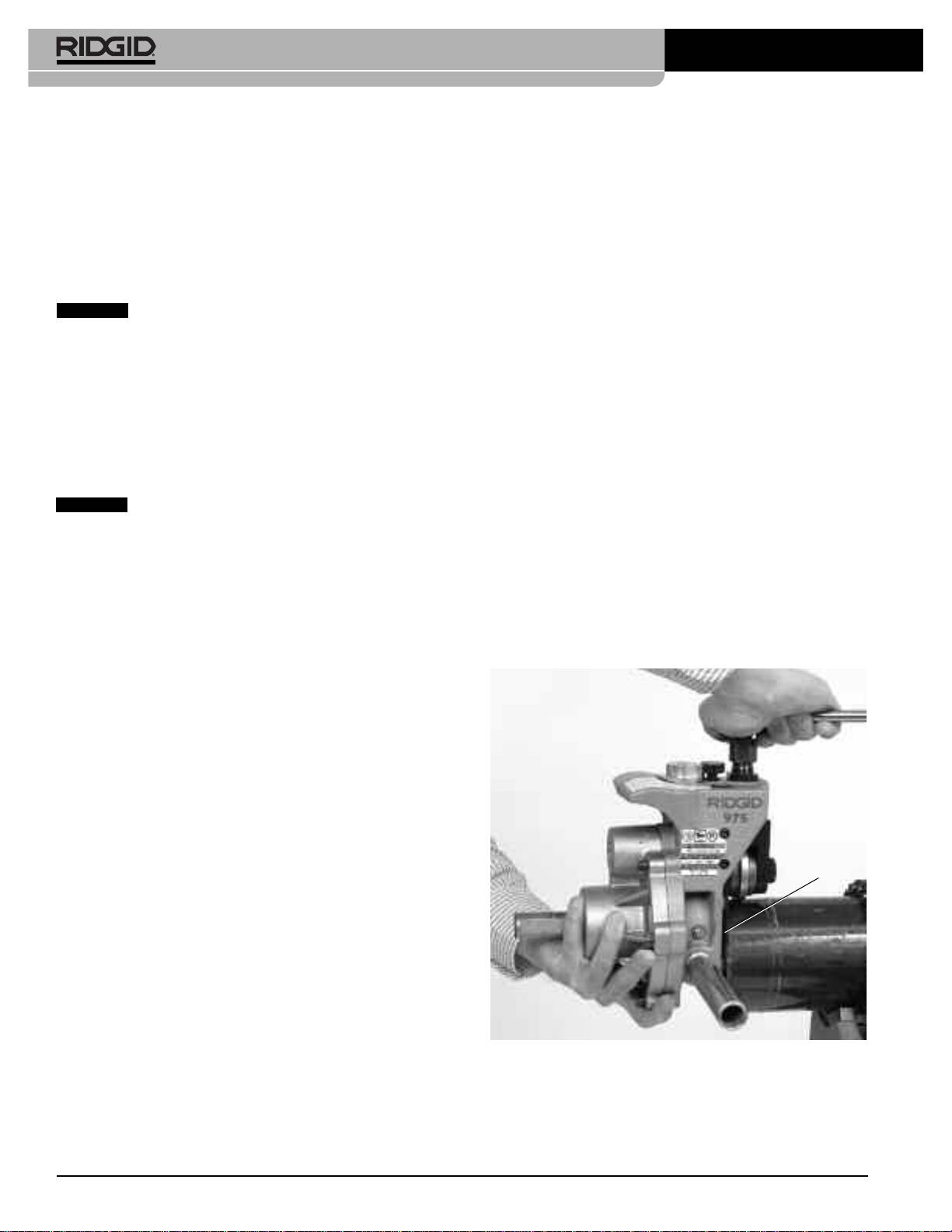
3. Trdno primite kolutni vtiskovalnik utorov. Zatikala ne dvi-
gujte. Pogonsko gred vstavite v cev in preverite, ali se
Priprava cevi
pokrivna ploščica in konec cevi tesno stikata (slika 14).
OPOMBA
Pričujoča navodila so splošna. Vedno upoštevajte
Zategnite dovajalni polž, da se bo utorni kolut dotikal
značilna navodila proizvajalcev utornih spojk za pripravo konca
zunanje površine cevi. Ko je dovajalni polž z roko tesno
cevi. Neupoštevanje značilnih navodil proizvajalcev utornih
zategnjen, ga z zatikalom pr
ivijte še za
1
/
4
obrata. Preverite,
spojk lahko povzroči nepravilno spajanje in puščanje.
ali je kolutni vtiskovalnik utorov varno pritrjen na cev in ali
1. Če izdelujete utor na mestu vgradnje, na obstoječih ceveh,
je pokrivna ploščica poravnana s koncem cevi. Če ni,
se prepričajte, da sistem ni pod pritiskom in da je vsebina
ponovite postopek. Pri uporabi na mestu vgradnje vedno
cevi iztočena. Seznanite se z vsebino cevi in morebitnimi
preverite, ali je utorni vtiskovalnik utorov varno pritrjen,
nevarnostmi, ki jih lahko povzroča.
da preprečite padanje.
2. Cev odrežite na primerno dolžino.
Prepričajte se,
da je konec cevi odrezan in brez ostružkov.
Med izdelavo utorov se lahko rokavice zataknejo za ostruž-
ke ali prerežejo ali pa si porežete prste. Način odrezovanja
in veliki ostružki lahko vplivajo na kakovost izdelanega
utora in sledenje. Na cevi, ki je bila odrezana z gorilni-
kom, ne poskušajte izdelovati utorov.
3. Vso škajo, drobce zvarov ali spoje morate zunaj in znotraj
gladko pobrusiti in sprati najmanj 5 cm stran od konca cevi.
Ne vrezujte predela za vstavljanje te
snila, saj s tem lahko
povzročite puščanje.
Pokrivna
ploščica
4. Odstranite vse obloge, umazanijo, rjo in druge onesnaže-
valce z dolžine najmanj 5 cm od konca cevi. Smeti lahko
zamašijo pogonska rebra in onemogočijo pravilno poga-
njanje in sledenje cevi med izdelavo utorov.
5. Prepričajte se, da je cev, na kateri boste izdelovali utor,
trdno nameščena. Cev mora brez premikanja prenesti
težo kolutnega vtiskovalnika utorov (12,7 kg) ter silo in
navor, ki sta potrebna za izdelavo utora. Pr
i vgrajenih
ceveh je smiselno cevi odstraniti in uporabiti primež za cev
pri izdelavi utora. V drugih primerih bo morda potrebno
Slika 14 – Pridrževanje kolutnega vtiskovalnika utorov na
dodati druge začasne ali trajne opore za cev. Kadar upo-
mestu, medtem ko zategujete dovajalni polž
rabljate primež za cev, se prepričajte, da je pritrjen in se
med uporabo ne bo prevrnil. Pri daljših dolžinah cevi upo-
rabite primerna stojala za cev, da podprete dodatno dol-
žino.
Ridge Tool Company436
Kombinirani kolutni vtiskovalnik utorov 975
3. Uravnalni vijak obračajte v smeri urinega kazalca, dokler se
Uporaba kombiniranega kolutnega
glava ne dotakne koraka merilnika globine. Obrnite meril-
vtiskovalnika utorov 975 na mestu
nik globine utora v položaj za izdelavo utora (slika 15B). Če
vgradnje
merilnik ni v položaju za izdelavo utora, bo onemogočil
OPOZORILO
izdelavo in se lahko poškoduje.
Ročni pogon uporabljajte samo pri uporabi na mestu vgrad-
nje. Ob uporabi na mestu vgradnje ne uporabljajte el. naprav
(npr. vrtalnika ali udarnega orodja) za poganjanje kolutnega
vtiskovalnika utorov. Uporaba el. naprav lahko povzroči
poškodbe kolutnega vtiskovalnika utorov in povečuje nevar-
Slika 15A – Ustrezen korak
Slika 15B – Merilnik v polo-
nost poškodb.
merilnika premaknite pod
žaju za izdelavo utora
glavo uravnalnega vijaka
Med delom s kolutnim vtiskovalnikom utorov ne nosite
ohlapnih oblačil. Rokavi in jopiči naj bodo zapeti. Ne segaj-
4. Izdelajte poskusni utor (sledite korakom v poglavju
te preko naprave ali cevi. Ohlapn
a oblačila se lahko zapletejo
med vrteče se dele in povzročijo poškodbe zaradi stisnjenja.
»Oblikovanje utora«).
Roke držite proč od utornih kolutov. Ne izdelujte utorov na
5. Izmerite premer utora. Najboljši način za merjenje preme-
ceveh, ki so krajše od navedenih. Ne nosite ohlapnih rokavic.
ra utora je uporaba tračnega metra (glejte poglavje
Prsti se lahko stisnejo med koluta vtiskovalnika utorov ali
»Dodatki
«). Tračni meter za merjenje premera tesno ovijte
med kolut in cev.
po utoru okoli cevi. Prepričajte se, da trak nalega v brazdo
Roke držite proč od koncev cevi. Ne segajte v notranjost cevi.
in odčitajte premer utora (glejte sliko 16).
Na ostrih robovih ali ostružkih bi se lahko porezali. Prsti se
lahko stisnejo med koluta vtiskovalnika utorov ali med kolut
in cev.
Vedno nosite zaščito za oči, da zaščitite svoje oči pred uma-
zanijo in tujki. Nosite obuvala z jekleno zaščito prstov, ki
vas bodo varovala v primeru prevračanja orodja in padanja
cevi. Pri delu na mestu vgradnje nosite čelado.
Upoštevajte navodila za uporabo, da zmanjšate nevarnost
poškodb zaradi stisnjenja, prevračanja, udarcev in drugih
vzrokov.
Nastavitev/merjenje premera utora
OPOMBA
Zaradi različnih lastnosti cevi morate pred izdela-
vo prvega utora v dnevu ali kadar menjavate velikost, debelino
ali material cevi vedno izdelati poskusni utor. Merilniki za
nastavitev premera utora so le približno natančni, zato morate
premer utora vedno izmeriti, da potrdite pravilno velikost.
1. Prepričajte se, da sta oprema in cev pravilno nameščena.
Nepravilno pripravljena cev lahko vpliva na natančnost
Slika 16 – Merjenje premera utora s tračnim metrom
namestitve merilnika globine utora. Utorni kolut se mora
dotikati cevi.
6. Izmerjeni premer utora primerjajte z zahtevanim premerom
2. Merilnik globine utora prilagodite tako, da bo ustrez
ni
utora, kot je prikazano v tabeli I ali III ali kot določa proiz-
korak merilnika pod glavo uravnalnega vijaka (slika 15A).
vajalec utornih spojk. Če je izmerjeni utor izven zahtevanega
Merilnik globine utora je namenjen za uporabo s cevjo.
premera utora, morate uravnalni vijak nastaviti tako, da bo
Za uporabo z bakrenimi cevmi glejte »Nastavitev premera
omogočal zahtevani pre
mer utora.
utora za bakrene cevi«.
• Uravnalni vijak obračajte v smeri urinega kazalca, da
povečate premer utora.
Ridge Tool Company 437
Kombinirani kolutni vtiskovalnik utorov 975
• Uravnalni vijak obračajte v nasprotni smeri urinega kazal-
6. Še naprej obračajte zatikalo, dokler kolutni vtiskovalnik
ca, da zmanjšate premer utora.
utorov ne zaključi vsaj enega polnega obrata okrog cevi.
• Pri
1
/
Zatikalo snemite iz podaljška in namestite na dovajalni
4
obrata uravnalnega vijaka se premer utora spre-
1
meni za približno 0,02” (0,5 mm).
polž. Dovajalni polž zategnite še za
/
4
obrata. Zatikalo
snemite iz dovajalnega polža in namestite na podaljšek.
7. Ponavljajte korake 4–6, dokler premer utora ne bo ustrezal
Dovajalnega polža ne zategujte za več kot
1
/
4
obrata pri vsa-
specifikacijam. Če je prvi utor prevelik, lahko vtiskovalnik
kem obratu cevi. Premočno zategovanje dovajalnega polža
utorov prilagodite in izdelate manjši utor. Če je utor pre-
lahko povzroči široko obrobo ali zdrs kolutnega vtiskoval-
majhen, morate narediti nov utor. Pravilen premer utora je
nika utorov s cevi. Še napre
j obračajte zatikalo in obračajte
po
memben za ustrezne lastnosti spoja. Utori, ki ne ustre-
kolutni vtiskovalnik utorov okrog cevi, medtem pa opazujte
zajo specifikacijam, lahko povzročijo napake na spojih.
položaj pokrivne ploščice glede na konec cevi.
Oblikovanje utora
7. Še naprej zategujte dovajalni polž za
1
/
4
obrata pri pol-
1. Prepričajte se, da sta oprema in cev pravilno nameščena.
nem obratu utora okrog cevi, dokler se glava uravnalnega
vijaka ne ustavi ob vrhu kolutnega vtiskovalnika utorov. Ko
2. Postavite se v ustrezen delovni položaj. Pazite na stabilno
uravnalni vijak doseže vrh kolutnega vtiskovalnika utorov,
stojo in ravnotežje.
dovajalnega polža ne smete več zategovati, sicer lahko
3. Preverite, ali je dovajalni polž zategnjen za
1
/
obrata.
poškodujete uravnalni vijak. Ko urav
nalni vijak doseže vrh
4
kolutnega vtiskovalnika utorov, vtiskovalnik utorov obrnite
4. Zatikalo odstranite iz dovajalnega polža in varno pritrdite v
vsaj še dva polna obrata okrog cevi, da zagotovite enovi-
podaljšek. (V majhnih prostorih podaljška ni potrebno upo-
to globino utora.
rabljati.)
8. Zatikalo prestavite na dovajalni polž. Trdno primite kolutni
5. Zatikalo obrnite v smeri urinega kazalca s hrbtne strani
vtiskovalnik utorov. Dovajalni polž obrnite v nasprotni
kolutnega vtiskovalnika utorov (tako boste sledili puščicam,
smeri urinega kazalca in uvlecite utorni kolut, da lahko
odlit
im na hrbtni strani kolutnega vtiskovalnika utorov,
kolutni vtiskovalnik utorov snamete s cevi. Kolutnega vti-
glejte sliko 17). Opazujte vrtenje cevi in se prepričajte, da
skovalnika utorov ne izpustite iz rok.
pokrivna ploščica kolutnega vtiskovalnika utorov ohranja
stik z robno površino cevi. Če se začne kolutni vtiskoval-
9. Preverite utor.
nik utorov premikati stran od konca cevi, prenehajte z
• Prepričajte
se, da je utor v celoti izdelan.
obračanjem zatikala, da preprečite spiralni zdrs kolut
nega
• Preverite premer utora in se prepričajte, da ustreza spe-
vtiskovalnika utorov s cevi in padec. Podporni ročici kolut-
cifikacijam.
nega vtiskovalnika utorov lahko namestite na napravo in si
• Preverite morebitne druge zahteve proizvajalca spojk.
olajšate potiskanje pokrivne ploščice do stika s koncem
cevi. Po potrebi kolutni vtiskovalnik utorov ponovno name-
Če ugotovite kakršne koli nepravilnosti, utora ne morete upo-
stite na cev. (Glejte poglavje »Namestitev kolutnega vti-
rabiti.
skovalnika utorov na cev«.) Če je konec cevi deformiran, ga
je potrebno odrezati in pripraviti nov utor.
Navodila za vzdrževanje
OPOZORILO
Pred izvajanjem vzdrževanja ali prilagoditev se prepričajte, da
je stikalo električnega pogona v položaju za izklop (OFF), vtič
pa izvlečen.
Podmazovanje
Enkrat mesečno kombinirani kolutni vtiskovalnik utorov 975
podmažite s kakovostno splošno uporabno mastjo.
• Mazalke se nahajajo na strani operaterjeve strani osno-
ve, na sprednji strani drsnega sklopa in na koncu gredi
utornega koluta (glejte sliko 2). Mast dodajajte, dokler ne
Zavrtite
priteče iz nastavkov
.
• Na dovajalni polž nanesite tanko plast masti.
Slika 17 – Obračanje zatikala v smeri puščic
Ridge Tool Company438
