Ridgid Combo Roll Groover – page 14
Manual for Ridgid Combo Roll Groover

Устройство для накатки желобков 975 Combo
1. абочая зона должна отвечать следующим требованиям:
• меть достаточное освещение.
• е содержать воспламеняющихся жидкостей, паров или пыли,
которые могут воспламениться. сли такие вещества присут-
ствуют в рабочей зоне, не начинайте работу до тех пор, пока
источники не будут определены и удалены.
• лощадка должна иметь чистое, ровное, устойчивое и сухое
место для оборудования и оператора.
2. еред установкой любого оборудования предварительно очисти-
те рабочую зону. ри наличии следов масла их нужно обязатель-
но вытереть.
3. Осмотрите трубу, на которой требуется сделать желобки, и убе-
дитесь в том, что устройство для накатки желобков 975 Combo
подходит для выполнения такого типа работ. Устройство для
накатки желобков 975 Combo предназначено для обработки сталь-
ных, алюминиевых и труб сортамента 10 и 40 диаметром от
1
1
/
4
“ до 6”. ашина также может использоваться для обработки
1
труб из нержавеющей стали диаметром от 1
/
4
“ до 6” сортамента 10
1
и диаметром от 1
/
4
“ до 2” сортамента 40. роме того, устройство
можно адаптировать для работы с медными трубами диаметром 2”
- 8” типа K, L,M и DWV при использовании комплекта сменных
роликов.
Устройство для накатки желобков 975 Combo можно использовать
в стационарных условиях (на смонтированных или установлен-
ных в зажимах трубах) или с силовым приводом RIDGID 300 или
резьбонарезным станком 300 Compact для выполнения работ
непосредственно на месте. ашина 975 Combo не предназначена
для промышленного использования.
4. ри накатке в стационарных условиях, убедитесь, что в помещении
достаточно места для установки и эксплуатации устройства для
накатки желобков 975 Combo. Устройство накатывает желоб,
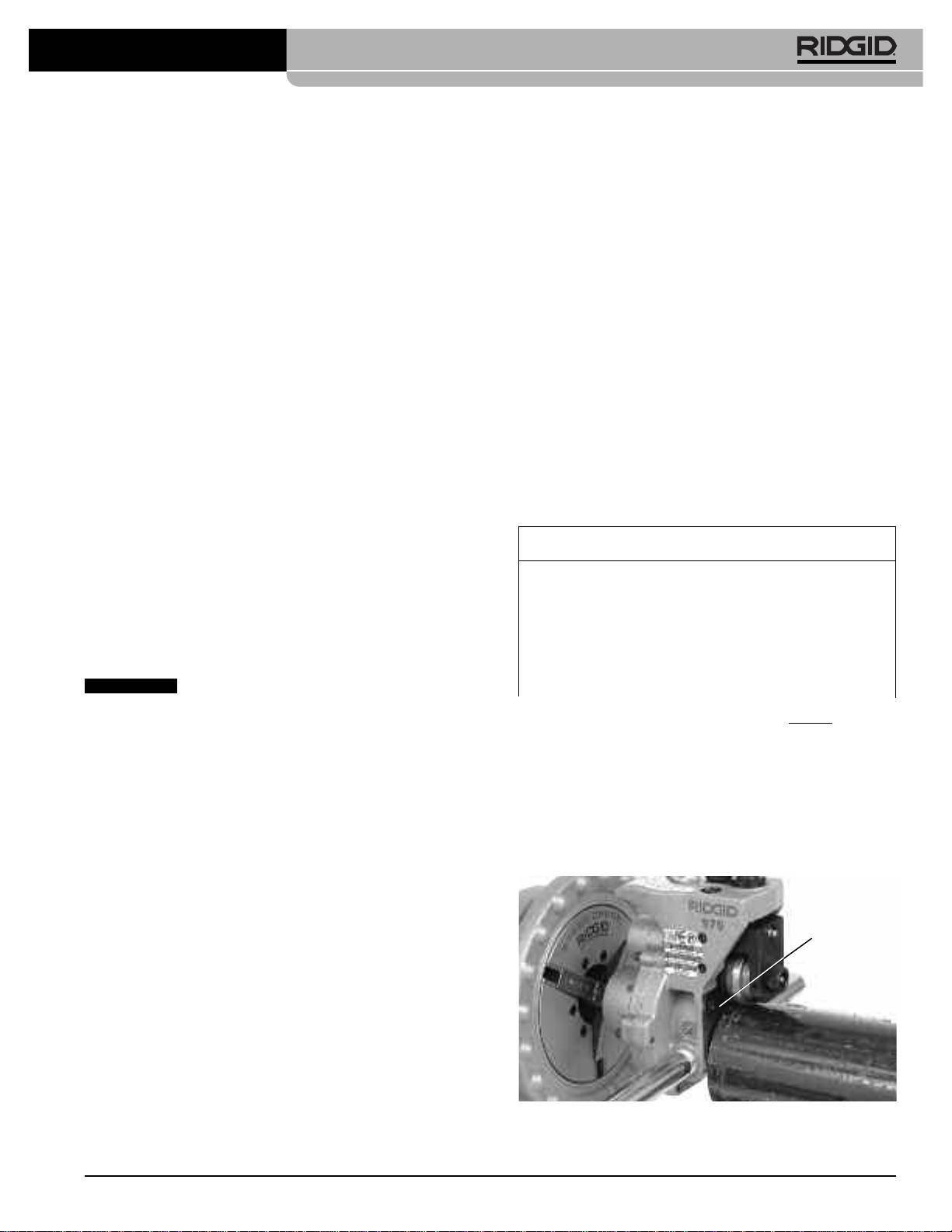
исунок 13 – ажим на трубу с целью улучшения прокатки
обходя надежно закрепленную трубу по кругу; для нормальной экс-
плуатации машины требуется:
• омимо этого, см. аздел диагностики неисправностей, в котором
1
• инимум
7
см пространства вокруг трубы для выполнения про-
приведен полный список причин их возникновения и решений
катки.
проблем прокатки.
7
• инимальное пространство (
см
) для трубы, чтобы при выдви-
жении за границы рамы, она не наткнулась на препятствие
(например, на стену).
одготовка прибора и рабочей зоны для
2
• инимальное отверстие в
4
см, чтобы труба соответствовала
стационарной работы
размерам устройства для накатки.
А
ашины для накатки желобков, подходящие для других типов
применения, можно найти
в каталоге инструментов Ridge или в сети нтернет по адресу
www.RIDGID.com, либо позвонив в отдел технического обслужи-
вания Ridge Tool по тел. 800-519-3456.
У
спользование одного комплекта роликов (рабо-
чий ролик и приводной вал) на стальных и нержавеющих трубах может
привести к загрязнению материалов из нержавеющей стали. резуль-
тате возможно развитие коррозии и преждевременный выход трубы из
сегда используйте средства для защиты глаз от грязи и других
строя. ля предотвращения загрязнения труб из нержавеющей стали
инородных тел. адевайте обувь со стальными носками для защиты
используйте отдельные комплекты роликов для обработки нержавею-
ног при падении инструментов или труб. спользуйте каску для
щих труб. качестве альтернативы можно использовать проволоч-
защиты головы на рабочем месте.
ную щетку из нержавеющей стали для тщательной очистки комплекта
роликов при смене материала.
астройте машину для прокатки желобков и организуйте рабочую
зону в соответствии с настоящим руководством таким образом,
чтобы снизить риск травм от падения инструментов, ударов и дру-
гих причин, а также предотвратить повреждение инструмента.
омпания Ridge Tool
259
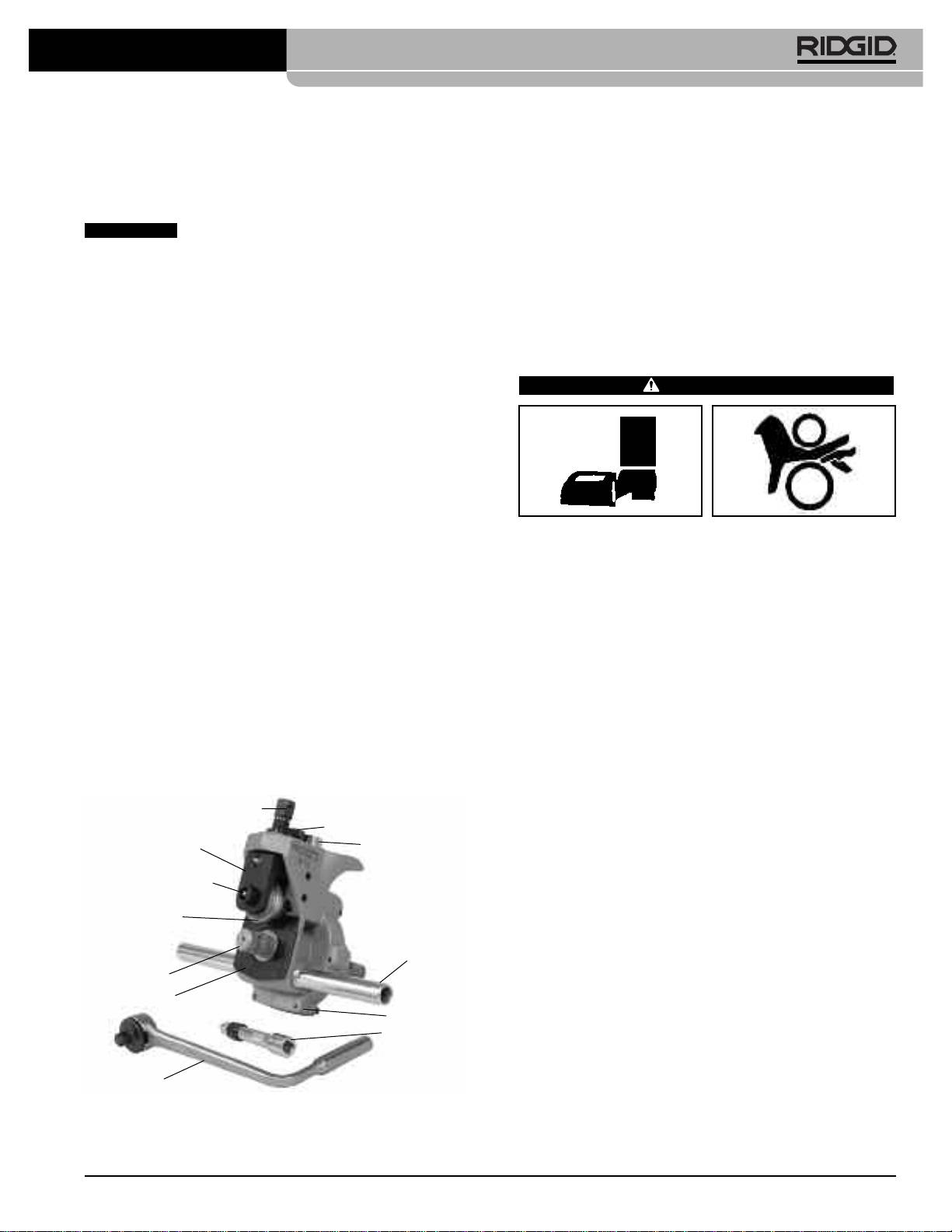
Устройство для накатки желобков 975 Combo
одготовка трубы
3. адежно возьмитесь за устройство для накатки желобков. е
подымайте его трещоточным ключом. оместите приводной вал
У
анная инструкция является обобщенной.
внутри трубы и убедитесь, что крышка устройства плотно приле-
сегда соблюдайте инструкции производителя муфты для пазового
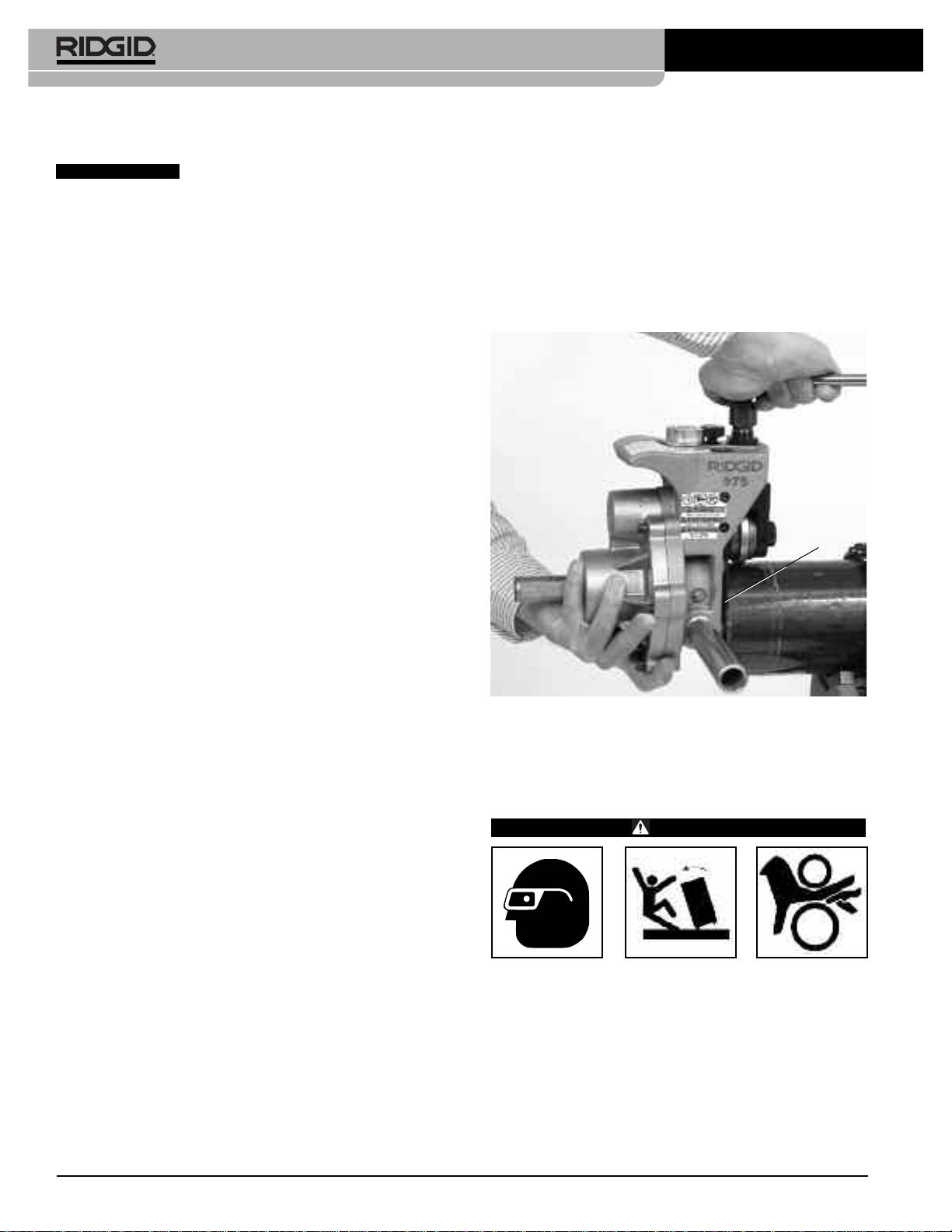
гает к краю трубы (исунок 14). атяните подающий винт, чтобы
соединения по подготовке краев трубы. есоблюдение таких инструк-
обеспечить контакт рабочего ролика с внешней стороной трубы.
ций может привести к недостаточной надежности соединения и утечкам.
осле затягивания подающего винта вручную затяните его тре-
1
1. ри стационарной накатке уже установленной трубы, убедитесь,
щоточным ключом еще на
/
4
оборота. Убедитесь, что устройство
что давление в системе сброшено и содержимое устранено.
для накатки желобков правильно установлено на трубе и его
Определите содержимое устройства и проверьте, какие опасности
крышка находится вровень с краем трубы. противном случае
с ним связаны.
заново повторите эту процедуру. сегда проверяйте, безопасно ли
установлено устройство для накатки желобков, чтобы оно не
2. Обрежьте трубу до нужной длины.
упало.
Убедитесь в том, что конец трубы обрезан ровно и без заусенцев.
аусенцы могут зацепить или порезать пальцы при накатке желоб-
ков. еправильная обрезка трубы и наличие крупных заусенцев
могут повлиять на качество желобка и процесс накатки.
апрещается накатывать трубу, обрезанную резаком.
3. се внутренние/внешние сварные швы или оплавления следует
обработать на длину как минимум 5 см от края трубы. е распи-
ливайте трубу в зоне посадки прокладки, это может привести к
утечке.
4. Удалите все отложения, грязь, ржавчину и другие посторонние
вещества с трубы на расстоянии как минимум 5 см от края.
аличие посторонних веществ может привести к загрязнению
ащитная
насечек на приводном валу и к неправильной подаче трубы при
крышка
выполнении накатки.
5. еред накаткой убедитесь в том, что труба надежно закреплена.
руба должна выдержать вес устройства для прокатки желобов
(12,7 кг), а также нажим и усилие привода при прокатке, и остать-
ся неподвижной. тационарную трубу лучше снять, а затем выпол-
нить ее накатку в трубных зажимах. остальных случаях могут
понадобиться временные или постоянные крепления для под-
держки труб. ри использовании трубных зажимов, проверьте, без-
опасно ли ими пользоваться и не упадут ли они во время
использования. ля более длинных труб потребуются опоры для
исунок 14 – оддержка устройства для накатки желобков при
поддержки по длине.
затягивании подающего винта
Установка устройства для накатки желобков на
трубе
тационарная эксплуатация устройства
1. Убедитесь в том, что устройство 975 Combo было осмотрено и был
для накатки желобков 975 Combo
установлен соответствующий комплект роликов. Убедитесь в
том, что опорные рычаги надежно зафиксированы на корпусе
А
устройства или полностью снимите их, чтобы улучшить доступ в
трудных местах. алее, установите трещоточный ключ в подаю-
щий винт и вставьте насадку во внутренний четырехгранник на
задней части устройства для накатки желобков. роверьте, чтобы
трещоточный ключ и насадка были прочно установлены.
2. Убедитесь в том, что между рабочим роликом и валом привода
достаточно места для стенки трубы. ри необходимости поверните
подающий винт против часовой стрелки для перемещения рабоче-
го ролика.
ри стационарном использовании устройство должно приводиться
в движение только вручную. е используйте электроинструмент
(например, дрели или ударные инструменты) для вращения ста-
ционарно установленного устройства для накатки желобков. Это
может привести к повреждению машины и увеличивает риск полу-
чения травм.
ри работе с устройством для накатки желобков не надевайте сво-
бодную одежду. укава и пуговицы на одежде должны быть застег-
нуты. е нагибайтесь над машиной или трубой. вободная одежда
может быть затянута вращающимися частями машины, что приве-
дет к получению травм.
260
омпания Ridge Tool

Устройство для накатки желобков 975 Combo
ерегите руки от попадания в ролики. апрещается накатывать
5. змерьте диаметр желобка. аиболее подходящий метод изме-
желобки на трубах, минимальная длина которых не соответствует
рения диаметра желобка - использование мерной ленты (см. раз-
предусмотренным значениям. е надевайте свободные рабочие
дел “Аксессуары”). лотно натяните мерную ленту вокруг трубы на
перчатки. альцы могут быть зажаты между роликами либо между
желобке. Убедитесь в том, что лента плотно соприкасается с
роликом и трубой.
нижней частью желобка и снимите показания диаметра
(м. рис. 16).
ерегите руки от контакта с концами трубы. е прикасайтесь к
внутренней части трубы. озможны порезы острыми краями и
заусенцами трубы. альцы могут быть зажаты между роликами
либо между роликом и трубой.
сегда используйте средства для защиты глаз от грязи и других ино-
родных тел. адевайте обувь со стальными носками для защиты
ног при падении инструментов или труб. спользуйте каску для
защиты головы на рабочем месте.
ледуйте инструкции по эксплуатации, чтобы снизить риск полу-
чения травмы вследствие удара, падения или других причин.
Установка/измерение диаметра желобка
У
следствие различий в характеристиках труб,
каждый день перед первой накаткой на трубе с другим диаметром, сор-
таментом или материалом, следует выполнять тестовую прокатку.
егулятор для установки диаметра желобка используется только в
информационных целях, для обеспечения требуемого диаметра желоб-
ка его следует измерять дополнительно.
1. Убедитесь в том, что оборудование и труба установлены надле-
жащим образом. еправильная подготовка трубы может повлиять
на точность регулятора глубины желобка. абочий ролик дол-
исунок 16 – роверка диаметра желобка с помощью измери-
тельной ленты
жен соприкасаться с трубой.
2. Отрегулируйте положение регулятора глубины желобка таким
6. опоставьте измеренное значение диаметра с требуемым диа-
образом, чтобы требуемая величина находилась под головкой
метром как показано в аблице I или III, либо как указано в руко-
регулировочного винта (исунок 15А). егулятор глубины желоб-
водстве по установке соответствующего фитинга. сли
ка предназначен для использования с обычными трубами. м.
измеренное значение не совпадает с требуемым диаметром
раздел “Установка диаметра желобка для медных труб” для рабо-
желобка, следует отрегулировать регулирующий винт для полу-
ты с медными трубами.
чения нужного диаметра.
3. оворачивайте регулировочный болт по часовой стрелке до тех
• ля увеличения диаметра желобка, поворачивайте регулиро-
пор, пока его головка не будет указывать на требуемое значение
вочный винт по часовой стрелке.
глубины желобка. ереведите регулятор глубины желобка в поло-
• ля уменьшения диаметра желобка, поворачивайте регули-
жение прокатки (исунок 15B). сли регулятор не будет установ-
ровочный винт против часовой стрелки.
лен в положение прокатки, обработка трубы выполняться не
1
• аждая четверть (
/
4
) оборота регулировочного винта соответ-
будет и регулятор может быть поврежден.
ствует изменению диаметра желобка приблизительно на 0,5 мм.
4. ыполните тестовую прокатку (см. процедуру “ормирование
7. овторяйте шаги 4-6 до тех пор, пока диаметр желобка не будет
желобка”).
соответствовать требуемым характеристикам. сли первый жело-
бок слишком большой, можно отрегулировать ролик и уменьшить
его размеры. сли желобок слишком маленький, следует сде-
лать новый желобок. облюдение требуемого диаметра желобка
имеет важное значение для надежности последующего соедине-
ния. елобки, не соответствующие заданным характеристикам,
могут привести к разрушению соединения.
ормирование желобка
1. Убедитесь в том, что оборудование и труба установлены надле-
жащим образом.
2. ыберите требуемую рабочую позицию. аботать следует только
исунок 15A – ыбор положе-
исунок 15B – егулятор в
в хорошей обуви, которая позволит поддерживать равновесие.
ния регулятора глубины
положении прокатки
1
3. Убедитесь, что подающий винт затянут на
/
4
оборота.
желобка под головкой регули-
ровочного винта
4. ыньте трещоточный ключ из подающего винта и вставьте его в
насадку. (ри непосредственном соприкосновении насадка не
нужна).
омпания Ridge Tool
261
Устройство для накатки желобков 975 Combo
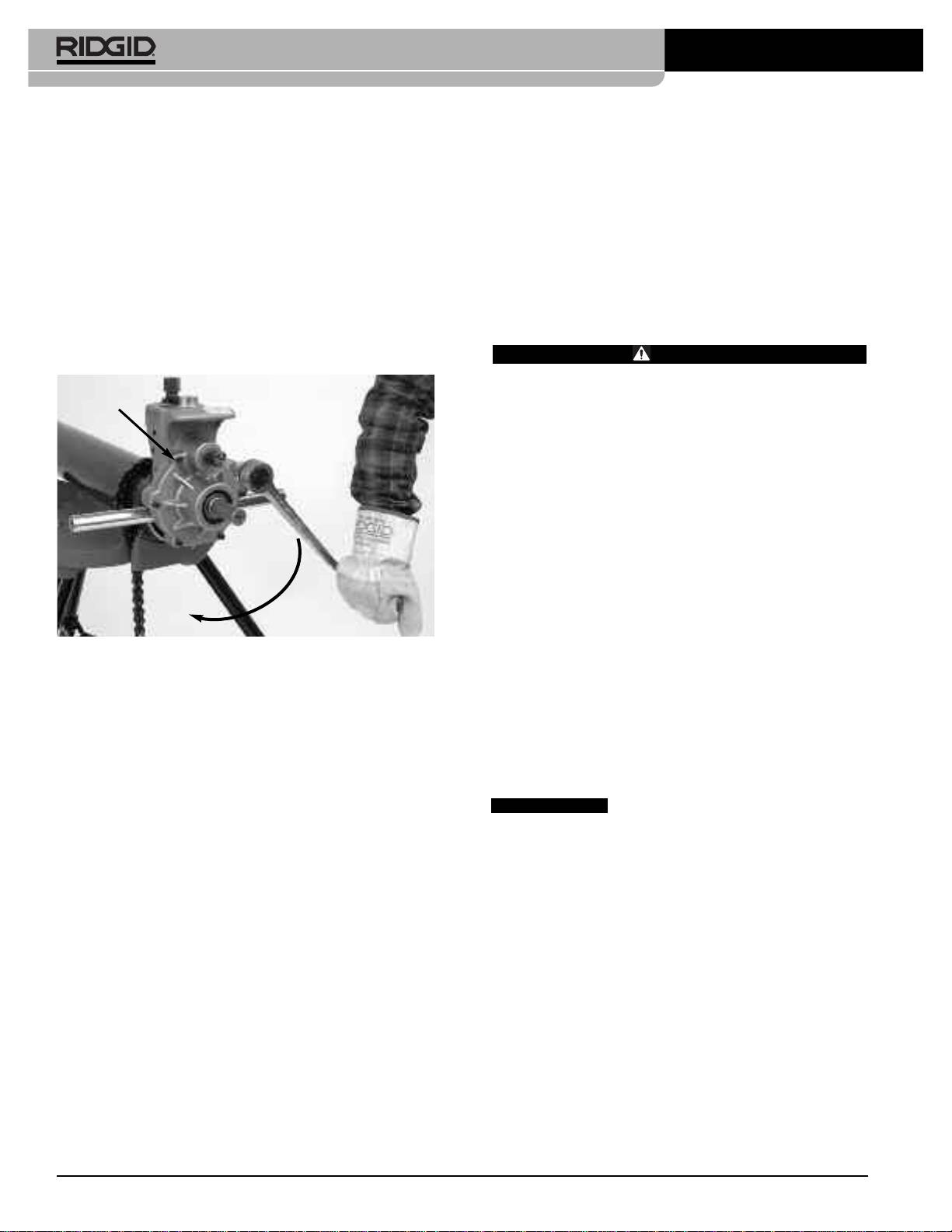
5. оверните трещоточный ключ по часовой стрелке, если смот-
9. Осмотрите полученный желобок.
реть с задней стороны устройства для накатки желобов (на задней
• Убедитесь в том, что желобок полностью накатан.
панели устройства направление указано стрелками, см. рис. 17).
• роверьте соответствие диаметра желобка требуемым значе-
Устройство для накатки желобов должно вращаться, при этом
ниям.
крышка устройства должна соприкасаться с краем трубы. сли
• роверьте все другие параметры, требуемые изготовителем
устройство для накатки начинает отходить от края трубы, вращать
соответствующего фитинга.
трещоточный ключ больше не следует во избежание скручивания
прибора с конца трубы и падения. тобы обеспечить контакт
ри обнаружении каких-либо проблем с желобком его использование
крышки устройства с краем трубы, можно нажать на рычаги
запрещается.
устройства для накатки желобов. сли необходимо, переустано-
вите устройство для накатки желобов на трубу. (см. раздел
“Установка устройства для накатки желобков на трубе”). сли
нструкция по обслуживанию
труба деформирована, ее следует обрезать и сделать новый
желобок.
А
еред регулировкой и техническим обслуживанием устройства
убедитесь, что выключатель силового привода находится в поло-
жении . и его питание отключено.
мазка
аз в месяц смазывайте устройство для накатки желобов 975 Combo
качественной смазкой общего назначения.
• мазочные отверстия расположены сбоку в основании устрой-
ства со стороны оператора, на передней панели ползуна, и на
конце вала рабочего ролика (м. рис. 2). обавляйте смазку,
пока не выступит небольшой излишек.
• анесите тонкий слой смазки на подающий винт.
• едуктор устройства для накатки желобков 975 Combo содер-
оворот
жит достаточно смазки для пожизненной эксплуатации и не тре-
бует дополнительного смазывания за исключением тех случаев,
когда его необходимо открыть.
исунок 17 – оворот трещоточного ключа в соответствии со
стрелками
Остальная информация по техническому обслуживанию приведена в
разделе диагностики.
6. оворачивайте трещоточный ключ как минимум до полного пово-
рота вокруг трубы. ыньте трещоточный ключ из насадки и вставь-
Очистка
1
те его в подающий винт. оверните подающий винт еще на
/
4
асечки на приводном валу следует чистить проволочной щеткой не
оборота. ыньте трещоточный ключ из подающего винта и вставь-
реже раза в день.
те его в насадку с соблюдением мер безопасности. е поворачи-
1
вайте подающий винт более чем на
/
4
оборота на каждое
амена роликов
вращение трубы. лишком быстрое вращение подающего винта
У
ри замене роликов всегда обращайте внимание
может привести к излишней развальцовке желобка или скручи-
на маркировку соответствия на приводном и рабочем роликах. етали,
ванию трубы с приводного вала. родолжайте поворачивать тре-
которые не соответствуют данному устройству, могут испортить
щоточный ключ для приведения в действие устройства для накатки
желобки и привести к утечке.
желобков, при этом следя за тем, чтобы крышка устройства нахо-
дилась вровень с краем трубы.
ыньте устройство для прокатки из силового привода (резьбонарезного
1
станка) и поместите его на устойчивую рабочую поверхность.
7. родолжайте затягивать подающий винт по
/
4
оборота на каждое
вращение трубы до тех пор, пока головка регулировочного винта
еобходимые инструменты:
не сравняется с верхней частью механизма. е пытайтесь про-
3
•
/
8
“ естигранный ключ
вернуть подающий винт после того, как регулировочный винт
3
•
/
32
“ естигранный ключ
достигнет верхней части механизма, это может привести к повреж-
дению регулировочного винта. ля формирования равномерного
• .070” лоскогубцы для внешнего стопорного кольца
желобка поверните устройство для накатки желобков как минимум
нятие и установка подающего ролика
еще на два полных оборота вокруг трубы после того как регули-
ровочный винт достигнет устройства.
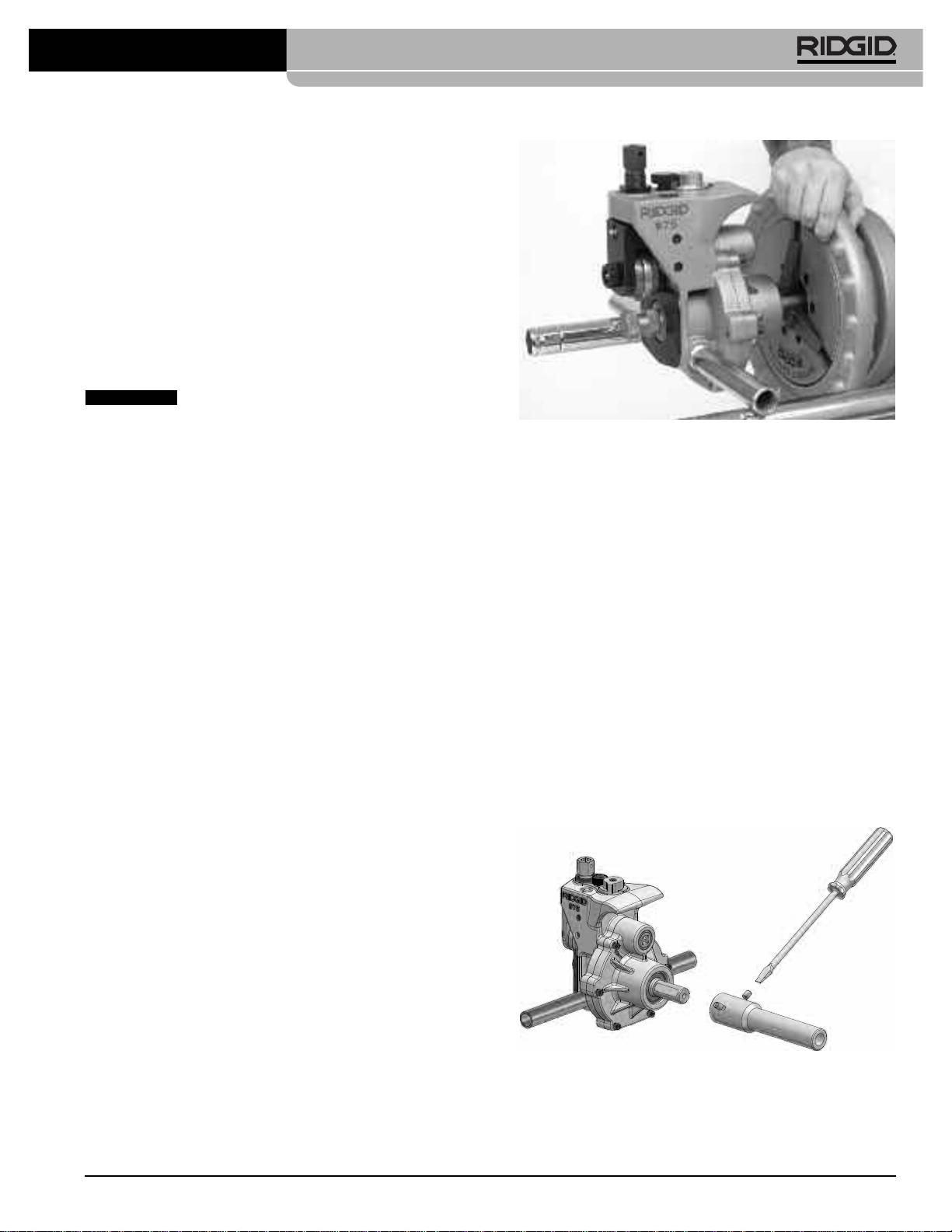
1. ыкрутите 6 крепежных болтов на задней крышке.
8. ередвиньте трещоточный ключ к подающему винту. Аккуратно
2. нимите заднюю крышку (м. рис. 18).
возьмитесь за устройство для накатки желобков. оворачивайте
подающий винт против часовой стрелки и поднимите рабочий
ролик для снятия трубы с машины. збегайте падения машины.
262
омпания Ridge Tool

Устройство для накатки желобков 975 Combo
орпус
адняя
крышка
риводной
естерня
адняя крышка
вал
естерня
инты
Упорная шайба
топорное кольцо
понка
исунок 18 – нятие задней крышки
исунок 20 – Обозначение компонентов устройства для накатки
желобков 975 Combo
3. ыньте шестерню.
4. ыньте приводной вал из задней части устройства для накатки
нятие и установка рабочего ролика
желобов 975 Roll Groover.
1. ыкрутите крепежные винты вала рабочего ролика.
5. нимите с приводного вала стопорное кольцо и зубчатую пере-
2. ытолкните вал рабочего ролика из ползуна и выньте рабочий
дачу. (м. ис. 19).
ролик и упорную шайбу.
естерня
3. ставьте в ползун упорную шайбу и новый рабочий ролик.
роверьте, чтобы внутреннее стопорное кольцо в рабочем роли-
ке установлено вплотную к главному корпусу, и что рабочий
топорное кольцо
ролик находится между упорной шайбой и корпусом.
орпус
ажимный
винт
олзун
Упорная
Упорная
шайба
шайба
абочий
ролик
исунок 19 – нятие стопорного кольца
6. нимите шпонку и упорную шайбу.
7. аденьте упорную шайбу на новый приводной вал.
8. ставьте шпонку и установите шестерню.
9. ставьте стопорное кольцо в желоб приводного вала.
10. ставьте приводной вал в основной корпус.
исунок 21
11. ри замене приводного вала теряется часть смазки, необходимой
для работы зубчатой передачи. роверьте, чтобы подшипники и
зубцы передачи были достаточно смазаны качественной смазкой
4. амените вал рабочего ролика вместе с крепежными болтами.
общего назначения.
5. изуально проконтролируйте расположение рабочего ролика и
12. ставьте шестерню и поставьте на место заднюю крышку.
приводного ролика. сли они расположены не на одной линии, про-
атяните болты с усилием 12-16 футов
фунт.
верьте ориентацию рабочего ролика и упорной шайбы.
*
6. мажьте устройство в соответствии с инструкциями соответ-
ствующего раздела данного руководства.
омпания Ridge Tool
263
Устройство для накатки желобков 975 Combo
Аксессуары
Обслуживание и ремонт
А
А
еправильное обслуживание или ремонт могут привести к небез-
еречисленные продукты RIDGID предусматривают совместное
опасной работе прибора
функционирование с устройством для накатки желобов 975 Combo
ругие аксессуары, подходящие для работы с другими инструмен-
тами, могут быть опасными при использовании с устройством для
“нструкция по обслуживанию” включает в себя большинство момен-
накатки желобов 975 Combo. ля снижения риска тяжелой травмы
тов, связанных с техническим обслуживанием данной машины. се
используйте только аксессуары, специально созданные и реко-
проблемы, описание которых отсутствует в данном разделе, может
мендованные к использованию с устройством для накатки желобов
разрешить только квалифицированный технический специалист ком-
975 Combo, такие как указаны в таблице.
пании RIDGID.
нструмент нужно будет отнести в езависимый авторизованный
сервис-центр RIDGID, либо вернуть на завод.
ри обслуживании инструмента необходимо использовать только ори-
ранение машины
гинальные запчасти. спользование других запчастей может привести
А
раните инструмент в закрытом, недоступном для
к получению серьезных травм.
детей и людей, незнакомых с работой устройства для прокатки жело-
сли у вас возникли вопросы по поводу обслуживания или ремонта
бов, месте. Этот инструмент может нанести серьезные травмы в
этого инструмента, позвоните или напишите:
руках неквалифицированных пользователей.
омпания Ridge Tool
Отдел технического обслуживания
400 Clark Street
ат. № Описание
Elyria, Ohio 44035-6001
60082 Cиловой привод 300 Power Drive, 230 , 25-60 ц
ел.: (800) 519-3456
E-mail: TechServices@ridgid.com
60077 Cиловой привод 300 Power Drive, 115 , 25-60 ц
ля получения информации о ближайшем независимом сервис-центре
42360 1206 ама для силового привода 300 Power Drive
RIDGID и по любым вопросам ремонта и обслуживания обратитесь к
50697 танок 300 Compact, 230 , 25-60 ц
местному дистрибутору Ridge Tool
50692 танок 300 Compact, 115 , 25-60 ц
онтакты ближайшего представительства Ridge Tool вы можете
20391 танок 300 Compact, 230 , 25-60 ц (DK)
найти на сайте www.RIDGID.com или www.RIDGID.eu
67662 ронштейн адаптера для станка 300 Compact/1233
Обратитесь в Отдел технического обслуживания Ridge Tool по адресу
58077 кладная рама 250 Folding Stand для станка
techservices@emerson.com, в А и анаде вы также можете
300 Compact/1233
позвонить по номеру (800) 519-3456
72037 ортативные цепные тиски 460 Tristand
56662 V-образная рама для труб VJ-99
76822 ерная лента для измерения диаметра в дюймах
76827 ерная лента для измерения диаметра в
метрических единицах
30708 асадка, привод 1/2”, с фиксатором
30703 раповый механизм, привод 1/2”, угол наклона 90°
33043 рокаточные и подающие ролики для медных труб
2”-8” типа K, L, M и DWV
264
омпания Ridge Tool
Устройство для накатки желобков 975 Combo
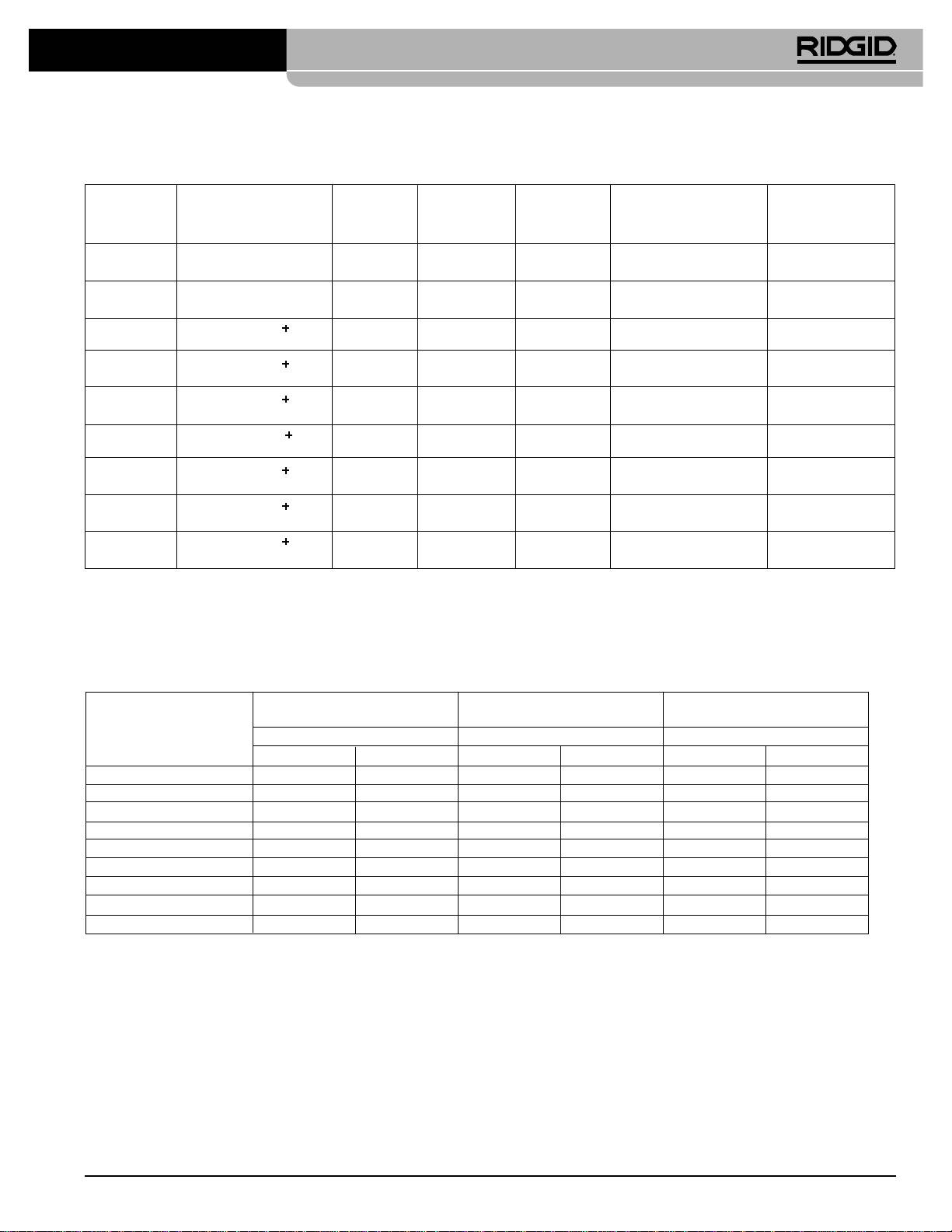
аблица I. арактеристики стандартных роликов для труб стандарта IPS
А! се размеры приведены в дюймах.
T
A
B
C
D
О.
А
.
О О
А
А
О.
А
У
О.
ОАУ
ОА
ОА
УА
У
ОУ
+.015/-.030
+.030/-.015
ОУ
ОА (м.) (2)
1
1
/
4
1.660 +.016 .065 .625 .344 1.535 +.000 .063
-.016 -.015
1
1
/
2
1.900 +.016 .065 .625 .344 1.775 +.000 .063
-.016 -.015
(1)
2
2.375
+
.024 .065 .625 .344 2.250 +.000 .063
-.016 -.015
1
(1)
2
/
2
2.875
+
.029 .083 .625 .344 2.720 +.000 .078
-.016 -.015
(1)
3
3.50
+
.030 .083 .625 .344 3.344 +.000 .078
-.018 -.015
1
(1)
3
/
2
4.00
+
030 .083 .625 .344 3.834 +.000 .083
-.018 -.015
(1)
4
4.50
+
.035 .083 .625 .344 4.334 +.000 .083
-.020 -.015
(1)
5
5.563
+
.056 .109 .625 .344 5.395 +.000 .084
-.022 -.015
(1)
6
6.625
+
.050 .109 .625 .344 6.455 +.000 .085
-.024 -.015
(1) соответствии с AWWA C606-06
(2) оминальная глубина желобка указана только как справочная величина. ри проверке на пригодность не следует ориентироваться на приводимую глубину
желобка.
аблица II. аксимальная и минимальная толщина трубных стенок
А! се размеры приведены в дюймах.
АЬ
У АЮ
АЮ У
А
У
азмер трубы
олщина стенок олщина стенок олщина стенок
ин. акс. ин.
акс. ин. акс.
1
1
/
4
“ .065 .140 .065 .140 .140 .140
1
1
/
2
“ .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
1
2
/
2
“ .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
1
3
/
2
“ .083 .226 .083 .188 .226 .300
4” .083 .237 .083 .188 .237 .300
5” .109 .258 .109 .188 .258 .300
6” .109 .280 .109 .188 .280 .300
омпания Ridge Tool
265
Устройство для накатки желобков 975 Combo
аблица III. арактеристики медных роликов
1234 5 6 7 8
AB CDT
ом.
нешний диаметр
нездо под
ирина
иаметр
лубина
ин.
акс.
азмер
трубы (неш.д.)
прокладку
желобка
желобка
желобка
опуст.
допустимый
1
дюймах
A +.03 +.00 м.
толщ.
диаметр
Основной опуск ±0.03 –.000 –.02
стенок
раструба
2” 2.125 ±0.002 0.610 0.300 2.029 0.048 DWV 2.220
1
2
/
2
“ 2.625 ±0.002 0.610 0.300 2.525 0.050 0.065 2.720
3” 3.125 ±0.002 0.610 0.300 3.025 0.050 DWV 3.220
4” 4.125 ±0.002 0.610 0.300 4.019 0.053 DWV 4.220
5” 5.125 ±0.002 0.610 0.300 5.019 0.053 DWV 5.220
6” 6.125 ±0.002 0.610 0.300 5.999 0.063 DWV 6.220
8” 8.125 +0.002/-0.004 0.610 0.300 7.959 0.083 DWV 8.220
1. оминальная глубина желобка указана только как справочная величина. ри проверке на пригодность не следует ориентироваться на приводимую глубину
желобка.
иагностика неисправностей
О ОО
олик уже или шире положен-
знос ролика и/или приводного стержня.
амените рабочий ролик и/или приводной стержень.
ного размера.
елобок прокатан не пер-
еровность по длине трубы.
аботайте с прямыми трубами.
пендикулярно оси трубы.
онец трубы не совпадает с ее осями.
онец трубы следует обрезать ровно.
о время прокатки на трубе
руба и приводной стержень не параллельны друг другу.
Отрегулируйте раму параллельно трубе.
не остается сле-
1
1
рубные оси не отклонены на
/
2
градуса от осей подающих
аклоните трубу на
/
2
градуса.
дов/Устройство для накатки
роликов.
желобов не оставляет на
асечки подающих роликов забиты металлом или истер-
очистите или замените подающий ролик.
трубе след во время прокатки.
лись.
одающий винт не затянут.
роворачивайте подающий винт с помощью трещоточ-
ного ключа на один оборот с каждым
вращением.
оворот храпового механизма в неверном направлении.
оворачивайте трещоточный ключ в соответствующем
направлении.
абита внутренняя часть трубы.
рочистите трубу изнутри.
лишком большой сварочный шов.
Отшлифуйте сварочный шов до 5 см от края трубы.
Отсутствие нажима на трубу.
ажмите на трубу. (м. ис. 10).
онец трубы неровный/с заусенцами.
щательно подготовьте край трубы.
1
одающий винт затянут слишком туго.
оверните подающий винт всего на
/
4
оборота.
руба и приводной стержень не параллельны друг другу.
Отрегулируйте раму параллельно трубе.
азвальцовка трубы со сторо-
ны желоба.
одающий винт затянут слишком туго.
оверните подающий винт всего на 1/4 оборота.
266
омпания Ridge Tool
Устройство для накатки желобков 975 Combo
иагностика неисправностей (продолжение)
О ОО
мещение трубы на подающих
еровность по длине трубы.
аботайте с прямыми трубами.
роликах взад и вперед при
онец трубы не совпадает с ее осями.
онец трубы следует обрезать ровно.
прокатке.
мещение трубы на подаю-
рубная рама находится слишком близко к концу трубы.
ередвиньте трубную раму в соответствии с инструкция-
щих роликах из стороны в
ми по установке.
сторону при прокатке.
овреждение или выравнивание конца трубы.
Отрежьте поврежденный конец трубы.
вердые включения в материале трубы или сварные
озьмите другую трубу.
швы тверже самой трубы.
лишком низкая скорость подачи рабочего ролика.
Увеличьте скорость работы рабочего ролика.
корость силового привода превышает 57 об/мин.
Уменьшите скорость до 57 об/мин или ниже.
еправильное положение трубной рамы.
равильно установите ролики трубной рамы.
Устройство не прокатывает
ревышение максимально допустимой толщины стенок
м. таблицу пропускной способности труб.
желоб в трубе.
труб.
лишком плотный материал трубы.
амените трубу.
е установлен регулировочный винт.
адайте глубину.
Усилие силового привода ниже требуемого минимума.
аботайте с силовым приводом RIDGID 300 Power Drive
или станком 300 Compact/1233.
Устройство не прокатывает в
ревышение максимально допустимого диаметра труб.
аботайте с трубами подходящего диаметра.
трубе желоб требуемого
еправильно установлен винт регулировки глубины.
Отрегулируйте настройку глубины.
диаметра.
лишком твердый материал трубы.
озьмите другую трубу.
руба скользит на подающих
лишком низкая скорость движения роликов прокатки.
Увеличьте скорость подачи рабочего ролика.
роликах.
асечки подающих роликов забиты металлом или истер-
очистите или замените подающий ролик.
лись.
Устройство не вращает
Усилие силового привода ниже требуемого минимума.
аботайте с силовым приводом RIDGID 300 Power Drive
трубу при прокатке.
или станком 300 Compact/1233.
ажим на приводном стержне не защелкнут.
атяните зажим.
однятие или отклонение
еправильно установлена трубная рама.
асположите опоры надлежащим образом.
трубы может опрокинуть
устройство прокатки желоб-
ков.
омпания Ridge Tool
267
975
Kombinirani alat za izradu
spojnica na cijevima

Kombinirani alat za izradu spojnica na cijevima 975
Sadržaj
Sigurnosni simboli ........................................................................................................................................................................270
Opća pravila sigurnosti
Sigurnost radnog prostora..........................................................................................................................................................270
Električna sigurnost ....................................................................................................................................................................270
Osobna sigurnost........................................................................................................................................................................271
Korištenje i održavanje alata ......................................................................................................................................................271
Servis ..........................................................................................................................................................................................271
Specifične sigurnosne informacije
Sigurnost alata za izradu spojnica na cijevima ..........................................................................................................................272
Sigurnost alata za izradu spojnica prilikom korištenja s pogonskim sklopom/alatom za narezivanje navoja ............................272
Sigurnost alata za izradu spojnica prilikom korištenja na instalacijama ....................................................................................272
Opis, tehnički podaci i standardna oprema
Opis ............................................................................................................................................................................................272
Specifikacije................................................................................................................................................................................273
Standardna oprema ....................................................................................................................................................................273
Pregled alata za izradu spojnica na cijevima..............................................................................................................................273
Priprema stroja i radnog prostora za električne aplikacije
Postavljanje kombiniranog alata za izradu spojnica na cijevima 975 na pogonski sklop RIDGID 300 ......................................275
Postavljanje uređaja 975 uređaja za izradu spojnica na cijevima na RIDGID 300 Compact/1233 alat za narezivanje navoja
......275
Dovršetak postavljanja................................................................................................................................................................276
Priprema cijevi ............................................................................................................................................................................277
Postavljanje cijevi u alat za izradu spojnica na cijevima ............................................................................................................277
Rukovanje kombiniranim alatom za izradu spojnica na cijevima postavljenim na pogonski sklop/alat
za narezivanje navoja ....................................................................................................................................................................279
Postavljanje/mjerenje dijametra spojnice....................................................................................................................................279
Oblikovanje spojnice cijevi..........................................................................................................................................................280
Postavljanje dijametra spojnice za bakrene cijevi ......................................................................................................................280
Savjeti za vođenje cijevi na kombiniranom alatu za izradu spojnica na cijevima 975 ................................................................280
Priprema stroja i radnog prostora za primjenu alata na postavljenim instalacijama (na licu mjesta)
Priprema cijevi ............................................................................................................................................................................282
Postavljanje alata za izradu spojnica na cijev ............................................................................................................................282
Rukovanje kombiniranim alatom za izradu spojnica na cijevima na postavljenim instalacijama
Postavljanje/mjerenje dijametra spojnice....................................................................................................................................283
Oblikovanje spojnice cijevi..........................................................................................................................................................284
Upute za održavanje
Podmazivanje..............................................................................................................................................................................284
Čišćenje ......................................................................................................................................................................................284
Promjena setova valjaka ............................................................................................................................................................285
Dodatni pribor ................................................................................................................................................................................286
Čuvanje alata ..................................................................................................................................................................................286
Servisiranje i popravak..................................................................................................................................................................286
Tablica I. Standardne specifikacije spojnica za cijevi IPS dimenzija........................................................................................287
Tablica II. Maksimalna i minimalna debljina stijenke cijevi ......................................................................................................287
Tablica III. Specifikacije za spojnice za bakrene cijevi ..............................................................................................................288
Rješavanje problema..............................................................................................................................................................288-289
Doživotno jamstvo ....................................................................................................................................................stražnja stranica
269 Ridge Tool Company
Kombinirani alat za izradu spojnica na cijevima 975
Sigurnosni simboli
U ovom korisničkom priručniku, kao i na proizvodu sigurnosni simboli i signalne riječi koriste se kako bi priopćile važnu sigurnosnu
obavijest. U ovom se poglavlju objašnjavaju svi takvi izraze upozorenja i znakovi.
Ovo je simbol sigurnosnog upozorenja. Koristi se da bi vas upozorio na opasnost od moguće tjelesne ozljede. Pridržavajte se svih
sigurnosnih mjera navedenih uz ovaj znak da biste izbjegli moguću ozljedu ili smrt.
OPASNOST
OPASNOST označava opasnu situaciju koja će ako se ne izbjegne, dovesti do pogibije ili teške ozljede.
UPOZORENJE
UPOZORENJE označava opasnu situaciju koja može, ako se ne izbjegne, dovesti do pogibije ili teške ozljede.
OPREZ
OPREZ označava opasnu situaciju koja može ako se ne izbjegne, dovesti do manje ili umjerene ozljede.
OBAVIJEST
OBAVIJEST označava informaciju koja je vezana uz zaštitu imovine.
Ovaj simbol označava da prije korištenja opreme morate pažljivo pročitati korisnički priručnik. Korisnički priručnik sadrži važne
informacije o sigurnom i ispravnom radu opreme.
Ovaj simbol označava da se pri rukovanju ovom opremom uvijek moraju nositi sigurnosne naočale s bočnim štitnicima ili zašti-
tne naočale kako bi se smanjio rizik od ozljeda oka.
Ovaj simbol označava da postoji opasnost od prignječenja prstiju ili ruku između valjaka.
Ovaj simbol označava opasnost da pokretne osovine zahvate ruke, prste, noge, odjeću i druge predmete zbog čega bi moglo
doći do ozljeda uslijed nagnječenja ili udarca.
Ovaj simbol označava da za pokretanje ovog alata kada se koristi na postavljenim instalacijama ne bi trebalo koristiti bušilicu,
brusilicu ili neki drugi električni alat.
Ovaj simbol označava opasnost od prevrtanja stroja zbog kojeg bi moglo doći do ozljeda uslijed udarca ili nagnječenja.
Ovaj simbol znači da se uvijek mora koristiti nožni prekidač prilikom korištenja alata za narezivanje navoja/pogonskog sklopa.
Ovaj simbol označava da se prilikom rada uvijek mora nositi zaštitna kaciga kako bi se smanjila opasnost od ozljeda glave.
• Kada radite sa električnim alatom djecu i prolaznike
Opća pravila sigurnosti
držite podalje.Zbog ometanja možete izgubiti nadzor nad
svojim postupcima.
UPOZORENJE
Pročitajte s razumijevanjem sve upute. Nepridržavanje svih
• Pazite da su podovi čisti te da nisu pokriveni skliskim
uputa navedenih u nastavku može dovesti do električnog
tvarima kao što je nafta. Skliski podovi čest su uzrok
udara, požara i/ili teških tjelesnih ozljeda.
nezgoda.
• Ogradite ili zaštitite područje ako je ono na čemu radite
SAČUVAJTE OVE UPUTE!
dulje od stroja. Ograda ili zaštita koja osigurava najmanje 1
(jedan) metar slobodnog prostora oko predmeta na kojem
Izraz “električni alat” u upozorenjima odnosi se na vaš električni
radite smanjit će opasnost od zahvaćanja pokretnim dijelo-
alat koji se priključuje na izvor napona (sa kablom) ili električni
vima.
aparat koji radi na baterije (bežični).
Električna sigurnost
Sigurnost radnog prostora
• Utikači električnog alata moraju odgovarati utičnici.
• Radni prostor održavajte čistim i dobro osvijetljenim.
Utikače nikada ne mijenjajte ni na koji način. Utikače s
Nezgode se obično događaju u pretrpanim ili mračnim pro-
adapterom nemojte koristiti s uzemljenim električnim
storima.
alatima. Utikače koje niste mijenjali i odgovarajuće utičnice
smanjuju opasnost od strujnog udara.
• Nemojte raditi sa električnim alatima u eksplozivnim
atmosferama, kao što su one u kojima postoje zapalji-
• Izbjegavajte tjelesni dodir s uzemljenim površinama
ve tekućine, plinovi ili prašina. Električni alati stvaraju
poput cijevi, radijatora, štednjaka i hladnjaka. Ako je
iskre koje mogu zapaliti prašinu ili plinove.
vaše tijelo uzemljeno postoji povećana opasnost od elek-
tričnog udara.
Ridge Tool Company270

Kombinirani alat za izradu spojnica na cijevima 975
• Električni alat ne izlažite kiši ili mokrim uvjetima. Ako u
Korištenje i održavanje alata
električni alat uđe voda povećava se opasnost od strujnog
• Nemojte preopteretiti alat. Koristite alat koji odgovara
udara.
poslu koji obavljate. S prikladnim alatom posao ćete oba-
• Nemojte kabel upotrebljavati u svrhu za koju nije nami-
viti bolje, sigurnije i pri predviđenoj brzini.
jenjen. Kabel nemojte nikada koristiti za nošenje, vje-
• Nemojte koristiti električni alat ako ga nije moguće
šanje alata niti za vađenje utikača iz utičnice. Kabel
UKLJUCITI i ISKLJUCITI pomoću prekidača. Svaki
držite dovoljno daleko od izvora topline, ulja, oštrih
električni alat koji se ne može kontrolirati pomoću preki-
rubova i pokretnih dijelova. Oštećeni ili zapetljani kablovi
dača opasan je i potrebno ga je popraviti.
povećavaju opasnost od strujnog udara.
• Prije podešavanja, mijenjanja nastavaka ili spremanja
• Kada alat koristite na otvorenom, koristite produžni
alata izvadite utikač iz utičnice i/ili iz alata izvadite bate-
kabel koji je namijenjen za vanjsku uporabu. Uporaba
rije. Takve preventivne sigurnosne mjere smanjuju opasnost
produžnog kabela primjerenog za uporabu na otvorenom
od slučajnog uključivanja alata.
smanjuje rizik od strujnog udara.
• Kada ne koristite alat, držite ga izvan dohvata djece, a
• Ako nije moguće izbijeći rad sa električnim alatom na
osobama koje ne znaju rukovati ovim alatom ili koje
vlažnom području, koristite napajanje zaštićeno zem-
nisu pročitale ove upute za uporabu nemojte dozvo-
ljospojnim prekidačem strujnog kruga (GFCI). Korištenje
ljavati da ga koriste. Električni alati su opasni ako ih kori-
GFCI prekidača smanjuje rizik od strujnog udara.
ste neobučene osobe.
Osobna sigurnost
• Održavajte alate. Provjerite jesu li pokretni dijelovi alata
loše postavljeni ili spojeni, ima li slomljenih dijelova ili bilo
• Prilikom uporabe električnog alata budite pažljivi, pratite
kakvih drugih oštećenja koja bi mogla utjecati na rad
što radite i oslanjajte se na zdrav razum. Električni alat
alata. Prije korištenja alata oštećene dijelove dajte na
nemojte koristiti ako ste umorni ili ako ste konzumirali
popravak. Neispravno održavanje električnih alata uzro-
drogu, alkohol i lijekove. Trenutak nepažnje prilikom kori-
kuje mnoge nezgode.
štenja električnog alata može za posljedicu imati ozbiljne tje-
lesne povrede.
• Koristite samo dodatnu opremu preporučenu za vaš
alat. Rezni alati koji se redovno održavaju i imaju oštre
• Koristite osobnu zaštitnu opremu. Uvijek nosite zaštitne
rubove rijeđe se zaglave i lakše je njima upravljati.
naočale. Osobna zaštitna oprema, kao na primjer maska
protiv prašine, zaštitne cipele s potplatima protiv klizanja,
• Održavajte ručke suhim, čistim i bez tragova ulja ili
zaštitna kaciga ili štitnici za uši, korištena u odgovarajućim
maziva. To omogućuje bolju kontrolu nad alatom.
uvjetima, umanjit će opasnost od tjelesnih ozljeda.
Servis
• Spriječite slučajno uključivanje alata. Prije nego što
alat priključite u izvor napajanja i/ili bateriju te prije
• Popravak alata povjerite isključivo kvalificiranom servi-
podizanja i nošenja alata provjerite nalazi li se prekidač
snom osoblju koje koristi originalne zamjenske dijelove.
u položaju “isključeno”. Nošenje alata sa prstom na pre-
To će omogućiti da električni alat ostane siguran.
kidaču ili aktivacija alata sa uključenim prekidačem može
dovesti do nezgoda.
Karakteristične informacije o
• Prije uključivanja alata uklonite pribor ili ključ za pode-
šavanje. Ključ ili pribor koji su ostali na rotirajućem dijelu
sigurnosti
električnog alata mogu izazvati tjelesne ozljede.
UPOZORENJE
• Nemojte se previše naginjati. Pazite da ne izgubite
Ovaj odjeljak sadrži važne sigurnosne informacije koje su
ravnotežu. To omogućava bolju kontrolu alata u neočeki-
odnose posebno na ovaj alat.
vanim situacijama.
Prije korištenja kombiniranog alata za izradu spojnica na
• Nosite odgovarajuću odjeću. Ne nosite široku odjeću ili
cijevima 975 pažljivo pročitajte ove mjere opreza da bi se
nakit. Kosu, odjeću i rukavice držite podalje od pokret-
smanjila opasnost od teških tjelesnih ozljeda.
nih dijelova. Pokretni dijelovi mogu zahvatiti široku odjeću,
nakit ili dugu kosu.
SAČUVAJTE OVE UPUTE!
• Ako postoje uređaji sa povezivanje sa usisivačima i
Ako imate bilo kakvih pitanja kontaktirajte tehničku službu Ridge
sakupljačima prašine provjerite jesu li dobro spojeni i
Tool na broj (800) 519-3456 ili na adresi:
koriste li se ispravno. Uporaba takve opreme umanjuje
techservices@ridgid.com.
opasnost koja nastaje nakupljanjem prašine.
Ridge Tool Company 271
Kombinirani alat za izradu spojnica na cijevima 975
Sigurnost alata za izradu spojnica na cijevima
vaše ruke ili drugih dijelova tijela s dovoljno snage da zdro-
bi ili slomi kosti ili uzrokuje ozljede kao što su one od udar-
• Nemojte nositi široku odjeću. Pazite da su rukavi i jakna
ca i druge ozljede.
zakopčani. Ne naginjite se preko stroja ili cijevi. Cijev ili
drugih rotirajući dijelovi mogu zahvatiti odjeću uslijed čega
• Jedna osoba mora kontrolirati proces izrade spojnice na
može doći do prignječenja i teških ozljeda.
cijevi i nožni prekidač. Na stroju ne može raditi više
osoba odjednom. U slučaju zahvaćanja pokretnim dijelovi-
• Držite ruke podalje od valjaka alata. Spojnica ne smije biti
ma, rukovatelj uređajem mora imati kontrolu nad nožnim
kraćih dimenzija od navedenih. Nemojte nositi prevelike
prekidačem.
rukavice. Valjci mogu zahvatiti prste ili se oni mogu zaglaviti
između valjka i cijevi.
• Koristite samo pogonske sklopove i alate za narezivanje
navoja brzinom od najviše 57 obrtaja u minuti.
• Držite ruke podalje od kraja cijevi. Ne stavljajte ruku
Korištenjem strojeva veće brzine povećava se opasnost
unutar cijevi. Možete se porezati na šavove i oštre rubove.
od ozljeda.
Valjci alata mogu zahvatiti prste ili se oni mogu zaglaviti
između valjka i cijevi.
• Provjerite je li alat za izradu spojnica ispravno postavljei
pričvršćen na pogonski sklop/alat za narezivanje navo-
• Pravilno pripremite cijev i rukujte njome.Možete se pore-
ja. Provjerite jesu li stroj, postolje, valjci i cijev stabilni.
zati na šavove i oštre rubove.
Tako će se spriječiti prevrtanje opreme i cijevi.
• Pravilno poduprite cijev. To će spriječiti prevrtanje cijevi i
opreme.
Sigurnost alata za izradu spojnica prilikom
korištenja na instalacijama (na licu mjesta)
• Pročitajte s razumijevanjem ovaj korisnički priručnik,
odgovarajući korisnički priručnik za pogonski sklop ili
• Kod korištenja na postavljenim instalacijama koristite
alat za narezivanje navoja, upute za postavljanje proiz-
samo ručni pogon za alat. Ne koristite električne uređaje
vođača installacija te upute za svu drugu opremu kori-
(kao što su bušilice ili brusilice) za pokretanje alata pri-
štenu s ovim alatom i to prije rukovanja kombiniranim
likom korištenja na postavljenim instalacijama. Korištenje
alatom za izradu spojnica na cijevima RIDGID
®
975.
električnih uređaja može oštetiti alat i povećati opasnost od
Nepridržavanje uputa može rezultirati oštećenjem imovine i
ozljeda.
teškim tjelesnim ozljedama.
• Ako se radi na cijevi koja se nalazi iznad glave, sve
• Uvijek nosite odgovarajuću osobnu zaštitnu opremu
osoblje mora nositi zaštitne kacige i raščistiti prostor
prilikom postavljanja i korištenja kombiniranog alata za
ispod. Time se sprečavaju teške ozljede zbog pada alata za
izradu spojnica na cijevima RIDGID 975. Prikladna osobna
izradu spojnica, cijevi ili nekog drugog predmeta.
zaštitna oprema uvijek uključuje zaštitu za oči, a može uklju-
čivati i opremu poput uskih kožnih rukavica, obuće s čelič-
nom kapicom te zaštitne kacige.
Opis, tehnički podaci i standardna
oprema
• Alat za izradu spojnica na cijevima koristite samo za
cijevi preporučenih veličina i vrsta u skladu s ovim upu-
Opis
tama. Korištenja alata za izradu spojnica u druge svrhe ili
Kombinirani allat za izradu spojnica na cijevima RIDGID
®
975
preinake na njemu mogu povećati opasnost od ozljeda.
oblikuje spojnice na čeličnim, aluminijskim i PVC cijevima te izra-
đuje spojnice na cijevima dijametra od 1
1
/
4
do 6 inča prema stan-
Sigurnost alata za izradu spojnica prilikom
dardu 10 i standardu 40. Dizajniran je i za izradu spojnica na
korištenja s pogonskim sklopom/alatom za
cijevima od nehrđajućeg čelika dijametra od 1
1
/
4
do 6 inča
narezivanje navoja
prema standardu 10 i 1
1
/
4
do 2 inča prema standardu 40. Uz pro-
• S kombiniranim alatom za izradu spojnica na cijevima
mjenu seta valjaka može se prilagoditi i za primjenu na bakrenim
975 koristite samo pogonski sklop RIDGID 300 ili kom-
cijevima tipa K, L, M i DMW dijametra 2-8 inča. Spojnice se obli-
paktni alat za narezivanje navoja 300. Korištenje drugih
kuju mehaničkim pritiskanjem cijev između valjka za cijev i
izvora napajanja za posljedicu će imati neispravno postav-
pogonskog valjka. Jedina prilagodba koju je potrebno izvršiti je
ljanje alata te mogu dovesti do prevrtanja ili drugih proble-
ma.
dubina spojnice.
• Ovaj alat za izradu spojnica nemojte koristiit s pogon-
Jedinica je dizajnirana za korištenje na posebnom stolu ili s
skim sklopom ili alatom za narezivanje navoja bez nož-
modelom RIDGID Model 300 Power Drive (modeli s 38 i 57
nog prekidača. Nikad nemojte blokirati nožni prekidač
obrtaja u minuti). Uz odgovarajući prilagodnik (kat. #67662),
tako da ne kontrolira pogonski sklop. Nožni prekidač
jedinica može raditi s kompaktnim alatom za narezivanje navo-
daje vam bolju kontrolu jer omogućuje da isključite napajanje
ja RIDGID 300. Kombinirani alat za izradu spojnica na cijevima
podizanjem noge s prekidača. Ako stroj zahvati odjeću, a
975 uključuje patentirani kalibar za dubinu spojnice kao pomoć
motor i dalje radi, odjeća će biti uvučena u stroj. Ovaj stroj
pri postavljanju spojnice i patentirane značajke za poboljšanje
ima veliki obrtni moment i odjeća se može omotati oko
vođenja cijevi tijekom korištenja.
Ridge Tool Company272
Kombinirani alat za izradu spojnica na cijevima 975
Kombinirani alat za izradu spojnica cijevi 975 prenosiva je
Standardna oprema
jedinica namijenjena za povremenu uporabu na lokaciji gdje se
1
1
/
4
“ – 6“ prema standardu 10 i 40 - spojnice i pogonski valj-
izvode radovi i ne treba se koristiti za rad većeg opsega ili za
ci
proizvodni rad u pogonu za proizvodnju cijevi.
Ključ za odvrtanje/zavrtanje - ručica (
1
/
2
“) s gumbom za otpu-
OBAVIJEST
Kod ispravne uporabe modela 975 kombinira-
štanje
nog alata za izradu spojnica na cijevima izrađuje spojnice od 2
Nastavak za otključavanje
- 6 inča koji su po dimenzijama unutar specifikacija standarda
Potporne ručice
AWWA C606-06. Odabir prikladnih materijala i metoda spajanja
Integralni indeksni kalibar dubine
odgovrnost je dizajnera sustava i/ili instalatera. Prije bilo kakve
instalacije potrebno je pažljivo procijeniti određeno servisno
okruženje, što obuhvaća i kemijsko okruženje i radnu tempera-
Pregled alata za izradu spojnica na
turu.
cijevima
Specifikacije
UPOZORENJE
Kapacitet ...........................Čelična cijev dijametra 1
1
/
4
–6
inča prema standardu 10 i 40
uz promjenu valjka: bakrena cijev
tipa K, L; M i DWV dijametra 2-8
inča
Dijametar spojnice
Podešavanje ......................Vijak za podešavanje i kalibar
Prije svake uporabe pregledajte roll groover i ispravite sve
probleme kako biste smanjili rizik od teških ozlijeda uslijed
dubine spojnice
prignječenja i ostalih uzroka te spriječili oštećenje alata.
Aktuacijski .........................pokretački vijak s
1
/
2
“ ručicom
Ovaj alat nemojte koristiit s pogonskim sklopom/ili alatom za
narezivanje navoja bez nožnog prekidača.
Postavljanje pogonskog sklopapogonski sklop RIDGID 300
(samo modeli od 38 i 57 obrtaja u
1. Ako je alat za izradu spojnica na cijevima instaliran na
minuti) kompaktni alat za narezi-
pogonski sklop ili alat za narezivanje navoja, provjerite je li
vanje navoja RIDGID (s prilagod-
stroj isključen i struje te je li prekidač REV/OFF/FOR u
nikom)
položaju OFF (ISKLJUČENO). Pregledajte i održavajte
pogonski sklop/alat za narezivanje navoja prema uputama
Težina.................................12,5 kg
u korisničkom priručniku za uređaj. Nepropisno pregleda-
Kombinirani alat za izradu spojnica na cijevima 975 zaštićen je
vanje i održavanje opreme za posljedicu može imati teške
prema američkom i međunarodnom patentu, što obuhvaća
ozljede i oštećenje imovine. Provjerite postoji li nožni pre-
patente 6.272.895 i 6.591.652.
kidač te radi li ispravno. Ne koristite alat za izradu spojni-
cama na cijevima bez nožnog prekidača.
Pokretački vijak (feedscrew)
2. Očistite sve tragove ulja, maziva ili prljavštine s alata za izra-
Vijak za podešavanje
du spojnica na cijevima, uključujući i ručku za nošenje te
Klizni element
Kalibar dubine
ključa za odvrtanje/zavrtanje za njegovo aktiviranje. Time se
spojnice
smanjuje rizik od ozljeda do kojih može doći ako vam alat
Osovina valjka
ili ključ iskliznu iz ruku tijekom uporabe te omogućuje jed-
nostavnije pregledavanje.
Valjak za cijev
3. Provjerite je su li potporne ručice dobro stegnute na kući-
Potporna
ručica
štu alata.
Pogonska
osovina
4. Provjerite ima li na alatu polomljenih, nedostajućih, krivo
sklopljenih ili prijanjajućih dijelova ili bilo kakvih drugih
Zaklopni poklopac
oštećenja koja bi mogla spriječiti njegov siguran i normalan
Postolje
rad. Provjerite okreću li se slobodno valjak za izradu spoj-
Nastavak
nice i pogonska osovina.
5. Provjerite postoji natpis s upozorenjem te je li dobro prič-
Ručica
vršćen. Pogledajte sliku 2. da biste vidjeli gdje se nalazi
natpis s upozorenjem.
Slika 1 – Kombinirani alat za izradu spojnica na
cijevima 975
Ridge Tool Company 273

Kombinirani alat za izradu spojnica na cijevima 975
6. Ako s utori osovine prljavi, očistite ih pomoću žičane čet-
Priprema stroja i radnog područja
kice. Zbog prljavih utora može doći do iskliznuća cijevi i
za električne aplikacije
problema s vođenjem cijevi tijekom izrade spojnica.
7. Provjerite ima li na valjku i pogonskoj osovini pukotina, zna-
UPOZORENJE
kova istrošenosti ili drugih oštećenja. Zbog oštećenih
valjaka i pogonskih cijevi može doći do iskliznuća cijevi,
spojnice mogu biti loše kvalitete ili može do do kvara tije-
kom uporabe.
8. Provjerite rade li ključ za odvrtanje/zavrtanje (ručica) i
nastavak kako treba. Ključ se mora lako i bez problema
Uvijek nosite zaštitu za oči kako biste zaštitili oči od prljav-
otvarati u oba smjera. Pritisnite gumb za otpuštanje u
štine i drugih stranih predmeta. Nosite obuću sa čeličnom
sredini glave ključa (ručice) i postavite ga na pokretački
kapicom da biste zaštitili stopala u slučaju prevrtanja alata
vijak. Ručica bi trebala čvrsto sjesti na svoje mjesto.
i padanja cijevi.
Ručica bi trebala i čvrsto sjesti u nastavak, a nastavak bi
Ovaj alat za izradu spojnica nemojte koristiit s pogonskim
trebao čvrsto sjesti u otvor za ručno pokretanje na stražnjoj
sklopom ili alatom za narezivanje navoja bez nožnog preki-
strani alata. Na taj se način sprečava da se ručica i nasta-
dača. Nikad nemojte blokirati nožni prekidač tako da ne
vak olabave tijekom korištenja alata. Ako koristite drugačiju
kontrolira pogonski sklop. Nožni prekidač daje vam bolju
ručicu, ključ ili nastavak koji ne sjeda čvrsto na alat, mora-
kontrolu jer omogućuje da isključite napajanje podizanjem
te znati da se on može otpustiti tijekom korištenja.
noge s prekidača. Ako stroj zahvati odjeću, a pogonski
motor i dalje radi, odjeća će biti uvučena u stroj. Ovaj stroj
Ako utvrdite da postoji bilo kakav problem, nemojte koristiti
ima visoki obrtni moment i odjeća se može omotati oko
stroj dok svi problemi nisu riješeni.
vaše ruke ili drugih dijelova tijela s dovoljno snage da zdro-
bi ili slomi kosti ili uzrokuje ozljede kao što su one od udar-
9. Podmazujte alat u skladu s uputama za održavanje u
ca i druge ozljede.
ovom priručniku. Obrište sav višak maziva s alata.
Pripremite alat za izradu spojnica na cijevi i radni prostor
10. Ako se koristi bilo kakva druga oprema, pregledajte je
prema uputama u nastavku kako biste smanjili rizik od ozlje-
kako biste bili sigurni da ispravno radi.
da uslijed električnog šoka, požara, prevrtanja stroja, zah-
vaćanja pokretnim dijelovima, prignječenja i drugih uzroka te
spriječili oštećenje alata.
1. Pronađite radni prostor koji ispunjava sljedeće uvjete:
• Adekvatno je osvijetljen.
• Nema zapaljive tekućine, pare ili prašine koja se može
zapaliti. Ako postoji bilo što od toga, nemojte koristiti
Spojevi za
Natpis s
radni prostor njihov izvor te ih ne uklonite. Power drives
podmazivanje
upozorenjem
i threading machines nisu otporne na eksploziju i mogu
izazvati iskrenje.
• Čisto, ravno, stabilno i suho mjesto za svu opremu i
operatera. Ne koristite opremu dok stojite u vodi.
• Ima ispravno uzemljenu električnu utičnicu. Tropolna ili
GFCI utičnica možda nisu ispravno uzemljene. Ako
sumnjate u ispravnost utičnice obratite se ovlaštenom
električaru.
Slika 2 – Natpis s upozorenjem za kombinirani alat za
izradu spojnica na cijevima 975
• Oslobodite put do električne utičnice tako da ne posto-
ji nikakva mogućnost oštećenja kabela za napajanje.
2. Prije postavljanja opreme očistite radni prostor. Uvijek obri-
šite moguće tragove ulja.
3. Pregledajte cijev za koju se izrađuju spojnice te potvrdite
da je kombinirani alat za izradu spojnica na cijevima
pravi alat za taj posao. Kombinirani alat za izradu spojnica
na cijevima 975 dizajniran je za izradu spojnica za
čelične, aluminijske i PVC cijevi prema standardu 10 i 40
u veličinama od 1
1
/
4
“ do 6” Dizajniran je i za izradu
spojnica na nehrđajućih čeličnih cijevi veličine 1
1
/
4
“ do 6”
Ridge Tool Company274
Kombinirani alat za izradu spojnica na cijevima 975
prema standardu 10 i 1
1
/
4
“ do 2” prema standardu 40.
Uz promjenu seta valjaka pomoću njega se mogu izra-
đivati spojnice za bakrene cijevi tipa K, L, M i DMW veličine
2 - 8”.
Može se koristiti za tzv. in-place aplikacije (cijev koja je na
mjestu ili postavljena u škripac) ili s pogonskim sklopom
RIDGID 300 ili kompaktnim alatom za narezivanje navoja
300 za električne aplikacije na lokaciji na kojoj se izvode
radovi. Nije namijenjen za proizvodne aplikacije.
Alati za izradu spojnica na cijevima za druge namjene
moguće je pronaći u katalogu tvrtke Ridge Tool, na
Internetu na adresi www.RIDGID.com ili pozivom tehni-
ničkoj službi tvrtke na broj 800-519-3456.
OBAVIJEST
Korištenje roll sets (valjak i pogonska osovina)
na cijevima od ugljičnog i nehrđajućeg čelika može dovesti do
kontaminacije materijala od nehrđajućeg čelika. Takva kontami-
Slika 3. – Postavljanje kombiniranog alata za izradu spoj-
nica na cijevima na držač pogonskog sklopa
nacija mogla bi uzrokovati koroziju i prijevremeno propadanje cije-
300
vi. Da biste spriječili kontaminaciju željezom cijevi od nehrđajućeg
čelika, koristite roll sets namijenjene za izradu žljebova na cijevi-
ma od nehrđajućeg čelika. Druga je mogućnost da se pomoću
Postavljanje 975 kombiniranog alata za izradu
četkice od čelične žice temeljito očisti roll set prilikom prelaska s
spojnica na cijevima na RIDGID 300
jednog materijala na drugi.
Compact/1233 alat za narezivanje navoja
4. Pripazite da su pogonski sklop/alat za narezivanja navoja
Za vrijeme uporabe alata 975 kombiniranog alata za izradu
pregledani u skladu s priručnikom za te uređaje. Potvrdite
spojnica na cijevima s 300 Compact/1233 alatom za narezivanje
prisutnost nožnog prekidača te provjerite je li prekidač
navoja trebate upotrijebiti odgovarajući komplet (kataloški broj
FOR/OFF/REV u položaju OFF (ISKLJUČENO). Postavite
pogonski sklop/alat za narezivanje navoja prema uputama
67662). Ovaj prilagodni komplet pozicionira kombinirani alat za
u priručniku za te uređaje. Provjerite jesu li uređaj i posto-
izradu spojnica na cijevima 975 u odnosu na alat za narezivanje
lje stabilni i dobro učvršćeni.
navoja i postolje te omogućuje izradu spojnica na cijelom nizu
cijevi različitih veličina. Ne pokušavajte koristiti ovaj alat s bilo
5. Do kraja otvorite držač pogonskog sklopa/alata za nare-
kojim drugim alatom za narezivanje navoja, budući da može doći
zivanje navoja.
do prevrtanja uređaja i drugih problema.
6. Potvrdite da je kombinirani alat za izradu spojnica na cije-
1. Postavite prilagodnik pogonske poluge na pogonsku oso-
vima 975 pregledan te da je instaliran odgovarajući set
vinu alata za izradu spojnica na cijevima (pogledajte sliku
valjaka.
4.). Poravnajte vijke kompleta s ravninama na pogonskoj
osovini alata i dobro stegnite.
Postavljanje kombiniranog alata za izradu
spojnica na cijevima 975 na pogonski sklop
RIDGID 300
1. Ako je pogonski sklop koji će se koristiti opremljen vodili-
cama ili drugim dodacima, uklonite ih s njega. Pripazite da
su potporne ručice pogonskog sklopa u potpunosti okre-
nute prema naprijed i učvršćene u svom položaju.
2. Položite potporne ručice alata za izradu spojnica na cije-
vima na potporne ručice power drive, a kraj pogonske
osovine alata u ploču-držač stroja. Zatvorite i pričvrstite
držač-ploču pogonskog sklopa na na krilca pogonske
osovine. Pazite da je pogonska osovina centrirana na
držaču-ploči. Pomoću opetovanih i snažnih okretaja u
smjeru suprotnom od kazaljke na satu dobro pričvrstite
pogonsku osovinu (slika 3.)
Slika 4. – Postavljanje prilagodnika pogonske poluge
Ridge Tool Company 275

Kombinirani alat za izradu spojnica na cijevima 975
2. Pomaknite kolica na 300 Compact alat za narezivanje
Dovršetak postavljanja
navoja što je moguće bliže držaču stroja. Pomaknite rezač,
1. Postavite nožni prekidač tako da rukovatelj može kontro-
razvrtač i nareznu glavu podalje od rukovatelja kako mu ne
lirati pogonski sklop/alat za narezivanje navoja, alat za
bi smetale. Uložak razvrtača stavite unutar narezne glave.
izradu spojnica na cijevi i cijev na kojoj se spojnice izrađuju.
3. Prilagodnik postavite preko kraja vodilica uređaja 300
Kao što je prikazano na sl. 6 rukovatelj bi trebao biti u polo-
Compact/1233 (kao što je to prikazano na sl. 5) te ga
žaju koji mu omogućuje da:
učvrstite na mjestu pomoću priloženog klina.
• stoji okrenut prema alatu i ima pristup (na istoj strani) kao
prekidač FOR/OFF/REV.
• kontrolira uključivanje/isključivanje nožnog prekidača te
po potrebi brzo otpusti nožni prekidač.
• ima prikladan pristup alatu, cijevi i ručici bez da se nagi-
nje preko alata.
Slika 5. – Postavljanje potpornja prilagodnika (adapter
bracket)
4. Potporne ručice alata 975 postavite na ručice potpornja pri-
lagodnika pomoću prilagodnika pogonske poluge u držač
stroja. Zatvorite i stegnite držač alata za narezivanje navo-
ja na prilagodnik pogonske poluge. Pazite da je pogonska
poluga centrirana na držaču. Pomoću opetovanih i snažnih
okretaja u smjeru suprotnom od kazaljke na satu dobro
pričvrstite pogonsku polugu.
Slika 7 – Položaj rukovatelja
2. Povucite kabel za napajanje preko prethodno raščišćenog
puta. Suhim rukama uključite power drive u ispravno
uzemljenu utičnicu. Pazite da su svi električni priključci
na suhom i odignuti od zemlje. Ako kabel za napajanje nije
dovoljno dugačak, koristite produžni kabel koji:
• je u dobrom stanju
• ima tropolni utikač jednak onom na pogonskom sklopu
• namijenjen je za vanjsku uporabu te sadrži oznaku kabe-
Slika 6. – Ispravno postavljeni kombinirani alat za izradu
la W ili W-A (tj. SOW
)
spojnica na cijevima na kompaktnom alatu za
narezivanje navoja 300
• ima dovojnu veličinu žice (14 AWG za 25’ ili manje, 12
AWG za duljinu od 25’ – 50’). Premale žice mogu se pre-
grijati, otopiti izolaciju te uzrokovati požar ili druga ošte-
ćenja.
Ridge Tool Company276
Kombinirani alat za izradu spojnica na cijevima 975
3. Provjerite radi li ispravno pogonski sklop/alat za nareziva-
Postavljanje cijevi u alat za izradu spojnica na
nje navoja:
cijevima
• Pomaknite prekidač u položaj FOR (eng. Forward -
1. Provjerite je li prekidač za power drive/threading machine
naprijed). Pritisnite i otpustite nožni prekidač. Provjerite
u položaju OFF (Isključeno).
okreće li se pogonska osovina u smjeru suprotnom od
2. Provjerite imate li odgovarajući potporanj za cijev na kojoj
kazaljke na satu kada ste okrenuti prema prednjem
ćete izrađivati spojnice. Tablica A navodi maksimalne
držaču. Ako se jedinica ne okreće u pravom smjeru ili
duljine cijevi za koje će se izrađivati spojnice pomoću jed-
nožni prekidač ne kontrolira rad stroja, ne koristite ga dok
nog postolja za cijev.. Dulje cijevi trebale bi biti poduprte s
kvar nije popravljen.
barem dva postolja za cijevi. Ako cijev nije ispravno podu-
• Pritisnite i držite nožni prekidač. Provjerite brzinu okre-
prta može se dogoditi da se cijev i stroj prevrnu i padnu.
Nemojte izrađivati spojnicu na cijevi kraćoj od minimalne
tanja jedinice. Provjerite jesu li pokretni dijelovi alata
duljine.
loše postavljeni, prijanjaju li jedan uz drugi, čuju li se neki
čudni zvukovi ili ima nekih drugih neobičnih znakova.
3. Potrebna postolja za cijevi postavite ispred alata za izradu
spojnica na cijevima. Za duljine cijevi kod kojih je dovoljno
Otpustite nožni prekidač. Ako brzina okretanja premašuje
jedno postolje trebalo bi ga postaviti na nešto malo više od
57 obrtaja u minuti, nemojte koristiti tu jedinicu za izra-
polovice cijevi od zaklopnog poklopca alata. Ako duljina
du spojnica na cijevima. Veće brzine mogu povećati
cijevi zahtijeva više postolja, potrebno ih je postaviti na
1
/
4
opasnost od ozljeda. Ako uočite neko neobično pona-
duljine cijevi od njezina kraja. U nekim situcijama možda će
šanje, nemojte koristiti otpremu dok nije popravljena.
biti potrebno koristiti više postolja. Visinu postolja treba pri-
• Pomaknite prekidač u položaj REV (eng. reverse - napri-
lagoditi tako da cijev bude iznad pogonskog valjka.
jed). Pritisnite i otpustite nožni prekidač. Provjerite okre-
će li se pogonska osovina u smjeru kazaljke na satu kada
Nom. Min. Maks. Nom. Min. Maks.
ste okrenuti prema prednjem držaču. Ako se jedinica ne
veličina duljina duljina veličina duljina duljina
okreće u pravom smjeru, ne koristite stroj dok kvar nije
1836 4836
popravljen.
1
1
/
1
4
8 36 4
/
2
8 32
• Pomaknite prekidač u položaj OFF (Isključeno). Suhim
1
1
/
2
8 36 5832
rukama iskopćajte stroj iz struje.
2836 6 O.D. 10 30
2
1
/
2
8 36 6 10 28
3836
Priprema cijevi
3
1
/
2
8 36
OBAVIJEST
Ovo su općenite upute. Uvijek se pridržavajte
posebnih preporuka proizvođača nažlijebljenih spojeva (groo-
Tablica A – Minimalna/maksimalna duljina cijevi na kojoj se
ved coupling) u vezi s cijevima i njihovom pripremom.
može izraditi spojnica pomoću jednog
postolja
(sve su dimenzije u inčima)
Nepridržavanje preporuka proizvođača može dovesti do izra-
de loših spojeva i uzrokovati istjecanje.
4. Provjerite je li valjak dovoljno uvučena da bi se cijev mogla
1. Izrežite cijev na pravu duljinu. Uzmite u obzir minimalne
staviti iznad pogonske osovine. Po potrebi, okrenite pokre-
duljine cijevi koje se mogu grooved za svaku veličinu cije-
tački vijak u smjeru suprotnom na satu da biste povisli
vi (pogledajte tablicu A) Izrada spojnica na cijevima kraćim
valjak.
od minimalne duljine povećava opasnost od ozljeda uslijed
5. Kraj cijevi položite preko pogonske osovine te je postavi-
prignječenja prstiju ili zahvaćanja pokretnim dijelovima.
te na postolje(a) za cijev. Provjerite da li je cijev stabilna.
Pazite da je kraj cijevi izrezan ravno te da nema šavova.
Rukavice ili prsti mogu zapeti o šavove tijekom izrade
spojnica. Metoda rezanja i veliki šavovi mogu utjecati na
kvalitetu spojnica i uvođenje spojnica na cijevi. Ne poku-
Zaklopni
šavajte izraditi žlijeb na cijevi koja je izrezana pomoću let
poklopac
lampe.
2. Svi interni/eksterni krajevi varenja ili šavovi moraju biti
ground flush barem 2 inča od kraja cijevi. Ne zarezujte u
područje za brtve jer bi to moglo dovesti do propuštanja.
3. Uklonite svu prljavštinu, hrđu i druge kontaminante barem
2 inča od kraja cijevi. Kontaminanti mogu začepiti pogon-
ske utore i spriječiti ispravno pogonjenje i vođenje cijevi pri-
likom izrade spojnica.
Slika 8 – Stavljanje cijevi preko pogonske osovine i pora-
vnane sa zaklopnim poklopcem
Ridge Tool Company 277

Kombinirani alat za izradu spojnica na cijevima 975
6. Podesite cijev i postolja cijevi tako da je kraj cijevi bude
lo podalje od opreme i cijevi. Pomoću ograde ili zaštite tre-
poravnan sa zaklopnim poklopcem alata ta da unutra-
balo stvoriti namanje jedan (1) metar slobodnog prostora
šnjost cijevi bude u doticaju s vrhom pogonske cijevi (slika
oko power drive i cijevi. Ta sigurnosna zona sprečava
7) Simetrala cijevi i simetrala pogonske osovine trebale bi
druge da slučajno dođu u kontakt sa strojem ili cijevi, iza-
biti paralelne jedna s drugom. Jedan od načina da se to
zovu prevrtanje ili da ih zahvate pokretni dijelovi.
postigne jest da se poravnaju cijev i power drive/threading
10. Suhim rukama uključite stroj u ispravno uzemljenu
machine.
utičnicu.
7. Lagano poravnajte cijev i postolje cijevi otprilike
1
/
2
stupnja
(oko 1” na 10 stopa od alata) prema rukovatelju. Ispravno
poravnanje cijevi i alata omogućuje ispravno vođenje cije-
Rukovanje kombiniranim alatom za
vi tijekom izrade spojnica. (Pogledajte sliku 9)
izradu spojnica na cijevima postav-
ljenim na pogonski sklop/alat za
narezivanje navoja
UPOZORENJE
Prilikom rada s alatom ne nosite široku odjeću. Pazite da su
rukavi i jakna zakopčani. Ne naginjite se preko stroja ili
cijevi. Pokretni dijelovi mogu zahvatiti široku odjeću te uzro-
kovati nagnječenja.
Držite ruke podalje od valjaka. Do not groove pipes shorter
than specified. Nemojte nositi prevelike rukavice. Valjci
mogu zahvatiti prste ili se oni mogu zaglaviti između valjka i
cijevi.
Simetrala
Držite ruke podalje od krajeva cijevi. Ne stavljajte ruku unu-
cijevi
tar cijevi. Možete se porezati na šavove i oštre rubove. Valjci
mogu zahvatiti prste ili se oni mogu zaglaviti između valjka i
cijevi.
Uvijek nosite zaštitu za oči kako biste zaštitili oči od prljav-
štine i drugih stranih predmeta. Nosite obuću sa čeličnom
kapicom da biste zaštitili stopala u slučaju prevrtanja alata i
padanja cijevi.
Pridržavajte se uputa za korištenje kako biste smanjili opas-
nost od ozljeda uslijed nagnječenja, prevrtanja, udarca i
Simetrala
drugih uzroka.
pogonske osovine
Postavljanje/mjerenje dijametra groove
OBAVIJEST
Zbog različitih karakteristika cijevi prije prve
izrade spojnica u nekom danu ili prilikom promjene veličine
cijevi, rasporeda ili materijala potrebno je napraviti probnu izra-
1
/
du žljeba na cijevi. Kalibri za postavljanje dijametra spojnica
2
°
Slika 9 – Pomicanje cijevi 1/2° prema rukovatelju (uveća-
samo su približni i potrebno je izmjeriti dijametar spojnice
ni prikaz)
da bi se potvrdila prava veličina.
1. Provjerite jesu li oprema i cijev ispravno postavljene.
8. Okrenite pokretački vijak u smjeru kazaljke na satu da
Neispravno pripremljena cijev može utjecati na točnost
biste valjak postavili tako da dodiruje vanjski promjer cije-
postavljanja kalibra dubine spojnice. Valjak bi trebao doti-
vi, a zatim ga okrenite za još za jednu četvrtinu. Vijak za
cati cijev.
podešavanje možda će trebati popustiti (okrenuti u smje-
ru suprotnom od kazaljke na satu) da bi se valjku omogu-
2. Podesite kalibar dubine cijevi tako je ispravan korak kalibra
ćilo da dođe u kontakt s cijevi. Cijev i alat trebali bi u
ispod glave vijka za podešavanje (slika 10A) Kalibar dubi-
ovom trenutku biti pričvršćeni jedno za drugo.
ne spojnice dizajniran je za korištenje s cijevi. Pogledajte
“Postavljanje dijametra spojnice za bakrenu cijev” za kori-
9. Procijeniti radni prostor te utvrdite je li potrebno postaviti
štenje s bakrenom cijevi.
prepreke kojima bi se druge ljude (osim rukovatelja) drža-
Ridge Tool Company278
