Ridgid Combo Roll Groover – page 13
Manual for Ridgid Combo Roll Groover
975 Combo Roll Groover
Bruke 975 Combo Roll Groover
på stedet
ADVARSEL
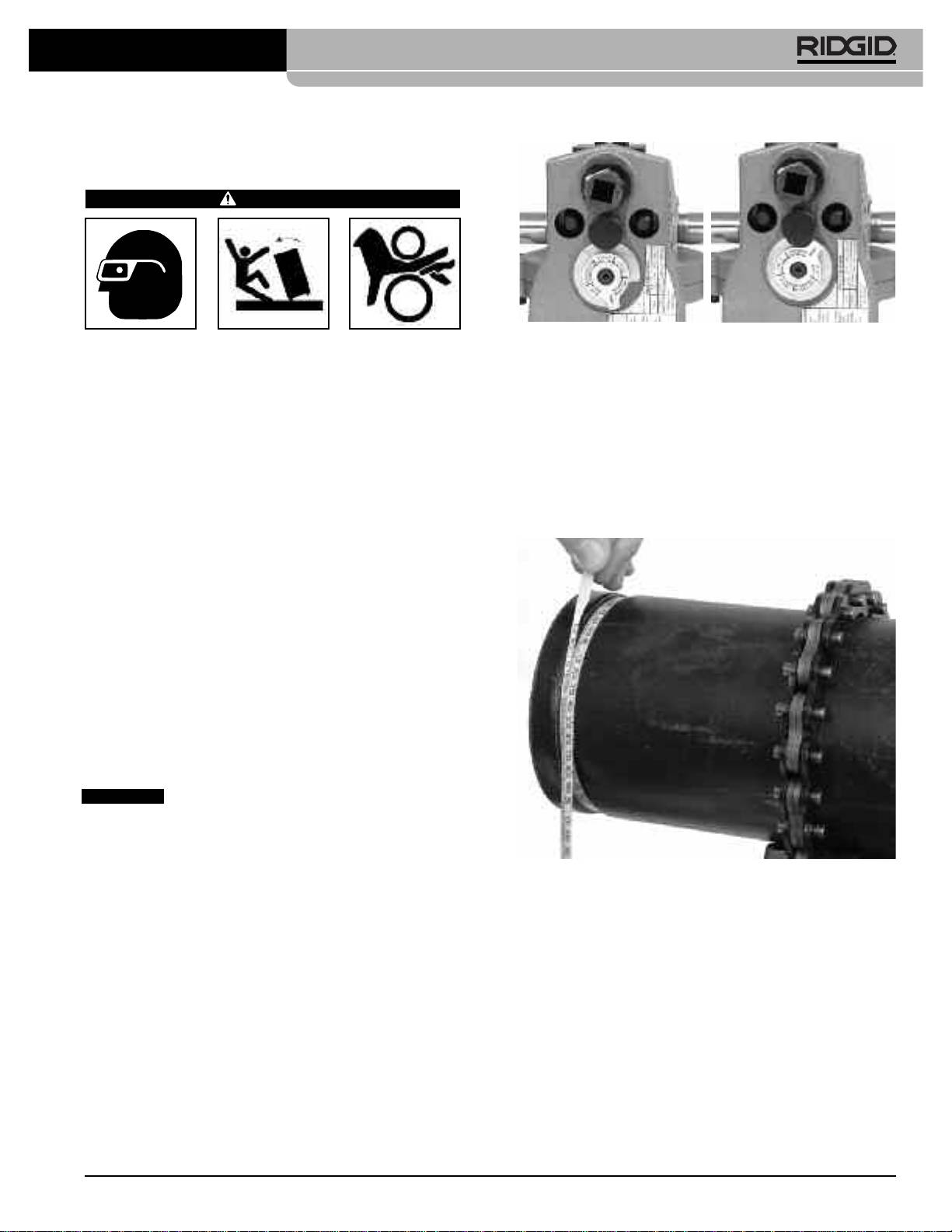
Figur 15A – Legg korrekt
Figur 15B – Mål i gjenge-
Bruk kun manuelt drev ved bruk på stedet. Ikke bruk
måletrinn under justerings-
stilling
elektriske enheter (som drill eller slagverktøy) til å
skruehodet
drive rullegjengeren ved bruk på stedet. Bruk av elek-
triske enheter kan skade gjengeren og øke risikoen
4. Klargjør en testgjenging (følg trinnene for Forme rulle-
for personskade.
gjenger).
Ikke bruk løstsittende klær ved bruk av rullegjengeren.
5. Mål gjengediameteren. Den beste metoden for å måle
Knapp igjen ermer og jakke. Ikke strekk deg over mas-
kinen eller røret. Løstsittende klær kan bli viklet inn i
gjengediameter er å bruke et diametermålebånd (se delen
roterende deler og forårsake klemskader.
Tilbehør). Vikle diametermålebåndet tett rundt røret i gjeng-
en. Påse at målebåndet ligger flatt i bunnen av gjengen, og
Hold hendene unna gjengerullene. Du må ikke gjenge
rør som er kortere enn spesifisert. Ikke bruk løstsittende
les av gjengediameteren (se figur 16).
hansker. Fingre kan bli klemt mellom gjengerullene
eller mellom gjengerullen og røret.
Hold hendene unna rørendene. Ikke før hånden inn i
røret. Du kan skade deg på ujevnheter og skarpe kant-
er. Fingre kan bli klemt mellom gjengerullene eller
mellom gjengerullen og røret.
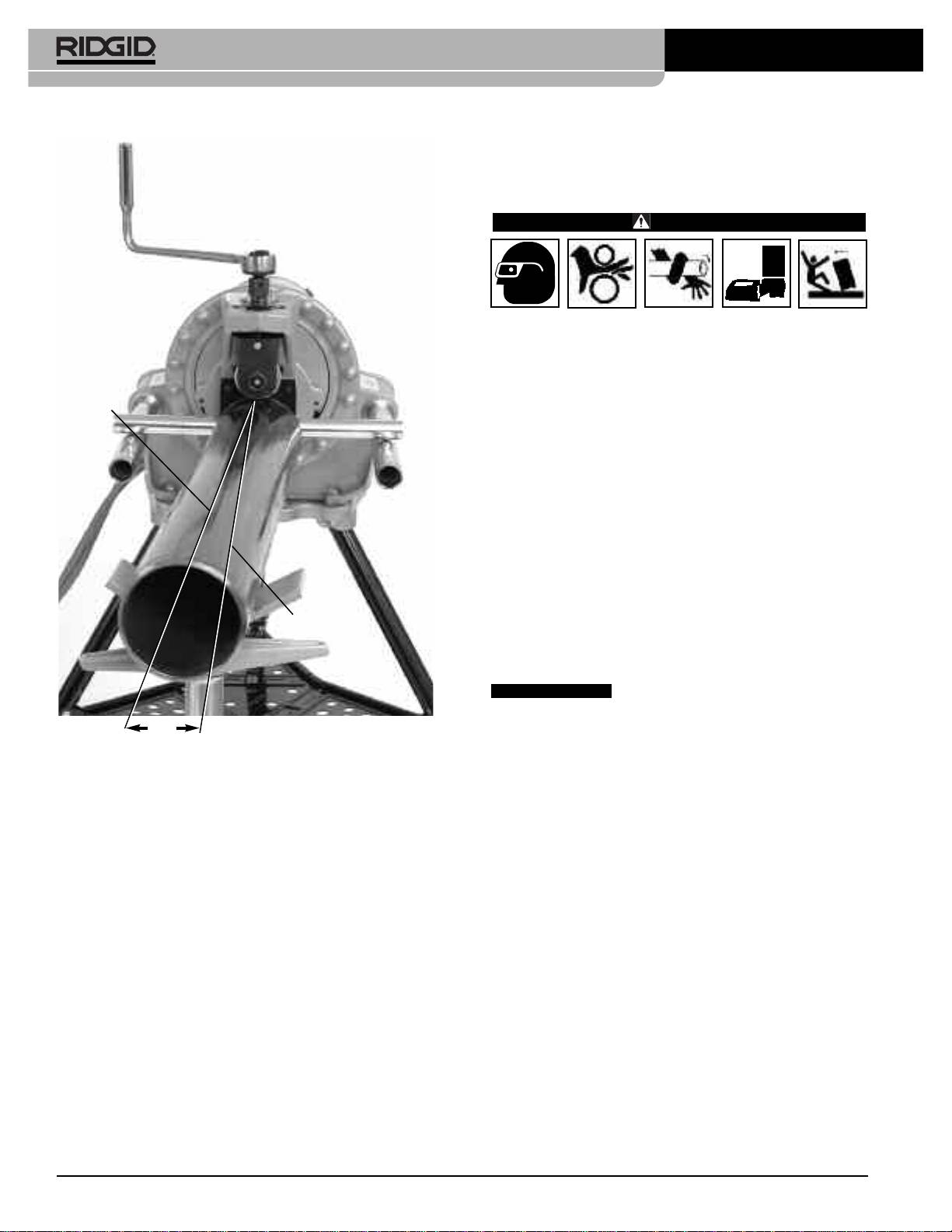
Bruk alltid øyebeskyttelse for å beskytte øynene dine mot
smuss og fremmedlegemer. Bruk fot tøy med ståltupp for
å beskytte føttene mot verktøy som velter og rør som
faller. Bruk hjelm når du arbeider på stedet.
Følg bruksanvisningen for å redusere risikoen for per-
sonskade fra klem, velt, innvikling og andre årsaker.
Stille inn / måle gjengediameter
MERKNAD
Av hensyn til ulike røregenskaper, bør det alltid
gjenges en testgjenge før dagens første gjenging eller ved
endring av rørstørrelse, veggtykkelse eller materiale.
Gjengediameterinnstillingsmål er kun omtrentlige og gjengedia-
meteren må måles for å bekrefte korrekt størrelse.
Figur 16 – Måle gjengediameter med et diametermåle-
1. Bekreft at utstyret og røret er korrekt oppsatt. Feilaktig
bånd
klargjøring av rør kan påvirke nøyaktig oppsett av gjenge-
dybdemålet. Gjengerullen bør være i kontakt med røret.
6. Sammenlign målt gjengediameter med på krevd gjengedia-
meter som vist i tabell I eller III eller som spesifisert av
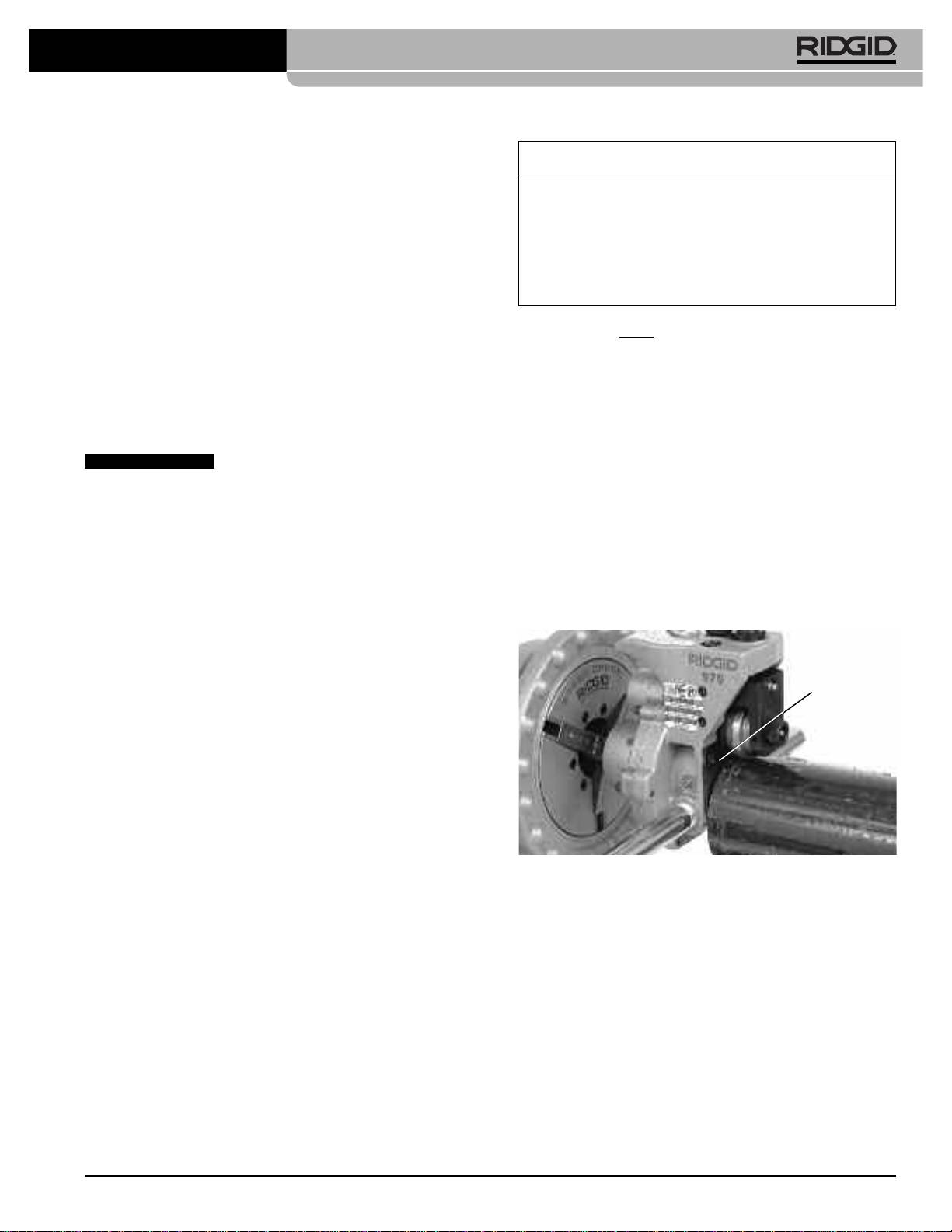
2. Juster gjengedybdemålet slik at korrekt måletrinn er under
gjengemonteringsprodusenten. Hvis den må lte gjengen
justeringsskruens hode (figur 15A). Gjengedybdemålet er
er utenfor påkrevd gjengediameter, må justeringsskruen still-
laget for bruk med rør. Se Stille inn gjengediameter for
es inn på nytt for å gi korrekt gjengediameter.
kobberrør for bruk med kobberrør.
• Drei justeringsskruen med klokken for å øke gjengedia-
3. Drei justeringsskruen med klokken til hodet berører dybde-
meteren.
måltrinnet. Drei gjengedybdemålet til gjengestilling (figur
• Drei justeringsskruen mot klokken for å redusere
15B). Hvis målet ikke er i gjengestilling, hindrer det gjeng-
gjengediameteren.
ing og kan bli skadet.
1
• En
/
4
omdreining av justeringsskruen endrer gjengedia-
meteren med omtrent 0,02”.
Ridge Tool Company 239
975 Combo Roll Groover
7. Gjenta trinn 4–6 til gjengediameteren er innenfor spesi-
For mye tilstramming av mateskruen kan forårsake over-
fikasjonene. Hvis gjengediameteren er for stor, kan gjeng-
dreven gjengeutsving og få rullegjengeren til å vri seg av
eren justeres og gjengen gjøres mindre. Hvis gjengen er for
røret. Fortsett å rotere sperrenøkkelen for å drive rulle-
liten, må det lages en ny gjenge. Korrekt gjengediameter er
gjengeren rundt røret mens du overvåker dekselplatens still-
viktig for å sikre koblingsytelse. Gjenger som er utenfor
ing i forhold til rørenden.
spesifikasjon kan forårsake koblingsfeil.
1
7. Fortsett å stramme mateskruen med en
/
4
omdreining per
Forme rullegjengen
gjengerotasjon til justeringsskruens hode stopper mot topp-
en av rullegjengeren. Ikke fortsett å stramme mateskruen
1. Kontroller at utstyret og røret er korrekt oppsatt.
etter at justeringsskruen når toppen av rullegjengeren,
2. Innta en korrekt arbeidsstilling. Påse at du står støtt og har
dette kan skade justeringsskruen. Roter rullegjengeren
god balanse.
med minst to hele rotasjoner til rundt røret etter at juster-
ingsskruen når toppen av rullegjengeren for å sikre enhet-
1
3. Påse at mateskruen har blitt strammet til med en
/
4
omdrei-
lig gjengedybde.
ning.
8. Flytt sperrenøkkelen til mateskruen. Grip godt om rulle-
4. Fjern sperrenøkkelen fra mateskruen og installer den sikk-
gjengeren. Vri mateskruen mot klokken og trekk tilbake
ert i forlengelsen. (I trange områder er ikke forlengelsen
gjengerullen slik at gjengerullen kan fjernes fra røret. Ikke
nødvendig.)
mist rullegjengeren.
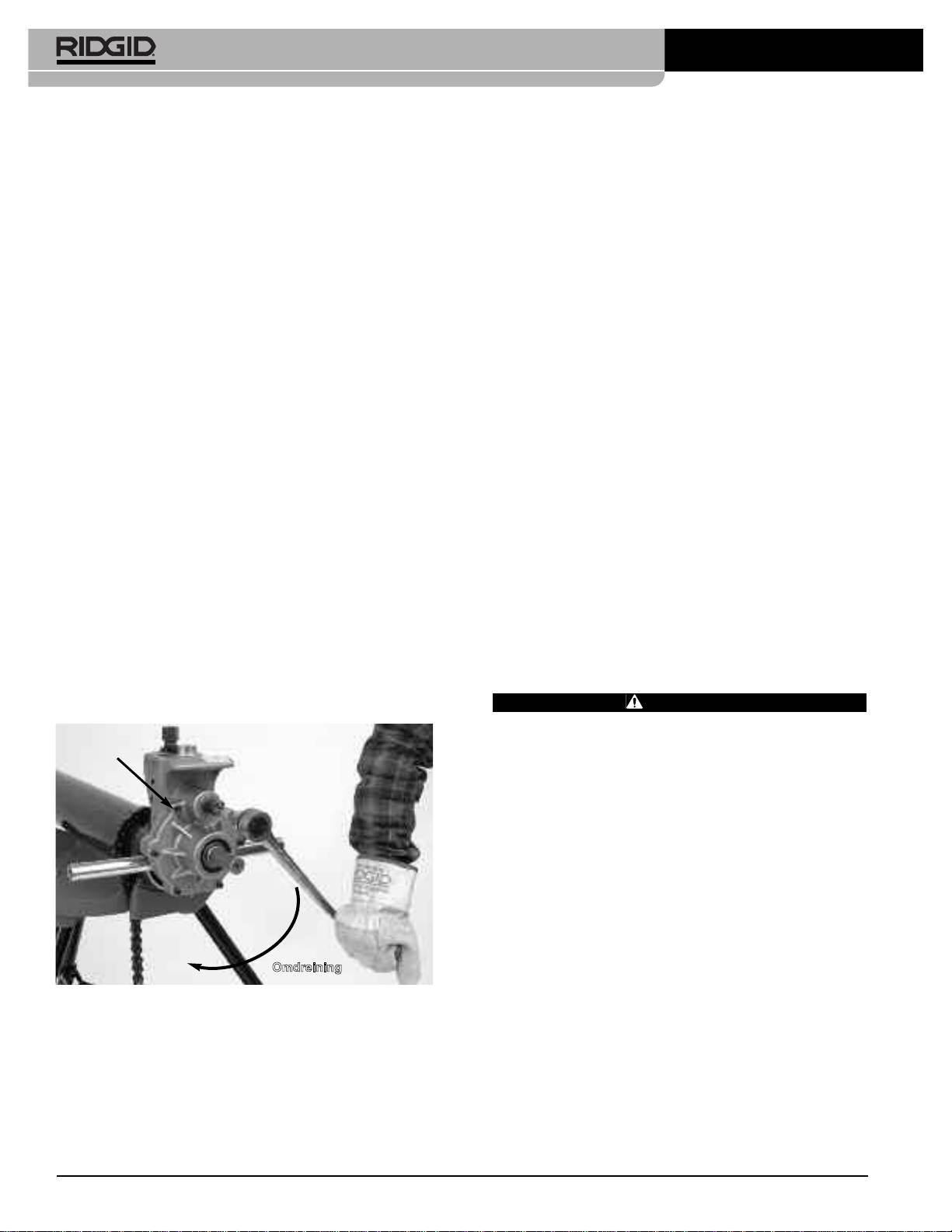
5. Drei sperrenøkkelen med klokken som sett fra bak rulle-
9. Inspiser gjengen.
gjengeren (dette vil stemme overens med pilene som er
• Påse at gjengen er fullstendig formet.
støpt inn i baksiden av rullegjengeren, se figur 17). Se på
gjengerens rotasjon og sørg for at dekselplaten til rulle-
• Kontroller gjengediameteren og påse at den er innenfor
gjengeren forblir i kontakt med rørenden. Hvis rullegjeng-
spesifikasjonen.
eren begynner å flytte seg bort fra rørenden, stopp rotering
• Kontroller eventuelle andre punkter som monterings-
av sperrenøkkelen for å hindre at gjengeren vrir seg av røret
produsenten krever.
og faller ned. Rullegjengerens støttearmer kan trykkes
Hvis du finner noen problemer, kan ikke gjengen brukes.
på for å bidra til å få dekselplaten tilbake i kontakt med rør-
enden. Hvis nødvendig, kan rullegjengeren monteres på
røret på nytt. (se delen Montere rullegjenger til rør). Hvis rør-
Vedlikeholdsinstruksjoner
enden er deformert, må den kuttes av og en ny gjenge
ADVARSEL
lages.
Påse at bryter for elektrisk drev er i OFF-sti lling og at
rullegjengeren er frakoblet, før du utfører vedlikehold
eller justeringer.
Smøring
Smør 975 Combo Roll Groover med et godt universalsmørefett
én gang i måneden.
• Smørenipler finnes på siden av operatørens side av
basen, fronten på glidekloss og enden av gjengerull-
akselen (se figur 2). Tilfør fett til en liten mengde trykkes
ut.
• Smør et lett lag med fett på mateskruen.
Omdreining
• Girkassen til 975 Combo Roll Groover er smurt for hele
levetiden og trenger ikke påføring av mer fett med mindre
Figur 17 – Dreie sperrenøkkelen i pilenes retning
girkassen åpnes.
6. Fortsett å rotere sperrenøkkelen til rullegjengeren fullfører
Se delen Inspeksjon for annen informasjon om vedlikehold.
minst én hel rotasjon rundt røret. Fjern sperrenøkkelen fra
forlengelsen og fest den til mateskruen. Stram til mate-
Rengjøring
1
skruen med en
/
4
omdreining til. Fjern sperrenøkkelen fra
Rengjør drivakselknottene daglig med en stålbørste eller oftere
mateskruen og fest den til forlengelsen. Ikke stram mate-
hvis nødvendig.
1
skruen med mer enn en
/
4
omdreining per rørrotasjon.
Ridge Tool Company240
975 Combo Roll Groover
Skifte ut rullesett
6. Fjern nøkkelen og deretter aksiallagerskiven.
MERKNAD
Når du bytter rullesettdeler, må det alltid påses
7. Før aksiallagerskiven på en ny drivaksel.
at driv- og gjengerullmerker stemmer overens. Deler som
ikke stemmer overens, kan lage dårlige gjenger og forårsake
8. Sett på nøkkelen og installer giret.
lekkasjer.
9. Sett låseringen på gjengerens drivaksel.
Fjern rullegjengeren fra det elektriske drevet eller gjenge-
10. Plasser drivakselmonteringen i hovedhuset.
maskinen, og legg den på en stabil arbeidsbenk.
11. Fett fra girkassen kan ha gått tapt ved utskifting av drivaksel.
Påkrevd verktøy:
Sørg for at lagrene og girtennene er tilstrekkelig dekt med
3
•
/
8
“ sekskantnøkkel
et godt universalsmørefett.
3
•
/
32
“ sekskantnøkkel
12. Sett inn pinjongen og installer bakdekselet på nytt. Stram til
• ,070” ekstern låseringtang
skruene med et moment på 3,6–4,8 m
*
kg.
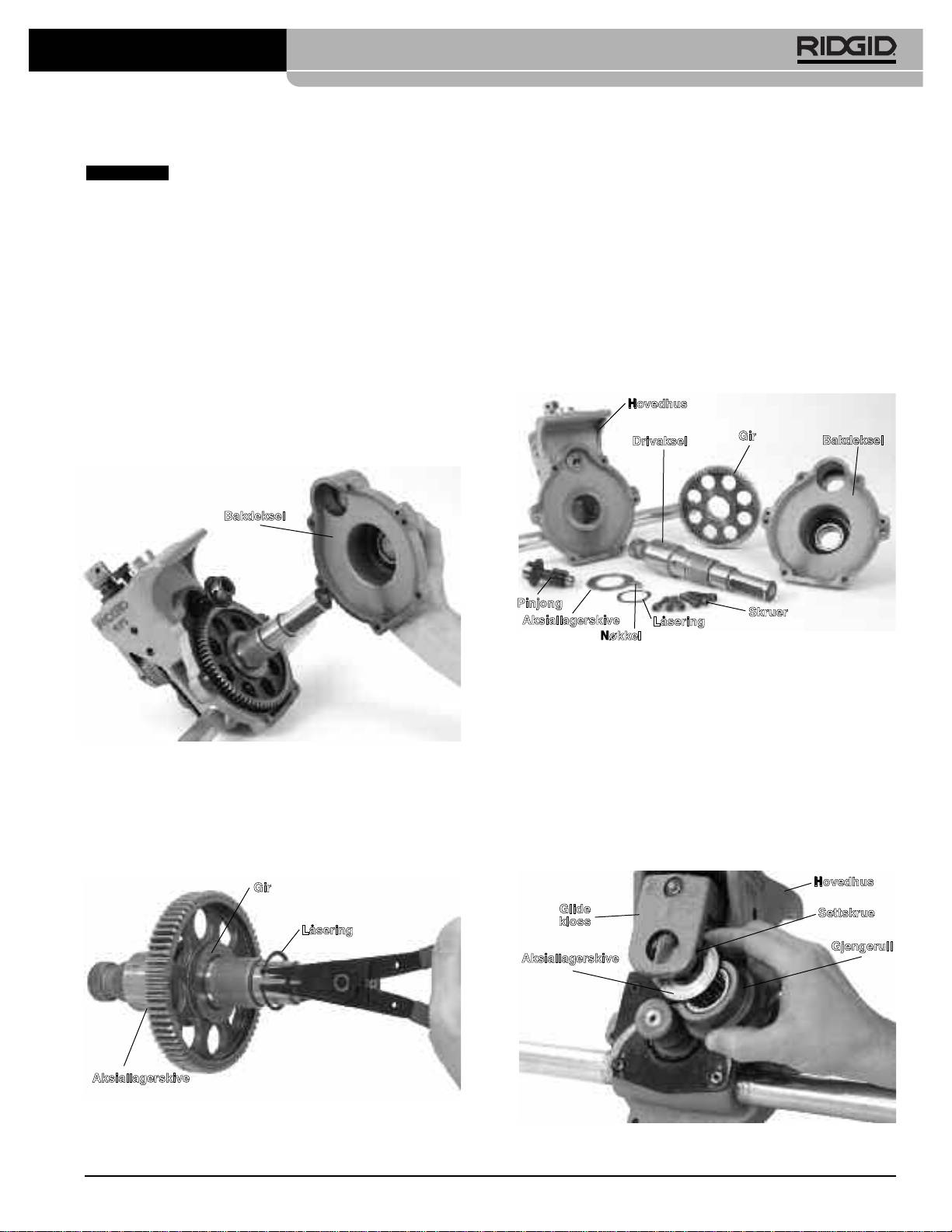
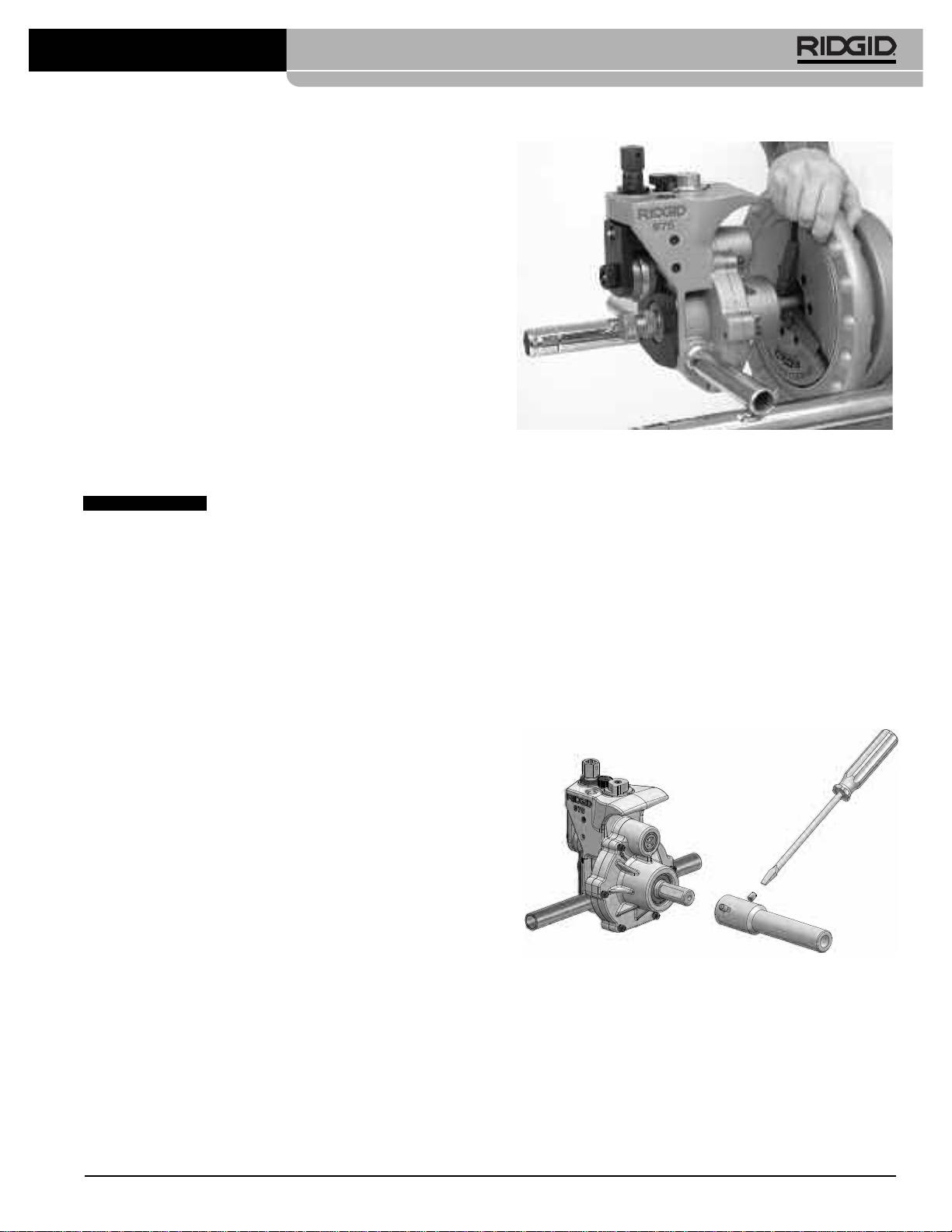
Fjerne og installere drivrull
Hovedhus
1. Fjern seks skruer som holder bakdekselet til huset.
Gir
2. Fjern bakdekselet (se figur 18).
Drivaksel
Bakdeksel
Bakdeksel
Pinjong
Skruer
Aksiallagerskive
Låsering
Nøkkel
Figur 20 – Delediagram for 975 Combo Roll Groover
Fjerne og installere gjengerull
1. Fjern settskruen som holder gjengerullakselen på plass.
2. Dra gjengerullakselen ut av glideklossen og fjern gjenge-
Figur 18 – Fjerne bakdeksel
rullen og aksiallagerskiven.
3. Fjern pinjong.
3. Sett aksiallagerskiven og den nye gjengerullen inn i glide-
klossen. Påse at den interne låseringen i gjengerullen er
4. Ta drivakselenheten ut av baksiden til 975 Roll Groover.
nærmest hovedhuset, og at gjengerullen er mellom aksi-
5. Fjern låseringen fra drivakselen og før giret av. (Se figur 19.)
allagerskiven og hovedhuset.
Hovedhus
Gir
Glide
Settskrue
kloss
Låsering
Gjengerull
Aksiallagerskive
Aksiallagerskive
Figur 19 – Fjerne låsering
Figur 21
Ridge Tool Company 241

975 Combo Roll Groover
4. Skift ut gjengerullakselen og settskruen.
Maskinoppbevaring
5. Inspiser justeringen mellom gjengerullen og drivrullen visu-
ADVARSEL
Oppbevar verktøyet i et låst område som er
elt. Hvis de ikke stemmer overens, kontroller retningen til
utenfor rekkevidde for barn og personer som ikke er kjent
gjengerullen og aksiallagerskiven.
med rullegjengeutstyr. Dette verktøyet kan forårsake alvorlig
personskade i hendene på brukere som ikke har fått opplær-
6. Smør som anvist i delen Smøring i håndboken.
ing .
Tilbehør
Service og reparasjon
ADVARSEL
ADVARSEL
Følgende RIDGID-produkter har blitt laget for bruk
Feil service eller reparasjon kan gjøre maskinen utrygg
med 975 Combo Roll Groover. Annet tilbehør som
å bruke.
passer for bruk med andre verktøy, kan være farlig
hvis det brukes med 975 Combo Roll Groover. For å
Vedlikeholdsinstruksjoner tar for seg de fleste servicebehovene
redusere risikoen for alvorlig personskade, må det kun
for denne maskinen. Eventuelle problemer som ikke er dekk-
brukes tilbehør som er spesielt laget og anbefalt for
et av denne delen bør kun håndteres av en autorisert RIDGID-
bruk med 975 Combo Roll Groover, som de som er
tekniker.
oppført i tabellen.
Verktøyet bør tas med til et RIDGID-autor isert servicesenter,
eller returneres til fabrikken.
Kat. Nummer Beskrivelse
Ved service av dette verktøyet bør kun identiske originaldeler
60082 300 Power Drive, 230V 25-60Hz
brukes ved utskifting. Bruk av andre deler kan forårsake risiko for
60077 300 Power Drive, 115V 25-60Hz
alvorlig personskade.
42360 1206 stativ til 300 Power Drive
Hvis du har spørsmål angående service eller reparasjon av
50697 300 Compact, 230V 25-60Hz
denne maskinen, ring eller skriv til:
50692 300 Compact, 115V 25-60Hz
Ridge Tool Company
20391 300 Compact, 230V 25-60Hz (DK)
Technical Service Department
67662 Adapterbrakett til 300 Compact/1233
400 Clark Street
58077 250 foldestativ til 300 Compact/1233
Elyria, Ohio 44035-6001, USA
72037 460 portabelt stativ med kjedetvinge
Tlf: (800) 519-3456
56662 VJ-99 Vhead høyt rørstativ
E-post: TechServices@ridgid.com
76822 Tommer diameter bånd
Hvis du vil vite mer om nærmeste RIDGID servicesenter eller
76827 Metrisk diameter bånd
har andre spørsmål om service eller reparasjon,
30708 Forlenger, 1/2” feste, låsing
Kontakter du den lokale Ridge Tool-distributøren
30703 Skralle, 1/2” feste med 90° bend
Gå til www.RIDGID.com eller www.RIDGID.eu for å finne din
33043 Groove og Drive Rolls til 2”-8” kobberrør type
lokale Ridge Tool-kontakt
K, L, M og DWV
Kontakt Ridge Tools tekniske serviceavdeling på
e-postadressen techservices@emerson.com, eller ring
(800) 519-3456 i USA og Canada
Ridge Tool Company242
975 Combo Roll Groover
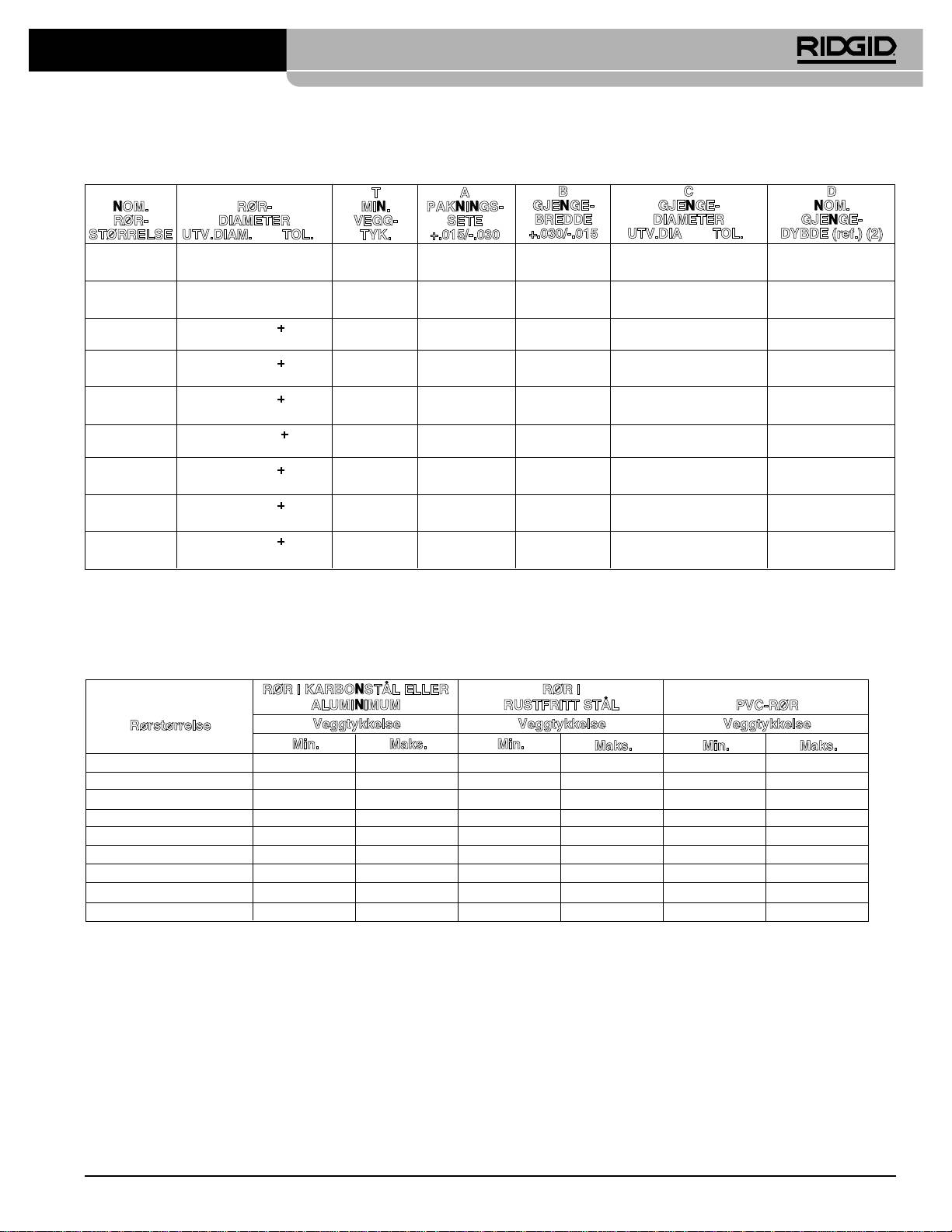
Tabell I. Standard rullegjengespesifikasjoner for rør av IPS-dimensjoner
MERK! Alle dimensjoner er i tommer.
T
A
B
C
D
NOM.
RØR-
MIN.
PAKNINGS-
GJENGE-
GJENGE-
NOM.
RØR-
DIAMETER
VEGG-
SETE
BREDDE
DIAMETER
GJENGE-
STØRRELSE
UTV.DIAM. TOL.
TYK.
+.015/-.030
+.030/-.015
UTV.DIA TOL.
DYBDE (ref.) (2)
1
1
/
4
1.660 +.016 .065 .625 .344 1.535 +.000 .063
-.016 -.015
1
1
/
2
1.900 +.016 .065 .625 .344 1.775 +.000 .063
-.016 -.015
(1)
2
2.375
+
.024 .065 .625 .344 2.250 +.000 .063
-.016 -.015
1
(1)
2
/
2
2.875
+
.029 .083 .625 .344 2.720 +.000 .078
-.016 -.015
(1)
3
3.50
+
.030 .083 .625 .344 3.344 +.000 .078
-.018 -.015
1
(1)
3
/
2
4.00
+
030 .083 .625 .344 3.834 +.000 .083
-.018 -.015
(1)
4
4.50
+
.035 .083 .625 .344 4.334 +.000 .083
-.020 -.015
(1)
5
5.563
+
.056 .109 .625 .344 5.395 +.000 .084
-.022 -.015
(1)
6
6.625
+
.050 .109 .625 .344 6.455 +.000 .085
-.024 -.015
(1)Ifølge AWWA C606-06
(2)Nominell gjengedybde er kun oppgitt som en referansedimensjon. Ikke bruk gjengedybden for å avgjøre om en gjenge er akseptabel.
Tabell II. Maksimum og minimum rørveggtykkelse
MERK! Alle dimensjoner er i tommer.
RØR I KARBONSTÅL ELLER
RØR I
ALUMINIMUM
RUSTFRITT STÅL
PVC-RØR
Rørstørrelse
Veggtykkelse Veggtykkelse Veggtykkelse
Min. Maks. Min.
Maks. Min. Maks.
1
1
/
4
“ .065 .140 .065 .140 .140 .140
1
1
/
2
“ .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
1
2
/
2
“ .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
1
3
/
2
“ .083 .226 .083 .188 .226 .300
4” .083 .237 .083 .188 .237 .300
5” .109 .258 .109 .188 .258 .300
6” .109 .280 .109 .188 .280 .300
Ridge Tool Company 243
975 Combo Roll Groover
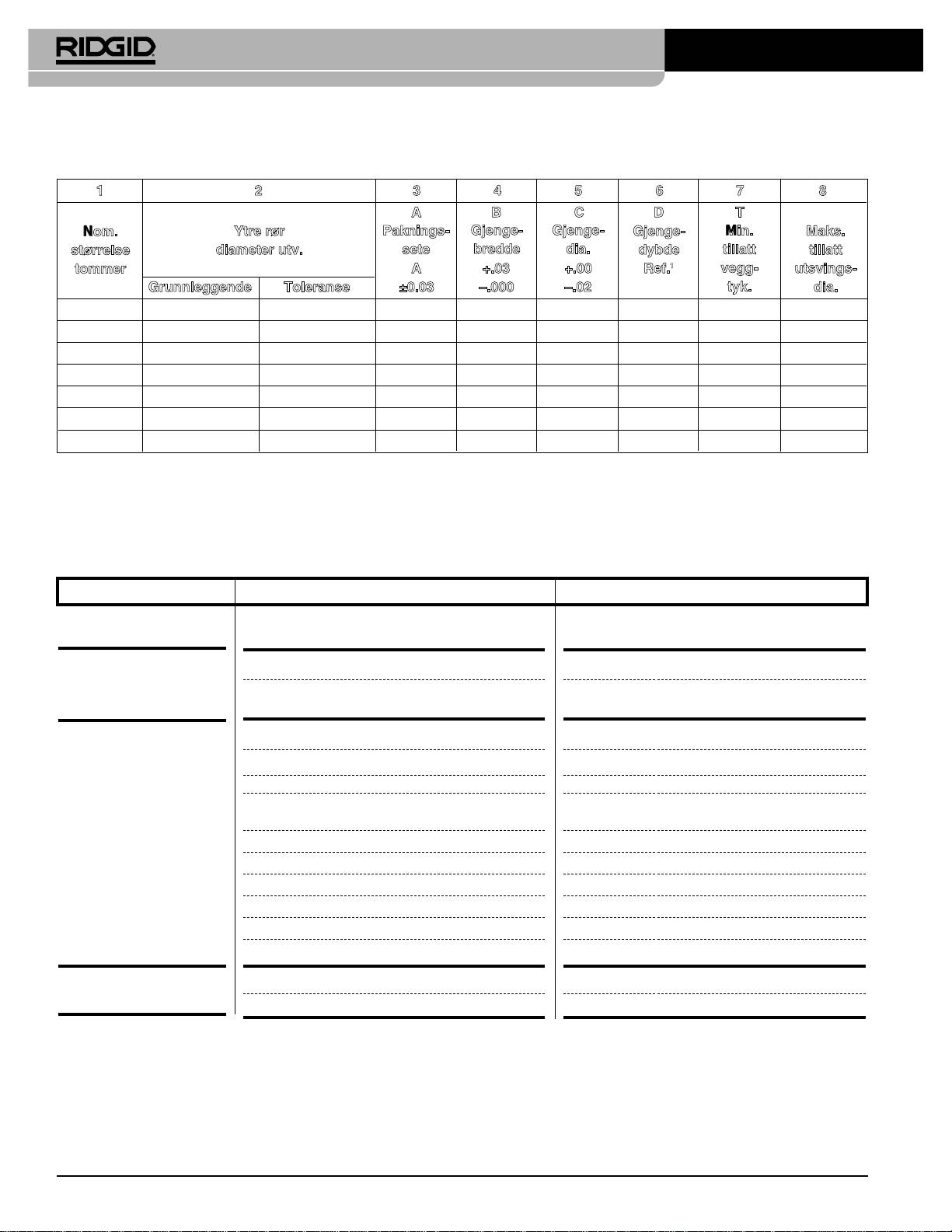
Tabell III. Kobberrullegjengespesifikasjoner
1 2 3 4 5 6 7 8
A B C D T
Nom.
Ytre rør
Paknings-
Gjenge-
Gjenge-
Gjenge-
Min.
Maks.
størrelse
diameter utv.
sete
bredde
dia.
dybde
tillatt
tillatt
1
tommer
A +.03 +.00 Ref.
vegg-
utsvings-
Grunnleggende Toleranse ±0.03 –.000 –.02
tyk.
dia.
2” 2.125 ±0.002 0.610 0.300 2.029 0.048 DWV 2.220
1
2
/
2
“ 2.625 ±0.002 0.610 0.300 2.525 0.050 0.065 2.720
3” 3.125 ±0.002 0.610 0.300 3.025 0.050 DWV 3.220
4” 4.125 ±0.002 0.610 0.300 4.019 0.053 DWV 4.220
5” 5.125 ±0.002 0.610 0.300 5.019 0.053 DWV 5.220
6” 6.125 ±0.002 0.610 0.300 5.999 0.063 DWV 6.220
8” 8.125 +0.002/-0.004 0.610 0.300 7.959 0.083 DWV 8.220
1. Nominell gjengedybde er kun oppgitt som en referansedimensjon. Ikke bruk gjengedybden til å avgjøre om gjengen er akseptabel.
Feilsøking
SYMPTOM MULIGE ARSAKER LØSNING
Rullegjenge for smal eller
Gjengerull og/eller drivaksel er slitt.
Bytt gjengerull og/eller drivaksel.
for bred.
Rullet gjenge er ikke vink-
Rørstykket er ikke rett.
Bruk et rett rør.
elrett i forhold til røraks-
Rørenden er ikke rett i forhold til røraksen.
Kutt rørenden rett.
en.
Røret sporer ikke ved
Rør og drivaksel er ikke parallelle.
Juster stativet for å gjøre røret parallelt.
gjenging/gjengeren sporer
1
1
Røraksen er ikke forskjøvet
/
2
grad fra drivrullaksen.
Forskyv røret
/
2
grad.
ikke på røret ved gjenging.
drivrullknott tilstoppet eller slitt flat.
Rengjør eller erstatt drivrullen.
Mateskrue er ikke tilstrammet.
Stram til mateskruen med sperrenøkkelen for hver
enkelt omdreining ifølge anvisningene.
Sperrenøkkel dreid i feil retning.
Drei sperrenøkkelen i korrekt retning.
For mye kalk på rørets innside.
Rengjør rørets innside.
Overdreven sveisesøm.
Slip sveisesømmen i flukt 2” fra rørenden.
Det leges ikke trykk på røret.
Legg press på røret. (Se figur 10.)
Rørenden ikke rett/pusset.
Klargjør enden av røret korrekt.
1
Mateskrue for stram.
Drei mateskruen kun i
/
4
omdreininger.
Røret svinger ut i gjenget
Rør og drivaksel er ikke parallelle.
Juster stativet for å gjøre røret parallelt.
ende.
Mateskrue for stram.
Drei mateskruen kun en kvart omdreining.
Ridge Tool Company244

975 Combo Roll Groover
Feilsøking (fortsatt)
SYMPTOM MULIGE ARSAKER LØSNING
Røret beveger seg frem og
Rørstykket er ikke rett.
Bruk et rett rør.
tilbake på drivrullaksen ved
Rørenden er ikke rett i forhold til røraksen.
Kutt rørenden rett.
gjenging.
Røret ruller fra side til
Rørstativet er for nært rørenden.
Flytt rørstativet innover for overensstemmelse
side på drivrullen ved
med oppsettsinstruksjonene.
gjenging.
Rørenden er flat eller skadet.
Kutt av skadd rørende.
Harde punkter i rørmaterialet eller sveisesøm er
Bruk et annet rør.
hardere enn røret.
Gjengerullmatingen er for langsom.
Mat gjengerullen raskere på røret.
Det elektriske drevets hastighet overskrider 57
Reduser hastigheten til 57 o/min eller lavere.
o/min.
Rørets støttestativ er ikke korrekt plassert.
Still rørstativrullene korrekt.
Gjengeren gjenger ikke i
Overskredet maksimum rørveggtykkelse.
Kontroller rørkapasitetstabellen.
røret.
Rørmaterialet er for hardt.
Bytt rør.
Justeringsskrue ikke innstilt.
Still dybde.
Elektrisk drev gir ikke korrekt minimumsmoment.
Bruk RIDGID nr. 300, Power Drive eller
300 Compact eller 1233.
Gjenger ruller ikke gjeng-
Maksimum rørdiametertoleranse overskredet.
Bruk korrekt rørdiameter.
en til påkrevd
Dybdejusteringsskrue er ikke korrekt innstilt.
Juster dybdeinnstilling.
diameter.
Røret er for hardt.
Bruk et annet rør.
Røret glir på drivrullen.
Gjengerullmatingen er for langsom.
Mat gjengerullen raskere inn på røret.
drivrullknotter tilstoppet med metall eller slitt flate.
Rengjør eller bytt drivrull.
Gjenger vil ikke rotere
Elektrisk drev gir ikke påkrevd minimumsmoment.
Bruk RIDGID nr. 300, Power Drive eller
røret ved gjenging.
300 Compact eller 1233.
Chuck er ikke lukket på drivakselflatene.
Lukk chucken.
Røret hever seg eller har
Rørstøttestativ er ikke korrekt oppsatt.
Sett opp stativene korrekt.
en tendens til å velte
gjengeren bakover.
Ridge Tool Company 245
975
Устройство для накатки желобков
Combo

Устройство для накатки желобков 975 Combo
одержание
Обозначения техники безопасности ....................................................................................................................................................................................248
Общие правила по технике безопасности
езопасность в рабочей зоне ..............................................................................................................................................................................................248
Электробезопасность ..........................................................................................................................................................................................................248
ичная безопасность............................................................................................................................................................................................................249
спользование и уход ..........................................................................................................................................................................................................249
емонт....................................................................................................................................................................................................................................249
пецифическая информация по технике безопасности
езопасная работа с устройством для накатки желобков ..............................................................................................................................................250
езопасная работа с устройством для накатки желобков при использовании силового привода/резьбонарезного станка....................................250
езопасность при стационарном использовании устройства для накатки желобков ..................................................................................................250
Описание, характеристики и стандартное оборудование
Описание................................................................................................................................................................................................................................250
арактеристики ....................................................................................................................................................................................................................251
тандартное оборудование ................................................................................................................................................................................................251
Осмотр устройства для накатки желобков
одготовка желобонакатчика и рабочей зоны для работы с силовым приводом ..............................................................................................................253
Установка желобонакатчика 975 Combo на привод RIDGID 300 ..........................................................................................................................................253
Установка желобонакатчика 975 Combo на резьбонарезной станок RIDGID 300 Compact/1233 ................................................................................253
авершение установки ........................................................................................................................................................................................................254
одготовка трубы ................................................................................................................................................................................................................255
асположение трубы в устройстве для накатки желобков..............................................................................................................................................256
спользование устройства для накатки желобков 975 Combo с силовым приводом/резьбонарезным станком
Установка/измерение диаметра желобка ..........................................................................................................................................................................256
ормирование желобка ......................................................................................................................................................................................................257
Установка диаметра желобка для медных труб................................................................................................................................................................258
оветы по управлению устройством для накатки желобков 975 Combo ......................................................................................................................258
одготовка желобонакатчика и рабочей зоны для стационарной работы ................................................................................................................259
одготовка трубы ................................................................................................................................................................................................................260
Установка устройства для накатки желобков на трубе....................................................................................................................................................260
тационарная эксплуатация устройства для накатки желобков 975 Combo
Установка/измерение диаметра желобка ..........................................................................................................................................................................261
ормирование желобка ......................................................................................................................................................................................................262
нструкция по обслуживанию
мазка....................................................................................................................................................................................................................................262
Очистка ..................................................................................................................................................................................................................................263
амена роликов ....................................................................................................................................................................................................................263
Аксессуары ................................................................................................................................................................................................................................264
ранение машины ......................................................................................................................................................................................................................264
Обслуживание и ремонт..........................................................................................................................................................................................................264
аблица I. тандартные характеристики накатываемых желобков..............................................................................................................................265
аблица II. инимальная и максимальная толщина стенок трубы ................................................................................................................................265
аблица III. арактеристики желобков на медных трубах ..............................................................................................................................................266
оиск и устранение неисправностей ............................................................................................................................................................................266-267
247
омпания Ridge Tool

Устройство для накатки желобков 975 Combo
Обозначения техники безопасности
данном руководстве по эксплуатации обозначения техники безопасности и сигнальные слова используются для сообщения важной информации по
охране труда. данном разделе объясняется значение этих сигнальных слов и обозначений.
Это обозначение опасности. Оно используется для предупреждения об опасности получения травмы. ледуйте всем сообщениям по технике без-
опасности, которые обозначаются данным символом, чтобы предотвратить возможные травмы или летальный исход.
нак ОАОЬ указывает на опасную ситуацию, которая, если ее не избежать, приведет к летальному исходу либо значительной
ОАОЬ
травме.
нак А указывает на опасную ситуацию, которая, если ее не избежать, может привести к летальному исходу либо
А
значительной травме.
нак ОООО указывает на опасную ситуацию, которая, если ее не избежать, может привести к травме, незначительной либо
ОООО
средней тяжести.
У
нак У указывает на информацию, относящуюся к защите имущества.
Этот символ означает «внимательно прочитайте руководство по эксплуатации перед использованием оборудования». уководство по экс-
плуатации содержит важную информацию по безопасной и правильной работе оборудования.
Этот символ означает «всегда надевайте защитные очки с боковыми щитками или закрытые защитные очки при обработке либо использовании
этого оборудования, чтобы снизить риск повреждения глаз».
анный символ обозначает опасность, связанную с застреванием рук и пальцев между роликами.
Это обозначение указывает на риск того, что руки, пальцы, ноги, одежда либо другие предметы тела могут быть защемлены либо затянуты вра-
щающимися частями устройства, что может привести к перелому или удару.
Этот символ указывает на то, что при стационарной эксплуатации устройства нельзя использовать дрель, ударный инструмент и другие сило-
вые инструменты.
Это обозначение указывает на риск опрокидывания машины, что может привести к травмам или переломам.
Это обозначение указывает на необходимость использования педали управления с резьбонарезным станком/силовым приводом.
Это обозначение указывает на необходимость использования защитного шлема для снижения риска травмы головы.
• ол должен быть сухим и свободным от скользких веществ,
Общие правила по технике
таких как масло. кользкий пол может стать причиной несчастного
безопасности
случая.
• Ограждайте или закрывайте рабочую зону в тех случаях, если
А
обрабатываемая деталь выходит за пределы машины.
рочитайте и изучите данную инструкцию. езультатом несоблю-
Ограждение на расстоянии как минимум один (1) метр по перимет-
дения приведенных ниже инструкций может стать поражение элек-
ру детали снижают риск запутывания.
тротоком, пожар и/или серьезная травма.
ОА АУЮ УЮ!
Электробезопасность
спользуемый в предупреждениях термин «электроинструмент» отно-
• илка электроинструмента должна соответствовать розетке.
сится к электроинструментам с питанием от сети (со шнуром питания)
и в коем случае не следует видоизменять вилку.
спользование адаптерной вилки для заземленных инстру-
и от аккумулятора (без шнура питания).
ментов не допускается. ри использовании оригинальной вилки и
соответствующей розетки снижается риск поражения электротоком.
езопасность в рабочей зоне
• е прикасайтесь к заземленным поверхностям, например, тру-
• абочая зона должна поддерживаться в чистоте и быть хоро-
бам, нагревателям, печам и холодильникам. противном случае
шо освещенной. есчастные случаи происходят, как правило, в
повышается риск поражения электротоком, проходящим через
загроможденных и слабоосвещенных зонах.
тело на землю.
• едопустимо пользоваться электроинструментами во взрыво-
• ерегите инструмент от дождя и влаги. роникновение воды
опасных средах, то есть вблизи горючих жидкостей, газов
внутрь инструмента увеличивает риск удара током.
или пыли. ри работе с электроинструментами возникают искры,
которые могут воспламенить пыль или газы.
• е допускается неправильная эксплуатация шнура. е следу-
ет использовать шнур для переноски или передвижения элек-
• е допускается присутствие детей и посторонних лиц во время
троинструмента, а также для отключения его от электросети.
работы с электроинструментом. е отвлекайтесь от работы,
ерегите шнур от тепла, смазочных материалов, острых краев
чтобы не потерять управление машиной.
248
омпания Ridge Tool
Устройство для накатки желобков 975 Combo
и движущихся деталей устройств. овреждение или запутыва-
• еред настройкой, заменой аксессуаров или передачей на хра-
ние шнура увеличивает риск удара током.
нение необходимо вынуть вилку из розетки и (или) снять акку-
мулятор. одобные меры предосторожности снижают риск
• ри эксплуатации электроинструмента вне помещения исполь-
непреднамеренного включения электроинструмента.
зуйте соответствующий удлинитель. спользование удлините-
ля, предназначенного для работы на улице, снижает риск удара
• раните неиспользуемый инструмент вдали от детей. е
током.
допускайте использование инструмента лицами, не работав-
шими ранее с инструментом и не ознакомленными с данными
• сли не удается избежать использования электроинструмен-
инструкциями. Электроинструменты представляют собой опас-
та во влажном месте, используйте устройство защитного
ность в руках неквалифицированных пользователей.
отключения (УО) для безопасного электропитания.
спользование УО снижает риск поражения электротоком.
• облюдайте правила технического обслуживания инструмен-
тов. ледите за тем, чтобы движущиеся части были отрегу-
лированы и закреплены. Устраняйте поломки частей или
ичная безопасность
любые другие факторы, которые могут повлиять на работу
• ледите за своими действиями, будьте внимательны и акку-
инструмента. случае повреждения электроинструмента
ратны при работе с электроинструментом. апрещается
устраните неполадки перед работой. лохо отремонтирован-
использовать инструмент при усталости либо под воздей-
ные приборы являются причиной многих несчастных случаев.
ствием лекарственных препаратов или алкоголя. отеря кон-
• спользуйте только рекомендованные производителем аксес-
центрации при работе с электроинструментами может привести к
суары. ежущие инструменты с острыми режущими кромками, за
серьезным травмам.
которыми ведется надлежащий уход, реже выходят из строя и
• спользуйте индивидуальные средства защиты. ри работе
более удобны в работе.
всегда используйте средства защиты для глаз. акие защитные
• ледите за тем, что ручки инструмента оставались сухими и
средства как пылезащитная маска, ботинки с нескользящими
чистыми; не допускайте попадания на них масла или смазки.
подошвами, каска и беруши, используемые в соответствующих
Это обеспечит более уверенное владение инструментом.
условиях, снижают травмоопасность.
• е допускайте непреднамеренного запуска электроинстру-
емонт
мента. режде чем брать электроинструмент в руки, перено-
сить его или подключать к источнику постоянного и (или)
• емонт электроинструментов должен осуществляться квали-
питания от батарей, удостоверьтесь, что переключатель нахо-
фицированным персоналом с использованием оригинальных
дится в положении «выкл». ереноска электроинструментов с
запасных частей. олько таким образом гарантируется безопас-
пальцем на переключателе или подзарядка инструмента с пере-
ность при использовании инструмента.
ключателем в режиме «вкл.» может привести к несчастному слу-
чаю.
• еред включением электроинструмента следует убрать любые
пецифическая информация по технике
гаечные ключи. х наличие вблизи вращающихся частей инстру-
безопасности
мента может привести к травмам.
• е нагибайтесь над машиной. сегда сохраняйте устойчивую
А
опору ног и равновесие. Это обеспечивает более уверенное вла-
анный раздел содержит важную информацию по безопасности,
дение инструментом в непредсказуемых ситуациях.
имеющую отношение именно к данному инструменту.
• спользуйте соответствующую одежду. е надевайте сво-
тобы снизить риск получения тяжелой травмы, внимательно
бодную одежду и украшения. ержите волосы, одежду и пер-
прочитайте данное руководство перед использованием устрой-
чатки вдали от движущихся частей. вободная одежда,
ства для накатки желобков 975 Combo.
украшения и длинные волосы могут в них попасть.
• ри наличии возможности подсоединения к пылеочистите-
ОА ЭУ УЮ!
лям и пылесборникам проследите за тем, чтобы они были
сли у ас возникнут какие-либо вопросы, звоните в Ridge Tool Company,
подключены и использовались правильно. спользование пыле-
Отдел технического обслуживания (800) 519-3456 либо пишите на tech-
сборников способствует снижению рисков, связанных с пылью.
services@ridgid.com.
спользование и уход
езопасная работа с устройством для накатки
• е применяйте чрезмерное усилие при работе с инструментом.
желобков
спользуйте соответствующий инструмент для каждого типа
работы. равильный выбор инструмента способствует более каче-
• е надевайте свободную одежду. укава и пуговицы на одеж-
ственному, безопасному и быстрому выполнению работы.
де должны быть застегнуты. е нагибайтесь над машиной или
трубой. Одежда может зацепиться за трубу или вращающиеся
• е допускается использование электроинструмента, если
части машины, что приведет к получению серьезных травм.
его переключатель не переходит в положение . или
. нструмент, который нельзя включить или выключить,
• ерегите руки от попадания в ролики. апрещается накатывать
опасен и нуждается в ремонте.
желобки на трубах, минимальная длина которых не соответ-
ствует предусмотренным значениям. е надевайте свободные
рабочие перчатки. альцы могут быть зажаты между роликами
либо между роликом и трубой.
омпания Ridge Tool
249

Устройство для накатки желобков 975 Combo
• ерегите руки от контакта с концами трубы. е прикасайтесь
• Убедитесь в надежности установки устройства для накатки
к внутренней части трубы. озможны порезы острыми краями и
желобков и его соединения с силовым приводом/ резьбона-
заусенцами трубы. альцы могут быть зажаты между роликами
резным станком. ашина, рама, накаточный механизм и труба
либо между роликом и трубой.
должны быть установлены в устойчивом положении. Это поз-
волит предотвратить переворачивание трубы и оборудования.
• одготавливайте трубу надлежащим образом, соблюдайте
правила обращения с ней. озможны порезы острыми краями и
заусенцами трубы.
езопасность при стационарном использовании
устройства для накатки желобков
• спользуйте соответствующие опоры для труб. Это позволит
предотвратить переворачивание трубы и оборудования.
• ри стационарном использовании устройство должно приво-
диться в движение только вручную. е используйте электро-
• рочтите и соблюдайте данную инструкцию, инструкции соот-
инструмент (например, дрели или ударные инструменты) для
ветствующего силового привода или резьбонарезного стан-
вращения стационарно установленного устройства для накат-
ка, инструкции производителя по установке фитингов и
ки желобков. Это может привести к повреждению машины и уве-
инструкции к любому другому оборудованию, используемому с
личивает риск получения травм.
данной машиной, перед началом эксплуатации устройства для
®
накатки желобков RIDGID
975 Combo. евыполнение указаний,
• ри выполнении работ на высоте, персонал должен исполь-
содержащихся во всех инструкциях, может привести к материаль-
зовать защитные каски и находиться за пределами зоны рабо-
ному ущербу или к серьезным травмам персонала.
ты машины. Это поможет избежать серьезных травм в случае
падения машины, трубы или других предметов.
• сегда используйте соответствующие средства индивидуаль-
ной защиты при установке и эксплуатации устройства для
накатки желобков RIDGID 975 Combo. спользуемое защитное
Описание, характеристики и стандарт-
оборудование должно включать в себя защиту для глаз и может
включать такие средства как облегающие кожаные рабочие пер-
ное оборудование
чатки, обувь со стальными носками и защитный шлем.
Описание
• спользуйте устройство только для накатки желобков на тру-
®
Устройство для накатки желобков RIDGID
975 Combo используется для
бах, размеры и типы которых указаны в данной инструкции.
формирования желобков в стальных, алюминиевых и -трубах и
ное применение или модификация устройства для накатки желоб-
1
диаметром от 1
/
4
“ до 6”, сортамента 10 и сортамента 40. ашина также
ков увеличивают риск получения травм.
предназначена для накатки желобков на трубах из нержавеющей стали
1
1
диаметром от 1
/
4
“ до 6”, сортамент 10 и от 1
/
4
“ до 2”, сортамент 40. роме
того, устройство можно адаптировать для работы с медными трубами
езопасная работа с устройством для накатки
диаметром 2” - 8” типа K, L,M и DWV при условии установки комплекта
желобков при использовании силового приво-
сменных роликов. елобки формируются вследствие механического воз-
да/резьбонарезного станка
действия накаточного ролика на трубу, поддерживаемую подающим
• спользуйте только силовой привод RIDGID 300 или резьбо-
роликом. егулировке подлежит только один параметр - глубина желоб-
нарезной станок 300 Compact с данным устройством для накат-
ка.
ки желобков 975 Combo. спользование других приводов приведет
Устройство предназначено либо для стационарной ручной эксплуатации,
к некорректной установке устройства, что может стать причиной
либо для работы с силовым приводом RIDGID модели 300 (скорость
переворачивания машины и других нештатных ситуаций.
вращения 38 или 57 об/мин). ри использовании соответствующего
• апрещается использовать устройство для накатки желоб-
адаптера (кат. №67662) устройство может работать с резьбонарезным
ков с силовым приводом или резьбонарезным станком без
станком RIDGID модели 300 Compact. комплект поставки устройства
педали управления. апрещается исключать педаль управле-
для накатки желобков 975 Combo входит запатентованный регулятор
ния из цепи управления силовым приводом. едаль управления
глубины, который помогает регулировать глубину канавки, и запатен-
облегчает контроль машины и позволяет отключать питание дви-
тованные средства для улучшения трассировки при использовании
гателя простым движением ноги. сли в машину попадет одежда,
устройства.
при этом на двигатель будет подаваться питание, одежда будет
Устройство для накатки желобков 975 Combo - это портативный при-
затянута машиной. ашина имеет достаточно высокое усилие вра-
бор, предназначенный для использования непосредственно на местах
щения, которое может затянуть одежду вокруг руки или других
выполнения работ. Устройство не предназначено для накатки желоб-
частей тела с силой, достаточной для перелома костей или полу-
ков в промышленных масштабах или для профессионального исполь-
чения других травм.
зования в цехах по изготовлению труб.
• едаль управления должна использоваться тем же лицом,
У
ри надлежащем использовании устройство
которое выполняет процесс накатки. управлению машиной
для накатки желобков модели 975 Combo формирует желобки 2” - 6”,
допускается не более одного лица. а случай запутывания опе-
габариты которых совпадают со спецификациями AWWA C606-06.
ратор должен иметь доступ к педали управления.
ыбор соответствующих материалов и способов закрепления входит в
• опускается использование только силовых приводов и резь-
обязанности проектировщика системы и/или установщика. еред выпол-
бонарезных станков со скоростью вращения 57 об/мин. или
нением установки следует проанализировать условия в предполагаемом
ниже. спользование устройств с более высокой скоростью вра-
месте установки, включая химическое окружение, рабочую температуру.
щения повышает риск получения травмы.
250
омпания Ridge Tool

Устройство для накатки желобков 975 Combo
арактеристики
Осмотр устройства для накатки
1
Обрабатываемые материалы..............тальные трубы 1
/
4
“ – 6” сор-
желобков
тамент 10 и сортамент 40
использованием комплекта
А
сменных роликов: едные
трубы 2”- 8” , тип K, L, M и DWV
иаметр желобка
егулировка...........................................егулировочный винт и регу-
лятор глубины
ривод ...................................................одающий винт, вращаемый с
помощью трещоточного (хра-
1
пового) гаечного ключа
/
2
“
еред каждым использованием осматривайте устройство и устра-
няйте все малейшие неисправности; это поможет снизить риск
Устанавливаемый силовой привод.....иловой привод RIDGID 300
тяжелой травмы и других несчастных случаев, а также пред-
(только модели со скоростью
отвратить повреждение инструмента.
вращения 38 и 57 об/мин),
резьбонарезной станок RIDGID
апрещается использовать устройство для накатки желобков с
300 Compact (через адаптер)
силовым приводом/резьбонарезным станком без педали управления.
асса......................................................12,5 кг.
1. сли к устройству для накатки желобков подключен силовой при-
Устройство для накатки желобков 975 Combo защищено патентами
вод или резьбонарезной станок, убедитесь в том, что машина
А и международными патентами, включая патенты 6,272,895 и
отключена от питания и переключатель REV/OFF/FOR установлен
6,591,652.
в положение OFF. Осмотр и обслуживание силового привода/-
резьбонарезного станка следует выполнять в соответствии с
одающий винт
инструкцией по эксплуатации данного оборудования. евыполнение
егулировочный винт
надлежащего осмотра и обслуживания оборудования может при-
вести к получению серьезных травм и к повреждению имущества.
олзун
егулятор глубины
желобка
Убедитесь в том, что педаль управления подключена и функцио-
нирует нормально. апрещается использовать устройство для
ал рабочего ролика
накатки желобков без педали управления.
абочий ролик
2. Очистите устройство, включая переносную ручку и трещоточный
ключ, используемый для активации устройства, от масла, смазки
и грязи. Это уменьшит вероятность получения травмы в результате
Опорный рычаг
выскальзывания устройства или ключа, а также упрощает осмотр.
риводной вал
3. Убедитесь в том, что опорные рычаги надежно зафиксированы на
ащитная крышка
корпусе устройства.
Основание
4. Осмотрите устройство для накатки желобков и убедитесь в отсут-
асадка
ствии поврежденных, изношенных, утерянных или неверно рас-
положенных деталей или любых других неисправностей, которые
могут помешать безопасной работе устройства. Убедитесь в том,
что рабочий ролик и вал привода вращаются свободно.
рещоточный гаечный ключ (храповик)
5. Убедитесь в наличии предупредительной таблички и в надежности
исунок 1 – Устройство для накатки желобков 975 Combo
ее закрепления. асположение предупредительной таблички
показано на ис. 2.
6. сли насечки на приводном валу загрязнены, очистите их с помо-
тандартное оборудование
щью проволочной щетки. агрязненные насечки могут привести к
1
1
/
4
“ – 6“ сортаменты 10 и 40 абочие и подающие ролики
соскальзыванию трубы и стать причиной проблем при накатке
1
рещоточный гаечный ключ (
/
2
“) с фиксацией кнопкой
желобков.
ереходник (насадка) для привода
7. Осмотрите рабочий ролик и приводной вал на предмет наличия
Опорные рычаги
трещин, износа и других видимых следов повреждения.
строенный индексный регулятор глубины
оврежденные рабочие ролики и приводные валы могут привести
к соскальзыванию трубы, возникновению проблем с качеством
желобков или неисправностей в работе устройства.
8. роверьте трещоточный ключ и насадку. Убедитесь в том, что тре-
щоточный ключ вращается плавно и равномерно в обоих направ-
лениях. ажмите кнопку разблокировки, расположенную в центре
головки трещоточного ключа и установите ключ на подающий
винт. люч должен надежно зафиксироваться. рещоточный
ключ должен быть надежно зафиксирован на насадке, а насадка
омпания Ridge Tool
251

Устройство для накатки желобков 975 Combo
надежно вставлена во внутренний четырехгранник на задней
одготовка прибора и рабочей зоны для
части устройства для накатки желобков. Это позволит пред-
отвратить выпадение трещоточного ключа и насадки при исполь-
работы с силовым приводом
зовании устройства для накатки желобков. ри использовании
нестандартного храповика, ключа или насадки, которые не фик-
А
сируются на устройстве для накатки желобков, возможно их
выпадение при использовании прибора.
ри обнаружении каких-либо проблем устраните их, прежде чем
использовать устройство.
9. ыполните смазку устройства для накатки желобков как указано
в соответствующем разделе настоящей инструкции. ытрите
остатки смазки на устройстве.
сегда используйте средства для защиты глаз от грязи и других
инородных тел. адевайте обувь со стальными носками для защи-
10. ри использовании дополнительного оборудования выполните
ты ног при падении инструментов или труб.
его осмотр и обслуживание и убедитесь в его надлежащем функ-
ционировании.
апрещается использовать устройство для накатки желобков с
силовым приводом или резьбонарезным станком без педали управ-
ления. апрещается исключать педаль управления из цепи управ-
ления силовым приводом. едаль управления облегчает контроль
машины и позволяет отключать питание двигателя простым дви-
жением ноги. сли в машину попадет одежда, при этом на двигатель
будет подаваться питание, одежда будет затянута машиной. а-
шина имеет достаточно высокое усилие вращения, которое может
затянуть одежду вокруг руки или других частей тела с силой, доста-
мазочные
редупредительная
отверстия
точной для перелома костей или получения других травм.
табличка
астройте машину для накатки желобков и организуйте рабочую
зону в соответствии с настоящим руководством таким образом,
чтобы снизить риск травм от удара током, возгорания, запутывания,
и других причин, а также предотвратить повреждение инструмента.
1. абочая зона должна отвечать следующим требованиям:
• меть достаточное освещение.
• е содержать воспламеняющихся жидкостей, паров или пыли,
которые могут воспламениться. сли такие вещества присут-
исунок 2 – редупреждающая табличка устройства для накат-
ствуют в рабочей зоне, не начинайте работу до тех пор, пока
ки желобков 975 Combo
источники не будут определены и удалены. иловые приводы и
резьбонарезные станки не являются взрывобезопасными устрой-
ствами и могут давать искру.
• лощадка для оператора должна быть чистым, ровным, устой-
чивым и сухим местом. апрещается использовать прибор при
нахождении в воде.
• Электрические розетки должны быть надлежащим образом
заземлены. аличие трех штырей или УО в розетке не озна-
чает, что она заземлена должным образом. ри возникно-
вении сомнений розетка подлежит проверке
квалифицированным электриком.
• Обеспечьте удобство доступа к электрической розетке, убрав
потенциальные источники опасности, которые способны повре-
дить шнур питания.
2. еред установкой любого оборудования предварительно очистите
рабочую зону. ри наличии следов масла их нужно обязательно
вытереть.
252
омпания Ridge Tool
Устройство для накатки желобков 975 Combo
3. Осмотрите трубу, на которой требуется сделать желобки, и убе-
дитесь в том, что устройство для накатки желобков 975 Combo
подходит для выполнения такого типа работ. Устройство для
накатки желобков 975 Combo предназначено для обработки сталь-
ных, алюминиевых и труб сортамента 10 и 40 диаметром от
1
1
/
4
“ до 6”. ашина также может использоваться для обработки
1
труб из нержавеющей стали диаметром от 1
/
4
“ до 6” сортамента
1
10 и диаметром от 1
/
4
“ до 2” сортамента 40. роме того, устройство
можно адаптировать для работы с медными трубами диаметром
2” - 8” типа K, L,M и DWV при использовании комплекта сменных
роликов.
Устройство для накатки желобков 975 Combo можно использовать
в стационарных условиях (на смонтированных или установленных
в зажимах трубах) или с силовым приводом RIDGID 300 или резь-
бонарезным станком 300 Compact для выполнения работ непо-
средственно на месте. ашина 975 Combo не предназначена для
промышленного использования.
ашины для накатки желобков, подходящие для других типов
исунок 3 – Установка устройства для накатки желобков 975
применения, можно найти в каталоге инструментов Ridge или в
Combo в зажиме силового привода 300
сети нтернет по адресу www.RIDGID.com, либо позвонив в отдел
технического обслуживания Ridge Tool по тел. 800-519-3456.
У
спользование одного комплекта роликов (рабо-
Установка желобонакатчика 975 Combo на
чий ролик и приводной вал) на стальных и нержавеющих трубах может
резьбонарезной станок RIDGID 300 Compact/1233
привести к загрязнению материалов из нержавеющей стали. результате
ри работе устройства для прокатки желобков 975 Combo с
возможно развитие коррозии и преждевременный выход трубы из строя.
резьбонарезным станком 300 Compact/1233 следует использовать
ля предотвращения загрязнения труб из нержавеющей стали исполь-
адаптер (каталожный номер 67662). Адаптер позволяет правильно
зуйте отдельные комплекты роликов для обработки нержавеющих труб.
расположить устройство 975 Combo относительно резьбонарезного
качестве альтернативы можно использовать проволочную щетку из
станка и подставки и обеспечить работу с трубами всех допустимых раз-
нержавеющей стали для тщательной очистки комплекта роликов при
меров. е пытайтесь использовать устройство 975 Combo с резьбона-
смене материала.
резным станком другого типа, поскольку это может привести к
4. ыполните осмотр силового привода/станка в соответствии с
переворачиванию машины и возникновению других проблем.
инструкцией. Убедитесь в наличии педали управления и про-
1. Установите приводной адаптер на вал устройства для прокатки
верьте, чтобы переключатель FOR/OFF/REV был установлен в
желобков (м. исунок 4). овместите зажимные винты с надре-
положение OFF. иловой привод и станок должны использо-
зами на приводном валу машины и надежно затяните их.
ваться в соответствии с инструкцией. Убедитесь в том, что маши-
на и подставка установлены надежно и не шатаются.
5. олностью откройте фиксатор на силовом приво-
де/резьбонарезном станке.
6. Убедитесь в том, что устройство 975 Combo было осмотрено и был
установлен соответствующий комплект роликов.
Установка желобонакатчика 975 Combo на привод
RIDGID 300
1. сли используемый силовой привод оснащен транспортными или
другими приспособлениями, следует снять их с привода. Убедитесь
в том, что опорные рычаги силового привода полностью выдви-
нуты и зафиксированы.
2. оместите опорные рычаги устройства для прокатки желобков на
опорные рычаги силового привода и вставьте конец приводного
исунок 4 – Установка приводного адаптера
вала устройства в зажим силового привода. акройте и затяните
зажим силового привода для закрепления приводного вала.
2. ододвиньте станину резьбонарезного станка 300 Compact/1233
Убедитесь в том, что приводной вал расположен по центру зажи-
как можно ближе к зажиму устройства для прокатки желобков.
ма. усилием проворачивайте зажимное колесо против часо-
Отведите труборез, резьбонарезную головку и зенковку в самую
вой стрелки для надежной фиксации приводного вала (исунок 3).
дальнюю от оператора позицию, чтобы они не мешали установке.
ставьте конус расширителя в патрон.
3. Установите скобу адаптера на рейку станка 300 Compact/1233
(как показано на исунке 5) и зафиксируйте ее с помощью штифта.
омпания Ridge Tool
253

Устройство для накатки желобков 975 Combo
• меть удобный доступ к устройству для накатки желобков,
трубе и трещоточному ключу без необходимости наклоняться
над устройством.
исунок 5 – Установка скобы адаптера
4. азместите опорные рычаги желобонакатчика 975 на рычагах
адаптера и совместите приводной адаптер с зажимом станка.
акройте и затяните зажим резьбонарезного станка для фиксации
приводного адаптера. Убедитесь в том, что приводной вал распо-
ложен по центру зажима. усилием проворачивайте зажимное
колесо против часовой стрелки для надежной фиксации привод-
ного вала.
исунок 7 – озиция оператора
2. ротяните шнур питания по выбранному маршруту. ухими рука-
ми включите шнур питания в розетку с надлежащим заземлением.
ледите за тем, чтобы все электрические подключения оставались
сухими и не соприкасались с землей. сли шнур питания имеет
недостаточную длину, используйте удлинитель, отвечающий сле-
дующим требованиям:
• аходится в хорошем состоянии
• меет трехштыревой разъем, подобный разъему силового при-
вода
• редназначен для наружного использования и имеет марки-
исунок 6 – желобонакатчик 975 Combo правильно установлен
ровку W или W-A на обозначении провода (напр. SOW
)
на резьбонарезном станке RIDGID 300 Compact
• спользует провод соответствующего размера (14 AWG для
длины до 0,6 м, 12 AWG для длины 0,6-1,2 м). спользование
провода несоответствующего сечения приведет к его пере-
авершение установки
греву, оплавлению изоляции, что может стать причиной пожа-
1. асположите педаль управления таким образом, чтобы оператор
ра или иных повреждений.
мог контролировать силовой привод/резьбонарезной станок,
3. Убедитесь в правильной работе силового привода/резьбонарезного
устройство для накатки желобков и обрабатываемую трубу. ак
станка:
показано на исунке 6, выбранная позиция должна позволять
• Установите переключатель в положение FOR (перед).
оператору:
ажмите и отпустите педаль управления. риводной вал дол-
• тоять лицом к устройству для накатки желобков со стороны
жен вращаться по направлению против часовой стрелки, если
переключателя FOR/OFF/REV и иметь доступ к этому пере-
смотреть на зажим спереди. сли вращение происходит в дру-
ключателю.
гом направлении, либо если педаль управления не контролирует
• ключать/выключать привод с помощью педали управления
работу машины, использовать устройство можно только после
и в случае необходимости быстро отпускать педаль управления.
устранения неисправностей.
254
омпания Ridge Tool
Устройство для накатки желобков 975 Combo
• ажмите и удерживайте педаль управления. роверьте ско-
ом. ин. акс. ом. ин. акс.
рость вращения машины. Осмотрите подвижные части на пред-
азмер лина лина азмер лина лина
мет перекосов, неправильного расположения, посторонних
1836 4836
шумов и других нештатных ситуаций. Отпустите педаль управ-
1
1
1
/
4
8 36 4
/
2
8 32
ления. апрещается выполнять накатку желобков, если ско-
1
рость вращения машины превышает 57 об/мин. олее высокая
1
/
2
8 36 5832
скорость вращения повышает риск получения травмы. ри
2836 6 нешний диаметр 10 30
1
обнаружении каких-либо проблем устраните их, прежде чем
2
/
2
8 36 6 10 28
использовать устройство.
3836
1
• Установите переключатель в положение REV (еверс).
3
/
2
8 36
ажмите и отпустите педаль управления. риводной вал дол-
жен вращаться по направлению по часовой стрелке, если смот-
аблица A – инимальная/аксимальная длина трубы для прокат-
ки на одной
трубной раме (се размеры приведены в
реть на зажим спереди. сли вращение происходит в другом
дюймах)
направлении, использовать устройство можно только после
устранения неисправностей.
3. Установите опоры перед устройством для накатки желобков.
• Установите переключатель в положение OFF. ухими руками
сли для трубы достаточно одной опоры, она должна разме-
отключите машину от питания.
щаться немного дальше середины трубы при измерении от крыш-
ки устройства для прокатки желобков. ри использовании
одготовка трубы
нескольких опор для поддержки трубы, трубы должны распола-
1
гаться на расстоянии
/
4
от длины трубы при измерении от кон-
У
анная инструкция является обобщенной.
цов трубы. некоторых ситуациях целесообразно использовать
сегда соблюдайте инструкции производителя муфты для пазового
более одной опоры. ысота опоры должна быть настроена таким
соединения по подготовке краев трубы. есоблюдение таких инструк-
образом, чтобы труба надевалась на приводной вал.
ций может привести к недостаточной надежности соединения и утеч-
кам.
4. Убедитесь в том, что рабочий ролик отодвинут на достаточное рас-
стояние и труба может быть надета на приводной вал. ри необхо-
1. Обрежьте трубу до нужной длины. Учитывайте минимальную
димости поверните подающий винт против часовой стрелки для
длину трубы для прокатки желобков для разных диаметров трубы
перемещения рабочего ролика.
(м. таблицу A). Обработка трубы с меньшей длиной повышает
риск травмирования пальцев и запутывания.
5. аденьте конец трубы на приводной вал и опустите трубу на
опору (опоры). Удостоверьтесь в надежности установки трубы.
Убедитесь в том, что конец трубы обрезан ровно и без заусенцев.
аусенцы могут зацепить или порезать пальцы при прокатке
желобков. еправильная обрезка трубы и наличие крупных заусен-
цев могут повлиять на качество желобка и процесс прокатки.
апрещается прокатывать трубу, обрезанную резаком.
ащитная
2. се внутренние/внешние сварные швы или оплавления следует
крышка
обработать на длину как минимум 2” от края трубы. е распили-
вайте трубу в зоне посадки прокладки, это может привести к
утечке.
3. Удалите все отложения, грязь, ржавчину и другие посторонние
вещества с трубы на расстоянии как минимум 2” от края. аличие
посторонних веществ может привести к загрязнению насечек на
приводном валу и к неправильной подаче трубы при выполне-
нии прокатки.
асположение трубы в устройстве для накатки
исунок 8 – Установка трубы на приводном валу вплотную к
желобков
крышке
1. Убедитесь в том, что переключатель силового приво-
6. Отрегулируйте трубу и опоры таким образом, чтобы труба рас-
да/резьбонарезного станка установлен в положение OFF.
полагалась вплотную к крышке устройства для накатки желобков
2. Убедитесь в наличии соответствующей опоры для обрабатывае-
и чтобы внутренняя поверхность трубы соприкасалась с верхней
мой трубы. аблице A приведена максимальная длина труб,
частью приводного вала (исунок 7). ентральная линия трубы и
обрабатываемых с использованием одиночной опоры. олее длин-
центральная линия приводного вала должны быть параллельны
ные трубы должны поддерживаться минимум двумя опорами.
друг другу. Этого можно достичь выравниванием трубы и силового
енадлежащая поддержка трубы может привести к перево-
привода/резьбонарезного станка.
рачиванию и падению трубы либо машины. апрещается нака-
1
7. емного сдвиньте трубу и опоры, приблизительно на
/
2
градуса
тывать желобки на трубах, минимальная длина которых не
(около 2,5 см на расстоянии 3 м от машины) в сторону оператора.
соответствует предусмотренным значениям.
равильное расположение трубы и устройства для накатки желоб-
ков помогает обеспечить правильную подачу трубы при выпол-
нении накатки. (м. ис. 9).
омпания Ridge Tool
255
Устройство для накатки желобков 975 Combo
спользование устройства для накатки
желобков 975 Combo с силовым приво-
дом/резьбонарезным станком
А
ри работе с устройством для накатки желобков не надевайте сво-
бодную одежду. укава и пуговицы на одежде должны быть застег-
нуты. е нагибайтесь над машиной или трубой. вободная одежда
может быть затянута вращающимися частями машины, что при-
ведет к получению травм.
ентральная
ось трубы
ерегите руки от попадания в ролики. апрещается накатывать
желобки на трубах, минимальная длина которых не соответствует
предусмотренным значениям. е надевайте свободные рабочие
перчатки. альцы могут быть зажаты между роликами либо между
роликом и трубой.
ерегите руки от контакта с концами трубы. е прикасайтесь к
внутренней части трубы. озможны порезы острыми краями и
заусенцами трубы. альцы могут быть зажаты между роликами
либо между роликом и трубой.
сегда используйте средства для защиты глаз от грязи и других
инородных тел. адевайте обувь со стальными носками для защи-
ты ног при падении инструментов или труб.
ентральная ось
ледуйте инструкции по эксплуатации, чтобы снизить риск полу-
приводного вала
чения травмы вследствие удара, падения или других причин.
Установка/измерение диаметра желобка
У
следствие различий в характеристиках труб,
каждый день перед первой накаткой на трубе с другим диаметром,
1
сортаментом или материалом, следует выполнять тестовую прокатку.
/
2
°
исунок 9 – двиг трубы на 1/2° в сторону оператора
ерка для установки диаметра желобка используется только в инфор-
(с преувеличением)
мационных целях, для обеспечения требуемого диаметра желобка его
следует измерять дополнительно.
8. оверните подающий винт по часовой стрелке до касания ролика
1. Убедитесь в том, что оборудование и труба установлены надле-
с внешней поверхностью трубы, затем проверните подающий
жащим образом. еправильная подготовка трубы может повлиять
винт еще на 1/4 оборота. озможно, для соприкосновения рабоче-
на точность регулятора глубины желобка. абочий ролик дол-
го ролика с трубой потребуется отпустить (повернуть против
жен соприкасаться с трубой.
часовой стрелки) регулировочный винт. а данном этапе труба и
2. Отрегулируйте положение регулятора глубины желобка таким
ролик должны быть плотно прижаты друг к другу.
образом, чтобы требуемая величина находилась под головкой
9. Осмотрите рабочую зону и убедитесь в том, что при необходи-
регулировочного винта (исунок 10А). егулятор глубины желоб-
мости установлены заградительные барьеры для недопущения
ка предназначен для использования с обычными трубами. ри
других лиц (кроме оператора) в рабочую зону. Ограждения долж-
работе с медными трубами см. раздел “Установка диаметра
ны обеспечивать минимум 1 м безопасного пространства вокруг
желобка для медных труб”.
силового привода и трубы. Эта “зона безопасности” предотвратить
3. оворачивайте регулировочный болт по часовой стрелке до тех
случайный контакт машины или трубы с другими лицами, что
пор, пока его головка не будет указывать на требуемое значение
могло бы привести к падению или затягиванию вращающимися
глубины желобка. ереведите регулятор глубины желобка в
частями устройства.
положение прокатки (исунок 10B). сли регулятор не будет уста-
10. ухими руками включите шнур питания машины в розетку с над-
новлен в положение прокатки, обработка трубы выполняться не
лежащим заземлением.
будет и регулятор может быть поврежден.
256
омпания Ridge Tool

Устройство для накатки желобков 975 Combo
7. овторяйте шаги 4-6 до тех пор, пока диаметр желобка не будет
соответствовать требуемым характеристикам. сли желоб слиш-
ком большой, можно отрегулировать ролик и уменьшить его раз-
меры. сли желоб слишком маленький, следует сделать новый
желоб. облюдение требуемого диаметра желобка имеет важное
значение для надежности последующего соединения. елобки, не
соответствующие заданным характеристикам, могут привести к
разрушению соединения.
ормирование желобка
1. Убедитесь в том, что оборудование и труба установлены надле-
исунок 10A – ыбор положе-
исунок 12 – егулятор в поло-
жащим образом.
ния регулятора глубины
жении прокатки
желобка под головкой регули-
ровочного винта
4. ыполните тестовую прокатку (см. процедуру “ормирование
желобка”).
5. змерьте диаметра желобка. аиболее подходящий метод изме-
рения диаметра желобка - использование мерной ленты (см. раз-
дел “Аксессуары”). лотно натяните мерную ленту вокруг трубы на
желобке. Убедитесь в том, что лента плотно соприкасается с
нижней частью желобка и снимите показание диаметра. (м.
исунок 11.)
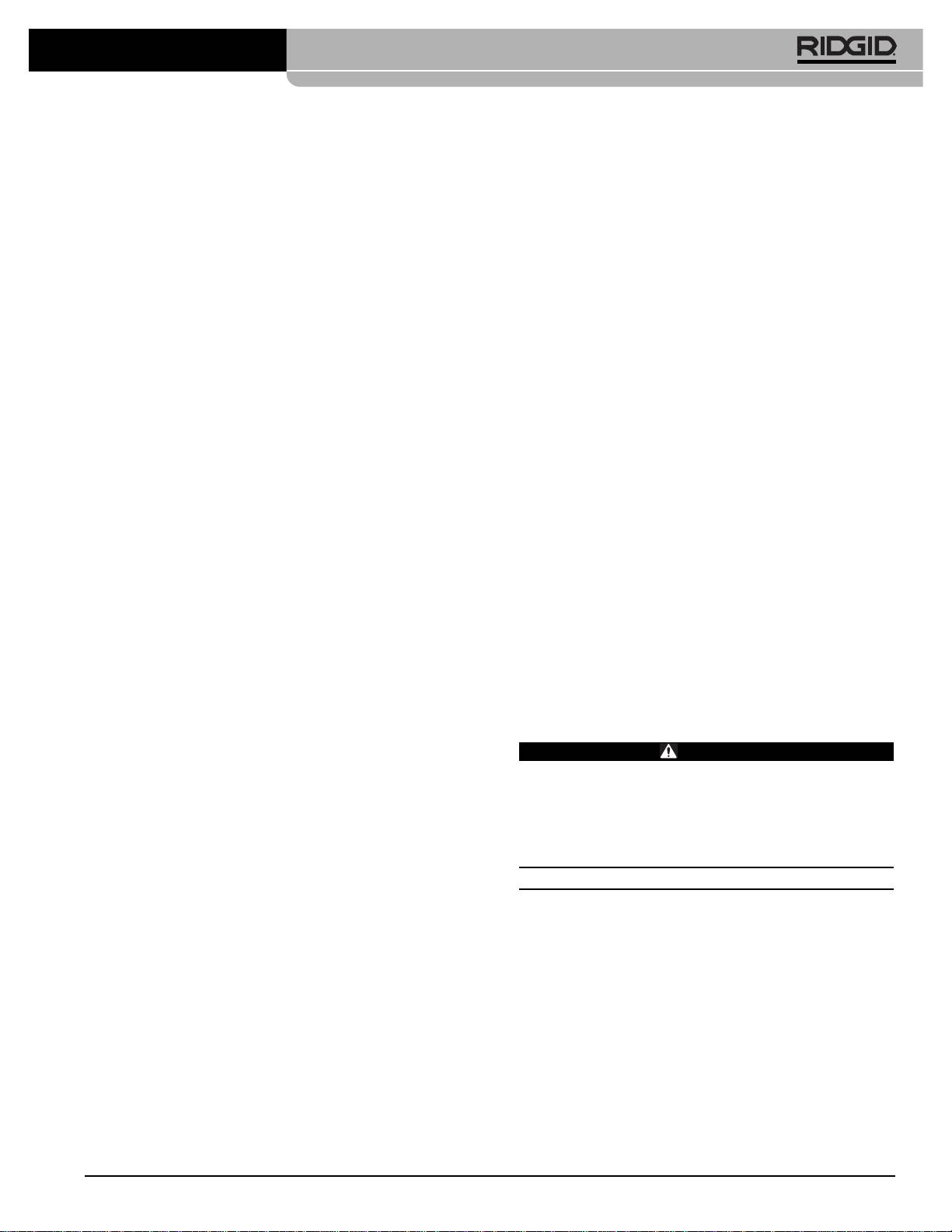
исунок 12 – абочая позиция устройства для прокатки желоб-
ков
исунок 11 – роверка диаметра желобка с помощью измери-
тельной ленты
2. ыберите требуемую рабочую позицию. асположите педаль
управления таким образом, чтобы оператор мог контролировать
6. опоставьте измеренное значение диаметра с требуемым диа-
силовой привод, устройство для накатки желобков и обрабаты-
метром как показано в аблице I или III, либо как указано в руко-
ваемую трубу. ак показано на исунке 12, выбранная позиция
водстве по установке соответствующего фитинга. сли
должна позволять оператору:
измеренное значение не совпадает с требуемым диаметром
желобка, следует отрегулировать регулирующего винта для полу-
• тоять лицом к устройству для накатки желобков со стороны
чения нужного диаметра.
переключателя FOR/OFF/REV и иметь доступ к этому пере-
ключателю.
• ля увеличения диаметра желобка, поворачивайте регули-
• ключать/выключать привод с помощью педали управления
ровочный винт по часовой стрелке.
и в случае необходимости быстро отпускать педаль управления.
• ля уменьшения диаметра желобка, поворачивайте регули-
• меть удобный доступ к устройству для накатки желобков и
ровочный винт против часовой стрелки.
1
трещоточному ключу без необходимости наклоняться над
• аждая четверть (
/
4
) оборота регулировочного винта соот-
устройством.
ветствует изменению диаметра желобка приблизительно на
0,02” (0,5 мм).
омпания Ridge Tool
257
Устройство для накатки желобков 975 Combo
• ри необходимости положить правую руку на обрабатывае-
2. Убедитесь в том, что регулятор глубины желобка находится в
мую трубу.
положении прокатки. (исунок 10B)
• Обеспечивать надежную стойку и хорошее равновесие.
3. оворачивайте регулировочный винт до тех пор пока он не срав-
3. Установите переключатель FOR/OFF/REV в положение REV
няется с верхней пластиной устройства.
(еверс). е используйте устройство для накатки желобков 975
4. айдите нужный диаметр и тип трубы для прокатки в аблице B
Combo в режиме FOR (вперед). связи с особенностями кон-
и закрутите регулировочный винт на верхней пластине на соот-
струкции машины 975 Combo, этот режим приведет к спи-
ветствующее число оборотов. апример, для медной трубы типа
ральному “выкручиванию” трубы из роликов, что может стать
Sch. L, диаметром 4” следует закрутить регулировочный винт на
причиной падения трубы.
1
1
/
4
оборота.
4. оложите одну руку на головку храповика/верхнюю часть подаю-
егулировка глубины для прокатки желобов в медных трубах
щего винта, а другую руку - на край храповика.
(егулировка поворотов винта)
5. ажмите на педаль управления для включения силового привода.
руба должна вращаться, при этом лицевая часть трубы должна
иаметр K LMDWV
соприкасаться с крышкой устройства для накатки желобков. сли
7
7
5
5
2-2.5”
/
8
/
8
/
8
/
8
труба начинает отходить от крышки устройства, отпустите педаль
1
1
1
1
управления для предотвращения скручивания и падения трубы.
3” 1
/
16
1
/
16
1
/
16
1
/
16
ри необходимости выполните повторную установку трубы (см.
1
1
1
1
4” 1
/
4
1
/
4
1
/
4
1
/
8
раздел “асположение трубы”). сли труба деформирована, ее сле-
1
1
1
1
5” 1
/
2
1
/
2
1
/
2
1
/
2
дует обрезать и сделать новый желобок.
13
3
3
3
6” 1
/
16
1
/
4
1
/
4
1
/
4
6. осле полного оборота трубы проверните подающий винт еще на
1
3
1
1
1
8” 2
/
2
2
/
8
2
/
8
2
/
8
/
4
оборота. родолжайте следить за краем трубы, который должен
соприкасаться с крышкой машины. е поворачивайте подающий
аблица B – егулировка глубины для прокатки желобов в мед-
1
винт более чем на
/
4
оборота на каждое вращение трубы. лишком
ных трубах
быстрое вращение подающего винта может привести к излишней
развальцовке желобка или скручиванию трубы с приводного вала.
5. ереходите к шагу 4 - “Установка/измерение диаметра желоб-
1
ка”.
7. родолжайте затягивать подающий винт по
/
4
оборота на каждое
вращение трубы до тех пор, пока головка регулировочного винта
не сравняется с верхней частью механизма. е пытайтесь про-
оветы по управлению устройством для накатки
вернуть подающий винт после того, как регулировочный винт
желобков 975 Combo
достигнет верхней части механизма, это может привести к повреж-
роблемы, с которыми чаще всего сталкиваются пользователи при
дению регулировочного винта. этой позиции труба должна про-
прокатке обычно заключаются в скручивании или смещении трубы с
вернуться еще минимум на 2 оборота для формирования
приводного вала или в неправильной прокатке желоба. тобы про-
равномерного желобка.
катка желоба получилась качественной, следует полностью придер-
8. Отпустите педаль управления и установите переключатель
живаться указанных инструкций. сли инструкции были выполнены, но
FOR/OFF/REV в положение OFF.
желоб получился некачественным, процесс прокатки можно улучшить
следующим образом.
9. оворачивайте подающий винт против часовой стрелки и подни-
мите рабочий ролик для снятия трубы с машины.
• емного сдвиньте трубу в сторону оператора (сдвиг в пределах от
1
/
2
градуса до 1 градуса) (м. рис. 9).
10. Осмотрите полученный желобок.
• ля лучшей прокатки возможно оператору следует немного нажи-
• Убедитесь в том, что желобок полностью накатан.
мать на трубу. Обычно это требуется только для коротких секций
• роверьте соответствие диаметра желобка требуемым значе-
трубы. ри этом оператору следует надеть кожаные рукавицы и
ниям.
держать трубу руками посередине, как показано на рисунке 13.
• роверьте все другие параметры, требуемые изготовителем
озможно потребуется привинтить раму, на которой установлен
соответствующего фитинга.
силовой привод/резьбонарезной станок к полу, чтобы избежать
ри обнаружении каких-либо проблем с желобком его использование
сдвигов во время прокатки. о избежание тяжелых травм не
запрещается.
подносите руки близко к рабочему ролику и концам трубы, и сле-
дите, чтобы длина трубы для накатки не была короче рекомен-
дуемой.
Установка диаметра желобка для медных труб
ри работе устройства для накатки желобков 975 Combo с медными тру-
бами не следует использовать регулятор глубины желобка. этом
случае регулятор задаст неверный диаметр желобков.
1. оверните подающий винт по часовой стрелке до касания ролика
с внешней поверхностью трубы, затем проверните подающий
винт еще на 1/4 оборота. озможно, для соприкосновения рабоче-
го ролика с трубой потребуется отпустить (повернуть против часо-
вой стрелки) регулировочный винт. а данном этапе труба и
ролик должны быть плотно прижаты друг к другу.
258
омпания Ridge Tool
