Ridgid 918I – страница 4
Инструкция к Ridgid 918I
915, 916, 918, 918I
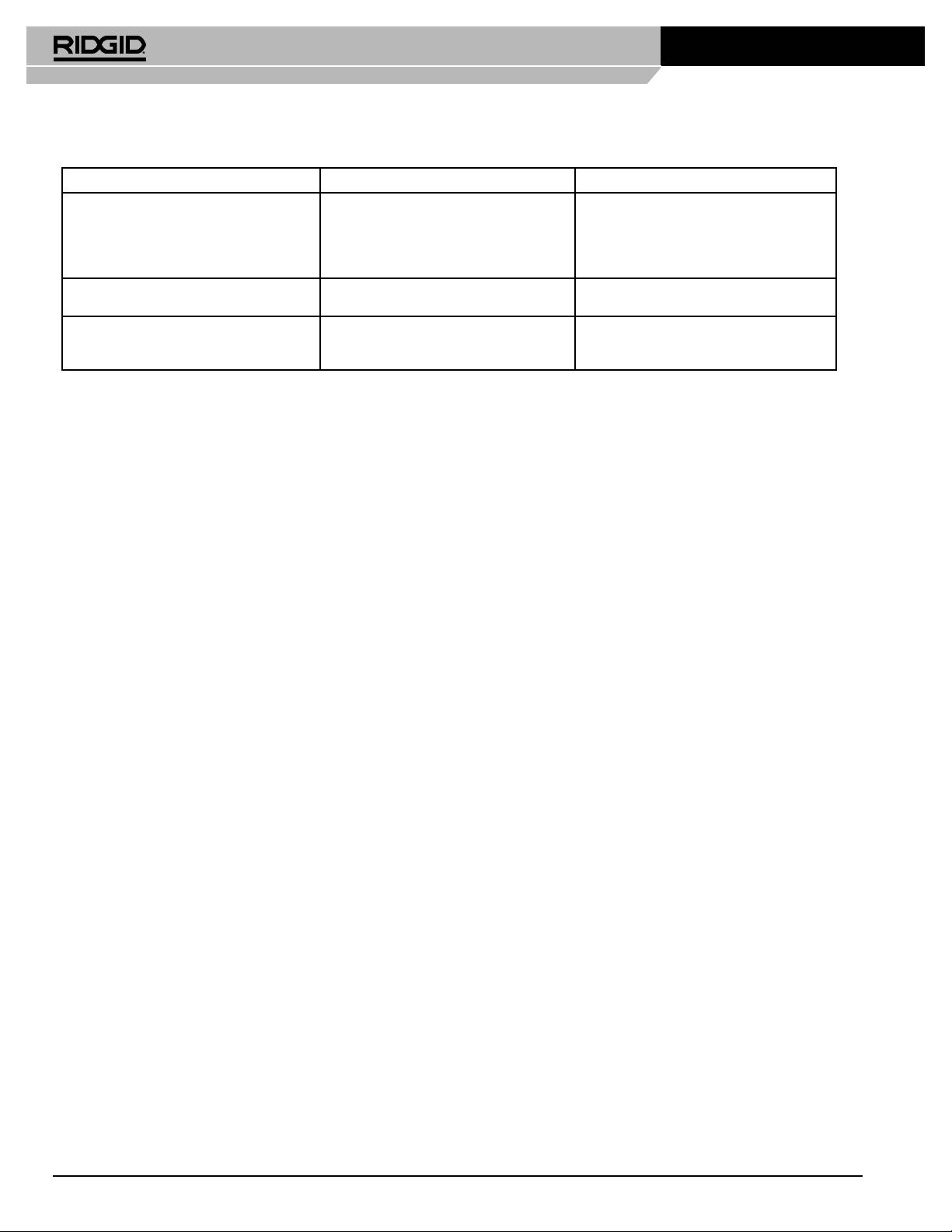
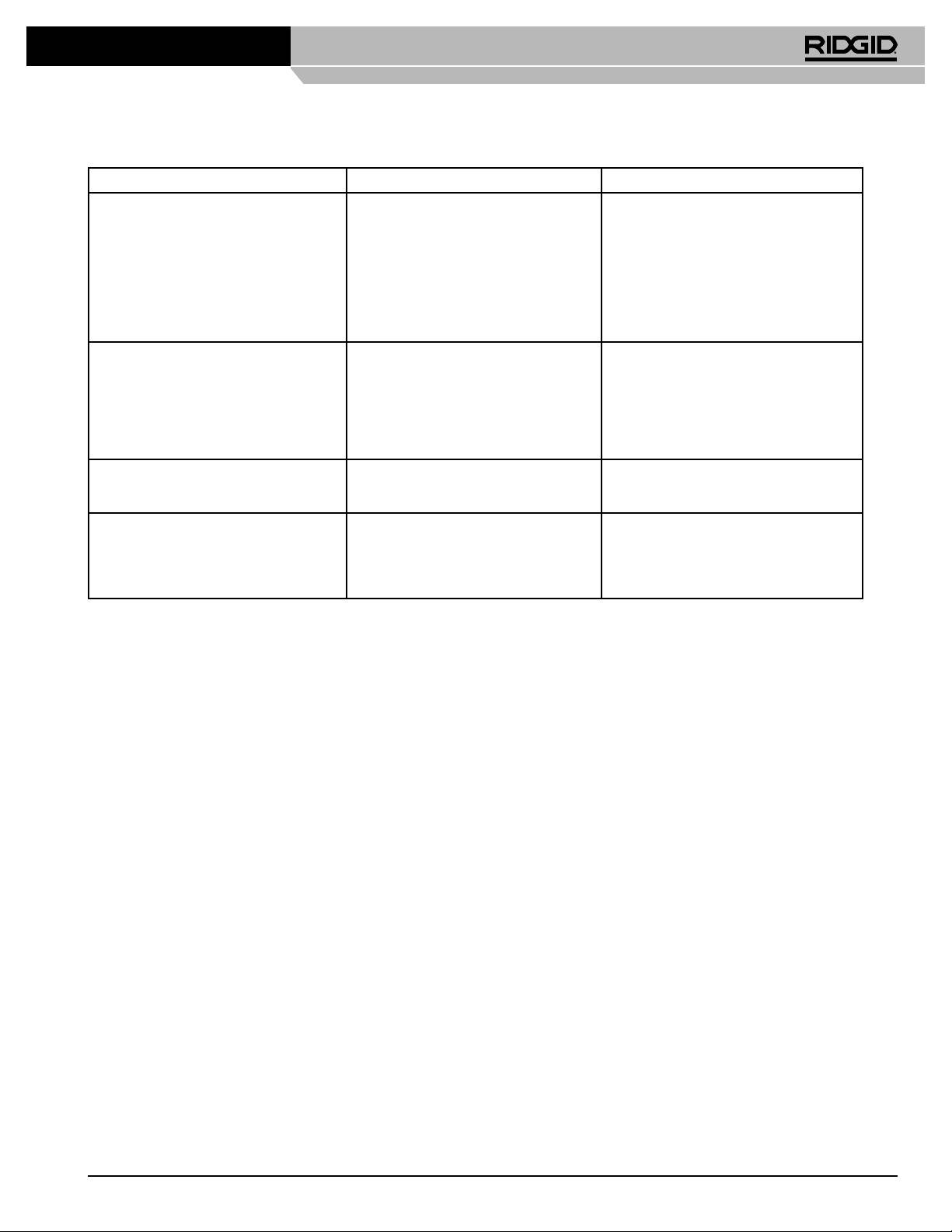
NEISPRAVNOST MOGUĆI UZROK POSTUPAK ISPRAVLJANJA
12. Ručka pumpe radi sa “spužvastim”
a. Zrak zarobljen u sustavu.
a. Postaviti hidraulični cilindar niže od pumpe
djelovanjem. (samo 918)
okretanjem stroja na bok nasuprot rukovaoca.
Izvući i vratiti klip cilindra nekoliko puta kako bi
se zrak vratio u spremnik pumpe.
b. Suviše ulja u spremniku.
b. Provjeriti razinu ulja prema uputi.
13. Klip cilindra izlazi samo djelomično. (samo 918) a. U spremniku pumpe je malo ulja.
a. Napunite i odzračite sustav.
b. Neispravno postavljena dubina i podešenost.
b. Pridržavati se upute za podešavanje.
14. Završetak cijevi se proširuje ili postaje
a. Rukovaoc prebrzo napreduje s valjcima za
a. Usporiti pumpanje. Pogledajte točne upute za
zvonoliktijekom valjanja utora. (samo 918)
utorenje.
rukovanje.
b. Cijev nije vodoravna.
b. Podesiti postolje da se cijev poravna sa strojem.
60
Ridge Tool Company
915, 916, 918, 918I
Ogólne zasady bezpieczeństwa pracy z rowkarką rolkową
1. Trzymaj dłonie z dala od rolek rowkujących. Pomiędzy rolkami
PL
rowkującymi i napędowymi mogą zostać przytrzaśnięte palce.
2. Ustawiaj rowkarkę na płaskiej, poziomej powierzchni. Upewnij się, czy
maszyna, stojak i rowkarka zachowują stabilność i nie przewrócą się.
915, 916, 918, 918I
3. Upewnij się, czy rowkarka jest prawidłowo zamocowana na napędzie
mechanicznym. Wykonaj dokładnie instrukcje przygotowania do pracy.
4. Rowkarka rolkowa jest przeznaczona do rowkowania rolkowego rur i
Instrukcja obsługi
przewodów rurowych. Nie używaj jej w żadnych innych zastosowaniach.
5. Prawidłowo podpieraj rury za pomocą stojaka do rur.
OSTRZEŻENIE! Przed rozpoczęciem
6. Stosuj zalecane wyposażenie pomocnicze. Stosowanie innego
wyposażenia pomocniczego może spowodować wzrost ryzyka doznania
użytkowania urządzenia należy dokładnie
obrażeń. Zapoznaj się z odpowiednimi podręcznikami operatora w celu
zapoznać się z tymi zaleceniami oraz z
uzyskania informacji o zalecanym wyposażeniu pomocniczym.
dołączoną broszurą dotyczącą bezpieczeństwa. W
7. Nie używaj maszyny, jeżeli jej przełączniki są uszkodzone.
przypadku wystąpienia wątpliwości dotyczących
jakiegokolwiek aspektu użytkowania tego
Instalowanie
narzędzia należy skontaktować się z dystrybutorem
915 916 918 918I
fi rmy RIDGID, aby uzyskać więcej informacji.
Rys. 1 Rys. 2 - 300
Rys. 5 - 300
Rys. 37 - zespół stojaka
Rys. 3 - 535
Rys. 6 - 1822
Rys. 38 - 918I
Skutkiem braku zrozumienia i nie przestrzegania
Rys. 4 - 1233
Rys. 7 - 1233
wszystkich zaleceń może być porażenie prądem
Rys. 8 - 1224
elektrycznym, pożar i/lub poważne obrażenia
Obsługa rowkarek rolkowych 915, 916, 918, 918I
ciała.
Przygotowanie rury
1. Końce rury muszą być obcięte pod kątem prostym. Nie należy korzystać
NALEŻY ZACHOWAĆ TE ZALECENIA!
z palnika do cięcia.
2. Odchyłka okrągłości rury nie może przekraczać całkowitej tolerancji
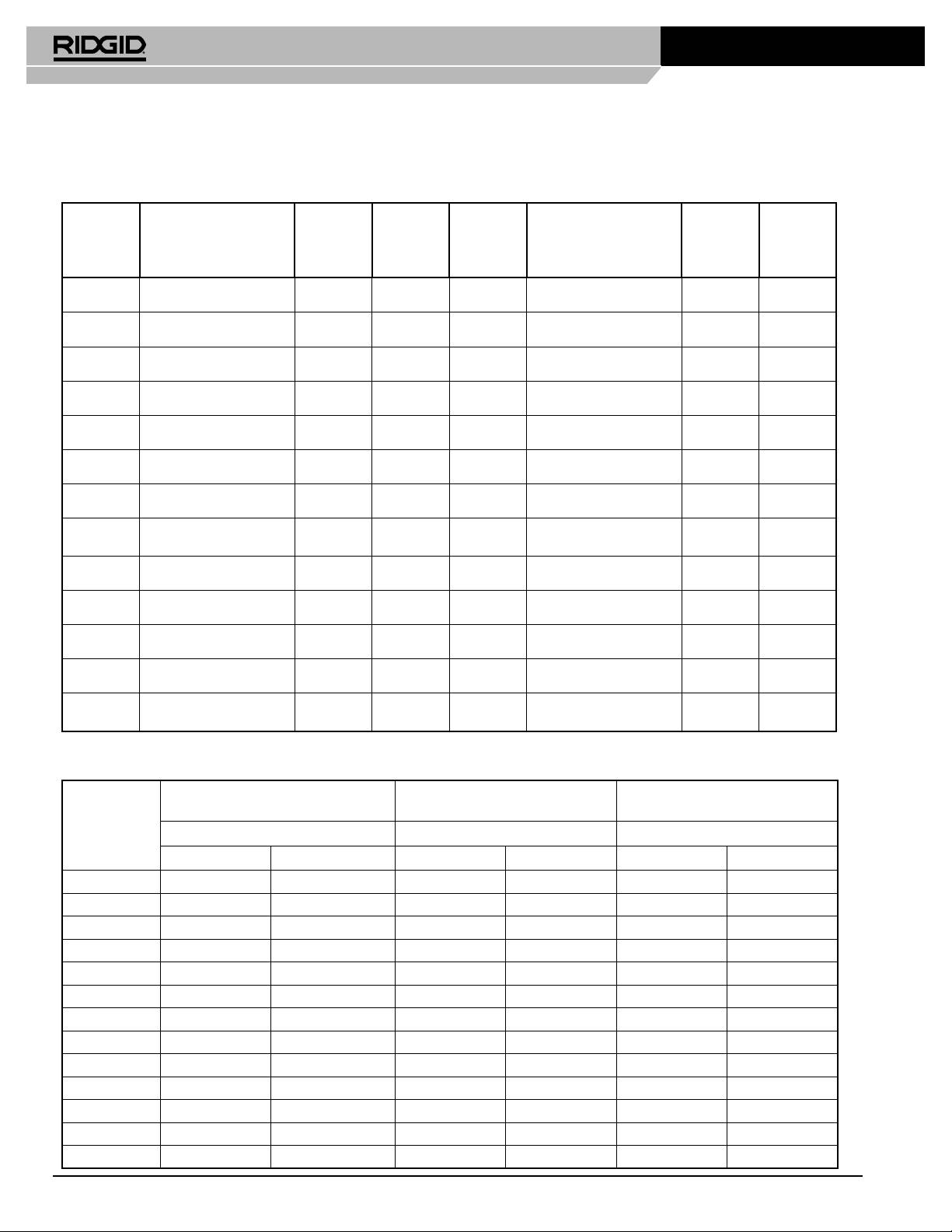
DANE TECHNICZNE
średnicy zewnętrznej podanej w danych technicznych rowka. Tabela 1.
Patrz Katalog RIDGID.
3. Należy zeszlifować wszelkie wewnętrzne i zewnętrzne ściegi spoin,
rąbki zgrzein lub szwy na odległości 2 cali od końca rury.
Transportowanie i obchodzenie się z maszyną
Uwaga: Nie dopuścić, aby podczas szlifowania doszło do uszkodzenia
Maszynę należy przenosić przy użyciu ręcznych uchwytów.
obszaru osadzenia uszczelnienia.
Przygotowanie urządzenia do pracy
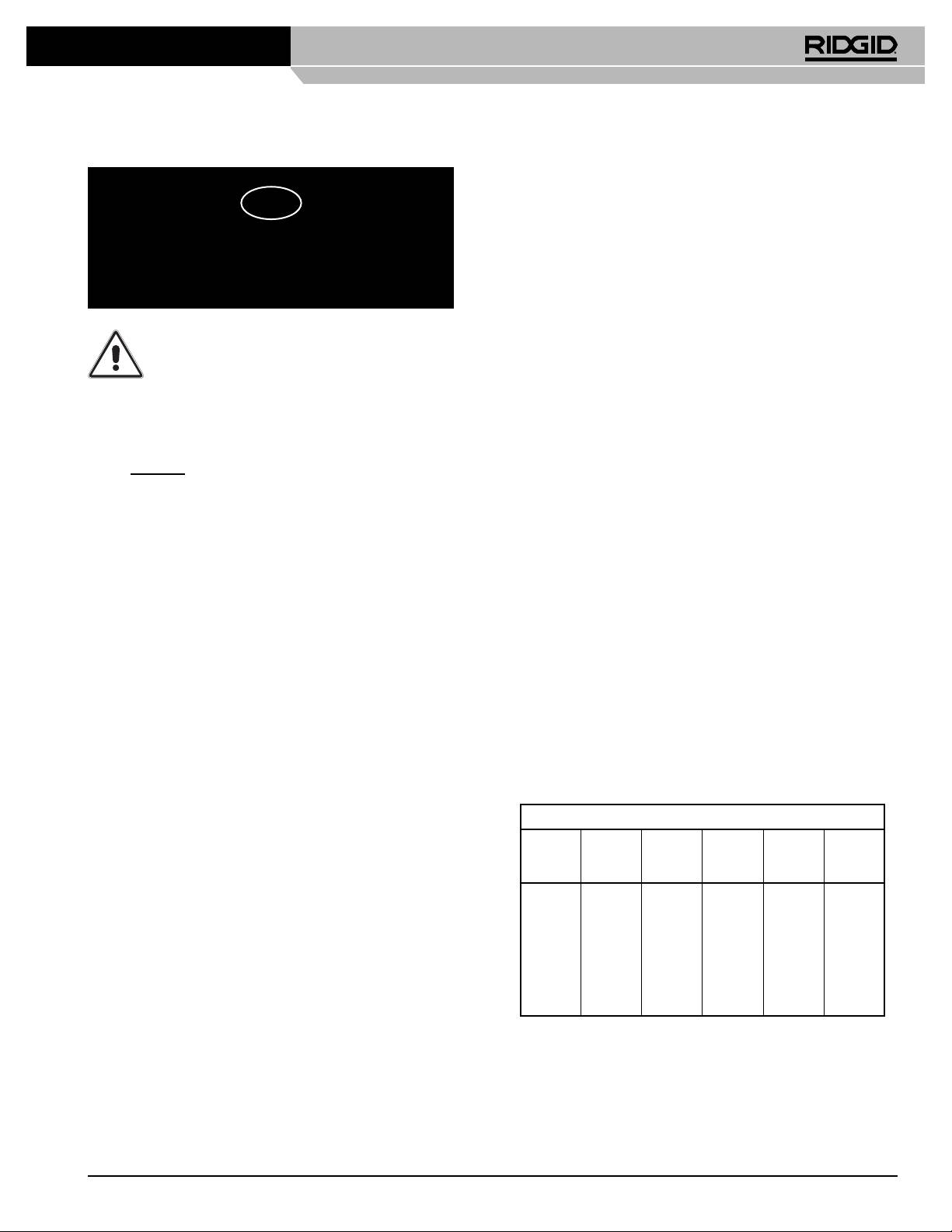
Długość rury/przewodu rurowego
915
W poniższej tabeli przedstawiono minimalną długość rury lub przewodu
Ta maszyna jest przeznaczona do ręcznego rowkowania rolkowego rur.
rurowego, jaką można rowkować oraz maksymalną d
ługość odcinka rury
Zdecydowanie zaleca się, aby NIE dokonywać modyfi kacji maszyny i/lub
rowkowanego bez użycia stojaków dla rur.
nie wykorzystywać jej w jakichkolwiek innych zastosowaniach niż te, do
których jest przeznaczona, w tym również nie używać jej z innym sprzętem
Długości rowkowanych odcinków rur - cale
o własnym napędzie.
Średnica
Długość
Długość
Średnica
Długość
Długość
916, 918, 918I
znamio-
minimalna
maksymal-
znamio-
minimalna
maksymal-
Maszyna jest przeznaczona do rowkowania rolkowego rur przy użyciu
nowa
na
nowa
na
określonych maszyn do gwintowania, napędów mechanicznych i wyposażenia
1
8
36
4 1/2
8
32
pomocniczego fi rmy RIDGID. Zdecydowanie zaleca się, aby NIE dokonywać
1 1/4
8
36
5
8
32
modyfi kacji maszyny i/lub nie wykorzystywać jej w jakichkolwiek innych
1 1/2
8
36
6 (średn.
zastosowaniach niż te, do których jest przeznaczona, w tym również nie
2
8
36
zewn.)
8
30
używać jej z innym sprzętem o własnym napędzie. Umieść urządzenie z dala
2 1/2
8
36
6
8
28
od drzwi i przejść oraz zadbaj, aby z miejsca operatora było dobrze widać
3
8
36
8
8
24
cały obszar roboczy. Ustaw barierki, aby utrzymywać ludzi z dala od obszaru
3 1/2
8
36
10
8
24
roboczego. Nie używaj maszyny w mokrych lub wilgotnych miejscach.
4
8
36
12
8
24
Sprawdź, czy napięcie robocze maszyny jest takie same, jak napięcie źródła
zasilania. Przed przyłączeniem maszyny do źródła zasilania upewnij się, czy
Przygotowanie rury
przełącznik nożny maszyny działa prawidłowo oraz, czy przełącznik maszyny
1. Rury lub przewody rurowe o długości większej niż długość maksymalna
znajduje się w położeniu “0”. Przełącznik nożny zapewnia pełną kontrolę nad
podana w tabeli należy podpierać przy użyciu 2 stojaków dla rur.
maszyną, która będzie działać tylko wtedy, gdy ten pedał jest wciśnięty. W
Podparcie rury powinno znajdować się w odległości 3/4 d
ługości rury od
celu zapewnienia własnego bezpieczeństwa upewnij się, czy przełącznik
rowkarki rolkowej.
nożny działa swobodnie i umieść go w taki sposób, aby wszystkie elementy
sterujące były łatwo dostępne.
Ridge Tool Company
61

915, 916, 918, 918I
2. Podnieś obudowę górnej rolki rowkującej.
916, 918, 918I
915
1. Wciśnij przełącznik nożny, aby uruchomić maszynę i przyłóż stały nacisk
Odsuń rolkę rowkującą od rolki napędowej obracając śrubę regulacji
na dźwignię posuwu/dźwignię zwalniającą pompy.
głębokości (Rys. 32).
2. Prawą dłonią dociskaj rurę, aby zapobiec wysunięciu się rury z rolek.
916
3. Utrzymuj stały nacisk aż do osiągnięcia ogranicznika głębokości.
Podnieś dźwignię przesuwu (Rys. 10).
4. Nie stosuj nadmiernego posuwu. Aby uniknąć przeciążenia, wykonaj
918,
918I
jeden pełny obrót przed zwiększeniem nacisku na rolki.
Ustaw dźwignię zwalniającą pompy w położeniu “RETURN (POWRÓT)”
5. Zatrzymaj maszynę i sprawdź głębokość rowka. W razie potrzeby
(w stronę operatora) (Rys. 11).
dostosuj ustawienie ogranicznika głębokości.
3. Ustaw rurę pod kątem prostym do rowkarki rolkowej w taki sposób, aby
Następne rowki na takiej samej rurze będą miały tę samą głębokość.
rura znajdowała się w jednej płaszczyźnie z kołnierzem rolki napędowej
6. Unieś dźwignię (916) lub spuść ciśnienie (918) i wyjmij rurę.
(Rys. 12).
4. Wypoziomuj rurę regulując wysokość stojaka dla rur (Rys. 13).
Zawsze sprawdzaj wykonany rowek przed zainstalowaniem złączki.
5. Odchyl nieco rurę i stojak dla rur o około 1/2° od operatora lub w stronę
operatora zgodnie z poniższymi zaleceniami:
Stabilizator rur/wspornik złączek
Uwaga: W przypadku pracy maszyny w trybie “FORWARD (W PRZÓD)”,
Ten stabilizator jest przeznaczony do pracy z rurami 2 1/8”- 12”. Można go
odchyl rurę o 1/2° w kierunku od operatora (Rys. 14).
montować tylko na napędzie mechanicznym maszyny 300 oraz na podstawach
Uwaga: W przypadku pracy maszyny w trybie “REVERSE (WSTECZ)”,
maszyn 918I, które posiadają 3 otwory montażowe.
odchyl rurę o 1/2° w kierunku do operatora (Rys. 15).
1. Ustaw wspornik na otworach montażowych (Rys. 19 - a, b).
2. Załóż i dokręć śruby.
Ustawianie głębokości rowka
3. Po prawidłowym umieszczeniu rury dokręcaj rolkę stabilizatora aż do
Uwaga: Z uwagi na zmienność charakterystyk rur, podczas ustawiania bądź w
zetknięcia się z rurą. Dokręć o jeszcze jeden obrót (Rys. 20).
razie zmiany średnicy rury należy zawsze wykonywać rowek próbny. Pokrętło
Ostrzeżenie: Nie stosować w przypadku rur krótszych niż 8”.
regulacyjne wskaźnika głębokości należy zerować dla każdej średnicy rury/
przewodu rurowego.
Wymiana zestawów rolek rowkujących
915
915
1. Odkręć śrubę z łbem walcowym z gniazdem na rolce napędowej, odłącz
1. Dokręć regulację głębokości w celu zamocowania rowkarki na rurze. Nie
rolkę napędową od wałka zdawczego i wyjmij wkładki stabilizatora.
dokręcaj nadmiernie.
Poluzuj śrubę ustalającą, aby wyjąć rolkę rowkującą (Rys. 35).
2. Ustaw śrubę regulacji głębokości (Rys. 33) w położeniu zapewniającym
2. Wykonaj czynności procedury w odwrotnej kolejności używając
prawidłową głębokość (patrz Rys. 34).
prawidłowego zestawu rolek. Sprawdź podkładkę oporową (Rys. 36).
916
916
1. Unieś dźwignię posuwu.
1. Poluzuj śrubę regulacji głębokości i wyjmuj śrubę ustalającą i sprężynę
2. Całkowicie poluzuj śrubę regulacji głębokości.
(Rys. 21a, b, c).
3. Dokręć śrubę regulacji głębokości, jak to przedstawiono na Rys. 16.
2. Wyjmij wałek rolki rowkującej oraz rolkę rowkującą (Rys. 22, 23, 24, 25).
4. Cofnij pokrętło regulacji głębokości, jak to przedstawiono w tabeli.
3. Załóż nowy wałek napędowy.
4. Wykonaj czynności procedury w odwrotnej kolejności używając
918, 918I
prawidłowego zestawu rolek.
1. Przesuń górną rolkę rowkującą do przodu umieszczając dźwignię
zwalniającą pompy w położeniu “ADVANCE (NAPRZÓD)” (w kierunku od
918, 918I
operatora) oraz wykonuj ruchy pompujące dźwignią do chwili zetknięcia
1. Całkowicie podnieś zespół górnej rolki oraz poluzuj śrubę ustalającą na
się górnej rolki z zewnętrzną średnicą rowkowanej rury.
rolce rowkującej (Rys. 26).
2. Obracaj pokrętło regulacyjne głębokości ze wskaźnikiem (w kierunku
2. Wyjmij wałek rolki rowkującej oraz rolkę rowkującą (Rys. 27).
zgodnym z kierunkiem ruchu wskazówek zegara) opuszczając je w dół
3. Zablokuj wrzeciono i odkręć nakrętkę mocującą (Rys. 28).
aż do zatrzymania na górnej części maszyny (Rys. 17).
4. Wyjmij wałek napędowy (Rys. 29).
3. Cofnij pokrętło regulacyjne głębokości (Rys. 18).
5. Załóż nowy wałek napędowy.
6. Zablokuj wrzeciono i dokręć nakrętkę mocującą (Rys. 30).
Formowanie rowka
915
Wymiana zestawów rolek rowkujących 1”, 1 1/4”-1 1/2”
1. Obróć regulację głębokości w przybliżeniu o jeden obrót.
1. Wykonaj powyższe czynności 1-6 w odniesieniu do właściwego wałka
2. Przesuń zapadkę do gniazda obrotu i obróć urządzenie 915 wokół rury.
napędowego.
3. Zatrzymaj się po wykonaniu jednego obrotu i powtarzaj czynności 1 i 2 aż
2. Dokręć śrubę ściągającą (Rys. 31).
do osiągnięcia ogranicznika głębokości.
3. Załóż górną rolkę rowkującą i dokręć śrubę ustalającą rolki rowkującej
4. Sprawdź głębokość rowka i odpowiednio dostosuj ustawienie
(Rys. 26, 27).
ogranicznika głębokości. Następne rowki na takiej samej rurze będą
miały tę samą głębokość.
Konserwacja
5. Poluzuj śrubę posuwu w celu otwarcia rowkarki 915.
Regularnie wykonuj przeglądy części składowych i wymieniaj rolki w razie
zużycia. Smaruj łożyska smarem uniwersalnym. W przypadku konieczności
wykonania wszelkich innych czynności serwisowych i konserwacyjnych,
maszynę trzeba przekazać do autoryzowanego centrum serwisowego fi rmy
RIDGID.
62
Ridge Tool Company
915, 916, 918, 918I
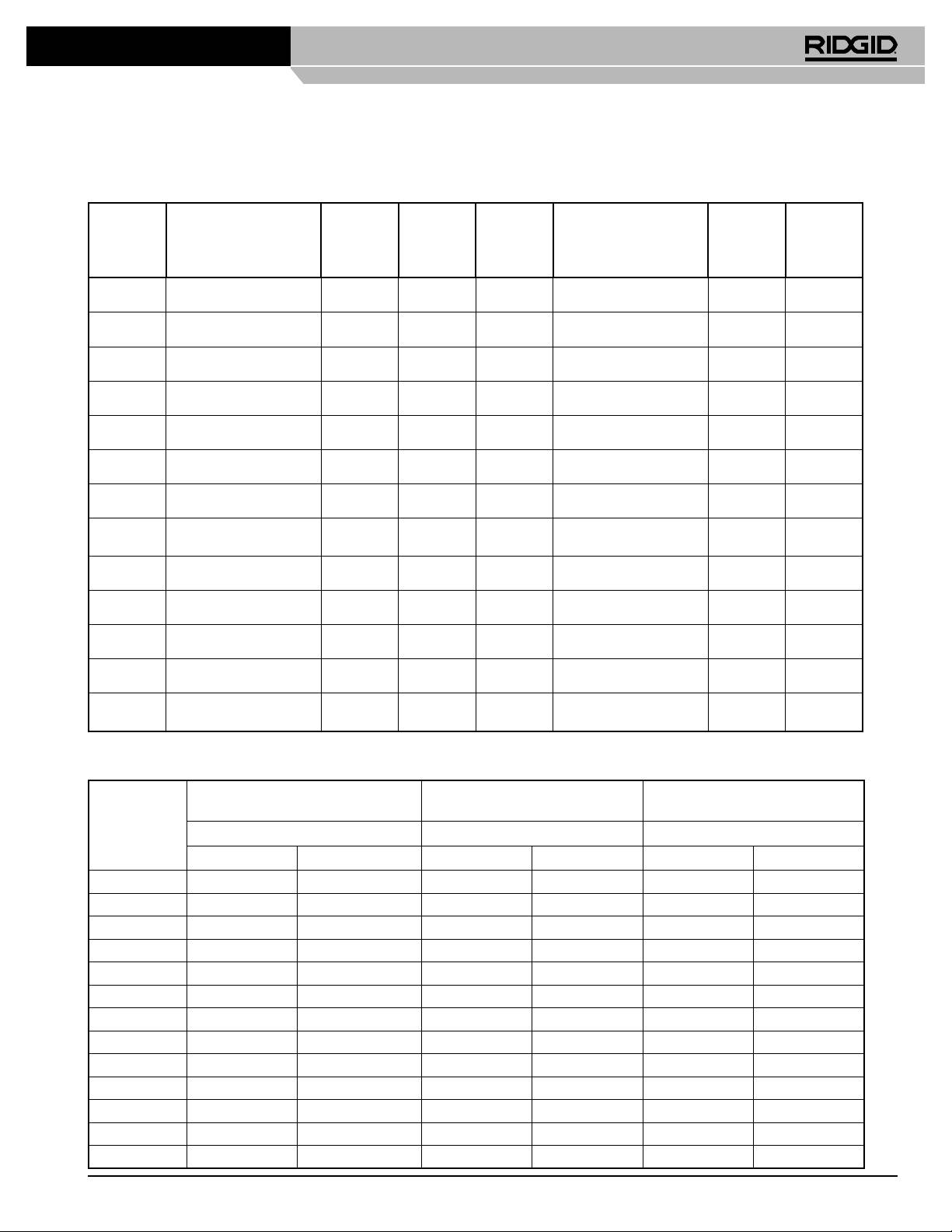
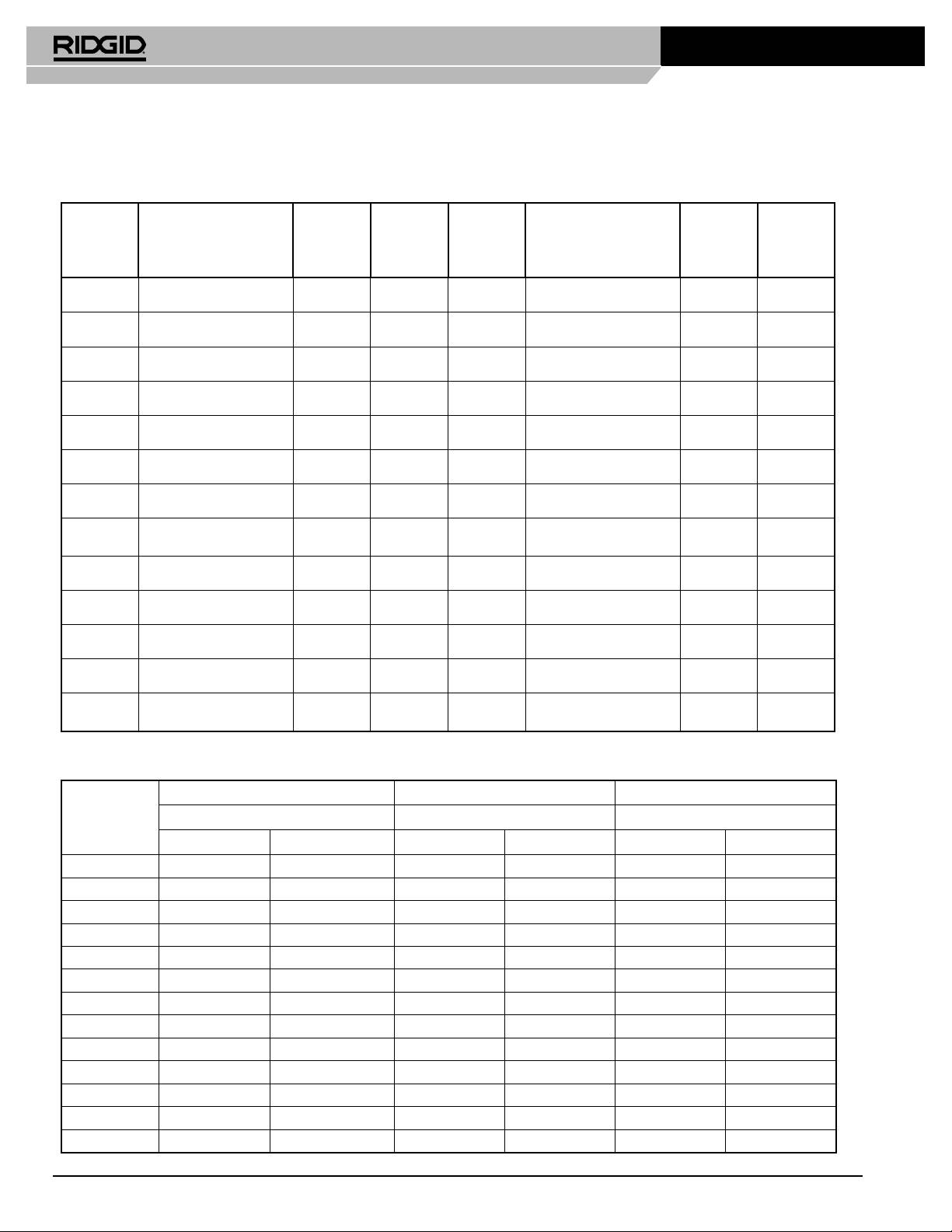
Tabela 1. Dane techniczne standardowego rowka walcowanego rolką
Uwaga: Wszystkie wymiary są podawane w calach.
Znamionowa
Średnica
T
A
B
C
D
D
średnica
Rury
Min.
Gniazdo
Szerokość
Średnica
Znamionowa
Min.
rury
grubość
uszczelnienia
rowka
rowka
głębokość
głębokość
średn. zewn. toler.
ścianki
± .030
± .030
średn. zewn. toler.
rowka
rowka
1 1.315 +.016
.065 .625 .281 1.190 +.000
.063 .047
-.031
-.015
1 1/4 1.660 +.016
.065 .625 .281 1.535 +.000
.063 .047
-.031
-.015
1 1/2 1.900 +.016
.065 .625 .281 1.775 +.000
.063 .047
-.031
-.015
2 2.375 ± .024 .065 .625 .344 2.250 +.000
.063 .051
-.015
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
.078 .063
-.018
3 3.50 ± .035 .083 .625 .344 3.344 +.000
.078 .060
-.018
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
.083 .063
-.020
4 4.50 ± .045 .083 .625 .344 4.334 +.000
.083 .060
-.020
5 5.563 ± .056 .109 .625 .344 5.395 +.000
.084 .056
-.022
6 6.625 ± .060 .109 .625 .344 6.455 +.000
.085 .052
-.022
8 8.625 ± .086 .109 .750 .469 8.441 +.000
.092 .049
-.025
10 10.75 ± .108 .134 .750 .469 10.562 +.000
.094 .040
-.027
12 12.75 ± .128 .165 .750 .469 12.531 +.000
.110 .045
-.030
Tabela 2. Maksymalna i minimalna grubość ścianki rury
Rozmiar rury Rura lub przewód rurowy ze stali węglowej
Rura lub przewód rurowy ze stali
Rura z PCW/chlorowanego PCW
lub aluminium
nierdzewnej
Grubość ścianki Grubość ścianki Grubość ścianki
min. maks. min. maks. min. maks.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Ridge Tool Company
63
915, 916, 918, 918I
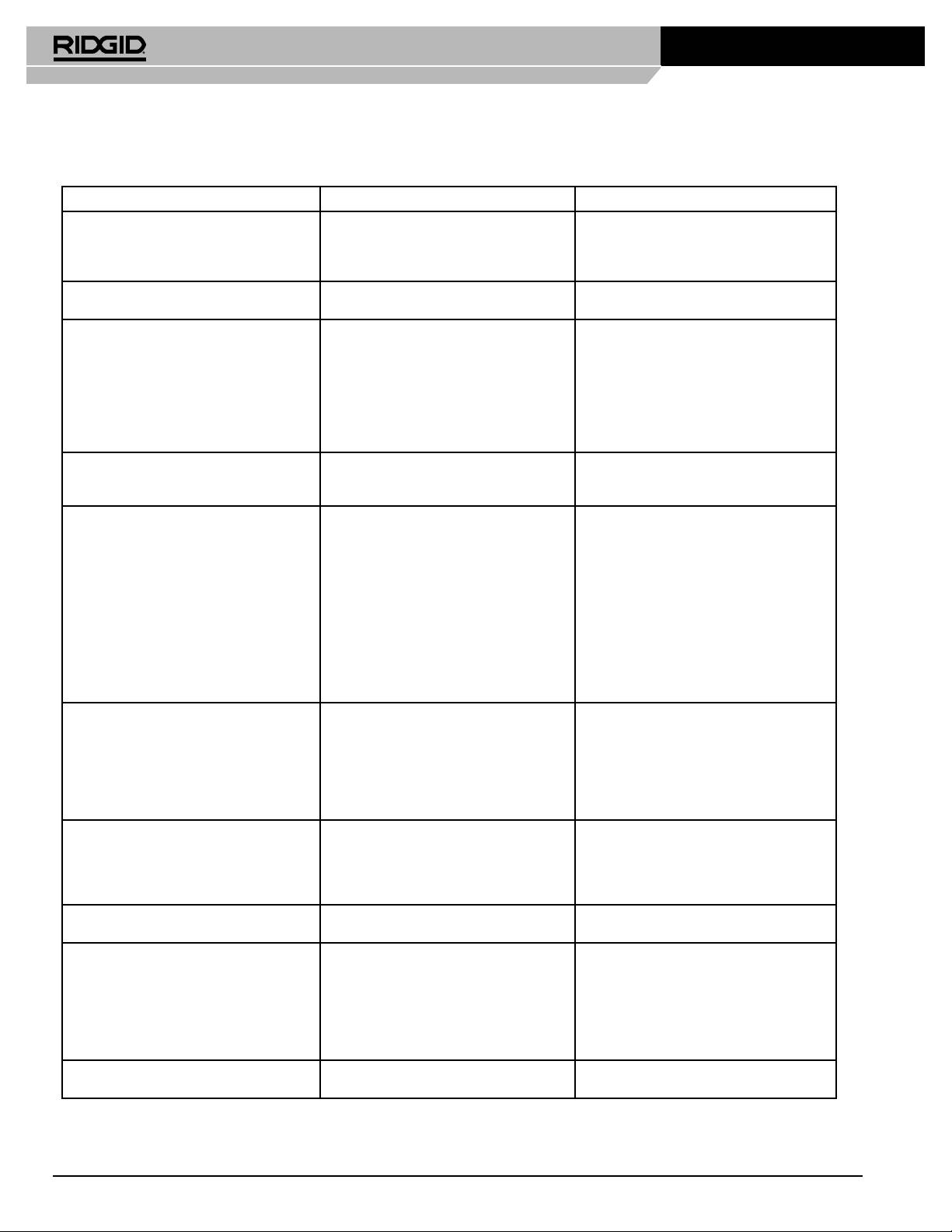
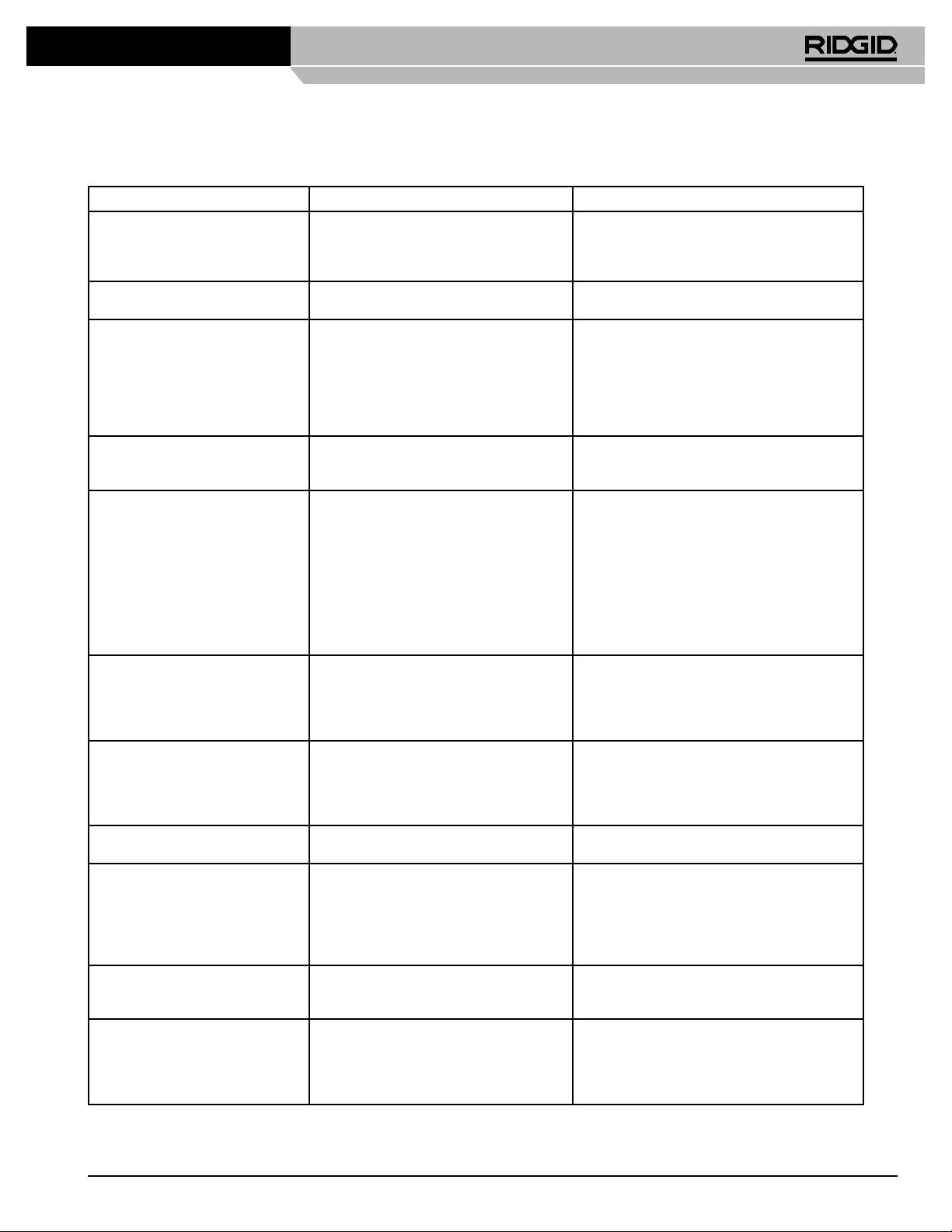
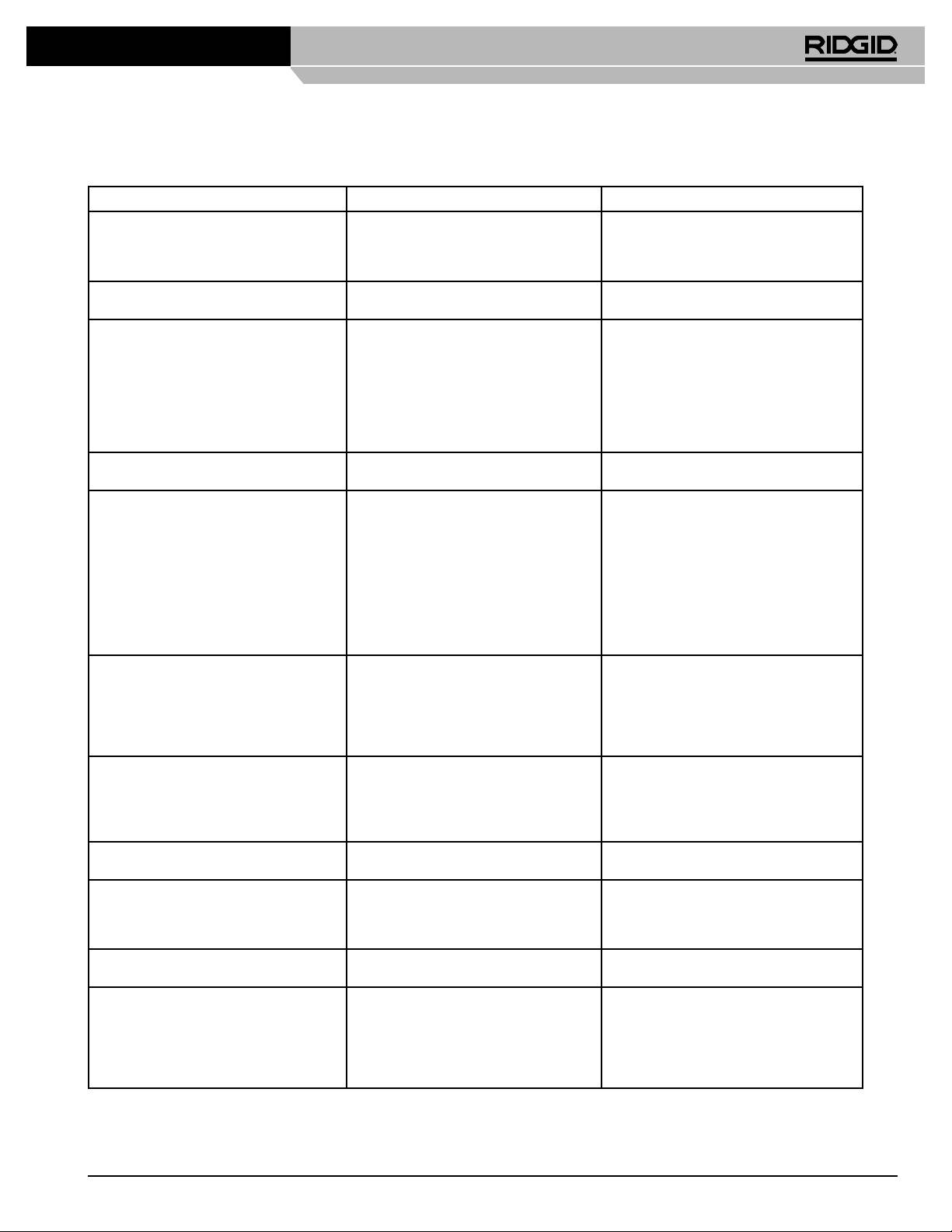
Tabela 3. Rozwiązywanie problemów
NIESPRAWNOŚĆ PRAWDOPODOBNY POWÓD DZIAŁANIE NAPRAWCZE
1. Nawalcowany rowek jest zbyt wąski lub zbyt
a. Nieodpowiedni rozmiar rolki rowkującej i
a. Zainstaluj rolkę rowkującą i napędową
szeroki.
napędowej.
odpowiedniego rozmiaru.
b. Niedopasowanie rolki rowkującej i napędowej.
b. Dopasuj rolkę rowkującą i napędową.
c. Zużycie rolki rowkującej i/lub napędowej.
c. Wymień zużytą rolkę.
2. Nawalcowany rowek nie jest prostopadły do osi
a. Odcinek rury jest skrzywiony.
a. Używaj prostych odcinków rur.
rury.
b. Końcówka rury nie jest prostopadła do osi rury.
b. Obcinaj koniec rury pod kątem prostym.
3. Rura zmienia położenie podczas rowkowania. a. Rura nie jest pozioma.
a. Popraw ustawienie stojaka w celu
wypoziomowania rury.
b. Oś rury nie jest odchylona o 1/2 stopnia od osi
b. Odchyl rurę o 1/2 stopnia. (patrz Rys.14, 15)
rolki napędowej.
c. Zapoznaj się z zaleceniami dotyczącymi
c. Oś rury nie jest odchylona we właściwym
przygotowania maszyny do pracy.
kierunku.
d. Wypoziomuj rowkarkę.
d. Rowkarka nie jest ustawiona poziomo.
e. Dociskaj zapadką śrubę posuwu przy każdym
e. Śruba posuwu nie jest dociśnięta. (915)
obrocie
4. Rura przesuwa się do przodu i do tyłu
a. Odcinek rury jest skrzywiony.
a. Używaj prostych odcinków rur.
wzdłuż osi rolki napędowej podczas
b. Końcówka rury nie jest prostopadła do osi rury.
b. Obcinaj koniec rury pod kątem prostym.
rowkowania.
5. Rura kołysze się z boku na bok
a. Spłaszczenie lub uszkodzenie końca rury.
a. Obetnij uszkodzony koniec rury.
na rolce napędowej podczas rowkowania.
b. Twarde obszary w materiale rury lub szwy
b. Używaj wysokiej jakości rur o jednorodnej
spawalnicze twardsze od rury.
twardości.
c. Szybkie obracanie rury przez napęd
c. Zmniejsz szybkość - przełącz maszynę
na niż-
mechaniczny.
szą szybkość lub użyj napędu mechanicznego
urządzenia RIDGID 300, 535, 1233, 1224 lub
1822 o szybkości obrotowej 36 obr/min.
d. Rolki stojaka podpierającego rurę w
d. Dostosuj ustawienie rolek stojaka dla rur do
nieodpowiednim położeniu dla rury o tej
średnicy używanej rury.
średnicy.
e. Zbyt mała szybkość posuwu rowkarki rolkowej.
e. Zwiększ posuw podczas ręcznego rowkowania
(915)
rolkowego rury.
6. Rowkarka nie walcuje rowka na rurze. a. Została przekroczona maksymalna grubość
a. Sprawdź tabelę rozmiarów rur.
ścianki rury.
b. Nieodpowiednie rolki.
b. Załóż odpowiednie rolki.
c. Nie ustawiona śruba regulacyjna.
c. Ustaw głębokość.
d. Napęd mechaniczny nie zapewnia
d. Użyj napędu RIDGID nr 300, 535, 1224, 1233
wymaganego minimalnego momentu ob-
lub 1822 Power Drive.
rotowego.
7. Rowkarka nie walcuje rowka zgodnie z danymi
a. Została przekroczona maksymalna wartość
a. Użyj rury o prawidłowej średnicy.
technicznymi.
tolerancji średnicy rury.
b. Niedopasowanie rolki rowkującej i napędowej.
b. Użyj prawidłowego zestawu rolek.
c. Zbyt twardy materiał rury.
c. Wymień rurę
.
d. Nie ustawiona śruba regulacyjna. (915/916)
d. Ustaw głębokość.
8. Rolka napędowa ślizga się na rurze. a. Radełkowanie powierzchni rolki wypełniło się
a. Oczyść lub wymień rolkę napędową.
metalem lub nastąpiło jego całkowite zużycie.
9. Rowkarka nie obraca rury podczas
a. Zbyt mała szybkość ręcznego posuwu row-
a. Zwiększ posuw ręczny podczas rowkowania
rowkowania.
karki rolkowej (915/916).
rolkowego rury.
b. Napęd mechaniczny nie zapewnia
b. Użyj napędu RIDGID nr 300, 535, 1224, 1233
wymaganego minimalnego momentu ob-
lub 1822 Power Drive.
rotowego.
c. Uchwyt nie został zaciśnięty na
c. Zaciśnij uchwyt.
spłaszczeniach wałka napędowego.
10. Zespół napędu mechanicznego i rowkarki ma
a. Niewystarczające podparcie rury. a. Stosuj (2) stojaki dla rur w przypadku
skłonność do przechylania się.
wszystkich odcinków powyż
ej 36”.
64
Ridge Tool Company
915, 916, 918, 918I
NIESPRAWNOŚĆ PRAWDOPODOBNY POWÓD DZIAŁANIE NAPRAWCZE
11. Pompa nie podaje oleju, cylinder nie wysuwa
a. Otwarty zawór upustowy.
a. Zamknij zawór upustowy.
się. (tylko maszyna 918)
b. Niski poziom oleju w zbiorniku.
b. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
c. Zanieczyszczenia w korpusie pompy.
c. Konieczne jest wykonanie naprawy przez
wykwalifi kowanego technika.
d. Zużyte lub nie osadzone gniazda.
d. Konieczne jest wykonanie naprawy przez
wykwalifi kowanego technika.
e. Zbyt dużo oleju w zbiorniku.
e. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
12. “Miękkie” działanie dźwigni pompy.
a. Zapowietrzenie układu.
a. Ustaw nurnik poniżej pompy przechylając
(tylko maszyna 918)
maszynę na bok w kierunku od operatora.
Kilkakrotnie wsuń i wysuń tłok cylindra pompy,
aby umożliwić powrót powietrza do zbiornika
pompy.
b. Zbyt dużo oleju w zbiorniku.
b. Sprawdź, czy poziom oleju jest zgodny z
instrukcją.
13. Cylinder wysuwa się tylko częściowo.
a. Niski poziom oleju w zbiorniku pompy.
a. Napełnij i odpowietrz układ.
(tylko maszyna 918)
b. Nieprawidłowe ustawienia elementów
b. Wykonaj instrukcje dotyczące regulacji
regulacyjnych.
głęboko
ści.
14. Koniec rury rozszerza się lub przybiera kształt
a. Operator zbyt szybko przesuwa rolkę
a. Zmniejsz szybkość pompowania. Zapoznaj
dzwonu podczas rowkowania.
rowkującą.
się z zaleceniami dotyczącymi prawidłowego
(tylko maszyna 918)
użytkowania.
b. Rura nie jest pozioma.
b. Popraw ustawienie stojaka w celu
wypoziomowania rury względem rowkarki.
Ridge Tool Company
65
915, 916, 918, 918I
Măsuri generale de siguranţă pentru maşina de canelat prin roluire
1. Feriţi-vă mâinile de rolele de canelare. Degetele pot fi prinse între
RO
canelură şi rolele de antrenare.
2. Aşezaţi maşina de canelat pe o suprafaţă plată, orizontală. Aveţi grijă
ca maşina, stativul şi dispozitivul de canelare să fi e stabile şi să nu se
915, 916, 918, 918I
răstoarne.
3. Aveţi grijă ca dispozitivul de canelare să fi e fi xat corespunzător la
dispozitivul de antrenare. Urmaţi cu atenţie instrucţiunile de instalare.
Instrucţiuni de
4. Maşina de canelat este destinată canelării prin roluire a ţevilor şi
tuburilor. Nu o folosiţi în alte scopuri.
exploatare
5. Sprijiniţi în mod corespunzător ţeava cu un stativ pentru ţevi.
6. Utilizaţi accesoriile recomandate. Utilizarea altor accesorii poate spori
riscul de accidentare. Consultaţi manualele de exploatare pentru
AVERTISMENT! Citiţi cu atenţie aceste
accesoriile recomandate.
instrucţiuni şi broşura cu măsurile
7. Nu folosiţi maşina dacă comutatoarele maşinii sunt deteriorate.
de siguranţă înainte de a utiliza
acest echipament. În cazul unor incertitudini
Instalarea
privind utilizarea acestei unelte, luaţi legătura
915 916 918 918I
cu distribuitorul RIDGID pentru informaţii
Fig. 1 Fig. 2 - 300
Fig. 5 - 300
Fig. 37 - asamblarea
suplimentare.
Fig. 3 - 535
Fig. 6 - 1822
stativului
Fig. 4 - 1233
Fig. 7 - 1233
Fig. 38 - 918I
Neînţelegerea şi nerespectarea tuturor
Fig. 8 - 1224
instrucţiunilor poate cauza electrocutări, incendii
Exploatarea maşinilor de canelat 915, 916, 918, 918I
şi/sau accidentări grave.
Pregătirea ţevii
1. Capetele ţevii trebuie tăiate perpendicular pe axa ţevii. Nu folosiţi
PĂSTRAŢI ACESTE INSTRUCŢIUNI!
arzătoare pentru tăiere.
2. Excentricitatea ţevii nu trebuie să depăşească toleranţa totală a
SPECIFICAŢII
diametrului exterior dată în specifi caţiile canelurilor. Tabelul 1.
A se vedea catalogul RIDGID.
3. Toate picăturile, bavurile sau cordoanele de sudură interioare sau
exterioare trebuie polizate cel puţin 5 cm de la capătul ţevii.
Transport şi manipulare
Observaţie: Nu deterioraţi zona scaunului garniturii când polizaţi.
Ridicaţi maşina utilizând mânerele prevăzute.
Lungimea ţevii/tubului
Pregătirea maşinii
Următoarea diagramă specifi că lungimea minimă a ţevii sau tubului de
915
canelat şi lungimea maximă la care canelarea se poate efectua fără stative
Această maşină este destinată canelării manuale prin roluire a ţevilor.
pentru ţevi.
Recomandăm insistent ca maşina să nu fi e modifi cată şi/sau utilizată pentru
orice alte aplicaţii decât cea pentru care a fost destinată, incluzând utilizarea
Lungimile ţevilor de canelat - Ţ
oli
cu alte echipamente acţionate mecanic.
Dimens.
Lungime
Lungime
Dimens.
Lungime
Lungime
916, 918, 918I
nom.
minimă
maximă
nom.
minimă
maximă
Această maşină este destinată canelării prin roluire a ţevilor utilizând maşinile
1
8
36
4 1/2
8
32
de fi letare, dispozitivele de acţionare şi accesoriile RIDGID specifi cate.
1 1/4
8
36
5
8
32
Recomandăm insistent ca maşina să nu fi e modifi cată şi/sau utilizată
1 1/2
8
36
diam.
pentru orice alte aplicaţii decât cea pentru care a fost destinată, incluzând
2
8
36
ext. 6
8
30
utilizarea altor echipamente de acţionare. Plasaţi maşina la distanţă de uşi
2 1/2
8
36
6
8
28
sau de coridoare de trecere şi asiguraţi-vă că întreaga zonă de lucru poate fi
3
8
36
8
8
24
văzută din locul de operare. Utilizaţi bariere pentru a ţine oamenii la distanţă.
3 1/2
8
36
10
8
24
Nu utilizaţi maşina în condiţii de umezeală. Verifi caţi ca tensiunea maşinii
4
8
36
12
8
24
să corespundă tensiunii sursei de curent. Asiguraţi-vă că întrerupătorul de
picior al maşinii funcţionează corect şi întrerupătorul maşinii este în poziţia
Pregătirea ţevii
“0” înainte de conectarea la sursa de curent. Întrerupătorul de picior permite
1. Ţeava sau conducta mai lungă decât lungimea maximă specifi cată în
controlul deplin al maşinii care va funcţiona numai când pedala este apăsată.
diagramă trebuie sprijinită pe 2 stative pentru ţevi. Suportul ţevii trebuie
Pentru siguranţa dumneavoastră asiguraţi-vă că întrerupătorul de picior
plasat la 3/4 din lungimea ţevii de la dispozitivul de canelare.
funcţionează neîngrădit şi poziţionaţi-l astfel ca toate comenzile să poată fi
2. Ridicaţi carcasa rolei superioare de canelare.
accesate uşor.
915
Îndepărtaţi rola de canelare de rola de antrenare, rotind şurubul de
reglare a adâncimii (Fig. 32).
66
Ridge Tool Company

915, 916, 918, 918I
916
3. Continuaţi să apăsaţi până se ajunge la opritorul de adâncime.
Ridicaţi maneta de avans (Fig. 10).
4. Nu avansaţi prea mult. Lăsaţi o rotaţie completă înainte de creşterea
918,
918I
presiunii pe role pentru a preveni suprasarcina.
Aduceţi maneta de eliberare a pompei în poziţia “REVENIRE” (spre
5. Opriţi maşina şi controlaţi adâncimea canelurii. Reglaţi opritorul de
operator) (Fig. 11).
adâncime după necesităţi.
3. Aliniaţi ţeava şi suportul ţevii la dispozitivul de canelare, asigurându-vă că
Următoarele caneluri pe aceeaşi ţeavă vor fi făcute la aceeaşi adâncime.
ţeava este la acelaşi nivel cu fl anşa rolei de antrenare (Fig. 12).
6. Ridicaţi maneta (916) sau slăbiţi apăsarea (918) şi scoateţi ţ
eava.
4. Orizontalizaţi ţeava reglând stativul (Fig. 13).
5. Deviaţi uşor ţeava şi stativul aprox. 1/2° îndepărtând-o sau apropiind-o
Controlaţi întotdeauna canelura fi nalizată cu o armătură înainte de
de operator conform indicaţiilor de mai jos:
instalare.
Observaţie: Dacă maşina funcţionează “ÎNAINTE”, deviaţi ţeava
îndepărtând-o cu 1/2° de operator (Fig. 14).
Stabilizatorul de ţeavă/suportul de niplu
Observaţie: Dacă maşina funcţionează “ÎNAPOI”, deviaţi ţeava
Acest stabilizator este destinat să funcţioneze pe ţevi de 2 1/8”- 12”. Poate fi
apropiind-o cu 1/2° de operator (Fig. 15).
montat numai pe dispozitivul de antrenare 300 şi bazele 918I care au cele 3
orifi cii de montare.
Reglarea adâncimii canelurii prin roluire
1. Aliniaţi suportul pe orifi ciile de montare (Fig. 19 - a, b).
Observaţie: Datorită caracteristicilor diferite ale ţevilor, trebuie efectuat
2. Instalaţi şi strângeţi şuruburile.
întotdeauna un test de canelare când stabiliţi sau modifi caţi dimensiunile
3. Cu ţeava poziţionată corect, strângeţi rola stabilizatoare până când intră
ţevii. Butonul de reglare a adâncimii trebuie resetat pentru fi ecare diametru
în contact cu ţeava. Strângeţi cu încă o tură (Fig. 20).
de ţeavă/tub.
Avertisment: A nu se utiliza la ţevi mai scurte de 8”.
915
Schimbarea seturilor de role de canelare
1. Strângeţi reglarea adâncimii pentru a fi xa dispozitivul de canelare pe
915
ţeavă. Nu strângeţi prea tare.
1. Scoateţi capacul fi letat de pe rola de antrenare şi separaţi rola de
2. Fixaţi şurubul de reglare a adâncimii (Fig. 33) pentru a da adâncimea
antrenare de arborele secundar şi îndepărtaţi tampoanele stabilizatoare.
corectă (a se vedea Fig. 34).
Slăbiţi şuruburile de reglare pentru a scoate rola de canelare (Fig. 35).
2. Parcurgeţi procedura în ordine inversă cu setul corect de role de
916
canelare. Controlaţi spălătorul (Fig. 36).
1. Ridicaţi maneta de avans.
2. Slăbiţi complet şurubul de reglare a adâncimii.
916
3. Strângeţi şurubul de reglare a adâncimii aşa cum este prezentat în
1. Slăbiţi şurubul de reglare a adâncimii şi scoateţi şurubul de reglare şi
Fig. 16.
arcul (Fig. 21a, b, c).
4. Daţi înapoi butonul de reglare a adâncimii aşa cum este prezentat în
2. Scoateţi arborele rolei de canelare şi rola de canelare (Fig. 22, 23, 24,
diagramă.
25).
3. Instalaţi un nou arbore de antrenare.
918, 918I
4. Parcurgeţi procedura în ordine inversă cu setul corect de role de
1. Avansaţi rola superioară de canelare aducând maneta de eliberare a
canelare.
pompei în poziţia “AVANS” (depărtată de operator) şi pompaţi mânerul
până când rola superioară intră în contact cu suprafaţa exterioară a ţevii
918, 918I
de canelat.
1. Ridicaţi complet ansamblul rolei superioare şi slăbiţi şurubul de reglare în
2. Întoarceţi butonul de reglare a adâncimii (în sensul acelor de ceasornic)
rola de canelare (Fig. 26).
până când se opreşte la partea superioară a maşinii (Fig. 17).
2. Îndepărtaţi arborele rolei de canelare şi rola de canelare (Fig. 27).
3. Daţi înapoi butonul de reglare a adâncimii (Fig. 18)
3. Blocaţi fusul şi scoateţi piuliţa de fi xare (Fig. 28).
4. Scoateţi arborele de antrenare (Fig. 29).
Formarea canelurii prin roluire
5. Instalaţi un nou arbore de antrenare.
915
6. Blocaţi fusul şi strângeţi piuliţa de fi xare (Fig. 30).
1. Rotiţi şurubul de reglare a adâncimii cu aproximativ o rotaţie.
2. Mutaţi clichetul în locaşul de rotire şi rotiţi pentru a avansa 915 în jurul
Schimbarea seturilor de role de canelare 1”, 1 1/4”-1 1/2”
ţevii.
1. Parcurgeţi etapele 1-6 de mai sus cu arborele de antrenare
3. Opriţi după o rotaţie şi repetaţi etapele 1 şi 2 până când se ajunge la
corespunzător.
opritorul de adâncime.
2. Strângeţi bulonul de cuplaj (Fig. 31).
4. Controlaţi adâncimea canelurii şi reglaţi opritorul de adâncime după
3. Înlocuiţi rola de canelare superioară şi strângeţi şurubul de reglare a rolei
necesităţi. Următoarele caneluri pe aceeaşi ţeavă vor fi făcute la aceeaşi
de canelare (Fig. 26, 27).
adâncime.
5. Slăbiţi şurubul de avans pentru a deschide 915.
Întreţinere
Inspectaţi toate piesele în mod regulat şi înlocuiţi rolele când sunt uzate.
916, 918, 918I
Ungeţi lagărele cu unsoare multifuncţională. Pentru toate celelalte operaţiuni
1. Apăsaţi pedala de picior pentru a porni maşina şi aplicaţi o presiune
de service şi întreţinere, duceţi maşina la un centru de service autorizat
constantă pe maneta de avans/pompei hidraulice.
RIDGID.
2. Menţineţi apăsarea pe ţeavă cu mâna dreaptă pentru a preveni ieşirea
ţevii de pe role.
Ridge Tool Company
67
915, 916, 918, 918I
Tabel 1. Specifi caţiile standard ale canelurilor roluite
Observaţie: Toate dimensiunile sunt în ţoli.
Dimens.
Diametru
T
A
B
C
D
D
nom.
ţeavă
Gros.
Scaun
Lăţime
Diametru
Adâncime
Adâncime
ţeavă
min.
garnitură
canelură
canelură
nom.
min.
Diam. ext. Tol.
perete
± 0,030
± .030
Diam. ext. Tol.
canelură
canelură
1 1.315 +.016
.065 .625 .281 1.190 +.000
.063 .047
-.031
-.015
1 1/4 1.660 +.016
.065 .625 .281 1.535 +.000
.063 .047
-.031
-.015
1 1/2 1.900 +.016
.065 .625 .281 1.775 +.000
.063 .047
-.031
-.015
2 2.375 ± .024 .065 .625 .344 2.250 +.000
.063 .051
-.015
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
.078 .063
-.018
3 3.50 ± .035 .083 .625 .344 3.344 +.000
.078 .060
-.018
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
.083 .063
-.020
4 4.50 ± .045 .083 .625 .344 4.334 +.000
.083 .060
-.020
5 5.563 ± .056 .109 .625 .344 5.395 +.000
.084 .056
-.022
6 6.625 ± .060 .109 .625 .344 6.455 +.000
.085 .052
-.022
8 8.625 ± .086 .109 .750 .469 8.441 +.000
.092 .049
-.025
10 10.75 ± .108 .134 .750 .469 10.562 +.000
.094 .040
-.027
12 12.75 ± .128 .165 .750 .469 12.531 +.000
.110 .045
-.030
Tabel 2. Grosimea maximă şi minimă a peretelui ţevii
Dimensiunea
Ţeavă sau tub din oţel carbon sau aluminiu Ţeavă sau tub din oţel inoxidabil Ţeavă din PVC/CPVC
ţevii
Grosimea peretelui Grosimea peretelui Grosimea peretelui
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
68
Ridge Tool Company
915, 916, 918, 918I
Tabel 3. Depanare
DEFECT CAUZA PROBABILĂ ACŢIUNE DE REMEDIERE
1. Canelura roluită prea îngustă sau prea
a. Dimensiune incorectă a rolelor de canelare şi
a. Instalaţi role de canelare şi antrenare de dimensiuni
largă.
antrenare.
corecte.
b. Role de canelare şi antrenare nepotrivite
b. Potriviţi rolele de canelare şi antrenare.
c. Rola de canelare şi/sau rola de antrenare uzate.
c. Înlocuiţi rola uzată.
2. Canelura roluită nu este perpendiculară
a. Ţeava nu este dreaptă pe toată lungimea.
a. Utilizaţi o ţeavă dreaptă.
pe axa ţevii.
b. Capătul ţevii nu este perpendicular pe axa ţevii.
b. Tăiaţi capătul ţevii ca să fi e perpendicular pe axa ţevii.
3. Ţeava nu este trasată în timpul
a. Ţeava nu este orizontală.
a. Reglaţi stativul pentru a orizontaliza ţeava.
canelării.
b. Axa
ţevii nu este deviată cu 1/2 grad faţă de axa
b. Deviaţi ţeava cu 1/2 grad. (A se vedea Fig. 14, 15)
rolei de antrenare.
c. Axa ţevii nu este deviată în direcţia corectă.
c. A se vedea instrucţiunile de pregătire.
d. Dispozitivul de canelare nu este orizontal.
d. Orizontalizaţi dispozitivul de canelare.
e. Şurubul de avans nu este strâns. (915)
e. Strângeţi şurubul de avans cu clichet pentru fi ecare
rotaţie.
4. Ţeava se deplasează înapoi şi înainte
a. Ţeava nu este dreaptă pe toată lungimea.
a. Utilizaţi o ţeavă dreaptă.
pe axa rolei de antrenare în timpul
b. Capătul ţevii nu este perpendicular pe axa ţevii.
b. Tăiaţi capătul ţevii ca să fi e perpendicular pe axa ţevii.
canelării.
5. Ţeava se leagănă
dintr-o parte în alta
a. Capătul ţevii este aplatizat sau deteriorat.
a. Decupaţi capătul deteriorat al ţevii.
pe rola de antrenare în timpul canelării.
b. Punct dur în materialul ţevii sau cordoane de
b. Utilizaţi ţeavă de calitate înaltă cu duritate uniformă.
sudură mai dure decât ţeava.
c. Dispozitivul de antrenare roteşte ţeava prea
c. Reduceţi turaţia - treceţi la turaţie redusă sau utilizaţi
repede.
dispozitivul de antrenare RIDGID 36 rpm 300, 535,
1233, 1224 sau 1822.
d. Rolele stativului ţevii nu sunt poziţionate
d. Poziţionaţi rolele stativului conform dimensiunii
corect pentru dimensiunea ţevii.
conductei utilizate.
e. Viteza de avans a rolei de canelare prea mică.
e. Avansaţi manual rola de canelare mai repede în
(915)
ţeavă.
6. Dispozitivul de canelare nu canelează
a. S-a depăşit grosimea maximă a peretelui ţevii.
a. Controlaţi diagrama de capacitate a ţevilor.
ţeava.
b. Role incorecte.
b. Instalaţi rolele corecte.
c. Piuliţa de fi xare nu este fi xată.
c. Fixaţi adâncimea.
d. Dispozitivul de antrenare nu asigură cuplul
d. Utilizaţi dispozitivul de antrenare RIDGID Nr. 300,
minim necesar.
535, 1224, 1233 sau 1822.
7. Dispozitivul de canelare nu canelează
a. S-a depăşit toleranţa maximă pentru diametrul
a. Utilizaţi ţeavă cu diametrul corect.
conform specifi caţiei.
ţevii.
b. Role de canelare şi antrenare nepotrivite.
b. Utilizaţi setul corect de role.
c. Materialul ţevii este prea dur.
c. Înlocuiţi ţeava.
d. Piuliţa de reglare nu este fi xată. (915/916)
d. Fixaţi adâncimea.
8. Ţeava alunecă pe rola de antrenare. a. Zimţuirea rolei de antrenare este înfundată cu
a. Curăţaţi sau înlocuiţi rola de antrenare.
metal sau uzată.
9. Dispozitivul de canelare nu roteşte
a. Viteza de avans manual al rolei de canelare
a. Avansaţi manual rola de canelare mai repede în ţeavă.
ţeava în timpul canelării.
prea mică (915/916).
b. Dispozitivul de antrenare nu asigură cuplul
b. Utilizaţi dispozitivul de antrenare RIDGID Nr. 300,
minim necesar.
535, 1224, 1233 sau 1822.
c. Mandrina nu este închisă pe părţile plate ale
c. Închideţi mandrina.
arborelui de antrenare.
10. Dispozitivul de antrenare şi
a. Nu există sprijin sufi cient pentru ţeavă. a. Utilizaţi (2) stative pentru ţevi pentru toate lungimile de
dispozitivul de canelare au tendinţa
peste 90 cm.
de a se răsturna.
11. Pompa nu dozează ulei, cilindrul nu
a. Ventilul de decompresie a pompei este deschis.
a. Închideţi ventilul de decompresie.
avansează.
b. Nivel scăzut de ulei în rezervor.
b. Controlaţi nivelul uleiului conform instrucţiunilor.
(numai 918)
c. Murdărie în corpul pompei.
c. Necesită service efectuat de un tehnician califi cat.
d. Scaunele uzate sau nu se aşează.
d. Necesită service efectuat de un tehnician califi cat.
e. Prea mult ulei în rezervor.
e. Controlaţi nivelul uleiului conform instrucţiunilor.
Ridge Tool Company
69
915, 916, 918, 918I
DEFECT CAUZA PROBABILĂ ACŢIUNE DE REMEDIERE
12. Maneta pompei este “moale” la
a. Sistemul conţine aer.
a. Poziţionaţi pistonul mai jos decât pompa basculând
acţionare.
maşina pe partea opusă operatorului.
(numai 918)
Extindeţi şi retrageţi pistonul cilindrului de mai multe
ori pentru a permite aerului să revină în rezervorul
pompei.
b. Prea mult ulei în rezervor.
b. Controlaţi nivelul uleiului conform instrucţiunilor.
13. Cilindrul nu iese decât parţial.
a. Rezervorul pompei are ulei puţin.
a. Umpleţi şi purjaţi sistemul.
(numai 918)
b. Adâncimea şi reglarea fi xate incorect.
b. Urmaţi instrucţiunile de reglare a adâncimii.
14. Capătul ţevii este evazat sau are formă
a. Operatorul avansează rolele de canelare prea
a. Încetiniţi acţiunea de pompare. Consultaţi
de clopot la canelare.
repede.
instrucţiunile de exploatare corespunzătoare.
(numai 918)
b. Ţeava nu este orizontală.
b. Reglaţi stativul pentru a aduce ţeava la acelaş
i nivel
cu dispozitivul de canelare.
70
Ridge Tool Company
915, 916, 918, 918I
5. Trubku řádně podepřete stojanem trubek.
6. Používejte doporučené příslušenství. Používání jiného příslušenství
CZ
může zvýšit nebezpečí úrazu. Doporučené příslušenství naleznete v
návodu obsluhy.
7. Stroj nepoužívejte, když má poškozené vypínače.
915, 916, 918, 918I
Instalace
Návod k obsluze
915 916 918 918I
Obr. 1 Obr. 2 - 300
Obr. 5 - 300
Obr. 37 - sestava stojanu
Obr. 3 -535
Obr. 6 -1822
Obr. 38 - 918I
POZOR! Před použitím zařízení si pečlivě
Obr. 4 - 1233
Obr. 7 -1233
pročtěte tento návod a přiloženou
Obr. 8 -1224
brožurku o bezpečnosti při práci. Pokud v
některém případě nemáte jistotu, jak tento přístroj
Obsluha válečkových drážkovačů 915, 916, 918, 918I
používat, obraťte se pro další informace na svého
Příprava trubky
1. Konce trubky musí být zaříznuty pravoúhle. Nepoužívejte řezací hořák.
dodavatele zařízení RIDGID.
2. Neokrouhlost nesmí přesahovat celkovou úhrnou toleranci vnějšího
průměru, udanou ve specifi kaci drážky. Tabulka 1.
Chyba při porozumění a nedodržení všech pokynů
3. Všechny vnitřní nebo vnější svarové housenky, výron nebo švy musí být
může zapříčinit zasažení elektrickým proudem,
nejméně 2 palce od konce trubky hladce obroušeny.
požár anebo vážné zranění.
Poznámka: Při broušení nesmíte poškodit dosedací plochu těsnění.
Délka trubky/potrubí
TENTO NÁVOD USCHOVEJTE!
Následující tabulka udává minimální délku trubky nebo potrubí, kterou lze
drážkovat a maximální délku, kterou lze drážkovat bez použití stojanů na
SPECIFIKACE
trubky.
Viz katalog RIDGID.
Přeprava a manipulace
Délka drážkování trubky - palce
Stroje zvedejte pomocí dodaných rukojetí.
Jmenovitý
Min. délka Max. délka Jmenovitý
Min. délka Max. délka
rozměr
rozměr
Příprava stroje
915
1
8
36
4 1/2
8
32
Tento stroj je zkonstruován na ruční válečkování drážek.
1 1/4
8
36
5
8
32
Důrazně doporučujeme, aby NEBYL upravován a/nebo používán pro jakékoli
1 1/2
8
36
Vnější
jiné účely než ty, pro které je určen, včetně pohánění jiných zařízení.
2
8
36
průměr 6
8
30
2 1/2
8
36
6
8
28
3
8
36
8
8
24
916, 918, 918I
3 1/2
8
36
10
8
24
Tento stroj je zkonstruován na válečkování drážek s použitím určených
4
8
36
12
8
24
závitořezných strojů RIDGID, pohonů a příslušenství. Důrazně doporučujeme,
aby NEBYL upravován a/nebo používán pro jakékoli jiné účely než ty, pro
které je určen, včetně pohánění jiných zařízení. Stroj umístěte tam, kde nejsou
Ustavení trubky
dveře a spojovací chodby a přesvědčte se, že na celý pracovní prostor je ze
1. Trubka nebo potrubí delší než v tabulce udaná maxiální délka musí být
stanoviště obsluhy dobře vidět. Pro zabránění přístupu jiným osobám použijte
podepřena 2 stojany trubek. Stojan trubky má být umíst
ěn ve 3/4 délky
zábrany. Stroj nepoužívejte v mokrém nebo vlhkém prostředí. Zkontrolujte,
trubky od válečkového drážkovače.
že elektrické napětí stroje je shodné s napětím příkonu elektrického proudu.
2. Zvedněte kryt horního drážkovacího válečku.
Před připojením k příkonu proudu se přesvědčte, že nožní spínač stroje
915
správně funguje a že přepínač stroje je v poloze “0”. Nožní spínač umožňuje
Otáčením šroubu pro seřízení hloubky odtáhněte drážkovací váleček od
plné ovládání stroje, který lze uvést do provozu pouze tehdy, když je pedál
hnacího válečku (obr. 32).
sešlápnutý. Pro vaši bezpečnost zkontrolujte, že nožní spínač lze lehce
916
ovládat a umístěte ho tak, aby všechny ovládací prvky byly lehce dostupné.
Zdvihněte páku posuvu (obr. 10).
918, 918I
Všeobecná bezpečnost při práci s válečkovým drážkovačem
Přesuňte vypínací páku do polohy “RETURN” (směrem k obsluze)
1. Nepřibližujte se rukama k drážkovacím válečkům. Prsty by mohly být
(obr. 11).
vtaženy mezi drážkovací a hnací válečky.
3. Ustavte trubku a podporu trubky pravoúhle k válečkovému drážkovači a
2. Drážkovač ustavte na plochý, rovný povrch. Zkontrolujte, že stroj, stojan
zkontrolujte, že trubka je v jedné rovině s přírubou hnacího válečku
a drážkovač jsou stabilní a nemohou se převrhnout.
(obr. 12).
3. Zkontrolujte, že drážkovač je správně upevněný k pohonu. Pečlivě
4. Seřízením stojanu trubky ustavte trubku do roviny (obr. 13).
dodržte návod pro přípravu stroje.
5. Trubku a stojan trubky lehce odbočte přibližně 1/2° od nebo směrem k
4. Válečkový drážkovač je zkonstruován pro válečkování drážek na
obsluze tak, jak je to doporučeno dole:
trubkách a potrubí. Nepoužívejte jej pro jakékoli jiné účely.
Ridge Tool Company
71

915, 916, 918, 918I
Poznámka: Při běhu stroje “FORWARD”, odbočte trubku 1/2° od obsluhy
Stabilizátor trubky/držák vsuvky
(obr. 14).
Tento stabilizátor je zkonstruován pro opracování trubek 2 1/8 “ - 12 “. Může
Poznámka: Při běhu stroje “REVERSE”, odbočte trubku 1/2° k obsluze
být montován pouze na pohon 300 a základy 918I, které mají 3 montážní
(obr. 15).
otvory.
1. Vyrovnejte držák s montážními otvory (obr. 19 - a, b).
Seřízení válečku na hloubku drážky
2. Nasaďte a utáhněte šrouby.
Poznámka: Vzhledem k rozdílným vlastnostem trubek, je třeba vždy při
3. Při správně ustavené trubce utáhněte stabilizační váleček tak, aby dosedl
seřizování nebo při změně rozměrů trubky, provést zkušební drážku. Otočným
na trubku. Utáhněte o jednu další otáčku (obr. 20).
knofl íkem seřizování indexu hloubky musí být pro každý průměr trubky/potrubí
Pozor: Nepoužívejte u délek trubky menších než 8”.
provedeno nové nastavení.
Výměna sad drážkovacích válečků
915
915
1. Pro přitlačení drážkovače k trubce utáhněte regulátor hloubky.
1. Vymontujte závrtný šroub s hlavou na hnacím válečku a hnací váleček
Nepřetahujte.
oddělte od výstupního hřídele a odmontujte vložky stabilizátoru. Povolte
2. Pomocí seřizovacího šroubu (obr. 33) nastavte správnou hloubku
seřizovací šroub pro vymontování drážkovacího válečku (obr. 35).
(viz obr. 34).
2. Správnou drážkovací sadu namontujte obráceným postupem.
Zkontrolujte opěrnou podložku (obr. 36).
916
1. Zvedněte páku posuvu.
916
2. Seřizovací šroub hloubky zcela povolte.
1. Povolte šroub seřízení hloubky a vymontujte seřizovací šroub a pružinu
3. Seřizovací šroub hloubky zcela utáhněte, jak je to znázorněno na
(obr. 21a, b, c).
obr. 16.
2. Vymontujte hřídel drážkovacího válečku a drážkovací váleček (obr. 22,
4. Otočným knofl íkem regulátoru hloubky otočte zpět tak, jak je to uvedeno
23, 24, 25).
v tabulce.
3. Ustavte nový hnací hřídel.
4. Správnou drážkovací sadu namontujte obráceným postupem.
918, 918I
1. Drážkovací váleček posuňte přesunutím uvolňovací páky čerpadla do
918, 918I
polohy “ADVANCE” (směrem od obsluhy) a pomocí páky čerpejte, až
1. Sestavu horního válce zcela zdvihněte a povolte seřizovací šroub v
horní váleček dosedne na vnější průměr trubky, která se má drážkovat.
drážkovacím válečku (obr. 26).
2. Otočným knofl íkem regulátoru indexu hloubky otáčejte (ve směru chodu
2. Vymontujte hřídel drážkovacího válečku a drážkovací váleček (obr. 27).
hodin), až na doraz k horní části stroje (obr. 17).
3. Zablokujte vřeteno a odmontujte pojistnou matici (obr. 28).
3. Otáčejte otočným knofl íkem regulátoru hloubky nazpět (obr. 18).
4. Vymontujte hnací hřídel (obr. 29).
5. Ustavte nový hnací hřídel.
Formování drážkovacího válce
6. Zablokujte vřeteno a utáhněte pojistnou matici (obr. 30).
915
1. Otočte regulátorem hloubky o přibližně jednu otáčku.
Výměna sad drážkovacích válečků 1”, 1 1/4”-1 1/2”
2. Ráčnu nasaďte do rotační objímky a otáčejte pro navedení 915 na
1. Proveďte kroky 1 - 6, jako nahoře, s vhodným hnacím hřídelem.
trubku.
2. Utáhněte napínací čep (obr. 31).
3. Po jedné otáčce zastavte a opakujte kroky 1 a 2, až k zarážce hloubky.
3. Vyměňte horní drážkovací váleček a utáhněte seřizovací šroub
4. Zkontrolujte hloubku drážky a seřiďte zarážku hloubky tak, jak je to třeba.
drážkovacího válečku (obr. 26, 27).
Další drážky u stejné trubky se zhotoví při stejné hloubce.
5. Pro otevření 915 povolte šroub posuvu.
Údržba
Pravidelně kontrolujte všechny díly a vyměňte válečky, když jsou opotřebované.
916, 918, 918I
Ložiska mažte víceúčelovým mazacím tukem. Pro jakoukoli jinou potřebu
1. Sešlápněte nožní spínač, aby se stroj rozběhl a působte stálým tlakem
servisu a údržby předejte stroj do některého, fi rmou RIDGID autorizovaného
na páku posuvu/páku hydraulického čerpadla.
servisního střediska.
2. Pravou rukou přitlačujte trubku, aby se nevysunula z válců.
3. Nadále působte stálým tlakem, až do dosažení zarážky hloubky drážky.
4. Nepoužívejte příliš velký posuv. Před zvýšením tlaku na válečky nechte
proběhnout jednu celou otáčku, aby nedošlo k přetížení.
5. Zastavte stroj a zkontrolujte hloubku drážky. Seřiďte zarážku hloubky tak,
jak je to třeba.
Další drážky u stejné trubky se zhotoví při stejné hloubce.
6. Zvedněte rukojeť (916) nebo uvolněte tlak (918) a odeberte trubku.
Dokončenou drážku vždy před montáží zkontrolujte pomocí šroubení.
72
Ridge Tool Company

915, 916, 918, 918I
Tabulka 1. Specifi kace standardní válečkované drážky
Poznámka: Všechny rozměry jsou v palcích.
Jmenovitý
Průměr trubky
T Min. tl.
A
B
C
D
D
rozměr trubky
stěny
Dosedací plo-
Drážka
Drážka
Jmenovitá
Min.
cha těsnění
šířka
Průměr
hloubka
Drážka
Vnější průměr Tolerance
± ,030
± .030
Vnější průměr Tolerance
drážky
Hloubka
1 1.315 +.016
.065 .625 .281 1.190 +.000
.063 .047
-.031
-.015
1 1/4 1.660 +.016
.065 .625 .281 1.535 +.000
.063 .047
-.031
-.015
1 1/2 1.900 +.016
.065 .625 .281 1.775 +.000
.063 .047
-.031
-.015
2 2.375 ± .024 .065 .625 .344 2.250 +.000
.063 .051
-.015
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
.078 .063
-.018
3 3.50 ± .035 .083 .625 .344 3.344 +.000
.078 .060
-.018
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
.083 .063
-.020
4 4.50 ±.045 .083 .625 .344 4.334 +.000
.083 .060
-.020
5 5.563 ± .056 .109 .625 .344 5.395 +.000
.084 .056
-.022
6 6.625 ± .060 .109 .625 .344 6.455 +.000
.085 .052
-.022
8 8.625 ± .086 .109 .750 .469 8.441 +.000
.092 .049
-.025
10 10.75 ± .108 .134 .750 .469 10.562 +.000
.094 .040
-.027
12 12.75 ± .128 .165 .750 .469 12.531 +.000
.110 .045
-.030
Tabulka 2. Největší a nejmenší tloušťka stěny trubky
Rozměr trubky Trubka nebo potrubí z uhlíkové oceli
Trubky nebo potrubí z nerezové oceli Trubky z PVC/CPVC
nebo hliníku
Toušťka stěny Toušťka stěny Toušťka stěny
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
Ridge Tool Company
73

915, 916, 918, 918I
Tabulka 3. Vyhledávání závad
ZÁVADA MOŽNÁ PŘÍČINA NÁPRAVNÉ OPATŘENÍ
1. Válečkovaná drážka je příliš úzká nebo příliš
a. Nesprávný rozměr drážkovacích a hnacích
a. Namontujte drážkovací a hnací válečky
široká.
válečků.
správného rozměru.
b. Nevhodné drážkovací a hnací válečky.
b. Přizpůsobte drážkovací a hnací válečky.
c. Drážkovací a/nebo hnací váleček je
c. Vyměňte opotřebovaný váleček.
opotřebovaný.
2. Válečkovaná drážka není kolmá k ose trubky. a. Trubka není po délce rovná.
a. Použijte rovnou trubku.
b. Konec trubky není pravoúhlý s osou trubky.
b. Uřízněte konec trubky v pravém úhlu.
3. Trubka se nechce při drážkování posouvat. a. Trubka není rovná.
a. Ustavte stojan tak, aby trubka byla v rovině.
b. Osa trubky není odbočena 1/2 stupně z osy
b. Odbočte trubku o 1/2 stupně. (Viz obr. 14, 15)
hnacího válečku.
c. Osa trubky není odbočena správným směrem.
c. Viz návod na seřizování.
d. Drážkovač není vyrovnaný.
d. Vyrovnejte drážkovač.
e. Šroub posuvu není utažený. (915)
e. Při každé otáčce utáhn
ěte šroub posuvu
řehtačkou.
4. Trubka se posouvá sem a tamna ose hnacího
a. Trubka není po délce rovná.
a. Použijte rovnou trubku.
válečku při drážkování.
b. Konec trubky není pravoúhlý s osou trubky.
b. Uřízněte konec trubky v pravém úhlu.
5. Trubka se kolébá ze strany na stranuna ose
a. Konec trubky je zploštělý nebo poškozený.
a. Odřízněte poškozený konec trubky.
hnacího válečku při drážkování.
b. Tvrdé místo v materiálu trubky nebo svarové
b. Používejte trubky vysoké jakosti stejné tvrdosti.
švytvrdší než trubka.
c. Pohon otáčí trubkou příliš rychle.
c. Snižte rychlost - přepněte na nízkou rychlost
nebo použijte pohon RIDGID 36 ot/min 300,
535, 1233, 1224 nebo 1822.
d. Válečky podpěrného stojanu trubky nejsou ve
d. Ustavte válečky podpěrného stojanu trubky pro
správnémmístě vzhledem k rozměru trubky.
používané trubky.
e. Posuv drážkovacího válečku je příliš pomalý.
e. Ručně posouvejte drážkovací váleček do trubky
(915)
rychleji.
6. Váleček nechce vyválcovat v trubce drážku. a. Je překročena největší tloušťka stěny trubky.
a. Zkontrolujte tabulku výkonů
dané trubky.
b. Nesprávné válečky.
b. Namontujte správné válečky.
c. Není namontovaná seřizovací matice.
c. Nastavte hloubku.
d. Pohon nedodává požadovanýminimální
d. Použijte pohon RIDGID č. 300, 535, 1224, 1233
krouticí moment.
nebo 1822.
7. Drážkovač nechce válečkovat drážku podle
a. Je překročena tolerance největšího průměru
a. Použijte správný průměr trubky.
specifi kace.
trubky.
b. Nevhodné drážkovací a hnací válečky.
b. Použijte správnou sadu válečků.
c. Materiál trubky je příliš tvrdý.
c. Vyměňte trubku.
d. Není nastaven seřizovací šroub. (915/916)
d. Nastavte hloubku.
8. Trubka na hnacím válečku prokluzuje. a. Rýhování hnacího válečku je zanesené kovem
a. Vyčistěte nebo vyměňte hnací váleček.
nebo opotřebované do hladka.
9. Drážkovač neotáčí při drážkování trubkou. a. Rychlost ručního posuvu drážkovacího
a. Ručně posouvejte drážkovací váleček do trubky
válečku je příliš nízká (915/916).
rychleji.
b. Pohon nedodává nejmenší požadovaný
b. Použijte pohon RIDGID č. 300, 535, 1224, 1233
krouticí moment.
nebo 1822.
c. Sklíčidlo není utažené na ploškách hnacího
c. Utáhněte sklíčidlo.
hřídele.
10. Pohon a drážkovač mají snahu se převrhnout. a. Trubka není dostatečně podepřená. a. Použijte (2) stojany trubek pro všechny délky
nad 36”.
11. Čerpadlo nedodává olej, válecse
a. Odpouštěcí ventil čerpadla je otevřený.
a. Uzavřete odpouštěcí ventil.
nevysouvá.(Pouze 918)
b. Málo oleje v nádrži.
b. Zkontrolujte hladinu oleje podle návodu k
obsluze.
c. Nečistota v tělese čerpadla.
c. Vyžaduje opravu kvalifi kovaným technikem.
d. Sedla jsou opotřebovaná nebo nedosedají.
d. Vyžaduje opravu kvalifi kovaným technikem.
e. V nádrži je příliš mnoho oleje.
e. Zkontrolujte hladinu oleje podle návodu k
obsluze.
74
Ridge Tool Company
915, 916, 918, 918I
ZÁVADA MOŽNÁ PŘÍČINA NÁPRAVNÉ OPATŘENÍ
12. Páka čerpadla pracuje s “houbovitým”
a. V systému je uvězněný vzduch.
a. Umístěte píst níž než čerpadlo nakloněním
odporem. (Pouze 918)
stroje na bok proti obsluze.
Několikrát vysuňte a vraťte píst válce, aby se
vzduch vrátil do nádrže čerpadla.
b. V nádrži je příliš mnoho oleje.
b. Zkontrolujte hladinu oleje podle návodu k
obsluze.
13. Válec vysouvá pouze částečně. (Pouze 918) a. V nádrži čerpadla je málo oleje.
a. Naplňte a odvzdušněnte systém.
b. Hloubka a regulace není správně seřízena.
b. Postupujte podle návodu na seřízení hloubky.
14. Konec trubky se žhaví nebo se tvaruje do
a. Obsluha posouvá drážkovací válečky příliš
a. Zpomalte čerpání. Je třeba si opatřit vhodnější
zvonupři drážkování. (Pouze 918)
rychle.
návod k obsluze.
b. Trubka není rovná.
b. Seřiďte stojan, aby se trubka vyrovnala s
drážkovačem.
Ridge Tool Company
75
915, 916, 918, 918I
2. A hornyolót lapos, vízszintes helyen állítsuk fel. Győződjünk meg arról,
hogy a berendezés, az állvány és a hornyoló stabil és nem borul fel.
HU
3. Győződjünk meg arról, hogy a hornyoló gondosan rögzítve van a
motoros hajtóegységhez. Gondosan kövessük a felállítási útmutatást.
4. A hornyoló cső és csővezeték hornyolására szolgál. Más célra ne
915, 916, 918, 918I
használjuk.
5. A csövet gondosan támasszuk meg egy csőtartóval.
6. A javasolt szerelvényeket használjuk. Másfajta szerelvények használata
Használati útmutató
növelheti a sérülés kockázatát. A javasolt szerelvényeket lásd a
Felhasználó kézikönyvekben.
7. Ha a gép kapcsolói töröttek, ne használjuk a berendezést
FIGYELMEZTETÉS! A készülék
használatba vétele előtt olvassuk el ezt az
Felszerelés
útmutatót és a hozzá tartozó biztonsági
915 916 918 918I
előírásokat. Ha a készülék használatának bármilyen
szempontjában bizonytalanok vagyunk, vegyük
1. ábra 2. ábra - 300
5. ábra - 300
37. ábra - állványzat
3. ábra - 535
6. ábra - 1822
38. ábra - 918l
fel a kapcsolatot a RIDGID forgalmazójával, ahol
4. ábra - 1233
7. ábra - 1233
megkapjuk a megfelelő információt.
8. ábra - 1224
Az összes utasítás megértésének és betartásának
915, 916, 918 és 918l hornyolók működtetése
elmulasztása áramütést, tüzet és/vagy súlyos
Cső előkészítése
személyi sérülést okozhat.
1. Vágjuk merőlegesre a cső végét. Ne használjunk lángvágót.
2. A cső hengerestől való eltérése ne haladja meg a horony műszaki
előírásokban felsorolt teljes külső átmérő tűrést. 1. táblázat.
ŐRIZZÜK MEG EZT AZ ÚTMUTATÓT!
3. A cső végétől legalább 5 cm hosszúságban minden belső vagy külső
hegesztési varratot, sorját vagy heget simára kell csiszolni.
SPECIFIKÁCIÓK
Megjegyzés: Csiszolás közben ne sértsük meg a tömítőgyűrű fészkét.
Lásd a RIDGID katalógusban.
Cső/csővezeték hossza
Szállítás és mozgatás
Az alábbi lista a hornyolható cső vagy csővezeték minimális hosszát és a
A felszerelt fogódzórudak segítségével emeljék fel a berendezést.
csőtámasz nélkül hornyolható maximális hosszat sorolja fel.
A gép felállítása
915
Hornyolható csőhosszak - hüvelyk
Ez a berendezés csövek kézi hornyolására szolgál.
Névl.
Min.
Max. hossz Névl.
Min.
Max. hossz
Nyomatékosan felhívjuk a fi gyelmet, hogy a berendezést NEM szabad
méret
hossz
méret
hossz
módosítani és/vagy az eredeti rendeltetéstől eltérő célra használni, beleértve
1
8
36
4 1/2
8
32
bármilyen villamos berendezéssel történő használatot is.
1 1/4
8
36
5
8
32
1 1/2
8
36
6 Külső
916, 918, 918I
2
8
36
átmérő
8
30
Ez a berendezés, az előírt RIDGID menetvágó berendezések, hajtó
2 1/2
8
36
6
8
28
egységek és szerelvények használatával történő csőhornyolásra szolgál.
3
8
36
8
8
24
Nyomatékosan felhívjuk a fi gyelmet, hogy a berendezést NEM szabad
3 1/2
8
36
10
8
24
módosítani és/vagy az eredeti rendeltetéstől eltérő célra használni, beleértve
4
8
36
12
8
24
más elektromos berendezések használatát is. Tartsuk távol a gépet ajtóktól
vagy átjáróktól, és győződjünk meg arról, hogy a működtetés helyéről a teljes
Csőelrendezés
munkaterület belátható. Az emberek távoltartására használjunk korlátokat.
1. A táblázatban felsorolt maximális hosszat meghaladó csövet vagy
Nedves vagy nyirkos környezetben ne használjuk a gépet. Ellenőrizzük,
csővezetéket 2 csőtámasszal kell megtámasztani. A csőtámaszt a
hogy a gép feszültsége megegyezik az áramforráséval. Az áramforrásra
hornyolótól 3/4 csőhossznyira kell elhelyezni.
csatlakoztatás előtt győződjünk meg arról, hogy a lábkapcsoló megfelelően
2. Emeljük fel a felső hornyoló állványkeretet.
működtethető, és a berendezés kapcsolója "0" állásban van. A lábkapcsoló
915
teljes ellenőrzést biztosít a gép felett, mely csak akkor működik, ha a pedál le
A mélységállító csavar forgatásával nyissuk le a hornyoló hengert a
van nyomva. A saját biztonságunk érdekében győződjünk meg arról, hogy a
hajtóhengerről (32. ábra).
lábkapcsoló szabadon működtethető, és úgy állítsuk, hogy minden vezérlés
916
könnyedén elvégezhető legyen.
Emeljük fel az adagolókart (10. ábra).
918,
918I
Általános biztonsági tudnivalók a hornyolóhoz
Állítsuk a szivattyú kioldókart "RETURN" állásba (VISSZA) (a kezelő
1. Tartsuk távol a kezünket a hornyoló hengerektől. Az ujjunk becsípődhet
felé) (11. ábra).
a hornyoló- és hajtóhenger közé.
76
Ridge Tool Company

915, 916, 918, 918I
3. Állítsuk merőlegesen a csövet és a csőtámaszt a hornyolóhoz,
6. Emeljük fel a kart (916) vagy engedjük ki a nyomást (918) és vegyük ki a
győződjünk meg arról, hogy a cső egy síkban van a hajtóhenger
csövet.
peremével (12. ábra).
4. A csőtámasz állításával hozzuk szintbe a csövet (13. ábra).
Szerelés előtt mindig ellenőrizzük le az elkészült hornyot egy
5. Kissé kb. 1/2°-kal mozdítsuk a csövet és a csőtámaszt a kezelő felé,
szerelvénnyel.
vagy vele ellenkezőirányba, az alábbi útmutatás szerint:
Megjegyzés: Ha a berendezést előre akarjuk járatni, mozdítsuk el a
Csőstabilizátor/hollandi anya keret
csövet 1/2°-kal a kezelőtől (14. ábra).
Ezt a stabilizátort 2 1/8" - 12"-es csövekhez fejlesztették ki. Csak a
Megjegyzés: Ha a berendezést hátrafelé akarjuk járatni, mozdítsuk el a
300-as motoros hajtóegységre és 3 szerelőlyukkal rendelkező 918l alapokra
csövet 1/2°-kal a kezelő felé (15. ábra).
szerelhető.
1. Igazítsák a keretet a szerelőlyukakra (19a-b. ábra)
Hornyolási mélység beállítása
2. Tegyük be és húzzuk meg a csavarokat.
Megjegyzés: Mivel a csőjellemzők eltérőek lehetnek, a csőméretek beállítása
3. Helyezzük el megfelelően a csövet, és addig húzzuk a stabilizátort, míg
vagy változtatása esetén végezzünk mindig próbahornyolást. Az indexmélység
érintkezik a csővel. Húzzuk még egy fordulatnyit (20. ábra).
beállító gombot minden egyes cső/csővezeték átmérőhöz vissza kell állítani.
Figyelem: Ne használjuk 20 cm-nél rövidebb csőhöz.
915
Hornyolókészlet cseréje
1. A mélységbeállítót meghúzva rögzítsük a hornyolót a csövön. Nem
915
húzzuk túl.
1. Vegyük ki a hajtóhenger fejescsavarját, válasszuk le a hajtóhengert
2. A mélységbeállító csavarral (33. ábra) adjuk meg a megfelelő mélységet
a kimeneti tengelyről és távolítsuk el a stabilizátor betéteket. A
(lásd. 34. ábra).
hornyolóhenger eltávolításához lazítsuk meg az állítócsavart (35. ábra).
2. Végezzük el ugyanezt fordított sorrendben a megfelelő hornyoló
916
készlettel. Ellenőrizzük a nyomóalátétet (36. ábra).
1. Emeljük fel az adagolókart.
2. Teljesen lazítsuk ki a mélységbeállító csavart.
916
3. Húzzuk meg a mélységbeállító csavart a 16. ábra szerint.
1. Lazítsuk meg a mélységbeállító csavart és vegyük ki az állítócsavart és
4. Oldjuk a mélységbeállító gombot, a táblázatban előírtak szerint.
rugót (21a., b., c. ábra).
2. Távolítsuk el a hornyolóhenger tengelyét és a hornyolóhengert (22., 23.,
918, 918I
24. és 25. ábra).
1. A szivattyú kioldókarját az "ADVANCE" állásba kapcsolva (kezelőtől
3. Szereljük be az új hajtótengelyt.
eltolva) nyomjuk előre a felső hornyolóhengert, és addig pumpáljuk a
4. Végezzük el ugyanezt fordított sorrendben a megfelelő hornyoló
kart, míg a felső henger a hornyolandó cső külső átmérőjéhez ér.
készlettel.
2. Forgassuk lefelé az indexelt mélységbeállító gombot (az óramutató
járásával megegyező irányba), míg megakad a berendezés tetején
918, 918I
(17. ábra).
1. Emeljük fel a felső hengerszerelvényt, és lazítsuk meg az állítócsavart a
3. Oldjuk a mélységbeállító gombot (18. ábra).
hornyolóhengerben (26. ábra).
2. Távolítsuk el a hornyolóhenger tengelyét és a hornyolóhengert
Horony kialakítása
(27. ábra).
915
3. Zárjuk az orsót és távolítsuk el a rögzítőanyát (28. ábra).
1. Fordítsuk el a mélységbeállítót kb. 1 fordulattal.
4. Távolítsuk el a hajtótengelyt (29. ábra).
2. Vigyük a zárópecket a forgáshüvelyhez, és forgatással toljuk előre a 915-
5. Szereljük be az új hajtótengelyt.
öt a cső körül.
6. Zárjuk az orsót és húzzuk meg a rögzítőanyát (30. ábra).
3. Egy fordulat után állítsuk le, és addig ismételjük az 1. és 2. lépést, míg
elérjük a mélységzárópecket.
1", 1 1/4" - 1 1/2" mérető hornyolókészlet cseréje
4. Ellenőrizzük a horony mélységét, és szükség esetén igazítsunk a
1. Végezzük el az 1.-6. lépést a megfelelő hajtótengellyel.
mélységzárópecken. Ugyanazon a csövön a további hornyok azonos
2. Húzzuk meg a feszítőcsavart (31. ábra)
mélységűek lesznek.
3. Cseréljük ki a felső hornyolóhengert és húzzuk meg a hornyolóhenger
5. A csavart kioldva nyissuk ki a 915-öt.
állítócsavart (26., 27. ábra).
916, 918, 918I
Karbantartás
1. A lábkapcsolót lenyomva indítsuk el a berendezést és folyamatosan
Rendszeresen ellenőrizzünk minden alkatrészt, és cseréljük ki a kopott
nyomjuk az adagolókart/hidraulikus szivattyú kart.
hengereket. Kenjük meg a csapágyakat univerzális zsírral. Minden egyéb
2. Jobb kézzel nyomjuk a csövet, nehogy az adagolás alatt álló cső kijöjjön
szervizelés és karbantartás ügyében vigyük el a gépet egy RIDGID
a hengerek közül.
szakszervizbe.
3. Addig nyomjuk, míg a horony eléri a mélységzárópecket.
4. Óvakodjunk a túladagolástól. A túladagolás elkerülése érdekében a
hengerekre gyakorolt nyomás növelése előtt engedjünk egy teljes
fordulatot.
5. Állítsuk meg a berendezést, és ellenőrizzük a horony mélységét.
Szükség esetén igazítsunk a mélységzárópecken.
Ugyanazon a csövön a további hornyok azonos mélységűek lesznek.
Ridge Tool Company
77
915, 916, 918, 918I
1. táblázat. Szabvány hornyoló műszaki jellemzői
Megjegyzés: Minden méret hüvelykben van megadva (1 hüvelyk = 2,54 cm)
Névl.
Cső-
T
A
B
C
D
D
csőméret
átmérő
Min.
töm.gyűrű
Horony
Horony
Névl.
Min.
fal-
fészke
szélesség
Átmérő
horony
Horony
Külső átmérő Tűrés
vast.
± .030
± .030
Külső átmérő Tűrés
mélység
mélység
1 1.315 +.016
.065 .625 .281 1.190 +.000
.063 .047
-.031
-.015
1 1/4 1.660 +.016
.065 .625 .281 1.535 +.000
.063 .047
-.031
-.015
1 1/2 1.900 +.016
.065 .625 .281 1.775 +.000
.063 .047
-.031
-.015
2 2.375 ± .024 .065 .625 .344 2.250 +.000
.063 .051
-.015
2 1/2 2.875 ± .029 .083 .625 .344 2.720 +.000
.078 .063
-.018
3 3.50 ± .035 .083 .625 .344 3.344 +.000
.078 .060
-.018
3 1/2 4.00 ± .040 .083 .625 .344 3.834 +.000
.083 .063
-.020
4 4.50 ± .045 .083 .625 .344 4.334 +.000
.083 .060
-.020
5 5.563 ± .056 .109 .625 .344 5.395 +.000
.084 .056
-.022
6 6.625 ± .060 .109 .625 .344 6.455 +.000
.085 .052
-.022
8 8.625 ± .086 .109 .750 .469 8.441 +.000
.092 .049
-.025
10 10.75 ± .108 .134 .750 .469 10.562 +.000
.094 .040
-.027
12 12.75 ± .128 .165 .750 .469 12.531 +.000
.110 .045
-.030
2. táblázat. Cső maximális és minimális falvastagsága
Csőméret Szénacél vagy alumínium cső vagy
Rozsdamentes acél cső vagy
PVC/CPVC cső
csővezeték
csővezeték
Falvastagság Falvastagság Falvastagság
Min. Max. Min. Max. Min. Max.
1” .065 .133 .065 .133 .133 .133
1 1/4” .065 .140 .065 .140 .140 .191
1 1/2” .065 .145 .065 .145 .145 .200
2” .065 .154 .065 .154 .154 .154
2 1/2” .083 .203 .083 .188 .203 .276
3” .083 .216 .083 .188 .216 .300
3 1/2” .083 .226 .083 .188 .226 .318
4” .083 .237 .083 .188 .237 .337
5” .109 .258 .109 .188 .258 .375
6” .109 .280 .109 .188 .280 .432
8” .109 .322 .109 .188 .322 .322
10” .134 .307 .134 .188 .365 .365
12” .165 .330 .165 .188 .406 .406
78
Ridge Tool Company
915, 916, 918, 918I
3. táblálzat. Hibaelhárítás
MŰKÖDÉSI HIBA LEHETSÉGES OK JAVÍTÁS
1. Horony túl keskeny vagy túl széles. a. Hornyoló- és hajtóhenger mérete hibás.
a. Szereljünk be megfelelő méretű hornyoló- és
hajtóhengert.
b. Rosszul illesztett hornyoló- és hajtóhenger.
b. Illesszük a hornyoló- és hajtóhengert.
c. Hornyolóhenger és/vagy hajtóhenger kopott.
c. Cseréljük le a kopott hengert.
2. A horony nem merőleges a cső tengelyére. a. A cső hossza nem egyenes.
a. Használjunk egyenes csövet.
b. A csővég nem merőleges a cső tengelyére.
b. Vágjuk merőlegesre a cső végét.
3. A cső a hornyolás közben nem marad
a. A cső nincs szintben.
a. A cső szintbe hozásához igazítsuk meg a
irányban.
támaszt.
b. A cső tengelye nem hajlik el 1/2 foknyira a
b. Mozgassuk 1/2 fokkal a csövet
hajtóhenger tengelyétől.
(lásd 14., 15. ábra)
c. A cső tengelye nem a megfelelő irányba hajlik
c. Nézzük meg az beállítási útmutatót.
el.
d. Hozzuk szintbe a hornyolót.
d. A hornyoló nincs szintben.
e. Húzzuk meg az adagolócsavart racsnival
e. Az adagolócsavar nincs meghúzva. (915)
minden fordulatnál.
4. Hornyolás közben a cső előre-hátra mozog a
a. A cső hossza nem egyenes.
a. Használjunk egyenes csövet.
hajtóhenger tengelyén.
b. A csővég nem merőleges a cső tengelyére.
b. Vágjuk merőlegesre a cső végét.
5. Hornyolás közben a cső kileng egyik oldalról a
a. A csővég lapos vagy sérült.
a. Vágjuk le a sérült csővéget.
másikra a hajtótengelyen.
b. Kemény pont a cső anyagában vagy a
b. Egyenletes keménységű jó minőségű csövet
hegesztett varratok keményebbek a csőnél.
használjunk.
c. A motoros hajtóegység túl gyorsan forgatja a
c. Csökkentsük a sebességet - váltsunk kis sebe-
csövet.
sségre vagy használjunk 300, 535, 1233, 1224
vagy 1822 fordulatszámú RIDGID 36 motoros
hajtóegységet.
d. A csőtámasztó állvány hengerei nem a cs
ő
d. Állítsuk a csőállvány hengereit a használt
méreteinek megfelelő helyzetben vannak.
csőmérethez.
e. Hornyolás adagolási aránya túl lassú. (915)
e. Nyomjuk gyorsabban a hornyolót a csőbe
6. A hornyoló nem hornyol a csőbe. a. A cső fal vastagsága nagyobb a megengedett
a. Ellenőrizzük a csőkapacitás táblázatot.
maximálisnál.
b. Rossz hengerek.
b. Szereljünk be megfelelő hengert.
c. Nincs behelyezve beállító anya.
c. Állítsuk be a mélységet.
d. A motoros hajtóegység nem adja a kívánt
d. Használjunk 300, 535, 1224, 1233 vagy 1822
minimális nyomatékot.
számú RIDGID motoros hajtóegységet.
7. A hornyoló nem a műszaki előírásnak
a. A cső átmérője nagyobb a megengedett
a. Használjunk megfelelő átmérőjű csövet.
megfelelően hornyol.
maximális tűrésnél.
b. Rosszul illesztett hornyoló- és hajtóhenger.
b. Használjunk megfelelő hengerkészletet.
c. A cső anyaga túl kemény.
c. Cseréljük ki a csövet.
d. Nincs beszerelve a beállító csavar. (915/916)
d. Állítsuk be a mélységet.
8. A cső csúszik a hajtóhengeren. a. A hajtóhenger recézése el van tömítve
a. Tisztítsuk meg vagy cseréljük le a hajtóhengert.
fémmel, vagy simára kopott.
9. A hornyoló, hornyolás közben, nem forgatja a
a. Túl lassú a hornyoló etetési aránya (915/916).
a. Nyomjuk gyorsabban a hornyolót a csőbe.
csövet.
b. A motoros hajtóegység nem adja a kívánt
b. Használjunk 300, 535, 1224, 1233 vagy 1822
minimális nyomatékot.
számú RIDGID motoros hajtóegységet.
c. A tokmány nem záródott a hajtótengely lapján.
c. Zárjuk a tokmányt.
10. A motoros hajtóegység és a hornyoló kibillen. a. A cső megtámasztása nem elegendő. a. 90 cm-t meghaladó hosszúság esetén 2
cső
támaszt használjunk.
11. A szivattyú nem szállít olajat, a henger nem
a. A szivattyú kioldószelep nyitva van.
a. Zárjuk a kioldószelepet.
halad előre.
b. Kevés olaj van a tartályban.
b. Ellenőrizzük az olajszintet az utasítások szerint.
(csak 918)
c. Szennyeződés került a szivattyútestbe.
c. Szakképzett műszerész munkája szükséges.
d. SIllesztési felületek kopottak vagy nem
d. Szakképzett műszerész munkája szükséges.
illeszkednek.
e. Túl sok olaj van a tartályban.
e. Ellenőrizzük az olajszintet az utasítások szerint.
Ridge Tool Company
79
")