Festool OF 1400 EBQ – page 4
Manual for Festool OF 1400 EBQ
61
Níveis totais de vibrações (soma vectorial de três
sentidos) determinados em função da NE 60745:
Nível de emissão de vibrações
(3 eixos)
a
h
= 3,5 m/s
2
Incerteza
K = 2,0 m/s²
Os valores de emissão indicados (vibração, ruído)
– servem de comparativo de ferramentas,
– são também adequados para uma avaliação
provisória do coefi ciente de vibrações e do nível
de ruído durante a aplicação,
– representam as aplicações principais da ferra-
menta eléctrica.
Aumento possível no caso de outras aplicações,
com outras ferramentas de trabalho ou ma-
nutenção insufi ciente. Observar os tempos de
trabalho em vazio e de paragem da ferramenta!
4
Ligação eléctrica e colocação em funcio-
namento
A tensão e a frequência da rede devem
corresponder às indicações constantes
na placa de marca!
O interruptor (1.13) serve como interruptor para
ligar/desligar (ON/OFF) (I = ligado / 0 = desliga-
do). Para um funcionamento contínuo pode ser
engatado o botão de bloqueio lateral (1.12). Pre-
mindo novamente o interruptor soltase de novo o
bloqueio. Para ligar e desligar o cabo de conexão
à rede, veja ilustração 2.
5
Ajustes na máquina
Antes de se efectuar qualquer trabalho na
máquina retirar sempre a fi cha de ligação
da tomada de corrente!
5.1 Sistema
electrónico
Não trabalhar com a máquina se o sistema electró-
nico estiver defeituoso, já que isso poderia originar
rotações demasiado elevadas. Pode identifi car-se
um sistema electrónico defi ciente pela falta de
arranque suave ou se não for possível efectuar
uma regulação das rotações.
A OF 1400 EBQ, OF 1400 EQ possui um
sistema electrónico de onda completa com
as seguintes características:
Arranque suave
O arranque suave providencia um arranque da
máquina isento de solavancos.
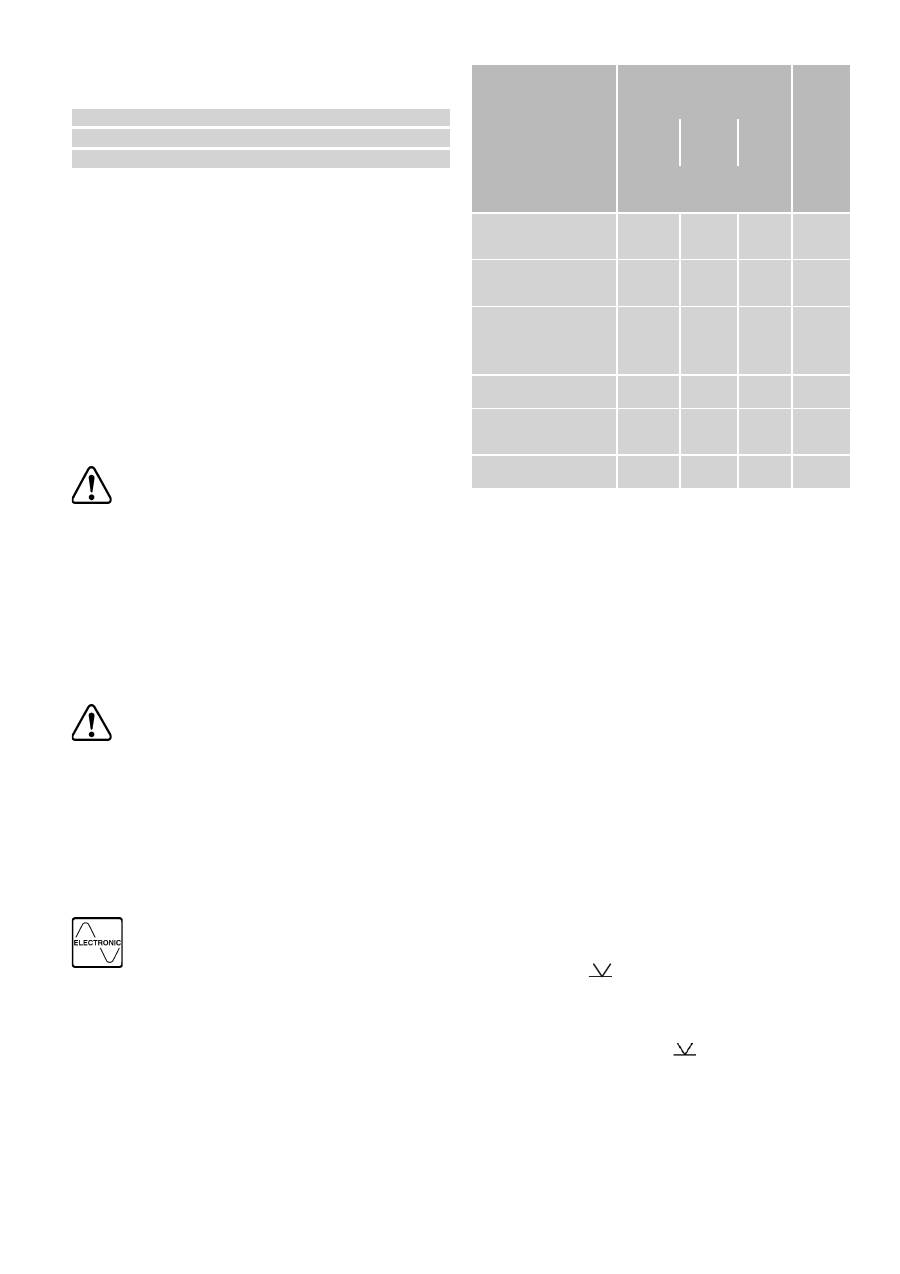
Regulação do número de rotações
Através da roda de ajuste (1.10) é possível ajustar
progressivamente o número de rotações entre
10000 e 22000 rpm. Pode deste modo ajustar-se
adequadamente a velocidade de corte ao respec-
tivo material a trabalhar:
Diâmetro da fresa
[mm]
Material c
ortan-
te r
e
c
omendado
Material
10 - 25 25 - 40 40 - 60
Posição da roda de
ajuste
Madeira dura
6 - 4
5 - 3
3 - 1
HW
(HSS)
Madeira macia
6 - 5
6 - 3
4 - 1
HSS
(HW)
Placas de aglo-
merado de ma-
deira, revestidas
6 - 5
6 - 3
4 - 2
HW
Material plástico
6 - 4
5 - 3
2 - 1
HW
Alumínio
3 - 1
2 - 1
1
HSS
(HW)
Cartão de gesso
2 - 1
1
1
HW
Número de rotações constante
O número de rotações pré-seleccionado é mantido,
em vazio e durante o trabalho, de modo constan-
te.
Disjuntor térmico
Se a temperatura do motor for demasiado elevada,
a alimentação eléctrica e o número de rotações é
reduzido. A máquina já só funciona com potência
reduzida, para permitir um rápido arrefecimento
através da ventilação do motor. Após o arrefeci-
mento, a máquina volta às rotações normais.
Travão (OF 1400 EBQ)
A OF 1400 EBQ dispõe de um freio electrónico, o
qual pára o fuso com a ferramenta, dentro de 2
segundos, após o desligamento da máquina.
5.2
Trocar a ferramenta
Para se mudar de ferramenta pode virar-se a
máquina ao contrário.
a)
Colocar a ferramenta
- Introduza a ferramenta de fresar o máximo
possível na pinça de fi xação aberta, pelo menos
até à marca (
) no fuste da fresa. Se a pinça
de fi xação (3a.2) não for visível devido à porca
de racord (3a.3), a ferramenta de fresar (3a.1)
deverá ser introduzida na pinça de fi xação, pelos
menos, até que a marca
deixe de sobressair
da porca de racord.
- Prima o interruptor (1.14) de retenção do fuso,
no lado direito.
- Apertar a porca (1.15) com o auxílio de uma chave
de boca de 24 mm.
Indicação
: a retenção do fuso apenas bloqueia o

62
fuso do motor num sentido de rotação. Por isso,
ao abrir e fechar a porca, não é necessário mudar
a chave de boca, podendo esta ser movida num e
noutro sentido como uma chave de roquete.
b)
Retirar a ferramenta
- Prima o interruptor (1.14) de retenção do fuso,
no lado esquerdo.
- Desapertar a porca (1.15), com o auxílio de uma
chave de boca de 24 mm, o sufi ciente até sentir uma
certa resistência. Esta resistência deve ser venci-
da com a continuação do giro da chave de boca.
- Retirar a fresa.
5.3
Substituição da pinça
Estão disponíveis pinças para os seguintes diâme-
tros de fuste: 6,0 mm, 6,35 mm, 8 mm, 9,53 mm,
10 mm, 12 mm, 12,7 mm (Números de encomen-
da, ver catálogo Festool ou na Internet em www.
festool.com).
- Sacar a porca completamente (1.15) e retirá-la
do fuso, junto com a pinça.
- Inserir uma nova pinça com a porca no fuso e
apertar a porca levemente. Não apertar dema-
siado a porca se não houver fresa na pinça!
5.4
Ajustar a profundidade de fresa
O ajuste da profundidade de fresa realiza-se em
três etapas:
a)
Ajustar o ponto neutro
- Abrir a alavanca de fi xação (1.6), até que o encos-
to de profundidade (1.7) fi que livremente móvel.
- Pôr a fresa de face com a mesa de fresa (1.9)
numa base plana. Desapertar o botão regulador
(1.5) e empurrar a máquina para baixo, até a fresa
encostar na base.
- Fixe a máquina por aperto nesta posição, fechan-
do a manete de aperto (1.5).
- Premir o encosto de profundidade contra um dos
três encostos fi xos do encosto-revolver girável
(1.8).
Com uma chave de fendas, a altura de cada encos-
to pode ser ajustada individualmente:
Encosto fi xo
Altrura min./Altura máx.
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Empurrar o indicador (1.3) para baixo, de forma
que aponte os 0 mm na escala (1.1).
Se a posição zero não estiver correcta, isso pode
ser corrigido através do parafuso (1.2) no indicador.
b)
Determinar a profundidade de fresar
A profundidade de fresar desejada pode ser de-
terminada pelo ajuste rápido de profundidade ou
pelo ajuste de profundidade de precisão.
-
Ajuste rápido de profundidade
: puxar o encosto
de profundidade (1.7) para cima o sufi ciente, para
que o indicador aponte à profundidade de fresa
desejada. Imobilizar o encosto de profundidade
nesta posição, com auxílio da alavanca de fi xação
(1.6).
-
Ajuste de profundidade de precisão
: Imobilizar o
encosto de profundidade com auxílio da alavanca
de fi xação (1.6). A profundidade de fresa deseja-
da é ajustada, girando a roda de ajuste (1.4). Gi-
rando a roda de ajuste um traço, a profundidade
de fresa muda 0,1 mm. Um giro completo perfaz
1 mm. A gama máxima de ajuste desta roda é de
8 mm.
c)
Aumentar a profundidade de fresa
- Abrir o botão (1.5) e empurrar a máquina para
baixo, até que o encosto de profundidade toque
no encosto fi xo.
- Fixe a máquina por aperto nesta posição, fechan-
do a manete de aperto (1.5).
5.5 Aspiração
Ligue sempre a máquina a um sistema de
aspiração.
- Monte a cobertura de aspiração na mesa de tupia,
colocando primeiro a cobertura de aspiração,
com os dois pernos (3.1), nas aberturas (3.2) na
mesa de tupia, em seguida coloque a cobertura
de aspiração sobre a mesa de tupia e vire a ala-
vanca (3.5).
- Para permitir a montagem e desmontagem da
cobertura de aspiração com a fresa montada, a
abertura (3.3) na cobertura de aspiração pode ser
aberta, rodando o segmento (3.4). Para uma as-
piração correcta durante os trabalhos, a abertura
deve estar fechada por meio do segmento rotativo.
No bocal de aspiração (3.6) pode ser acopla-
do um aspirador Festool, com um diâmetro de
tubo fl exível de aspiração de 36 mm ou 27 mm
(recomenda-se 36 mm, devido ao menor risco de
entupimento).
Pára-aparas KSF-OF
O pára-aparas KSF-OF (parcialmente no âmbito
de fornecimento) permite aumentar a efi cácia da
aspiração ao fresar cantos.
A montagem é efectuada de modo análogo ao anel
copiador (imagem 8).
A tampa pode ser cortada com uma serra de
arco ao longo dos entalhes sendo assim diminu-
ída. O pára-aparas pode então ser utilizado em
raios interiores, até a um raio mínimo de 40 mm.
6
Trabalhar com a máquina
Fixe sempre a peça a trabalhar, de modo a
que não se possa mover, ao ser trabalhada.
63
A ferramenta deve ser sempre segura,
com ambas as mãos, pelos punhos (1.5,
1.11) previstos para o efeito.
Use uma máscara durante trabalhos com
formação de pó.
Trabalhar sempre de forma que o sentido de
avanço da fresa de face seja oposto ao sentido de
rotação (fresar no sentido oposto)! Fresar apenas
em contra-rotação (avanço da máquina no sentido
de corte da ferramenta, imagem 9).
6.1
Trabalho em alumínio
Ao trabalhar com alumínio deve, por ra-
zões de segurança, respeitar as seguites
medidas:
- Ligar à entrada um disjuntor de corrente de de-
feito (FI, PRCD).
- Ligar a ferramenta a um aspirador adequado.
- Limpar a ferramenta regularmente, retirando os
depósitos de pó da caixa do motor.
Usar óculos de protecção.
6.2
Fresar com guia à mão
Principalmente para fresar letras ou fi guras e no
processamento de cantos, com anel de esbarro ou
pino de guia, conduz-se a fresa de face à mão livre.
6.3
Fresar com encosto lateral
Para trabalhos a serem efectuados paralelamente
com o canto da peça a ser trabalhada pode ser
empregado o encosto lateral fornecido (4.2).
- Prenda as duas barras guia (4.2) no batente la-
teral através das duas manetes de aperto (4.4).
- Insira as barras guia até à medida desejada nas
ranhuras da mesa de tupia, e prenda as barras
guia através da manete de aperto (4.5).
-
Ajuste de precisão
: abra a manete de aperto
(4.6), para proceder a um ajuste de precisão
através da roda de ajuste (4.8). O anel graduado
(4.7) possui para o efeito uma escala graduada
em 0,1 mm. Se a roda de ajuste for segura, pode
girar-se apenas o anel graduado, para o colocar
em „zero“. Em caso de ajustes maiores existe
uma escala milimétrica (4.1) no corpo base. De-
pois de se efectuar o ajuste de precisão, fechar
de novo a manete de aperto (4.6).
- Ajuste os dois mordentes-guia (4.3, 5.1) de modo
a que a sua distância à fresa seja de aprox. 5
mm. Para o efeito, devem desenroscar-se os
parafusos (5.2), e, depois de efectuado o ajuste,
apertados de novo.
- Como ilustrado na imagem 5, empurre a capa de
aspiração (5.4) a partir de trás, até engatar no
batente lateral. No bocal de aspiração (5.3) pode
ser conectado um tubo fl exível de aspiração com
um diâmetro de 27 mm ou 36 mm.
6.4
Fresar com sistema de guia FS
O sistema de guia disponível como acessório, fa-
cilita fresar ranhuras rectas.
- Fixar o encosto de guia (6.1) na mesa de fresa,
por meio das hastes de guia do encosto lateral.
- Fixar a régua de guia (6.3) na peça a trabalhar
com o auxílio de sargentos (6.4). Atentar a que
seja mantida a distância de segurança X (fi gura
6) de 5 mm, entre o canto dianteiro da régua de
guia e a fresa ou a ranhura.
- Como ilustrado na fi gura 6, pôr o encosto de
guia na régua de guia. A fi m de garantir uma
guia do encosto de fresa isenta de folga, podem
ser ajustados dois blocos de guia, passando uma
chave de fendas pelos dois orifícios laterais (6.2).
- Aparafusar o apoio (6.6), ajustável na altura, no
furo roscado da mesa da fresa, de forma que a
face inferior da mesa da fresa fi que paralela com
a superfície da peça a ser trabalhada.
Para poder trabalhar conforme um traçado, a mar-
cação na mesa da fresa (6.5) e a escala no apoio
(6.6) indicam o centro da fresa.
Ajuste de precisão
Através do ajuste de precisão (7.5, acessórios) é
possível ajustar com sensibilidade a distância X.
- Monte o ajuste de precisão (7.5), entre a máquina
e o batente-guia, sobre as barras guia.
- Coloque a roda de ajuste (7.2), como represen-
tado na imagem 7, no batente-guia.
- Aparafuse a rode de ajuste (7.2) na porca do
ajuste de precisão.
- Para ajustar a distância X, abra o botão giratório
(7.1) do batente-guia e feche o botão giratório
(7.3) do ajuste de precisão.
- Ajuste a distância X desejada girando a roda de
ajuste (7.2) e feche, em seguida, o botão giratório
(7.1) do batente-guia.
6.5
Operar como fresa-copiadora
A fi m de reproduzir peças existentes com perfeição,
emprega-se um anel-copiador ou um dispositivo-
copiador (ambos disponíveis como acessórios).
a) Anel-copiador
Na selecção do tamanho do anel-copiador, atentar
a que a fresa empregada passe pela sua abertura.
A saliência Y (fi gura 9) da peça a trabalhar, em
relação ao gabarito, é calculada da seguinte forma:
Y = (Ø anel-copiador - Ø fresa)
2
- Fixe o anel copiador (8.1) na mesa de tupia, in-
serindo os dois espigões (8.2) nos entalhes (8.3).
- Para soltar o anel copiador devem premir-se
simultaneamente ambas as teclas (1.16) para o
interior.
64
b) Dispositivo-copiador
Para poder trabalhar com o dispositivo-copiador
precisam-se do braço dobrado WA-OF (10.2) e do
conjunto-copiador KT-OF, composto de um porta-
rolo (10.6) e três rolos-copiadores (10.7).
- Aparafusar o braço dobrado na altura desejada
no furo roscado (10.1) da mesa de fresa, aper-
tando o botão de fi xação (10.3).
- Montar um rolo-copiador no porta-rolo e apara-
fusá-lo no braço dobrado, apertando o botão de
fi xação (10.5). Atentar a que o rolo-copiador e a
fresa tenham os mesmos diâmetros!
- Girando a roda de ajuste (10.4), pode ser regulada
a distância entre o rolo explorador e o eixo da fresa.
7 Acessório
Para a sua própria segurança, utilize ape-
nas acessórios e peças sobresselentes
originais da Festool.
Os números de encomenda para acessórios e
ferramentas podem ser encontrados no catálogo
Festool ou na Internet sob ‘www.festool.com’.
8
Conservação e cuidados
Antes de se efectuar qualquer trabalho na
máquina retirar sempre a fi cha de ligação
da tomada de corrente!
Todos os trabalhos de manutenção e repa-
ração, que exigem a abertura da carcaça do
motor, só podem ser efectuadas por uma
ofi cina autorizada do serviço após-venda.
Serviço Após-venda e Reparação
apenas
através do fabricante ou das ofi cinas de
serviço: endereço mais próximo em:
www.festool.com/Service
EKAT
1
2
3
5
4
Utilizar apenas peças sobresselentes
originais da Festool! Referência em:
www.festool.com/Service
Para ser garantida uma circulação do ar, as aber-
turas do ar de refrigeração na carcaça do motor
devem estar sempre livres e limpas. A máquina
está equipada com escovas de carvão especial
de interrupção automática. Quando estão gastas
actua uma interrupção automática de corrente e
desliga a máquina.
Para alterar a posição da alavanca de aperto
(ver fi gura 11):
- Solte o parafuso.
- Remova a alavanca de aperto e aperte bem o
parafuso sextavado.
- Encaixe novamente a alavanca de aperto na po-
sição pretendida e fi xe-a com o parafuso.
9
Meio ambiente
Não deite as ferramentas eléctricas no lixo do-
méstico! Encaminhe as ferramentas, acessórios e
embalagens para um reaproveitamento ecológico!
Nesse caso, observe as regulamentações nacio-
nais em vigor.
Apenas países da UE:
De acordo com a Directiva
Europeia 2002/96/CE, as ferramentas electrónicas
usadas devem ser recolhidas separadamente e
ser sujeitas a uma reciclagem que proteja o meio
ambiente.
Informações sobre REACh:
www.festool.com/reach
65
Символы
Предупреждение об общей опасности
Используйте респиратор!
Работайте в защитных очках.
Носить защиту органов слуха!
Соблюдайте руководство по эксплуата-
ции/инструкции!
ME 77
1
Ïðèìåíåíèå ïî íàçíà÷åíèþ
Îáðàáàòûâàò¾ñÿ ìîãóò òàêæå àëþìèíèé è
ãèáñîâûé êàðòîí ïðè ïðèìåíåíèè ôðåçåðíûõ
èíñòðóìåíòîâ, ñïåöèàë¾íî ïðåäïèñàííûõ äëÿ
ýòîãî äîêóìåíòàìè ïî ïðîäàæå Festool. Ôàñîííî-
ôðåçåðíûå ìàøèíêè ïðåäóñìîòðåíû ïî câîåìó
íàçíà÷åíèþ äëÿ ôðåçåðîâêè ëåñà, ñèíòåòè÷åñêèõ
ìàòåðèàëîâ è ñõîäíûõ ñ ëåñîì ìàòåðèàëîâ.
Инструмент сконструирован для про-
фессионального применения.
Çà óùåðá è íåñ÷àñòíûå ñëó÷àè, ñâÿçàííûå
ñ ïðèìåíåíèåì íå ïî íàçíà÷åíèþ,
îòâå÷àåò Ïîëüçîâàòåëü.
2
Óêàçàíèÿ ïî òåõíèêå áåçîïàñíîñòè
2.1
Îáùèå óêàçàíèÿ ïî áåçîïàñíîñòè
ВНИМАНИЕ! Прочтите все указания по
технике безопасности и рекомендации.
Ошибки при соблюдении приведенных
указаний и рекомендаций могут привести к по-
ражению электрическим током, пожару, и/или
вызвать тяжелые травмы.
Сохраняйте все указания по технике безопас-
Ôàñîííî-ôðåçåðíàÿ ìàøèíêà
Òåõíè÷åñêèå äàííûå
OF 1400 EBQ/OF 1400 EQ
ìîùíîñòü
1400 Âò
×èñëî îáîðîòîâ (õîëîñòîé õîä)
10000 - 22000 îò/ìèí
Ãðóáûé äèàïàçîí óñòàíîâêè ãëóáèíû
70 ìì
Òî÷íûé äèàïàçîí óñòàíîâêè ãëóáèíû
8 ìì
Ïðèñîåäèíèòåë¾íàÿ ðåç¾áà âåäóùåãî âàëà
M22x1,0
Äèàìåòð ôðåçû
ìàêñ. 63 ìì
Ìàññà (áåç êàáåëÿ)
4,5 êã
Áåçîïàñíîñòü
/ II
Ïðèëàãàåìûå èëëþñòðàöèè íàõîäÿòñÿ â íà÷àëå ðóêîâîäñòâà ïî ýêñïëóàòàöèè.
ности и Руководства по эксплуатации в каче-
стве справочного материала.
Использованное в настоящих инструкциях и
указаниях понятие «электроинструмент» рас-
пространяется на электроинструмент с питани-
ем от сети (со шнуром питания от электросети)
и на аккумуляторный электроинструмент (без
шнуром питания от электросети).
2.2
Ñïåöèôè÷åñêèå ïðàâèëà òåõíèêè
áåçîïàñíîñòè
-
Держите электроинструмент только за изо-
лированные части рукоятки, так как фреза
может повредить сетевой кабель инструмен-
та.
Контакт с повреждённым электрическим
кабелем через находящиеся под напряжением
металлические части инструмента может при-
вести к удару электрическим током.
-
Закрепляйте заготовку с помощью струбцин
или другим надёжным способом на непод-
вижном основании.
При удержании заготовки
только рукой или корпусом она остаётся под-
вижной, что может привести к потере контроля.
-
Электроинструменты Festool разрешает-
ся устанавливать только на специально
предусмотренных для этого рабочих столах,
допущенных к использованию со стороны
Festool.
При установке электроинструмента
на другом, самостоятельно изготовленном
рабочем столе, возможно нарушение устойчи-
вости инструмента, что может стать причиной
получения тяжелых травм.
- Ìàêñèìàëüíîå ÷èñëî îáîðîòîâ, óêàçàííîå
íà èíñòðóìåíòå, íå äîëæíî áûòü ïðåâûøåíî,
äðóãèìè ñëîâàìè, ñëåäóåò âñåãäà ïðèäåðæèâàòüñÿ
óêàçàííîãî êîëè÷åñòâà îáîðîòîâ.
- Èñïîëüçóéòå èíñòðóìåíò ñ äèàìåòðîì õâîñòîâèêà,
ïîäõîäÿùåãî ïî ðàçìåðó çàæèìíîé öàíãè.
- Ïðîêîíòðîëèðóéòå æ¸ñòêîñò¾ ïîñàäêè ôðåçû è
áåçóïðå÷íîñò¾ å¸ õîäà.
- Çàæèìíàÿ öàíãà è íàêèäíàÿ ãàéêà íå äîëæíû
66
èìåòü ïîâðåæäåíèé.
- Ôðåçû ñ òðåùèíàìè èëè òå, ôîðìà êîòîðûõ
ïðåòåðïåëà èçìåíåíèÿ, ïðèìåíÿò¾ñÿ íå
äîëæíû.
Ï î ë ü ç ó é ò å ñ ü ï î ä õ î ä ÿ ù è ì è
èíäèâèäóàëüíûìè ñðåäñòâàìè
çàùèòû: çàùèòíûå íàóøíèêè,
çàùèòíûå î÷êè, ðåñïèðàòîð (ïðè
îáðàáîòêå ïûëåîáðàçóþùèõ
ìàòåðèàëîâ), çàùèòíûå ïåð÷àòêè
(ïðè îáðàáîòêå ãðóáûõ ìàòåðèàëîâ è ñìåíå
ðàáî÷åãî èíñòðóìåíòà).
3
Äàííûå ïî øóìó è âèáðàöèè
Îïðåäåëåííûå â ñîîòâåòñòâèè ñ EN 60745
òèïîâûå çíà÷åíèÿ:
óðîâåíü øóìà
82 äÁ(A)
çâóêîâàÿ ìîùíîñòü
93 äÁ(A)
Äîïóñê íà ïîãðåøíîñòü èçìåðåíèÿ
K = 3 äÁ
Íîñèòü çàùèòó îðãàíîâ ñëóõà!
Общий коэффициент колебаний (сумма векто-
ров трех направлений) рассчитывается в соот-
ветствие с EN 60745:
Коэффициент эмиссии колебаний
(3-осевой)
a
h
= 3,5 м/сек
2
Погрешность
K = 2,0 м/сек
2
Указанные значения уровня шума/вибрации
– служат для сравнения инструментов;
– можно также использовать для предвари-
тельной оценки шумовой и вибрационной
нагрузки во время работы;
– отражают основные области применения
электроинструмента.
При использовании машинки в других целях, с
другими сменными (рабочими) инструментами
или в случае их неудовлетворительного обслу-
живания шумовая и вибрационная нагрузки мо-
гут возрастать. Соблюдайте значения времени
работы на холостом ходу и времени перерывов
в работе!
4
Ýëåêòðè÷åñêîå ïîäêëþ÷åíèå è ââîä â
ýêñïëóàòàöèþ
Напряжение в сети и частота должны
соответствовать паспортным данным
на типовой табличке!
Âûêëþ÷àòåëü (1.13) ñëóæèò äëÿ âêëþ÷åíèÿ/
âûêëþ÷åíèÿ (I = Âêë. / 0 = Âûêë.). Ïðè äëèòåëüíîé
ðàáîòå åãî ìîæíî çàôèêñèðîâàòü áîêîâîé êíîïêîé
(1.12). Ïðè ïîâòîðíîì íàæàòèè âûêëþ÷àòåëÿ
ïðîèñõîäèò îñâîáîæäåíèå ôèêñàòîðà. Ñîåäèíåíèå
è îòñîå-äèíåíèå ëèíèè ñåòåâîãî ïèòàíèÿ - ñì. ðèñ.
2.
5 Íàñòðîéêà
ìàøèíû
Ïåðåä íà÷àëîì ëþáîé ðàáîòû ñ ìàøèíîé
âñåãäà âûíèìàéòå øòåïñåëü èç ðîçåòêè!
5.1 Ýëåêòðîííàÿ
÷àñòü
Íå ðàáîòàéòå ñ ìàøèíîé, åñëè íåèñïðàâíà
ýëåêòðîííàÿ ÷àñòü, òàê êàê ýòî ìîæåò ïðèâåñòè
ê ïîâûøåííîìó ÷èñëó îáîðîòîâ. Íåèñïðàâíîñòü
ýëåêòðîííîé ÷àñòè ìîæíî îïðåäåëèòü ïî
îòñóòñòâèþ ïëàâíîãî ïóñêà èëè íåâîçìîæíîñòè
ðåãóëèðîâàíèÿ ÷èñëà îáîðîòîâ.
Ìàøèíà OF 1400 EBQ, OF 1400 EQ
îñíàùåíà ýëåêòðîííûì óïðàâëåíèåì ñî
ñëåäóþùèìè õàðàêòåðèñòèêàìè:
Ïëàâíûé ïóñê
Ïëàâíûé ïóñê ïðåäíàçíà÷åí äëÿ ïëàâíîãî, áåç
ðûâêîâ, ïóñêà ìàøèíû.
Ðåãóëèðîâêà ÷èñëà îáîðîòîâ
×èñëî îáîðîòîâ ìîæíî ïëàâíî èçìåíÿòü ïðè
ïîìîùè ðåãóëèðîâî÷íîãî êîëåñèêà (1.10) â
äèàïàçîíå îò 10000 äî 22000 îá/ìèí. Òàêèì
îáðàçîì Âû ìîæåòå ïîäîáðàòü îïòèìàëüíóþ
ñêîðîñòü ðåçàíèÿ äëÿ êàæäîãî ìàòåðèàëà:
диаметр фрезы
[мм]
обраба
тывае-
мый ма
териал
материал
10 - 25 25 - 40 40 - 60
шаг регулировоч-
ного колеса
твердая дре-
весина
6 - 4
5 - 3
3 - 1
HW
(HSS)
мягкая дре-
весина
6 - 5
6 - 3
4 - 1
HSS
(HW)
ламиниро-
ванная ДСП
6 - 5
6 - 3
4 - 2
HW
пластик
6 - 4
5 - 3
2 - 1
HW
алюминий
3 - 1
2 - 1
1
HSS
(HW)
гипсокартон
2 - 1
1
1
HW
Ïîñòîÿííîå ÷èñëî îáîðîòîâ
Ïðåäâàðèòåëüíî óñòàíîâëåííîå ÷èñëî îáîðîòîâ
ïîääåðæèâàåòñÿ ïîñòîÿííûì íà õîëîñòîì õîäó è
âî âðåìÿ îáðàáîòêè.
Òåðìîáèìåòàëëè÷åñêèé ïðåäîõ-ðàíèòåëü
Ïðè ñëèøêîì âûñîêîé òåìïåðàòóðå äâèãàòåëÿ
îãðàíè÷èâàþòñÿ ïîäà÷à òîêà è ñêîðîñòü
âðàùåíèÿ. Ïðè ýòîì ýëåêòðîäâèãàòåëü ðàáîòàåò
ñ îãðàíè÷åííîé ìîùíîñòüþ, ÷òîáû îáåñïå÷èòü
áûñòðîå âîçäóøíîå îõëàæäåíèå. Ïîñëå
67
îõëàæäåíèÿ èíñòðóìåíò àâòîìàòè÷åñêè íà÷èíàåò
ðàáîòàòü ñ ïðåæíåé ìîùíîñòüþ.
Òîðìîç (OF 1400 EBQ)
ÎF 1400 EBQ îñíàùåíà ýëåêòðîííûì òîðìîçîì,
êîòîðûé ïîñëå îòêëþ÷åíèÿ ìàøèíêè îñòàíà-
âëèâàåò øïèíäåë¾ ñ èíñòðóìåíòîì ïðèáë. çà 2
ñåêóíäû.
5.2 Çàìåíà
èíñòðóìåíòà
Äëÿ ñìåíû èíñòðóìåíòà ìàøèíó ìîæíî
ïåðåâåðíóòü.
a) Óñòàíîâêà
èíñòðóìåíòà
- Âñòàâüòå ôðåçó
(3a.1)
â çàæèìíóþ öàíãó
äî óïîðà, êàê ìèíèìóì äî îòìåòêè (
) íà
õâîñòîâèêå ôðåçû
(3a.2)
.
Если зажимную цангу
не видно из-за накидной гайки (3a.3), фрезу
следует вставить в цангу так, чтобы метка
не выступала над накидной гайкой.
-
Для
блокировки
шпинделя
нажмите
выключа
-
тель
(1.14),
расположенный
с
правой
стороны
машины
.
- Çàòÿíèòå ãàéêó (1.15) ãàå÷íûì êëþ÷îì (SW 24)
äî îòêàçà.
Примечание: при блокировке шпинделя фик-
сируется только одно направление вращения
двигателя. Поэтому при ослаблении или на-
тяжении гайки гаечный ключ не снимается, в
противном случае возможно прокручивание
храповика.
b)
Извлечение
инструмента
-
Для
блокировки
шпинделя
нажмите
выключа
-
тель
(1.14),
расположенный
с
левой
стороны
машины
.
- Îñëàáëÿéòå ãàéêó (1.15) ãàå÷íûì êëþ÷îì
SW 24 äî òåõ ïîð, ïîêà Âû íå ïî÷óâñòâóåòå
ñîïðîòèâëåíèÿ. Ïðåîäîëåéòå ýòî ñîïðîòèâëåíèå,
ïðîäîëæàÿ âðàùàò¾ ãàå÷íûé êëþ÷.
- Ñíèìèòå ôðåçó.
5.3 Çàìåíà
öàíãè
 íàëè÷èå èìåþòñÿ çàæèìíûå öàíãè äëÿ
ñëåäóþùèõ äèàìåòðîâ õâîñòîâèêîâ: 6,0 ìì,
6,35 ìì, 8 ìì, 9,53 ìì, 10 ìì, 12 ìì,
12,7 ìì (Íîìåðà äëÿ çàêàçà ñì. â êàòàëîãå
Festool èëè íà ñàéòå „www.festool.com“).
- Îòâåðíèòå ãàéêó (1.15) ïîëíîñò¾þ è âûí¾òå å¸
âìåñòå ñ öàíãîé èç øïèíäåëÿ.
- Âñòàâ¾òå íîâóþ öàíãó ñ ãàéêîé â øïèíäåë¾ è
ãàéêó ñëåãêà çàòÿíèòå. Ïîêà ôðåçà íå âñòàâëåíà,
ãàéêó äî îòêàçà íå çàòÿãèâàò¾!
5.4
Óñòàíîâêà ãëóáèíû ôðåçåðîâàíèÿ
Óñòàíîâêà ãëóáèíû ôðåçåðîâàíèÿ îñóùåñòâëÿåòñÿ
â òðè îïåðàöèè:
a)
Óñòàíîâêà íóëåâîé îòìåòêè
- Îòâåðíèòå çàæèìíîé ðû÷àã (1.6) íàñòîëüêî,
÷òîáû óïîð (1.7), îãðàíè÷èâàþùèé ãëóáèíó,
ñâîáîäíî ïåðåìåùàëñÿ.
- Ïîñòàâ¾òå ôàñîííî-ôðåçåðíóþ ìàøèíêó ñ
ôðåçåðíûì ñòîëèêîì (1.9) íà ðîâíóþ îïîðíóþ
ïîâåðõíîñò¾. Îòâåðíèòå ïîâîðîòíóþ êíîïêó
(1.5) è íàäàâëèâàéòå íà ìàøèíêó âíèç äî òåõ
ïîð, ïîêà ôðåçà íå íàñÿäåò íà îïîðó.
- Ïðè ïîìîùè ïîâîðîòíîé ðó÷êè (1.5) çàôèêñèðóéòå
ìàøèíó â ýòîì ïîëîæåíèè.
- Îòæèìàéòå óïîð, îãðàíè÷èâàþùèé ãëóáèíó, ïî
íàïðàâëåíèþ ê îäíîìó èç òð¸õ îãðàíè÷èòåëåé
âðàùàþùåãîñÿ ôèêñàòîðà (1.8).
Êàæäûé èç îãðàíè÷èòåëåé èíäèâèäóàë¾íî
ðåãóëèðóåòñÿ ïî âûñîòå îòâ¸ðòêîé:
îãðàíè÷èòåë¾
ìèí. âûñîòà/ìàêñ. âûñîòà
A
38 ìì/44 ìì
B
44 ìì/54 ìì
C
54 ìì/67 ìì
- Îòâåäèòå ñòðåëêó (1.3) âíèç, ÷òîáû îíà óêàçûâàëà
íà 0 øêàëû (1.1).
При отклонении указателя от нулевого поло-
жения отрегулируйте его при помощи винта
(1.2).
b)
Óñòàíîâêà ãëóáèíû ôðåçåðîâàíèÿ
Òðåáóåìàÿ ãëóáèíà ôðåçåðîâàíèÿ çàäà¸òñÿ
ïðèñïîñîáëåíèÿìè äëÿ áûñòðîé è òî÷íîé
óñòàíîâêè.
- Ïðèñïîñîáëåíèå äëÿ áûñòðîé óñòàíîâêè ãëóáèíû:
Îòâîäèòå óïîð (1.7), îãðàíè÷èâàþùèé ãëóáèíó,
íàâåðõ äî òåõ ïîð, ïîêà ñòðåëêà íå óêàæåò íà
òðåáóåìóþ ãëóáèíó ôðåçåðîâàíèÿ. Â äàííîì
ïîëîæåíèè çàôèêñèðóéòå óïîð, îãðàíè÷èâàþùèé
ãëóáèíó, çàæèìíûì ðû÷àãîì (1.6).
- Ïðèñïîñîáëåíèå äëÿ òî÷íîé óñòàíîâêè ãëóáèíû:
Çàôèêñèðóéòå óïîð, îãðàíè÷èâàþùèé ãëóáèíó,
çàæèìíûì ðû÷àãîì (1.6). Óñòàíîâèòå òðåáóåìóþ
ãëóáèíó ôðåçåðîâàíèÿ âðàùåíèåì óñòàíîâî÷íîãî
êîëåñà (1.4). Ïîâîðîò óñòàíîâî÷íîãî êîëåñà íà
îäèí ìàðêèðîâî÷íûé øòðèõ ìåíÿåò ãëóáèíó
ôðåçåðîâàíèÿ íà 0,1 ìì. Ïîëíûé îáîðîò
ðàâíÿåòñÿ 1 ìì. Ìàêñèìàë¾íûé ïåðåñòàíîâî÷íûé
äèàïàçîí óñòàíîâî÷íîãî êîëåñà ñîñòàâëÿåò 8 ìì
68
c)
Ïîäà÷à íà ãëóáèíó ôðåçåðîâàíèÿ
- Îòâåðíèòå ïîâîðîòíóþ êíîïêó (1.5) è
îòæèìàéòå ìàøèíêó âíèç äî òåõ ïîð, ïîêà
óïîð, îãðàíè÷èâàþùèé ãëóáèíó, íå êîñí¸òñÿ
îãðàíè÷èòåëÿ.
- Ïðè ïîìîùè ïîâîðîòíîé ðó÷êè (1.5) çàôèêñèðóéòå
ìàøèíó â ýòîì ïîëîæåíèè.
5.5 Îòñàñûâàíèå
ïûëè
Всегда подключайте машину к вытяжке.
-
Установите вытяжной кожух на
опорной пластине, для чего оба выступа (3.1)
вытяжного кожуха вставьте в выемки (3.2)
опорной пластины.
- Чтобы снять или установить вытяжной кожух
при установке фрез, необходимо поворотом
сегментов (3.4) открыть выемку (3.3) в вытяж-
ном кожухе. Для оптимального удаления пыли
необходимо, чтобы во время работы выемка
была закрыта поворотным сегментом.
К патрубку (3.6) можно подключить пылесос
Festool с диаметром отсасывающего шланга
36 мм или 27 мм (36 мм рекомендуется из-за
меньшей опасности засорения).
Пылеулавливатель KSF-OF
Пылеулавливатель KSF-OF (может входить в
комплект поставки) повышает эффективность
пылеудаления при использовании профильных
фрез.
Монтаж выполняется аналогично копироваль-
ным кольцам (рис. 8).
Кожух можно укоротить ножовкой, выполняя
пропил вдоль паза. Пылеулавливатель можно
использовать при внутренних радиусах не ме-
нее 40 мм.
6
 û ï î ë í å í è å ð à á î ò ñ ï î ì î ù ü þ
ìàøèíû
Âñåãäà óêðåïëÿéòå îáðàáàòûâàåìóþ
äåòàëü òàê, ÷òîáû îíà íå äâèãàëàñü ïðè
îáðàáîòêå.
Âñåãäà äåðæèòå ìàøèíó äâóìÿ ðóêàìè
çà ïðåäíàçíà÷åííûå äëÿ ýòîãî ðó÷êè (1.5,
1.11).
При обработке пылеобразующих мате-
риалов носите респиратор.
Ðàáîòàéòå âñåãäà òàêèì îáðàçîì, ÷òîáû
íàïðàâëåíèå ïîäà÷è ôðåçåðíî-ôàñîííîé
ìàøèíêè áûëî ïðîòèâîïîëîæíî íàïðàâëåíèþ
âðàùåíèÿ ôðåçû (ôðåçåðîâàíèå ïðîòèâ ïîäà÷è)!
Ôðåçåðîâàíèå òîëüêî íà âñòðå÷íîì âðàùåíèè
(íàïðàâëåíèå ïîäà÷è ìàøèíû â íàïðàâëåíèè
ðåçàíèÿ èíñòðóìåíòà, ðèñ. 9).
6.1
Ðàáîòà ñ àëþìèíèåì
Ïðè ðàáîòå ñ àëþìèíèåì èç ñîîáðàæåíèé
áåçîïàñíîñòè íåîáõîäèìî ñîáëþäàòü
ñëåäóþùèå ìåðû:
- Ïîäêëþ÷èòå âûêëþ÷àòåëü çàùèòû îò ïðåâûøåíèÿ
òîêà (FI, PRCD).
- Ïîäêëþ÷èòå ìàøèíó ê ïîäõîäÿùåìó óñòðîéñòâó
äëÿ îòñàñûâàíèÿ ïûëè.
- Ðåãóëÿðíî î÷èùàéòå ìàøèíó îò îòëîæåíèé ïûëè
â êîðïóñå ýëåêòðîäâèãàòåëÿ.
Ðàáîòàéòå â çàùèòíûõ î÷êàõ.
6.2 Ðó÷íîå
ôðåçåðîâàíèå
Ôðåçåðíî-ôàñîííàÿ ìàøèíêà âåä¸òñÿ ðóêîé
ã ë à â í û ì î á ð à ç î ì ï ð è ø ð è ô ò î â î ì è ë è
õóäîæåñòâåííîì ôðåçåðîâàíèè, à òàêæå ïðè
îáðàáîòêå êðîìîê ôðåçàìè ñ óïîðíûì êîë¾öîì
èëè íàïðàâëÿþùèì øèïîì.
6.3
Ôðåçåðîâàíèå ñ áîêîâûì óïîðîì
²ëÿ ðàáîò, ïðîâîäèìûõ ïàðàëëåë¾íî ê êðîìêå
çàãîòîâêè, ìîæåò ïðèìåíÿò¾ñÿ âõîäÿùèé â
êîìïëåêò ïîñòàâêè áîêîâîé óïîð (4.2).
- Закрепите направляющие стержни (4.2) пово-
ротными ручками (4.4) на боковом упоре.
- Установите направляющие стержни в пазы на
необходимую глубину и затяните поворотную
ручку (4.5) для их фиксации.
- Точная регулировка: для выполнения точной
регулировки при помощи регулировочного
колеса (4.8) ослабьте поворотную ручку (4.6).
Один шаг шкалы лимба (4.7) изменяет глубину
фрезеро-вания на 0,1 мм. При блокированном
установочном колесе лимб, тем не менее,
можно вращать до установки в положение
„ноль“. Для грубой регулировки пользуйтесь
миллиметровой шкалой (4.1), расположенной
на корпусе. После выполнения точной регули-
ровки затяните поворотную ручку (4.6).
- Установите параллельные упоры (4.3, 5.1) в
такое положение, чтобы зазор между ними и
фрезой составлял 5 мм. Для этого ослабьте
винты (5.2), после установки параллельных
упоров снова затяните.
- Вставьте, как показано на рис. 5, вытяжной
кожух (5.4) в боковой упор снизу до фиксации.
К патрубку (5.3) можно подключить всасываю-
щий шланг диаметром 27 или 36 мм.
69
6.4
Ô ð å ç å ð î â à í è å ñ ï ð è ì å í å í è å ì
íàïðàâëÿþùåé ñèñòåìû FS
Âõîäÿùàÿ â êîìïëåêò ïðèíàäëåæíîñòåé
íàïðàâëÿþùàÿ ñèñòåìà îáëåã÷àåò ôðåçåðîâàíèå
ïðÿìûõ ïàçîâ.
- Ïðèêðåïèòå íàïðàâëÿþùèé óïîð (6.1) ñ
íàïðàâëÿþùèìè øòàíãàìè áîêîâîãî óïîðà ê
ôðåçåðíîìó ñòîëèêó.
- Ïðèêðåïèòå øèíó-íàïðàâëÿþùóþ (6.3)
ñòðóáöèíàìè (6.4) ê çàãîòîâêå. Ïðîñëåäèòå
çà òåì, ÷òîáû ìåæäó ïåðåäíèì êðàåì øèíû-
íàïðàâëÿþùåé è ôðåçîé ëèáî ïàçîì ñîõðàíèëñÿ
çàïàñíîé èíòåðâàë Õ (ðèñ. 6) â 5 ìì.
- Âñòàâ¾òå íàïðàâëÿþùèé óïîð â øèíó-
íàïðàâëÿþùóþ òàê, êàê ýòî óêàçàíî íà ðèñ. 6.
×òîáû îáåñïå÷èò¾ íàïðàâëåíèå ôðåçåðíîãî
óïîðà áåç çàçîðà, ÷åðåç îáà áîêîâûõ îòâåðñòèÿ
(6.2) Âû ìîæåòå îòðåãóëèðîâàò¾ îòâ¸ðòêîé äâà
íàïðàâëÿþùèõ êóëàêà.
- Ââèíòèòå ïåðåñòàâëÿåìûé ïî âûñîòå ïîäïîð
(6.6) â ðåç¾áîâîå îòâåðñòèå ôðåçåðíîãî ñòîëèêà
òàêèì îáðàçîì, ÷òîáû íèæíÿÿ ñòîðîíà ñòîëèêà
ðàñïîëàãàëàñ¾ ïàðàëëåë¾íî ê ïîâåð-õíîñòè
çàãîòîâêè.
Ïðè ðàáîòàõ ïî ðàçìåòî÷íîé ëèíèè ñåðåäèííóþ
îñ¾ ôðåçû Âàì ïîêàæóò ìàðêèðîâêà ôðåçåðíîãî
ñòîëèêà (6.5) è øêàëà íà ïîäïîðå (6.6).
Точная регулировка
Механизм точной регулировки (7.5, принад-
лежности) позволяет точно отрегулировать
расстояние X.
- Установите механизм точной регулировки (7.5)
на направляющие стержни между машиной и
направляющим упором.
- Установите, как показано на рис. 7, регулиро-
вочное колесо (7.2) в направляющий упор.
- Ввинтите регулировочное колесо (7.2) в гайку
механизма точной регулировки.
- Для регулировки расстояния X откройте
вращающуюся головку (7.1) направляющего
упора и закройте вращающуюся головку (7.3)
механизма точной регулировки.
- Установите требуемое расстояние X, вращая
регулировочное колесо (7.2), после его уста-
новки закройте вращающуюся головку (7.1)
направляющего упора.
6.5 Êîïèðîâàë¾íîå
ôðåçåðîâàíèå
²ëÿ òî÷íîãî âîñïðîèçâåäåíèÿ çàãîòîâîê
ï ð è ì å í ÿ þ ò ñ ÿ ê î ï è ð î â à ë ¾ í î å ê î ë ¾ ö î è
êîïèðîâàë¾íîå óñòðîéñòâî (âõîäÿò â êîìïëåêò
ïðèíàäëåæíîñòåé).
a) Êîïèðîâàë¾íîå
êîë¾öî
При
выборе
размера
копировального
кольца
сле
-
дите
за
тем
,
чтобы
применяемая
фреза
проходила
в
его
отверстие
.
Ðàññòîÿíèå Y (ðèñ. 9) îò çàãîòîâêè äî øàáëîíà
ðàññ÷èòûâàåòñÿ ïî ñëåäóþùåé ôîðìóëå:
Y = (Ø копировального кольца - Ø фрезы)
2
-
Закрепите копировальное кольцо (8.1) на
опорной пластине, для чего вставьте выступы
(8.2) в выемки (8.3).
- Чтобы ослабить копировальное кольцо, сле-
дует одновременно нажать на обе кнопки
(1.16).
b) Êîïèðîâàë¾íîå
óñòðîéñòâî
²ëÿ êîïèðîâàë¾íîãî óñòðîéñòâà íåîáõîäèìû
óãëîâîé ðû÷àã WA-OF (10.2) è íàáîð êîïèðîâàë¾íûõ
ùóïîâ KT-OF, ñîñòîÿùèé èç äåðæàòåëÿ (10.6) ñ
òðåìÿ êîïèðîâàë¾íûìè ðîëèêàìè (10.7).
- Ââèíòèòå óãëîâîé ðû÷àã â ðåç¾áîâîå îòâåðñòèå
(10.1) ôðåçåðíîãî ñòîëèêà ïî íóæíîé âûñîòå
ïîâîðîòíîé êíîïêîé (10.3).
- Ñìîíòèðóéòå îäèí êîïèðîâàë¾íûé ðîëèê ñ
äåðæàòåëåì è ïðèâèíòèòå äåðæàòåë¾ äî îòêàçà
ê óãëîâîìó ðû÷àãó ïîâîðîòíîé êíîïêîé (10.5).
Óáåäèòåñ¾ â òîì, ÷òî êîïèðîâàë¾íûé ðîëèê è
ôðåçà èìåþò îäèíàêîâûé äèàìåòð!
- Âðàùåíèåì óñòàíîâî÷íîãî êîëåñà (10.4)
ðåãóëèðóåòñÿ ðàññòîÿíèå îò êîïèðîâàë¾íîãî
ðîëèêà äî îñè ôðåçû.
7 Ïðèíàäëåæíîñòè
Для собственной безопасности ис-
пользуйте только оригинальные при-
способления и запасные части фирмы
Festool.
Номера заказа для принадлежностей и инстру-
ментов Вы найдете в каталоге Festool или в
Интернет по адресу „www.festool.com“.
70
8
Îáñëóæèâàíèå è óõîä
Ïåðåä íà÷àëîì ëþáîé ðàáîòû ñ ìàøèíîé
âñåãäà âûíèìàéòå øòåïñåëü èç ðîçåòêè!
Âñå ðàáîòû ïî îáñëóæèâàíèþ è ðåìîíòó,
êîòîðûå òðåáóåò îòêðûâàíèÿ êîðïóñà
äâèãàòåëÿ, ìîãóò ïðîèçâîäèòüñÿ òîëüêî
àâòîðèçîâàííîé ìàñòåðñêîé ñåðâèñíîé
ñëóæáû.
Сервисное обслуживание и ремонт
только через фирму- изготовителя или
в наших сервисных мастерских: адрес
ближайшей мастерской см. на
www.festool.com/Service
EKAT
1
2
3
5
4
Используйте только оригинальные за-
пасные части Festool! № для заказа на:
www.festool.com/Service
Для
обеспечения
циркуляции
воздуха
отверстия
для
охлаждения
в
корпусе
двигателя
всегда
должны
быть
открытыми
и
чистыми
. Ïðèáîð
îñíàù¸í ñïåöèàë¾íûì óãë¸ì äëÿ àâòîìàòè÷åñêîãî
îòêëþ÷åíèÿ. Êîãäà îí èçíàøèâàåòñÿ, ïðîèñõîäèò
àâòîìà-òè÷åñêîå îòêëþ÷åíèå òîêà, è ïðèáîð
ïðåêðàùàåò ðàáîòàò¾.
Для изменения положения зажимного рычага
(см. рис. 11):
- Выверните винт.
- Снимите зажимной рычаг и затяните винт с
шестигранной головкой.
- Установите зажимной рычаг в нужное поло-
жение и зафиксируйте его винтом.
9
Опасность для окружающей среды
Не выбрасывайте электроинструменты вместе
с бытовыми отходами! Обеспечьте безопасную
для окружающей среды утилизацию инструмен-
та, оснастки и упаковки. Соблюдайте действу-
ющие национальные инструкции.
Только для ЕС:
согласно Европейской ди-
рективе 2002/96/EG отслужившие свой срок
электроинструменты должны утилизироваться
отдельно и направляться на экологически без-
опасную утилизацию.
Информация по директиве REACh
:
www.festool.com/reach
71
Symboly
Varování před všeobecným nebezpečím
Používejte
respirátor!
Používejte ochranné brýle.
Nosit ochranu sluchu!
Přečtěte si návod/pokyny!
1
Používání k urèenému úèelu
Pøi použití vhodných frézovacích nástrojù,
doporuèených v podkladech firmy Festool, je mož-
no frézovat i hliník a sádrovou lepenku. Horní frézky
jsou urèeny k frézování døeva, umìlých hmot a døevu
pøíbuzných materiálù.
Za škody a úrazy, které vznikly používáním k
jiným úèelùm, než ke kterým je stroj urèen,
ruèí uživatel.
2 Bezpeènostní
pokyny
2.1
Všeobecné bezpeènostní pøedpisy
POZOR! Čtěte všechna bezpečnostní upo-
zornění a pokyny.
Zanedbání níže uvede-
ných výstrah a nedodržování příslušných pokynů
mohou způsobit zkrat, požár, event. těžký úraz
elektrickým proudem.
Všechny bezpečnostní pokyny a návody uscho-
vejte, abyste je mohli použít i v budoucnosti.
Ve varovných upozorněních použitý pojem „elek-
tronářadí“ se vztahuje na elektronářadí pro-
vozované na el. síti (se síťovým kabelem) a na
elektronářadí provozované na akumulátoru (bez
síťového kabelu).
2.2
Bezpeènostní pokyny specifické pro
stroj
-
Elektrické nářadí držte jen za izolované úcho-
pové plochy, protože fréza může zasáhnout
vlastní síťový kabel.
Kontaktem s vedením pod
napětím se mohou pod napětí dostat i kovové
části nářadí, což by mohlo způsobit úraz elek-
trickým proudem..
-
Obrobek upevněte a zajistěte pomocí svěrek
nebo jiným způsobem ke stabilnímu podkladu.
Když budete obrobek držet pouze rukou nebo
proti tělu, bude labilní, což může vést ke ztrátě
kontroly.
-
Elektrické nářadí Festool se smí montovat
pouze na pracovní stůl, který je k tomu fi rmou
Festool určený.
Montáž na jiný pracovní stůl
nebo pracovní stůl vlastní výroby může způsobit,
že elektrické nářadí nebude bezpečné, což může
vést k těžkým úrazům.
- Maximální poèet otáèek, uvedený na strojku, nesmí
být pøekroèen, rozsah otáèek je tøeba dodržovat.
- Upínejte pouze nástroje o takovém prùmìru stopky,
na který je upínací kleština urèená.
- Zkontrolujte pevné zasazení frézy a její bezvadný
chod.
- Upínací kleština a pøesuvná matice nesmìjí vyka-
zovat žádné poškození.
- Frézky s trhlinami nebo se zdeformovaným tvarem
se nesmìjí používat.
Používejte vhodné osobní ochranné
pomùcky: ochranu sluchu, ochran-
né brýle a prachovou masku pøi
èinnostech, kdy dochází ke vzniku
prachu a pracovní rukavice pøi
opracovávání hrubých materiálù
nebo pøi výmìnì nástroje.
Horní frézka
Technické údaje
OF 1400 EBQ/OF 1400 EQ
Výkon
1400 W
Otácky (volnobeh)
10000 - 22000 min
-1
Rychlé seøízení hloubky
70 mm
Jemné seøízení hloubky
8 mm
Pøípojný závit hnací høídele
M22x1,0
Prùmìr frézy
max. 63 mm
Hmotnost (bez kabelu)
4,5 kg
Tøída ochrany
/ II
Uvádìné obrázky jsou umístìny na zaèátku návodu k obsluze.
72
3
Informace o hluènosti a vibracích
Hodnoty zjištìné podle normy EN 60745 dosahují
následujících hodnot:
Hladina akustického tlaku
82 dB(A)
Hladina akustického výkonu
93 dB(A)
Pøídavná hodnota nespolehlivosti mìøení K = 3 dB
Nosit ochranu sluchu!
Celkové hodnoty vibrací (součet vektorů ve třech
směrech) zjištěné podle EN 60745:
Hodnota vibrací (3 osy)
a
h
= 3,5 m/s
2
Nepřesnost
K = 2,0 m/s²
Uvedené emitované hodnoty (vibrace, hlučnost)
– slouží k porovnání nářadí,
– jsou vhodné také pro předběžné posouzení
zatížení vibracemi a hlukem při použití nářadí,
– vztahují se k hlavním druhům použití elektrické-
ho nářadí.
Ke zvýšení může dojít při jiném použití, s jinými
nástroji nebo při nedostatečné údržbě. Vezměte
v úvahu čas, kdy nářadí běží na volnoběh a kdy je
vypnuté!
4
Elektrické pøipojení a uvedení do pro-
vozu
Nap
ě
tí a kmito
č
et musí souhlasit s údaji na
typovém štítku!
Spínaè (1.13) slouží jako vypínaè (I = zapnuto / 0 =
vypnuto). Pro trvalý provoz jej lze zajistit postranním
aretaèním knoflíkem (1.12). Opakovaným stisknu-
tím spínaèe se aretace uvolní. Pøipojení a odpojení
pøípojného vedení viz obr. 2.
5
Nastavení na pile
Pøed každou prací na stroji je nutné vždy
vytáhnout sí
ovou zástrèku ze zásuvky!
5.1 Elektronika
Je-li elektronika porouchána, nepracujte se strojem,
protože jeho otáèky mohou pøesahovat po-volené
hodnoty otáèek. Vadnou elektroniku poznáte podle
toho, že nedochází k pozvolnému rozbìhu a nelze
regulovat poèet otáèek.
Elektronické øízení OF 1400 EBQ,
OF 1400 EQ umožòuje:
Pozvolný rozbìh
Pomalý rozbìh zajiš
uje klidný rozbìh pøístroje.
Regulace otáèek
Otáèky lze plynule nastavit koleèkem (1.10) v rozsa-
hu mezi 10000 a 22000 min
-1
. Tím mùžete vhodnì
pøizpùsobit rychlost øezu použitému materiálu:
Průměr frézy [mm]
Doporuč
ený
materiál
os
tří
Materiál
10 -25
25 -
40
40 -
60
Stupeň
Tvrdé dřevo
6 - 4
5 - 3
3 - 1
HW
(HSS)
Měkké dřevo
6 - 5
6 - 3
4 - 1
HSS
(HW)
Dřevotříska
s povrchovou
úpravou
6 - 5
6 - 3
4 - 2
HW
Plast
6 - 4
5 - 3
2 - 1
HW
Hliník
3 - 1
2 - 1
1
HSS
(HW)
Sádrokarton
2 - 1
1
1
HW
Konstantní otáèky
Nastavené otáèky budou trvale udržovány jak pøi
chodu naprázdno tak i pøi opracovávání.
Tepelná ochrana
Pøi pøíliš vysoké teplotì motoru je redukován
pøívod proudu a otáèky. Stroj bìží již jen se
sníženým výkonem, aby bylo umožnìno rych-
lé ochlazení zajiš
ované vìtráním motoru. Po
ochlazení se výkon stroje automaticky opìt zvýší.
Brzda (OF 1400 EBQ)
Frézka OF 1400 EBQ je vybavena elektronickou
brzdou, která po vypnutí strojku uvede vøeteno s
nástrojem pøibl. za 2 vteøiny do klidu.
5.2 Výmìna
nástroje
Za úèelem výmìny nástroje lze náøadí postavit i
vzhùru nohama.
a) nasazení
nástroje
-
Frézu zasuňte co nejvíce do otevřených upína-
cích kleštin, přinejmenším ovšem ke značce
na stopce frézy (3a.2). Pokud upínací kleštiny
nejsou kvůli převlečné matici (3a.3) vidět, je
nutné frézu (3a.1) zasunout do upínacích kleštin
minimálně tak daleko, aby značka
nebyla nad
přesuvnou maticí.
- Areta
č
ní spína
č
v
ř
etene (1.14) stiskn
ě
te na pravé
stran
ě
.
- Utáhn
ě
te matici (1.15) pomocí vidlicového klí
č
e
(SW 24).
73
Upozorn
ě
ní
: aretace v
ř
etene blokuje v
ř
eteno mo-
toru vždy jen v jednom sm
ě
ru otá
č
ení. Takže p
ř
i
povolování, p
ř
íp. utahování matice není pot
ř
eba klí
č
sundavat, nýbrž ho m
ů
žete používat jako rohatku se
západkou (rá
č
nu).
b) vyjmutí
nástroje
- Areta
č
ní spína
č
v
ř
etene (1.14) stiskn
ě
te na levé
stran
ě
.
- Povolte matici (1.15) pomocí vidlicového klí
č
e SW
24 natolik, abyste ucítili odpor. P
ř
ekonejte tento
odpor dalším otá
č
ením vidlicového klí
č
e.
- Vyjm
ě
te frézovací nástroj.
5.3
Výmìna kleštinového upínacího pouzdra
Lze obdržet upínací kleštiny pro následující prùmìry
stopky: 6,0 mm, 6,35 mm, 8 mm, 9,53 mm, 10 mm,
12 mm, 12,7 mm (objednací èísla viz katalog Festool
nebo internetové stránky „www.festool.com“) .
- Matici (1.15) kompletnì odšroubujte a sejmìte
ji spolu s kleštinovým upínacím pouzdrem z
vøetene.
- Zasaïte nové kleštinové upínací pouzdro s maticí
do vøetene a lehce matici pøitáhnìte. Neutahujte
matici, není-li zasunutá frézka!
5.4
Nastavení hloubky frézování
Nastavení hloubky frézování rozdìlíme do tøí
krokù:
a)
Nastavení nulového bodu
- Otáèejte upínací páèkou (1.6) tak, aby byl doraz
hloubky (1.7) volnì pohyblivý.
- Postavte horní frézku podložkou (1.9) na rovný
podklad. Povolte knoflík (1.5) a zatlaète strojek
tak daleko dolù až frézovací nástroj pøilehne k
podkladu.
- Náøadí v této poloze zajistìte utažením otoèného
knoflíku (1.5).
- Zatlaète doraz hloubky drážky proti jednomu ze tøí
pevných dorazù otoèného revolverového dorazu
(1.8).
Šroubovákem mùžete jednotlivì nastavit výšku kaž-
dého pevného dorazu:
Pevný doraz
min. výška/max. výška
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Posuòte rafièku (1.3) dolù tak, aby na stupnici (1.1)
bylo 0 mm.
Pokud nesouhlasí nulová poloha, lze ji korigovat
šroubem (1.2) na ukazateli.
b)
Pøedvolení hloubky frézování
Požadovanou hloubku frézování je možno pøedvolit
buïto pomocí rychlého nebo jemného nastavení
hloubky frézování.
-
Rychlé nastavení hloubky
: Vytáhnìte doraz
hloubky drážky (1.7) tak dalece smìrem nahoru,
až rafièka ukáže požadovanou hloubku frézování.
V této poloze upnìte doraz hloubky drážky upínací
páèkou (1.6).
-
Jemné nastavení hloubky
: Utáhnìte doraz
hloubky drážky upínací páèkou (1.6). Otáèením
regulaèního koleèka (1.4) nastavte požadovanou
hloubku frézování. Otoèíte-li regulaèním koleèkem
o jednu rysku, zmìní se hloubka frézování vždy
o 0,1 mm. Jedna kompletní otáèka pøedstavuje
1 mm. Maximální regulaèní rozsah koleèka èiní
8 mm.
c)
Pøisun frézovací hloubky
- Povolte knoflík (1.5) a zatlaète strojek smìrem dolù
tak, aby se doraz hloubky drážky dotýkal pevného
dorazu.
- Náøadí v této poloze zajistìte utažením otoèného
knoflíku (1.5).
5.5 Odsávání
Ná
ř
adí by m
ě
lo být trvale p
ř
ipojeno k odsá-
vacímu za
ř
ízení.
- Na st
ů
l frézky p
ř
ipojte odsávací p
ř
írubu, p
ř
i
č
emž
ji nejprve ob
ě
ma
č
epy (3.1) zasu
ň
te do vybrání
(3.2) na stole frézky, pak ji na st
ů
l frézky nasa
ď
te
a p
ř
estavte pá
č
ku (3.5).
- Aby byla umožn
ě
na montáž a demontáž odsávací
p
ř
íruby p
ř
i namontované frézce, m
ů
že se otá
č
ením
segmentu (3.4) otev
ř
ít vybrání (3.3) v odsávací
p
ř
írub
ě
. Pro optimální odsávání musí být p
ř
i práci
vybrání uzav
ř
eno oto
č
ným segmentem.
Na odsávací hrdlo (3.6) lze p
ř
ipojit vysava
č
Festool
s odsávací hadicí o pr
ů
m
ě
ru 36 mm nebo 27 mm
(doporu
č
uje se 36 mm vzhledem k menšímu ne-
bezpe
č
í ucpání).
Lapa
č
t
ř
ísek KSF-OF
Pomocí lapa
č
e t
ř
ísek KSF-OF (
č
áste
č
n
ě
v rozsahu
dodávky) je možné p
ř
i frézování hran zvýšit ú
č
innost
odsávání.
Montáž se provádí analogicky s kopírovacím krouž-
kem (obrázek 8).
Kryt je možné podél drážek se
ř
íznout a tím zmenšit.
Lapa
č
t
ř
ísek ne možné používat u vnit
ř
ních polom
ě
r
ů
až do maximálního polom
ě
ru 40 mm.
74
6
Práce s náøadím
Obrobek upevnìte vždy tak, aby se pøi
opracovávání nemohl pohybovat.
Náøadí držte vždy obìma rukama za pøísluš-
ná držadla (1.5, 1.11).
Vzniká-li p
ř
i práci prach, používejte dýchací
masku.
Pracujte vždy tak, aby smìr pøedsuvu horní fréz-
ky byl v protismìru otáèení frézovacího nástroje
(protichùdné frézování)!
Frézujte pouze v protismìru (smìr posuvu stroje ve
smìru øezu náøadí, obrázek 9).
6.1 Obrábìní
hliníku
Pøi opracování hliníku je z bezpeènostních
dùvodù nutné dodržovat následující
opatøení:
- Okružní pilu zapojte pøes jistiè s proudovou ochra-
nou (FI, PRCD).
- K náøadí pøipojte vhodný vysavaè.
- Náøadí pravidelnì èistìte a kryt motoru zbavujte
nánosù prachu.
Používejte ochranné brýle.
6.2 Ruèní
frézování
Horní frézu vedeme ruènì pøedevším pøi frézování
písma nebo obrazù a pøi opracovávání hran pomocí
fréz s nábìhovým kruhem nebo vodicím èepem.
6.3
Frézování s bo
č
ním dorazem
Pro práce vykonávané rovnob
ě
žn
ě
s hranou je
možno použít bo
č
ní doraz (4.2), který je sou
č
ástí
dodávky.
- Ob
ě
vodicí ty
č
e (4.2) uchy
ť
te oto
č
nými knoflíky
(4.4) na bo
č
ním dorazu.
- Vodicí ty
č
e zasu
ň
te na požadovaný rozm
ě
r do drá-
žek stolu frézky a upevn
ě
te je oto
č
ným knoflíkem
(4.5).
-
Jemné nastavení
: povolte oto
č
ný knoflík (4.6),
a regula
č
ním kole
č
kem (4.8) prove
ď
te jemné
nastavení. Za tím ú
č
elem má stupnice kotou
č
ku
(4.7) d
ě
lení 0,1 mm. Když pevn
ě
p
ř
idržíte regula
č
ní
kole
č
ko, m
ů
žete otá
č
et samotným kotou
č
kem se
stupnicí a nastavit tak „nulu“. Pro v
ě
tší p
ř
estavování
je na základním korpusu pomocná millimetrová
stupnice (4.1). Po úsp
ě
šném jemném nastavení
oto
č
ný knoflík (4.6) op
ě
t utáhn
ě
te.
- Ob
ě
vodicí
č
elisti (4.3, 5.1) nastavte tak, aby jejich
vzdálenost od frézy byla asi 5 mm. Za tím ú
č
elem
povolte šrouby (5.2), a po úsp
ě
šném nastavení je
op
ě
t utáhn
ě
te.
- Podle obrázku 5 nasu
ň
te zezadu odsávací p
ř
írubu
(5.4) na bo
č
ní doraz, až do jejího zasko
č
ení. Na
odsávací hrdlo (5.3) lze p
ř
ipojit odsávací hadici o
pr
ů
m
ě
ru 27 nebo 36 mm.
6.4
Frézování pomocí vodicího systému
FS
Vodicí systém, který je sou
č
ástí p
ř
íslušenství, usnad-
ň
uje frézování rovných drážek.
- P
ř
ipevn
ě
te vodicí doraz (6.1) s vodicími lištami
bo
č
ního dorazu k frézovacímu stolu.
- P
ř
ipevn
ě
te vodicí lištu (6.3) šroubovacími svorní-
ky (6.4) k obrobku. Dbejte na to, aby byl zajišt
ě
n
bezpe
č
nostní odstup X (obr. 6) ve vzdálenosti 5
mm mezi p
ř
ední hranou vodicí lišty a frézovacímm
nástrojem, p
ř
íp. drážkou.
- Nasa
ď
te vodicí doraz na vodicí lištu, jak je zná-
zorn
ě
no na obr. 6. K zajišt
ě
ní vedení frézovacího
dorazu bez v
ů
le m
ů
žete šroubovákem dv
ě
ma po-
stranními otvory (6.2) nastavit dv
ě
vodicí
č
elisti.
- P
ř
išroubujte podp
ě
ru (6.6), u které lze nastavovat
požadovanou výšku, k závitovému otvoru frézova-
cího stolu tak, aby spodní strana frézovacího stolu
byla rovnob
ě
žn
ě
s povrchem obrobku.
Aby bylo možno pracovat podle nárysu, ukazuje
zna
č
ka na frézovacím stole (6.5) a stupnice na pod-
p
ěř
e (6.6), st
ř
ed osy frézovacího nástroje.
Jemné nastavení
Pomocí jemného nastavení (7.5, p
ř
íslušenství) lze
vzdálenost X citliv
ě
nastavit.
- Jemné nastavení (7.5) namontujte mezi ná
ř
adí a
vodicí doraz na vodicích lištách.
- Nasa
ď
te podle obr. 7 stav
ě
cí kole
č
ko (7.2) na
vodicí doraz.
- Stav
ě
cí kole
č
ko (7.2) našroubujte do matice jem-
ného nastavení.
- Chcete-li nastavit vzdálenost X, povolte oto
č
ný
knoflík (7.1) vodicího dorazu a utáhn
ě
te oto
č
ný
knoflík (7.3) jemného dorazu.
- Otá
č
ením stav
ě
cího kole
č
ka (7.2) nastavte požado-
vanou vzdálenost X a pak utáhn
ě
te oto
č
ný knoflík
(7.1) vodicího dorazu.
6.5 Kopírovací
frézování
K výrob
ě
navlas stejných výrobk
ů
se používá ko-
pírovací kroužek nebo kopírovací za
ř
ízení (obojí je
sou
č
ástí p
ř
íslušenství).
a) Kopírovací
kroužek
P
ř
i volb
ě
velikosti kopírovacího kroužku dbejte na to,
aby frézovací nástroj prošel jeho otvorem.
P
ř
esah Y (obr. 9) mezi obrobkem a šablonou se
vypo
č
ítá následovn
ě
:
75
Y = (
Ø
kopírovacího kroužku -
Ø
frézovacího ná-
stroje) / 2
- Kopírovací kroužek (8. ) upevn
ě
te na st
ů
l frézky,
p
ř
i
č
emž zasu
ň
te oba
č
epy (8.2) do vybrání (8.3).
- Kopírovací kroužek uvolníte sou
č
asným stisknutím
obou tla
č
ítek (1.16) sm
ě
rem dovnit
ř
.
b) Kopírovací
za
ř
ízení
Ke kopírovacímu za
ř
ízení je nutné úhelníkové rameno
WA-OF (10.2) a sada kopírovacích hrot
ů
KT-OF, kte-
rá se skládá z držáku válce (10.6) a t
ř
í kopírovacích
válc
ů
(10.7).
- P
ř
išroubujte úhelníkové rameno knoflíkem (10.3)
v požadované výšce k závitovému otvoru (10.1)
frézovacího stolu.
- Kopírovací válec p
ř
ipevn
ě
te k držáku válc
ů
a
p
ř
išroubujte jej knoflíkem (10.5) k úhelníkovému
ramenu. Dbejte na to, aby kopírovací válec a fré-
zovací nástroj m
ě
ly stejný pr
ů
m
ě
r!
- Otá
č
ením regula
č
ního kole
č
ka (10.4) je možno
nastavit vzdálenost válce k ose frézky.
7 Pøíslušenství
Pro zajištění vlastní bezpečnosti pou-
žívejte pouze originální příslušenství a
náhradní díly Festool.
Evidenční čísla objednání pro příslušenství a ná-
stroje naleznete ve Vašem katalogu Festool, nebo
na internetu pod “www.festool.com”.
8
Údržba a péèe
Pøed každou prací na stroji je nutné vždy
vytáhnout sí
ovou zástrèku ze zásuvky!
Všechny úkony provádìné pøi údržbì a
opravách, které vyžadují otevøení krytu
motoru, smí provádìt pouze autorizovaná
servisní dílna.
Servis aopravy
smí provádět pouze
výrobce nebo servisní dílny: nejbližší
adresu najdete na:
www.festool.com/Service
EKAT
1
2
3
5
4
Používejte jen originální náhradní díly
Festool! Obj. č. na:
www.festool.com/Service
Pro zajišt
ě
ní cirkulace vzduchu musí být pro zajišt
ě
ní
cirkulace vzduchu neustále volné a
č
isté chladicí
otvory v krytu motoru.
Pøístroj je vybaven samovypínacími specielními uh-
líky. Pokud se opotøebují, dojde k automatickému
pøerušení proudu a pøístroj se zastaví.
Pro změnu polohy upínací páčky (viz obrázek
11):
- Povolte šroub.
- Sejměte upínací páčku a utáhněte šestihranný
šroub.
- Znovu nasaďte upínací páčku do požadované
polohy a upevněte ji šroubem.
9
Životní prostředí
Nevyhazujte elektrická nářadí do domovního
odpadu! Nechte ekologicky zlikvidovat nářadí,
příslušenství a obaly! Dodržujte přitom platné
národní předpisy.
Pouze EU:
Podle evropské směrnice 2002/96/
ES musejí být staré elektrospotřebiče vytříděny
a ekologicky zlikvidovány.
Informace k REACh:
www.festool.com/reach
76
Symbole
Ostrzeżenie przed ogólnym zagroże-
niem
Należy nosić maskę przeciwpyłową!
Nosić okulary ochronne.
Stosować osobiste środki ochrony słu-
chu!
Instrukcja/przeczytać zalecenia!
1
Zastosowanie zgodne z przeznacze-
niem
Przy u¿yciu specjalnych narzêdzi do frezowania wy-
mienionych w ofercie firmy Festool mo¿na obrabiaæ
aluminium i karton gipsowy. Frezarki górnowrzecio-
nowe przewidziane s¹ zgodnie z ich przeznacze-
niem do frezowania drewna, tworzyw sztucznych i
materia³ów drewnopodobnych.
OdpowiedzialnoϾ za szkody i wypadki
powsta³e na skutek u¿ytkowania niezgodne-
go z przeznaczeniem ponosi u¿ytkownik.
2
Uwagi dotycz¹ce bezpieczeñstwa
2.1
Ogólne przepisy bezpieczeñstwa
UWAGA! Należy przeczytać wszystkie za-
lecenia bezpieczeństwa i instrukcje.
Nie-
przestrzeganie następujących ostrzeżeń i
instrukcji może stać się przyczyną porażenia prą-
dem elektrycznym, pożaru i/lub ciężkiego obra-
żenia ciała.
Wszystkie zalecenia odnośnie bezpieczeństwa
pracy i instrukcje należy zachować do wykorzy-
stania w przyszłości.
Użyte w poniższym tekście pojęcie „elektrona-
rzędzie“ odnosi się do elektronarzędzi zasilanych
energią elektryczną z sieci (z przewodem zasila-
jącym) i do elektronarzędzi zasilanych akumula-
torami (bez przewodu zasilającego).
2.2
Zalecenia bezpieczeñstwa zwi¹zane z
maszyn¹
-
Elektronarzędzie należy trzymać wyłącznie
za zaizolowane powierzchnie uchwytowe,
ponieważ frez może trafi ć na własny przewód
zasilający.
Zetknięcie z przewodem przewo-
dzącym prąd elektryczny może spowodować,
że metalowe elementy urządzenia znajdują się
pod napięciem co mogłoby doprowadzić do po-
rażenia elektrycznego.
-
Element obrabiany należy mocować do stabil-
nego podłoża i zabezpieczać za pomocą ści-
sków lub w inny sposób.
W przypadku trzymania
elementu obrabianego jedynie ręką lub częścią
własnego ciała, jest on zamocowany niestabil-
nie, co może prowadzić do utraty kontroli.
-
Elektronarzędzia fi rmy Festool mogą być in-
stalowane tylko na stołach roboczych, które
zostały przewidziane do tego celu przez fi rmę
Festool.
Montaż na innym lub samodzielnie
wykonanym stole może spowodować niestabil-
ność elektronarzędzia i doprowadzić do ciężkich
wypadków.
- Podanej na narzêdziu maksymalnej iloœci obrotów
nie wolno przekraczaæ wzglêdnie zakres iloœci
obrotów musi byæ zachowany.
- Nale¿y mocowaæ wy³¹cznie narzêdzia o œrednicy
chwytu, dla których przewidziano uchwyt zacisko-
wy.
- Sprawdziæ zamocowanie freza i jego prawid³owy
bieg.
- Uchwyt zaciskowy i nakrêtka ko³pakowa nie mog¹
byæ uszkodzone.
- Nie wolno stosowaæ olbrzymich wzglêdnie
odkszta³conych frezów.
Frezarka górnowrzecionowa
Dane techniczne
OF 1400 EBQ/OF 1400 EQ
Moc
1400 W
Predkosc obrotowa (bieg jalowy)
10000 - 22000 min
-1
Szybkie nastawienie g³êbokoœci frezowania
70 mm
Dok³adne nastawienie g³êbokoœci frezowania
8 mm
Gwint przy³¹czeniowy wa³u napêdowego
M22x1,0
Œrednica frezu
maks. 63 mm
Ciê¿ar (bez kabla)
4,5 kg
Klasa ochronna
/ II
Wymienione ilustracje znajduj¹ siê na pocz¹tku instrukcji eksploatacji.
77
Nale¿y stosowaæ odpowiednie
osobiste wyposa¿enie zabezpiec-
zaj¹ce: ochronê s³uchu, okulary
ochronne, maskê przeciwpy³ow¹
przy pracach zwi¹zanych z py-
leniem, rêkawice ochronne przy
pracach z materia³ami szorstkimi
oraz przy wymianie narzêdzia.
3
Informacja odnoœnie emisji ha³asu i
wibracji
W typowym przypadku wartoœci ustalone zgodnie z
norm¹ EN 60745 wynosz¹:
Poziom ciœnienia akustycznego
82 dB(A)
Poziom ca³kowitego ciœnienia
akustycznego
93 dB(A)
Plus ró¿nica w dok³adnoœci pomiaru
K = 3 dB
Stosowaæ osobiste œrodki ochrony s³uchu!
Wartość całkowita wibracji (suma wektorowa w
trzech kierunkach) ustalona zgodnie z normą EN
60745:
Wartość emisji wibracji
(3-osiowo)
a
h
= 3,5 m/s
2
Nieoznaczoność
K = 2,0 m/s²
Podane wartości emisji (wibracje, szmery)
– służą do porównania narzędzi,
– nadają się one również do tymczasowej oce-
ny obciążenia wibracjami i hałasem podczas
użytkowania.
– odnoszą się do głównych zatosowań tego
elektronarzędzia.
Wartości te mogą być wyższe w przypadku innych
zastosowań, w przypadku pracy z innym osprzę-
tem oraz w przypadku niewłaściwej konserwacji.
Należy uwzględnić czas pracy urządzenia na biegu
jałowym oraz czas unieruchomienia!
4
Pod³¹czenie do instalacji elektrycznej i
rozruch
Napi
ę
cie sieci oraz cz
ę
stotliwo
ść
musz
ą
zgadadza
ć
si
ę
z podanymi warto
ś
ciami na
tabliczce znamionowej!
W³¹cznik (1.13) s³u¿y do za³¹czania i wy³¹czania
urz¹dzenia (I = za³./0 = wy³.). Do pracy ci¹g³ej mo¿na
zablokowaæ go za pomoc¹ bocznego przycisku
blokuj¹cego (1.12) . Ponowne naciœniêcie w³¹cznika
powoduje zwolnienie blokady. Pod³¹czanie i
od³¹czanie elektrycznego przewodu zasilaj¹cego
patrz rysunek 2.
5
Ustawienia w maszynie
Przed przyst¹pieniem do wykonywania
jakichkolwiek prac przy maszynie nale¿y
zawsze wyci¹gaæ wtyczkê z gniazda!
5.1 Uk³ad
elektroniczny
Jeœli uk³ad elektroniczny jest uszkodzony nie wolno
korzystaæ z maszyny, poniewa¿ mo¿e spowodowaæ
to zwiêkszenie prêdkoœci obrotowej. Uszkodzenie
uk³adu elektronicznego mo¿na rozpoznaæ po braku
³agodnego rozruchu lub jeœli regulacja prêdkoœci
obrotowej nie jest mo¿liwa.
Maszyna OF 1400 EBQ, OF 1400 EQ
posiada elektroniczny uk³ad pe³nofalowy o
nastêpuj¹cych w³aœciwoœciach:
£agodny rozruch
£agodny rozruch zapewnia pozbawiony szarpniêæ
rozruch maszyny.
Regulacja prêdkoœci obrotowej
Prêdkoœæ obrotow¹ mo¿na regulowaæ za pomoc¹
pokrêt³a nastawczego (1.10) bezstopniowo w zakre-
sie od 10000 do 22000 min
-1
. Dziêki temu mo¿na
optymalnie dopasowaæ prêdkoœæ ciêcia do danego
rodzaju materia³u:
Średnica frezu [mm]
zal
ecany
materiał
os
trzy
Materiał
10 -25
25 - 40
40 - 60
Stopień pokrętła
nastawczego
Drewno twar-
de
6 - 4
5 - 3
3 - 1
HW
(HSS)
Drewno mięk-
kie
6 - 5
6 - 3
4 - 1
HSS
(HW)
Płyty wiórowe,
powlekane
6 - 5
6 - 3
4 - 2
HW
T w o r z y w o
sztuczne
6 - 4
5 - 3
2 - 1
HW
Aluminium
3 - 1
2 - 1
1
HSS
(HW)
Płyty gipsowo-
kartonowe
2 - 1
1
1
HW
Sta³a prêdkoœæ obrotowa
Wybrana prêdkoœæ obrotowa utrzymywana jest na
sta³ym poziomie zarówno na biegu ja³owym jak i
przy obróbce materia³u.
78
Bezpiecznik temperaturowy
W przypadku zbyt wysokiej temperatury silnika
nastêpuje zmniejszenie dop³ywu pr¹du i prêdkoœci
obrotowej. Maszyna pracuje ze zmniejszon¹ moc¹,
w celu umo¿liwienia och³odzenia poprzez wentylacjê
silnika. Po och³odzeniu silnika maszyna samoczynnie
zwiêksza prêdkoœæ obrotow¹.
Hamulec (OF 1400 EBQ)
Frezarka OF 1400 EBQ posiada elektroniczny hamu-
lec, który po wy³¹czeniu maszyny zatrzymuje wrze-
ciono wraz z narzêdziem w przeci¹gu 2 sekund.
5.2 Wymiana
narzêdzia
Przy wymianie narzêdzia mo¿na ustawiæ maszynê
do góry nogami.
a) Wk³adanie
narzêdzia
-
Wsunąć frez (3a.1) w otwarty uchwyt zaciskowy
tak daleko jak to jest możliwe, a co najmniej do
oznaczenia
na chwycie frezu (3a.2). Jeśli
uchwyt zaciskowy nie jest widoczny ze względu
na nakrętkę kołpakową (3a.3), trzeba wprowa-
dzić frez w uchwyt zaciskowy co najmniej na tyle,
aby znacznik
nie wystawał ponad nakrętkę
kołpakową.
- Nacisn
ąć
prze
łą
cznik (1.14) blokady wrzeciona
znajduj
ą
cy si
ę
po prawej stronie.
- Mocno przykr
ę
ci
ć
nakr
ę
tk
ę
(1.15) przy pomocy
klucza widlastego (SW 24).
Zalecenie
: Blokada wrzeciona blokuje wrzeciono
silnikowe ka
ż
dorazowo tylko w jednym kierunku
obrotu. Z tego wzgl
ę
du przy odkr
ę
ceniu wzgl
ę
dnie
dokr
ę
caniu nakr
ę
tki nie trzeba zdejmowa
ć
klucza
p
ł
askiego, lecz mo
ż
na porusza
ć
go do przodu i do
ty
ł
u tak jak klucz z mechanizmem zapadkowym.
b) Wyjmowanie
narz
ę
dzia
- Nacisn
ąć
prze
łą
cznik (1.14) blokady wrzeciona
znajduj
ą
cy si
ę
po lewej stronie.
- Zwolni
ć
nakr
ę
tk
ę
(1.15) przy pomocy klucza wi-
dlastego SW 24, a
ż
poczujecie opór. Nast
ę
pnie
nale
ż
y pokona
ć
ten opór przekr
ę
caj
ą
c dalej klu-
czem widlastym.
- Wyj
ąć
frez.
5.3
Wymiana uchwytu zaciskowego
Dostêpne s¹ uchwyty zaciskowe dla nastêpuj¹cych
œrednic chwytu: 6,0 mm, 6,35 mm, 8 mm, 9,53 mm,
10 mm, 12 mm, 12,7 mm (Numery do zamówienia
patrz katalog firmy Festool lub w Internecie pod
adresem „www.festool.com“).
- Odkrêciæ ca³kowicie nakrêtkê (1.15) i wyj¹æ j¹
razem z uchwytem zaciskowym z wrzeciona.
- Wsadziæ nowy uchwyt zaciskowy z nakrêtk¹ do
wrzeciona, po czym lekko dokrêciæ j¹. Nie zakrêcaæ
mocno nakrêtki, je¿eli nie jest jeszcze wsadzony
frez!
5.4
Ustawienie g³êbokoœci frezowania
Ustawienie g³êbokoœci frezowania odbywa siê trzech
krokach:
a)
Ustawienie punktu zerowego
- Przestawiæ dŸwigienkê napinaj¹c¹ (1.6), a¿ zde-
rzak do nastawiania g³êbokoœci (1.7) bêdzie siê
rusza³.
- Ustawiæ frezarkê górnowrzecionow¹ sto³em (1.9)
na równej powierzchni. Odkrêciæ ga³kê obrotow¹
(1.5) i nacisn¹æ maszynê tak daleko w dó³, a¿ frez
bêdzie nasadzony na podstawê.
- Przymocowaæ maszynê w tym po³o¿eniu poprzez
zakrêcenie pokrêt³a (1.5).
- Przesun¹æ zderzak do nastawiania g³êbokoœci
w stronê jednego z trzech zderzaków twardych
obracaj¹cego siê zderzaka rewolwerowego
(1.8).
Przy pomocy œrubokrêta mo¿ecie indywidualnie
ustawiæ wysokoœæ ka¿dego zderzaka twardego:
Zderzak twardy min. wysokoϾ/max. wysokoϾ
A
38 mm/44 mm
B
44 mm/54 mm
C
54 mm/67 mm
- Przesun¹æ wskazówkê (1.3) na dó³, aby skala (1.1)
wskazywa³a 0 mm.
Je
ś
li ustawienie zerowe jest nieprawid
ł
owe, mo
ż
na
je skorygowa
ć
za pomoc
ą
ś
ruby (1.2) przy wska-
zówce.
b)
Ustawienie g³êbokoœci frezowania
³yczon¹ g³êbokoœæ frezowania mo¿na ustawiæ albo
przy pomocy szybkiego ustawienia g³êbokoœci albo
przy pomocy dok³adnego ustawienia g³êbokoœci.
- B³yskawiczne ustawienie g³êbokoœci: poci¹gn¹æ
zderzak do ustawienia g³êbokoœci (1.7) tak da-
leko do góry, a¿ wskazówka bêdzie wskazywa³a
¿yczon¹ g³êbokoœæ frezowania. Mocno zamocowaæ
zderzak do ustawienia g³êbokoœci w tej pozycji przy
pomocy dŸwigienki napinaj¹cej (1.6).
- Dok³adne ustawienie g³êbokoœci: Zderzak do
ustawienia g³êbokoœci w tej pozycji przy pomocy
dŸwigienki napinaj¹cej (1.6). Ustawiæ ¿yczon¹
g³êbokoœæ frezowania przekrêcaj¹c ko³o nastawcze
(1.4). Je¿eli przekrêcicie ko³o nastawcze o jedn¹
kreskê, to g³êbokoœæ frezowania przestawi siê o
0,1 mm. Ca³kowity obrócenie przestawi g³êbokoœæ
79
o 1 mm. Maksymalny zakres przestawienia przy
pomocy ko³a nastawnego wynosi 8 mm.
c)
Zastawienie g³êbokoœci frezowania
- Odkrêciæ ga³kê obrotow¹ (1.5) i nacisn¹æ maszynê
tak daleko ku do³owi, a¿ zderzak do ustawienia
g³êbokoœci dotknie zderzak twardy.
- Przymocowaæ maszynê w tym po³o¿eniu poprzez
zakrêcenie pokrêt³a (1.5).
5.5 Odsysanie
Maszyn
ę
nale
ż
y zawsze pod
łą
cza
ć
do od-
kurzacza.
- Przymocowa
ć
os
ł
on
ę
ss
ą
c
ą
do sto
ł
u frezarskie-
go, wsuwaj
ą
c najpierw oba czopy (3.1) os
ł
ony
w wyci
ę
cia (3.2) sto
ł
u frezarskiego, a nast
ę
pnie
nasadzaj
ą
c os
ł
on
ę
na stó
ł
frezarski i przek
ł
adaj
ą
c
d
ź
wigni
ę
(3.5).
- W celu umo
ż
liwienia mocowania i demonta
ż
u
os
ł
ony ss
ą
cej przy zamontowanym frezie, poprzez
obrót segmentu (3.4) mo
ż
na otworzy
ć
wyci
ę
cie
(3.3) w os
ł
onie ss
ą
cej. Dla zapewnienia optymal-
nego odsysania w czasie pracy wyci
ę
cie musi by
ć
zamkni
ę
te obrotowym segmentem.
Do kró
ć
ca ss
ą
cego (3.6) mo
ż
na pod
łą
czy
ć
odku-
rzacz firmy Festool o
ś
rednicy w
ęż
a ss
ą
cego 36 mm
lub 27 mm (
ś
rednica 36 mm jest zalecana z uwagi
na mniejsze zagro
ż
enie zatkaniem).
Ł
apacz wiórów KSF-OF
Dzi
ę
ki zastosowaniu
ł
apacza wiórów KSF-OF (cz
ę
-
ś
ciowo w zakresie dostawy) mo
ż
na zwi
ę
kszy
ć
sku-
teczno
ść
odsysania przy frezowaniu kraw
ę
dzi.
Monta
ż
odbywa si
ę
w sposób analogiczny jak pier-
ś
cienia kopiowego (rysunek 8).
Ko
ł
pak mo
ż
na odci
ąć
za pomoc
ą
pi
ł
y kab
łą
kowej
wzd
ł
u
ż
rowków i tym samym zmniejszy
ć
.
Ł
apacz
wiórów mo
ż
na wtedy stosowa
ć
przy minimalnych
promieniach wewn
ę
trznych wynosz
ą
cych 40 mm.
6
Praca za pomoc¹ maszyny
Obrabiany element nale¿y mocowaæ zawsze
w taki sposób, aby nie móg³ poruszyæ siê
w czasie obróbki.
Maszynê nale¿y trzymaæ zawsze obiema
rêkami za przewidziane do tego celu uchwy-
ty (1.5, 1.11).
W przypadku prac, przy których wyst
ę
puje
pylenie nale
ż
y nosi
ć
mask
ę
chroni
ą
c
ą
drogi
oddechowe.
Podczas pracy frezarkê górnowrzecionow¹ nale¿y
posuwaæ zawsze w kierunku przeciwnym do obrotu
freza (frezowanie przeciwbie¿ne)!
Frezowanie nale¿y wykonywaæ wy³¹cznie w ruchu
przeciwbie¿nym (kierunek przesuwu maszyny zgod-
nie z kierunkiem ciêcia narzêdzia, ilustracja 9).
6.1 Obróbka
aluminium
Ze wzglêdów bezpieczeñstwa przy obróbce
aluminium nale¿y stosowaæ nastêpuj¹ce
œrodki zabezpieczaj¹ce:
- Zainstalowaæ pr¹dowy wy³¹cznik ochronny (FI,
PRCD).
- Pod³¹czyæ maszynê do odpowiedniego odkurza-
cza.
- Regularnie czyœciæ maszynê z kurzu osadzonego
na obudowie silnika.
Nosić okulary ochronne.
6.2
Frezowanie z rêki
Frezowanie z rêki frezark¹ górnowrzecionow¹
to g³ównie frezowanie liter lub obrazów oraz ob-
róbka krawêdzi, które odbywa siê przy pomocy
frezów z pierœcieniem oporowym lub czopami
prowadz¹cymi.
6.3
Frezowanie ze zderzakiem bocznym
Podczas prac wykonywanych równolegle do kra-
w
ę
dzi cz
ęś
ci obrabianej mo
ż
na u
ż
y
ć
zawartego w
dostawie zderzaka bocznego (4.2).
- Przymocowa
ć
oba dr
ąż
ki prowadz
ą
ce (4.2) po-
przez dokr
ę
cenie obu pokr
ę
te
ł
(4.4) przy prowad-
nicy bocznej.
- Wprowadzi
ć
dr
ąż
ki prowadz
ą
ce na wybrany wymiar
w rowki sto
ł
u frezarskiego i zacisn
ąć
je pokr
ę
t
ł
em
(4.5).
- Regulacja precyzyjna: odkr
ę
ci
ć
pokr
ę
t
ł
o (4.6), aby
za pomoc
ą
pokr
ę
t
ł
a nastawczego (4.8) mo
ż
na
by
ł
o przeprowadzi
ć
regulacj
ę
precyzyjn
ą
. W tym
celu pier
ś
cie
ń
(4.7) wyposa
ż
ony jest w skal
ę
o
dok
ł
adno
ś
ci 0,1 mm. W przypadku przytrzymania
pokr
ę
t
ł
a nastawczego, mo
ż
na przekr
ę
ci
ć
sam
pier
ś
cie
ń
skalowy tak, aby ustawi
ć
go na „zero“.
Do wi
ę
kszych regulacji s
ł
u
ż
y skala milimetrowa
(4.1) znajduj
ą
ca si
ę
przy korpusie urz
ą
dzenia. Po
zako
ń
czeniu regulacji dok
ł
adnej nale
ż
y ponownie
dokr
ę
ci
ć
pokr
ę
t
ł
o (4.6).
- Ustawi
ć
obie szcz
ę
ki prowadz
ą
ce (4.3, 5.1) w taki
sposób, aby ich odleg
ł
o
ść
od frezu wynosi
ł
a ok. 5
mm. W tym celu nale
ż
y odkr
ę
ci
ć
ś
ruby (5.2) i po
zako
ń
czonym ustawianiu ponownie dokr
ę
ci
ć
.
- W sposób pokazany na rysunku 5 nasun
ąć
os
ł
o-
n
ę
ss
ą
c
ą
(5.4) od ty
ł
u na prowadnic
ę
boczn
ą
a
ż
80
do zatrza
ś
ni
ę
cia. Do kró
ć
ca ss
ą
cego (5.3) mo
ż
-
na pod
łą
czy
ć
w
ąż
ss
ą
cy o
ś
rednicy 27 mm lub
36 mm.
6.4
Frezowanie z systemem prowadzenia
FS
System prowadzenia oferowany w wyposa
ż
eniu
u
ł
atwia frezowanie dok
ł
adnych wpustów.
- Zamocowa
ć
zderzak prowadz
ą
cy (6.1) suwakami
prowadz
ą
cymi bocznego zderzaka do sto
ł
u frezarki.
- Zamocowa
ć
szyn
ę
prowadz
ą
c
ą
(6.3) przy pomocy
ś
cisków stolarskich (6.4) do materia
ł
u obrabia-
nego. Uwa
ż
a
ć
, aby mi
ę
dzy przedni
ą
kraw
ę
dzi
ą
szyny prowadz
ą
cej a frezark
ą
, wzgl
ę
dnie wpustem,
zosta
ł
zachowany bezpieczny odst
ę
p X (zdj
ę
cie 6)
wynosz
ą
cy 5 mm.
- Nasadzi
ć
zderzak prowadz
ą
cy jak demonstruje
zdj
ę
cie nr. 6 na szyn
ę
prowadz
ą
c
ą
. W celu za-
pewnienia bezluzowego prowadzenia zderzaka
frezarki mo
ż
ecie Pa
ń
stwo przez obydwa boczne
otwory (6.2) przy pomocy
ś
rubokr
ę
ta ustawi
ć
dwie
szcz
ę
ki prowadz
ą
ce.
- Do nagwintowanegom otworu (6.6) sto
ł
u frezarki
przykr
ę
ci
ć
przy pomocy
ś
ruby podpor
ę
daj
ą
c
ą
si
ę
przestawi
ć
na wysoko
ść
w ten sposób, aby
dolna strona sto
ł
u frezarki le
ż
a
ł
a równolegle do
powierzchni obrabianego materia
ł
u.
W celu frezowania wed
ł
ug rysy oznakowanie na
stole frezarki (6.5) oraz skala na podporze wska
ż
e
Pa
ń
stwu
ś
rodkow
ą
o
ś
frezarki.
Regulacja dok
ł
adna
Regulacja precyzyjna (7.5, wyposa
ż
enie) umo
ż
liwia
dok
ł
adne ustawienie odleg
ł
o
ś
ci X.
- Zamontowa
ć
uk
ł
ad regulacji precyzyjnej (7.5)
pomi
ę
dzy maszyn
ą
i adapterem prowadnicy na
dr
ąż
ku prowadz
ą
cym.
- Wsun
ąć
pokr
ę
t
ł
o nastawcze (7.2) w adapter pro-
wadnicy jak pokazano na ilustracji 7.
- Wkr
ę
ci
ć
pokr
ę
t
ł
o nastawcze (7.2) w nakr
ę
tk
ę
uk
ł
a-
du regulacji precyzyjnej.
- W celu ustawienia odleg
ł
o
ś
ci X nale
ż
y odkr
ę
ci
ć
pokr
ę
t
ł
o (7.1) adaptera prowadnicy i dokr
ę
ci
ć
pokr
ę
t
ł
o (7.3) uk
ł
adu regulacji precyzyjnej.
- Ustawi
ć
odpowiedni
ą
odleg
ł
o
ść
X poprzez obrót
pokr
ę
t
ł
a nastawczego (7.2), a nast
ę
pnie dokr
ę
ci
ć
pokr
ę
t
ł
o (7.1) adaptera prowadnicy.
6.5 Frezowanie
kopiowe
W celu dok
ł
adnej i zgodnej z wymiarem reprodukcji
istniej
ą
cych elementów stosuje si
ę
pier
ś
cie
ń
kopiowy
lub urz
ą
dzenie kopiowe.
a) Pier
ś
cie
ń
kopiowy
Podczas wyboru wielko
ś
ci pier
ś
cienia kopiowego
zwraca
ć
uwag
ę
na to, aby u
ż
yty frez pasowa
ł
do
jego otworu. Odst
ę
p Y (zdj
ę
cie 9) pomi
ę
dzy cz
ęś
ci
ą
obrabian
ą
a szablonem oblicza si
ę
nast
ę
puj
ą
co:
Y = (
Ø
pier
ś
cie
ń
kopiowy -
Ø
frez)
2
- Przymocowa
ć
pier
ś
cie
ń
kopiuj
ą
cy (8.1) do sto
ł
u
frezarskiego, wsuwaj
ą
c oba czopy (8.2) w wyci
ę
cia
(8.3).
- W celu odblokowania pier
ś
cienia kopiuj
ą
cego
nale
ż
y jednocze
ś
nie wcisn
ąć
oba przyciski (1.16)
do wewn
ą
trz.
b) Urz
ą
dzenie kopiowe
Urz
ą
dzenie kopiowe sk
ł
ada si
ę
z ramienia k
ą
towe-
go WA-OF (10.2) oraz kompletu kopiowego KT-OF,
sk
ł
adaj
ą
cego si
ę
z uchwytu do rolek (10.6) oraz
trzech rolek do kopiowania (10.7).
- Rami
ę
k
ą
towe mocno przymocowa
ć
przy pomocy
ga
ł
ki obrotowej (10.3) na
ż
yczon
ą
wysoko
ść
w
nagwintowanym otworze (10.1) sto
ł
u frezarki.
- Zamontowa
ć
rolk
ę
do kopiowania do uchwytu do
rolki, a nast
ę
pnie przymocowa
ć
go
ś
rubami przy
pomocy ga
ł
ki pokr
ę
tnej (10.5) do ramienia k
ą
to-
wego. Zwraca
ć
uwag
ę
, aby rolka do kopiowania
oraz frez mia
ł
y t
ę
sam
ą
ś
rednic
ę
!
- Na skutek przekr
ę
cania ko
ł
a nastawczego (10.4)
mo
ż
na ustawi
ć
odleg
ł
o
ść
rolki stykowej w stosunku
do osi freza.
7 Wyposa¿enie
Dla własnego bezpieczeństwa należy sto-
sować wyłącznie oryginalne wyposażenie
i części zamienne fi rmy Festool.
Numery do zamówienia wyposażenia i narzędzi
znajdziecie Państwo w katalogu Festool lub w
internecie pod adresem “www.festool.com”.
8
Przegl¹d, konserwacja i czyszczenie
Przed przyst¹pieniem do wykonywania
jakichkolwiek prac przy maszynie nale¿y
zawsze wyci¹gaæ wtyczkê z gniazda!
Wszystkie prace konserwacyjne i napraw-
cze, które wymagaj¹ otwarcia obudowy
silnika, mog¹ byæ wykonywane wy³¹cznie
przez upowa¿niony warsztat serwisowy.
Obsługa serwisowa i naprawy
wyłącznie
u p ro d u ce n ta l u b w w a rs z ta ta c h
autoryzowanych: prosimy wybrać
najbliższe miejsce spośród adresów
zamieszczonych na stronie:
www.festool.com/Service
