Festool MFS 700 accessories: instruction
Class: Power tools
Type:
Manual for Festool MFS 700 accessories
Festool GmbH
Wertstraße 20
D-73240 Wendlingen
Tel.: 07024/804-0
Telefax: 07024/804-608
http://www.festool.com
Originalbedienungsanleitung/Ersatzteilliste
5
Original operating manual/Spare parts list
5
Notice d’utilisation d’origine/Liste de pièces de rechange
6
Manual de instrucciones original/Lista de piezas de repuesto
7
Istruzioni per l’uso originali/Elenco parti di ricambio
7
Originele gebruiksaanwijzing/Lijst met reserveonderdelen
8
Originalbruksanvisning/Reservdelslista
9
Alkuperäiset käyttöohjeet/Varaosaluettelo
9
Original brugsanvisning/Reservedelsliste
10
Originalbruksanvisning/Reservedelsliste
11
Manual de instruções original/Lista de peças sobresselentes
11
Оригинал Руководства по эксплуатации/Перечень запасных частей
12
Originál návodu k obsluze/Seznam náhradních dílù
13
Oryginalna instrukcja eksploatacji/Lista części zamiennych
13
MFS 400
MFS 700
468009_002
1.5
5.3

REACh für Festool Produkte, deren Zubehör und Ver-
brauchsmaterial:
REACh ist die seit 2007 in ganz Europa
gültige Chemikalienverordnung. Wir als „nachgeschalteter
Anwender“, also als Hersteller von Erzeugnissen sind uns
unserer Informationspfl icht unseren Kunden gegenüber
bewusst. Um Sie immer auf den neuesten Stand halten zu
können und über mögliche Stoffe der Kandidatenliste in
unseren Erzeugnissen zu informieren, haben wir folgende
Website für Sie eingerichtet.
REACH for Festool products, their accessories and con-
sumables:
REACh is a European Chemical Directive that
came into effect in 2007. As „downstream users“ and prod-
uct manufacturers, we are aware of our duty to provide our
customers with information. We have set up the following
website to keep you updated with all the latest news and
provide you with information on all the materials used in
our existing products.
REACh pour les produits Festool, leurs accessoires et les
consommables:
REACh est le nom de la directive sur les
produits chimiques applicable à l‘ensemble de l‘Europe
depuis 2007. En notre qualité d‘« utilisateur en aval », en
l‘occurrence de fabricant de produits, nous sommes tenus à
un devoir d‘information vis-à-vis de notre clientèle. Afi n de
vous tenir systématiquement informés des dernières nou-
veautés ainsi que des substances susceptibles de fi gurer
sur la liste des candidats et rentrant dans la composition de
nos produits, nous avons créé le site Internet suivant.
Normativa REACh para productos Festool, incluyendo ac-
cesorios y material de consumo
: La normativa REACh, vi-
gente desde 2007 en toda Europa, regula el uso de produc-
tos químicos. Nosotros, como „usuarios intermedios“, es
decir, como fabricantes de productos, somos conscientes
de nuestra obligación de mantener informados a nuestros
clientes. A fi n de mantenerle siempre al día de nuestras
novedades y de informarle sobre las posibles sustancias
utilizadas en nuestros productos, hemos creado para us-
ted la siguiente página web.
REACh per prodotti Festool, gli accessori e il materiale di
consumo:
REACh è l‘ordinanza sulle sostanze chimiche va-
lida in tutta Europa dal 2007. Noi, in quanto „utenti fi nali“,
ovvero in quanto fabbricanti di prodotti, siamo consapevoli
del nostro dovere di informazione nei confronti dei nostri
clienti. Per potervi tenere sempre aggiornati e per infor-
marvi delle possibili sostanze appartenenti alla lista di
candidati e contenute nei nostri prodotti, abbiamo organiz-
zato il seguente sito web per voi.
REACh voor producten, accessoires en verbruiksma-
teriaal van Festool:
REACh is de sinds 2007 in heel
Europa toepasselijke chemicaliënverordening. Wij als
„downstream-gebruiker“, dus als fabrikant van producten,
zijn ons bewust van onze informatieplicht tegenover onze
klanten. Om u altijd over de meest actuele stand van zaken
op de hoogte te houden en over mogelijke stoffen van de
kandidatenlijst in onze producten te informeren, hebben
wij de volgende website voor u geopend.
REACh för Festool-produkter, tillbehör och förbruknings-
material:
REACh är den kemikalieförordning som sedan
2007 gäller i hela Europa. I egenskap av „nedströmsanvän-
dare“, dvs tillverkare av produkter, är vi medvetna om den
informationsplikt som vi har gentemot våra kunder. För att
hela tiden hålla kunderna uppdaterade och informera om
eventuella ämnen i våra produkter som återfi nns på den sk
kandidatlistan, har vi tagit fram denna webbsida.
REACh Festool-tuotteille, niiden tarvikkeille ja kulu-
tusmateriaaleille:
REACh on vuodesta 2007 lähtien koko
Euroopassa voimassaoleva kemikaaleja koskeva asetus.
Käytämme kemikaaleja tuotteidemme valmistuksessa
ja olemme tietoisia tiedotusvelvollisuudestamme asiak-
kaillemme. Olemme avanneet asiakkaitamme varten seu-
raavan Web-sivuston, josta voit aina katsoa viimeisimmät
tiedot tuotteissamme mahdollisesti käytettävistä aineista.
REACh til Festool produkter, tilbehør og forbrugsma-
teriale:
Kemikalieloven REACH trådte i kraft i 2007 og er
gældende i hele Europa. Som „downstream-bruger“ af
kemikalier, dvs. producent af produkter, tager vi vores infor-
mationspligt over for kunderne alvorligt. På følgende hjem-
meside fi nder du altid aktuelle informationer om de stoffer
fra kandidatlisten, som vores produkter kan indeholde.
REACh for Festool-produkter, tilbehør og forbruksmateri-
ell:
REACh har siden 2007 vært gjeldende kjemikalievedtekt
over hele Europa. Som produsent av produkter som innehol-
der kjemikalier, er vi bevisst på vår informasjonsplikt overfor
kundene. For at vi alltid skal kunne holde deg oppdatert og
gi deg informasjon om mulige stoffer i våre produkter som
fi nnes på listen, har vi opprettet følgende nettside.
REACh para produtos Festool, respectivos acessórios e
material de desgaste:
REACh é, desde 2007, o regulamen-
to relativo a produtos químicos, válido em toda a Europa.
Nós, enquanto „utilizadores subjacentes“, ou seja, fabri-
cante de produtos, estamos conscientes do nosso dever
de informar os nossos clientes. Para o manter sempre
actualizado e para o informar sobre possíveis materiais da
lista de candidatos aos nossos produtos, criámos o seguin-
te website para si.
REACh для изделий Festool, их оснастки и расходных
материалов:
С 2007 года директива REACh является
регламентом по химическим веществам, действующим
на территории всей Европы. Выступая в роли «привле-
каемого участника» этого регламента, мы, как произ-
водители изделий, принимаем на себя обязательство
предоставлять соответствующую информацию нашим
клиентам. Чтобы держать вас в курсе последних собы-
тий и предоставлять информацию о веществах, которые
включены в список вышеупомянутого регламента и
которые могут использоваться в наших изделиях, мы
создали специальный веб-сайт.
Adresa pro výrobky Festool, jejich říslušenství a spo-
třební materiál:
REACh je nařízení o chemických látkách,
platné od roku 2007 v celé Evropě. Jako následný uživatel,
tedy jako výrobce výrobků jsme si vědomi své informač-
ní povinnosti vůči zákazníkům. Abychom vás mohli vždy
informovat o nejnovějším vývoji a o možných látkách ze
seznamu látek v našich výrobcích, vytvořili jsme pro vás
následující webovou stránku.
Rozporządzenie REACh dla produktów fi rmy Festool,
ich wyposażenia i materiałów eksploatacyjnych:
REACh
jest to rozporządzenie o substancjach chemicznych, które
obowiązuje w całej Europie od 2007 r. Firma nasza, jako
„użytkownik końcowy“, a zatem jako producent wyrobów
jest świadoma obowiązku informowania naszych klien-
tów. W celu dostarczania naszym klientom najnowszych
informacji oraz informowania o możliwych substancjach
z listy kandydatów w wyrobach naszej fi rmy, utworzyliśmy
następującą stronę internetową.
www.festool.com/reach
5
Multi-Frässchablone
Montage
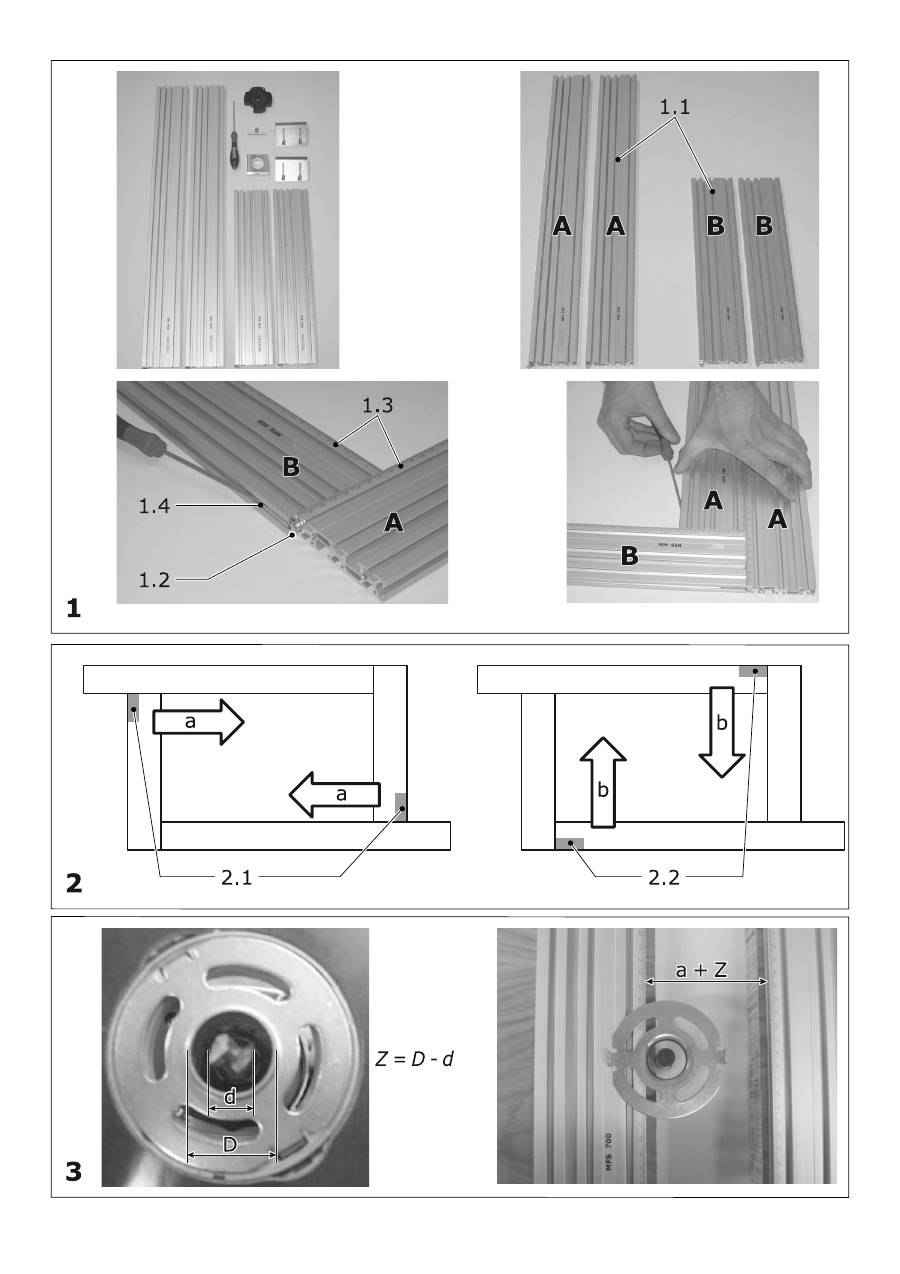
Die Profi le A und B (1.1) sind wie folgt zu mon-
tieren:
- Profi l B wird mittels des Nutensteins in die
seitliche Nut (1.2) von Profi l A geschoben. Dabei
müssen beide Skalen nach innen zeigen (1.3).
- Die Profile A und B sind über die seitliche
Schraube zu verbinden (1.4). In gleicher Weise
sind die restlichen Profi le zu montieren.
- Die beiden L-Formen werden in gleicher Weise
wie die Einzelprofi le zur Gesamtschablone zu-
sammengesetzt und mit der seitlichen Schraube
fi xiert (1.4).
- Die Schablone wird am Profi l A zusammenge-
schoben und das Profi l B ausgerichtet (1.5).
Rechteckige Ausschnitte erstellen
- Das Maß a wird durch Lösen der Schrauben (2.1)
und Verschieben der Profi le in Pfeilrichtung a
eingestellt. Nach Erreichen des gewünschten
Maßes sind die Schrauben wieder zu fi xieren.
- Das Maß b wird durch Lösen der Schrauben (2.2)
und Verschieben der Profi le in Pfeilrichtung b
eingestellt. Nach Erreichen des gewünschten
Maßes sind die Schrauben wieder zu fi xieren.
- Für das tatsächliche Einstellmaß auf der Scha-
blone muss ein Zumaß Z zu Maß a und b addiert
werden: Z = D (Durchmesser Kopierring) - d
(Durchmesser Fräser)
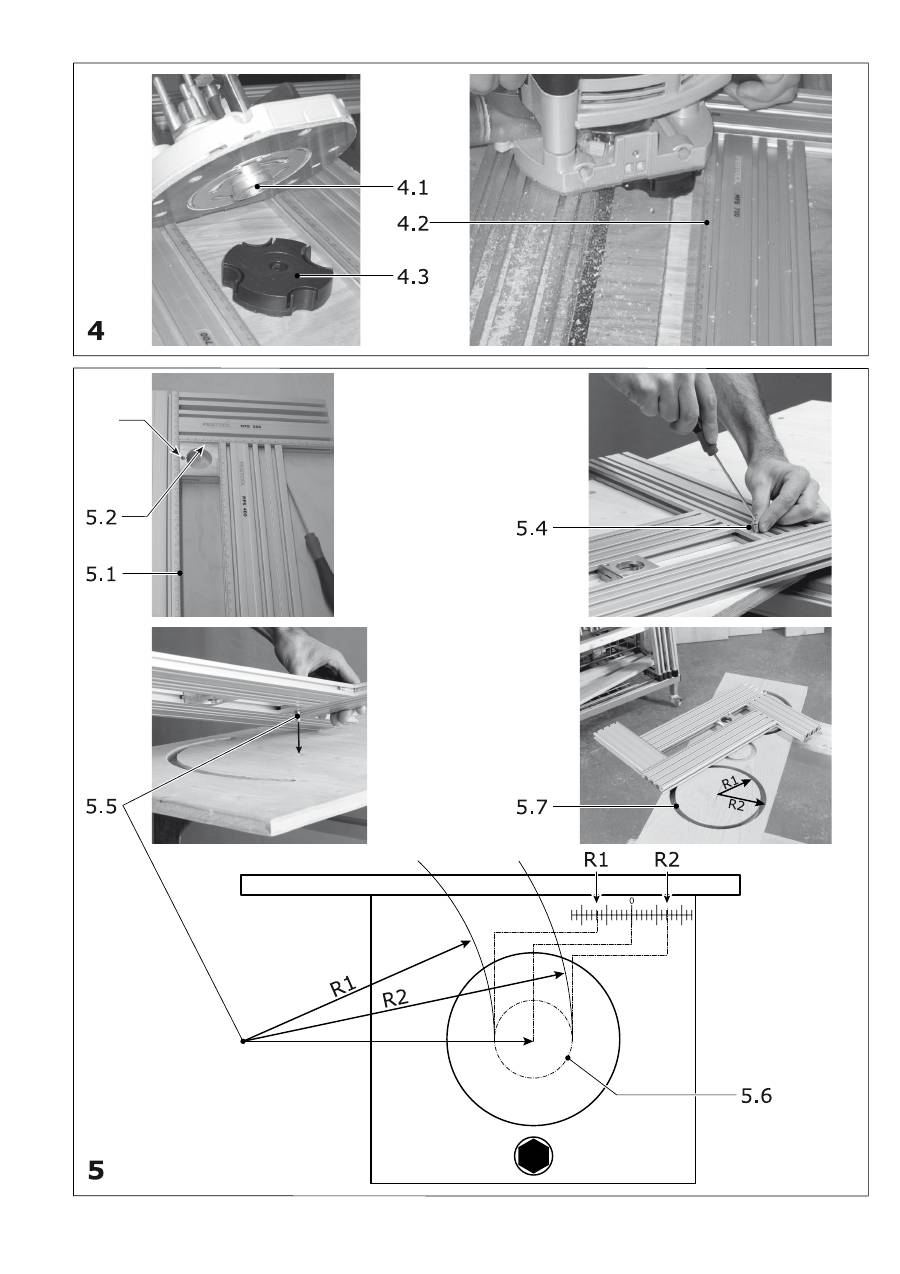
Abkippschutz
Der Abkippschutz (4.3) wird bei großfl ächigen
Ausfräsungen in den Kopierring eingesetzt (4.1).
Der Höhenunterschied zwischen Frästisch und
Werkstück wird somit ausgeglichen und ermög-
licht ein kippfreies Führen der Oberfräse auf der
Schablone (4.2). Der Abkippschutz kann mit Ko-
pierringen des Durchmessers 24, 27, 30 und 40
mm verwendet werden.
Winkelanschläge
Mit den Winkelanschlägen kann die Schablone
auf dem Werkstück ausgerichtet oder parallel
verschoben werden. Diese werden in die unteren
Nuten des Profi ls eingesetzt.
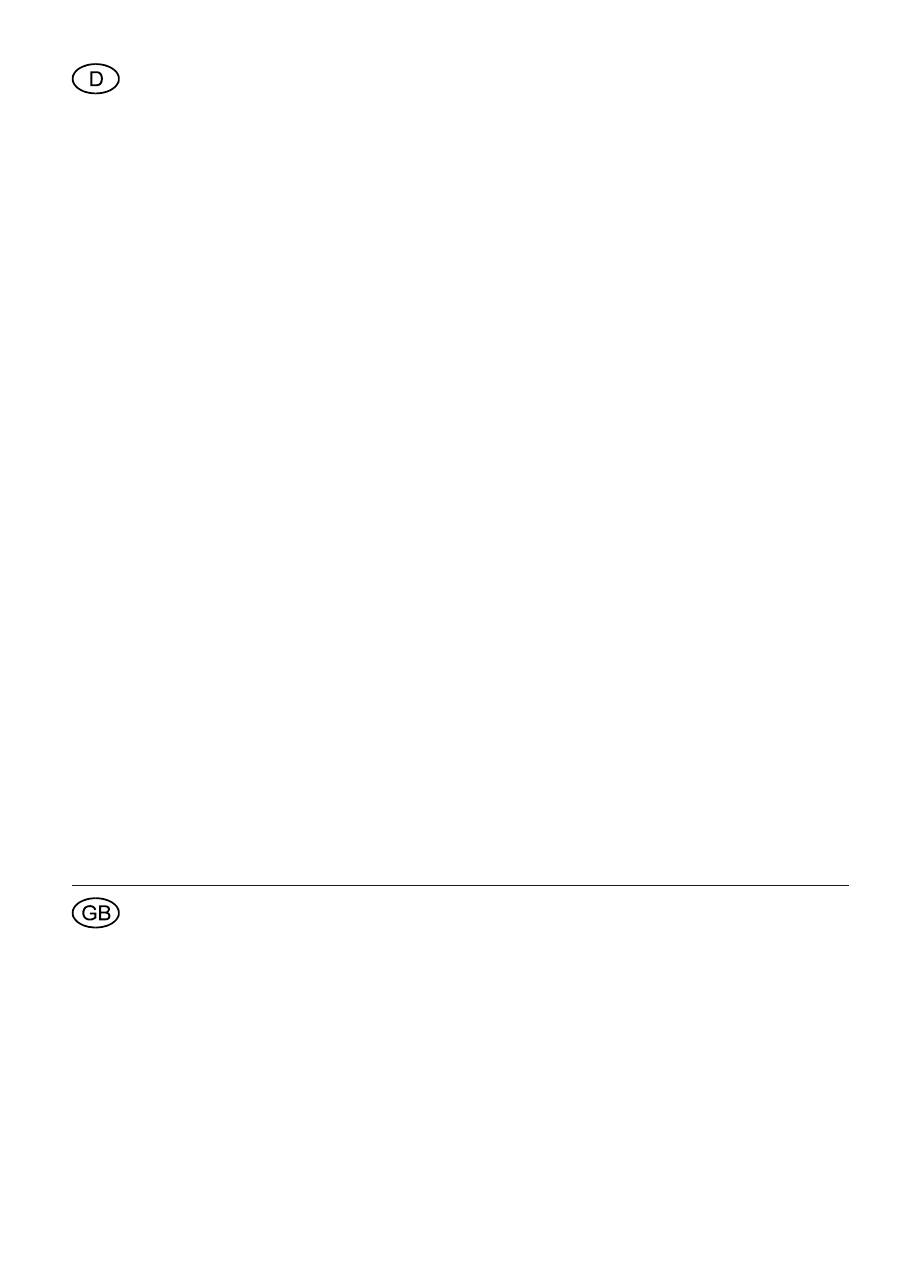
Kreisfräsen
- Der Kreisfräseinsatz wird in die innere Nut des
Profi ls gesetzt (5.1). Anschließend werden die
Profi le zusammengeschoben.
- Schieben Sie den Kreisfräseinsatz in eine der
Endlagen (5.2) und fixieren Sie die dortige
Schraube (5.3). Wiederholen Sie dies mit der
Gegenseite.
- Setzen Sie den Zentrierdorn in die innerste Nut
(5.4) bis auf Anschlag ein und verschrauben Sie ihn.
- Im Zentrum des zu fräsenden Kreises wird eine
8 mm Bohrung erstellt, in der anschließend der
Zentrierdorn eingesetzt wird (5.5).
- Der Kreisfräseinsatz muss auf den gewünsch-
ten Radius in Abhängigkeit des verwendeten
Fräsers (5.6) eingestellt werden.
- Die Oberfräse ist mit einem 30 mm Kopierring
aufzusetzen und der Radius abzufahren (5.7).
Weitere interessante Informationen zum Arbeiten
mit Ihrem Festool Werkzeug fi nden Sie auf der In-
ternetseite
www.festool.de/fuer-zu-hause
, z. B.:
· Anwendungsbeispiele – Tipps und Tricks,
· Maschinenkunde,
· Kostenlose Baupläne zum Download,
· Wissenswertes rund ums Holz - Holzlexikon.
Routing template
Assembly
Profi les A and B (1.1) should be assembled as
follows:
- Profi le B is pushed by means of the sliding block
into the later groove (1.2) of profi le A. Both scales
must face inward (1.3).
- Profi les A and B must be connected via the later
screw (1.4). Install the remaining profi les in the
same manner.
- The two L-shapes are joined in the same way as
the individual profi les to the complete template
and secured with the lateral screw (1.4).
- The template is pushed together at profi le A and
profi le B is aligned (1.5).
Creating rectangular cutouts
- Dimension a is set by releasing the screws (2.1)
and shifting the profi les in arrow direction a.
When the desired dimension has been achieved,
lock the screws again.
- Dimension b is set by releasing the screws (2.2)
and shifting profi le in arrow direction b. When
the desired dimension has been achieved, lock
the screws again.
- For the actual setting dimension of the template,
an additional dimension Z must be added to di-

6
mension a and b: Z = D (copying ring diameter)
- d (router diameter).
Tilt protection
The tilt protection (4.3) is inserted in the copying
ring for large surface cuts (4.1). The height dif-
ferential between router table and workpiece is
thus compensated, allowing tilt-free guidance of
the router on the template (4.2). The tilt protection
can be used with copying rings of diameters 24,
27, 30 and 40 mm.
Angle guides
With the angle guides, the template can be aligned
or parallel shifted on the workpiece. They are
inserted in the lower groove of the profi le.
Circle routing
- The circle routing insert is inserted in the inner
groove of the profi le (5.1). Then the profi les are
pushed together.
- The circle routing insert must be pushed into
one of the limit positions (5.2) where the screw
must be secured (5.3). Repeat this for the op-
posite side.
- The centring mandrel is inserted into the inside
groove (5.4) as far as the stop and screw fi tted.
- In the midpoint of the circle to be routed, an
8-mm hole is drilled into which the centring
mandrel is inserted (5.5).
- The circle routing insert must be set to the de-
sired radius depending on the router (5.6) used.
- Mount the router with a 30-mm copying ring and
move over the radius (5.7).
Gabarit de fraisage
Montage
Monter les profi lés A et B (1.1) de la manière
suivante :
- A l’aide du coulisseau, glisser le profi lé B dans
la rainure latérale (1.2) du profi lé A. Pour ce, les
2 échelles graduées doivent être tournées vers
l’intérieur (1.3).
- Assembler les profi lés A et B à l’aide de la vis
latérale (1.4). De la même manière, monter les
profi lés restants.
- Assembler les 2 formes en L au gabarit global
(de la même manière que les profi lés seuls) et
les fi xer avec la vis latérale (1.4).
- Glisser le gabarit contre le profi lé A et orienter
le profi lé B (1.5).
Faire des découpes en angle droit
- Régler la dimension a en desserrant les vis (2.1)
et en déplaçant les profi lés dans le sens de la
fl èche a. Une fois la bonne dimension obtenue,
bloquer les vis.
- Régler la dimension b en desserrant les vis (2.2)
et en déplaçant les profi lés dans le sens b de la
fl èche. Une fois la bonne dimension obtenue,
bloquer les vis.
- Ajouter une mesure supplémentaire Z aux me-
sures a et b pour obtenir la mesure de réglage
effective sur le gabarit: Z = D (diamètre de la
bague de copiage) - d (diamètre de la fraise)
Dispositif anti-basculement
Pour des fraisages de grandes surfaces, le dis-
positif anti-basculement (4.3) est inséré dans la
bague de copiage (4.1). La différence de hauteur
entre la table de fraisage et la pièce à travailler
est ainsi compensée et cela garantit un guidage de
la défonceuse sur le gabarit (4.2) sans risque de
basculement. Il est possible d’utiliser le dispositif
anti-basculement avec des bagues de copiage de
24, 27, 30 et 40 mm de diamètre.
Butée angulaire
Les butées angulaires permettent d’orienter le
gabarit sur la pièce à travailler ou à la déplacer
de manière parallèle. Celles-ci sont utilisées dans
les rainures inférieures du profi lé.
Fraises circulaires
- Le guide d’outils pour arc de cercle est placé
dans la rainure intérieure du profi lé (5.1). Les
profi lés sont ensuite réunis.
- Pousser le guide d’outils pour arc de cercle dans
l’une des positions extrêmes (5.2) et bloquer les
vis présentes (5.3). Répéter l’opération avec le
côté opposé.
- Amener la broche de centrage dans la rainure la
plus centrale (5.4) jusqu’en butée et la visser.
- Réaliser un forage de 8 mm au centre du cercle
de fraisage, puis y placer la broche de centrage
(5.5).
- Régler l’angle souhaité du guide d’outils pour arc
de cercle en fonction de la fraise (5.6) utilisée.
- Doter la défonceuse d’une bague de copiage de
30 mm et partir du rayon (5.7).
7
Plantilla para fresar
Montaje
Los perfi les A y B (1.1) han de montarse del si-
guiente modo:
- Desplace el perfi l B mediante la lengüeta inser-
tada por la ranura lateral (1.2) del perfi l A. Para
ello, ambas escalas deben situarse en la parte
interior (1.3).
- Una los perfi les A y B mediante el tornillo lateral
(1.4). El resto de los perfi les ha montarse de la
misma manera.
- Ensamble las dos formas en L del mismo modo
que los perfi les individuales para conformar así
el conjunto de la plantilla y únalos mediante el
tornillo lateral (1.4).
- Desplace la plantilla junto al perfi l A y alinéela
con el perfi l B (1.5).
Los cortes deberán quedar ajustados de forma
rectangular
- Ajuste la medida a soltando los tornillos (2.1) y
desplazando los perfi les en la dirección de las
fl echas a. Una vez establecida la medida desea-
da se deberán fi jar los tornillos de nuevo.
- Ajuste la medida b soltando los tornillos (2.2) y
desplazando los perfi les en la dirección de las
fl echas b. Una vez establecida la medida desea-
da se deberán fi jar los tornillos de nuevo.
- Añada una medida adicional Z a la medida a y b:
Z = D (diámetro del anillo copiador) - d (diámetro
fresa) para establecer la medida de ajuste real
sobre la plantilla
Protección antibasculante
La protección antibasculante (4.3) se utiliza en el
anillo copiador (4.1) en caso de realizarse bordes
fresados de gran superfi cie. De este modo se
consigue equilibrar la diferencia de altura entre
la mesa de fresar y la pieza de trabajo, y se pue-
de guiar la fresadora sobre la plantilla (4.2) sin
que exista riesgo de basculación. La protección
antibasculante se puede utilizar con anillos co-
piadores que tengan un diámetro de 24, 27, 30 y
40 mm.
Topes angulares
Mediante los topes angulares se puede orientar
la plantilla sobre la pieza de trabajo o desplazarla
de forma paralela. Estos se introducen en las
ranuras inferiores del perfi l.
Fresado circular
- Introduzca la pieza de fresado circular en la
ranura interior del perfi l (5.1). A continuación,
junte los perfi les.
- Desplace la pieza de fresado circular a uno de
los extremos (5.2) y fi je el tornillo situado en
dicha posición (5.3). Este mismo proceso se
deberá repetir en el lado opuesto.
- Introduzca el mandril de centraje en la ranura
interior (5.4) hasta hacer tope y atorníllelo.
- Realice un orifi cio de 8 mm en el centro del cír-
culo que se debe fresar e introduzca después el
mandril de centraje (5.5).
- La pieza de fresado circular deberá quedar ajus-
tada en el radio que sea necesario dependiendo
de la fresa (5.6) utilizada.
- Coloque un anillo copiador de 30 mm en la fre-
sadora y desplace el radio hacia abajo (5.7).
Dima per fresare
Montaggio
Montare i profi li A e B (1.1) come segue:
- Spingere il profi lo B dal profi lo A mediante una
pietra per scanalature nella scanalatura laterale
(1.2). Le scale a questo punto devono essere
rivolte entrambe verso l’interno (1.3).
- Collegare i profi li A e B (1.4) con la vite laterale.
Montare allo stesso modo anche gli altri profi li.
- Le due forme a L vengono montate nello stes-
so modo dei singoli profi li per creare un’unica
dima, quindi vengono fi ssati con la vite laterale
(1.4).
- La dima viene spinta sul profi lo A, creando così
il profi lo B (1.5).
Come realizzare tagli ad angolo retto
- La misura si imposta allentando le viti (2.1) e
spostando i profi li in direzione della freccia a.
Una volta raggiunta la misura desiderata, fi ssare
nuovamente le viti.
- La misura b si imposta allentando le viti (2.2) e
spostando il profi lo in direzione della freccia b.
Una volta raggiunta la misura desiderata, fi ssare
nuovamente le viti.
- Per impostare una misura effettiva sulla dima,
è necessario aggiungere una misura aggiunti-
8
va Z alle misure a e b: Z = D (diametro anello a
copiare) - d (diametro fresa).
Protezione contro i ribaltamenti
Per le fresature su ampia superfi cie, la protezione
contro i ribaltamenti (4.3) viene inserita nell’anel-
lo a copiare (4.1). In questo modo si equilibra la
differenza tra il banco per fresatura e il pezzo in
lavorazione, consentendo di guidare senza ribal-
tamenti la fresatrice verticale sulla dima (4.2).
La protezione contro i ribaltamenti può essere
utilizzata con anelli a copiare di diametro 24, 27,
30 e 40 mm.
Battute angolari
Con le battute angolari è possibile posizionare la
dima sul pezzo oppure farla scorrere parallela-
mente. Queste vengono inserite nelle scanalature
inferiori del profi lo.
Fresatura circolare
- L’inserto per fresatura circolare viene inserito
nella scanalatura inferiore del profi lo (5.1). In-
fi ne si uniscono i profi li.
- Spingere l’inserto per fresatura circolare nella
posizione fi nale (5.2), quindi fi ssare la vite (5.3).
Ripetere dal lato opposto.
- Inserire il perno di centraggio nella scanalatura
più interna (5.4) fi no al riscontro, quindi avvitar-
lo.
- Creare al centro del cerchio da fresare un foro
di 8 mm, nella quale verrà inserito il perno di
centraggio (5.5).
- L’inserto per fresatura circolare deve essere
inserito con il raggio desiderato a seconda della
fresa (5.6) utilizzata.
- Applicare sulla fresatrice verticale un anello
a copiare da 30 mm, quindi delineare il raggio
(5.7).
Freessjabloon
Montage
De profi elen A en B (1.1) dienen als volgt te worden
gemonteerd:
- Profi el B wordt door middel van de gleufsteen
in de groef aan de zijkant (1.2) van profi el A
geschoven. Hierbij dienen beide schalen naar
binnen te wijzen (1.3).
- De profi elen A en B dienen via de schroef aan de
zijkant te worden verbonden (1.4). Op dezelfde
manier dienen de resterende profi elen te wor-
den gemonteerd.
- De beide L-vormen worden op dezelfde wijze
als de afzonderlijke profi elen tot één sjabloon
samengevoegd en met de schroef aan de zijkant
vastgezet (1.4).
- Het sjabloon wordt tegen profi el A geschoven
en het profi el B wordt afgesteld (1.5).
Rechthoekige uitsnijdingen maken
- Maat a wordt ingesteld door de schroeven (2.1)
los te draaien en de profi elen in de richting van
de pijl a te schuiven. Wanneer de gewenste maat
bereikt is, dienen de schroeven weer te worden
vastgezet.
- Maat b wordt ingesteld door de schroeven (2.2)
los te draaien en de profi elen in de richting van
de pijl b te schuiven. Wanneer de gewenste
maat bereikt is, dienen de schroeven weer te
worden vastgezet.
- Voor de werkelijk ingestelde maat op het sja-
bloon dient een extra maat Z aan maat a en b
te worden toegevoegd: Z = D (diameter kopieer-
ring) - d (diameter frees)
Kantelbeveiliging
De kantelbeveiliging (4.3) wordt bij uitfrezingen
die een groot oppervlak beslaan in de kopieerring
ingebracht (4.1). Het hoogteverschil tussen de
freestafel en het werkstuk wordt op deze manier
gecompenseerd en hierdoor wordt het mogelijk
de bovenfrees zonder kantelen op het sjabloon
te geleiden (4.2). De kantelbeveiliging kan met
kopieerringen worden gebruikt die een diameter
van 24, 27, 30 en 40 mm hebben.
Hoekaanslagen
Met de hoekaanslagen kan het sjabloon op het
werkstuk worden afgesteld of parallel worden
verschoven. Deze worden in de onderste groeven
van het profi el geplaatst.
Cirkelfrezen
- Het cirkelfreesinzetstuk wordt in de binnenste
groef van het profi el geplaatst (5.1). Vervolgens
worden de profi elen ineengeschoven.
- Het cirkelfreesinzetstuk dient in een van de
eindstanden te worden geschoven (5.2) en de
beteffende schroef te worden vastgezet (5.3).
Dit moet aan de andere kant worden herhaald.
- De centreerdoorn moet tot de aanslag in de bin-
nenste groef (5.4) worden geplaatst en worden
vastgedraaid.
- In het midden van de te frezen cirkel dient een
9
boorgat van 8 mm te worden gemaakt, waarin
vervolgens de centreerdoorn wordt geplaatst
(5.5).
- Afhankelijk van de gebruikte freesmachine (5.6)
dient het cirkelfreesinzetstuk op de gewenste
radius te worden ingesteld.
- De bovenfrees dient met een kopieerring van
30mm te worden opgezet en langs de radius te
worden bewogen (5.7).
Frässchablon
Montering
Profi lerna A och B (1.1) ska monteras enligt föl-
jande:
- Profi l B skjuts med hjälp av gejden in i sidospå-
ret (1.2) på profi l A. Därvid måste båda skalorna
peka inåt (1.3).
- Profi lerna A och B ska kopplas ihop med skru-
ven på sidan (1.4). De resterande profi lerna ska
monteras på samma sätt.
- De båda L-formerna sätts ihop på samma sätt
som de enskilda profi lerna i förhållande till
den totala schablonen och fi xeras sedan med
sidoskruven (1.4).
- Schablonen skjuts ihop på profi l A och profi l B
riktas (1.5).
Framställa rätvinkliga utskärningar
- Måttet a ställs in genom att man lossar skruven
(2.1) och förskjuter profi lerna i pilriktningen a.
När det önskade måttet uppnåtts, fi xerar man
skruvarna igen.
- Måttet b ställs in genom att man lossar skruven
(2.2) och förskjuter profi lerna i pilriktningen b.
När det önskade måttet uppnåtts, fi xerar man
skruvarna igen.
- För det faktiska inställningsmåttet på scha-
blonen måste ett tilläggsmått Z till mått a och
b adderas: Z = D (kopierringens diameter) - d
(fräsens diameter).
Vältskydd
Vältskyddet (4.3) sätts in i kopierringen (4.1) vid
urfräsningar av större ytor. Höjdskillnaden mellan
fräsbordet och arbetsstycket utjämnas därmed
och det gör att man kan styra handöverfräsen på
schablonen (4.2) utan att den välter. Vältskyddet
kan användas med kopierringar med diametrarna
24, 27, 30 och 40 mm.
Vinkelanslag
Med vinkelanslagen kan man rikta schablonen
på arbetsstycket eller förskjuta den parallellt.
Anslagen sätts in i profi lens nedre spår.
Fräsa cirklar
- Cirkelfräsinsatsen sätts in i profi lens inre spår
(5.1). Därefter skjuts profi lerna ihop.
- Cirkelfräsinsatsen skjuts in i ett av ändlägena
(5.2) och fi xeras med skruven där (5.3). Detta
upprepas med motsatta sidan.
- Centreringsdornen sätts in i det innersta spåret
(5.4) ända till anslaget och skruvas fast där.
- I centrum på den cirkel som ska fräsas gör man
ett 8 mm hål, i vilket man sedan sätter centre-
ringsdornen (5.5).
- Cirkelfräsinsatsen måste ställas in på den öns-
kade radien, beroende på vilken fräs(5.6) man
använder.
- Utrusta handöverfräsen med en 30 mm kopier-
ring och bearbeta radien (5.7).
Jyrsintäsapluuna
Asennus
Profi ilit A ja B (1.1) on asennettava seuraavalla
tavalla:
- Profi ili B työnnetään T-urakiinnittimen avulla
profi ilin A sivuttaiseen uraan (1.2). Molempien
asteikkojen täytyy näyttää sisään päin (1.3).
- Profi ilit A ja B on liitettävä sivuruuvilla (1.4).
Samalla tavalla asennetaan muut profi ilit.
- Molemmat L-muodot asetetaan samalla tavalla
yhteen kuin yksittäisprofi ilit yhteissapluunaksi
ja kiinnitetään sivuruuvilla (1.4).
- Sapluuna työnnetään kokoon profi ililla A ja pro-
fi ili B kohdistetaan (1.5).
Suorakulmaisen leikkauksen teko
- Mitta a säädetään irrottamalla ruuvit (2.1) ja
siirtämällä profi ilia nuolen suuntaan a. Kun
haluttu mitta on saavutettu, ruuvit kiristetään
uudelleen.
- Mitta b säädetään irrottamalla ruuvit (2.2) ja
siirtämällä profi ilia nuolen suuntaan b. Kun
haluttu mitta on saavutettu, ruuvit kiristetään
uudelleen.
10
- Todellista säätömittaa varten sapluunassa mit-
taan a on lisättävä lisämitta Z: Z = D (kopioren-
kaan halkaisija - d (jyrsimen halkaisija).
Kaatumissuoja
Kaatumissuoja (4.3) asennetaan suuripintaisissa
jysrsinnöissä kopiorenkaalle (4.1). Korkeusero
jyrsinpöydän ja työstettävän kappaleen välillä
tasaantuu sillä ja mahdollistaa kaatumattoman
yläjyrsimen ohjauksen sapluunalla (4.2). Kaatu-
missuojaa voidaan käyttää kopiorenkaiden kans-
sa, joiden halkaisija on 24, 27, 30 ja 40 mm.
Kulmaohjain
Kulmaohjaimilla sapluunaa voidaan kohdistaa
työkappaleella tai siirtää samansuuntaisesti. Ne
laitetaan profi ilin alauraan.
Pyöröjyrsintä
- Pyöröjyrsin laitetaan profi ilin sisäuraan (5.1).
Lopuksi profi ilit työnnetään yhteen.
- Pyöröjyrsin on työnnettävä loppuasentoon (5.2)
ja siellä oleva ruuvi on kiristettävä (5.3). Tämä
on toistettava toisella puolella.
- Keskiöintituurna on asetettava sisäuraan (5.4)
ohjaimeen asti ja kiinnitettävä ruuveilla.
- Jyrsivän pyörön keskellä muodostuu 8 mm:n
reikä, johon keskiöintituurna kiinnitetään (5.5).
- Pyöröjyrsin täytyy laittaa halutulle säteelle riip-
puen käytetystä jyrsimestä (5.6).
- Yläjyrsin laitetaan 30mm:n kopiorenkaalla ja
säde kopioidaan (5.7).
Fræseskabelon
Montering
Profi lerne A og B (1.1) skal monteres på følgende
måde:
- Profi l B skubbes ved hjælp af notklodsen ind i
sidenoten (1.2) på profi l A. De to skalaer skal
vende indad (1.3).
- Profi lerne A og B skal forbindes ved hjælp af
skruen i siden (1.4). De øvrige profiler skal
monteres på samme måde.
- De to L-forme samles på samme måde som en-
keltprofi lerne til en samlet skabelon og fi kseres
med skruen i siden (1.4).
- Skabelonen skubbes sammen på profi l A og
bringes i fl ugt med profi l B (1.5).
Fremstilling af fi rkantede udskæringer
- Målet a indstilles ved at løsne skruerne (2.1) og
forskydning af profi len a i pilens retning. Når det
ønskede mål nåes, skal skruerne spændes fast
igen.
- Målet b indstilles ved at løsne skruerne (2.2) og
forskydning af profi len b i pilens retning. Når det
ønskede mål nåes, skal skruerne spændes fast
igen.
- Til det faktiske indstillingsmål på skabelonen
skal der lægges et ekstra indstillingsmål Z til
målene a og b: Z = D (diameter kopiring) - d
(diameter fræser)
Kipsikring
Kipsikringen (4.3) sættes i kopirringen (4.1) ved
udfræsning af store arealer. Højdeforskellen
mellem fræsebord og arbejdsemne udlignes,
hvilket muliggør kipfri føring af overfræseren på
skabelonen (4.2). Kipsikringen kan anvendes med
kopiringe med diametrene 24, 27, 30 og 40 mm.
Vinkelanslag
Med vinkelanslagene kan skabelonerne passes
til på arbejdsemnet eller forskydes parallelt med
emnet. Anslagene sættes i de nederste noter på
profi len.
Cirkelfræsning
- Cirkelfræseindsatsen sættes i den indvendige
not på profi len (5.1). Derefter skubbes profi lerne
sammen.
- Cirkelfræseindsatsen skal skubbes ind i en af
endepositionerne (5.2) og fastgøres med skruen
der (5.3). Denne procedure skal gentages med
den modstående side.
- Centreringsdornen skal sættes i den indvendige
not (5.4) til anslag og skrues fast der.
- I centrum af den cirkel, der skal fræses, bores
et 8 mm hul, hvori centreringsdornen anbringes
(5.5).
- Cirkelfræseindsatsen skal indstilles til den øn-
skede radius, afhængigt af den fræser (5.6), der
benyttes.
- Overfræseren forsynes med en 30mm kopiring
og radius køres igennem (5.7).
11
Fresesjablon
Montasje
Profi lene A og B (1.1) skal monteres på følgende
måte:
- Profi l B skyves inn i sidesporet (1.2) til profi l A
ved hjelp av sporlåsen. Begge skalaene må her
peke innover (1.3).
- Profi lene A og B forbindes med hverandre vha.
skruen på siden (1.4). De øvrige profi lene mon-
teres på samme måte.
- De to L-formene settes sammen på samme
måte som enkeltprofi lene til en samlet sjablon
og festes med skruen på siden (1.4).
- Sjablonene skyves sammen ved profi l A, og profi l
B rettes til (1.5).
Lage fi rkantede utsnitt
- Mål a stilles inn ved å løsne skruene (2.1) og
fl ytte profi lene i pilens retning a. Når ønsket mål
er nådd, trekkes skruene til igjen.
- Mål b stilles inn ved å løsne skruene (2.2) og
fl ytte profi lene i pilens retning b. Når ønsket mål
er nådd, trekkes skruene til igjen.
- For å fi nne det faktiske innstillingsmålet på
sjablonen må det legges til ett tilleggsmål Z til
mål a og b: Z = D (diameter på kopieringsring)
- d (diameter fresejern).
Tippbeskyttelse
Tippbeskyttelsen (4.3) brukes ved vide utfresinger
i kopieringsringen (4.1). Høydeforskjellen mellom
fresebord og emne blir dermed utjevnet, slik at
det er mulig å føre håndoverfresen over sjablonen
(4.2) uten fare for tipping. Tippbeskyttelsen kan
brukes med kopieringsringer med diameter på
24, 27, 30 og 40 mm.
Vinkelanlegg
Med vinkelanleggene kan sjablonen rettes inn et-
ter emnet eller forskyves parallelt. Disse settes
inn i de nedre sporene i profi len.
Sirkelfreser
- Sirkelfresinnsatsen settes inn i det indre spo-
ret i profi len (5.1). Deretter skyves profi lene
sammen.
- Sirkelfresinnsasten skus til en av endestil-
lingene (5.2) og skruen der festes (5.3). Dette
gjentas på motstående side.
- Sentreringsdoren settes inn i det innerste sporet
(5.4) frem til stopperen og skrues fast.
- I sentrum av sirkelen som skal freses ut, bores
det et 8 mm hull som sentreringsdoren settes
inn i (5.5).
- Sirkelfresinnstasen må stilles inn på ønsket
radius, avhengig av fresejernet (5.6) som bru-
kes.
- Håndoverfresen påmonteres en 30 mm kopie-
ringsring og kjøres rundt radien (5.7).
Molde de fresar
Montagem
Os perfi s A e B (1.1) devem ser montados do se-
guinte modo:
- O perfi l B é deslocado através da cavilha aca-
nalada para o entalhe lateral (1.2) do perfi l A.
Nessa ocasião, as duas escalas devem apontar
para o interior (1.3).
- Os perfi s A e B devem ser unidos por meio do
parafuso lateral (1.4). Os perfi s restantes devem
ser montados da mesma forma.
- As duas formas em L são juntadas do mesmo
modo que os perfi s individuais, para formar o
molde completo, e são fi xas com o parafuso
lateral (1.4).
- O molde é juntado no perfi l A e o perfi l B é ori-
entado (1.5).
Efectuar entalhes rectangulares
- A medida a é ajustada soltando os parafusos
(2.1) e deslocando os perfi s no sentido da seta
a. Ao atingir a medida desejada, os parafusos
devem ser novamente fi xos.
- A medida b é ajustada soltando os parafusos
(2.2) e deslocando os perfi s no sentido da seta
b. Ao atingir a medida desejada, os parafusos
devem ser novamente fi xos.
- Para a medida de ajuste efectiva no molde é
necessário somar-se uma medida adicional Z à
medida a e b: Z = D (diâmetro do anel copiador)
- d (diâmetro da fresa).
Protecção contra basculamento
Em fresagens de grandes superfícies, a protecção
contra basculamento (4.3) é aplicada no anel co-
piador (4.1). A diferença de altura entre a mesa da
tupia e a peça a trabalhar é assim compensada,
permitindo uma condução sem basculamento
12
da tupia vertical sobre o molde (4.2). A protecção
contra basculamento pode ser utilizada com os
anéis copiadores de diâmetro 24, 27, 30 e 40 mm.
Batentes angulares
Com os batentes angulares, o molde pode ser
orientado na peça a trabalhar ou deslocado em
paralelo. Estes são aplicados nos entalhes infe-
riores do perfi l.
Fresa circular
- O inserto de fresa circular é colocado no entalhe
interior do perfi l (5.1). Em seguida, juntam-se
os perfi s.
- O inserto de fresa deve ser deslocado para uma
das posições fi nais (5.2); fi xar o parafuso que aí
se encontra (5.3). Este procedimento deve ser
repetido no lado oposto.
- O pino centralizador deve ser aplicado no en-
talhe mais interior (5.4), até encostar, e ser
aparafusado.
- No centro do circulo a fresar é efectuado um
furo de 8 mm, no qual será colocado a seguir o
pino centralizador (5.5).
- O inserto de fresa circular deve ser ajustado
para o raio pretendido, em função da fresa (5.6)
utilizada.
- A tupia vertical deve ser colocada com um anel
copiador de 30 mm e deve percorrer-se o raio
(5.7).
Ôðåçåðíûé øàáëîí
Ìîíòàæ
Ïðîôèëè A è B (1.1) ìîíòèðóþòñÿ ñëåäóþùèì
îáðàçîì:
- Ïðîôèëü B âñòàâëÿåòñÿ äî ñåðåäèíû øïîíêè
ñ ïàçîì íà â áîêîâîé ïàç (1.2) ïðîôèëÿ A.
Ïðè ýòîì îáå øêàëû äîëæíû íàõîäèòüñÿ â
âíóòðåííåé ñòîðîíû (1.3).
- Ïðîôèëè A è B ñîåäèíÿþòñÿ âèíòàìè (1.4) ñ
áîêîâ. Òàêèì æå îáðàçîì óñòàíàâëèâàþòñÿ
îñòàëüíûå ïðîôèëè.
- Îáå Ã-îáðàçíûå äåòàëè ñîåäèíÿþòñÿ òàêèì æå
îáðàçîì êàê è îòäåëüíûå ïðîôèëè äëÿ îáùåãî
øàáëîíà è ôèêñèðóþòñÿ âèíòàìè (1.4) ñ áîêîâ.
- Øàáëîí âñòàâëÿåòñÿ â ïðîôèëü A, è ïðîôèëü B
âûðàâíèâàåòñÿ (1.5).
Âûïîëíåíèå ïðÿìîóãîëüíûõ âûðåçîâ
- Ðàçìåð a óñòàíàâëèâàåòñÿ ïðè îòïóñêàíèè âèíòîâ
(2.1) è ñìåùåíèè ïðîôèëåé â íàïðàâëåíèè
ñòðåëêè à. Ïî äîñòèæåíèè íåîáõîäèìîãî
ðàçìåðà çàòÿíèòå âèíòû.
- Ðàçìåð b óñòàíàâëèâàåòñÿ ïðè îòïóñêàíèè âèíòîâ
(2.2) è ñìåùåíèè ïðîôèëåé â íàïðàâëåíèè
ñòðåëêè b. Ïî äîñòèæåíèè íåîáõîäèìîãî
ðàçìåðà çàòÿíèòå âèíòû.
- ×òîáû ïîëó÷èòü äåéñòâèòåëüíûé óñòàíîâëåííûé
ðàçìåð ïî øàáëîíó íåîáõîäèìî ñëîæèòü
ðàçìåð Z ñ ðàçìåðàìè a è b: Z = D (äèàìåòð
êîïèðîâàëüíîãî êîëüöà) - d (äèàìåòð ôðåçû)
Çàùèòà îò îïðîêèäûâàíèÿ
Çàùèòà (4.3) îò îïðîêèäûâàíèÿ óñòàíàâëèâàåòñÿ
â êîïèðîâàëüíîå êîëüöî (4.1) ïðè îáðàáîòêå
áîëüøèõ ïîâåðõíîñòåé. Ðàçíîñòü âûñîò ìåæäó
îïîðíîé ïëàñòèíîé è îáðàáàòûâàåìîé äåòàëüþ
òàêèì îáðàçîì âûðàâíèâàåòñÿ. Òåïåðü ìîæíî
âåñòè ôðåçåð ïî øàáëîíó (4.2) áåç îïðîêèäûâàíèÿ.
Çàùèòó îò îïðîêèäûâàíèÿ ìîæíî èñïîëüçîâàòü ñ
êîïèðîâàëüíûìè êîëüöàìè äèàìåòðîâ 24, 27, 30
è 40 ìì.
Óãëîâûå óïîðû
Ïðè ïîìîùè óãëîâûõ óïîðîâ ìîæíî âûðîâíÿòü
øàáëîí íà îáðàáàòûâàåìîé äåòàëè èëè
âûïîëíÿòü ïàðàëëåëüíûå ïåðåìåùåíèÿ. Óïîðû
óñòàíàâëèâàþòñÿ â íèæíèå ïàçû ïðîôèëåé.
Ôðåçåðîâàíèå îêðóæíîñòåé
- Ïðèñïîñîáëåíèå äëÿ ôðåçåðîâàíèÿ îêðóæíîñòåé
óñòàíàâëèâàåòñÿ âî âíóòðåííèå ïàçû ïðîôèëåé
(5.1). Çàòåì ïðîôèëè ñîåäèíÿþòñÿ.
- Ñäâèíüòå ïðèñïîñîáëåíèå äëÿ ôðåçåðîâàíèÿ
îêðóæíîñòåé â îäíî èç êîíå÷íûõ ïîëîæåíèé
(5.2) è çàôèêñèðóéòå ñîîòâåòñòâóþùèì âèíòîì
(5.3). Âûïîëíèòå àíàëîãè÷íóþ îïåðàöèþ ñ äðóãîé
ñòîðîíû.
- Âñòàâüòå öåíòðèðóþùèé ñòåðæåíü âî âíóòðåííèé
ïàç (5.4) äî óïîðà è çàêðåïèòå.
- Â öåíòðå ôðåçåðóåìîé îêðóæíîñòè ïðîäåëàéòå
îòâåðñòèå äèàìåòðîì 8 ìì, â íåãî ïîòîì
óñòàíàâëèâàåòñÿ öåíòðèðóþùèé ñòåðæåíü
(5.5).
- Ïðèñïîñîáëåíèå äëÿ ôðåçåðîâàíèÿ îêðóæíîñòåé
íåîáõîäèìî îòðåãóëèðîâàòü íà æåëàåìûé
ðàäèóñ â çàâèñèìîñòè îò èñïîëüçóåìîé ôðåçû
(5.6).
- Óñòàíîâèòå íà ôðåçåð êîïèðîâàëüíîå êîëüöî
30 ìì è âûïîëíèòå âûðåç æåëàåìîãî ðàäèóñà
(5.7).

13
Frézovací šablona
Montáž
Profily A a B (1.1) se smontují následujícím
zpùsobem:
- Profil B s fixaèním postranním šroubem se zasune
do postranní drážky (1.2) profilu A. Obì stupnice
musí pøitom smìøovat dovnitø (1.3).
- Profily A a B se spojí postranním šroubem (1.4).
Stejným zpùsobem se smontují i zbývající profily.
- Oba profily, smontované do tvaru L, se sesadí
stejným zpùsobem, jako jednotlivé profily, vytvoøí
centrální šablonu, a zafixují se postranním šroubem
(1.4).
- Šablona se sesadí profily A a vyrovná se profily B
(1.5).
Provádìní pravoúhlých výøezù
- Rozmìr ‘a’ se nastaví povolením šroubù (2.1) a
posunutím profilu ve smìru šipky ‘a’. Po dosažení
požadovaného rozmìru se šrouby opìt utáhnou.
- Rozmìr ‘b’ se nastaví povolením šroubù (2.2) a
posunutím profilu ve smìru šipky ‘b’. Po dosažení
požadovaného rozmìru se šrouby opìt utáhnou.
- Aby se na šablonì nastavil skuteèný rozmìr, musí
se rozmìr ‘Z’ pøièíst k rozmìrùm ‘a’ a ‘b’: Z = D
(prùmìr kopírovacího kroužku) - d (prùmìr fré-
zy).
Podložka proti naklopení náøadí
Podložka proti naklopení (4.3) se pøi velkoplošném
vyfrézovávání nasazuje na kopírovací kroužek (4.1).
Vyrovnává se tím výškový rozdíl mezi frézovacím sto-
lem a obrobkem a umožòuje se tak stabilní vedení
(bez nebezpeèí naklopení) horní frézky na šablonì
(4.2). Podložku proti naklopení lze používat s kopí-
rovacími kroužky o prùmìru 24, 27, 30 a 40 mm.
Úhlové dorazy
Úhlovými dorazy lze šablonu s obrobkem vyrovnat,
nebo ji po nìm paralelnì posouvat. Nasazují se na
spodní drážky profilù.
Frézování kruhù
- Nástavec pro kruhové frézování se nasadí do
vnitøní drážky profilu (5.1). Potom se profily sesadí
dohromady.
- Nástavec pro kruhové frézování se posune do
koncové polohy (5.2) a tam se šroubem fixuje
(5.3). Totéž se udìlá i na protilehlé stranì.
- Centrovací trn se nasazuje a šroubuje do
nejvnitønìjší drážky (5.4) až na doraz.
- Do støedu frézovaného kruhu se vyvrtá 8mm otvor,
do nìhož se posléze nasadí centrovací trn (5.5).
- Nástavec pro kruhové frézování se musí nastavit
na požadovaný polomìr v závislosti na použité
fréze (5.6).
- Na horní frézku se nasadí 30 mm kopírovací krou-
žek a obkrouží se daný polomìr (5.7).
Szablon frezarski
Monta¿
Profile A i B (1.1) nale¿y zamontowaæ w nastêpuj¹cy
sposób:
- Profil B wsuwany jest wpustem przesuwnym w
boczny rowek (1.2) profilu A. Obie skale musz¹
byæ przy tym skierowane do wewn¹trz (1.3).
- Profile A i B nale¿y po³¹czyæ œrubami bocznymi
(1.4). W ten sam sposób nale¿y zamontowaæ
pozosta³e profile.
- Obie formy w kszta³cie litery L sk³adane s¹ w ten
sam sposób, co profile pojedyncze w szablon
³¹czny i mocowane za pomoc¹ œruby bocznej
(1.4).
- Szablon zsuwany jest przy profilu A, a ustawiany
jest profil B (1.5).
Wykonywanie wyciêæ prostok¹tnych
- Wymiar a ustawiany jest poprzez odkrêcenie œrub
(2.1) i przesuniêcie profili w kierunku zaznaczonym
strza³k¹ a. Po osi¹gniêciu wymaganego wymiaru
nale¿y ponownie przykrêciæ œruby.
- Wymiar b ustawiany jest poprzez odkrêcenie œrub
(2.2) i przesuniêcie profili w kierunku zaznaczonym
strza³k¹ b. Po osi¹gniêciu wymaganego wymiaru
nale¿y ponownie przykrêciæ œruby.
- W celu uzyskania rzeczywistego wymiaru na-
stawczego na szablonie trzeba dodaæ domiar Z
do wymiaru a i b: Z = D (œrednica pierœcienia do
kopiowania) - d (œrednica frezu).
Zabezpieczenie przed przechyleniem
Zabezpieczenie przed przechyleniem (4.3) wk³adane
jest w pierœcieñ do kopiowania przy wykonywaniu
frezowañ wielkopowierzchniowych (4.1). Ró¿nica

14
wysokoœci pomiêdzy sto³em frezarskim i obrabianym
elementem zostaje w ten sposób zrównowa¿ona, co
umo¿liwia prowadzenie frezarki górnowrzecionowej
przy szablonie bez przechylenia (4.2). Zabezpie-
czenie przed przechyleniem mo¿na u¿ywaæ wraz
z pierœcieniami kopiuj¹cymi o œrednicy 24, 27, 30
oraz 40 mm.
Przyk³adnice k¹towe
Za pomoc¹ przyk³adnic k¹towych mo¿na ustawiaæ
lub równolegle przesuwaæ szablony na obrabianym
elemencie. S¹ one wsuwane w dolny rowek profilu..
Frezowanie po okrêgu
- Wk³adkê do frezowania po okrêgu nale¿y w³o¿yæ
do œrodkowego rowka profilu (5.1). Nastêpnie
profile s¹ zsuwane do siebie.
- Wk³adkê do frezowania po okrêgu nale¿y
przesun¹æ do jednej z pozycji koñcowych (5.2) i
dokrêciæ znajduj¹c¹ siê tam œrubê (5.3). Czynnoœæ
tê nale¿y powtórzyæ po przeciwnej stronie.
- Czop centruj¹cy nale¿y wsun¹æ do oporu w
wewnêtrzny rowek (5.4) i przykrêciæ.
- W œrodku przewidzianego do wyfrezowania okrêgu
wykonywany jest otwór o œrednicy 8 mm, w który
nastêpnie wk³adany jest czop centruj¹cy (5.5).
- Wk³adka do frezowania po okrêgu musi byæ usta-
wiona na wymagany promieñ w zale¿noœci od
stosowanego frezu (5.6).
- Frezarkê górnowrzecionow¹ nale¿y nasadziæ wraz
z pierœcieniem do kopiowania 30mm i rozpocz¹æ
obróbkê po okrêgu (5.7).
