Ivoclar Vivadent IPS Empress Esthetic Speed: инструкция
Раздел: Техника
Тип:
Инструкция к Ivoclar Vivadent IPS Empress Esthetic Speed

®
IPS
Empress
Esthetic Speed
Instructions for Use
Käyttöohjeet
Page 2
Sivu 26
Gebrauchsinformation
Bruksanvisning
Seite 5
Side 29
Mode d’emploi
Gebruiksaanwijzing
Page 8
Pagina 32
Istruzioni d’uso
Oδηγίε Xρήσεω
Pagina 11
Σελίδα 35
Instrucciones de uso
Kullanma Talimatı
Pagina 14
Sayfa 38
Instruções de uso
àÌÒÚÛ͈Ëfl
Página 17
ëÚ. 41
3
Bruksanvisning
Instrukcja stosowania
Sidan 20
Strona 44
Brugsanvisning
Side 23
For dental use only.
Rx only
Manufacturer:
Ivoclar Vivadent AG, 9494 Schaan/Liechtenstein
www.ivoclarvivadent.com
1
®
The phosphate-bonded IPS Empress
Esthetic Speed investment material (Type 1, Class 2) is used for the
pressing of IPS Empress Esthetic ingots in the Ivoclar Vivadent Programat press furnaces.
Indication
Investing models (wax, modelling resin) in preparation of the pressing procedure with IPS Empress Esthetic
ingots.
Contraindication
All other applications not listed in the indications.
Delivery form
– IPS Empress Esthetic Speed Powder, 25 bags, 100 g each, including 1 measuring cup
– IPS Empress Esthetic Speed Liquid, 0.5 litre
Storage
– Storage at 12–28 °C / 54–82 °F
– Store powder in a dry place.
– The liquid must not be exposed to temperatures below +5°C / 41 °F (frost susceptible!). If frozen once,
the liquid is unusable (crystallization) and must not be used anymore.
Processing temperatures
– Room temperature 18 °C – max. 23 °C / 64 °F – max. 73 °F
– Any other processing temperature decisively affects the setting behaviour.
– A higher processing temperature accelerates the setting behaviour.
– A lower processing temperature delays the setting behaviour.
Investment ring system and press plunger
The IPS Empress Esthetic investment ring system (ring base, ring gauge, silicone ring) and the Alox plunger /
One-Way-Plunger are coordinated with IPS Empress Esthetic. Components of different systems are not
compatible. Use therefore only components of this system.
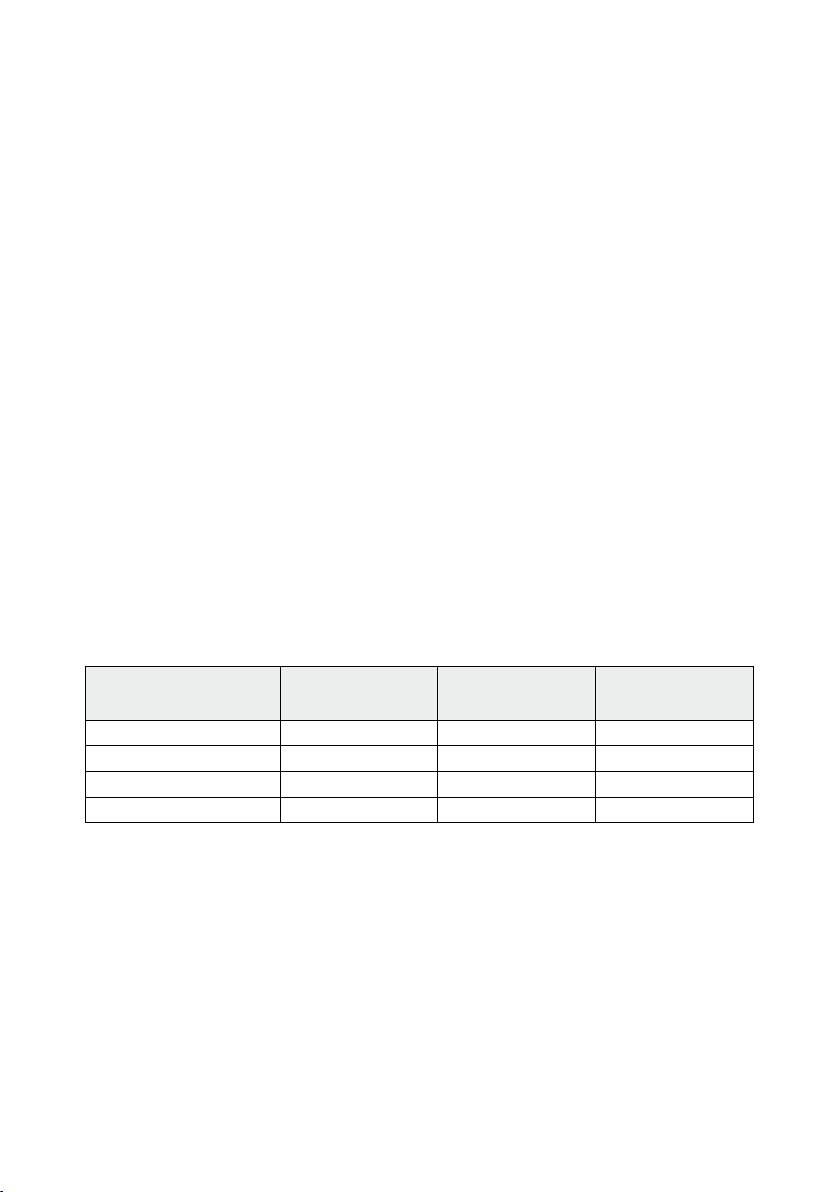
Mixing ratio 100 g powder : 27 ml diluted liquid
Concentration
100-g investment ring
200-g investment ring
Indication
approx.
Liquid : dist. water
Liquid : dist. water
Inlay MO + OD 50% 13.5 ml : 13.5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Veneers 50% 13.5 ml : 13.5 ml 27 ml : 27 ml
Crowns 60% 16 ml : 11 ml 32 ml : 22 ml
The indications regarding the liquid concentration are approximates and may be adjusted, if required. The
total quantity of liquid (liquid + dist. water) must not be altered. Do not dilute the liquid to below 50%.
Processing
Excess of separating agents may cause reactions with the investment material and affect the press result.
Disperse excess material with compressed air before investment.
– Fill liquid into the mixing cup.
– Add powder.
– Thoroughly mix investment material with a spatula for 20 seconds until even wetting of the powder is
achieved.
2
Vacuum mixer
Vacuum mixing time (at room temperature) 1.5 min
Speed 350 rpm
Processing time 5.5 min
Setting time min. 30 min – max. 45 min
The processing time depends on the material temperature, mixing quantity, mixing time and mixing intensity.
A higher material temperature and/or a longer mixing time shortens the processing time.
Investment
– Mix max. 400 g investment material in one go.
– Closely observe mixing ratio!
– Investment is carried out on a shaker under slight vibration. Allow the investment ring to set without
manipulating it.
Some aspects influencing the setting expansion of the investment material
– Temperature of the investment material and the liquid
– Residual water in the mixing cup, atmospheric humidity
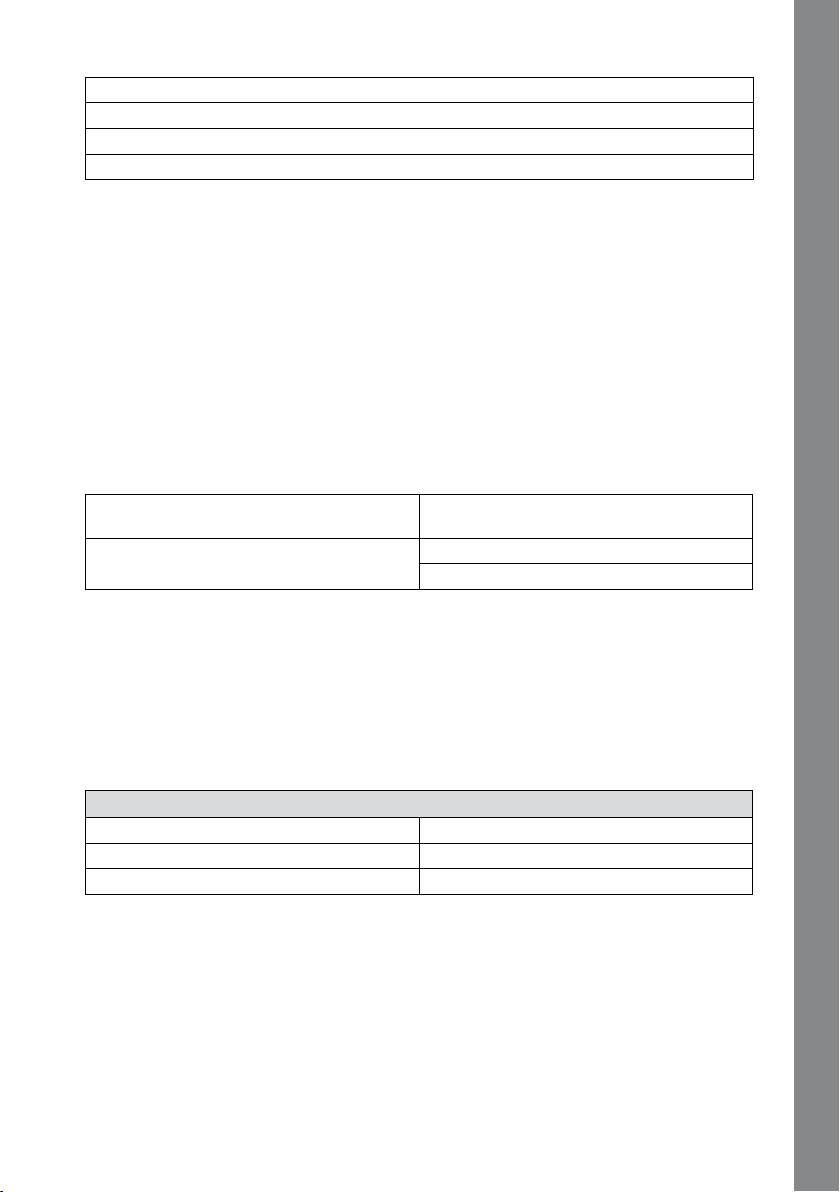
Preheating / holding times
Starting temperature
850 °C / 1562 °F
(Switch on the preheating furnace in time)
100-g investment ring – min. 45 min
Holding time after reaching
the final temperature of 850 °C / 1562 °F
200-g investment ring – min. 60 min
If more than 2 investment rings are preheated at the same time, the holding time at the final temperature
has to be prolonged by 15 minutes per additional investment ring.
Note
If several Speed investments are to be conducted, they should be invested consecutively and placed into the
preheating furnace at an interval of approx. 20 minutes. When placing the investment rings in the preheating
furnace, make sure that the furnace temperature does not drop substantially. The stipulated holding time
counts from the point when the preheating temperature has been reached again.
IPS Empress Esthetic
Ingot Preheating
Alox plunger Preheating
One-Way-Plunger No preheating
The IPS Unitray ensures that the ingots and the Alox plungers are optimally preheated and positioned in the
preheating furnaces.
Important information
– Do not use a debubblizer (tenside). Reactions with the investment material may occur.
– Consistent results can only be achieved under consistent conditions and if the Instructions for Use are
observed.
– Dilute liquid exclusively with distilled or de-ionized water.
– Liquid concentration: The more distilled or de-ionized water is added to the mixing liquid, the lower the
setting expansion. Additionally, the strength of the investment material is reduced. Do not dilute the liquid
to below 50%.
– Use only dry, clean instruments to process the investment material. Do not use plaster mixing cups.
– Do not invest under pressure since this changes the product properties.
– The setting time must be closely observed, since it decisively influences the expansion.
– Always remove pressed investment rings from the press furnace immediately after the end of the program
and place them on a grid for cooling.
3
English
To ensure thorough heating of the investment rings in the preheating furnace, the following points
have to be observed:
– Load the preheating furnace to maximally half of the available utility space.
– Always place the investment rings in the rear part of the preheating furnace.
– Place the investment rings as quickly as possible in the preheating furnace. Make sure that the furnace
temperature does not drop substantially.
– Always place the investment rings in the preheating furnace with the opening facing down.
– If more than two 200-g investment rings have to be preheated in the preheating furnace, we recommend
investing them consecutively and placing them in the preheating furnace at an interval of approximately
20 minutes.
– Do not place the investment rings in direct contact with each other. Allow air circulation.
IMPORTANT! Safety notes
– Do not open the furnace during the first 20 minutes of preheating: Burn hazard caused by wax fumes that
might ignite in the air!
– This material contains quartz, which may cause lung diseases (silicosis or cancer) when inhaled. Prevent
the inhalation of dust and wear a suitable dust mask.
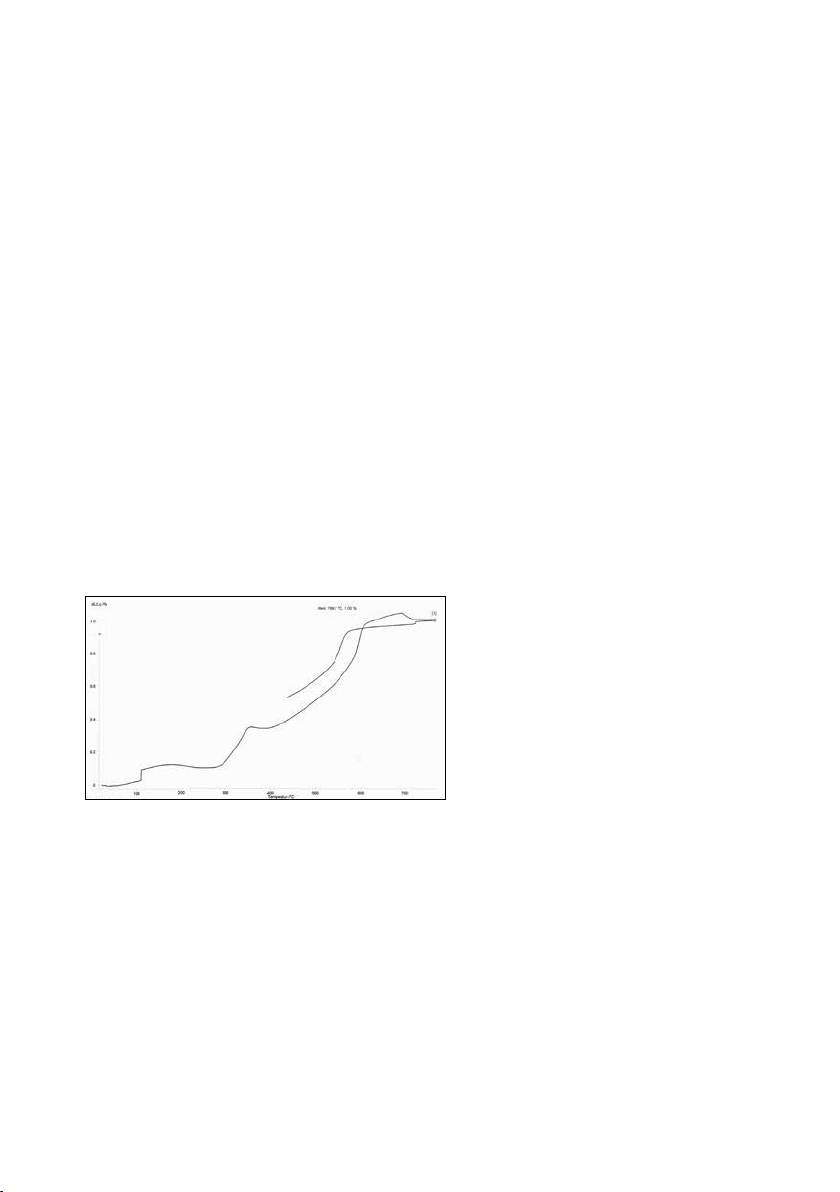
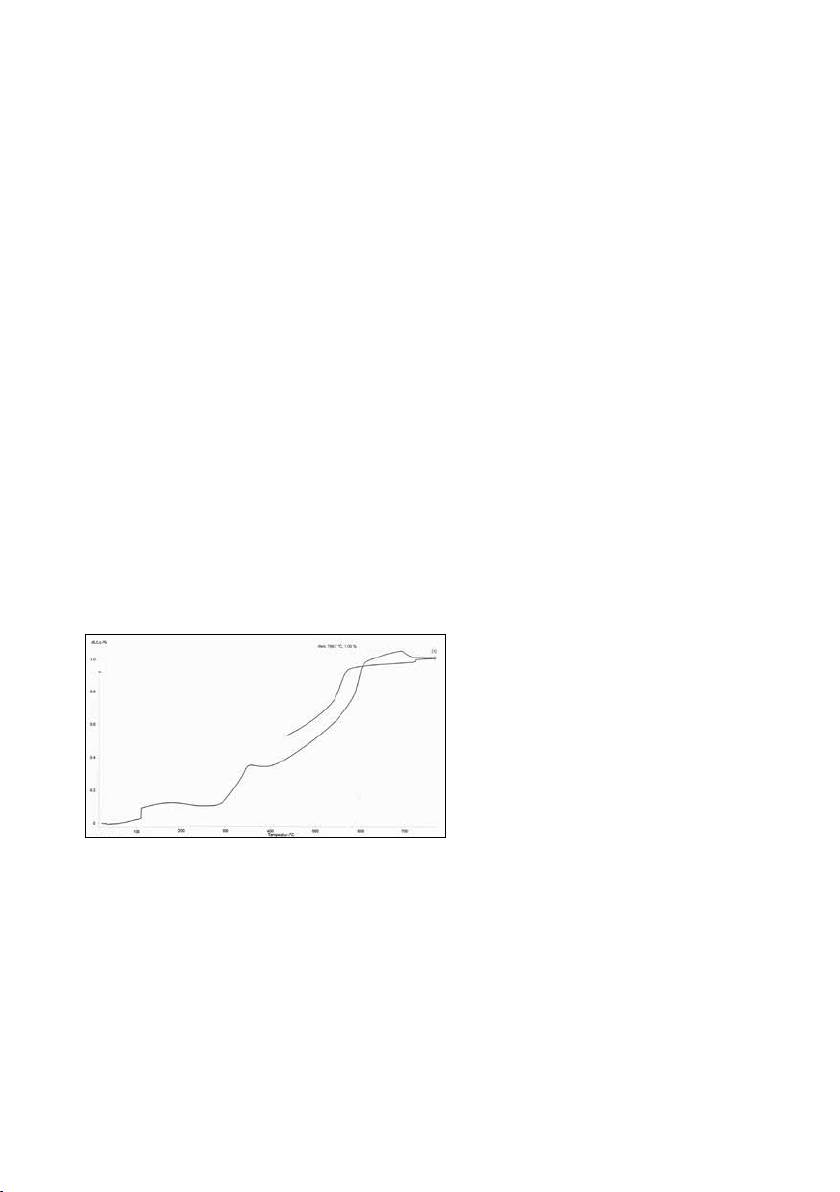
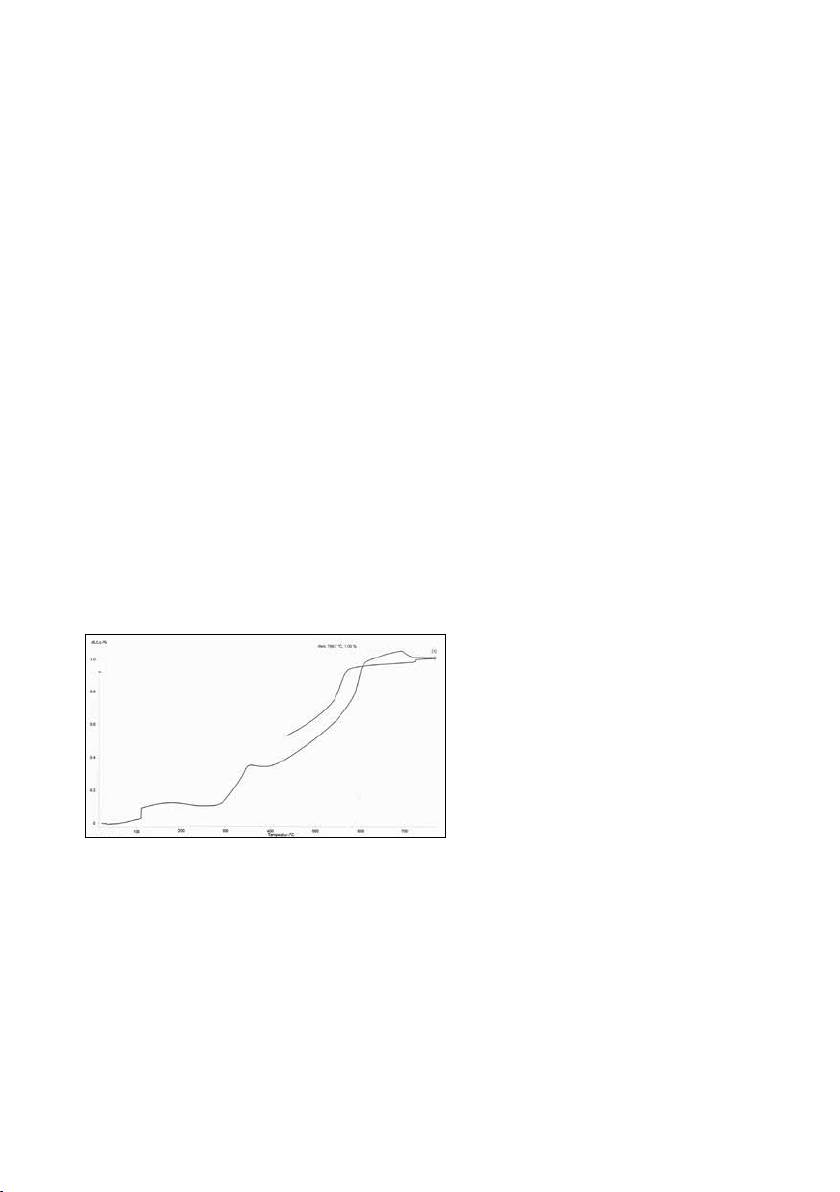
Physical data
(according to ISO 15912:2006)
– Flow characteristics: 110 mm Liquid concentration 50%
– Initial set: 10.5 minutes Liquid concentration 50%
– Compressive strength: 5 MPa Liquid concentration 50%
– Linear thermal expansion: 0.9 % Liquid concentration 50%
This material has been developed solely for use in dentistry. Processing should be carried out strictly according to the Instructions for Use.
Liability cannot be accepted for damages resulting from failure to observe the Instructions or the stipulated area of application. The user is
responsible for testing the products for their suitability and use for any purpose not explicitly stated in the Instructions. Descriptions and data
constitute no warranty of attributes and are not binding.
4
Die phosphatgebundene IPS Empress Esthetic Speed Einbettmasse (Typ 1, Klasse 2) wird zur Pressung von
IPS Empress Esthetic Rohlingen in den Ivoclar Vivadent Programat Pressöfen eingesetzt.
Indikation
Einbetten von Modellationen (Wachs, Modellierkunststoff) zur Vorbereitung auf die Pressung mit IPS Empress
Esthetic Rohlingen.
Kontraindikation
Alle weiteren Anwendungen, die nicht als Indikation beschrieben sind.
Lieferform
– IPS Empress Esthetic Speed Pulver 25x Beutel a 100 g incl. 1 Messbecher
– IPS Empress Esthetic Speed Liquid 0,5 l
Lagerung
– Lagerung bei 12–28 °C
– Pulver trocken lagern
– Liquid keiner Temperatur von weniger als +5°C aussetzen (frostempfindlich!) Sollte die Flüssigkeit ein-
mal gefrieren, wird diese unbrauchbar (Kristallbildung) und darf nicht mehr verwendet werden.
Verarbeitungstemperatur
– Raumtemperatur 18 °C – max. 23°C
– Eine abweichende Verarbeitungstemperatur beeinflusst das Abbindeverhalten entscheidend.
– Eine höhere Verarbeitungstemperatur beschleunigt den Abbindeprozess.
– Eine niedrigere Verarbeitungstemperatur verzögert den Abbindeprozess.
Muffelsystem und Press-Kolben
Das IPS Empress Esthetic Muffelsystem (Muffelbasis, Muffellehre, Silikonring) sowie der Alox-Kolben/One-
Way-Plunger sind auf IPS Empress Esthetic abgestimmt. Die Komponenten verschiedener Systeme sind nicht
miteinander kompatibel. Verwenden Sie daher nur systemreine Komponenten.
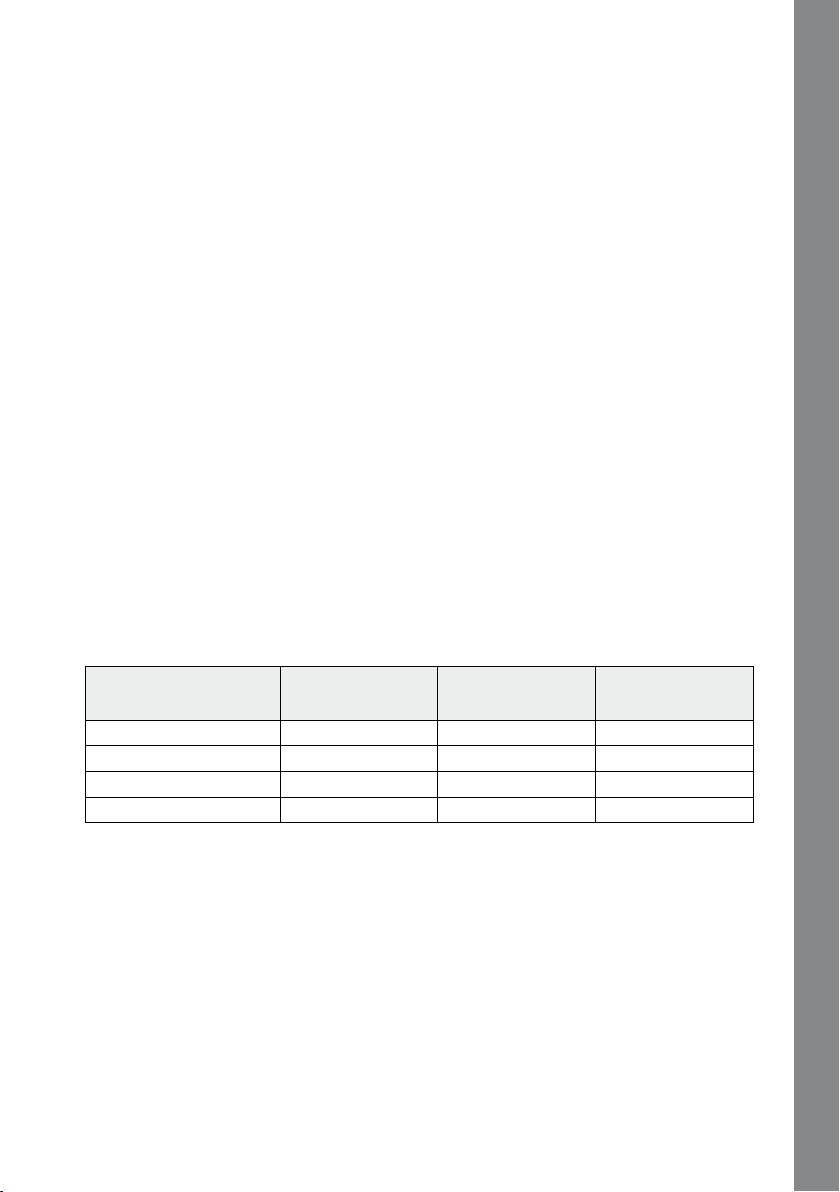
Anmischverhältnis 100g Pulver: 27ml verdünntes Liquid
Konzentration
100 g Muffel
200 g Muffel
Indikation
ca.
Liquid : dest. Wasser
Liquid : dest. Wasser
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Veneers 50% 13,5 ml : 13.5ml 27 ml : 27 ml
Kronen 60% 16 ml : 11 ml 32 ml : 22 ml
Die Angaben zur Liquidkonzentration sind Richtwerte und können ggf. korrigiert werden. Die Gesamtmenge
Flüssigkeit (Liquid + dest. Wasser) muss in jedem Fall beibehalten werden. Liquid nicht unter 50% verdünnen!
Verarbeitung
Überschüsse von Isoliermittel können Reaktionen mit der Einbettmasse hervorrufen und das Pressergebnis
beeinträchtigen. Vor dem Einbetten sind Überschüsse mit Druckluft zu verblasen.
– Liquid in den Anmischbecher füllen
– Pulver einstreuen
– Einbettmasse mit dem Spatel 20 sec. gut durchmischen, bis eine gleichmässige Benetzung des Pulvers
erreicht ist.
5
Deutsch
Vakuumrührgerät
Vakuumrührdauer (bei Raumtemperatur) 1,5 min
Drehzahl 350 U/min
Verarbeitungszeit 5,5 min
Aushärtungszeit mind. 30 min – max. 45 min
Die Verarbeitungszeit ist abhängig von der Materialtemperatur, der Mischmenge, der Rührdauer und der
Mischintensität. Eine höhere Materialtemperatur bzw. längere Mischdauer verkürzt die Verarbeitungszeit.
Einbetten
– Maximal 400 g Einbettmasse auf einmal anmischen
– Mischungsverhältnis genau einhalten.
– Das Einbetten erfolgt auf einem Rüttler unter leichter Vibration. Die eingebettete Muffel erschütterungsfrei
abbinden lassen und keine Manipulationen an der Muffel vornehmen.
Einige Punkte, die die Abbindeexpansion der Einbettmasse beeinflussen
– Temperatur der Einbettmasse und des Liquids
– Restwasser im Anmischbecher, Luftfeuchtigkeit
Vorwärmen / Haltezeiten
Aufsetztemperatur
850 °C
(Vorwärmofen rechtzeitig einschalten)
100 g Muffel – mind. 45 min
Haltezeit ab Erreichen der Endtemperatur
850°C
200 g Muffel – mind. 60 min
Werden mehr als 2 Muffeln gleichzeitig vorgewärmt, so ist die Haltezeit auf Endtemperatur je zusätzlicher
Muffel um 15 Min. zu verlängern.
Hinweis
Werden mehrere Speed Einbettungen vorgenommen, sollten diese zeitversetzt eingebettet werden und deren
Einbringung in den Vorwärmofen zeitversetzt im Intervall von ca. 20 Min. erfolgen.
Beim Bestücken des Vorwärmofens mit Muffeln darauf achten, dass die Ofentemperatur nicht zu stark
abfällt. Die angegebene Haltezeit gilt ab Wiedererreichen der Vorwärmtemperatur.
IPS Empress Esthetic
Rohling Vorwärmen
Alox-Kolben Vorwärmen
One-Way-Plunger Nicht vorwärmen
Zur optimalen Vorwärmung und Positionierung von Rohlingen und Alox-Kolben im Vorwärmofen dient der
IPS Unitray.
Wichtige Hinweise
– Keine Wachsentspannungsmittel (Tensid) verwenden. Reaktionen mit der Einbettmasse sind möglich.
– Gleich bleibende Ergebnisse können nur unter Beachtung der Verarbeitungsanleitung und unter gleich
bleibenden Bedingungen erzielt werden.
– Liquid ausschliesslich mit destilliertem oder entionisiertem Wasser verdünnen.
– Liquidkonzentration: Je mehr destilliertes oder entionisiertes Wasser der Anmischflüssigkeit beigemischt
wird, umso geringer wird die Abbindeexpansion. Zudem wird die Einbettmasse dadurch in ihrer Festigkeit
geschwächt. Liquid nicht unter 50% verdünnen.
– Einbettmasse nur mit sauberen, trockenen Instrumenten verarbeiten und keine Gipsanmischbecher ver-
wenden.
– Keine Druckeinbettung vornehmen, da dadurch die Produkteigenschaften verändert werden.
6
– Die Abbindezeit muss genau eingehalten werden, da diese einen entscheidenden Einfluss auf die
Expansion nimmt.
– Gepresste Muffeln immer sofort nach Programmende aus dem Pressofen nehmen und zum Abkühlen auf
ein Gitter stellen.
Um eine ausreichende Durchwärmung der Muffeln im Vorwärmofen zu gewährleisten, sind
folgende Punkte zu beachten:
– Der Vorwärmofen darf maximal bis zur Hälfte seiner Stellfläche bestückt werden.
– Dabei die Muffeln immer im hinteren Teil des Vorwärmofens platzieren.
– Das Einbringen der Muffeln in den Vorwärmofen muss zügig erfolgen. Darauf achten, dass die Ofentempe-
ratur dabei nicht zu stark abfällt.
– Muffeln im Vorwärmofen immer mit der Öffnung nach unten stellen.
– Müssen mehr als zwei 200 g-Muffeln in einem Vorwärmofen vorgewärmt werden, wird empfohlen, diese
zeitversetzt (ca. 20 Min.) einzubetten und ebenso zeitversetzt in den Vorwärmofen zu geben.
– Die Muffeln nicht in direkten Kontakt zueinander stellen. Luftzirkulation ermöglichen.
Achtung Sicherheitshinweise
– Während des Vorwärmens innerhalb der ersten 20 Minuten den Ausbrennofen nicht öffnen:
Verbrennungsgefahr durch Wachsdämpfe, die sich an der Luft entzünden können!
– Dieses Material enthält Quarz, das Lungenkrankheiten hervorrufen kann (Silikose oder Krebs), wenn es
eingeatmet wird. Das Einatmen von Staub ist zu vermeiden und eine geeignete Staubschutzmaske ist zu
tragen.
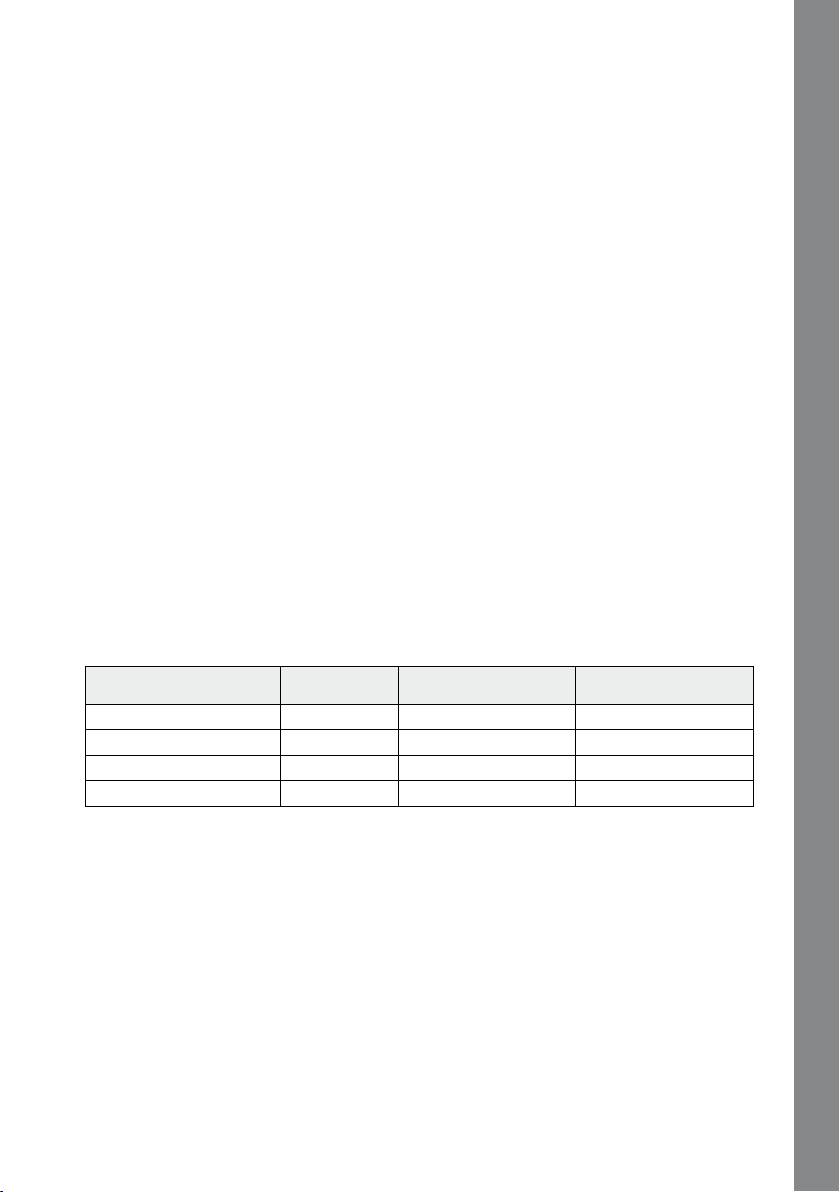
Physikalische Daten
(nach EN ISO 15912:2006)
– Fliessfähigkeit: 110 mm Liquidkonzentration 50%
– Erstarrungsbeginn: 10,5 Minuten Liquidkonzentration 50%
– Druckfestigkeit: 5 MPa Liquidkonzentration 50%
– Lineare Wärmeausdehnung: 0,9 % Liquidkonzentration 50%
Das Material wurde für den Einsatz im Dentalbereich entwickelt und muss gemäss Gebrauchsinformation verarbeitet werden. Für Schäden, die
sich aus anderweitiger Verwendung oder nicht sachgemässer Verarbeitung ergeben, übernimmt der Hersteller keine Haftung. Darüber hinaus ist
der Verwender verpflichtet, das Material eigenverantwortlich vor dessen Einsatz auf Eignung und Verwendungsmöglichkeit für die vorgesehenen
Zwecke zu prüfen, zumal wenn diese Zwecke nicht in der Gebrauchsinformation aufgeführt sind.
7
Le revêtement à liant phosphate IPS Empress Esthetic Speed (Type 1, Classe 2) est utilisé pour la pressée des
lingotins IPS Empress Esthetic dans les fours de pressée Programat Ivoclar Vivadent.
Indication
Mise en revêtement de modèles (cire, résine de modelage) en vue de la procédure de pressée avec les
lingotins IPS Empress Esthetic.
Contre-indications
Toutes les applications qui ne sont pas listées dans les indications.
Présentation
– IPS Empress Esthetic Speed Poudre, 25 sachets, 100 g chacun, 1 verre doseur
– IPS Empress Esthetic Speed Liquide, 0,5 litre
Conservation
– Conservation entre 12 et 28 °C
– Conserver la poudre dans un endroit sec
– Ne pas exposer le liquide à des températures inférieures à +5 °C (craint le gel !) Ne pas utiliser un
liquide ayant gelé (formation de cristaux).
Température de mise en œuvre
– Température ambiante 18 °C – max. 23 °C
– Une température de mise en œuvre différente influence de façon décisive le comportement de prise.
– Une température de mise en œuvre plus élevée accélère la prise du revêtement.
– Une température de mise en œuvre plus basse ralentit la prise du revêtement.
Cylindres et pistons
Le système de cylindres IPS Empress Esthetic (base du cylindre, gabarit, cylindre silicone) et le piston Alox
/ piston One-way-Plunger sont adaptés à IPS Empress Esthetic. Les éléments d‘autres systèmes ne sont pas
compatibles. Veuillez n‘utiliser que les composants de ce système.
Ratio de mélange 100 g de poudre : 27 ml de liquide dilué
Concentration
Cylindre 100 g Liquide : eau
Cylindre 200 g Liquide : eau
Indication
environ
distillée
distillée
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Facettes 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Couronnes 60% 16 ml : 11 ml 32 ml : 22 ml
Les indications relatives à la concentration de liquide sont données à titre indicatif et peuvent être adaptées,
si nécessaire. La quantité totale de liquide (liquide + eau distillée) ne doit pas être modifiée. Ne pas diluer le
liquide au-delà de 50%.
Mise en œuvre
Un excès de liquide isolant peut provoquer une réaction avec le matériau de revêtement et compromettre le
résultat de pressée. Disperser les excès à l‘air comprimé avant la mise en revêtement.
– Remplir le bol de mélange avec du liquide.
– Ajouter la poudre.
– Mélanger soigneusement le revêtement à l‘aide d‘une spatule pendant 20 secondes jusqu‘au mouillage
régulier de la poudre.
8
Mélange sous vide
Temps de mélange sous vide (à température ambiante) 1,5 min
Vitesse 350 tr/min
Temps de mise en œuvre 5,5 min
Temps de prise min. 30 min – max. 45 min
Le temps de mise en œuvre dépend de la température du matériau, de la quantité de matériau et du temps
et de la vitesse de malaxage. Une température de matériau plus élevée et/ou un temps de mélange plus long
raccourcit le temps de mise en œuvre.
Mise en revêtement
– Mélanger max. 400 g de revêtement en une seule fois
– Respecter scrupuleusement les rapports de mélange !
– La mise en revêtement est effectuée sur un vibreur sous vibration légère. Ne pas manipuler le cylindre
pendant la prise.
Quelques points pouvant influencer l‘expansion de prise du revêtement
– Température de la poudre de revêtement et du liquide
– Résidus d‘eau dans le bol de mélange, humidité de l‘air
Préchauffage / Temps de maintien
Température de départ
850 °C
(Allumer à temps le four de préchauffage)
Cylindre 100 g – minimum 45 min
Temps de maintien à température finale de
850°C
Cylindre 200 g – minimum 60 min
Si plus de deux cylindres sont préchauffés simultanément, le temps de maintien à température finale devra
être prolongé de 15 minutes par cylindre supplémentaire.
Remarque
Si plusieurs mises en revêtement Speed doivent être effectuées, elles doivent se faire de manière consécutive
et les cylindres doivent être placés dans le four de préchauffage toutes les 20 minutes environ. Lors de l‘en-
fournement des cylindres, vérifier que la température du four ne baisse pas de manière trop importante. Le
temps de maintien indiqué commence lorsque la température de préchauffage a été à nouveau atteinte.
IPS Empress Esthetic
Lingotin Préchauffage
Piston Alox Préchauffage
Piston One-Way-Plunger Pas de préchauffage
IPS Unitray garantit que les lingotins et les pistons Alox sont préchauffés de manière optimale et
correctement positionnés dans les fours de préchauffage.
Information importante
– Ne pas utiliser de réducteur de tension superficielle (débubblizer). Cela pourrait provoquer une réaction
avec le matériau de revêtement.
– La régularité des résultats ne s‘obtient qu‘en conditions constantes et en respectant le mode d‘emploi.
– Diluer le liquide à l‘eau distillée ou déminéralisée.
– Concentration de liquide : Plus l‘on ajoute d‘eau distillée ou déminéralisée au liquide de mélange, plus
l‘expansion de prise est faible. D‘autre part, cela réduit la résistance du revêtement. Ne pas diluer le
liquide au-delà de 50%.
– N‘utiliser que des instruments secs et propres pour la mise en œuvre du revêtement. Ne pas utiliser de
bols de mélange ayant servi à malaxer du plâtre.
– Ne pas effectuer la mise en revêtement sous pression car cela modifie les propriétés du produit.
9
Français
– Respecter scrupuleusement le temps de prise, car il influence l‘expansion de manière décisive.
– Toujours retirer les cylindres pressés du four de pressée immédiatement après la fin du programme et les
placer sur une grille pour qu‘ils refroidissent.
Pour garantir la chauffe suffisante des cylindres dans le four de préchauffage, respecter les points
suivants :
– Charger le four de préchauffage au maximum jusqu‘à la moitié de la surface disponible.
– Toujours placer les cylindres au fond de la chambre de chauffe.
– Placer les cylindres aussi rapidement que possible dans le four de préchauffage. Veiller à ce que la
température du four ne descende pas trop.
– Toujours placer les cylindres dans le four de préchauffage avec l‘ouverture vers le bas.
– Si plus de deux cylindres 200 g doivent être préchauffés, nous recommandons d‘effectuer leurs mises en
revêtement les unes après les autres et de les placer dans le four de préchauffage en respectant un inter-
valle d‘environ 20 minutes.
– Ne pas mettre les cylindres en contact direct les uns avec les autres. Laisser circuler l‘air.
IMPORTANT ! Consignes de sécurité
– Ne pas ouvrir le four au cours des 20 premières minutes de préchauffage : danger de brûlures causées par
les vapeurs de cire pouvant s‘enflammer au contact de l‘air !
– Ce matériau contient du quartz, qui peut provoquer des lésions pulmonaires (silicose ou cancer) en cas
d‘inhalation. Éviter d‘inhaler la poussière et porter un masque de protection adapté.
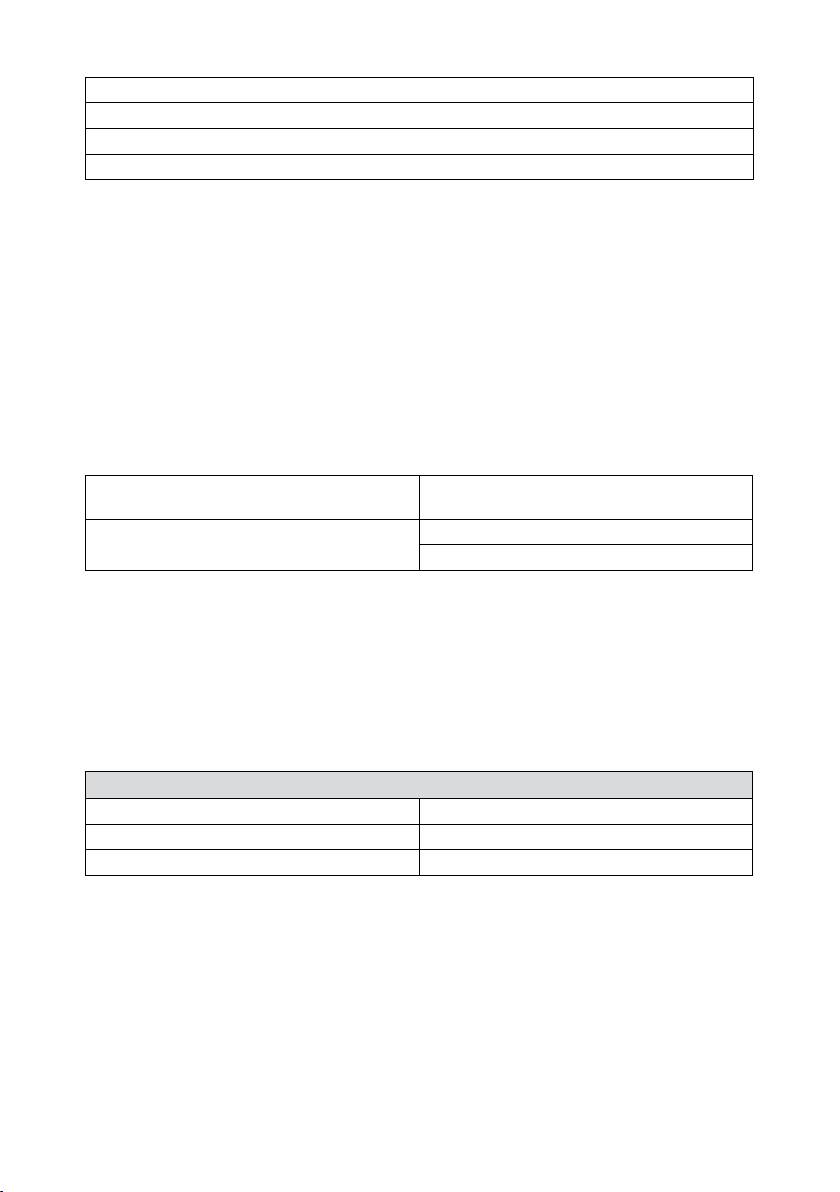
Données physiques
(selon EN ISO 15912:2006)
– Caractéristiques de fluidité : 110 mm Concentration de liquide 50%
– Prise initiale : 10,5 minutes Concentration de liquide 50%
– Résistance à la compression : 5 MPa Concentration de liquide 50%
– Expansion thermique linéaire : 0,9 % Concentration de liquide 50%
Ce matériau a été développé en vue d‘une utilisation dans le domaine dentaire et doit être mis en œuvre selon le mode d‘emploi. Les dommages
résultant du non-respect de ces prescriptions ou d‘une utilisation à d‘autres fins que celles indiquées dans le mode d‘emploi n‘engagent pas la
responsabilité du fabricant. L‘utilisateur est tenu de vérifier sous sa propre responsabilité l‘appropriation du matériau à l‘utilisation prévue et ce
d‘autant plus si celle-ci n‘est pas citée dans le mode d‘emploi. Les descriptions et données fournies ne sont pas des garanties.
10
La massa da rivestimento a legame fosfatico IPS Empress Esthetic Speed (Tipo 1, Classe 2) è utilizzabile per
la pressatura dei grezzi IPS Empress Esthetic nei forni per pressatura Ivoclar Vivadent.
Indicazioni
Messa in rivestimento di modellazioni (cera, resina per modellazione) per la preparazione alla pressatura di
grezzi IPS Empress Esthetic.
Controindicazioni
Qualsiasi altro utilizzo non descritto nel punto indicazioni è controindicato.
Confezionamento
– IPS Empress Esthetic Speed Polvere 25x sacchetti da 100 g incl. 1 misurino
– IPS Empress Esthetic Speed Liquido 0,5 l
Conservazione
– Conservazione a 12–28°C
– Conservare la polvere in luogo asciutto
– Conservare il liquido a temperatura non inferiore ai +5°C (sensibile al gelo). Se il liquido si congela,
diventa inutilizzabile (formazione di cristalli) e non deve più essere utilizzato.
Temperatura di lavorazione
– Temperatura ambiente 18° – max. 23°C
– Una temperatura di lavorazione diversa influisce in modo determinante sulla presa.
– Una temperatura di lavorazione più elevata accelera il processo chimico.
– Una temperatura di lavorazione più bassa rallenta il processo chimico.
Sistema cilindri e pistone di pressatura
Il sistema cilindri IPS Empress Esthetic (base, calibro, anello in silicone) nonché il pistone in allumina/pistone
One-Way-Plunger sono specificatamente calibrati con IPS Empress Esthetic. Le componenti di altri sistemi
non sono compatibili fra di loro. Utilizzare pertanto soltanto componenti del relativo sistema.
Rapporto di miscelazione 100 g polvere : 27 ml liquido diluito
Concentrazione
Cilindro 100 g
Cilindro 200 g
Indicazioni
ca.
Liquido : acqua distillata
Liquido : acqua distillata
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Faccette 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Corone 60% 16 ml : 11 ml 32 ml : 22 ml
Le indicazioni relative alla concentrazione di liquido sono orientative e possone eventualmente essere corret-
te. La quantità totale di liquido (liquido + acqua distillata) deve in ogni caso essere rispettata. Non diluire il
liquido oltre il 50%!
Lavorazione
Eccedenze di isolante possono determinare reazioni con la massa da rivestimento e pregiudicare il risultato di
pressatura. Prima di mettere in rivestimento, distribuire con getto d‘aria compressa le eccedenze.
– Versare il liquido nel vasetto d‘impasto
– Versare la polvere
– Miscelare accuratamente la massa con la spatola per 20 secondi fino a raggiungere un umettamento uni-
forme della polvere.
11
Italiano
Apparecchio di miscelazione sottovuoto
Durata della miscelazione (a temperatura ambiente) 1,5 min
Numero di giri 350 U/min
Tempo di lavorazione 5,5 min
Tempo di indurimento min. 30 min – max. 45 min
Il tempo di lavorazione dipende dalla temperatura del materiale, dalla quantità miscelata, dalla durata della
miscelazione e dall‘intensità di miscelazione. Una temperatura superiore del materiale o una durata di misce-
lazione più lunga abbreviano il tempo di lavorazione.
Messa in rivestimento
– Miscelare al massimo 400 g di rivestimento in una volta
– Rispettare il rapporto di miscelazione!
– La messa in rivestimento avviene su un vibratore, a leggera vibrazione. Lasciare che il materiale faccia
presa senza muoverlo e senza manipolare il cilindro.
Alcuni punti che influiscono sull‘espansione di presa della massa di rivestimento
– Temperatura del rivestimento e del liquido
– Acqua residua nel vasetto d‘impasto, umidità dell‘aria
Preriscaldo / tempo di tenuta
Temperatura di preriscaldo
850 °C
(accendere per tempo il forno di preriscaldo)
Cilindro 100 g – min. 45 min
Tempo di tenuta, dopo che il forno ha raggiunto
la temperatura finale di 850°C
Cilindro 200 g – min. 60 min
Preriscaldando più di 2 cilindri contemporaneamente, il tempo di preriscaldo deve essere prolungato di
15 min. per ogni cilindro in più.
Avvertenza
Dovendo effettuare più rivestimenti Speed, si consiglia di effettuare la messa in rivestimento ad intervalli di
20 min. fra un cilindro e l’altro ed allo stesso modo effettuare l’inserimento nel forno di preriscaldo.
Durante l’inserimento in forno di preriscaldo prestare attenzione che la temperatura del forno non scenda
troppo. Il tempo di tenuta indicato si riferisce dal momenti in cui si raggiunge nuovamente la temperatura di
preriscaldo.
IPS Empress Esthetic
Grezzo Preriscaldare
Pistone in allumina Preriscaldare
One-Way-Plunger Non preriscaldare
Avvertenze importanti
– Non utilizzare riduttori di tensione per cera (tensioattivi). Sono possibili reazioni con la massa da rivesti-
mento.
– Risultati costanti si ottengono soltanto attenendosi alle istruzioni d’uso ed in condizioni sempre uguali.
– Diluire il liquido concentrato esclusivamente con acqua distillata oppure con acqua deionizzata.
– Concentrazione del liquido: tanto maggiore è la quantità di acqua aggiunta al liquido, tanto minore sarà
l’espansione di presa. Inoltre in tal modo il rivestimento viene indebolito nella sua resistenza. Non diluire
il liquido concentrato oltre il 50%.
– Lavorare la massa da rivestimento soltanto con strumenti puliti e non utilizzare contenitori per la miscela-
zione del gesso.
– Tagliare cautamente il sacchetto e prelevare l’intero contenuto della busta.
– Non effettuare la messa in rivestimento sotto pressione, altrimenti si modificano le proprietà fisiche del
prodotto.
12
– Rispettare il tempo di presa, poiché questo ha un influsso determinante sull’espansione.
– Al termine del programma, prelevare immediatamente i cilindri pressati dal forno di pressatura e posizio-
narli su una griglia a raffreddare.
Per garantire un sufficiente riscaldamento dei cilindri nel forno di preriscaldo, rispettare quanto
segue:
– Il forno di preriscaldo deve essere riempito al massimo fino a metà della sua superficie di preriscaldo.
– Posizionare i cilindri sempre nella zona più posteriore del forno di preriscaldo.
– Il trasferimento del cilindro dal forno di preriscaldo deve avvenire il più rapidamente possibile. Fare
attenzione che la temperatura del forno non diminuisca eccessivamente.
– Posizionare il cilindro nel forno di preriscaldo sempre con l’apertura verso il basso.
– Dovendo preriscaldare più di 2 cilindri da 200 g in un forno da preriscaldo, si consiglia di effettuare
la messa in rivestimento ad intervalli di 20 min. fra un cilindro e l’altro ed allo stesso modo effettuare
l’inserimento nel forno di preriscaldo.
– Posizionare i cilindro in modo che non siano a contatto fra di loro. Permettere la circolazione dell’aria.
ATTENZIONE! Avvertenze di sicurezza
– Durante il preriscaldo, non aprire il forno di preriscaldo per i primi 20 minuti: pericolo di scottature a causa
dei vapori della cera, che si possono infiammare all’aria!
– Questo materiale contiene polvere di quarzo che, se inalata, può determinare malattie polmonari (silicosi
o tumori). Evitare l’inalazione della polvere ed indossare idonea mascherina di protezione.
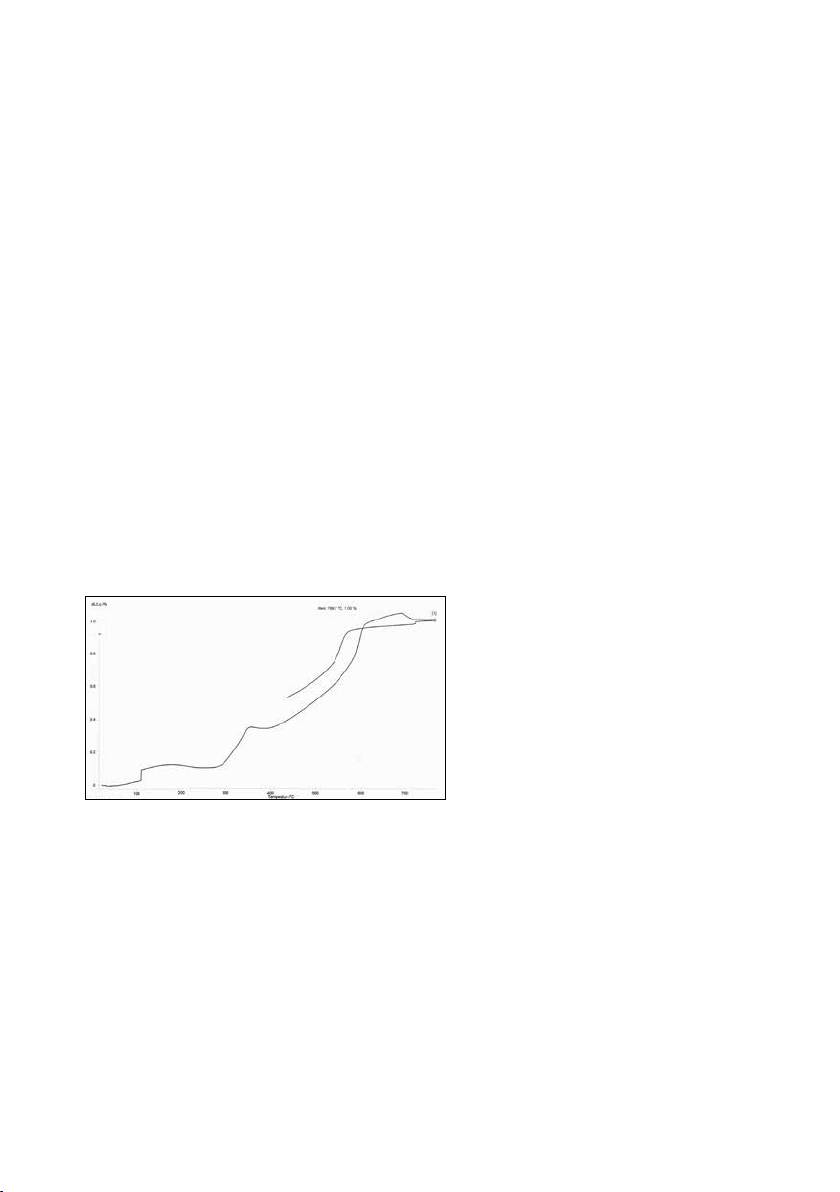
Dati fisici
(secondo EN ISO 15912:2006)
– Fluidità: 110 mm concentrazione di liquido 50%
– Inizio della solidificazione: 10,5 minuti concentrazione di liquido 50%
– Resistenza alla pressione: 5 MPa concentrazione di liquido 50%
– Espansione termica lineare: 0,9 % concentrazione di liquido 50%
Il prodotto è stato realizzato per l’impiego nel campo dentale e deve essere utilizzato secondo le istruzioni d’uso. Il produttore non si assume
alcuna responsabilità per danni derivanti da diverso o inadeguato utilizzo. L’utente è tenuto a controllare personalmente l’idoneità del prodotto
per gli impieghi da lui previsti soprattutto, se questi impieghi non sono riportati nelle istruzioni d’uso.
13
El material de revestimiento IPS Empress Esthetic Speed de fosfato aglutinado (Tipo 1, Clase 2) se puede usar
en los hornos de inyección Ivoclar Vivadent para las pastillas inyectables de IPS Empress Esthetic.
Indicación
Revestir modelos (cera, resina de modelado) en la preparación del procedimiento de inyección con las
pastillas de IPS Empress Esthetic.
Contraindicación
Toda aplicacion que no esté listada en las indicaciones.
Suministro
– IPS Empress Esthetic Speed Powder. 25 bolsas, 100g en cada una, incluido un vaso de dosificación.
– IPS Empress Esthetic Speed Liquid, 0.5 litros
Almacenamiento
– Almacenar a 12–28 °C / 54-82 °F
– Almacenar el polvo en un lugar seco
– El líquido no debe exponerse a temperatura por debajo de los 5º / 41 ºF (susceptible de congelación!)
Si el líquido se congela, se hará inutilizable (cristalización).
Temperaturas de trabajo
– Temperatura ambiente de 18 °C - máx. 23 °C / 64 °F - max. 73 °F
– Otra temperatura de trabajo diferente influye considerablemente en el comportamiento de fraguado.
– Una temperatura de trabajo superior acelera el proceso químico de fraguado.
– Una temperatura de trabajo inferior retarda el proceso químico de fraguado.
Sistema de cilindro y vástago de presión
El sistema de cilindro de IPS Empress Esthetic (base de cilindro, medidor del cilindro, cilindro de silicona) y el
vástago Alox / vástago One-way-Plunger están coordinados con IPS Empress Esthetic. Los componentes de
los diferentes sistemas no son compatibles. Por lo tanto use sólo componentes de este sistema.
Proporción de mezcla 100 g polvo: 27 ml líquido diluido
Cilindro de revestimento
Cilindro de revestimento
Concentración
Indicación
100 g
200 g
approx.
Líquido : agua dest
Líquido : agua dest.
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Veneers 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Crowns 60% 16 ml : 11 ml 32 ml : 22 ml
Los porcentajes son aproximados, pudiendo modificarse en caso necesario (en función del tamaño de la
restauración). La cantidad total de líquido (líquido + agua destilada) no puede alterarse. No diluir el líquido
a menos del 50%.
Procedimiento
El exceso de agentes separadores puede causar reacciones con el material de revestimiento y afectar al
resultado de la inyección. Disperse el exceso de material con aire comprimido antes del revestimiento
– Llene el vaso medidor con el líquido.
– Añada los polvos
– Mezcle bien los materiales de revestimiento con una espátula durante 20 segundos hasta que se
humedezca todo el polvo.
14
Mezclador de vacío
Tiempo de mezcla con vacío (a temperatura ambiente) 1,5 min
Velocidad aprox. 350 rpm
Tiempo de proceso 5,5 min
Tiempo de fraguado min. 30 min – máx. 45 min
El tiempo de proceso depende de la temperatura del material, cantidad de mezcla, tiempo de la mezcla
e intensidad de la misma. Una temperatura del material mayor y/o un tiempo de mezcla más prolongado
acortan el tiempo de proceso.
Revestimiento
– Mezclar de una vez más de 400g de material de revestimiento.
– Observe de cerca la proporción de la mezcla.
– El revestimiento se lleva a cabo en un vibrador dental con una baja vibración. No manipular el cilindro
durante el tiempo de fraguado.
Algunos aspectos que influyen en la expansión del material de revestimiento durante el
fraguado
– La temperatura del material de revestimiento y el líquido
– Aguas con residuos en el vaso mezclador, humedad atmosférica
Precalentamiento / tiempos de mantenimiento
Temperatura de arranque
850 °C
(Encienda el horno en modo precalentamiento)
100 g cilindro de revestimiento – min. 45 min
Tiempo de mantenimiento después de alcanzar
la temperatura final de 850°C
200 g cilindro de revestimiento – min. 60 min
Si hay más de 2 cilindros de revestimiento precalentándose a la vez, el tiempo de mantenimiento hasta la
temperatura final debe prolongarse durante 15 minutos por cada cilindro de revestimiento adicional.
Notas
Si se van a realizar varios revestimientos de Speed, deben hacerse consecutivamente y se deben colocar en el
horno de precalentamiento con un intervalo de 20 minutos aprox. Cuando coloque el cilindro de revestimien-
to en el horno de precalentamiento, asegúrese de la temperatura del horno no baje considerablemente.
El tiempo de mantenimiento estipulado cuenta desde el punto en que se alcance la temperatura de precalen-
tamiento otra vez.
IPS Empress Esthetic
Pastillas Precalentamiento
Vástagos de Alox Precalentamiento
One-Way-Plunger Sin precalentamiento
El IPS Unitray asegura que las pastillas y los vástagos Alox estén óptimamente precalentados y posicionados
en el horno de precalentamiento.
Información importante
– No utilizar liberador de tensiones. Esto puede reaccionar con el material de revestimiento.
– Los resultados constantes solo pueden lograrse en condiciones compatibles y si se contempla en las inst-
rucciones de uso
– Diluir el líquido exclusivamente en agua destilada o des-ionizada
– Concentración de líquido: A más cantidad de agua destilada o des-ionizada al líquido de la mezcla, menor
será la expansión del fraguado. Además, la resistencia del material de revestimiento se reduce. No diluir el
líquido por debajo del 50%
15
Español
– Use solo instrumentos secos y limpios en el proceso de revestimiento del material. No use vaso de mezcla
para el yeso.
– No proceda al revestimiento bajo presión, esto puede modificar las propiedades de los productos.
– El tiempo de fraguado debe observarse muy de cerca, ya que influye decisivamente en la expansión.
– Retirar siempre los cilindros inyectados del horno de presión inmediatamente después del final del
programa y colocarlos sobre una rejilla para su enfriamiento.
Para asegurar un calentamiento profundo de los cilindros de revestimiento en el horno de
precalentamiento, debe prestar atención a los siguientes puntos:
– Cargue el horno de precalentamiento a la mitad de la máxima capacidad del espacio útil disponible
– Coloque siempre el cilindro de revestimiento en la parte trasera del horno de precalentamiento
– Coloque el cilindro de revestimiento tan rápido como sea posible en el horno de precalentamiento.
Asegúrese que la temperatura del horno no baja considerablemente.
– Colocar siempre los cilindros en el horno de precalentamiento con la abertura hacia abajo.
– Si se precalientan más de 2 cilindros de 200 g, recomendamos hacerlo consecutivamente y se deben
colocar en el horno de precalentamiento con un intervalo de 20 minutos aprox.
– No colocar los cilindros en contacto directo unos con otros. Dejar circulación de aire entre ellos.
Notas de seguridad
– Durante el precalentamiento no abrir el horno en los primeros 20 minutos. Riesgo de quemaduras
producidas por los vapores de la cera, ya que pueden entrar en combustión en contacto con el aire
– Este material contiene cuarzo, el cual puede causar enfermedades pulmonares si se inhala (silicosis o
cáncer). Prevenir la inhalación de polvo y llevar una mascarilla.
Datos físicos
(según EN ISO 15912:2006)
– Características del fluído: 110 mm Concentración líquido 50%
– Tiempo de fraguado: 10,5 minutes Concentración líquido 50%
– Resistencia a la presión: 5 MPa Concentración líquido 50%
– Expansión térmica lineal: 0,9 % Concentración líquido 50%
Este material ha sido desarrollado sólo para su uso en odontología. El proceso debe llevarse a cabo estrictamente según las Instrucciones de uso.
No se aceptará responsabilidad en los daños ocasionados por una mala comprensión de las Instrucciones o el área de aplicación estipulada. El
usuario es responsable de probar el producto para comprobar su idoneidad para cualquier propósito que no esté explícitamente establecido en
las Instrucciones. Los datos y las descripciones no constituyen garantía de los atributos y no son vinculantes.
16
O revestimento à base de fosfato IPS Empress Esthetic Speed (Tipo 1, Classe 2) é usado para injetar as
pastilhas de IPS Empress Esthetic nos fornos de injeção Programat da Ivoclar Vivadent.
Indicação
Incluir modelos (cera, resina modeladora) no preparo do procedimento de injeção com as pastilhas de
IPS Empress Esthetic.
Contraindicação
Todas as outras aplicações não listadas nas indicações.
Forma de apresentação
– Pó de IPS Empress Esthetic Speed, 25 pacotes, 100 g cada, incluindo 1 colher medida
– Líquido de IPS Empress Esthetic Speed, 0,5 litro.
Armazenamento
– Armazenar entre 12 e 28 °C
– Armazene o pó em um local seco
– O líquido não pode ser exposto a temperaturas abaixo de +5°C / 41 °F (suscetível a congelamento!) Uma
vez congelado, o líquido perde as propriedades (cristalização) e não deve mais ser utilizado.
Temperaturas de processamento
– Temperatura ambiente 18 °C – máximo 23 °C
– Qualquer outra temperatura de processamento afeta decisivamente o comportamento de presa.
– Temperaturas de processamento mais altas aceleram o comportamento de presa.
– Temperaturas de processamento mais baixas retardam o comportamento de presa.
Sistema de anel para inclusão e êmbolo de injeção
O sistema de anel para inclusão do IPS Empress Esthetic (base do anel, espaçador do anel, anel de silicone)
e o êmbolo Alox / êmbolo One-Way-Plunger são específicos para o IPS Empress Esthetic. Componentes de
sistemas diferentes não são compatíveis. Portanto, use apenas componentes deste sistema.
Proporção 100 g de pó: 27 ml líquido diluído
Anel para inclusão de
Anel para inclusão de
Concentração
Indicação
100 g
200 g
aproximada
Líquido : água destilada
Líquido : água destilada
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32ml : 22 ml
Facetas 50% 13,5 ml : 13,5 ml 27ml : 27ml
Coroas 60% 16 ml : 11 ml 32 ml : 22 ml
As indicações a respeito da concentração de líquido são aproximadas e podem ser ajustadas, se necessário.
A quantidade total de líquido (líquido + água destilada) não deve ser alterada. A proporção de água na
diluição do líquido não deve ser superior a 50%.
Processamento
Excesso de agentes de separação podem causar reações com o revestimento e afetar o resultado da injeção.
Espalhe o material em excesso com ar comprimido antes de incluir.
– Verta o líquido no gral.
– Adicione o pó.
– Misture vigorosamente o revestimento com uma espátula por 20 segundos até obter um umedecimento
homogêneo do pó.
17
Português
Espatulador à vácuo
Tempo de mistura à vácuo (na temperatura ambiente) 1,5 min.
Velocidade ca. 350 rpm
Tempo de processamento 5,5 min.
Tempo de cristalização mín. 30 min. – máx. 45 min.
O tempo de processamento depende da temperatura do material, da quantidade, do tempo e da intensidade
da espatulação. Material com temperatura mais alta e/ou um tempo de mistura maior diminuem o tempo de
processamento.
Inclusão
– Misture no máximo 400 g de revestimento de uma vez.
– Observe restritamente a proporção!
– A inclusão é feita em um vibrador sob leve vibração. Deixe o anel de inclusão preenchido cristalizar sem
manuseá-lo.
Alguns aspectos que influenciam a expansão de presa do revestimento
– Temperatura do revestimento e do líquido
– Água residual no gral, umidade atmosférica.
Tempos de pré-aquecimento / manutenção
Temperatura inicial (acione o forno de pré-
850 °C
aquecimento antecipadamente)
Anel de inclusão de 100 g – mín. 45 min.
Tempo de manutenção após atingir a
temperatura final 850°C
Anel de inclusão de 200 g – mín. 60 min.
Se mais de 2 anéis de inclusão forem pré-aquecidos ao mesmo tempo, o tempo de manutenção na tempera-
tura final tem que ser prolongado por 15 minutos para cada anel de inclusão adicional.
Observação
Se várias inclusões Speed tem que ser realizadas, elas devem ser incluídas consecutivamente e colocadas no
forno de pré-aquecimento (forno para anéis) em intervalos de aproximadamente 20 minutos (a 850ºC).
Quando colocar os anéis de inclusão no forno de pré-aquecimento, certifique-se que a temperatura do forno
não caia significativamente. O tempo de manutenção estipulado é contado a partir do momento em que a
temperatura de preaquecimento é novamente atingida.
IPS Empress Esthetic
Pastilhas Pré-aquecimento
Êmbolo de Alox Pré-aquecer
Êmbolo One-Way-Plunger Não pré-aquecer
O IPS Unitray assegura que as pastilhas e os êmbolos Alox sejam pré-aquecidos e perfeitamente posicio-
nados nos fornos de pré-aquecimento.
Informações importantes
– Não utilize removedor de bolhas (agente tensioativo). Podem ocorrer reações com o material de
revestimento.
– Resultados consistentes só podem ser alcançados em condições controladas e se as instruções de uso são
observadas.
– Diluir o líquido exclusivamente com água destilada ou deionizada.
– Concentração do líquido: Quanto mais água destilada ou deionizada é adicionada ao líquido na mistura,
menor será a expansão de presa. Além disso, a resistência do material de revestimento é reduzida. A
proporção de água na diluição do líquido não deve ser superior a 50%.
18
– Use apenas instrumentos secos, limpos para processar o revestimento. Não use grals de mistura de gesso.
– Não incluir sob pressão, pois isto altera as propriedades do produto.
– O tempo de presa deve ser observado atentamente, uma vez que influencia decisivamente a expansão.
– Sempre remova os anéis de inclusão prensados do forno de injeção imediatamente após o final do
programa e coloque-os sobre uma grade para resfriamento.
Para garantir um aquecimento completo dos anéis de inclusão no forno de pré-aquecimento, os
seguintes pontos devem ser observados:
– Carregue o forno de pré-aquecimento no máximo até metade do espaço útil disponível.
– Sempre colocar os anéis de inclusão na parte de trás do forno de pré-aquecimento.
– Colocar os anéis de inclusão o mais rapidamente possível no forno de pré-aquecimento. Certifique-se de
que a temperatura do forno não caia substancialmente.
– Sempre coloque os anéis de inclusão no forno, com a abertura voltada para baixo.
– Se mais de dois anéis de inclusão de 200 g tem que ser pré-aquecidos no forno de pré-aquecimento, é
recomendavel inclui- los consecutivamente e coloca-los no forno, com um intervalo de aproximadamente
20 minutos.
– Não coloque os anéis de inclusão em contato direto entre si. Permitir a circulação de ar.
IMPORTANTE! Observações de segurança
– Não abra o forno durante os primeiros 20 minutos de pré-aquecimento: Perigo de queimadura causada
por vapores de cera que podem inflamar-se no ar!
– Este material contém quartzo, o que pode causar doenças pulmonares (silicose ou câncer), quando inala-
do. Evitar a inalação de poeira e use uma máscara de pó adequada.
Dados físicos
(de acordo com a EN ISO 15912:2006)
– Características de escoamento: 110 mm Concentração de líquido 50%
– Presa inicial: 10,5 minutos Concentração de líquido 50%
– Resistência à compressão: 5 MPa Concentração de líquido 50%
– Expansão térmica linear: 0,9 % Concentração de líquido 50%
Este material foi desenvolvido exclusivamente para uso em odontologia. Processamento deve ser realizado estritamente de acordo com as
Instruções de Uso. A responsabilidade não pode ser acolhida por danos resultantes da inobservância das instruções ou da área estipulada de
aplicação. O usuário é responsável por testar os produtos quanto a sua adequação e utilização para qualquer finalidade não explicitamente
declarada nas Instruções. Descrições e dados não constituem nenhum tipo de garantia e não são obrigatórias.
19
Den phosphate-bundna IPS Esthetic Speed inbäddningsmaterialet (Type 1,Class 2) används för pressning av
IPS Esthetic puckar i Ivoclar Vivadents Programat pressugnar.
Indikation
Inbäddning av (vax, resin modeller) som ska framställas i presstekniken med IPS Empress Esthetic puckar.
Kontraindikation
All övrig användning som inte finns under indikationer.
Leveransform
– IPS Empress Esthetic Speed Pulver 25 påsar,100 gram vardera 1 mätglas
– IPS Empress Esthetic Speed vätska 0,5 liter
Förvaring
– Förvaras vid 12–28 °C
– Förvara pulvret torrt
– Förvara inte vätskan under +5°C (Fryskänslig). Om vätskan av misstag fryser, kan den inte användas
längre (kristallisering).
Arbetstemperatur
– Rumstemperatur 18 °C – max. 23 °C
– Arbetstemperaturer som avviker från den ovan fastställda ,kommer märkbart att påverka stelningen.
– Högre arbetstemperatur accelererar den kemiska processen.
– Lägre arbetstemperatur saktar ner den kemiska processen.
Inbäddningssytem och presskolv
– IPS Empress Esthetic inbäddningssystem (monterings kon, lock, Silicon ringar)och Alox-kolvar/One-way-
Plunger ska användas tillIPS Empress Esthetic.
– Komponenter från andra system är ej kompatibla.
Blandningsförhållande 100g pulver : 27 ml utspädd vätska
100 g kyvett
200 g kyvett
Koncentration
Indikation
Vätska : destillerat
Vätska : destillerat
c:a.
vatten
vatten
Inlay MO + OD 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Inlays MOD 60% 16 ml : 11 ml 32 ml : 22 ml
Fasader 50% 13,5 ml : 13,5 ml 27 ml : 27 ml
Kronor 60% 16 ml : 11 ml 32 ml : 22 ml
Procenttalen är ungefärliga och kan justeras om det behövs. Späd inte koncentrationen till mindre än 50 %.
Arbetsgång
Rester av separeringsmedel kan orsaka en reaktion I inbäddningsmassan och försämra press resultatet.
Avlägsna eventuellt överskott med tryckluft före inbäddning.
– Häll vätskan i blandnings koppen.
– Tillsätt pulvret
– Blanda inbäddningsmassan under 20 sekunder så att blandningen blir ordentligt mixad.
Vacuum mixer
Vakuum-blandningstid (rums temperatur) 1,5 min
Hastighet c:a. 350 rpm
Arbetstid 5,5 min
Stelningstid min. 30 min – max. 45 min
20
