CTA SHARP 6K: S S
S S: CTA SHARP 6K

INNEHÅLLSFÖTECKNINNG
S
S
1.0 BESKRIVNING OCH TEKNISKA DATA
.............................................SV - 2
1.1 BESKRIVNING ...................................................... SV - 2
1.2 TEKNISKA DATA ..................................................... SV - 2
1.3 TILLBEHÖR ....................................................... SV - 2
1.4 INTERMITTENSFAKTOR ................................................. SV - 2
2.0 INSTALLATION
..........................................................SV - 2
2.1 ANSLUTNING AV SVETSGENERATORN TILL ELNÄTET. ................................. SV - 2
2.2 TRANSPORT AV SVETSGENERATORN.......................................... SV - 2
2.3 HANTERING OCH TRANSPORT AV SVETSGENERATORN ................................ SV - 2
3.0 REGLAGE: POSITION OCH FUNKTION
............................................SV - 2
3.1 FRONTPANEL ...................................................... SV - 2
3.2 BAKRE PANEL ...................................................... SV - 3
3.3 FUNKTION REGLAGE .................................................. SV - 3
4.0 BRUKSANVISNING
.......................................................SV - 3
5.0 SVETSBRÄNNARENS FUNKTION
...............................................SV - 4
5.1 HÅLTAGNING....................................................... SV - 4
6.0 VANLIGA SKÄRDEFEKTER
...................................................SV - 4
7.0 PROBLEM OCH ORSAKER
.................................................. SV - 4
RESERVDELSLISTA .........................................................I - III
KOPPLINGSSCHEMA ......................................................... V
(S) 1
BESKRIVNING OCH TEKNISKA DATA
S
S
1.0 BESKRIVNING OCH TEKNISKA DATA
förutser en kompensation av spänningsvariationer. Vid ±10% variation blir
skärströmmens variation ± 0,2%.
1.1 BESKRIVNING
Detta system utgörs av en modern likströmsgenerator för plasmaskärning där en
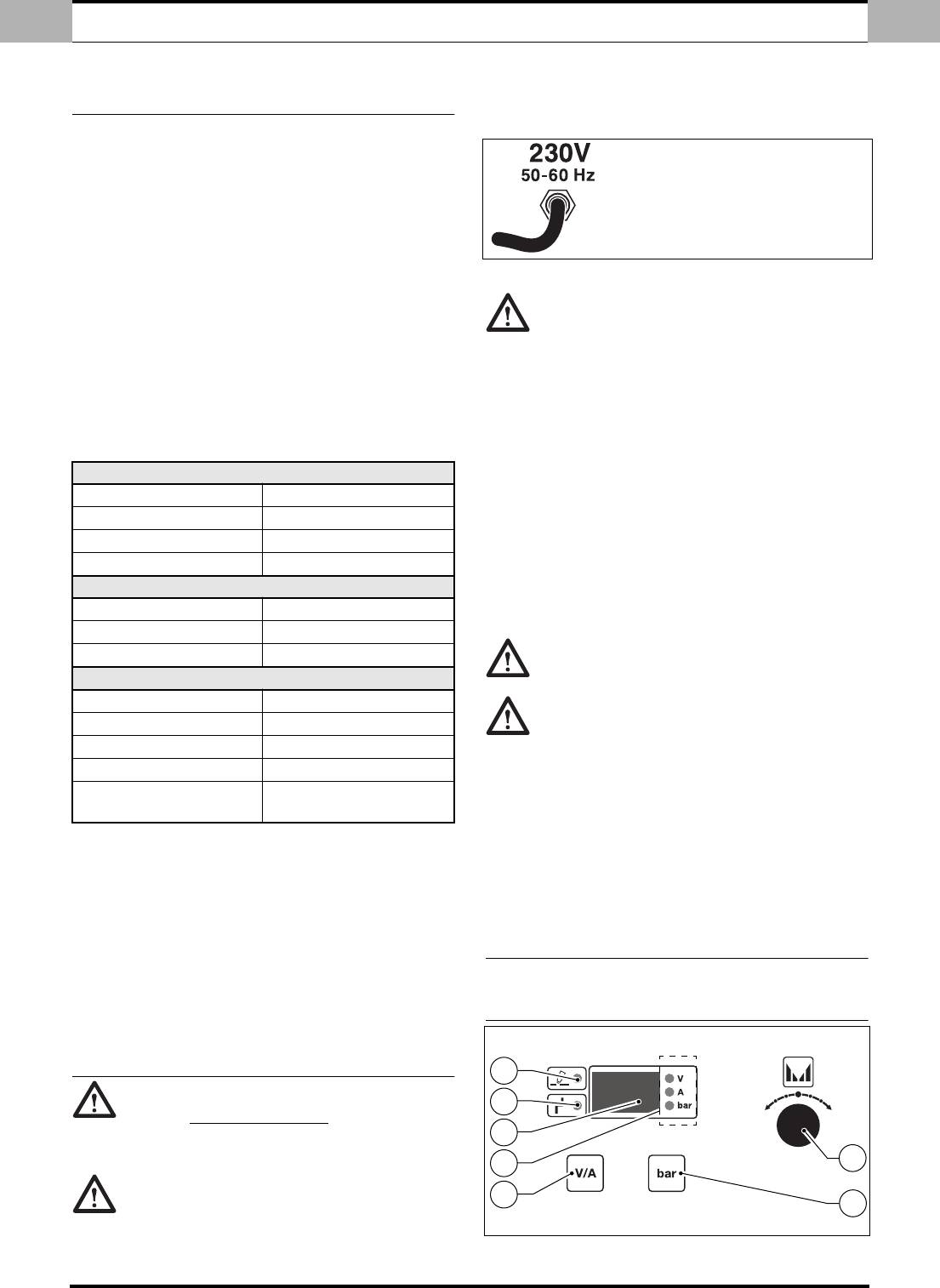
INNAN STICKKONTAKTEN SÄTTS IN I ELUT-
växelriktare används.
TAGET, KONTROLLERA ATT ELNÄTETS
Denna speciella teknologi utnyttjas för att tillverka kompakta och lätta generatorer
SPÄNNING ÄR DEN RÄTTA. ANNARS KAN
med avsevärda prestationer.
Utrustningen har goda prestationer, -begränsad energiförbrukning och justerbara
GENERATORN SKADAS.
inställningar, vilket gör den till ett utmärkt arbetsredskap för -kvalitetsskärning av
material med tjocklekar upp till 6 mm.
Generatorn har en inbyggd kompressor, vilket gör att den inte behöver anslutas till
en tryckluftskälla.
2.2 TRANSPORT AV SVETSGENERATORN
Generatorn är utrustad med en krets för automatisk återtändning av ljusbågen, vil-
ket gör att den med fördel kan användas för plasmaskärning av strukturer i metall-
galler.
Specialinstallationer kan krävas där det förekommer brännoljor,
Dessutom är generatorn utrustad med ett -säkerhetssystem som bryter spän-
bränslevätskor eller bränslegaser. Kontakta kompetenta myndigheter.
ningen när användaren kommer i kontakt med maskinens spänningsförande delar.
Försäkra dig om att nedanstående regler har följts vid installation av genera-
Det går dessutom att skära material med upp till 2 mm tjocklek endast med pilot-
torn:
bågen, vilket är mycket praktiskt vad gäller lackerade metaller där det inte går att
ansluta plustången.
1. Se till att det är lätt för användaren att komma åt utrustningens reglage och
anslutningar.
1.2 TEKNISKA DATA
2. Kontrollera att nätkabeln och säkringen i eluttaget som generatorn ansluts
DATASKYLT
till är lämpade för strömmen som krävs för generatorn.
3. Placera inte utrustningen i trånga utrymmen: Det är mycket viktigt att gene-
PRIMÄR
ratorn har lämplig ventilation. Undvik att ställa den på mycket dammiga eller
Enfas spänning
230V
smutsiga platser, där det finns risk att damm eller andra partiklar sugs in i
systemet.
Frekvens
50 / 60 Hz
4. Utrustningen (inklusive kablarna) får inte utgöra hinder för andra människor
Effektiv förbrukning
11A
eller andra människors arbete.
Max. förbrukning
16A
5. Utrustningen måste stå stadigt, så att det inte finns risk att den faller eller
SEKUNDÄR
välter. När svetsgeneratorn placeras högt upp föreligger alltid risk att den
faller.
Tomgångsspänning
300V
Skärström 10 ÷ 20A
2.3 HANTERING OCH TRANSPORT AV SVETSGENERATORN
Intermittensfaktor
20A ÷ 50%
SKYDD FÖR ANVÄNDAREN:
Hjälm - Skyddshandskar - Skyddsskor - Långbyxor
Skyddsindex
IP 23
Isoleringsklass
H
Generatorns vikt överstiger inte 25 kg. och den kan lyftas av använda-
Vikt 12 kg.
ren. Läs nedanstående föreskrifter noggrant.
Dimensioner
mm 410 x 180 x 310
Utrustningen är utformad för att kunna lyftas och transporteras. Det är lätt att
EN 60974.1 - EN 60974.7
transportera utrustningen, men transporten måste ske enligt vissa regler som
Normer
EN 60974.10
specificeras nedan:
1. Lyft och transport kan ske med hjälp av handtaget som finns på svetsgene-
1.3 TILLBEHÖR
ratorn.
Kontakta försäljare i området eller återförsäljaren.
2. Skilj svetsgeneratorn och alla tillbehör från elnätet innan du lyfter eller flyt-
tar den.
1.4 INTERMITTENSFAKTOR
3. Skärbrännarens kablar eller jordkablarna får inte användas för att lyfta,
Intermittensfaktorn är den procentandel av 10 minuter som generatorn kan skära
släpa eller dra utrustningen.
vid nominell ström och vid en omgivningstemperatur på 40° C, utan att termostat-
skyddet aktiveras.
3.0 REGLAGE: POSITION OCH FUNKTION
Om termostatskyddet aktiveras, vänta till generatorn har återställts innan du bör-
jar arbeta igen (se sid. IV).
3.1 FRONTPANEL
ÖVERSKRID INTE DEN MAXIMALA INTERMITTENSFAKTORN.
Figur 1.
Om intermittensfaktorn som specificeras på dataskylten överskrids kan genera-
torn skadas och garantin upphöra att gälla.
2.0 INSTALLATION
1
2
VIKTIGT! Läs SÄKERHETSFÖRESKRIFTER,
noggrant innan du anslu-
ter, förbereder eller använder utrustningen.
3
2.1 ANSLUTNING AV SVETSGENERATORN TILL ELNÄTET.
7
4
5
Kontrollera att eluttaget är utrustat med den typ av säkring som
6
anges i den tekniska tabellen på generatorn. Samtliga generatormodeller
(S) 2
BRUKSANVISNING
S
S
3.3 FUNKTION REGLAGE
1
Effektindikator
1.
EFFEKTINDIKATOR
(
Ref. 1
- Fig. 1 Sid. 2)
När kontrollampan lyser är maskinen redo att användas.
2
Larmindikator
2.
LARMINDIKATOR
(
Ref. 2
- Fig. 1 Sid. 2)
3
Digitalt instrument
Kontrollampan tänds när ett larm har aktiverats. Samtidigt visas vilket larm
4
Det digitala instrumentets funktioner (Volt - Amp.1 - Bar)
det gäller på displayen (
Ref. 3
- Fig. 1 Sid. 2) enligt nedanstående tabell.
Där anges även vad som skall göras för att återställa generatorns funktion.
5
Väljarknapp spänning - ström
I denna situation ger inte generatorn någon ström.
6
Väljarknapp tryckluft
3.
DIGITALT INSTRUMENT
(
Ref. 3
- Fig. 1 Sid. 2)
7
Strömreglage
Visar strömstyrkan som är inställd på generatorn och samtidigt växlas mel-
8
Strömbrytare PÅ/AV
lan:
9
Svampfilter
✔
Meddelande "På".
✔
Programvaruversion.
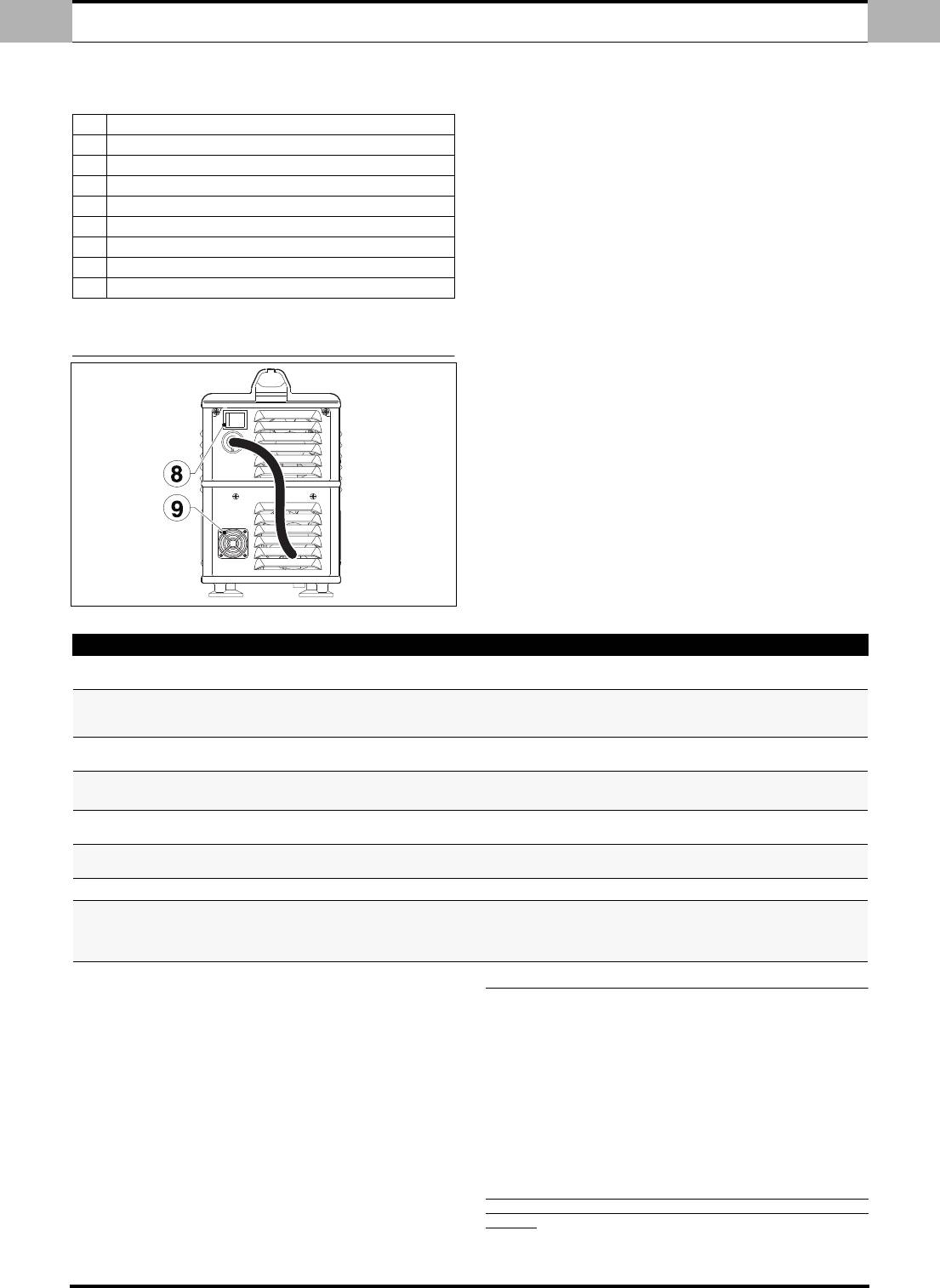
3.2 BAKRE PANEL
✔
Skärbrännarens spänning - tryck på knappen (
Ref. 5
- Fig. 1 Sid. 2) .
Figur 2.
✔
Lufttryck - tryck på knappen (
Ref. 6
- Fig. 1 Sid. 2) .
✔
Typ av larm (LARM), se Tabell 1.
✔
Typ av fel på maskinen (FEL), se Tabell 2.
4.
DET DIGITALA INSTRUMENTETS FUNKTIONER
(
Ref. 4
- Fig. 1 Sid. 2)
Den lysande kontrollampan överensstämmer med storheten som visas på
displayen:
✔
Volt.
✔
Amper.
✔
Bar.
TABELL n° 1 - LARM -
DISPLAY
BETYDELSE ÅTERSTÄLLNING
Otillräcklig inspänning. Huvudströmbrytaren står
När larmet återställts.
- - -
på "Av" eller strömavbrott.
Kontakta vårt servicecenter om larmet kvarstår.
Stäng av svetsgeneratorn.
Skärbrännarens kåpa är inte ordentligt fastskruvad
CUP
Skruva fast kåpan och sätt på svetsgeneratorn
(generatorn är på).
igen.
När larmet återställts (när den invändiga tempera-
HtA
Övertemperatur på effektomvandlaren.
turen har sänkts).
ThA
Varning: nära gränsen för övertemperatur på effek-
När larmet återställts (när den invändiga tempera-
(Blinkande)
tomvandlaren (HtA).
turen har sänkts).
När larmet återställts (när den invändiga tempera-
CtA
Övertemperatur på kompressorn.
turen har sänkts).
Otillräckligt lufttryck
Air
Kontakta vårt servicecenter.
(lägre än 1,5 bar).
ScA
Kortslutning vid utgången. Stäng av svetsgeneratorn och slå på den igen.
Kontrollera om kåpan och elektroden är slitna och
byt dem om så är fallet. Stäng av svetsgeneratorn
LSF
Ljusbågen slocknar.
och slå på den igen om larmet kvarstår. Kontakta
vårt servicecenter om larmet återkommer.
5. VÄLJARKNAPP SPÄNNING-STRÖM
4.0 BRUKSANVISNING
Tryck på knappen (
Ref. 5
- Fig. 1 Sid. 2) så visas skärbrännarens spänning
på displayen (
Ref. 3
- Fig. 1 Sid. 2) .
a. Anslut svetsgeneratorn på en plats som är torr och har lämplig ventilation.
Visningen av spänningen är tillfällig.
b. Tryck på strömbrytaren (
Ref. 8
- Fig. 2 Sid. 3) och vänta tills generatorn
6. KNAPP FÖR LUFTFUNKTION
slagits på.
Tryck på knappen (
Ref. 6
- Fig. 1 Sid. 2) så aktiveras maskinens trycklufts-
c. Placera jordtången på arbetsstycket och försäkra dig om att det är god kon-
system under en viss tid. Arbetstrycket visas.
takt emellan dem.
7.
STRÖMREGLAGE
d. Välj strömstyrka med hjälp av ratten (
Ref. 7
- Fig. 1 Sid. 2) . Följ anvisning-
Används för att reglera skärströmmen (
Ref. 3
- Fig. 1 Sid. 2) .
arna i nedanstående tabell.
8.
STRÖMBRYTARE
(
Ref. 8
- Fig. 2 Sid. 3)
e. Placera elektroden på arbetsstycket, tryck på skärbrännarens knapp och
Denna strömbrytare har 2 lägen: "På" (grönt ljus) och "Av", som motsvarar
börja skära. Ha inte pilotbågen tänd i onödan i luften. När pilotbågen är tänd
påslagning och avstängning av generatorn.
i onödan slits elektroden och dysan.
9.
LUFTFILTER
(
Ref. 9
- Fig. 2 Sid. 3) utför rengöringen enligt underhållspro-
grammet.
KNAPP LUFT PÅ DU REKOMMENDERAS A
TT INTE HÅLLA PILOTLÅGAN TÄND I
LUFTEN I ONÖDAN FÖR ATT UNDVIKA FÖRSLITNING PÅ ELEKTRODEN OCH
GASMUNS
(S) 3
SVETSBRÄNNARENS FUNKTION
S
S
5.0 SVETSBRÄNNARENS FUNKTION
Rengör skyddskåpan och dysan från slagg och beläggningar så snart som möjligt.
Skyddskåpan bör behandlas med ett slaggmotverkande medel för att minska
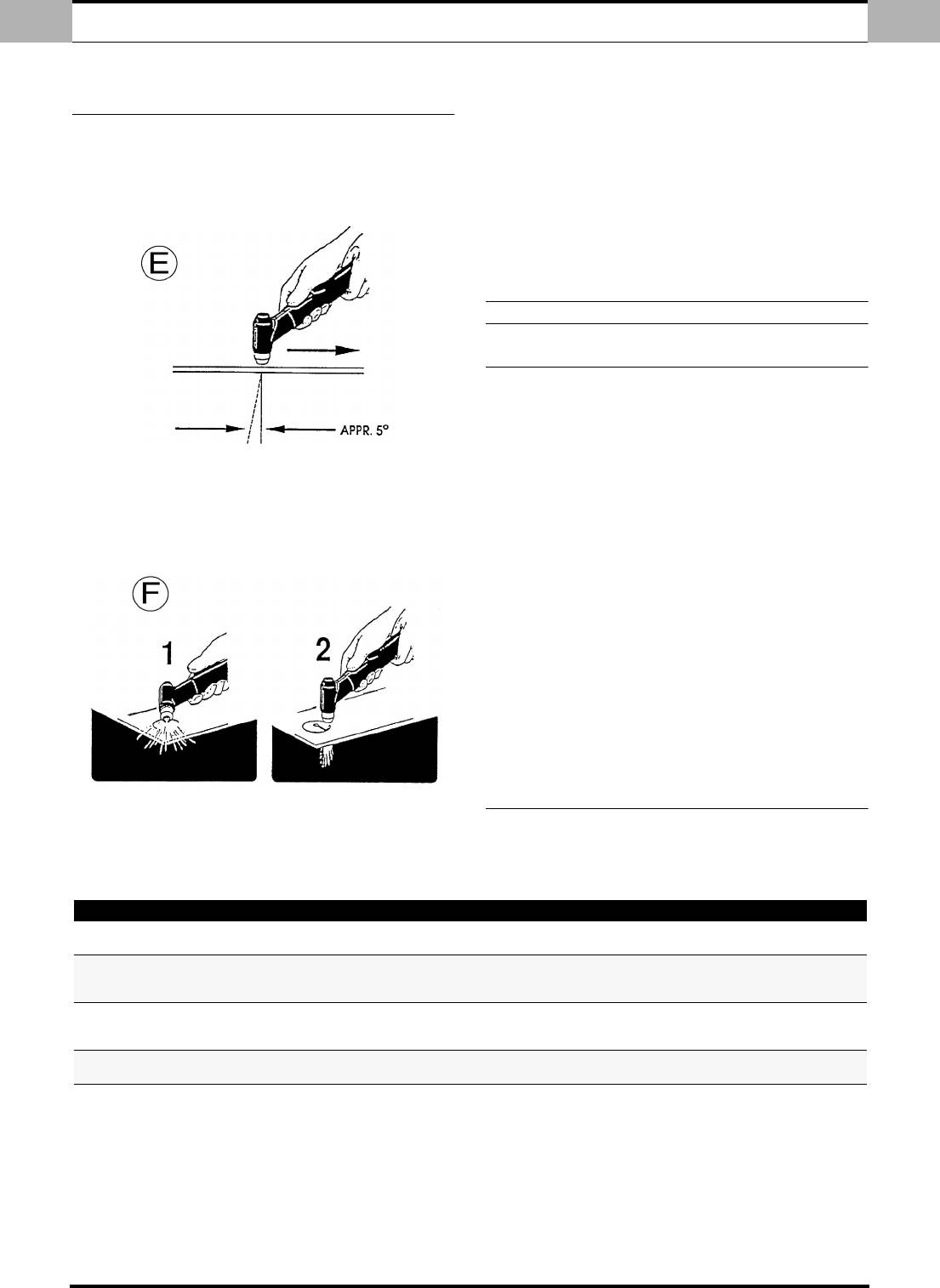
Börja skära med låg hastighet och öka sedan hastigheten för att få önskad
mängden beläggningar som fastnar på själva skyddskåpan. Antingen kan medlet
skärkvalitet. För att börja skära på plåtens kant, placera svetsbrännarens mitt-
sprutas på skyddskåpan eller så kan kåpan sänkas ned i medlet.
punkt vid plåtens kant och tryck sedan på strömbrytaren: Då slår den överförda
ljusbågen över på plåtens kant. Reglera hastigheten för att få goda skärprestatio-
OBS! Följande rekommendationer bör följas vid samtliga skärarbeten.
ner. Plasmaluft alstrar en rak båge (rostfritt stål, aluminium) eller en båge med en
"angreppsvinkel" på 5°
(Fig. E)
(mjukt stål).
a. Vänta i 5 minuter innan generatorn stoppas efter att skärarbetet har avslu-
tats. Då hinner fläkten kyla aggregatet och sprida värmen.
b. För att komponenterna skall få lång hållbarhet bör inte pilotbågen vara tänd
längre än nödvändigt.
c. Hantera svetsbrännarens ledare omsorgsfullt och skydda dem mot skador.
d. Använd endast säkerhetsnyckeln för att byta slitdelar.
LÄS OFTA SÄKERHETSFÖRESKRIFTERNA.
6.0 VANLIGA SKÄRDEFEKTER
Nedan ges exempel på vanliga problem vid plasmaskärning och troliga orsaker till
problemen:
Otillräcklig penetration.
a. För hög skärhastighet.
b. Otillräcklig effekt.
5.1 HÅLTAGNING
För vissa skärarbeten kan det vara nödvändigt att börja snittet mitt i plåtens yta i
c. För stor tjocklek på materialet.
stället för vid plåtens kant.
d. Skärbrännarens komponenter slitna eller skadade.
Backslag vid håltagning kan göra att svetsbrännarens komponenter slits snab-
bare. Därför bör allt håltagningsarbete göras så snabbt som möjligt. Vid
Pilotbågen slocknar.
håltagning
(Fig. F)
a. För låg skärhastighet.
b. För stort avstånd mellan skärbrännarens dysa och arbetsstycket.
Slaggbildning.
a. Felaktigt gastryck
b. Fel skäreffekt.
Sönderbrända dysor.
a. För hög ström.
b. Skärdysorna är skadade eller sitter löst.
c. Dysan har kontakt med arbetsstycket.
d. För mycket slagg: För lågt plasmagastryck.
7.0 PROBLEM OCH ORSAKER
skall svetsbrännaren lutas en aning så att partiklarna från backlaget blåses bort av
svetsbrännarens dysa (och av svetsaren) i stället för att studsa mot själva svets-
Efter att generatorn slagits på kan funktionsfel visas på displayen (
Ref. 3
- Fig. 1
brännaren.
Sid. 2) , enligt tabellen nedan. Felen i fråga kan antingen återställas eller vara irre-
versibla.
TABELL n° 2 - FAIL -
DISPLAY
ÅTERSTÄLLNING
Kontrollera att kåpan är insatt på korrekt sätt.
F14
Stäng av svetsgeneratorn och slå på den igen.
Stäng av svetsgeneratorn och slå på den igen.
F10 - F11 - F12 - -F13
Kontakta vårt servicecenter om larmet kvarstår
och ange vilken typ av fel det gäller.
Kontrollera att skärbrännarens knapp
F 15
inte är intryckt under påslagningen av svetsgeneratorn.
Stäng av svetsgeneratorn och slå på den igen.
F20 - F30 - F51 - F52 - F53 - F54 -F55 - F56
Stäng av svetsgeneratorn och slå på den igen.
Kontakta vårt servicecenter om larmet kvarstår och ange vilken typ av fel det gäller.
(S) 4
