Rothenberger ROWELD P8-24B Plus Premium CNC – page 6
Manual for Rothenberger ROWELD P8-24B Plus Premium CNC
La barra de indicación es de color azul cuando la temperatura es demasiado baja, de color
rojo cuando es demasiado alta y de color verde cuando está en el rango adecuado.
Colocar el elemento calefactor entre las dos piezas de trabajo de la máquina básica
y asegurarse de que los soportes de la placa de calentamiento están en las entalladuras del
dispositivo de extracción.
Cerrar la máquina; la presión de compensación se ajustará automáticamente y la presión se
mantendrá.
Ahora se guardarán todos los parámetros de soldadura y se activará el registro de protocolos.
Si el proceso de soldadura se interrumpe con EXIT, aparece el mensaje „Suspensión por parte
del usuario“, se purga la presión y se guarda el parámetro de soldadura. Confirme el mensaje
con OK, el programa salta al menú principal.
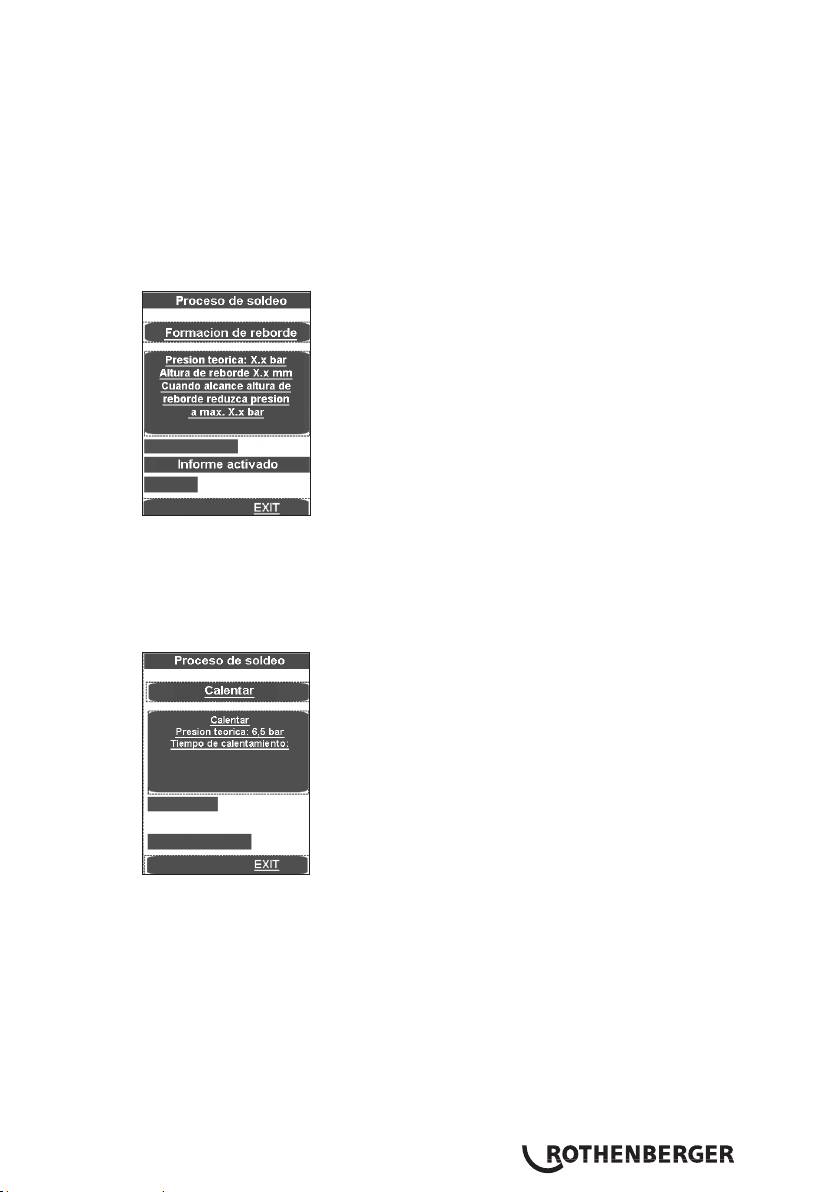
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde)
o en el umbral de tolerancia permitido (amarillo) o fuera del umbral de tolerancia (rojo). La
presión real se muestra en el indicador (2).
En cuanto se haya alcanzado de manera uniforme la altura del reborde en todo el perímetro
de ambos tubos, soltar presión con la tecla “Automático” (1). El tiempo de calentamiento t1
se pone en marcha.
Ajustar la presión de tal manera que esté asegurado todavía un contacto uniforme, casi sin
presión de los extremos de pieza al elemento calefactor.
Poco antes de finalizar el tiempo de calentamiento sonará una señal.
Después de transcurrido el tiempo de calentamiento se separan las piezas de trabajo de
nuevo, se quita el elemento calefactor y se juntan los extremos de pieza.
ESPAÑOL 99
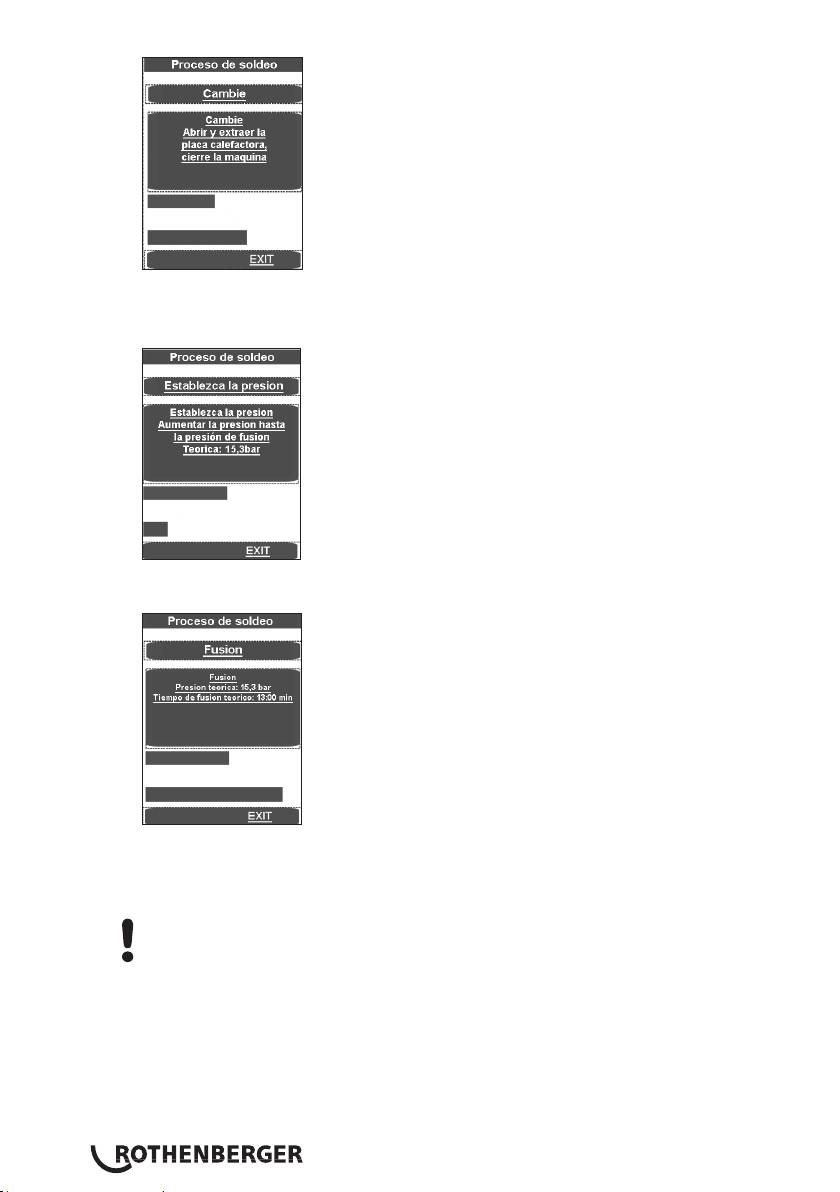
Poco antes del contacto de los extremos de las piezas de trabajo (aprox. 1 cm), pare el choque
soltando la tecla y vuelva a presionar de inmediato. Ahora se debe aumentar la presión de
forma lineal hasta alcanzar la presión de unión.
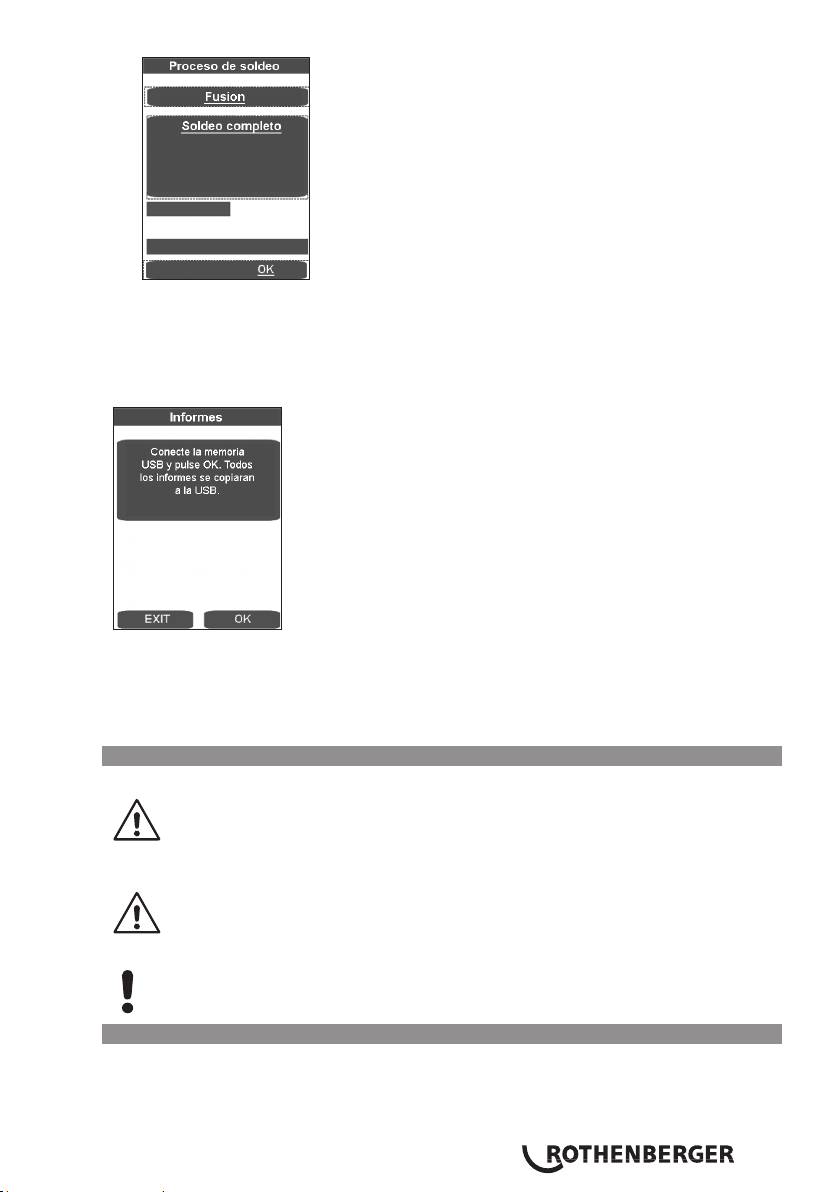
Al alcanzarse la presión de unión, el programa pasa automáticamente al proceso de unión
y el temporizador t4 se inicia.
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde)
o en el umbral de tolerancia permitido (amarillo) o fuera del umbral de tolerancia (rojo). La
inferior muestra el progreso del tiempo. La presión real se muestra en el indicador (2) y el
tiempo de unión restante en el indicador (9).
Atención: Mantener pulsadas las teclas de „Liberación“ (10) y de „Cerrar máquina“ (11)
hasta que se alcance la presión de unión, a continuación, el sistema hidráulico se
desconectará y se pueden soltar las teclas.
La presión será controlada y reajustada automáticamente. Si es necesario volver a bombear
frecuentemente de forma exagerada (alta pérdida de presión), revisar el sistema hidráulico.
Devolver el elemento calefactor a la caja de almacenamiento
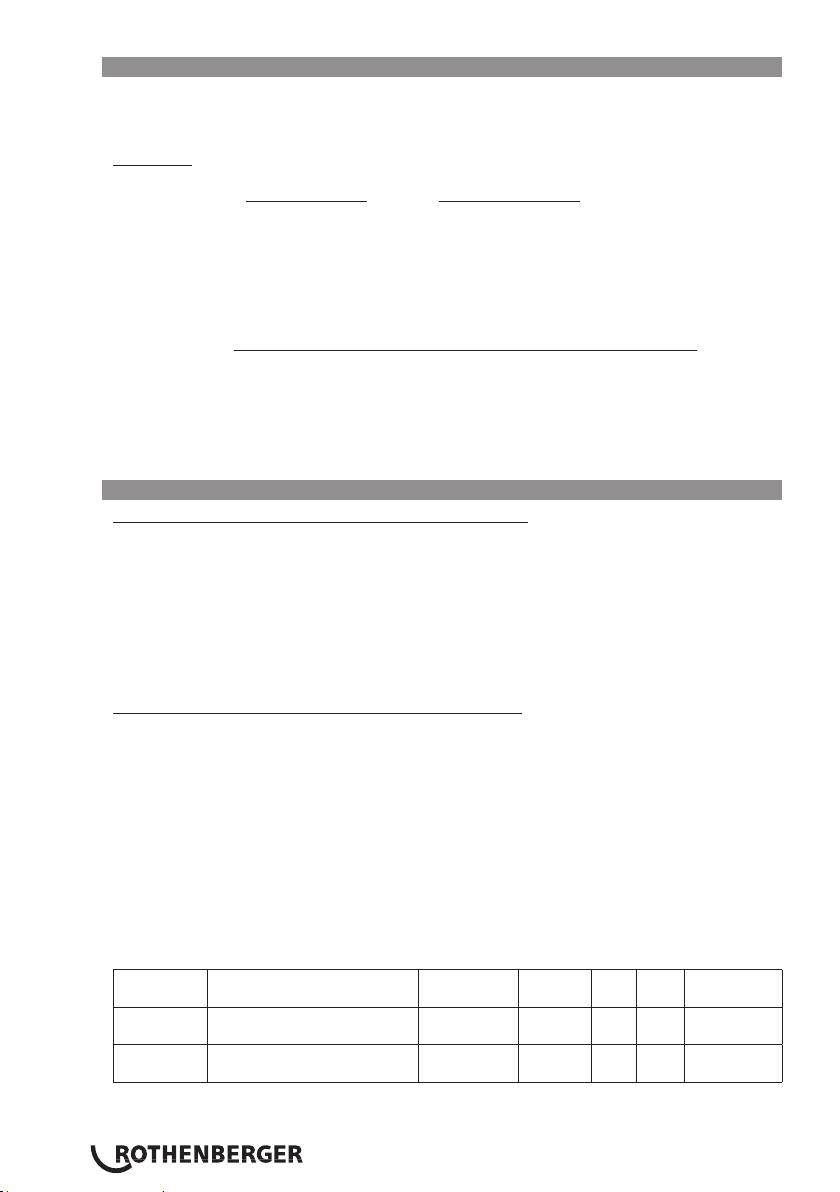
Una vez transcurrido el tiempo de enfriamiento, se termina el proceso de soldadura, suena
una señal y se purga automáticamente la presión.
ESPAÑOL100
Terminar el menú de soldadura con OK.
Purgar la presión completamente con la tecla (3).
Soltar y extraer las piezas de trabajo soldadas.
Abrir la máquina básica. La máquina está ahora preparada para el siguiente ciclo de soldadura.
Transmisión de protocolos:
En el apdo. „Protocolos“ se pueden guardar si está conectado una memoria USB. A continuación,
la ventana se cierra automáticamente.
Este fichero de protocolo se tiene que procesar con el software Dataline 2 de ROTHENBERGER y
un ordenador.
Todos los parámetros de soldadura pueden leerse en las tablas de soldadura adjuntas.
3.2.5 Puesta fuera de servicio
Desconectar el grupo hidráulico con la tecla (6).
¡Dejar enfriar el elemento calefactor o almacenarlo de manera que no inflame
materiales cercanos!
Sacar el enchufe de red de la instalación fresadora, del elemento calefactor y del grupo
hidráulico de la caja de enchufe y enrollar el cable.
El grupo hidráulico sólo se debe transportar y colocar en posición horizontal. ¡Si
se inclina, saldrá aceite por el tapón de ventilación y de purga con varilla!
Desacoplar las gomas hidráulicas y enrollar.
¡Atención! ¡Proteger los acoplamientos contra la suciedad!
3.3 Requisitos generales
Puesto que los efectos del ambiente y la intemperie influyen decisivamente en la soldadura, se
deben mantener necesariamente las fijaciones previas correspondientes en las directrices DVS
2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices nacionales correspondientes.
¡ Los trabajos de soldadura se deben supervisar constante y cuidadosamente.
ESPAÑOL 101
3.4 Avisos importantes a los parámetros de soldadura
Todos los parámetros de soldadura necesarios tales como temperatura, presión y tiempo se
deben leer en las directrices DVS 2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices
nacionales correspondientes.
Referencia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I¡En cada caso especial deben consultarse necesariamente los parámetros específicos de material
del fabricante del tubo!
¡Los parámetros de soldadura mencionados en las tablas adjuntas de soldadura son valores de
referencia, por los que la empresa ROTHENBERGER no asume garantía alguna!
Los valores indicados en las tablas adjuntas de soldadura para la presión de compensación y de
unión se calcularon según la fórmula siguiente:
Superficie de soldadura A [mm²] x factor de soldadura SF [N/mm²]
Presión P [bar] =
Superficie cilíndrica Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(La superficie total cilíndrica de ROWELD P 250/8 B e 6, 26 cm²)
(La superficie total cilíndrica de ROWELD P 355/12 B e 6, 26 cm²)
(La superficie total cilíndrica de ROWELD P 500/18 B y P 630/24 B e 14, 13 cm²)
(La superficie total cilíndrica de ROWELD P 630/24 B Plus e 22, 38 cm²)
3.5 Ajuste de parámetros
Ajustar los parámetros con los permisos de „Soldador“:
Pulsar de forma prolongada el botón giratorio (4) (aprox. 3 seg.), hasta que parpadee P001
en la pantalla superior (2).
Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P009.
Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor
(predeterminado) parpadeará en la pantalla inferior (9).
Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4).
A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
Ajustar los parámetros con los permisos de „Maestro“:
Pulsar el botón giratorio (4) de forma prolongada (aprox. 6 seg.). Primero parpadeará el
parámetro P001 en la pantalla (2), después „CodE“ y en la pantalla inferior (9) parpadeará el
cursor en la primera posición.
Introducir el código con el botón giratorio (4) y pulsar brevemente el botón giratorio (4)
(código = 8001 – en la primera puesta en servicio el código puede modificarse con el
parámetro P100).
Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P114.
Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor
(predeterminado) parpadeará en la pantalla inferior (9).
Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4).
A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
Nombre del
Denominación Predetermi-
Unidad mín. máx. Autoriza-
parámetro
nado
ción
P001 Tiempo restante de la función
99 mín. 0 99 Soldador
de ahorro de energía
P002* Función de ahorro de
0 0 3 Soldador
potencia activada
ESPAÑOL102
P003 Desviación de la
5 °C -25 25 Soldador
temperatura de las placas de
calentamiento
P004 Pmáx. para fresar 20 bar 10 50 Soldador
P005 Presión teórica 1/10 bar Soldador
P006 Temperatura teórica 210 °C P103 P104 Soldador
P007 Valor teórico temporizador T1 45 seg. 1 1500 Soldador
P008 Valor teórico temporizador T4 6 mín. 1 99 Soldador
P009 Pinicio para fresar 10 bar 0 P004 Soldador
P101 Desviación para bombeo
5 % 1 50 Maestro
adicional
P102 Tiempo de aumento después
10 1/10 seg. 0 100 Maestro
de fresar
P103 Temperatura de ajuste (mín.) 160 °C 0 300 Maestro
P104 Temperatura de ajuste (máx.) 270 °C 0 300 Maestro
P105 Tecla de bloqueo (sí/no) 5 seg. 0 50 Maestro
P106 Presión para abrir 135 bar 10 160 Maestro
P107 Tiempo de avance para
50 1/10 seg. 0 200 Maestro
conectar el zumbador
P100 Modificar código 8001 Maestro
* P002 - Función de ahorro de potencia:
0 - ninguna,
1 - si la fresa funciona, se desconecta el elemento de calefactor,
2 - si funciona el motor hidráulico, se desconecta el elemento de calefactor,
3 - si funciona el t4, se desconecta el elemento de calefactor.
3.6 Ajuste de la fecha y la hora
Cerrar el programa haciendo clic en la esquina superior izquierda.
ESPAÑOL 103
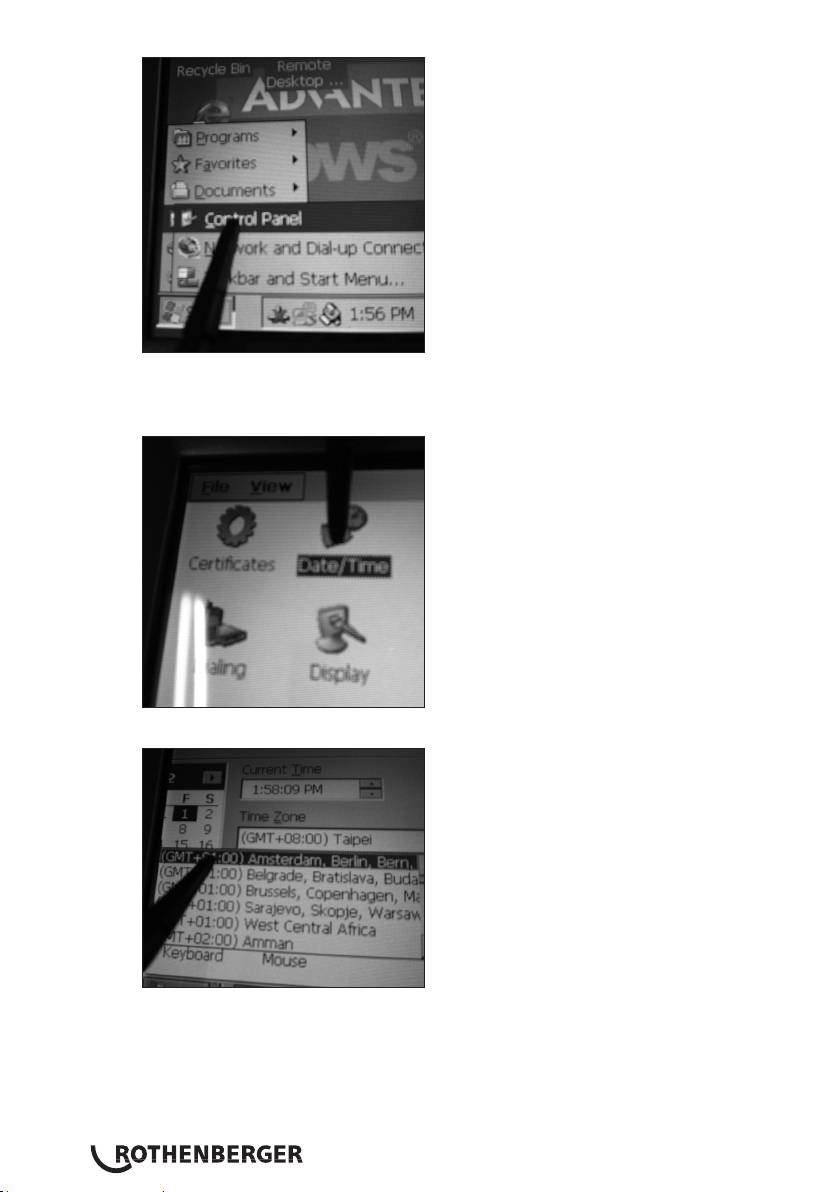
Pulsar „Start“, „Setting“ y después „Control panel“.
Desaparecerá la barra de inicio, aunque puede visualizarse pulsando en la esquina inferior
izquierda.
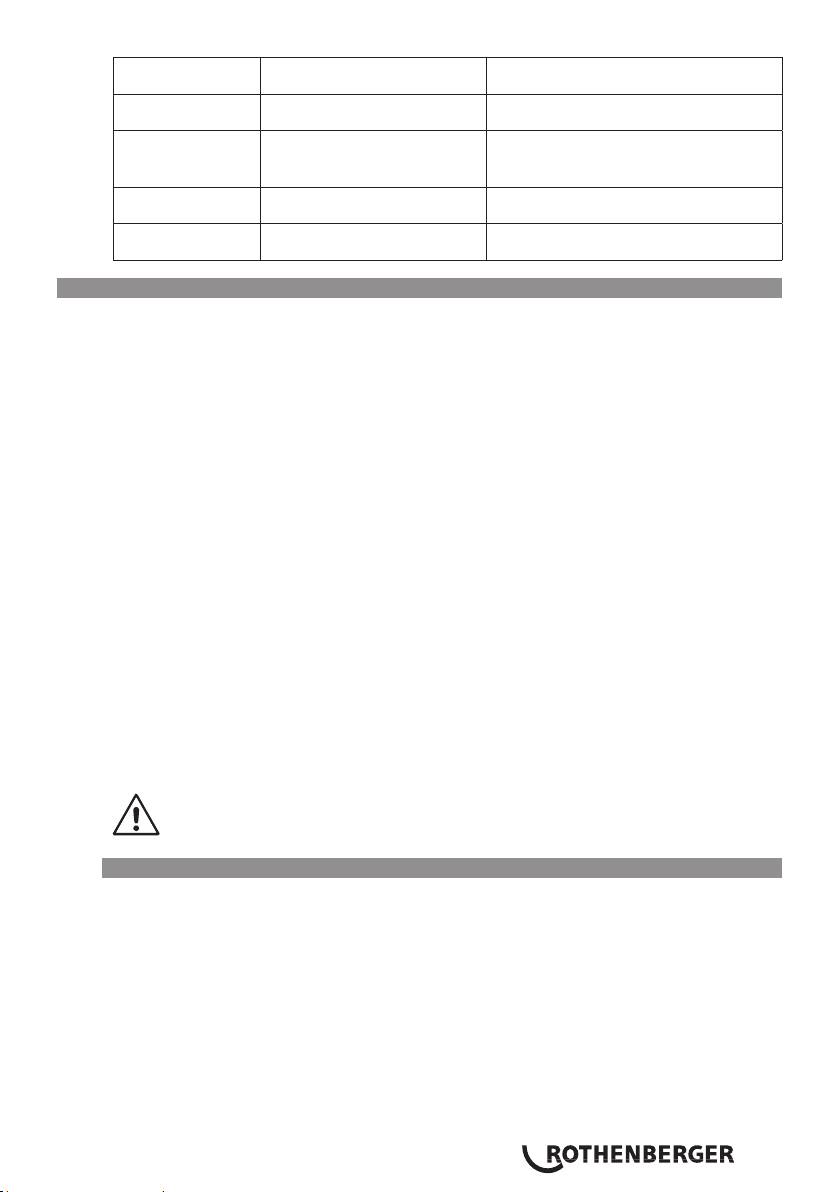
Hacer clic en „Date/Time“
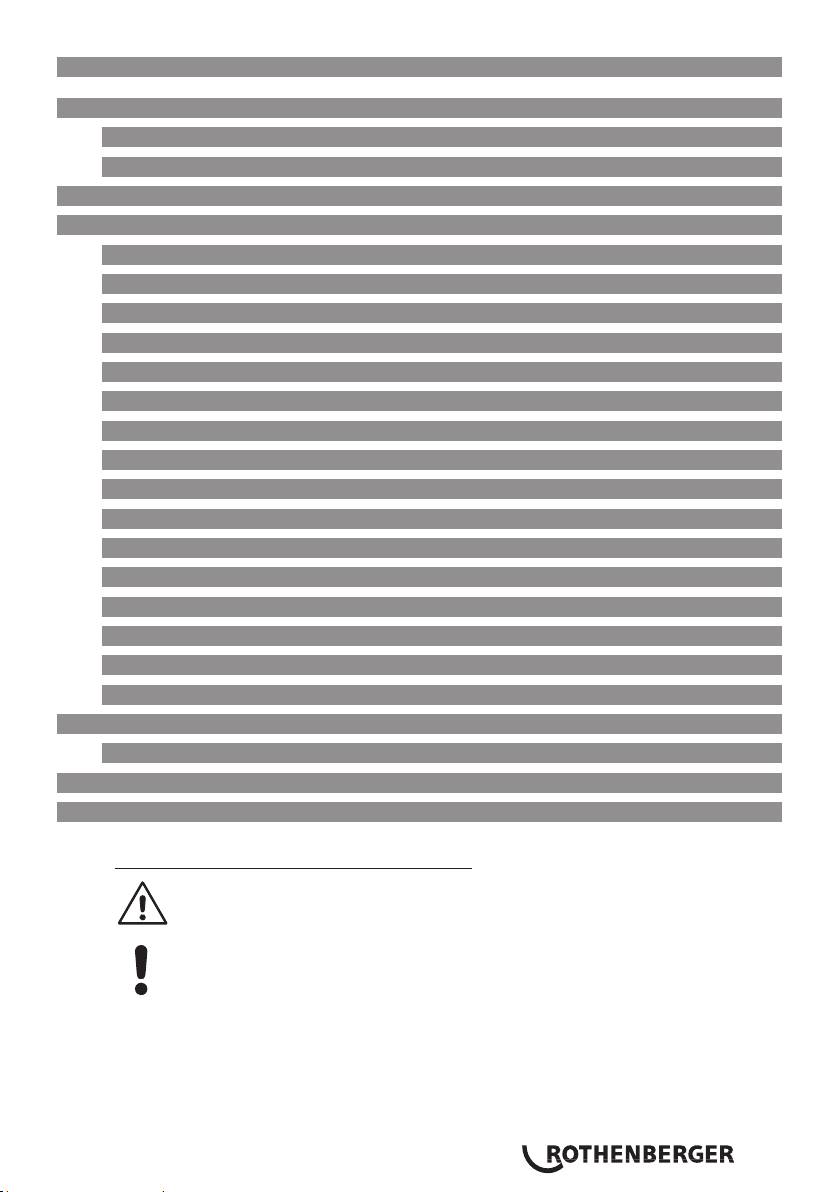
Ajustar la máscara de entrada tocando y desplazando la barra de „Date/Time“. Seleccionar la
zona horaria o introducir la hora actual en „Current Time“.
¡Atención! ¡Tener en cuenta el formato horario AM/PM! 1:58:09 PM = 13:58:09 /
1:58:09 AM = 01:58:09
ESPAÑOL104

Confirmar con „Apply“ y „OK“. Cerrar el panel de control con X.
Pulsar las teclas „Start“ y „Run“.
Introducir „reboot“ en el teclado que aparecerá y pulsar „OK“, el PC se reiniciará.
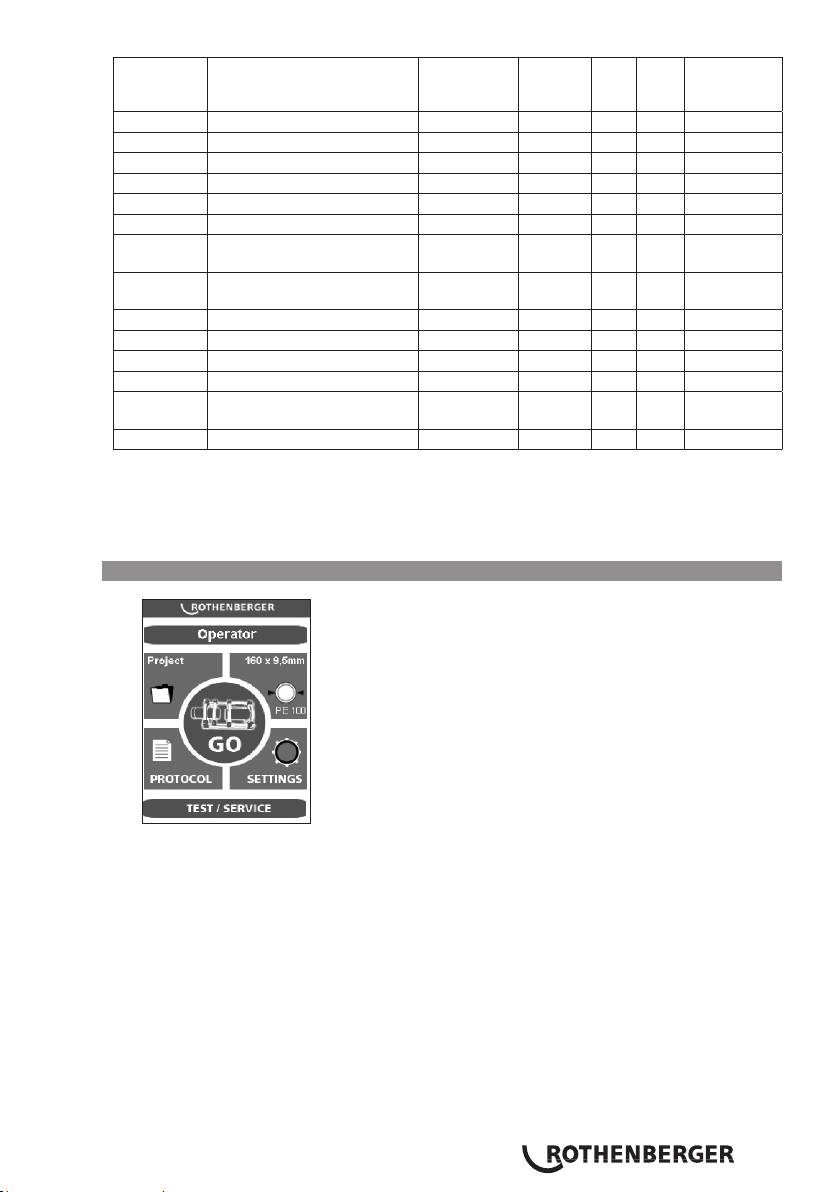
3.7 Crear y seleccionar configuraciones de la máquina
Para seleccionar o crear configuraciones de la máquina pulsar la tecla SETTINGS.
ESPAÑOL 105

Con las teclas de flecha se puede seleccionar la configuración de máquina deseada.
Para crear una configuración nueva, iniciar la siguiente, por ejemplo la 2, con la flecha hacia la
derecha.
Al pulsar el campo correspondiente aparecerá la máscara de entrada. Los datos pueden borrarse
con DEL y volverse a introducir. Estos datos serán incluidos posteriormente en el protocolo.
3.8 Mensajes de error
PC táctil y protocolo:
Mensaje de
Denominación
error
Código 1 Presión de compensación demasiado alta
Código 2 Presión de compensación demasiado baja
Código 4 Presión de calentamiento demasiado alta
Código 64 Tiempo de cambio demasiado largo
Código 128 Tiempo de creación de presión demasiado largo
Código 256 Presión de unión demasiado alta
Código 512 Presión de unión demasiado baja
Código 2048 Elemento calefactor demasiado frío
Código 4096 Cancelado por el operador
Código 131072 Elemento calefactor demasiado caliente
Control:
Mensaje de
Denominación Solución de averías
error
SER Fecha de mantenimiento
Realizar mantenimiento
alcanzada, mantenimiento
necesario
ERR1 No se alcanza la presión
Comprobar nivel de aceite, comprobar
absoluta
sensor de presión, válvulas defectuosas,
motor defectuoso
ESPAÑOL106
PE-2 Sensor de presión -24
Sustituir sensor de presión
V defectuoso
ERR5 Temperatura del aceite 70°C
Esperar hasta que la temperatura del
– ¡Parar!
aceite descienda a 50 °C
HE-1 Elemento calefactor no
Sustituir la sonda
conectado, rotura de la
sonda
HE-0 Elemento calefactor
Volver a medir la temperatura,
demasiado caliente
controlar el ajuste, sustituir la sonda
HE-2 Elemento calefactor
Volver a medir la temperatura,
demasiado frío
controlar el ajuste, sustituir la sonda
4 Limpieza y mantenimiento
Para conservar la funcionalidad de la máquina deben respetarse los puntos siguientes:
• Tienen que mantenerse limpias las barras guía. Si se daña la superficie tienen que cambiarse
las barras guía, pues esto podría llevar a una pérdida de presión.
• Para lograr resultados perfectos de soldadura, es necesario mantener limpio el elemento
calefactor. Si se daña la superficie tiene que ponerse un nuevo revestimiento al elemento
calefactor o cambiarse. Los restos de material en el espejo calefactor reducen la propiedad
antiadherente y tienen que quitarse con un papel no fibroso y alcohol (¡sólo con elemento
calefactor frío!).
• Cambiar el aceite hidráulico ( HLP – 46, N° art.: 53649 ) cada 12 meses.
• Para evitar anomalías de funcionamiento, se debe controlar con regularidad la estanqueidad
del grupo hidráulico, el ajuste fijo de las atornilladuras así como el estado perfecto del cable
eléctrico.
• Se deben proteger contra la suciedad el acoplamiento rápido hidráulico en el grupo
hidráulico y en el paquete de gomas. En caso de estar sucios se deben limpiar antes de
conectar.
• La instalación fresadora está equipada con dos cuchillas afiladas a dos lados. Ante una
disminución del corte las cuchillas se pueden invertir o cambiarse por otras nuevas.
• Se debe cuidar siempre de que estén limpios los extremos del tubo o piezas a trabajar,
especialmente las superficies frontales, pues de lo contrario se reduce agravantemente la vida
útil de las cuchillas.
Se debe mandar un control anual de la máquina de soldadura, conforme a DVS
2208, al fabricante o a una estación de servicio autorizada por él. En máquinas con
un esfuerzo excesivo se debería acortar el ciclo de ensayo.
4.1 Limpieza de máquina y herramienta
(¡Normas de mantenimiento respetar punto 4!)
Las herramientas afiladas y limpias generan mejores resultados de trabajo y son más seguras.
Sustituir inmediatamente las piezas romas, quebradas o perdidas. Controlar si el accesorio está
unido seguro a la máquina.
En los trabajos de mantenimiento utilizar solamente piezas de repuesto originales. Las
reparaciones sólo deben realizarlas personal especialmente calificado.
En caso de no usarla, antes de los trabajos de limpieza y mantenimiento y antes de cambiar los
accesorios, separar la máquina de la red eléctrica.
Antes de la reconexión a la red se ha de asegurar que la máquina y la herramienta accesorio
están desconectas.
ESPAÑOL 107

Cuando se usen cables de prolongación debe controlarse su seguridad y funcionalidad. Sólo
deben utilizarse cables autorizados para el uso en exteriores.
No se deben usar herramientas y máquinas, si están rotas o torcidas las cajas o mangos,
especialmente los de plástico.
La suciedad y la humedad en tales grietas son conductibles de corriente. Esto puede provocar una
sacudida eléctrica, si se da un daño de aislamiento en la herramienta o en la máquina.
Anotación: Además de ello remitimos a las normas de prevención de accidentes.
5 Accesorios
Encontrará a partir de la página 451 los accesorios apropiados y el formulario de solicitud.
6 Eliminación
Algunas partes del aparato son materiales reciclables. Para su recogida se encuentran a
disposición centros de reciclaje homologados y certificados. Para una eliminación ecológica de las
piezas no reciclables (p.ej. chatarra del sistema electrónico) consulte con su organismo de limpieza
correspondiente.
Sólo para países UE:
No arroje las herramientas eléctricas a los desechos domésticos. Conforme a la directiva
europea 2012/19/EU sobre residuos de aparatos eléctricos y electrónicos y su
transposición a derecho nacional las herramientas eléctricas aptas para el uso no deben ser
más recolectadas por separado y recicladas.
ESPAÑOL108
Inhoudsopgave Pagina
1 Aanwijzingen betreffende de veiligheid 110
1.1 Gebruik volgens de voorschriften 110
1.2 Algemene veiligheidsaanwijzingen 110
2 Technische gegevens, zie boekje „technische gegevens“
3 Werking van het apparaat 112
3.1 Beschrijving van het apparaat 112
3.1.1 Basismachine (afb. A) 112
3.1.2 Hydraulisch aggregaat (afb. B) 112
3.2 Gebruiksaamwijzing 113
3.2.1 In gebruik nemen 113
3.2.2 Voorbereidende maatregelen voor de lasbewerking 116
3.2.3 Lasbewerking 120
3.2.4 Lassen in de Premium-modus 123
3.2.4.1 Lasproces Premium-modus 125
3.2.5 Buitenbedrijfstelling 128
3.3 Algemene vereisten 129
3.4 Belangrijke instructies bij de lasparameters 129
3.5 Parameters instellen 129
3.6 Instellen van datum en tijd 130
3.7 Machineconfiguratie aanmaken, kiezen 132
3.8 Foutmeldingen 133
4 Instandhouding en onderhoud 133
4.1 Machine en gereedschaponderhoud 134
5 Toebehoren 134
6 Afvalverwijdering 134
Gebruikte symbolen en tekens in dit document:
Gevaar!
Dit symbool waarschuwt voor lichamelijk letsel.
Let op!
Dit teken waarschuwt voor materiële schade en schade aan het milieu.
Verzoek te handelen
NEDERLANDS 109
1 Aanwijzingen betreffende de veiligheid
1.1 Gebruik volgens de voorschriften
De ROWELD P250-630/8-24B Plus Premium CNC zijn voor de productie van lasverbindingen
PE - PP - PVDF buizen en gebruikt volgens de technische gegevens.
1.2 Algemene veiligheidsaanwijzingen
LET OP! Voor het gebruik van elektrische gereedschappen dient u om elektrische
schokken en gevaar voor verwonding of verbranding te voorkomen, de volgende
fundamentele veiligheidsmaatregelen in acht te nemen.
Lees al deze aanwijzingen voor u het elektrische gereedschap in gebruik neemt, en
bewaar de veiligheidsaanwijzingen goed.
Service en onderhoud:
1 Regelmatige reiniging, onderhoud en smering. Haal altijd de stekker uit het stopcontact
voor u het apparaat instelt, of onderhoud of reparaties uitvoert.
2 Laat het apparaat alleen door een erkende reparateur en met originele onderdelen
repareren. Dan weet u zeker dat de veiligheid van het apparaat behouden blijft.
Veilig werken:
1 Houd uw werkomgeving opgeruimd. Slordigheid op de werkplek kan tot ongelukken
leiden.
2 Houd rekening met omgevingsinvloeden. Plaats elektrische gereedschappen niet in de
regen. Gebruik elektrische gereedschappen niet in een vochtige of natte omgeving. Zorg voor
een goede verlichting van de werkplek. Gebruik elektrische gereedschappen niet op plaatsen
waar brand- of explosiegevaar bestaat.
3 Bescherm uzelf tegen elektrische schokken. Vermijd aanraking met geaarde delen (bv.
buizen, radiatoren, elektrische kachels, koelapparatuur).
4 Houd andere mensen weg van het werkgebied. Laat anderen, met name kinderen,
niet aan het elektrische apparaat of aan de kabel komen. Houd hen op afstand van het
werkgebied.
5 Berg elektrische gereedschappen die niet in gebruik zijn veilig op. Ongebruikte
elektrische gereedschappen moeten bewaard worden op een droge, hoge of afgesloten plek,
buiten het bereik van kinderen.
6 Overbelast het elektrische gereedschap niet. U werkt beter en veiliger binnen het
aangegeven vermogensgebied.
7 Gebruik het juiste elektrische gereedschap. Gebruik geen apparaten met weinig
vermogen voor zware werkzaamheden. Gebruik het elektrische gereedschap niet voor
doeleinden, waarvoor het niet bedoeld is. Gebruik bijvoorbeeld geen handcirkelzaag voor het
zagen van boomtakken of houtblokken.
8 Draag de juiste kleding. Draag geen wijde kleding of sieraden, die kunnen gegrepen
worden door bewegende delen. Bij werk in de buitenlucht is het dragen van schoenen met
antislipzolen aan te bevelen. Draag een haarnet als u lang haar hebt.
9 Maak gebruik van beschermingsmiddelen. Draag een veiligheidsbril. Gebruik bij stoffige
werkzaamheden een beschermingsmasker.
10 Sluit de stofzuig-apparatuur aan. Als er apparatuur aanwezig is voor het afzuigen en
opvangen van stof, zorg er dan voor dat die aangesloten en op de juiste manier gebruikt
wordt.
NEDERLANDS110

11 Gebruik de kabel niet voor doeleinden, waarvoor hij niet bedoeld is. Gebruik het
netsnoer niet om de stekker uit het stopcontact te trekken. Houd de kabel verwijderd van
hitte, olie en scherpe randen.
12 Zet uw werkstuk goed vast. Maak gebruik van het spangereedschap of een bankschroef,
om het werkstuk op zijn plaats te houden. Zo wordt het beter op zijn plaats gehouden dan
met uw hand.
13 Vermijd een abnormale lichaamshouding. Zorg dat u stevig staat en blijf altijd in
evenwicht.
14 Onderhoud uw gereedschappen zorgvuldig. Houd uw gereedschap scherp en schoon,
zodat u er beter en veiliger mee kunt werken. Volg de aanwijzingen voor het smeren en voor
het wisselen van gereedschap. Controleer regelmatig de aansluitkabel van het elektrische
apparaat en laat hem als hij beschadigd is vervangen door een erkende vakman. Controleer
de verlengsnoeren regelmatig en vervang ze, als ze beschadigd zijn. Houd de handvatten
droog en schoon en zorg dat er geen vet of olie op zit.
15 Trek de stekker uit het stopcontact. Als u het elektrische apparaat niet gebruikt, voor het
onderhoud en bij het verwisselen van gereedschappen zoals bv. zaagbladen, boren, frezen.
16 Verwijder de sleutels. Controleer voor u het apparaat inschakelt of de sleutels en
afstelgereedschappen verwijderd zijn.
17 Voorkom per ongeluk inschakelen. Controleer of de schakelaar in de uit-stand staat als u
de stekker in het stopcontact steekt.
18 Gebruik verlengkabels voor buiten. Gebruik voor toepassing buiten alleen daarvoor
goedgekeurde verlengsnoeren, die de betreffende markering bevatten.
19 Blijf opletten. Houd uw aandacht bij wat u aan het doen bent. Ga verstandig te werk.
Gebruik het elektrische apparaat niet, als u niet geconcentreerd bent.
20 Controleer het elektrische apparaat op eventuele beschadigingen. Voor een
volgend gebruik van het elektrische apparaat moet zorgvuldig gecontroleerd worden of
beschermingsonderdelen of licht beschadigde onderdelen correct en volgens de voorschriften
werken. Controleer of de bewegende delen correct functioneren en niet klemmen, en of
er onderdelen beschadigd zijn. Alle delen moeten op de juiste manier gemonteerd zijn en
aan alle voorwaarden voldoen om een correcte werking van het elektrische apparaat te
garanderen.
Beschadigde beschermingsonderdelen en andere onderdelen moeten op de juiste
manier gerepareerd of vervangen worden door een erkende reparateur, voor zover niet
anders aangegeven in de gebruiksaanwijzing. Beschadigde schakelaars moeten in een
servicecentrum vervangen worden.
Gebruik elektrische apparaten niet, als de aan/uit-schakelaar niet werkt.
21 Let op. Het gebruik van andere onderdelen en andere accessoires kan het risico op
verwondingen opleveren.
22 Laat uw elektrische gereedschap repareren door een vakman. Dit elektrische apparaat
voldoet aan de toepasselijke veiligheidsvoorschriften. Reparaties mogen alleen uitgevoerd
worden door een deskundige en daarbij mogen alleen originele onderdelen gebruikt worden;
anders loopt de gebruiker het risico op ongelukken.
2 Technische gegevens, zie boekje „technische gegevens“
NEDERLANDS 111
3 Werking van het apparaat
3.1 Beschrijving van het apparaat
De ROWELD P250-630/8-24B Plus Premium CNC zijn compacte, verplaatsbare
stomplasmachines met verwarmingselement, CNC-module voor het nauwkeurig aansturen,
nakomen en opslaan van de lasparameters volgens de DVS-richtlijn, en met protocoloverdracht
via USB-aansluiting, die speciaal voor gebruik op bouwplaatsen - en in dit geval speciaal in
leidingsleuven - zijn ontworpen. Vanzelfsprekend kunnen de machines ook in werkplaatsen
worden gebruikt.
Door de veelzijdigheid van de lasmachines „Type ROWELD“ kunnen in alle toepassingsgebieden
de volgende lasverbindingen van PE, PP en PVDF-pijpen met een buitendiameter van 90-630 mm/
5-24” zeker tot stand worden gebracht:
I. pijp - pijp
II. pijp - pijpbochtstuk
III. pijp - T - stuk
IV. pijp - lasrand
De machines bestaan in essentie uit:
basismachine, reductie-inzetstukken, hydraulisch aggregaat met CNC-module, freesinrichting,
verwarmingselement, opbergkast.
Bij het aan elkaar lassen van lasranden moet de als accessoire verkrijgbare vierklauwenspanschijf
worden gebruikt.
ROWELD P250/8B: Bij het lassen van pijpbochtstukken met een rechte hoek met de maximale
diameter van de machine, dient de als accessoire verkrijgbare bovenzijde voor het spanelement
gebruikt te worden.
ROWELD P500-630/18-24B Plus: Voor het intillen en uitlichten van frees en
verwarmingselement kan de als accessoire verkrijgbare elektrische hefinrichting worden gebruikt.
3.1.1 Basismachine (afb. A)
1 Beweeglijke spanelementen 3 afstandhouder met vastzetkerven
2 Verschuifbaar spanelement 4 Afstandhouder verwarmingselement
3.1.2 Hydraulisch aggregaat (afb. B)
1 Toets automaat 12 Toets timer (tijd)
2 Drukdisplay 13 Stopcontact freesinrichting
3 Toets druk ontlasten 14 Snelkoppeling vrouwtje
4 Draaiknop 15 Snelkoppeling mannetje
5 Toets frezen 16 Stopcontact verwarmingselement
6 Toets in-/uitschakelen 17 Netstekker
7 Toets verwarming 18 Nooduit
8 Machine "Openen" 19 Touch-PC
9 Display temperatuur en tijd 20 Olievulopening met peilstok
10 Vrijgavetoets 21 USB-aansluiting
11 Machine "Sluiten" 22 Aansluitingen basismachine
Het hydraulisch aggregaat maakt de met de volgende symbolen gekenmerkte bedieningen van de
lasmachine mogelijk:
Toets hydraulisch aggregaat in- en uitschakelen.
Door het indrukken van de toets „Verwarming“ het verwarmingselement
inschakelen. Gewenste temperatuur van het verwarmingselement door
het drukken op de toets „Verwarming“ en het verdraaien van de
draaiknop instellen, de waarde wordt bij op de temperatuurdisplay weer-
gegeven, daarna wordt weer de werkelijke temperatuur weergegeven.
NEDERLANDS112
Via de draaiknop de druk voor het frezen, compensatie, opwarmen en
voegen instellen, de waarde wordt op de drukdisplay weergegeven. 3
seconden na het instellen wordt de werkelijke waarde weergegeven.
Door het indrukken van de draaiknop worden de serviceparameters
weergegeven en ingesteld.
Voor het sluiten van de spanelementen, de vrijgavetoets en toets machine „Sluiten“
indrukken.
Toets voor drukontlasten
Voor het openen van de spanelementen, de vrijgavetoets en toets machine
„Openen“ indrukken.
De vrijgavetoets en toets Frezen indrukken om het stopcontact voor de freesin-
richting in te schakelen. De druk wordt automatisch ingesteld op 10 bar en kan met
de draaiknop tot maximaal 20 bar worden verhoogd. (Bij speciale toepassingen, bijv.
op hellingen, kan door het wijzigen van P004 ingesteld worden tot max. 50 bar)
Timer door het één keer drukken op de toets activeren. Bij het indrukken
van de toets en verdraaien van de draaiknop kan de tijd t1 in seconden
worden ingesteld. Bij langer drukken op de toets wordt omgeschakeld
naar t4. Bij het indrukken van de toets en verdraaien van de draaiknop
kan de tijd t4 in minuten worden ingesteld. Door het kort drukken op de
timertoets, terwijl de timerindicatie t1 of t2 brandt, wordt de timer hand-
matig ingesteld.
Door het indrukken van de toets automaat wordt de ingestelde druk gedurende het
opwarmen (timer t1 actief) en het voegproces (timer t4 actief) bewaakt en eventueel
bijgeregeld.
Vrijgavetoets voor het bevestigen van de serviceparameters
3.2 Gebruiksaamwijzing
De lasmachine mag alleen door geinstrueerde en gekwalificeerde vaklieden Volgens
DVS 2212 deel 1 bedient worden!
De machine mag uitsluitend door getrainde en bevoegde operators gebruikt
worden!
3.2.1 In gebruik nemen
Deze gebruiksaanwijzing en de richtlijnen voor veiligheid a.u.b. goed doorlezen
voordat u de stomplasmachine in gebruik neemt!
Het verwarmingselement niet gebruiken in een omgeving waar explosiegevaar
aanwezig is en niet in aanraking brengen met licht ontvlambare stoffen.
Houd een veilige afstand tot de machine aan, niets in de machine steken en niet
in de machine reiken. Houd andere mensen verwijderd van het werkgebied.
Controleer voor elk gebruik het oliepeil van het hydraulische aggregaat, het
oliepeil moet tussen de min/max-markeringen op de olievuldop (20) met peilstok
liggen, zo nodig bijvullen met hydraulische olie HLP 46.
Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij
een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok.
NEDERLANDS 113
Bij gevaar op de nooduit-schakelaar (18) drukken. Zorg voor aanvang van de
werkzaamheden altijd dat de nooduitknop is ontgrendeld!
De beide hydraulische slangen van de basismachine via de snelkoppelingen (14,15) met het
hydraulisch aggregaat verbinde.
Bescherm de snelkoppelingen tegen vervuiling. Koppelingen die niet goed afsluiten
meteen vervangen!
Steek de netstekker van het freesmechaniek in stopcontact (13), de stekker van het
verwarmingselement in aansluiting (16) en de stekker van de basismachine in aansluiting
(22).
Netstekker van het hydraulisch aggregaat (17) aansluiten op de stroombron, volgens
de gegevens op het typeplaatje. Verschijnt het startscherm niet, de nooduit-schakelaar
ontgrendelen, er klinkt een signaal en op de display (2) gaat een punt branden.
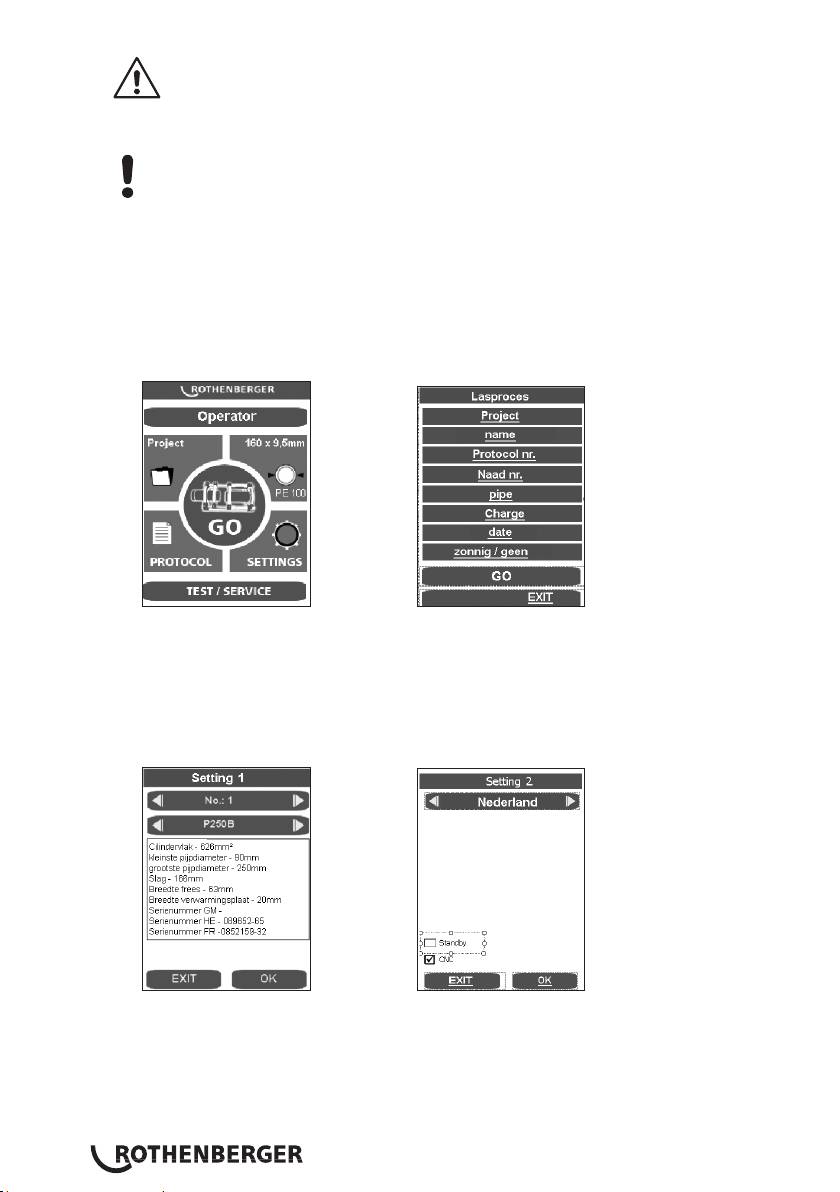
Bij het eerste gebruik de datum en tijd controleren. Hiervoor op de toets GO drukken. (Voor
het wijzigen, zie punt 3.6). Voor het sluiten van het menu op EXIT drukken.
Wanneer de GO toets ingedrukt werd en er geen basismachine aangesloten is, verschijnt de
volgende melding:
„Let op! Geen basismachine gedetecteerd. A.u.b. aansluiten“
Wanneer na het aansluiten de foutmelding nog steeds verschijnt, dan is de verbinding defect;
het is echter mogelijk om in de Premium-modus te lassen en te protocolleren (zie 3.2.4).
Bij het eerste gebruik de taal instellen, vanuit de fabriek is Duits ingesteld. Voor het wijzigen
op Settings drukken en met OK naar Setting 2 omschakelen.
Met de pijltoetsen de gewenste taal kiezen en met OK bevestigen. De gekozen taal wordt na
het eerste lasproces opgeslagen.
Het is mogelijk het beeldscherm naar een standby-modus te schakelen. De schermbeveiliging
wordt actief als de hydrauliek met de toets (6) wordt uitgeschakeld.
Hydraulisch aggregaat inschakelen (toets (6) indrukken).
Na het inschakelen wordt het verwarmingselement verwarmd.
NEDERLANDS114
Op het display (9) wordt de actuele temperatuur weergegeven. De regeling is actief als
op de display een punt brandt. Bij het bereiken van de ingestelde temperatuur gaan beide
LED‘s branden (actual & set). Na nog eens 10 minuten is het verwarmingselement klaar voor
gebruik. Controleer de temperatuur met een temperatuurmeetapparaat.
Om de temperatuur van het verwarmingselement te ijken zie punt 3.5.
Waarschuwing, verbrandingsgevaar! Het verwarmingselement kan een
temperatuur tot 300°C bereiken en moet onmiddellijk na het gebruik in de
daartoe voorziene opbergkast worden teruggezet!
Door het langer indrukken van de toets (7) kan de verwarming worden uitgeschakeld, de
punt op de display (9) dooft, bij het opnieuw indrukken schakelt de verwarming weer in.
Hydrauliek ROWELD P500-630/18-24B Plus: Draairichtingen controleren! Vanuit de
fabriek zijn de machines rechtsdraaiend aangesloten. Basismachine met hydraulisch aggregaat
openen of sluiten, volgt geen beweging, de fasewisselaar in de netstekker met een geschikt
gereedschap omschakelen!
Opmerking: Bij een verkeerde draairichting de hydrauliek niet inschakelen (gevaar voor
vernieling)
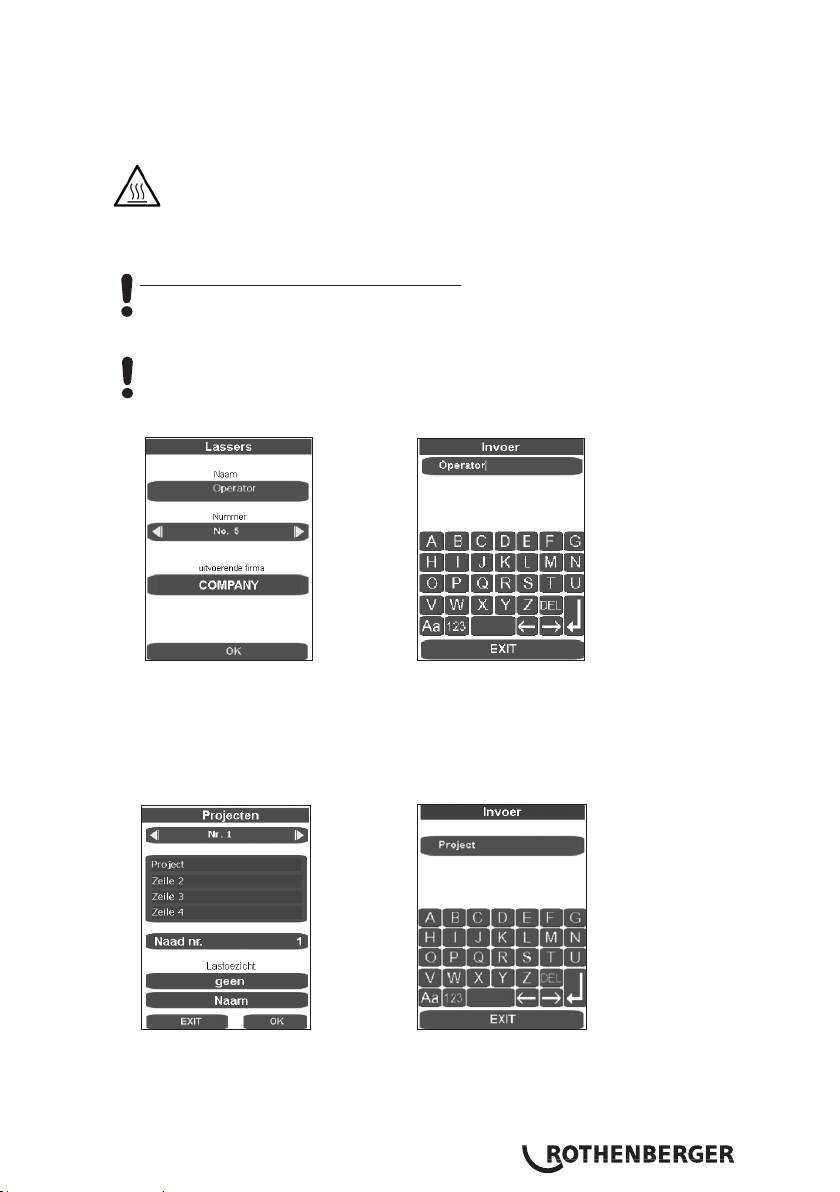
Lassernaam „Operator“ invoeren of kiezen.
Via de invoerschermen kunnen opgeslagen lassers worden gekozen, nieuwe lassernamen
worden ingevoerd of bestaande met DEL worden gewist en opnieuw worden ingevoerd. Alle
invoerschermen worden met de ENTER of OK-toets bevestigd en opgeslagen en wordt de
volgende programmastap opgeroepen. Met de EXIT toets wordt het invoerscherm zonder
opslaan gesloten.
Project aanmaken of kiezen.
Via de invoerschermen kunnen opgeslagen projecten worden gekozen en nieuwe
projectnamen worden ingevoerd. Sluit het opslaan af met de ENTER toets.
Buis kiezen.
NEDERLANDS 115
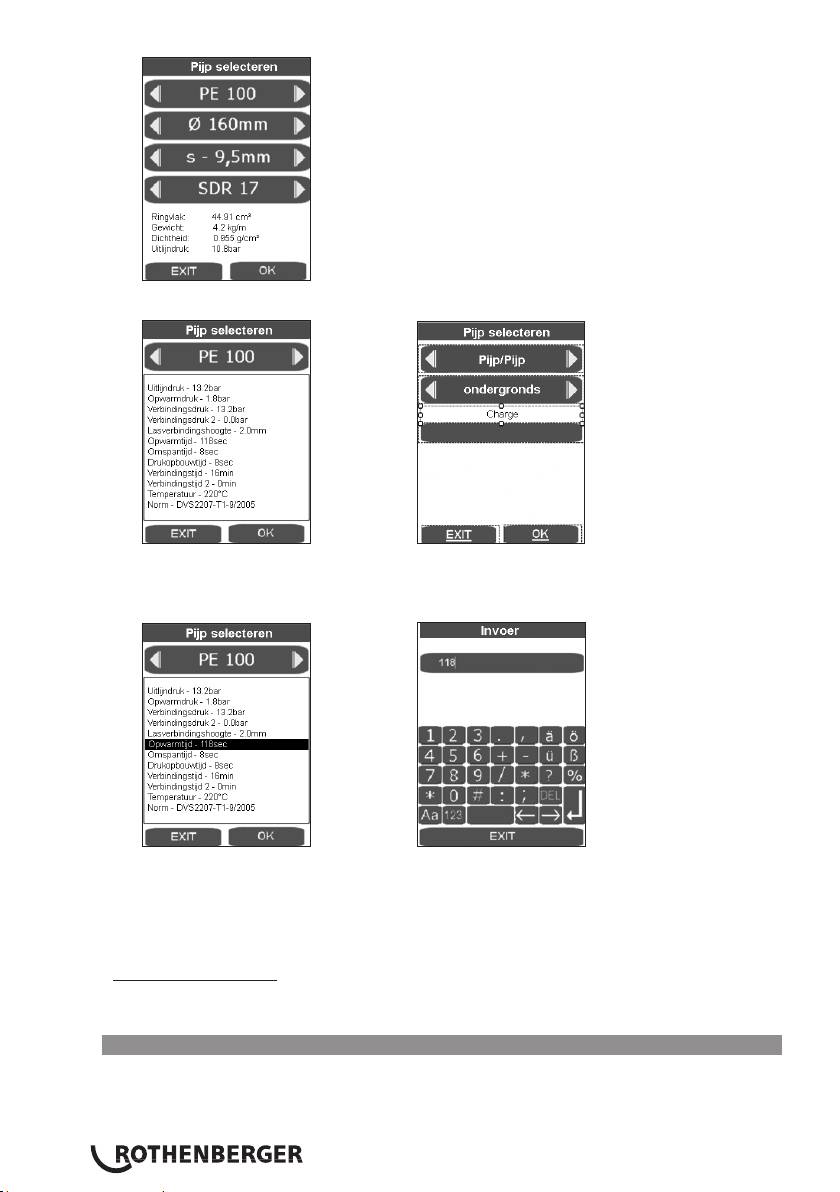
Met de pijltoetsen de gewenste buis kiezen en met OK bevestigen.
In dit afsluitende overzicht van de buisparameters worden de buisgegevens volgens de DVS-
richtlijn weergegeven. Door OK wordt het scherm voor de lasonderdelen en de legmethode
weergegeven.
Wijzigingen die afwijken van de norm kunnen door het drukken op het betreffende
displayveld worden doorgevoerd en met ENTER worden opgeslagen. Bij het punt Norm wordt
dan de aanduiding gewijzigd, deze kan later voor het afdrukken van het rapport op de PC in
het veld Opmerkingen worden ingevoerd. Nadat de buisgegevens met OK zijn bevestigd en
opgeslagen, verschijnt het hoofdmenu.
P500-630/18-24B Plus: Gebruik om de frees en het verwarmingselement uit te nemen
uitneemgereedschap 53410 (P500/18B) resp. 53323 (P630/24B Plus) of ander geschikt
gereedschap.
3.2.2 Voorbereidende maatregelen voor de lasbewerking
Bij buizen die kleiner zijn dan de max. te lassen diameter van de machine moeten de reductie-
inzetstukken van de te verwerken pijpdiameter worden gemonteerd met behulp van de als
toebehoren bijgeleverde inbusschroeven.
NEDERLANDS116
ROWELD P250-355/8-12B: telkens 6 halve schalen met brede en 2 halve schalen met smalle
spanvlakken
ROWELD P500-630/18-24B Plus: tot diameter 450 mm telkens 6 halve schalen met brede en
2 halve schalen met smalle spanvlakken, vanaf 500mm 8 halve
schalen met brede spanvlakken
Hierbij moet men erop letten dat de halve schalen met de smalle spanvlakken in de beide
buitenste onderste basisspanelementen moeten worden ingezet. Alleen bij verbindingen
tussen pijp/pijpbochtstuk worden deze onder en boven in het linker basisspanelement
geplaatst.
De te lassen kunststof buizen of vormstukken in de spaninrichting leggen (bij langere
buizen < 2,5m moeten rolbokken worden gebruikt) en de messing moeren aan de bovenste
spanwerktuigen aandraaien. Onrondheden van de buizen kunnen worden gecompenseerd
door de messing moeren aan of los te draaien.
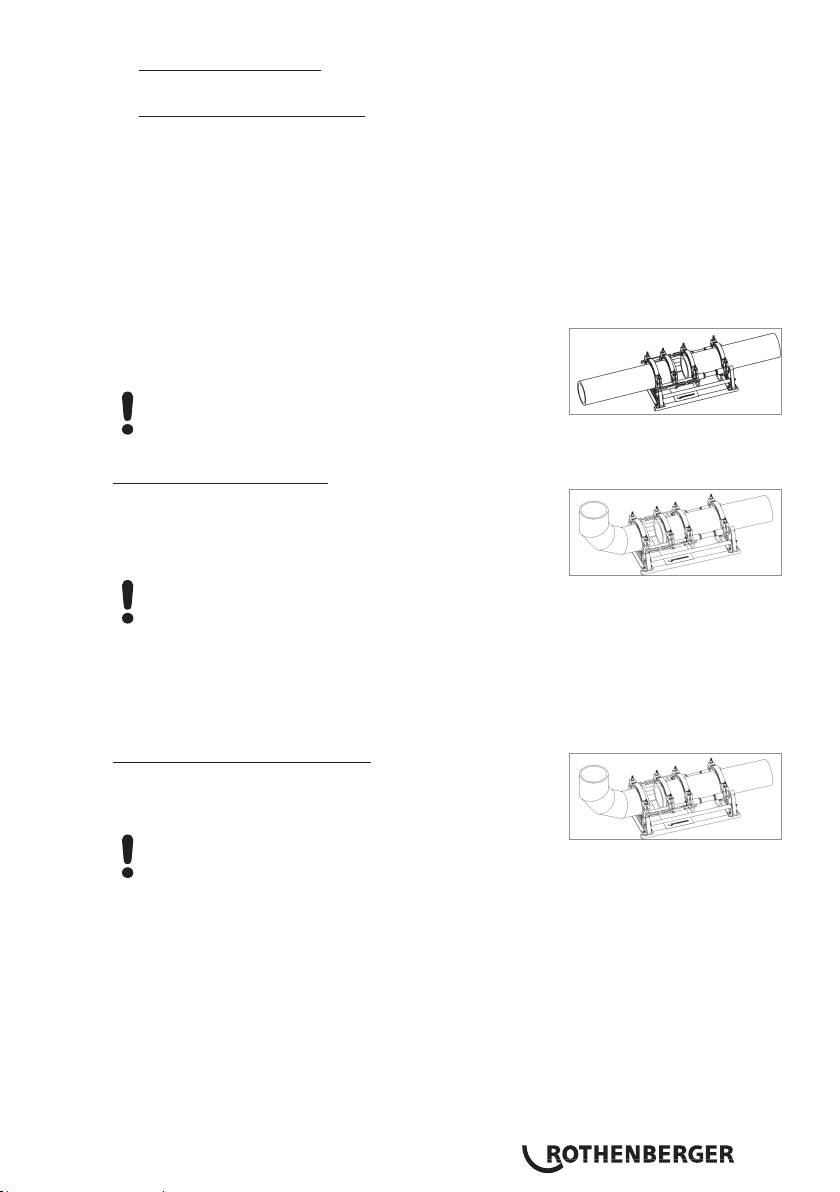
Bij pijp/pijpverbindingen moeten de afstandhouders in de
beide linker spanelementen bevestigd worden
(fabrieksinstelling).
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijpen worden altijd door twee spanelementen vastgehouden.
Pijp / fitting P250-355/8-12B:
Bij pijp/fittingverbindingen moeten de afstandhouders in de
beide middelste spanelementen bevestigd worden en de
afstandhouder voor het verwarmingselement in het linker
spanelement.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Bij de verwerking van bepaalde fittingen, zoals haakse bochten, of bij het gebruik van een
lasadapter moet de afstandhouder voor het verwarmingselement verwijderd worden.
Pijp / fitting P500-630/18-24B Plus:
Bij pijp/fittingverbindingen moeten de afstandhouders
omgekeerd en in het middelste spanelement bevestigd
worden.
Let op: de afstandhouders mogen in geen geval schuin
geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement
vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven
worden, als nodig is voor het spannen en lassen.
Het lasproces starten met GO.
NEDERLANDS 117
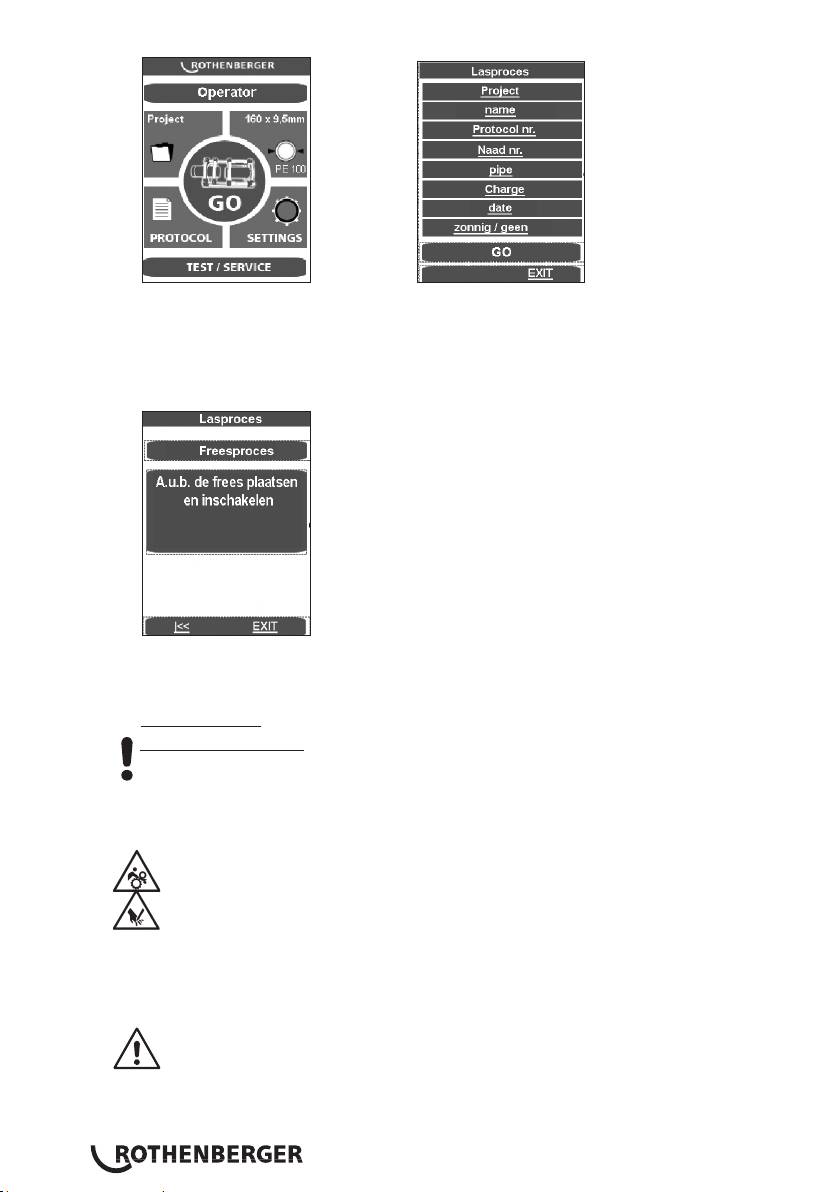
In dit afsluitende overzicht kunnen de laatste wijzigingen door het klikken op het betreffende
subpunt worden doorgevoerd, bevestigen met GO.
In de CNC-modus wordt de besturing uitgevoerd door de Touch-PC. Alle functies buiten de
Touch-PC, met uitzondering van de aan/uit-toets (6), zijn geblokkeerd.
Het lasproces kan met de aan/uit-toets of met EXIT afgebroken worden, de toetsblokkering
wordt dan opgeheven en er verschijnt een melding op de display.
Met de pijltoetsen start de machine op, met EXIT springt het programma zonder opslaan
terug naar het hoofdmenu.
De elektrische freesinrichting tussen de lassen werkstukken plaatsen.
P250-355/8-12B: Freesmotor inschakelen en schakelaar vergrendelen.
P500-630/18-24B Plus: Draairichtingen controleren! Af fabriek zijn de machines
rechtsdraaiend aangesloten.
Freesmechaniek inschakelen door op het tekstveld te drukken. De schaafschijven moeten in
snijrichting draaien, anders de fasewisselaar in de netstekker met een geschikt gereedschap
omschakelen.
Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand
tot de machine aan en grijp niet in de roterende messen. De frees alleen in
gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe
voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar
in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld
starten van de machine te voorkomen.
De spanelementen bewegen automatisch naar elkaar toe. De freesdruk kan met de draaiknop
(4) worden verhoogd. Standaard tot 20 bar mogelijk, de freesdruk kan tot maximaal 50 bar
worden verhoogd, zie punt 3.5.
Een te hoge freesdruk kan tot oververhitting en beschadiging van de
freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de
machine neerzetten en de druk verminderen (z. pt. 3.5).
Druk, nadat de schaafkrul met een spaandikte < = 0,2mm ononderbroken uit de frees komt,
op het tekstveld, het freesmechaniek wordt uitgeschakeld en de spanelementen gaan uit
elkaar.
NEDERLANDS118
