Ivoclar Vivadent Virtual v.4: Español
Español: Ivoclar Vivadent Virtual v.4
Español
Descripción
Los materiales de impresión Virtual, son siliconas de adición (vinilpoli siloxanos) que se utilizan
para toma de impresiones de alta definición. Los materiales de impresión Virtual están disponi-
bles en una gran variedad de viscosidades que permiten al odontólogo seleccionar el material y
técnica más apropiada para cada caso individual.
Colores
Ver tabla „Datos Técnicos“
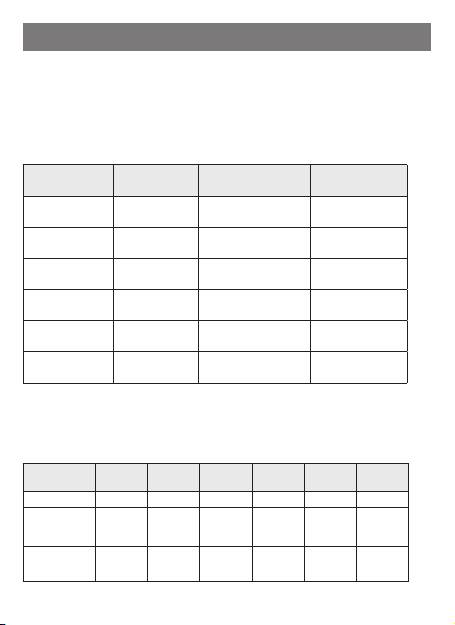
Tiempo total de trabajo
Tiempo de fraguado
Material Velocidad
[min:s]
en boca* [min:s]
Extra Light Body
Fraguado regular
1:30
4:30
Fraguado rápido
1:00
2:30
[wash]
Light Body
Fraguado regular
1:30
4:30
[wash]
Fraguado rápido
1:00
2:30
Medium Body
Fraguado regular
1:30
4:30
[wash]
Fraguado rápido
1:00
2:30
Monophase
Fraguado regular
1:30
4:30
[tray/wash]
Fraguado rápido
1:00
2:30
Heavy Body
Fraguado regular
1:30
4:30
[tray]
Fraguado rápido
1:00
2:30
Putty
Fraguado regular
1:30
4:30
[tray]
Fraguado rápido
1:00
2:30
* Tiempo mínimo de permanencia en boca del material de impresión antes de su retirada
Los tiempos de procesamiento se podrán reducir o aumentar dependiendo de la temperatura ambiente prevalente
Datos Técnicos
Extra
Medium
Heavy
Light Body
Monophase
Putty
Light Body
Body
Body
Color Beige Beige Beige Azul Azul Azul
Clasificación
Tipo 3
Tipo 3
Tipo 2
Tipo 2
Tipo 1
Tipo 0
ISO 4823 /
Consistencia
Consistencia
Consistencia
Consistencia
Consistencia
Consistencia
ADA Spec. No. 19
baja
baja
media
media
alta
Muy alta
Proporción de
mezcla
1:1 1:1 1:1 1:1 1:1 1:1
[Base:Catalyst]

Composición
Los materiales de impresión Virtual son siliconas de adición que contienen vinilpoli siloxano
metilhidrogensiloxanos, complejos organoplatínicos, sílice y colorantes alimentarios.
Indicaciones
Los materiales de impresión Virtual de siliconas de adición (vinilpoli siloxano), se recomiendan
para obtener impresiones con gran detalle de tejidos duros y blandos de la cavidad bucal.
– Impresiones finales utilizadas para la elaboración de restauraciones indirectas (coronas,
puentes, inlays, onlays y carillas).
– Impresiones de implantes dentales
– Impresión de encerado de estudio para planificación de tratamientos.
– Impresiones de desdentados
– Matriz utilizada para realizar restauraciones provisionales
Con el fin de cumplir con las necesidades del odontólogo, cada viscosidad proporciona caracte-
rísticas específicas.
Contraindicaciones
Los materiales de impresión Virtual están contraindicados si el paciente presenta alergia conocida
a cualquiera de sus componentes.
Efectos secundarios
No se conocen hasta la fecha
Reciprocidad
El fraguado de los vinilpoli siloxanos es inhibido por los guates de látex
No tocar las preparaciones o hilos retractores con guantes de látex. Se recomienda que los profe-
sionales laven minuciosamente sus manos o que utilicen guantes de vinilo para eliminar cualquier
traza de impurezas, especialmente cuando se mezcle la masilla (Putty). Entre otros materiales que
pueden inhibir el fraguado de los materiales de impresión, se incluyen los diques de goma, los
hilos retractores y líquidos de hilos retractores. Si el profesional sospechara que la preparación
ha sido contaminada, se recomienda lavar y secar la preparación para eliminar cualquier traza
de impurezas.
Aplicación
– Putty (masilla) (Fraguado regular y rápido)
El vinilpoli siloxano de muy alta viscosidad proporciona una fácil mezcla y las fuerzas
hidráulicas necesarias para extender el material dentro del sulcus, facilitando una impresión
detallada de los márgenes preparados. La viscosidad putty (masilla) presenta extraordinarios
detalles de reproducción cuando se utiliza sola. Las técnicas de impresión recomendadas
incluyen Putty/Wash (Masilla/fluida) en un paso y Putty/Wash (Masilla/Fluida) en dos pasos.
Importante: Evitar utilizar guantes de látex mientras manipula la masilla putty, botes de
masilla putty y dosificadores (ver nota en reciprocidad)
1. Tomar la misma cantidad de base (azul) y catalizador (blanco) ayudándose de los dosificado-
res con código cromático.
2. Mezclar manualmente las porciones idénticas de masilla base y catalizador hasta obtener un
mezcla de color homogéneo (tiempo de mezcla aprox. 30 segundos). Una mezcla correcta

no debe presentar rayas. Tome nota que se deben utilizar proporciones idénticas de base y
catalizador para obtener tiempos de fraguado apropiados. Una mayor cantidad de cataliza-
dor, no acelerará los tiempos de fraguado. Sin embargo, el ajuste de tiempo y polimerizado
dependen de la temperatura de los dedos/manos y la intensidad de la mezcla.
3. Colocar la mezcla en la cubeta de impresión. Se recomienda, cubrir las cubetas previamente
con Virtual Tray Adhesive.
– Extra-Light Body (Extra fluida), Light Body (fluida), Medium Body, Heavy Body (pesada),
Monophase (Regular y Rápido)
Extra Light-Body (Extra fluida) (beige): Viscosidad extra baja, vinilpoli siloxano hidrófilo
apropiado para impresiones finales. Este material se recomienda como material de „wash“
cuando se utilicen técnicas de impresión Heavy/Light (pesada/fluida) y Putty/Wash (masilla/
Wash)
Light- Body (fluida) (beige): Viscosidad baja, vinilpoli siloxano hidrófilo apropiado para
impresiones finales. Este material se recomienda como material de „wash“ cuando se utilice
las técnicas Heavy/Light (pesada/fluida) y Putty/Wash (masilla/wash)
Medium Body (Media) (beige): Viscosidad Media, vinilpoli siloxano hidrófilo apropiado
para impresiones finales. Este material está recomendado para utilizar como material “wash”
cuando se utilicen las técnicas de impresión cubeta/wash y putty (masilla)/Wash.
Heavy Body (pesada) (azul): Viscosidad alta, vinilpoli siloxano hidrófilo apropiado para
impresiones finales. Este material se recomienda como material de cubeta cuando se utilice la
técnica de impresión Heavy/Light (pesada/fluida)
Monophase (azul): Viscosidad media, vinilpoli siloxano hidrófilo apropiado para impresiones
finales. Este material se recomienda como material de cubeta y wash cuando se utilice la
técnica de impresión de doble arcada, impresión única.
– Instrucciones para materiales en cartuchos
Carga del dispensador de cartuchos (Pistola de aplicación)
(Estas instrucciones hacen referencia sólo al uso de Virtual Manual Dispenser.
Ver las instrucciones correspondientes si se utiliza Virtual Automatic Dispenser).
Fig. 1 Fig. 2 Fig. 3 Fig. 4 Fig. 5
1. Presionar la palanca de liberación negra situada debajo del émbolo en la parte posterior
del dispensador y tirar del émbolo hacia atrás tanto como sea posible. (Fig. 1)
2. Levantar el cierre del cartucho e insertar el cartucho con la forma „V“ de la base del cartu-
cho girada hacia abajo. Bajar el cierre del cartucho. (Fig. 2)
3. Una vez asegurado el cartucho en el dispensador, retirar el tapón del cartucho, realizando
1/4 de giro en el sentido de las manecillas del reloj. Desechar el tapón. (Fig. 3)
4. Es MUY IMPORTANTE limpiar o sangrar el cartucho ANTES de colocar la punta de mezcla.
Ello asegurará una correcta mezcla y tiempo de fraguado. Presionar suavemente la palanca
del dispensador hasta que ambos componentes, base y catalizador, comiencen a salir del
cartucho uniformemente sobre el bloc de mezcla.
5. Seleccionar la punta de mezcla apropiada (Fig. 4):
a. Las puntas de mezcla grandes (base cromática AZUL) son las recomendadas para mate-
riales de impresión Heavy Body y Monophase
b. Las puntas de mezcla pequeñas (base cromática AMARILLA) son las recomendadas para
los materiales de impresión Extra-Light Body, Light-Body y Medium Body (Extra fluida y
Fluida)
(El color de la base de las puntas de mezcla y el color de los tapones son idénticos).
Insertar las puntas de mezcla de forma limpia, de tal manera que la muesca en forma de
„V“
de la base cromática quede alienada con la muesca en forma de „V“ de la carcasa del
cartucho.
Sujetando la base cromática, y no la punta de mezcla, girar la punta de mezcla,
realizando 1/4 de giro en el sentido de las manecillas del reloj.
6. Si es necesario, aplicar una punta intra oral a la punta de mezcla (Fig. 5):
a. Se utilizan las puntas intra orales grandes (CLEAR) con las puntas de mezcla grandes
(base AZUL).
b. Se utilizan las puntas intra orales pequeñas (AMARILLAS) con las puntas de mezcla
pequeñas (base AMARILLA).
7. Comenzar la mezcla presionando suavemente la palanca del dispensador.
Retirada del cartucho:
1. Levantar la palanca de liberación para echar para atrás el pasador. Levantar la tapa del cartu-
cho y retirar el cartucho.
2. Dejar la punta de mezcla sobre el cartucho. El material polimerizará dentro de la punta de
mezcla y hará de tapón natural.
– Tratamiento previo de las cubetas de impresión (Adhesivos de cubeta)
Está muy recomendado utilizar un adhesivo de cubeta (p. ej. Virtual Tray Adhesive) con el fin
de reducir la posibilidad de distorsión al retirar las impresiones de la boca.
– Instrucciones para Virtual Tray Adhesive:
1. Se debe asegurar que todas las superficies de la cubeta de impresión estén
libres de aceite, limpias y secas.
Nota: Si no puede asegurarse la desinfección de la cubeta de impresión, la
cubeta adhesiva debe sumergirse en un vaso Dappen, por ejemplo, y apli-
car usando un cepillo desechable.
2. Con el pincel que se suministra, se aplica una fina capa de Virtual Tray
Adhesive en todas las superficies de la cubeta de impresión (metálica o
plástica) que vayan a entrar en contacto con el material de impresión.
3. Dejar secar el adhesivo de cubeta aproximadamente 3 minutos( o secar
con una pistola de aire comprimido libre de aceites).
4. Volver a cerrar el frasco inmediatamente
– Limpieza de la cubeta
Los residuos del material adhesivo deben retirarse con alcohol

– Tener en cuenta los avisos de las instrucciones de uso de Virtual Tray Adhesive.
– Desinfección de las impresiones
Las impresiones realizadas con los materiales de impresión Virtual se pueden sumergir inme-
diatamente en una solución desinfectante (glutaraldehido al 0.5% – cloruro de benzalconio
al 0.5%).(Por favor observar las instrucciones del fabricante). La desinfección no afecta ni la
superficie ni las dimensiones.
– Vaciado de los modelos
Las impresiones se pueden vaciar inmediatamente después de la desinfección o hasta dos
semanas después, siempre que la impresión esté almacenada a temperatura ambiente. La
estabilidad dimensional está garantizada durante 14 días, si se almacena adecuadamente.
Los materiales de impresión Virtual son compatibles con todos los yesos más habituales
®
®
comercializados en el mercado, ej. Tipo 3: Moldano
(Heraeus Kulzer), tipo 4: Fujirock
(GC
International)
– Galvanización
A la impresión virtual se le puede aplicar una capa de plata o cobre en un baño galvánico.
Notas Especiales
Los materiales de impresión Virtual deben estar a temperatura ambiente (23 °C) durante el
procesamiento . Las temperaturas más bajas, p. ej. cuando se almacenan refrigerado, prologan el
tiempo en que el material debe permanecer en boca, mientras que temperaturas más altas redu-
cen el tiempo de procesamiento y el tiempo que el material debe permanecer en boca. Los vinil-
poli siloxanos son químicamente resistentes. Los materiales sin fraguar pueden manchar la ropa.
Avisos
En caso de contacto de los materiales sin fraguar con los ojos, éstos se deben lavar con abun-
dante agua. Si la irritación persistiera, se debe consultar a un médico. En caso de contacto con la
piel, lavar las zonas afectadas con abundante agua.
Almacenamiento
– Temperaturas de almacenamiento: 2 – 28 °C.
– Caducidad: ver fecha de caducidad en la etiqueta y envase.
– Mantener lejos de fuentes directas de calor.
¡Manténgase fuera del alcance de los niños!
¡Sólo para uso odontológico!
Estos materiales han sido desarrollados únicamente para su aplicación en el campo dental y debe utilizarse según las Instrucciones de
uso. El fabricante no se hace responsable de los daños que puedan producirse por su aplicación en otros campos o por una utilización
inadecuada. Además, el usuario está obligado a controlar, bajo su propia responsabilidad, la aplicación del material antes de su
utilización, especialmente si ésta no se especifica en las Instrucciones de uso.
