Jet Tools C30: 12
12: Jet Tools C30
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 102 –
040.064
1
2
1
3
040_096_0.tif
2
B
A
C
E
B
A
C
D
1 2
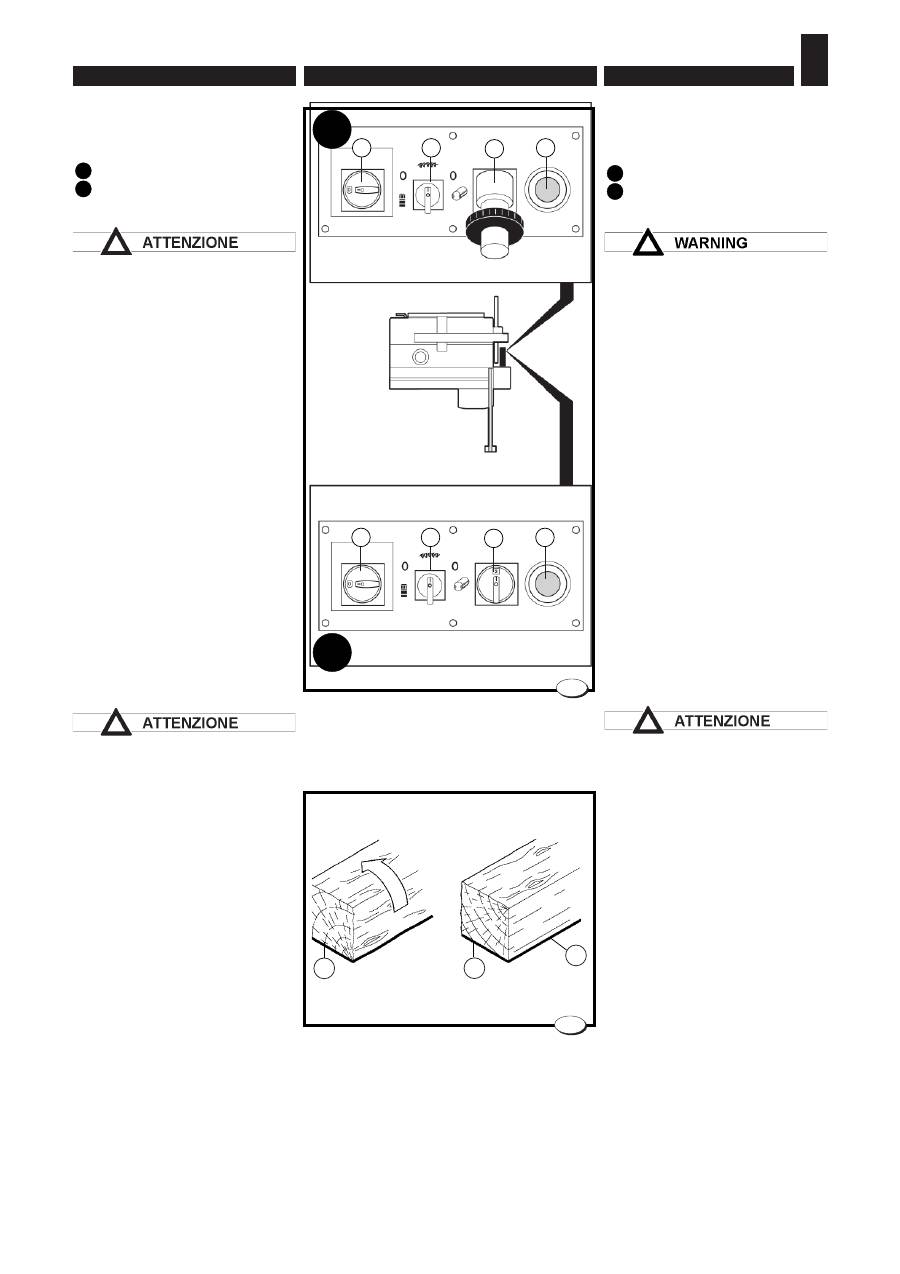
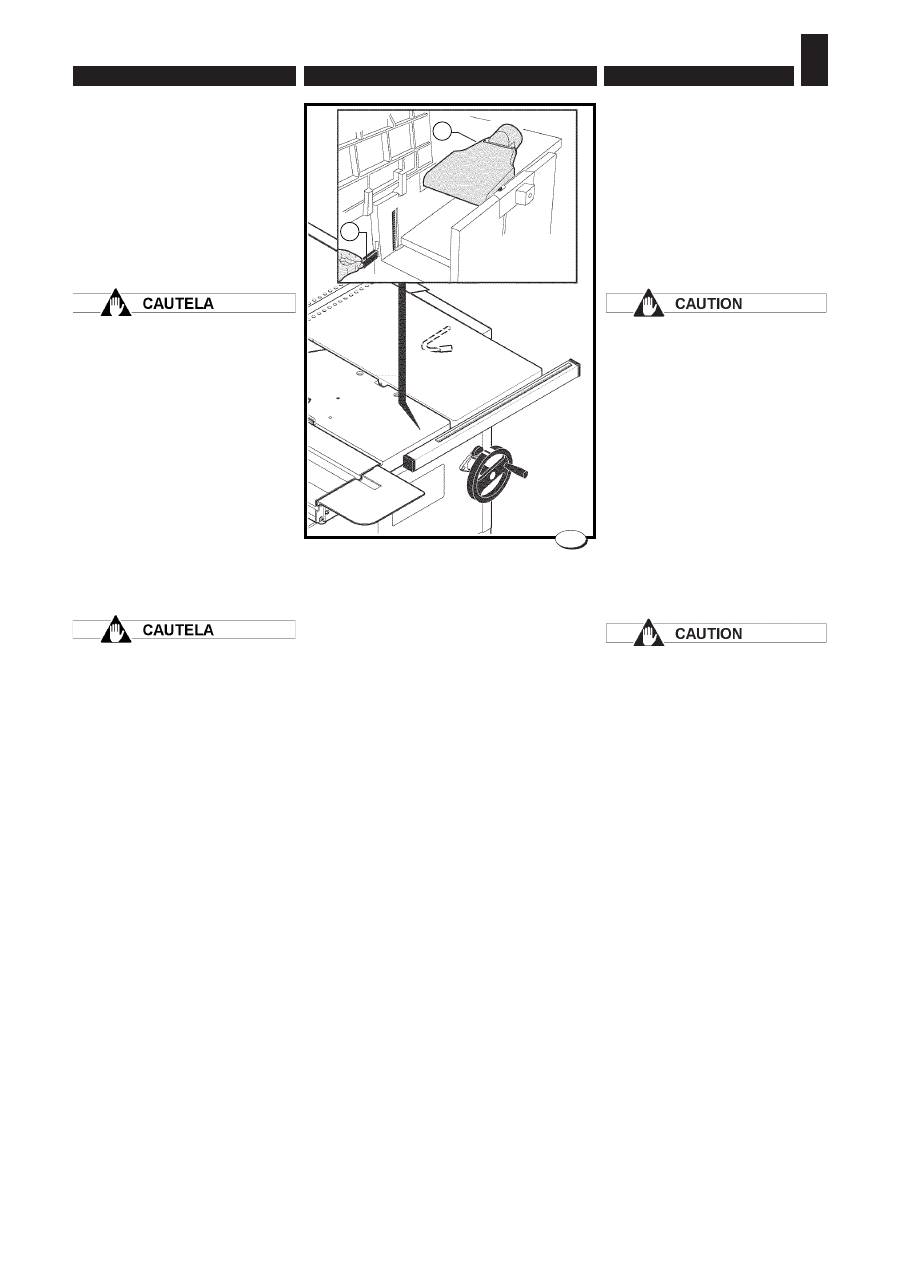
6.1.2 Avviamento macchina
(fi g. 2)
Legenda:
Versione standard
Versione USA e CANADA
Prima di accendere la macchina
assicurarsi che tutti gli utensili
siano ben serrati.
Assicurarsi inoltre di aver
posizionato correttamente le
protezioni.
– Portare il selettore
E
in posizione
I
.
(Versione USA e CANADA)
– Portare il selettore
C
nella posi-
zione di lavoro desiderata.
– Portare il selettore del magne -
totermico
B
in posizione
I
.
– portarsi nella relativa postazione
di lavoro.
6.1.3 Arresto macchina
(fi g. 2)
– Portare il selettore del magne -
totermico
B
in posizione
O
.
– Portare il selettore
C
in posizione
O
.
Scollegare la macchina dalla rete
elettrica ad ogni fi ne lavoro.
6.1.4 Arresto di emergenza (fi g.
2)
Premendo il pulsante di emergenza
A
si disattivano tutti i circuiti elettrici
della macchina. Per il ripristino ruo-
tare il pulsante in senso orario.
6.2.
PIALLATURA A FILO
Serve per raddrizzare, con una o
più passate, legno massiccio e fare
il refi lo sul lato lungo di un pannello.
Queste operazioni consentono un
primo piano di riferimento per tutte
le successive fasi di lavorazione
(fi g. 3).
Dopo aver raddrizzato un lato del
listello
1
piallare a fi lo il lato continuo
2
, a 90°, per eseguire le successive
piallature a spessore e ricavare un
quadrotto fi nito su tutte e quattro le
faccie.
Prima di procedere alla lavorazione
leggere attentamente nei paragrafi
che seguono, i consigli di sicurezza e
le regolazioni della protezione pialla.
6.1.2 Starting the machine
(fi g. 2)
Legend:
Standard version
U.S.A. and CANADA version
Before starting the machine
make sure that all tools are
tightened hard.
Also ensure that the protections
have been positioned properly.
– Move the selector
A
to position
I
.
(U.S.A. and CANADA version)
– Move the selector switch
C
in the
chosen working position.
– Set the selector of the magneto-
thermal switch
B
to position
I
.
– Move in the relevant working site.
6.1.3 Stopping the
machine (fi g. 2)
– Set the selector of the magneto-
thermal switch
B
to position
0
.
– Move the selector
C
to position
O
.
Disconnect the machine from the
electrical network at the end of
each job.
6.1.4 Emergency stop (fi g. 2)
All the electric circuits are discon-
nected by pushing the emergency
button
A
. IReset this button by
turning it clockwise.
6.2. SURFACING TABLES
This operation is carried out for
straightening a wood piece and for
trimming the long side of a panel.
In this way you get a reference
plan for the next working steps
(fi g. 3).
After straightening a ledge side
1
surface side
2
at 90° in order to
carry out the thicknessing: in this
way it is possible to obtain a fi ni-
shed piece planned on all 4 sides.
Before proceeding with machining,
carefully read the advice on safety
and planer-protection adjustment
in the following paragraphs.
1
2
1
2
- 103 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.1.2 Запуск станка (рис. 2)
Пояснение:
Базовое исполнение
Исполнение по нормам
США и Канады
Перед включением станка
убедиться, что все инструменты
надежно закреплены.
Убедиться в правильности
установки защитных
ограждений.
–
Перевести переключатель E в
положение I (исполнение по нормам
США и Канады)
– Перевести переключатель C в
положение, соответствующее
требуемой операции.
– П е р е в е с т и п е р е к л ю ч а т е л ь
автомата B в положение I.
– Занять соответствующее рабочее
положение.
6.1.3 Остановка станка
(рис. 2)
– П е р е в е с т и п е р е к л ю ч а т е л ь
автомата B в положение O.
– Перевести переключатель C в
положение O
После завершения работы
отсоединить станок от
электросети.
6.1.4 Аварийная остановка (рис. 2)
При нажатии аварийной кнопки A все
электрические цепи станка отключаются.
Для возврата к работе повернуть
аварийную кнопку по часовой стрелке.
6.2.
ФУГОВАНИЕ
Данная операция служит для строгания
за один или несколько проходов деталей
из массива древесины и фуговки
щитовых деталей по длинной кромке.
При этом создается первая базовая
поверхность для всех последующих
этапов обработки (рис.3).
После выравнивания первой пласти
бруска 1 следует провести фугование
смежной пласти 2, под углом 90°. Это
позволит выполнить последующее
строгание на заданные размеры по
толщине и получить брусок, строганный
по всем четырем пластям.
Перед началом работы необходимо
внимательно прочесть представленные
ниже параграфы, рекомендации по
технике безопасности и инструкции по
настройке ограждения ножевого вала.
.
6.1.2 Mise en marche de la ma-
chine (fi g. 2)
Legende:
Version standard
Version U.S.A. et CANADA
Avant de démarrer la machine
s’assurer que tous les outils
soient bien serrés.
S’assurer de plus que les
protections soient dans une
position correcte.
– Amener le sélecteur
A
à la position
I
.
(version U.S.A. et CANADA)
– Mettre le sélecteur
C
dans la posi-
tion d’usinage voulue.
– Placer le sélecteur de l’interrupteur
magnétique et thermique
B
sur la
position
I
.
– Se mettre dans la position de tra-
vail.
6.1.3 Arret de la machine
(fi g. 2)
– Placer le sélecteur de l’interrupteur
magnétique et thermique
B
sur la
position
0
.
– Amener le sélecteur
C
à la position
0
.
Débrancher la machine du réseau
électrique à chaque fi n de travail.
6.1.4 Arret d'urgence (fi g. 2)
En appuyant le bouton d’urgence
A
,
tous les circuit électriques de la ma-
chine sont désactivés. Pour la remise
à l’état initial, tourner le bouton en
sens horaire.
6.2.
DEGAUCHISSAGE
Le dégauchissage est exécuté pour
redresser une pièce de bois massif et
pour exécutér le dressage sur le côté
long d’un panneau.
Cette opération donne un plan de
répère pour les autres phases d’usi-
nage (fi g. 3).
Après le dressage d’un côté de la pièce
1
dégauchir le côté continu
2
à 90° pour
obtenir avec le rabotage une pièce à
section parfaitement carrée.
Avant de commencer l’usinage lire
attentivement, dans les paragraphes
suivants, les consignes de sécurité
et les réglages de la protection de la
raboteuse.
6.1.2 Arranque maquina (fi g. 2)
Leyenda:
Versiòn standard
Versiòn U.S.A. y CANADA
Antes de poner en marcha la
máquina, asegurarse de que
todas las herramientas estén bien
apretadas.
Controlar también que las
protecciones hayan quedado
correctamente colocadas.
– Colocar el selector
A
en posición
I
.
( versión U.S.A. y CANADA)
– Llevar el selector
C
a la posición
de trabajo deseada.
– Poner el selector del magnetotér-
mico
B
en la posición
I
.
– Llevarse al relativo puesto de trabajo.
6.1.3 Parada de la maquina
(fi g.2)
– Poner el selector del magnetotér-
mico
B
en la posición
0
.
– Colocar el selector
C
en posición
0
.
Desconecte la máquina de la red
eléctrica cada fi n de trabajo.
6.1.4 Parada de emergencia (fi g.2)
Apretando el pulsador de emergencia
A
se desactivan todos los circuitos eléctri-
cos de la máquina. Para la reactivación
girar el pulsador hacia el sentido de las
agujas del reloj.
6.2. ACEPILLADURA CONTRA
HILO
Sirve para enderezar mediante una o
más pasadas, la madera maciza y recor-
tar a lo largo del lado largo de un panel.
Estas operaciones permiten un primer
plano de referencia para todas la suce-
sivas fases de trabajo (fi g. 3).
Después de haber enderezado un lado
del listón
1
, cepillar contra hilo el lado
continuo
2
, a 90°, para efectuar las
acepilladuras siguientes de espesor y
obtener un cuadrado acabado en las
cuatro caras.
Antes de proceder al trabajo, leer aten-
tamente los consejos de seguridad y
las regulaciones de la protección cepillo
indicados en los siguientes párrafos.
1
2
1
2
1
2
ВНИМАНИЕ

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 104 –
Consigli di sicurezza
Lavorare sempre con la protezione
albero pialla montata.
Conservare i bordi della macchina
puliti e sgombri. Adottare una posi-
zione stabile durante tutto il lavoro.
Il pressaggio del legno si effettua
sui piani a fi lo e mai in corrispon-
denza dell'albero pialla.
Nell'ultimo tratto la mano deve
essere sempre posizionata dopo
l'albero pialla, sul piano di uscita.
Utilizzare lo spintore di fi ne pas-
saggio in particolare modo per i
piccoli pezzi di piccola sezione.
Presentare la parte concava del
pezzo di legno verso i piani ed evi-
tare di lavorare legni che abbiano
archi ed altri difetti troppo evidenti
(fessure, spaccature ecc).
In particolare fare attenzione ai
nodi che potrebbero fuoriuscire
dalla propria sede costituendo un
pericolo.
La velocità di avanzamento del
legno deve essere sempre propor-
zionata allo spessore da asportare.
Assicurarsi della perfetta stabilità
dei pezzi ed utilizzare un supporto
posizionato dietro il piano di uscita
per reggere i pezzi lunghi.
Pulire i trucioli rimasti sui piani con
un pezzo di legno piuttosto che
con le mani. Mettere il ponte di
protezione a contatto con i piani.
In caso di intasamento dei trucioli
all'interno della macchina o della
bocca, intervenire solo con la
macchina ferma ed interruttore
generale lucchettato.
Paraffinare i piani o utilizzare
qualsiasi altro prodotto simile per
migliorare lo scorrimento dei pezzi.
Safety recommandations
Always work with the plane arbor
guard fi tted.
Keep the edges of the machine
clean and clear. Keep a steady
position while working.
The wood piece should always be
pressed on the thicknessing tables
and never near the plane arbor.
When working the last part, the
hand should always be positioned
after the plane arbor, on the exit
table.
Use the pushing device, in order to
safely machine small workpieces
with small sections.
Rest the wood piece with its hollow
side towards the tables; avoid the
working of wood blocks with ben-
dings and other very evident fl aws
(cracks, splits, etc.).
In particular, be careful of knots
which could jump out and repre-
sent a hazard.
The feed speed of the wood must
always be proportionate to the
thickness to be removed.
Always check that the pieces are
steady and use a support, to be
positioned behind the outlet table,
to hold long workpieces.
Clear the chips left on the tables
using a wood piece, not with your
hands.
In case the chips have blocked
the inside of the machine or the
inlet area, do clear them only after
stopping the machine and locking
the main switch.
In order to have a better gliding of
the pieces to be machined, apply
some paraffi n onto the tables, or
use a similar product.

- 105 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
Рекомендации по технике
безопасности
Работать только с установленным
ограждением ножевого вала.
Поддерживать станок в чистоте,
не загромождать его какими-либо
предметами. При работе занимать
устойчивое положение.
Прижимать заготовку только на
участках, расположенных над
столами, и никогда - над ножевым
валом.
Н а з а в е р ш а ю щ е м у ч а с т к е
обработки располагать руку за
ножевым валом - над задним
столом.
Н а з а в е р ш а ю щ е м у ч а с т к е
и с п о л ь з о в а т ь т о л к а т ел ь -
в особенности для коротких
заготовок малого сечения.
П о к о р о бл е н н ы е з а г о т о в к и
укладывать вогнутой стороной
вниз. Не обрабатывать заготовки
с очень сильным короблением
и другими явными дефектами
(трещинами, расколами и т.п.).
Проявлять особую осторожность
при обработке заготовок с сучками:
они могут быть вырваны со своего
места, чем создать опасность для
оператора.
Скорость подачи заготовки должна
выбираться с учетом глубины
снимаемого припуска.
П р и о б р а б от к е о бе с п еч и т ь
максимальную устойчивость
заготовок. Для поддержания
длинных заготовок разместить за
задним столом дополнительную
опору.
Убирать со стола оставшуюся
стружку деревянным бруском, а
не руками. Располагать мостовое
ограждение так, чтобы оно
касалось столов.
В случае засорения стружкой
стружкоприемника или внутренних
механизмов станка проводить
уборку только на отключенном
с т а н к е с з а бл о к и р о в а н н о м
выключателем питания.
Регулярно смазывать столы станка
парафином или иными подобными
средствами, позволяющими
повысить скольжение заготовок.
.
Conseil de sécurité
Toujours travailler avec la protection
arbre porte-lames montée.
Conserver les abords de la machine
propres et dégagés. Adopter une
position stable tout au long du travail.
Le pressage du bois s’effectue sur
des tables d’épaisseur et jamais à la
hauteur de l’arbre porte-lames.
Dans la dernière partie, la main doit
toujours être positionnée après l’arbre
porte-lames, sur la table de sortie.
Utiliser le poussoir de fi n de passe
notamment pour les pièces de petite
section.
Appuyer la pièce à usiner avec son
côté concave vers les tables et éviter
l’usinage de pièces de bois avec des
défauts très évidents (fentes, crevas-
ses, etc.).
En particulier, faire attention aux
loupes qui peuvent sortir de leur siège
et représenter une source de danger.
La vitesse d’avance du bois doit
toujours être proportionnée à
l’épaisseur à tirer
Veiller à la borne stabilité des pièces
et utiliser une servante pour soutenir
les pièces longues derrière la table
de sortie.
Nettoyer les copeaux restés sur les
tables avec une chute de bois plutôt
qu'avec les mains.
En cas de bourrage des copeaux à
l'intérieur de la machine où de la buse,
n'intervenir que machine à l'arrêt et
sectionneur cadenassé.
Cette dernière précaution est à
prendre également lors du rempla-
cement des lames du porte-outils.
Utiliser des lames correctement
affûtées et veiller à leur bon réglage.
Paraffi ner les tables ou utiliser tout
autre produit similaire afi n d'amélio-
rer le glissement des pièces.
Consejos para la seguridad
Trabajar siempre con la protección
del eje del cepillo montada.
Mantener los bordes de la máquina
limpios y libres. Mantener una posi-
ción estable durante todo el trabajo.
El prensado de la madera se efectúa
en los planos al mismo nivel y nun-
ca en correspondencia del eje del
cepillo.
En el último tramo, la mano debe estar
posicionada siempre después del eje
del cepillo, en el plano de salida.
Utilizar el empujador de fi n de pa-
sada, en particular para las piezas
pequeñas con secciones reducidas.
Situar la parte cóncava de la pieza
de madera hacia los planos y evitar
elaborar las piezas de madera con
arcos u otros defectos muy evidentes
(por ejemplo hendeduras, etc.).
Especialmente, prestar atención
a los nudos, que podrían salirse y
provocar accidentes.
La velocidad de avance de la madera
siempre debe ser proporcional al espe-
sor que debe quitarse.
Asegurarse de la estabilidad perfecta
de las piezas y utilizar un soporte a
posicionar detrás del plano de salida
para soportar las piezas largas.
Eliminar las virutas que quedan
sobre los planos con una pieza de
madera, y no con las manos.
En caso de atascamiento de las viru-
tas en la parte interior de la máquina
o de la boca, obrar solamente con
máquina parada y con interruptor
general cerrado con llave.
Parafi nar los planos o bien utilizar
cualquier otro producto parecido
para mejorar el deslizamiento de
las piezas.
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 106 –
040.105.0
B
A
4
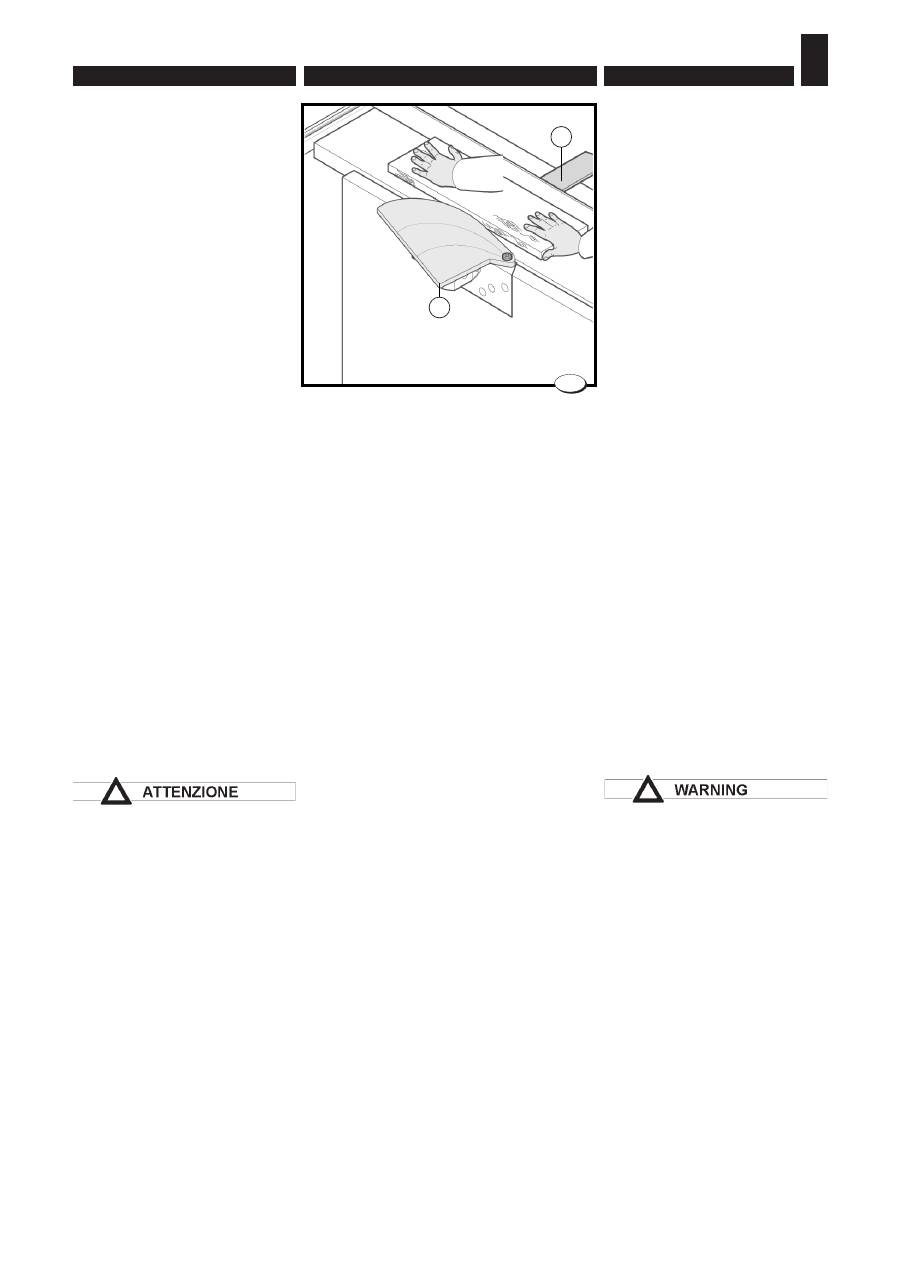
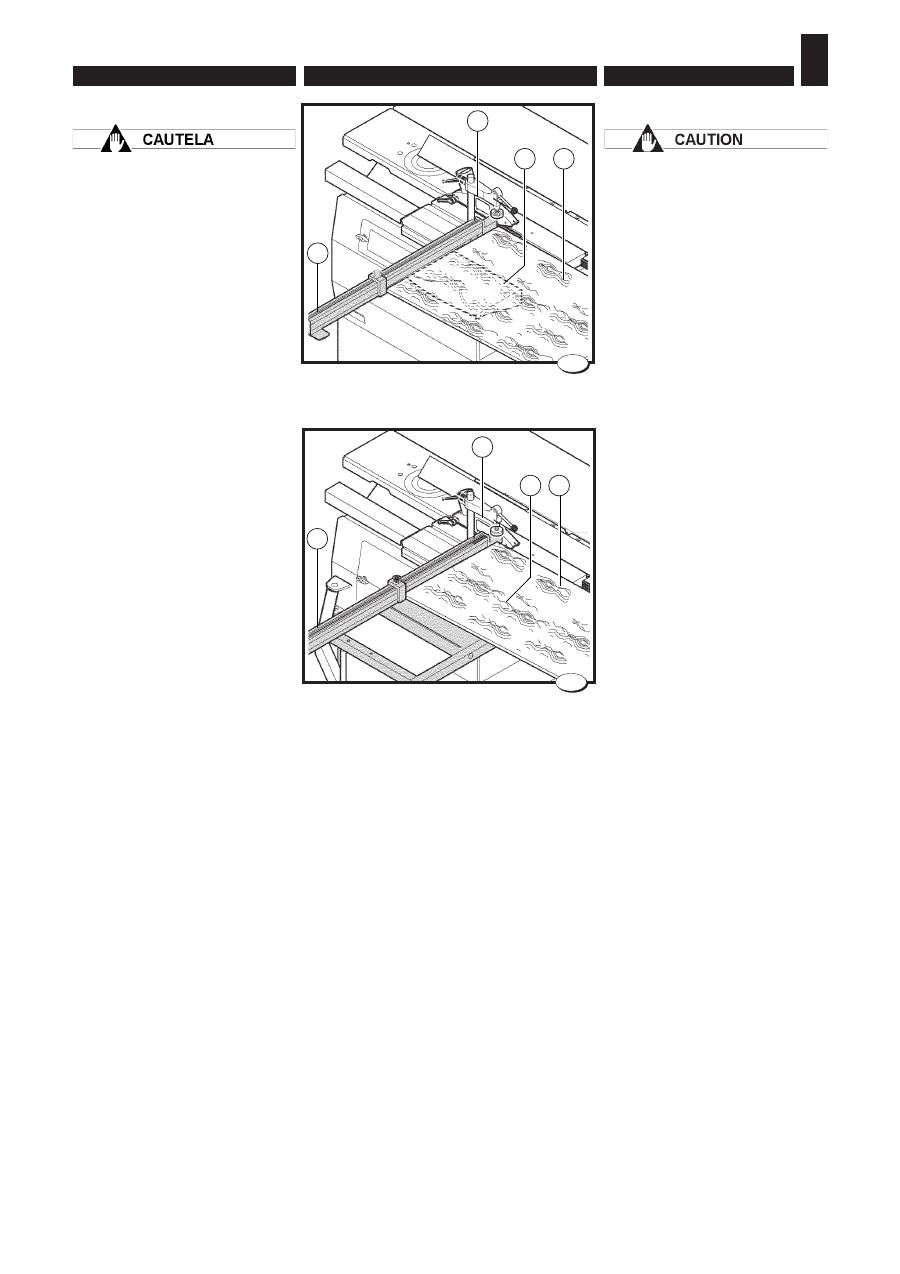
6.2.1
Protezione pialla
La macchina è dotata di due pro-
tezioni alla pialla:
A
- protezione dietro la guida pialla
B
- protezione a boomerang
Protezione dietro la guida pialla
E' una protezione snodata che
copre sempre l'albero pialla in
entrambe le posizioni della guida
rispettivamente a 90° e 45°.
Protezione a boomerang B
Protegge l'albero pialla quando si
lavora a fi lo.
Mediante una molla contenuta nel
mozzo,la protezione preme co-
stantemente contro la guida fi lo.
Introducendo il pezzo da la-
vorare contro la guida,la pro-
tezione si sposta ruotando sul
suo perno,rimanendo aderen-
te al legno fino alla fine della
lavorazione,mantenendo coperta
la porzione di albero pialla che non
viene utilizzata.
Appoggiare il pezzo da lavorare
contro la guida spingere con un
mano ed esercitare pressione
con l’altra.
Le mani non devono mai essere
in corrispondenza dell’albero
pialla.
6.2.1
Planer protection
The machine is equipped with two
protections on the planer:
A
- protection behind the planer
guide
B
- bridge-type protection
Protection behind the planer
guide
This is an articulated protection
which always covers the planer
shaft in both the guide positions,
90º and 45º respectively.
Boomerang-type protection B
It protects the cutterblock while
surfacing.
By means of a spring in the hub,
the protection constantly presses
against the surface fence.
By introducing the piece to be
worked against the fence, the
protection moves and turns on its
pivot, remaining fast against the
wood until the operation terminates
and keeping the unused part of the
cutterblock covered.
Rest the piece to be machined
against the fence, pushing it with
one hand and pressing it with the
other hand.
Never put your hands near the
cutterblock.
- 107 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.2.1 Ограждение ножевого
вала
С т а н о к о с н а щ е н д в у м я
ограждениями ножевого вала:
A -
о г р а ж д е н и е в а л а з а
направляющей линейкой
B -
веерное ограждение
О г р а ж д е н и е
в а л а
з а
направляющей линейкой
Это шарнирное ограждение
защищает ножевой вал при
о б о и х у гл о в ы х п ол ож е н и я х
направляющей линейки - 90° и 45°.
Веерное ограждение B
Веерное ограждение служит
для защиты ножевого вала при
фуговании.
Благодаря пружине, закрепленной
на оси вращения, ограждение
п о с т о я н н о п р и ж и м а ет с я к
направляющей линейке.
При подаче обрабатываемой
заготовки вплотную к линейке
ограждение поворачивается
вокруг оси, оставаясь прижатым
к заготовке до конца обработки.
Неиспользуемая часть ножевого
вала остается закрытой.
Для обработки прижать заготовку к
направляющей линейке, подавать
ее вперед одной рукой и прижимать
вниз другой.
Не располагать руки над
ножевым валом.
6.2.1 Protection de la raboteuse
La machine est équipée de deux
protections sur le rabot:
A
- protection derrière la glissière
rabot.
B
- protection a pont
Protection derrière la glissière
rabot
C’est une protection articulée qui
couvre toujours l’arbre rabot pour
les deux positions de la glissière
respectivement à 90° et 45°.
Protection à boomerang B.
Protège l’arbre porte-lames lors du
dégauchissage.
A l’aide d’un ressort, se trouvant
dans le moyeu, la protection appuie
en permanence sur la glissière fi l.
En introduisant la pièce à usiner con-
tre la glissière, la protection tourne
sur son pivot, tout en restant contre
le bois jusqu’à la fi n de l’usinage, et
maintient la partie plane de l’arbre
qui n’est pas utilisée.
Appuyer la pièce à usiner contre
le guide, en la poussant avec une
main et en exércitant une pression
avec l’autre.
Ne jamais tenir les mains près de
l’arbre rabot.
6.2.1 Protección cepillo
La máquina cuenta con dos protec-
ciones para el cepillo:
A
- protección detrás de la guía ce-
pillo.
B
- protección a puente
Protección detrás de la guía ce-
pillo
Se trata de una protección articula-
da que cubre siempre el eje cepillo
en las dos posiciones de la guía (a
90º y 45º).
Protección a boomerang B .
Proteger el árbol cepillo durante el
trabajo contra hilo.
La protección aprieta constantemente
contra la guía hilo gracias a un muelle
contenido en el cubo.
Colocando la pieza a elaborar con-
tra la guía, la protección se desplaza
rotando sobre su perno, permane-
ciendo adherida a la madera hasta el
fi nal de la elaboración, manteniendo
cubierta la porción de eje del cepillo
que no se utiliza.
Apoyar la pieza a elaborar contra
la guía, empujar con una mano y
ejecercer presión con la otra.
No poner nunca las manos cerca
del árbol cepillo.
ВНИМАНИЕ
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 108 –
040_085_0.tif
5
D
H
6.3. PIALLATURA A
SPESSORE
Serve per portare allo spessore
desiderato dei listelli, dopo la pial-
latura a fi lo.
Controllare con un calibro la misura
del quadrotto da piallare .
L’asportazione massima per ogni
passata è di 3 mm.
Per eseguire la piallatura a spesso-
re predisporre la macchina (fi g.5)
seguendo le istruzioni del cap. 5.
Utilizzare dei supporti per pezzi
lunghi.
Avviare la macchina e procedere
alla lavorazione seguendo attenta-
mente le indicazioni del paragrafo
che segue.
Prima di abbassare i piani a fi lo,
rimettere la cuffi a D (fi g.5) nella
posizione iniziale, e riportare la
leva H in posizione di riposo per
non rovinare la frizione.
6.3. THICKNESSING
This operation is carried out for
obtaining the required thickness of
a given workpiece after surfacing.
Measure the workpiece thickness
by means of a gauge.
Max. stock removal after each
stroke: 3 mm.
Remove the extractor hood E and
put it away as illustrated.
To execute thicknessing set up
the machine (fi g. 5) following the
instructions in Chap. 5.
Use supports for longer workpie-
ces.
Start the machine and proceed
with machining, carefully following
the instructions in the paragraph
below.
Before lowering planer tables,
replace hood D (fi g.5) in initial
position, and put lever H in home
position to avoid damaging the
clutch.
- 109 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.3. РЕЙСМУСОВАНИЕ
Данная операция служит для
формирования заданной толщины
брусковых деталей после их
фугования.
Штангенциркулем проверить
размеры бруска.
Съем за один проход не должен
превышать 3 мм.
Bauen Sie die Absaughaube E aus
und legen Sie sie ab wie in der
Abbildung gezeigt
Для выполнения рейсмусования
п од гото в и т ь с та н о к ( р и с . 5 )
согласно инструкциям главы 5.
Для обработки длинных заготовок
использовать дополнительные
опоры.
В к л юч и т ь с т а н о к и н ач ат ь
обработку, строго придерживаясь
всех инструкций следующего ниже
параграфа.
Перед тем как опускать
фуговальные столы, не забыть
вернуть ограждение D (рис.5) в
исходное положение и повернуть
рычаг H в нерабочее положение,
чтобы не вывести из строя
фрикционную муфту.
6.3. RABOTAGE
Cette opération est exécutée pour
obtenir l’épaisseur désirée de la
pièce après le dégauchissage.
Mesurer l’épaisseur de la pièce avec
pied à coulisse .
Enlèvement max pour chaque pas-
se: 3 mm.
Démonter le protecteur système
d'aspiration E et la remettre en
place comme l'indique la fi gure
Pour effectuer le rabotage de
l’épaisseur préparer la machine
(fi g. 5) en suivant les instructions
fi gurant au chap. 5.
Utiliser des supports pour pièces
longues.
Actionner la machine et effectuer
l’usinage en suivant scrupuleuse-
ment les indications fournies dans
le paragraphe suivant.
Avant d’abaisser les tables de
dégauchissage, remettre le
protecteur D (fi g.5) dans la position
initiale et ramener le levier H en
position de repos pour ne pas
abîmer la protection.
6.3. ACEPILLADURA DE RE-
GRUESAR
Sirve para defi nir el espesor de los
listones después de la acepilladura
contra hilo.
Controlar mediante un calibre la
medida del cuadro a cepillar .
El corte máximo por cada pasada
es de 3 mm.
Desmontar la campana de
aspiración E y colocarla tal y como
muestra la fi gur
Para efectuar la cepilladura de re-
gruesar, preparar la máquina (fi g.
5) siguiendo las instruciones que se
encuentran en el cap.5.
Utilizar algunos soportes para las
piezas más largas.
Poner la máquina en funcionamien-
to y proceder al trabajo siguiendo
atentamente las indicaciones del
siguiente punto.
Antes de bajar la superfi cie de
acepillado, coloque la campana D
(fi g.5) en la posición inicial, y vuelva
a colocar la palanca H en posición
de descanso para no estropear el
embrague.
ОПАСНОСТЬ
ОПАСНОСТЬ

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 110 –
Protezioni di sicurezza della
piallatrice
Dei martelletti di ritenuta a funzio-
namento automatico adeguabili a
qualsiasi spessore di legno, evi-
tano che il pezzo in lavorazione
possa essere proiettato contro
l’operatore, garantendo quindi una
protezione attiva effi cace.
Prima di qualsiasi lavorazione,
controllare che tutti i martelletti
di ritenuta possano muoversi con
fl essibilità intorno al proprio albero
di supporto e che ricadano corret-
tamente in posizione bassa.
Per evitare l’eventuale indurimen-
to o bloccaggio dei martelletti di
ritenuta, è necessario mantenerli
costantemente puliti, togliendo
trucioli o pezzetti di legno con un
getto energico di aria compressa.
Togliere i residui di resina, lavando
tutto il gruppo con un pennello e
acqua ragia, asciugando succes-
sivamente con aria compressa.
Qualora il pezzo da lavorare
si bloccasse, arrestare com-
pletamente l'albero pialla, ab-
bassare il piano spessore ed
estrarre il pezzo.
Evitare di trovarsi con l'albero pialla
in movimento, col viso di fronte al
piano dove potrebbero fuoriuscire
dei residui di legno.
Evitare di lavorare legno con difetti
troppo rilevanti (fessure, nodi...).
Lavorare un solo pezzo per volta.
Verificare periodicamente che
i rulli di trascinamento abbiano
sempre una corretta sospensione
(oscillazione verso l’alto). Pulire
regolarmente l’albero portautensili
e i rulli di trascinamento legno (con
aria compressa-petrolio).
Effettuare la pulizia della macchina
facendo uso di un'aspiratore; usare
l'aria compressa solo quando è
strettamente necessario, facendo
uso di occhiali di protezione e
mascherina.
Planer safety protections
Some automatically working
pawls, which fi t to wood pieces of
whichever thickness, avoid that
the piece being machined may be
thrown against the user, assuring
in this way an active and effective
kind of protection.
Before whichever kind of machi-
ning, check the correct and easy
movement of the pawls around its
own support shaft, and that they
correctly fall down to their low
position.
To avoid any hardening or blocking
of the pawls, it is necessary to keep
them constantly clean, clearing
away chips and wood splinters by
means of a powerful jet of com-
pressed air.
Remove any resine spot cleaning
the whole unit with some turpen-
tine (to be applied with a brush)
and drying then it up with some
compressed air.
In case of jamming of the
workpiece, completely stop
the cutterblock, lower the
thicknessing table and pull out
the workpiece.
Never remain with your face in
front of the table when the plane
arbor is operating. Danger of wood
shavings fl ying out.
Do not machine wood pieces with
too evident fl aws (cracks, knots...).
Machine one piece at a time.
Periodically check that the driving
rollers are correctly suspended, i.e.
that they oscillate in the right way.
Regularly clean the shaft and the
wood driving rollers (using com-
pressed air or some oil).
Clean the machine using a vacuum
cleaner. Use compressed air only
when strictly necessary, using pro-
tective glasses and a mask.
- 111 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
З а щ и т н ы е
э л е м е н т ы
рейсмусового узла
Для предотвращения обратного
выброса заготовки в сторону
оператора в станке предусмотрена
когтевая защита, действующая
при любой толщине заготовки.
П е р е д н а ч а л о м р а б о т ы
необходимо у бедиться, что
все к огти защиты свободно
поворачиваются вокруг оси
крепления и при высвобождении
всегда возвращаются в нижнее
положение.
Во избежание зажатия когтей
защиты необходимо регулярно
очищать их от стружки и частиц
древесины интенсивной струей
сжатого воздуха.
Также рекомендуется регулярно
о т м ы в а т ь у с т р о й с т в о о т
древесной смолы при помощи
кисти смоченной скипидаром с
последующей сушкой сжатым
воздухом.
В случае зажатия заготовки
полностью выключить
ножевой вал, опустить
рейсмусовый стол и извлечь
заготовку.
Не располагать лицо напротив
ф у г о в а л ь н о г о с т о л а п р и
вращающемся ножевом вале, так
как из станка возможен выброс
отходов обработки.
Не обрабатывать заготовки со
слишком явными дефектами
(трещины, сучки и т.п.).
О б р а б а т ы в а т ь в с т а н к е
одновременно не более одной
заготовки.
Регулярно проверять исправность
механизма подвески подающих
р ол и к о в ( с д в и г в в е р х н е м
направлении). Регулярно очищать
ножевой вал и подающие ролики
(керосином и сжатым воздухом).
Для уборки станка использовать
пылесос. Использование сжатого
воздуха разрешается только в
случаях крайней необходимости,
при этом следует работать в
защитных очках и пылезащитной
маске.
.
Protections de sécurité de la
raboteuse
Des doigts anti-reculs à fonctionne-
ment automatique, qui peuvent être
ajustés à n’importe quel épaisseur de
bois, évitent que la pièce soit lancée
vers l’opérateur pendant l’usinage, en
assurant ainsi une protection active
et effi cace.
Avant de toute usinage, vérifi er que
tous les doigts anti-recul bougent
aisément autour de leur arbre de
support et qu’ils tombent en position
baisse d’une façon correcte.
Pour éviter tout durcissement ou
blocage des doigts anti-recul, il faut
les garder toujours propres, en net-
toyant tous coupeaux et morceaux
de bois à l’aide d’un jet énergique
d’air comprimé.
Oter les résidus de résine, en net-
toyant tout l’ensemble avec un pince-
au et de l’essence de térébenthine,
et en l’essuyant ensuite avec de l’air
comprimé.
Si la pièce à usiner se blo-
que, arrêter complètement
l’arbre rabot, abaisser la table
d’épaisseur et tirer la pièce.
Eviter de se tourner avec le visage
vers la table, lorsque l’arbre porte-la-
mes est en mouvement, étant donné
que des résidus de bois pourraient
être projetés.
Eviter de travailler des bois présen-
tant de trop gros défauts (fentes,
noeuds...).
N’usiner qu’une seule pièce à la fois.
Vérifier périodiquement que le
rouleaux d'entraînement aient
toujours une suspension correcte
(débat-tement en hauteur). Nettoyer
régulièrement l'arbre porte-outils et
les rouleaux d'entraînement des bois
(air comprimé-pétrole.).
Nettoyer la machine à l’aide d’un
aspirateur. N’utiliser de l’air com-
primé que lorsque c’est strictement
nécessaire et en portant des lunettes
de protection et un masque.
Protecciones para la seguridad
del cepillo
La presencia de algunos pestillos
de funcionamiento automático
ajustables a cualquier espesor de
madera, evitan que la pieza a ela-
borar pueda proyectarse contra el
operador, garantizando por lo tanto
una protección muy efi caz.
Antes de efectuar cualquier trabajo,
controlar que todos los pestillos
puedan moverse fácilmente alrede-
dor del eje de soporte y que puedan
caer correctamente en posición baja.
Para evitar el endurecimiento o blo-
queo de los pestillos, es necesario
mantenerlos constantemente limpios,
sacando virutas o piezas de mandera
con un chorro de aire comprimido.
Eliminar los residuos de resina con
un pincel y aguarrás, luego secar
con aire comprimido.
En caso de bloqueo de la pieza a
trabajar, parar completamente el
árbol cepillo, bajar el plano espe-
sor y sacar la pieza.
No aproximar el rostro frente al plano
del eje del cepillo cuando está en
movimiento, ya que podrían salir
virutas de madera.
Evitar elaborar la madera que ten-
ga defectos muy visibles (fi suras,
nudos, etc.).
Elaborar las piezas de una en una.
Controlar periódicamente la sus-
pensión correcta de los rodillos de
arrastre (oscilación hacia arriba).
Limpiar regularmente el árbol porta-
herramienta y los rodillos de arrastre
madera (con aire comprimido - pe-
tróleo).
Efectuar la limpieza de la máquina
utilizando un aspirador; usar aire
comprimido sólo cuando sea ver-
daderamente necesario, utilizando
gafas de protección y mascarilla.
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 112 –
040_046_0.tif
6
E
C
D
A
040_047_0.tif
7
E
C
D
A
6.4. SEGA CIRCOLARE
Quando si lavora alla sega
chiudere completamente il foro
della toupie tramite gli anelli
in dotazione. A fi ne lavoro
abbassare completamente la
protezione sega in appoggio sul
piano.
La scelta del metodo per eseguire
un taglio con la sega circolare di-
pende dalle dimensioni del legno
da lavorare e dal tipo di lavorazione
da eseguire.
Regolare il gruppo sega come
descritto nel cap.5.
6.4.1 Lavorazione
Nelle lavorazioni di pannelli di
grandi dimensioni, posizionare la
guida per squadrare
E
e il telaio
di squadratura
A
come indicato
in fi gura (vedi fi g.6-7); con questa
posizione si ottiene la massima
lunghezza di taglio.
Appoggiare il pannello
C
contro la
riga in alluminio
E
e bloccarlo con
il braccio stringipezzo
D
.
6.4. CIRCULAR SAW
When working with the saw
completely close the router hole
using the rings provided. After
fi nishing work, completely lower
the saw protection res
The choice of the method to use
to make a cut with the circular saw
depends on the dimensions of the
wood to be machined and the type
of machining to be carried out.
Adjust the saw and engraver as-
sembly as described in Chap. 5.
6.4.1
Machining
When working with large panels,
position the squaring fence
E
and
the squaring frame
A
as shown
in the diagram (see fi g.s 6-7); this
position provides maximum cutting
length.
Place the panel
C
against the alu-
minium ruler
E
and lock it with the
piece gripping arm
D
.
- 113 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.4. ДИСКОВАЯ ПИЛА
При использовании дисковой
пилы полностью закрыть
отверстие для фрезерного
шпинделя прилагаемыми
кольцами. После завершения
работы опускать кожух пил до
касания стола.
Выбор способа распила при
помощи дисковой пилы зависит
от размера заготовки и от типа
распила.
Узел пилы должен быть настроен,
как описано в главе 5.
6.4.1 Раскрой
Для раскроя плит больших
размеров расположить поперечную
линейку E и форматную раму
A, как показано на рис. 6-7.
Такое положение базирующих
элементов позволяет достичь
максимальной длины распила.
Прижать плиту C к алюминиевой
линейке E и закрепить прижимом
D.
6.4. USINAGE AVEC SCIE CIR-
CULAIRE
Quand on travaille sur la scie
fermer complètement l’orifi ce de la
toupie à l’aide des bagues fournies
en équipement. Après l’usinage
descendre complètement la
protection scie en appui sur le plan.
Le choix de la modalité, pour exé-
cuter une coupe avec la scie circu-
laire, dépend des dimensions du
bois à usiner et du type d’usinage
à effectuer.
Régler le groupe scie comme indi-
qué au chap.5.
6.4.1 Usinage
Dans les usinages de panneaux de
grandes dimensions, placer le guide
d'équerrage
E
et le cadre d'équer-
rage
A
comme l'indique la fi gure
(voir fi g.6-7);
dans cette position
on obtient une longueur de coupe
maximum.
Poser le panneau
C
contre la règle
en aluminium
E
et le bloquer avec
le bras serre-pièce
D
.
6.4. SIERRA CIRCULAR
Cuando se trabaja con la sierra
cerrar completamente el agujero
tupí mediante los anillos en
dotación. Al terminar el trabajo
hacer que la protección de la sierra
descienda completamente hasta
que se apoye al plano.
La elección del método para efectuar
un corte con la sierra circular depen-
de de las dimensiones de la madera
a elaborar y del tipo de elaboración
a efectuar.
Regular el grupo sierra como se
indica en el capítulo 5.
6.4.1 Elaboraciones
En los tratamientos de paneles de
grandes dimensiones, posicionar la
guía para escuadrar
E
y el bastidor
de escuadrado
A
como se indica
en la fi gura (véase la fi g.6-7); con
esta posición se obtiene la máxima
longitud de corte.
Apoyar el panel
C
contra la regla de
aluminio
E
y trabarlo con el brazo de
ajuste pieza
D
.
ОПАСНОСТЬ
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 114 –
040_056_0.tif
8
E
H
040_057_0.tif
9
G
D
10
040_058_0.tif
B
A
D
C
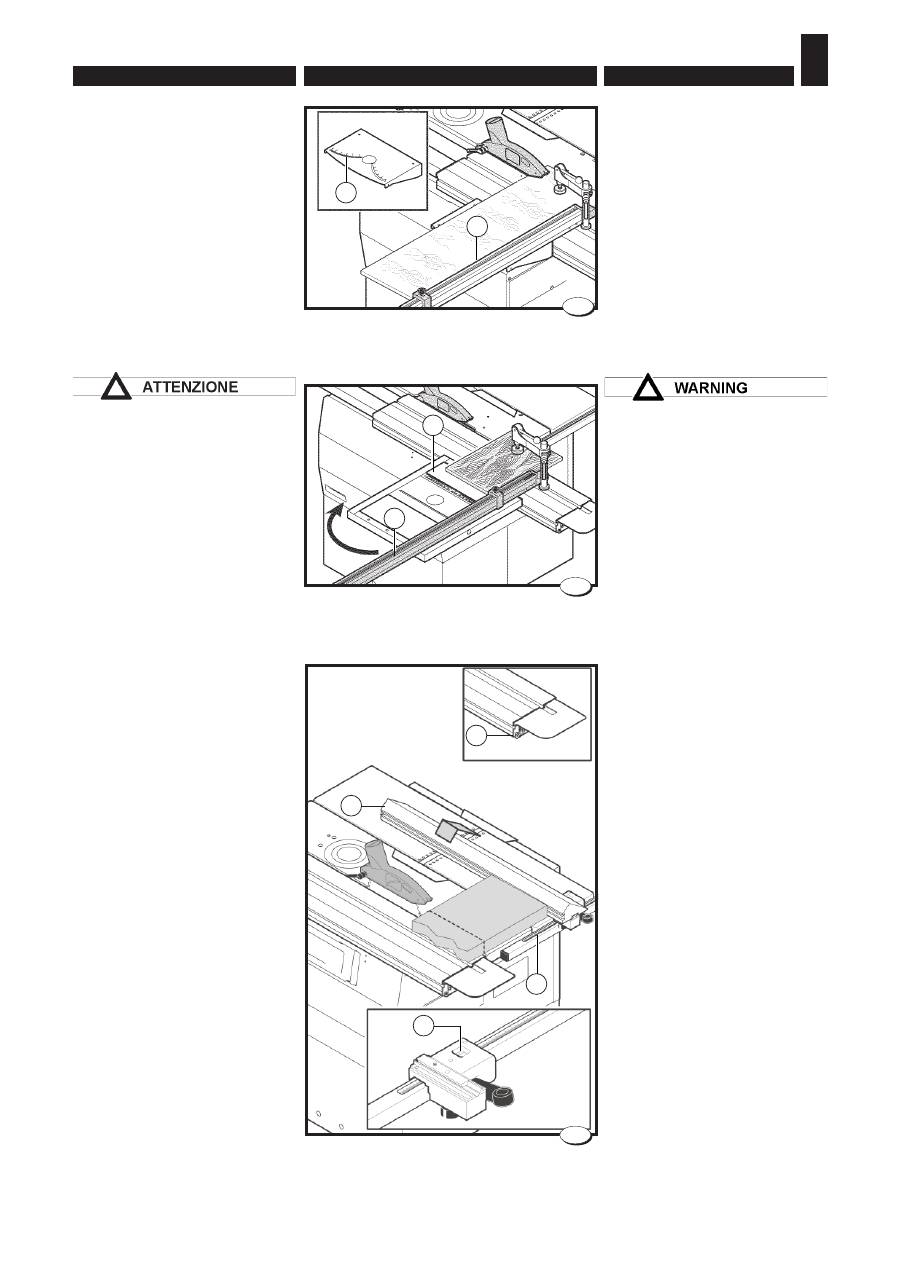
Per tagli di pannelli con dimensioni
più contenute, è più agevole lavo-
rare con la guida a squadrare come
indicato in fi gura (vedi fi g.8-9).
Per tagli inclinati rispetto alla corsa
del carro, occorre posizionare la
guida a squadrare
D
o
E
(fi g.9) in
funzione dell’inclinazione deside-
rata facendo riferimento rispettiva-
mente alla scala
G
o
H
.
Bloccare sempre il pezzo
utilizzando il pressore quando si
usa il carro scorrevole.
Quando si lavorano pannelli di
notevoli dimensioni utilizzare dei
supporti di sostegno.
6.4.2 Lavorazione con la guida
parallela
Nell'esecuzione di tagli paralleli
usare la guida
A
(fi g.10).
Per il suo posizionamento e rego-
lazioni seguire le istruzioni riportate
nel cap.5.
Posizionare il carro vagone e bloc-
carlo tramite la leva
B
.
Nel posizionamento del pezzo
contro la guida
A
(fi g. 10) l’ope-
ratore fa riferimento alla scala
millimetrata
C
.
Leggere la misura attraverso l'a-
pertura
D
.
When cutting smaller panels it is
easier to work with the squaring
fence as shown in the diagram
(see fi g. 8-9).
For cuts that slope in relation to
the carriage stroke, position the
squaring fence
D
or
E
(fi g.9) at
the angle of the inclination required
using gauge
G
or
H
as a reference.
Always secure the workpiece
by means of the presser when a
sliding wagon is used.
Always use supports when
machining panels having great
dimensions.
6.4.2 Working with the parallel
guide
To perform parallel cuts use
fence
A
(fi g.10).
To position and adjust, follow the
instructions in chap.5.
Position the wagon as shown in
Fig.12 and lock it with the knob
B
.
Position the wagon carriage and
lock it with lever
B
.
For positioning the workpiece
against fence
A
(fi g. 10) refer to
scale
C
.
Read the measurements using the
opening
D
.

- 115 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
Для раскроя плит небольших
размеров удобнее располагать
поперечную линейку, как показано
на рис.8-9.
Д л я в ы п ол н е н и я р а с п и л о в
под угл ом по отношению к
направлению хода каретки следует
установить поперечную линейку D
или E (рис.9) на требуемый угол,
ориентируясь по шкалам G или H
соответственно.
При использовании каретки
закреплять заготовку прижимом.
При раскрое плит больших
размеров использовать
дополнительные опоры.
6.4.2 Распиловка по
параллельной линейке
Для выполнения параллельных
распилов следует использовать
направляющую линейку A (рис.10).
Порядок настройки направляющей
линейки описан в главе 5.
Закрепить каретку фиксатором B.
При базировании заготовки по
линейке A (рис.10) оператор
ориентируется по шкале C.
Размер раскроя считывается в
окошке D.
Pour la coupe de panneaux de plus
petites dimensions, il est plus aisé de
travailler avec le guide d'équerrage
comme l'indique la fi gure ( fi g. 8-9).
Pour des coupes biaisées par rap-
port à la course du chariot, il faut
placer le guide d'équerrage
D
ou
E
(fi g.9) en fonction de l'inclinaison que
l'on souhaite obtenir, en se référant
respectivement à l'échelle
G
ou
H
.
Bloquer toujours la pièce en
utilisant le presseur lorsqu’on
utilise le chariot coulissant.
Lorsqu’on travaille avec des
panneaux de grandes dimensions,
utiliser les supports spéciaux
prévus.
6.4.2 Usinage avec guide paral-
lèle
Lors des coupes parallèles utiliser
le guide
A
(fi g. 10).
Pour la mise en place et les réglages
suivre les instructions fi gurant au
chapitre 5.
Placer le chariot-wagon et le bloquer
avec le levier
B
.
Positionner la pièce contre le guide
A
(fi g. 10) avec répère à l’échelle
C
.
Lire la mesure à travers l'ouverture
D
.
Para cortar tableros más pequeños,
es más cómodo trabajar con la guía
de escuadrado tal como se indica en
la fi gura (véase fi g. 8-9).
Para cortes inclinados con respecto
a la carrera del carro, hay que posi-
cionar la guía de escuadrado
D
o
E
(fi g.9) según la inclinación deseada
consultando respectivamente la
escala
G
o
H
.
Bloquear siempre la pieza,
utilizando el prensador, cuando se
utilice el carro corredizo.
Durante el mecanizado de paneles
con dimensiones notables, usar los
soportes.
6.4.2 Elaboración con guía pa-
ralela
Para la realización de cortes paralelos
utilizar la guía
A
(fi g. 10).
Para su posicionamiento y regu-
lación seguir las instrucciones del
cap. 5.
Posicionar el carro vagón y blo-
quearlo por medio de la palanca
B
.
Durante el posicionamiento de la
pieza contra la guía
A
(fi g. 10), el
operador hace referencia a la escala
milimétrica
C
.
Leer la medida a través de la aper-
tura
D
.
ВНИМАНИЕ
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 116 –
040_059_0.tif
7
11
B
A
040_048_1.tif
A
12
040_050_1.tif
7
13
B
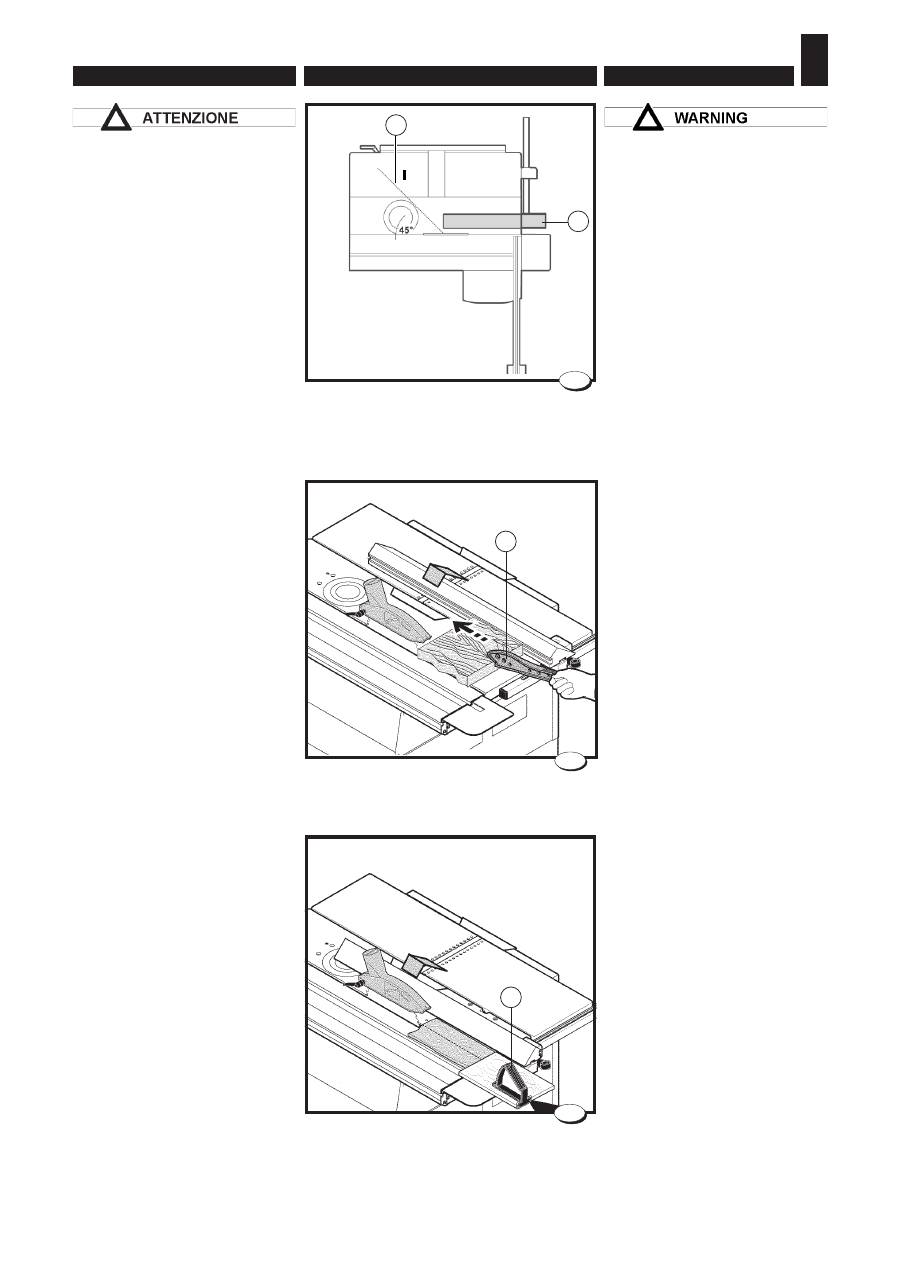
L'estremità della riga A (fi g.11)
deve essere posizionata
longitudinalmente lungo una linea
immaginaria (B) che inizia a metà
della lama e scivola avanti di 45°
Questo per evitare che i denti in
salita della sega afferrino il pezzo
e lo lancino contro l'operatore.
Non mettere mai le mani in
prossimità delle lame sega-
incisore; usare sempre uno
spintore.
La macchina viene fornita con lo
spintore
A
(fi g.12) e con la mano-
pola
B
(fi g.13).
La manopola
B
può essere ap-
plicata a spintori di diverse di-
mensioni avvitandola con le viti in
dotazione.
A seconda delle dimensioni del
pezzo da lavorare scegliere il tipo
di spintore più idoneo.
The end of fence A (fi g. 11) must
be positioned lengthwise along
an imaginary line (B) which starts
half way down the blade and slips
forward by 45°.
This is to prevent that when the
saw lifts, the teeth grip the piece
and launch it against the operator.
Never put the hands near the saw
blade-engraver; always use a
pusher.
The machine is supplied with a
pusher
A
(Fig. 12) and with a knob
B
(Fig.13).
The knob
B
may be applied to
pushers of different size, screwing
it on with the screws provided.
Depending on the dimensions of
the piece to be machined, select
the most suitable type of pusher.

- 117 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
Конец линейки A (рис.11) должен
находиться на воображаемой
линии B, исходящей из центра
пильного диска под углом 45°. При
таком положении исключается
опасность захвата заготовки
поднимающимися вверх зубьями
пилы и ее выброса в сторону
оператора.
Не располагать руки вблизи
основной и подрезной пил,
использовать толкатель.
Станок комплектуется толкателем
A (рис.12) и рукояткой B (рис.13).
Рукоятка B может использоваться с
толкателями различных размеров.
Толкатель крепится к рукоятке
прилагаемыми винтами.
Толкатель выбирается исходя их
геометрических характеристик
заготовки.
L‘extrémité du guide A (fi g. 11) doit
être placée longitudinalement sur
une ligne imaginaire (B) partant de
la moitié de la lame et descendant
en avant de 45°.
Ceci pour éviter que les dents de
la scie, en montée, n’accrochent
le morceau et le lancent contre
l’ouvrier.
Ne jamais mettre les mains à
proximité des lames scie- dispositif
de coupe; il faut toujours utiliser un
pousseur.
La machine est fournie avec le pous-
seur
A
(fi g.12) et avec la manette
B
(fi g.13).
La manette
B
peut être appliquée
sur des pousseurs de différentes
dimensions en la vissant à l’aide des
vis fournies en équipement.
En fonction des dimensions de la
pièce à usiner sélectionner le type
de pousseur le plus approprié.
El extremo de la guía A (fi g. 11)
debe ubicada longitudinalmente
respecto de una línea imaginaria
(B) que comienza en la mitad de la
cuchilla y avanza a 45º.
De este modo se evita que los
dientes de la sierra en subida
aferren la pieza y la lancen contra el
operador.
Nunca acercar las manos a las
hojas sierra-tallador; servirse
siempre de una pieza de empuje.
La máquina se suministra con la
pieza de empuje
A
(fi g. 12) y con la
perilla
B
(fi g.13).
La perilla
B
puede ser aplicada a
piezas de empuje de diferentes
dimensiones, atornillándola con
los tornillos que se entregan con la
máquina.
Seleccionar el tipo de pieza de
empuje más adecuada según las
dimensiones de la pieza.
ВНИМАНИЕ
