3M SPEEDGLAS SL: H
H: 3M SPEEDGLAS SL

H
Instrukcja obs³ugi przy³bicy 3M™ Speedglas™
Speedglas SL
Przed przyst¹pieniem do spawania
Dla w³asnego bezpieczeñstwa przeczytaj uwa¿nie t¹ instrukcjê przed
rozpoczêciem spawania z u¿yciem przy³bicy Speedglas SL.
Kompletna zmontowana przy³bica pokazana jest na rys. A:1
Dopasuj przy³bicê zgodnie zgodnie z twoimi indywidualnymi wymaganiami.
(patrz rys. B:1 – B:3)
Automatyczna przy³bica spawalnicza Speedglas SL zosta³a zaprojektowa-
na do stosowania w procesie spawania ³ukiem elektrycznym, tam gdzie
zalecane jest zaciemnienie filtra optycznego w zakresie od 8 do 12.
Stopieñ zaciemnienia nale¿y dobieraæ zgodnie z tabel¹ na str. 185
Przy³bica mo¿e byæ stosowana przy spawaniu metodami: MMA, MIG, MAG,
TIG, spawaniu ³ukiem plazmowym.
Przy³bica Speedglas SL zapewnia sta³¹ ochronê odpowiadaj¹c¹ zaciem-
nieniu 12 przeciw szkodliwemu dzia³aniu promieniowania UV i IR, bez
wzglêdu na to czy filtr jest zaciemniony czy jasny a tak¿e, gdy bateria
zasilaj¹ca jest wyczerpana lub uszkodzeniu uleg³a p³ytka elektroniki.
Automatyczny filtr spawalniczy posiada dwa foto sensory, które dzia³aj¹ nie-
zale¿nie i steruj¹ natychmiastowym zaciemnieniem filtra w momencie
zajarzenia ³uku spawalniczego.
Dwie baterie litowe zasilaj¹ automatyczny filtr spawalniczy (3V CR2032)
Przy³bica Speedglas SL posiada funkcjê „AUTO ON” i wy³¹cza siê
samoczynnie, kiedy nie jest u¿ywana.
UWAGA!
U¿ywaj tylko oryginalnych czêœci zapasowych i akcesoriów oznaczonych
mark¹ Speedglas, zewnêtrzne i wewnêtrzne szybki ochronne zgodne z nr
katalogowymi opisanymi w tej instrukcji.
Stosowanie nie oryginalnych czêœci mo¿e zmniejszyæ stopieñ ochrony oraz
uniewa¿nia dopuszczenia i certyfikaty oraz spowoduje nie uznanie ewen-
tualnych reklamacji.
UWAGA!
Automatyczna przy³bica spawalnicza Speedglas SL nie mo¿e byæ stoso-
wana przy spawaniu i ciêciu laserem oraz do ciêcia i spawania gazowego.
Przy³bica spawalnicza Speedglas SL jest przeznaczona do spawania we
wszystkich pozycjach z wyj¹tkiem spawania w pozycji pu³apowej du¿ym
108
H
natê¿eniem pr¹du, poniewa¿ spadaj¹ce krople roztopionego metalu mog¹
uszkodziæ przy³bicê lub automatyczny filtr.
Oznaczenia
Ka¿dy automatyczny filtr oznaczony jest zakresem stopni zaciemnienia.
Klasyfikacja stopnia ochrony oczu i twarzy jest zgodna z EN 379, EN 166,
EN 169 i EN 175.
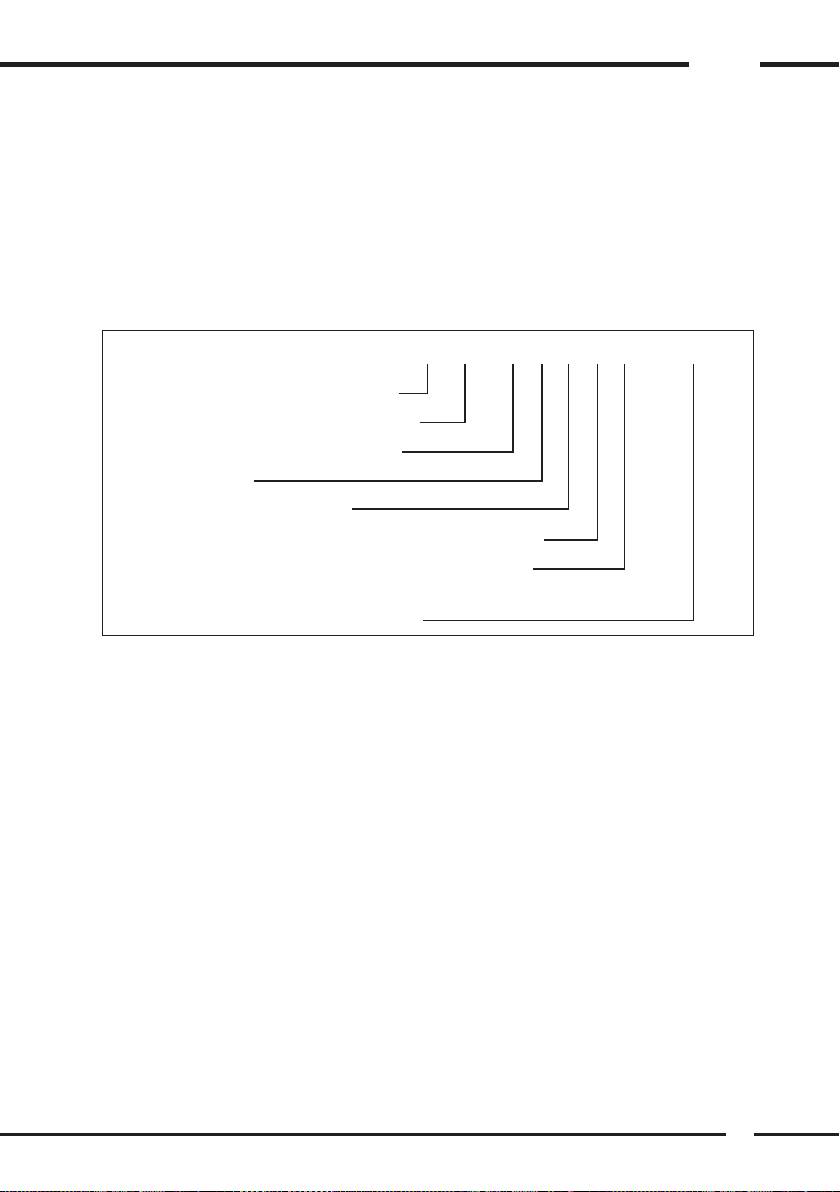
Przyk³ad oznaczenia filtra (EN 379)
3 / 8-12 3M 1 / 1 / 1 / 2
/ EN379 CE
Stopieñ zaciemnienia (filtr jasny)
Stopieñ zaciemnienia (filtr ciemny)
Znak identyfikacyjny producenta
Klasa optyczna
Klasa rozproszenia œwiat³a
Klasa odchylenia wspó³. Przepuszczania œwiat³a
Klasa k¹towego wspó³. Przepuszczania œwiat³a
(oznaczenie opcjonalne)
Symbol normy lub znak certyfikacji
UWAGA! Powy¿sze oznaczenie jest przyk³adem. W³aœciwe oznaczenie
znajduje siê na ka¿dym automatycznym filtrze.
Na skorupie przy³bicy i zewnêtrznych szybkach ochronnych znajduj¹ siê
symbole oznaczaj¹ce klasê bezpieczeñstwa przeciwko uderzeniom.
F oznacza odpornoœæ na uderzenia o ma³ej energii, B oznacza odpornoœæ
na uderzenia o œredniej energii. Je¿eli ochrona spe³nia powy¿sze wyma-
gania w ekstremalnych temperaturach (-5°C do +55°C ) oznaczenie uzu-
pe³nione jest liter¹ T.
Dodatkowe oznaczenia odnosz¹ siê do innych norm.
Przechowywanie.
Przy³bica powinna byæ przechowywana w czystym i suchym pomieszcze-
niu w temperaturze -30°C do +70°C i wilgotnoœci wzglêdnej nie wiêkszej
ni¿ 90% RH.
109
H
DZIA£ANIE
On/Off
Przy³bica spawalnicza Speedglas SL w³¹cza i wy³¹cza siê automatycznie.
Stopieñ zaciemnienia
Dostêpnych jest piêæ ró¿nych stopni zaciemnienia automatycznego filtra
spawalniczego: 8, 9, 10, 11 i 12. W celu sprawdzenia, na jaki stopieñ
zaciemnienia ustawiony jest automatyczny filtr naciœnij krótko przycisk
Shade. Aby wybraæ inny stopieñ zaciemnienia, naciœnij na chwilê przycisk
Shade wtedy, gdy dioda LED migocze, a nastêpnie naciskaj ten przycisk
dot¹d, a¿ zacznie migaæ dioda LED umieszczona pod ¿¹danym stopniem
zaciemnienia.
Czu³oœæ sensorów
Czu³oœci foto sensorów (reaguj¹cych na œwiat³o ³uku spawalniczego) mo¿e
byæ regulowana taka by dostosowaæ reakcje filtra do rodzaju i miejsca
spawania.
W celu sprawdzenia, na jak¹ czu³oœæ ustawione s¹ foto sensory filtra spa-
walniczego naciœnij przez chwilê przycisk Sensitivity. Aby wybraæ inne usta-
wienie czu³oœci naciœnij ponownie przycisk Sensitivity wtedy, gdy dioda LED
migocze, a nastêpnie naciskaj ten przycisk a¿ zacznie migaæ dioda LED
przy ¿¹danym poziomie czu³oœci.
Pozycja 1 Najmniejsza czu³oœæ foto sensorów. U¿ywana w przypadku,
gdy œwiat³o ³uku spawalniczego pracuj¹cych w pobli¿u spa-
waczy powoduje zaciemnianie filtra.
Pozycja 2 Normalny poziom czu³oœci foto sensorów. Odpowiednia dla
wiêkszoœci metod spawania zarówno w pomieszczeniach
zamkniêtych jak i na zewn¹trz.
Pozycja 3 Pozycja u¿ywana przy spawaniu niskim natê¿eniem pr¹du np.
przy spawaniu metod¹ TIG.
Pozycja 4 Najwy¿sza czu³oœæ foto sensorów, odpowiednia przy spawa-
niu bardzo niskim natê¿eniem pr¹du przy zastosowaniu spa-
warek inwertorowych TIG lub gdy przy spawaniu rur ³uk mo¿e
byæ czêœciowo przys³oniêty.
Wybór w³aœciwego poziomu czu³oœci foto sensorów.
W celu znalezienia w³aœciwego ustawienia czu³oœci sensorów przed spa-
waniem ustaw poziom czu³oœci na pozycjê 2. Jest to normalny poziom
czu³oœci wystarczaj¹cy do wiêkszoœci rodzajów spawania. Jeœli automaty-
110

H
czny filtr nie zaciemni siê zmieñ poziom czu³oœci na pozycjê 3 lub 4 a¿ filtr
zaciemni siê w sposób niezawodny. Czu³oœæ foto sensorów mo¿e byæ za
du¿a. Ma to miejsce, gdy automatyczny filtr pozostaje zaciemniony po
zakoñczeniu spawania pod wp³ywem otaczaj¹cego oœwietlenia. W takim
przypadku nale¿y obni¿yæ poziom czu³oœci do pozycji, w której automaty-
czny filtr zaciemnia siê i rozjaœnia w odpowiednim momencie.
WskaŸnik zu¿ycia baterii zasilaj¹cych.
Baterie nale¿y wymieniæ, gdy b³yska dioda LED wskaŸnik zu¿ycia baterii
„low bartery” lub, gdy diody LED Shade i Sensivity nie b³yskaj¹, gdy nacis-
kamy przyciski pod nimi.
UWAGA!
Automatyczny filtr spawalniczy nie zaciemni siê, gdy foto sensory s¹ zas³o-
niête lub ³uk spawalniczy jest ca³kowicie zakryty.
UWAGA!
B³yskaj¹ce Ÿród³a œwiat³a (np œwiat³a alarmowe) mog¹ spowodowaæ
zaciemnianie siê automatycznego filtra bez zajarzenia ³uku spawalniczego.
Zak³ócenia mog¹ oddzia³ywaæ na automatyczny filtr z du¿ej odleg³oœci i/lub
powstawaæ od odbitego œwiat³a. Miejsce spawania musi byæ os³oniête przed
tego typu b³yskami œwiat³a.
Ostrze¿enie!
Je¿eli filtr spawalniczy Speedglas SL nie zaciemni siê podczas zajarzania
³uku spawalniczego nale¿y natychmiast przerwaæ spawanie i sprawdziæ
automatyczny filtr spawalniczy zgodnie z t¹ instrukcj¹. U¿ywanie uszkod-
zonego automatycznego filtra spawalniczego mo¿e doprowadziæ do cza-
sowego uszkodzenia wzroku. Je¿eli nie zdo³asz usun¹æ samemu usterki,
skontaktuj siê ze swoim prze³o¿onym lub najbli¿szym dystrybutorem 3M
Welding.
OBS£UGA PRZY£BICY
Wymiana zewnêtrznej szybki ochronnej.
Zdejmij zu¿yt¹ zewnêtrzn¹ szybkê ochronn¹ i za³ó¿ na jej miejsce now¹
szybkê ochronn¹ jak pokazano na rys C:1 – C:2.
Uwaga!
Upewnij siê ¿e zewnêtrzna szybka ochronna dok³adnie zatrzasnê³a siê na
wszystkich czterech s³upkach. Patrz rys C:3.
111
H
Wymiana wewnêtrznej szybki ochronnej.
Zu¿yt¹ wewnêtrzn¹ szybkê ochronn¹ wyjmuje siê jak pokazano na rys D:1.
Now¹ wewnêtrzn¹ szybkê ochronn¹ zamontuj po zdjêciu z niej folii ochron-
nej. W³ó¿ dok³adnie now¹ szybkê w dwa naro¿niki (rys D:2) i lekko wygina-
j¹c w³ó¿ w przeciwleg³e dwa naro¿niki. SprawdŸ czy wewnêtrzna szybka
ochronna jest za³o¿ona poprawnie jak pokazano na rys D:3.
Wymiana automatycznego filtra spawalniczego.
Automatyczny filtr spawalniczy mo¿e byæ wyjêty z przy³bicy i zast¹piony
innym filtrem zgodnie z rys C:1 i E:1.
Wymiana nag³owia przy³bicy.
Nag³owie przy³bicy mo¿e byæ wymienione jak pokazano na rys F:1 – F:2.
Wymiana baterii zasilaj¹cych.
Przed wymian¹ baterii nale¿y wyj¹æ automatyczny filtr z przy³bicy, aby uzy-
skaæ dostêp do szufladki z bateriami. Wyjmij szufladkê z bateriami (u¿yj
ma³ego œrubokrêta, gdy trzeba). Wyjmij z szufladki obie zu¿yte baterie i w³ó¿
nowe zgodnie z rys G:1. Wepchnij szufladki z nowymi bateriami do filtra
spawalniczego a¿ do ich zatrzaœniêcia. Zu¿yte baterie zwróæ do sprzeda-
wcy przy³bic.
Zakres temperatur.
Filtry spawalnicze Speedglas SL nale¿y przechowywaæ w czystym i suchym
pomieszczeniu w temperaturze -30°C do +70°C. Zalecany zakres tem-
peratur do pracy automatycznego filtra spawalniczego wynosi -5°C do
+55°C.
Przegl¹dy
Automatyczn¹ przy³bicê spawalnicz¹ Speedglas SL nale¿y poddawaæ
regularnym przegl¹dom i wymieniaæ zu¿yte czêœci. Pêkniête, pokryte
odpryskami lub zadrapane szk³o filtra lub ochronna szybka znacznie ogra-
niczaj¹ widocznoœæ i pogarszaj¹ ochronê oczu. Uszkodzone czêœci nale¿y
natychmiast wymieniaæ na oryginalne czêœci Speedglas. Sensory automa-
tycznego filtra spawalniczego musz¹ byæ zawsze czyste i niczym nie-prze-
s³oniête, aby zapewniæ poprawn¹ pracê filtra.
Uwaga!
Aby sprawdziæ dzia³anie uk³ady elektroniki i przycisków naciœnij na chwilê
przycisk – powinna zamigotaæ dioda LED.
112

H
Czyszczenie
Skorupê przy³bicy nale¿y czyœciæ roztworem myd³a i letniej wody. Filtr spa-
walniczy mo¿na czyœciæ czyst¹ w³óknin¹ niepozostawiaj¹c¹ na czyszczo-
nej powierzchni nawet pojedynczych w³ókien. Nie zanurzaæ w wodzie!
Nie u¿ywaæ rozpuszczalników
Uwaga!
Stosuj przy³bicê tylko do ochrony oczu i twarzy przed szkodliwym promie-
niowaniem i odpryskami spawalniczymi. Szybki ochronne s¹ mocne, ale nie
niezniszczalne. Ta przy³bica chroni przed uderzeniami zgodnie z nanie-
sionymi na ni¹ oznaczeniami.
Przy³bica spawalnicza jest odporna na wysok¹ temperaturê i atestowana
wg podstawowych standardów trudnopalnoœci, ale mo¿e siê zapaliæ lub sto-
piæ w kontakcie z otwartym ogniem lub bardzo gor¹c¹ powierzchni¹. Staraj
siê zminimalizowaæ te zagro¿enia dla przy³bicy.
Producent nie odpowiada, za jakiekolwiek modyfikacje automatycznego fil-
tra spawalniczego lub zamontowanie go do innej ni¿ Speedglas SL przy³-
bicy spawalniczej.
Stopieñ ochrony mo¿e ulec znacznemu zmniejszeniu w wyniki dokonania
samowolnych modyfikacji produktu.
Wra¿liwe osoby musz¹ byæ œwiadome, ¿e materia³y, z których wykonana
jest przy³bica mog¹ spowodowaæ alergiczne reakcje skóry.
Osoby nosz¹ce okulary korekcyjne musz¹ byæ œwiadome, ¿e w przypadku
silnego uderzenia w przy³bicê mo¿e nast¹piæ jej deformacja i przy³bica
mo¿e uszkodziæ okulary powoduj¹c zagro¿enie dla oczu.
Przy wszystkich rodzajach spawania ³uk spawalniczy nale¿y obserwowaæ
poprzez automatyczny filtr spawalniczy. Patrz rys 185
113

H
Wykaz czêœci
Nr.
katalogowy Opis
16 40 05 Ochrona szyi i uszu ze skóry (3 czêœci)
16 90 01 Ochrona szyi z TecaWeld
16 91 00 Kaptur spawalniczy z TecaWeld
16 75 20 Opaski przeciw potne, z frotte, fioletowa (2 szt)
16 75 25 Opaski przeciw potne, z mikrofibry, czarna (2 szt)
16 80 00 Opaski przeciw potne, ze skóry (1 szt)
16 80 10 Opaski przeciw potne, z mat. trudnopalnego,
br¹zowa (2 szt)
70 50 10 nag³owie ze œrubami mocuj¹cymi
70 60 00 œruby mocuj¹ce nag³owie
70 11 90 Skorupa przy³bicy Speedglas SL bez nag³owia
72 60 00 Wewnêtrzne szybki ochronne, standardowa
(opak 5 szt.) na szybce oznaczenie 030226
72 70 00 Wewnêtrzne szybki ochronne, odporna na wysok¹ temp.
(opak 5 szt.) na szybce oznaczenie 030248
42 80 00 Zewnêtrzne szybki ochronne, standardowa do Speedglas SL
(opak 5 szt.) na szybce oznaczenie 42 02 00
42 20 00 baterie zasilaj¹ce 3V (opak 2 szt.)
73 10 00 szufladka do baterii (opak 2 szt)
114
